Embed Size (px)
Citation preview
EXAMENSARBETE
2004:213 CIV
CAROLINE SÖDERLUND
Överlageranalys pålågfrekventa artiklar hos
Scania Parts Logistics ABOrsaker samt förslag till åtgärder för att minska överlager
CIVILINGENJÖRSPROGRAMMET
Institutionen för Industriell ekonomi och samhällsvetenskapAvdelningen för Industriell logistik
2004:213 CIV • ISSN: 1402 - 1617 • ISRN: LTU - EX - - 04/213 - - SE

Förord
Detta examensarbete har utförts på Scania Parts Logistics AB i Södertälje under hösten 2003 och vintern 2004. Utförandet av examensarbetet har varit intressant och lärorikt och jag hoppas att de slutsatser examensarbetet resulterat i kommer att vara till nytta. Jag vill ta tillfället i akt och tacka min handledare på Scania Parts Logistics AB, Martin Cardell, samt Rolf Forsberg, min handledare på avdelningen för Industriell Logistik vid Luleå tekniska universitet. Dessutom vill jag rikta ett tack till John Lindberg och Peter Wester för att ni tagit er tid med mina frågor under examensarbetets gång. Slutligen skulle jag vilja tacka alla andra som på något sätt vart inblandade i mitt examensarbete. Södertälje, 18 april 2004 ________________________ Caroline Söderlund

Abstract
The level of parts stored in Scania Parts Logistics AB´s warehouse in Södertälje is to a great extend much larger that the amount asked for. This surplus in stock ties up an unnecessary amount of capital. Since the demand for low frequent parts is not continuous and even there is a risk that too large stock levels are created if a too large order quantity is used. The purpose of this master thesis is to find reasons to why a too high stock of low frequent parts is built up in the warehouse. The purpose also includes giving suggestions for how this occurrence can be limited in the future. An additional purpose is to design a model that takes the total cost into consideration when dealing with what quantity to buy. More than half of the value tied up in stock for low frequent parts consists of parts with a too high stock level. To be able to find reasons for a too high stock level a number of hypotheses are brought up to be analyzed. The analyses are performed by comparing a few parts, which represent all parts with a too high stock level, to all the low frequent parts considering the proportion of parts that have certain behaviours. The results of the analysis are the base for the action of improvement that is suggested. The behaviours that generate the greatest effect on a too high stock level is the choice of which quantity to buy, the acceptance of the so called surplus-parts and also the rapid change downwards in parts asked for. One of the reasons for the creation of a too high stock level is from a minimum quantity that is put into the system. This minimum quantity affects the calculation of what quantity to buy. That is because the least amount to buy is the minimum quantity, even if there are no parts asked for. To be able to minimize the stock due to minimum quantities in the future a recommendation is to let the system tell when the quantity ordered is higher than the quantity asked for. Also it is important that the supply controllers do not enter the minimum quantity into the system just because a packing quantity exists. For the surplus parts, offered from the production units, the buying routines have improved. But, there is still a fact that this affects the stock level. The recommendation is to minimize the acceptance. For the parts where the numbers asked for suddenly shifts downwards, a further investigation to find out why the parts react as they do is recommended. Another improvement is to change the forecasting method. The hypothesis that buyers affect the stock level through their choice of order quantity has not been investigated further. But, to bring attention to the total cost of a purchase, a model is created. It is important that the buyers have the same view of the total cost and how the total cost is affected when different order quantities are used. Through the given model, buyers have the opportunity to visualize the different costs.

Sammanfattning
Lagret på Scania Parts Logistics AB i Södertälje består av en oproportionerligt stor del av artiklar där lagret är mycket större än den aktuella efterfrågan. Detta överlager binder onödigt kapital och då lågfrekventa artiklar inte har en kontinuerlig och jämn efterfråga är risken stor att överlager skapas för dessa artiklar om för stora kvantiteter tas hem. Syftet med examensarbetet är att hitta orsaker till att överlager uppstår på lågfrekventa artiklar och att ge förslag på hur denna företeelse kan minskas i framtiden. Ytterligare ett syfte är att ta fram en inköpsmodell som tar hänsyn till totalkostnaden vid val av hemtagningskvantitet. Vid tiden för examensarbetets utförande bestod över hälften av alla lågfrekventa artiklars kapitalbindning av ett överlager. Ett antal hypoteser för vad som tros orsaka överlager analyseras för att kunna utröna vilka faktorer eller företeelser som påverkar uppkomsten av överlager. Analyserna genomförs genom att ett antal artiklar som representerar överlagret jämförts med alla lågfrekventa artiklar med avseende på hur stor andel av artiklarna som har ett visst beteende, tillhör en viss grupp etcetera. Analysernas resultat ligger till grund för de förbättringsförslag som genereras. De orsaker som visar en signifikant påverkan på uppkomst av överlager är val av hemtagningskvantiteter, mottagande av så kallat överskottslagersaldo samt en plötsligt fallande efterfråga där prognosen inte hinner ställa om sig. För hemtagningskvantiteter kommer överlager bland annat att uppstå på grund av att en minimum kvantitet läggs in i systemet. Denna minimum kvantitet kommer att påverka systemets beräkningar genom att kvantiteten är den minsta som tas hem fastän behovet kanske inte finns. För att överlager skapade av minimum kvantiteter ska kunna minskas i framtiden rekommenderas bland annat att systemet ger en signal om den föreslagna hemtagningskvantiteten överstiger ett års behov. Dessutom ges rekommendationen att anskaffarna inte ska lägga in minimum kvantiteter i systemet bara för att det finns en definierad förpackningskvantitet angiven. När det gäller mottagande av överskottslagersaldo från produktionsenheterna har rutinerna förbättrats, men mottagandet bör undvikas i så stor grad som möjligt. För artiklar där efterfrågan plötsligt sjunker snabbt från ett år till ett annat så bör orsaken till detta undersökas närmare. Dessutom bör prognosmetoden förbättras. Att inköparna genom sitt val av hemtagningskvantitet påverkar uppkomsten av överlager är en hypotes som inte har kunnat undersökas närmare. Men för att få inköparna mer uppmärksamma på totalkostnaden av ett inköp utformas en totalkostnadsmodell. Det är viktigt att inköparna har samma syn på totalkostnaden och hur totalkostnaden påverkas av olika hemtagningskvantiteter. Med hjälp av modellen ges en möjlighet att visualisera de olika kostnaderna.

Terminologi Filial = En finindelning av leverantörer. Frekvensklass = En indelning av artiklar baserat på hur ofta artikeln efterfrågas. Lågfrekvent artikel = En artikel som plockas mindre än en gång per månad. Ingen hänsyn tas till hur många artiklar som plockas vid varje tillfälle utan definitionen avser enbart plockfrekvensen. Volymvärde = Prognosen för de tolv kommande månaderna samt eventuella reservationer multiplicerat med standardpriset. Överlager = Artiklar som har ett tillgängligt lagersaldo större än ett årsbehov antas ha ett överlager med den kvantitet som överstiger årsbehovet. CW1 = Centrallagret beläget i Södertälje. CW2 = Centrallagret beläget i Opplagbeck, Belgien. EHK = Ekonomisk hemtagningskvantitet - beräknas av systemet genom att multiplicera veckoprognosen med ett värde på hur många veckors behov artikeln ska ha i lager. FQ = Field Quality - artiklar med kvalitetsproblem av olika slag. VHKV = Verklig hemtagningskvantitet, det vill säga den kvantitet som artiklarna beställs i. ÖLS = Överskottslagersaldo – ett överskott av artiklar från någon produktionsenhet som Scania Parts Logistics AB blir tillfrågade om de vill köpa. Avdelningar RSPS = Parts Assortment - bryter ned artiklar och avgör vilka komponenter som skall säljas som reservdelar. Tillhör inte Scania Parts Logistics utan Scania CV. SGP = Inköpsavdelningen – tillhör inte Scania Parts Logistics utan Scania CV. SLSBA = Supply Controll eller Anskaffningen – tillhör Scania Parts Logistics AB. SLSLP = Parts Preparation - jobbar med att förbereda både nya och existerande artiklar för försäljning. Tillhör Scania Parts Logistics AB. WPP = Parts Marketing, beräknar eller bedömer det första reservdelsbehovet. Tillhör inte Scania Parts Logistics utan Scania CV.

Innehåll
1 Inledning........................................................................................... 1
1.1 Bakgrund .................................................................................................................. 1 1.2 Syfte.......................................................................................................................... 1 1.3 Avgränsning ............................................................................................................. 1
2 Företagsbeskrivning ....................................................................... 3
2.1 Scania CV................................................................................................................. 3 2.2 Scania Parts Logistics AB ........................................................................................ 3
2.2.1 Företaget............................................................................................................... 3 2.2.2 Verksamheten....................................................................................................... 3 2.2.3 Marknad................................................................................................................ 4
3 Teoretisk referensram..................................................................... 5
3.1 Logistik..................................................................................................................... 5 3.2 Omsättningshastighet ............................................................................................... 5 3.3 Ledtid........................................................................................................................ 5 3.4 Lagerhållning av reservdelar .................................................................................... 5 3.5 Prognostisering......................................................................................................... 5
3.5.1 Prognosmetoder.................................................................................................... 6 3.5.2 Prognosfel............................................................................................................. 7 3.5.3 Prognosuppföljning .............................................................................................. 7
3.6 Säkerhetslager .......................................................................................................... 7 3.7 Partiformning............................................................................................................ 8 3.8 Lagerstyrning............................................................................................................ 9
3.8.1 Fördelar och nackdelar med lager ........................................................................ 9 3.8.2 Totalkostnadsanalys ............................................................................................. 9 3.8.3 Kostnadsposter ................................................................................................... 10 3.8.4 Lagerränta........................................................................................................... 11
3.9 Alternativt sätt att optimera effektivitetsvariabler.................................................. 13
4 Metod.............................................................................................. 14
4.1 Inriktning på undersökningen................................................................................. 14 4.2 Ansats ..................................................................................................................... 14 4.3 Tekniker.................................................................................................................. 15
4.3.1 Orsak-verkan-diagram........................................................................................ 15 4.3.2 Hypotesprövning ................................................................................................ 15 4.3.3 Intervjuer ............................................................................................................ 15 4.3.4 ABC-analys ........................................................................................................ 15
4.4 Arbetsgång.............................................................................................................. 15 4.5 Validitet och reliabilitet.......................................................................................... 16
5 Nulägesbeskrivning ...................................................................... 17
5.1 Prognostisering....................................................................................................... 17 5.2 Artikelklassificering samt styrparametrar .............................................................. 18
5.2.1 Frekvensklass ..................................................................................................... 18 5.2.2 Volymvärdeklass ................................................................................................ 18 5.2.3 Servicegradsklass ............................................................................................... 18
5.3 Ledtid...................................................................................................................... 18 5.4 Säkerhetslager ........................................................................................................ 19 5.5 Hemtagningskvantitet............................................................................................. 19
5.5.1 Val av förpackning ............................................................................................. 20 5.6 Informations- och materialflöde............................................................................. 20
5.6.1 Systemet ............................................................................................................. 20 5.6.2 Anskaffning ........................................................................................................ 21 5.6.3 Överskottslagersaldo, ÖLS................................................................................. 22 5.6.4 Artiklar med kvalitetsproblem samt nyupplägg ................................................. 22 5.6.5 Inköp................................................................................................................... 23
6 Hypoteser och definitioner ........................................................... 26
6.1 Hypoteser................................................................................................................ 26 6.2 Definitioner ............................................................................................................ 28
6.2.1 Definition överlager ........................................................................................... 28 6.2.2 Definition lågfrekvent artikel ............................................................................. 28
6.3 Beräkning överlager ............................................................................................... 29 6.4 Avgränsningar ........................................................................................................ 29
7 Analys och resultat ....................................................................... 30
7.1 Urval....................................................................................................................... 30 7.2 Hypoteser................................................................................................................ 32
7.2.1 Hemtagningskvantitet......................................................................................... 33 7.2.2 Överskottslagersaldo, ÖLS................................................................................. 34 7.2.3 Ersättning av artikel............................................................................................ 34 7.2.4 Snabb nedgång av efterfrågan ............................................................................ 35 7.2.5 Säsongsartiklar ................................................................................................... 37 7.2.6 Artiklar med kvalitetsproblem, FQ .................................................................... 37 7.2.7 Produktsort ......................................................................................................... 37 7.2.8 Produktens serietillhörighet................................................................................ 38 7.2.9 Säkerhetslager .................................................................................................... 38
7.3 Sammanställning .................................................................................................... 40
8 Modellutformning .......................................................................... 42
8.1 Totalkostnad ........................................................................................................... 42 8.1.1 Lagerföringskostnad........................................................................................... 42 8.1.2 Lagerhållningskostnad........................................................................................ 43 8.1.3 Transportkostnad................................................................................................ 44 8.1.4 Ordersärkostnad.................................................................................................. 44 8.1.5 Materialkostnad .................................................................................................. 44 8.1.6 Bristkostnad och servicegrad.............................................................................. 44
8.2 Totalkostnadsmodell .............................................................................................. 44
9 Slutsats och rekommendationer.................................................. 46
9.1 Rekommendationer ................................................................................................ 46 9.2 Slutsats.................................................................................................................... 49
10 Diskussion ..................................................................................... 51 Referenser........................................................................................... 52
Bilagor
Bilaga 1: Exempel på säkerhetslagermatris Bilaga 2: Illustration av hur hemtagningskvantiteten beräknas av systemet Bilaga 3: Orsak-verkan-diagram - överlager Bilaga 4: Överlappningar Bilaga 5: Orsak-verkan-diagram – totalkostnad Bilaga 6: Skrotningsrisk Bilaga 7: Hemtagningskvantitetsformel Bilaga 8: Modell utdrag ur Microsoft Excell

Inledning
1
1 Inledning Lager innebär kostnader. En höjning av lagernivåerna leder till ett ökat lagervärde och därmed ökade kostnader. En minskning av lagret innebär i princip att det kapital som inte längre är bundet i lager kan användas för investeringar av något slag för att på så sätt öka avkastningen. En vanlig uppfattning är att fokus ska riktas mot artiklar med högt volymvärde, men då servicenivån även påverkas av artiklar med lågt volymvärde bör inte all koncentration riktas mot de högfrekventa artiklarna. Fördelningen mellan artiklar förhåller sig ofta så att en liten del av artiklarna står för en stor del av det totala volymvärdet. Om dock en stor del av alla artiklar med lågt volymvärde har för stort lager mot vad de bör ha kan det adderas ihop till stora summor pengar. Dessa pengar skulle kunna användas på ett bättre sätt för att öka avkastningen. I denna rapport ligger fokus på lågfrekventa artiklar, som ofta har ett lågt volymvärde. En analys utförs för att finna orsaker till att överlager uppstår och därefter ges förslag på hur denna företeelse ska kunna minskas i framtiden.
1.1 Bakgrund Scania Parts Logistics AB har som uppgift att anskaffa, lagra och distribuera reservdelar till eftermarknaden. Med undantag för vissa artiklar skall leverans till kund kunna ske direkt då order läggs. Detta innebär att ett lager måste byggas upp för att klara av den aktuella efterfrågan. I dag består lagret av en oproportionerligt stor del av artiklar där lagret är mycket större än den aktuella efterfrågan. Det innebär att en artikel i vissa fall kan ha en täcktid på flera år. Vilka artiklar eller artikelgrupper det är som bidrar till detta överlager är inte identifierat, dock finns det en känsla av att överlagret ofta består av artiklar som har gått ur produktion och/eller att de är lågfrekventa. Varför överlager skapas för lågfrekventa artiklar är inte bekräftat, men en trolig orsak är att anskaffning av lågfrekventa artiklar kontinuerligt skapar överlager om de tas hem i för stora orderstorlekar. Detta då lågfrekventa artiklar inte har en kontinuerlig och jämn efterfråga. Eftersom ett överlager binder onödigt kapital vill Scania Parts Logistics AB veta vad eller vilka faktorer det är som påverkar uppbyggnaden av överlager så att denna företeelse kan minimeras i framtiden.
1.2 Syfte Syftet med examensarbetet är att: • Identifiera orsaker till att överlager skapas • Ge förslag på hur överlager ska kunna minskas i framtiden • Ta fram en inköpsmodell som kan användas som hjälpmedel för att avgöra
hemtagningskvantitet med avseende på totalkostnaden • Sprida den framtagna informationen i organisationen
1.3 Avgränsning Projektet begränsas till att innefatta lågfrekventa artiklar hos Scania Parts Logistics AB:s lager i Södertälje. Eftersom projektet avgränsas till att innefatta enbart lågfrekventa artiklar

Inledning
2
genomförs ingen undersökning för att kartlägga vart överlager existerar. De vill säga att undersöka om överlager existerar för exempelvis högfrekventa artiklar. Ytterligare avgränsningar som görs är att inte titta på artiklar som är köpta med ett livstidsbehov, är nyupplagda samt artiklar som har en lageromsättningshastighet på mer är 2,9 gånger per år.

Företagsbeskrivning
3
2 Företagsbeskrivning I detta kapitel ges en beskrivning av Scania CV och därefter beskrivs Scania Parts Logistics AB, det dotterbolag till Scania CV där examensarbetet har utförts. Informationen nedan är insamlat från nya Scania Inline den 19 december 2003.
2.1 Scania CV Scania är en av de ledande tillverkarna av lastbilar och bussar för tung transport av gods och passagerare. Förutom lastbilar och busschassis utvecklar, tillverkar och säljer Scania Industri- och Marinmotorer. Dessutom har de ett brett sortiment av serviceprodukter, tjänster och finansiering. Företaget är internationellt med verksamhet i över 100 länder och antalet anställda överstiger 28000. Sedan starten 1891 har de byggt och levererat mer än en miljon lastbilar och bussar. Företaget som idag är känt under namnet Scania hette till en början Vagnfabriksaktiebolaget i Södertelge, Vabis, och grundades år 1891. Till en början tillverkades järnvägsvagnar, men år 1902 byggdes den första lastbilen. År 1911 förenades Maskinfabriksaktiebolaget Scania i Malmö med Vagnfabriksaktiebolaget i Södertelge och Scania-Vabis bildades. Under 1980-talet introducerade Scania två nya modulsystem som innebar att Scania kunde erbjuda sina kunder ett större utbud samtidigt som antalet artiklar minskade med 70 procent. Genom moduliriseringen karaktäriserades Scania av hög kvalitet och kostnadseffektiv produktion. År 1996 registrerades Scania på börsen i Stockholm och New York. Scanias identitet skapas av värderingar, principer och arbetsmetoder. Det finns tre grundläggande värderingar, dessa är i turordning kunden först, respekt för individen samt kvalitet.
2.2 Scania Parts Logistics AB Nedan beskrivs företaget Scania Parts Logistics AB, dess verksamhet och marknad.
2.2.1 Företaget Scania Parts Logistics blev ett eget bolag den 1 januari 1997. Företaget ansvarar för distributionen av reservdelar till Scanias kunder och dess mål är att distribuera reservdelar och tillbehör med en överenskommen ledtid, kostnad och servicetillgänglighet. Målet innefattar även förbättring av kundfördelar och kostnader genom kontinuerlig utveckling och förbättring.
2.2.2 Verksamheten Det finns två centrallager, ett i Södertälje (CW1) och ett i Opglabbeek, Belgien (CW2). Lagret i Södertälje ansvarar för leverans av reservdelar till Skandinavien, Östra Europa (Baltikum), centrallagret i Belgien samt marknader utanför Europa, medan lagret i Belgien ansvarar för leverans till västra Europa samt vissa marknader utanför Europa. Det finns dessutom tre regionala lager (RW) för att uppnå en snabbare leverans av reservdelar till den europeiska marknaden. Dessa regionala lager är belägna i Spanien, Storbritannien samt Österrike, se figur 1.

Företagsbeskrivning
4
Scania Parts Logistics AB:s lager i Södertälje har cirka 260 anställda och hanterar varje dag 7500 orderrader fördelat på 65000 artikelnummer, medan lagret i Belgien har cirka 180 anställda och hanterar 13500 orderrader fördelat på 46000 artikelnummer.
Figur 1: Distributionskanaler för reservdelar. Källa: Scania Inline
2.2.3 Marknad Runt om i världen finns det 500 000 bussar och lastbilar i rullning samt 70 000 industri- och marin motorer från Scania som kräver service och underhåll av reservdelar. Detta underhåll utförs av cirka 1500 auktoriserade Scaniaverkstäder, som fungerar som leveranspunkter för reservdelarna.

Teoretisk referensram
5
3 Teoretisk referensram I detta kapitel beskrivs de teorier som anses relevanta för de praktiska delarna av examensarbetet.
3.1 Logistik ”Logistik omfattar att på ett effektivt sätt planera, genomföra och kontrollera förflyttning och lagring av material och produkter från råvara till slutkund för att tillfredsställa kundens behov och önskemål. Dessutom innefattas det informationsflöde som behövs för att materialflödet ska fungera.” (Aronsson et al., 2003)
3.2 Omsättningshastighet Ett lagers omsättningshastighet avser den totala försäljningen av varor i relation till genomsnittslagret (Bosrup, 1983). Det anger hur många gånger det genomsnittliga lagret omsätts eller förbrukas under en viss tidsperiod, se formel 1 (Segerstedt, 1999).
slagerGenomsnittOmsättningshastighetOmsättning = (formel 1)
3.3 Ledtid Ledtiden är den tid som åtgår från beställning till leverans. Ledtiden kan även definieras som tiden från behov till tillfredsställelse. Skillnaden mellan dessa två definitioner ligger i tiden mellan behov och beställning. (Lumsden, 1998)
3.4 Lagerhållning av reservdelar Det finns, enligt Hopp & Spearman (1996), tre anledningar till att reservdelar lagerhålls. Huvudskälet är för att tillhandahålla en bra service genom att tillfredsställa underhålls- och reparationsprocessen. Om en reservdel inte finns tillgänglig vid behov kan tiden det tar att reparera förlängas avsevärt. Därmed, för att uppnå högre service, krävs en högre nivå på lagret. Det andra skälet beror på ledtiden. På grund av inköps- eller produktionsledtid kan reservdelar ofta inte köpas in då behovet uppstår. För att kunna uppnå den tänkta servicen måste dessa artiklar lagerhållas. Den generella regeln är att ju längre ledtid en artikel har desto högre lager. Den tredje anledningen är att leverantörer erbjuder skalfördelar, till exempel rabatter vid inköp av en större kvantitet. I och med detta kan det kännas logiskt att köpa en större kvantitet, vilket dock leder till ett högre genomsnittslager. För reservdelar finns det ofta en osäkerhet i hur en leverantörs lagerhållning ser ut i framtiden. Det finns några grundprinciper som kan tillämpas vad gäller reservdelar. Dessa är att minska antalet detaljer som lagerhålls genom en hög standardiseringsgrad, låta leverantören lagerhålla reservdelen, att använda ett lagerstyrningssystem som mäter rätt faktorer samt att rabatter bör kunna erhållas genom hänvisning till efterfrågestatistiken, det vill säga att stora engångsköp är onödiga. (Johansson, 1997)
3.5 Prognostisering En viktig fråga vid anskaffning av reservdelar är hur mycket som skall beställas och när. För att göra detta kan den framtida efterfrågan bedömas med hjälp av en prognos (Johansson,

Teoretisk referensram
6
1997). Syftet med prognostisering är att förutse efterfrågan så att rätt produkter finns tillgängliga på rätt plats då efterfrågan uppstår (Aronsson et al., 2003).
3.5.1 Prognosmetoder Då den verkliga efterfrågan kan vara svår att registrera är det ofta försäljningen som registreras och används vid prognostisering. Försäljningen behöver dock inte vara den samma som efterfrågan eftersom möjligheten finns att brist uppstår. (Axsäter, 1991) Enligt Cardell och Fröidh (2001) är en bra prognos detsamma som en tillförlitlig prognos. Prognosen skall därför vara så lik den verkliga efterfrågan som möjligt. En bra prognos ska ge ökade möjligheter att undvika onödiga bristsituationer, minska variationer i de leveransplaner som skickas till leverantör, planera för att ge en hög servicegrad till en låg kostnad samt vara en bra grund för förhandling med leverantör. Det finns tre olika typer av metoder som prognoser bygger på. De är metoder baserade på orsakssamband, bedömningar av experter samt metoder baserade på historiska data. Ofta bygger prognoser på en kombination av alla tre metoder. (Aronsson et al., 2003) Vid val av prognosmetod är det viktigt att hänsyn tas till hur efterfrågan varierar. Två vanliga metoder för att beräkna detta är glidande medelvärde och exponentiell utjämning. Glidande medelvärde beräknar ett medelvärde för ett i förväg bestämt antal värden tillbaka i tiden medan exponentiell utjämning tar mer hänsyn till värden närmare i tiden och beräknas enlig formel 2. (Johansson, 1997)
( ) αα ⋅+−⋅= −− 11 1 ttt XPP (formel 2) Pt = Prognos för period t Pt-1 = Prognos för period t-1 Xt-1 = Verkligt utfall för period t-1 α = Utjämningskonstant Utjämningskonstanten, α, är ett tal mellan noll och ett och ju lägre α desto längre period tas hänsyn till. I praktiken väljs α ofta till mellan 0.1 och 0.3 (Segerstedt, 1999). Denna siffra baseras dock på månadslånga perioder (Forsberg, 2004). Både glidande medelvärde och exponentiell utjämning är relativt enkla att använda, men de är förknippade med vissa nackdelar. Glidande medelvärde reagerar dåligt på systematiska förändringar och om det förekommer en stor variation i efterfrågan eller om artikeln har perioder utan rörelse är exponentiell utjämning inte en bra prognosmetod. (Johansson, 1997) Anledningen till att exponentiell utjämning inte är en bra prognosmetod för artiklar som sällan efterfrågas beror på att ett relativt stort uttag kan leda till att prognosen skruvas upp kraftigt i de perioder då efterfrågan uppstår och sedan sjunker den sakta tills nästa gång efterfrågan uppstår. Det leder till att prognosen är hög just efter ett uttag och låg just innan ett uttag. För att undvika detta beteende kan en väldigt liten utjämningskonstant användas. Detta leder då dock till att prognosen reagerar långsamt på förändringar. (Axsäter, 1991)

Teoretisk referensram
7
3.5.2 Prognosfel Det som måste beaktas när det gäller prognoser är att osäkerheten alltid är stor och att en prognos alltid visar fel (Aronsson et al., 2003). Det är därför av stor vikt att planerings-systemet kan hantera prognosfel (Olhager, 2000). Ett vanligt mått för beräkning av prognosfel är MAD, som står för ”Mean Absolute Deviation”. MAD beskriver spridningen av det absoluta prognosfelet och kan beräknas på två sätt, dels genom att beräkna medelvärdet av prognosfelens absolutvärde och dels genom viktat medelvärde via exponentiell utjämning, se formel 3. (Krajewski & Ritzman, 2002)
1)1( −⋅−+⋅= ttt MADEMAD αα (formel 3) där prognosfelet, Et, beräknas enligt formel 4.
ttt PXE −= (formel 4) Xt = Utfall för period t Pt = Prognos för period t MAD tar inte hänsyn till vilket tecken det är på prognosfelet, det vill säga om prognosen i genomsnitt är för hög eller för låg. Därför bör ett komplement till MAD användas, till exempel medelfelet, ME. (Olhager, 2000)
3.5.3 Prognosuppföljning Vid prognostisering är det av stor vikt att ingående data är korrekt och dessutom att rätt prognosmetod används. Det som är en bra metod för en artikel behöver inte vara bra för en annan. Därför är det bra om en granskning av prognoserna utförs för att se om de är rimliga. Är antalet artiklar stort är det tidskrävande att göra detta manuellt. För att kunna upptäcka eventuella avvikelser kan datasystemet genomföra vissa tester och därefter kan manuella undersökningar ske. Det som systemet kan kontrollera är att den efterfrågan som beräkningarna baseras på inte är onormal. Något annat systemet kan undersöka är att prognoserna är medelvärdesriktiga. Det vill säga att prognoserna inte är systematiskt höga eller låga jämfört med utfallet. (Axsäter, 1991) För att kunna identifiera fel i indata eller fel i prognosmetoden krävs det att kontinuerlig uppföljning sker. (Olhager, 2000)
3.6 Säkerhetslager Ett säkerhetslager skall täcka oförväntat variation i efterfrågan under ledtiden. Efterfrågan under ledtiden består av en förväntad genomsnittlig efterfråga och av en slumpmässig avvikelse som kan uppskattas med hjälp av MAD, se formel 3. (Axsäter, 1991) Hur stort säkerhetslagret är beror på osäkerheten samt på vilken leveransservice som vill uppnås. (Aronsson et al., 2003)

Teoretisk referensram
8
Det finns olika metoder för att beräkna säkerhetslager. En av metoderna är att utgå ifrån en bestämd servicenivå medan en annan är att uppskatta bristkostnaden. Då bristkostnaden ofta anses svår att bedöma används servicenivån betydligt oftare. (Axsäter, 1991) Det finns flera sätt för att beräkna servicenivån. Två sätt som är relativt vanliga är att använda SERV1 respektive SERV2. SERV1 innebär sannolikheten att inte få brist under en lagercykel och SERV2 andel efterfrågan som kan levereras direkt från lager. Fördelen med SERV1 är att det är enkelt att räkna med, men metoden tar ingen hänsyn till orderkvantiteten. Är orderkvantiteten stor och täcker efterfrågan under lång tid spelar det ingen roll om SERV1 är låg eftersom leveranserna sker så sällan. Om orderkvantiteterna däremot är små kan den verkliga servicen vara dålig fastän ett högt värde på SERV1 nyttjas. SERV2 är svårare att använda, men ger ett bra mått på den verkliga kundservicen. (ibid.) Om efterfrågan antas vara normalfördelad kan säkerhetslagret enligt Lumsden (1998) beräknas enligt formel 5, se nedan.
)( LPzzSL tLP +⋅⋅=⋅= + σσ (formel 5) SL = Säkerhetslager z = Säkerhetsfaktor σP+L = Efterfrågans spridning under tiden P+L σt = Efterfrågans spridning under tiden t P = Inspektionsintervall L = Ledtid Spridningen, σt, kan uppskattas med hjälp av MAD genom att multiplicera MAD med 1,25. (ibid)
3.7 Partiformning Att avgöra vilken kvantitet som skall köpas in vid varje tillfälle kallas för partiformning (Olhager, 2000). Syftet med partiformning är att väga olika kostnader mot varandra för att erhålla den lägsta årliga totalkostnaden (Bowersox & Closs, 1996). De partiformnings-metoder som tas upp här är ekonomisk orderkvantitet, EOQ, och ”lot for lot”, L4L. För att beräkna den ekonomiska hemtagningskvantiteten kan EOQ-formeln användas. I denna metod vägs kostnaderna för lagerhållning och ordersärkostnad mot varandra för att kunna minimera den totala kostnaden. Den beräknas enligt formel 6. (ibid.)
adningskostnlagerhållvärdeellerprissnlartikeårsbehovstnadordersärkoEOQ
⋅⋅⋅
=2 (formel 6)
Beräkningen förutsätter ett flertal antaganden. Bland annat förutsätter modellen en kontinuerlig, konstant och känd efterfrågan samt relativt konstant kostnad under året. (ibid.) Metoden L4L innebär att orderkvantiteten är lika med behovet under respektive period. Lagringskostnaderna minimeras genom att påfyllning sker varje period, men ingen hänsyn tas till ordersärkostnaden. (Hagberg et al., 1995) Metoden används ofta då artikeln är billig

Teoretisk referensram
9
och behovet litet samt oregelbundet (Bowersox & Closs, 1996). Om det föreligger osäkerhet om det framtida behovet eller om ledtiderna är långa kan det i praktiken vara svårt att använda denna metod. (Hagberg et al., 1995)
3.8 Lagerstyrning En del av ett företags totala lagerkapitalbindning beror på utformningen av de försörjningskedjor som företaget ingår i, hur komplexa de är samt hur samarbetet mellan kunder och leverantörer ser ut. Om det förekommer bristfällig information mellan leverantör och kund så kommer garderingslager att skapas på bägge sidor. Anledningen till att kunderna bygger upp garderingslager beror på att det förekommer en osäkerhet om framtida inleveranser. (Mattsson, 1999)
3.8.1 Fördelar och nackdelar med lager Lager medför kostnader av olika slag. Trots de kostnader som lagerhållning resulterar i är det dock förknippat med ett flertal fördelar. För att uppnå en lämplig och kostnadseffektiv lagernivå måste de kostnader som uppstår vid lagerhållning balanseras på ett bra sätt. (Krajewski & Ritzman, 2002) Den kapitalbindning som uppstår för artiklar bundna i lager är ett av skälen till att hålla lagernivåerna låga. En annan orsak som talar emot höga lager är den risk, i form av bland annat svinn och kassationer, som lagerhållning innebär. Dock kan en hög lagernivå leda till att risken för brist och släp minskar och därmed ökar servicegraden. (ibid.)
3.8.2 Totalkostnadsanalys För att dimensionera storleken på lagret bör de definierade kostnaderna balanseras mot varandra. En kostnadsminskning av en aktivitet kan leda till en kostnadsökning av en eller flera andra aktiviteter, vilket kan leda till en total kostnadsökning. Därmed behöver inte ett kostnadsförslag vara bra för att en kostnad sjunker utan hänsyn måste tas till hur den totala kostnaden påverkas. Ett sätt att balansera dessa kostnader mot varandra är att gemenomföra en totalkostnadsanalys. (Aronsson et al., 2003) Totalkostnadsanalys är en metod för att handha de logistiska funktionerna i ett företag och innebär att de enskilda aktiviteternas kostnader inte skall minimeras var för sig utan målet är att minimera den totala kostnaden genom att se hur de olika aktiviteternas kostnader påverkar varandra. (Lambert & Stock, 1993) Lambert och Stock (1993) definierar sex logistikkostnader som påverkar den totala kostnaden. Dessa är servicegrad, transport, lagerhållning, administrativa kostnader i form av orderprocess och informationskostnader, inköps-/tillverkningskvantitet samt lagerföring. Ytterligare kostnader definierade av Aronsson et al. (2003) är emballagekostnad samt materialkostnad (pris för köpta produkter). Eftersom olika situationer och beslut har sina egna förutsättningar kan inte en modell skapas för alla situationer utan en totalkostnadsmodell bör utformas för varje situation. För att underlätta beräkningarna bör de kostnader som påverkar beslutet i liten skala bortses ifrån. (ibid.)

Teoretisk referensram
10
3.8.3 Kostnadsposter Nedan beskrivs de ovan definierade logistikkostnaderna.
Variation av servicegrad Den kostnadsminskning som tjänas in genom att sänka servicenivån vägs emot den ökade kostnaden för bland annat förlorad försäljning som detta förfarande kan leda till. Detta då en sämre tillgänglighet i lagren leder till förlorad inkomst om varan inte finns i lager då den efterfrågas samt förlorad inkomst i framtiden om dåligt rykte uppstår. Det bästa tillvägagångssättet för att minska den totala kostnaden i detta avseende är att bestämma servicenivån utifrån kundernas behov och därefter undersöka hur totalkostnaden påverkas av en förändring av de andra delarna. Det vill säga att minimera summan av övriga kostnader samtidigt som en given servicenivå skall uppnås. (Lambert & Stock, 1993)
Transportkostnad Transportkostnaden uppkommer genom utförande av själva transporten samt av det administrativa arbete som uppstår i samband med transporter (Aronsson et al., 2003). Kostnaden varierar med bland annat godsvolym, godsvikt samt vilken sträcka godset skall transporteras. Även val av transportmedel är av vikt för kostnad och service. För att minska denna kostnad kan större volymer av godset levereras vid färre tillfällen. Dock leder detta förfarande till högre lagernivåer vilket ökar kapitalbindningen. (Lambert & Stock, 1993)
Ordersärkostnad Vid varje order uppstår det en konstant engångskostnad som är oberoende av orderns storlek. De kostnader som uppstår i form av administrativt arbete i anknytning till orderläggning och mottagning kan ofta fördelas ut på enskilda order och benämns då ordersärkostnad. Kostnaden är svår att beräkna exakt, men orderläggnings- samt mottagningskostnaderna ökar i takt med antal ordar. (Aronsson et al., 2003) Enligt Bosrup (1983) utgörs de administrativa kostnaderna vid inköp av tid för hantering av inköpsorder, prisförhandlingar, leveransbevakning, godsmottagning, ankomstkontroll, inleverans samt fakturabehandling och fakturakontroll.
Kvantitetskostnad Kvantitetskostnad är en produktions- eller inköpsrelaterad kostnad som varierar med förändringar i tillverknings- eller inköpsstorlek (Lambert & Stock, 1993). De kostnader som enligt Lambert och Stock (1993) kan uppstå vid varierande hemtagnings- frekvens och -kvantitet är kostnad för en eventuell förlorad kvantitetsrabatt, kostnad för materialhantering och administration samt kostnader för att eventuellt hitta en ny leverantör och om så är fallet kostnader relaterade till ineffektivitet då en ny leverantör antas. Det vill säga, hemtagningskvantiteten påverkar totalkostnaden på flera sätt. En liten hemtagningskvantitet ökar till exempel de administrativa kostnaderna eftersom order- frekvensen ökar. Samtidigt håller en liten hemtagningskvantitet kapitalbindningen i lager nere. En hög hemtagningskvantitet minskar dock orderfrekvensen och det finns även möjlighet till att en kvantitetsrabatt erhålls vilket innebär ett lägre styckpris. En hög hemtagningskvantitet leder dock till en ökad kapitalbindning.
Teoretisk referensram
11
Materialkostnad Materialkostnaden är priset för de produkter som köps. Detta är inte en logistisk kostnad i sig, men den måste vägas mot de logistiska kostnader som uppstår vid inköp. (Arsonsson et al., 2003)
Lagerhållningskostnad Lagerhållningskostnaden består i stort sett av lagrets driftskostnad. Det vill säga kostnad för att hyra eller äga lagerbyggnaden samt drift av denna, lagerpersonal, utrustning för hantering (truckar, kranar etcetera) och lagring (ställage, lastbärare etcetera), transporter inom anläggningen samt ett lagersystem. Denna kostnad är kortsiktigt oberoende av den lagrade volymen. (ibid.)
Lagerföringskostnad Lagerföringskostnaden består av kostnaden för kapitalbindning samt risken av att lagerföra varor, den så kallade riskkostnaden. Kapitalkostnaden kan uppfattas som kostnaden av att inte få avkastning på pengar som är bundet i lager, det vill säga bortfall av möjliga intäkter. Riskkostnaden, som bland annat består av kostnader för svinn, kassationer, försäkringspremier och inkurans, är beroende av lagrets storlek och tilltar vid ett större lager. (ibid.)
3.8.4 Lagerränta För att kunna uppskatta lagerföringskostnaden kan en lagerränta beräknas utifrån de totala lagerföringskostnaderna. I dimensioneringen av lagerräntan bör inte lagerhållningskostnaden tas med då frågan är hur mycket som ska finnas i lager och inte om lagerhållning överhuvudtaget skall ske. Det är särkostnaderna, kostnader som tillkommer eller faller bort till följd av ett beslut, som skall ingå. När det kommer till utrymmeskrävande artiklar kan dock denna kostnad komma att spela roll. I dessa situationer är det i allmänhet bättre att begränsa lagret genom att ange max kvantiteter. (Mattsson, 2003) För att dimensionera lager används ofta en lagerhållningsränta baserad på de lagerhållnings-särkostnader som förekommer. Det finns enligt Mattsson (2003) tre tillvägagångssätt för att bestämma denna ränta. Det första är att använda samma värden som alla andra, det andra att använda en så kallad policyvariabel som verktyg för att minska kapitalbindningen och det tredje att beräkna de kostnader som associeras med att ha hålla lager och uttrycka dessa som en procentsats av kapitalbindningen. (ibid.) Att använda en policyvariabel innebär enligt Mattson (2003) att lagret styrs mot en önskad nivå för att minska kapitalbindningen. Detta tillvägagångssätt innebär i praktiken en del i en förändringsprocess mot minskade lagernivåer istället för att optimera lager på ett korrekt sätt. Faktum är att användandet av en policyvariabel innebär ett accepterande av sänkt kapitalbindning till följd av ökade kostnader. Han anser vidare att ordersärkostnaden är ett bättre tillvägagångssätt för att driva förändringsprocesser för att åstadkomma lägre kapitalbindning. (ibid.) Att använda samma ränta som andra företag är inte heller lämpligt då den varierar stort både i teorin och mellan olika företag. Dessutom är lagerhållningskostnaderna hos ett företag sällan desamma som för ett annat. (ibid.)

Teoretisk referensram
12
Det tillvägagångssätt som anses som rimligt är att uppskatta kostnaderna hos sitt eget företag. (ibid.) Kapitalkostnaden är, som sagt, den avkastning kapitalet skulle ge om det inte var bundet i lager. Denna ränta kan uttryckas på ett flertal sätt. Ett sätt är att använda en form av kalkylränta. Denna kalkylränta ska motsvara eventuella investeringars förräntningskrav (Aronsson et al., 2003). Enligt Mattsson (2003) skruvas kapitalkostnadsdelen av lagerhållningssärkostnaderna upp alldeles för högt i många företag. Som nämnts tidigare medför lagring en risk. Denna riskkostnad varierar mycket mellan olika produkter och kan vara svår att beräkna (Aronsson et al., 2003). Riskkostnad har på senare tid blivit allt viktigare att ta hänsyn till bland annat på grund av den stora föränderligheten på marknaden. Lagerräntan anses inte vara ett bra verktyg vid hantering av riskkostnad eftersom ingen direkt koppling mellan en riskkostnadsprocent och hur länge ett lager varar finns. Ett tillvägagångssätt som anses vara mer effektivt är att ange ett gränsvärde, det vill säga en maximal förbrukningstid, som komplement till orderkvantitetsberäkningen. Då lagerhållningssärkostnad och ordersärkostnad är relativt okänsliga för avvikelser från ekonomiskt optimum kan en sådan regel anses vara accepterbar (Mattsson, 2003). Dock antas det ofta, precis som för kapitalkostnad, att riskkostnaden är proportionell mot lagernivån. (Aronsson et al., 2003) Genom att uppskatta kapital och riskkostnadernas storlek i proportion till lagervärdet kan en lagerränta beräknas, se formel 7. Eftersom lagret inte är konstant över tiden används det genomsnittliga lagret. (ibid.)
100//(%), ⋅Σ+Σ
=värdemedellager
årdriskkostnaårtnadkapitalkosrlagerränta (formel 7)
Som nämnts ovan uttrycks ofta kapitalkostnaden i form av en kalkylränta. Detta förfarande ger formel 8. (ibid.)
100/(%)(%), ⋅Σ
+=värdemedellager
årdriskkostnaakalkylräntrlagerränta (formel 8)
För att beräkna riskkostnaden måste en summering av bland annat kassationer, godskador och inkomstbortfall på grund av värdeminskning ske. Denna information finns dock inte sorterad på detta sätt i alla ekonomisystem. Ytterligare ett steg som kan genomföras är att bryta ut kostnaden för en eventuell försäkring. Denna kostnad speglar en viss del av riskkostnaderna och om försäkringspremien är proportionell mot lagervärdet blir formeln för lagerräntan enligt formel 9, se nedan. (ibid.)
100/(%)(%)(%), ⋅Σ
++=värdemedellager
årderriskkostnaövrigaspremieförsäkringakalkylräntrlagerränta
(formel 9)
Teoretisk referensram
13
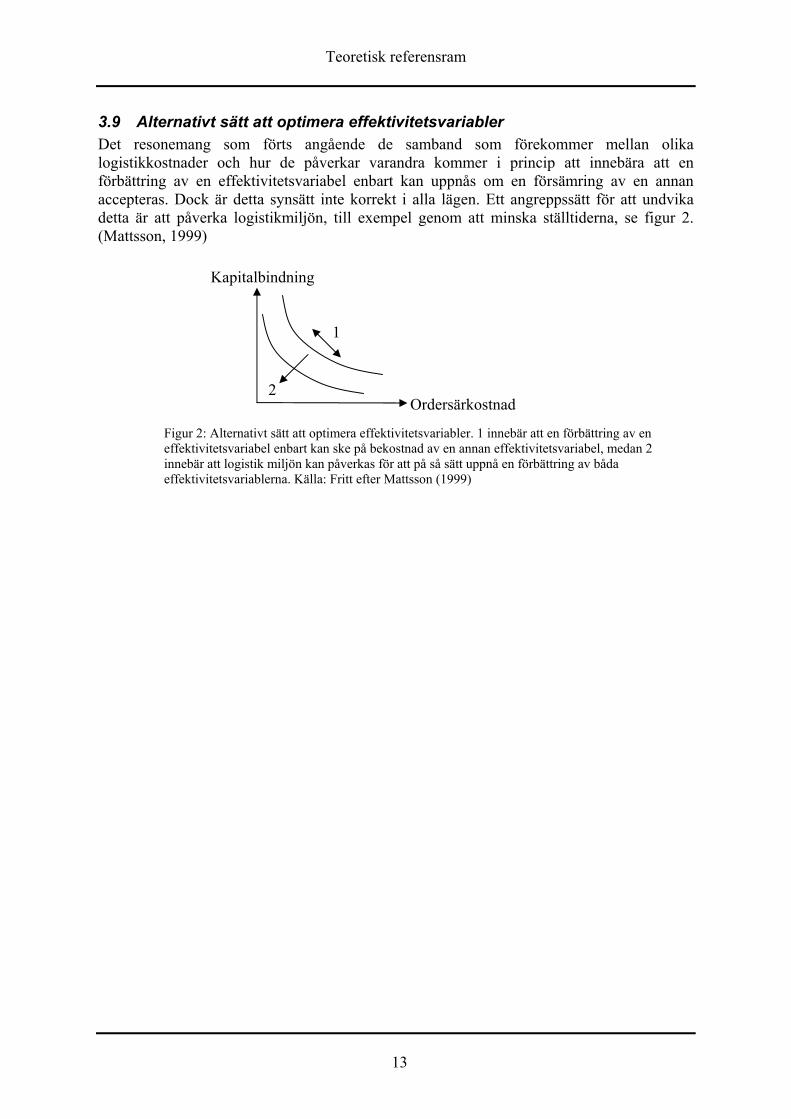
3.9 Alternativt sätt att optimera effektivitetsvariabler Det resonemang som förts angående de samband som förekommer mellan olika logistikkostnader och hur de påverkar varandra kommer i princip att innebära att en förbättring av en effektivitetsvariabel enbart kan uppnås om en försämring av en annan accepteras. Dock är detta synsätt inte korrekt i alla lägen. Ett angreppssätt för att undvika detta är att påverka logistikmiljön, till exempel genom att minska ställtiderna, se figur 2. (Mattsson, 1999)
Figur 2: Alternativt sätt att optimera effektivitetsvariabler. 1 innebär att en förbättring av en effektivitetsvariabel enbart kan ske på bekostnad av en annan effektivitetsvariabel, medan 2 innebär att logistik miljön kan påverkas för att på så sätt uppnå en förbättring av båda effektivitetsvariablerna. Källa: Fritt efter Mattsson (1999)
1
2 Ordersärkostnad
Kapitalbindning

Metod
14
4 Metod I detta kapitel presenteras de metoder och det tillvägagångssätt som används.
4.1 Inriktning på undersökningen En undersökning kan delas in i olika delar beroende på dess syfte. Lekvall och Wahlbin (1993) redogör för fyra grupper; dessa är explorativ, beskrivande, förklarande samt förutsägande undersökning. • En explorativ undersökning syftar till att lära sig så mycket om det aktuella
problemområdet att en förståelse för problemet erhålls. Denna förståelse skall leda till idéer och tankar som skall leda till en precisering av uppgiften. Ett annat ord som ibland används för samma definition är förundersökning.
• En beskrivande undersökning syftar till kartläggning av fakta och rutiner utan att förklara
varför saker och ting ser ut eller fungerar som de gör. • En förklarande undersökning syftar till att kartlägga orsakssamband inom ett specifikt
område. • En förutsägande undersökning syftar till att ge en prognos för vad som skulle kunna
hända under vissa givna förutsättningar. Då ett av syftena med detta projekt är att hitta orsaker till att överlager uppstår kan den första delen i arbetet ses som en explorativ undersökning eftersom den explorativa undersökningen syftar till att ge idéer eller tankar till handlingsalternativ.
4.2 Ansats En undersöknings ansats har att göra med hur arbetets tekniska utformning skall se ut. Tre dimensioner har definierats av Lekvall och Wahlbin (1993). Den första dimensionen är om arbetet skall gå in på djupet i enskilda fall, på bredden i ett tvärsnitt eller se utvecklingen över tiden. (ibid.) Detta arbete kan till en början ses som en tvärsnittsstudie över lågfrekventa artiklar. Detta för att få en uppfattning om olika orsaker till att överlager kan uppstå. När väl orsaker till överlager har definierats ges arbetet en inriktning på fallstudie, som av Lekvall och Wahlbin (1993) beskrivs som en detaljerad och mer djupgående analys av enskilda fall, då ett eller flera av fallen i tvärsnittsstudien analyseras på ett djupare plan. Den andra dimensionen syftar till undersökningens karaktär, det vill säga om den är kvalitativ eller kvantitativ. I en kvalitativ undersökning analyseras och tolkas data som inte kan uttryckas i sifferform på ett meningsfullt sätt, medan data i en kvantitativ undersökning både uttrycks och analyseras i sifferform. En kvalitativ undersökning lämpar sig oftast för undersökningar med explorativ inriktning. (ibid.) Detta arbete består av bägge delarna. I förundersökningen används en kvalitativ undersökning där de olika tänkbara orsakerna till överlager beskrivs. För att därefter kunna uppskatta hur stor påverkan olika orsaker har sker en kvantitativ analys då det data som finns tillgängligt i databasen är i kvantifierad form.
Metod
15
Den tredje dimensionen tar hänsyn till vilken typ av data som skall användas. Krävs en egen insamling av data, så kallad primärdata eller finns data redan insamlad och dokumenterad, så kallad sekundärdata (ibid.). I denna undersökning har båda typer av data använts. Först och främst används sekundärdata då det finns en stor mängd data registrerad i artikeldatabasen ”data warehouse” samt dokument över hur lagerstyrningen sker idag. Intervjuer med anskaffare och inköp har genomförts för att kunna beskriva deras arbetssätt och därmed används även primärdata.
4.3 Tekniker Nedan redogörs kort för de tekniker som tillämpats vid nulägesbeskrivningen samt analysen.
4.3.1 Orsak-verkan-diagram Orsak-verkan-diagram används för att systematiskt analysera vad som påverkar en viss företeelse. För ett givet problem identifieras olika huvudorsaker för vad som påverkar. Därefter kompletteras diagrammet genom att gå in på en av huvudorsakerna i taget och identifierar delorsaker. På detta sätt bryts problemet ned på ett klart och strukturerat sätt. (Johansson, 1997)
4.3.2 Hypotesprövning Ett annat ord för hypotesprövning är antagande och det innebär att kvalificerade gissningar ställs upp utifrån känd data eller fakta för att försöka ta reda på vad som kan påverka en viss företeelse. För att göra det måste hypotesen/hypoteserna verifieras eller falsifieras. Vare sig en hypotes verifieras eller falsifieras leder det till att kunskapen inom området ökar. Det är vanligt att hypoteser verifieras då forskaren gärna ställer upp hypoteser denne själv tror på. (Ejvegård, 2003)
4.3.3 Intervjuer Det finns kvantitativa och kvalitativa intervjuer. Den kvantitativa intervjun innebär att intervjuaren till stor del styr intervjun och att standardiserade frågeformulär används. I den kvalitativa intervjun låter intervjuaren undersökningspersonen själv påverka samtalet till stor del. Intervjuaren kan använda sig av en manual eller handledning för att försäkra sig om att de frågor som önskas svar på blir besvarade. Dock följs inte denna manual uppifrån och ned utan det viktiga är att intervjun täcker det som är viktigt. Fördelen med en kvalitativ intervju är att nya idéer och infallsvinklar kan uppstå under intervjuns gång och en fördjupning av partier som uppfattas intressanta kan ske. (Holme & Solvang, 1997).
4.3.4 ABC-analys ABC-analys är en metod för differentiering (Persson & Virum, 1998). Den bygger på att en liten del av elementen i en grupp har större betydelse än övriga i något avseende. Denna metod kallas även för 80/20-regeln, det vill säga att 80 procent av ett företags produkter står för 20 procent av omsättningen. (Storhagen, 1997)
4.4 Arbetsgång För att kunna angripa det definierade problemet på ett bra sätt behövs kunskap om hur saker och ting fungerar i dag. Hjälpmedlet för att kunna samla in denna information bestod av kvalitativa intervjuer med logistikansvariga såsom chefer, inköpare och anskaffare. Som komplement till intervjuer användes dessutom redan dokumenterad och sammanställd information för att få en uppfattning om hur prognoser, säkerhetslager samt

Metod
16
behovsberäkningar utförs av systemet. För att kunna genomföra lämpliga analyser behövs tillgång till viss systemdata. Dessa data erhölls från artikeldatabasen och analyserades med hjälp av Microsoft Access och Microsoft Excell. För att kunna utföra en analys över vart överlager kan tänkas finnas ställdes ett orsak-verkan-diagram upp över vad ett överlager kan bero på. Detta diagram baseras på den kunskap som erhållits genom intervjuer samt inläsning av dokument. Utifrån detta diagram ställdes ett antal hypoteser upp. Samtidigt skapades en definition på vad ett överlager är genom att göra ett antal antaganden. Denna definition tillsammans med en verifiering/falsifiering av hypoteserna gav en uppfattning på hur stort det totala överlagret var samt om vissa artiklar eller grupper av artiklar har ett större överlager än andra. Den analys som använts är envariabelanalys, det vill säga att endast en variabel eller orsak analyseras åt gången.
4.5 Validitet och reliabilitet Med reliabilitet avses tillförlitligheten hos och användbarheten av ett mätinstrument och resultatet av det som mäts (Ejvegård, 2003). Detta innebär att om undersökningen genomförs ännu en gång skall samma resultat erhållas (Lekvall & Wahlbin, 1997). Validitet däremot avser att mätmetoden verkligen mäter det som avses att mäta. Att ha hög reliabilitet och validitet är viktigt om resultatet skall anses trovärdigt. En låg reliabilitet leder till en låg validitet. En låg validitet behöver dock inte innebära en låg reliabilitet. (Ejvegård, 2003) Att ställa upp hypoteser för vad som misstänks påverka uppkomsten av överlager genererar ett riskmoment genom att de hypoteser som ställts upp kanske inte är tillräckliga. Detta gör att reliabiliteten kan minska. Dock har denna risk minimerats genom att konsultera hypoteserna tillsammans med andra vid ett flertal tillfällen. Kvalitativa intervjuer har bidragit till att skapa en högre reliabilitet, detta då intervjuobjektet inte styrs av intervjuaren. För att höja intervjuernas reliabilitet ytterligare har anteckningar förts vid dessa tillfällen. Genom regelbundna möten med bland annat handledare samt en litteraturstudie för att rätt information skall efterfrågas har validiteten genom arbetet hållits hög.

Nulägesbeskrivning
17
5 Nulägesbeskrivning I detta kapitel beskrivs de rådande principerna för lagerstyrning hos Scania Parts Logistics AB. Materialet baseras på interna dokument samt intervjuer.
5.1 Prognostisering Prognosberäkningen sker genom en metod som kallas för ”trig and leech”. Metoden påminner om exponentiell utjämning, se kapitel 3.5.1, och skillnaden mellan dessa två metoder ligger i utjämningskonstanten. I exponentiell utjämning är utjämningskonstanten konstant och benämns α, medan den varierar i ”trig and leech”- metoden. (Cardell & Fröidh, 2001) Utjämningskonstanten i ”trig and leech” beräknas enligt formel 10:
ikelsenprognosavvabsolutanyaenosavvikelsmedelprognnyak ⋅=α (formel 10)
1.0=k En kontinuerlig uppdatering av prognosen sker varje gång en behovsberäkning utförs. Prognosen är en uppskattning av vad behovet kommer att vara under den kommande månaden. Beräkningarna sker automatiskt av systemet och indata till prognosberäkningen är nuvarande prognos, efterfrågehistorik samt den gällande absoluta prognosavvikelsen och medelprognosavvikelsen, som även de uppdateras kontinuerligt. Vid prognostiseringen används historisk data och eftersom prognosen skall reflektera normal efterfrågan sker en justering av efterfrågan utifrån vissa kriterier. Dessa kriterier benämns ”ej prognosgrundande” och innehåller kundreservationer, internorder, vissa ordertyper som till exempel skrotorder samt efterfrågan som varit onormalt hög. Detta sker för att undvika allt för stora variationer i lagernivåer och order till leverantörer. Då en ny artikel introduceras sätts en prognos manuellt eftersom det inte finns något historisk data att använda. Prognosen bygger på teknisk information om artikeln samt kunskap om antalet fordon som använder artikeln. Det är Parts Marketing (WPP) som bedömer hur mycket artikeln kommer att sälja då den ligger på topp, vilket vanligtvis är efter fem år. Måttet kallas för MAD vilket står för ”Maximum Annual Demand” 1 och används för att få fram en startprognos. Årsprognosen beräknas genom att dividera MAD med tio. Det finns även möjlighet att manuellt ställa om prognosen för en viss period eller, om prognosen avviker mycket från efterfrågan, återstarta prognosen. I den nuvarande prognostiseringsmetoden på Scania Parts Logistics AB tas ingen hänsyn till säsongsvariationer. Dock är ett nytt planeringssystem under utveckling som kommer att ta hänsyn till detta.
1 MAD beskriver vanligtvis spridningen av det absoluta prognosfelet, se kapitel 3.5.2.

Nulägesbeskrivning
18
5.2 Artikelklassificering samt styrparametrar Artiklarna delas in i olika klasser beroende på hur ofta de plockas, i vilken volym de säljer samt vilken servicegrad artikeln skall ha.
5.2.1 Frekvensklass Frekvensen är ett mått på hur ofta en artikel efterfrågas. Frekvensklassen för de olika artiklarna uppdateras en gång per vecka i samband med prognosberäkningen. Beräkningen baseras på antal orderrader och uppdateras enligt formel 11. Frekvensklassen är en indikation på hur statistiskt tillförlitlig data är. En artikel med låg frekvens kräver exempelvis ett högre säkerhetslager än en artikel med hög frekvens då en artikel med hög frekvens har ett stabilare efterfrågemönster.
orderraderAntalfrekvensarandevNufrekvensNy ⋅+⋅= 1,09,0 (formel 11) Det finns sju frekvensklasser definierade, se tabell 1. Artiklar med hög frekvens återfinns i klasser med lågt nummer och artiklar med låg frekvens i klasser med högt nummer. Den övre frekvensgränsen anger hur många orderrader som maximalt registreras per månad.
Tabell 1: Frekvensgräns per klass
5.2.2 Volymvärdeklass En artikels volymvärdeklass uppdateras en gång per vecka i samband med prognosberäkningen. Den beräknas som prognosen för de tolv kommande månaderna samt eventuella reservationer multiplicerat med standardpriset. Det finns åtta volymvärdeklasser definierade.
5.2.3 Servicegradsklass Artiklarna delas in i olika servicegradsklasser beroende på vilken service som önskas uppnås. Det finns fem definierade servicegradsklasser. Dessa klasser motsvarar ingen angiven servicegrad utan används för att styra säkerhetslager för olika grupper av artiklar. Alla artiklar hamnar initialt i serviceklass ett och kan därefter flyttas mellan klass ett och tre. Artiklar som direktlevereras till lagret i Belgien läggs i serviceklass fyra och så kallade compulsory artiklar i klass fem. En compulsory artikel är en speciell artikelgrupp med prioriterade artiklar.
5.3 Ledtid Den totala ledtiden definieras som tiden från att ett behov uppstår tills det att artikeln finns på hyllan. Den totala ledtiden består av reaktionstid, frystid, transporttid samt intern ledtid.
Frekvensklass Övre frekvensgräns1 999999,92 49,93 24,94 11,95 3,96 0,97 0,1

Nulägesbeskrivning
19
Total ledtid
Reaktionstid Frystid Transporttid Intern ledtid Reaktionstid – Tiden mellan två behovsberäkningar Frystid – En period där inga ändringar kan göras eller order kan läggas utan samtycke
från leverantör Transporttid – Transporttid mellan leverantör och lager Intern ledtid – Tiden från leverans till artikeln finns tillgänglig för plock på hyllan
5.4 Säkerhetslager Säkerhetslagret avgörs genom att ett värde på hur många veckors säkerhetslager en artikel skall ha avläses ur en matris. Detta värde multipliceras med prognosen per vecka för att få säkerhetslagret i antal. Det finns fem olika matriser definierade, se bilaga 1, och vilken matris som används beror på vilken servicegrad artikeln tillhör. Olika kombinationer av artikelns volymvärde, ledtid samt frekvensklass avgör vilket värde i matrisen som kommer att användas. Den generella princip som matriserna är uppbyggda av är att ju högre volymvärde och ledtid och ju lägre frekvens desto större värde på antal veckor i säkerhetslager. Orsaken till att en lång ledtid genererar ett högre värde på antal veckor i säkerhetslager motiveras med att det dröjer längre tid att få en leverans om brist skulle uppstå och inget avrop finns inlagt. Det vill säga att en lång ledtid genererar en ökad osäkerhet. En annan orsak som nämns är att en kort ledtid ger en ökad säkerhet genom vetskapen att det kommer en inleverans snart. Att ingen hänsyn till variation i ledtid tas beror på att säkerhetslagret inte ska innehålla en garanti för att leverantören är dålig. Ledtiden är känd och är leverantören dålig skall resurser läggas in för att jobba med leverantören istället för att höja nivån i japanska sjön. Ingen hänsyn tas till variation i efterfråga under ledtiden. När det gäller volymvärdet så genererar ett högt respektive lågt volymvärde inte konsekvent ett högre respektive lägre värde på säkerhetslagrets täcktid. Detta då det förekommer manuella ändringar av matrisen om en viss effekt önskas åstadkommas. Det finns två synsätt för volymvärde. Den ena är att ett högt volymvärde genererar ett högre värde på säkerhetslagrets täcktid då det ofta genererar små hemtagningskvantiteter som leder till ett litet genomsnittligt cykellager som ger sämre täckning för osäkerheter än ett längre cykellager. En annan syn är att små hemtagningskvantiteter skapar en säkerhet i att leveranser kommer oftare vilket kan sänka säkerhetslagrets täcktid. Vad gäller frekvensklass så är principen att ju lägre frekvens en artikel har desto större säkerhetslager. Motiveringen till detta är att artiklar som efterfrågas med hög frekvens får tillförlitligare prognos än artiklar som efterfrågas sällan och därmed kan säkerhetslagret minskas. Beräkningen av säkerhetslager sker varje gång en behovsberäkning genomförs. Även manuell ändring av säkerhetslagret är möjlig. Den metod som används för att beräkna säkerhetslagret anses reducera variationer i nivån på säkerhetslagret som beror på variation i efterfråga mellan behovsberäkningarna.
5.5 Hemtagningskvantitet Hemtagningskvantiteten avgörs utifrån en i systemet definierad matris. Matrisen anger hemtagningskvantitet i veckor beroende av en artikels volymvärde. En artikels

Nulägesbeskrivning
20
hemtagningskvantitet, EHK, beräknas genom att multiplicera det definierade veckovärdet ur matrisen med veckoprognosen. För att få fram den verkliga hemtagningskvantiteten, VHKV, justeras den beräknade hemtagningskvantiteten med hänsyn till eventuella definierade min-, max- eller förpackningskvantiteter. Det finns både maskinellt och manuellt definierade förpackningsstorlekar. Den manuella förpackningsstorleken bestäms och registreras manuellt medan den maskinella förpackningsstorleken tankas automatiskt som det värde produktionsenheterna använder. Då verklig hemtagningskvantitet beräknas används alltid en multipel av minkvantiteten om en sådan finns definierad. Annars används manuellt definierad förpackningsstorlek och sist den maskinella. Finns det en maximal kvantitet kan avropet ej överstiga denna. Systemet börjar alltid med den minsta definierade storleken och går sedan uppåt. Blir kvantiteten noll eller om inga förpackningsstorlekar finns definierade så används uppsatta avrundningsregler. För att kunna avgöra verklig hemtagningskvantitet jämförs förpackningsstorleken eller minkvantiteten med den definierade hemtagnings-kvantiteten baserad på veckor. Om resten är större än 70 procent av förpacknings-storleken eller minkvantiteten avrundas hemtagningskvantiteten uppåt. Är den mindre än 70 procent avrundas den nedåt. Om en artikel inte har någon definierad förpackningsstorlek eller minkvantitet avrundas den beräknade hemtagningskvantiteten enlig fastställda avrundningsregler. Se bilaga 2 för en illustration av hur hemtagningskvantiteten beräknas. Det finns även artiklar som har en definierad särkostnad på artikelnivå. Denna särkostnad är en kostnad som måste betalas till leverantören var gång en order läggs och den slås inte ut på styckpriset. Dessa artiklars hemtagningskvantitet beräknas med hjälp av EOQ-formeln, se formel 6.
5.5.1 Val av förpackning För att avgöra om och hur artiklarna ska förpackas från leverantör genomförs en undersökning för alla artiklar. Detta görs genom att bestämma i vilken pall eller kvantitet artikeln skall beställas med den av systemet beräknade ekonomiska hemtagningskvantiteten som utgångspunkt. En provpackning genomförs där det essentiella är att erhålla fulla enheter och samtidigt följa den beräknade hemtagningskvantiteten så bra som möjligt. Ytterligare en aspekt som spelar in vid avgörande av vilken pall som skall användas är vart på lagret artikeln skall lagras. Detta för att kunna minimera omplock. Den fastställda förpackningskvantiteten matas manuellt in i systemet. För vissa artiklar finns det redan en definierad förpackningsstorlek, en förpackningsstorlek tankad automatiskt från produktion. Om den manuellt beräknade pallkvantiteten inte är densamma som den produktionsenheterna använder är det av stor vikt att kvantiteten matas in under manuell pallkvantitet. Detta för att undvika att en uppdatering av pallkvantiteten från produktion tankas över automatiskt.
5.6 Informations- och materialflöde Nedan beskrivs hur systemet, anskaffarna samt inköparna arbetar.
5.6.1 Systemet Systemet utför behovsberäkningar regelbundet, vilket innebär en gång per vecka för flertalet av artiklarna, men dock upp till var 35:e dag för vissa artiklar. Därefter genereras avrop mot

Nulägesbeskrivning
21
leverantör i form av leveransplaner som skickas till ut till leverantör varje gång en behovsberäkning utförs. Behovsberäkningen preciserar när ett avrop av en artikel måste ske samt i vilken kvantitet. Systemet jämför den tillgängliga lagernivån med säkerhetslagret period för period, där en period är drygt en vecka2. Den tillgängliga lagernivån består av den nuvarande lagernivån adderat med de frysta avropen subtraherat med prognosen samt vissa reservationer. Om den tillgängliga lagernivån understiger säkerhetslagret lägger systemet ut ett avrop med hänsyn till transport- och inleveranstid beräknat bakåt från den vecka som säkerhetslagret beräknas brytas. Storleken på avropet kommer av hemtagningskvantitets-beräkningen beskrivet i kapitel 4.5. Avropet på leveransplanen kan vara av fryst eller rörlig karaktär. Det frysta avropet är juridiskt bindande och kan ej ändras utan leverantörens samtycke medan det rörliga ses som en prognos och kan därmed ändras. Alla artiklar har en definierad frystid som styr när ett avrop går från att vara rörligt till fryst. Frystiden varierar för de olika artiklarna och målet är att ha en så kort frystid för artiklarna som möjligt. Systemet genererar även impulser till inköpsavdelningen. Dessa impulser betecknas kvantitetsorder och ligger på en egen filial3 med benämning 99. Artiklar har filial 99 då det inte finns någon leverantör eller avtal med leverantör. Varje måndag erhåller anskaffaren en lista med impulser skapade under den senaste veckan och anskaffaren skall undersöka om ett behov finns och om den föreslagna kvantiteten är okej. Om allt är i sin ordning gör anskaffaren ingenting och impulsen går automatiskt vidare dagen efter till ansvarig inköpare. Det är inköparens roll att därefter avgöra och förhandla om hemtagningskvantiteten, anskaffarna och systemet genererar endast förslag.
5.6.2 Anskaffning Anskaffarnas huvuduppgift är att ha en hög tillgänglighet av artiklar i sitt sortiment samtidigt som lagren skall hållas på en skälig nivå. Således måste en samkoordinering av kundens efterfrågan, lagernivåer samt flödet av artiklar från leverantör ske kontinuerligt. Det gäller för anskaffarna att hitta en balans mellan servicegrad och lagernivåer. Anskaffarna avgör inte själva hemtagningskvantiteten utan använder de hemtagningskvantiteter som systemet eller inköp genererar. Anskaffarna har nära kontakt med ett flertal avdelningar inom Scania, men huvudkontakten sker mot leverantörerna. Informationsutbytet mellan anskaffare och leverantör består i leveransplaner som skickas till leverantörerna via EDI4, Odette eller Fax. Kommunikation sker även vid leverantörsproblem eller när efterfrågan överstiger det beställda behovet, det vill säga vid brist eller bristrisk för en artikel. För att bistå anskaffarna i lagerstyrningsarbetet finns ett system som hjälpmedel, se kap 4.6.1. Hur ofta avrop läggs mot leverantör kan variera allt ifrån en vecka till kanske en gång om året beroende på hur stor efterfrågan är. Anskaffaren kan själv påverka vissa parametrar i systemet. Bland annat kan prognos, frystid och säkerhetslager ändras manuellt på artikelnivå, dessutom kan en min- eller maxkvantitet för avropet läggas in i systemet eller så kan en viss artikel ges manuell behovsberäkning eller bevakning.
2 ett år är indelat i 48 delperioder så en period är drygt en vecka. 3 Filial är en finindelning av leverantörer 4 EDI = Electronic Data Interchange
Nulägesbeskrivning
22
5.6.2.1 Ersättningar och utgående artiklar Det pågar hela tiden en process där nya artiklar tillkommer och gamla utgår eller ersätts av andra artiklar. När en artikel utgår ur sortimentet är det anskaffarens uppgift att se till att beställningarna hos leverantör stoppas. Ersätts en artikel måste anskaffaren koordinera leveransen av den gamla artikeln med leveranser av den nya så att inte brist uppstår för den nya artikeln och utan att lagret för det gamla artikeln ligger kvar utan att kunna säljas. Om det finns frysta ordar efter ersättningsperioden så skall dessa tas bort i samråd med leverantör. De rörliga avropen annulleras automatiskt då ersättningsperioden uppdateras.
5.6.2.2 Antalsdifferens Uppstår en antalsdifferens vid godsmottagningen skall ansvarig anskaffare kontaktas för att denna skall kunna åtgärda problemet. Anskaffaren skall tillsammans med leverantör utreda orsaken till differensen. Dock händer det att godsmottagningen inte kontaktar anskaffarna och bokar in godset. Om det inbokade antalet inte stämmer överens med det beställda antalet får anskaffaren en lista på detta.
5.6.3 Överskottslagersaldo, ÖLS När en artikel utgår i monteringen eller om någon produktionsenhet har ett överskott av artiklar så tillfrågas Scania Parts Logistics AB om de kan köpa detta överskott. Det som beaktas vid en sådan förfrågan är först och främst om ett behov av denna artikel finns, det vill säga om de skall ta emot ett överskott och i så fall hur många. I anskaffarens användarhandbok från 1999 står det kort hur anskaffaren skall bedöma accepterandet. Anskaffaren skall beakta om överskottet kan säljas inom en rimlig tid, detta innebär ett till tre år beroende på försäljningstrend och artikelns ålder. Dessutom tas hänsyn till om det finns ett behov av bytesommärkning. För gamla artiklar med en nedåtgående försäljningstrend skall maximalt ett till två års behov tas emot. För nyare artiklar som har en stabil eller uppåtgående försäljningstrend kan två till tre års behov tas emot. För att beräkna årsbehovet för en artikel som har en nedåtgående trend används prognosen och har artikeln en ojämn efterfråga tas ett snitt över de tre till fyra senaste åren. En artikel som ligger på överskottslagersaldo finns fysiskt på lagerplatsen, men har en lägre lagerränta än övriga artiklar för att fördela kostnaderna totalt över Scania. Detta innebär att överskottslagersaldot bara värdekapitalbelastas delvis. Godkännandet av överskottslagersaldot sker idag av en och samma person, dock finns det inga uppsatta rutiner för hur valet skall göras, utan en manuell bedömning sker från fall till fall. Ibland kan Scania Parts Logistics AB av speciella tekniska skäl vara tvungna att ta emot ett överskott.
5.6.4 Artiklar med kvalitetsproblem samt nyupplägg Parts Preparation (SLSLP) jobbar med att förbereda både nya och existerande artiklar för försäljning. Nya artiklar förbereds för att finnas i lager vid introduktionen och för redan existerande artiklar ska ett bättre flöde skapas vad gäller transport, förpackning samt lagring. Processen för nya artiklar eller ersättning av artiklar ser ut som följer.
5.6.4.1 Nyupplägg Konstruktör (produktsamordnare) informerar internt via så kallade ECO, ”Engineering Change Order”, då en ny artikel introduceras eller om en produktförändring sker. Detta ECO läses av Parts Assortment (RSPS), som bryter ned artikeln och därefter avgör vilka delar som skall säljas som reservdelar. De artiklar som skall finnas för försäljning som reservdelar markeras som reservdel i systemet, dessutom läggs de in i en speciell fil, den så kallade
Nulägesbeskrivning
23
SPIRA-filen. Denna fil läses av både anskaffare och beredare för att all nödvändig information för artikeln skall finnas tillgänglig vid rätt tidpunkt. För flertalet av de nya artiklarna skall ett första reservdelsbehov tas hem, ett så kallat FSD, ”First Sparepart Demand”. Finns inget första reservdelsbehov angivet kommer systemet själv att lägga ut ett avrop utifrån prognos. Den enhet som beslutar vad det första reservdelsbehovet skall vara är Parts Marketing (WPP).
5.6.4.2 Artiklar med kvalitetsproblem Artiklar med kvalitetsproblem benämns som ”Field Quality” artiklar, förkortat FQ. I forsatt text återges dessa artiklar som FQ-artiklar. Uppstår ett kvalitetsproblem på en artikel hör kunder eller produktion av sig via FRAS, ”Failure Report Assignment System” och en problembehandlig sker. Problemet löser konstruktören själv eller tillsammans med inköp och leverantör och eventuellt genomförs en ny design och ett nytt ECO skapas. Även för FQ-artiklar finns det ett första angivet reservdelsbehov. Den som avgör denna kvantitet är produktuppföljarna och vanligtvis tas 30 procent av detta behov hem om det inte är en återkallning för då skall 100 procent av behovet tas hem. Alla artiklar som är FQ-artiklar är markerade i systemet och denna märkning påbörjades för ett antal år sedan. I nuläget finns det inget beslut på att markeringen skall plockas bort efter en viss tid.
5.6.5 Inköp Inköpsverksamheten på Scania är centraliserad, det vill säga att en inköpare ansvarar för inköpen till samtliga produktionsenheter samt till reservdelsförbrukningen. Det finns tre olika typer av inköpare; projektinköpare, produktionsinköpare samt reservdelsinköpare. Projektinköparna ingår avtal med leverantörer för nya artiklar som kan komma att behövas när produktion startar. När en artikel kommer in i produktionsstadiet tar produktionsinköparen över de avtal som finns, men för artiklar som läggs upp som reservdelar har reservdelsinköparna ansvaret. När en produkt utgår från produktion tar reservdelsinköparna över de gamla avtalen som finns samt den aktuella prislistan. Inköparnas huvuduppgift är att sluta avtal med leverantörer. I detta arbete ingår det beslutsfattande av lämplig hemtagningskvantitet. Det är inte för alla artiklar som en hemtagningskvantitet bestäms av inköparen, utan bara för de som av viss anledning stöts på under arbetets gång. De artiklar inköparen analyserar och bestämmer hemtagningskvantiteter för är artiklar med filial 99, se kapitel 4.6.1. Hemtagningskvantiteten bestäms vid prisförhandlingar i samband med övergång mellan produktionsstadiet och reservdelsstadiet samt vid problem eller nya prisförhandlingar med leverantör. Prisförhandlingar sker vid övergången mellan produktion och reservdelsstadiet eftersom den totala inköpskvantiteten troligtvis kommer att minska. För att undvika dessa prisförhandlingar som ofta leder till höjda priser låter inköparen ofta bli att kontakta leverantören för att ifrågasätta hemtagningskvantiteten. Detta innebär att samma hemtagningskvantitet som avropas i produktion avropas till Scania Parts Logistics AB men den avropas mer sällan eftersom behovet är lägre.
Nulägesbeskrivning
24
I dagsläget jobbar inköparna individuellt med sitt eget sortiment och det finns inga uppsatta rutiner för vilken kvantitet som skall tas hem. Detta innebär att alla jobbar på olika sätt. Nedan ges en beskrivning av ett av arbetssätten. Hemtagningskvantiteten kan avgöras genom att titta på en mängd olika faktorer där en är inköparens känsla. Vid prisförhandlingar erhålls ofta en lista med stafflade priser. Utifrån denna lista beräknas en ungefärlig ställkostnad som leverantören tar ut vid varje beställning. Denna kostnad, tillsammans med en ordersärkostnad och en lagerhållningsränta samt styckpris och ett uppskattat årsbehov matas in i EOQ-formeln, se formel 6. Kvantiteten som beräknas med hjälp av EOQ-formeln är inte ett svar på hur mycket som skall tas hem utan en indikation på hur mycket, det vill säga ett hjälpmedel i inköparens beslutsfattande. Inköparen tar även hänsyn till förpackningsstorlekar, men inte heller dessa följs slaviskt. Det uppskattade årsbehovet baseras på hur den årliga efterfrågan sett ut de senaste sju åren samt till den beräknade årsprognosen. Det sker ingen beräkning utan inköparen uppskattar ett genomsnitt samt bortser ibland från försäljning som är onormalt hög eller låg. Ordersärkostnaden har satts till 500 kronor för alla artiklar och lagerränta till 12 procent. I anskaffningssystemet är dock dessa parametrar satta till 150 kronor respektive 30 procent. I vissa situationer förhandlar inköparen fram ett årligt pris. Det vill säga att ett visst antal artiklar kommer att köpas under ett år till ett givet styckpris, men hemtagningskvantiteterna kan variera mellan gångerna. En annan situation är att leverantören inte säljer mindre än en viss kvantitet, eller att det inte förekommer någon prisskillnad mellan att köpa till exempel 200 eller 500 stycken. Det finns även andra faktorer som spelar in då hemtagningskvantiteten skall avgöras. Om en liten kvantitet köps in finns risken att styckpriset per artikel blir lika högt eller högre än priset mot återförsäljarna. I dessa fall kontaktas Parts Marketing (WPP) för att undersöka om denna artikel kan säljas ändå. Eftersom priset bara uppdateras en gång per år finns det enligt inköparna två möjligheter. Antingen köps artikeln hem i låg kvantitet och artikeln säljs med en förlust, men service mot kund och goodwill skapas. Alternativ nummer två är att köpa hem en större kvantitet till en lägre styckkostnad per artikel.
5.6.5.1 Livstidbehov Ett livstidsbehov initieras oftast av leverantören som inte vill eller kan tillverka en artikel längre av olika anledning. Livstidsbehovsberäkningen utförs alltid av en och samma person och är avsedd att räcka till den förväntade efterfrågan för artikeln i framtiden. Förslaget som genereras går vidare till den aktuella inköparen samt till en grupp som kallas ”Assortment maintenance council”, AMC. Denna grupp består av en representant vardera från Parts Marketing (WPP), Parts Assortment (RSPS), Supply Control (SLSBA), Parts Preparation (SLSLP) samt Parts Purchasing (SGP) och de sammanträder en gång per månad och beslutar bland annat om livstidsbehov. Då ett beslut har tagits av AMC förhandlar inköparen med leverantören och därefter tas ett beslut. Då artikeln har tagits hem sätts en speciell kod i systemet. Detta innebär att ett livstidsköp har gjorts och att artikeln ej ska återanskaffas. Idag finns det inget datum angivet för när ett livstidsbehov anskaffades eller i vilken kvantitet.

Nulägesbeskrivning
25
Livstidsbehovsberäkningen sker genom att ta genomsnittet för det antal som fakturerats5 för artikeln under tre år multiplicerat med en årsfaktor beroende på vilken serie artikeln tillhör6. Därefter dras det tillgängliga lagersaldot hos lagret i Södertälje, samt lagret i Belgien bort. Den erhållna siffran är ett mått på hur stort livstidsbehovet är. Med hjälp av erfarenhet rekommenderas därefter en livstidsbehovskvantitet. Skulle det skilja mycket mellan den fakturerade och den verkliga efterfrågan används den verkliga efterfrågan istället.
5 I den fakturerade efterfrågan ingår inte leveranser till lagret i Belgien, CW2. 6 4-serie: 10 år, 3-serie: 5 år, 0-2-serie: 2 år

Hypoteser och definitioner
26
6 Hypoteser och definitioner I detta kapitel presenteras de hypoteser som tagits för uppkomst av överlager. Dessutom presenteras en definition på vad en lågfrekvent artikel innebär och vad ett överlager anses vara. Slutligen presenteras de avgränsningar som tagits samt hur överlagret beräknats.
6.1 Hypoteser Utifrån den insamlade informationen har ett antal tänkbara orsaker till varför överlager uppstår definierats. Dessa orsaker bröts ned med hjälp av ett orsak-verkan-diagram och ett antal hypoteser formulerades, se figur 3 samt bilaga 3 för en utförligare bild.
Figur 3: Orsak-verkan-diagram över vilka faktorer som påverkar uppkomsten av överlager De faktorer som antas påverka uppkomsten av överlager är:
• Beräkning av hemtagningskvantitet • Överskottslagersaldo, ÖLS • Ersättningar • Snabb nedgång av efterfrågan • Inleveranser • Säsongsartiklar • Medvetna överlager i form av artiklar med kvalitetsproblem, nyupplägg samt
livstidsbehov • Produktens serietillhörighet • Produktsort • Säkerhetslager
Ovanstående orsaker resulterade i ett antal hypoteser som redogörs för nedan. Hemtagningskvantiteter Inköparna avtalar om för stora hemtagningskvantiteter då ett allt för stort fokus riktas mot priset. Kunskap om totalkostnad är bristfällig och bra gemensamma rutiner och metoder saknas för hur lågfrekventa artiklar skall köpas in.
Hypoteser och definitioner
27
Det sätt som anskaffningssystemet beräknar verklig hemtagningskvantitet leder till att för stor kvantitet av lågfrekventa artiklar anskaffas eftersom beräkningarna bland annat baseras på de minkvantiteter eller särkostnader som finns i systemet på artikelnivå.
Den verkliga hemtagningskvantiteten hos lagret i Belgien är onödigt stor vilket leder till att en liten brist hos belgienlagret genererar en stor brist hos lagret i Södertälje. För att täcka den brist som uppstått i Södertälje lägger systemet ut ett avrop mot leverantör baserat på denna brist. Denna hypotes gäller ej direktlevererade artiklar. Överskottslagersaldo, ÖLS Ett överskott erbjuds från produktionsenheterna när artikeln utgår ur monteringen. Detta överskott är större än vad som kommer efterfrågas. Ersättningar Anskaffaren missar att ange ersättningsperiod för en artikel som skall ersättas vilket resulterar i att systemet fortsätter att lägga ut avrop. När ersättningsperioden läggs in ligger det frysta avrop mot leverantör kvar vilka inte kan annulleras utan godkännande från leverantör. Är leverantören en annan än den som används tidigare är risken stor att avropet inte kan annulleras. Anskaffaren missbedömer läget och tar hem fler artiklar än vad som kommer att åtgå innan ersättningen är utförd. Snabb nedgång av efterfrågan Systemet har problem med att ställa om prognosen tillräckligt snabbt när en artikel går från att sälja ett stort antal artiklar per år till bara ett par få vilket leder till att för stora kvantiteter tas hem. Inleveranser Artiklar som saknar avrop eller enbart har rörliga avrop godkänns av godsmottagningen och levereras in utan att ansvarig anskaffare kontaktas. Artiklar som saknar avrop eller enbart har rörliga avrop godkänns av anskaffaren trots att den egentligen inte behövs. Säsongsartiklar Den manuella prognosen skruvas ned för sent för säsongsartiklar, vilket leder till att för många artiklar finns på hyllan då det inte är säsong. Artiklar med kvalitetsproblem, FQ Beräkningen av det första reservdelsbehovet för en FQ-artikel är för stor vilket leder till att ett överlager skapas. Kunder på fältet med kvalitetsproblem byter inte ut artikeln som uppskattat. Detta leder till att den beräknade kvantiteten av artiklar som behövs blir för stor.
Hypoteser och definitioner
28
Nyupplägg Ett första reservdelsbehov tas hem för en ny artikel, men då artikeln till en början inte har någon försäljning leder det till att artikeln får ett överlager. Livstidsbehov Beräkning av hur många artiklar som är ett livstidsbehov är fel och för stora kvantiteter köps in. Inköparna följer inte den rekommendation som ges vad gäller kvantitet vid livstidsinköp. Produktens serietillhörighet En artikels serietillhörighet påverkar uppkomsten av överlager då artiklarna tillhör olika produktgenerationer. En artikel tillhörande en ny serie har större risk att bli ersatt, medan de artiklar tillhörande äldre generationer riskerar att tappa i efterfrågan. Produktsort En artikels grupptillhörighet, det vill säga om artikeln är en reservdel till lastbil, buss etcetera, påverkar uppkomsten av överlager. Säkerhetslager Den beräkningsmetod som används genererar onödigt stora säkerhetslager, vilket indirekt skapar överlager.
6.2 Definitioner För att kunna uppskatta överlagrets kostnad ges en definition på vad ett överlager är. Då det är överlager av lågfrekventa artiklar som skall undersökas ges även en definition på en lågfrekvent artikel.
6.2.1 Definition överlager Artiklar med ett tillgängligt lagersaldo större än ett årsbehov kan antas ha ett överlager på den kvantitet som överstiger årsbehovet. Ett undantag som tillämpas är att artiklar med ett tillgängligt lagersaldo på mindre än eller lika med två, oberoende av vad årsbehovet är, inte antas ha ett överlager. Enligt undantaget i definitionen ovan är inte allt i lager ett överlager. Därmed, om det kalkylerade årsbehovet understiger två stycken, antas årsbehovet vara två.
Årsbehovet beräknas på två sätt. Det ena bygger på ett årsbehov enligt prognos och det andra på ett snitt av hur efterfrågans har sett ut de tre senaste åren. Anledningen till att årsbehovet beräknas på två sätt är för att undersöka om dessa förhållningssätt skiljer sig markant åt, vilket i sådana fall kan indikera på att prognosen inte förhåller sig på ett bra sätt till efterfrågan.
6.2.2 Definition lågfrekvent artikel En artikel som plockas sällan antas vara lågfrekvent. Vart gränsen dras för vad som anses vara en lågfrekvent artikel är subjektiv. Författaren anser att en artikel som plockas mindre än en gång per månad kan antas vara lågfrekvent. I denna definition finns det ingen begränsning för hur många artiklar som plockas vid varje tillfälle utan det är enbart
Hypoteser och definitioner
29
plockfrekvensen som avses. Detta ger en begränsning på att en artikel ska tillhöra frekvensklass sex eller sju, se tabell 1, enligt anskaffningssystemets klassificering.
6.3 Beräkning överlager För att få en uppfattning om hur stor del av det tillgängliga lagersaldot som är överlager används formel 12. Överlager = Tillgängligt lagersaldo – Beräknat årsbehov (formel 12) Anledningen till att tillgängligt lagersaldo används och inte ett genomsnittslager beror på att det är nuläget som skall analyseras, det vill säga hur det ser ut idag. Dock skiljer sig inte ett genomsnittslager mycket ifrån det tillgängliga lagersaldot i detta fall då det vid analysens tidpunkt enbart finns tillgänglig data för att beräkna ett genomsnittslager för de senaste fem månaderna. Dessutom är det lågfrekventa artiklar det rör sig om.
6.4 Avgränsningar Livstidsbehov och artiklar som inte påbörjat sin försäljning på grund av att de är nya kommer inte att analyseras tillsammans med övriga faktorer då det i flera fall är ett överlager som anskaffarna har svårt att påverka. De artiklar som har någon av ovanstående egenskaper kommer därmed inte vara inräknade i den totala överlagerkapitalbindningen. För livstidsbehovsartiklar är denna selektion enkel eftersom alla artiklar som har tagits hem som ett livstidsbehov får en speciell kod i systemet, äkod = 4. För att kunna uppskatta vilka artiklar som skall bortses ifrån vad gäller artiklar som har ett stort tillgängligt lagersaldo, men som ännu inte har någon försäljning utförs en undersökning av hur stor del av artiklarna som är upplagda under ett visst år och som har en försäljning på noll. Artiklar med en lageromsättningshastighet på över 2,9 gånger per år kommer även att bortses ifrån. Detta då målet för lageromsättningshastigheten för laget i Södertälje ligger på denna nivå och de artiklar som har en lageromsättningshastighet på mer än denna siffra kan anses ha uppnått det givna målet för vad omsättningshastigheten ska vara och anses inte ha ett överlager. Lageromsättningshastigheten för en artikel som har ett års behov i lager är lika med ett. Med den definition som används för att definiera överlager kommer en artikel att analyseras om det tillgängliga lagersaldot är större än ett års behov vilket innebär att lageromsättningshastigheten kommer att vara mindre än ett. Men vid beräkning av lageromsättningshastigheten används ett genomsnittslager vilket innebär att det kan förekomma artiklar med en lageromsättningshastighet på större än ett.
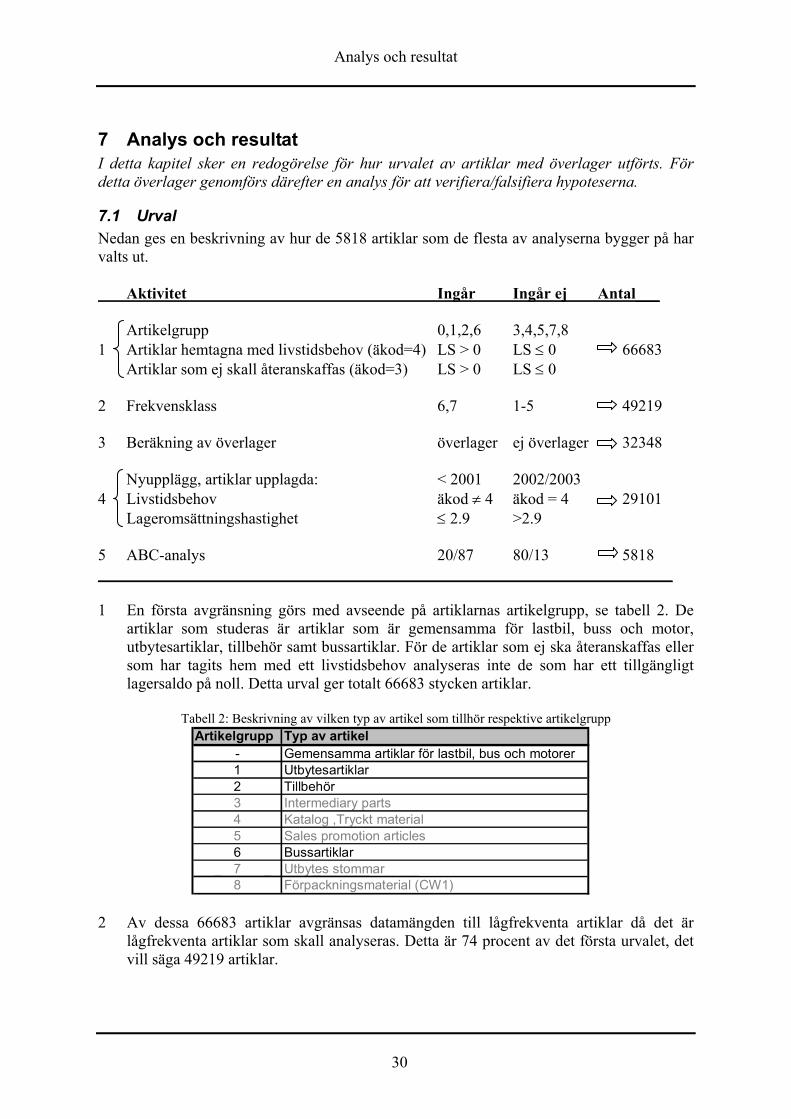
Analys och resultat
30
7 Analys och resultat I detta kapitel sker en redogörelse för hur urvalet av artiklar med överlager utförts. För detta överlager genomförs därefter en analys för att verifiera/falsifiera hypoteserna.
7.1 Urval Nedan ges en beskrivning av hur de 5818 artiklar som de flesta av analyserna bygger på har valts ut. Aktivitet Ingår Ingår ej Antal___ Artikelgrupp 0,1,2,6 3,4,5,7,8 1 Artiklar hemtagna med livstidsbehov (äkod=4) LS > 0 LS ≤ 0 66683 Artiklar som ej skall återanskaffas (äkod=3) LS > 0 LS ≤ 0 2 Frekvensklass 6,7 1-5 49219 3 Beräkning av överlager överlager ej överlager 32348 Nyupplägg, artiklar upplagda: < 2001 2002/2003 4 Livstidsbehov äkod ≠ 4 äkod = 4 29101 Lageromsättningshastighet ≤ 2.9 >2.9 5 ABC-analys 20/87 80/13 5818 ________________________________________________________________________ 1 En första avgränsning görs med avseende på artiklarnas artikelgrupp, se tabell 2. De
artiklar som studeras är artiklar som är gemensamma för lastbil, buss och motor, utbytesartiklar, tillbehör samt bussartiklar. För de artiklar som ej ska återanskaffas eller som har tagits hem med ett livstidsbehov analyseras inte de som har ett tillgängligt lagersaldo på noll. Detta urval ger totalt 66683 stycken artiklar.
Tabell 2: Beskrivning av vilken typ av artikel som tillhör respektive artikelgrupp
2 Av dessa 66683 artiklar avgränsas datamängden till lågfrekventa artiklar då det är
lågfrekventa artiklar som skall analyseras. Detta är 74 procent av det första urvalet, det vill säga 49219 artiklar.
Artikelgrupp Typ av artikel- Gemensamma artiklar för lastbil, bus och motorer1 Utbytesartiklar2 Tillbehör3 Intermediary parts4 Katalog ,Tryckt material5 Sales promotion articles6 Bussartiklar7 Utbytes stommar8 Förpackningsmaterial (CW1)

Analys och resultat
31
3 Överlagret beräknas genom att det beräknade årsbehovet subtraheras från det tillgängliga lagersaldot, se formel 12. De artiklar som enligt definitionen i kapitel 6.2.1 besitter ett överlager kommer att analyseras vidare. Enligt beräkningen kommer 32348 artiklar att ha ett överlager. Dock innehåller denna siffra artiklar med ett överlager på noll stycken. Detta beror på att beräkningen av överlager i vissa fall ger ett negativt resultat, det vill säga att det tillgängliga lagersaldot är mindre än årsbehovet. Då urvalet sker med två tillvägagångssätt parallellt kommer vissa artiklar att ha ett överlager enligt den ena metoden, men inte enligt den andra. Så den verkliga siffran för artiklar med överlager är för metoden då prognosen används 28291 stycken och där efterfrågan används 28058 stycken.
Undantaget att mindre än två i lager inte är ett överlager varierar för de två olika metoderna. Med prognosmetoden har 53 procent av artiklarna ett årsbehov på mindre än två, medan motsvarande siffra för metoden med efterfrågans snitt är 42 procent. Det vill säga att runt hälften av artiklarna har ett årsbehov på mindre än två oavsett metod. Av de artiklar som har ett behov på mindre än två har 76 procent av dessa artiklar en prognos på noll och 43 procent en efterfråga på noll under de tre senaste åren.
4 Vid anskaffning av en ny artikel kan det verka som om artikeln har ett överlager
eftersom lagret jämfört med prognos eller försäljning är stort. Detta beror på att artikeln inte alltid börjar sälja omedelbart. Detta lager är ett överlager, men troligtvis kommer artikeln att börja påbörja sin försäljning inom en snar framtid. Tabell 3 illustrerar per uppläggningsår hur stor del av artiklarna som har haft en försäljning på noll under den tid de existerat. Studeras denna tabell urskiljs en gräns mellan år 2002 och 2001. För att undvika att få med de artiklar som inte har påbörjat sin försäljning bortses artiklar upplagda under år 2002 och 2003 ifrån.
Tabell 3: Andel artiklar upplagda under ett år med försäljning under sin gångna livstid lika med noll.
En andra avgränsning bortser från artiklar hemtagna med ett livstidsbehov. Anledningen till detta är för att det är ett medvetet val som tas när ingen annan möjlighet ses. Dock kan även dessa artiklar skapa överlager om de tas hem i för stor kvantitet. Det vill säga om beräkningen utförs fel eller om inköparna köper mer än rekommenderat på grund av ett bra styckepris.
En tredje avgränsning bortser från artiklar med en lageromsättningshastighet på större än 2,9 gånger per år, som är målet för lagret i Södertälje. Visserligen är inte lageromsättningshastighet ett bra mått för lågfrekventa artiklar då dessa artiklar ofta har och ska ha en lägre lageromsättningshastighet än högfrekventa artiklar, dock anser författaren att om en lågfrekvent artikel har en bra lageromsättningshastighet kan denna artikel inte anses ha ett överlager.
Uppläggningår Andel föräljning = 02003 35%2002 25%2001 8%2000 8%1999 7%1998 7%1997 4%
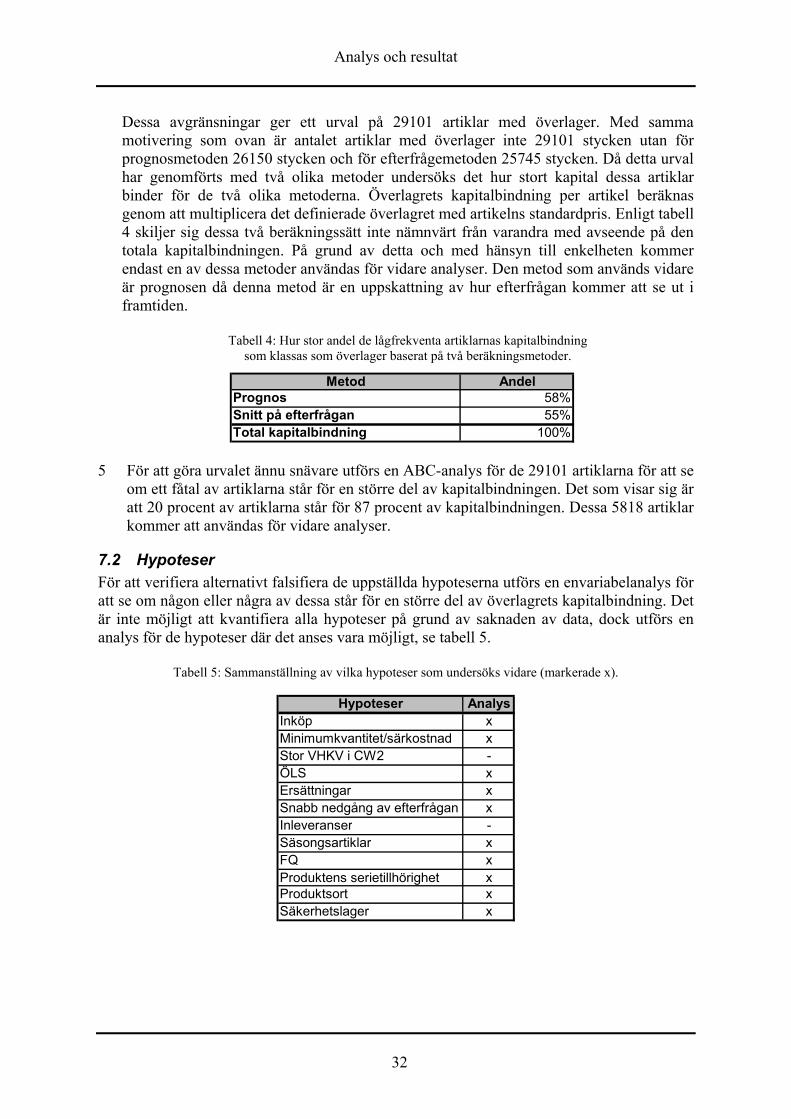
Analys och resultat
32
Dessa avgränsningar ger ett urval på 29101 artiklar med överlager. Med samma motivering som ovan är antalet artiklar med överlager inte 29101 stycken utan för prognosmetoden 26150 stycken och för efterfrågemetoden 25745 stycken. Då detta urval har genomförts med två olika metoder undersöks det hur stort kapital dessa artiklar binder för de två olika metoderna. Överlagrets kapitalbindning per artikel beräknas genom att multiplicera det definierade överlagret med artikelns standardpris. Enligt tabell 4 skiljer sig dessa två beräkningssätt inte nämnvärt från varandra med avseende på den totala kapitalbindningen. På grund av detta och med hänsyn till enkelheten kommer endast en av dessa metoder användas för vidare analyser. Den metod som används vidare är prognosen då denna metod är en uppskattning av hur efterfrågan kommer att se ut i framtiden.
Tabell 4: Hur stor andel de lågfrekventa artiklarnas kapitalbindning
som klassas som överlager baserat på två beräkningsmetoder.
5 För att göra urvalet ännu snävare utförs en ABC-analys för de 29101 artiklarna för att se
om ett fåtal av artiklarna står för en större del av kapitalbindningen. Det som visar sig är att 20 procent av artiklarna står för 87 procent av kapitalbindningen. Dessa 5818 artiklar kommer att användas för vidare analyser.
7.2 Hypoteser För att verifiera alternativt falsifiera de uppställda hypoteserna utförs en envariabelanalys för att se om någon eller några av dessa står för en större del av överlagrets kapitalbindning. Det är inte möjligt att kvantifiera alla hypoteser på grund av saknaden av data, dock utförs en analys för de hypoteser där det anses vara möjligt, se tabell 5.
Tabell 5: Sammanställning av vilka hypoteser som undersöks vidare (markerade x).
Hypoteser Analys
Inköp xMinimumkvantitet/särkostnad xStor VHKV i CW2 -ÖLS xErsättningar xSnabb nedgång av efterfrågan xInleveranser -Säsongsartiklar xFQ xProduktens serietillhörighet xProduktsort xSäkerhetslager x
Metod AndelPrognos 58%Snitt på efterfrågan 55%Total kapitalbindning 100%

Analys och resultat
33
7.2.1 Hemtagningskvantitet Hur den aktuella hemtagningskvantiteten beräknas beror på vilken filial artikeln har. Hemtagningskvantiteten för en artikel med filial 99 avgörs av inköparen, medan en artikel med filial 01 beräknas av systemet, se kap 4.5. Det som undersöks är om någon av filialerna påverkar uppkomsten av överlager mer än den andra. Om en liten del av artiklarna tillhörande en viss filial står för en större del av kapitalbindningen finns det en misstanke att denna faktor på något sätt påverkar överlager mer än den andra. Ur tabell 6 utläses att av de lågfrekventa artiklarna tillhör knappt två tredjedelar (64 procent) filial 01 medan knappt en tredjedel (29 procent) tillhör filial 99. Studeras enbart artiklar med överlager (urvalet) urskiljs samma mönster, 66 procent för filial 01 och 28 procent för filial 99. Detta tolkas som att antal artiklar med överlager inte uppstår mer eller mindre frekvent beroende på filial då proportionerna mellan de båda grupperna är lika. Vid en studie av de olika filialernas kapitalbindning för urvalet urskiljs åter igen samma mönster. Två tredjedelar av överlagrets kapitalbindning genereras av artiklar med filial 01 medan en tredjedel av kapitalbindningen genereras av artiklar med filial 99. Båda dessa filialer genererar dock överlager av olika anledning, men ingen grupp orsakar mer överlager än den andra, med hänsyn till proportion.
Tabell 6: Andel artiklar som tillhör respektive filial för urvalet samt för alla lågfrekventa artiklar. För urvalet även hur stor del av kapitalbindningen som respektive filial står för.
Lågfrekventa artiklarFilial Andel kapitalbindning Andel artiklar Andel artiklar
01 65% 66% 64%99 28% 28% 29%
Övriga 7% 6% 7%Summa 100% 100% 100%
Urval
7.2.1.1 Inköp För artiklar med filial 99 tas ett antagande att överlagret, på ett eller annat sätt, har genererats av inköparen. Att en artikel har denna filial vid tillfället för analysen ger ingen garanti för att artikeln hade detta tillstånd då den anskaffades, dock ger det en indikation på hur stor del av överlagret som genererats av inköparna, i detta fall en tredjedel av det existerande överlagret. Att detta antagande tas beror på att ingen noggrannare analys går att genomföra eftersom det inte finns data lagrad över vilken filial en artikel tillhörde vid tiden för anskaffningen. Att utifrån denna analys uttala vad det är som gör att överlager skapas av inköparen går inte. Dock finns ett överlager och rutiner och modeller kan tas fram för att ge inköparna kunskap om totalkostnad och på så sätt ge mindre fokus på inköpspriset.
7.2.1.2 Minimumkvantitet och särkostnad Föregående analys visar att två tredjedelar av överlagret skapas av artiklar liggande på filial 01, det vill säga att det är skapat av systemet. För att kunna verifiera/falsifiera hypotesen att systemet genom sin beräkning av verklig hemtagningskvantitet skapar en del av detta överlager måste analysen brytas ned i mindre delar. Enligt bilaga 2, där beräkningen av hemtagningskvantitet illustreras, är det en eventuell särkostnad på artikelnivå, en definierad
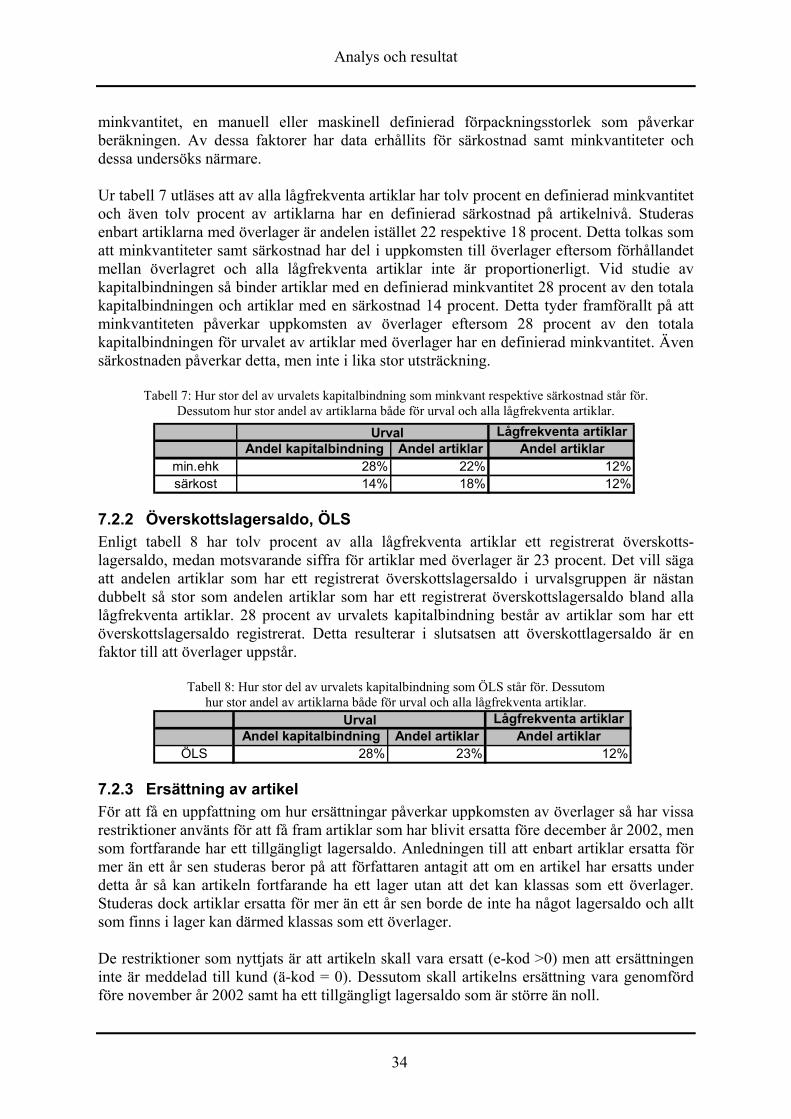
Analys och resultat
34
minkvantitet, en manuell eller maskinell definierad förpackningsstorlek som påverkar beräkningen. Av dessa faktorer har data erhållits för särkostnad samt minkvantiteter och dessa undersöks närmare. Ur tabell 7 utläses att av alla lågfrekventa artiklar har tolv procent en definierad minkvantitet och även tolv procent av artiklarna har en definierad särkostnad på artikelnivå. Studeras enbart artiklarna med överlager är andelen istället 22 respektive 18 procent. Detta tolkas som att minkvantiteter samt särkostnad har del i uppkomsten till överlager eftersom förhållandet mellan överlagret och alla lågfrekventa artiklar inte är proportionerligt. Vid studie av kapitalbindningen så binder artiklar med en definierad minkvantitet 28 procent av den totala kapitalbindningen och artiklar med en särkostnad 14 procent. Detta tyder framförallt på att minkvantiteten påverkar uppkomsten av överlager eftersom 28 procent av den totala kapitalbindningen för urvalet av artiklar med överlager har en definierad minkvantitet. Även särkostnaden påverkar detta, men inte i lika stor utsträckning.
Tabell 7: Hur stor del av urvalets kapitalbindning som minkvant respektive särkostnad står för. Dessutom hur stor andel av artiklarna både för urval och alla lågfrekventa artiklar.
7.2.2 Överskottslagersaldo, ÖLS Enligt tabell 8 har tolv procent av alla lågfrekventa artiklar ett registrerat överskotts-lagersaldo, medan motsvarande siffra för artiklar med överlager är 23 procent. Det vill säga att andelen artiklar som har ett registrerat överskottslagersaldo i urvalsgruppen är nästan dubbelt så stor som andelen artiklar som har ett registrerat överskottslagersaldo bland alla lågfrekventa artiklar. 28 procent av urvalets kapitalbindning består av artiklar som har ett överskottslagersaldo registrerat. Detta resulterar i slutsatsen att överskottlagersaldo är en faktor till att överlager uppstår.
Tabell 8: Hur stor del av urvalets kapitalbindning som ÖLS står för. Dessutom hur stor andel av artiklarna både för urval och alla lågfrekventa artiklar.
7.2.3 Ersättning av artikel För att få en uppfattning om hur ersättningar påverkar uppkomsten av överlager så har vissa restriktioner använts för att få fram artiklar som har blivit ersatta före december år 2002, men som fortfarande har ett tillgängligt lagersaldo. Anledningen till att enbart artiklar ersatta för mer än ett år sen studeras beror på att författaren antagit att om en artikel har ersatts under detta år så kan artikeln fortfarande ha ett lager utan att det kan klassas som ett överlager. Studeras dock artiklar ersatta för mer än ett år sen borde de inte ha något lagersaldo och allt som finns i lager kan därmed klassas som ett överlager. De restriktioner som nyttjats är att artikeln skall vara ersatt (e-kod >0) men att ersättningen inte är meddelad till kund (ä-kod = 0). Dessutom skall artikelns ersättning vara genomförd före november år 2002 samt ha ett tillgängligt lagersaldo som är större än noll.
Lågfrekventa artiklarAndel kapitalbindning Andel artiklar Andel artiklar
ÖLS 28% 23% 12%
Urval
Lågfrekventa artiklarAndel kapitalbindning Andel artiklar Andel artiklar
min.ehk 28% 22% 12%särkost 14% 18% 12%
Urval
Analys och resultat
35
Det finns olika typer av ersättningar. En av ersättningarna innebär att en artikel ersätts av flera andra (e-kod 2 och 3). I dessa fall kommer artikeln med flera gånger i analysen. För att undvika detta grupperas artiklarna i Microsoft Access innan vidare analys i Microsoft Excell genomförs. Ett annat problem som uppstår är vilka artiklar som analysen ska utgå ifrån. I de föregående analyserna har abc-urvalet används. I detta fall anses inte detta vara ett korrekt tillvägagångssätt eftersom enbart de artiklar som anses ha ett överlager studeras då. I fallet med ersättningar anses en artikel ha ett överlager om det finns ett tillgängligt lagersaldo och artikeln är ersatt för mer än ett år sedan. Därmed studeras alla lågfrekventa artiklar i denna analys. Detta tillvägagångssätt ger 172 stycken artiklar. Av dessa 172 artiklar har 62 stycken en ersättningsperiod = 00000. Detta innebär att ingen ersättningsperiod är inlagd i systemet. Då detta inte är data som kan fås fram maskinellt utförs en manuell undersökning. Det som observeras är att ett flertal av dessa artiklar inte har någon ersättningsperiod inlagd på grund av att det är preliminära artiklar eller att de inte är säljklara. Det finns även artiklar som har en ersättningsperiod under år 2003 och 2004, dessa bortses ifrån enligt tidigare restriktioner. Av de 62 artiklarna återstod tio stycken, dessa artiklar står för en liten del av kapitalbindningen, dock har flertalet av dessa artiklar fortfarande en försäljning och därmed anses även dessa kunna bortses ifrån. Av de resterande 110 artiklarna består cirka 13 procent av dessa artiklars kapitalbindning av artiklar som enbart har ett överskottslagersaldo. Eftersom det är tydligt att det är överskottslagersaldot som påverkar detta överlager bortses de ifrån. Detta resulterar i att ersatta artiklar med överlager binder en procent av de lågfrekventa artiklarnas kapitalbindning, se tabell 9. Detta anses inte vara en stor anledning till att överlager uppstår. Då ersättningar inte anses vara en stor del till att överlager uppstår görs ingen vidare undersökning av de enskilda hypoteserna för ersättning.
Tabell 9: Andel av lågfrekventa artiklar som anses ha ett överlager på grund av ersättningar.
7.2.4 Snabb nedgång av efterfrågan Artiklar med hög efterfrågan och där efterfrågan plötsligt minskar drastiskt från ett år till ett annat kan vara en orsak till överlager eftersom prognosen inte hinner ställa om sig. För att kunna identifiera tänkbara artiklar med detta mönster för att få en uppfattning om hur stort kapital de binder utformas en excell modell. För att analysen ska gälla den verkliga efterfrågan, det vill säga enbart leverans till kund, kan leveranser till lagret i Belgien bortses ifrån. Detta kan utföras genom att basera analysen på den fakturerade efterfrågan. För den fakturerade efterfrågan finns det tillgänglig statistik fem år tillbaka i tiden, det vill säga två år mindre än för försäljningsstatistiken. Analysen som utförts syftar till att undersöka hur många procent som den genomsnittliga fakturerade efterfrågan minskat med mellan olika år. Detta utförs genom att ta medel av summa 1 jämfört med medel för summa 2 i flera steg, se figur 4. Summa 1 och summa 2 är summan av den fakturerade efterfrågan under olika tidsperioder. Innan denna jämförelse utförs måste vissa kriterier vara uppfyllda.
Andel kapitalbindning lågfrekventa artiklarErsättning 1,0%
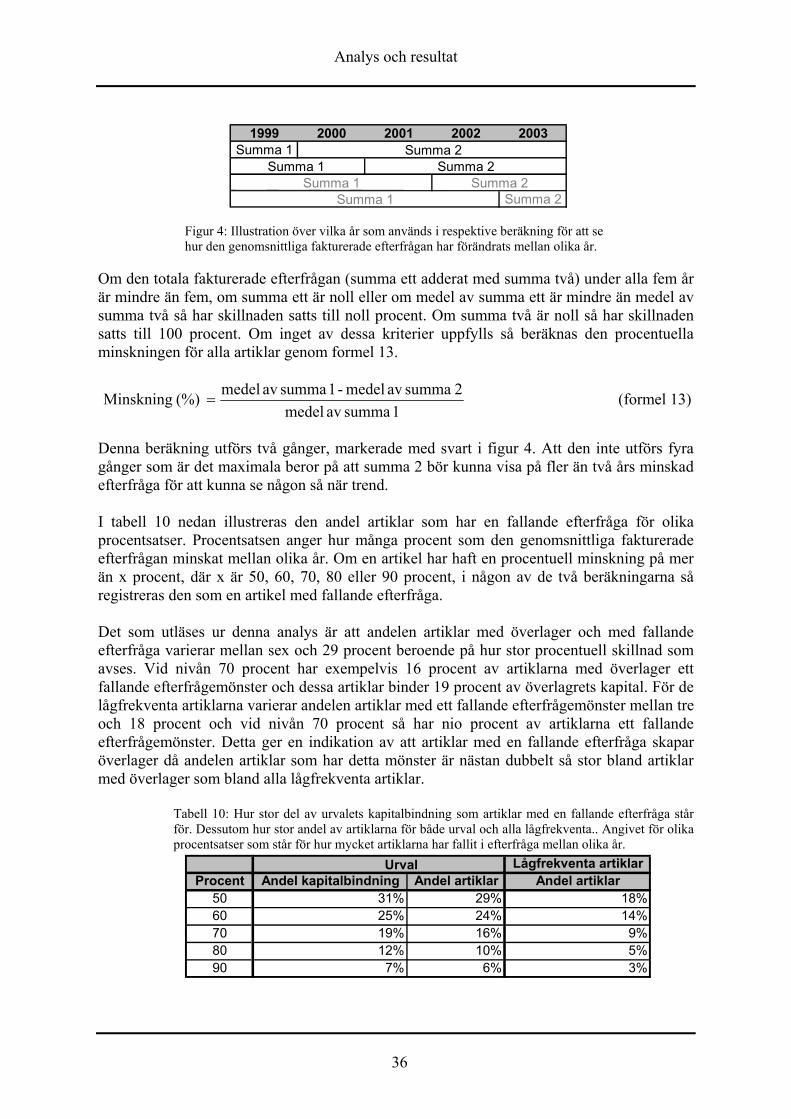
Analys och resultat
36
Figur 4: Illustration över vilka år som används i respektive beräkning för att se hur den genomsnittliga fakturerade efterfrågan har förändrats mellan olika år.
Om den totala fakturerade efterfrågan (summa ett adderat med summa två) under alla fem år är mindre än fem, om summa ett är noll eller om medel av summa ett är mindre än medel av summa två så har skillnaden satts till noll procent. Om summa två är noll så har skillnaden satts till 100 procent. Om inget av dessa kriterier uppfylls så beräknas den procentuella minskningen för alla artiklar genom formel 13.
1summaav medel2 summa av medel- 1 summa av medel (%) Minskning = (formel 13)
Denna beräkning utförs två gånger, markerade med svart i figur 4. Att den inte utförs fyra gånger som är det maximala beror på att summa 2 bör kunna visa på fler än två års minskad efterfråga för att kunna se någon så när trend. I tabell 10 nedan illustreras den andel artiklar som har en fallande efterfråga för olika procentsatser. Procentsatsen anger hur många procent som den genomsnittliga fakturerade efterfrågan minskat mellan olika år. Om en artikel har haft en procentuell minskning på mer än x procent, där x är 50, 60, 70, 80 eller 90 procent, i någon av de två beräkningarna så registreras den som en artikel med fallande efterfråga. Det som utläses ur denna analys är att andelen artiklar med överlager och med fallande efterfråga varierar mellan sex och 29 procent beroende på hur stor procentuell skillnad som avses. Vid nivån 70 procent har exempelvis 16 procent av artiklarna med överlager ett fallande efterfrågemönster och dessa artiklar binder 19 procent av överlagrets kapital. För de lågfrekventa artiklarna varierar andelen artiklar med ett fallande efterfrågemönster mellan tre och 18 procent och vid nivån 70 procent så har nio procent av artiklarna ett fallande efterfrågemönster. Detta ger en indikation av att artiklar med en fallande efterfråga skapar överlager då andelen artiklar som har detta mönster är nästan dubbelt så stor bland artiklar med överlager som bland alla lågfrekventa artiklar.
Tabell 10: Hur stor del av urvalets kapitalbindning som artiklar med en fallande efterfråga står för. Dessutom hur stor andel av artiklarna för både urval och alla lågfrekventa.. Angivet för olika procentsatser som står för hur mycket artiklarna har fallit i efterfråga mellan olika år.
1999 2000 2001 2002 2003Summa 1
Summa 2Summa 1
Summa 2Summa 1 Summa 2
Summa 1 Summa 2
Lågfrekventa artiklarProcent Andel kapitalbindning Andel artiklar Andel artiklar
50 31% 29% 18%60 25% 24% 14%70 19% 16% 9%80 12% 10% 5%90 7% 6% 3%
Urval

Analys och resultat
37
7.2.5 Säsongsartiklar Det nuvarande systemet kan inte identifiera säsongsartiklar därför används en princip som bygger på att jämföra efterfrågan under sommarmånaderna med efterfrågan under övriga året och vice versa för vintermånaderna. Är den procentuella skillnaden i efterfråga större än 50 procent kan artikeln anses ha ett säsongsmönster. Denna princip har används i denna analys. Sommarmånaderna antas vara april till augusti och vintermånaderna november till februari. Enligt tabell 11 så är andelen lågfrekventa artiklar med ett säsongsmönster 16 och 15 procent för vinter- respektive sommarsäsongen. Andelen artiklar med säsongsmönster för artiklar med överlager är 19 respektive 18 procent. Förhållandet mellan dessa två grupper är inte markant stort, och säsongsvariationerna påverkar inte uppkomsten av överlager i stor grad.
Tabell 11: Hur stor del av urvalets kapitalbindning som artiklar med ett säsongsmönster står för. Dessutom hur stor andel av artiklarna för både urval och alla lågfrekventa.
7.2.6 Artiklar med kvalitetsproblem, FQ Alla artiklar som är eller har varit FQ-artiklar de senaste åren går att identifiera i systemet. En analys av hur stor kapitalbindning dessa artiklar står för genomförs genom att se vilka artiklar som har denna FQ-flagga. Enligt tabell 12 är kapitalbindningen för dessa artiklar mindre än en procent och enbart 0,2 procent av artiklarna med överlager har denna markering. En uppfattning som författaren tillsammans med andra på Scania Parts delade var att FQ-artiklar troligtvis står för en stor del av överlagret. Ytterligare studie av tabell 12 ger att enbart 1,5 procent av alla lågfrekventa artiklar har en FQ-flagga. Därmed är det troligt att det är högfrekventa artiklar som ofta är FQ-artiklar. En annan tanke är att det ofta är nya artiklar som har kvalitetsproblem och att dessa inte kommer med på grund av den avgränsning som införts tidigare. Dock har även de gamla artiklarna varit nya och eftersom FQ-flaggan inte tas bort borde även de ha vart med. Men då FQ-flaggan är ett ganska nytt begrepp är dock detta en trolig orsak. Det vill säga att troligtvis är FQ-artiklar ofta nya och/eller högfrekventa artiklar.
Tabell 12: Hur stor del av urvalets kapitalbindning som artiklar med en FQ-flagga står för. Dessutom hur stor andel av artiklarna för både urval och alla lågfrekventa.
Lågfrekventa artiklarFQ Andel kapitalbindning Andel artiklar Andel artiklarNej 99,7% 99,8% 98,5%Ja 0,3% 0,2% 1,5%
Summa 100,0% 100,0% 100,0%
Urval
7.2.7 Produktsort En hypotes är att någon eller några artikelgrupper skapar mer överlager än någon annan. De artikelgrupper som finns är lastbil (T), buss (B), militärfordon (P), motor (E). Dock finns det artiklar som ingår i fler än en grupp och därmed analyseras alla gruppers kombinationer. En studie av tabell 13 resulterar i att lastbil står för en fjärdedel av kapitalbindningen, dock är en fjärdedel av artiklarna enbart lastbilsartiklar. Detta mönster följer genom alla grupper
Lågfrekventa artiklarSäsong Andel kapitalbindning Andel artiklar Andel artiklarVinter 19% 19% 16%
sommar 19% 18% 15%
Urval

Analys och resultat
38
och det innebär att produktsorten inte spelar någon roll för kapitalbindningen, detta då andelen artiklar är ungefär samma som den procentuella kapitalbindningen för de olika grupperna.
Tabell 13: Hur stor del av urvalets kapitalbindning som artiklar tillhörande olika produktsort står för. Dessutom hur stor andel av artiklarna för både urval och alla lågfrekventa.
7.2.8 Produktens serietillhörighet Det finns fyra olika lastbilsserier, 1 till 4. Varje artikel kan ingå i en eller flera serier. I analysen gäller att en artikel som ingår i flera serier kommer att tillhöra den senaste. Enligt tabell 14 så urskiljs samma mönster som för produktsort. Det vill säga att vilken serie en artikel tillhör påverkar inte uppkomsten av överlager då proportionerna mellan antal lågfrekventa artiklar och antal artiklar som har överlager är de samma.
Tabell 14: Hur stor del av urvalets kapitalbindning som artiklar tillhörande olika serie står för. Dessutom hur stor andel av artiklarna för både urval och alla lågfrekventa.
7.2.9 Säkerhetslager Idag generaliseras artiklarnas säkerhetslager genom att artiklar med samma beteende får samma täcktid i säkerhetslager. Om det beräknade säkerhetslagret är en stor del av det tillgängliga lagersaldot för artiklar med överlager kan säkerhetslager vara en orsak till att överlager uppstår. För att verifiera/falsifiera hypotesen att säkerhetslagret är en orsak till att överlager uppstår jämförs ett beräknat medel på säkerhetslagret för urvalet med ett medel på urvalets tillgängliga lagersaldo. För att få fram storleken på dagens säkerhetslager har den definierade täcktiden för respektive artikel multiplicerats med månadsprognosen dividerad med fyra. Anledningen till att månadsprognosen divideras med fyra är för att erhålla samma enhet som för täcktiden, det vill säga en vecka. Samma beräkningar har även utförts för alla
Lågfrekventa artiklarProduktsort Andel kapitalbindning Andel artiklar Andel artiklar lågfrekventa
T 24% 27% 22%B 16% 18% 23%P 8% 7% 11%E 6% 5% 5%
PT 10% 10% 9%BT 7% 5% 4%
PBT 6% 4% 3%PBTE 3% 4% 3%tomt 16% 13% 18%
Övriga 6% 7% 4%Summa 100% 100% 100%
Urval
Lågfrekventa artiklarSerie Andel kapitalbindning Andel artiklar Andel artiklar
4 22% 26% 34%3 44% 40% 32%2 9% 9% 7%1 9% 9% 8%0 1% 2% 2%- 16% 13% 18%
Summa 100% 100% 100%
Urval

Analys och resultat
39
lågfrekventa artiklar för att undersöka om det förekommer någon skillnad mellan dessa artiklars säkerhetslager och de som har överlager. Det vill säga har artiklar med ett definierat överlager generellt sett ett högre medel på säkerhetslagret, se tabell 15.
Tabell 15: Jämförelse mellan ett medelvärde på det tillgängliga lagersaldot och ett medelvärde på det idag angivna rekommendation på säkerhetslagret.
Urval Lågfrekventa Urval Lågfrekventa0,75 0,86 327 109
Medel SL Medel TLS
Denna grova analys visar att medelvärdet för det tillgängliga lagersaldot för både urvalet och alla lågfrekventa artiklar är större än det beräknade medelvärdet för säkerhetslagret. Dessutom observeras det att urvalets medelvärde inte är större än alla lågfrekventa artiklars medelvärde. Utifrån denna analys kan hypotesen att säkerhetslagret påverkar uppkomsten av överlager förkastas. Att värdet på säkerhetslagret blir så lågt för dessa artiklar beror på att prognosen ofta är väldigt låg eller noll Det säkerhetslagret används till är att täcka oförväntad efterfråga under ledtid samt i vissa fall variation av ledtiden. På Scania Parts Logistics AB anses ledtiden vara känd och därmed tas ingen hänsyn till variation i ledtid. Men ingen hänsyn tas heller till efterfrågans oförväntade variation under ledtiden. Att bara ta hänsyn till längden på ledtiden anses bristfälligt då två artiklar med samma ledtid kan ha olika variation i efterfrågan vilket med en individuell säkerhetslagersättning skulle generera olika storlek på säkerhetslagret. Men genom att ge artiklar med låg frekvens ett högre värde på säkerhetslagrets täcktid tas en viss hänsyn till artiklarnas variation då en artikel med en mindre tillförlitligare prognos har större sannolikhet att generera en större avvikelse. Dock är det inget som säger att en prognos är bättre för att en artikel är högfrekvent. Men då exponentiell utjämning, som är den prognosmetod som används idag, inte är lämplig för lågfrekventa artiklar kommer troligtvis artiklar med låg frekvens ha en större avvikelse. Dock anses detta vara en grov generalisering och kanske säkerhetslagersättning på artikelnivå är mer lämpligt. Ytterligare en orsak till att en annan metod än den som tillämpas i dagsläget kan vara mer användbar beror på att volymvärdet, som används idag, består av två parametrar som vardera förespråkar högt respektive lågt säkerhetslager. Dessa två parametrar är priset och efterfrågan. Logiskt sätt bör en artikel för en given efterfrågan med ett högt pris ha ett lägre säkerhetslager än en artikel med samma efterfråga fast med ett lägre pris. Detta då det kostar att lagerhålla. Dock bör en artikel med hög efterfråga rimligtvis ha en högre säkerhet än en artikel med lägre efterfråga, se figur 5.
Figur 5: Grå pil motsvarar prisets påverkan på säkerheten. Svart pil motsvarar efterfrågans påverkan på säkerheten. Pil nedåt innebär en lägre säkerhet och vise versa.
hög
Efterfråga
Pris
hög
låg
låg

Analys och resultat
40
Detta då kunden upplever den totala servicenivån och upplever därmed en högre service om artiklar som efterfrågas i stor kvantitet (och med hög frekvens) finns tillgängliga då de efterfrågas än om en artikel som efterfrågas i liten kvantitet (eller frekvens) inte skulle finnas. Skulle det dock förefalla så att artiklar med hög efterfråga generellt sätt även har ett högt standardpris skulle volymvärdet anses korrekt att använda. Dock förefaller det sig inte så enligt tabell 16 som visar att artiklar med högt standardpris i medel har en låg prognos. Tabell 16: Medelprognosen per månad för olika intervaller på standardpriset
Utifrån ovanstående resonemang är det av intresse att se hur mycket mer eller mindre ett säkerhetslager skulle binda i kapital om ett annat tillvägagångssätt för att bestämma säkerhetslager användes. Dagens säkerhetslager jämfördes med nya beräknade säkerhetslager baserade på SERV1, se formel 5, med en servicenivå på 96 procent. Att 96 procent valdes beror på att det är det mål man strävar efter att uppnå. De framräknade säkerhetslagersaldona med dagens tillvägagångssätt samt metoden då SERV1 används multiplicerades med standardpriset för att få fram kapitalbindningen. Analysen visar på att ett säkerhetslager baserat på SERV1 genererar en kapitalbindning i säkerhetslager som är nästan tolv gånger större än den som existerar i dagsläget. Att säkerhetslagret blir så mycket större har flera anledningar. En orsak är troligtvis att en servicegrad på 96 procent används. Enligt Johansson (1997) så tas ingen hänsyn till orderkvantiteterna vid användandet av SERV1. Detta skulle innebära att för artiklar som tas hem i stora batcher, vilket ofta är fallet för lågfrekventa artiklar, kommer inte ett högt värde på SERV1 generera en större säkerhet utan bara skapa en större kapitalbindning. En annan trolig orsak är att prognosmetoden för lågfrekventa artiklar inte är tillförlitlig och att det skapar stora avvikelser. Dessutom är ett antagande för användandet av SERV1 att värdena är normalfördelade.
7.3 Sammanställning Den utförda analysen resulterat i att inköparna påverkar uppkomsten av överlager. På vilket sätt går inte att undersöka vidare på grund av brist på information och det sätt information sparas idag. Men för att försöka minska detta överlager som inköparna skapar genom sitt val av hemtagningskvantitet skapas en modell som hjälpmedel till detta. Då andelen artiklar med överlager med en manuellt inlagd minkvantitet eller särkostnader ej är proportionellt med andelen lågfrekventa artiklar som har en inlagd minkvantitet respektive särkostnad kan hypotesen att systemet genom beräkning av den verkliga hemtagningskvantiteten påverkar uppkomsten av överlager verifieras. Dessutom har det påvisats att accepterandet av överskottslagersaldo från produktion har en stor del i att överlager skapas. Även artiklar med en snabbt nedåtgående efterfråga skapar överlager. Vad gäller säsongsartiklar kan denna hypotes förkastas. I tabell 17 sammanställs analysen genom att redovisa vilka av de
Standardpris (x) Medel av prognos per månadx>=90000 0,310000<=x<90000 0,45000<=x<10000 0,81000<=x<5000 3,3500<=x<1000 6,8100<=x<500 9,450<=x<100 12,410<=x<50 29,45<=x<10 47,0x<5 126,8

Analys och resultat
41
identifierade områdena som i en envariabelanalys indikerar på uppkomst av överlager och vilka som inte gör det. Tabell 17: Anger vilka hypoteser som verifierats respektive falsifierats.
En artikel kan ha både ett överskotts lagersaldo och en minkvantitet inlagd i systemet. Det vill säga att den stämmer in på ett eller flera kriterier. Detta påverkar analysen på sådant sätt att det kan vara svårt att avgöra om det är en viss enskild orsak som skapar överlager eller om det är ett samspel mellan flera orsaker. För att undersöka detta har en analys utförts över hur artiklarna överlappar varandra med hänsyn till de olika orsakerna. Analysen har utförts med ett maximalt samspel på tre och enbart för de orsaker som visat skapar överlager, se bilaga 4. För en illustration för tre av orsakerna se figur 6. I denna analys preciseras det ej vilka artiklar det är utan enbart hur många som har samma kriterier. Undersökningen visar på att överlappningarna inte är stora och därmed kan de funna orsakerna fortfarande sägas vara det som orsakar uppkomsten av överlager.
Figur 6: Visar på överlappningar mellan olika orsaker till överlager.
Analyserade hypoteser Veriferad FalsifieradInköp xMinimumkvantitet xSärkostnad xÖLS xErsättningar -Snabb nedgång av efterfrågan xSäsongsartiklar -FQ -Produktens serietillhörighet -Produktsort -Säkerhetslager -

Modellutformning
42
8 Modellutformning I detta kapitel ges ett förslag på en modell som ska vara ett hjälpmedel för att avgöra lämplig hemtagningskvantitet med avseende på totalkostnaden.
8.1 Totalkostnad En hypotes som inte har kunnats undersökas närmare utan som bara misstänks påverka uppkomsten av överlager är att inköparna genom sitt val av hemtagningskvantitet påverkar uppkomsten av överlager. För att få inköparna mer uppmärksamma på totalkostnaden av ett inköp tas en modell fram som hjälpmedel för detta beslutsfattande. Det är viktigt att inköparna har samma syn på totalkostanden och hur totalkostnaden påverkas av olika hemtagningskvantiteter. Att avgöra vilken kvantitet som skall anskaffas för en lågfrekvent artikel är inte en lätt uppgift. Det finns en mängd olika scenarier för vad som kan hända en artikel och därmed påverka de beräkningar som utförs i dagsläget. Flera saker måste tas hänsyn till då beslut om hemtagningskvantitet tas. Vad är risken för brist, risken för att en artikel ersätts, att efterfrågan dalar eller att artikeln rostar och därmed inte kan säljas etcetera. Idag är fokus till stor del riktat mot priset. Vissa inköpare försöker dock jobba aktivt med att ta hänsyn till totalkostnaden, men det är ändå viktigt att alla inköpare som jobbar med denna typ av artiklar får en bild över vilka delar och faktorer som påverkar totalkostnaden och hur de påverkar denna. För att rikta fokus mot totalkostnaden och få bort fokus från priset utformas en modell för hur inköparna bör jobba med hemtagning av lågfrekventa artiklar. Eftersom varje situation är unik går det inte att skapa en modell som kommer gälla i alla situationer. Därav kommer en beslutsmodell skapas som tar hänsyn till totalkostnaden. För att påvisa vad som påverkar totalkostnaden har ett orsak-verkan-diagram ställts upp, se figur 7, samt bilaga 5 för en utförligare bild.
Figur 7: Orsak-verkan-diagram över vilka faktorer som påverkar totalkostnaden.
Vid utformning av en modell är det av vikt att den är enkel och förstå och använda. Detta för att den ska bli användbar som ett hjälpmedel.
8.1.1 Lagerföringskostnad Lagerföringskostnaden, som består av kapitalbindning och riskkostnad, är beroende av hemtagningskvantiteten och är en stor del av totalkostnaden. För att avgöra denna kostnad

Modellutformning
43
används en lagerränta som kan beräknas enligt formel 8. För kapitalbindningen används en ränta på åtta procent då det idag är det angivna avkastningskravet. Enligt tidigare analys har det visat sig att en viss procent av artiklar med överlager har en fallande efterfråga. Denna fallande efterfråga kan leda till att artiklar så småningom måste skrotas. Ersättningar visade sig inte ha så stor påverkan på överlager, men det är en faktor som även spelar in tillsammans med inkurans etcetera. För att få med den risk det innebär att lagra artiklar måste ytterligare en procentsats adderas till avkastningskravet. Denna risk kan uppskattas i form av den försäkringspremie som betalas på lagret i Södertälje (Scania Parts Logistics AB äger inte lagret, men det ger en uppfattning om risken). Dessutom undersöks hur stor summa som skrotas jämfört med värdet på medellagret, se bilaga 6 Då försäkringssiffrorna är konfidentiella har denna risk ej tagits med i procentsatsen för lagerräntan. Den lagerränta som rekommenderas blir då 13,7 procent exklusive försäkringspremien. Ofta ligger denna ränta på mellan 20 och 30 procent i teorin. Att räntan ligger så högt där beror ofta på att en så kallad policyränta läggs på den uträknade räntan. Denna policyränta är ett medel för att driva omsättningen på lagret. Detta då en högre ränta leder till att kostnaden för lager ökar vilket är ett incitament för lägre hemtagningskvantitet.
8.1.2 Lagerhållningskostnad Lagerhållningskostnaden är kortsiktigt oberoende av den lagrade volymen. Dock är det viktigt att en medvetenhet finns att lagerhållning av artiklar tar plats och att kostnaden bara till viss del är oberoende av den lagrade volymen. När lagret uppnår en viss nivå kommer det krävas en utbyggnad av lagret vilket leder till ökade kostnader. Lagersituationen hos lagret i Södertälje ser idag ut som följer; lågfrekventa artiklar lagras till största delen på hyllfack, höglager, gång samt skrymme, se tabell 18. Av dessa lagerplatser är det först och främst skrymme som har bekymmer med lagerplats. Efter utskrotningar under hösten är plats på hyllfack inga problem längre. På gång lagras först och främst nyupplägg och denna kan därmed bortses ifrån.
Tabell 18: Hur stor andel av de lågfrekventa artiklarna som lagras på respektive plockplats.
Det smidigaste sättet är att ta med denna lagerhållningskostnad som en ränta i modellen trots att teorin förespråkar motsatsen. Denna ränta skulle ge en indikation på vad det kostar i avseende på lagerhållning. Det som kan göras är att dividera lagerhållningskostnaderna i lagret med värdet på genomsnittslagret. I detta avseende är det ytan som är det kritiska och därmed bör enbart hänsyn tas till hyreskostnaden och inte till exempelvis personalkostnad, kranar eller ställage. Anledningen till detta är att i detta fall är det ytan som är det kritiska och inte personalstyrkan. Då utrymmet enbart är kritiskt på skrymme skulle detta resonemang innebära att denna kostnad skulle inkluderas i lagerräntan enbart för skrymme artiklar. Detta skulle kunna genomföras genom att beräkna hyreskostnaden för plockplats
Plockplats AndelHöglager 30%Hyllfack 47%Skrymme 6%Gång 14%Övrigt 3%Summa 100%
Modellutformning
44
skrymme och dividera denna kostnad med värdet på medellagret för de artiklar som lagras på skrymme. Dock kan detta ge en missvisande bild då det är värdet som tas hänsyn till och inte volymen på artikeln (det var utrymme det var ont om). Genom detta resonemang anses inte lagerhållningskostnaden vara med i modellen utan inköparen bör själv vara uppmärksam på utseendet på artikeln och speciellt gällande artiklar på skrymme.
8.1.3 Transportkostnad Eftersom modellen berör lågfrekventa artiklar kan transportkostnaden bortses ifrån. Detta då denna kostnad troligtvis inte kommer spela en avgörande roll i hur stor kvantitet som beställs från en leverantör.
8.1.4 Ordersärkostnad Ordersärkostnaden är kostnaden för de administrativa kostnaderna som uppstår vid varje order. Då denna kostnad är beroende av hemtagningskvantiteten på så sätt att en lägre hemtagningskvantitet leder till frekventare hemtagning skall denna ingå i modellen. I fallet med lågfrekventa artiklar och en hög orderkvantitet kan dock denna kostnad bli missvisande då en hög orderkvantitet kan leda till att flera års täcktid av artikeln anskaffas. Detta innebär att kostnaden blir låg eftersom den slås ut på flera år och risken finns att kvantiteten aldrig förbrukas och kommer att ligga kvar i lager som en kapitalkostnad. I denna rapport har ingen ordersärkostnad beräknats och i många fall kommer denna kostnad inte att spela en avgörande roll då leverantörens ställkostnad i många fall är betydligt högre än ordersärkostnaden. I systemet idag är parametern ordersärkostnad satt till 150 kronor, i modellen kommer dock 300 kronor att användas.
8.1.5 Materialkostnad Enligt redovisningsmodellen uppstår inte en kostnad för artikeln då den hamnar i lagret utan kostnaden uppstår först då artikeln förbrukas. Detta innebär för lågfrekventa artiklar ett incitament till att köpa mer än vad som efterfrågas eftersom kostnaden inte uppstår förens artikeln säljs och det är därmed efterfrågan som tas med i en totalkostnadsmodell. Om en högre kvantitet köps in kommer styckpriset troligtvis att bli lägre än om en lägre kvantitet köps in. Med avseende på materialkostnaden blir denna lägre om en högre kvantitet anskaffas. Att styckpriset kan bli lägre om en större kvantitet anskaffas beror på en eventuell ställkostnad hos leverantören som slås ut på det antal artiklar som köps in.
8.1.6 Bristkostnad och servicegrad Bristkostnad eller servicegrad används för att dimensionera ett säkerhetslager. Då ett säkerhetslager används som säkerhet för att undvika brist vid variation i efterfråga under ledtiden kommer inte hemtagningskvantiteten påverkas av denna kostnad. Däremot måste denna kostnad tas hänsyn till vid den totala lagerstyrningen. Det som idag kan påverka denna kostnad med avseende på hemtagningskvantitet är att en diskussion om hur många artiklar som skall tas hem kan uppstå. Detta kan leda till att förhandlingarna kan dra ut på tiden och säkerhetslagret räcker inte till då ledtiden blir för lång. En modell som stöder inköparen skulle kunna påskynda detta beslut vilket indirekt kan leda till färre brister.
8.2 Totalkostnadsmodell Utifrån ovanstående information sätts en totalkostnadsmodell upp för att kunna optimera hemtagningskvantiteten. Totalkostanden är kostnaden för lagerföring samt lagerhållning, ordersärkostnad samt förbrukningskostnaden (materialkostnad), se formel 14.

Modellutformning
45
)()(2
)( QPDsQDQPhQQTK ⋅+⋅+⋅⋅= , där (formel 14)
Q = Hemtagningskvantiteten H = Lagerräntan D = Efterfrågan s = Ordersärkostnad P(Q) = Priset som funktion av orderkvantiteten, se formel 15 TK(Q) = Totalkostnad som en funktion av hemtagningskvantiteten
QPPQP r
f +=)( , där (formel 15)
Pf = Fasta delen av priset Pr = Leverantörens ställkostnad Detta ger en optimal hemtagningskvantitet enlig formel 16. Se bilaga 7 för utförligare uträkning.
( )hP
PsDQ
f
r
⋅+⋅⋅
=2
(formel 16)
Denna modell skiljer sig från den enkla EOQ-formeln genom att leverantörens ställkostnad kommer med i ordersärkostnaden. Leverantörens ställkostnad kan uppskattas utifrån de stafflade priser som erhålls från leverantör. EOQ-formeln har sina brister och förutsättningar, bland annat förutsätter den en kontinuerlig efterfråga. I fallet med lågfrekventa artiklar är efterfrågan inte alltid jämn utan kan variera rejält. Dessutom finns som sagt risken för skrotning, inkurans etcetera. På grund av denna risk utformas även modellen till att se hur stor kostnaden per artikel blir vid hemtagning av olika kvantiteter där bland annat hänsyn tas till hur inkurans risken förändras efter ett visst antal år, se bilaga 8.

Slutsats och rekommendationer
46
9 Slutsats och rekommendationer I detta kapitel ges förslag på förändringar som på sikt kan påverka uppkomsten av överlager.
9.1 Rekommendationer Nedan presenteras de rekommendationer som ges för respektive område där en förbättring anses vara genomförbar. Inköp Den framtagna beslutsmodellen för hur inköparna ska avgöra hemtagningskvantitet med avseende på totalkostnaden bör användas som stöd vid beslutsfattande. Det är viktigt att inköparna får en förståelse för metoden och hur de kan påverka totalkostnaden. För att öka förståelsen för modellen bör de vara överens om vilka faktorer som påverkar totalkostnaden och hur faktorerna påverkar varandra. Något annat som skulle underlätta för inköparnas beslutsfattande är om efterfrågehistoriken i systemet (transaktion rra12f) sparades för fler än två år tillbaka i tiden. Som det ser ut idag finns det efterfrågehistorik för sex år tillbaka i tiden, men det är enbart för de två senaste åren som möjligheten ges att se vem eller vad som genererat efterfrågan. Detta är till nytta för inköparen genom att möjlighet ges till att till exempel se om en stor kvantitet levererad till lagret i Belgien har efterfrågats där eller om större delen fortfarande finns kvar på hyllan. Då detta är värdefull information som inköparen skulle kunna ha nytta av för att avgöra den årliga efterfrågan bör denna information ej raderas. Ytterligare en rekommendation är att en lagerränta på 15 procent används i modellen. Detta då den framräknade räntan, då hänsyn till avkastningskrav och skrotningsrisk tas, ger en ränta på 13,7 procent. I denna ränta ingår ej ränta för försäkringspremie och därmed avrundas räntan upp till 15 procent för att delvis ta hänsyn till denna. Att använda en policyränta rekommenderas inte eftersom det enlig Mattson (2003) innebär ett accepterande av ökade kostnader för att uppnå minskade lager. Vad gäller ordersärkostnaden använder inköp idag en kostnad på 500 kronor medan denna kostnad i systemet är 150 kronor. I denna rapport har ingen ordersärkostnad beräknats, men en kostnad på runt 300 kronor anses rimlig. Minkvantitet Analysen påvisar brister i systemet som leder till stora överlager. En orsak till överlager är de minkvantiteter som manuellt matats in i systemet. Anskaffarna lägger in minkvant då inköp förhandlat fram ett pris som gäller för en viss kvantitet och avropet läggs på leveransplan eller då det finns en definierad förpackningsstorlek angiven i systemet. Att anskaffaren lägger in en minkvantitet om det finns en angiven förpackningsstorlek beror på att de anser att leverantören inte skulle acceptera en annan storlek än förpackningsstorleken. Detta resonemang fungerar så länge en artikels efterfråga är konstant och inte minskar. När det gäller lågfrekventa artiklar som inte säljs eller tas hem ofta finns det en stor risk att efterfrågan förändrats mellan behoven. Detta innebär att hela minkvantiteten tas hem trots att behovet inte finns. Som systemet fungerar idag kommer förpackningskvantiteten att användas om det beräknade behovet är större än eller lika med 70 procent av den angivna förpackningsstorleken, se bilaga 2. Detta innebär att en förpackningsstorlek är mest lämpad

Slutsats och rekommendationer
47
om behovet är tillräckligt stort och är så fallet kommer systemet att använda den. Om en artikel måste förpackas i en viss förpackningsstorlek på grund av till exempel skaderisken bör Parts Preparation (SLSLP) själva lägga in en minkvantitet. Enligt detta resonemang bör inte minkvantiteter på grund av förpackningsstorlek läggas in manuellt i framtiden. Dessutom bör förpackningsstorleken alltid läggas in som den minsta möjliga hemtagningskvantiteten, det vill säga innerenheten. Detta då systemet använder multiplar av denna om nödvändigt. Artiklar med minkvantitet genererade av inköp måste prisförhandlas på nytt om hemtagningskvantiteten förändras. För att undvika att överlager skapas på grund av dessa minkvantiteter kan inköparna undvika att lägga dessa artiklar på plan. Ett förfarande är att göra ett engångsköp, det vill säga låta artikeln ligga kvar på kvantitetsorder tills nästa gång ett behov uppstår och inköp får en ny impuls. Detta förfarande leder dock till en ökad arbetsbörda för inköpsavdelningen och dessutom triggar det leverantörer att höja priset vid en ny förhandlig med inköparen. På grund av detta måste minkvantiteter förekomma. För att i framtiden kunna undvika avrop som inte står mot det verkliga behovet kan en signal ange om ett avrop är större än till exempel ett års behov. Det finns idag en impulslista som kan plockas ut för detta ändamål. Denna lista kommer dock, om planerna skickas via EDI, ge signal efter att planen skickats till leverantör vilket då blir för sent för att ändra avropet. Det som måste göras då är, om nödvändigt, att leverantören kontaktas under måndagen för att undersöka om avropet kan ändras. I det nya planeringssystem som är under utveckling finns det dock en funktion där en manuell eller automatisk behovscheck kan utföras. Om denna funktion skulle sättas på artiklar med minkvant skulle det innebära att planen först måste godkännas manuellt innan den skickas vidare till leverantör. Detta kan dock leda till ett stort merarbete. Särkostnad För artiklar med en definierad särkostnad på artikelnivå bör en regelbunden genomgång ske för att se om denna kostnad fortfarande är aktuell. För att underlätta genomgången bör det datum då kostnaden lades in i systemet registreras. Detta för att undvika en genomgång av artiklar som nyligen lagts upp. En signal inlagd i systemet för att undvika stora avrop fungerar även för detta scenario. Snabb nedgång av efterfrågan Problemet med artiklar som snabbt minskar i efterfråga beror på att prognoserna inte hinner ställa om sig tillräckligt snabbt. Exponentiell utjämning, som är den prognosmetod som används idag, reagerar långsamt på förändringar och det föreligger därmed en risk att prognosen inte hinner ställa om sig. En fortsatt undersökning enbart för dessa artiklars beteende rekommenderas. Det vill säga att undersöka om det är en viss typ av artiklar som faller snabbt i efterfråga, vad det beror på, om det går att använda någon annan prognosmetod som reagerar snabbare på förändringar. För att se om några mönster kan urskiljas skulle det vara intressant att jämföra reservdelsutfall med produktionsvolymen för ett antal artiklar under några år. Överskottslagersaldo Rutinerna för att ta hem överskottslagersaldo från produktionsenheterna har förbättrats avsevärt de senaste åren. Tidigare var det upp till respektive anskaffare att avgöra om överskotts-lagersaldo skulle tas emot eller ej och det fanns ingen rutin över huruvida ett

Slutsats och rekommendationer
48
saldo skulle tas emot eller inte. Detta anses vara en orsak till det höga överskottslagersaldot som existerar idag. På senare år har ansvaret att avgöra om saldot skall tas emot eller ej lagts över på en enda person, men det finns ingen direkt rutin för när överskottslagersaldo skall tas emot. Det finns dock en medvetenhet om att det påverkar kapitalbindningen negativt trots att detta saldo bara värdekapitaliseras delvis. Det finns även indikationer från produktion att Scania Parts Logistics AB inte tar emot överskottslagersaldo lika villigt som tidigare. För att strukturera upp mottagandet av överskottslagersaldo bör en modell tas fram som hjälpmedel. Denna modell bör jämföra hur totalkostanden påverkas mellan att ta hem artiklar till produktions inköpspris jämfört med att köpa hem direkt från leverantör. Det finns dock fler infallsvinklar att ta hänsyn till när det gäller att avgöra om ett överskott skall tas emot eller ej. Scania har redan lagt ut pengar på artikeln och om det finns ett behov hos Scania Parts bör man ur Scanias totala kostnadssynpunkt ta emot detta. Dock finns det en annan syn på det hela. Genom att ta hem ett överskottslagersaldo kommer inga avrop från Scania Parts till leverantören skapas under x antal år, beroende på hur stort saldo som accepteras. Leverantören kan då komma att misstänka att efterfrågan inte finns längre och när väl ett avrop genereras finns risken att leverantören inte är beredd och leveransproblem som tidigare ej existerat uppstår. Detta kan generera problem med service gentemot kund och då en av Scanias grundläggande värderingar är kunden först så har detta stor betydelse. Detta genererar ett vågspel mellan Scanias produktionsenheter och Scania Parts Logistics AB. Rekommendationen är att mottagande av överskottslagersaldo bör undvikas i så stor grad som möjligt och att produktionsenheterna bör förbättra sina planeringsmetoder för att minska sina överlager så att Scania Parts Logistics slipper vara ett skrotlager. Säsongsartiklar Säsongsartiklarna visade sig inte påverka uppkomsten av överlager nämnvärt mycket. Däremot är det av vikt att dessa artiklar kan identifieras på ett bra sätt. Att som idag identifiera artiklarna och sedan manuellt ställa om prognosen genererar ett riskmoment som om det hanteras fel lätt leder till tillfälliga överlager. Om ett system kan identifiera dessa artiklar och själv påverka prognosen utan manuell inverkan minimeras denna risk. Inleveranser Denna eventuella orsak till överlager har inte verifierats/falsifierats, men för att undvika att ett eventuellt överlager skapas vid inleverans av artiklar utan avrop så ska godsmottagningen alltid kontakta anskaffaren. Finns det inget avrop för artikeln ska anskaffaren alltid kontakta leverantören och undersöka orsaken till att den skickades så att det inte föreligger några missförstånd. Finns inget avrop inlagt så behövs troligtvis inte artikeln och leveranser bör därmed returneras. Det finns dock undantag då en leverans inte behöver returneras. Ligger det en leverans inom en mycket snar framtid kan retur undvikas, dock ska leverantören kontaktas och avropet ändras. Är det ett rörligt avrop som leverantören skickat bör samma rutin följas. Leverantören måste vara medveten om att det finns rörliga respektive frysta avrop samt hur de betecknas i leveransplanen. När det gäller lågfrekventa artiklar så finns risken att det rörliga avropet inte skulle bli fryst.
Slutsats och rekommendationer
49
Livstidsbehov Anledningen till att livstidsbehovet inte har analyserats beror på att en artikel hemtagen med ett livstidsbehov inte har ett överlager i samma mening som övriga analyserade orsaker. Livstidsbehov är ett överlager, men ett medvetet sådant. Dock kan ett överlager, som inte är medvetet, uppstå för en livstidsbehovs artikel. Detta överlager kan ej upptäckas förens efter ett antal år. Om den kvantitet som då finns kvar är för stor i förhållande till efterfrågan baserat på när artikeln togs hem och i vilken kvantitet har artikeln ett överlager. Då hemtagningsdatum och livstidsbehovskvantitet inte lagras i systemet idag går det inte att undersöka om det föreligger överlager. För att i framtiden kunna se hur livstidsbehovshemtag påverkar uppkomsten till överlager måste hemtagningsdatum samt hemtagningskvantitet sparas. Nyupplägg När det gäller nyupplagda artiklar som inte har analyserats i detta arbete, skulle det vara intressant att se hur bra det första hemtagningsbehovet stämmer överens med det verkliga utfallet. Om det ofta förekommer att en för stor första kvantitet tas hem bör man öka medvetande graden hos projektinköparna. Att försöka få projektinköparna att förhandla om reservdelsbehovet så att inte samma kvantitet tas hem till Scania Parts Logistics AB som till produktionsenheterna. Prognostisering Prognosen är lagerstyrningens utgångspunkt. Det är därför viktigt att prognosen är en bra uppskattning av verkligheten. Den är grunden till flera beräkningar som volymvärdeklass, frekvensklass, hemtagningskvantitet, ersättningar. Detta innebär att om prognosen är fel påverkas det mesta. Prognostiseringen exponentiell utjämning som används i dagsläget är ingen bra metod för artiklar med varierande efterfråga eller perioder där det inte finns någon efterfråga. Prognosen kommer att skruvas upp kraftigt i de perioder då efterfrågan uppstår och sedan sjunker den sakta tills nästa efterfråga uppstår. Om problemet försöker lösas med en liten utjämningskonstant kommer prognosen reagera långsamt på förändringar vilket är negativt när det förekommer artiklar som faller snabbt i efterfråga. Bättre prognosmetod är därför en viktig orsak som måste jobbas vidare på. I det nya planeringssystemet kommer prognoserna att kunna styras och beräknas på olika sätt för olika typer av artiklar.
9.2 Slutsats För att Scania Parts Logistics AB i framtiden skall kunna minska sitt överlager bör de förslag som examensarbetet genererat användas. Nedan ges en sammanfattning över de tillvägagångssätt som anses kunna minska överlager. • Inköparna bör använda modellen i sitt beslutfattande angående hemtagningskvantitet. • Spara efterfrågehistoriken under sex år istället för två. Detta för att se vem som har
genererat efterfrågan. • Anskaffarna bör inte lägga in minkvantitet på grund av förpackningsstorlek i systemet. • Parts Preparation (SLSLP) bör själva lägga in en minkvantitet om en artikel måste
förpackas på ett visst sätt på grund av till exempel skaderisken. • Att systemet ger en signal om ett avrop är större än en viss periods behov • En särkostnad som läggs in i systemet bör efterföljas av ett datum. • Fortsatt studie för artiklar med en fallande efterfråga.

Slutsats och rekommendationer
50
• Överskottslagersaldo bör undvikas i så stor grad som möjligt. Produktionsenheterna bör istället se över varför de har stora kvantiteter över.
• Framtagande av en totalkostnadsmodell för hemtagandet av överskottslagersaldo. • Vid avvikelse vid inleverans ska godsmottagningen alltid kontakta anskaffaren.
Anskaffaren skall kontakta leverantören för att reda ut orsaken till leveransen. • Lagra datum och kvantitet för ett livstidsbehovshemtag.
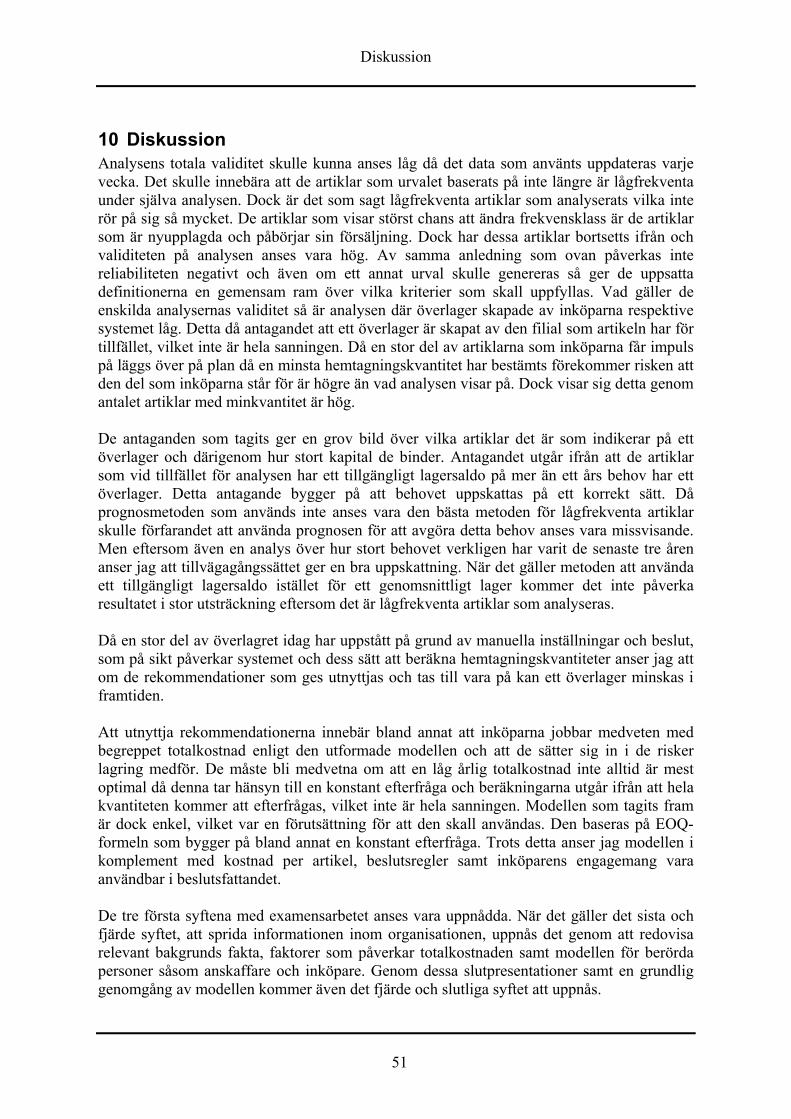
Diskussion
51
10 Diskussion Analysens totala validitet skulle kunna anses låg då det data som använts uppdateras varje vecka. Det skulle innebära att de artiklar som urvalet baserats på inte längre är lågfrekventa under själva analysen. Dock är det som sagt lågfrekventa artiklar som analyserats vilka inte rör på sig så mycket. De artiklar som visar störst chans att ändra frekvensklass är de artiklar som är nyupplagda och påbörjar sin försäljning. Dock har dessa artiklar bortsetts ifrån och validiteten på analysen anses vara hög. Av samma anledning som ovan påverkas inte reliabiliteten negativt och även om ett annat urval skulle genereras så ger de uppsatta definitionerna en gemensam ram över vilka kriterier som skall uppfyllas. Vad gäller de enskilda analysernas validitet så är analysen där överlager skapade av inköparna respektive systemet låg. Detta då antagandet att ett överlager är skapat av den filial som artikeln har för tillfället, vilket inte är hela sanningen. Då en stor del av artiklarna som inköparna får impuls på läggs över på plan då en minsta hemtagningskvantitet har bestämts förekommer risken att den del som inköparna står för är högre än vad analysen visar på. Dock visar sig detta genom antalet artiklar med minkvantitet är hög. De antaganden som tagits ger en grov bild över vilka artiklar det är som indikerar på ett överlager och därigenom hur stort kapital de binder. Antagandet utgår ifrån att de artiklar som vid tillfället för analysen har ett tillgängligt lagersaldo på mer än ett års behov har ett överlager. Detta antagande bygger på att behovet uppskattas på ett korrekt sätt. Då prognosmetoden som används inte anses vara den bästa metoden för lågfrekventa artiklar skulle förfarandet att använda prognosen för att avgöra detta behov anses vara missvisande. Men eftersom även en analys över hur stort behovet verkligen har varit de senaste tre åren anser jag att tillvägagångssättet ger en bra uppskattning. När det gäller metoden att använda ett tillgängligt lagersaldo istället för ett genomsnittligt lager kommer det inte påverka resultatet i stor utsträckning eftersom det är lågfrekventa artiklar som analyseras. Då en stor del av överlagret idag har uppstått på grund av manuella inställningar och beslut, som på sikt påverkar systemet och dess sätt att beräkna hemtagningskvantiteter anser jag att om de rekommendationer som ges utnyttjas och tas till vara på kan ett överlager minskas i framtiden. Att utnyttja rekommendationerna innebär bland annat att inköparna jobbar medveten med begreppet totalkostnad enligt den utformade modellen och att de sätter sig in i de risker lagring medför. De måste bli medvetna om att en låg årlig totalkostnad inte alltid är mest optimal då denna tar hänsyn till en konstant efterfråga och beräkningarna utgår ifrån att hela kvantiteten kommer att efterfrågas, vilket inte är hela sanningen. Modellen som tagits fram är dock enkel, vilket var en förutsättning för att den skall användas. Den baseras på EOQ-formeln som bygger på bland annat en konstant efterfråga. Trots detta anser jag modellen i komplement med kostnad per artikel, beslutsregler samt inköparens engagemang vara användbar i beslutsfattandet. De tre första syftena med examensarbetet anses vara uppnådda. När det gäller det sista och fjärde syftet, att sprida informationen inom organisationen, uppnås det genom att redovisa relevant bakgrunds fakta, faktorer som påverkar totalkostnaden samt modellen för berörda personer såsom anskaffare och inköpare. Genom dessa slutpresentationer samt en grundlig genomgång av modellen kommer även det fjärde och slutliga syftet att uppnås.

Referenser
52
Referenser Skriftliga Aronsson, H., Ekdahl, B. & Oscarsson, B. (2003). Modern logistik – för ökat lönsamhet. Malmö: Liber Ekonomi. ISBN 91-47-06489-7 Axsäter, S. (1991). Lagerstyrning. Lund: Studentlitteratur. ISBN 91-44-33491-5 Bosrup, L. (1983). Lager och lagerstyrning. Malmö: Liber Förlag. ISBN 91-38-61107-4 Bowersox, Donald J. & Closs, David J. (1996). Logistical management: the intergrated supply chain process. New York: McGraw-Hill. ISBN: 0-07-006883-6 Ejvegård, R. (2003). Vetenskaplig metod. Lund: Studentlitteratur. ISBN 91-44-02763-X Hagberg, L., Henriksson, T. & Sundqvist, B-M. (1995). Lönsamt underhåll : 8 steg till säkrad produktion, Ekonomisk reservdelsstyrning. Lund: Life Cycle Profit AB. ISBN 91-972362-7-6 Holme, I-M. & Solvang; B. (1997). Forskningsmetodik, om kvalitativa och kvantitativa metoder. Lund: Studentlitteratur. ISBN 91-44-00211-4 Hopp, Wallace J. & Spearman, Mark L. (1996). Factory physics : foundations of manufacturing management. Chicago: Irwin. ISBN 0-256-15464-3 Johansson, K-E. (1997). Driftsäkerhet och underhåll. Lund: Studentlitteratur. ISBN 91-44-00245-9 Krajewski, Lee J. & Ritzman Larry P. (2002). Operations management – Strategy and analysis. 6:e upplagan. Upper Saddle River, NJ.: Prentice Hall. ISBN 0-201-61545-2 Lambert, Douglas M. & Stock, James R. (1993). Strategic logistics management. Homewood, Ill.: Irwin. ISBN 0-256-08838-1 Lekvall, P. & Wahlbin, C. (1993). Information för marknadsföringsbeslut. Göteborg: IHM förl. ISBN 91-86460-63-3 Lumsden, K. (1998). Logistikens grunder. Lund: Studentlitteratur. ISBN 91-44-00424-9 Mattsson, S-A. (1999). Effektivisering av materialflöden i supply chains. Växjö: Institutet för transportekonomi och logistik. ISBN 91-7636-205-1 Olhager, J. (2000). Produktionsekonomi. Lund: Studentlitteratur. ISBN 91-44-00674-8 Persson, G. & Virum, H. (1998). Logistik för konkurrenskraft. Malmö: Liber Ekonomi. ISBN 91-47-04331-8

Referenser
53
Segerstedt, A. (1999). Logistik med fokus på material- och produktionsstyrning. Malmö: Liber ekonomi. ISBN 91-47-04390-3 Storhagen, Nils G. (1997) Materialadministration och logistik –grunder och möjligheter. Malmö: Liber-Ekonomi. ISBN 91-47-04168-4 Tidsskrifter Mattsson, S-A. (2003). Optimerade totalkostnader eller manipulerad kapitalbindning. Bättre Produktivitet, 2, sidnr. 12-14. ISSN 1402-1145 Internt material Cardell, M. och Fröidh, N. (2001). Theory for the Supply Control Departmen,t Scania Parts Logistics AB. Scania Inline, 19 December 2003 Personliga referenser Handledare: Cardell Martin Manager Supply Control and Development, SLSBA Forsberg, Rolf Luleå Tekniska universitet Scania referenser Wester, Peter Parts Purchasing, SGP Lindberg, John Projekt och utveckling, SLDD Hjortsmarker, Kerstin Supply Control and Development, SLSBA Persson, Mattias Supply Control and Development, SLSBA Dahl, Peter Supply Control and Development, SLSBA Eriksson, Ulrik Q-team, SLSL Hellerqvist, Catharina Manager Parts Preparation, SLSLP Stoor, Ingemar Parts Purchasing, SGP Steinnagel, Bodo Interna Logistiksystem, SLDM Fröidh, Nina Product Engineering, REE Haavisto, Monica Parts Preparation, SLSLP Thuresson, Leif Finance and Control, SLF Karlsson, Anders Produktionsteknisk grupp, SLSLU
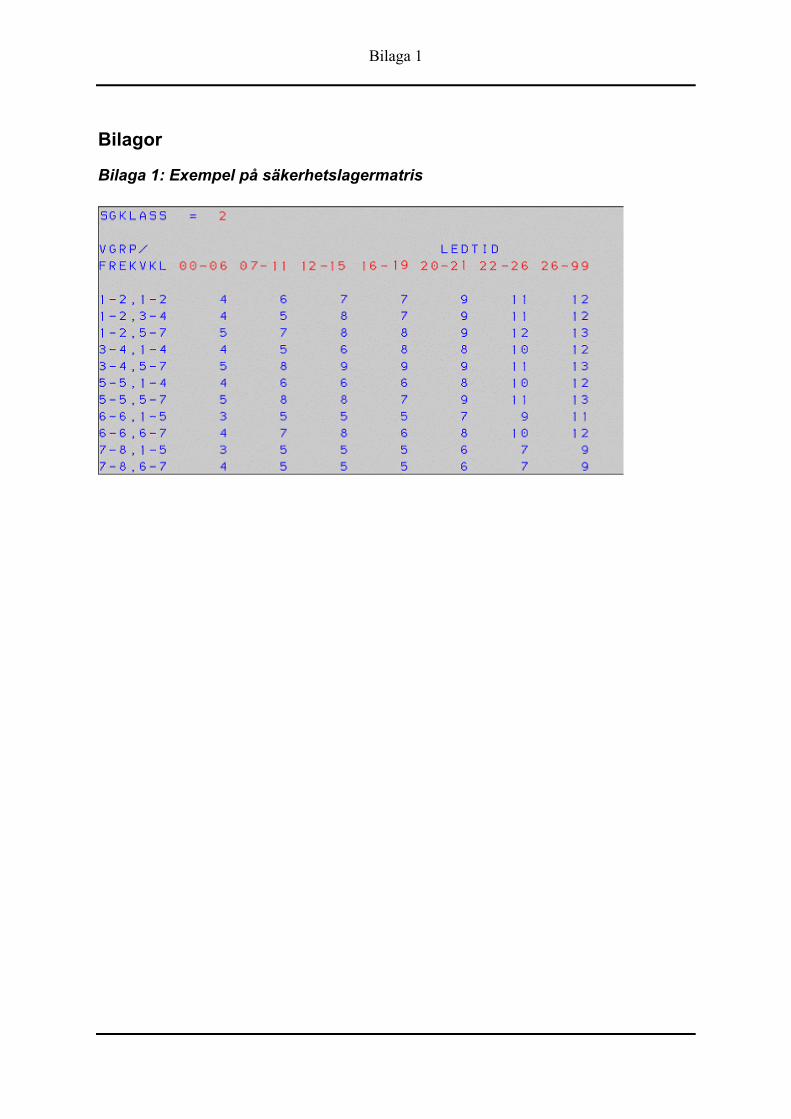
Bilaga 1
Bilagor
Bilaga 1: Exempel på säkerhetslagermatris
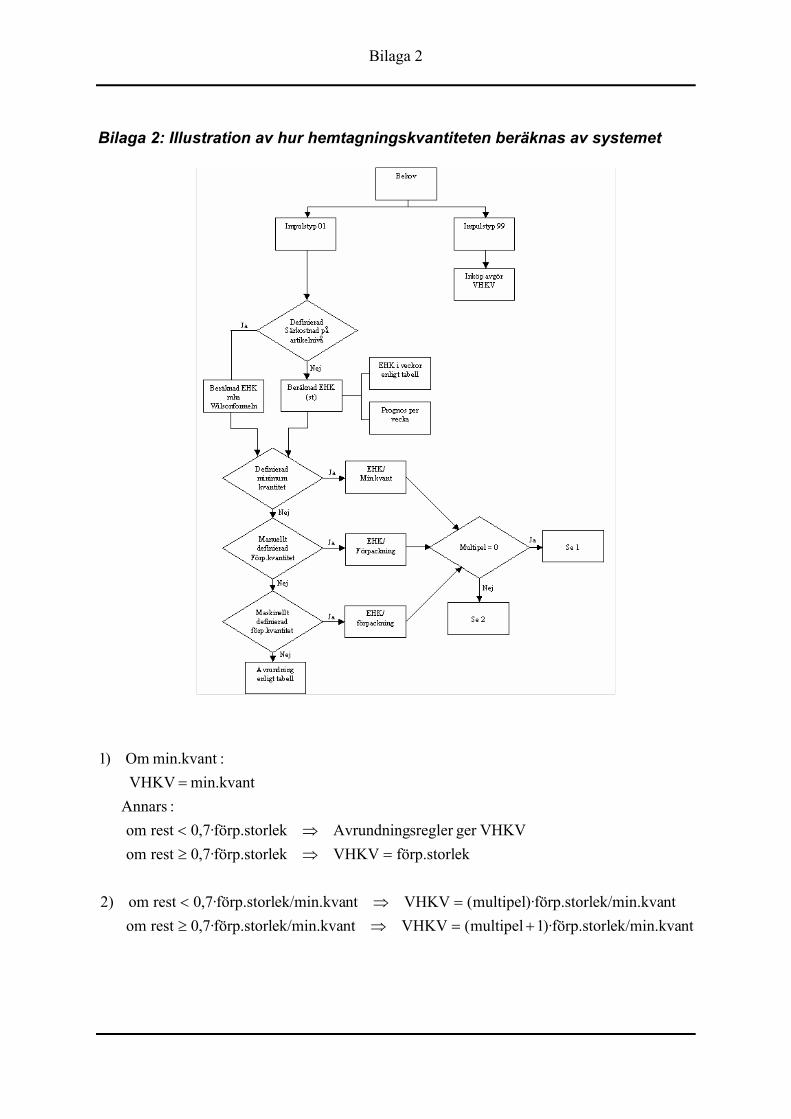
Bilaga 2
Bilaga 2: Illustration av hur hemtagningskvantiteten beräknas av systemet
ntek/min.kvaförp.storl)·1multipel(VHKVntek/min.kvaförp.storl·7,0restomntek/min.kvaförp.storl)·multipel(VHKVntek/min.kvaförp.storl·7,0restom)2
ekförp.storlVHKVekförp.storl·7,0restomVHKVger sregler Avrundningekförp.storl·7,0restom
:Annarsmin.kvant VHKV
:min.kvant Om)1
+=⇒≥=⇒<
=⇒≥⇒<
=

Bilaga 3
Bilaga 3: Orsak-verkan-diagram - överlager

Bilaga 4
Bilaga 4: Överlappningar
Det som undersökts är hur stor andel av urvalet på 5818 stycken som har ett, två eller tre av kriterierna uppfyllda.
ÖLS Minkvant SärkostFallande efterfråga Filial 99
ÖLS 23% 3% 5% 4% 10%min.ehk 3% 22% 3% 3% 2%särkost 5% 3% 18% 3% 10%fallande efterfråga 4% 3% 3% 16% 5%imp 99 10% 2% 10% 5% 28%
ÖLS Minkvant SärkostFall av
efterfråga Filial 99ÖLS/minkvant - - 0,3% 0,4% 0,3%ÖLS/särkost - - - 0,8% 4,1%ÖLS/fallande - - - - 1,4%minkv/särkost - - - 0,5% 0,5%minkv/fallande - - - - 0,5%särkost/fallande - - - - 1,5%
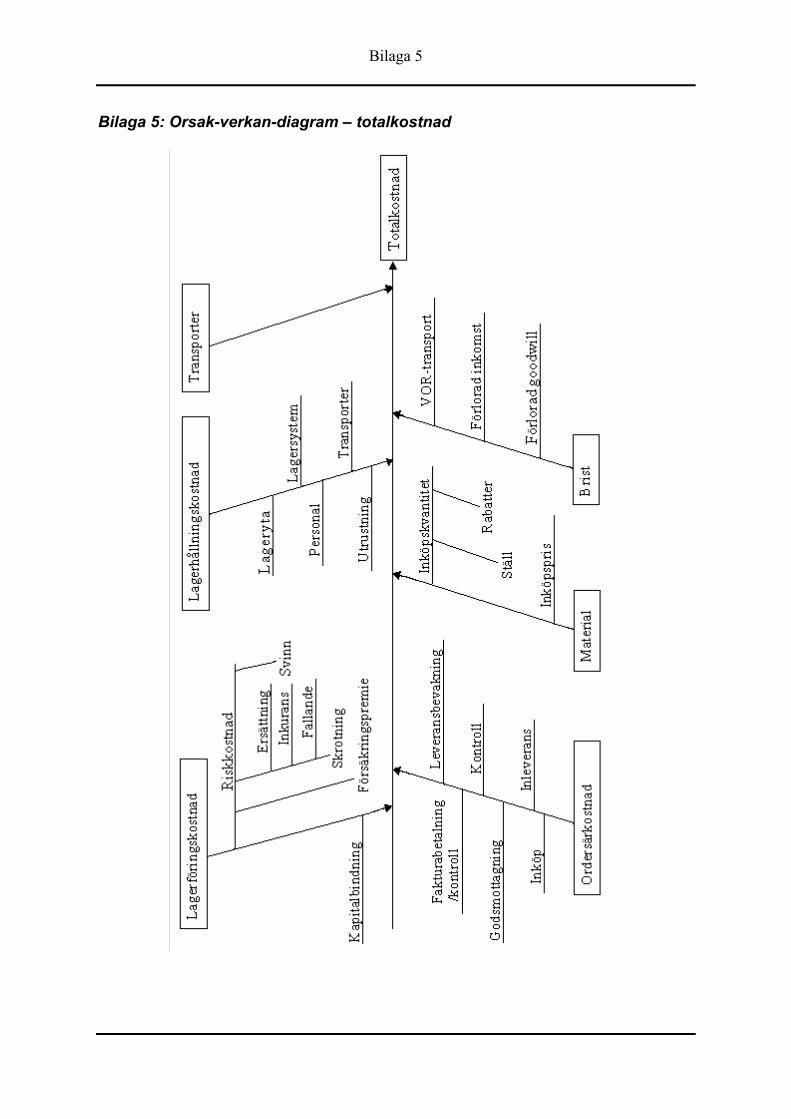
Bilaga 5
Bilaga 5: Orsak-verkan-diagram – totalkostnad

Bilaga 6
Bilaga 6: Skrotningsrisk Skrotningsrisk För att få en uppfattning om vad risken för skrotning är har värdet på de artiklar som skrotats under år 2002 och 2003 beräknats. Denna siffra jämförs därefter med värdet på genomsnittslagret för alla lågfrekventa artiklar. Skrotning Det förekommer olika typer av skrotning. Den ena är skrotning som utförs då en artikel inte har haft någon efterfråga på tre år och inte tillhör serie 4. Den andra typen av skrotning är skrotning som sker på grund av tekniska skäl, som att en artikel blir ersatt av en annan artikel. Artiklar som blivit skrotade på grund av låg efterfråga finns samlade i två olika Excel-filer och information om teknisk skrotning erhölls genom genererande av Excel-filer från fokus. I dessa filer finns information om antal skrotade artiklar, men ingen information om standardpriset. Genom att länka dessa filer med en fil som innehåller information om alla artiklar som funnits kan standardpriset erhållas och därigenom kan värdet av de skrotade artiklarna beräknas. Standardpriset i filen med information om alla artiklarna borde vara korrekt då priset inte uppdateras då en artikel skrotats. Artiklarnas värde beräknas som antal skrotade artiklar multiplicerat med artikelns standardpris då den skrotades. Dessa siffror är konfidentiella och visas därför inte i denna rapport. Genomsnittslager Varje dag de senaste åtta månaderna har det aktuella lagersaldot per artikel registrerats och sparats. Denna information används för att beräkna ett genomsnittslager. Ett medellagersaldo per artikel beräknas per månad med hjälp av Microsoft Access (juni år 2003 till och med januari år 2004). Ett genomsnittslager för alla lågfrekventa artiklar samt för det urval som lede till 66683 artiklar beräknas. Genomsnittslagret beräknas genom att ta ett medel av medellagersaldot de åtta senaste månaderna. Dessutom adderas ett eventuellt överskottslagersaldo till detta saldo då denna siffra inte finns inkluderat i det saldo som registreras per dag. För att få fram värdet på lagret multipliceras genomsnittslagret med det aktuella standardpriset. Denna siffra jämförs därefter med värdet på de skrotade artiklarna för att se ur stor del av genomsnittslagret som skrotas ut, se tabell 19. Tabell 19: Hur stor del av de lågfrekventa artiklarna som skrotats under år 2002 respektive 2003.
Värde på genomsnittslagret (lågfrekventa) xxxAndel av lagret som skrotats 2003 4,7%Andel av lagret som skrotats 2002 4,6%
Värde på genomsnittslagret (alla) xxxAndel av lagret som skrotats 2003 2,1%Andel av lagret som skrotats 2002 2,0%

Bilaga 7
Bilaga 7: Hemtagningskvantitetsformel Totalkostnad = lagerföringskostnad + ordersärkostnad + materialkostnad
)()(2
)( QPDsQDQPhQQTK ⋅+⋅+⋅⋅= , där
TK(Q) = Totalkostnad som en funktion av hemtagningskvantiteten Q = Hemtagningskvantitet, [st] h = Lagerräntan, [%] D = Årlig efterfråga, [st] s = Ordersärkostnad, [kr] P(Q) = Priset som funktion av orderkvantiteten, tecknas som:
QPPQP r
f +=)( , där
Pf = Fasta delen av priset Pr = Leverantörens ställkostnad Beräkning av optimal orderkvantitet Q med avseende på den årliga kostnaden:
⇒⋅⋅+⋅+⋅⋅+⋅
+⋅⋅
=
⇒
+⋅+⋅+
+⋅⋅=
⇒⋅+⋅+⋅⋅=
QPDPD
QsDPhQ
PhQTK
QPPDs
QD
QPPhQQTK
QPDsQDQPhQQTK
rfrf
rf
rf
1122
)(
2)(
)()(2
)(
Derivering med avseende på Q ger:
222 QPD
QsDPh
dCdTK rf ⋅
−⋅
−⋅
=
Derivatan sätts till noll:
f
r
f
r
rf
PhPsDQ
PhPsDQ
QPD
QsDPh
⋅+⋅⋅
=
⇒⋅+⋅⋅
=
⇒=⋅
−⋅
−⋅
)(2
)(2
02
2
22

Bilaga 8
Bilaga 8: Modell utdrag ur Microsoft Excell

Bilaga 8
Risk- och lagerkostnader för olika hemtagningskvantiteter:

Bilaga 8
Modellförklaring Efterfråga: Statistik för hur stor efterfrågan har varit de sju senaste åren. Information tas från transaktion rra12f. Årlig efterfråga: Prognos för hur den framtida efterfrågan kommer att se ut. Beräknas med exponentiell utjämning med ett alfavärde på 0,3. Denna parameter går att ändra under flik ”trend och förpackning” i modellen Statistik från år 2004 bortses ifrån då det endast är ett fåtal månader inkluderat hitintills. Möjlighet finns att mata in ett eget värde, om så är fallet används detta värde i första hand. Nedåtgående trend: Syns det en tydligt nedåtgående trend som inte stagnerar ange ja/yes/j/y…, annars ange nej/no/n… Serie: Vilken serie artikeln tillhör ses i transaktion ras02e. Om ingen serie är angiven använd siffran 1. Förpackningsstorlek: Om en definierad förpackningsstorlek finns för artikeln anges denna här. Ordersärkostnad: Denna kostnad är ett fastställt värde. Om det finns en hög ställkostnad från leverantör kommer detta värde inte att påverkas nämnvärt. Lagerränta: Se kapitel 8.1.1. Pris (fast): Det styckpris som betalas per artikel. Ställkostnad: Leverantörens ställkostnad. Denna kostnad betalas varje gång en order läggs. Det blir därmed en rörlig del av styckpriset. Ställkostnaden kan variera för val av olika hemtagningskvantiteter på grund av tillverkning i olika maskin hos leverantör. Qoptimum: Utifrån den angivna informationen kommer en optimal hemtagningskvantitet att beräknas enligt formel 16. Observera att trots att viss hänsyn till risken tagits genom att sätta lagerräntan till 15 procent så är risken för att ta hem lågfrekventa artiklar stor och det är inte säkert att räntan fångar upp detta på ett bra sätt. Därför kommer ett maximalt tak för hemtagningskvantiteten att rekommenderas. Detta tak anges Qtak. Qtak: Beräknas först och främst utifrån vilken serie en artikel tillhör samt om det finns en tydligt nedåtgående trend i efterfrågan. Om en tydligt nedåtgående trend syns spelar det ingen roll vilken serie en artikel tillhör, taket sätts till maximalt ett års behov. Finns det ingen trend så kommer det maximala taket bero på vilken serie en artikel tillhör. Tillhör en artikel serie 0 till 3 kommer taket att ligga på två års behov, medan taket för en serie 4 artikel ligger på tre år. Om taket genererar en ökning i den totala kostnaden per år på mer än 20 procent jämfört med det optimala kommer en rekommendation på hemtagningskvantitet ges som ger en ökning av exempelvis maximalt 20 procent. Denna kvantitet beräknas med hjälp av

Bilaga 8
problemlösaren (under flik ”problemlösaren”) och måste uppdateras vid varje ändring av Qopt för att modellen ska generera ett korrekt resultat. Qförpackning: Finns det en definierad förpackningsstorlek jämförs denna med den beräknade optimala hemtagningskvantiteten på samma sätt som systemet beräknar detta, se bilaga 1. Finns ingen förpackning definierad är denna blank Skillnad mellan systemets beräkning och denna är att ingen tabell för avrundningsregler används. Är detta alternativet kommer denna ruta att bli blank. Qeget: Förslag på hemtagningskvantitet kan anges. Total inköpskostnad: Den beräknade hemtagningskvantiteten multiplicerad med prisfunktionen, se formel 15. (Summa) lagerföringssärkostnad: Den summa lagerföringssärkostnaderna genererar under hemtagningskvantitetens täcktid, se tabell för risk- och lagerkostnader för olika hemtagnings-kvantiter. (Summa) riskkostnad: Den summa riskkostnaden genererar under hemtagningskvantitetens täcktid, se tabell för risk- och lagerkostnader för olika hemtagningskvantiter. Totalkostnad: Summan av inköpskostnad, ordersärkostnad, lagerföringssärkostnad samt riskkostnad. Kostnad/styck: Totalkostnaden dividerad med hemtagningskvantiteten. Täcktid (veckor): Det antal veckor den angivna hemtagningskvantiteten beräknas räcka med avseende på den givna årliga efterfrågan. Täcktid (år): Det antal år den angivna hemtagningskvantiteten beräknas räcka med avseende på den givna årliga efterfrågan. Totalkostnad/år (TK/år): Den årliga totala kostnaden. Beräknas enligt formel 14. Pris/styck: Styckpriset beräknad enlig formel 15. Rekommenderad orderkvantitet: Finns det en angiven kvantitet baserad på förpacknings-storleken så kommer dess totalkostnad per år att jämföras med den optimala totalkostnaden per år. Överstiger denna kvantitet en ökning i totalkostnad med mer än 20 procent så kommer Qtak att användas annars används Qförp. Finns ingen angiven kvantitet baserad på förpackningsstorlek kommer Qtak att användas. Ökning av TK/år: Hur stor procentuell ökning som det rekommenderade värdet på Q genererar jämfört med Qopt. Ökning/minskning av kostn/styck: Denna siffra anges för det Q som anges manuellt. Det anger hur stor procentuell ökning respektive minskning det angivna Q genererar jämte Qopt. Vill denna siffra erhållas för det rekommenderade Q kan detta värde matas in som eget värde.
Bilaga 8
Modellförklaring – risk och lagerkostnader Efterfråga/år: Hemtagningskvantiteten fördelad per år. Inkuransrisk: Risken för att en vara blir inkurant efter x antal år, där x är mellan 1 och 10 år. Lagerföringssärkostnad: År ett beräknas denna som halva årliga efterfrågan subtraherad från hemtagningskvantiteten multiplicerat med lagerräntan och prisfunktionen. År två antas den årliga efterfrågan år ett vara förbrukat så denna beräknas som efterfrågan år ett samt halva årliga efterfrågan subtraherad från orderkvantiteten multiplicerad med lagerräntan och prisfunktionen, etcetera. Riskkostnad: Beräknas på samma sätt som lagerföringssärkostnaden med skillnaden att inkuransrisken respektive år används istället för lagerräntan. Rutin - modell Ange information, steg 1-5:
1. Efterfrågan de senaste 5 åren. Hämtas från transaktion rra12f.
Möjlighet att bedöma efterfrågan själv finns. Detta värde används i första hand.
2. Syns det en tydligt nedåtgående trend som inte stagnerar? Ange ja eller nej. 3. Vilken serie tillhör artikeln? Finns ingen serie angiven ange siffran 1.
4. Finns det en given förpackningsstorlek i transaktion ras35e? Ange den då annars
lämna detta fält blankt.
5. Pris/st samt ställkostnad matas in. Om stafflade priser är angivna kan en uppfattning om dessa siffror fås under fliken ”ställ samt pris per st”.
6. Vid varje ändring av värden som påverkar Qopt måste problemlösaren användas.
⇒ en rekommenderad efterfråga genereras.
Beslutssteg:
1. Är denna kvantitet rimlig? 2. Är det den kvantitet som genererar den lägsta kostanden/styck? Om nej, jämför det
rekommenderade Q med det som genererar en lägre kostnad per styck med avseende på kostnad per år samt lagertäckningstid. Ha alltid risken för inkurans i åtanke!
3. Hur utrymmeskrävande är artikeln. Lagras en artikel på skrymme kan stora
kvantiteter vara ett problem. Bedöms i fall från fall.