Embed Size (px)
DESCRIPTION
EPP zavarivanje - svojstva i primjena
Citation preview
SVEUČILIŠTE U ZAGREBU
FAKULTET STROJARSTVA I BRODOGRADNJE
PROJEKT PI
Filip Vusić
Zagreb, 2015.
SVEUČILIŠTE U ZAGREBU
FAKULTET STROJARSTVA I BRODOGRADNJE
Zavarivanje pod zaštitom praška (EPP)
kotlovskih limova
Mentor: Student:
Prof. dr. sc. Zoran Kožuh Filip Vusić
Zagreb, 2015.
Filip Vusić Projekt PI
Fakultet strojarstva i brodogradnje I
SADRŽAJ
SADRŽAJ ................................................................................................................................... I
POPIS SLIKA ............................................................................................................................ II
POPIS TABLICA ..................................................................................................................... III
1. UVOD .................................................................................................................................. 1
2. EPP POSTUPAK ZAVARIVANJA ................................................................................... 3
2.1. Parametri zavarivanja ................................................................................................... 4
2.2. Prašak ........................................................................................................................... 5
2.3. Podloge pri zavarivanju prvog sloja ............................................................................. 7
2.4. EPP zavarivanje s dvije žice ........................................................................................ 8
3. ČELICI U KOTLOGRADNJI ........................................................................................... 10
3.1. Super 12% Cr – čelicic ............................................................................................... 10
3.2. Moderni martenzitni čelici za kotlogradnju ............................................................... 13
3.3. Zavarljivost i primjer zavarivanja čelika za kotlogradnju.......................................... 16
3.3.1. Predgrijavanje čelika P91 i P92 ......................................................................... 20
3.3.2. Zavarivanje čelika P91 i P92 .............................................................................. 21
3.3.3. Toplinska obrada nakon zavarivanja................................................................... 23
4. ZAKLJUČAK .................................................................................................................... 25
5. POPIS LITERATURE ....................................................................................................... 26
Filip Vusić Projekt PI
Fakultet strojarstva i brodogradnje II
POPIS SLIKA
Slika 1. Shematski prikaz taljenja i skrućivanja kod EPP zavarivanja [5] ....................... ....3
Slika 2. Utjecaj nekih parametara zavarivanja na geometrijski oblik zavara [5] ................. 4
Slika 3. Tandem tehnika EPP zavarivanja [10] .................................................................... 9
Slika 4. Dijagram stanja Fe-Cr-C pri % Cr=12=const. [12] ............................................... 11
Slika 5. Zavisnost granice puzanja od temperature glavnih grupa martenzitnih čelika za
kotlogradnju [13] ................................................................................................... 13
Slika 6. Oksidacija čelika 9 – 12% Cr uslijed djelovanja pare na 650 °C [13] .................. 15
Slika 7. Smanjenje debljine stijenke cijevi primjenom različitih materijala [13] .............. 16
Slika 8. CCT dijagram za čelik X20CrMoV12-1 [13] ....................................................... 17
Slika 9. CCT dijagram za čelik P91 [13] ............................................................................ 17
Slika 10. CCT dijagram za čelik P92 [13] ............................................................................ 18
Slika 11. Tipičan ciklus obrade čelika P92 za vrijeme i nakon zavarivanja [1] ................... 19
Slika 12 Proces predgrijavanja prije zavarivanja čelika P91 [14].......................................20
Slika 13. Tople pukotine nastale zavarivanjem mehaniziranim EPP postupkom [1] ........... 22
Slika 14. Raspored tvrdoća nakon zavarivanja i toplinske obrade na čeliku P91 [14].........24

Filip Vusić Projekt PI
Fakultet strojarstva i brodogradnje III
POPIS TABLICA
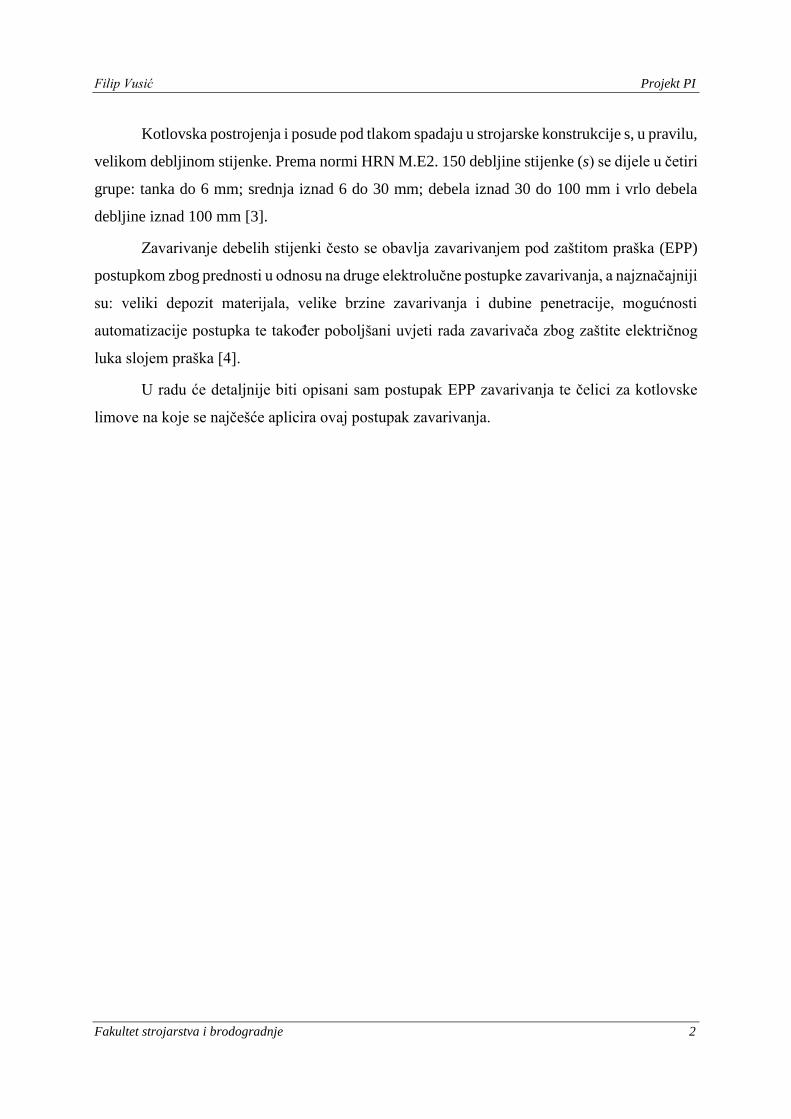
Tablica 1. Poboljšanje parametara energetskih kotlovskih postrojenja u najrazvijenijim
zemljama svijeta [1] ................................................................................................ 1
Tablica 2. Usporedba EPP zavarivanja s jednom i dvije žice [9] .............................................. 8
Tablica 3. Super – 12% Cr toplinski visokopostojani čelici [12] ............................................. 12
Tablica 4. Kemijski sastav martenzitnih čelika za komponente u kotlogradnji [13] ............... 14
Tablica 5. Mehanička svojstva čelika za komponente u kotlogradnji na 20 °C [13] ............... 14
Filip Vusić Projekt PI
Fakultet strojarstva i brodogradnje IV
Filip Vusić Projekt PI
Fakultet strojarstva i brodogradnje 1
1. UVOD
Povećani životni standard i povećanje svjetske populacije utječu na sve veću potrošnju
električne energije, što zahtijeva i povećanje proizvodnje iste. Najveći dio električne energije
proizvodi se izgaranjem fosilnih goriva pomoću energetskih kotlovskih postrojenja, zatim u
nuklearnim elektranama, te upotrebom različitih obnovljivih izvora energije, kao što su sunčeva
energija, energija vjetra, valova, plime i oseke. Za proizvodnju električne energije najviše se
koriste i u bližoj budućnosti će se koristiti fosilna goriva. Također sve više se koristi prerađeni
otpad kao gorivo za proizvodnju iste. Zalihe fosilnih goriva su sve manje. Prema nekim
izvorima pretpostavlja se da su zalihe ugljena 200 do 300 godina, a zalihe tekućih derivata 50
do 60 godina. Što se tiče energetskih kotlovskih postrojenja potrebe za izgradnjom novih i
rekonstrukcijom starih su sve veće. Zbog smanjenja zaliha fosilnih goriva i današnjih zahtjeva
za što manjim zagađivanjem okoline, teži se da u eksploataciji kotlovska postrojenja imaju
iskoristivost veću od 50%. To se može ostvariti samo ako kotlovska postrojenja budu u
eksploataciji radila sa višim parametrima pare, temperaturom i tlakom [1]. Tablica 1 pokazuje
poboljšanje parametara energetskih kotlovskih postrojenja u najrazvijenijim zemljama svijeta.
Tablica 1. Poboljšanje parametara energetskih kotlovskih postrojenja u najrazvijenijim
zemljama svijeta [1]
Zahjtevi za većom efikasnošću, i shodno tome povećanje radnih parametara (tlak,
temperatura) i veličina postrojenja, uvjetovali su razvoj čelika veće čvrstoće. U Europi su tokom
ranih 60-tih godina razvijena dva čelika sa povećanom prekidnom čvrstoćom puzanja: X20
CrMoV 12-1 i EM12. Čelik X20 CrMoV 12-1 sadrži 12 % Cr i 1 % Mo, uz dodatak V. EM12
je čelik sa 9 % Cr, 2 % Mo i sa dodatkom V i Nb. Sljedeći logični korak je bio razvoj
modificiranog 9 % Cr čelika; ova klasa je uspješno prihvaćena širom svijeta tokom kasnih
osamdesetih. Do danas X20 CrMoV 12-1 i EM 12 čelici uveliko se zamjenjuju sa T/P91 [2].
Filip Vusić Projekt PI
Fakultet strojarstva i brodogradnje 2
Kotlovska postrojenja i posude pod tlakom spadaju u strojarske konstrukcije s, u pravilu,
velikom debljinom stijenke. Prema normi HRN M.E2. 150 debljine stijenke (s) se dijele u četiri
grupe: tanka do 6 mm; srednja iznad 6 do 30 mm; debela iznad 30 do 100 mm i vrlo debela
debljine iznad 100 mm [3].
Zavarivanje debelih stijenki često se obavlja zavarivanjem pod zaštitom praška (EPP)
postupkom zbog prednosti u odnosu na druge elektrolučne postupke zavarivanja, a najznačajniji
su: veliki depozit materijala, velike brzine zavarivanja i dubine penetracije, mogućnosti
automatizacije postupka te također poboljšani uvjeti rada zavarivača zbog zaštite električnog
luka slojem praška [4].
U radu će detaljnije biti opisani sam postupak EPP zavarivanja te čelici za kotlovske
limove na koje se najčešće aplicira ovaj postupak zavarivanja.
Filip Vusić Projekt PI
Fakultet strojarstva i brodogradnje 3
2. EPP POSTUPAK ZAVARIVANJA
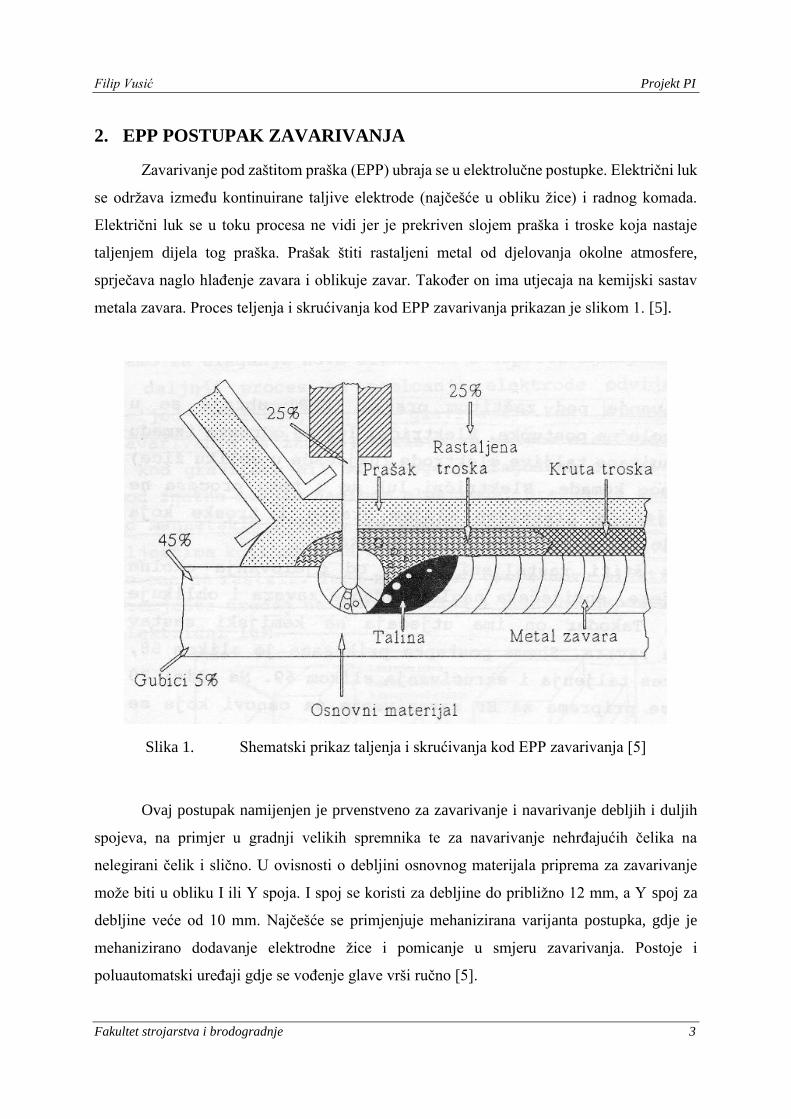
Zavarivanje pod zaštitom praška (EPP) ubraja se u elektrolučne postupke. Električni luk
se održava između kontinuirane taljive elektrode (najčešće u obliku žice) i radnog komada.
Električni luk se u toku procesa ne vidi jer je prekriven slojem praška i troske koja nastaje
taljenjem dijela tog praška. Prašak štiti rastaljeni metal od djelovanja okolne atmosfere,
sprječava naglo hlađenje zavara i oblikuje zavar. Također on ima utjecaja na kemijski sastav
metala zavara. Proces teljenja i skrućivanja kod EPP zavarivanja prikazan je slikom 1. [5].
Slika 1. Shematski prikaz taljenja i skrućivanja kod EPP zavarivanja [5]
Ovaj postupak namijenjen je prvenstveno za zavarivanje i navarivanje debljih i duljih
spojeva, na primjer u gradnji velikih spremnika te za navarivanje nehrđajućih čelika na
nelegirani čelik i slično. U ovisnosti o debljini osnovnog materijala priprema za zavarivanje
može biti u obliku I ili Y spoja. I spoj se koristi za debljine do približno 12 mm, a Y spoj za
debljine veće od 10 mm. Najčešće se primjenjuje mehanizirana varijanta postupka, gdje je
mehanizirano dodavanje elektrodne žice i pomicanje u smjeru zavarivanja. Postoje i
poluautomatski uređaji gdje se vođenje glave vrši ručno [5].
Filip Vusić Projekt PI
Fakultet strojarstva i brodogradnje 4
Smatra se da je primjena ovog postupka ekonomična za zavarivanje spojeva dužih od
0,5 m te za limove debljine iznad 10 mm. Postupak se primjenjuje za zavarivanje u položenom
položaju, ili u posebnim slučajevima u PC položaju ( npr. gradnja plašta rezervoara). U ostalim
položajima je postupak teško primjenjiv, jer zbog padanja praška nema zaštite mjesta
zavarivanja. Kod EPP zavarivanja česta je upotreba naprava (okretaljki, pozicionera i slično)
kojima se zavareni spoj dovodi u položeni položaj [5].
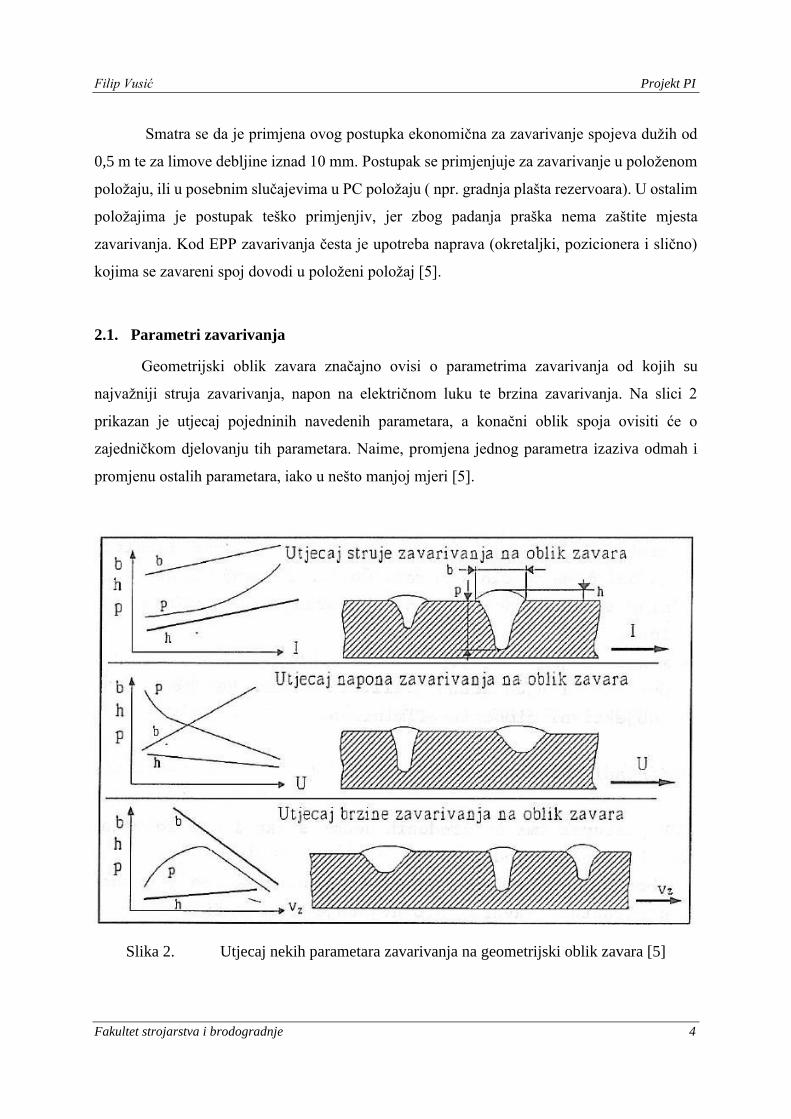
2.1. Parametri zavarivanja
Geometrijski oblik zavara značajno ovisi o parametrima zavarivanja od kojih su
najvažniji struja zavarivanja, napon na električnom luku te brzina zavarivanja. Na slici 2
prikazan je utjecaj pojedninih navedenih parametara, a konačni oblik spoja ovisiti će o
zajedničkom djelovanju tih parametara. Naime, promjena jednog parametra izaziva odmah i
promjenu ostalih parametara, iako u nešto manjoj mjeri [5].
Slika 2. Utjecaj nekih parametara zavarivanja na geometrijski oblik zavara [5]
Filip Vusić Projekt PI
Fakultet strojarstva i brodogradnje 5
Jakost struje zavarivanja najviše utječe na količinu nataljenog materijala u jedinici
vremena (depozit) i na dubinu protaljivanja (penetraciju) i to tako da se povećanjem jakosti
struje povećavaju depozit i penetracija. Jakosti struje kod EPP-a se nalaze u rasponu 300 A do
1500 A, ovisno o postavljenim zahtjevima i vrsti materijala koji se zavaruje [6].
Povećanjem napona električni luk se produljuje, smanjuje se penetracija, a povećavaju
se širina zavara, metalurške reakcije i potrošnja praška. Viši napon, također, olakšava uspostavu
električnog luka. Napon luka se odabire s obzirom na jakost struje i željeni oblik i dimenzije
zavara [6].
Brzina zavarivanja odnosno brzina pomicanja električnog luka utječe na penetraciju i
širinu zavara. Povećanjem brzine zavarivanja uz konstantne ostale parametre, smanjuje se
penetracija i širina zavara. Iznimno, kod premalih brzina zavarivanja penetracija se, također,
smanjuje. To se objašnjava stvaranjem velike količine taline koja se „podvlači“ ispod luka i
tako sprečava njegovo prodiranje u osnovni materijal [6].
Najbolja penetracija i oblik zavara dobivaju se zavarivanjem istosmjernom strujom sa
elektrodom na plus polu. Elektroda na minus polu daje manju penetraciju i veće nadvišenje
zavara. Rezultati zavarivanja izmjeničnom strujom negdje su na sredini između plus i minus
pola istosmjerne struje. EPP zavarivanje se najčešće obavlja istosmjernom strujom sa žicom na
plus polu [7].
2.2. Prašak
Praškovi se razlikuju prema kemijskom sastavu, načinu proizvodnje, obliku i veličini
zrna. Po kemijskom sastavu, praškovi su vrlo slični sastavu obloge kod obloženih elektroda i
imaju iste funkcije [5].
Pri izboru kombinacije praška/žice treba uzeti u obzir [4]:
- uklanjanje troske,
- sposobnost zavarivanja na nečistim površinama,
- brzinu zavarivanja,
- mogućnost višeslojnog zavarivanja,
- cijenu i potrošnju praška,
- mehaničke osobine.
Filip Vusić Projekt PI
Fakultet strojarstva i brodogradnje 6
Čistoća osnovnog materijala je naročito važna kod većih brzina zavarivanja zbog moguće
pojave poroznosti zavara [4].
Vrste praška prema stupnju legiranja Si i Mn se dijele na [4]:
neutralne: nemaju veliki utjecaj na promjene sadržaja Mn i Si, obično prouzrokuju sniženje
sadržaja Cr, mali je utjecaj parametara zavarivanja na kemijski sastav i
mehaničke osobine metala zavara, pogodni su za višeslojno zavarivanje,
pogotovo za debljine iznad 25 mm, kod jednoslojnog zavarivanja i pri
zavarivanju preko zahrđalih površina može doći do poroznosti metala zavara.
aktivne: kroz prašak se dodaju male količine Mn i Si što smanjuje pojavu poroznosti
posebno kod zavarivanja preko zahrđalih površina, ovi praškovi su pogodni za
jednoslojno zavarivanje, parametri zavarivanja moraju biti kontrolirani, najčešće
se koriste pri naponu luka do 36 V, koriste se za velike brzine zavarivanja, troska
se lako uklanja.
legirane: legirajući elementi se dodaju kroz prašak, na stupanj legiranja veliki utjecaj
imaju parametri zavarivanja.
Prema načinu proizvodnje razlikujemo [5]:
- taljene praškove,
- aglomerirane praškove,
- sinterirane praškove,
- miješane praškove.
Taljeni praškovi proizvode se teljenjem u elektrolučnim ili plinskim pećima pri
temperaturi iznad 1500 °C do 1600 °C. Rastaljena masa lijeva se u vodu gdje se talina skrućuje
u obliku grumena koje se kasnije suše i drobe na potrebnu veličinu. Aglomerirani praškovi
dobivaju se vezivanjem sitno mljevenih komponenti, a kao vezivo služi neka od vrsta vodenog
stakla. Miješani praškovi su praškovi koji su miješani od dva ili više tipova praška. Prednost
taljenih prašaka je što nisu higroskopni za razliku od aglomeriranih koji su vrlo osjetljivi na
vlagu, pa ih je često puta potrebno sušiti prije upotrebe. Nedostatak taljenih u odnosu an
aglomerirane praškove je u načinu proizvodnje. Za proizvodnju teljenog praška potrebno je
uložiti značajno više energije, a izaziva se i prilično zagađivanje okoline [5].
Filip Vusić Projekt PI
Fakultet strojarstva i brodogradnje 7
2.3. Podloge pri zavarivanju prvog sloja
Izraz „podloge pri zavarivanju“ podrazumijeva primjenu različito profiliranih dijelova,
postavljenih uz spoj, s donje strane žlijeba koji će biti zavaren, tako da osiguravaju pravilno
oblikovanje prvog tzv. korijenskog sloja. Izvođenje korijenskog sloja smatra se najkritičnijom
operacijom u proizvodnji zavarivanjem. Potrebno je uravnotežiti brojne sile koje djeluju na
talinu, uz zahtjev da se osigura potpuna penetracija, bez prevelikog nadvišenja i ugorina.
Podloga ispunjava ovu funkciju oblikujući korijen [5].
Osim ove funkcije, primjenom podloga, ostvaruju se i neke vrlo važne ekonomsko –
tehnološke prednosti. Jedna od najvažnijih je svakako toplinska izolacija, koju osiguravaju
nemetalne podloge, a povoljno utječe na smanjenje krutih deformacija spoja, jer se izjednačuje
brzina hlađenja u licu i korijenu zavara. S ekonomskog gledišta to je mogućnost rada s
povećanim parametrima, čime se spoj izvodi u manje slojeva i kraćem vremenu [5].
Prema vrsti materijala podloge se mogu razvrstati na [5]:
- metalne,
- podloge iz praška za zavarivanje,
- keramičke podloge,
- podloge iz stakla.
Metalne podloge dijele se u dvije osnovne grupe. U prvoj grupi su podloge koje nakon
zavarivanja čine sastavni dio spoja i konstrukcije tj. pri zavarivanju potpuno se tale i ulaze u
metal zavara. U drugoj grupi metalnih podloga su podloge koje pridržavaju talinu pri
zavarivanju, a nakon zavarivanja uklanjaju se s mjesta spoja. Ta vrsta podloga je najčešće
izrađena iz bakra i može biti hlađena vodom [5].
Prašak kod ovih podloga može biti rastresit, rastresit omotan tkanjem, povezan vezivom
u želatinastu masu ili kompaktan (briketiran, sinteriran). Nedostatak podloga iz rastresitog
praška je u tome što se mogu primjenjivati samo za vodoravni položaj [5].
Keramičke podloge prema vrsti keramike i načinu proizvodnje podloge mogu biti
higroskopne ili otporne na vlagu. Pri primjeni higroskopnih podloga mogu se pojaviti
poroznosti u zavarenom spoju [5].
Podloge iz stakla mogu biti krute, na primjer obično prozorsko staklo ili elastične
izrađene iz staklenog tkanja u više slojeva. Prednost ovih podloga je da ne postoji opasnost od
privarivanja na konstrukciju te se zbog manjeg toplinskog kapaciteta upotrebljavaju uglavnom
za tanje limove [5].
Filip Vusić Projekt PI
Fakultet strojarstva i brodogradnje 8
2.4. EPP zavarivanje s dvije žice
Zahtjevi za daljnjim povećanjem produktivnosti uvjetovali su razvoj većeg broja
varijanti, kako drugih postupaka, tako i EPP-a. Produktivnost je izuzetno bitna pri izboru
postupka zavarivanja debelih materijala poput kotlovskih limova. EPP pruža široke mogućnosti
u mijenjanju elemenata procesa zavarivanja [8].
EPP zavarivanje s dvije žice ne razlikuje se mnogo od konvencijalong postupka EPP
zavarivanja. Zavarivanje s dvije žice realizira se ugradnjom dodatne kontaktne cjevčice u isti
vodič elektrode. Ova tehnika se prvenstveno upotrebljava u interesu veće produktivnosti bez
velikih ulaganja u postojeći EPP sustav zavarivanja. Zbog veće jakosti struje kod uporabe dvije
žice povećava se depozit nataljenog materijala od 30 – 40 %. Struja zavarivanja dijeli se jednako
između dvije žice. Promjeri žica koji se koriste kod EPP zavarivanja sa dvije žice iznose 2, 2.5
i 3 mm s razmakom između žica od 8 mm. Struja zavarivanja je istosmjerna s žicama na plus
polu. Ovakav polaritet struje daje najveću stabilnost luka i najmanju opasnost od poroznosti
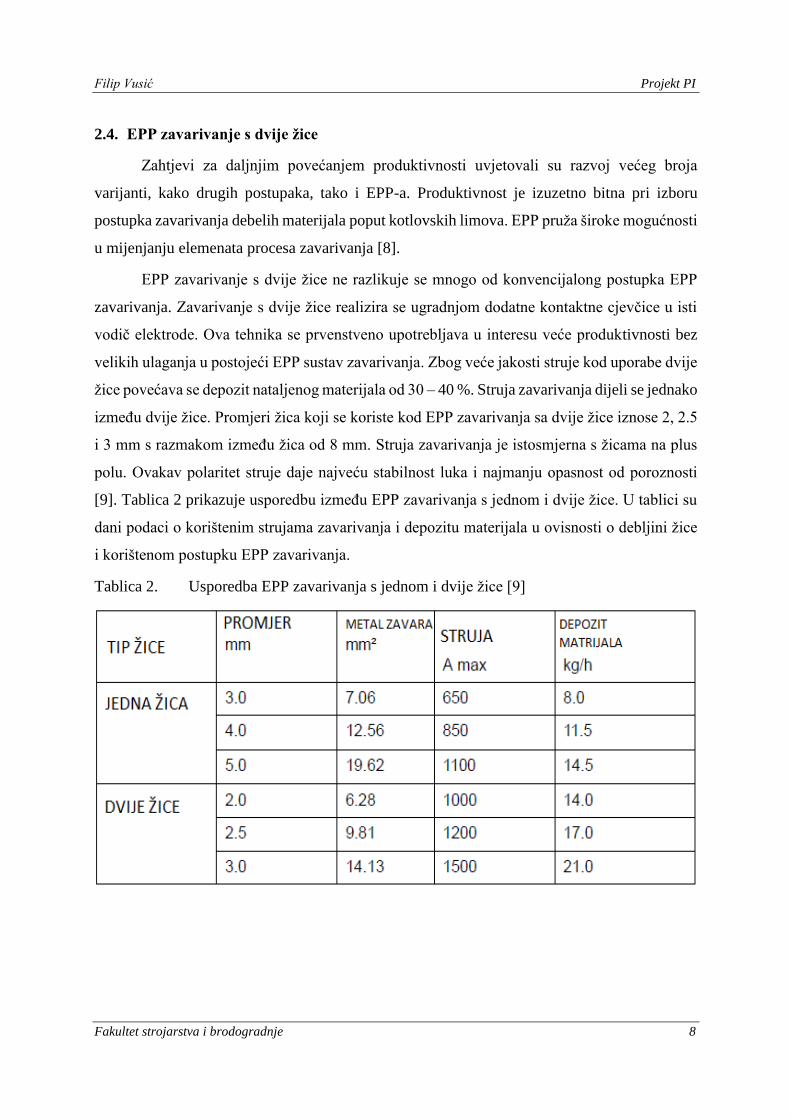
[9]. Tablica 2 prikazuje usporedbu između EPP zavarivanja s jednom i dvije žice. U tablici su
dani podaci o korištenim strujama zavarivanja i depozitu materijala u ovisnosti o debljini žice
i korištenom postupku EPP zavarivanja.
Tablica 2. Usporedba EPP zavarivanja s jednom i dvije žice [9]
Filip Vusić Projekt PI
Fakultet strojarstva i brodogradnje 9
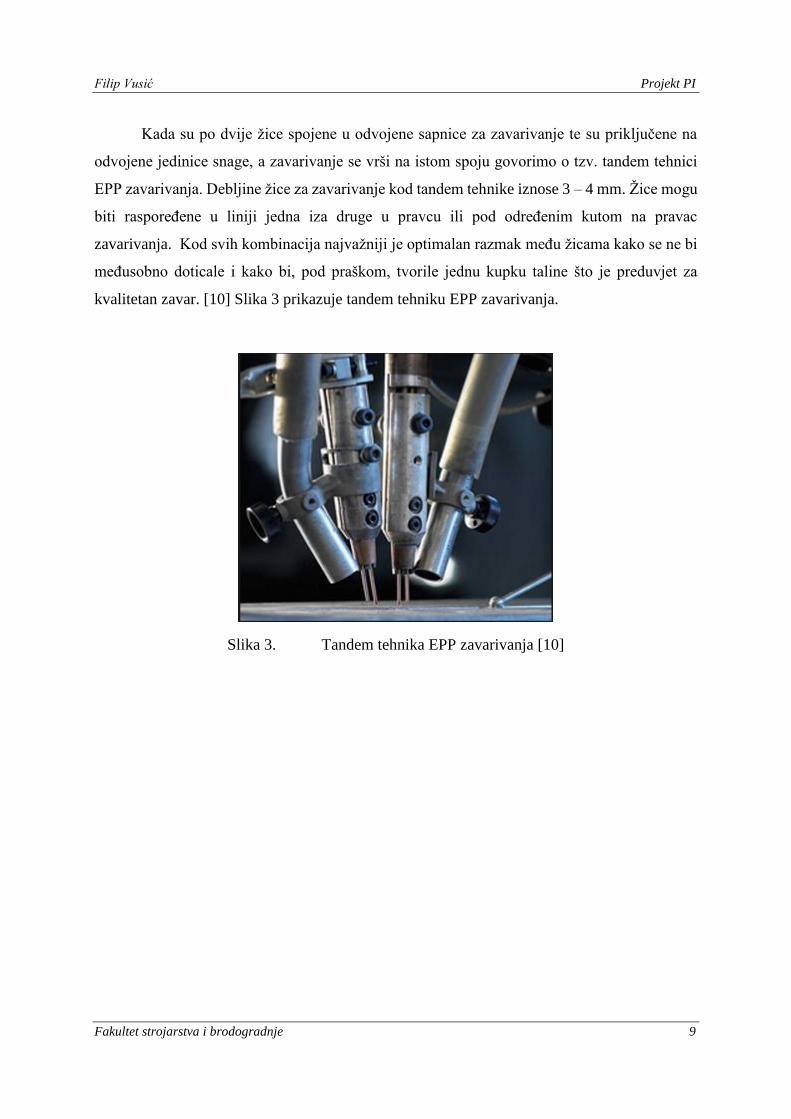
Kada su po dvije žice spojene u odvojene sapnice za zavarivanje te su priključene na
odvojene jedinice snage, a zavarivanje se vrši na istom spoju govorimo o tzv. tandem tehnici
EPP zavarivanja. Debljine žice za zavarivanje kod tandem tehnike iznose 3 – 4 mm. Žice mogu
biti raspoređene u liniji jedna iza druge u pravcu ili pod određenim kutom na pravac
zavarivanja. Kod svih kombinacija najvažniji je optimalan razmak među žicama kako se ne bi
međusobno doticale i kako bi, pod praškom, tvorile jednu kupku taline što je preduvjet za
kvalitetan zavar. [10] Slika 3 prikazuje tandem tehniku EPP zavarivanja.
Slika 3. Tandem tehnika EPP zavarivanja [10]
Filip Vusić Projekt PI
Fakultet strojarstva i brodogradnje 10
3. ČELICI U KOTLOGRADNJI
U kotlogradnji se koriste čelici za rad pri povišenim i visokim temperaturama. Pri izboru
materijala za dijelove u kotlogradnji najvažnija je mehanička otpornost, ali uz to se, također,
traži često i kemijska postojanost na različite medije, djelovanje plinova i vatre (otpornost na
intenzivnu oksidaciju) [11].
Kod čelika i željeznih materijala do 180 °C nema bitnijih promjena mehaničkih
svojstava, pa se te temperature smatraju niskim. Radne temperature od 180...450 °C za čelik su
povišene, a one iznad 450 °C visoke jer pri njima počinje puzanje čelika. Iskustvo pokazuje da
se, kod metalnih materijala, zadovoljavajuća mehanička svojstva postižu do temperatura od 2/3
temperature tališta [11].
3.1. Super 12% Cr – čelici
Radi se o skupini čelika nastaloj od martenzitnog korozijski postojanog čelika X20 Cr
13, ali koji je prikladan za rad pri povišenim temperaturama samo do oko 400 °C (kratkotrajno
do 480 °C) Razlozi razvoja ovih čelika su [12]:
- težnja prema primjenjivosti i na višim radnim temperaturama, jer čelici s udjelima
Cr znatno višim od 12% postaju u duljem radu pri temperaturama iznad 480 °C
krhki.
- težnja prema višoj otpornosti na popuštanje budući da u cilju postignuća otpornosti
na napetosnu koroziju treba popuštati barem pri 650 °C. Također, ta temperatura
popuštanja je pri donjoj granici dopuštene u cilju izbjegavanja korozije zbog pojave
karbida po granicama zrna.
- težnja prema postignuću korozijske postojanosti i pri visokim radnim
temperaturama.
Fizikalne osnove toplinske postojanosti postižu se, osim odmjerenim sastavom, još i
vrlo preciznom toplinskom obradom, posebno popuštanjem. Toplinska se obrada ove grupe
čelika sastoji od kaljenja i visokog popuštanja (poboljšavanja), pri čemu treba glavnu pažnju
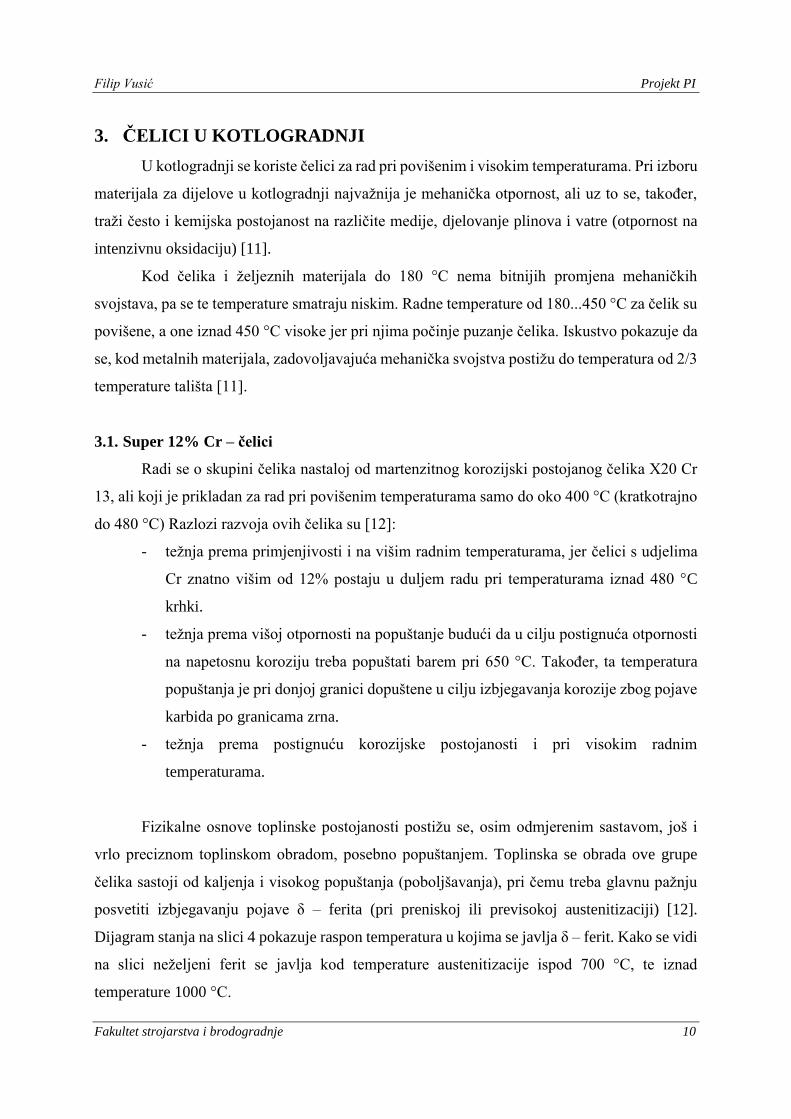
posvetiti izbjegavanju pojave δ – ferita (pri preniskoj ili previsokoj austenitizaciji) [12].
Dijagram stanja na slici 4 pokazuje raspon temperatura u kojima se javlja δ – ferit. Kako se vidi
na slici neželjeni ferit se javlja kod temperature austenitizacije ispod 700 °C, te iznad
temperature 1000 °C.
Filip Vusić Projekt PI
Fakultet strojarstva i brodogradnje 11
Slika 4. Dijagram stanja Fe-Cr-C pri % Cr=12=const. [12]
Kaljenjem postaje matrica čelika martenzitna (s manje od 5 % δ – ferita), a popuštanjem pri
550 do 750 °C (ovisno o čeliku) treba u toj martenzitnoj matrici izazvati [12]:
- izlučivanje posebnih karbida popuštanja (npr. Mo2C, V4C3, Cr7C3)
- precipitaciju intermetalnih faza kao npr. Fe2Mo (Lavesova faza), Fe36Cr12Mo10 (χ –
faza), a eventualno i FeCr (σ – faza).
Radi se, dakle, o procesima istodobnog popuštanja kaljenog čelika i starenja precipitacijski
očvrsnute legure.
Filip Vusić Projekt PI
Fakultet strojarstva i brodogradnje 12
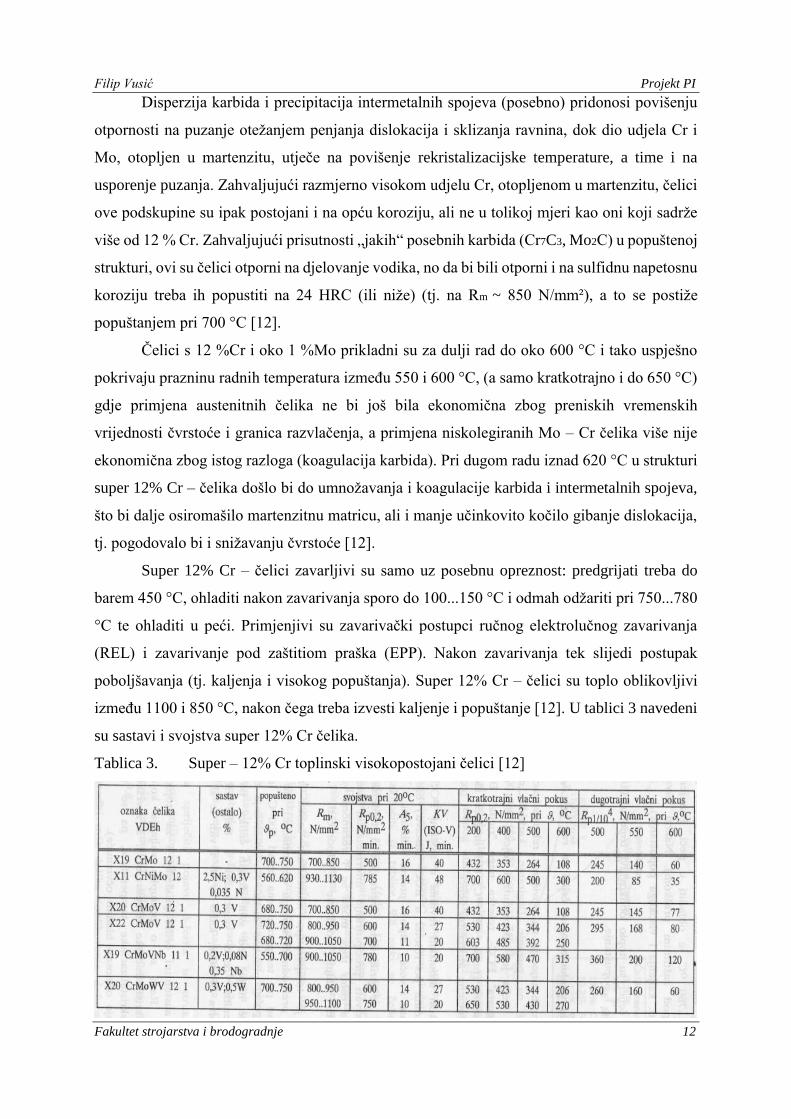
Disperzija karbida i precipitacija intermetalnih spojeva (posebno) pridonosi povišenju
otpornosti na puzanje otežanjem penjanja dislokacija i sklizanja ravnina, dok dio udjela Cr i
Mo, otopljen u martenzitu, utječe na povišenje rekristalizacijske temperature, a time i na
usporenje puzanja. Zahvaljujući razmjerno visokom udjelu Cr, otopljenom u martenzitu, čelici
ove podskupine su ipak postojani i na opću koroziju, ali ne u tolikoj mjeri kao oni koji sadrže
više od 12 % Cr. Zahvaljujući prisutnosti „jakih“ posebnih karbida (Cr7C3, Mo2C) u popuštenoj
strukturi, ovi su čelici otporni na djelovanje vodika, no da bi bili otporni i na sulfidnu napetosnu
koroziju treba ih popustiti na 24 HRC (ili niže) (tj. na Rm ~ 850 N/mm²), a to se postiže
popuštanjem pri 700 °C [12].
Čelici s 12 %Cr i oko 1 %Mo prikladni su za dulji rad do oko 600 °C i tako uspješno
pokrivaju prazninu radnih temperatura između 550 i 600 °C, (a samo kratkotrajno i do 650 °C)
gdje primjena austenitnih čelika ne bi još bila ekonomična zbog preniskih vremenskih
vrijednosti čvrstoće i granica razvlačenja, a primjena niskolegiranih Mo – Cr čelika više nije
ekonomična zbog istog razloga (koagulacija karbida). Pri dugom radu iznad 620 °C u strukturi
super 12% Cr – čelika došlo bi do umnožavanja i koagulacije karbida i intermetalnih spojeva,
što bi dalje osiromašilo martenzitnu matricu, ali i manje učinkovito kočilo gibanje dislokacija,
tj. pogodovalo bi i snižavanju čvrstoće [12].
Super 12% Cr – čelici zavarljivi su samo uz posebnu opreznost: predgrijati treba do
barem 450 °C, ohladiti nakon zavarivanja sporo do 100...150 °C i odmah odžariti pri 750...780
°C te ohladiti u peći. Primjenjivi su zavarivački postupci ručnog elektrolučnog zavarivanja
(REL) i zavarivanje pod zaštitiom praška (EPP). Nakon zavarivanja tek slijedi postupak
poboljšavanja (tj. kaljenja i visokog popuštanja). Super 12% Cr – čelici su toplo oblikovljivi
između 1100 i 850 °C, nakon čega treba izvesti kaljenje i popuštanje [12]. U tablici 3 navedeni
su sastavi i svojstva super 12% Cr čelika.
Tablica 3. Super – 12% Cr toplinski visokopostojani čelici [12]
Filip Vusić Projekt PI
Fakultet strojarstva i brodogradnje 13
3.2. Moderni martenzitni čelici za kotlogradnju
U odnosu na konvencionalni X20CrMoV12.1 čelik, novi materijali su relativno kratko
u upotrebi. Svi doprinosi u vezi istraživanja zavarljivosti kao i iskustva tokom upotrebe su
dobrodošli.
Suvremeni martenzitni čelici za kotlogradnju su razvijeni sa ciljem povećanja
parametara eksploatacije u elektranama na povišenim radnim temperaturama. Pored zahtjeva
da osnovni materijal i zavareni spoj budu otporni na puzanje i razne vidove korozije, pred ove
čelike postavljaju se dodatni zahtjevi po pitanju zavarljivosti [13].
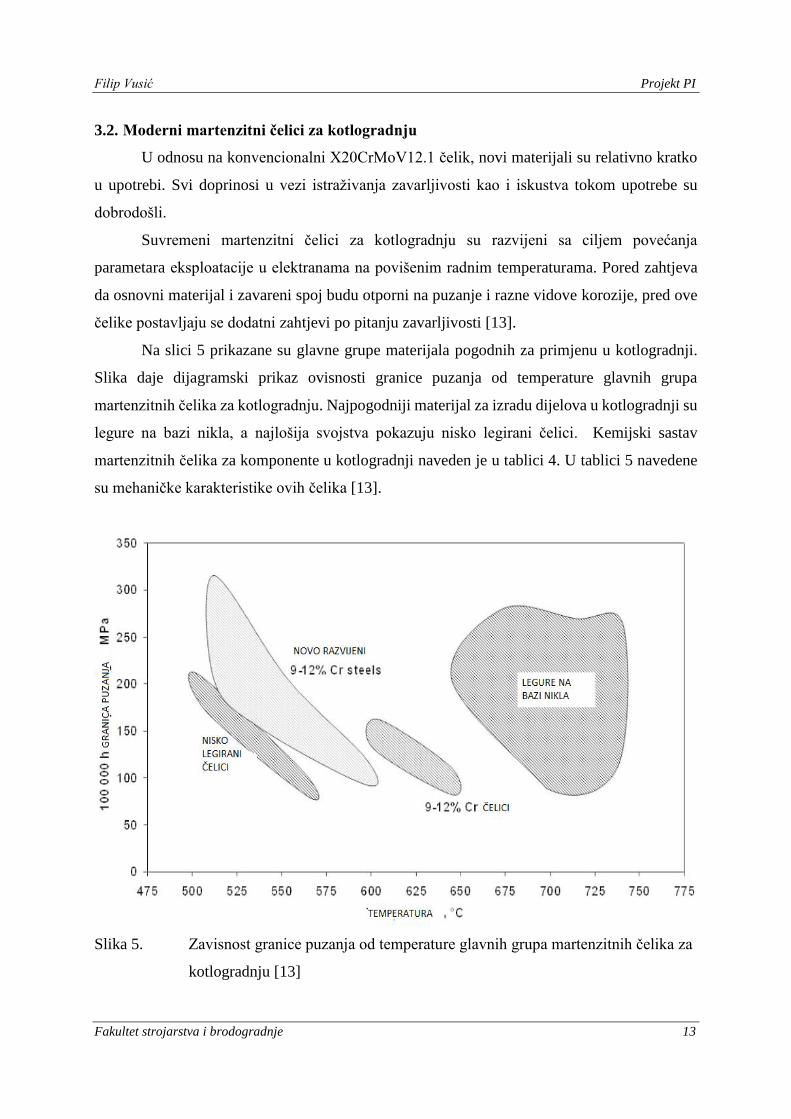
Na slici 5 prikazane su glavne grupe materijala pogodnih za primjenu u kotlogradnji.
Slika daje dijagramski prikaz ovisnosti granice puzanja od temperature glavnih grupa
martenzitnih čelika za kotlogradnju. Najpogodniji materijal za izradu dijelova u kotlogradnji su
legure na bazi nikla, a najlošija svojstva pokazuju nisko legirani čelici. Kemijski sastav
martenzitnih čelika za komponente u kotlogradnji naveden je u tablici 4. U tablici 5 navedene
su mehaničke karakteristike ovih čelika [13].
Slika 5. Zavisnost granice puzanja od temperature glavnih grupa martenzitnih čelika za
kotlogradnju [13]
Filip Vusić Projekt PI
Fakultet strojarstva i brodogradnje 14
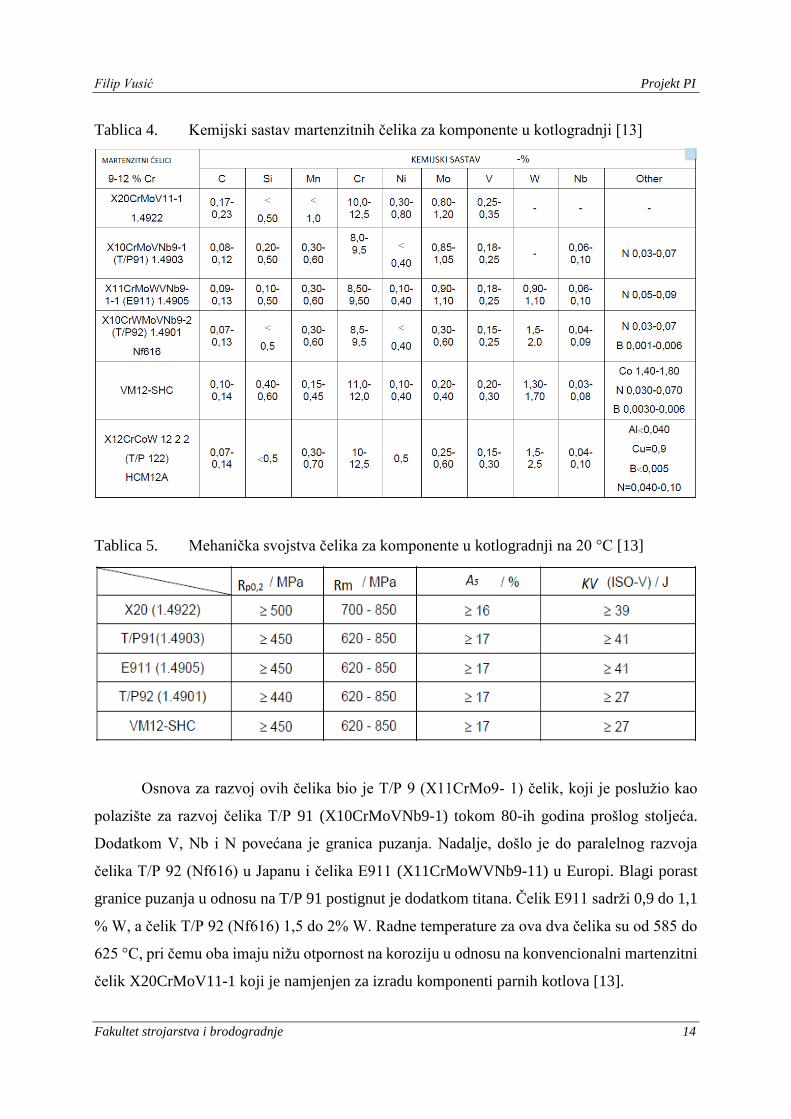
Tablica 4. Kemijski sastav martenzitnih čelika za komponente u kotlogradnji [13]
Tablica 5. Mehanička svojstva čelika za komponente u kotlogradnji na 20 °C [13]
Osnova za razvoj ovih čelika bio je T/P 9 (X11CrMo9- 1) čelik, koji je poslužio kao
polazište za razvoj čelika T/P 91 (X10CrMoVNb9-1) tokom 80-ih godina prošlog stoljeća.
Dodatkom V, Nb i N povećana je granica puzanja. Nadalje, došlo je do paralelnog razvoja
čelika T/P 92 (Nf616) u Japanu i čelika E911 (X11CrMoWVNb9-11) u Europi. Blagi porast
granice puzanja u odnosu na T/P 91 postignut je dodatkom titana. Čelik E911 sadrži 0,9 do 1,1
% W, a čelik T/P 92 (Nf616) 1,5 do 2% W. Radne temperature za ova dva čelika su od 585 do
625 °C, pri čemu oba imaju nižu otpornost na koroziju u odnosu na konvencionalni martenzitni
čelik X20CrMoV11-1 koji je namjenjen za izradu komponenti parnih kotlova [13].
Filip Vusić Projekt PI
Fakultet strojarstva i brodogradnje 15
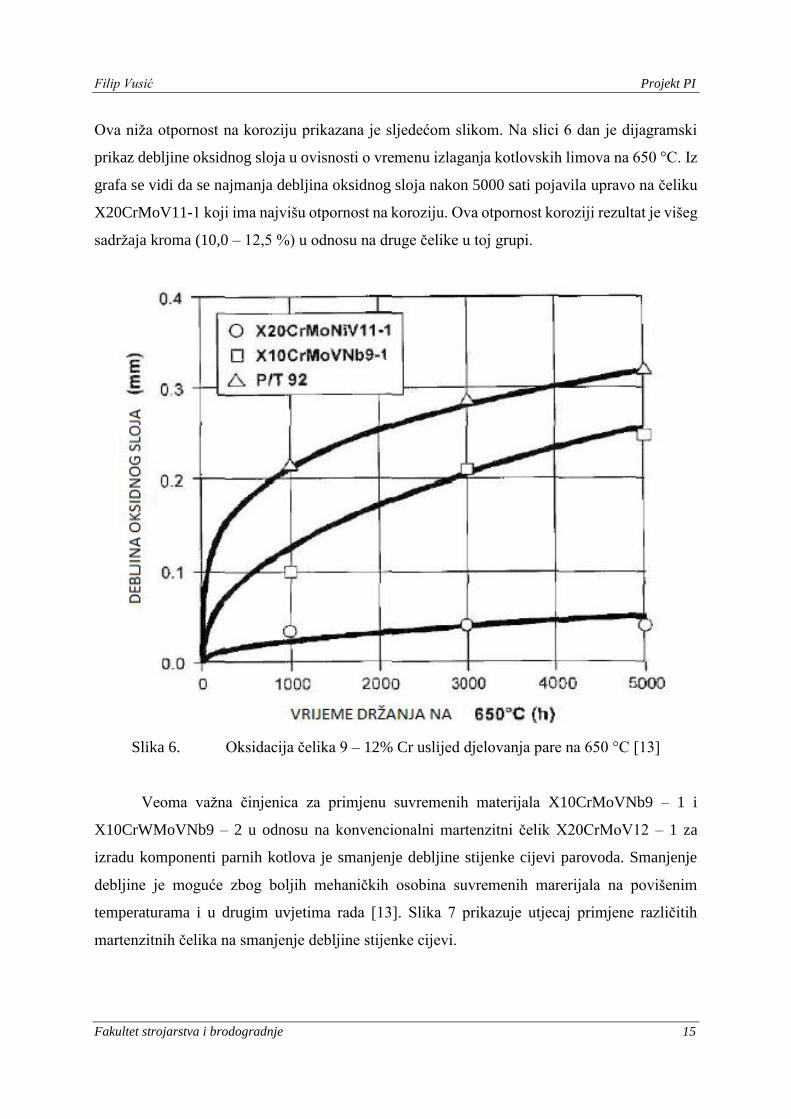
Ova niža otpornost na koroziju prikazana je sljedećom slikom. Na slici 6 dan je dijagramski
prikaz debljine oksidnog sloja u ovisnosti o vremenu izlaganja kotlovskih limova na 650 °C. Iz
grafa se vidi da se najmanja debljina oksidnog sloja nakon 5000 sati pojavila upravo na čeliku
X20CrMoV11-1 koji ima najvišu otpornost na koroziju. Ova otpornost koroziji rezultat je višeg
sadržaja kroma (10,0 – 12,5 %) u odnosu na druge čelike u toj grupi.
Slika 6. Oksidacija čelika 9 – 12% Cr uslijed djelovanja pare na 650 °C [13]
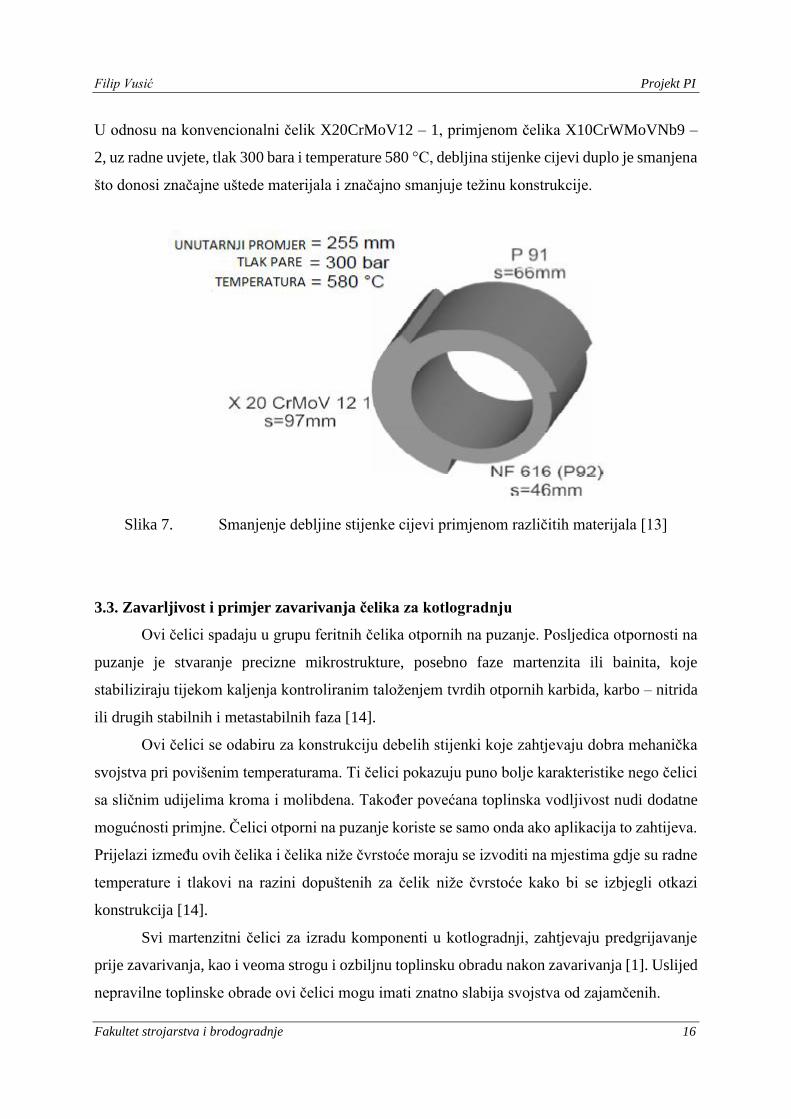
Veoma važna činjenica za primjenu suvremenih materijala X10CrMoVNb9 – 1 i
X10CrWMoVNb9 – 2 u odnosu na konvencionalni martenzitni čelik X20CrMoV12 – 1 za
izradu komponenti parnih kotlova je smanjenje debljine stijenke cijevi parovoda. Smanjenje
debljine je moguće zbog boljih mehaničkih osobina suvremenih marerijala na povišenim
temperaturama i u drugim uvjetima rada [13]. Slika 7 prikazuje utjecaj primjene različitih
martenzitnih čelika na smanjenje debljine stijenke cijevi.
Filip Vusić Projekt PI
Fakultet strojarstva i brodogradnje 16
U odnosu na konvencionalni čelik X20CrMoV12 – 1, primjenom čelika X10CrWMoVNb9 –
2, uz radne uvjete, tlak 300 bara i temperature 580 °C, debljina stijenke cijevi duplo je smanjena
što donosi značajne uštede materijala i značajno smanjuje težinu konstrukcije.
Slika 7. Smanjenje debljine stijenke cijevi primjenom različitih materijala [13]
3.3. Zavarljivost i primjer zavarivanja čelika za kotlogradnju
Ovi čelici spadaju u grupu feritnih čelika otpornih na puzanje. Posljedica otpornosti na
puzanje je stvaranje precizne mikrostrukture, posebno faze martenzita ili bainita, koje
stabiliziraju tijekom kaljenja kontroliranim taloženjem tvrdih otpornih karbida, karbo – nitrida
ili drugih stabilnih i metastabilnih faza [14].
Ovi čelici se odabiru za konstrukciju debelih stijenki koje zahtjevaju dobra mehanička
svojstva pri povišenim temperaturama. Ti čelici pokazuju puno bolje karakteristike nego čelici
sa sličnim udijelima kroma i molibdena. Također povećana toplinska vodljivost nudi dodatne
mogućnosti primjne. Čelici otporni na puzanje koriste se samo onda ako aplikacija to zahtijeva.
Prijelazi između ovih čelika i čelika niže čvrstoće moraju se izvoditi na mjestima gdje su radne
temperature i tlakovi na razini dopuštenih za čelik niže čvrstoće kako bi se izbjegli otkazi
konstrukcija [14].
Svi martenzitni čelici za izradu komponenti u kotlogradnji, zahtjevaju predgrijavanje
prije zavarivanja, kao i veoma strogu i ozbiljnu toplinsku obradu nakon zavarivanja [1]. Uslijed
nepravilne toplinske obrade ovi čelici mogu imati znatno slabija svojstva od zajamčenih.
Filip Vusić Projekt PI
Fakultet strojarstva i brodogradnje 17
Većina problema kod toplinske obrade odnosi se na ne postizanje odgovarajuće temperature ili
prelaska dopuštene temperature. Proces toplinske obrade nakon zavarivanja moraju obavljati
obučeni i iskusni stručnjaci koji slijede propisane upute [14].
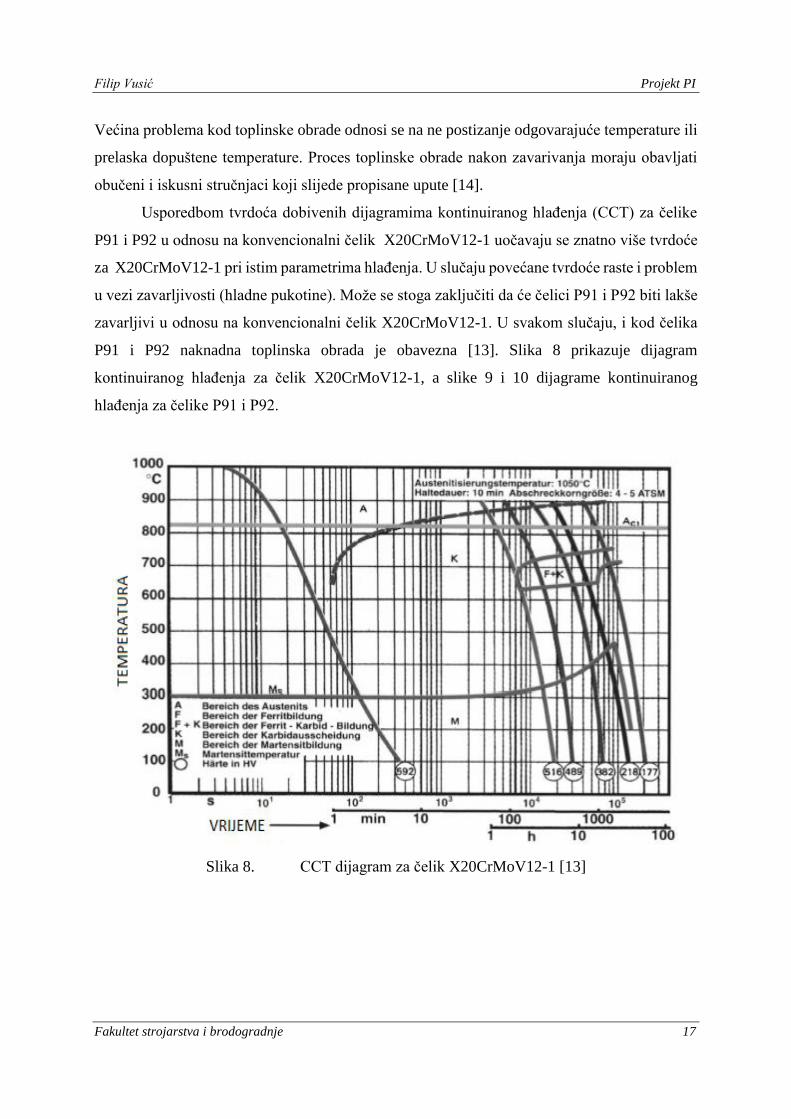
Usporedbom tvrdoća dobivenih dijagramima kontinuiranog hlađenja (CCT) za čelike
P91 i P92 u odnosu na konvencionalni čelik X20CrMoV12-1 uočavaju se znatno više tvrdoće
za X20CrMoV12-1 pri istim parametrima hlađenja. U slučaju povećane tvrdoće raste i problem
u vezi zavarljivosti (hladne pukotine). Može se stoga zaključiti da će čelici P91 i P92 biti lakše
zavarljivi u odnosu na konvencionalni čelik X20CrMoV12-1. U svakom slučaju, i kod čelika
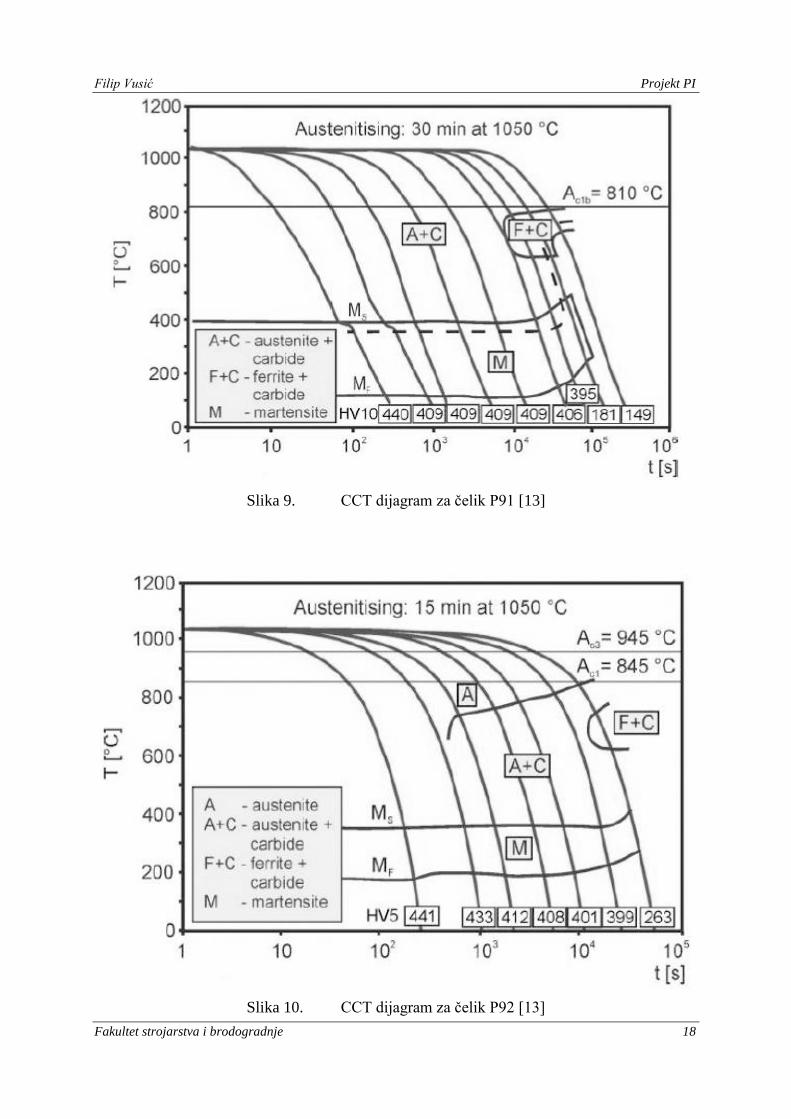
P91 i P92 naknadna toplinska obrada je obavezna [13]. Slika 8 prikazuje dijagram
kontinuiranog hlađenja za čelik X20CrMoV12-1, a slike 9 i 10 dijagrame kontinuiranog
hlađenja za čelike P91 i P92.
Slika 8. CCT dijagram za čelik X20CrMoV12-1 [13]
Filip Vusić Projekt PI
Fakultet strojarstva i brodogradnje 18
Slika 9. CCT dijagram za čelik P91 [13]
Slika 10. CCT dijagram za čelik P92 [13]
Filip Vusić Projekt PI
Fakultet strojarstva i brodogradnje 19
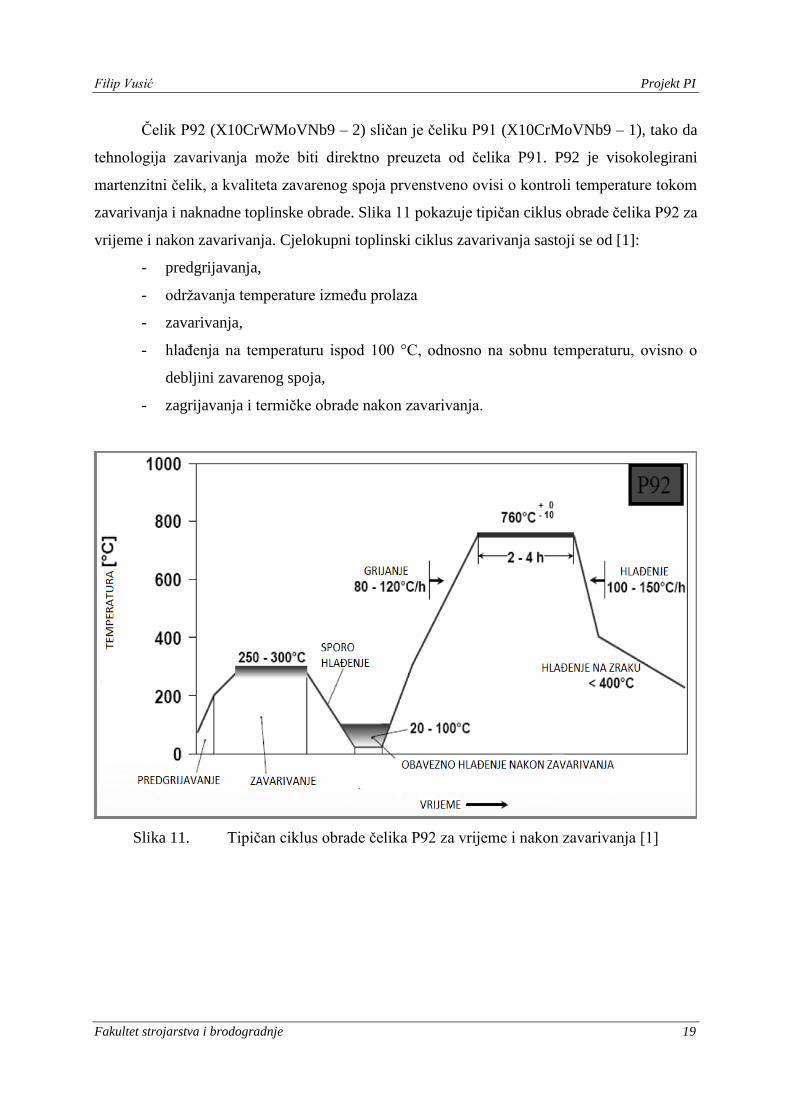
Čelik P92 (X10CrWMoVNb9 – 2) sličan je čeliku P91 (X10CrMoVNb9 – 1), tako da
tehnologija zavarivanja može biti direktno preuzeta od čelika P91. P92 je visokolegirani
martenzitni čelik, a kvaliteta zavarenog spoja prvenstveno ovisi o kontroli temperature tokom
zavarivanja i naknadne toplinske obrade. Slika 11 pokazuje tipičan ciklus obrade čelika P92 za
vrijeme i nakon zavarivanja. Cjelokupni toplinski ciklus zavarivanja sastoji se od [1]:
- predgrijavanja,
- održavanja temperature između prolaza
- zavarivanja,
- hlađenja na temperaturu ispod 100 °C, odnosno na sobnu temperaturu, ovisno o
debljini zavarenog spoja,
- zagrijavanja i termičke obrade nakon zavarivanja.
Slika 11. Tipičan ciklus obrade čelika P92 za vrijeme i nakon zavarivanja [1]
Filip Vusić Projekt PI
Fakultet strojarstva i brodogradnje 20
3.3.1. Predgrijavanje čelika P91 (X10CrMoVNb9 – 1) i P92 (X10CrWMoVNb9 – 2)
Predgrijavanje čelika se provodi sa ciljem izbjegavanja rizika od pojave pukotina,
posebno pukotina koje uzrokuje vodik (hladne pukotine). Da bi došlo do pojave hladnih
pukotina moraju biti ispunjena tri uvjeta: struktura sklona zakaljivanju, prisutnost vodika i
zaostala naprezanja. Sva tri uvjeta su prisutna kod zavarivanja čelika P92 i to je glavni razlog
predgrijavanja ovog čelika. P92 se predgrijava na temperaturu od 200 °C (to je minimalna
temperatura predgrijavanja kod koje se može garantirati da se pukotine ovog tipa neće pojaviti).
Predgrijavanje se može izvoditi na dva načina: plinskim i indukcijskim postupkom. Koji od ta
dva postupka predgrijavanja će se primjeniti ovisi o dimenzijama i obliku predmeta koji se
zavaruju. Za predgrijavanje cijevi većih dimenzija (komora) primjenjuje se električni postupak
predgrijavanja, elektrootporno ili indukcijsko predgrijavanje [1]. Praćenje temperature i
kontrola toplinskih gradijenta je izuzetno važna. Iz tog razloga lokalno zagrijavanje plamenom
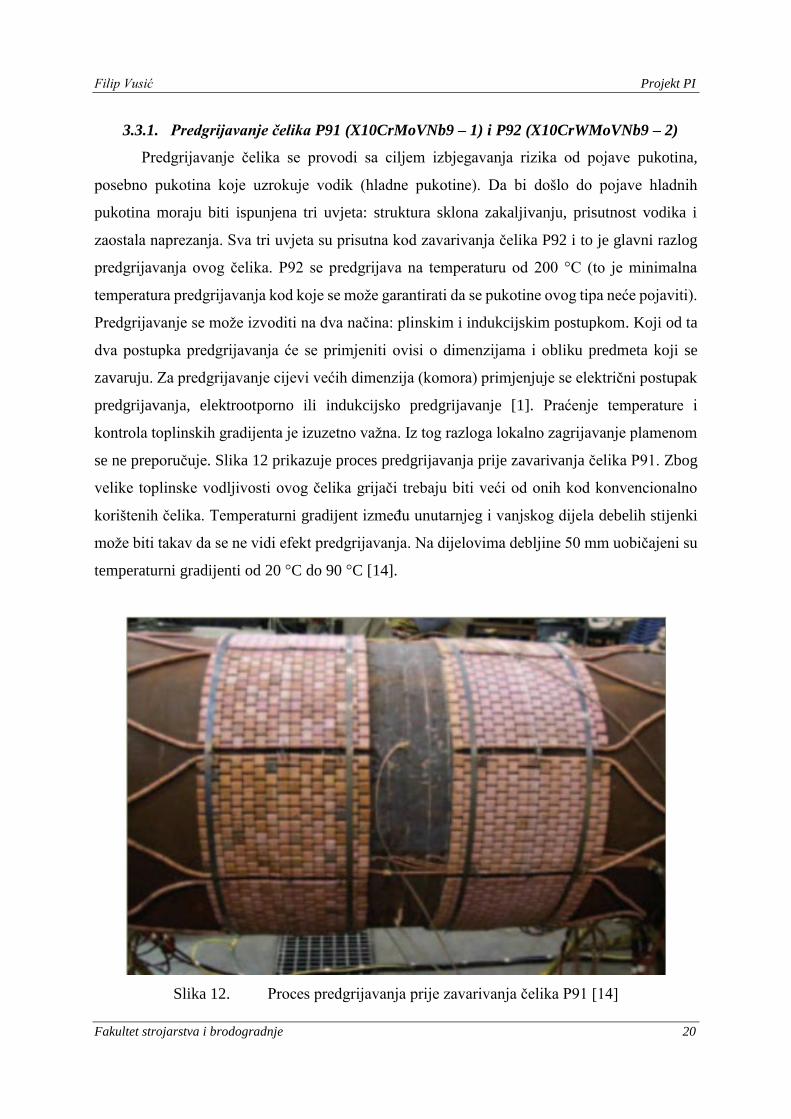
se ne preporučuje. Slika 12 prikazuje proces predgrijavanja prije zavarivanja čelika P91. Zbog
velike toplinske vodljivosti ovog čelika grijači trebaju biti veći od onih kod konvencionalno
korištenih čelika. Temperaturni gradijent između unutarnjeg i vanjskog dijela debelih stijenki
može biti takav da se ne vidi efekt predgrijavanja. Na dijelovima debljine 50 mm uobičajeni su
temperaturni gradijenti od 20 °C do 90 °C [14].
Slika 12. Proces predgrijavanja prije zavarivanja čelika P91 [14]
Filip Vusić Projekt PI
Fakultet strojarstva i brodogradnje 21
Predgrijavanje ima važnu ulogu kod zavarivanja P92 čelika. Kvalitetan zavareni spoj
čelika P92 je nemoguće izvesti bez adekvatnog predgrijavanja. Jedan od problema je
predgrijavnje priključaka koji se postavljaju na komoru tokom pripajanja. Sljedeći problem je
određivanje postupka predgrijavanja same komore, koja treba biti cijela zagrijana na
temperaturu predgrijavanja tokom zavarivanja [1].
Također kod ovih čelika je preporučeno održavanje temperature između prolaza.
Tipične temperature između prolaza kod ovih čelika iznose 300 °C, ali se ne preporučuje da
ove temperature budu više od 370 °C. Održavanje temperature između prolaza sprječava
pucanje metala zavara kojeg mogu uzrokovati silicij i niobij koje sadrži metal zavara [15]
3.3.2. Zavarivanje čelika P91 (X10CrMoVNb9 – 1) i P92 (X10CrWMoVNb9 – 2)
Nakon predgrijavanja, pristupa se zavarivanju. Zavarivanje se izvodi u temperaturnom
području između 200ºC i 300ºC (slika 11). Zavarivanje se izvodi u području smanjenih
naprezanja, gdje se struktura zavarenog spoja sastoji od martenzitna i zaostalog austenita. Za
zavarivanje čelika P92 koriste se TIG, REL i EPP postupci zavarivanja [1].
EPP postupak zavarivanja upotrebljava se za zavarivanje popune sučeonih spojeva i za
mehanizirano zavarivanje ravnih priključaka sa komorama. Prilikom EPP zavarivanja potrebno
je obratiti pažnju na parametre zavarivanja. Tako kod zavarivanja sučeonih spojeva struje
zavarivanja iznose od 235 do 250 A, napon zavarivanja od 26 do 29 V i brzina zavarivanja
iznad 50 cm/min. Parametri zavarivanja odnose se na žicu promjera 2,5 mm. Također kao i kod
REL postupka potrebno je zavarivati gusjenice manje debljine i širine. Svaki sljedeći sloj
odžaruje sloj ispod i na takav način osiguravaju se dobre vrijednosti žilavosti [1].
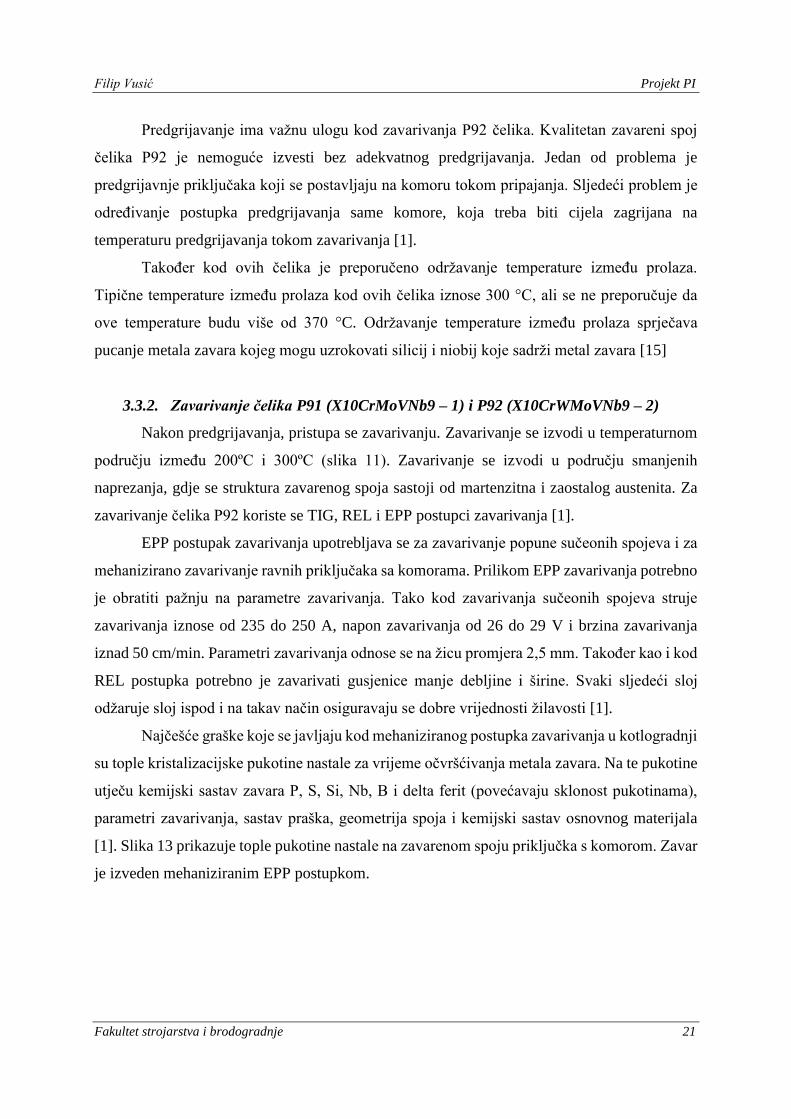
Najčešće graške koje se javljaju kod mehaniziranog postupka zavarivanja u kotlogradnji
su tople kristalizacijske pukotine nastale za vrijeme očvršćivanja metala zavara. Na te pukotine
utječu kemijski sastav zavara P, S, Si, Nb, B i delta ferit (povećavaju sklonost pukotinama),
parametri zavarivanja, sastav praška, geometrija spoja i kemijski sastav osnovnog materijala
[1]. Slika 13 prikazuje tople pukotine nastale na zavarenom spoju priključka s komorom. Zavar
je izveden mehaniziranim EPP postupkom.
Filip Vusić Projekt PI
Fakultet strojarstva i brodogradnje 22
Slika 13. Tople pukotine nastale zavarivanjem mehaniziranim EPP postupkom [1]
Osim toplih pukotina drugi problem kod zavarivanja EPP postupkom su greške
mikrostrukture metala zavara. U mikrostrukturi se mogu pronaći područja delta ferita okružena
karbidima Cr, Mo i W. Da bi se spriječio razvoj takvih grešaka, proizvođač dodatnog materijala
izvršio je modifikaciju praška za zavarivanje. Proizvođač je poboljšao selekciju sirovine,
povećao bazicitet praška, i reducirao područje parametara zavarivanja. Modifikacijom praška
smanjila se učestalost pojave pukotina u završnom zavaru, ali se i smanjila operativna
zavarljivost, otežalo se uklanjanje troske sa površine zavara zbog većeg baziciteta praška [1].
Nakon zavarivanja, zavareni spoj se treba hladiti na temperaturu ispod 100 ºC
minimalno 2 sata, kako bi se sav zaostali austenit pretvorio u martenzit (slika 11). Zavari
debljine do 50 mm mogu se ohladiti na sobnu temperaturu [1].
Filip Vusić Projekt PI
Fakultet strojarstva i brodogradnje 23
3.3.3. Toplinska obrada nakon zavarivanja
Toplinska obrada čelika P91 i P92 nakon zavarivanja provodi se u cilju popuštanja,
odnosno smanjenja zaostalih naprezanja u zavarenom spoju. Ona je neophodna kod ovih čelika,
bez obzira na njihove promjere ili debljine, te je jedna od najvažnijih čimbenika za kvalitetu
zavarenog spoja kod ovih čelika [15]. Toplinskom obradom se izbjegavaju hladne pukotine u
zavarenom spoju, koje bi propagirale u eksploataciji i izazvale havarije na kotlovskim
postrojenjima. Posljedice toplinske obrade su smanjenje tvrdoće zavarenog spoja sa 400 do 450
HV na 200 do 300 HV, te povećanje udarne žilavosti loma na zahtijevanu vrijednost, minimalno
27 J.
Temperatura toplinske obrade je između 750ºC i 780ºC u trajanju od 2 do 4 sata ovisno
o debljini i oblika zavarenog spoja, te postupka zavarivanja, (slika 11) [1]. Kod ovih čelika vrlo
su uske granice najniže i najviše dopuštene temperature toplinske obrade. Ovaj raspon iznosi
svega 10 °C do 24 °C. Gornja granica je određena sastavom Ni + Mn, što utječe na nižu
dopuštenu temperaturu u ovisnosti o porastu masenog udjela ovih elemenata. Maksimalan
maseni udio ovih elemenata je 1,5 %. Ako je maseni udio ovih elemenata nepoznat ograničenje
temperaturnog raspona je od 730 °C do 775 °C. Ako je udio Ni + Mn manji od 1,0 % dozvoljen
je temperaturni raspon od 730 °C do 800 °C [14].
Toplinska obrada nekad ima i uže polje tolerancija 755±5ºC kod zavarivanja
kombinacije martenzitnih i bainitnih čelika. To je jako usko područje u kojem se treba provesti
toplinska obrada velikih i teških komada kao što su komore. Da bi se toplinska obrada mogla
provesti u tako uskom području tolerancija potrebno je kalibrirati opremu za toplinsku obradu,
pisač temperature, termoparove i izvršiti provjeru izotermije peći. Također je vrlo važno imati
osposobljene i iskusne operatere koji nadgledaju i vode proces toplinske obrade za popuštanje
zaostalih naprezanja [1].
Također je kod ovih čelika prisutno i zagrijavanje neposredno nakon zavarivanja tzv.
„Bake Out“ tretman, koji može biti od velike važnosti, osobito ako su u pitanju teški dijelovi ili
postupak zavarivanja pod zaštitom praška. Ovaj postupak uključuje držanje na temperaturi
predgrijavanja ili na temperaturi između prolaza tijekom duljeg vremenskog razdoblja nakon
završetka procesa zavarivanja. Kod utvrđivanja vremena potrebnog za ovo zagrijavanje
čimbenici koji igraju ulogu su debljina materijala, duljina vremena zavarivanja te uneseni
vodik. Ovaj tretman se može izbjeći ukoliko se dio ispravno zagrijava, te ako se s dijelom
ispravno rukuje i ako se dio dobro skladišti [15].
Filip Vusić Projekt PI
Fakultet strojarstva i brodogradnje 24
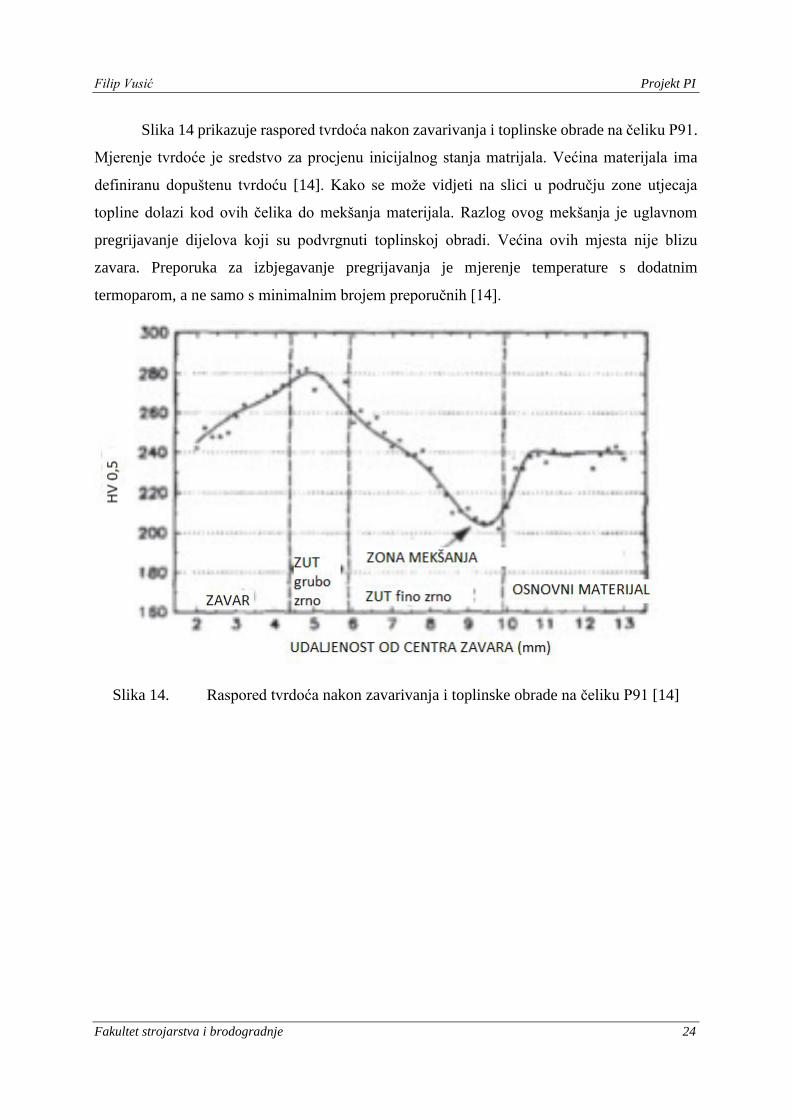
Slika 14 prikazuje raspored tvrdoća nakon zavarivanja i toplinske obrade na čeliku P91.
Mjerenje tvrdoće je sredstvo za procjenu inicijalnog stanja matrijala. Većina materijala ima
definiranu dopuštenu tvrdoću [14]. Kako se može vidjeti na slici u području zone utjecaja
topline dolazi kod ovih čelika do mekšanja materijala. Razlog ovog mekšanja je uglavnom
pregrijavanje dijelova koji su podvrgnuti toplinskoj obradi. Većina ovih mjesta nije blizu
zavara. Preporuka za izbjegavanje pregrijavanja je mjerenje temperature s dodatnim
termoparom, a ne samo s minimalnim brojem preporučnih [14].
Slika 14. Raspored tvrdoća nakon zavarivanja i toplinske obrade na čeliku P91 [14]
Filip Vusić Projekt PI
Fakultet strojarstva i brodogradnje 25
4. ZAKLJUČAK
U ovom radu opisan je postupak EPP zavarivanja, te su opisani čelici za izradu kotlovskih
limova. EPP postupak zavarivanja pokazuje svoje prednosti pred drugim elektrolučnim
postupcima ako je u pitanju zavarivanje debelih stijenki, kao i potreba za velikim depozitom i
brzinom zavarivanja. Također, EPP postupak je najčešće automatiziran, što jamči uz uvjet
dobro odabranih parametara zavarivanja kvalitetan zavareni spoj. Depozit nateljenog materijala
može se povećati različitim modifikacijama EPP zavarivanja (npr. tandem tehnika EPP
zavarivanja), uz ne prevelika ulaganja u postojeći sustav što je također prednost ovog postupka
zavarivanja.
Postupak se vrlo često koristi kod čelika za izradu kotlovskih limova i posuda pod tlakom.
Ove konstrukcije zahtijevaju posebnu pozornost kada je u pitanju zavarivanje, jer greške u
zavarenim spojevima mogu dovesti do otkaza cijelih kotlova i velikih havarija. Stoga treba
posebnu pažnju obratiti zavarljivosti ovih čelika. S aspekta zavarljivosti ovi čelici spadaju u
dobro zavarljive čelike, ali tokom zavarivanja posebnu pažnju treba pridati kontroli temperature
tokom zavarivanja, kao i naknadnoj toplinskoj obradi. Uz to važno je prilagoditi parametre
zavarivanja debljini koja se zavaruje, kao i odabrati adekvatni prašak i dodatni materijal.
S daljnjim razvojem energetskih kotlovskih postrojenja, u vidu povećanja parametara tlaka
i temperature, rasti će potreba za proizvodnjom kvalitetnijih kotlovskih čelika. EPP postupak
zavarivanja, sa svim svojim modifikacijma, također će nastaviti pratiti taj razvoj kao glavni
elektrolučni postupak kada su u pitanju kotlovski limovi.
Filip Vusić Projekt PI
Fakultet strojarstva i brodogradnje 26
5. POPIS LITERATURE
[1] B. Despotović, T. Marasević, I. Samardžić, Š. Klarić: „Iskustva iz primjene čelika P92 u
kotlogradnji“, Zavarivanje i zavarene konstrukcije (1/2009.), str. 9 – 14
[2] G. Gnirs: „Zavarivanje modernih kotlovskih čelika“, Zavarivanje i zavarene konstrukcije
(2/2002.), str. 103 – 112
[3] http://www.fsb.unizg.hr/termolab/nastava/ega.php - preuzeto 21.6.2015.
[4] J. Cankar, M. Bregant, M. Šolar: „Novine kod zavarivanja i navarivanja pod praškom“,
Zavarivanje i zavarene konstrukcije (3/2010), str. 97 – 100
[5] S. Kralj, Š. Andrić: „Osnove zavarivačkih i srodnih postupaka“, Fakultet strojarstva i
brodogradnje, Zagreb, 1992.
[6] M. Živčić: „Elektrolučno zavarivanje pod zaštitom praška – EPP“, 1. nastavak,
Zavarivanje 26 (1983) 5, 281-288
[7] M. Gojić: „Tehnike spajanja i razdvajanja materijala“, Metalurški fakultet, Sisak, 2008.
[8] D. Petti: „Varijante automatskog elektrolučnog zavarivanja pod zaštitom praška“,
Zavarivanje 27 (1984) 3, 307-315
[9] ESAB: „Submerged Arc Welding“,pdf, 02 – 10 – 08/KW
[10] http://www.thefabricator.com/article/arcwelding/improving-productivity-with-
submerged-arc-welding - preuzeto 22.6.2015. – preuzeto 22.6.2015.
[11] T. Filetin, F. Kovačiček, J. Indof: „Svojstva i primjena materijala“, Fakultet strojarstva i
brodogradnje, Zagreb, 2002.
[12] M. Novosel, D. Krumes: „Posebni čelici“, Strojarski fakultet u Slavonskom Brodu,
Slavonski Brod, 1998.
[13] B. Despotović, T. Marasević, D. Bajić, T. Vuherer, I. Samardžić: „Zavarljivost
suvremenih 9 – 12 Cr martenzitnih čelika za komponente u kotlogradnji“, Zavarivanje i
zavarene konstrukcije (1/2013.), str 5 – 14
[14] W. F. Newell JR.: „Welding and Postweld Heat Treatment of P91 Steels“, Welding
Journal, April, 2010.
[15] K. K. Coleman, W. F. Newell JR.: „P91 and Beyond“, Welding Journal, August, 2007.
![FINALNO-Baricevic zavrsni Povijesni pregled permakulture finalno … · 2017-11-29 · í x h À } 8 suhjohgqrm nrpslodflml nrmd srnulyd gydghvhw ãhvw olwhudwxuqlk qdyrgd l] wul](https://img.pdfslide.tips/doc/110x75/5e625070823fae046e481f36/finalno-baricevic-zavrsni-povijesni-pregled-permakulture-finalno-2017-11-29-.jpg)




























