Embed Size (px)
Citation preview

VOSSFORM PLASTİK ŞEKİL VERMEKULLANIM ALANLARI VE AVANTAJLARI
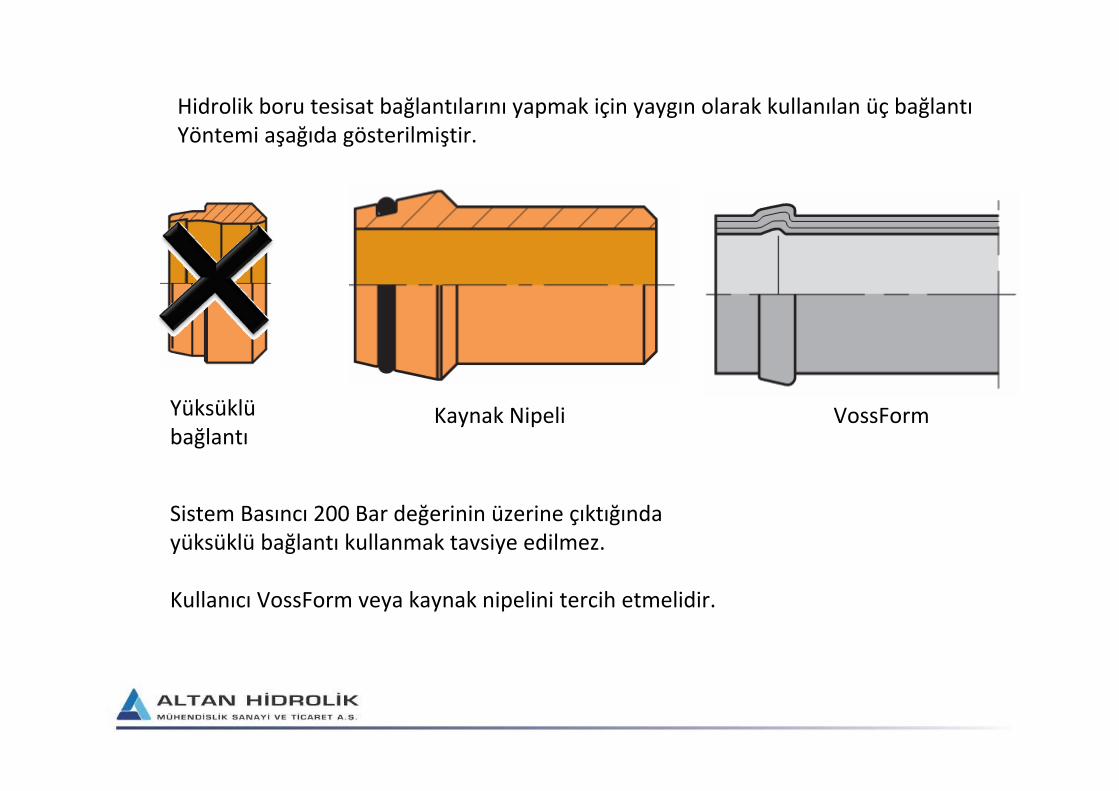
Hidrolik boru tesisat bağlantılarını yapmak için yaygın olarak kullanılan üç bağlantıYöntemi aşağıda gösterilmiştir.
Yüksüklübağlantı
Kaynak Nipeli VossForm
Sistem Basıncı 200 Bar değerinin üzerine çıktığında yüksüklü bağlantı kullanmak tavsiye edilmez.
Kullanıcı VossForm veya kaynak nipelini tercih etmelidir.
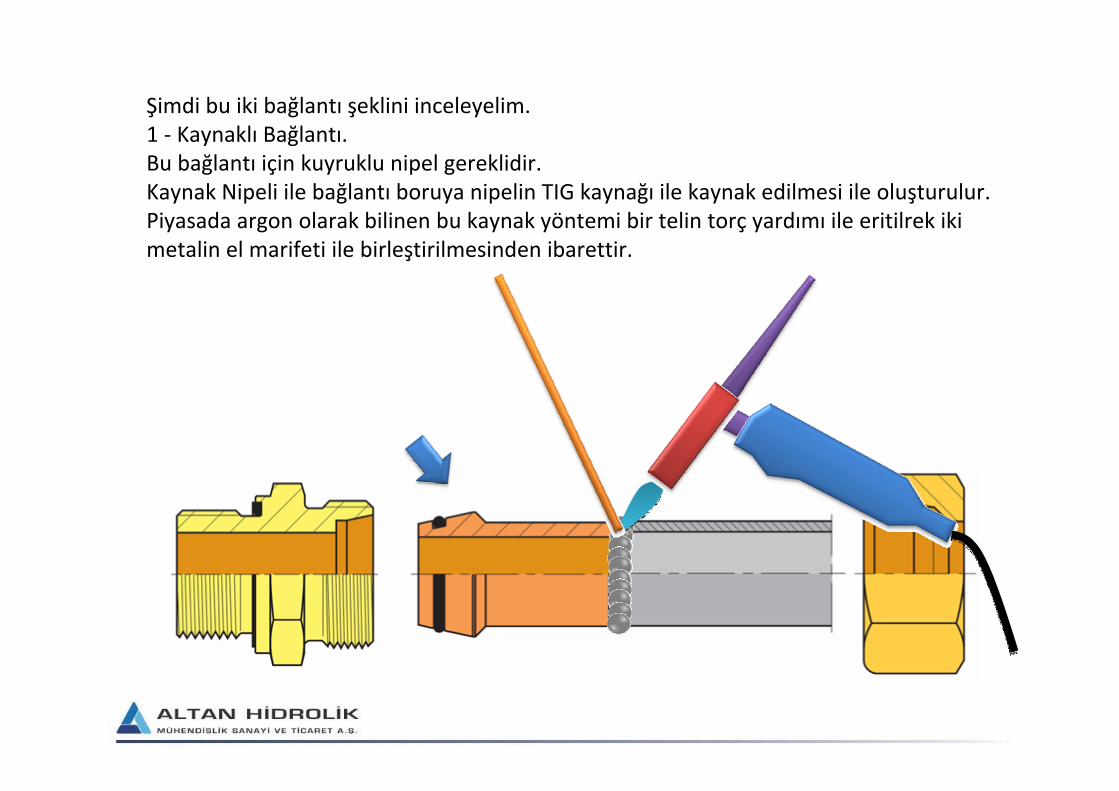
Şimdi bu iki bağlantı şeklini inceleyelim.1 ‐ Kaynaklı Bağlantı.Bu bağlantı için kuyruklu nipel gereklidir.Kaynak Nipeli ile bağlantı boruya nipelin TIG kaynağı ile kaynak edilmesi ile oluşturulur.Piyasada argon olarak bilinen bu kaynak yöntemi bir telin torç yardımı ile eritilrek ikimetalin el marifeti ile birleştirilmesinden ibarettir.
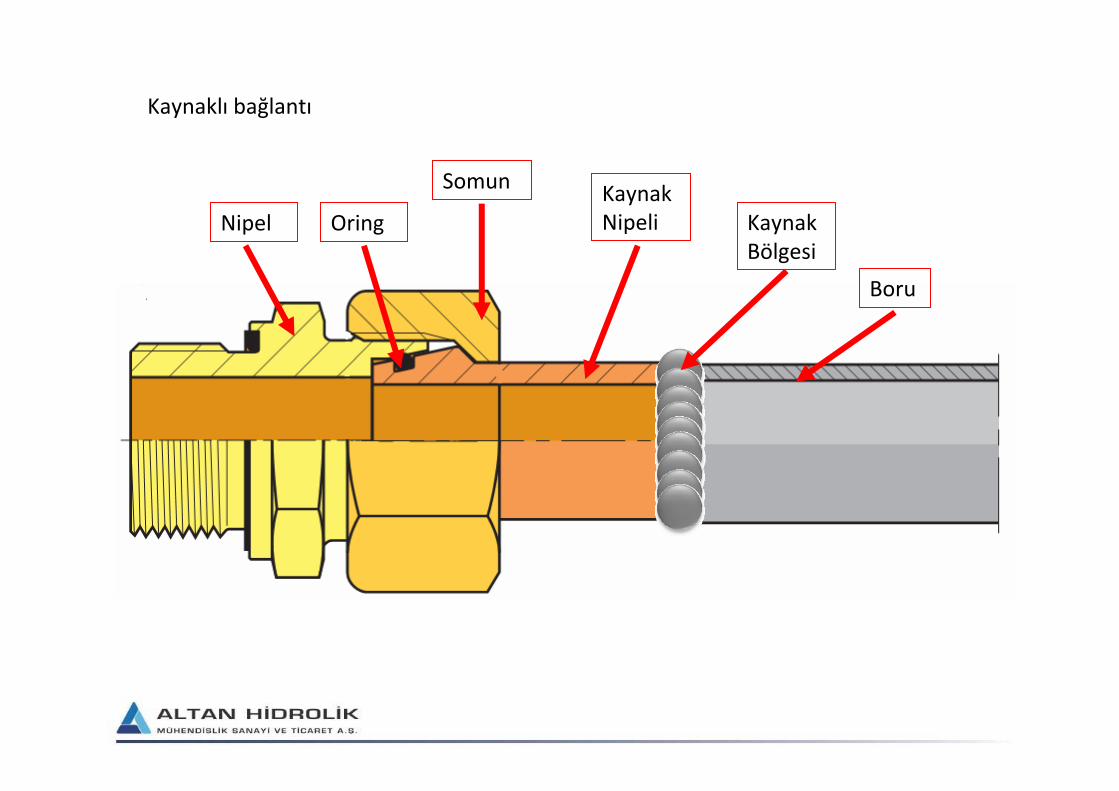
Nipel Oring
Somun KaynakNipeli Kaynak
Bölgesi
Boru
Kaynaklı bağlantı
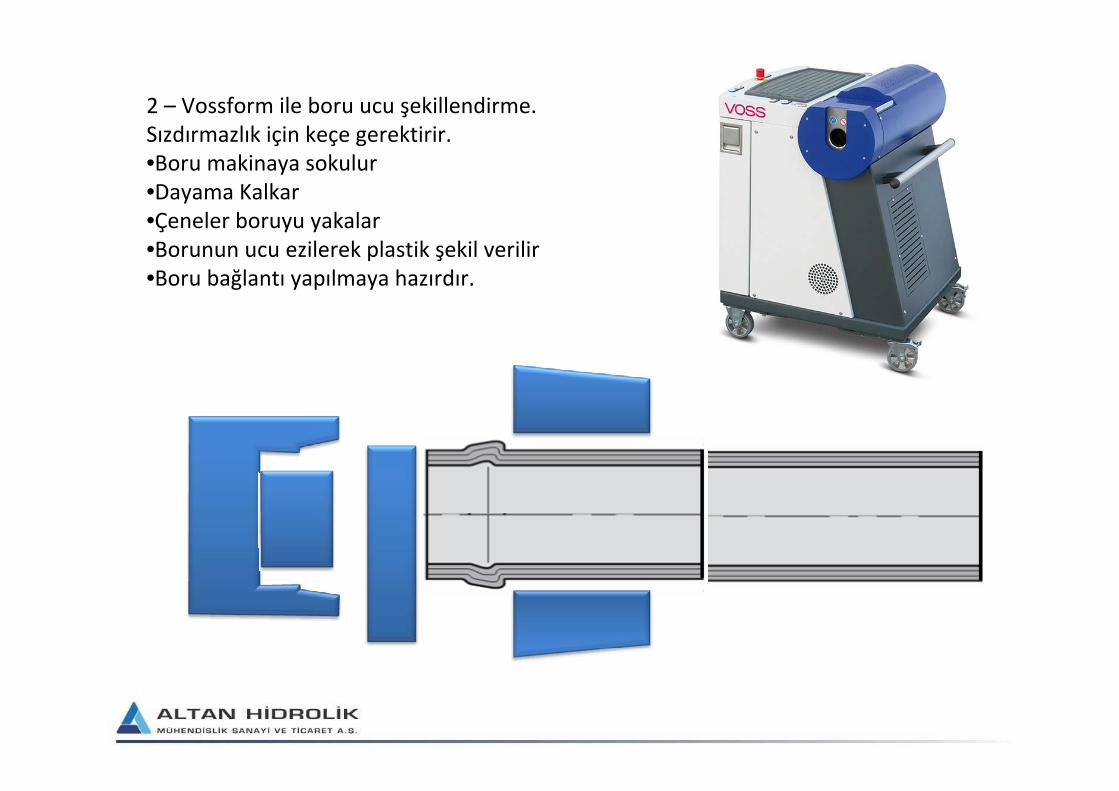
2 – Vossform ile boru ucu şekillendirme.Sızdırmazlık için keçe gerektirir.•Boru makinaya sokulur•Dayama Kalkar•Çeneler boruyu yakalar•Borunun ucu ezilerek plastik şekil verilir•Boru bağlantı yapılmaya hazırdır.
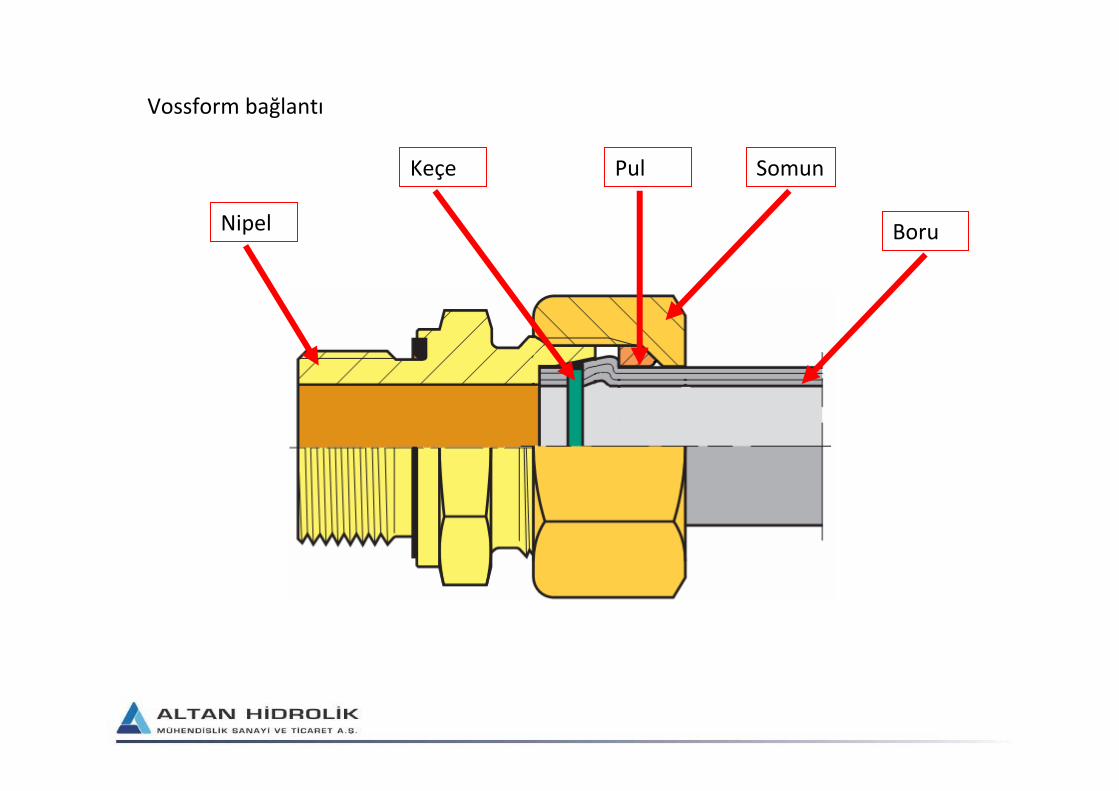
Nipel
Keçe Pul Somun
Boru
Vossform bağlantı
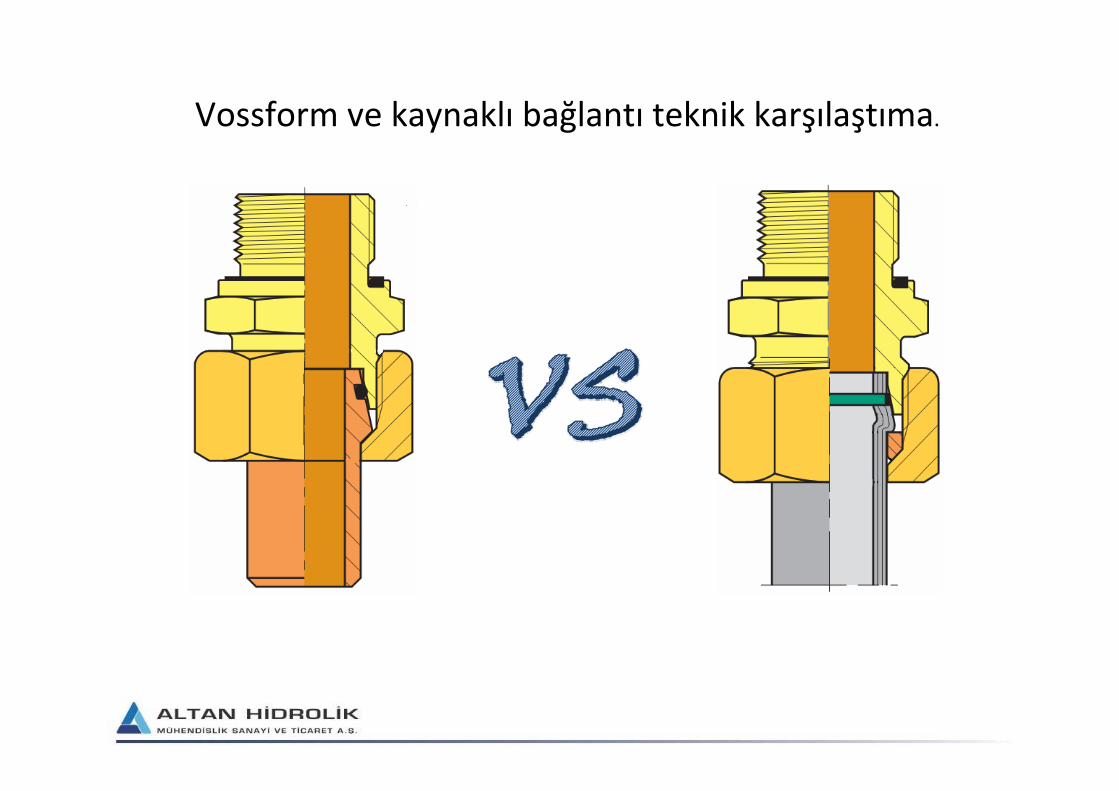
Vossform ve kaynaklı bağlantı teknik karşılaştıma.
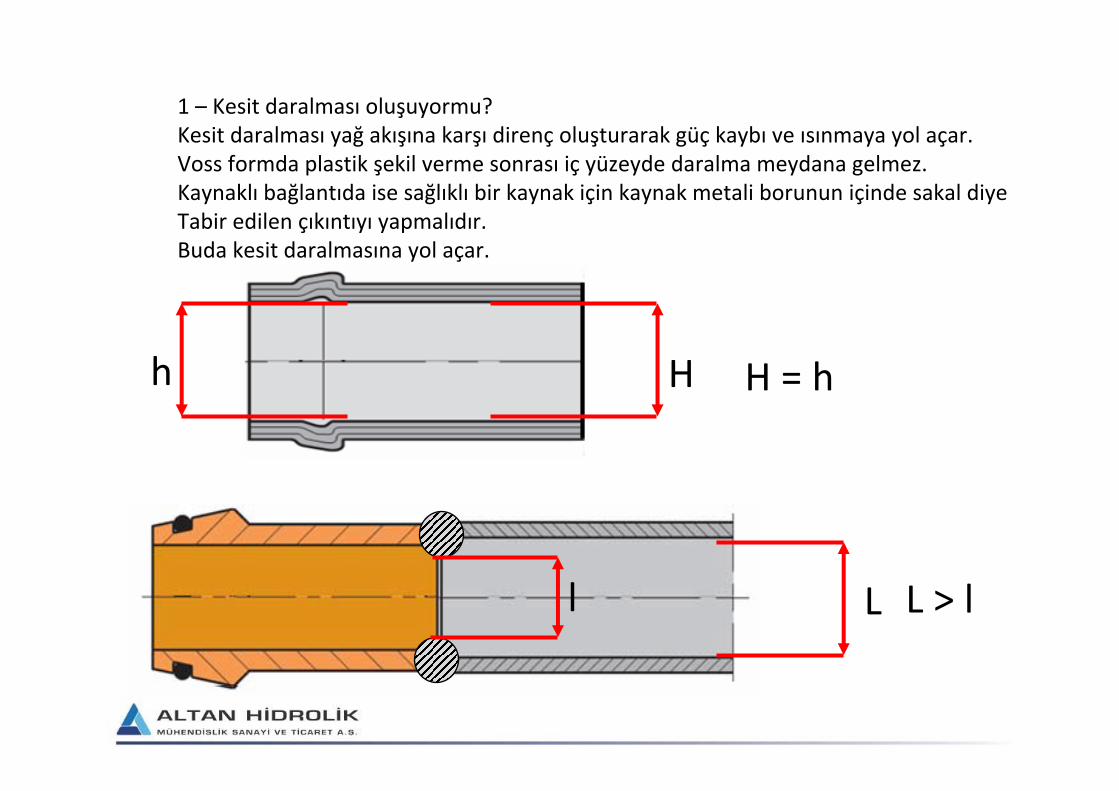
1 – Kesit daralması oluşuyormu?Kesit daralması yağ akışına karşı direnç oluşturarak güç kaybı ve ısınmaya yol açar.Voss formda plastik şekil verme sonrası iç yüzeyde daralma meydana gelmez.Kaynaklı bağlantıda ise sağlıklı bir kaynak için kaynak metali borunun içinde sakal diye Tabir edilen çıkıntıyı yapmalıdır. Buda kesit daralmasına yol açar.
Hh
Ll L > l
H = h

2 – İşlem Sonrası yapı kontrolüVossform’un göz ile kontrol edilmesi yeterlidir.Kaynaklı bağlantıda ise kontrol için X‐RAY ile film çekmek gereklidir.
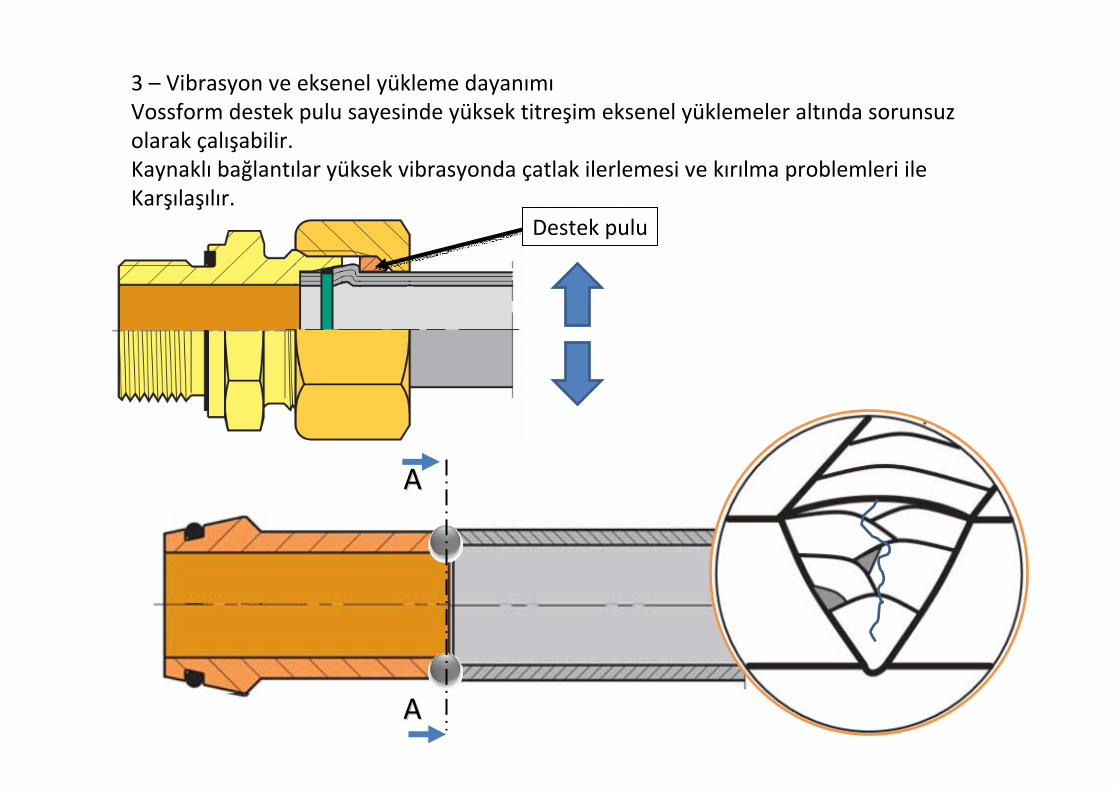
3 – Vibrasyon ve eksenel yükleme dayanımıVossform destek pulu sayesinde yüksek titreşim eksenel yüklemeler altında sorunsuz olarak çalışabilir.Kaynaklı bağlantılar yüksek vibrasyonda çatlak ilerlemesi ve kırılma problemleri ileKarşılaşılır.
AA
AA
Destek pulu
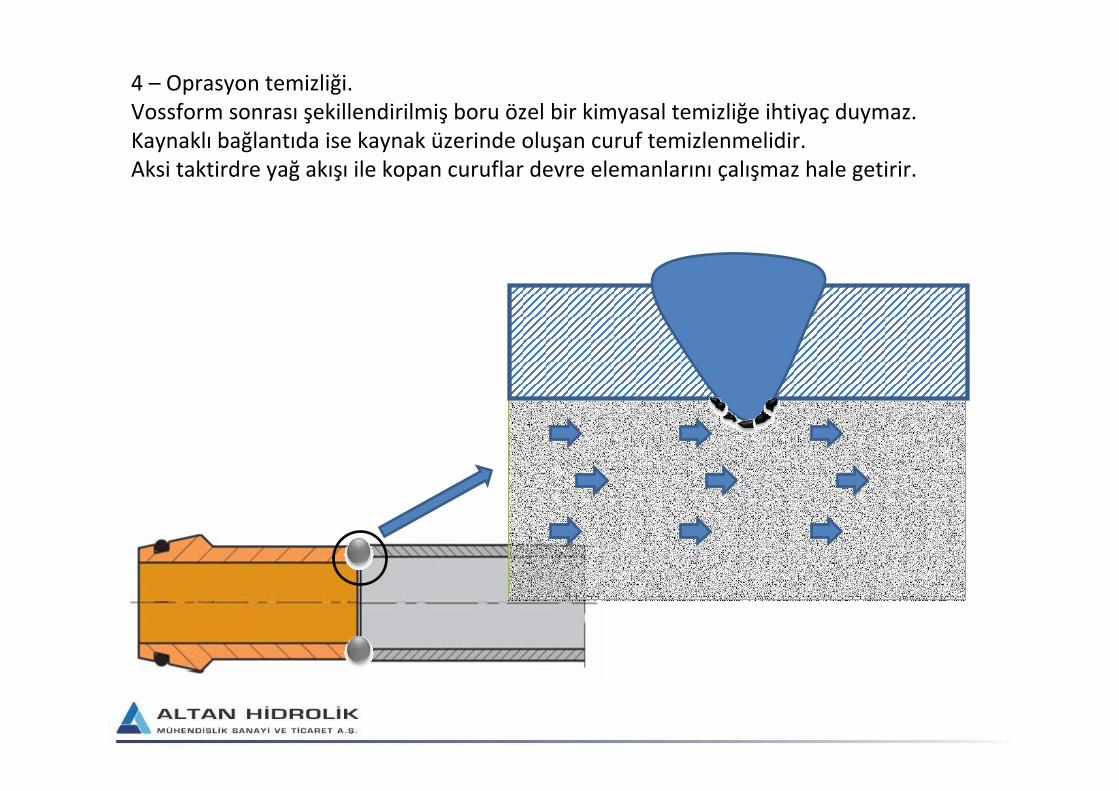
4 – Oprasyon temizliği.Vossform sonrası şekillendirilmiş boru özel bir kimyasal temizliğe ihtiyaç duymaz.Kaynaklı bağlantıda ise kaynak üzerinde oluşan curuf temizlenmelidir. Aksi taktirdre yağ akışı ile kopan curuflar devre elemanlarını çalışmaz hale getirir.
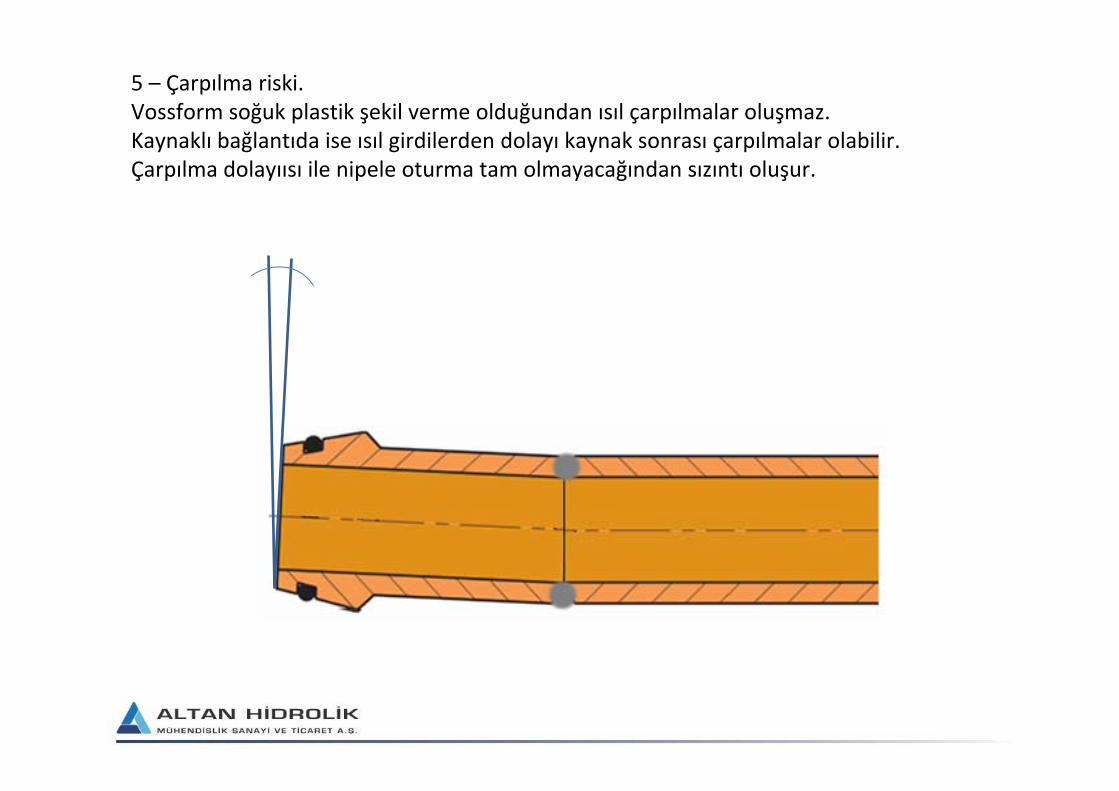
5 – Çarpılma riski.Vossform soğuk plastik şekil verme olduğundan ısıl çarpılmalar oluşmaz.Kaynaklı bağlantıda ise ısıl girdilerden dolayı kaynak sonrası çarpılmalar olabilir.Çarpılma dolayıısı ile nipele oturma tam olmayacağından sızıntı oluşur.
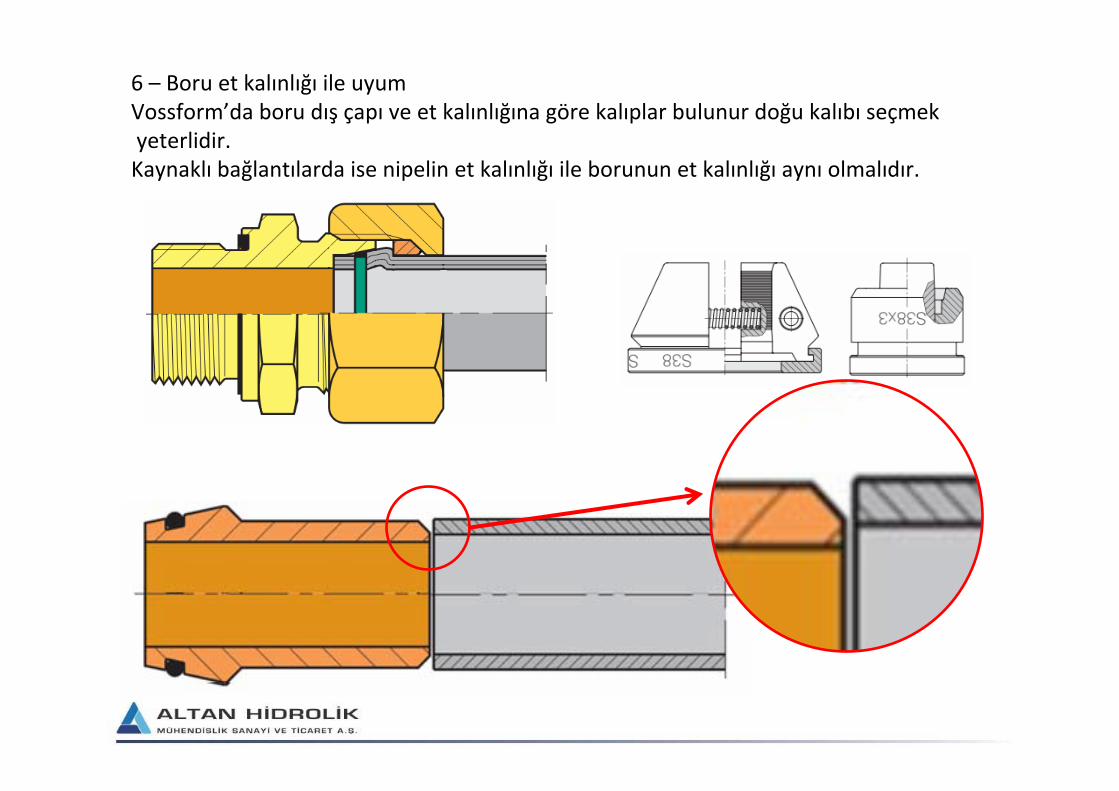
6 – Boru et kalınlığı ile uyumVossform’da boru dış çapı ve et kalınlığına göre kalıplar bulunur doğu kalıbı seçmekyeterlidir.Kaynaklı bağlantılarda ise nipelin et kalınlığı ile borunun et kalınlığı aynı olmalıdır.
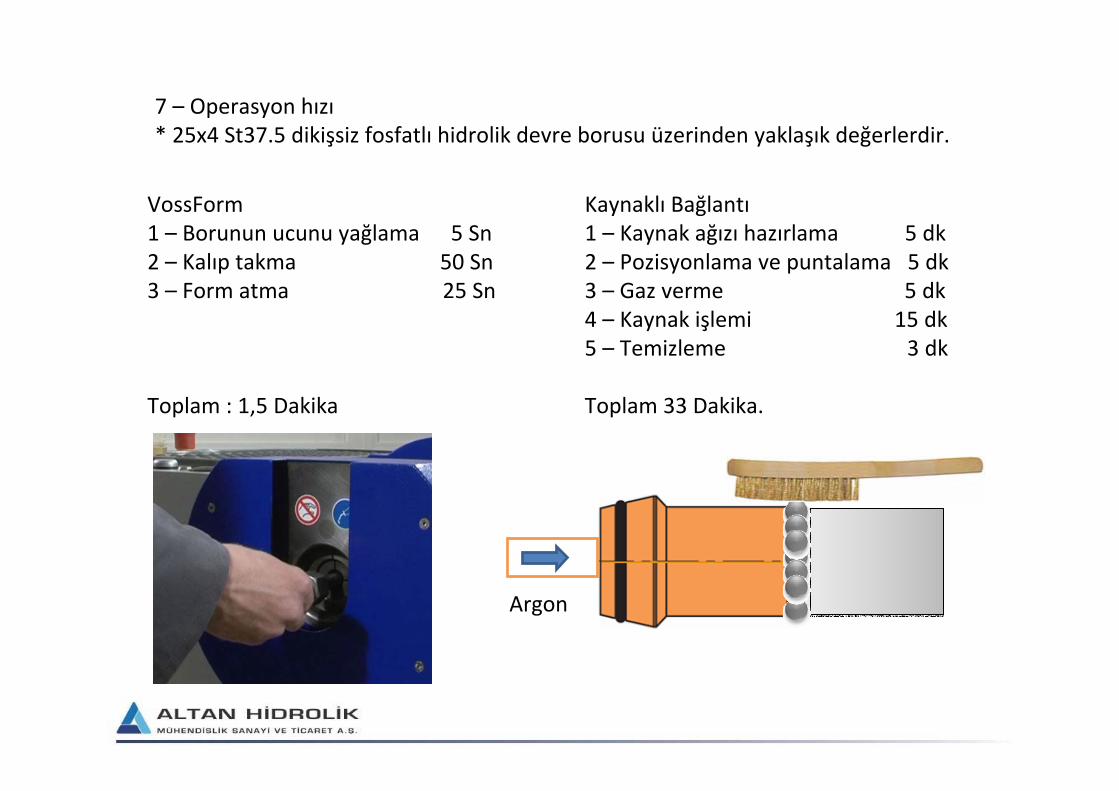
7 – Operasyon hızı* 25x4 St37.5 dikişsiz fosfatlı hidrolik devre borusu üzerinden yaklaşık değerlerdir.
VossForm1 – Borunun ucunu yağlama 5 Sn2 – Kalıp takma 50 Sn3 – Form atma 25 Sn
Toplam : 1,5 Dakika
Kaynaklı Bağlantı1 – Kaynak ağızı hazırlama 5 dk2 – Pozisyonlama ve puntalama 5 dk3 – Gaz verme 5 dk4 – Kaynak işlemi 15 dk5 – Temizleme 3 dk
Toplam 33 Dakika.
Argon
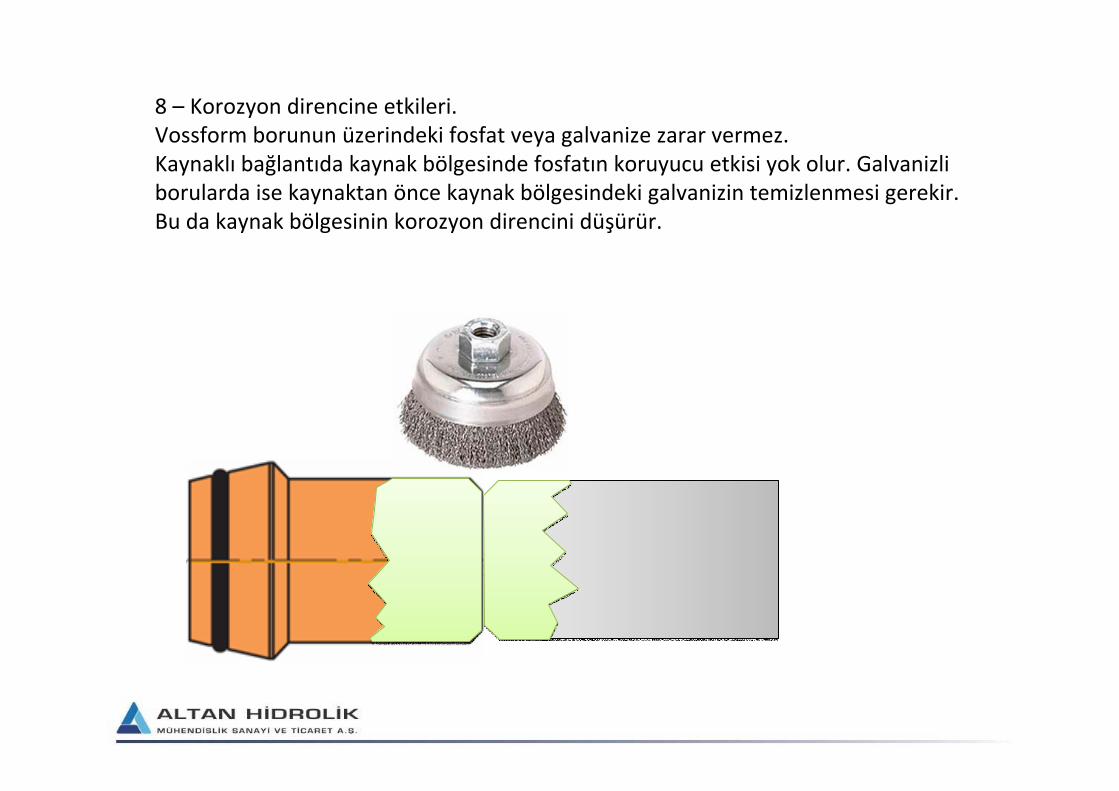
8 – Korozyon direncine etkileri.Vossform borunun üzerindeki fosfat veya galvanize zarar vermez.Kaynaklı bağlantıda kaynak bölgesinde fosfatın koruyucu etkisi yok olur. Galvanizli borularda ise kaynaktan önce kaynak bölgesindeki galvanizin temizlenmesi gerekir.Bu da kaynak bölgesinin korozyon direncini düşürür.
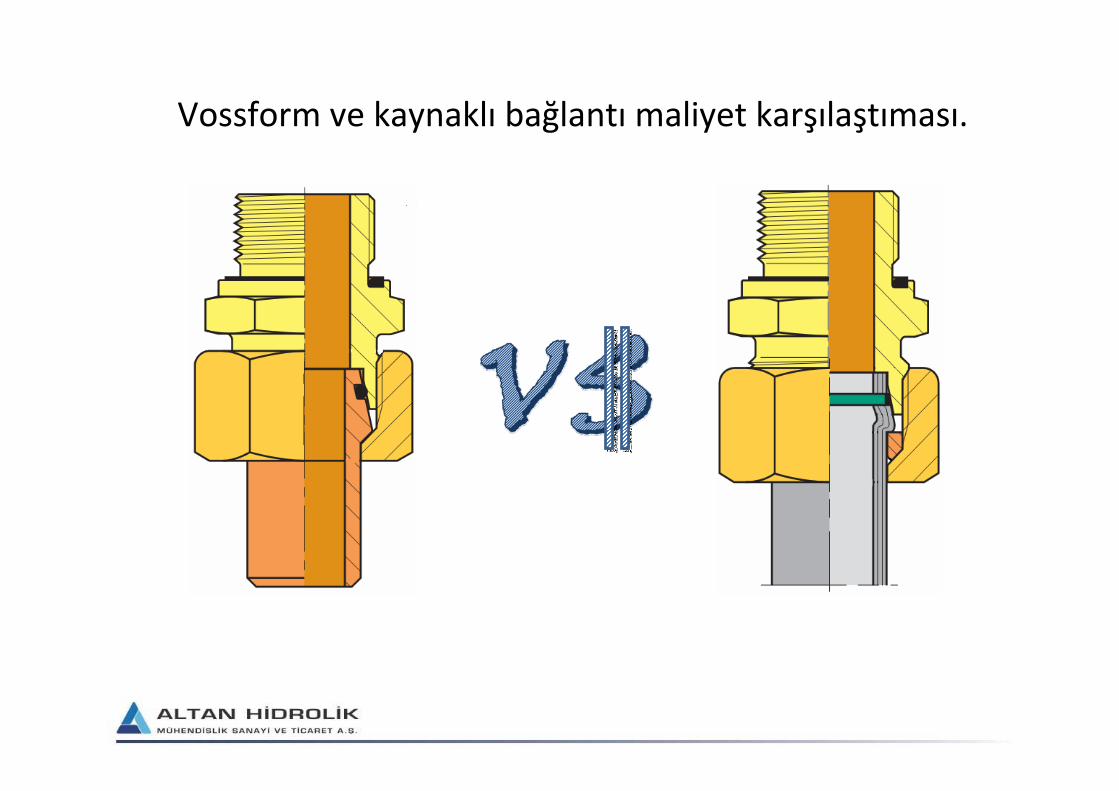
Vossform ve kaynaklı bağlantımaliyet karşılaştıması.
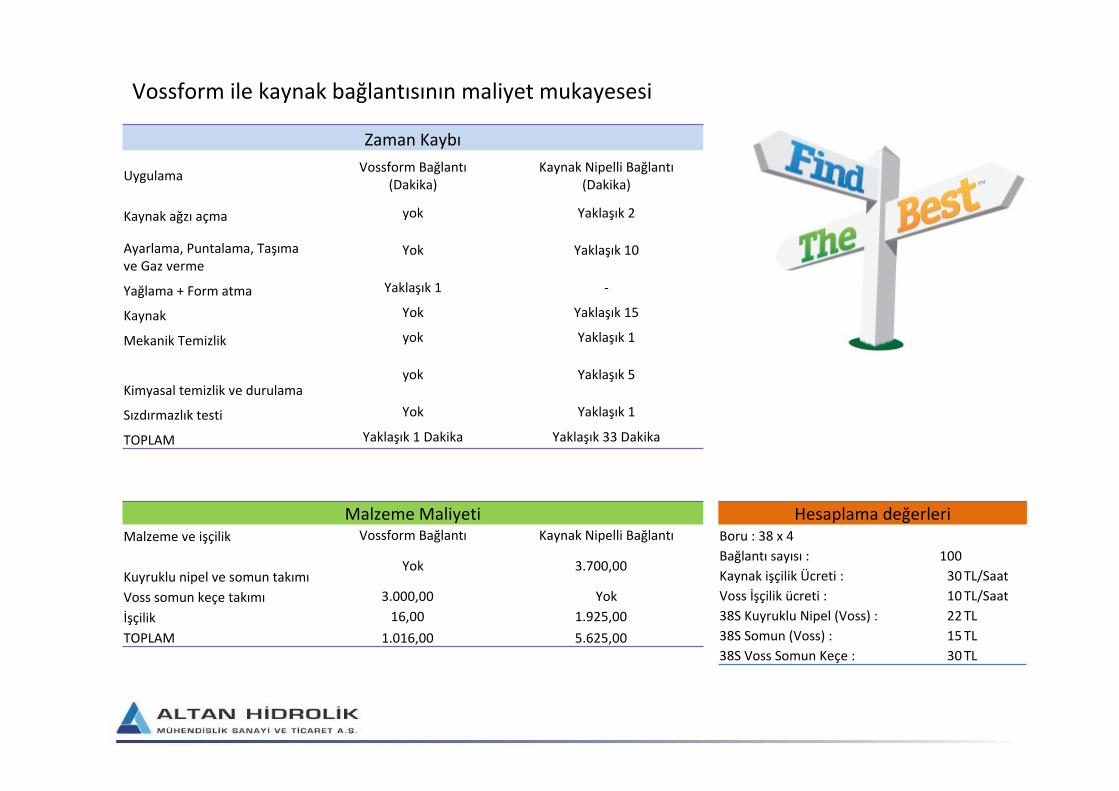
Zaman Kaybı
UygulamaVossform Bağlantı
(Dakika)Kaynak Nipelli Bağlantı
(Dakika)
Kaynak ağzı açma yok Yaklaşık 2
Ayarlama, Puntalama, Taşıma ve Gaz verme
Yok Yaklaşık 10
Yağlama + Form atma Yaklaşık 1 ‐
Kaynak Yok Yaklaşık 15
Mekanik Temizlik yok Yaklaşık 1
Kimyasal temizlik ve durulamayok Yaklaşık 5
Sızdırmazlık testi Yok Yaklaşık 1
TOPLAM Yaklaşık 1 Dakika Yaklaşık 33 Dakika
Malzeme MaliyetiMalzeme ve işçilik Vossform Bağlantı Kaynak Nipelli Bağlantı
Kuyruklu nipel ve somun takımıYok 3.700,00 �
Voss somun keçe takımı 3.000,00 � Yok
İşçilik 16,00 � 1.925,00 �
TOPLAM 1.016,00 � 5.625,00 �
Hesaplama değerleriBoru : 38 x 4Bağlantı sayısı : 100Kaynak işçilik Ücreti : 30TL/SaatVoss İşçilik ücreti : 10TL/Saat38S Kuyruklu Nipel (Voss) : 22TL38S Somun (Voss) : 15TL38S Voss Somun Keçe : 30TL
Vossform ile kaynak bağlantısının maliyet mukayesesi

1 – Zamandan tasarruf2 – Maliyet tasarrufu
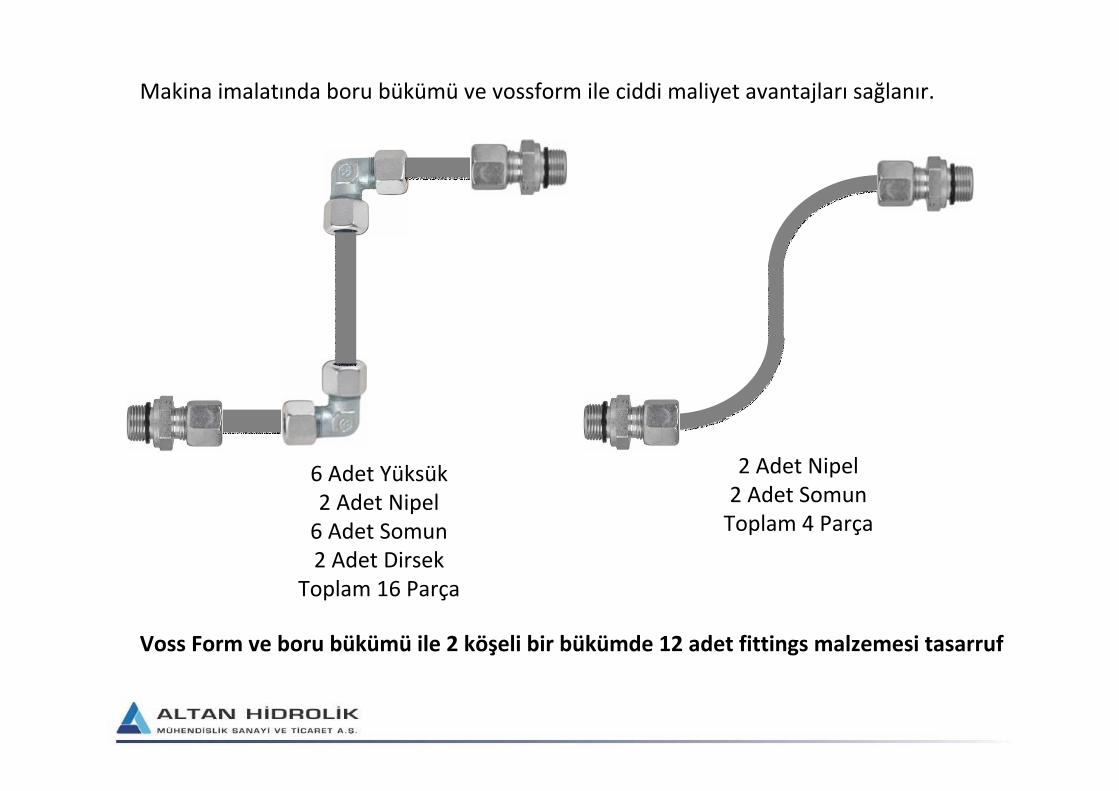
Makina imalatında boru bükümü ve vossform ile ciddi maliyet avantajları sağlanır.
6 Adet Yüksük2 Adet Nipel6 Adet Somun2 Adet Dirsek
Toplam 16 Parça
2 Adet Nipel2 Adet SomunToplam 4 Parça
Voss Form ve boru bükümü ile 2 köşeli bir bükümde 12 adet fittings malzemesi tasarruf
Orta Mah. Üniversite Cad. No:33 Orhanlı Tuzla/İstanbul Tel: 0216 5933300 (pbx)
Revizyon :1.1Tarih : 04.05.2014Hazırlayan : M. Ali Özgür





























