-
Prosiding Seminar Nasional Aplikasi Sains & Teknologi
(SNAST) Periode III ISSN: 1979-911X Yogyakarta, 3 November 2012
A-45
PERENCANAAN PEMELIHARAAN MESIN DENGAN MENGGUNAKAN METODE MARKOV
CHAIN UNTUK MENGURANGI BIAYA PEMELIHARAAN
DI PT. PHILIPS INDONESIA
Endang Pudji,W1; Fahma Ilma2
1,2)Jurusan Teknik Industri, Universitas Pembangunan Nasional
Veteran Jawa Timur Jl. Raya Rungkut Madya Surabaya 60294, Email:
[email protected]
ABSTRAK
PT. PHILIPS INDONESIA adalah perusahaan yang bergerak dalam
bidang lighting (penerangan / lampu). Perusahaan ini selalu
mengusahakan hasil produksi yang maksimal. Pada bagian Lamp
Component Factory khusunya di departemen Stem Glass terdapat 3
jenis mesin yang beroperasi antara lain, mesin Tubing, mesin Flare
dan mesin Exhaust Cutting Machine (ECM). Ketiga jenis mesin
tersebut memegang peranan penting dalam memproduksi komponen-
komponen lampu sehingga diperlukan suatu metode yang paling baik
agar terhindar dari seringnya terjadi kerusakan, Pemeliharaan
tersebut dapat meliputi pemeliharaan corrective yaitu kegiatan
pemeliharaan setelah mesin rusak dan pemeliharaan preventive yaitu
kegiatan pemeliharaan mesin untuk mencegah terjadinya kerusakan.
Dengan demikian hal tersebut dapat mengurangi biaya pemeliharaan.
Dengan adanya masalah tersebut, maka akan dilakukan perencanaan
pemeliharaan mesin menggunakan metode Markov Chain dengan harapan
dapat mengurangi biaya pemeliharaan. Dengan mengadakan kegiatan
pemeliharaan mesin secara berkala dan teratur. Hal ini akan
menjanjikan hasil produksi yang terjamin dan perencanaan
pemeliharaan mesin dapat meningkatkan efisiensi dengan mengurangi
kerusakan. Pada kondisi riil perusahaan biaya pemeliharaan sebesar
Rp 19.392.792.536,- dan setelah menggunakan metode Markov Chain
menjadi Rp 15.354.301.376,- sehingga terjadi penghematan sebesar Rp
4.038.491.159 atau presentase sebesar (20,82%). Hal ini membuktikan
bahwa metode Markov Chain memang dapat dipakai untuk meminimumkan
biaya pemeliharaan mesin- mesin di perusahaan. Kata Kunci :
Perencanaan Pemeliharaan, Biaya Pemeliharaan, Markov Chain
ABSTRACT PT. PHILIPS INDONESIA is a company that specializes in
lighting. The company is always
seeking the maximum production yield. On the Component Lamp
Factory Glass Stem especially in the department there are 3 types
of machines in operation, among others, Tubing machine, Flare
machine and engine Exhaust Flare Cutting Machine (ECM). The three
types of these machines play an important role in producing the
components of light so we need a method is best to avoid the
frequent occurrence of damage, maintenance may include the
maintenance of the corrective maintenan-ce activities after the
machine breaks down and preventive maintenance is the maintenance
of the machine to prevent damage. Thus it can reduce maintenance
costs. Given these problems, the machine maintenance plan will be
carried out using Markov Chain method in hopes of reducing
maintenance costs. By conducting periodic maintenance and regular
engine. This will promise a guaranteed production andmachine
maintenance planning can improve efficiency by reducing the damage
Total cost of maintaining the company's cost of care Rill condition
is Rp19.392.792.536,- and after using the Markov Chain to
Rp15.354.301.376, - resulting in savings of Rp4.038.491.159,- or a
percentage of (20.82%). It is proved that the Markov Chain method
can indeed be used to minimize maintenance costs on the company
machines.
Keywords : Planning Maintenance, Cost of Maintenance, Markov
Chain
PENDAHULUAN Perkembangan teknologi yang semakin canggih sekarang
ini mengakibatkan kebutuhan akan
tenaga manusia mulai bergeser untuk kemudian digantikan dengan
mesin atau peralatan produksi lainnya. Produktivitas dan efisiensi
suatu mesin dapat dilihat dari kondisi mesin dan peralatan yang
mendukungnya. Penggunaan mesin secara kontinyu akan mengalami
penurunan tingkat kesiapan
-
Prosiding Seminar Nasional Aplikasi Sains & Teknologi
(SNAST) Periode III ISSN: 1979-911X Yogyakarta, 3 November 2012
A-46
mesin itu sendiri. Dalam usaha untuk menjaga tingkat kesiapan
mesin agar hasil produksi tetap terjamin akibat penggunaan mesin
secara terus- menerus , maka dibutuhkan kegiatan pemeliharaan
mesin.
PT. Philips Indonesia Jl. Brebek Industri I Kav. 5-19 Sidoarjo,
mesin- mesin LCF- Stemglass merupakan mesin produksi yang utama
karena kelancaran proses produksi bergantung pada kesiapan mesin
tersebut sehingga pemeliharaan mesin- mesin perlu dilakukan secara
rutin. Pemeliharaan tersebut dapat meliputi pemeliharaan corrective
dan pemeliharaan. Pemeliharaan- pemeliharaan tersebut akan
mempengaruhi pada biaya downtime dan biaya pemeliharaan pencegahan
atau pemeliharaan preventive suatu kegiatan pemeliharaan memiliki
biaya pemeliharaan yang cukup tinggi.
Dari segi kegunaan, sistem pemeliharaan tersebut memerlukan
suatu metode yang paling baik sehingga mesin- mesin pada LCF-
Steamglass yaitu mesin Tubing, mesin Flare serta mesin Exhaust
Cutting Machine (ECM), dapat terhindar dari seringnya terjadi
kerusakan, dengan demikian biaya pemeliharaan mesin yang didasarkan
atas biaya downtime dapat seminimal mungkin, khususnya pada
pemeliharaan preventive pada mesin yang memiliki biaya downtime
yang tinggi.
Dengan adanya masalah pada perusahaan tersebut, maka dilakukan
penelitian menggunakan metode Markov Chain dengan harapan dapat
dilakukan perencanaan pemeliharaan mesin yang teratur dan
terorganisir sehingga proses produksi dapat berjalan dengan lancar
dan dapat menekan biaya pemeliharaan.
Suatu mesin pada perusahaan mempunyai peran penting dalam proses
produksi, yaitu untuk mempermudah serta membantu kegiatan manusia
dalam melakukan suatu proses produksi suatu barang, sehingga proses
produksi dari barang-barang yang dihasilkan memiliki jumlah lebih
banyak dan memiliki kualitas yang lebih baik. Hal ini pada
gilirannya telah memperbesar kebutuhan akan fungsi pemeliharaan
pabrik, khususnya pemeliharaan dan pemeliharaan mesin. Perlu
diketahui pula bahwa suatu mesin jika digunakan secara terus
menerus akan mengalami penurunan tingkat kesiapan (availability)
dan kualitas performansinya, tetapi usia kegunaan pemeliharaan
dapat diperpanjang dengan melakukan pemeliharaan peralatan secara
berkala.
a. Pengertian Pemeliharaan, pemeliharaan adalah suatu kegiatan
untuk memelihara atau menjaga fasilitas/peralatan pabrik dan
mengadakan perbaikan atau penggantian yang diperlukan agar terdapat
suatu pengadaan operasi produksi yang memuaskan sesuai dengan apa
yang direncanakan. (Sofyan Assauri, 2008 : 134)
b. Jenis-Jenis Pemeliharaan 1. Preventive Maintanance
Pekerjaan pemeliharaan yang bertujuan untuk mencegah terjadinya
kerusakan atau cara pemeliharaan yang direncanakan untuk pencegahan
(preventive).
2. Corrective Maintanance Pekerjaan pemeliharaan yang dilakukan
untuk memperbaiki dan meningkatkan kondisi
fasilitas sehingga mencapai standart yang dapat diterima. 3.
Pemeliharaan Berjalan
Pemeliharaan yang dilakukan pada saat mesin/peralatan dalam
keadaan bekerja. 4. Predictive Maintenance
Predictive maintenance dilakukan untuk mengetahui terjadinya
perubahan atau kelainan dalam kondisi fisik maupun fungsi dari
sistem pemeliharaan.
5. Breakdown Maintenance Cara perawatan yang direncanakan untuk
memperbaiki kerusakan. Pekerjaan perawatan ini
dilakukan setelah terjadi kerusakan dan untuk memperbaikinya
harus disiapkan suku cadang, material, alat-alat, dan tenaga
kerjanya.
c. Klasifikasi Kondisi Kerusakan, untuk menghitung nilai
probabilitas transisi dari suatu proses Markov Chain dalam masalah
ini, maka sistem mesin akan dikelompokkan sesuai dengan kondisi
kerusakannya. Kondisi disini adalah tingkat kesiapan mesin saat
dilakukan pemeliharaan periodik terhadap mesin tersebut. Untuk
menentukan tingkat kondisi ini, sistem diperiksa secara berkala.
Setelah dilakukan pemeriksaan kondisi mesin dapat digolongkan
menjadi 4 yaitu :
-
Prosiding Seminar Nasional Aplikasi Sains & Teknologi
(SNAST) Periode III ISSN: 1979-911X Yogyakarta, 3 November 2012
A-47
1. Kondisi baik, Kondisi dimana mesin dapat beroperasi sesuai
dengan ketentuan-ketentuan. Kondisi ini disebut status 1.
2. Kondisi kerusakan ringan , Kondisi dimana mesin dapat
beroperasi dengan baik, tetapi kadang-kadang terjadi kerusakan
kecil. Kondisi ini disebut status 2.
3. Kondisi kerusakan sedang, Kondisi dimana mesin dapat
beroperasi tetapi keadaannya mengkhawatirkan. Kondisi ini disebut
status 3
4. Kondisi kerusakan berat, Mesin tidak dapat digunakan untuk
beroperasi sehingga proses produksi terhenti. Kondisi ini disebut
status 4.
Tabel 1 Status dan Kondisi Kerusakan
Status Kondisi 1 2 3 4
Baik Kerusakan ringan Kerusakan sedang Kerusakan berat
d. Proses Markov Chain, sebelum membahas metode untuk menentukan
kemungkinan transisi akan diuraikan lebih dulu tentang pengertian
dasar rantai Markov (Markov Chain) dan proses stokastik, karena
metode Markov Chain merupakan kejadian khusus dari proses
stokastik.
Proses stokastik {Xt}0 dikatakan mempunyai sifat Markovian jika
P{Xt+1=j| X0 = k0, X1 = k1,
..., Xt - 1 = kt - 1, Xt = i}= P{Xt + 1 = j| Xt = i} untuk t =
0, 1, 2,. dan setiap urutan i, j, k0, k1, ...., kt-1. Dengan kata
lain, sifat Markovian ini menyatakan bahwa probabilitas bersyarat
dari kejadian mendatang, dengan kejadian masa lampau dan state saat
ini Xt = i, adalah independen terhadap kejadian di waktu lalu dan
hanya tergantung pada state saat ini.
Proses stokastik {Xt} (t = 0, 1, ...) adalah rantai Markov jika
sifat tersebut mempunyai sifat Markovian. Probabilitas bersyarat
P{Xt + 1= j | Xt = i} untuk rantai Markov disebut probabilitas
transisi (satu langkah) . Jika untuk setiap i dan j, P{Xt - 1= j |
Xt = 1} = P{X1 = j | X0 = i} untuk semua t = 1, 2, , maka disebut
probabilitas transisi (satu langkah) dikatakan stasioner. Oleh
karena itu, probabilitas transisi stasioner menyiratkan bahwa
probabilitas transisi tidak berubah seiring dengan waktu.
Keberadaan probabilitas transisi stasioner (satu langkah) juga
menyiratkan bahwa untuk tiap i, j, dan n (n = 0, 1, 2, ...), P{Xt +
n = j | Xt = i} = P{Xn = j | X0 = i} untuk semua t = 0, 1, ....
Probabilitas bersyarat ini disebut probabilitas transisi
n-langkah.
Untuk menyederhanakan notasi penulisan dengan probabilitas
transisi stasioner, misalkan
Pij + 1 = P{Xt + 1 = j| Xt = i}; Pij(n) = P{Xt + n = j| Xt = i}
Oleh karena itu, probabilitas transisi n-langkah Pij(n) hanyalah
merupakan probabilitas
bersyarat sehingga sistem akan berada pada state j tepat setelah
n langkah (satuan waktu), jika state tersebut bermula pada state i
pada waktu t kapan pun. Ketika n = 1, perhatikan bahwa Pij(n) = Pij
(untuk n = 0, Pij(n)adalah hanya jika P{X0 = j | X0 = i} dan itu
adalah 1 ketika i = j dan 0 ketika i j.
Oleh karena Pij(n) adalah probabilitas bersyarat, probabilitas
tersebut harus nonnegative, dan oleh karena prosesnya harus membuat
perubahan ke state lain maka probabilitas tersebut harus memenuhi
sifat Pij(n) > 0, untuk semua i dan j; dan n = 0,1,2,...dan M
Pij
(n) = 1 untuk semua i, n = 0, 1, j=0 2,... Cara mudah untuk
menunjukkan semua probabilitas transisi n-langkah adalah dalam
bentuk matriks.
untuk n = 0, 1, 2, ...
State 0 1 ... M 0 1 . .
M
P00(n) P10(n)
.
. PM0(n)
P01(n) P11(n)
.
. PM1(n)
...
...
...
...
...
P0M(n) P1M(n)
.
. PMM(n)
P(n ) =
-
Prosiding Seminar Nasional Aplikasi Sains & Teknologi
(SNAST) Periode III ISSN: 1979-911X Yogyakarta, 3 November 2012
A-48
atau, ekuivalen dengan matriks transisi n-langkah State 0 1 ...
M
)()(1
)(0
)(1
)(11
)(10
)()(01
)(00
)(
...............
...
...
...10
nMM
nM
nM
nM
nn
noM
nn
n
PPP
PPPPPP
M
P
Perhatikan bahwa probabilitas transisi pada baris dan kolom
tertentu adalah untuk transisi dari state baris ke state kolom.
Ketika n = 1, kita buang superscript n dan menyebutnya hanya matrik
transisi. (Hillier dan Lieberman, Operation Research)
Untuk setiap rantai Markov ergodik irreducible , )(lim nijn P
ada dan independen terhadap i.
Lebih lanjut lagi, )(lim nijn P = j > 0, dimana j memenuhi
persamaan steady state berikut M
j = iPij , untuk j = 0, 1, ... i=0 ...., M
M j = 1 j=0
atau dapat ditunjukkan dalam bentuk matriks,
MMMM
M
M
M
M PPP
PPPPPP
.........................
.....
.....
..........
21
11110
00100
101
0
0 = 0P00 + 1P01 + ..... + MPM1
1 = 0P01 + 1P11 + ..... + MPM2 .... = ......... + ....... +
...... + .......... M = 0P0M + 1P1M+ ..... + MPMM 1 = 0 + 1 +
...... + M e. Kegunaan Probabilitas dan Keputusan Markov, di dalam
operasinya suatu item akan mengalami beberapa kemungkinan transisi
status, yang berubah dari satu status ke status yang lain. Bila
dikatakan bahwa dalam selang yang cukup pendek terdapat empat
kemungkinan status, maka untuk mengubah kondisi status yang dialami
dilakukan beberapa tindakan yang sesuai kondisi status. Misal jika
perbaikan item baru dilakukan setelah item tersebut mengalami
kerusakan berat (status 4), dengan kata lain untuk status 1, 2, dan
3 tetap dibiarkan saja. Tetapi seandainya kebijaksanaan itu dirubah
dimana pemeliharaan dilakukan apabila item berada pada status 2, 3,
dan 4 sehingga menjadi status 1. Keputusan-keputusan yang diambil
dalam menentukan pemeliharaan dapat dituliskan sebagai berikut
:
Tabel 2 Keputusan dan Tindakan Yang Dilakukan
-
Prosiding Seminar Nasional Aplikasi Sains & Teknologi
(SNAST) Periode III ISSN: 1979-911X Yogyakarta, 3 November 2012
A-49
Tabel 3 Kebijaksanaan Pemeliharaan
Keterangan: d1(P),d2(P),d3(P),d4(P) : keputusan tindakan. Dimana
P0 adalah pemeliharaan yang dilakukan perusahaan, yang merupakan
matriks awal. Sedangkan P1, P2, P3, dan P4 adalah usulan
pemeliharaan yang didapat dari perubahan pada matriks awal sesuai
dengan tindakan yang dilakukan.
Jika suatu item berada pada status kerusakan ringan dan
kerusakan sedang, maka item tersebut tidak akan mengalami transisi
ke status baik, dengan kata lain bahwa suatu item yang berada pada
status kerusakan ringan dan kerusakan sedang akan tetap berada pada
status kerusakan ringan dan kerusakan sedang atau hanya akan
beralih ke status kerasakan berat. Dan jika item berada pada status
kerusakan berat atau dengan kata lain suatu item yang memburuk akan
tetap memburuk sampai selang pemeriksaan berikutnya, atau bila
tidak item akan mengalami kerusakan berat selama selang tersebut
dan akan diperbaiki pada selang pemeriksaan berikutnya.
Dari uraian tersebut dapat dibuat transisi diagram dan peralihan
status sebagai berikut:
Gambar 1 Transisi Diagram
Keterangan : 1. Menyatakan status 1 (baik) 2. Menyatakan status
2 (kerusakan ringan) 3. Menyatakan status 3 (kerusakan sedang) 4.
Menyatakan status 4 (kerusakan berat)
Bertitik tolak pada asumsi di atas maka dapat diungkapkan bahwa
suatu item mempunyai
probabilitas transisi Pij, yang menyatakan bahwa suatu item
berada pada status i maka pada selang waktu berikutnya akan beralih
pada status j. Dalam bentuk matriks, probabilitas-probabilitas
transisi tersebut diatas dapat dinyatakan sebagai berikut:
Tabel 4 Probabilitas Kerusakan
-
Prosiding Seminar Nasional Aplikasi Sains & Teknologi
(SNAST) Periode III ISSN: 1979-911X Yogyakarta, 3 November 2012
A-50
Keterangan: 1 jika dilakukan perbaikan
0 jika tidak dilakukan perbaikan f. Biaya Down Time, akibat dari
sistem yang tidak produktif yang diakibatkan sistem dalam
pemeliharaan atau perbaikan mengakibatkan hilangnya profit
perusahaan. Biaya tersebut disebut biaya down time.
Menghitung biaya down time dapat dilakukan dengan cara sebagai
berikut : o Hitung rata-rata down time tiap tahun dengan persamaan
:
rd = d / n, dimana : rd = rata-rata down time mesin setiap
tahun
n = jumlah kerusakan o Hitung biaya down time dengan persamaan
:
Bd = rd / jk x OP, dimana : Bd = biaya down time rd = rata-rata
down time mesin tiap tahun jk = jumlah tahun OP = biaya operator
tiap tahun (Vasko_Edo_Minter_Gultoms Weblog)
g. Biaya Penyelenggaraan Pemeliharaan Pencegahan, Biaya yang
dikeluarkan setiap kali melakukan pemeliharaan dan perbaikan
disebut biaya penyelenggaraan pemeliharaan dimana biaya tersebut
tergantung pada jumlah item yang diperiksa atau diperbaiki. Jika
biaya pemeliharaan pencegahan item-i dilambangkan dengan C1i maka
dapat dinyatakan sebagai berikut :
h. Biaya Kerusakan, kerusakan merupakan suatu kondisi dimana
sistem tidak dapat berfungsi untuk menghasilkan output. Hal ini
akan menyebabkan adanya biaya tambahan untuk pemeliharaan korektif,
tetapi apabila diadakan pemeliharaan rutin terjadwal, kerusakan
dapat dicegah atau dikurangi. Jika biaya pemeliharaan korektif ini
dilambangkan dengan C2i untuk setiap item ke-i maka dapat
dinyatakan sebagai berikut :
i. Biaya Rata-Rata Ekspektasi, berdasarkan pada biaya-biaya
pemeliharaan pencegahan dan pemeliharaan korektif maka akan
didapatkan biaya-biaya pemeliharaan untuk masing-masing mesin. Dan
apabila dikalikan dengan probabilitas status dalam keadaan mapan
(steady state) pada jangka panjang maka akan didapatkan biaya
rata-rata ekspektasi ( biaya rata-rata yang diharapkan) untuk
masing-masing pemeliharaan. M E = j C (j) j=1 = 1(....) + 2(....)
+....(...) + M (....) METODE
Lokasi dan Waktu Penelitian, data yang digunakan dalam
penelitian ini diperoleh dari PT. PHILIPS INDONESIA. Waktu
pengambilan dimulai bulan November 2011 sampai dengan data
tercukupi.
a. Identifikasi Variabel 1. Variabel terikat : biaya
pemeliharaan yang minimum. 2. Variabel bebas : data jenis dan
jumlah mesin, data transisi status mesin, data waktu
pemeliharaan,
dan data biaya pemeliharaan.
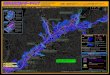
b. Langkah-Langkah Pemecahan Masalah
-
Prosiding Seminar Nasional Aplikasi Sains & Teknologi
(SNAST) Periode III ISSN: 1979-911X Yogyakarta, 3 November 2012
A-51
Gambar 2 Diagram Alir Proses Penelitian PEMBAHASAN a. Matrik
Probabilitas Transisi Awal (P0) 1. Mesin Tubing
00012,08,000
076,04620,04620,003750,02083,01667,02500,0
4321
4
3
2
1
1 = 0,2620 3 = 0,4604
2 = 0,0812 4 = 0,1965 2. Mesin Flare
00016111,03889,0002105,04737,03158,00
04,022,03,044,0
4321
4
3
2
1
1 = 0,3706 3 = 0,2594
2 = 0,1625 4 = 0,2075 3. Mesin Exhaust Cutting Machine (ECM)
00015000,05000,0001667,03333,05000,002143,02857,02857,02134,0
4321
4
3
2
1
1 = 0,3021 3 = 0,2877
2 = 0,1726 4 = 0,2376 Ket : P0 merupakan matrik probabilitas
transisi awal yang merupakan pemeliharaan metode perusahaan.
-
Prosiding Seminar Nasional Aplikasi Sains & Teknologi
(SNAST) Periode III ISSN: 1979-911X Yogyakarta, 3 November 2012
A-52
b. Matrik Probabilitas Transisi Usulan P1, P2, P3, dan P4
1. Mesin Tubing o P1=
00010010076,04620,04620,00
3750,02083,01667,02500,0
4321
4
3
2
1
1 = 0,1090 2 = 0,5380
3 = 0,2712 4 = 0,0818
o P2=
000100010001
3750,02083,01667,02500,0
4321
4
3
2
1
1 = 0,5714 2 = 0,0953
3 = 0,1190 4 = 0,2143
o P3=
000100100001
3750,02083,01667,02500,0
4321
4
3
2
1
1 = 0,5106 2 = 0,1915
3 = 0,1064 4 = 0,1915
o P4=
00010001076,04620,04620,003750,02083,01667,02500,0
4321
4
3
2
1
1 = 0,4854 2 = 0,1504
3 = 0,1706 4 = 0,1935
2. Mesin Flare
o P1=
00010010
2105,04737,03158,0004,022,03,0444,0
4321
4
3
2
1
1 = 0,1845 2 = 0,4557
3 = 0,2565 4 = 0,1033
o P2=
00010001000104,022,03,044,0
4321
4
3
2
1
1 = 0,6410 2 = 0,1923
3 = 0,1410 4 = 0,0256
o P3=
00010010000104,022,03,044,0
4321
4
3
2
1
1 = 0,5618 2 = 0,2921
3 = 0,1236 4 = 0,0225
o P4=
00010001
2105,04737,03158,0004,022,03,044,0
4321
4
3
2
1
1 = 0,5004 2 = 0,2194
3 = 0,2140 4 = 0,0662
3. Mesin Exhaust Cutting Machine (ECM)
-
Prosiding Seminar Nasional Aplikasi Sains & Teknologi
(SNAST) Periode III ISSN: 1979-911X Yogyakarta, 3 November 2012
A-53
o P1=
00010010
1667,03333,05000,002143,02857,02857,02134,0
4321
4
3
2
1
1 = 0,1506 2 = 0,5161
3 = 0,2150 4 = 0,1183
o P2=
000100010001
2143,02857,02857,02134,0
4321
4
3
2
1
1 = 0,5600 2 = 0,1600
3 = 0,1600 4 = 0,1200
o P3=
000100100001
2143,02857,02857,02134,0
4321
4
3
2
1
1 = 0,6531 2 = 0,2245
3 = 0,0612 4 = 0,0613
o P4=
00010001
1667,03333,05000,002143,02857,02857,02134,0
4321
4
3
2
1
1 = 0,4243 2 = 0,2424
3 = 0,2020 4 = 0,1313 Ket : P1, P2, P3, dan P4 merupakan matrik
probabilitas transisi yang merupakan pemeliharaan metode Markov
Chain.
c. Biaya Rata-Rata Ekspektasi, Setelah dilakukan perhitungan
ekspektasi biaya yang timbul tiap mesin dan tiap usulan statusnya
di dapatkan hasil seperti dalam tabel berikut :
Tabel 5 Biaya Metode Perusahaan
Jenis Mesin Kegiatan Pemeliharaan
Biaya Rata-Rata Ekspektasi
Tubing Pemeliharaan korektif pada status 4 Rp 7.906.821.032,-
Flare Pemeliharaan korektif pada status 4 Rp 4.982.753.030,-
Exhaust Cutting Machine
Pemeliharaan korektif pada status 4 Rp 6.503.218.473,-
Tabel 6Metode Markov Chain
Jenis Mesin Pemeliharaan Usulan Terbaik Biaya Rata-Rata
Ekspektasi Tubing Pemeliharaan korektif pada status 4 dan
pemeliharaan pencegahan pada status 2 dan 3 Rp 5.752.239.202
Flare Pemeliharaan korektif pada status 3 dan 4 Rp
6.728.517.585,- Exhaust Cutting Machine
Pemeliharaan korektif pada status 4 dan pemeliharaan pencegahan
pada status 2 dan 3
Rp 2.873.544.589,-
d. Penghematan Biaya Pemeliharaan
Setelah melihat biaya pemeliharaan pada keadaan steady state
(mapan) metode perusahaan dan biaya pemeliharaan pada keadaan
steady state (mapan) usulan menggunakan metode Markov Chain, maka
dapat dibuat tabel sebagai berikut :
-
Prosiding Seminar Nasional Aplikasi Sains & Teknologi
(SNAST) Periode III ISSN: 1979-911X Yogyakarta, 3 November 2012
A-54
Tabel 7 Penghematan Biaya Pemeliharaan Biaya pemeliharaan metode
perusahaan
Rp 19.392.792.536,-
Biaya pemeliharaan metode Markov Chain
Rp 15.354.301.376,-
Penghematan Rp 4.038.491.159 e. Perencanaan Penjadwalan
Pemeliharaan Mesin Tahun, Setelah dilakukan perhitungan waktu
pemeliharaan tiap mesin, di dapat pemeliharan pencegahan untuk
mesin Tubing dilakukan setiap 1 bulan 11 hari, Flare dilakukan
setiap 2 bulan 23 hari dan Exhaust Cutting Machine dilakukan setiap
5 bulan 8 hari ,untuk mencegah terjadinya kerusakan.
KESIMPULAN 1. Pemeliharan pencegahan mesin Tubing dilakukan
setiap 1 bulan 11 hari, Flare dilakukan setiap 2
bulan 23 hari dan Exhaust Cutting Machine dilakukan setiap 5
bulan 8 hari ,untuk mencegah terjadinya kerusakan.
2. Biaya pemeliharaan mesin metode Markov Chain sebesar Rp
15.354.301.376,-. DAFTAR PUSTAKA Chrissetyo, Galih, 2006, Analisis
kebijakkan Manajemen Pemeliharaan dan Peremajaan Mesin
dengan Menggunakan Metode Markov Chain dan Therbog'h Model di
Drum Plant Area PT Pertamina (Persero) UP IV Cilacap , Jurnal
Penelitian Operasional.
Corder, Antony, 1988, Teknik Manajemen Pemeliharaan, Erlangga,
Jakarta. Eni, Wahyu dan Henry Susiawan, 2000, Perencanaan Perawatan
Mesin Untuk Menurunkan Biaya
Perawatan Dengan Menggunakan Markov Chain, Jurnal Optimum. Vol.
1. No. 2. Hal 174-182.
Enny, Ariyani, 2008, Penelitian Operasional, Universitas
Pembangunan Nasional Veteran Jawa Timur, Surabaya.
Hillier, Lieberman, 2004, Introduction To Operations Research
Eight Edition, Penerbit Andi, Yogyakarta.
Hartono, M. dan Ilyas Masudin, 2002, Perencanaan Perawatan Mesin
Dengan Menggunakan Metode Markov Chain Guna Menurunkan Biaya
Perawatan , Jurnal Optimum. Vol. 3. No. 2. Hal 173-184.
Subagyo, Pangestu, Asri, Marwan dan Handoko, T. Hani, 1983,
Dasar-dasar Operation Research, BPFE, Yogyakarta.
Taha, Hamdy A., 1987, Operation Research An Introduction Fourth
Edition, Macmillan Publishing Company, New York.
, 1997, Riset Operasi Suatu Pengantar Edisi Kelima Jilid 2,
Binarupa Aksara, Jakarta. Dimyati, Tjutju tarliah dan Ahmad
Dimyati, 1994, Operations Research Model-Model Pengambilan
Keputusan, Sinar Baru Algosindo, Bandung. Wibisono, Yusuf, 2005,
Metode Statistik, Gadjah Mada University Press, Yogyakarta.
Assauri, Sofyan, Manajemen Produksi dan Operasi Edisi Revisi
2008.Lembaga Penerbit Fakultas
Ekonomi Universitas Indonesia. Jakarta. 2008