Embed Size (px)
Citation preview

VÄRMEBEHANDLING AV VERKTYGSSTÅL 1
VÄRMEBEHANDLINGAV UDDEHOLMSVERKTYGSSTÅL

VÄRMEBEHANDLING AV VERKTYGSSTÅL2
Uppgifterna i denna trycksak bygger på vårt nuvarande kunnande och är avseddaatt ge allmän information om våra produkter och deras användningsområden.De får således inte anses utgöra någon garanti för att de beskrivna produkternahar vissa egenskaper eller är lämpliga för speciella ändamål.
Klassificerat enligt EU-direktiv 1999/45/EC.För ytterligare information se våra ”Materialsäkerhetsdatablad”.
© UDDEHOLMS ABIngen del av denna publikation får reproduceras eller överföras i kommersielltsyfte utan tillstånd från upphovsrättsinnehavaren.
Utgåva 5, 10.2016
Omslagsbilder, från vänster till höger: Böhler-Uddeholm Tjeckien,Uddeholms AB/HÄRDTekno och Ionbond Sverige AB

VÄRMEBEHANDLING AV VERKTYGSSTÅL 3
INNEHÅLL
Vad är verktygsstål? 4
Härdning och anlöpning 4
Mått- och formstabilitet 11
Ytbehandling 12
Provning av mekaniska egenskaper 14
Några råd till verktygskonstruktörer 15
Hårdhet efter härdning och anlöpning 17
Hårdhetstabell 18

VÄRMEBEHANDLING AV VERKTYGSSTÅL4
Uddeholm Dievar,mjukglödgad struktur.
Syftet med denna broschyr är att geallmän information om hur verktygs-stål värmebehandlas och hur detbeter sig under denna process.Speciellt uppmärksammas hårdhet,seghet och dimensionsstabilitet.
VAD ÄRVERKTYGSSTÅL?Verktygsstål är högkvalitativa stålmed en kontrollerad kemisk samman-sättning för att uppnå de egenskapersom är användbara vid bearbetningoch formning av andra material. Kol-halten i verktygsstål kan variera frånett så lågt värde som 0,1% och ändaupp till över 1,6%. Många stålsorterär legerade med legeringsämnen somkrom, molybden och vanadin.
Verktygsstål används för applika-tioner som klippning och pressning,plastformning, pressgjutning, sträng-pressning och smide.
Legeringssammansättning, ståletstillverkningsprocess och anpassadvärmebehandling är nyckelfaktorervid framtagning av verktyg och detal-jer med de överlägsna egenskapersom endast verktygsstål kan erbjuda.
Egenskaper som slitstyrka, hållfast-het, korrosionsbeständighet ochvärmebeständighet är viktiga äveninom andra användningsområden äntraditionella verktygsstålsapplika-tioner. Av detta skäl är verktygsstål ettbättre val än konstruktions- ellermaskinstål för krävande detaljer inomolika industrisegment.
HÄRDNING OCHANLÖPNINGNär ett verktyg härdas är det mångafaktorer som påverkar resultatet.
NÅGRA TEORETISKAASPEKTERI mjukglödgat tillstånd är större delenav de karbidbildande legerings-ämnena uppbundna tillsammans medkol i karbider.
När stålet hettas upp till härdtem-peratur (austenitiseringstemperatur)omvandlas grundmassan från ferrit tillaustenit. Det innebär att järnatomernaändrar läge i atomgittret och bildar ettnytt gitter med annan kristallinitet.
Mer avancerade material resulterarofta i lägre underhållskostnader,lättare detaljer, högre precision ochökad driftsäkerhet.
Uddeholm har koncentrerat sittsortiment av verktygsstål på hög-legerade stålsorter, främst avseddaför plastformning, klippning ochpressning, pressgjutning, strängsprut-ning, smide, träbearbetningsindustrin,återvinningsindustrin och komponent-tillverkning. Pulverstål (PM) ingårockså i sortimentet.
Verktygsstål levereras normalt imjukglödgat tillstånd, vilket gör mate-rialet lätt att bearbeta med skärandeverktyg och ger en mikrostruktur somlämpar sig väl för härdning.
Den mjukglödgade mikrostruk-turen består av en mjuk grundmassamed karbider. Se bild nedan.
I kolstål är dessa karbider järn-karbider medan de i legerat stål är avkrom (Cr), volfram (W), molybden (Mo)eller vanadin (V), beroende på ståletssammansättning. Karbider är fören-ingar mellan kol och dessa legerings-ämnen och kännetecknas av myckethög hårdhet. En högre andel karbiderbetyder bättre slitstyrka.
I verktygsstål används även lege-ringsämnen som inte bildar karbider,t.ex. kobolt (Co) och nickel (Ni), utanlöses upp i grundmassan. Koboltanvänds vanligen för att förbättravarmhårdheten hos snabbstål medannickel används för att förbättragenomhärdningsegenskaperna ochöka segheten i härdat tillstånd.
Enhetscell i en martensitkristall.Tetragonal.
20µm
= Möjliga lägen för kolatomer
= Järnatomer
3.57 A
2.85 A
2.98 A
2.86 A
Enhetscell i en austenitkristall.Ytcentrerad (FCC).
Enhetscell i en ferritkristall.Rymdcentrerad (BCC).

VÄRMEBEHANDLING AV VERKTYGSSTÅL 5
Uddeholm Dievar,härdad struktur.
Austenit har en högre löslighetsgränsför kol och legeringsämnen, vilket göratt karbiderna till viss del löses upp igrundmassan. På så sätt får grund-massan en legeringshalt av karbid-bildande legeringsämnen, som gerhärdande effekt utan att bli grov-kornig.
Om stålet kyls tillräckligt snabbt vidhärdningen hinner inte kolatomernaflytta sig och tillåta omvandlingen frånaustenit till ferrit, som t.ex. vid glödg-ning. I stället fixeras de i lägen därutrymmet egentligen är för litet ochdet resulterar i höga mikrospänningar,som bidrar till ökad hårdhet. Dennahårda struktur kallas martensit. Mar-tensit kan alltså betraktas som entvångslösning av kol i ferrit. När stålethärdas omvandlas inte grundmassanfullständigt till martensit. Viss austenitåterstår alltid i strukturen och kallasrestaustenit. Mängden restaustenitökar med ökad legeringshalt, högrehärdningstemperatur, längre upp-hettningstid, långa hålltider och lång-sammare kylning.
Efter kylning har stålet en mikro-struktur bestående av martensit, rest-austenit och karbider.
Denna struktur har inbyggda spän-ningar som lätt kan leda till sprick-bildning. Det kan förhindras genomatt på nytt värma upp stålet till en visstemperatur, vilket minskar spänning-arna och omvandlar restausteniten ien utsträckning som beror på tem-peraturen. Denna återuppvärmningefter härdning kallas anlöpning. Härd-ning av ett verktygsstål skall alltidomedelbart följas av anlöpning.
Det bör observeras att anlöpningvid låg temperatur endast påverkarmartensiten medan anlöpning vid högtemperatur även påverkar restauste-niten.
Efter en anlöpning vid hög tem-peratur består mikrostrukturen avanlöpt martensit, nybildad martensit,någon restaustenit och karbider.
Utskiljda sekundära (nybildade)karbider och nybildad martensit kanhöja hårdheten vid högtemperatur-anlöpning. Typiskt för detta är den såkallade sekundärhårdheten i t.ex.snabbstål och höglegerat verktygsstål.
Hårdhet
Anlöpningstemperatur
A = anlöpning av martensitB = karbidutskiljningC = omvandling av restaustenit till martensitD = anlöpningsdiagram för snabbstål och höglegerat verktygsstålA + B + C = D
Diagrammet visar olika faktorersinverkan på sekundärhårdnandet.
A
D
BC
Vanligen krävs en viss hårdhetsgradför varje enskild verktygsståls-applikation och därför väljs värme-behandlingsparametrarna till viss deutifrån önskad hårdhet. Det är mycketviktigt att komma ihåg att hårdhetenpåverkas av flera olika faktorer, sommängden kol i den martensitiskagrundmassan, mikrospänningar imaterialet, mängden restaustenit ochde utskiljda karbiderna under anlöp-ningen.
Det är möjligt att använda olikakombinationer av dessa faktorerför att uppnå samma hårdhetsgrad.Varje kombination är ett resultat av ettspecifikt värmebehandlingsförlopp,men en viss hårdhet garanterar ingaspecifika egenskaper hos materialet.Materialegenskaperna bestäms avmaterialets mikrostruktur och denna
beror på värmebehandlingsförloppetoch inte på uppnådd hårdhet.
Rätt utförd värmebehandling gerinte bara önskad hårdhet utan ävenoptimerade materialegenskaper för enspecifik applikation.
Verktygsstål ska alltid anlöpasminst två gånger. Den andra anlöp-ningen tar hand om den nybildademartensiten, som kan uppträda underkylning efter den första anlöpningen.
Tre anlöpningar rekommenderas iföljande fall:• snabbstål med hög kolhalt
• komplexa varmarbetsverktyg,speciellt pressgjutningsformar
• stora formar för plastformnings-applikationer
• när hög dimensionsstabilitet är ettkrav (som t.ex. för mätinstrumentoch verktyg för integrerade kretsar)
20µm

VÄRMEBEHANDLING AV VERKTYGSSTÅL6
AVSPÄNNINGSGLÖDGNINGNär ett verktyg grovbearbetas är detviktigt att ta hänsyn till eventuellformförändring vid härdning. Undergrovbearbetningen byggs värme-spänningar och mekaniska spän-ningar upp, som stannar i materialet.Detta kan vara av mindre betydelsepå en enkelt utformad symmetriskdetalj, men avgörande vid bearbet-ning av en komplex och asymmetriskdetalj, till exempel en av formhalvornai ett pressgjutningsverktyg. I dessafall rekommenderas alltid en extravärmningsoperation, s k avspän-ningsglödgning.
Denna behandling görs eftergrovbearbetningen men före härdningoch innebär uppvärmning till mellan550°C och 700°C. Materialet skavärmas tills det har uppnått fullgenomvärmning, hållas vid full tem-peratur i 2–3 timmar och sedan kylaslångsamt, exempelvis i ugn.
Kylningen måste ske långsamt föratt undvika att nya värmespänningaruppkommer i det spänningsfria mate-rialet.
Tanken bakom avspännings-glödgning är att materialets sträck-gräns vid den förhöjda temperaturenär så låg att materialet inte kan ståemot de inre spänningar som finns.Det innebär att sträckgränsen över-skrids och spänningarna utlöses,vilket resulterar i större eller mindreformförändringar.
Den korrekta arbetsgången förehärdning är: grovbearbetning, avspän-ningsglödgning och finbearbetning.
UPPVÄRMNING TILLHÄRDTEMPERATURSom redan förklarats orsakar inrespänningar i materialet formföränd-ring under värmebehandling. Av dettaskäl bör värmespänningar undvikas.
Grundregeln för uppvärmning tillhärdtemperaturen är att den ska skelångsamt och endast öka någragrader per minut. Den stegvisa pro-cessen stoppas vid olika tempera-turer, vanligen kallade förvärmnings-steg, för att utjämna temperaturenmellan detaljens yta och kärna.Normala förvärmningstemperaturer är600–650°C och 800–850°C.
För stora verktyg med komplexgeometri rekommenderas ett tredjeförvärmningssteg nära det tempera-turområde där omvandling till austenitstartar.
HÅLLTID VIDHÄRDTEMPERATURDet är omöjligt att kortfattat ge exaktarekommendationer som täcker allavärmningssituationer.
Hänsyn måste tas till faktorer somugnstyp, härdtemperatur, chargensvikt i förhållande till ugnens storlek,geometrin hos de olika delarna ichargen osv., i varje specifikt fall.
Användning av termoelement gör detmöjligt att mäta temperaturen i olikaområden hos olika verktyg i chargen.Värmningen avslutas när kärnan hosdetaljerna i ugnen når vald tempera-tur. Därefter hålls temperaturenkonstant under en viss tid. Dettakallas hålltid.
Generellt rekommenderas en hålltidpå 30 minuter. För snabbstål blirhåll-tiden kortare i de fall där härd-temperaturen är över 1100°C. Omhålltiden förlängs kan mikrostruk-turella problem som korntillväxtuppstå.
.Termoelement gör det möjligt att mäta temperaturen i olika områden undervärmebehandling. Foto: Böhler-Uddeholm Tjeckien
MPa
Temperatur
Restspänningar somfinns i materialet
Sräckgräns
Plastiskdeformation

VÄRMEBEHANDLING AV VERKTYGSSTÅL 7
KYLNINGValet mellan snabb och långsamkylning blir vanligen en kompromiss.
För optimal mikrostruktur ochverktygsprestanda ska kylnings-hastigheten vara snabb. För minstamöjliga formförändring rekommen-deras långsam kylning.
Långsam kylning ger mindre tem-peraturskillnad mellan detaljens ytaoch kärna och olika grova sektionerfår en mer likartad kylningshastighet.
Detta har stor betydelse vid kylninggenom martensitområdet, underMs-temperaturen.
Martensitbildning leder till volym-ökning och spänningar i materialet.Detta är också skälet till att kylningbör avbrytas innan rumstemperaturnås, vanligen vid 50–70°C.
Om kylningen däremot är för lång-sam kan det uppstå oönskade om-vandlingar i mikrostrukturen, speciellti grova dimensioner, med ökad riskför sämre verktygsprestanda somföljd.
De kylmedier som numera användsför legerat stål är: härdolja, polymer-lösningar, luft och ädelgas.
Lufthärdning används för stål medhög härdbarhet, vilket i de flesta fallberor på kombinationen av mangan,krom och molybden i legeringsinne-hållet.
Risken för formförändring ochsprickor kan minskas med hjälp avetapphärdning. I denna process kylsmaterialet i två steg. Först kyls det
Kylprocessen uttryckt i ett CCT-diagram.
Martensit
Kärna
AC1
AC3
Temperatur
Yta
MS
från härdtemperatur till dess attyttemperaturen är precis över Ms-temperaturen. Temperaturen måstesedan hållas där tills temperaturenhar utjämnats mellan ytan och kär-nan. Därefter fortsätter kylprocessen.Med denna metod kan kärna och ytanomformas till martensit mer ellermindre samtidigt och minska upp-komsten av värmespänningar. Etapp-härdning kan även användas vid kyl-ning i vakuumugn.
Den maximala kylningshastighetsom kan användas för en detalj berorpå stålets värmeledningsförmåga,kylmediets kylförmåga och detaljenstvärsnitt.
För låg kylningshastighet leder tillkarbidutskiljning vid korngränserna idetaljens kärna och det har mycket
Kylningshastigheter för olika medier.
negativ inverkan på stålets mekaniskaegenskaper. Ythårdhet hos störredetaljer i grova dimensioner kanockså bli lägre än för mindre detaljereftersom den stora värmemängdensom måste transporteras från kärnantill ytan skapar en självanlöpnings-effekt.
Det finns fortfarande ett fåtal värme-behandlingsverkstäder som användersaltbad, men denna teknik är på vägatt försvinna av miljöskäl.
Olja och polymerlösningar användsvanligen för låglegerat stål och förverktygsstål med låg kolhalt.
Batch förberedd för värmebehandling.Foto: Böhler-Uddeholm Tjeckien.
MS
Härdtemperatur
Rums-temperatur
Olja
Temperatur
Luft
Saltbad
Tid
Vakuum
Vatten
Polymer
TidEtapphärdning.
AC1
AC3
Temperatur
Kärna
MS
Martensit
Yta

VÄRMEBEHANDLING AV VERKTYGSSTÅL8
VAKUUMTEKNIKVakuum är numera den mest användatekniken för härdning av höglegeratstål.
Vakuumvärmebehandling är en renprocess och detaljerna behöverdärför inte rengöras efteråt. Teknikenerbjuder en tillförlitlig processkontrollmed hög automatiseringsgrad, lågaunderhållskrav och miljövänlighet.Dessa faktorer gör vakuumteknikenspeciellt attraktiv för högkvalitativadetaljer.
De olika stegen i en vakuumugnsfunktion kan schematiskt beskrivasenligt följande:• När ugnen stängs efter lastning,
pumpas luft ut från värmekam-maren för att undvika oxidation.
• En inert gas (vanligen kväve)sprutas in i värmekammaren tills etttryck på ca 1–1,5 bar har uppnåtts.
• Uppvärmningssystemet startas.Den inerta gasen möjliggör värme-överföring genom konvektion.Detta är det effektivaste sättet attvärma upp ugnen till en temperaturpå ca 850°C.
• När ugnen når en temperatur påca 850°C är värmeövergångengenom strålning större än genomkonvektion. För att optimera
PRAKTISKA RÅDRisken för oxidation och kolhalts-variationer (upp- eller avkolning) ärstor vid höga temperaturer. För attskydda stålytan används vakuum-ugnar och ugnar med kontrolleradskyddsgasatmosfär.
Avkolning resulterar i låg ythårdhetoch risk för sprickbildning.
Uppkolning kan däremot ge tvåolika resultat:• det första och lättaste att identi-
fiera är bildandet av ett hårdareytskikt, som kan ha negativ inverkan
• det andra problemet som kan upp-komma är restaustenit på ytan
Restaustenit kan i många fall för-växlas med ferrit sett i ett optisktmikroskop. Eftersom hårdheten fördessa båda faser i stort sett är den-samma kan det som vid första an-blicken ser ut som avkolning, i vissafall visa sig vara det motsatta.
Det är därför mycket viktigt attatmosfären där värmebehandlingenäger rum inte påverkar detaljenskolhalt.
Inpackning i hermetiskt tillslutenrostfri stålfolie ger ett visst skydd viduppvärmning i muffelugn. Stålfolienska avlägsnas före kylning.
Batchugn med kontrollerad atmosfär.Foto: Bodycote Stockholm, Sverige.
Värmekammare med grafitisolering.Foto: Schmetz GmbH Vacuum Furnaces,Tyskland.
strålingsbidraget sänks kväve-trycket. Under dessa nya förhållan-den blir värmeöverföringen genomkonvektion försumbar. Det nyakvävetrycket är ca 1–7 mbar.Trycket bibehålls för att undvikasublimering av legeringsämnena,dvs. för att undvika förlust avlegeringsämnen till vakuumet. Detlåga trycket hålls konstant underuppvärmningsprocessens sista fassamt under hålltiden för vald härd-ningstemperatur.
Vid toppkylning passerar gas genom värmekammaren från toppen till botten.Illustration från Schmetz GmbH Vacuum Furnaces, Tyskland.
Värmeelement
Kylfläkt
KonvektionsfläktVarm zon
Nedre gasventil
UgnshöljeVärmeväxlare
Övre gasventil
• Kylningen utförs genom kraftiginsprutning av inert gas (vanligenkväve) in i värmekammaren i olikariktningar tills det övertryck uppnås,som valdes vid programmering avugnen.

VÄRMEBEHANDLING AV VERKTYGSSTÅL 9
Kylningsfas. Kvävgasström passerar genom värmekammaren i olika riktningar.Illustration från Schmetz GmbH Vacuum Furnaces, Tyskland.
Vertikal kylning
Horisontell kylning
Från toppen till botten. Från botten till toppen.
Från höger till vänster. Från vänster till höger.
Laddningsoperation. Foto: Böhler-Uddeholm, Tjeckien.
Vakuumugn. Foto: Schmetz GmbHVacuum Furnaces, Tyskland.
Det maximala övertrycket är enindividuell parameter för varje ugnoch ger en anvisning om ugnenskylkapacitet.

VÄRMEBEHANDLING AV VERKTYGSSTÅL10
Austenit
Oanlöpt martensit
Anlöpt martensit
Efteruppvärmning
Eftersläckning
Efter förstaanlöpning
Efter andraanlöpning
Efter tredjeanlöpning*
*Snabbstål och stora pressgjutningsformar
HÅLLTIDER VID ANLÖPNINGÄven här finns en generell regel somkan tillämpas i de flesta fall:efter genomvärmning ska materialethållas i minst två timmar vid fulltemperatur varje gång.
Utveckling avfasinnehåll i värme-behandlingens olikasteg.
ANLÖPNINGMaterialet ska anlöpas i direkt anslut-ning till kylningen.
Kylningen ska avbrytas vid en tem-peratur av 50–70°C och anlöpningska ske omedelbart. Om detta inte ärmöjligt måste materialet hållas varmt,t.ex. i ett speciellt värmeskåp i väntanpå anlöpning.
Notera att de inre spänningarna idet kylda materialet kan resultera iatt sprickor bildas om anlöpninginte görs omedelbart efter kyl-processen. Denna bristning avkristallstrukturen kan ske på ettexplosionsartat sätt. Att anlöpa såsnart som möjligt handlar därförinte bara om att skydda detaljenfrån sprickor. Det är även en frågaom personlig säkerhet.
Uddeholm har gjort en mängd olikaexperiment och mätningar ochsammanställt data i diagram för hård-het, seghet, dimensionsförändringaroch restaustenit. Diagrammen förrespektive stålsort är till stor hjälp vidval av korrekt anlöpningstemperatur.
Vid val av anlöpningstemperaturska de mekaniska egenskapernaprioriteras eftersom vissa mindredimensionsändringar kan göras i ettsista finbearbetningssteg. De meka-niska och fysikaliska egenskapernasom uppnås efter anlöpning beror ihög grad på vald anlöpningstempera-tur. Högtemperaturanlöpning resul-terar i en lägre halt restaustenit änlågtemperaturanlöpning. Materialetkommer därför att ha högre tryck-hållfasthet och förbättrad dimen-sionsstabilitet (under drift och vidytbeläggning).
När anlöpning sker vid hög tempe-ratur framträder även andra skillnaderi egenskaper, som högre värmeled-ningsförmåga. För höglegerade stålsker utskiljning av sekundära karbi-der, vilket påverkar korrosions-beständigheten negativ men gernågot högre slitstyrka.
Om verktyget ska gnistbearbetaseller beläggas är det nödvändigt medhögtemperaturanlöpning.
HUR MÅNGAANLÖPNINGAR KRÄVS?Två anlöpningar rekommenderasgenerellt för verktygsstål, utom vidgrova dimensioner, detaljer medkomplex geometri eller mycket högakrav på dimensionsstabilitet. I dessafall krävs vanligen en tredje anlöp-ning.
Grundregeln vid kylning är attavbryta vid 50–70°C. Det resulterar iatt en viss mängd austenit finns kvaroomvandlad när materialet är klart föranlöpning. När materialet svalnar efteranlöpningen omvandlas större delenaustenit till martensit (oanlöpt). Enandra anlöpning ger materialet opti-mal seghet vid den aktuella hård-heten.
Undre formhalva föraluminiumfälg pågaller före värme-behandling.Foto: ASSAB Çelik(Turkiet)
Rest-austenit}

VÄRMEBEHANDLING AV VERKTYGSSTÅL 11
Sträckgräns, Rp0.2MPa
400350300250200150100 50
VÄRMESPÄNNINGARVärmespänningar bildas så snart detfinns en temperaturgradient i materia-let, d.v.s. när temperaturen inte ärjämn i hela detaljen.
Värmespänningar ökar ju snabbareuppvärmningen sker. Ojämn upp-värmning kan resultera i lokala volym-ökningar på grund av ojämn utvidg-ning, vilket också bidrar till spän-ningar och formförändringar.
För att komma runt detta problemkan uppvärmningen göras stegvis föratt utjämna temperaturen mellan ytanoch kärnan.
Längdutvidgning mm/100 mm
0.8
0.6
0.4
0.2
Temperaturens effekt på längdutvidg-ningen hos Uddeholm Orvar Supreme,mjukglödgat tillstånd.
MÅTT- OCHFORMSTABILITETFORMFÖRÄNDRING VIDHÄRDNING OCH ANLÖP-NING AV VERKTYGSSTÅLNär en detalj av verktygsstål härdasoch anlöps uppstår normalt en vissmissformning eller formförändring.Detta är välkänt och det är normalpraxis att lämna en viss bearbet-ningsmån på verktyg före härdning.Det gör det möjligt att justera verk-tyget till korrekta mått efter härdningoch anlöpning, t ex genom slipning.
HUR UPPKOMMERFORMFÖRÄNDRINGEN?Orsaken är spänningar i materialet.Dessa spänningar kan indelas i:
• bearbetningsspänningar
• värmespänningar
• omvandlingsspänningar
BEARBETNINGSSPÄNNINGARDenna typ av spänningar alstrasunder maskinbearbetningsopera-tioner som svarvning, fräsning, slip-ning eller olika typer av kallformning.
Om spänningar har byggts upp i endetalj, utlöses de i samband medvärmning. Värmningen minskar håll-fastheten, varvid spänningar utlösesgenom lokal deformation. Detta kanleda till en formförändring.
För att minimera formförändringenvid värmningen under härdnings-
100 200 300 400 500 600 °C
Temperatur
100 200 300 400 500 600 °C Temperatur
Omvandlingtill austenit
Volymförändringar vid struktur-omvandling.
Volym
Ms AC1 AC3
Temperatur
Omvandlingtill martensit
OMVANDLINGSSPÄNNINGAROmvandlingsspänningar uppstår närstålets mikrostruktur omvandlas.Orsaken är att de tre aktuella struk-turtyperna – ferrit, austenit ochmartensit – har olika densitet, dvs.olika volym.
Av de mikrostrukturella förändringarsom sker under värmebehandlingenär det omvandlingen från austenit tillmartensit som har störst inverkan.Denna omvandling orsakar en volym-ökning.
En mycket kraftig och ojämn kyl-ning kan också bilda martensit lokalt,vilket leder till en ojämn volym-förändring med spänningar som följd.Dessa spänningar kan då ge upphovtill formförändringar och i vissa fallsprickor.
processen kan en extra värmnings-operation, avspänningsglödgning,utföras före härdningen. Det rekom-menderas att avspänningsglödgamaterialet efter grovbearbetning.Eventuell formförändring kan dåjusteras i mjukglödgat tillstånd förehärdningen.
Temperaturens inverkan på sträck-gränsen hos Uddeholm Orvar Supreme,mjukglödgat tillstånd.
Man ska alltid sträva efter att värmaupp så långsamt att temperaturenförblir praktiskt taget densamma ihela detaljen.
Vad som sagts beträffande upphett-ning gäller även vid kylning.
Också vid kylning kan mycketkraftiga spänningar uppstå. Som enallmän regel gäller att ju långsammarekylningen kan göras desto mindreformförändring uppstår på grund av
värmespänningar. Men, som tidigarenämnts, resulterar en snabbarekylning i bättre mekaniska egenska-per.
Det är viktigt att kylmediet förde-las så jämnt som möjligt. Detta gällerspeciellt när cirkulerande luft ellerskyddsgasatmosfär (som i vakuum-ugnar) används. I annat fall kan tem-peraturskillnader i verktyget leda tillbetydande formförändring.

VÄRMEBEHANDLING AV VERKTYGSSTÅL12
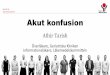
Uddeholm Sleipner.Anlöpningstemperaturensinverkan på hårdhet ochrestausternit med ochutan djupkylning.
HUR KANFORMFÖRÄNDRINGMINSKAS?Formförändring kan minimerasgenom att:• hålla konstruktionen enkel och
symmetrisk• ta bort bearbetningsspänningar
genom avspänningsglödgning eftergrovbearbetning
• värma upp långsamt till härd-temperatur
• använda lämplig stålkvalitet• detaljen kyls så långsamt som
möjligt, men tillräckligt snabbt föratt uppnå en korrekt mikrostrukturi stålet
• använda etapphärdning• anlöpa vid lämplig temperatur
Följande värden för bearbetningsmånkan användas som riktlinjer.
BearbetningstilläggUddeholms på dimensionernastålsort i % av måttet
ARNE 0.25 %
CALDIE 0.25 %
CALMAX/CARMO 0.20 %
CHIPPER/VIKING 0.20 %
RIGOR 0.20 %
SLEIPNER 0.25 %
SVERKER 3 0.20 %
SVERKER 21 0.20 %
VANADIS 4 EXTRA SUPERCLEAN 0.15 %
VANADIS 8 SUPERCLEAN 0.15 %
VANADIS 23 SUPERCLEAN 0.15 %
VANCRON 40 SUPERCLEAN 0.20 %
CORRAX 0.05–0.15 %*
ELMAX SUPERCLEAN 0.15 %
MIRRAX ESR 0.20 %
STAVAX ESR 0.15 %
UNIMAX 0.30 %
ALVAR 14 0.20 %
DIEVAR 0.30 %
FORMVAR 0.30 %
ORVAR 2 MICRODIZED 0.20 %
ORVAR SUPREME 0.20 %
QRO 90 SUPREME 0.30 %
VIDAR SUPERIOR 0.25 %
BURE 0.20 %
* Beroende på åldringstemperatur
YTBEHANDLINGNITRERINGVid nitrering tillförs kväve till ståletsyta från ett kväveavgivande mediumunder specifika fysikaliska förhållan-den. När kväveatomer diffunderas in istålet bildas nitrider, vilket ger etthårdare ytskikt med högre slitstyrka.
Det är väldigt viktigt att beakta attnitrering har en negativ effekt påkorrosionsbeständigheten för rost-tröga stål med hög kromhalt. I andrafall kan nitrering ha en positiv effektpå korrosionsbeständigheten.
Stål som är lämpliga att nitrera ärvanligen stål med en medium kolhaltoch nitridbildande legeringsämnensom krom, aluminium, molybden ochvanadin.
Kärnan ska verka som ett stabiltsubstrat när det gäller mekaniskaegenskaper och mikrostruktur. Detbetyder att det för härdade materialär nödvändigt att anlöpa vid högretemperatur än nitreringstempera-turen för att undvika att kärnanmjuknar under nitreringsprocessen.
Det ska påpekas att en nitrerad ytainte kan bearbetas med skärandeverktyg och endast med svårighetslipas. En nitrerad yta orsakar ävenproblem vid svetsreparationer.
Det finns flera nitreringstekniker atttillgå; de vanligaste är gasnitrering,högtrycksnitrering (utförs i vakuum-ugnar) och plasmanitrering.
DJUPKYLNINGRestausteniten i ett verktyg kanomvandlas till martensit under drift.Detta beror på förekomsten avoanlöpt martensit och kan leda tilllokal formförändring och sprödhet iverktyget. Kravet för maximal dimen-sionsstabilitet under drift är därförindirekt ett krav på mycket låg elleringen restaustenithalt. Detta kanuppnås genom djupkylning efterkylning eller genom högtemperatur-anlöpning.
Djupkylningsbehandlingen leder tillen reducering av restaustenithaltengenom att verktyget eller detaljenutsätts för mycket låg temperatur.De vanligaste temperaturerna är cirka-80°C och -196°C. Detta resulterar isin tur i ökad hårdhet på upp till1–2 HRC jämfört med icke djupkyldaverktyg som endast lågtemperatur-anlöpts.
För högtemperaturanlöpta verktygblir hårdhetsökningen liten eller ingenalls.
Verktyg som högtemperaturanlöptshar, även utan djupkylning, normalten låg halt av restaustenit och i deflesta fall också tillräcklig dimen-sionsstabilitet. För höga krav pådimensionsstabilitet vid använd-ningen av verktyget rekommenderasdock en djupkylningsbehandling äveni kombination med högtemperatur-anlöpning.
För de högsta kraven på dimen-sionsstabilitet rekommenderas djup-kylning i flytande kväve efter kylning isamband med härdning och mellan
150 250 350 450 550 650°C
Anlöpningstemperatur °C
Hårdhet
Restaustenit
Utan djupkylningMed djupkylning
Hårdhet, HRC
75
70
65
60
55
50
45
4035
Restaustenit %
24
21
18
15
12
9
6
3
anlöpningarna. Avsluta alltid med enanlöpning som sista moment för attundvika oanlöpt martensit i detaljen.

VÄRMEBEHANDLING AV VERKTYGSSTÅL 13
NITROKARBURERINGNitrokarburering är en process därdet förutom kväve även tillförs kol tilldetaljens yta. Detta sker genomexponering i en atmosfär som är rikpå dessa två ämnen. En blandning avammoniakgas och kolmonoxid ellerkoldioxid är exempel på lämpligaatmosfärer för denna behandling.Temperaturområdet för processen är550°C till 580°C och exponerings-tiden är mellan 30 minuter och5 timmar.
Efter exponeringen ska detaljenkylas ned snabbt.
Två vanliga problem med konven-tionella nitreringstekniker är risken föröveranlöpning av substratmaterialetoch förtjockning av det nitreradeskiktet i skarpa hörn.
Pulsad plasmanitrering minskarrisken för överanlöpning genom attplasma anbringas intermittent pådetaljen. Det ger en bättre kontrollöver lokala temperaturer underprocessen.
Active screen-plasmanitrering ärockså en utveckling av plasma-nitreringstekniken. Med denna teknikförväntas ett jämntjockt nitrerskiktoberoende av detaljens geometri.
Plasmanitrering, Foto: Böhler-Uddeholm, Tjeckien
SÄTTHÄRDNINGSätthärdning är en process i vilkenen färdig detalj behandlas i en upp-kolande atmosfär vid hög temperatur.Temperaturområdet är 850°C–950°C.Metoden ger ett skikt med högrekolhalt, som normalt är 0,1–1,5 mmtjockt. När skiktet har bildats skadetaljen kylas. Vid kylningen omvand-las det uppkolade skiktet till martensitmed en högre kolhalt och därmedhögre hårdhet. Detaljen ska därefteranlöpas.
TERMISK DIFFUSIONTermisk diffusion är en process ivilken vanadin diffunderar in i mate-rialet, reagerar med befintligt kol ochbildar ett vanadinkarbidskikt. Ståletmåste innehålla minst 0,3 % kol.Denna ytbehandling ger mycket högslitstyrka.
YTBELÄGGNINGYtbeläggning av verktygsstål blir alltvanligare. Syftet med dessa pro-cesser är att skapa ett ytterskikt medmycket hög hårdhet och låg friktion,som ger god slitstyrka och minimerarrisken för vidhäftning och kletning.För att kunna utnyttja dessa egen-skaper maximalt måste ett verktygs-stål av hög kvalitet väljas.
De mest använda beläggnings-metoderna är:• PVD-beläggning (Physical Vapour
Deposition)
• CVD-beläggning (ChemicalVapour Deposition)
CVD-beläggning kan även utförasmed plasmastödd teknik (PACVD).
PLÄTERINGKrom- och nickelpläteringar är vanligtförekommande i olika verktygsappli-kationer, som till exempel formsprut-ningsverktyg. De flesta stålkvaliteterkan pläteras för att förhindra kärv-ning och påkletning, minska friktion,öka ythårdheten och förhindra ellerminska korrosion på substratets yta.
CVD TiC/TiN. Foto: Eifeler Werkzeuge,Tyskland.

VÄRMEBEHANDLING AV VERKTYGSSTÅL14
F0+F1=FF0 F0
h0 h e HRC
Provyta
HRCh
h0
e
100
0
Hår
dhe
tssk
ala
0,2 mm
D
F
d
h
PROVNING AVMEKANISKAEGENSKAPERNär stålet härdas och anlöps påver-kas dess hållfasthet och det kandärför vara värdefullt att titta närmarepå hur dessa egenskaper mäts.
HÅRDHETSPROVNINGHårdhetsprovning är det vanligastesättet att kontrollera härdresultatet.Oftast är hårdheten den egenskapsom är föreskriven vid härdning avverktyg.
Det är enkelt att prova hårdheten.Materialet förstörs inte och utrust-ningen är relativt billig.
De vanligaste metoderna ärRockwell C (HRC), Vickers (HV) ochBrinell (HBW).
Vi ska inte helt glömma det gamlauttrycket ”filhårt”. För att kontrolleraom hårdheten är tillräckligt hög, t.ex.över 60 HRC, kan en fil av godkvalitet ge en bra indikation.
ROCKWELL (HRC)Denna metod är lämplig att användapå härdade material, men aldrig påmaterial i mjukglödgat tillstånd. Vidprovning enligt Rockwell trycks endiamantkon först med en kraft F0 ochdärefter med en kraft F0+F1 mot enprovkropp av det material som skahårdhetsbestämmas. Efter avlastningtill F0 bestäms den ökning (e) av in-tryckningsdjupet som orsakats av F1.
Principen för provning enligt Rockwell (HRC).
BRINELL (HBW)Denna metod är lämplig på mjuk-glödgat stål och seghärdat stål medrelativt låg hårdhet.
Vid provning enligt Brinell trycks enhårdmetallkula (W) mot det materialsom ska hårdhetsbestämmas. Efteravlastning mäts intryckets diameter itvå mot varandra vinkelräta riktningar(d1 och d2) och HBW-värdet avläses ien tabell utifrån medelvärdet av d1
och d2.När provningsresultatet redovisas
betecknas brinellhårdheten medHBW och ett tillägg för kuldiameter,den massa som åstadkommer be-lastningen och (vid behov) belast-ningstiden enligt följande exempel:
HBW 5/750/15 = brinellhårdhetbestämd med en hårdmetallkula (W)med diametern 5 mm och med enbelastning av 750 kp i 15 sekunder.
Principen för provning enligt Brinell (HBW).
F
136°
d2d
1
Principen för provning enligt Vickers (HV).
Intryckningsdjupet (e) omräknas tillrockwellhårdheten (HRC) som av-läses direkt från apparaten mätskala.
VICKERS (HV)Vickers är den mestgenerella av de tretestmetoderna. Vidhårdhetsprovningenligt Vickers trycksen pyramidformaddiamant med kvadra-tisk bas och entoppvinkel av 136°med belastningen F mot det materia-let som ska hårdhetsbestämmas.Efter avlastning mäts intrycketsdiagonaler d1 och d2 och hårdheten(HV) avläses i en tabell.
När provningsresultatet redovisasbetecknas vickershårdhet med HVoch ett tillägg för den massa somåstadkommer belastningen samt (vidbehov) belastningstid enligt följandeexempel:
HV 30/20 = vickershårdhetbestämd med en belastning av 30 kpunder 20 sekunder.

VÄRMEBEHANDLING AV VERKTYGSSTÅL 15
DRAGHÅLLFASTHETDraghållfastheten bestäms på enprovstav som dras i en speciell prov-ningsapparat, där den utsätts för ensuccessivt ökande belastning tillsbrott sker. De mekaniska egenskapersom normalt registreras är sträck-gräns Rp0,2 och brottgräns Rm.
Förlängning A5 och kontraktion Zmäts på provstaven. I allmänhet kandet sägas att sträckgräns och brott-gräns beror på hårdheten, medanförlängning och kontraktion är måttpå segheten. Höga värden på sträck-gräns och brottgräns ger i regel lågavärden på förlängning och kontrak-tion.
Dragprov används mest förkonstruktionsstål, mer sällan för verk-tygsstål. Det är svårt att göra drag-prov vid hårdheter över 55 HRC.
VÄRMEBEHANDLINGVälj lämplig hårdhet för applikationen.Var speciellt noga med att undvikatemperaturområden som kan minskasegheten efter anlöpning.
Tänk på risken för formförändringoch följ rekommendationerna förarbetsmån.
Ange gärna avspänningsglödgningpå ritningarna.
NÅGRA RÅD TILLVERKTYGS-KONSTRUKTÖRERKONSTRUKTIONUndvik:• skarpa hörn• anvisningar• stora skillnader i godsstorlek
Dessa orsakar ofta härdsprickor,speciellt om materialet kyls ned förlångt eller får ligga oanlöpt.
Olämpligutforming
Lämpligutformning
✗✗
Hålkäl
SLAGSEGHETSPROVNINGFör att det ska uppstå ett brott i ettmaterial krävs en viss mängd energi.Denna energimängd kan användassom ett mått på materialets seghet.Högre energiåtgång innebär bättreseghet. Den vanligaste och enklastemetoden att bestämma seghet ärgenom slagseghetsprovning.
En pendelhammare får falla från enviss höjd och i sitt nedersta läge slåav en provstav. Pendelhammarensutslagsvinkel efter det att provstavenslagits av mäts och den energimängdsom gått åt för att slå av provstavenkan beräknas.
Det finns flera typer av slagseg-hetsprovningar. Skillnaden mellandem ligger i utformningen av prov-stavarna. Dessa har vanligen enV- eller U-formad anvisning ochmetoderna benämns Charpy V res-pektive Charpy U.
Verktygsstål har på grund av sinhöga hållfasthet oftast en relativt lågseghet. Material med låg seghet äranvisningskänsliga och därföranvänds ofta släta och oanvisadeprovstavar vid slagseghetsprovningav verktygsstål. Provningsresultatenanges vanligen i joule (J) eller kpm(närmare bestämt kgfm), men ävenJ/cm2 eller kpm/cm2 förekommer,speciellt vid Charpy U-provning.
Dragprov kan vara av intresse försegare typer av verktygsstål, specielltnär de används som höghållfastakonstruktionsmaterial. Hit räknas t.ex.Uddeholm Impax Supreme ochUddeholm Orvar Supreme.
Maskin för slagseghetsprovning.
Dragprov.

VÄRMEBEHANDLING AV VERKTYGSSTÅL16
Vakuumugn

VÄRMEBEHANDLING AV VERKTYGSSTÅL 17
UNGEFÄRLIG HÅRDET EFTERHÄRDNING OCH ANLÖPNING
HRC vid anlöpningstemperatur °C, 2 x 2 timmarAust.-Uddeholms temperaturstålsort °C 200 250 500 525 550 600
ALVAR 14 8501) 54 53 45 – 42 38ARNE 8301) 62 60 45 43 41 38BURE 1020 52 52 53* – 52 46BALDER6) – – – – – – –
CALDIE 1020 3 x 525°C*** 3 x 540°C 3 x 560°C 60 59 56
CALMAX 960 59 58 53 53 50 43CARMO 960 59 58 53 53 50 43CHIPPER 1010 59 57 59* 58 56 48CORRAX 8502) – – – – – –DIEVAR 1025 53 52 52* – 52 47ELMAX3) 1080 59 58 60** 59** 58** –FERMO – Levereras i seghärdat tillståndFORMAX – Levereras i seghärdat tillståndFORMVAR 1025 53 52 52* – 52 47HOLDAX – Levereras i seghärdat tillståndIDUN – Levereras i seghärdat tillståndIMPAX SUPREME – Levereras i seghärdat tillståndMIRRAX ESR 1020 – 50 52** – 42** 36MIRRAX 40 – Levereras i seghärdat tillståndNIMAX4) – Levereras i seghärdat tillståndORVAR SUPREME 1020 52 52 54* – 52 46ORVAR SUPERIOR 1020 52 52 54* – 52 46ORVAR 2 M 1020 52 52 54* – 52 46POLMAX 1030 53 52 54** – 53** 37QRO 90 SUPREME 1020 49 49 51* – 51* 505)
RAMAX HH – Levereras i seghärdat tillståndROYALLOY – Levereras i seghärdat tillståndRIGOR 950 61 59 56* 55* 53 46
SLEIPNER 1030 3 x 525°C*** 3 x 540°C 3 x 560°C 62 60 58
SR 1855 850 63 62 50 48 46 42STAVAX ESR 1030 53 52 54** – 43** 37SVERKER 3 960 60 59 56 53 – –SVERKER 21 1020 63 59 60 57 54 48UHB 11 – Lev.tillstånd (~200 HB)UNIMAX 1020 – – – 57*** 55 49
VANADIS 4 3 x 525°C*** 3 x 540°C 3 x 560°C EXTRA3) 10207) 61 60 59
11808) 64 64 63
VANADIS 83) 10207) 61 60 5911808) 64 64 63
VANCRON 403) 950–1100 3 x 560°C 57–65
VIDAR SUPERIOR 1000 52 51 51* – 50 45VIDAR 1 1000 54 53 55* – 52 46VIDAR 1 ESR 1000 54 53 55* – 52 46
Snabbstål 3 x 560°C
VANADIS 233) 1050–1180 60–66VANADIS 303) 1000–1180 60–67VANADIS 603) 1000–1180 64–69
* Denna anlöpningstemperatur bör undvikas på grund av risken för anlöpningssprödhet.** Hos Uddeholmsstålen Stavax ESR, Mirrax ESR, Polmax och Elmax SuperClean minskar korrosionsbeständigheten.*** Den lägsta anlöpningstemperaturen vid högtemperaturanlöpnng är 525°C.1) Släckning i olja.2) Upplösningsbehandling. Åldring: ~51 HRC efter 525°C/4 timmar, ~44 HRC efter 575°C/4 timmar, ~41 HRC efter 600°C/4 timmar.3) SuperClean PM-stål.4) Leveranshårdheten för Uddeholm Nimax kan inte ökas. Anlöpning bör undvikas p g a minskning av segheten..5) Vid 650°C 2 x 2 timmar: 42 HRC 6) Uddeholm Balder levereras seghärdat, anlöpt vid 590°C /2 x 2 timmar.7) För bättre seghet 8) För bättre nötningsbeständighet

VÄRMEBEHANDLING AV VERKTYGSSTÅL18
26 259 273 873 8927 265 279 897 9228 272 286 919 9429 279 294 944 9630 287 302 970 99
31 295 310 995 10132 303 318 1024 10433 311 327 1052 10734 320 336 1082 11035 328 345 1111 113
36 337 355 1139 11637 346 364 1168 11938 354 373 1198 12239 363 382 1227 12540 373 392 1262 129
41 382 402 1296 13242 392 412 1327 13543 402 423 1362 13944 413 434 1401 14345 424 446 1425 145
46 436 459 1478 15147 448 471 1524 15548 460 484 1572 16049 474 499 1625 16650 488 513 1675 171
51 502 528 1733 17752 518 545 1793 18353 532 560 1845 18854 549 578 1912 19555 566 596 1979 202
56 585 615 2050 20957 603 634 2121 21658 65459 67560 698
61 72062 74663 77364 800
* 10 mm kula, 3 000 kg belastning.
HÅRDHETSTABELLOmvandlingstabellen är baserad på EN-ISO 18265:2013.Ungefärligt samband mellan hårdhet och brotthållfasthet.
RockwellHRC
Ungefärlig brottgränsBrinell*HBW
Vickers30 kg
N/mm2 kp/mm2

VÄRMEBEHANDLING AV VERKTYGSSTÅL 19
NETWORK OF EXCELLENCEUddeholms globala närvaro innebär att du alltid kan vara
säker på att få samma höga kvalitet var du än befinner dig.
Vi befäster ställningen som världsledande leverantör av
verktygsstål.

VÄRMEBEHANDLING AV VERKTYGSSTÅL20
UD
DEH
OLM
09.2016
Uddeholm är världsledande leverantör och tillverkare av verktygsstål.
Det är en position vi har nått genom att ständigt bidra till bättre affärer
för våra kunder. Genom lång erfarenhet, grundlig forskning och konti-
nuerlig utveckling av nya produkter är vi väl rustade att lösa alla de
problem som kan uppstå. Det är en tuff utmaning, men målsättningen är
lika tydlig som alltid – att vara bästa affärspartner och förstahands-
leverantör.
Vi finns över hela världen. Det innebär att du alltid kan vara säker på att
få samma höga kvalitet var du än befinner dig. Vi befäster ställningen
som världsledande leverantör av verktygsstål. Det handlar om förtro-
ende, såväl i långvariga samarbeten som vid utveckling av nya pro-
dukter. För oss är förtroende något man lever upp till – varje dag.
Mer information finner du på www.uddeholm.com