Embed Size (px)
Citation preview

weld+visionLA REVISTA DE FRONIUS 1.01
SPEED OF LIGHT: la nueva velocidad de soldadura.HOY HACE 30 AÑOS: Fronius en Essen.F.I.R.S.T: el nuevo concepto de Fronius para el asesoramiento de los clientes.FERIA DE ESSEN: del 12 al 18 de septiembre, Sala 3/Puesto 3-32.

2Fronius 2001 Editorial
Impreso:
«weld+vision» es la revista para los clientes de Fronius International GmbHDiseño: Reklamebüro GmbH Responsable del contenido:Fronius International GmbH,Buxbaumstrasse 2, A 4600 Wels,[email protected], www.fronius.com
Las marcas registradas y los nombres no fueronrepresentados como tales.Esta falta no significa que se trate de nombres libressegún la ley de marcas y mercadería.
Contenido:3-5 Empresa
El nuevo concepto de asesoramiento al cliente
F.I.R.S.T.
6-9 Título
Soldar a la velocidad de la luz
10-11 Ejemplo desde la práctica I
Butting con nueva línea de producción en la
fabricación de recipientes
12-13 Interno
Una mirada al centro de formación de Fronius
14-17 Ejemplo desde la práctica II
Altas exigencias en la construcción de aparatos
18-21 F & E total
Las nuevas innovaciones de Fronius y sus
creadores
22 Prueba
Tubos de contacto – ¿Original o copia?
23 t – 28
Retrospectiva a los 28 años en Essen
24 Empresa
La segunda «Family-Get-Together»
25-27 Empresa
Innauguración de la nueva planta en Pettenbach
Editorial
Llegó el momento. La feria de soldaduramás importante del mundo vuelve a abrirsus puertas. Fronius también se hapreparado intensamente para este gransuceso: en Essen se presentaránmuchas novedades, cada cual másinteresante. Pero lo nuevo no es sólo lacantidad de productos, sino también –como Usted podrá apreciar – la forma
en que nos dirigimos a Usted.weld+vision – nuestra revista paraclientes y socios – fue completamenterediseñada. Así como nuestros sistemasde soldadura, la revista es ahora de«fácil manejo». Estará más estructurada,algo que a Usted, querido lector, lefacilitará la lectura. Por ejemplo, en cadaedición, bajo el título «F & E total», le
presentaremos los últimos avancestecnológicos; además, ejemplos desdela práctica, noticias de la empresa,retrospectivas, cuestiones internas, etc.El contenido sigue basándose en latecnología, como corresponde a un líderen tecnología. El formato es máspráctico, pero también más exclusivo.La disposición del texto fue rediseñadapara que los lectores más rápidosobtengan la información importante alleer por encima. Los lectores más lentostambién se ven beneficiados, e inclusotienen la oportunidad de leer en internetinformaciones complementarias demuchos de los artículos. A propósito delento y rápido: el tema de esta ediciónes la velocidad. En mi texto introductorioen la próxima página sostengo que laalta velocidad provoca controversias yque hay que atreverse a actuarlentamente. Le deseamos que disfrute lalectura de esta nueva edición deweld+vision
Gerencia extendida Heinrich Hackl, Klaus Fronius Junior, Brigitte Strauß, Klaus Fronius, de izda. a deha. Herbert Mühlböck, Elisabeth Engelbrechtsmüller-Strauß, Volker Lenzeder

3Empresa
En tiempos en los que la alta velocidad
determina nuestra vida y, aparentemente,
representa la verdad absoluta, resulta
extraño hablar de «desaceleración». Más
extraño aún, si se considera que el tema
general de Fronius en Essen es la
máxima velocidad, soldadura a la
velocidad de la luz – es decir
aceleración. El F.I.R.S.T. – el Fronius
Information Relation Supply Teams – es
ambas cosas a la vez.
¿La razón? La alta velocidad no es el
«non plus ultra» en todos los ámbitos. En
la vida hay cosas a las que nos gusta
dedicar más tiempo. O acaso usted
sueña con una cena con amigos que
transcurra rápidamente? ¿Lo ve? A nivel
de negocios es exactamente lo mismo.
En muchas situaciones es importante
disponer de más tiempo.
En el caso de Fronius se trata del
contacto con los clientes. Una buena
relación con el cliente no nace en tiempo
récord. Hay que atreverse a ir despacio.
A continuación le haremos ver que estas
frases no son sólo palabras, sino un
propósito explícito que tiene como
consecuencia el desarrollo y disposición
para aprender.
F.I.R.S.T.: una mezcla deaceleración y desaceleración
El tiempo disponible es constante. Si, de
repente, uno le dedica más tiempo a
algo, ese tiempo debe quitárselo a otras
cosas. De esa misma manera funciona el
asesoramiento al cliente de Fronius. En
el futuro habrá más tiempo para charlas
con clientes, muestras, seminarios,
composición de ofertas, elaboración de
soluciones óptimas, etc.
Pero se puede llevar esto a la
práctica siempre y cuando las
prestaciones como service,
mantenimiento, calibrado, envío de
partes de repuesto, etc. requieran menos
tiempo, es decir que funcionen más
eficientemente que hasta ahora. Y así
será. Por un lado aceleramos, por el otro
desaceleramos. Y ambas cosas
potencian la calidad del asesoramiento
para todos los clientes.
F.I.R.S.T.: 20 % mástiempo para los clientes
Para alcanzar estos objetivos, Fronius
está perfeccionando la comercialización
en Austria, con los siguientes elementos
principales:
Service Center, equipo de ventas y el
«Schweissercafe» (para detalles del
nuevo concepto vea recuadro al lado).
Sumando queda un 20 % más de tiempo
para el contacto, tan valioso e
importante, con el cliente. La sede de
Viena sirvió como mercado de prueba
para el F.I.R.S.T.
Resumiendo: F.I.R.S.T. desacelera:
- charlas
- la elaboración de soluciones óptimas
- muestras
- seminarios
y acelera simultáneamente:
- prestaciones de servicio.
- envío de partes de repuesto
- mantenimiento
- servicios de calibrado
- información y formación de los
colaboradores
Essen dispondrá de un «Schweissercafe».
Le invitamos a venir a conocerlo para
charlar sobre el nuevo concepto de
asesoramiento. Nos interesa conocer su
opinión y sus ideas. Si tiene alguna
pregunta u otras propuestas, ¡lo
esperamos con un café!
Sobre la aceleracióny la desaceleraciónEN EL NUEVO CONCEPTO DE ASESORAMIENTO AL CLIENTE F.I.R.S.T.,LOS RELOJES MARCAN OTROS TIEMPOS

4Fronius 2001 Empresa
El nuevo conceptoF.I.R.S.T.:
El nuevo concepto de comercializaciónF.I.R.S.T. tiene como objetivo garantizarque las prestaciones de Fronius tenganla misma alta calidad en todo el mundo.Esto se lleva a cabo con tres móduloscoordinados, que pueden serreproducidos a nivel mundial. ElF.I.R.S.T. se encarga de unir esos treselementos esenciales.
Service Center:
El objetivo es acortar tiempos en lasdiferentes prestaciones de servicios,manteniendo la misma alta calidad.Además se ofrece una disponibilidadpara soldar de 24 horas, así como elmantenimiento de sistemas completos.La clave: en el futuro, el 90 % de esastareas podrán realizarse directamente enViena - antes era sólo el 60 %. Estamoshablando de, por ejemplo, servicio,mantenimiento, envío de partes derepuesto, calibrado, etc.
Equipo de ventas:
Por un lado, el objetivo es tener mástiempo para que el contacto con elcliente sea más provechoso, un 20 %más, y por otro lado, poner adisposición de cada cliente un equipocompetente encargado de satisfacer susexigencias. Además, habrá una personaen particular encargada de asesorarlo,pero a su vez también todo un equipoque estará familiarizado con usted y susasuntos. Se sabe que los resultados y elredimiendo de los grupos son mejoresque los de las personas individuales.Lo importante no son las cuestionesindividuales sino el beneficio del cliente.Los equipos de venta tendrán en elfuturo un 20 % más de tiempo paraasesoramiento, formación, muestras,elaboración de soluciones óptimas, etc.
«Schweissercafe»:
El objetivo es propiciar la comunicacióninterna sobre temas específicos yfacilitar el intercambio de experiencias yconocimientos. Los arquitectosvanguardistas «Eichinger oder Knechtl»han creado un espacio favorable paraello. El equipamiento y el intranet/extranet aportan informaciones útilespara la comercialización, por ejemplo,sobre experiencias de soldadura,referencias, modelos de soldadura,demostraciones de componentes declientes, etc. Se recogen datos de losdiferentes departamentos de la empresa,se los «desacopla» de la «personaidónea» y se les pone a disposición deun amplio grupo de colaboradores.

5Empresa
Diseñado con un estilo Avant-garde por los arquitectosEichinger or Knechtl, los «Schweissercafes» son el lugarideal para estar juntos y hablar de ventas.
Al grano: Conversando con el señor Froniusw+v: Señor Fronius, en cuanto a la
comunicación, el concepto F.I.R.S.T.abre nuevos caminos en elasesoramiento al cliente. ¿Cuál fue eldetonante de esta novedad?
K.F.: Aspiramos a ser el número uno, anivel mundial, en soldadura con arco.Para ello debemos adaptarnos a lascircunstancias del mercado y poder actuar deacuerdo a los cambios. El F.I.R.S.T.cumple muy bien la exigencia que sele hace a los equipos encargados delos proyectos con respecto a calidadde información, asesoramiento alcliente y servicio. Nuestro equipo esresponsable de escoger de qué formase lleva a la práctica esa exigencia y aqué resultados se llega. Estocaracteriza el estilo de trabajo denuestra empresa.
w+v: El número uno, a nivel mundial. Se hapropuesto un objetivo bastante alto.
K.F: Sí, es verdad, pero tenemos unaexcelente pista de despegue. Froniuspresenta ya desde hace varios añosun crecimiento constante y masivo –calculamos que hasta el 2005habremos duplicado nuestro volumende negocios actuales!
w+v: En lo que se refiere a avancesinnovadores, Fronius ha demostradoser un pionero.
K.F.: Sí. Y estoy seguro que con elF.I.R.S.T. lograremos algo digno deser imitado.
w+v: ¿Cómo continúa esta historia?K.F.: Actualmente, el F.I.R.S.T. está en
etapa de prueba en Austria, y enViena, y se le están ajustando algunosdetalles. A continuaciónpresentaremos el concepto a nuestrasempresas filiales, y, si se desea, anuestros socios en la comercializacióny a nuestros representantes. Apropósito, el concepto puede serextendido al ámbito de laautomatización de soldadura osoluciones para ese campo.
w+v: Para finalizar, díganos, qué espera deesta nueva estructura?
K.F.: Máxima satisfacción del cliente, alargo plazo.
(w+v = weld+vision, K.F. = Klaus Fronius)

6Fronius 2001 Título
Hacia adelantea velocidadde la luzINVITACIÓN AL ESTRENO MUNDIALDE LA SOLDADURA LASERHYBRID

7Título
En Essen se presenta el«State of the art» en latecnología de uniones: elnuevo proceso de soldadura,por no decir el más moderno,soldadura LaserHybrid. Porprimera vez se expone alpúblico la investigaciónintensiva que Fronius harealizado en los últimos tresaños.
La soldadura LaserHybrid se trata de la
combinación del tradicional proceso de
soldadura a láser con la soldadura MIG,
en la cual se logra conjugar las ventajas
de ambas tecnologías para nuevos
resultados de excelencia. La industria
pide a gritos más rendimiento, mayor
eficiencia y mejor calidad, y esto,
obviamente, se le exige también a la
técnica de soldadura. Ahora bien, en la
tecnología de uniones hay dos factores
importantes: por un lado la alta
velocidad y por otro la gran profundidad
de penetración. Ambas cosas no pueden
obtenerse con los procesos tradicionales
de soldadura: si bien es cierto que con
la soldadura láser clásica se logran altas
velocidades, la profundidad de
penetración alcanzada con este
procedimiento es muy reducida, debido
a que el diámetro de foco es muy
pequeño. Todo lo contrario de la
soldadura MIG, que se caracteriza por
su buena profundidad de penetración,
pero que no logra la velocidad exigida.
El total es más que lasuma de sus partes
Por este motivo, los técnicos de Fronius
emplearon un proceso híbrido y
combinaron la soldadura láser con la
MIG. El rayo láser y el arco voltaico
actúan a la vez en una zona única,
influyéndose recíprocamente.
Ambas se caracterizan por lo siguiente:
- el proceso de soldadura con arco es
una fuente de energía económica;
caracterizado por su buena
profundidad de penetración y
- una influencia en la unión debido al
material de aportación;
- el proceso con rayo láser se
caracteriza por su profundidad de
penetración ,
- permite altas velocidades de
soldadura,
- menos aportación de calor
- cordones de soldadura finos
Al combinar ambos procesos se
obtienen los siguientes efectos
sinergéticos:
- una estabilización del proceso debido a
la interacción del arco y del rayo láser,
lo que resulta en una soldadura casi
libre de proyecciones.
- mejor profundidad de penetración
- el baño de fusión es más pequeño, se
necesita menos aportación de calor, y,
por lo tanto, la zona de soldadura es
más reducida. La ausencia de
distorsiones en la soldadura reduce la
cantidad de correcciones ulteriores.
- tiempos de producción más cortos
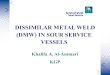
Presentación esquemática del procealimentoLaserHybrid
Tobera de gas
Electrodo
Arco voltaico pulsado
Rayo Laser
Zona de fundición

8Fronius 2001 Título
Aplicaciones de láser en laconstrucción de automóviles
Los primeros años de los ochenta fueron
escenario de las primeras aplicaciones
de láser en la industria automovilística.
En la actualidad, todos los fabricantes
de automóviles de renombre lo emplean
en serie. En aplicaciones de soldadura
se emplea a menudo el láser Nd: YAG,
que ofrece claras ventajas, en la
soldadura 3D en las carrocerías y
alcanza potencias de hasta 4 kW en la
pieza.
En la industria automovilística, ya no
sólo cuentan las exigencias de calidad y
seguridad, cada vez mayores, y la mayor
rentabilidad, sino también la seguridad
en el proceso, fácil manejo y, desde el
punto de vista del diseño, uniones más
estéticas en las áreas directa e
indirectamente visibles. En cuanto a la
geometría del cordón, hay enormes
diferencias en el comportamiento de la
unión, según se utilice láser, MIG o
LaserHybrid. Lo vemos aquí en esta
representación en esquema:
Audi dio el impulso
No debería asombrar, entonces, que
quien diera el impulso para el desarrollo
del proceso LaserHybrid fuera también
un fabricante de automóviles, en este
caso Audi Neckarsulm en el año 1998.
Audi ya tenía experiencia con láser y
trabajó en la investigación de este nuevo
proceso de forma conjunta con los
expertos de Fronius. Un año más tarde
se siguió investigando para la
implementación en las limusinas de
grandes dimensiones de Volkswagen.
Para los experimentos necesarios, un
instituto de Fraunhofer instaló un láser
de 4 kW móvil en el terreno de pruebas
de Fronius. La luz fue transportada al
laboratorio con una fibra flexible de
0,6 mm mediante un cable de fibras
guiaondas. Los experimentos resultaron
satisfactorios y de esta forma, el
proceso LaserHybrid volvió a ser
utilizado.
LaserHybrid en Essen:En vivo y en directo.
En Essen se embalará toda la estructura
de pruebas como una unidad móvil y se
montará algo apartada del stand de
Fronius. En un cable de fibra de vidrio
con un diámetro de 600 micrómetros se
proyecta el rayo láser, a la velocidad de
la luz, sobre la pieza. Allí, el visitante
puede observar en vivo y directo cómo
se sueldan 8,1 m/min. con un robot. Se
demostrarán los cordones de soldadura
fundamentales en aluminio: cordones
solapados, en ángulo, a tope, cordones
de esquina, así como los lineales y los
no-lineales.
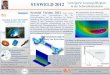
Comparación de la geometría de soldatura
LASERPL : 2000WVd : –Vs : 1m/min
LASERHYBRIDPL : 1500WVd : 11m/minVs : 1m/min
MIGPL : –Vd : 5,5m/minVs : 1m/min
PL: Potencia de Laser, Vd: Velocidad de avance de kilo, Vs: Velocidad de soldatura

9Título
Un vistazo al procesoLaserHybrid
El proceso híbrido se basa en el
siguiente principio: el rayo láser, junto
con el arco, añaden más calor al baño
de soldadura, en una única zona. La
influencia recíproca resultante puede
tener diferentes dimensiones y
características. Según la aplicación,
también puede decidirse qué proceso
predominará. La profundidad de
penetración y la velocidad son mayores
en la combinación que en cada uno de
los procesos por separado. Con el
proceso LaserHybrid es posible soldar
aluminio, acero galvanizado, aceros
inoxidables de hasta 4 mm de espesor.
El cabezal de soldadura, obviamente
diseñado exclusivamente para el
proceso LaserHybrid presenta, por un
lado, dimensiones geométricas
pequeñas (en lo posible), para poder
acceder a partes difíciles de soldar, y
por otro lado, está construido de tal
manera que puede girar en 180° y
permitir un amplio ajuste vertical frente a
la toma de robot. El dispositivo de ajuste
con unidad de lectura digital externa
permite una variación del arco con
respecto al rayo láser en todas las
direcciones cartesianas . Es así que se
puede adaptar el proceso a diversas
preparaciones de cordón, potencias de
soldadura, tipos y calidades de hilo. Otro
punto que se consideró: para que las
proyecciones no ensucien el vidrio
protector se montó un crossjet, que
desvía las proyecciones, desde donde
son extraídas por un canal de
ventilación.
Quienes se interesen pueden
encontrar más informaciones sobre el
proceso de soldadura LaserHybrid en la
dirección www.fronius.com/welding.
technology/focus.welding
Láser – pasado,presente, futuro:LASER es la abreviatura de la siguientedenominación: Light Amplification byStimulated Emission of Radiation(luz amplificada por emisión estimuladade radiación).
La historia del láser empieza en el año1960 en los Estados Unidos, alemplearse el primer láser de estadosólido (láser rubí) para perforardiamantes.
1970 primer láser CO2 con pocos 100 W;
1975 siguió el primer láser de estadosólido con pocos W;
1980 la potencia aumenta: láser CO2 con 2 kW;
1990 láser de estado sólido de1 kW yláser CO2 de 5 kW;
1995 láser de estado sólido de 3 kW yláser CO2 de 25 kW;
2001 se emplea ya láser de estadosólido de 6 kW y láser CO2 de 40 kW.
No fue sólo la potencia lo que aumentórápidamente, sino también los ámbitosde aplicación. Actualmente, el láser seemplea en la medicina, por ejemplo,para disolver cálculos biliares o renaleso para corregir la miopía aplicándolosobre la córnea. La técnica también loutiliza en diferentes ámbitos:
Procesamiento de material: cortar, perforar, soldarDiodo láser en todas las unidades de CDCódigos de barras en todos lossupermercadosPistolas láserSeñaladores láserMedición de velocidad de corriente conel anemómetro láser DopplerAnálisis de emisiones gaseosasMedición del espesor de la capa deozonoy muchos más
Los primeros experimentos sobre Laser-Hybrid se llevaron a cabo en los setentaen el TWI (The Welding Institute) y enJapón. Pero las potencias de láser eranínfimas y no pudieron dar el«gran salto».
En el futuro, el tradicional láser deestado sólido a lámpara (eficienciamáxima 5 %) será reemplazado por elláser de estado sólido a diodo (12 %),y en un futuro más lejano, será el turnodel diodo láser (30 %).
Cordón solapado: Aluminio EN AW-6082 T6, s = 2 mm, Material de aportación: EN AW-Al Si5,Velocidad de soldadura: 8,1 m/min, Energía por trayecto: 730J/cm

10Fronius 2001 Ejemplo desde la práctica
Una nueva dimen-sión en la construc-ción de recipientesLA TECNOLOGÍA DE SOLDADURA DIGITALIZADA Y ELSISTEMA DE MANIPULACIÓN DE PIEZAS AHORRAN TIEMPOY AUMENTAN LA COMPETITIVIDAD
Fiel a su lema «Pensarglobalmente, actuarlocalmente», Froniusconstruyó, de forma conjuntacon Butting Edelstahlrohr-service en Schwedt/Oder(Alemania) la línea deproducción continua másautomatizada para soldadurade grandes recipientes.
Construcción de recipientesde Schwedt/Oder
«Hemos logrado nuestro objetivo de
mejorar y aumentar la calidad. Nuestros
clientes y la localidad de Schwedt son
quienes más se aprovechan de nuestra
última inversión hasta el momento de 7
millones de marcos alemanes». Dietmar
Schneider, el gerente del especialista en
construcción de recipientes Butting
Edelstahlrohrservice esboza así el
beneficio de la innovación técnica. La
ciudad a orillas del Oder es el centro de la
industria papelera y cuenta con empresas
petroquímicas, de tecnología de
información y química. Con una población
de 1,5 %, Schwedt fabrica un 20 % de la
producción de Brandenburg, (cantidad
muy considerable).
La nueva línea de producciónaumenta el grado deautomatización
Visible desde lejos, la nueva nave defabricación de grandes dimensionesmarca la transición hacia la modernasoldadura de grandes recipientes. Lanueva línea de producción continua de100 metros de largo es el motivoprincipal de los 1,5 millones deinversión. Al principio de la línea, unagrúa coloca las chapas de acero, entre 4 y 30 mm de espesor y hasta 3.000 mmde ancho, sobre carretillas rodantes,paralela a ellas coloca lossemiproductos. Las siguientes etapas defabricación hasta el producto final sellevan a cabo en un flujo técnicamenteoptimizado. La innovación, creada yllevada a la práctica por la empresageneral Fronius, reduce al mínimotrayectos de transporte, tiempossecundarios y manipulación de piezas.El resultado es considerable: ahora dostercios de todas las etapas defabricación se desarrollanautomáticamente. Con respecto a laconstrucción convencional derecipientes, el grado de automatizaciónaumentó en un 100 %.
La tecnología basada eninformática genera la mejorcalidad
Otro hito técnico es la tecnología desoldadura en red y basada eninformática con antorchas TIG, plasma yMIG/MAG en un cabezal de trabajo. Lasolución que ha llegado a Schwedt estádeterminada por la capacidad de realizar
procesos múltiples y por la calidadconstante de los cordones de soldadura.
La primera estación de soldadura de
la línea de producción es el dispositivo
soldador de cordones largos TIG y
Plasma. Adicionalmente, la segunda, que
es idéntica con la tercera y la última,
acepta antorchas MIG/MAG. Junto a las
antorchas para los diversos
procedimientos, el cabezal dispone de
una alimentación de hilo frío, el sistema
de búsqueda de cordón láser y dos
cámaras para ajustar la posición del
cordón y para controlar la calidad.
Este moderno concepto de equipo es
completado por el control de secuencias
FPA 9000 con mando a distancia y dos
fuentes de corriente: PT 450 para
soldadura con plasma y TIG con unidad
de alimentación de hilo así como el
TransPuls Synergic 450 con interface de
robot y display para la soldadura
MIG/MAG.
El moderno control de las fuentes de
corriente combina por un lado varios
programas actualizables destinados a
determinar los parámetros de soldadura
óptimos, y por otro lado, el usuario
puede enviar datos mediante redes
locales y también emplearlos para el
control de secuencias. Se le asignan
valores límite al sistema total, lo que
asegura una alta calidad, que puede ser
reproducida. Actualmente, los
constructores e ingenieros de Butting
tienen la posibilidad de determinar todas
las etapas de fabricación, «just in time»,
desde su oficina.

11Ejemplo desde la práctica
Grabado arribaDispositivo de soldadura circunferencial horizontalcon todos los equipos necesarios que se desplazalongitudinalmente paralelo al flujo de producción.
Grabado a la izquierda abajo Cabezal de soldadura con alimentación de hilofrío en el soporte cruz del brazo de extensión
Grabado a la derecha abajoEl control de secuencias FPA 9000 con mando adistancia para dirigir, recuperar y documentar lostres procesos de soldadura también se encuentraen el dispositivo de soldadura circunferencial
Todo el servicio en unasola mano
«El asesoramiento detallado, una
atractiva solución poco convencional,
pero convincente aplicada por expertos
y el compromiso hasta en el más mínimo
detalle ... nos convenció» – opina
Wolfgang Koj, director técnico de
Butting, sobre el satisfactorio trabajo
con la empresa general Fronius.
Después de recibir el equipo a
comienzos de febrero de 2001, el
director técnico y sus compañeros,
instruidos por Fronius, realizaron
prácticamente todas las adaptaciones
del programa. Aun así el servicio de
atención al cliente de la sucursal de
Berlin, dirigida por Karl-Heinz Harres
continúo estando a nuestra disposición,
resolviendo nuestras dudas.

12Fronius 2001 Internos
Más de 2.500 visitantes, entreellos unos 1.000 participantesde seminarios activos, unos123 seminarios – así es elbalance del año pasado. El centro de formación deFronius goza de buena saludy el camino del éxito noacaba. Ya era hora depublicarlo en weld+vision.
El centro de formación existe desde
1990 y es una parte del centro de
tecnología. El centro de tecnología –
cumple cuatro funciones fundamentales:
soldaduras experimentales
(generalmente a petición de algún
cliente, para encontrar la solución
óptima a determinados problemas),
archivo de esos datos, presentaciones y,
precisamente, seminarios.
Los seminarios tienen lugar en la
empresa y fuera de ella. Es así que el
personal de venta de Fronius realiza
regularmente estos seminarios para
ponerse al día en lo último de la
tecnología. Pero también los cursos
básicos figuran entre los favoritos de
nuestros propios empleados. Tenemos
muchas solicitudes de clientes y socios,
que envían a su empleados para tomar
clases con especialistas en cuestiones
teóricas y prácticas. Incluso empresas,
que no tiene contacto con Fronius,
envían a sus empleados para que
aprendan.
Disponemos de 4 salas de
seminarios, equipadas con todos los
detalles técnicos, y 10 puestos de
soldador y las usamos de forma
intensiva. Así mismo hay 4 robots
a su disposición para seminarios y
pruebas.
Full house –todo el año.GRAN AFLUENCIA EN EL CENTRO DE FORMACIÓN FRONIUS

Programa actual deseminarios
Usted puede bajar de Internet el
programa de seminarios actual en la
siguiente dirección: www.fronius.com/
welding.technology/news.events
Allí se ofrecen seminarios sobre
técnica de soldadura, sobre productos,
para técnicos de postventa y sobre
equipamiento de robot; especialmente
para los nuevos productos hay cursos
introductorios, así como presentaciones
prácticas para profundizar los
conocimientos y para solucionar tareas
especiales; a partir de ahora mismo se
dan cursos de soldadura láser híbrida;
además hay varios seminarios
especiales, por ej. para acero, aluminio,
para problemas especiales, TWIN-
Workshops, etc. Todos los seminarios
son en alemán y en inglés. Para decidir
qué seminarios formarán parte de la
oferta de este año, se analizan las
experiencias del año anterior así como
las solicitudes particulares. Un equipo
específico lo organiza, y a su vez el
«equipo de seminarios» no sólo se ocupa
del programa, sino también de atender y
alojar a los huéspedes, así como de su
llegada y regreso y de las actividades
fuera del seminario, también redactan
los apuntes de los participantes,
documentan los resultados de los
seminarios y están allí para responder
a sus preguntas:
13Internos

14Fronius 2001 Ejemplo desde la práctica
En la técnica deprocedimientos se requieresiempre el know-how de losconstructores de equiposexperimentados, recalcaBernard-Pierre Ammann,gerente de COLD+HOTengineering AG en Rüti. Paraun constructor de aparatos,uno de los mayores estímulosen su profesión es la variedad
de tareas que debe realizar.Para él es importante poderconcentrarse en la técnica delos equipos a fabricar. Es poreso que a los equipos desoldadura utilizados se lesexige que su manejo seasencillo y que garanticen unasoldadura rentable al mismotiempo que aportan una grancalidad.
El constructor de aparatos COLD+HOT
engineering AG en Rüti, cantón de
Zürich, fabrica para compradores de
todo el mundo. Su lista de clientes es
como el «Quién es quién» de empresas
multinacionales, con nombres tan
conocidos como ABB Alstom, ABB
Sécheron, EMS-Chemie, Nestlé, Givau-
dan, Hoffmann La Roche, Müllermilch,
Vibra, Von Roll Isola, Cavitech, Clairant,
Bobst, Schulthess, Bayerische Milch-
industrie o Schwabenmilch. A través de
estos clientes, la empresa exporta a todo
el mundo los aparatos y equipos aquí
producidos, como a Malasia, China,
Chile, Sudáfrica, Guatemala, Rusia,
Técnica de soldadura en laconstrucción de aparatosTODO LO QUE SE PUEDE SOLDAR...

15Ejemplo desde la práctica
Paquistán y Corea. Se trata, por ejemplo,
de refrigeradores para generadores,
secadores de especias, filtros y
cartuchos de filtros, ventiladores para la
industria textil, cubiertas anulares para
central eléctrica, refrigeradores de humo
para recuperación de calor en la
producción de leche en polvo, o
refrigeradores con cabezales
desmontables y cámaras de agua,
intercambiadores de calor-haces de tubo
para intercambiadores de calor o como
piezas de repuesto para ampliar dichos
intercambiadores y recuperador de
salida de aire. La lista podría continuar.
Un ejemplo: Se procesó 1,2 tonela-
das de tubos de cobre con 50 de
diámetro y 2 milímetros de espesor de
pared para una de cuatro refrigeradores
anulares con diámetros de 2.500 mm
para los generadores de la central
eléctrica Chixoy en Guatemala. Se
empleó el TransPuls Synergic de Fronius
para soldar. Cada uno de los cinco
espirales (ubicados uno encima de otro)
tenía ocho vueltas. Las atornilladuras
son de latón y los soportes del tubo de
madera de haya.
Procesos similares –dimensiones diferentes
COLD+HOT engineering AG elabora
soluciones de ingeniería y dibujos de
construcción de acuerdo a las ideas y
especificaciones del cliente y luego,
cuando el equipo está listo, se les puede
insertar tal y como están en el sistema
del cliente.
Si bien los equipos realizan en
principio a menudo los mismos
procesos, las aplicaciones concretas y
las dimensiones son siempre tan
distintas que los aparatos son finalmente
fabricaciones individuales. Para elaborar
soluciones, la experiencia del
constructor de equipos es fundamental:
los clientes ponen a prueba una y otra
vez el know-how en cuestiones de
ingeniería y tecnología de producción –
por ejemplo cuando se trata de
reemplazar intercambiadores de calor o
haces de tubos en equipos viejos,
muchas veces provenientes de otra
producción totalmente distinta. En ese
caso se deben respetar las dimensiones
principales existentes y las condiciones
de montaje, pero aspirando a mejorar su
eficacia y que el servicio pueda
realizarse de forma sencilla. Además de
soluciones individuales y fabricaciones
en serie, se dispone de una gran
cantidad de datos de rendimiento para
intercambiadores de calor
estandarizados y de fácil desmontaje.
En principio, los expertos en Rüti
sueldan todos los metales soldables. La
elección de los materiales está
determinada por los medios de
procesos, así como también por las
condiciones medio ambientales y de
corrosión. Otros criterios importantes
para la selección es la rentabilidad y la
mecanización. Los materiales más
usados son aceros cromo-níquel 1.4301,
1.4435 y 1.4571 , así como también
aceros no aleados, cobre, latón y
aluminio. La amplia gama de materiales
empleados presupone unos amplios
conocimientos por parte de los expertos
en soldadura y un equipamiento técnico
acorde a estos conocimientos. Además
de los criterios de calidad internos, muy
exigentes, el mercado exige que oficinas
independientes certifiquen la capacidad
de la empresa de mecanización y de la
calidad resultante. Por este motivo, la
empresa tiene la habilitación del TÜV
(Organismo de vigilancia técnica en la
Republica Alemana) y del SVTI (Organis-
mo suizo para la inspección técnica). La
experiencia dice que especialmente las
disposiciones del TÜV son aceptadas en
gran medida a nivel mundial.
Desde hace dos años y medio se
emplean equipos de soldar Fronius en
esta empresa: tres TransPuls Synergic
2700 cubren gran cantidad de las tareas
usuales de soldadura MSG. Con una
combinación de MagicWave 2600 y un
sistema de soldadura orbital se sueldan
miles de tubos a las bases de los
intercambiadores de calor de los haces
de tubo, manteniendo la alta calidad
constante, mediante el proceso de
soldadura TIG. Aquí funciona a la
perfección el cabezal de soldadura
orbital tubo-base de tubo con el Orbital
System-Controller FPA 2003.
Tiempos de produccióncortos – calidad reproducible
La soldadura orbital resulta rentable si se
necesitan tiempos de producción cortos,
alta reproductibilidad de las soldaduras y
calidad reproducible con índices de error
mínimos. Cuando se sueldan los tubos a
las bases de los intercambiadores de
calor de los haces de tubo, por lo
general se colocan primero con rodillo
cilíndrico o cónico todos los tubos
contra la pared de perforación, luego se
realiza la primera soldadura, se verifica
el cordón, eventualmente se optimizan
algunos parámetros y finalmente se
suelda el resto de los tubos.
La soldadura orbital TIG con la
pistola P-20, la fuente de corriente
MagicWave 2600 y el Orbital System-
Controller FPA 2003 permiten aportar la
energía y, dado el caso, el material de
aportación, por separado. La técnica de
pulsado se encarga del endurecimiento
controlado del baño. La pistola trabaja,
de forma estándar, con un diámetro de
electrodo de 2,4 mm y un diámetro de
hilo de 0,8 mm, tolerándose también
dimensiones por encima y por debajo de
estos valores. La corriente de soldadura
máxima es de 200 amperios. Existe la
posibilidad de la regulación motorizada
de la longitud de arco. Los cabezales
orbitales empleados permiten unir tubos
de seis a 70 mm de diámetro con
extremos en todas las variaciones a las
bases de tubo. Se puede soldar de
forma horizontal y vertical. Hasta un
diámetro de 26 mm, el electrodo trabaja

16Fronius 2001 Ejemplo desde la práctica
inclinado a 30° del eje del tubo, si el
diámetro es mayor, lo hace paralelo al
mismo. El cuerpo de la máquina y
antorcha del cabezal de soldadura están
refrigerados por agua mediante un
paquete de manguera de ocho metros de
largo. La antorcha y la boquilla de hilo
son ajustables.
El control de sistema es el Orbital
System-Controller FPA 2003 (FPA =
Fronius Prozess Automation). Gracias a
la posibilidad del manejo intuitivo o
basado en el idioma se adapta a las
respectivas necesidades del soldador y
la aplicación. En este control, en 200
programas, ya vienen almacenados
desde fábrica los valores estándar para
la mayoría de las tareas necesarias para
la construcción de equipos. Los 360° de
la órbita a soldar están divididos en
nueve juegos de parámetros a definir
libremente. El equipo regula la longitud
de arco y opera, además de los
parámetros de soldadura, el avance del
hilo y la oscilación de la antorcha, el eje
de rotación de la antorcha y el gas de
formación. Dispone también de una
interface para el mando a distancia con
módem. Cuando la soldadura está lista
se imprimen los parámetros y se los
adjunta a la documentación del pedido.
Para realizar las tareas de soldadura de
forma rentable y cualitativa, es
extremadamente útil la posibilidad de
acceder sin problemas a parámetros de
soldaduras similares que ya fueron
archivados en la memoria o en un
disquete. Es posible programar el
Controller mediante una PC portátil y el
software FPA Manager.
Una base sólida para unasoldadura rentable
Para que el empleo de un equipo de
soldar nos lleve a nuestro objetivo hay
dos factores fundamentales: resolución
clara de la tarea y utilización sencilla en
el puesto de trabajo. La MagicWave
2600 es uno de los cuatro equipos TIG
que Fronius presenta en el mercado bajo
el lema «Power Plus». El fabricante
define la familia de equipos así: alta
densidad de potencia, larga duración de
función, sencillo manejo y abundante
corriente de salida. La tecnología
inverter contribuye a la larga vida del
electrodo de wolframio y al bajo
consumo de corriente, lo que se traduce
en costos de funcionamiento reducidos.
La superficie de manejo tiene una
estructura clara y se reduce a unos
pocos comandos. El microprocesador
dosifica exactamente el tiempo de pre –
y postflujo de gas. La estabilidad del
proceso se debe a las curvas de
corriente alterna, operadas por un
Fuzzy-Logic, del arco AC.
«Completamente digital» – así define
Fronius el equipo MIG/MAG TransPuls
Synergic 2700. El equipo de pulsado
MIG portátil con el accionamiento de hilo
a cuatro rodillos pesa sólo 27 kg. Trabaja
con 270 amperios de corriente de
soldadura. El control interactivo de la
fuente de corriente maneja todas las
secuencias de trabajo junto con un
procesador de señales digital. Aunque el
sistema está descentralizado, cada una
de las informaciones sobre el estado
actual está disponible a nivel central.
Las secuencias de ignición están
optimizadas en todos sus detalles y, por
lo tanto, la calidad se mantiene siempre
constante. El soldador puede elegir
entre dos diferentes tipos de ignición,
según la aplicación: el inicio
convencional y el inicio sin proyecciones.
En el inicio convencional, todos los
parámetros de ignición están definidos
con exactitud para el diámetro de hilo y
la calidad del hilo; el arco se enciende
tranquilo y sin sacudida. Hacia el
extremo de la soldadura se produce un
impulso de corriente controlado que
desprende la gota, lo que impide la
formación no deseada de bolitas y
facilita una nueva ignición exacta. En la
segunda variante de ignición, la técnica
digital del sistema de antorcha Robacta
Drive lleva a cabo la ignición de manera
tan precisa que no se forman
proyecciones. Este proceso se usa sobre
todo en aluminio.
Las diferentes tareas de soldadura
requieren arcos diferentes: de acuerdo al
material, el microprocesador selecciona
la regulación de proceso más adecuada
y controla la forma de impulso necesaria.
Los equipos trabajan con tal precisión
que cada impulso de corriente sólo
desprende una gota del material de
aportación. Por un lado, esto permite
soldar casi sin proyecciones, y por otro
lado, se trabaja con precisión,
especialmente en el ámbito inferior de
potencia. Por eso es posible soldar una
chapa de 0,8 mm con un electrodo de
1,2 mm de espesor. La regulación digital
mantiene constante la longitud de arco;
en el cambio de stick-out, es la misma
situación: apenas se producen
proyecciones. Mediante el diámetro de
hilo del material, el operador elige entre
67 líneas características y de pulsado
optimizadas. Para ajustar la potencia,
sólo basta un giro en el botón. Todos los
otros parámetros acompañan
automáticamente en el modo Synergic.

17Ejemplo desde la práctica
Grabado arribaEn este refrigerador de aceite de forma anular conun diámetro de 2500 mm para los generadores dela central eléctrica Chixoy en Guatemala, seprocesaron 1,2 tonelada de tubos de cobre con50 mm de diámetro y dos milímetros de espesorde pares. Se empleó un TransPuls Synergic 2700.
Grabado a la derechaEl constructor de aparatos exige a los equipos desoldadura una sencilla utilización y una soldadurarentable y de gran calidad.
Grabado a la izquierdaPara el constructor de aparatos, la gran variedadde tareas es uno de los encantos especiales desu profesión. Para él es importante poderconcentrarse en las exigencias del equipo afabricar.

Saben exactamente lo quequieren: Pueden superarcualquier obstáculo encualquier momento. Nada ninadie podrá detenerlos. Nodescansarán hastaconseguirlo. Sólo cuandohayan alcanzado susobjetivos, su nivel deadrenalina baja y su pulso seralentiza. Y sólo entonces lagente «normal» puede volvera contar con ellos. Hasta queles surja la próxima locura ...Todo ello es exagerado, porsupuesto, pero nuestradescripción no dista muchode la realidad.
18Fronius 2001 f & e total
Tipos curiosos, apasionadose intransigentesASÍ SON LOS CEREBROS RESPONSABLES DE LAS MEJORES INNOVACIONES DE FRONIUS

19f & e total
Hablamos de los ingenieros de Fronius.
Ellos son a menudo victimas de una
curiosa obsesión, y todos comparten los
mismos síntomas: casi siempre empieza
con un «imagínate si se pudiera, si
hubiera, si fuera ...» Luego se hacen los
tontos, se ríen, se sigue fantaseando, se
habla de cosas cada vez más
imposibles, hasta que en algunas de
esas cabezas ese pensamiento se vuelve
fantasía, esa fantasía se hace realidad, y
se lleva a la práctica. Sin transigir. Y a
partir de ahí, a trabajar duro!
«Están locos,estos ingenieros»
La forma en que trabajan los ingenieros
en el departamento de desarrollo podría
asustar mucho a todas aquellas
personas ajenas a la empresa: un grupo
de gente divertida alrededor de un
futbolín, debatiendo acaloradamente;
algunos de ellos con la mirada fija en el
vacío; en una esquina se oyen chistes,
risas, se bebe café y discutiendo tan
intensamente que puede dar miedo;
algunos leen periódicos, con toda la
calma; tres están sentados alrededor de
una mesa y, efectivamente, parece que
estén trabajando ... En realidad, todos
ellos están trabajando. Pues los
constructores trabajan de forma
diferente. Pensar, analizar, cuestionar,
discutir, desechar ideas, inventar,
solucionar problemas, etc. – todas son
actividades que, por un lado, surgen
cuando el ambiente está distendido y,
que por otro lado, necesitan tanto el
intercambio con los otros como el
«elucubrar» en solitario. Por ejemplo, los
equipos digitales, de tanto éxito a nivel
mundial, nacieron casi exclusivamente
alrededor del futbolín y durante las
«charlas con café».
Lo que hace tan especial este equipo
de constructores de Fronius es que cada
uno no sólo se interesa por un sólo
tema, sino que se trata de personajes
terriblemente curiosos, muy interesados
y extremadamente ambiciosos. No
aceptan una solución satisfactoria: la
solución debe ser la mejor posible. Les
gusta lo revolucionario, siempre. Su
lema: «Va a funcionar, ya lo veréis».
Claro que esta postura les da también
una cierta imagen de «loquitos». Pero
ellos se sienten orgullosos de eso. Los
últimos avances, que están descritos a
continuación y que serán presentados en
Essen, son una prueba de sus logros.
A propósito, si Usted observa los
detalles de los avances de Fronius
notará que ofrecemos sistemas de
soldadura completos: conceptos
completos desde know-how, pasando
por las interfaces de manejo hasta la
antorcha de soldadura. Le damos suma
importancia al pensamiento integral.
Inteligencia resonanteen la soldadura manual
Lo aquí logrado por los constructores es
exactamente lo que ya mencionamos
arriba: el resultado buscado no era una
mejora gradual con respecto al modelo
anterior, lo cual representaría una
modificación satisfactoria. No. El
resultado buscado era el fijar estándares
completamente nuevos. Y lo lograron.
Este nuevo tipo de inverter dispone de
una inteligencia resonante, es decir, una
regulación inteligente se encarga
automáticamente de que el arco sea
suave y estable. El denominado principio
resonante de inverter pone siempre a

disposición las reservas de potencia
suficiente, en especial en el ámbito
crítico. El resultado es una línea
característica ideal, con todos los
electrodos, incluso con los electrodos de
celulosa. En este momento se ofrecen
cuatro equipos – TransPocket
1100/1500/1500 RC/1500 TIG –
Tres de los cuales permiten la
soldadura TIG, y todos ellos fueron
rediseñados.
Psst: Active Wavesilencia la soldadura TIG
Al programa TIG de Fronius, que ya era
muy amplio, se le suma ahora un nuevo
grupo de equipos: los silenciosos. Hay
un dicho que dice que un verdadero
soldador hace gran parte de su trabajo
«de oído». Pero si el arco es ruidoso,
seguramente le resultará difícil juzgarlo.
Muchas de las máquinas TIG disponibles
en el mercado sólo logran un arco
estable con un arco ruidoso. Los de
Fronius siempre fueron bastante
silenciosos. Sin embargo, los
constructores de Fronius se dijeron:
«Inventemos un arco más silencioso
todavía!» e inventaron el Active Wave: un
procesador digital de señales calcula
siempre, en tiempo real, el tipo de curva
que permite que el arco sea lo más
estable posible con la menor emisión de
ruido. Se sabe que las aguas tranquilas
son profundas ... Y así son también las
nuevas máquinas MagicWave 1600/2200
y TransTig 2200, que poseen además
excelentes propiedades de ignición, que
ofrecen un sistema de mando
completamente nuevo con antorcha
JobMaster TIG y muchas cosas más.
La revolución nunca acaba
Llegan refuerzos para la revolución
digital – una de las series de productos
más exitosas de Fronius. Unos ejemplos:
- En red: a partir de ahora todas las
fuentes de corriente están conectadas
en red con el ordenador a través de
EtherNet y TCP/IP y cada una dispone
de una dirección IP propia. Así como
todos los ordenadores del mundo
están conectados mediante internet,
ahora es posible operar y controlar
todas las fuentes de corriente desde
cualquier lugar.
- OPC: esta interface de datos
independiente de fabricantes, es en
este momento, la más importante en la
automatización en fábricas. Fronius
ofrece ahora un servidor OPC, para
que todos los datos del proceso de
soldadura estén disponibles para la
documentación.
- RCU 5000i: la unidad de mando a
distancia LCD más innovadora que
jamás existió. Manejo sencillo y lógico
gracias al sistema de menús
sistemáticos y elementos de diálogo;
pensados para actividades de trabajo
de diversos grupos de usuarios.
- VR 4040: unidad de devanadora de
fuerza constante y, por lo tanto, libre
de desperfectos, para bobinas de
aluminio de 40 kg. en soldaduras
automatizadas.
20Fronius 2001 f & e total

21f & e total
«... un estadopermanente.»Los constructores deFronius están siemprepensando.
En Fronius, el desarrollono es sólo una palabra clave,sino que es algo que se «vive»intensamente. El desarrollo estáflotando en el aire prácticamentesiempre, es un proceso continuoy está perfectamente integrado enel sistema.Toda la empresa estáestructurada de manera bastanteflexible y el equipo tiene muchaslibertades, ya que no se puedeutilizar un esquema rígido paradarle marco a la elaboración deideas innovadoras. El trabajo deun constructor no termina casinunca al abandonar el edificio deoficinas, sino que lo siguemanteniendo ocupado durante lacena, el baño, durante lospaseos, frente al televisor, etc.Los siguientes datos debendemostrar cuán importante es elpapel que tiene el departamentode constructores en Fronius:
1981: 3 colaboradores2001: 53 colaboradores
Actualmente, la edad promediode los constructores ronda los 31 años.La cuota anual del departamentode constructores es de 5,5 % delvolumen de negocios de laempresa.
Los últimos avancestecnológicos de unvistazo:
2001: Soldadura láser híbridoActive Wave para arco silenciosoen equipos TIG Nuevo tipo de inverter ensoldadura manual: inteligenciaresonante para línea característicaidealConexión en red para los equiposdigitalesUnidad de mando a distanciaLCD, con manejo lógico
1999: Robacta Drive: Accionamientodirectamente en la antorcha
1998: Introducción al mercado de larevolución digital: las primerasfuentes de corriente MIG/MAGcompletamente digitalizadas delmundo
La nueva serie de equipos de soldaduramanual demuestra también la brillantez yoriginalidad del departamento deconstructores: los cuatro equipos TransPocketdisponen de una sorprendente nuevainteligencia – la inteligencia resonante. Así segarantiza que este tipo de equipos consigalíneas características ideales.

22Fronius 2001 Prueba
Lo que sucede en otros campos, sucede
también en el campo de la soldadura:
apenas se introduce un producto en el
mercado, aparecen otros fabricantes y lo
copian. En particular las partes que se
gastan. Y como también sucede en los
otros campos, hay grandes diferencias
entre el original y la copia. Por ello
hemos querido demostrar la magnitud de
esas diferencias en los equipos de
soldadura y lo hemos hecho con ayuda
de un test práctico:
Se evaluaron copias de los tubos de
contacto Fronius en dos procedimientos
distintos. Uno en las instalaciones de
Pettenbach/A y otro en la empresa
Scheuch en Aurolzmünster (Austria).
Se trata de tubos de contacto
sinterizados- Fronius emplea solamente
trefilados; las desventajas de los tubos
de contacto sinterizados están a la vista:
- peor transmisión de corriente debido a
la superficie poco homogénea, lo que
tiene efectos negativos en el proceso
de soldadura, sobre todo en ámbitos
de alta corriente.
- peor capacidad de conductividad
eléctrica, lo que provoca mayores
arcos secundarios en el tubo de
contacto; esto tiene efectos negativos
en el proceso de soldadura, sobre todo
en la soldadura de impulso.
La elaboración del tubo de contacto es
buena (superficie y cantos); en la mitad
del tubo hay un rechupe. La dureza es
HB 110,5; para comparar, E-Cu tiene HB
42. Fronius CuCuZr tiene HB 123. Si se
emplean estos tubos en una Robacta
500, Robacta 700, AW 7000 o AW 5000,
está probado que concretamente apare-
cen problemas con proyecciones, ya que
los tubos de contacto copiados tienen
una socavación. Las proyecciones
penetran en la rosca y dañan el cuerpo
de la antorcha! Los tubos de contacto
originales Fronius no tienen socavación,
la boquilla y la protección contra
proyecciones presentan una sobrepieza
que cubre completamente la rosca.
En la empresa Scheuch, se soldó de
forma estándar sobre acero con una
antorcha de soldadura Fronius AW 5000,
en un ámbito de potencia de 220–240 A.
La evaluación duró dos meses enteros.
Los resultados de los tests de
comparación son los siguientes:
- Tubo de contacto: En el original de
Fronius, la duración resultó el doble de
la copia
- Protección contra proyecciones:
Comparado con la protección contra
proyecciones (Teflon) de la
competencia, la nuestra tiene una
duración 3 o 4 veces mayor.
- Boquilla de gas: En las boquillas de
gas también se dio una duración 2 o
3 veces mayor que la de la copia
Con estos tests, Fronius quiso demostrar
claramente lo que todo fabricante de
artículos de marca ya sabe: que hay
diferencias cualitativas entre original y
copia. Cada uno debe saber por cuál de
las dos opciones se decide. Sólo es
importante recalcar que, además del
precio, hay otros factores a considerar.
Rechupe: Espacio vacío que se forma en elinterior de las piezas debido a una reducción devolumen o a escapes de gases que se liberan enel metal líquido al enfriarse. Los rechupesreducen la dureza del tubo de contacto.
¿Originalocopia?EVALUACIÓN DE TUBOSDE CONTACTO
Rechupe

Desde hace casi 30 años,Fronius es un participantehabitual en Essen. Ya enaquel entonces, Essen eraconsiderada la feria desoldadura más importante delmundo. Uno de nuestros másantiguos colaboradores*estuvo presente desde elprincipio...
Corría el año 1973. Volvía a Fronius Wels
después de una estancia de varios años
en Viena y trabajaba en el departamento
de Tratamiento del pedido. Allí se estaba
preparando todo para Essen y faltaba
poco para la primera participación en
esa feria, lo cual nos ponía nerviosos a
todos. De alguna forma, la primera parti-
cipación resultó un tanto estresante ya
que por entonces se requería de un
carné para la mercadería y nadie sabía
con exactitud cómo se hacía correcta-
mente. Luego se cargó la mercadería en
un camión de 3,5 t y pasando por la
aduana de Wels se llevó a Essen. El
equipo encargado de la feria estaba
compuesto por 3 personas. Más tarde
llegaron 9 en un autobús Volkswagen y
visitaron la feria y las novedades. El pri-
mer stand en Essen era de apenas 35 m2.
En 1977, el equipo volvió a ponerse
en marcha. En 1981, todo el personal en
el stand austríaco llevó puesto sus trajes
tradicionales. Las mujeres con su
«Dirndkleid» (traje regional) y los
hombres con un Spencer. El stand de
entonces fue construido de forma
manual por nuestro carpintero: serrar,
pulir, pintar. La novedad consistió en que
todas las conexiones eléctricas estaban
bajo tierra. Hicimos todos las
excavaciones, luego las tapamos y las
cubrimos con chapa y goma. Al finalizar
la feria se desenterraron las
conexiones... En esa ocasión los equipos
fueron presentados sobre tarimas
octogonales. En el último día bailamos
un vals («El Danubio azul») sobre esa
tarima.
En el año 1981 organizamos por
primera vez la posibilidad de que
nuestros clientes de Austria viajaran a
la feria. Se trataba siempre de unas
140 personas. Desde entonces se festeja
la «noche austriaca», que en el ínterin se
ha vuelto una leyenda.
De 35 m2 a más de 800 m2
En 1989 se hizo un ensayo con el stand
de la feria. Se montó completamente en
el Epple Areal en la sala de
cosechadoras y se evaluó. Esto no sólo
parecía un ensayo general, sino que
además trajo con sigo la ventaja de que
algunos clientes que no podían ir a
Essen, vinieran a vernos aquí. Si bien
nada puede superar a una verdadera
visita a una feria, esos días lo festejamos
con 270 invitados en la cervecería
Schumacher en Düsseldorf en la primera
noche internacional. Con pantalón de
cuero, Dirndl y falda escocesa ... aquella
noche parecíamos todos hermanados. Y
al final bailamos el vals – como ya es
costumbre.
En 1993 se volvieron a realizar
ensayos con el stand y se utilizó
simultáneamente como feria casera. Lo
mismo en 1997. Este año fue el año de
«Virtual Welding» – todos sentían que
debían entrar a nuestra «cabina». El
«huevo» de Fronius estaba presente en
todos lados.
A ahora ya estamos en el 2001, lo
que significa la octava participación en
Essen. Los 35 m2 originales se han
ampliado a 800 m2; los 3 colaboradores
de entonces se multiplicaron y ahora son
120. La tensión sube, también la
curiosidad. Pero sin importar lo que
pase, una cosa es segura. Al final,
siempre vuelve a «sonar el vals».
*Herbert Dorninger, desde hace exactamente 40años en Fronius, gerente de Fronius Alemania.
Los hitos de Essenen la retrospectiva:1973: Gas protector CPT 200
VarioStar 150 con anexo deprogramaRectificador de soldaduraregulada por transductorPrimus Trafos
1977: WTU-Serie1981: Primer equipo a gas protector
sincronizado primariamente delmundoEquipo a gas protector CPT yFMG con tarjeta de programa paraCO2 o gas mixto como «Máquinasa un botón»
1985: Rectificador de soldadurapermeable (¡en acuario!)Frowig 360 AC/DCTransarc 500 en su nuevo look conregulador de programa a distanciaTR 19
1989: Presentación de automatizaciónde soldaduraTT 330 y 450Componentes de automatizaciónWTU 305Frowig 160
1993: MW 2000 con FuzzylogicHilo caliente TIG TPS 330/450Soldadura TIG desde la bici: eldínamo como fuente de corriente
1997: Revolución digital
23t – 28
Por aquelentoncesen Essen...UN COLABORADORHACE MEMORIA.

24Empresa
Cuando la familiaconsigue reunirse ...
Los integrantes de la familia Fronius sereunieron y estuvieron juntos durantedos días, hablamos de 1.200 personasde 36 países. El reencuentro comenzócon un picnic en el Toskanapark enGmunden, para ir rompiendo el hielo.Luego nos dirigimos a Pettenbach, a unLate-Night-Show con visita guiadavirtual por la nueva planta de producciónincluída. Pero al día siguiente nospusimos serios, a pesar de que enalgunos ojos aún podían verse lassecuelas de la noche anterior. Pero: losnegocios son los negocios, y es así quepor la mañana hubo intercambio deinformaciones sobre las novedades deFronius y sus clientes. El Family-Get-Together culminó con el almuerzo.

25EmpresaFronius 2001
En sólo 9 meses ha nacido laplanta de producción másmoderna desde la fundaciónde Fronius: Pettenbach 319.Esta sencilla dirección essinónima, por un lado, deproducción de antorchasaltamente eficiente, y por elotro, de preciso concepto dearquitectura.
Simple, reducida.La planta.
El 21 de mayo de 1999 se tomó la
decisión: la vieja producción de
antorchas debía renovarse. En esa fecha
se le encargó a un equipo de nueve
personas el proyecto oficial para
aumentar la producción de antorchas.
Nadie sabía con exactitud qué saldría de
todo ello, pero el objetivo estaba
clarísimo: la mejor producción de
antorchas del mundo. Y se persiguió ese
objetivo sin concesiones. El encargado
del proyecto fue la oficina de arquitectos
Hofbauer en Wels, a quien Fronius se
dirigió con ideas muy concretas.
La base de partida fue el flujo de
producción ideal. Por lo tanto, la
concepción general de la planta se basó
en el proceso. Cada detalle demuestra
de qué forma la arquitectura se hizo
cargo de esos procesos. La
característica principal de la nueva
planta de producción es su único eje, a
lo largo del cual se desarrolla de forma
clara y estructurada. Igual de sencillo es
la estructura y el aspecto general.
También el concepto de material es
reducido y está compuesto de materiales
como aluminio, acero, vidrio, hormigón y
madera.
Así se construyó una planta que
ofrece 6.600 m2 de superficie, en la que
trabajan 120 colaboradores y se fabrican
36.000 antorchas. La planta esta
preparada para fabricar 90.000
antorchas e incluso es posible
aumentarla – pues otra cosa también
está incluida en el proyecto de
arquitectura: el crecimiento.

26Empresa
Pettenbach 319
6.600 m2
36.000 antorchas

27EmpresaFronius 2001
120 colaboradores

Nd: YAG-Laser 4 KW
FRONIUS INTERNATIONAL GMBH • Buxbaumstraße 2 • A 4600 Wels • Tel: +43/7242/241-0 • Fax: +43/7242/241-394 • E-Mail: [email protected] VERTRIEB ÖSTERREICH • Tel: +43/7242/241-310 • Fax: +43/7242/241-349 • E-Mail: [email protected]
FRONIUS DEUTSCHLAND GMBH • Liebigstraße 15 • D 67661 Kaiserslautern • Tel: +49/631/351 27-0 • Fax: +49/631/351 27-50 • E-Mail: [email protected]
FRONIUS SCHWEIZ AG • Oberglatterstrasse 11 • CH 8153 Rümlang • Tel: +41/1/817 99 44 • Fax: +41/1/817 99 55 • E-Mail: [email protected]
FRONIUS FRANCE SARL • 13 avenue Félix Louat-B.P. 195 • F 60306 Senlis Cedex • Tel: +33/3/44 63 80 00 • Fax: +33/3/44 63 80 01 • E-Mail: [email protected]
FRONIUS NORGE AS • Tegleverksvn., Aaserud Ind. omrade • N 3057 Solbergelva • Tel: +47/32/23 20 80 • Fax: +47/32/23 20 81 • E-Mail: [email protected]
FRONIUS CESKÁ REPUBLIKA S.R.O. • V Olsinách 1022/42 • CZ 100 00 Praha 10 • Tel: +420/2/72 74 23 69 • Fax: +420/2/72 73 81 45 • E-Mail: [email protected]
FRONIUS CESKÁ REPUBLIKA S.R.O. • Priemyselná 1 • SK 91701 Trnava • Tel: +421/33/551 30 39 • Fax: +421/33/550 17 61 • E-Mail: [email protected]
FRONIUS FACKEL GMBH • S.Knjashitschi • Browarskogo R-NA • Kiewskaya OBL.; 07455 • Tel: +380/4494/627 68 • Fax: +380/4494/627 67 • E-Mail: [email protected]
40
,00
06
,21
39
E 1
.40
0
Austria
Germany
Switzerland
France
Norway
Czech Republic
Slovakia
Ukraine
www.fronius.com