Embed Size (px)
DESCRIPTION
Viseći konvejer
Citation preview

Mašinski fakultet u Zenici Akademska 2014/2015. godina
Transportna sredstva
Odsjek:Održavanje
Seminarski rad:
Viseći konvejeri
Student: Predmetni nastavnik:
Karalić Tarik doc. dr. Fuad Hadžikadunić dipl. inž. maš.
TRANSPORTNA SREDSTVA VISEĆI KONVEJERI
1
SADRŽAJ
SADRŽAJ ................................................................................................................................................... 1
1. UVOD ............................................................................................................................................... 2
2. PRIMJERI RJEŠENJA IZ INDUSTRIJSKIH APLIKACIJA .......................................................................... 3
3. VISEĆI KONVEJERI ............................................................................................................................ 5
3.1. Općenito o visećim konvejerima ............................................................................................. 5
3.2. Putanja konvejera .................................................................................................................... 7
3.3. Kolica konvejera .................................................................................................................... 10
3.4. Pogonska stanica visećeg konvejera ..................................................................................... 12
3.5. Zatezni uređaj visećeg konvejera .......................................................................................... 13
4. PRORAČUN VISEĆIH KONVEJERA ................................................................................................... 14
4.1. Proračun kapaciteta visećih konvejera .................................................................................. 14
4.2. Analiza ritma rada ................................................................................................................. 16
4.3. Utvrđivanje razmaka nosilica na visećem konvejeru ............................................................ 16
4.4. Sile zatezanja u vučnom organu, otpori kretanja i snaga za pogon konvejera ..................... 18
5. STANDARDI ZA VISEĆE KONVEJERE ............................................................................................... 22
6. ODRŽAVANJE VISEĆIH KONVEJERA ............................................................................................... 23
LITERATURA ........................................................................................................................................... 24
POPIS SLIKA I TABELA ............................................................................................................................ 25

TRANSPORTNA SREDSTVA VISEĆI KONVEJERI
2
1. UVOD Konvejeri su specijalna postrojenja unutrašnjeg transporta, koji se pimjenjuju u sistemu tekuće
odnosno protočne proizvodnje. Konvejeri spadaju u grupu transportnih uređaja sa neprekidnim
dejstvom, jer se radni organ kreće u zatvorenom krugu. Funkcionalno su konvejeri najtjesnije
sinhronizovani sa tehnološkim procesom proizvodnje. Po svojim funkcijama konvejeri se mogu
razvrstati na transportne, tehnološke i rasporedne konvejere. Prema načinu kretanja i konstrukciji
sastavnih dijelova, a posebno položaju putanje, konvejeri se mogu razvrstati u dvije osnovne grupe
koje se dalje granaju u podvrste. Dvije osnovne grupe konvejera su viseći konvejeri i hodajući konvejeri.
Viseći konvejeri se kreću po krutoj šini koja je postavljena iznad operativnih površina, a to znači i iznad
radnih mjesta, pri čemu je omogućena promjena pravca linije transporta, kako u horizontalnoj ravni,
tako i u vertikalnoj. Karakteristika ovih konvejera je da nosilice tereta odnosno predmeta rada imaju
viseći položaj iako u konstruktivnim varijantama ima i drugih rješenja.
Poseban akcent ovog seminarskog rada će biti stavljen na održavanje visećih konvejera, s obzirom da
je autor seminarskog rada ovog odsjeka na mašinskom fakultetu.

TRANSPORTNA SREDSTVA VISEĆI KONVEJERI
3
2. PRIMJERI RJEŠENJA IZ INDUSTRIJSKIH APLIKACIJA Viseći konvejeri su našli primjenu u raznim granama industrije od kojih su neke:
1. Automobilska industrija-za transport dijelova automobila, najčešče karoserije. Primjer ovakve
primjene je dat na sljedećoj slici:
Slika 1. Primjena overhead konvejera u automobilskoj industriji
2. Prehrambenoj industriji-za transport proizvoda (hrane). Primjer je dat na sljedećoj slici:
Slika 2. Primjena overhead konvejera u prehrambenoj industriji

TRANSPORTNA SREDSTVA VISEĆI KONVEJERI
4
3. Tekstilnoj industriji-za transport tekstilnih proizvoda. Primjer je dat na sljedećoj slici:
Slika 3. Primjena overhead konvejera u tekstilnoj industriji
4. Metalnoj industriji. Primjer je dat na sljedećim slikama:
Slika 4. Primjena overhead konvejera u metalnoj industriji
kao i u drugim granama industrije.

TRANSPORTNA SREDSTVA VISEĆI KONVEJERI
5
3. VISEĆI KONVEJERI
3.1. Općenito o visećim konvejerima Viseći konvejeri se primjenjuju u unutrašnjem transportu kao transportni, tehnološki, ili rasporedni
konvejer. U prvom slučaju ovaj uređaj sa neprekidnim dejstvom primjenjuje se za prijenos raznog
komadnog tereta, kao što su: dijelovi, mašine, kutije, vreće, bale, sanduci, a u izvjesnim uslovima i
rasuti teret u odgovarajućim posudama kao nosilicama tereta. U drugom i trećem slučaju, to jest kao
tehnološki i rasporedni konvejeri primjenjuju se za međuoperacioni transport dijelova i komada kao
predmeta rada, a u raznim granama privrede-u proizvodnji mašina i opreme, proizvodnji
elektroindustrije, tekstilne industrije, prehrambene i drugih industrijskih grana masovne proizvodnje
istih ili konstruktivno sličnih proizvoda.
Kako je već spomenuto, kolica ovih konvejera se kreću po šinama postavljenim iznad operativnih
površina, dok nosilice zajedno sa teretom poredane jedna iza druge i vezane vučnim lancem imaju
viseći položaj.
Viseći konvejer uopšte sastoji se iz sljedećih glavnih dijelova:
o Šinske putanje
o Noseće naprave (kolica sa nosilicom)
o Vučnog organa( obično lanac, a rjeđe i uže) koji se šarnirno povezuje za kolica
o Pogonske stanice (jedne ili više njih)
o Zateznog uređaja
o Skretnih uređaja
o Drugih pomoćnih dijelova (npr. Sigurnosne naprave i sl.)
Na slici 1. je data šema tehnološke linije visećeg konvejera, koji je primjenjen u serijskoj proizvodnji
električnih aparata za domaćinstvo. Čitava linija konvejera podjeljena je u dva dijela sa dvije pogonske
stanice. Tehnološki proces proizvodnje koji opslužuje ovak konvejer sastoji se u obradi nekih dijelova
električnih aparata za domaćinstvo, a odnosi se na površinsku obradu, emajliranje i sušenje, pri čemu
se sve operacije odvijaju progresivno u neprekidnom toku počev od „utovara“ do „istovara“. Konvejer
prijenosi dijelove iz jedne komore u drugu gdje se vrše određene radne operacije, tako da je na izlazu
nosilica iz pete komore ovaj dio procesa završen, tj. dobijaju se poluproizvodi koji idu dalje u montažu.
Karakteristični dijelovi konvejerske linije su sljedeći:
1. Linija zadržavanja nosilica konvejera sa sirovim dijelovima, što znači da je to puferno skladište
odakle nosiliced prelaze na liniju putem motornog pogona ili gravitacijom
2. Prva pogonska stanica
3. Komora za površinsku obradu
4. Peć za sušenje
5. Komora za I fazu emajliranja (podloga)
6. Komora za II fazu emajliranja (fina obrada)
7. Komora za sušenje emajla
8. Stanica za nakupljanje nosilica sa gotovim dijelovima, sa blok-uređajem za automatsko
zadržavanje i dalje odašiljanje nosilica
9. Mjesto za verifikaciju kvaliteta proizvoda
10. Odvojak za eliminisanje škarta
11. Puferno skladište gotovih poluproizvoda
12. Stanica za nakupljanje praznih nosilica odakle odlaze ponovo na utovar dijelova

TRANSPORTNA SREDSTVA VISEĆI KONVEJERI
6
Slika 5. Šema visećeg tehnološkog konvejera sa osnovnim sastavnim dijelovima i tehnološkim grupacijama u
proizvodnji električnih aparata za domaćinstvo
Prednosti visećih konvejera su u tome što se putanja odnosno linija tranporta lahko prilagođava
uslovima i tehnologiji proizvodnje, pa se lahko može mijenjati u slučaju izmjene tehnološkog procesa.
Moguća je i znatna dužina transportne linije obično do 500 metara sa jednom pogonskom stanicom, a
za veći broj stanica (dvije-četiri) i do 2000 metara.
Visećim konvejerom se mogu transportovati najrazličitiji tereti i po karakteru i po dimenzijama-u dužini
do 12 m (karoserija autobusa) i po težini do 2 tone.
Linije transporta se lahko ukrštaju u raznim nivoima, tako da se fabričke zgrade koriste za puteve
prenošenja i po visini pri čemu putanja dobija horizontalne i vertikalne krivine. Razvoj ovih konvejera
ide za daljim usavršavanjem sistema primjenom većeg broja pogonskih stanica uz automatizaciju
utovara, istovara i adresovanja predmeta transporta kao i za smanjenje sopstvene težine postrojenja.
Prema načinu povezivanja vučnog organa sa nosilicom tereta razlikuju se tri tipa visećih konvejera:
1. Noseći tip-kod kojeg su kolica (1) zajedno sa nosilicom (2) stalno privezana za vučni organ tj.
vučni lanac(3). Ovaj tip je ujedno i osnovni tip visećeg konvejera (slika 2)
2. Potiskujući tip-kod kojeg se kolica (1) zajedno sa nosilicom kreću po osnovnoj šinskoj putanji
(2) iznad operativnih površina, dok se vučni lanac (3) oslonjen na valjke (4) kreće po dodatnoj
šini (5) iznad osnovne i pomoću kraka (6) zahvata kolica noseće naprave potiskujući ga u pravcu
sopstvenog kretanja. Kod ovog tipa mogu se noseće naprave premještati i van transportne
linije (slika 3)
3. Vučni tip-kod kojeg se gornja šina (1) odnosno putanja nosi vučni lanac sa kolicima dok se kolica
(2) sa teretom kreću po tlu, obično na gumenim točkovima. Vučni lanac (3), koji je obješen

TRANSPORTNA SREDSTVA VISEĆI KONVEJERI
7
preko posebnih kolica (4) na gornju putanju (slika 4) , kači i vuče kolica sa teretom. I kod ovog
tipa se kolica sa teretom mogu otklanjati i odvesti van transportne linije.
Slika 6. Noseći tip visećih konvejera Slika 7. Potiskujući tip visećih konvejera
Slika 8. Vučni tip visećih konvejera
3.2. Putanja konvejera Putanja konvejera je zatvorena sekcija napravljena od profila ili šina različitog oblika a oslonjena na
zidne konzole, krovnu konstrukciju hale ili na stubove-zavisno od uslova u kojima se sprovodi
transportna linija konvejera. Na putanju se stavljaju kolica sa nosilicama i teretom. Vučni lanac,
također, svojom težinom visi na putanji. Kako se kolica kreću po putanji, ona ima funkciju nosača
odnosno gredice i funkciju šine, što znači da mora imati određenu čvrstoću i pogodan oblik za vođenje
konvejerskih kolica. Duž putanje nalaze se i drugi uređaji, kao što su pogonske stanice, zatezni i skretni
uređaji koji ,također u određenim uslovima opterećuju putanju. Krivine isto imaju određenog uticaja
na konstrukciju putanje i oblik njenog profila.

TRANSPORTNA SREDSTVA VISEĆI KONVEJERI
8
Šine-za konvejere čija putanja nema krivina u
vertikalnoj ravni šine se mogu praviti iz bilo kojih
profila. Međutim, za konvejere čija putanja skreće u
horizontalnoj i vertikalnoj ravni, što je karakteristično
za viseće konvejere neophodno je na dijelu vertikalne
krivine imati kontrašinu zato što se točkovi kolica zbog
vuče lanca moraju oslanjati na gornju kontrašinu i na
njoj kotrljati. Ova činjenica, kao i potreba krivljenja u
dvije ose, ograničava upotrebu nesimetričnih profila
za šine konvejera, koji se inače upotrebljavaju u
običnih visećih prenosilica.
Slika 9. Šine visećeg konvejera
Prema tome, za takve konvejere najviše je u primjena kao šina I profil i kobinacija ugaonika. I šina ima
simteričan profil, kako u horizontalnom, tako i vertikalnom pravcu i dobro odgovara uslovima čvrstoće,
kao i kretanju konvejera, bez obzira na krivine. Jedino u većih profila može biti potrebna dopuna kao
kontrašina uz gornji pojas I profila da ne bi pri podizanju točkova uzengije strugale po donjem obodu
profila.
Šina konvejera može biti sastavljena i od dva ili četiri ugaonika (L profila). Gornji ugaonici se stavljaju
samo na mjesta vertikalnih krivina, a ukoliko se primjenjuju na čitavoj dužini puta, onda se koriste i za
pojačanje čvrstoće putanje, tako da se opasači, koji spajaju ugaonike i pričvršćavanje putanje za noseću
konstrukciju, postavljaju na veća odstojanja jedan od drugog.
Šina konvejera može imati i oblik jednostavnog obrnutog „TE“ profila pa čak i bez kontrašine ako je
putanja kratka.
Krivine putanje-Kako je već rečeno, putanja visećih konvejera, zbog elastičnog vođenja transportne
linije, dobija, pored horizontalnih i vertikalne krivine. Ona prelazi preko raznih prepreka na dovoljno
bezbjednoj visini i spušta se na određenim mjestima radi stavljanja predmeta rada odnosno tereta na
nosilicu ili skidanja sa nosilice, kao i radi drugih operacija.
Krivine u horizontalnoj ravni-prave se savijanjem putanje odnosno šine uz dogradnju povratnog ili
skretnog uređaja.
Poluprečnik krivine šine u horizontalnoj ravni određuje se po obrascu:
2 20,5 kR D t (1)
Gdje je:
Dk-prečnik vodećeg kotura odnosno lančanika
t-korak vučnog lanca
Radijus krivine treba birati u vezi sa dimenzijama tereta, tako da rastojanje između dva susjedna tereta
na unutrašnjem krugu bude 100-150 mm.
Skretni uređaj koji služi za pravilno vođenje vučnog lanca u krivini pravi se primjenom ozubljenog
lančanika ili kotura (slika 6), čiji je poluprečnik ravan poluprečniku krivine, kao i od baterije koturova
sa jednom ili više sekcija zavisno od veličine ugla skretanja (slika 7). Skretanje se može sprovesti i
primjenom obične krive šine oko koje se vučni lanac kreće klizanjem.

TRANSPORTNA SREDSTVA VISEĆI KONVEJERI
9
Slika 10. Skretni lančanik
Od ovih uređaja, kao povratni uređaj pri uglu skretanja od 180o, najviše se primjenjuje lančanik ili kotur,
dok se baterije koturova primjenjuju pri uglu skretanja
manjem od 180o. Klizna šina se primjenjuje kod manjih
konvejera, gdje sile trenja nemaju većeg značaja za
dimenzije vučnog lanca i snagu motora za pogon.
Vertikalna krivina tj. krivina u vertikalnoj ravni pravi se
običnim krivljenjem šine. Veličina radijusa zavisi od više
elemenata:
1. Tipa vučnog lanca i načina spajanja lanca za kolica
2. Tipa šine
3. Rastojanja između kolica
4. Tereta i njegovog volumena odnosno dužine i širine
Najveće radijuse uslovljavaju valjkasti lanci koji su kruto
vezani za kolica, a najmanje fazonirani lanci sa zglobastim
spojem za kolica.
Slika 11. Skretni uređaj sa baterijom koturova
TRANSPORTNA SREDSTVA VISEĆI KONVEJERI
10
Ugao kosine putanje se za obične konvejere ne uzima više od 45o. U konvejera sa šinama od četiri
ugaonika i sa primjenom kolica od četiri točka može ugao kosine putanje biti do 90o.
Zavisnost ugla nagiba trase kod vertikalne krivine od dimenzija tereta i rastojanja između susjednih
nosećih kolica može se izraziti sljedećim obrascem:
maxcos 100b mm (2)
U pogledu konstrikcije trase visećeg konvejera potrebno je primjeniti još neka osnovna pravila:
o Uređaji horizontalnih krivina trebaju po mogućnosti biti istog tipa.
o Vertikalne krivine trebaju da imaju odgovarajuće radijuse. Radjus krivine na nailaznom kraku
blizu pogonske stanice ne smije biti mali, jer se znatno povećavaju otpori kretanja, a time i sila
zatezanja vučnog lanca, kao i snaga za pogon.
o Trasa ne treba da prelazi neposredno iz vertikalne u horizontalnu krivinu, jer je time kretanje
vučnog lanca nepogodno. Pravo rastojanje između dvaju krivina treba da bude najmanje koliko
i razmak između susjednih kolica.
o Kao mjesto za pogonsku stanicu obično se uzima najviši dio trase, s tim što se horizontalne
krivine koriste za mjesta ovih stanica ukoliko su one ugaone.
o Na mjestima gdje trasa prolazi iznad radnih mjesta, moraju se postaviti mreže kao zaštita od
pada materijala.
o Visina najnižeg dijela konvejera na prolaznim mjestima ne smije biti manja od 1,9 metara, a na
radnim mjestima prema uslovima utovara i istovara transportovanog materijala.
3.3. Kolica konvejera Kod konvejera se najviše primjenjuju kolica sa dva točka specijalne konstrukcije, nosivosti od 23-340
kg.
Po svojoj funkciji kolica mogu biti:
o Teretna ili radna
o Pomoćna
o Sprežna
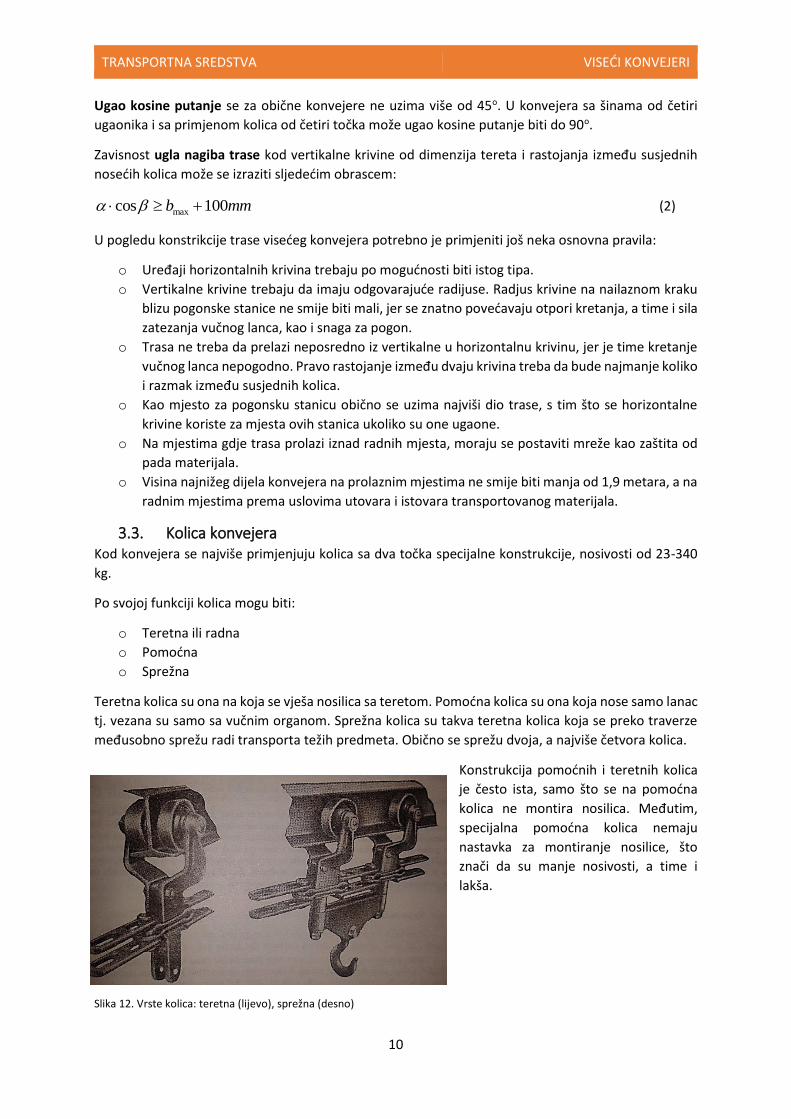
Teretna kolica su ona na koja se vješa nosilica sa teretom. Pomoćna kolica su ona koja nose samo lanac
tj. vezana su samo sa vučnim organom. Sprežna kolica su takva teretna kolica koja se preko traverze
međusobno sprežu radi transporta težih predmeta. Obično se sprežu dvoja, a najviše četvora kolica.
Konstrukcija pomoćnih i teretnih kolica
je često ista, samo što se na pomoćna
kolica ne montira nosilica. Međutim,
specijalna pomoćna kolica nemaju
nastavka za montiranje nosilice, što
znači da su manje nosivosti, a time i
lakša.
Slika 12. Vrste kolica: teretna (lijevo), sprežna (desno)

TRANSPORTNA SREDSTVA VISEĆI KONVEJERI
11
Vrste kolica-rastojanja između pojedinih vrsta kolica mogu biti različita, ako to uslovljavaju određene
potrebe, ali uvijek moraju biti djeljiva dužinom dvije karike vučnog lanca.
Rastojanje između teretnih kolica utvrđuje se prema dužibu komada-tereta (L) i proizvodnosti
konvejera. Međutim, ako ovaj račun daje veće rastojanje od 800 mm, između dvaju teretnih kolica
dodaju se pomoćna kolica zbog prolaza kroz vertikalne krivine. Rastojanje odnosno korak je isti, osim
kod sprežnih kolica gdje se rastojanje određuje prema upotrebi.
Praktične izvedbe kolica konvejera se kreću u sljedećim izvedbama:
1. Lahka izvedba-gdje je sila opterećenja P=1960 N do 3920 N, prečnik točka kolica D=85 mm,
težina kolica Gk=50 N, profil putanje I No 10 do 12
2. Normalna izvedba- sa silom opterećenja P=4900 N do 6900 N, D=100 mm, težina kolica Gk=80
N, putanja I profila No 12 do 14
3. Teška izvedba-sa silom opterećenja P=7900 N, D=120 mm, težina kolica Gk=130 N, putanja I
profila No 14 do 16.
Najveće opterećenje kolica odnosno najveći teret određuje se prema opterećenju zavisnosti od linije i
uslova pogona, od radne brzine kretanja konvejera i
veličine opterećenja u vertikalnim krivinama.
Ležaji na osovinama kolica su rijeđe klizni sa kuglicama
od bronze a češće kotrljasti(slika 9), jer omogućuju veća
opterećenja i daju manje otpore trenja. Izrada i
konstrukcija točka može biti različita s obzirom na oblik
šine, vrstu ležaja i nosivost kolica.
Pri određivanju opterećenja ležaja treba sem tereta i
težine kolica uzeti u obzir i opterećenje koje dolazi od sila
zatezanja u vučnom organu pri prolazu kroz vertikalnu
krivinu.
Slika 13. Ležaji visećeg konvejera
Na radna kolica djeluje vertikalna sila (P1) koja proizlazi iz težine kolica (Gk), nosilice (Gn), tereta (Gt) i
dijela vučnog organa (ql∙tL) između susjednih pomoćnih kolica.
Ako se kolica kreću po horizontalnoj putanji, djeluje samo sila (P1) prema obrascu:
1 k n t l LP G G G q t N (3)
Ako se kolica kreću po vertikalnoj krivini, onda pored sile (P1),
djeluje i dopunska sila (P2), usljed zatezanja vučnog organa tj.
usljed sila (S) koja se izračunava iz paralelograma sila:
2 2 sin2
LtP S S NR
(4)
Gdje je:
sin2 2
Lt
R
(5)
Slika 14. Šema opterećenja kolica u vertikalnoj krivini putanje konvejera

TRANSPORTNA SREDSTVA VISEĆI KONVEJERI
12
Najveća sila (P2) biće na mjestu najveće sile zatezanja (Smax), tj. kod mjesta nailaska na pogonski kotur.
Ukupna sila opterećenja zatege biće vektorska suma opterećenja P1 i sile P2 tj.
max max 1LtP S P NR
(6)
Praktično uzevši, gornji obrazac se može zamjeniti i aritmetičkom sumom gornjih sila.
3.4. Pogonska stanica visećeg konvejera Pogonska stanica za konvejere može biti:
o Ugaona tj. sa lančanom zvjezdicom
o Produžna tj. sa posebnim tegljećim lancem-tegljeća stanica
Pogon konvejera se izvodi sa jednim ili više motora i sa jednim ili više vučnih organa. Naročito se
primjenjuje ugaoni pogon u krivinama sa uglom od 90o do 180o.
Slika 15. Pogon visećeg konvejera
Ugaoni pogon se sastoji iz lančane zvjezdice-lančanika koji se nasađuje na vertikalno vratilo pogonskog
mehanizma i elektromotora. Po potrebi se između prenosnog mehanizma i elektromotora ugrađuje i
reduktor, a eventualno i varijator brzine. Prenos iznosi i=250 do i=6300 ako je stanica bez varijatora.
Stanice sa varijatorom imaju prenos i=250÷1600 što obezbjeđuje brzinu kretanja vučnog lanca od 7,5
do 3 m/min.
Tegljeća pogonska stanica (slika 12) sastoji se iz pogonskog točka (1), zateznog točka (2), tegljećeg
lanca (3) koji ima zube (4) za zahvatanje vučnog lanca, vodećih šina (5) i vodeće baterije koturova (6).

TRANSPORTNA SREDSTVA VISEĆI KONVEJERI
13
Slika 16. Tegljeći pogonski uređaj
Tegljeći pogonski uređaj je složeniji i skuplji od ugaonog zbog čega se rjeđe primjenjuje.
Kao mjesto za pogonsku stanicu obično se uzima najviši dio trase, s tim što se kod ugaone stanice jedna
od horizontalnih krivina uzima za mjesto ove stanice. Isto opterećenje svih motora ovakvog pogona
obezbjeđuje se odgovarajućim izborom motora i električnim rasporednim uređajem.
3.5. Zatezni uređaj visećeg konvejera Kao i kod većine transportera, primjenjuju se i kod konvejera zatezni uređaji, bilo sa tegom, sa
vretenom ili sa oprugom.
Većina konvejera ima samodejstvujuće i sigurne zatezne uređaje sa tegom, koji se posebno ugrađuju
u konvejere koji služe za sušenje, grijanje i hlaenje raznih proizvoda, a gdje se pojavljuje znatnije
istezanje i skraćenje vučnog lanca.

TRANSPORTNA SREDSTVA VISEĆI KONVEJERI
14
4. PRORAČUN VISEĆIH KONVEJERA Proračun konvejera zahtjeva poznavanje određenih elemenata odnosno osnovnih parametara koji
ulaze u ovaj proračun. Za proračun konvejera neophodno je imati sve podatke o teretu: masa, vrsta,
oblik i dimenzije. Pored toga potrebni su tačni podaci o transportnoj trasi , karakteristikama
proizvodnog procesa i uslovima rada.
To znači da se proračunom vrši:
1. osnovno projektovanje trase,
2. izbor tipa kolica,
3. izbor tipa vučnog lanca,
4. određivanje razmaka između radnih kolica, odnosno nosilica,
5. određivanje broja komada (tereta) na nosilici,
6. raspored radnih mjesta koje opslužuje,
7. vrijeme trajanja proizvodnih operacija-obrada, montaža, sušenje, bojenje, i drugih tehnoloških
operacija izrade proizvoda.
4.1. Proračun kapaciteta visećih konvejera S obzirom na funkciju konvejera proračun kapaciteta može biti prostiji ili složeniji, zavisno od
navedenih vrsta konvejera.
Kapacitet transportnih konvejera izražava se sljedećim obrascima:
-u tonama na čas-za komadni ili rasuti teret od G (N) u prosjeku po nosilici:
0,06
/G v
Q t hg a
(7)
Gdje je:
G-korisni teret u prosjeku po nosilici (N), za rasuti teret G e (N), gdje je e volumen u dm3,
je zapreminska težina tereta u N/dm3, a koeficijent popunjenosti nosilice.
v-brzina kretanja konvejera (m/min)
a-rastojanje između teretnih kolica-korak teretnih kolica (m)
0,06-koeficijent transformacije (minuta u sekunde, Njutna u tone)
-u komadima na čas, pri transportu komadnog tereta, obrazac kapaciteta glasi:
60
/v i
Z kom ha
(8)
Gdje je:
i-broj komada na jednoj nosilica
v-brzina kretanja konvejera (m/min) je vrlo različita. Uzevši sve moguće slučajeve ona se kreće od 0,1
do 30 (m/min). Najviše zavisi od načina stavljanja i skidanja tereta na nosilicu i sa nosilice, kao i od
težine komada koji se transportuju. Ako se utovar i istovar vrši ručno ili slabo mehanizovano, a težina
komada ne prelazi 100 N brzina kretanja konvejera ne smije biti veća od 6 a najviše 15 (m/min), za
teške predmete utovar i istovar moraju biti potpuno mehanizovani.

TRANSPORTNA SREDSTVA VISEĆI KONVEJERI
15
Kako se vidi iz oba prethodna obrasca za kapacitet transportnog konvejera, brzina v i razmak a stoje u
obrnutoj proporciji. Razmak radnih kolica zavisi, pored ostalog, od vrste i koraka vučnog lanca koji kod
simetričnih lanaca treba da bude:
a nt (9)
A kod nesimetričnih:
2a nt (10)
Gdje je:
t-korak lanca
n-broj koraka lanca
odredivši, po izboru lanca, razmak (a) može se birati brzina shodno zadatoj ili potrebnom kapacitetu
konvejera.
Proračun kapaciteta tehnološkog konvejera koji je po svojoj funkciji tjesnije povezan sa tehnološkim
procesom proizvodnje, zahtijeva da se pri određivanju razmaka (a) i brzine (v) uzme u obzir vrijeme
trajanja tehnološke operacije (T), kao i razvijena dužina trase konvejera (L) za zonu date operacije.
Brzina kretanja konvejera u ovakvim uslovima određuje se sa:
/ minL
v mT
(11)
Zamjenjujući brzinu iz gornjeg obrasca u ranija dva, tj. (7) i (8) biće kapacitet tehnološkog konvejera
izražena sa:
0,06
/G L
Q t hT a g
(12)
ili
60
/L i
Z kom hT a
(13)
Kod konvejera koji se primjenjuju za montažu ili obradu dijelova u sistemu protočne proizvodnje,
osnovni parametar je rimat rada (R) ili takt tehnološke linije čiji obrazac glasi:
min/a
R komv
(14)
Ritam rada (R) koji označava vrijeme operacije u minutama po komada ograničava odnos između
veličina dvaju gornjih parametara, tj. (v) i (a). Brzina kretanja tehnološkog konvejera kreće se od 0,1 do
6 (m/min) a rjeđe i više, pri čemu je za izvršavanje montažnih operacija pri većim brzinama vrlo teško
ako se iz operacije naučnim metodama ne otklone suvišni pokreti radnika.
Brzina kretanja konvejera zavisi od:
o Vrste proizvodnje
o Opšte inteligencije, stručnosti i vičnosti radnika
o Organizacije rada

TRANSPORTNA SREDSTVA VISEĆI KONVEJERI
16
4.2. Analiza ritma rada Ritam rada ili takt nije jednostavna tehnološka veličina kako to pokazuje obrazac (14). ovaj obrazac
ukazuje da ritam rada određuje odnos između dva tehnološka parametra, dok on sam proizlazi iz
ekonomsko-organizacionih elemenata protočne proizvodnje kao što su: proizvodni zadatak izražen u
dnevnoj količini proizvoda, vrijeme trajanja proizvodnje dnevno ili u smjeni, gubici vremena zbog
predviđenih ili ocjenjenih zastoja itd.
Općenito, ritam rada odnosno takt linije proizlazi iz odnosa između osnovnog korišćenja tehnološke
linije (To) i planirane količine proizvoda (mp) u smjeni, tj.:
min/o
p
TR kom
m (15)
Ako je stepen iskorištenja protočne linije proizvodnje odnos osnovnog vremena (To) i nominalnog
vremena trajanja smjene ( s ) tada će ritam imati oblik:
min/s
p
R komm
(16)
Osnovno vrijeme korištenja linije (To) se određuje prema izrazu:
( )o s m z dT t t t (17)
Gdje je:
tm-vrijeme mirovanja u toku smjene, planirano ili uslovljeno smetnjama (min)
tz-vrijeme zastoja proizvodnje zbog nedostatka materijala dok nosilice idu prazne (min)
td-vrijeme potrebno za doradu zbog škarta (min)
pa je stepen iskorištenja:
1 m z d
s
t t t
(18)
Prema Warziniaku se kreće:
-pri ručnim manipulacijama 0,9÷1
-mašinskim 0,8÷0,9
-automatizovanim 0,7÷0,85
4.3. Utvrđivanje razmaka nosilica na visećem konvejeru Pri proračunu razmaka nosilica treba imati u vidu da brzina kretanja konvejera (v) zavisi od broja
komada na čas (z) i rastojanja između nosilica (a) tj.:
/ min60
z av m
(19)

TRANSPORTNA SREDSTVA VISEĆI KONVEJERI
17
Jednačina za brzinu važi u datom obliku ako se prenose dijelovi istog tipa. Međutim, često je riječ o
proizvodnji više različitih tipova-I, II i II itd.
Ako obilježimo sa (z1),(z2),(z3) broj pojedinih tipova I, II i II koji se montiraju za jedan čas, sa (n1),(n2),(n3)
broj dijelova iste vrste koje treba da se montiraju na jedan od tipova I, II ili II, sa (znk) ukupan broj
komada (dijelova) na čast za sve tipove koji se nalaze u proizvodnji I, II i III a koje opslužuje dati
konvejer, to će odnos mješavine (Mi) za svaki pojedini tip biti:
1 11
uk
z nM
z
(20)
2 22
uk
z nM
z
(21)
3 33
uk
z nM
z
(23)
itd. pri čemu je općenito:
1 2 3 ... Muk nM M M M (24)
Brzina konvejera je obrnuto proporcionalna broju komada iste vrste koji se mogu staviti na jednu
nosilicu, što znači, da je brzina utoliko manja ukoliko nosilica nosi više komada. Brzina je dalje nezavisna
od dužine puta između mjesta gdje se dijelovi stavljaju na nosilicu i uzimaju sa nosilice, pod
pretpostavkom da se na svim nosilicama nalazi predviđeni broj komada, a da je proizvodnja u toku.
Brzina se može na osnovu prethodne analize izraziti na sljedeći način:
1 1 2 2 3 3( ... ) / min60
n n
av z n z n z n z n m
i
(25)
Ako se cijela jednačina pomnoži sa ukz dobijamo:
1 1 2 2 3 31 2 3( ... ) ( ... ) / min
60 60
uk n n ukn
uk uk uk uk
a z z n z n z n z n a zv M M M M m
i z z z z i
(26)
Ukoliko se ukupan broj komada mijenja, brzina (v) može se izračunati prema sljedećem obrascu uz
pretpostavku da učešće komada pojedinih dijelova ostaje isto:
22 1
1
/ minuk
uk
zv v m
z (27)
Gdje je:
Zuk2-novi broj komada
Zuk1-raniji broj komada

TRANSPORTNA SREDSTVA VISEĆI KONVEJERI
18
4.4. Sile zatezanja u vučnom organu, otpori kretanja i snaga za pogon konvejera Za utvrđivanje sile u vučnom lancu u konvejeru neophodno je poznavati težinu lanca i kolica sa
zahvatnim organom. Međutim, posto dimenzije a time i težina lanca po dužnom metru zavisi od vučne
sile, nužno je težinu makar približno prethodno utvrditi po tablicama ili interpolacijom, ukoliko
podataka u tablicama nema za date uslove.
Težina praznog konvejera po dužnom metru je:
/pt
o l
p
GGq q N m
a a (28)
Gdje je:
Gt-težina teretnih kolica (N)
Gp-težina pomoćnih kolica (N)
a-rastojanje između radnih kolica (m)
ap-rastojanje između pomoćnih odnosno praznih kolica (m)
ql- težina lanca po dužnom metru (N/m)
Težina punog odnosno opterećenog konvejera biće:
/o o ter
Gq q q q N m
a (29)
Gdje je:
G-težina tereta u N ne jednoj nosilici (prosjek)
qter-težina tereta po dužnom metru (N/m)
Kad se utvrde makar i približno navedeni elementi, a poznavajući karakteristike trase, može se
izračunati maksimalna vučna sila u vučnom lancu iz sljedeće globalne empirijske formule:
max (q )(1 0,65 )m n
t o p terS c L q L q H N (30)
Gdje je:
c-koeficijent karakterističan za otpore na pravim sekcijama trase
Lt-dužina opterećene dionice konvejera (m)
Lp-dužina neopterećene dionice konvejera (m)
-koeficijent otpora karakterističan za vertikalne krivine
-koeficijent otpora karakterističan za horizontalne krivine
m-broj vertikalnih krivina
n-broj horizontalnih krivina
TRANSPORTNA SREDSTVA VISEĆI KONVEJERI
19
H-visina podizanja tereta (m)
Ukoliko ovako utvrđena maximalna sila (Smax) odgovara čvrstoći izabranog lanca u granicam 25%
razlike, treba dalje izvršiti tačan proračun vučne sile. Međutim, ako je razlika veća od 25% treba birati
novi lanac i utvrditi nove veličine (q) i (qo) i ponovo računati silu.
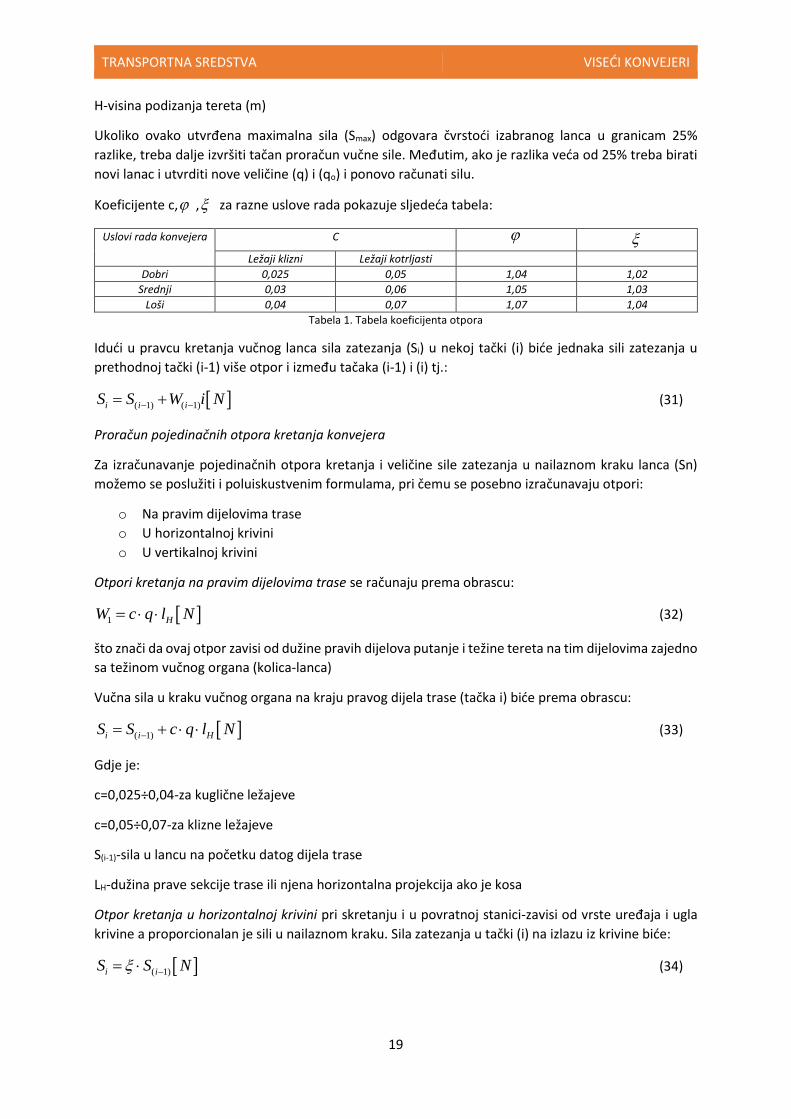
Koeficijente c, , za razne uslove rada pokazuje sljedeća tabela:
Uslovi rada konvejera C
Ležaji klizni Ležaji kotrljasti
Dobri 0,025 0,05 1,04 1,02
Srednji 0,03 0,06 1,05 1,03
Loši 0,04 0,07 1,07 1,04
Tabela 1. Tabela koeficijenta otpora
Idući u pravcu kretanja vučnog lanca sila zatezanja (Si) u nekoj tački (i) biće jednaka sili zatezanja u
prethodnoj tački (i-1) više otpor i između tačaka (i-1) i (i) tj.:
( 1) ( 1)i i iS S W i N (31)
Proračun pojedinačnih otpora kretanja konvejera
Za izračunavanje pojedinačnih otpora kretanja i veličine sile zatezanja u nailaznom kraku lanca (Sn)
možemo se poslužiti i poluiskustvenim formulama, pri čemu se posebno izračunavaju otpori:
o Na pravim dijelovima trase
o U horizontalnoj krivini
o U vertikalnoj krivini
Otpori kretanja na pravim dijelovima trase se računaju prema obrascu:
1 HW c q l N (32)
što znači da ovaj otpor zavisi od dužine pravih dijelova putanje i težine tereta na tim dijelovima zajedno
sa težinom vučnog organa (kolica-lanca)
Vučna sila u kraku vučnog organa na kraju pravog dijela trase (tačka i) biće prema obrascu:
( 1)i i HS S c q l N (33)
Gdje je:
c=0,025÷0,04-za kuglične ležajeve
c=0,05÷0,07-za klizne ležajeve
S(i-1)-sila u lancu na početku datog dijela trase
LH-dužina prave sekcije trase ili njena horizontalna projekcija ako je kosa
Otpor kretanja u horizontalnoj krivini pri skretanju i u povratnoj stanici-zavisi od vrste uređaja i ugla
krivine a proporcionalan je sili u nailaznom kraku. Sila zatezanja u tački (i) na izlazu iz krivine biće:
( 1)i iS S N (34)

TRANSPORTNA SREDSTVA VISEĆI KONVEJERI
20
Gdje je:
Koeficijent u projeku kod valjčanih baterija standardnog radijusa krivine od 450 mm ravan:
-za ugao 45o 1,03
-za ugao 90o 1,05
-za ugao 180o 1,07
Otpor horizontalne krivine:
2 ( 1) ( 1)( 1) Si i iW S S N (35)
Otpor kretanja u vertikalnoj krivini sastoji se iz tri dijela i to iz otpora kretanja kolica kao osnovnog
otpora, podizanja tereta na krivini i otpora trenja na krivini
Uzevši sve tri vrste otpora, zatezna sila u lancu se na kraju krivine može izraziti:
( 1)1,075 'i iS S c q l q H N (36)
Gdje je:
' cosl l -dužina horizontalne projekcije dijela trase na kome se nalazi vertikalna krivina (m)
H-visinska razlika (m)
Snaga motora za kretanje konvejera
Na kraju, pošto smo utvrdili i silu zatezanja u lancu na nailazni krak-kod pogonske stanice (Snail) kao i
silaznu silu (Ssil) na osnovu kojih se može utvrditi i vučna sila P i dalje snaga motora za kretanje
konvejera, tj.:
max( )
6100
nail sil
m
S S vN kW
(37)
Gdje su:
Snail i Ssil u (N)
Vmax u (m/min), uzevši u obzir i varjator brzine biće
0,45 0,8 koeficijent korisnog dejstva mehanizma
Periferijska sila na pogonskom lančaniku, tj. vučna sila:
( )nail silP S S N (38)
Gdje je:
-koeficijent otpora u pogonskom lančaniku zavisno od ugla ( ) to jest 1,033 1,07

TRANSPORTNA SREDSTVA VISEĆI KONVEJERI
21
VAŽNO!
Snaga pogonskog motora se obično uzima tako što se računa preopterećenje
od 50% pri pokretanju konvejera.
Sila zatezanja ne smije ni u kojem slučaju biti veća od dozvoljene sile
naprezanja lanca. Sila zatezanja ne smije biti ni negativna.
U slučaju da sila zatezanja bude negativna treba promjeniti mjesto pogona ili
primjeniti zateznu napravu sa odgovarajućim tegom. Pri tome treba čitav
proračun ponovo izvesti pod novim uslovima.

TRANSPORTNA SREDSTVA VISEĆI KONVEJERI
22
5. STANDARDI ZA VISEĆE KONVEJERE Međunarodna organizacija za standarde (ISO) je 1990. u glasniku objavila standard ISO 9851 čiji je
naslov na enleskom jeziku: „Continous mechanical handling equipment-Overhead electrical monorail
conveyors-Definitions and safety rules“, a koji se tiče definicija osnovnih pojmova i pravila sigurnosti
visećih električnih monorej konvejera.

TRANSPORTNA SREDSTVA VISEĆI KONVEJERI
23
6. ODRŽAVANJE VISEĆIH KONVEJERA Ključni elementi koji zahtjevaju održavanje kod ovih vrsta konvejera su:
Slika 17. Održavanje mehanizama overhead konvejera
Najčešće aktivnosti održavanja kod overhead konvejera su:
Kontrola zategnutosti lanca/kaiša
Kontrola brzine
Podmazivanje ležajeva
Podmazivanje lanca
Kontrola šinske staze
Izmjena/Popravka EM za pogon
Kontrola skretnih uređaja-ozubljenih lančanika ili baterija koturova itd.
Kod ovakvih sistema jednostavnost dizajna je ključ. Održavanje se svodi na par jednostavnih pravila
kojih se treba držati, i ako se adekvatno održavaju mogu nadživjeti nekoliko generacija proizvoda za
koje su namjenjeni da nose. Neobično je za ovakvu vrstu konvejera da traju samo od 8 do 10 godina ili
čak i duže, sa samo minimalnim održavanjem kroz njegovo funkcionisanje. Ukoliko se održavaju, ove
mašine mogu trajati znatno duže od toga. Kod ovakvih konvejera koji koriste I-profil šine, postoji
mnogo komponenata koje su izložene okolnim uticajima. Prljavština, voda, boja i drugi zagađivači
mogu vremenom adhezirati sa ovim komponentama. Lanac se mora čistiti redovno ili se mora
adekvatno zaštiti. Veći poprečni presjek znači veće uređaje za čišćenje. Zato se u zadnje vrijeme koriste
viseći konvejeri čije komponente su zaštićene od okolnih elemenata i imaju manji poprečni presjek
šine.

TRANSPORTNA SREDSTVA VISEĆI KONVEJERI
24
LITERATURA [1] Slavko Suvajdžić, Transportna sredstva u proizvodnji, 1968. Beograd
[2] Jovan Vladić, Transportna i pretovarna sredstva i uređaji, FTN Izdalaštvo, Novi Sad, 2005.
[3] www.bas.gov.ba
[4] Automation Support Services (M) Sdn Bhd, Installation and Maintenance of overhead power and
free conveyor systems
[5] www.pacline.com

TRANSPORTNA SREDSTVA VISEĆI KONVEJERI
25
POPIS SLIKA I TABELA Popis slika:
Slika 1. Primjena overhead konvejera u automobilskoj industriji.............................................................................3
Slika 2. Primjena overhead konvejera u prehrambenoj industriji.............................................................................3
Slika 3. Primjena overhead konvejera u tekstilnoj industriji.....................................................................................4
Slika 4. Primjena overhead konvejera u metalnoj industriji.....................................................................................4
Slika 5. Šema visećeg tehnološkog konvejera sa osnovnim sastavnim dijelovima i tehnološkim grupacijama u
proizvodnji električnih aparata za domaćinstvo.......................................................................................................6
Slika 6. Noseći tip visećih konvejera..........................................................................................................................7
Slika 7. Potiskujući tip visećih konvejera...................................................................................................................7
Slika 8. Vučni tip visećih konvejera...........................................................................................................................7
Slika 9. Šine visećeg konvejera..................................................................................................................................8
Slika 10. Skretni lančanik..........................................................................................................................................9
Slika 11. Skretni uređaj sa baterijom koturova.........................................................................................................9
Slika 12. Vrste kolica: teretna (lijevo), sprežna (desno)...........................................................................................10
Slika 13. Ležaji visećeg konvejera...........................................................................................................................11
Slika 14. Šema opterećenja kolica u vertikalnoj krivini putanje konvejera............................................................11
Slika 15. Pogon visećeg konvejera.........................................................................................................................12
Slika 16. Tegljeći pogonski uređaj..........................................................................................................................13
Slika 17. Održavanje mehanizama overhead konvejera........................................................................................23
Popis tabela:
Tabela 1. Tabela koeficijenta otpora......................................................................................................................19