Embed Size (px)
Citation preview

Technická Univerzita v Košiciach
Fakulta elektrotechniky a informatiky
Katedra elektroenergetiky
doc. Ing. Pavel Novák, CSc.
ZÁKLADY ELEKTROTEPELNEJ TECHNIKY

II
Kto nevie a nevie, že nevie, je blázon vyhni sa mu.
Kto nevie a vie, že nevie, je nedospelý. pouč ho.
Kto vie a nevie, že vie, je spáč. Prebuď ho.
Kto vie a vie, že vie, je múdry človek. Nasleduj ho.
Arabské príslovie
PREDHOVOR
Citované príslovie mi pred niekoľkými rokmi povedal jeden arabský študent, keď robil skúšku z elektrotepelnej techniky. Ospravedlňujúc sa, že nevedel zodpovedať na študentskej
komunite známe “záchranné otázky” mi naznačil, že sa cíti nedospelý, lebo vie, že nevie.
Domnievam sa, že dospel rýchlo, lebo o niekoľko dní skúšku urobil a ešte mi stihol vysvetliť príčinu vtedy aktuálneho iracko-iránskeho konfliktu. Pamätám si, že nakoniec úspešne
ukončil štúdium na našej fakulte a bol promovaný na inžiniera elektrotechniky.
Predkladané skriptá sú kompendiom elektrotepelnej techniky, teda technickej vedy, ktorá sa
zaoberá princípmi, metódami a prostriedkami premeny elektrickej energie na užitočné teplo.
V priemyselne vyspelých krajinách sveta sa formou užitočného tepla spotrebuje v súčasnosti
okolo 50% vyrobenej elektrickej energie. Je to forma, ktorú ani si neuvedomujúc, využívame každodenne, či v rôznych odvetviach hospodárstva alebo v nevýrobnej sfére. Konverzia
elektrickej energie na užitočné teplo je preto minimálne rovnocenná premenám na ostatné
koncové formy.
Bude mi zadosťučinením, keď príručka prispeje k technickému dospievaniu všetkých
študentov, ktorým sa dostane do rúk.

III
CONTENTS
1. ÚVOD ...............................................................................................................1
2. TEPELNÉ TECHNOLÓGIE A TECHNOLOGICKÉ TEPLO.....................................4 2.1. KLASIFIKÁCIA TEPELNÝCH TECHNOLÓGIÍ...................................................... 4 2.2. VÝROBA TECHNOLOGICKÉHO TEPLA, POROVNÁVACIE KRITÉRIA..................... 6
3. KONVERZIA ELEKTRICKEJ ENERGIE NA ELEKTRICKÉ TEPLO .....................11 3.1. Generovanie tepelného výkonu a otepľovacia charakteristika vodivého prostredia 12 3.2. Energetická bilancia elektrotepelnej konverzie............................................... 15
4. ELEKTROTEPELNÁ TECHNIKA A ELEKTRICKÉ OHREVY ...............................17 4.1. Vybrané pojmy........................................................................................... 17 4.2. Klasifikácia elektrických ohrevov .................................................................. 17 4.3. Základné pojmy a veličiny z termokinetiky .................................................... 20
5. KONŠTRUKČNÉ MATERIÁLY PRE ELEKTROTEPELNÉ ZARIADENIA .............25 5.1. KOVOVÉ KONŠTRUKČNÉ MATERIÁLY........................................................... 25 5.2. NEKOVOVÉ KONŠTRUKČNÉ MATERIÁLY....................................................... 26
5.2.1 Žiaruvzdorné keramické materiály .............................................................. 27 5.2.2 Tepelnoizolačné materiály ......................................................................... 28 5.2.3 Vláknité žiaruvzdorné a tepelnoizolačné materiály........................................ 28
5.3. MATERIÁLY PRE VÝROBU KONVERZNÝCH PRVKOV ELEKTRICKÝCH PECÍ ........ 29
6. ODPOROVÝ OHREV .......................................................................................30 6.1. Nepriamy odporový ohrev ........................................................................... 31
6.1.1 Matematický model ohrevu tepelne masívnej vsádzky pri pϑ = konšt. ........... 33 6.1.2 Matematický model ohrevu tepelne drobnej vsádzky pri pϑ = konšt.............. 36
6.2. Elektrické pece a zariadenia pre nepriamy odporový ohrev............................. 38 6.2.1 Základné konštrukčné prvky ...................................................................... 38 6.2.2 Konštrukcia a výpočet výhrevných článkov.................................................. 41 6.2.3 Metodický postup návrhu a výpočtu odporových pecí s nepriamym ohrevom.. 49 6.2.4 Niektoré zvláštnosti priebežných pecí s nepriamym ohrevom ........................ 54 6.2.5 Regulácia teploty (výkonu) odporových pecí s nepriamym ohrevom .............. 56
6.3. Iné aplikácie nepriameho odporového ohrevu ............................................... 57 6.3.1 Ohrievače a zásobníky teplej úžitkovej vody (TÚV) ...................................... 58 6.3.2 Soľné pece pre tepelné spracovanie ........................................................... 58 6.3.3 Infračervený ohrev ................................................................................... 59
6.4. Priamy odporový ohrev ............................................................................... 60 6.4.1 Matematický model ohrevu pevnej vsádzky bez tepelných strát .................... 61 6.4.2 Matematický model ohrevu pevnej vsádzky s tepelnými stratami .................. 62 6.4.3 Matematický model stacionárneho poľa valcovej vsádzky s tepelnými stratami64
6.5. Odporové pece a zariadenia pre priamy ohrev .............................................. 65

IV
6.5.1 Zariadenia pre ohrev pevnej vsádzky.......................................................... 66 6.5.2 Zariadenia pre ohrev tekutej vsádzky, elektródový ohrev.............................. 70
7. INDUKČNÝ OHREV ........................................................................................63 7.1. Základy teórie indukčného ohrevu ............................................................... 64
7.1.1 Indukovaný výkon vo valcovej vsádzke....................................................... 68 7.1.2 Indukovaný výkon vo valcovom vodiči ........................................................ 71
7.2. Indukčné tégľové pece ............................................................................... 73 7.2.1 ELEKTRICKÝ NÁHRADNÝ OBVOD INDUKČNEJ TÉGĽOVEJ PECE BEZ TIENIACEHO PLÁŠŤA A ZÁKLADNÉ ELEKTRICKÉ PARAMETRE.................................. 75 7.2.2 Účinnosť a energetická bilancia indukčnej tégľovej pece .............................. 77
7.3. Indukčné ohrievacie zariadenia.................................................................... 80 7.3.1 IOZ pre tvárnenie ..................................................................................... 81 7.3.2 IOZ pre kalenie ........................................................................................ 83
7.4. Indukčné kanálkové pece............................................................................ 85 7.4.1 Elektrický náhradný obvod indukčnej kanálovej pece ................................... 86 7.4.2 Energetická bilancia kanálovej pece............................................................ 87
7.5. Napájacie zdroje a pripájanie indukčných zariadení na sieť ............................ 88 7.5.1 Napájacie zdroje pre kanálové pece ........................................................... 89 7.5.2 Napájacie zdroje pre tégľové pece ............................................................. 89
8. DIELEKTRICKÝ OHREV .................................................................................88 8.1. Napájacie zdroje a použitie dielektrického ohrevu.......................................... 92 8.2. Mikrovlnový ohrev ...................................................................................... 94
9. OBLÚKOVÝ OHREV........................................................................................94 9.1. Jednosmerný oblúk .................................................................................... 95 9.2. Striedavý oblúk .......................................................................................... 96 9.3. Oblúkové pece ........................................................................................... 99
9.3.1 Konštrukčný popis oceliarskych oblúkových pecí .........................................100 9.3.2 Elektrické zariadenie OOP.........................................................................102 9.3.3 Elektrický a prevádzkový režim OOP..........................................................106 9.3.4 Racionalizácia prevádzky OOP...................................................................112
9.4. Jednosmerné oblúkové pece ......................................................................112 9.5. Odporovo - oblúkové pece (rudnotermické) .................................................114 9.6. Rušivé vplyvy OOP na napájaciu sieť vn ......................................................118
10. PECE A ZARIADENIA PRE ŠPECIÁLNE ELEKTRO–TEPELNÉ TECHNOLÓGIE 115
10.1. ELEKTROTROSKOVÉ PRETAVOVACIE ZARIADENIA .......................................117 10.2. ELEKTRÓNOVÉ ZARIADENIA.......................................................................120 10.3. PLAZMOVÉ PECE........................................................................................123 10.4. OHREV LASEROM.......................................................................................126
11. ELEKTRICKÉ VYKUROVANIE.......................................................................125 11.1. Metódy elektrického vykurovania .................................................................125 11.2. Elektrické podlahové vykurovanie (veľkoplošné) ...........................................127 11.3. Maloplošné vykurovacie telesá a systémy .....................................................128

V
11.3.1 Telesá a systémy pre priame vykurovanie ..................................................128 11.3.2 Telesá a systémy pre akumulačné vykurovanie...........................................129
11.4. Tepelný stav prostredia a tepelná pohoda človeka.........................................132 11.5. praktický výpočet vykurovacích systémov .....................................................134
12. PRÍLOHY......................................................................................................135
13. INDEX.......................................................CHYBA! ZÁLOŽKA NIE JE DEFINOVANÁ.

Kapitola 1 Úvod
1
1. ÚVOD
Na prechode do nového tisícročia sa často stretávame s názorom, že ďalší hospodársky,
ekonomický a sociálny rozvoj spoločenstiev žijúcich na našej planéte, je podmienený narastajúcou spotrebou a teda aj produkciou rôznych foriem energií. Tento pohľad,
v protiklade so znižujúcimi sa zásobami klasických, primárnych zdrojov energie a všeobecne
vysokými investíciami na využívanie obnoviteľných zdrojov, vedie k určitému skepticizmu, že
životný štandard najmä v rozvojových krajinách sa nebude zvyšovať, naopak, najbližšie
desaťročie bude mať recesný charakter. Je to názor nerešpektujúci skutočnosť, že každá
produkcia, distribúcia, transformácia či konverzia jednotlivých foriem energií je vždy
sprevádzaná určitou efektívnosťou, merateľnou energetickými stratami, resp. účinnosťou procesu. Preto vo zvyšovaní efektívnosti, t.j. v získavaní väčšieho podielu užitočnej energie
konvertovanej z jednotky spotrebovanej energie, je ukrytý výrazný potenciál zlepšenia
energetických bilancií jednotlivých spoločenstiev a krajín sveta, vrátene Slovenskej
republiky.
Spotreba energie na našej planéte od r. 1860 do r. 1985 vzrástla približne 60-násobne.
Za uvedené obdobie sa zvyšovala rôznou rýchlosťou, ovplyvnená takými udalosťami ako boli
svetové vojnové konflikty, hospodárske krízy, cenové otrasy i výrazné technologické zmeny (industriálna revolúcia, vedecko-technická revolúcia, aktuálna revolúcia v informačných
technológiách a pod.) Spotreba energie sa nerovnomerne vyvíjala tiež v jednotlivých
regiónoch sveta. V ostatných rokoch priemerný Európan spotrebuje 10 až 30 krát viac komerčnej energie ako obyvateľ rozvojových krajín, priemer na obyvateľa USA a Kanady je
dokonca 40-násobný. Čiastočne túto skutočnosť ilustruje aj nasledujúci prehľad o spotrebe
ropy a vody na jedného obyvateľa v r. 1998 [1].
Región sveta Ropa [barel]
Voda*1
[m3] Severná Amerika 20,9 1798
Austrália a Oceánia 17,6 591
Európa (spolu) 10,1*2 625
Arabský svet 7,6 ?
Stredná a Južná Amerika 4,1 435
Ázia 2 542
Afrika 1,2 202
Tab. 1.1

Kapitola 1 Úvod
2
*1 hodnotená ako životne dôležité médium. Je možné, že príčinou vojnových konfliktov 21.
storočia budú boje o zabezpečenie zdrojov pitnej vody *2 Západná Európa 13,3 barelu/obyv., Východná Európa 4,6 barelu/obyv. surovej ropy
Existuje mnoho ďalších prameňov poukazujúcich tiež na to, že i v súčasných priemyselne
najvyspelejších krajinách sveta sa energetické zdroje nevyužívajú hospodárne. Reálne
odhady možných úspor napr. elektrickej energie v USA a v krajinách Západnej Európy sa
pohybujú v priemere okolo 40%, pri vložených nákladoch nižších ako na jej výrobu.
Konferencia Svetovej energetickej rady (WEC) v r. 1989 zverejnila, že pri vtedajšom tempe
rastu svetovej populácie a hospodárstva, požiadavky na energiu do r. 2020 vzrastú o ďalších 75%. Aj keď v r. 2000 vychádza tento predpoklad skromnejšie, je viac ako isté, že ďalší
extenzívny rozvoj energetiky, globálne i lokálne, nie je možný, najmä z dvoch dôvodov:
• Minimálne v 1. polovici 21. storočia sa neočakáva výrazná zmena v štruktúre primárnych zdrojov energie. Naďalej budú dominovať fosílne zdroje a jadrové palivo
so všetkými negatívnymi dôsledkami, najmä konečnou vyčerpateľnosťou a možnou
ekologickou katastrofou
• I s určitou dávkou optimizmu, obnoviteľné zdroje energie v najbližších desaťročiach
nemôžu splniť funkciu nosného zdroja. Aj keď sú environmentálne atraktívnou
alternatívou súčasnému stavu, ich technický rozvoj a investičné zabezpečenie nespĺňajú
predpokladané očakávania.
Menej atraktívnou, ale zároveň reálnou cestou prechodu extenzívneho vývoja energetiky
na intenzívny je racionalizácia spotrieb akejkoľvek formy energie. Napĺňanie úsporných
energetických programov okrem základného cieľa – znižovania spotreby primárnych zdrojov
– má aj sekundárne pozitívne dôsledky, ako zvyšovanie kvality životného prostredia,
rozšírenie nových pracovných príležitostí a pod.
Túto, nie okrajovú požiadavku na trvale udržateľný rozvoj spoločenstiev planéty začínajú akceptovať aj niektoré západné filozofické smery. Napr. v knihe E.F. Schumachera s titulom
Small is Beautiful (Malé je pekné) autor tvrdí: “Moderní ekonómovia sú zvyknutí merať
životný štandard množstvom ročnej spotreby. Ten, kto spotrebuje viac, žije kvalitnejšie ako
ten, kto spotrebuje menej“ ale...” budhizmus nevidí podstatu civilizácie v znásobovaní
potrieb, ale v očisťovaní ľudského charakteru“.

Kapitola 1 Úvod
3
Hospodárstvo SR je známe nízkou produktivitou práce, vysokým podielom priemyselnej
výroby na tvorbe hrubého domáceho produktu (HDP), vysokým podielom energeticky náročných technológií, nízkou účinnosťou energetických konverzií, vysokou energetickou
spotrebou budov a pod. Energetická náročnosť hospodárstva SR je v porovnaní s priemerom
krajín EÚ 2,5 až 3 krát vyššia. To znamená, že uvedené globálne problémy energetiky
a spôsoby ich riešenia sú rovnako aktuálne aj pre energetiku SR. Racionalizácia spotrieb
energií je o to naliehavejšia, že SR je výrazne energeticky závislou krajinou, zatiaľ
bez nedostatočnej diverzifikácie dovážaných zdrojov.
Príručka “Základy elektrotepelnej techniky” sa zaoberá fyzikálnou podstatou klasických i moderných elektrických ohrevov s dôrazom na tie, ktoré sa bežne uplatňujú v priemysle SR.
Fyzikálne princípy sú doplnené potrebnými matematickými modelmi, do hĺbky potrebnej pre
pochopenie prevádzky základných typov pecí a tvorby ich pracovných charakteristík.
V stručnej forme je tiež podaná problematika elektrického vykurovania a prehľad
o konštrukčných materiáloch, využívaných v elektrotepelnej technike.

Kapitola 2 Tepelné technológie a technologické teplo
4
2. TEPELNÉ TECHNOLÓGIE A TECHNOLOGICKÉ TEPLO
Technologické procesy pri ktorých sa dosahuje požadovaná zmena skupenstva, zmena
fyzikálno-chemických vlastností materiálov, prípadne ich kombinácia pôsobením užitočného tepla sa nazývajú tepelné technológie. Tepelné technológie patria medzi najstaršie
výrobné procesy, ktoré ľudstvo využívalo počínajúc primitívnymi postupmi až po súčasné
moderné spôsoby. Podiel spotreby primárnych energetických zdrojov na celkovej produkcii
užitočného tepla sa s rozvojom ľudskej spoločnosti sústavne zvyšoval, na konci 20. storočia
v priemyselne vyspelých krajinách sveta sa pohyboval v hraniciach 70 až 80%. Pre najbližšie
desaťročia neexistujú reálne dôvody aby uvedený podiel klesol, teda tepelné technológie
naďalej budú mať nezastupiteľné miesto vo výrobných procesoch a činnostiach človeka,
zvyšujúcich jeho životnú úroveň.
2.1. KLASIFIKÁCIA TEPELNÝCH TECHNOLÓGIÍ
Tepelné technológie je možné rozdeliť do dvoch podskupín, na taviace procesy a procesy
tepelného spracovania.
Taviace procesy sú tepelné technológie, pri ktorých tavením základných surovín sa získava produkt novej kvality. Taviace procesy majú uplatnenie v mnohých priemyselných
odvetviach ako je produkcia ocelí, zliatin, farebných kovov, produkcia skla, výroba
polovodičov a pod.
Procesy tepelného spracovania sú technológie za účelom skvalitnenia fyzikálno –
chemických vlastností materiálov, resp. za účelom ďalšieho spracovania bez zmeny
skupenskej fázy. Sú to ohrevy napr. za účelom zvýšenia kvality ocelí (kalenie, popúšťanie,
žíhanie); ohrevy kovov pre tvárnenie (valcovanie, lisovanie, kovanie); ohrevy pre vypaľovanie keramiky a porcelánu; ohrevy pre úpravu potravín (pečenie, grilovanie a
pod.); ohrevy úžitkovej vody a pod.
Rôzne tepelné technológie sa vyznačujú spoločnou vlastnosťou – vysokou energetickou
náročnosťou. Vyplýva z fyzikálnej podstaty generovania tepla v ohrievanom materiáli a
vyjadruje sa mernou spotrebou energie aktuálneho technologického procesu
gP
GQw == [kWh/t] (1)

Kapitola 2 Tepelné technológie a technologické teplo
5
kde Q resp. P je energia, resp. výkon dodaný do konverzného systému G je hmotnosť tepelne spracovaného materiálu [t] g je výrobnosť zariadenia [t/h] Využívanie tepelných technológii v rôznych priemyselných odvetviach je tak široké, že len
stručný popis všetkých je nad rámec príručky. Podľa odvetví spotreba energie na produkciu
tepla pre tepelné technológie je najvyššia v hutníctve, strojárstve, sklárskom a keramickom
priemysle, menej v elektrotechnike, potravinárstve, v priemysle umelých hmôt a pod.
Taviace procesy majú nezastupiteľné miesta v železiarenstve, oceliarstve pri produkcii
ferozliatin, výrobe liatiny, farebných kovov a zliatin, pri výrobe skla a pod. To isté platí aj pre procesy tepelného spracovania, ktoré sa uplatňujú pri skvalitňovaní kovových i
nekovových materiálov, resp. ktoré sú potrebné pre vyhotovenie finálneho výrobku.
Pre získanie prehľadu o priemyselných metódach tepelného spracovania kovových materiálov uvedieme niekoľko príkladov:
Metóda tepelného spracovania
Princíp a účel metódy tepelného spracovania
Tvárnenie Ohrev oceľového polotovaru na teplotu plasticity za účelom
valcovania, lisovania a kovania
Kalenie - základné - povrchové
- izotermické
- lomené - termálne
Ohrev polotovaru nad tzv. rekryštalizačnú teplotu (napr. oceľ
na 960 °C) a rýchle ochladenie vo vode alebo oleji. Účelom je
získanie tvrdého povrchu odolného proti opotrebeniu alebo
zvýšenej pevnosti pri dodržaní potrebnej húževnatosti
materiálu. Podľa odlišnosti technologického postupu existuje
niekoľko spôsobov kalenia.
Žíhanie - na mäkko - lesklé
- izotermické
Ohrev materiálu ma teplotu 300 až 600 °C (podľa druhu
kovu) výdrž na požadovanej teplote a pomalé chladnutie.
Žíhanie materiálu sa robí k odstráneniu vnútorných napätí.
Podľa žíhacích teplôt, resp. použitej pecnej atmosféry
existuje niekoľko spôsobov žíhania.
Popúšťanie - nízke – do 350°C
- vysoké – nad 350°C
ohriatie zakalenej ocele (liatiny) na určitú teplotu, výdrž a
pomalé chladnutie. Odstraňujú sa vnútorné napätia
po kalení, znižuje sa krehkosť pri zachovaní tvrdosti.
Zmrazovanie (podchladenie)
Proces rýchleho ochladzovania po zakalení, napr. v tekutom
dusíku (-190 °C), v liehu s tuhým CO2 (-70 °C) alebo
v studenej vode (+10 °C). Účel: zvýšiť tvrdosť po kalení a
zabrániť zmenám rozmerov súčiastky v prevádzke (ložiská).

Kapitola 2 Tepelné technológie a technologické teplo
6
Cementovanie - v prášku
- v soli
- v plyne
Ohrev súčiastok za účelom obohatenia povrchovej vrstvy
uhlíkom. Aplikuje sa pred kalením, na povrchu sa získava
veľmi tvrdá vrstva brániaca oteru (pre hriadele, čapy,
ozubené kolesá...).
Nitridovanie Proces povrchového vytvrdzovania ocelí a liatin, pri ktorom sa povrch nasycuje dusíkom pri teplote ohrevu 500 až 550°C.
Tab. 2.1
2.2. VÝROBA TECHNOLOGICKÉHO TEPLA, POROVNÁVACIE KRITÉRIA
Pre výrobu technologického tepla sa využíva niekoľko alternatívnych zdrojov a im
zodpovedajúcich konverzných systémov, z historického pohľadu skôr či neskôr technicky
realizovateľných. Sú to najmä: energia tepelného žiarenia slnka, chemická energia fosílnych
palív a v tomto storočí s výrazne rastúcim podielom elektrická energia.
Pre praktické porovnávanie efektívnosti a energetickej náročnosti tepelných technológií
na báze klasických palív a rôznych metód elektrických ohrevov sa používa viac kritérií.
Posudzuje sa napr. lokalizácia a spôsob prívodu energie do miesta spotreby, konštrukčná
náročnosť konverzného zariadenia, jeho prevádzkové vlastnosti a technologické parametre.
Teoreticky je prirodzene efektívnejší palivový ohrev, t.j. generovanie tepla na báze
spaľovania fosílnych palív. Teplo sa získava chemicko-tepelnou konverziou v palivovej peci,
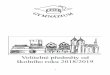
jej účinnosť závisí od účinnosti spaľovacieho procesu. Pri aplikácii elektrického ohrevu, z termodynamického hľadiska je efektivita konverzie teoreticky nižšia, pretože technologické
teplo sa produkuje viacnásobnou konverziou a transformáciou z tej istej chemickej energie
(pozri obr. 2.1).

Kapitola 2 Tepelné technológie a technologické teplo
7
Obr. 2.1 Spôsoby produkcie technologického tepla
V praktických aplikáciách je však treba efektívnosť palivového a elektrického ohrevu
hodnotiť komplexnejšie a zároveň individuálne pre požadovanú tepelnú technológiu.
Elektrické ohrevy sa vyznačujú predovšetkým niekoľkými možnosťami technickej realizácie
fyzikálnych princípov premeny elektrickej energie na tepelnú (pozri kap. 4).
Okrem klasických elektrických ohrevov, medzi ktoré patria odporový, elektródový,
infračervený, indukčný, dielektrický a oblúkový, ostatné sa v praxi uplatňujú moderné spôsoby ohrevov, ako mikrovlnový, plazmový, elektrónový i novšie ultrazvukový, laserový a
iónový. Rozsah ich aplikácií je rôzny, najväčšie zastúpenie počtom i spotrebou elektrickej
energie majú tradičné zariadenia odporové, indukčné a oblúkové. Náročným požiadavkám špeciálnej elektrometalurgie a niektorým metódam tepelného spracovania vyhovujú
moderné spôsoby elektrických ohrevov.
Klasické i moderné metódy elektrických ohrevov sa vyznačujú tiež vysokou účinnosťou
premeny elektrickej energie na teplo v pracovnom priestore. Dostatočne to ilustrujú nasledujúce hodnoty účinnosti premeny:

Kapitola 2 Tepelné technológie a technologické teplo
8
Druh ohrevu účinnosť (%)
nepriamy odporový ohrev 100
priamy odporový ohrev 95
indukčný ohrev – taviaca pec 80
indukčný ohrev – ohrievač 75
dielektrický ohrev viac ako 50
oblúkový ohrev 90
Tab. 2.2
Pri porovnávaní palivového a elektrického ohrevu je dôležitá otázka konštrukčnej náročnosti
zodpovedajúcich pecí a s tým súvisiace kapitálové náklady. V oboch prípadoch ju ovplyvňujú
najmä rôzne prídavné systémy či samotné zdroje (vzduchovody, dymovody, ventilátory
u palivových ohrevov, pecné transformátory, meniče frekvencie a iné zariadenia
pri elektrických ohrevoch). S ohľadom na širšie aplikačné možnosti elektrických ohrevov,
kapitálové a prevádzkové náklady majú široké rozpätie, odvodené najmä od požadovanej technológie a výrobnosti, teda od úrovne pracovných teplôt, pracovnej atmosféry, výkonovej
náročnosti, precíznosti riadenia procesu a pod.
Ďalšími kritériami výberu technologického tepla spravidla bývajú:
• kritérium prívodu energie a stability zdroja energie
• kritérium kvality realizácie technologického procesu
• kritérium špecifických technologických požiadaviek
• kritérium zhodnocovania materiálov
• kritérium životného prostredia
Tepelné technológie s palivovým ohrevom sa prakticky realizujú vždy pri rovnakom
chemickom spôsobe výroby tepla, pričom k premene chemickej energie fosílnych palív
na teplo dochádza mimo ohrievaného materiálu. Pri elektrotepelných technológiách je
možné teplo generovať rôznymi, fyzikálne rozdielnymi metódami, z ktorých niektoré
umožňujú ohrev materiálu priamym spôsobom (teplo vzniká priamo v ohrievanom materiáli
napr. indukčný ohrev, dielektrický ohrev a ďalšie). V tomto spočíva nižšia energetická
náročnosť elektrotepelných technológií v porovnaní s palivovými. Niektoré typické tepelné technológie na báze palivového (P) a elektrického ohrevu (E) sú porovnané v nasledujúcej
tabuľke [2]

Kapitola 2 Tepelné technológie a technologické teplo
9
Druh technológie
Druh tepla
Druh použitej pece Spotreba energie [kWh/t]
Úspora koncovej energie %
Úspora prvotnej energie %
Výroba ocele P
E
Klasická palivová pec
Elektrická oblúková pec
4840
3970
19 13
Tavenie
hliníka
P
E
tégľová pec – zemný
plyn
indukčná tégľová pec
1438
520
72 36
Výroba Cu - zliatin
P E
tégľová pec – olej indukčná kanálová pec
1360 257
81 38
Tavenie skla P
E
klasická pec – olej,
plyn elektrická elektródová
pec
5830
1800
69 14
Ohrev ocele P
E
plynová pec
indukčný ohrievač
820
450
45 0
Tep. sprac.
v ochr. atm.
P
E
plynová pec
odporová pec
2,57 kWh/m3
0,47
83 54
Nauhličovanie
ocele
P
E
plynová pec
odporová pec
1540
725
53 0
Popúšťanie ocele
P E
plynová pec odporová pec
1347 500
63 0
Kalenie
ocele
P
E
plynová pec
odporová pec
4296
130
70 12
Povrchové kalenie
P E
plynová pec indukčný ohrievač
1861 250
87 61
Tab. 2.3
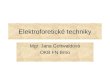
Rozvoj metód elektrických ohrevov dosiahol v súčasnosti úroveň, umožňujúcu plnú substitúciu palivových ohrevov. Prednosti elektrotepelných technológií sú prehľadne
vyjadrené na obr. 2.2 [3]

Kapitola 2 Tepelné technológie a technologické teplo
10
Obr. 2.2 Všeobecné výhody elektrotepelných technológií

Kapitola 3 Konverzia elektrickej energie na elektrické teplo
11
3. KONVERZIA ELEKTRICKEJ ENERGIE NA ELEKTRICKÉ TEPLO
Elektrická energia nie je koncovou, priamo použiteľnou energiou. V energetickom reťazci,
od ťažby primárnych zdrojov po konečnú spotrebu tvorí zušľachtený medzistupeň, vhodný pre konverziu na koncové formy. Koncovými ich nazývame preto, lebo sú priamo využívané
činnosťou človeka. V podstate celá vyprodukovaná elektrická energia sa mení
na nasledujúce koncové formy: mechanickú, svetelnú, chemickú a tepelnú. Technické prostriedky v ktorých sa premena uskutočňuje nazývame konverzné zariadenia alebo
meniče energie. Meničom energie je napr. asynchrónny motor, žiarovka, mikrovlnová
rúra, plazmová pec, elektrolyzér a pod.
Zvládnutie vymenovaných premien v rôznych technických aplikáciách, vrátane technologických procesov, prispelo podstatnou mierou k rozšíreniu výroby elektrickej energie
už na prelome 19. a 20. storočia a jej postupnému systematickému využívaniu.
V súčasnosti, najmä v priemyselne vyspelých krajinách sveta, elektrická energia má
dominantné postavenie v rámci celej energetiky.
Rozvoj technických aplikácií konverzie elektrickej energie na predmetné formy nebol rovnaký. V praxi bola najskôr zvládnutá premena na mechanickú energiu elektrickými
motormi, rovnako aj na svetlo jednoduchou žiarovkou. Elektro-tepelné a elektro-chemické
premeny začiatkom 20. storočia zaznamenali pomalší rozvoj, ovplyvnený vysokou
energetickou náročnosťou, v prípade elektrotepelnej konverzie aj konkurenciou iných
zdrojov technologického tepla. Prirodzene, pri všetkých premenách ich uplatňovanie bolo
podmienené zodpovedajúcimi fyzikálnymi objavmi, technickými patentmi a vynálezmi. Bez nároku na úplnosť, z elektrotepelných premien významnejšie boli nasledujúce [4]:
• Petrov r. 1802 objavil elektrický oblúk
• Joule r. 1843 formuloval zákon podľa ktorého prechodom elektrického prúdu vodičom vzniká teplo
• Siemens r. 1879 patentoval 2 rôzne typy oblúkových pecí
• Acheson, Rose, Edison, Lane-Fox r. 1881 na elektrotechnickej výstave v Paríži sa predstavili prvými odporovými zariadeniami pre ohrev
• Cowless r. 1884 uplatnil priamy odporový ohrev pre tavenie Zn-Cu rúd
• Heroult r. 1886 zaviedol elektrolytický spôsob výroby Al
• Ferranti r. 1887 ohlásil patent indukčnej kanálkovej pece
• Kjellin r. 1899 konštrukcia kanálkovej pece, ktorej prvky sa uplatňujú aj v dnešných projektoch

Kapitola 3 Konverzia elektrickej energie na elektrické teplo
12
• Heroult r. 1899 –1900 ohlásil konštrukciu oblúkovej pece so zvislými elektródami
• Northrup r. 1916 skonštruoval indukčnú tégľovú pec
Premenu elektrickej energie na koncové užitočné teplo je možné uskutočniť niekoľkými
fyzikálne odlišnými spôsobmi, metódami ohrevu, ktoré budú podrobnejšie popísané v 3.
kapitole. Najmä moderné metódy zaznamenali prudký rozvoj po 2. svetovej vojne. Za intenzívne využívanie elektrotepelných technológií sa všeobecne považuje druhá polovica
20. storočia, na jednej strane zvyšujúcou sa produkciou elektrickej energie, na strane druhej
rastúcimi požiadavkami na kvalitu tepelne spracovávaných materiálov. Preto vysoký podiel
elektrickej energie spotrebovanej vo forme tepla je celkom opodstatnený.
3.1. GENEROVANIE TEPELNÉHO VÝKONU A OTEPĽOVACIA CHARAKTERISTIKA VODIVÉHO PROSTREDIA
Mierou intenzity produkcie tepla v danom prostredí je tepelný výkon Pg (tiež ohrievací
výkon) definovaný vzťahom
dtdQPg = [W] (2)
kde dQ je generované množstvo tepla za čas dt. Priestorové rozloženie tepelného výkonu
v objeme V konverzného systému vyjadruje objemová hustota tepelného výkonu
dV
dPP g
v,g = [W/m3] (3)
ktorej stredná hodnota je merný objemový výkon
V
PP g
v,g = [W/m3] (4)
Pre odvodenie všeobecnej otepľovacej charakteristiky pri elektrotepelnej konverzii
uvažujeme elektricky vodivé prostredie. Z termodynamického hľadiska takýto systém tvorí
čiastočne izolovanú termodynamickú td sústavu, t.j. sústavu schopnú výmeny len určitej formy energie s okolím. Predpokladajme, že do takej td sústavy (pevného vodivého
prostredia) privádzame elektrickú energiu dWel. Ak v sústave sa nekonajú iné fázové
premeny ani termochemické procesy, celá sa mení na teplo dQ, ktorého časť sa spotrebuje
na zvýšenie tepelného obsahu sústavy dQuž, časť sa odvedie do okolia formou tepelných
strát dQts, cez povrch sústavy F v čase dt. Rovnica energetickej bilancie teda bude:

Kapitola 3 Konverzia elektrickej energie na elektrické teplo
13
tsužel dQdQdW += (5)
resp. ( ) dtFdcmdtPel ⋅ϑ∆⋅α+ϑ∆⋅⋅=⋅ (6)
Všeobecné riešenie diferenciálnej rovnice (6) má tvar
F
Ptt
expA el
00 ⋅α
+
−⋅=ϑ−ϑ=ϑ∆ (7)
t.j. pre počiatočnú podmienku t = 0 je 0=ϑ∆ , zodpovedajúce partikulárne riešenie bude
−−ϑ∆=ϑ−ϑ=ϑ∆
0max0 t
texp1 (8)
v ktorých ϑ je teplota prostredia v čase t 0ϑ je teplota okolia
A je integračná konštanta
maxel
FP
A ϑ∆=⋅α
= (9)
kde: maxϑ∆ je maximálne oteplenie (pre t → ∞)
t0 je časová konštanta ohrevu
Fcm
t0 ⋅α⋅
= (10)
Z rovníc (7) a (9) vyplýva (obr. 3.1a)
• teplota vodivého prostredia (všeobecne td sústavy) rastie exponenciálne, tvar
exponenciály závisí od tepelnej kapacity materiálu a podmienok výmeny tepla na hranici
s okolím.
• maximálne oteplenie sústavy závisí od veľkosti elektrického príkonu a znova od podmienok výmeny tepla na hranici sústavy s okolím.
Rovnica (8) zároveň slúži k výpočtu okamžitých hodnôt užitočného výkonu a výkonu na krytie tepelných strát vodivého prostredia, t.j. ako funkcií času (obr. 3.1b)

Kapitola 3 Konverzia elektrickej energie na elektrické teplo
14
( )
−⋅=
ϑ∆⋅⋅==
0el
*už
už ttexpP
dt)(dcm
dtdQ
tP (11)
( )
−−=ϑ∆⋅⋅α==
0el
*ts
ts tt
exp1PFdt
dQtP (12)
Obr. 3.1 a) Otepľovacia krivka čiastočne izolovanej td sústavy b) Časová zmena výkonov pri ohreve sústavy
Teoreticky je možné uvažovať aj td sústavu izolovanú s nulovými tepelnými stratami. Potom
z rovnice (5) priamo vyplýva, že
užel dQdW = , resp. )(d.c.mdt.Pel ϑ∆= (13)
s výsledkom
tktc.m
Pel ⋅=⋅=ϑ∆ (14)
V ktorom konštanta k vyjadruje rýchlosť ohrevu [K/s]. Z riešenia (14) vyplýva, že v dokonale
izolovanom prostredí oteplenie ohrievaného materiálu má lineárny priebeh.

Kapitola 3 Konverzia elektrickej energie na elektrické teplo
15
3.2. ENERGETICKÁ BILANCIA ELEKTROTEPELNEJ KONVERZIE
Premena elektrickej energie na užitočné elektrické teplo sa uskutočňuje v konverznom
systéme – meniči energie. Všeobecne, bez ohľadu na realizovaný fyzikálny princíp premeny,
dá sa znázorniť blokovou schémou na obr. 3.2
Elektrická
energia
Menič
energie
Elektrické
teplo
Koncové
užitočné teplo
Elektrické straty ηe
Energetická náročnosť premeny
Tepelné straty ηt
obr. 3.2 Premena elektrickej energie na tepelnú
Skutočná energetická náročnosť znázornenej premeny závisí:
• Od veľkosti teoretickej energetickej náročnosti (konštantnej)
• Od veľkosti elektrických strát, určujúcich elektrickú účinnosť konverzného systému
príkon
el,užel P
P=η (15)
• Od veľkosti tepelných strát, určujúcich tepelnú účinnosť konverzného systému
el,už
t,užt P
P=η (16)
Celková energetická účinnosť systému je definovaná súčinom oboch t.j.
príkon
t,užtelenc P
P=η⋅η=η=η (17)
Zodpovedajúca rovnica energetickej bilancie premeny, vyjadrená výkonmi bude:
c,stt,užt,stel,stt,užpríkon PPPPPP +=++= (18)
Pretože teoretická spotreba elektrickej energie konvertovanej na koncovú tepelnú je
konštantná, skutočnú spotrebu môžeme teda minimalizovať len cestou zvyšovania celkovej účinnosti, t.j. znižovaním celkových strát Pst,c.

Kapitola 3 Konverzia elektrickej energie na elektrické teplo
16
V tomto spočíva všeobecný princíp racionalizácie spotreby elektrickej energie.
Reálny elektrotepelný konverzný systém je možné simulovať neizolovanou td sústavou, t.j.
sústavou schopnou energetickej interakcie s okolím. Nezávisle od možných energetických zmien vo vnútri td sústavy, v súlade so zákonom o zachovaní energie, je súčet vnútornej
energie sústavy a energie okolia vždy konštantný
konštWW oktd =+ (19)
Zo vzťahu (19) zároveň vyplýva, že ak medzi sústavou a okolím dochádza k výmene energie
v čase dτ, platí pre vyjadrenie energetickej bilancie diferenciálna rovnica
0dWdW oktd =+ (20)
resp. pre konečný časový úsek ∆t diferenčná rovnica
0WW oktd =∆+∆ (21)
Rovnice (20 a 21) sú všeobecnými rovnicami energetickej bilancie: prírastok (úbytok)
energie td sústavy v danom čase je rovný úbytku (prírastku) energie okolia v tom istom
čase.

Kapitola 4 Elektrotepelná technika a elektrické ohrevy
17
4. ELEKTROTEPELNÁ TECHNIKA A ELEKTRICKÉ OHREVY
4.1. VYBRANÉ POJMY
Elektrotepelná technika je technická vedná disciplína, ktorá sa zaoberá účelnou
premenou elektrickej energie na teplo. Teplo produkované z elektrickej energie je zvykom
nazývať elektrické teplo. Elektrický ohrev je ohrev materiálu elektrickým teplom.
Konverzné zariadenia – meniče energie, v ktorých sa realizujú tepelné technológie
prostredníctvom elektrických ohrevov sú elektrotepelné zariadenia (ETZ).
Vsádzkou označujeme súhrn predmetov alebo materiálov vkladaných do ETZ za účelom
realizácie tepelnej technológie.
Podľa miesta generovania elektrického tepla (spôsobu ohrevu vsádzky) elektrický ohrev je:
• priamy – teplo sa generuje priamo v ohrievanej vsádzke, podľa zákonov
elektromagnetického poľa a termokinetiky
• nepriamy – teplo sa generuje mimo vsádzky, na jej povrch a do vnútorných vrstiev sa
prenáša podľa zákonov termokinetiky
Podľa priestorového využitia generovaného tepla ETZ všeobecne rozdeľujeme na dve skupiny:
• elektrické pece – sú zariadenia, v ktorých elektricky vyhrievaný priestor (pracovná komora) je vymedzený výmurovkou pece. Táto slúži k obmedzeniu tepelných strát,
prípadne aj k realizácii tepelného procesu v inej ako prirodzenej atmosfére
• elektrické ohrievače – sú zariadenia bez pracovnej komory, generované teplo sa
voľne odvádza do určeného priestoru
4.2. KLASIFIKÁCIA ELEKTRICKÝCH OHREVOV
1) Kritérium metódy ohrevu Základné kritérium klasifikácie elektrických ohrevov sa odvodzuje od fyzikálnych princípov
generovania tepla. Z časového hľadiska ich praktického využitia môžeme hovoriť
o klasických a moderných metódach elektrických ohrevov.

Kapitola 4 Elektrotepelná technika a elektrické ohrevy
18
1/1 Klasické elektrické ohrevy sú:
• odporový ohrev - ohrev odvodený na báze Jouleovho zákona, uplatňovaný v tuhom prostredí. Ak sa Jouleov efekt uplatňuje priamo v ohrievanom materiáli ide o priamy
odporový ohrev. Podmienkou priameho ohrevu je elektrická vodivosť materiálu. Ak sa Jouleov efekt uplatňuje v špeciálne vyhotovenom vodiči - výhrevnom článku a z neho sa
teplo odvádza na ohrievaný materiál ohrev je nepriamy.
• indukčný ohrev - teplo sa generuje vírivými prúdmi vo vodivom materiáli, podrobenou pôsobeniu elektromagnetického poľa. Ohrievaný materiál nie je galvanicky spojený
so zdrojom elektromagnetickej energie. Nutnou podmienkou uplatnenia indukčného
ohrevu je vodivý materiál.
• dielektrický ohrev - teplo sa generuje v nevodivom materiáli (dielektriku) ako
dôsledok dielektrických strát. Na rozdiel od indukčného ohrevu, pri dielektrickom ohreve sa uplatňuje elektrická zložka elektromagnetického vlnenia. Fyzikálna analógia oboch
ohrevov sa prejavuje spoločnou vlastnosťou, generovanie tepla sa uskutočňuje priamo
v ohrievanom materiáli - vsádzke.
• oblúkový ohrev - elektrická energia sa mení na teplo v silnom elektrickom výboji (oblúkovom) ako následok v ňom prebiehajúcich elementárnych procesov, t.j. procesov
v ionizovanom prostredí plynov a pár.
•
2/2 Odvodené a moderné elektrické ohrevy:
• elektródový ohrev - využíva princíp odporového ohrevu, uplatňovaného v tekutom
prostredí
• infračervený ohrev - je špecifický spôsob odporového ohrevu, pri ktorom žiarivá
energia z rozžeraveného pevného telesa sa prenáša na ohrievanú vsádzku
infračerveným žiarením. Žiarivá energia, t.j. energia elektromagnetického vlnenia s vlnovou dĺžkou väčšou ako 0,78 μm, sa pri dopade na vsádzku pohlcuje a mení na
teplo.
• mikrovlnový ohrev - je špecifický dielektrický ohrev s využívaním elektromagnetického vlnenia o frekvencii rádovo 109 Hz.
• plazmový ohrev - je to analogický spôsob oblúkového ohrevu. Teplo sa generuje vo vysoko ionizovanom prostredí elektrického oblúka s vysokou teplotou, ktoré
nazývame elektrickou plazmou.
• elektrónový ohrev - elektrická energia sa mení na teplo dopadom urýchlených elektrónov na vsádzku. V podstate ide o odovzdávanie kinetickej energie elektrónových
lúčov povrchu vsádzky, v dôsledku čoho sa ohrieva. Elektrónový ohrev je typický spôsob
povrchového ohrevu.

Kapitola 4 Elektrotepelná technika a elektrické ohrevy
19
• laserový ohrev - je elektrický ohrev založený na absorbovaní laserových lúčov,
ktorých energia sa v ohrievanom materiáli mení na teplo.
• ultrazvukový ohrev - teplo sa uvoľňuje pri rozkmitaní vsádzky pôsobením ultrazvuku.
S ohľadom na ďalšie rozmanitosti elektrických ohrevov a zodpovedajúcich ETZ sú
opodstatnené aj iné kritériá ich klasifikácie. Tú to najmä:
2) Kritérium cyklu ohrevu a) periodický ohrev; ohrev pri ktorom teplota vsádzky v priebehu jedného pracovného
cyklu (periódy) je funkciou času a reguluje sa podľa definovaného teplotného
režimu. Ohrievaná vsádzka sa v pracovnej komore nepremiestňuje, preto zodpovedajúce pece tiež nazývame pece so stabilnou vsádzkou
b) priebežný ohrev; ohrev pri ktorom teplota vsádzky je funkciou polohy v pracovnej
komore. Vsádzka v zodpovedajúcej peci sa nepretržite pohybuje (cyklicky alebo spojite), preto sa nazývajú tiež pece s pohyblivou vsádzkou
3) Kritérium pracovnej teploty
a) nízkoteplotný ohrev; pracovné teploty do 600 °C
b) strednoteplotný ohrev; pracovné teploty do 1200 °C
c) vysokoteplotný ohrev; pracovné teploty nad 1200 °C
4) Kritérium technologického účelu - napr. ohrev za účelom tavenia, tvárnenia,
kalenia, zušľachťovania, sušenia, zvárania a iných procesov tepelného spracovania
5) Kritérium elektrických parametrov – určujúcou veličinou je najmä frekvencia,
podľa ktorej ohrevy sú:
a) jednosmerné (f = 0)
b) nízkej frekvencie (0 < f < 50 Hz)
c) sieťovej (f = 50 Hz)
d) strednej (50 Hz < f ≤ 10 kHz)
e) vysokej (10 kHz < f ≤ 300 GHz)
f) veľmi vysokej (f > 300 GHz)
6) Kritérium pracovného prostredia
a) ohrevy v prirodzenej atmosfére b) ohrevy v technickom vákuu
c) ohrevy v umelej (riadenej) atmosfére
7) Konštrukčné kritérium

Kapitola 4 Elektrotepelná technika a elektrické ohrevy
20
zohľadňuje základné konštrukčné prvky a zvláštnosti jednotlivých ETZ
4.3. ZÁKLADNÉ POJMY A VELIČINY Z TERMOKINETIKY
Akýkoľvek ohrev ľubovoľného média, palivovým, elektrickým, či iným spôsobom, sa vždy uskutočňuje prostredníctvom termokinetických procesov. Termokinetika je vedná disciplína,
ktorá sa zaoberá fyzikálnou podstatou a matematickým vyjadrovaním prenosu energie
formou tepla.
Prenos energie v danom prostredí sa uskutočňuje určitými nosičmi energie. Druh nosičov,
ich rýchlosť a spôsob premiestňovania je rôzny a závisí od charakteru prostredia, t.j.
od termodynamickej (td) sústavy. Nosičmi energie môžu byť elementárne častice, víriace častice tekutín alebo elektromagnetické vlnenie. Preto aj rýchlosť nosičov energie je široká,
rádovo od 10-1 m/s po rýchlosť svetla 3.108 m/s. Spôsob prenosu energie závisí od spôsobu
premiestňovania nosičov.
V tuhom prostredí sa prenos uskutočňuje vzájomnou energetickou výmenou medzi nosičmi
a časticami prostredia. V podmienkach blízkych stavu td rovnováhy sa tento prenos energie nazýva vedenie tepla (kondukcia). V tekutých prostrediach k prenosu energie prispieva
aj prenos hmotnosti prostredia. Ak sa prenos uskutočňuje znova v podmienkach blízkych td
rovnováhe je to prúdenie tepla (konvekcia). Prenos tepla vedením a prúdením je viazaný
na veľkú koncentráciu častíc prostredia, ktoré sú v interakcii s nosičmi energie. Ak
koncentrácia častíc je nízka, teda ich interakcia s nosičmi energie je zriedkavá, energia
v prostredí sa prenáša žiarením. Žiarenie energie s výrazným tepelným účinkom sa nazýva
sálanie tepla (radiácia). Sálanie tepla je teda žiarenie, ktorého energia sa prenáša v priezračnom prostredí elektromagnetickými vlnami, s vlnovou dĺžkou 0,4 až 800 µm.
Zdrojom žiarenia je každé teleso s teplotou T> 0 K.
Prenos tepla prostredím patrí teda do kategórie spôsobov šírenia energie, ktoré sa
uskutočňujú v stavoch blízkych td rovnováhe prostredia. V súlade s II. zákonom
termodynamiky sa uskutočňuje vždy z oblasti prostredia s vyššou teplotou do oblasti
s nižšou teplotou.
Bez ohľadu na spôsob prenosu tepla, kvantitatívnymi ukazovateľmi intenzity procesu sú:
• množstvo preneseného tepla Q [J]
• tepelný tok (vedením, prúdením alebo sálaním) t.j. množstvo tepla preneseného
za jednotku času

Kapitola 4 Elektrotepelná technika a elektrické ohrevy
21
tQ
∆∆
=φ (22)
• hustota tepelného toku, t.j. tepelný tok cez jednotku plochy prostredia
t.F
QF
q∆∆
∆=
∆φ
= (23)
Rozloženie teploty v priestore a čase vyjadruje teplotná funkcia
( )t,z,y,xf=ϑ (24)
Zvolená časť priestoru, v ktorom každému bodu a v danom čase zodpovedá určitá teplota nazývame teplotné pole. Pole popísané teplotnou funkciou (24) je trojrozmerné,
nestacionárne. Podobne, teplotné pole môže byť dvojrozmerné, jednorozmerné i
stacionárne, ak sa teplota s časom nemení. Geometrické miesta bodov teplotného poľa
s rovnakou teplotou vytvárajú izotermické plochy (izotermy).
Prenos tepla v teplotnom poli je vždy viazaný na rozdiel teplôt medzi izotermami. Najväčšia
zmena teploty je prirodzene vždy v smere kolmom na uvažovanú izotermu ( )0n . Limitný
pomer prírastku teploty v tomto smere k vzdialenosti medzi izotermami sa nazýva gradient
teploty (obr. 3.1), t.j.
( ) 00n
n.nn
limgrad∂ϑ∂
=
∆
ϑ∆=ϑ
→∆ [K/m] (25)
Obr. 4.1 Gradient teploty a hustota tepelného toku
Pre výpočet prenosu tepla, napr. v súvislosti s energetickými bilanciami elektrotepelných
zariadení, je potrebné poznať hustoty tepelných tokov v analyzovanom teplotnom poli. Ich

Kapitola 4 Elektrotepelná technika a elektrické ohrevy
22
veľkosť sa stanovuje zo známych fyzikálnych zákonov, platných pre jednotlivé spôsoby
prenosu tepla. Menovite:
• Fourierov zákon pre vedenie tepla
( )n
grad.qv ∂ϑ∂
⋅λ−=ϑλ−= (26)
• Newtonov zákon pre prúdenie tepla
( )21k .q ϑ−ϑα=ϑ∆α= (27)
• Stefan-Boltzmannov zákon pre sálanie tepla (šedého povrchu)
40s T.c.q ε= (28)
resp. pre sálanie medzi dvoma šedými povrchmi v s teplotami T1 a T2
( )42
4101 TTc.q −ε= (29)
kde λ je koeficient tepelnej vodivosti prostredia [W/m.K]
α je koeficient prestupu tepla prúdením [W/m2.K]
ε je stupeň čiernosti šedého povrchu (absolútne čierny povrch má ε = 1, šedé povrchy
majú ε < 1.
Frekventovanou požiadavkou v súvislosti s riešením elektrotepelných úloh je poznať
rozloženie teploty v aktuálnom prostredí. Napr. v ohrievanej vsádzke, v tepelných izoláciách
pecí, teploty na rozhraniach dvoch prostredí a pod. Inými slovami je treba analyzovať
teplotné pole prostredia, t.j. nájsť riešenie všeobecnej teplotnej funkcie (24) pre stacionárny
a často aj nestacionárny stav. K tomu prirodzene nestačia zákony formulované rovnicami (26 až 29). Východiskom pre tento typ úloh je všeobecná diferenciálna rovnica prenosu energie v rôznych prostrediach [7,8]. Vyjadruje zmeny a prenos rôznych
foriem energií v jednotke objemu prostredia za jednotku času. V určitom prostredí pri uplatnení konkrétnych podmienok sa realizujú len niektoré zmeny a formy prenosu
energie. Pre také prípady sa rovnica a jej riešenie primerane zjednoduší.
Z uvedeného typu úloh v nasledujúcich kapitolách sa stretneme s potrebou analyzovať
teplotné pole najmä v tuhom prostredí, t.j. s prenosom tepla vedením. Výhradne pre tento spôsob prenosu sa všeobecná rovnica prenosu energie redukuje na tvar:

Kapitola 4 Elektrotepelná technika a elektrické ohrevy
23
( ) zv qqdiv.c.t
=+ϑρ∂∂ (30)
alebo s využitím (26) a vzťahu ( )( ) ϑ∇=ϑ 2graddiv
c
qc.t
z2
⋅ρ+ϑ∇⋅
⋅ρλ
=∂ϑ∂
(31)
V rovnici (30) je qz merný výkon vnútorného zdroja prostredia, fyzikálne aj formálne totožný
s merným objemovým výkonom (rov. 4)
Ak v teplotnom poli nepôsobí vnútorný zdroj (qz =0), potom rovnice (30 a 31) sa znova
zjednodušia:
( ) 0qdiv.c.t v =+ϑρ
∂∂ (32)
alebo
ϑ∇⋅ρλ
=∂ϑ∂ 2
c.t (33)
V rovniciach (31) a (33) súbor fyzikálnych konštánt prostredia λ/(ρ.c) definuje tzv. teplotnú
vodivosť prostredia
c.
aρλ
= [m2/s] (34)
vyjadrujúcu rýchlosť vyrovnávania teplôt v nestacionárnom teplotnom poli (mieru tepelnej
zotrvačnosti prostredia)
Pri praktickom uplatňovaní teórie vedenia tepla sa stretávame s rôznymi úlohami, ktoré je možné rozdeliť do troch skupín:
• stacionárne vedenia tepla v telesách, pri ktorom teplo sa šíri tak, že teplota
v jednotlivých miestach predmetného telesa sa s časom nemení
• nestacionárne vedenia tepla v telesách, čo je časovo neustálený proces prenosu tepla
v telese. Ak teleso podrobíme náhlemu, dostatočne dlhému pôsobeniu tepla, postupne stráca pôvodné rozloženie teploty a po uplynutí určitej doby sa úplne podriadi
nestacionárny tepelný režim telesa uvedenému pôsobeniu tepla. Nový tepelný režim
telesa (nestacionárny) sa nazýva regulárny.

Kapitola 4 Elektrotepelná technika a elektrické ohrevy
24
• teplotné, resp. tepelné vlny; vlnový charakter vedenia tepla v telese je vtedy, ak je
podrobené periodickému tepelnému pôsobeniu, t.j. teplota v jednotlivých miestach
telesa sa periodicky mení s časom, pričom sa vytvárajú jednoduché alebo zložité kmity.
Riešenie všetkých vyššie uvedených úloh vyžaduje nielen integráciu diferenciálnej rovnice vedenia tepla, ale pre stanovenie rozloženia teplôt v telese za konkrétnych podmienok
vedenia tepla, aj znalosť okrajových podmienok (podmienok jednoznačnosti riešenej úlohy).
K ním patria:
1) Počiatočné podmienky, stanovujúce rozloženie teplôt v telese do okamžiku, kedy
začne tepelné pôsobenie na telese. Počiatočné rozloženie teplôt môže byť rôzne,
najjednoduchší prípad zodpovedá rovnakej teplote v celom objeme telesa, t.j.
( ) 00t,z,y,x ϑ=ϑ
2) Hraničné medzné podmienky (HP) tepelného pôsobenia na teleso môžu byť rovnako rôzne. Obyčajne sa zadávajú:
− definovaním rozloženia teploty na povrchu telesa, čo je HP 1. druhu. Najčastejšie
sa zadáva v tvare ( ) .konštt =ϑ
− definovaním rozloženia hustôt tepelných tokov v smere normály na povrch telesa, čo je HP 2. druhu. Najčastejšie q = q(t)=konšt.
− definovaním teploty povrchu telesa a teploty okolitého média, ktoré teleso obkolesuje pri známom koeficiente prestupu tepla α. Je to HP 3. druhu, udávajúca
podmienky výmeny tepla na hranici tuhého telesa a obtekajúceho média v danom
mieste a čase. Matematicky ju vyjadríme porovnaním rovníc (26) a (27), odkiaľ
pre hranicu oboch prostredí priamo vyplýva:
ϑ∆⋅λα
−=
∂ϑ∂
pon (35)
3) Fyzikálne vlastnosti prostredia, predovšetkým koeficient tepelnej vodivosti λ,
merná objemová hmotnosť ρ a hmotnostná tepelná kapacita c [J/(kg.K)] (predtým
merné teplo alebo merná tepelná kapacita prostredia). 4) Geometrické parametre prostredia, tzv. charakteristický rozmer. Napr. hrúbka
izolačnej steny, polomer ohrievaného valca a pod., t.j. súradnica pozdĺž ktorej teplotné
pole vyšetrujeme.
Poznámka

Kapitola 4 Elektrotepelná technika a elektrické ohrevy
25
Na vymedzených stranách časti kap. 4.3 nie je možné podať stručné základy termokinetiky,
potrebné k získaniu uceleného prehľadu. Záujemcov preto odkazujeme na špecializovanú literatúru, napr. [6, 7, 8, 12, 14, 15 a mnohé ďalšie].

Kapitola 5 KONŠTRUKČNÉ MATERIÁLY PRE ELEKTROTEPELNÉ ZARIADENIA
25
5. KONŠTRUKČNÉ MATERIÁLY PRE ELEKTROTEPELNÉ ZARIADENIA
Prevádzka elektrotepelných zariadení, zvlášť pecí s uzavretou pracovnou komorou, vyžaduje
okrem bežných konštrukčných materiálov tiež komponenty s vlastnosťami vyhovujúcimi podmienkam práce pri vysokých teplotách, v silnom magnetickom poli, v chemicky
agresívnom prostredí a pod. Správna voľba materiálov je obtiažna najmä tým, že požiadavky
sú veľmi často protichodné. Jednotlivé komponenty ETZ musia znášať vysoké teploty, musia byť zároveň dostatočne mechanicky pevné, tiež chemicky odolné, nemajú byť elektricky
vodivé, musia mať vyhovujúce žiaruvzdorné a tepelné izolačné vlastnosti atď. Konštrukčné
materiály je možné rozdeliť z pohľadu dvoch kritérií:
• z chemicko - fyzikálneho
− materiály kovové
− materiály nekovové
• z funkčného − materiály pre vymedzenie a izolovanie pracovnej komory pece, vrátane rôznych
pomocných prvkov
− materiály pre výrobu konverzných prvkov jednotlivých metód ohrevov (výhrevné
články pre odporové pece, elektródy pre oblúkové pece a pod.)
Výber konštrukčných materiálov sa posudzuje najmä podľa nasledujúcich kritérií:
• tepelné vlastnosti – tepelná vodivosť, merná tepelná kapacita, teplota tavenia, dovolená pracovná teplota, žiaruvzdornosť, tepelná roztiažnosť, odolnosť proti náhlym zmenám
teploty a pod.
• mechanické vlastnosti – pevnosť, únosnosť v žiare, nasiakavosť, obrábateľnosť a ďalšie
• chemické vlastnosti – možnosť chemických reakcií pri pracovných teplotách, chemické
vplyvy vsádzky, trosiek, ochrannej atmosféry, priepustnosť plynov atď.
• elektrické vlastnosti – merný odpor, permeabilita, permitivita, odolnosť proti
elektrickému oblúku, elektrolytickým vplyvom atď.
• nízka cena a ľahká obstarávateľnosť – najmä nízka cena je protichodná s ostatnými
kritériami
5.1. KOVOVÉ KONŠTRUKČNÉ MATERIÁLY

Kapitola 5 KONŠTRUKČNÉ MATERIÁLY PRE ELEKTROTEPELNÉ ZARIADENIA
26
Zhotovujú sa z nich nosné obvodové konštrukcie ale i rôzne špeciálne zariadenia ako časti
dopravných mechanizmov v pracovnom priestore pece, podlahové dosky, držiaky výhrevných článkov, mufle, tégliky, prepravné palety a pod. Tieto zariadenia sú mechanicky
vždy namáhané pri vyšších alebo pri vysokých teplotách, musia byť preto vyrobené
zo špeciálnych žiaruvzdorných ocelí. Táto odolnosť sa dosahuje spravidla pridávaním
drahých legujúcich prísad do ocele (chróm, nikel, ...). Pri výbere žiaruvzdorných kovových
materiálov sú rozhodujúce tieto vlastnosti:
• dostatočná odolnosť v žiare pri pracovnej teplote
• dostatočná mechanická odolnosť pri pracovnej teplote
• stabilnosť fyzikálnych vlastností
• dobrá opracovateľnosť
Z uvedených vlastností je dôležitá najmä odolnosť materiálu v žiare, vyjadrovaná stupňom tečenia pri určitej teplote. Tečenie materiálu je štruktúrnou vlastnosťou. Všeobecne malé
množstvá legujúcich prímesí môžu spôsobiť hlboké zmeny v procese tečenia. Podľa podielu
legujúcich prísad rozoznávame žiaruvzdorné ocele dvojakého typu:
• feritické
• austenitické
Medzi špeciálne druhy žiaruvzdorných ocelí pre konštrukčné časti vystavené zvýšenej
oxidácii patria tzv. alitované ocele. Alitácia je technologická úprava, pri ktorej povrchové
vrstvy sa nasycujú hliníkom ponorením do hliníkového kúpeľa pri teplote 650 °C. Na povrchu
vytvorený oxid Al2O3 chráni materiál do teplôt 800 °C. Takto sa napr. upravujú pyrometrické
trubice. Pre vysokú cenu žiaruvzdorných ocelí sú tieto často nahradzované špeciálnymi
liatinami.
5.2. NEKOVOVÉ KONŠTRUKČNÉ MATERIÁLY
Nekovové materiály v konštrukciách ETZ sa používajú najmä ako stavivá pre výmurovky
pecí. Preto musia mať zodpovedajúcu mechanickú pevnosť, kvalitné tepelné a elektrické
vlastnosti, chemickú inertnosť a stálosť pri vysokých teplotách, odolnosť proti zmenám
teploty a pod. Predmetným požiadavkám vyhovujú najmä rôzne druhy keramických
materiálov, ktoré podľa účelu použitia rozdeľujeme na materiály:
• žiaruvzdorné
• tepelnoizolačné

Kapitola 5 KONŠTRUKČNÉ MATERIÁLY PRE ELEKTROTEPELNÉ ZARIADENIA
27
5.2.1 Žiaruvzdorné keramické materiály
Podľa chemicko-mineralogického zloženia sa používajú tieto materiály:
1) Kremičité – základnou zložkou je oxid kremičitý, chemicky kyslý, s obsahom až 95 %
SiO2. Poznáme ich pod názvom DINASY. Dinasy sú vysoko odolné proti deformácii v žiare pri zaťažení, kvalitné druhy majú teplotu mäknutia až 1700 °C. Sú necitlivé
k náhlym zmenám teploty nad 600 °C. Dinasové materiály sú chemicky kyslé, preto sú
vhodné pre kyslé technológie, používajú sa na výmurovky sklárskych pecí, oblúkových
pecí, na výrobu tégľov pre indukčné pece a pod. Dinasové materiály sa vyrábajú ako tvarové stavivá (tehly rôznych tvarov) alebo ako zrnité hmoty (napr. suracit),
2) Hlinitokremičité – sú zmesou oxidov Al2O3 a SiO2; tvoria širokú paletu rôznych
ŠAMOTOV. Šamoty podľa podielu Al2O3 sú kyslé (okolo 15 % Al2O3), polokyslé (15 % až
30 % Al2O3) a zásadité (viac ako 42 % Al2O3). Akosť šamotov stúpa s podielom Al2O3.
Šamotové výrobky možno považovať za univerzálne, majú dobrú odolnosť
proti zmenám teploty, rovnako aj chemickú odolnosť. Patria medzi najpoužívanejšie
materiály ETZ, vo forme tvarových stavív alebo pieskov, 3) Vysokohlinité – sú žiaruvzdorné výrobky s obsahom Al2O3 nad 45 %, ktorý zvyšuje
odolnosť proti kyslým troskám. Vysokohlinité šamoty majú Al2O3 do 70 % tzv.
korundové materiály sú z čistého Al2O3,
4) Magnezitové – zo základnou zložkou zásaditého oxidu horečnatého, t.j. viac ako 80 %
MgO. Sú to typické zásadité materiály. Oxid horečnatý sa získava z horniny – magnezitu
žíhaním. Magnezitové výrobky majú vysokú žiaruvzdornosť, až 2000 °C, čistý MgO až
2800 °C. Používajú sa v oblúkových a rudnotermických peciach so zásaditou troskou a
pre výrobu zásaditých tégľov indukčných pecí.
Okrem klasických žiaruvzdorných stavív a pieskov s vysokou mernou hmotnosťou a relatívne
vysokou tepelnou vodivosťou, za účelom ich zníženia sa často používajú tzv. ľahčené
žiaruvzdorné materiály. Vyrábajú sa primiešavaním rôznych penotvorných, plynotvorných
alebo tepelnoizolačných komponentov alebo spáliteľných látok (piliny, drevené uhlie, koksový prach). Po vypálení sa zvyšuje pórovitosť, tepelná vodivosť klesá. Merná hmotnosť
sa pohybuje okolo 270 až 1600 kg/m3, používajú sa najmä ľahčené šamoty do 1200 °C a
ľahčené dinasy do 1600 °C.
Kvalita žiaruvzdorných (klasických aj ľahčených) materiálov sa posudzuje najmä podľa:
žiaruvzdornosti, odolnosti proti deformácii v žiare, trvalých dĺžkových zmien v žiare,
odolnosti proti náhlym zmenám teploty, hutnosti, pevnosti a odolnosti materiálov proti
pôsobeniu trosky.

Kapitola 5 KONŠTRUKČNÉ MATERIÁLY PRE ELEKTROTEPELNÉ ZARIADENIA
28
5.2.2 Tepelnoizolačné materiály
Tepelnoizolačnými materiálmi sa osadzujú vrstvy výmurovky za hutnou, prípadne ľahčenou,
z dôvodu obmedzenia tepelných strát vedením do okolia. Na týchto vrstvách sa predpokladá
maximálna pracovná teplota 900 °C. Klasický tepelnoizolačný materiál vyhovujúci všetkým
požiadavkám v podstate neexistuje. Je to jeden z dôvodov prečo je potrebné izolačné časti
výmurovky riešiť viacvrstvovo.
Veľmi široké použitie má skupina ľahkých šamotov, u ktorých sa výhodné tepelnoizolačné
vlastnosti získavajú vytvorením umelej pórovitosti. Merná hmotnosť šamotov je vyššia ako
250 kg/m3 a nižšia ako 1000 kg/m3, max. pracovná teplota 900 °C.
Porovnateľné vlastnosti majú kremelinové výrobky. Kremelina (diatomit) je porézny zrnitý
oxid kremičitý (SiO2) organického pôvodu. Kremelinové výrobky sú určené pre vrstvy
s rozpätím teplôt 300 až 900 °C. Merná objemová hmotnosť je 530 až 900 kg/m3.
Dobrým tepelnoizolačným materiálom je azbest, pre vysokú karcinogénnosť sa jeho použitie
obmedzuje.
Perlit sa pripravuje expandovaním kyslého vulkanického skla, ktorého hlavnými zložkami sú
SiO2 (70 %), Al2O3 (16 %) a voda (4 až 5 %). Perlit sa používa pre pracovné teploty
do 900 °C.
Vermikulit patrí medzi kvalitné druhy izolácie. Tepelná vodivosť vermikulitu pri teplote
100 °C je 0,07 W/(m.K). Používa sa ako zásypová hmota alebo prísada do izolačných
betónov.
V súčasnosti sú veľmi rozšírené tepelnoizolačné materiály penové. Napr. penobetón sa
používa do teplôt 450 °C, jeho tepelná vodivosť sa pohybuje v hraniciach 0,075 až 0,152
W/(m.K). Penové sklo a polystyrén sa najviac používajú k tepelnej izolácii chladiarenských
zariadení.
5.2.3 Vláknité žiaruvzdorné a tepelnoizolačné materiály
Vedľa klasických žiaruvzdorných (hutných a ľahčených) a tepelnoizolačných materiálov sa
v ostatných rokoch stále výraznejšie presadzujú pre výmurovky elektrických pecí materiály
vláknité. Vyznačujú sa podstatne menšími hodnotami tepelnej vodivosti, tepelnej kapacity a
mernej hmotnosti.
Výroba vláknitých žiaruvzdorných materiálov vychádza z binárneho systému oxidov Al2O3 a
SiO2. Výroba polotovarov sa uskutočňuje tavením surovín v elektrických oblúkových peciach

Kapitola 5 KONŠTRUKČNÉ MATERIÁLY PRE ELEKTROTEPELNÉ ZARIADENIA
29
pri teplotách 2200 °C, po ktorom nasleduje tzv. rozvlákňovanie. Vznikajúce voľné vlákno je
polotovarom pre ďalšie výroby (vata, rohože, dosky), ktorých vlastnosti a použitie určuje
polomer predmetných oxidov. Podľa pomeru oxidov Al2O3 k SiO2, ktorý sa pohybuje od 0,4
do 5,7 (ojedinele až 19) rozoznávame vlákna:
• kremičité (obsah SiO2 > 98 %)
• hlinitokremičité (obsah SiO2, od 35 do 56 %, Al2O3 od 42 do 64 %)
• hlinité (obsah Al2O3 od 85 do 95 %)
• z iných oxidov (napr. ZrO2 až 92 %)
Tepelná odolnosť žiaruvzdorných vlákien závisí od obsahu Al2O3, s jeho zvyšovaním
odolnosť rastie.
Charakteristickou vlastnosťou tepelnoizolačných vláknitých materiálov je veľmi nízka tepelná vodivosť (s teplotou rastie), nízka objemová hmotnosť a vysoká pórovitosť (76 až 98 %).
V dôsledku nízkych hodnôt tepelnej kapacity a objemovej hmotnosti majú zároveň nízku
akumulačnú schopnosť.
Vláknité tepelnoizolačné materiály sa vyrábajú najmä na báze anorganických vlákien ako
trosková, sklenená a čadičová vlna (vlákno).
5.3. MATERIÁLY PRE VÝROBU KONVERZNÝCH PRVKOV ELEKTRICKÝCH PECÍ
Je to skupina materiálov, ktorými sa zabezpečuje prívod a premena elektrickej energie
na technologické teplo. Môžu byť kovové alebo nekovové, rozhodujúce kritérium je výška pracovnej teploty. Z týchto materiálov sa vyrábajú napr. výhrevné články pre odporové pece
s nepriamym ohrevom, elektródy pre sklárske taviace pece, oblúkové pece, induktory
pre indukčné pece a pod. O vlastnostiach týchto materiálov a výrobe príslušných
komponentov sa zmienime pri jednotlivých elektrických peciach a ohrievačoch.

Kapitola 6 Odporový ohrev
30
6. ODPOROVÝ OHREV
Pri odporovom ohreve sa využíva známy fyzikálny jav formulovaný Jouleovým zákonom, že
pohybom elektrických nábojov v prúdovom poli sa časť prenášanej energie uvoľňuje vo forme tepla. Tento poznatok je možné využiť dvojakým spôsobom. Ak sa teplo uvoľňuje
v špeciálne upravenom odporovom vodiči – výhrevnom článku – a na povrch ohrievaného
materiálu – vsádzky sa prenáša podľa zákonov termokinetiky, ohrev sa nazýva nepriamy.
V druhom prípade, teplo je možné generovať priamo vo vsádzke pretekajúcim prúdom,
ohrev je teda priamy. Podmienkou uplatnenia priameho ohrevu je prirodzene vodivá
vsádzka.
V oboch prípadoch množstvo tepla, generovaného Jouleovým efektom, je úmerné štvorcu
prúdu, tečúceho vodivým prostredím, t.j.
2IRP ⋅= [W] (36)
kde R je odpor prostredia, definovaný jeho dĺžkou l, prierezom F, merným elektrickým
odporom ρ, resp. mernou elektrickou vodivosťou γ.
Potom, v súlade s rovnicou (36) generovaný tepelný výkon v objeme V bude
( ) VEF.J.F
lP 22
⋅⋅γ=⋅γ
= [W] (37)
Merný tepelný výkon (merný výkon elektrického zdroja) je definovaný podielom:
22el JE
VP
q ⋅ρ=⋅γ== (38)
Rovnica (37) je matematickým vyjadrením Joueleovho zákona. Z tejto vyplýva, že
pre stanovenie tepelného výkonu v elemente vodiča je potrebné poznať hodnotu intenzity
elektrického poľa vo vodiči. Ak je pole nehomogénne a nestacionárne, intenzita sa mení
po priereze vodiča a s časom. Rovnako nehomogénna a anizotropná môže byť aj elektrická vodivosť γ, ktorá je zároveň funkciou teploty. Teda, exaktné stanovenie tepelného výkonu
nie je jednoduché, vedie k analýze rozloženia intenzity elektrického poľa vo vodiči. Tieto
problémy sa dotýkajú najmä priameho odporového ohrevu, s ohľadom na geometrické
parametre vsádzky [6].

Kapitola 6 Odporový ohrev
31
Všeobecný matematický model priameho i nepriameho ohrevu odporovou metódou
vyjadrujú už odvodené rovnice (7) až (10). Z nich vyplýva, že rýchlosť ohrevu závisí od dodaného elektrického príkonu a časovej konštanty ohrevu, vyjadrujúcej fyzikálne
parametre materiálu a podmienky odvodu tepla z jeho povrchu (rov. 10). Konkrétne modely
pre priamy aj nepriamy ohrev vsádzky budú odvodené v ďalších častiach, pre typické tvary
vsádzky a reálne hraničné podmienky pri odporovom ohreve.
6.1. NEPRIAMY ODPOROVÝ OHREV
Pri tejto metóde odporového ohrevu sa Jouleove teplo generuje v špeciálne upravených
odporových vodičoch - výhrevných článkoch a na povrch vsádzky sa prenáša najmä sálaním
a prúdením, zriedkavo vedením. Spôsob tejto tzv. vonkajšej výmeny tepla je možné
použiť na delenie pecí podľa výšky teploty v pracovnej komore na:
• pece nízkoteplotné (do 600 ˚C) s prevládajúcim prúdením tepla na povrch vsádzky
• pece strednoteplotné (od 600 do 1200 ˚C) s prevládajúcim sálaním tepla
• pece vysokoteplotné (nad 1200 ˚C) s podstatne prevládajúcim sálaním, prípadne
výlučne sálaním, napr. vo vákuových peciach.
Prenos tepla z povrchu vsádzky do vnútorných vrstiev sa nazýva vnútorná výmena tepla.
Podľa technologického režimu, resp. skupenskej fázy vsádzky sa vnútorná výmena uskutočňuje vedením, prúdením alebo ich kombináciou.
Pre analýzu teplotných polí a ohrevu vsádzky nepriamym spôsobom sú rozhodujúce hraničné
podmienky výmeny tepla na jej povrchu a tzv. tepelná veľkosť vsádzky, ovplyvňujúca
rýchlosť zmeny teploty vo vsádzke alebo gradient teploty. Tepelná veľkosť vsádzky závisí
od jej skutočnej veľkosti a tepelnej vodivosti. Vo väčšine praktických úloh sa hodnotí Biotovým číslom (41). Ak Bi < 0,25 (0,5) je vsádzka tepelne drobná, v tomto prípade pre
výpočet doby ohrevu vsádzky nie je potrebné uvažovať vnútornú výmenu tepla
(nestacionárne teplotné pole vsádzky pri jej ohreve). Ak Bi > 0,25 (0,5), vsádzka je tepelne masívna. Vnútorná výmena tepla ovplyvňuje dobu ohrevu a výpočet parametrov pece, resp.
technologického procesu s nepriamym odporovým ohrevom vyžaduje analýzu
nestacionárneho teplotného poľa vsádzky.
Od hraničných podmienok výmeny tepla na povrchu vsádzky sa odvodzujú teplotné režimy
nepriameho ohrevu. Uplatňujú sa tri druhy teplotných režimov, resp. ich kombinácia.
1) Teplotný režim pri konštantnej teplote pece; .konštp =ϑ
2) Teplotný režim pri konštantnej teplote na povrchu vsádzky; .konštp,vs =ϑ

Kapitola 6 Odporový ohrev
32
3) Teplotný režim pri konštantnej hustote tepelného toku na povrchu vsádzky; qus,p=konšt.
Na obr. 6.1, 6.2, 6.3 v uvedenej postupnosti sú znázornené časové priebehy teplôt a
rozloženie teploty po priereze symetricky ohrievanej vsádzky v tvare dosky.
Obr. 6 .1 Teplotný režim a rozloženie teploty v dvojstranne ohrievanej doske pri .konštp =ϑ
Obr. 6.2 Teplotný režim a rozloženie teploty v dvojstranne ohrievanej doske
pri .konštp,vs =ϑ

Kapitola 6 Odporový ohrev
33
Obr. 6.3 Teplotný režim a rozloženie teploty v dvojstranne ohrievanej doske pri qvs=konšt.
Pre vyjadrenie matematických modelov vnútornej výmeny tepla nepriameho ohrevu vsádzky
zvoľme ohrev dosky v teplotnom režime .konštp =ϑ v alternatívach tepelne masívnej a
tepelne drobnej vsádzky.
6.1.1 Matematický model ohrevu tepelne masívnej vsádzky pri pϑ = konšt.
Predpokladajme dvojstranne symetricky ohrev dosky, umiestnenej v odporovej peci tak, že
jej teplotné pole možno považovať za jednorozmerné, t.j. teplotná funkcia má tvar
( )t,xϑ=ϑ . Doska nech je popísaná potrebnými fyzikálnymi (λ, ρ, c, a) a geometrickými
parametrami (hrúbkou 2s). Súčiniteľ prestupu tepla α je známy.
Na riešenie úlohy uplatníme deferenciálnu rovnicu vedenia tepla v tvare (30), ktorá
pre jednorozmerné tepelné pole bude:
2
2
2
2
xcxa
t ∂
ϑ∂⋅
ρλ
=∂
ϑ∂=
∂ϑ∂ (39)
Ak na rovnicu (39) aplikujeme analytickú metódu separácie premenných a zároveň
zohľadňujeme symetrický ohrev, jej všeobecné riešenie je:
( )tkaexp)xkcos(C)t,x( 2 ⋅⋅−⋅⋅⋅=ϑ (40)
v ktorej C je integračná konštanta k je konštanta vyplývajúca z použitej metódy separácie premenných [8]

Kapitola 6 Odporový ohrev
34
Partikulárne riešenie funkcie (40) vychádza z počiatočnej podmienky, t.j. v čase t = 0 je
( ) 00,x ϑ=ϑ a hraničnej podmienky 3. druhu pre hrúbku dosky 2s (pozri rov. 35)
( )[ ]t,sx p
sx±ϑ−ϑα=
∂ϑ∂
λ−±=
(41)
V kriteriálnej forme má tvar [7]:
( )
( ) ( )∑∞
=
⋅ε−ε⋅ξ⋅εε+ε
ε=
=ϑ−ϑ
ϑ−ϑ=
ϑ∆ϑ∆
=Θ
1n
2nn
nnn
n
0p
p
0
Foexpcoscossin
sin2
t,x
(42)
Výsledok v tvare (42) vyjadruje pole pomerných teplotných rozdielov v ľubovoľnom čase
(Fo) a bode ohrievanej vsádzky (ξ). Význam jednotlivých členov v rovnici (42) je
nasledovný:
Θ - je pomerný teplotný rozdiel
ξ - je pomerná súradnica teplotného poľa dosky ξ=x/s
Fo – je Fourierovo kritérium (bezrozmerný čas)
2s
taFo ⋅= (43)
εn – sú korene transcendentnej rovnice
ε=ε
cotBi
(44)
Bi – Biotovo kritérium
λ⋅α
=s
Bi (45)
V praktických úlohách je postačujúce vypočítať pole pomerných teplotných rozdielov ϑ(ξ, F0)
pre prvé štyri korene rovnice (44). Výsledok (42) má výhodu všeobecnej platnosti
pre rozloženie pomernej teploty v čase Fo, v teplotnom poli ohrievanej dosky. Grafické
zobrazenie riešenia pre rovinu symetrie dosky (ξ=0) a povrch dosky (ξ=1) sú univerzálne
(Obr. 6.4 a 6.5)

Kapitola 6 Odporový ohrev
35
Obr. 6.4 Závislosť pomernej teploty v osi symetrie dosky pri .konštp =ϑ , od Fo a Bi
Obr. 6.5 Závislosť pomernej teploty na povrchu dosky pri .konštp =ϑ , od Fo a Bi

Kapitola 6 Odporový ohrev
36
Podobné výsledky dáva riešenie predmetnej diferenciálnej rovnice pre iný zvolený
súradnicový systém, či inú zadanú hraničnú podmienku (teplotný režim). Pretože výsledky riešenia a grafické zobrazenia sú uvedené v kriterálnej forme majú rovnakú platnosť aj
pre ochladzovanie vsádzky [7].
6.1.2 Matematický model ohrevu tepelne drobnej vsádzky pri pϑ = konšt.
Hodnota Biotovho kritéria sa môže pohybovať v hraniciach Bi ∈ <0, ∞>. Pre medznú
hodnotu Bi = ∞ (α = ∞) sa teplotné pomery pri ohreve, resp. ochladzovaní vsádzky zmenia
tak, že teplotný režim s konštantnou teplotou pece sa redukuje na režim s konštantnou
teplotou na povrchu vsádzky. Je to režim s veľmi intenzívnou vonkajšou výmenou tepla, doba ohrevu vsádzky závisí výlučne od intenzity vnútornej výmeny tepla (od rozmerov, tvaru
a tepelnej vodivosti vsádzky). Prakticky za tento režim sa považuje taký, pre ktorý Bi >> 1,
menovite Bi ≥ 100.
Druhá medzná hodnota Biotovho kritéria je Bi = 0, ktorej reálne zodpovedá ohrev, resp.
ochladzovanie materiálu malých rozmerov s vysokou tepelnou vodivosťou, pri súčasnej
malej hodnote súčiniteľa prestupu tepla α. Ak sa totiž zmenšuje charakteristický rozmer
vsádzky a zväčšuje jej tepelná vodivosť, zároveň sa zmenšuje aj teplotný rozdiel medzi
povrchom a ľubovoľným vnútorným bodom vsádzky. Pre medznú hodnotu λ = ∞ (λ/α = ∞)
sa teplotný rozdiel rovná nule, teplotné čiary sú priamky kolmé na os symetrie vsádzky.
Približne takýto stav vo vsádzke ľubovoľného tvaru nastáva ak Bi << 1, teda ak je vsádzka
tepelne drobná.
Teplotnú funkciu pre ohrev, resp. ochladzovanie tepelnej drobnej vsádzky tvaru rovinnej
dosky, vyjadríme z výsledkov v predchádzajúcom odseku. Napr. vyjadrením rovnice (42)
pre ξ = 1 (x = s) a ξ = 0 (x = 0) získame pomer funkcií teplotných rozdielov v rovinnej
doske
( )( ) icos
Fo,0Fo,1
ε=ϑ∆ϑ∆
(46)
Nakoľko pre Biotovo kritérium s hodnotami Bi << 1 sú korene transcendentnej rovnice
ε . tg ε = Bi rovnako veľmi malé (ε << 1), bude cos εi = 1, teda pre vyššie uvedené funkcie
platí
( ) ( )Fo,0Fo,1 ϑ∆=ϑ∆ & , resp. ( ) ( )t,0t,s ϑ∆=ϑ∆ & (47)

Kapitola 6 Odporový ohrev
37
Z rovnice (47) vyplýva, že teplota pozdĺž súradnice, v smere ktorej sa tenká rovinná doska
ohrieva alebo ochladzuje je rozložená rovnomerne. K rovnakým výsledkov dôjdeme analýzou
teplotných funkcií pre vsádzku tvaru valca, resp. gule.
Pri splnení týchto podmienok je možné vyjadriť časové zmeny teplotných rozdielov, resp.
teplôt vo vsádzke ľubovoľného tvaru všeobecnou bilančnou rovnicou
( ) ( )ϑ∆⋅⋅ρ⋅−=⋅ϑ∆⋅⋅α dcVdttF (48)
kde F je plocha povrchu vsádzky [m2] a V jej objem [m3]
Aplikovaním rovnice (48) na predmetnú dosku hrúbky 2s bude
( ) ( ) ( )ϑ∆⋅⋅ρ⋅××−=ϑ∆⋅×α dc11sdt.11 (49)
resp.
( )
dtcs
d⋅
⋅ρ⋅α
−=ϑ∆ϑ∆ (50)
Integrovaním rovnice (50) v hraniciach t ∈ <0, t> a >ϑϑ∈<ϑ t0 , dostaneme
FoBics
tln0
t ⋅−=⋅ρ⋅
⋅α−=
ϑ∆ϑ∆
(51)
resp.
( )FoBiexp0t ⋅−⋅ϑ∆=ϑ∆ (52)
V ostatnej rovnici je 0p0 ϑ−ϑ=ϑ∆ teplotný rozdiel medzi teplotou pece a teplotou vsádzky
v čase t = 0, tpt ϑ−ϑ=ϑ∆ je teplotný rozdiel v čase t. Rovnica (52) vyjadruje teplotnú
funkciu v procese ohrevu, resp. ochladzovania tenkej rovinnej dosky. Mimo iného umožňuje
vypočítať dobu ohrevu pre zadanú konečnú teplotu dosky kϑ ( kpk ϑ−ϑ=ϑ∆ )
k
02
0 InBia
st
ϑ∆ϑ∆
⋅⋅
= (53)
Podobné vzťahy je možné odvodiť pre tepelne drobnú vsádzku v tvare valca a gule.

Kapitola 6 Odporový ohrev
38
Záver: Analýza teplotného poľa vsádzky ohrievanej priamym alebo nepriamym spôsobom je
východiskom pre optimalizáciu teplotných režimov a výpočet elektrických parametrov odporových pecí. S ohľadom na zložitejší matematický aparát a časovú náročnosť sa
v bežnej praxi často nahrádza jednoduchšími metódami a empirickými skúsenosťami, ktoré
spravidla nevedú k racionálnej prevádzke týchto zariadení. Bez dôslednej analýzy ohrevu
vsádzky nie je teda možná skutočná optimalizácia konštrukčných a prevádzkových
parametrov odporových pecí.
6.2. ELEKTRICKÉ PECE A ZARIADENIA PRE NEPRIAMY ODPOROVÝ OHREV
Nepriamy odporový ohrev sa realizuje v peciach s možnosťou periodickej alebo priebežnej
prevádzky. Odporové pece s nepriamym ohrevom patria medzi najrozšírenejšie. Uplatnenie
nachádzajú vo všetkých priemyselných odvetviach, v komunálnych prevádzkach,
v poľnohospodárstve, potravinárstve i v nevýrobnej sfére. V priemyselnej oblasti sa využívajú najmä v procesoch tepelného spracovania, v súčasnosti len zriedkavo ako klasické
taviace agregáty.
6.2.1 Základné konštrukčné prvky
Konštrukcia odporových pecí s nepriamym ohrevom je závislá od mnohých okolností. Rozhodujúca je hmotnosť a veľkosť vsádzky, pracovná teplota a požadovaný príkon pece.
Odvodzuje sa teda od technologického procesu a od prevádzkového režimu, periodického
alebo priebežného.
Ako príklad pece zo skupiny periodických, na obr. 6.6a je znázornená konštrukčná schéma
vozíkovej pece, ktorá slúži pre ohrev väčších vsádzok, hmotnosti niekoľko ton s výkonom
3 až 5MW (napr. pre žíhanie ingotov). Na obr. 6.6b je schéma šachtovej pece (tiež
periodickej) charakteristická prevládajúcim zvislým rozmerom (hĺbka pece až do 10 m).

Kapitola 6 Odporový ohrev
39
Obr. 6.6 a) schéma odporovej vozíkovej pece b) schéma odporovej šachtovej pece
Zo skupiny priebežných pecí na obr. 6.7a je schéma tunelovej pece. Tunelové pece majú
veľkú dĺžku (až do 20 m). Slúžia napr. pre smaltovanie výrobkov, pre chladenie skla a pod.
Na obr. 6.7b je naznačená priebežná kroková pec, pre tepelné spracovanie rozmerných predmetov.
Obr. 6.7 a) schéma tunelovej pece b) schéma krokovej pece

Kapitola 6 Odporový ohrev
40
Odporové pece s nepriamym ohrevom, periodické aj priebežné, majú niekoľko spoločných
konštrukčných prvkov, ktorých výber ovplyvňuje racionálnu prevádzku a životnosť pecí. Sú to najmä:
1) Výmurovka pece, ktorej kvalita podstatne ovplyvňuje veľkosť tepelných strát. Pece s
teplotami nad 300 ˚C majú vždy viacvrstvovú výmurovku, s jednou žiaruvzdornou a jednou, prípadne viacerými tepelnoizolačnými vrstvami. Počet tepelnoizolačných vrstiev
závisí od výšky pracovnej teploty a volí sa tak, aby na jej vonkajšom povrchu teplota
neprekročila 60 ˚C (odporúča sa 40 ˚C).Tepelné straty vo výmurovke pece majú dvojaký charakter, akumuláciou tepla a prestupom tepla do okolia. Podľa charakteru
prevádzky pece, v periodických peciach sa výmurovka optimalizuje na minimálne straty
akumuláciou tepla, v priebežných na minimálne straty prestupom tepla. V súčasnosti trh
ponúka širokú paletu žiaruvzdorných a tepelnoizolačných materiálov, kvalitné vlastnosti
majú výmurovky na báze tzv. vláknitých materiálov. S ohľadom na pevnostné vlastnosti
výmuroviek a hmotnosť peci, výmurovka je opatrená skeletom a kovovým plášťom. Oceľový plášť naviac hermetizuje pracovnú komoru pece, pokrýva sa hliníkovým
nástrekom, zmenšujúcim výmenu tepla na povrchu pece. Dostatočný prehľad
o vlastnostiach žiaruvzdorných a tepelnoizolačných materiáloch využívaných aj
pre odporové pece s nepriamym ohrevom podáva časť kap. 5.2 tejto príručky.
2) Výhrevné články, sú najdôležitejším prvkom odporových pecí s nepriamym ohrevom.
Výber materiálu, správne dimenzovanie, umiestnenie a prevádzkovanie výhrevných
článkov vplývajú na ich životnosť a zároveň na racionálnu prevádzku pece vrátane
dodržiavania zvoleného tepelno-technologického režimu. Kvalita odporového materiálu sa posudzuje podľa tepelných vlastností, najmä dostatočnej žiaruvzdornosti
pri pracovnej teplote, podľa mechanickej pevnosti, chemickej odolnosti proti pecnej
atmosfére a najmä elektrických vlastností. Podľa ostatných má mať kvalitný výhrevný článok:
• vysoký merný odpor
• malý teplotný súčiniteľ odporu
• časovú stálosť odporu
V prevádzkach nízko a strednoteplotných pecí sa osvedčili kovové výhrevné články na báze
austenitických (Cr+Ni+Fe) a feritických zliatin (Cr+Al+Fe). Austenitické sú nemagnetické,
povrchová vrstva Cr2O3 prispieva k žiaruvzdornosti materiálu a dobre odvádza teplo.
Magnetické feritické zliatiny majú oxidovú vrstvu z Al2O3, majú vyšší merný odpor ale horšiu
mechanickú pevnosť v porovnaní s austenitickými. Súčastný trh je zásobený dostatočným
výberom týchto polotovarov s obchodnými názvami napr. CRONIX (aust.), CRONIFER (aust),

Kapitola 6 Odporový ohrev
41
ALUCHROM (ferit) a najmä kvalitný KANTHAL (ferit) v rôznych modifikáciách. Ich max.
pracovné teploty bývajú 1200 až 1350˚C.
Vysokoteplotné pece sa osadzujú výhrevnými článkami na báze nekovov. Majú prirodzene vyšší merný odpor ako kovové, ale ťažšie sa spracovávajú. Preto sa distribuujú už ako
hotové výrobky, najmä v tvare tyče alebo trubky väčšieho prierezu. Materiálová báza týchto
článkov je :
• karbid kremíka (SiC), pre pracovné teploty 1300 až 1500˚C, (napr. SILIT, GLOBAR, CRUSILITE)
• zmes molybdenitu kremičitého (MoSi2) a oxidu kremičitého (SiO2). Známe články
na tejto báze sú MOSOLIT a najmä KANTHAL-SUPER pre pracovnú teplotu do 1700˚C.
Pre najvyššie pracovné teploty odporových pecí sa používajú tiež čisté kovy, najmä
molybdén (1400 až 2000˚C), a volfrám (až 2600˚C), vyžadujú však ochrannú atmosféru,
resp. vákuum. Pre pracovné teploty 2500 až 3000˚C sa používajú grafitové články. Okrem
menovitej pracovnej teploty výber výhrevného článku závisí od spôsobu prevádzkovania
pece, od mechanických požiadaviek a možného vplyvu pecnej atmosféry.
Výberu vhodného materiálu pre výhrevné články je potrebné venovať zodpovednú
pozornosť, zvlášť pre kovové články. Aj pri správnom elektrickom výpočte životnosť článkov totiž rýchlo klesá, najmä nerešpektovaním nežiadúcich vzájomných vplyvov medzi povrchom
článkov, keramikou, na ktorej sú uložené, prípadne aj atmosférou v pecnej komore.
Obrátene to platí aj pre nosiče článkov. Keramický materiál nosičov má napr. obsahovať minimálne množstvo oxidov železa, síry, SO2, ktoré rozrušujú najmä články zo zliatin CrNi.
Naopak majú mať vysoký podiel Al2O3 a vysokú homogenitu, ktorá znižuje miestne
prehriatia. Nosiče sa teda nemajú voliť len podľa stupňa žiaruvzdornosti. Podobne je treba
hodnotiť aj vplyv riadenej atmosféry na materiál článkov [9].
Výkonom sú odporové pece s nepriamym ohrevom veľmi rozdielne. Menovité výkony sa
pohybujú od jednotiek kW až po jednotky MW. Závisia od účelu použitia, teda energetickej
náročnosti technologických procesov, pre ktoré sú určené.
6.2.2 Konštrukcia a výpočet výhrevných článkov
Ako bolo skôr uvedené, nekovové výhrevné články sa vyrábajú ako hotové produkty,
vo forme rôznych tvarov, s definovanými menovitými výkonmi a rôznymi veľkosťami. Napr.
silitové tyče (SiC) majú priemery od 1,2 do 5 cm, dĺžky od 12 do 200 cm. Ich životnosť je 3

Kapitola 6 Odporový ohrev
42
až 10 tisíc pracovných hodín. Z bežných domácich spotrebičov sa nimi osadzujú známe
infražiariče. Články na báze zmesi MoSi2 sú známe ako cermetové články, vyrábané práškovou metalurgiou. Z tohto typu článkov je vysokokvalitný Kanthal – Super,
konštruovaný v tvare písmena U, so zosilnenými koncami. Napr. takýto článok s výkonom
2kW má dĺžku aktívnej časti 40 cm pri priemere 0,6 cm. Na obr. 6.8 sú naznačené uvedené
typy článkov.
a) b)
Obr. 6.8 a) silitová tyč b) článok Khantal-Super
Dimenzovanie nekovových článkov pre konkrétnu pec sa obmedzuje len na ich správne
rozmiestnenie a na výpočet počtu kusov, t.j.
č1
p
P
Pn = (54)
kde Pp je vypočítaný menovitý príkon pece
P1č je menovitý výkon jedného článku
Kovové výhrevné články sa vyrábajú buď ako uzavreté alebo otvorené. Účelom
uzatvorenia výhrevného vodiča je jeho ochrana od vplyvu pecnej atmosféry, ohrievaného
média, prípadne ochrana pred mechanickým poškodením. V domácnostiach ich poznáme
ako trubkové články (Backerove trúbky), pre varné plochy varičov, ako články do žehličiek, do pračiek, ako ponorné špirály a pod. Na obr. 6.9 je znázornený zapuzdrený článok
pre priemyselnú pec a bežná výhrevná špirála, u ktorej funkciu povrchovej izolácie spĺňa
MgO.

Kapitola 6 Odporový ohrev
43
Obr. 6.9 a) zapuzdrený článok b) Backerova trubka
Otvorené kovové výhrevné články sa vyrábajú z polotovarov, t.j. drôtov alebo pásov, ktoré sa formujú do tvaru špirál alebo meandrov tak, aby na príslušnom úseku pracovnej komory
pece (steny, sekcie, zóny), dĺžkou zodpovedali požadovanému výkonu. Správne formovaný
článok musí zároveň zodpovedať podmienkam optimálneho odvodu tepla z jeho povrchu,
správneho upevnenia a minimálneho styku s keramikou. Správne navrhnutá špirála alebo
meander musia minimalizovať vzájomné osálavanie, aby sa prídavne nezvyšovala teplota
povrchu článku. Všeobecne pre konštrukciu špirál a meandrov platí, že so zvyšovaním pracovnej teploty ich stúpanie má byť väčšie (menšia hustota závitov, resp. vĺn na jednotku
dĺžky). Na obr. 6.10 sú naznačené niektoré možnosti uloženia špirál a meandrov

Kapitola 6 Odporový ohrev
44
Obr. 6.10 Uloženie výhrevných článkov
Výpočet otvorených kovových výhrevných článkov sa vykonáva iným postupom ako
u predchádzajúcich typov a spočíva v stanovení
• dĺžky drôtu, resp. pásu
• prierezu, resp. priemeru drôtu, resp. priečnych rozmerov pásu
• hmotnosti výhrevného článku
• rozmerových parametrov konečnej špirály, resp. meandra
Vstupnými veličinami pre výpočet kovových článkov spravidla sú:
• príkon pece, resp. príkon na jednu fázu v prípade trojfázových pecí t.j. Pp, resp. Pp/3.
• Napätie pece (230 V, resp. 400 V)
• Merné povrchové zaťaženie výhrevného článku (mpz)
Pre optimálnu prevádzku pece a dostatočnú životnosť článku je dôležitá dovolená hodnota mpz. Mpz je formálne definované podielom výkonu výhrevného článku a plochou jeho
povrchu

Kapitola 6 Odporový ohrev
45
č
čč
FPw = [W/m2] (55)
čo fyzikálne vyjadruje hustotu tepelného toku, vysálaného z povrchu článku. Pre reálny
článok, t.j. so šedým povrchom platí (pozri Stefan-Boltzmanov zákon)
( )4v
4č12čč TTcqw -== (56)
kde Tč je teplota povrchu článku [K]
Tv je teplota vsádzky [K]
c12 je celkový koeficient sálania, závislý od stupňov čiernosti článku a vsádzky (ε):
1
10.67,5cvč
8
12 +ε+ε=
− [W/(m2.K4)] (57)
Rovnica (56) presne platí pre vzájomné sálanie dvoch šedých povrchov (článku a vsádzky)
dostatočne veľkých a vzájomne rovnobežných. Preto takto definované mpz musíme považovať za ideálne, nezohľadňujúce skutočné podmienky výmeny tepla sálaním
v pracovnej komore pece. Dovolená hodnota mpz skutočného článku je
čefč,s wkw ⋅= (58)
kde kef je koeficient efektívnosti sálania, závislý od podmienok výmeny tepla sálaním medzi článkom, vsádzkou a výmurovkou pece. Pretože výrobca článkov spravidla udáva ideálnu
hodnotu mpz (wč), koeficient kef je potrebné vypočítať. Pre výpočet existuje niekoľko
spôsobov, rozdielnych metodikou, náročnosťou a presnosťou [6,9,10,11].
Pri známej dovolenej hodnote mpz skutočného článku výpočet rozmerov, hmotnosti a
parametrov tvaru špirály (z drôtu), resp. meandra (z pásu) je rutinný. Vychádza sa z dvoch
rovníc pre výkon článku, z rovnice (55), t.j.
OlWFwP čččč ⋅⋅=⋅= [W] (59)
a rovnice
2
čč
2
č UlS1
RUP ⋅⋅
ρ== [W] (60)
Ich porovnaním pre dĺžku predmetného vodiča priamo dostaneme súčin prierezu a obvodu,
ako funkciu známych elektrických parametrov

Kapitola 6 Odporový ohrev
46
2
č
2čč
Uw
PO.S
⋅
⋅ρ= [m3] (61)
kde ρč je merný odpor vodiča [Ω.m]
Rovnica (61) umožňuje vypočítať:
a1) priemer drôtu pre článok v tvare špirály:
32
č2
2čč
Uw.
P.4d
⋅π
⋅ρ= [m] (62)
a2) dĺžku drôtu pre článok v tvare špirály:
3 2čč
2č
w..4
UPl
ρπ
⋅= [m] (63)
a3) hmotnosť drôtu pri známej mernej hmotnosti zvoleného materiálu článku
b1) rozmery pásu pre článok v tvare meandra. Ak prierez pásu má rozmery axb s pomerom
b/a = m bude hrúbka pásu
( )
32
č
2čč
U.w.m.1m2
P.a
+
ρ= [m] (64)
šírka pásu
a.mb = [m] (65)
b2) dĺžka pásu pre článok v tvare meandra
( )
3 2čč
2
2č
w..1m4
UPml
ρ+
⋅⋅= [m] (66)
b3) hmotnosť pásu – rovnako ako hmotnosť drôtu

Kapitola 6 Odporový ohrev
47
Vypočítaný priemer drôtu, resp. hrúbku a šírku pásu je potrebné korigovať
na normalizované hodnoty. Tieto ako aj niektoré ďalšie praktické poznámky k výpočtu článkov a ich rozdeľovaniu do skupín z pohľadu príkonu pece sú uvedené napr. v lit.
[11,12].
Z rovníc (62) a (64) vyplýva jedna dôležitá skutočnosť: so znižovaním napätia na článku,
zväčšuje sa aktívny prierez a zmenšuje dĺžka článku. Nižšie pracovné napätia sú preto
výhodnejšie, lebo zvyšujú životnosť článkov (väčší prierez) a uľahčujú ich inštaláciu
v pracovnej komore pece (menšia dĺžka špirály, resp. meandra).
Známe hodnoty z rovníc (62) až (66) postačujú pre výpočet ostatných geometrických
parametrov konečného tvaru špirály a meandra (obr. 6.11).
a) b)
Obr. 6.11 a) výhrevná špirála b) výhrevný meander
Pre tvarovanie drôtu, resp. pásu do konečnej formy výrobca polotovaru spravidla udáva
a) pre špirálu (obr. 6.11a)
§ činiteľ stúpania dt
t 1 = (67)

Kapitola 6 Odporový ohrev
48
§ činiteľ točenia dDr1 = (68)
Tieto určujú tvarové parametre špirály:
- stúpanie špirály t=t1 .d
- stredný priemer špirály D=r1.d
- vonkajší priemer Dvo=D+d
- vnútorný priemer Dvn=D-d
- dĺžku jedného závitu lz=π.D
- počet závitov špirály nz=l/lz
- celková dĺžku špirály Lš=nz.t
Fa KANTHAL odporúča hodnoty činiteľov [13]
(t1)opt = 3; (r1)opt = 5
b) pre meander (obr. 6.11b)
§ činiteľ zakrivenia aR
k 1 = (69)
§ činiteľ zvlnenia bB
k2 = (70)
Tvarové parametre meandra sú:
- polomer zakrivenia R=k1 .a
- stredná šírka meandra B=kz.b
- vonkajšia šírka Bvo=B+R
- vnútorná šírka Bvn=B+R-a
- dĺžka jednej vlny lv=2(B-2R)+2πR
- počet vĺn meandra nm=l/lv
- krok meandra h=4R
- celková dĺžka meandra Lm=nm.h

Kapitola 6 Odporový ohrev
49
Fa KANTHAL odporúča hodnoty činiteľov [13]
(k1)opt = 4 až 5; (kz)opt = 2÷3
6.2.3 Metodický postup návrhu a výpočtu odporových pecí s nepriamym ohrevom
Technologické požiadavky, veľkosť a druh vsádzky, výrobnosť pece, teplota, teplotný režim
a presnosť jeho riadenia, rýchlosť a rovnomernosť ohrevu atď. sú okolnosti, ktoré treba
rešpektovať pri výbere alebo vypracovaní projektu odporovej pece. Mnohé hľadiská a často aj protichodné požiadavky (napr. kvalita a cena) vedú k tomu, že výsledný projekt je
kompromisom medzi požadovaným konštrukčným riešením, kapitálovými možnosťami a
skúsenosťami projektanta. Projektovanie pece predpokladá súbežný výpočet jej základných
parametrov, ktorý metodicky možno rozdeliť do troch po sebe nasledujúcich krokov.
1) Návrh rozmerov pracovnej komory a optimalizácia výmurovky pece. Rozmery
pracovnej komory musia zohľadňovať tvar a veľkosť vsádzky, manipuláciu s ňou,
kritérium cyklu ohrevu, umiestenie výhrevných článkov, ich jednoduchú vymeniteľnosť
a pod. Pracovná komora nemá byť rozmerovo predimenzovaná, pretože s ňou sa zväčšuje aj vonkajší povrch pece a zvyšujú sa tepelné straty. Výber keramiky a
optimalizácia výmurovky pece (hrúbka a počet vrstiev) závisí od pracovnej teploty. Musí
zohľadňovať celkové tepelné straty pece, t.j. akumuláciou aj prestupom tepla do okolia
a ich vplyv na tepelnú účinnosť pece podľa toho, či je pec periodická alebo priebežná. Podrobnejšie sa návrhom a výpočtom výmurovky nebudeme zaoberať, v súčasnosti
projektant má k dispozícií mnoho výpočtových programov, umožňujúcich jej
optimalizáciu. Dostačujúce kompendium čitateľ nájde v dostupnej literatúre, napr.
[6, 7, 8, 9, 10, 11, 12, 14, 15].
2) Tepelný výpočet odporovej pece. Cieľom tohto kroku je stanoviť elektrický príkon
pece, mernú spotrebu elektrickej energie a tepelnú účinnosť. Konštrukčná rozmanitosť odporových pecí s nepriamym ohrevom, rozdielnosť prevádzky v periodickom a
priebežnom režime, tepelná veľkosť spracovávanej vsádzky, rozdielnosť tepelných
procesov, vstupných parametrov pre výpočet, spôsobujú nemožnosť unifikovaného postupu tepelného výpočtu. Spravidla je treba vypočítať celkovú spotrebu tepla vrátane
tepelných strát pre predpokladaný prevádzkový režim pece a dobu ohrevu vsádzky,
závislé od jej tepelnej veľkosti, teplotnom režime a spôsobe výmeny tepla medzi
výhrevnými článkami a vsádzkou. Tepelný výpočet odporových pecí patrí medzi zložité
úlohy termokinetiky, najmä pri ohreve tepelne masívnej vsádzky, kedy sa spravidla

Kapitola 6 Odporový ohrev
50
vyžaduje aj analýza vnútornej výmeny tepla, t.j. nestacionárneho teplotného poľa
vsádzky. 3) Elektrický výpočet odporovej pece. Jeho obsahom je výpočet rozmerov, stanovenie
počtu a rozdelenie výhrevných článkov na steny pracovnej komory pece. Pri výpočte sa
postupuje podľa predchádzajúcej časti 6.2.2.
Ako príklad na výpočet elektrických parametrov odporových pecí zvoľme pec pracujúcu
v periodickom režime. Základnou veličinou potrebnou k dimenzovaniu výhrevných článkov je
elektrický príkon pece. K výpočtu mernej spotreby elektrickej energie a účinností je treba
poznať spotrebu tepla v jednom pracovnom cykle. Vzťah medzi predmetnými veličinami je definovaný rovnicou
0
0P t
QP = (71)
v ktorej PP je ideálny elektrický príkon pece
Q0 je spotrebované množstvo tepla v jednom cykle, závislé od prevádzkového
režimu
t0 je doba ohrevu vsádzky, závislá od teplotného režimu pece a jej tepelnej
veľkosti Prevádzkový režim periodickej pece je závislý od realizovaného technologického procesu,
môže byť energeticky viac alebo menej náročný. Na obr. 6.12 je znázornený energeticky
náročný prevádzkový režim, pri ktorom sa vsádzka v priebehu doby ohrevu t0 ohreje
na technologicky požadovanú teplotu k,vsϑ (konečnú teplotu), v priebehu doby výdrže tV sa
udržuje na konečnej teplote a v dobe chladnutia τch sa ochladzuje na teplotu chϑ (dovolená
teplota pre výber vsádzky z pecnej komory). Do jedného pracovného cyklu sa počíta aj doba
prestoja tpr, t.j. nutný čas na vybratie vsádzky z pece a navsádzkovanie ďalšej. Teda
prchv0 ttttt +++=

Kapitola 6 Odporový ohrev
51
Obr. 6.12 Prevádzkový režim periodickej odporovej pece
Z technologickej stránky je dôležitá najmä doba ohrevu vsádzky, závislá od veľkosti dopadajúceho tepelného toku z výhrevných článkov na jej povrch. Pre konkrétnu vsádzku
môže byť definovaná rýchlosťou ohrevu vsádzky (K/min), ktorá sa odvodzuje od známej
tepelnej veľkosti (pozri kapitolu 6.1). Doba ohrevu vsádzky závisí tiež od teplotného režimu
pece. Teplotné režimy korešpondujú s hraničnými podmienkami riešenia známej Fourier -
Kirchhoffovej deferenciálnej rovnice pre vedenie tepla v pevnom prostredí (39) a môžu byť:
• teplotné režimy s konštantnou teplotou v pecnej komore .konštp =ϑ
• teplotné režimy s konštantnou teplotou na povrchu vsádzky .konštp,vs =ϑ
• teplotné režimy s konštantnou hustotou tepelného toku na povrch vsádzky qvs = konšt.
Teoreticky v periodickej peci je možné uplatniť ktorýkoľvek režim, prakticky v peciach
pre bežné metódy tepelného spracovania s ohľadom na tepelnú kapacitu výmurovky je
reálna kombinácia režimov s qVS = konšt. a .konštp =ϑ Ohrev vsádzky v režime
.konštp =ϑ je znázornený na obr. 6.1. Pre predmetný režim doba ohrevu tepelne drobnej
vsádzky sa stanovuje jednoduchým spôsobom z energetickej bilancie ohrevu. Ak je zadaná
hmotnosťou G, mernou tepelnou kapacitou c a veľkosťou povrchu F, potom praktický vzťah
vyplýva z úpravy rovnice (53)
K,VSP
O,VSP0 ln.
F.G.c
tϑ−ϑ
ϑ−ϑ
α= (72)

Kapitola 6 Odporový ohrev
52
kde α je stredná hodnota súčiniteľa prestupu tepla v rozsahu teplôt < 0,vsϑ ; k,vsϑ >
0,vsϑ je počiatočná teplota vsádzky
Výpočet doby ohrevu tepelne masívnej vsádzky pre rovnaký teplotný režim (obr. 6.1) je
zložitejší. Vychádza sa z riešenia nestacionárneho teplotného poľa vsádzky, presnosť a prácnosť výpočtu závisí od zvolenej metódy. Pre rýchle a pomerne presné určenie doby
ohrevu sa využívajú tzv. Budrinove diagramy, ktoré sú grafickým vyjadrením riešenia
analytickou metódou separácie premenných. Vyjadrujú závislosť teploty vsádzky od Fourierovho a Biotovho kritéria pre charakteristické tvary vsádzky – dosky, valca a gule.
Nakoľko predmetnú závislosť vyjadrujú v pomerných hodnotách, ich platnosť je univerzálna.
Napr. pre vsádzku v tvare dosky hrúbky 2.s, podrobenú dvojstrannému symetrickému
ohrevu sa využijú diagramy, znázornené na obr. 6.4 a 6.5. Postup je potom jednoduchý.
Pre známy konečný pomerný teplotný rozdiel Θ (určený z teploty pece, konečnej a
počiatočnej teploty vsádzky – pozri rov. 42) a vypočítané Biotovo kritérium (rov.45) sa z obr.
6.5 odčíta hodnota Fourierovho kritéria (rov.43). Táto určuje konečnú dobu ohrevu predmetnej vsádzky
λ⋅⋅ρ
⋅=⋅
=22
0sc
FoasFo
t (73)
Podobnou metodikou sa postupuje v prípade iných tvarov vsádzky, pri iných teplotných
režimoch ohrevu a ich reálnej kombinácii. K podrobnejšiemu štúdiu metód riešenia
nestacionárnych teplotných polí pri rôznych okrajových podmienkach čitateľovi je možné
odporučiť ďalšie lit. pramene [7,8,10,16,17].
Naznačme ďalej výpočet celkového množstva spotrebovaného tepla v jednom pracovnom
cykle podľa režimu na obr. 6.12
Konvertovaná elektrická energia privádzaná do výhrevných článkov sa spotrebuje vo forme:
• užitočného tepla pre ohrev vsádzky z počiatočnej na konečnú teplotu
).(c.GQ OKuž ϑ−ϑ= (74)
pri jej hmotnosti G a mernej tepelnej kapacite c.

Kapitola 6 Odporový ohrev
53
• tepla pre ohrev pomocných prvkov a materiálov v pecnej komore (výpočet analogicky
rov. 74)
• tepelných strát v priebehu ohrevu, výdrže, chladnutia a prestoja (každú položku strát je
potrebné počítať zvlášť s ohľadom na ich fyzikálny charakter) [14].
Teda sumárne platí tspomužc QQQQ ++= (75)
V periodických peciach s prevádzkovým režimom vyžadujúcim vyrovnávanie teploty
po objeme vsádzky v priebehu výdrže, zodpovedajúce tepelné straty neovplyvňujú el. príkon
pece, nakoľko je prepnutá na nižší výkon. Teda platí
v,tsC0 QQQ −= (76)
Naznačená tepelná bilancia je postačujúca pre výpočet:
• ideálneho elektrického príkonu pece podľa (71)
• skutočného príkonu Psk = k . Pp (77)
kde k = 1,1 - 1,5 je koeficient zohľadňujúci zmenu konštrukčných a prevádzkových
parametrov oproti projektovaným
• mernej spotreby elektrickej energie
cvs
cc
t.gQ
GQ
w == (78)
ak gvs je výrobnosť pece [kg/hod]
• tepelnej a teda aj energetickej účinnosti pece
c
užent Q
Q=η=η (79)
nakoľko elektrická účinnosť je približne ηel = 1.
Predmetný prevádzkový režim (obr. 6.12) sme uviedli zámerne, ako príklad energeticky
neefektívnej prevádzky. Spočíva v tom, že ak vsádzka sa má v peci ochladiť z teploty k,vsϑ
na ch,vsϑ musí sa z celej pece, vrátane výmurovky odviesť do okolia naakumulované teplo,
zodpovedajúce rozdielu

Kapitola 6 Odporový ohrev
54
ch.akk,akak QQQ −=∆ (80)
Pretože ΔQak je nezanedbateľná položka vo forme tepelných strát, účinnosť ηel býva okolo
50 %, prevádzka periodickej pece s predmetným režimom je energeticky málo efektívna. Je
to jeden z dôvodov, prečo sa periodické pece nahradzujú priebežnými.
6.2.4 Niektoré zvláštnosti priebežných pecí s nepriamym ohrevom
Priebežné odporové pece sa líšia od periodických konštrukčne aj prevádzkovým režimom.
Vsádzka nie je stabilne uložená, ale v pracovnej komore sa pohybuje (posúva)
po dopravnom páse prerušovane alebo kontinuálne. Dĺžka pracovnej komory a rýchlosť pásu musia zodpovedať času, za ktorý sa vsádzka ohreje (prípadne aj zároveň ochladí)
na požadovanú technologickú teplotu. Rôzne typy dopravníkov rozhodujú o type
priebežných pecí. Pre konštrukciu výmuroviek platia rovnaké teplotné kritéria ako pre pece
periodické s tým rozdielom, že s ohľadom na charakter prevádzky je treba eliminovať najmä
tepelné straty prestupom tepla do okolia aj za cenu zvýšenia akumulačných strát.
Všeobecne konštrukčne sú náročnejšie ako periodické. Priebežné odporové pece sa uplatňujú predovšetkým v sériovej výrobe, najvhodnejšie v trojsmennej prevádzke.
Z energetického hľadiska je výhodné ich použitie namiesto periodických pecí vtedy, ak
v takých sa uskutočňuje aj proces chladnutia vsádzky (veľké tepelné straty odvodom
naakumulovaného tepla výmurovkou pece).
Teplotná funkcia ohrevu vsádzky v priebežnej peci sa vyjadruje v závislosti od dĺžky
pracovnej komory. Pre analogický prevádzkový režim, aký je znázornený na obr. 6.12,
zjednodušene má tvar podľa obr. 6.13. Celá pracovná komora má tri časti – zónu ohrevu, zónu vyrovnávania teplôt a zónu chladnutia vsádzky. Konštrukčne jednotlivé zóny sa môžu
ešte deliť na sekcie.

Kapitola 6 Odporový ohrev
55
Obr. 6.13 Prevádzkový režim priebežnej pece
Výpočet tepelných a elektrických parametrov priebežných pecí je metodicky podobný
periodickým. Náročnosť výpočtu znova podmieňuje tepelná veľkosť vsádzky, rozhodujúcou vstupnou veličinou je zadaná výrobnosť pece, od ktorej závisia dĺžky jednotlivých zón.
Požadovaný elektrický príkon do jednotlivých zón, resp. celej pece sa určuje z energetickej
bilancie technologického procesu a výpočtu tepelných strát (prestupom tepla do okolia cez povrch výmurovky a sálaním cez vstupný a výstupný otvor pece).
V priebežných peciach, v zóne ohrevu je možné aplikovať tepelný režim buď s konštantnou
teplotou zóny (obr. 6.1), alebo s konštantnou hustotou tepelného toku na povrchu vsádzky
(obr.6.3). Nevýhodou prvej možnosti je nutnosť nerovnomerného rozloženia výkonu
po dĺžke zóny, nevýhodou druhej možnosti je praktické obmedzenie len na ohrev tepelne drobnej vsádzky, aj keď rozloženie výhrevných článkov po dĺžke zóny je pohodlnejšie
(rovnomerné). Možnosťou riešenia problému je rozdelenie zóny ohrevu na sekcie,
s postupne sa zmenšujúcim tepelným tokom na povrchu vsádzky (obr. 6.14).

Kapitola 6 Odporový ohrev
56
Obr. 6.14 Upravený teplotný režim priebežnej pece
6.2.5 Regulácia teploty (výkonu) odporových pecí s nepriamym ohrevom
Regulácia teploty odporových pecí je v podstate reguláciou výkonu dodávaného
do výhrevných článkov. Potrebnú teplotu možno dosiahnuť spojitou alebo nespojitou
zmenou privádzaného výkonu, prostredníctvom zmeny napätia na výhrevných článkoch.
V oboch prípadoch existuje niekoľko možností regulácie
a) Spojitá regulácia
a/1 regulácia s premenlivým odporom, napr. jednoduchým reostatom alebo odporovým
spúšťačom. V dôsledku strát na premenlivom odpore účinnosť takto regulovanej
pece klesá, preto sa používa len ojedinele.
a/2 regulácia transduktorom – riadenou tlmivkou. Pracovné vinutie tlmivky je pripojené
na sieť striedavého napätia (napájacieho napätia pece), riadiace vinutie je pripojené na zdroj jednosmerného napätia, ktorým sa reguluje výkon v obvode
pracovného vinutia. Regulácia transduktorom znižuje účinník záťaže a účinnosť
pece. Na väčších jednotkách je preto treba použiť kompenzáciu účinníka.

Kapitola 6 Odporový ohrev
57
a/3 regulácia indukčným regulátorom napätia, t.j. asynchrónnym strojom
so zabrzdeným vinutým rotorom. Sekundárne napätie stroja sa plynulo mení pootočením rotora vzhľadom na stator. Účinnosť indukčných regulátorov býva 0,5
až 0,7.
a/4 regulácia regulačným transformátorom, t.j. zmenou induktívnej väzby vinutí
prostredníctvom pohyblivého sekundárneho vinutia po pevnom primárnom a vinutí
nakrátko. Zmena napätia je možná v rozsahu 0 až 400 V s výkonmi do 250 kVA.
b) Nespojitá regulácia sa uplatňuje najmä:
b/1 tyčovým dilatačným termostatom
b/2 bimetalovým dilatačným termostatom
b/3 stýkačmi, t.j. elektromechanickými spínačmi, ktoré umožňujú nespojitú dvojpólovú
reguláciu výkonu. V prípade, že sa vyžaduje jemnejšia regulácia, použije sa viac
napäťových stupňov tým, že výhrevné články sa rozdelia na niekoľko vetiev
(skupín) a tieto sa stýkačmi prepínajú do série alebo paralelne, naviac
v trojfázových peciach s možnosťou prepínania do hviezdy alebo trojuholníka.
b/4 pecnými transformátormi, t.j. špeciálne vpravenými jedno alebo trojfázovými
transformátormi, resp. autotransformátormi. Zmena napätia sa vykonáva prepínaním odbočiek na primárnej strane, do sekundárneho vinutia je naviac
inštalovaný prepínač hviezda – trojuholník.
Na moderných odporových peciach sa úspešne uplatňuje regulácia výkonu na báze
výkonových polovodičových prvkov, ako tyristorov, triakov a diód.
6.3. INÉ APLIKÁCIE NEPRIAMEHO ODPOROVÉHO OHREVU
Okrem už uvedených odporových pecí využívaných pre rôzne metódy tepelného spracovania v jednotlivých priemyselných odvetviach, nepriamy odporový ohrev sa využíva aj v iných
oblastiach, odlišných použitím, druhom vsádzky alebo samotnou metódou ohrevu,
hraničiacou s nepriamym spôsobom. Je ich niekoľko, uvedieme frekventovanejšie.

Kapitola 6 Odporový ohrev
58
6.3.1 Ohrievače a zásobníky teplej úžitkovej vody (TÚV)
Sú to zariadenia na prípravu TÚV, využívajúce ako konverzný prvok rôzne tvary uzavretých
výhrevných špirál, vyrábaných v širokom rozpätí výkonov. Voda sa ohrieva nepriamo,
rozdielne od elektródových kotlov, ktoré patria do kategórie zariadení pre priamy odporový ohrev. Ohrievače TÚV môžeme klasifikovať nasledovne:
1) Ponorné variče (špirály) pre rýchly ohrev malého množstva vody, s výkonom do 2 kW.
Uzavretý výhrevný článok má tvar priestorovej špirály (na spôsob Backerovej trúbky).
2) Rýchloohrievače, t.j. ohrievače s okamžitým ohrevom, inštalované do vodovodného
potrubia, v ktorých sa výhrevný článok zapája v okamžiku otvorenia výtokového ventilu.
Teplota vody sa reguluje termostatom až do 80 °C. Sú výkonovo náročné.
3) Akumulačné ohrievače (boilery). Sú to robustnejšie, tepelne dobre izolované nádoby,
v ktorých sa voda ohrieva jednou alebo viacerými uzavretými špirálami. Ohrev sa
uskutočňuje v dobe nízkej tarify, t.j. v noci (spravidla od 22 hod. do 6 hod.), prípadne
aj v krátkych denných časových intervaloch. Ohrev je regulovaný termostatom a
prerušuje sa pri dosiahnutí max. dovolenej teploty (okolo 85 °C).
6.3.2 Soľné pece pre tepelné spracovanie
Nepriamy odporový ohrev sa využíva aj vo forme elektródového ohrevu. Takýmto spôsobom pracujú soľné pece pre tepelné spracovanie pevnej vsádzky v elektrolyte, t.j.
v roztavených soliach pri teplotách 250 až 1300°C.
Princíp práce soľnej vane je jednoduchý. Do vymurovaného, resp. kovového tégľa (vane) sú
zapustené elektródy a zasypané vhodnou soľou. Táto sa najskôr špeciálnym odporom (NiCr)
nataví na teplotu, pri ktorej sa stáva vodivou. Po pripojení elektród na nízkonapäťový zdroj
sa soľ postupne ohreje na pracovnú teplotu, čím je pec pripravená k prevádzke. Vhodnými rozmermi elektród a ich rozmiestnením v tégli je zároveň možné docieliť dostatočné vírenie
soli a tým aj rovnomerné rozloženie teploty v tégli pece. Pretože roztavené soli majú vysokú
tepelnú kapacitu, ponorením studenej vsádzky sa ich teplota podstatne nezníži. Preto
pracujú s vysokou rýchlosťou ohrevu. Ako elektrolyt sa používajú rôzne kombinácie solí,
napr. 28 % NaCl+72 % CaCl s teplotným rozsahom 540 až 870 °C, 50 % NaCl+50 % K2CO3
(590 až 815 °C), 50 % CaCl +50 % BaCl2 (650 až 900 °C), 20 % KCl+80 % BaCl2 (680 až
1060 °C). Elektródové soľné vane sú nízkoohmové zariadenia. Kovové elektródy sa pripájajú
na pecný transformátor s reguláciou napätia 8 až 25 V, počtom stupňov 8 až 12 podľa
príkonu pece a použitých solí. Soľné pece sú jednofázové alebo trojfázové s výkonmi od 20

Kapitola 6 Odporový ohrev
59
do 100 kW. Pre pracovné teploty do 1000 °C sa používajú kovové tégle, nad túto teplotu
keramické.
Tieto zariadenia sa používajú pre kalenie drobných súčiastok. Existujú 2 základné typy
soľných pecí.
1) Kovová vsádzka je ponorená do elektrolytu tak, že sa nachádza v jeho elektrickom poli.
Sčasti sa ohrieva priamo prechádzajúcim prúdom, je to zmiešaný odporový ohrev.
2) Kovová vsádzka je v elektrolyte ponorená mimo vplyvu elektrického poľa. Prúd
vsádzkou neprechádza, príkon pece nezávisí od jej parametrov. Ohrev je nepriamy.
6.3.3 Infračervený ohrev
Pod infračerveným ohrevom rozumieme ohrev žiarivou energiou v rozsahu vlnových dĺžok
0,78 až 400 µm. Z hľadiska technického využitia je zaujímavá oblasť tohto
elektromagnetického vlnenia len do vlnovej dĺžky 8 µm. Energia vlnenia po dopade
na ožiarenú vsádzku sa sčasti pohlcuje a mení na teplo.
Výhodou infračerveného ohrevu (podobne ako dielektrického a indukčného) je teda skutočnosť, že teplo vzniká v ohrievanej vsádzke, čím sa skracuje doba ohrevu a zvyšuje
účinnosť zariadenia. Nedá sa doslovne považovať za nepriamy spôsob ohrevu.
Podľa polohy maxima Planckovej krivky žiarivosti infračervené zdroje rozdeľujeme do troch
skupín:
• vysokoteplotné (svietivé) – s povrchovou teplotou žiariča 1200 až 2500 °C a vlnovou dĺžkou odpovedajúcou maximálnej žiarivosti νm = 1 až 2 µm
• strednoteplotné (svietivé) – s povrchovou teplotou 700 až 1200 °C a νm = 2 až 3 µm • nízkoteplotné (tmavé) – s povrchovou teplotou 400 až 700 °C a νm = 3 až 8 µm
Svietivé infračervené zdroje vysielajú teda krátkovlnové žiarenie, majú vysokú
povrchovú teplotu. Konštrukčne sa podobajú bežným žiarovkám. Svietivé žiariče sa vyrábajú
v rozsahu výkonov 125 až 1000 W, pri správnom prevádzkovaní dosahujú životnosť až 5000
hodín, účinnosť je okolo 65%.
Tmavé infračervené zdroje vysielajú elektromagnetické vlnenie vo väčších vlnových
dĺžkach pri nižších pracovných teplotách. Používajú sa tam, kde sa nevyžaduje hĺbkový
tepelný účinok. Výhodou tmavých žiaričov je vyššia prevádzková odolnosť.

Kapitola 6 Odporový ohrev
60
Infračervený ohrev má široké použitie v rôznych odvetviach národného hospodárstva.
V automobilovom priemysle sa najprv sušia a potom vypaľujú karosérie automobilov v infratuneloch, v elektrotechnickom sa infraohrev používa napr. pri impregnácii cievok,
v textilnom priemysle pri sušení a farbení látok, ďalej sa používajú v obuvníctve, pri výrobe
keramiky a pod. V poľnohospodárstve sa infračervený ohrev používa v podobe umelých
liahní, pri sušení zrnovín atď. Všeobecnou výhodou infračervených zariadení na ohrev je ich
jednoduchosť, prevádzková spoľahlivosť a dobrá účinnosť.
Energetická účinnosť infračerveného ohrevu je podmienená reflexnými,
absorbčnými a diatermickými schopnosťami ohrievanej vsádzky. Zo žiarivého toku vstupujúceho do vsádzky φAD časť sa absorbuje (φA), časť sa prepustí (φD).
Pomerom
( )D1AD
AA −=
φφ
=η (81)
sa definuje absorbčná účinnosť vsádzky, ovplyvňujúca celkovú energetickú účinnosť
infražiariča. Z rovnice (81) vyplýva, že absorbčná účinnosť sa zvyšuje so znižovaním
koeficientu diatermie D.
Druhým dôležitým parametrom kvality ohrevu je koeficient rovnomernosti infračerveného
ohrevu.
Poznámka
Do skupiny metód nepriameho odporového ohrevu patria aj rôzne spôsoby elektrického
vykurovania. Elektrickému vykurovaniu venujeme samostatnú kapitolu v závere príručky.
6.4. PRIAMY ODPOROVÝ OHREV
Podstatná časť analýzy priameho odporového ohrevu spočíva tiež v riešení teplotného poľa
ohrievanej vsádzky a z nej odvodených charakteristík ohrevu, vrátane stanovenia
elektrických parametrov zariadenia. Existuje niekoľko metód riešenia teplotných polí
v stacionárnom a nestacionárnom stave, ktoré sú predmetom termokinetiky. Ak v aktuálnom
prípade sa obmedzíme na ohrev pevnej vsádzky pretekanej jednosmenným prúdom, potom východiskom analýzy teplotného poľa je parciálna diferenciálna rovnica Fourier–Kirchhoffa
s vnútorným zdrojom. Všeobecne, pre trojrozmerné nestacionárne teplotné pole Fourier–

Kapitola 6 Odporový ohrev
61
Kirchhoffova diferenciálna rovnica prenosu tepla vedením s vnútorným zdrojom (qz=qel) má
tvar (30) alebo (31)
V ďalšej časti uvedieme jej aplikáciu na priamy odporový ohrev dlhej valcovej vsádzky (l>d)
bez a s uvážením tepelných strát do okolia. Budeme vychádzať z obr. 6.15, pričom vodivý
valec je definovaný dĺžkou l, polomerom rv a fyzikálnymi parametrami: merným odporom ρe,
mernou tepelnou vodivosťou λ, mernou hmotnosťou ρ, hmotnostnou tepelnou kapacitou c.
V procese ohrevu budeme predpokladať ich nezávislosť na teplote.
Obr. 6.15 Ohrev vodivého valca jednosmerným prúdom
6.4.1 Matematický model ohrevu pevnej vsádzky bez tepelných strát
Ak je ohrievaná vsádzka tepelne dokonale izolovaná, potom v súlade s rovnicou (13)
privádzaná elektrická energia sa celá akumuluje v ohrievanom valci, zvyšuje jeho tepelný
obsah, zodpovedajúci nárastu teploty z počiatočnej 0ϑ na teplotu ϑ v čase t. Teda
pri hmotnosti vsádzky m bude:
( ) ( )02v0elel clrcmtPW ϑ−ϑ⋅ρ⋅⋅π=ϑ−ϑ⋅=⋅= (82)
Z tejto rovnice energetickej bilancie priamo vyplýva charakteristika ohrevu
( )c
tq
clr.
t.Pt el02
v
el0 ⋅ρ
+ϑ=⋅ρ⋅⋅π
+ϑ=ϑ (83)
kde qel je merný výkon elektrického zdroja [W/m3]
Rovnicu (83) je možné jednoduchým spôsobom previesť do kriteriálnej formy (všeobecnej,
v bezrozmernom tvare), tj.

Kapitola 6 Odporový ohrev
62
( )
Fo/rq
t2vel
0 =λ⋅
ϑ−ϑ (84)
kde Fo je Fourierovo kritérium s významom bezrozmerného času ohrevu valca s teplotnou
vodivosťou a=λ/ρ.c a polomerom rv.
Ak je zadaná konečná teplota ohrevu kϑ=ϑ , zodpovedajúca doba ohrevu valca bude
cq
tel
0k0 ⋅ρ⋅
ϑ−ϑ= (85)
Z ostatných rovníc vyplýva, že priamy ohrev valca, dokonale izolovaného od vonkajšieho
prostredia má lineárny charakter.
6.4.2 Matematický model ohrevu pevnej vsádzky s tepelnými stratami
Pri rovnakom valci ako v predchádzajúcej časti pre riešenie Fourier-Kirchhoffovej rovnice
s vnútorným zdrojom je potrebné definovať hraničnú podmienku. Najviac sa uplatňuje
hraničná podmienka 3. druhu, pre ktorú je potrebné mimo iného poznať teplotu okolia oϑ a
celkový činiteľ prestupu tepla α0. Riešenie rovnice (31) je možné urobiť analytickými alebo
numerickými metódami s rôznou presnosťou a obtiažnosťou.
Počiatočná teplota sa predpokladá identická s teplotou okolia. V dôsledku odvodu tepla z povrchu valca teplota ohrevu nebude len funkciou času, ale aj jeho polomeru, t.j.
( )r,t0ϑ=ϑ , ak zanedbáme odvod tepla z povrchu oboch koncov valca. Za daných
predpokladov, známych rozmerových a fyzikálnych parametrov valcovej vsádzky riešenie
rovnice (31) analytickou metódou poskytuje výsledok v kriteriálnom tvare [6]:
( )
( )( ) ( )∑
∞
= γ⋅γ+γ
γ⋅
γ
⋅−
−
−=Θ=
λ
ϑ−ϑ
1n nO2n
22n
O2n
vn02
v2vel
0
JBi
FexprrJ
Bi21rr
Bi2
41
/rq
r,t (86)
v ktorom znamenajú:
Θ - pomerná teplota vsádzky (ľavá strana rov. 86)
Bi – Biotovo kritérium alebo bezrozmenný koeficient prestupu tepla α

Kapitola 6 Odporový ohrev
63
JO (γ) je Besselova funkcia prvého druhu, nultého rádu, s kladnými koreňmi γn rovnice
( ) 0J.)(JBi 1O =γγ−γ⋅ (87)
v ktorej J1(γ) je Besselova funkcia prvého druhu, prvého radu.
Riešenie v kriteriálnom tvare (86) má výhodu všeobecnej platnosti pre rozloženie pomernej teploty Θ v čase Fo v jednorozmernom valcovom teplotnom poli. Preto aj jej grafické
zobrazenie pre os valca a povrch valca je univerzálne (obr. 6.16).
Obr. 6.16 Závislosť pomernej teploty valca ohrievaného jednosmerným prúdom od Fo a Bi
(vľavo v osi valca, v pravo na povrchu valca)
Prezentované kriteriálne riešenia a zodpovedajúce priebehy majú skôr teoretický význam. Skutočné charakteristiky ohrevu valca sa nachádzajú najmä v lineárnej časti obr. 6.16.
Z toho vyplýva, že pre bežné technické výpočty ohrevu valcovej vsádzky priamym spôsobom

Kapitola 6 Odporový ohrev
64
je dostatočne presný postup uvedený v predchádzajúcej časti, t.j. s predpokladom ohrevu
bez tepelných strát.
6.4.3 Matematický model stacionárneho poľa valcovej vsádzky s tepelnými stratami
Predpokladajme, že valcová vsádzka pretekaná jednosmenným prúdom je ohriata
na konečnú teplotu ϑ , na ktorej sa má z technologických dôvodov udržať po určitú dobu.
Valec nech je definovaný parametrami ako v predchádzajúcich odsekoch, teplo z povrchu sa
odvádza do okolia s teplotou 0ϑ . Matematicky je úloha riešiteľná znovu rovnicou (31) a
hraničnou podmienkou 3. druhu, pre ustálený stav, t.j. ϑd / dt = 0. Za tohto predpokladu
rovnica pre jednorozmerné šírenie tepla vo valcových súradniciach má tvar:
0q
drd
r1
dr
d el2
2=
λ+
ϑ⋅+
ϑ (88)
so všeobecným riešením
212el crlncr
4q
)r( ++⋅λ
−=ϑ (89)
Stanovenie integračných konštánt:
1) Pre r = 0 (os symetrie) je ϑd /dr = 0 teda aj c1 = 0 Pre r = rv (povrch valca) je hraničná podmienka 3. druhu
( )oporr v
drd
ϑ−ϑα=
ϑλ−
= (90)
do ktorej, ak dosadíme všeobecné riešenie (89) dostaneme
02v
elv
el2 r
4q
r2q
c ϑ+⋅λ
+α
=
Spätným dosadením za C1 a C2 do (89) jednoznačné riešenie diferenciálnej rovnice (88) je
( ) vel22
vel
0 r2q
rr4q
)r( ⋅α
+−λ
+ϑ=ϑ (91)
Z ostatného vyplýva:

Kapitola 6 Odporový ohrev
65
- pre r = 0 je ( ) os0 ϑ=ϑ , t.j.
r2q
r4q el2
vel
0os ⋅α
+λ
+ϑ=ϑ (92)
pre r = rv je ( ) povr ϑ=ϑ , t.j.
vel
0po r2q
⋅α
+ϑ=ϑ (93)
Teplotný rozdiel medzi osou a povrchom valca bude
2v
elpoosv r
4q
λ=ϑ−ϑ=ϑ∆ (94)
t.j. závisí od parametrov vsádzky a merného výkonu elektrického zdroja. Rovnicami (92) a (93) sú zároveň určené teplotné spády medzi osou, resp. povrchom valca a okolím. Tieto
prirodzene závisia aj od podmienok výmeny tepla medzi povrchom valca a okolím (α).
V uvedených modeloch sme dôsledne vychádzali z podmienky jednosmerného prúdu pretekaného vsádzkou. Ak vsádzku ohrieva striedavý prúd, riešenie teplotného poľa je
komplikovanejšie. Komplikáciu spôsobuje nerovnomerné rozloženie prúdovej hustoty
po priereze vsádzky uplatnením povrchového javu (skinefektu), teda aj nerovnomerné
rozloženie vnútorného zdroja qel. Skinefekt sa výrazne prejavuje najmä pri ohreve
feromagnetických materiálov.
6.5. ODPOROVÉ PECE A ZARIADENIA PRE PRIAMY OHREV
Podľa druhu vsádzky poznáme:
• zariadenia na ohrev pevnej vsádzky, napr. pre tepelné spracovanie kovových tyčí, pásov, hriadeľov pre grafitáciu uhlíkových produktov, pre výrobu karbidu kremíka a
pod.
• zariadenia na ohrev tekutej vsádzky, najmä ako sklárske taviace pece, pece pre termickú elektrolýzu, elektrické kotle a pod.
Potrebný elektrický príkon týchto zariadení sa odvodzuje od celkove spotrebovaného tepla, t.j. užitočného tepla a zložky na pokrytie tepelných strát a od požadovanej doby ohrevu
vsádzky.

Kapitola 6 Odporový ohrev
66
0
cel t
QP = (95)
tsužc QQQ += (96)
kde Qc je teplo generované Jouleovým efektom.
6.5.1 Zariadenia pre ohrev pevnej vsádzky
1) Klasickým príkladom priameho ohrevu pevnej vsádzky je tzv. elektrokontaktný ohrev, realizovaný v elektrokontaktných ohrievačkách (EKO). Slúži k tepelnému
spracovaniu vodivých predmetov, ak ich dĺžkový rozmer je minimálne 10-krát väčší ako priemer. Principiálna schéma EKO je znázornená na obr. 6.17.
Obr. 6.17 Principiálna a elektrická náhradná schéma EKO
Vsádzka (1) sa upína medzi klzné alebo pevné kontakty (3), pripojené na nízke napätie
do 30 V z regulačného transformátora (2), resp. kremíkového usmerňovača
pri jednosmernom napájaní. Pre dosiahnutie vysokej tepelnej účinnosti má byť doba ohrevu čo najkratšia. Preto tieto zariadenia majú vysoké výkony 100 kW a viac. Pre výkony
podstatne prevyšujúce 100 kW sú však výhodnejšie indukčné ohrievače. Príkon ohrievača
klesá pri náraste odporu tyče s teplotou, straty stúpajú. Veľkosť prúdu prechádzajúceho
tyčou sa v priebehu ohrevu mení v dôsledku zmeny merného odporu s teplotou. Naviac,
pri striedavom napájaní sa výrazne uplatňuje skinefekt, zvlášť pri ohreve feromagnetík
nad hodnotou Curieho bodu. Hĺbka vniku elektromagnetického vlnenia, v ktorej sa uvoľňuje
približne 86 % tepla, u bežného feromagnetika pri frekvencií 50 Hz do Curieho teploty (pre uhlíkovú oceľ 768 ˚C) býva niekoľko jednotiek milimetrov. Nad Curieho teplotou
(relatívna permeabilita poklesne na μr = 1 a merný odpor ρ sa zvýši približne 7-krát) vzrastie

Kapitola 6 Odporový ohrev
67
pri rovnakej frekvencií na hodnotu asi 70 mm. Pri ohreve feromagnetík sa preto do Curieho
teploty intenzívne ohrieva povrch, nad touto teplotou vnútro tyče. Túto skutočnosť je potrebné akceptovať najmä z pohľadu rovnomernosti ohrevu po priereze ohrievaného
materiálu, či výbere napájacieho zdroja. Elektrokontaktný ohrev je možné realizovať
v periodickom aj priebežnom režime. V zariadeniach s periodickým režimom sa používajú
čelné aj radiálne kontakty, s priebežným režimom prítlačné kladky.
Náhradná schéma EKO so striedavým napájaním je naznačená v pravej časti obr. 6.17.
Podľa tejto impedancia obvodu pozostáva:
• z prepočítaného odporu transformátora na sekundárnu stranu RT, z odporu prívodov RP, kontaktov RK a odporu ohrievaného materiálu RVS.
• z reaktancie transformátora prepočítanej na sekundárnu stranu XT, reaktancie prívodov XP a reaktancie vsádzky XVS.
Teda
( ) ( )2VSPT2
VSkPT XXXRRRRZ ++++++= (97)
Pri sekundárnom napätí U2 ohrievačka odoberá zdanlivý výkon
222J
2W I.UPPS =+= (98)
Činný výkon ohrievačky
( ) 22VSkPTW2 I.RRRRP +++= (99)
pozostáva z užitočného výkonu
( ) 22VSKUŽ,2 I.RRP += (100)
a elektrických strát
22PTel,2 I).RR(P += (101)
Do užitočného výkonu sa počíta aj generované teplo v kontaktoch, pretože aj tieto
prispievajú k ohrevu vsádzky. Na druhej strane z takto stanoveného užitočného výkonu sa

Kapitola 6 Odporový ohrev
68
hradí nielen teplo spotrebované na vlastný ohrev vsádzky, ale aj tepelné straty Pts, ktoré
vo všeobecnom prípade môžu mať 3 zložky:
• tepelné straty sálaním z povrchu vsádzky Psal
• tepelné straty prúdením z povrchu vsádzky Ppr
• tepelné straty odvodom tepla chladiacou vodou v kontakte Pch
Skutočné využiteľný výkon na ohrev vsádzky potom bude
tsuž,2už,sk,2 PPP −= (102)
Pracovný prúd EKO je ohraničený dvoma medznými hodnotami:
• stavom naprázdno, kedy I2 = 0
• stavom nakrátko, t.j. preskratovanou vsádzkou (RVS = XVS = 0), kedy I2 = I2,k = 0
V rozsahu ⟨0, I2,k⟩ sa nachádza pracovný prúd EKO. Závislosti elektrických parametrov
na pracovnom prúde tvoria elektrické charakteristiky EKO. Príkladom prevádzkových
charakteristík sú závislosti znázornené na obr. 6.18 [6].
a) b)

Kapitola 6 Odporový ohrev
69
Obr. 6.18 a) závislosť zdanlivého výkonu EKO pri ohreve oceľových blokov štvorcového
prierezu od dĺžky strany bloku. Parametrom je dĺžka bloku b) závislosť činného a jalového výkonu EKO od doby ohrevu oceľového bloku
o priemere 60 mm a dĺžky 6,3 m
Dôležitým parametrom prevádzky EKO je merná spotreba elektrickej energie
2) Achesonove pece tieto pece sa používajú najmä na výrobu grafitu, grafitáciou uhlíka
pri pracovných teplotách až 2500 °C. Takto sa vyrábajú grafitové elektródy, trubky,
kefky a pod. Grafitačná achesonova pec je znázornená na obr. 6.19a. Pec má tvar pravouhlého koryta, tvarovaného dnom (1) a stenami. Do čelných stien (2) sú
zapustené grafitové bloky (3) ako elektródy na prívod prúdu z regulačného
transformátora (7). Vsádzka (5) je zasypaná zmesou (6) zo zrnitého koksu a grafitu. Veko (4) a bočné steny sú odnímateľné pre lepšiu manipuláciu so vsádzkou. Grafitačné
pece sú prevažne jednofázové zariadenia s výkonmi až do 10 MVA, preto vyžadujú
symetrizačné zariadenia. Rozsah sekundárnych napätí je 50 až 200 V, počet odbočiek až
30. Pece majú dĺžku 8 až 20 m. Pretože účinník pecí je nízky (okolo 0,5) musia byť
opatrené kompenzačnou batériou. V ostatných rokoch sa uplatňujú konštrukcie
s jednosmerným zdrojom.
Achesonove pece sa tiež používajú na výrobu karbidu kremíka. Výkonmi a rozmermi sú
menšie ako grafitačné pece (obr. 6.19b)
a) b)

Kapitola 6 Odporový ohrev
70
Obr. 6.19 a) Achesonova grafitačná pec b) Achesonova pec na výrobu karbidu kremíka
6.5.2 Zariadenia pre ohrev tekutej vsádzky, elektródový ohrev
Fyzikálnym princípom patrí elektródový ohrev do kategórie priameho odporového ohrevu.
Ohrievaným médiom je tekutá vodivá vsádzka, napr. voda, elektrolyt, sklovina a pod. Teplo sa generuje jednosmerným alebo striedavým prúdom, privádzaným do tekutej vsádzky
cez sústavu dvoch alebo viacerých elektród (podľa predmetného technologického procesu).
Uvedený princíp sa využíva najmä v nasledujúcich elektródových peciach, resp. kotloch:
1) elektródové kotly vodné, resp. parné slúžiace pre ohrev vody, resp. na výrobu pary.
Z dôvodu zabránenia elektrolýzy pracujú so striedavým napätím. Prúd podľa veľkosti
príkonu sa zavádza do vody cez grafitové (pri malých príkonoch) alebo kovové elektródy (pri veľkých príkonoch). Aj keď zariadenia sú konštrukčne jednoduché, výpočty sú
značne komplikované s ohľadom na závislosť elektrickej vodivosti vody od jej
chemického zloženia a teploty. Elektrické kotly sa konštruujú na nízke napätie 230 V,
resp. 400 V a pre vysoké až do 30 kV. Pre veľké výkony a vysoké napätie sa stavajú
trojfázové. Prietokové kotle sa stavajú od výkonu niekoľko kW až po niekoľko MW.
2) sklárske taviace pece sú určené pre výrobu skloviny. Princíp elektrického tavenia skla spočíva vo využití vodivých vlastností skloviny v natavenom stave. Aby sa vylúčila
možná elektrolýza, v sklárskych taviacich peciach sa používa napájanie tiež striedavým
prúdom, ktorý sa do vane pece s roztavenou sklovinou privádza cez systém vodivých a
žiaruvzdorných elektród. Tvar a rozmiestnenie elektród sa volí tak, aby okrem rovnomerného prenosu energie do skloviny sa zabezpečil primeraný elektrodynamický
účinok, vyvolávajúci prúdenie a homogenizáciu skloviny. Z materiálov pre výrobu
elektród do sklárskych pecí sa najviac používa čisté železo (na starých typoch pecí),
grafit, molybdén, tiež oxid cíničitý alebo superkhantal. Podľa podielu využitia elektrickej
energie poznáme dva typy sklárskych pecí, celoelektrické a s elektrickým príhrevom.
V porovnaní s palivovými pecami elektrické pece sú hospodárnejšie, kvalita skla je vyššia, menej znečisťujú okolie. Z dôvodu zápornej charakteristiky skloviny, napätie
na peci musí byť regulovateľné, býva 50 až 300 V podľa veľkosti pece.
3) Termické elektrolyzéry sú zariadenia, v ktorých sa uskutočňuje chemický rozklad elektrolytu vplyvom elektrického prúdu, t.j. elektrolýza alebo rafinácia pri vysokej
teplote. Termickou elektrolýzou sa priemyselne vyrába najmä hliník, ale aj horčík a
sodík. Elektrolytický hliník sa vyrába z Al2O3, ktorý je základnou zložkou prírodného
bauxitu. Rozkladné napätie Al2O3 je približne 2,2 V, spolu s depolarizačným napätím
anódy a úbytkom na prívodoch na jeden elektrolyzér je potrebné napätie okolo 5 V.

Kapitola 6 Odporový ohrev
71
Elektrolyzéry sa zapájajú do série, napr. na napätie 300 V, tak pripadá 60 jednotiek.
Jednosmerný prúd 10 až 100 kA sa získava z kremíkových usmerňovačov. Merná spotreba elektrickej energie sa pohybuje od 16 do 22 kWh/kg hliníka, podľa veľkosti a
technického stavu zariadenia.
4) katódový ohrev Princíp ohrevu je jednoduchý. Súčiastka určená k ohrevu (nit,
skrutka...) tvorí katódu zariadenia, anódou je kovová nádoba. Katóda je ponorená
do elektrolytu (napr. voda s 10 % Na2CO3). Po pripojení jednosmerného zdroja
dochádza k tzv. katódovému efektu, t.j. k vytvoreniu tenkej vrstvy pary na povrchu katódy, čím prechodový odpor stúpa a vzniknutým elektrickým oblúkom sa táto
intenzívne ohrieva.
Na sérii obr. 6.20 až 6.23 sú naznačené niektoré konštrukčné schémy zariadení pre ohrev
tekutej vsádzky [9]
Obr. 6.20 Elektródový kotol

Kapitola 6 Odporový ohrev
72
Obr. 6.21 Sklárska taviaca pec
Obr. 6.22 Elektrolyzér
Obr. 6.23 Katódový ohrev

Kapitola 6 Odporový ohrev
73
Poznámka
K metódam priameho odporového ohrevu fyzikálnym princípom patrí aj tzv. elektrotroskové
pretavovanie. Princíp a použitie tejto metódy tavenia uvedieme v kapitole zariadení
pre špeciálnu metalurgiu.

Kapitola 7 Indukčný ohrev
63
7. INDUKČNÝ OHREV
Indukčný ohrev je elektrický ohrev vodivých materiálov v striedavom elektromagnetickom
poli (EMP). Vo vsádzke z vodivého materiálu, umiestnenej v striedavom EMP sa v zmysle Lenzovho pravidla indukuje vírivý prúd opačného smeru aký má prúd v induktore (indukčnej
cievke), ktorý je zdrojom EMP. K zásadným výhodám indukčného ohrevu patrí skutočnosť,
že teplo sa generuje priamo vo vsádzke a to, že veľkosťou frekvencie indukujúceho prúdu je
možné ovplyvňovať miesto generovania tepla. Nakoľko teplo vzniká priamo vo vsádzke, táto
má najvyššiu teplotu v celom zariadení.
Indukčný ohrev sa používa v technológiách:
• pre tepelné spracovanie kovov a zváranie (indukčné ohrievačky, indukčné zváračky)
• pre tavenie kovov (indukčné taviace pece tégľové alebo kanálkové, indukčné teploúdržné pece, dávkovače tekutého kovu, mixéry a pod.)
Pri indukčnom ohreve sa využíva dvojaký princíp generovania tepla:
• princíp súvisiaci s magnetickým skinefektom, uplatňujúci sa v indukčných
ohrievačkach a indukčných tégľových peciach, zjednodušene povedané, pracujúcich
na princípe vzduchového transformátora (transformátora bez Fe-jadra). Vodivá vsádzka v týchto zariadeniach sa umiestňuje do dutiny indukčnej cievky, napr. v tvare
kruhového prierezu (obr. 7.1a). Rozloženie magnetickej zložky intenzity EMP, resp.
magnetickej indukcie a smer vírivých prúdov vo vsádzke sú naznačené na obr. 7.1b
(magnetický skinefekt)
Obr. 7.1 a) Indukčný ohrev vsádzky súvisiaci s magnetickým skinefektom b) Rozloženie
magnetickej indukcie a smer prúdu vo vodivej vsádzke pri uplatnení
magnetického skinefektu

Kapitola 7 Indukčný ohrev
64
• princíp súvisiaci s elektrickým skinefektom, uplatňujúci sa v indukčných kanálkových peciach, pracujúcich na spôsob transformátora s Fe - jadrom
(transformátor s uzavretým feromagnetickým obvodom). Vsádzka tvorí sekundárny obvod transformátora (závit nakrátko), v ktorom preteká indukovaný prúd, ohrievajúci
vsádzku (obr. 7.2a). Rozloženie elektrickej zložky intenzity EMP, resp. prúdovej hustoty
prúdu po priereze, napr. kruhového kanála a smer magnetickej indukcie sú znázornené
na obr. 7.2b (elektrický skinefekt)
Obr. 7.2 a) Indukčný ohrev vsádzky súvisiaci s elektrickým skinefektom b) Rozloženie
prúdovej hustoty a smer magnetickej indukcie vo vodiči pri uplatnení elektrického
skinefektu
• Uvedené princípy vzniku tepla indukčným spôsobom sú teda fyzikálne duálne. V oboch prípadoch pre stanovenie indukovaného výkonu, teda generovaného tepla vo vodivej
vsádzke, je potrebné poznať zákonitosti elektromagnetického vlnenia (EMV). S ohľadom na obmedzený rozsah príručky uvedieme len stručný popis valcového EMV vo vodivom
prostredí, z pohľadu množstva naindukovaného tepla v objeme ohrievanej vsádzky.
7.1. ZÁKLADY TEÓRIE INDUKČNÉHO OHREVU
Teória indukčného ohrevu vychádza zo zákonov elektrodynamiky, ktoré sú matematicky
formulované známymi Maxwellovými rovnicami. Podľa nich striedavé EPM má vlnový
charakter alebo elektromagnetické vlnenie je striedavé (nestacionárne) EMP, ktoré sa

Kapitola 7 Indukčný ohrev
65
v priestore, či prostredí šíri konečnou rýchlosťou, maximálne rýchlosťou svetla, c=3.108 m/s.
V aplikácií teórie EMV na indukčný ohrev, napr. z pohľadu prenosu energie poľa, je výhodnejšie vychádzať nie z Maxwellových, ale tzv. vlnových rovníc EMP. Uvažujeme
ustálené pomery v poli, harmonický priebeh vlnenia s uhlovou rýchlosťou ω=2πf a
invariantnosť fyzikálnych parametrov vyšetrovaného prostredia. Menovite, elektrická
vodivosť γ, permeabilita µ=µ0.µr a permitivita ε=ε0.εr sú konštantné (µ0 a ε0 sú známe
hodnoty pre vákuum). Prostredie, ktorým sa šíri EMV môže byť rôzne. Všeobecné, v ktorom
uvažujeme jeho čiastočnú vodivosť aj nevodivosť zároveň alebo konkrétne, t.j. buď vodivé
alebo nevodivé. Jednoduchou úpravou Maxvellových rovníc, zodpovedajúce vlnové rovnice
EMP pre všeobecné prostredie majú tvar [18]:
0HkH 22 =⋅+∇ (103)
0EkE 22 =⋅+∇ (104)
v ktorých: H je fázor magnetickej zložky intenzity EMP (intenzity magnetického poľa)
E je fázor elektrickej zložky intenzity EMP (intenzity elektrickej poľa)
k je dôležitá konštanta obsahujúca vplyv prostredia (jeho konštánt γ, µ, ε) a frekvencie
zdroja vlnenia f. Nazýva sa konštanta šírenia vlnenia (vlnové číslo).
Pre všeobecné prostredie konštanta k je komplexným číslom
β⋅−α=ωε+γωµ−=ωµγ−εµω= j)j(jjk 2 (105)
v ktorej reálna zložka α je fázová konštanta vlnenia
imaginárna zložka β konštanta tlmenia vlnenia
Veľkosť oboch konštánt vyplýva priamo zo vzťahu (105). Pomer zložiek zo vzťahu (105), t.j.
Zj
j=
ωε+γωµ
(106)
má jednotku rovnakú ako pomer E/H, teda V/A=Ω. Preto sa nazýva vlnová
(charakteristická) impedancia prostredia.
Rovnice (103) a (104) budú mať praktický význam prirodzene vtedy, ak ich aplikujeme
na konkrétne, nevodivé alebo vodivé prostredie. V tomto zmysle najskôr upravíme rovnice
(105) a (106).
a) prostredie nevodivé (γ = 0)

Kapitola 7 Indukčný ohrev
66
v
k r0r02 ω
=εεµµω=εµω= (107)
0;vf2
vk =β
π=
ω==α (108)
Z120Zr
r =εµ
π=εµ
= (109)
V rovniciach (107) a (108) je v tzv. fázová rýchlosť harmonickej vlny
rr
c1vε⋅µ
=ε⋅µ
=αω
= (110)
Jej zodpovedá vlnová dĺžka
απ
=⋅α
ω==λ
2ff
v (111)
Z ostatných rovníc vyplýva: V uvedenom prostredí sa konštanta k redukuje na reálne číslo
s hodnotou fázovej konštanty. Konštanta tlmenia sa rovná nule, čo znamená, že
v nevodivom prostredí sa vlnenie neutlmuje. V nevodivom prostredí vlnová impedancia a
fázová rýchlosť nie sú funkciou vlnovej rýchlosti, závisia len od fyzikálnych vlastností
prostredia.
b) prostredie vodivé (γ >> ωε)
a
j1
2
j1jjk
−=ωµγ
−=ωµγ⋅−=ωµγ−= (112)
a1
=β=α (113)
γ
+=
γ
ωµγ+=
γωµ
=.a
j12
j1jZ
2 (114)
af2av ⋅π=⋅ω=αω
= (115)
a2fv
π==λ (116)

Kapitola 7 Indukčný ohrev
67
Vo vodivom prostredí elektromagnetická vlna má iný charakter (priebeh). Konštanty α=β sa
vplyvom vodivosti podstatne zväčšia, vlna sa utlmuje, fázová rýchlosť je menšia. Utlmovanie
vlny charakterizuje nová veličina, tzv. ekvivalentná hĺbka vniku.
ωµγ
=2
a (117)
Hĺbka vniku poskytuje predstavu o rozložení EMP vo vodivom prostredí, teda aj o rozložení
indukovaného množstva tepla. Úpravou konštánt vlnové rovnice sa transformujú na tvar:
a) pre nevodivé prostredie
0HH__
2__
2 =⋅α+∇ (118)
0EE__
2__
2 =⋅α+∇ (119)
b) pre vodivé prostredie
0HjH2 =⋅ωµγ−∇ (120)
0EjE2 =⋅ωµγ−∇ (121)
Pre analýzu prenosu energie EMP je dôležitá veličina, ktorú nazývame Poyntingov vektor. V aplikáciách indukčných ohrevov sa používa pre výpočet množstva naindukovaného tepla
vo vodivej vsádzke. Je to vektor, vyjadrujúci prenášaný výkon, t.j. tok energie v EMP
cez jednotku plochy. Odvodzuje sa z energetickej bilancie v EMP (elektrickej a magnetickej
zložky) a matematicky sa vyjadruje vektorovým súčinom oboch zložiek intenzity EMP
HxES = [W/m2] (122)
Nakoľko v priestore sú zložky E a H vždy na seba kolmé, veľkosť S je súčin E.H. Smer
Poyntingovho vektora určíme jednoducho pravidlom ľavej ruky: ak prsty sú v smere E a
zložka H vstupuje do dlane, potom palec udáva smer S .
Poznámka S odvolaním sa na zdôvodnenie v závere úvodnej časti tejto kapitoly, ďalej sa sústredíme
len na popis a matematické vyjadrenie množstva naindukovaného tepla vo vodivom
prostredí, pre obidve možnosti aplikácie v indukčnom ohreve (vsádzka a vodič). Nakoľko

Kapitola 7 Indukčný ohrev
68
bežné tvary indukčných zariadení a v nich spracovávaných vsádzok sú valcové, obmedzíme
sa na tento súradnicový systém.
7.1.1 Indukovaný výkon vo valcovej vsádzke
Predpokladajme vodivú, plnú valcovú vsádzku, umiestnenú súoso v medenej valcovej cievke (obr. 7.3). Obe nech sú nekonečne dlhé, cievka nech je husto navinutá s počtom závitov N11
na dĺžke 1 m, zodpovedajúci prúd je I11= N11.I1 [A/m]. Vychádzajúc z riešenia vlnových
rovníc EMP vo vodivom prostredí a vo valcových súradniciach, ak prechádza závitmi cievky
striedavý prúd I1, sú zložky intenzity EMV vo vsádzke definované výrazmi [18]
Obr. 7.3 Sústava vodivá vsádzka-cievka
( )
( )jxJ
jxJHH
20
02
−
−⋅= (123)
)jx(J
)jx(JH
.a2jJ.1E
20
12−
−γ
−=γ
= (124)
t.j. cylindrickými Besselovými funkciami J0 a J1 komplexného argumentu )jx( − . Index 2
v oboch rovniciach prináleží hodnotám na povrchu valcovej vsádzky s polomerom r2. Reálna
zložka argumentu je daná vzťahom ra2x2
⋅= (125)

Kapitola 7 Indukčný ohrev
69
kde a2 je hĺbka vniku EMV do valcovej vsádzky (pozri rovnicu 117)
ωµγ
=..
2a2
2 [m] (126)
Z rovníc (123) a (124) je možné vyjadriť závislosť podielov absolútnych hodnôt H/H2 a J/J2 na bezrozmernom polomere r/r2. Priebehy týchto funkcií pre rôzny argument x2 sú
naznačené na obr. 7.4, sú grafickým vyjadrením magnetického skinefektu.
Obr. 7.4 Závislosť pomernej intenzity magnetického poľa (a) a pomernej prúdovej hustoty vo valcovom vodiči (b) od pomerného polomeru
Zo vzťahov (123) a (124) je možné mimo iných veličín vypočítať napr. impedanciu vsádzky, teda aj jej reálnu zložku, t.j. odpor vsádzky prepočítaný na stranu cievky o osovej dĺžke 1m.
2112
2
221 N)x(P
x.2R ⋅⋅
γπ
= [Ω/m] (127)
kde P(x2) je zvláštna funkcia argumentu x2 [18], ktorá pre hodnotu x2>7, čo je prípad
tégľových pecí a indukčných ohrievačov, má konštantnú veľkosť P(x2) = 2/1 . Potom aj
s využitím vzťahu (125) bude:

Kapitola 7 Indukčný ohrev
70
211
2
22
211
2
2221 N.
ar.2
.N.21
.a
r.2.2.R
πρ
πρ= = (128)
resp. pre vsádzku dĺžky l (počet závitov cievky N1 na dĺžke l)
21
2
22
2l1
2
2221 N.
l.ar.2
.)l.N.(l.a
r.2.R
πρ
πρ= = [Ω] (129)
Vlastný odpor vsádzky (ekvivalentný) pre dĺžku l = 1 m bude
2
2221 a
r.2.R
πρ= [Ω.m] (130)
pre dĺžku vsádzky l
la
r2R
2
2221 ⋅
⋅πρ= (131)
Ak je vsádzka definovaná odporom podľa (127), na zodpovedajúcej dĺžke 1 m sa bude
indukovať množstvo tepla (tepelný výkon)
2ef111222
21
212ef12121 )I.N).(x(P.x2.
2
I.RI.RP πρ=
== [W/m] (132)
Pre argument x2>7 a znovu s využitím (128) tepelný výkon pre dĺžku vsádzky 1 m je:
2ef11
2
2221 )I.N.(
ar.2
.Pπ
ρ= [W/m] (133)
pre dĺžku vsádzky l:
( )2ef112
22
2ef1
21
2
2221l2 I.N.
l.ar.2
.lIl
N.
ar.2
.l.PPπ
ρ=⋅
πρ== (134)
Vo výrazoch (129), (131) a (134) súčin a2.l predstavuje prierez vsádzky, ktorým preteká
indukovaný prúd. Preto aj keď odpor vsádzky konečnej dĺžky vyjadrujeme súčinom R21.l, ekvivalentný odpor s dĺžkou vsádzky klesá (zväčšuje sa prierez). Prepočítaný odpor vsádzky
na stranu cievky (129) a tepelný výkon (134) vo vsádzke konečnej dĺžky l stúpajú, pretože
sú úmerné kvadrátu počtu závitov cievky N12.

Kapitola 7 Indukčný ohrev
71
Analýzou výkonových pomerov vo vodivej vsádzke je možné dokázať, že v jej povrchovej
vrstve rovnajúcej sa hĺbke vniku sa uvoľňuje tepelný výkon 86 % z celkového výkonu P21 (133), vo vrstve rovnajúcej sa trojnásobku hĺbky vniku sa generuje tepelný výkon 99,75 %
z celkového. To znamená, že v takejto vrstve sa utlmí prakticky všetka energia
dopadajúceho EMV. Túto skutočnosť je potrebné rešpektovať pri optimalizácii relácie medzi
polomerom vsádzky a hĺbkou vniku EMV, najmä v indukčných ohrievacích zariadeniach. Ak
je totiž hĺbka vniku vzhľadom na polomer vsádzky veľká (frekvencia nízka), vsádzka je voči
vlneniu priepustná, slabo absorbujúca energiu EMV. Výsledná prúdová hustota vo vsádzke je rovnako malá, malý je aj generovaný tepelný výkon. V opačnom prípade ak je hĺbka
vzhľadom na polomer príliš malá, energia EMV sa absorbuje dokonale v povrchových
vrstvách vsádzky. Generovaný tepelný výkon je vysoký, časť sa však spotrebuje na krytie tepelných strát z povrchu vsádzky do okolia. Ohrev vsádzky po jej priereze je viac
nerovnomerný. Medzi uvedenými extrémami je potrebné hľadať optimálny vzťah medzi r2 a
a2, aj s ohľadom na požadovanú tepelnú technológiu.
7.1.2 Indukovaný výkon vo valcovom vodiči
Z pohľadu rozloženia magnetickej a elektrickej zložky intenzity EMP vo vodivom prostredí je
valcový vodič fyzikálne duálny valcovej vsádzke [18,19,20].
SMER FÁZORA VALCOVÁ VSÁDZKA VALCOVÝ VODIČ
H v smere osi vsádzky kolmý k osi vsádzky
E resp. J kolmý k osi vsádzky v smere osi vsádzky
Tab. 7.1
Obe zložky intenzity EMP, resp. prúdovej hustoty vo valcovom vodiči sú preto jednoznačne popísané podobnými vzťahmi ako (123) a (124)
)jx(J
)jx(J.JE.J
20
02
−
−=γ= (135)
)jx(J
)jx(J.J
2ajH
20
12
−
−= (136)
kde J2 je fázor prúdovej hustoty na povrchu valcového vodiča

Kapitola 7 Indukčný ohrev
72
J0 a J1 sú znova Besselove funkcie s komplexným argumentom.
Z porovnania rovníc (123) a (124) s rovnicami (135) a (136) je evidentné, že priebehy
pomerných absolútnych hodnôt J/J2, resp. H/H2 v závislosti na r/r2 zodpovedajú priebehom
funkcií na obr. 7.4, ak na zvislej súradnici vymeníme premenné. Sú grafickým vyjadrením
pôsobenia elektrického skinefektu vo valcovom vodiči. Ak uzavretý kanál taviacej kanálkovej
pece má tvar valcového vodiča dĺžky l, potom vychádzajúc z jeho vstupnej impedancie je
odpor vodiča s polomerom r2 o osovej dĺžke 1 m definovaný všeobecným vzťahom [20].
( )222
221 xQar.2
1.R ⋅
⋅πρ= (137)
Kde Q(x2) má podobný charakter ako funkcia P(x2) v rovnici (127). Rozdielne od tegľových
pecí, v kanálkových peciach je argument x2 malý. Vyplýva z nízkej frekvencie napájacieho
prúdu (50 Hz), malého polomeru r2 kanála a požiadavky na rovnomerné rozloženie prúdovej hustoty po celom priereze valcového vodiča. Pre x2 <1 funkcia Q(x2) má približne konštantnú
hodnotu
2
2
22 r
a.2
x2
)x(Q == (138)
Potom vzťah (137) sa zjednoduší na tvar
22
221r.
1.Rπ
ρ= [Ω/m] (139)
čo je odpor valcového vodiča dĺžky l = 1 m. Ak má kanál osovú dĺžku l, jeho celkový odpor bude
22
221l2r.
l.l.RR
πρ== [Ω] (140)
Ak kanálom preteká indukovaný prúd o efektívnej hodnote I2ef, zodpovedajúce tepelné
výkony budú:
• tepelný výkon pre l = 1 m a ľubovoľný argument x2
2ef22
2.2221 I).x(Q.
ar..21.P
πρ= [W/m] (141)
• tepelný výkon indukovaný v kanáli dĺžky l = 1 m pre argument x2<1

Kapitola 7 Indukčný ohrev
73
2ef22
2221 I.
r.
1.Pπ
ρ= [W/m] (142)
Napokon, ak ma kanál dĺžku l a znova x2<1, celkový tepelný výkon bude:
2ef22
2221l2 I.
r.
l.l.PPπ
ρ== [W] (143)
Pri uvedenom predpoklade x2<1 je prúdová hustota približne konštantná po celom priereze valcového vodiča. Z pohľadu konštrukcie kanálkových pecí sa však x2 volí väčšie,
v hraniciach x2 ∈ ⟨1,5 až 3⟩, čím pri rovnakej frekvencii napájacieho prúdu je väčší aj
polomer kanála r2. Je to čisto praktické opatrenie, pretože polomer kanála sa v priebehu
prevádzky pecí zmenšuje, napr. pri tavení hliníka (ťažkým oxidom hliníka kanál „zarastá“).
Zväčšovaním polomeru r2 zmenšuje sa jeho odpor, rovnako klesá aj tepelný výkon.
Nerovnomernosť rozloženia prúdovej hustoty v kanáli pece sa zvyšuje.
V predmetnej kapitole 7.1 sme sa zamerali na teoretické zdôvodnenie vzniku tepla
prostredníctvom EMV dvoma, fyzikálne duálnymi spôsobmi:
- vo vodivej vsádzke, princípom súvisiacim s magnetickým skinefektom
- vo vodiči, princípom súvisiacim s elektrickým skinefektom
Prvý spôsob nachádza praktické uplatnenie:
- pre taviace procesy vodivých materiálov v indukčných tégľových peciach
- pre procesy tepelného spracovania v indukčných ohrievacích zariadeniach
Druhý spôsob nachádza uplatnenie v indukčných kanálových peciach najmä pre tavenie, ale
aj mixovanie a udržiavanie roztaveného kovu na požadovanej technologickej teplote.
7.2. INDUKČNÉ TÉGĽOVÉ PECE
Tégľové pece (ITP) sú konštrukčne jednoduché. Vyrábajú sa pre sieťovú frekvenciu 50 Hz,
pre stredné frekvencie od 150 do 10 000 Hz alebo vysokofrekvenčné od 104 až 107 Hz.
S rastúcou frekvenciou objemy tégľov prirodzene klesajú. Principiálna schéma ITP so základnými konštrukčnými prvkami je na obr. 7.5.

Kapitola 7 Indukčný ohrev
74
Obr. 7.5 Schéma tégľovej pece
Výmurovka tégľa musí byť dostatočne žiaruvzdorná, chemicky odolná, s dobrými
elektroizolačnými a mechanickými vlastnosťami. Vyrába sa na báze SiO2, resp. SiO2 a Al2O3,
pre tavenie kovov s malým merným odporom sa používajú tégle grafitové, alebo zo žiaruvzdornej liatiny. Induktor pece je z mnohozávitovej, jednovrstvovej valcovej cievky,
z dutého medeného vodiča, chladeného vodou. Na obmedzovanie rozptylového
magnetického toku induktor pece sa tieni buď zväzkami transformátorových plechov
(pre pece s frekvenciou do 2000 Hz) alebo medeným plášťom (nad 2000 Hz).
Tégeľ (téglik) tvorí taviaci priestor pece a určuje jej kapacitu. Tvar tégľa vonkajšieho
obvodu je valcový, vnútorného obvodu valcový, u väčších pecí kužeľový. Stredná hrúbka
tégľa s obsahom nad 1 tonu vsádzky býva 7 až 25 cm. Životnosť tégľov na báze SiO2 býva
max. 150 tavieb a závisí od kapacity pece. Na obmedzenie sálavého toku z povrchu taveniny tégeľ sa zakrýva jednoduchým vekom (poklopom) na väčších peciach vymurovanom
klenbou, s hydraulickým pohonom pre jej otáčanie. Tégeľ je opatrený odlievacím žľabom
na usmernenie odlievaného kovu do odlievacej panvy.
Induktor, t.j. jednovrstvová, niekoľko závitová valcová Cu cievka. Je dutá s rôznym profilom,
najčastejšie obdĺžnikovým. S ohľadom na elektrické straty v induktore, hrúbka steny h
dutého vodiča sa určuje v závislosti od pracovnej frekvencie.
V peciach na sieťovú frekvenciu je h ≤ π/2.a, t.j. býva 10 až 15 mm; v peciach s vyššou
frekvenciou je h = π/2.a, čomu zodpovedá 1,5 až 4 mm (a – je hĺbka vniku EMV
do induktora). Nakoľko induktory sú husto navinuté cievky, dôležitá je medzizávitová izolácia

Kapitola 7 Indukčný ohrev
75
(vzdušná, bandážová, náterová, nástreková...). Induktor je chladený vodou, chladená voda
vo výtoku má mať teplotu t ≤ 35 ÷ 40 °C.
Tienenie pece slúži na obmedzovanie rozptylového magnetického toku zvonku pece, aby sa
nemohol uzatvárať cez okolité oceľové konštrukcie a zvyšovať prídavné elektrické straty.
Pri použití tienenia transformátorovými plechmi (pece s frekvenciou do 2000 Hz) sa využíva princíp uzatvárania rozptylového toku plechmi. Preto nie sú vhodné pre vyššie pracovné
frekvencie. Naopak Cu - plášť je vhodný pre vyššie, nakoľko z princípu pohlcovania
elektromagnetickej energie pri nízkych frekvenciách by musel byť dostatočne hrubý. Hrúbka plášťa musí totiž vyhovovať podmienke h = π/2.a, kde a je hĺbka vniku do tieniaceho
plášťa.
7.2.1 ELEKTRICKÝ NÁHRADNÝ OBVOD INDUKČNEJ TÉGĽOVEJ PECE BEZ TIENIACEHO PLÁŠŤA A ZÁKLADNÉ ELEKTRICKÉ PARAMETRE
Prezentovanú sústavu cievka - vsádzka je možné nahradiť dvoma indukčne viazanými
obvodmi, podľa obr. 7.6.
Obr. 7.6 Elektrické náhradné schémy indukčnej taviacej pece
Náhradnej schéme podľa obr. 7.6a zodpovedajú rovnice:
ef,2ef,1111 I.MjI).LjR(U ω+ω+= (144)
ef,1ef,222 I.MjI).LjR(0 ω+ω+= (145)

Kapitola 7 Indukčný ohrev
76
Ich riešením dostaneme impedanciu pece na svorkách zdroja
( ) ( ) II22
122
1ef,1
1I LjRLpLjRpR
IU
Z ω+=−ω++== (146)
kde ef,1
ef,222
222
22
I
I
LR
Mp =ω+
ω= (147)
vyjadruje transformačný prevod medzi indukčne viazanými obvodmi pece. Z rovnice (146)
vyplýva, že náhradnú schému s dvoma obvodmi je možné znázorniť jedným obvodom,
so zložkami impedancie RI a LI (obr. 7.6b), ktoré obsahujú aj prepočítaný odpor a
indukčnosť vsádzky na stranu induktora (cievky).
Pri naplnenom tégli, t.j v prevádzke pece, induktorom preteká prúd o veľkosti
2I
22I
1
I
1ef,1
LR
UZU
Iω+
== (148)
Prúdom I1ef sú definované:
• činný príkon pece
2ef,12
21
2ef,1IW,1 I).RpR(I.RP +== (149)
• elektrické straty v induktore
2I
22I
21
12
ef,11S,1LR
URI.RP
ω+== [W] (150)
• užitočný výkon pece, t.j. výkon absorbovaný vsádzkou
2I
22I
21
222
ef,I22
2LR
URpIRpP
ω+=⋅= (151)
• elektrická účinnosť pece
2
21
22
I
22
2S,1
2
W,1
2el
RpR
Rp
RR
.pPP
PPP
+==
+==η (152)
• jalový príkon pece

Kapitola 7 Indukčný ohrev
77
2I
22I
21
I2
ef,1Ij,1LR
ULI.LP
ω+ω=ω= (153)
• účinník pece
I2
I2I
22I
I
I
IQ1
Q1
1
LR
RZR
cos ≅+
=ω+
==ϕ (154)
Z uvedených vzťahov vyplýva niekoľko záverov, z ktorých pre prevádzku pece sú podstatné
najmä:
• Elektrická účinnosť pece je mimo iného silne závislá cez hodnotu R2 na mernom odpore
vsádzky. Preto pece pre tavenie farebných kovov a ich zliatin vykazujú malú elektrickú účinnosť. Pre jej zvýšenie sa používajú pece s vodivým tégľom (o vysokom mernom
odpore), v ktorom sa absorbuje podstatná časť energie EMV a tekutý kov sa ohrieva
nepriamo od tégľa.
• Pre taviace tégľové pece je charakteristická relatívne vysoká akosť obvodu pece
10RL
QI
II >
ω= (155)
preto účinník pece je veľmi nízky. Na vykompenzovanie účinníka potrebná kondenzátorová
batéria sa pripája paralelne k impedancii ZI (pozri obr. 7.6) a jej veľkosť sa vypočíta
pre podmienku cos φ = 1, t.j. z rovnosti jalových výkonov
2I
22I
21
I21I
21
LR
ULI.LU.C
ω+ω=ω=ω (156)
odkiaľ potrebná kapacita bude:
2I
22I
I
LR
LC
ω+= (157)
V tomto stave obvod pece voči zdroju sa chová ako činná záťaž so zaťažovacím odporom
C.R
LR
I
IZ = (158)
7.2.2 Účinnosť a energetická bilancia indukčnej tégľovej pece

Kapitola 7 Indukčný ohrev
78
ITP môžu pracovať v dvojakom režime, periodickom alebo priebežnom. Podobne ako
pri odporovom ohreve efektívnejšia je priebežná - nepretržitá prevádzka pece. Periodický režim sa spravidla používa len u pecí s menším obsahom vsádzky a vyššou pracovnou
frekvenciou. Také pece pracujú zo studeného stavu a bez tekutého zvyšku. V peciach
s väčším obsahom vsádzky a sieťovou frekvenciou sa aplikuje nepretržitý režim, s tekutým
zvyškom taveniny. Zvyšok taveniny predstavuje časť roztaveného kovu, ktorý sa
pri odlievaní ponecháva v tégli a býva 30 až 70% menovitej kapacity pece. Ponecháva sa
za účelom bezproblémového nábehu pece a najmä zvýšenia výrobnosti, nakoľko vsádzkovaný predohriaty šrot sa rýchlejšie roztaví. So znižovaním obsahu zvyšku sa
prirodzene predlžuje doba tavby, tavba prebieha s menším výkonom ako nominálnym,
výkonovo je pec nedostatočne využitá.
Dôležitým ukazovateľom racionálnej prevádzky ITP je elektrická, tepelná a celková-
energetická účinnosť. Elektrická účinnosť, definovaná výrazom (152) pri indukovanom
výkone P2 vo vsádzke podľa (151) závisí od strát v induktore (zvyšujú sa s kvadrátom počtu
závitov a efektívnej hodnoty prúdu). Dá sa dokázať, že v konkrétnej ITP daných rozmerov a fyzikálnych vlastnostiach roztaveného kovu existuje určitá kritická frekvencia, nad ktorou sa
elektrická účinnosť už nemení. Kritická frekvencia je daná podmienkou x2 = 7 t.j.
d2/a2 = 10, odkiaľ [19]
22
26krit
d.10.25fρ
= (159)
Pri tejto hodnote pracovnej frekvencie, elektrická účinnosť ITP s tienenými
transformátorovými plechmi býva okolo 75 %. Horná hranica pracovnej frekvencie je
rovnako obmedzená argumentom x2, t.j. pomerom d2/a2 = 14, nakoľko jeho zvyšovaním (a2 je malé - povrchový ohrev) rastú tepelné straty, zmenšuje sa tepelná účinnosť, tým aj
celková. Preto z pohľadu celkovej - energetickej účinnosti je efektívny pomer
14,9a/d 22 ∈ , t.j. zodpovedajúca pracovná frekvencia
22
26prac
d.10).5020(fρ
÷= (160)
kde ρ2 je merný odpor vsádzky pri teplote tavenia, d2 je jej priemer.
Z podrobnejšej analýzy vzťahov (152) a (160) vyplýva:

Kapitola 7 Indukčný ohrev
79
1) Zväčšovaním priemeru d2, resp. pomeru d1/d2 (d1 je priemer induktora) sa fkrit
zmenšuje. To znamená, že ITP s veľkou kapacitou môžu pracovať s malou frekvenciou (napr. sieťovou) pri dostatočne vysokej účinnosti. Naopak podmienkou vysokej
účinnosti ITP s malou kapacitou je podstatne vyššia frekvencia (pece stredo a
vysokofrekvenčné). Pri dodržaní uvedených podmienok býva: ηel = 0,75 - 0,8 pre ITP
s trafoplechmi, ηel = 0,7 pre ITP s tieniacim plášťom
2) Elektrická účinnosť závisí od geometrických parametrov induktora a vsádzky, menovite
od pomerov d1/d2, h1/h2 a d1/h1, d2/h2, kde h1 a h2 sú výšky induktora, resp. vsádzky.
To znamená, že optimálne usporiadanie systému induktor - vsádzka je podmienkou
vysokej elektrickej účinnosti ηel ITP.
3) Elektrická účinnosť závisí tiež od pomeru ρ1/(μr2/ρ2). S jeho zmenšovaním ηel rastie
Preto je tavenie feromagnetických materiálov s vysokým merným odporom a relatívnou
permeabilitou v normálnych ITP efektívnejšie ako tavenie farebných kovov (ρ2 je malé,
μr2 = 1)
Pre vyjadrenie energetickej účinnosti ITP je treba poznať aj tepelnú účinnosť. Túto
definujeme podielom
str2už
už
2
užt PP
PPP
+==η (161)
t.j. podielom užitočného výkonu bezprostredne spotrebovaného na ohrev vsádzky a indukovaného výkonu vo vsádzke P2. Časť tohto výkonu sa spotrebuje na krytie tepelných
strát tégľa (stenami, dnom, vekom a sálaním cez otvorenú pec pri vsádzkovaní).
Ak za základný parameter budeme považovať výkon pece na výstupných svorkách
zdroja, potom energetickú bilanciu ITP môžeme vyjadriť rovnicou
321bVp PPPPPP ++++= (162)
kde PV je výkon kompenzujúci straty v prívodoch
Pb je výkon kompenzujúci straty v kondenzátorovej batérii.
P1 sú elektrické straty v induktore
P2 je indukovaný výkon vo vsádzke (Puž +P2str)
P3 je výkon na krytie strát v tienení ITP
Uvedené rozdelenie výkonu pece umožňuje vypočítať:

Kapitola 7 Indukčný ohrev
80
- elektrickú účinnosť induktora
21
2i,el PP
P+
=η (163)
- el. účinnosť systému induktora – vsádzka – tienenie
321
2s,el PPP
P++
=η (164)
- el. účinnosť ITP (celkovú)
Vb321
2c,el PPPPP
P++++
=η (165)
- tepelnú účinnosť ITP - podľa vzťahu (161) - celkovú, t.j. energetickú účinnosť ITP
P
užtc,elC P
P. =ηη=η (166)
- mernú spotrebu elektrickej energie
c
tsk
wW
η= [kWh/kg] (167)
kde wt je teoretická hodnota spotrebovanej el. energie na roztavenie konkrétnej vsádzky
hmotnosti 1 kg
• dobu tavby vsádzky
p
odsktav P
mw ⋅=τ [hod] (168)
kde mod je hmotnosť jednorázovo odlievaného kovu [kg]
7.3. INDUKČNÉ OHRIEVACIE ZARIADENIA

Kapitola 7 Indukčný ohrev
81
Indukčné ohrievacie zariadenia (IOZ) sa používajú na ohrev vodivých magnetických a
nemagnetických materiálov, na teplotu zodpovedajúcu účelu tepelného spracovania. IOZ podľa technologických požiadaviek delíme na dve základné skupiny:
• IOZ pre objemové tepelné spracovanie – tvárnenie (kovanie, valcovanie,
ťahanie...), v ktorých sa indukčne ohrieva relatívne väčšia časť objemu a v celom
objeme sa vsádza dohreje vedením tepla. Podľa technologického procesu je potrebné dodržiavať prípustný teplotný rozdiel medzi povrchom a stredom vsádzky, napr.
pre valcovanie je maxϑ∆ = 100÷150 °C, pre valcovanie farebných kovov
maxϑ∆ = 20÷30 °C a pod.
• IOZ pre povrchové tepelné spracovanie – kovanie, v ktorých sa ohrieva 1 cm pomerne tenká povrchová vrstva na predpísanú kaliacu teplotu. Pri krátkej dobe ohrevu
sa vnútorné vrstvy ohrievajú málo, preto spotreba energie pri indukčnom kalení je
podstatne menšia ako pri iných metódach kalenia.
Podľa charakteru prevádzky obidva typy ohrievačiek môžu pracovať v periodickom alebo
priebežnom režime. Fyzikálnym princípom IOZ oboch typov sa nelíšia a využívajú rovnaký
spôsob generovania tepla ako pri tégľových peciach. Prirodzene s ohľadom na veľkosť
ohrievaného objemu vsádzky (objemový alebo povrchový ohrev) vyžadujú napájacie zdroje s rozdielnou frekvenciou.
7.3.1 IOZ pre tvárnenie
Induktívna ohrievačka pre tvárnenie je znázornená na obr. 7.7. Vsádzka 1 sa posúva v žiaruvzdornej, resp. tepelnoizolačnej trubici 2 po vodiacich lištách, resp. valčekoch 4.
Trubica obmedzuje tepelné straty a chráni induktor 3 pred prehrievaním od vsádzky.

Kapitola 7 Indukčný ohrev
82
Obr. 7.7 Konštrukčná schéma IOZ pre tvárnenie
Induktor je niekoľkozávitová cievka z dutého Cu – vodiča chladeného vodou, obdĺžnikového
alebo kruhového prierezu. Závity sú vzájomne izolované rôznym spôsobom, vzdialenosť
medzi závitmi býva 2 až 5 mm. Tvar induktora – valcový, obdĺžníkový, príp. oválny –
zodpovedá spravidla tvaru vsádzky.
Žiaruvzdorná, resp. tepelnoizolačná trubica, okrem tepelnej, zabezpečuje aj elektrickú
ochranu induktora, výber a hrúbka materiálu trubice sa odvodzuje od pracovných teplôt.
Napr. pre t<300°C stačí použiť azbestový karbón. Pre zabezpečenie pohybu vsádzky
v priebežných IOZ sa uplatňujú rôzne pohony a systémy, závislé od technologických
požiadaviek ohrevu rozmerov (najmä dĺžky) a druhu vsádzky.
Príslušenstvom IOZ (obr. 7.7) je mechanizmus pohybu vsádzky, chladiaci systém induktora,
kompenzačná kondenzátorová batéria, napájací zdroj a systém riadenia technologického
procesu.
V prevádzke IOZ sa uplatňuje klasický (neizotermický) ohrev alebo zrýchlený izotermický
ohrev vsádzky. Pri prvom spôsobe do vsádzky sa prenáša výkon tak, že jej povrchová
teplota pozvoľne rastie až na prípustný konečný teplotný rozdiel medzi povrchom a stredom
vsádzky.
Izotermický ohrev pozostáva z dvoch etáp: v 1. etape, ktorá trvá 10 až 15 % z celkovej doby ohrevu, sa na povrch prenáša výkon s vysokou hustotou, až teplota povrchu dosiahne
konečnú teplotu ohrevu. V 2. etape sa výkon podstatne zmenší, teplota povrchu vsádzky
(konečná) sa udržiava konštantnou, vsádzka sa po objeme dohrieva až na prípustný

Kapitola 7 Indukčný ohrev
83
konečný rozdiel. Doba ohrevu v tejto etape je 85 až 90 % z celkovej. Izotermický ohrev je
podstatne rýchlejší ako klasický (2 až 3 krát).
Pre indukovaný tepelný výkon v indukčnej ohrievačke platí vzťah (134). Rovnomerné prehriatie vsádzky zabezpečuje optimálna relácia medzi polomerom vsádzky a hĺbkou vniku
EMV, ktorá býva:
( ) 222 a75,2a35,2r ⋅=⋅÷= (169)
Ak do (169) dosadíme za hĺbku vniku praktický vzťah f.
5033ar
22
µ
ρ= dostaneme
optimálnu hodnotu frekvencie pre vsádzku s polomerom r2, merným odporom ρ2 a
relatívnou permeabilitou μr:
22r
6opt
r..10.9175,1f 2
µ
ρ= [Hz] (170)
Merná spotreba elektrickej energie pri ohreve vsádzky je závislá od jej priemeru a použitej
frekvencie. Dobu ohrevu vsádzky je možné skracovať zvýšením frekvencie napájacieho
prúdu, prípadne jeho veľkosťou a počtom závitov (N11.I1)2. Zvyšovanie hustoty závitov
cievky sa využíva pri rýchloohreve vsádzky.
V praxi je prirodzene postup opačný, pre typové rady frekvenčných meničov (statických
alebo rotačných) sa udávajú vhodné priemery ohrievaných polotovarov. Správna voľba
frekvencie k priečnym rozmerom vsádzky je dôležitá aj z pohľadu mernej spotreby
elektrickej energie. Pri danej frekvencii, ak sa napr. zmenší priemer vsádzky, spotreba
energie vzrastie, nakoľko vsádzka proti dopadajúcemu EMV sa stáva priezračnou.
7.3.2 IOZ pre kalenie
Predošlý fyzikálny princíp sa využíva aj pri indukčnom kalení. Schéma kaliacej ohrievačky je
znázornená na obr. 7.8. Vsádzka je upevnená vertikálne medzi čelné hroty a otáčavým
pohybom (po skrutkovici) postupne prechádza induktorom 2 s jedným alebo malým počtom
závitov. Pod induktorom je upevnená vodná sprcha 3, slúžiaca na rýchle ochladenie
(zakalenie) vsádzky. Induktor je rovnako z dutého Cu – vodiča, ak je viaczávitový je nepretržite chladený vodou. Optimálna hrúbka steny viaczávitových induktorov sa určuje

Kapitola 7 Indukčný ohrev
84
zo vzťahu h1=π/2.a1, t.j. pre meď je f/011.0h1 = . Pre f>105Hz býva h1=0,5÷1 mm (a1 je
hĺbka vniku do uvedeného vodiča).
Obr. 7.8 Konštrukčná schéma IOZ pre kalenie
Procesom kalenia sa dosahuje požadovaná tvrdosť a pevnosť povrchovej vrstvy súčiastky. Pri indukčnom kalení sa využíva jeho zásadná výhoda, t.j. možnosť koncentrácie
indukovaného tepla len do potrebnej povrchovej vrstvy. Napr. pre rôzne druhy ocelí proces
kalenia v požadovanej povrchovej vrstve sa uskutočňuje tak, že sa rýchlo ohreje na Curieho
teplotu (768 °C) a prudko ochladí vodnou sprchou.
Podľa veľkosti pomeru hrúbky zakalenej vrstvy ∆k a hĺbky vniku EMV do predmetnej
súčiastky a2 poznáme dva spôsoby kalenia.
• kalenie do hĺbky (vrstvené kalenie), ako ∆k / a2 < 1
• kalenie povrchové, ak ∆k / a2 > 1
Ďalšie oblasti aplikácie indukčného ohrevu sú najmä:
• indukčné pozdĺžne zváranie rúr
• indukčné spájanie (napr. rúry s prírubou)
• pretavovanie vo vznose
• zónová rafinácia polovodičových materiálov...

Kapitola 7 Indukčný ohrev
85
Všeobecne indukčný ohrev poskytuje široké možnosti použitia, je jedným
z najperspektívnejších. Najnovšie sa používa napr. pre prípravu teplej úžitkovej vody.
7.4. INDUKČNÉ KANÁLKOVÉ PECE
Kanálkové pece (IKP) porovnaním s tégľovými sú konštrukčne zložitejšie. Indukované teplo
vo vsádzke – tekutom vodivom materiáli vyplňujúcom kanál pece, vzniká princípom
prezentovaným v časti 7.1.2. Konštrukčne kanálové pece prešli mnohými úpravami, v súčasnosti na najviac uplatňujú konštrukcie so šikmým alebo zvislým kanálom.
Konštrukčná schéma pece so zvislým kanálom je znázornená na obr. 7.9.
Základným konštrukčným prvkom IKP je indukčná jednotka zložená z induktora, uzavretého magnetického obvodu (jadra) a taviaceho kanálu, vymurovaného zo žiaruvzdorného
materiálu (SiO2, Al2O3, resp. ich kombinácia). Induktor pece je buď s plného alebo dutého
profilového vodiča.
Obr. 7.9 Schéma kanálovej pece
Induktor 1 je niekoľkozávitová Cu – cievka, natiahnutá na stredný stĺp magnetického jadra
2, najčastejšie plášťového typu. Na tom istom stĺpe jadra je uložený vo zvislom smere kanál
3, ktorý obopína induktor ako závit nakrátko.

Kapitola 7 Indukčný ohrev
86
Kanálové pece sa stavajú na sieťovú frekvenciu 50 Hz (60 Hz) a používajú sa ako
jednoúčelové zariadenia, predovšetkým pre tavenie farebných kovov alebo zušľachťovanie šedej liatiny. Pece so zvislým kanálom majú viac výhod ako staršie konštrukcie
s horizontálnym kanálom, zabraňujú tzv. „pinchefektu“ (pretrhnutiu taveniny v kanáli)
s následkom nepriaznivej prúdovej a výkonovej pulzácie. Zároveň pôsobením
metalostatického tlaku vane pece sa tekutá vsádzka intenzívne premiešava a odlievaný kov
má dobrú homogenitu.
7.4.1 Elektrický náhradný obvod indukčnej kanálovej pece
Náhradná schéma kanálovej pece je totožná s tégľovou pecou, ktorá je znázornená na obr.
7.6. Rozdiel je v tom, že väzba medzi primárnym a sekundárnym obvodom je riešená
magnetickým jadrom z transformátorových plechov. Rovnako platné sú teda aj rovnice
(144) až (147). Pretože odpor kanála (závitu nakrátko realizovaného tekutým kovom) je podstatne menší ako jeho reaktancia (R2<<ωL2) prevod pece (147) je možné zjednodušiť a
vyjadriť koeficientom väzby χ :
2
1222
221
222
LL
.L
LL.p χ=
ω
χω= (171)
Potom pre celkový odpor a celkovú indukčnosť pece (pozri obr.7.6) platí
22
1212
21I R
LL
RRpRR ⋅χ+=+= (172)
12
122
1212
21I L.)1(LL
LL
LLpLL ε=χ−=⋅χ−=−= (173)
kde 21 χ−=ε je koeficient rozptylu magnetického toku. Pomocou oboch koeficientov a
akosti sekundárneho obvodu pece Q2 je definovaný účinník
22
24
2
I
I
Q.ZR
cosε+χ
χ==ϕ (174)
t.j. je závislý od konštrukcie pece a od druhu taveného kovu (Q2). Z dôvodu zvýšenia
účinníka (znížením rozptylu) sa na súčasných peciach induktor a sekundárny kanál
umiestňujú na ten istý stĺp magnetického jadra. Pretože merný odpor kovov a zliatin tavených v kanálových peciach je nízky (mimo ocele), aj účinník je malý. Preto aj kanálové

Kapitola 7 Indukčný ohrev
87
pece vyžadujú dôslednú kompenzáciu. Potrebná kondenzátorová batéria, jej výpočet a
zapojenie sa realizujú rovnakým spôsobom ako na tégľových peciach.
IKP sú pece priebežne pracujúce, určené na tavenie farebných kovov, udržiavanie teploty, resp. ohrev už roztavenej liatiny, ako mixéry a dávkovače tekutého kovu. Sú to
jednoúčelové zariadenia, slúžiace na tavenie jedného druhu materiálu (vsádzky).
Nehodia sa na tavenie ocele, liatiny, tavenie znečistenej vsádzky, z dôvodu malej
mechanickej pevnosti, erózie a zanášania kanálov. Oproti ITP majú väčšiu elektrickú účinnosť ηel = 0,9 ÷0,95, väčší účinník cos φ bez kompenzácie cos φ = 0,3 - 0,8, cenovo sú
lacnejšie a zaberajú pri rovnakej kapacite menší priestor. Nemôžu však pracovať
v periodickom režime - za "studeného stavu". Nemožnosť vyliatia celého obsahu kovu
spôsobuje, že pec môže pracovať len pre 1 druh kovu, resp. zliatiny. IKP môžu pracovať ako
samostatné priebežne pracujúce taviace agregáty s periodickým odlievaním kovu (pri odlievaní sa necháva asi 1/3 až 1/4 farebného kovu v peci) alebo ako špeciálne
ohrievacie a teploúdržné zariadenia, mixéry a dávkovače kovu. Vyznačujú sa veľmi malým
prepalom kovu (0,5 – 1 %), menším ako u ITP.
Zjednodušene činný príkon privádzaný do induktora IKP sa spotrebuje na činný výkon
vo vsádzke P2 a krytie elektrických strát v induktore P1st. Tieto definujú elektrickú účinnosť IKP
1A
APP
P
st12
2el +
=+
=η (175)
kde hodnota parametra A (vyplýva z analýzy elektrického obvodu IKP) je daná vzťahom
1
2
2
12
1
22
RR
.LL
.RR
.pA χ== (176)
Nakoľko hodnota A >10 je ηel > 0,9. Je teda vyššia ako u ITP, nakoľko IKP majú vyšší
koeficient väzby. Zo vzťahu (176) zároveň vyplýva, že ηel rastie s odporom kanála R2. To si vyžaduje voliť kanál s menším priemerom d2 a väčšou strednou dĺžkou l2. Vysoká hodnota
χ sa zabezpečuje konštrukčne tým, že induktor a kanál sa umiestňujú súoso na spoločný
stĺp magnetického obvodu.
7.4.2 Energetická bilancia kanálovej pece

Kapitola 7 Indukčný ohrev
88
Do skutočnej elektrickej bilancie prevádzky IKP je potrebné zahrnúť všetky elektrické a
tepelné straty. Vyjadríme ju rovnicou
V,tIJ,tuž1FebVp PPPPPPPP ++++++= (177)
v ktorej jednotlivé zložky znamenajú:
PV - el. straty v prívodoch
Pb - el. straty v kondenzátorovej batérií PFe - el. straty v magnetickom jadre
P1 - el. straty v induktore
Puž - skutočne spotrebovaný výkon na ohrev kovu v kanáli
Pt - tepelné straty v induktorovej jednotke vrátane vane pece (tep. straty v kanáli a vani,
t.j. Pt= Pt,IJ + Pt,V)
Bilančná rovnica (177) umožňuje vypočítať jednotlivé účinnosti podobne ako pre ITP.
Ak je daná výrobnosť pece G [kg/hod] a mod je hmotnosť jednorázovo odliateho kovu [kg]
je doba jedného pracovného cyklu určená vzťahom
PVOod
C Gm
τ+τ+τ==τ [hod] (178)
a pozostáva z doby ohrevu τ0, výdrže τv a prestoja pece τp.
Pre dosiahnutie požadovanej výrobnosti G je potrebný užitočný výkon pece
CPO
Pk
PO
Pkoduž .
k.II
.Gk.II
.mP ττ
−=
τ−
= (179)
kde Ik a IP sú konečná a počiatočná entalpia vsádzky (tepelný obsah)
kP je koeficient využitia výkonu pece
7.5. NAPÁJACIE ZDROJE A PRIPÁJANIE INDUKČNÝCH ZARIADENÍ NA SIEŤ
V úvode tejto kapitoly sme už uviedli, že indukčné pece a ohrievače podľa frekvenčného kritéria je možné rozdeliť do troch skupín, menovite
• nízkofrekvenčné (sieťová frekvencia 50 Hz)
• stredofrekvenčné (150Hz až 10 kHz)

Kapitola 7 Indukčný ohrev
89
• vysokofrekvenčné (nad 10 kHz)
z ktorých každá vyžaduje zodpovedajúci napájací zdroj. Zároveň, indukčné taviace pece a
ohrievačky sú prevažne jednofázové zariadenia, čo znamená, že najmä kapacitne a teda aj
výkonovo väčšie jednotky spôsobujú výraznejšiu asymetriu v napájacej sieti. Obidve tieto skutočnosti vyžadujú preto individuálny spôsob napájania (výber napájacieho zdroja) a
potrebnej symetrizácie záťaže.
7.5.1 Napájacie zdroje pre kanálové pece
IKP sa napájajú cez znižovacie transformátory prúdom s frekvenciou 50 Hz, pri dôslednej
kompenzácii jalového výkonu. Kapacita IKP sa pohybuje najmä od 10 do 60 ton, od ktorej
sa odvodzuje počet indukčných jednotiek.
IKP malej a strednej kapacity majú jednoduchú indukčnú jednotku, tvorenú jedným
induktorom a jedným kanálom. Kapacitne veľké pece majú viac indukčných jednotiek. Ak ich počet je násobkom troch, je možné ich napájať z trojfázovej siete bez použitia
symetrizačných prvkov, ale zároveň bez možnosti individuálnej regulácie výkonu jednej
jednotky.
IKP s transformátormi do výkonov 350 kVA sa napájajú z distribučnej siete 400 V,
nad 350 kVA zo siete 6 kV, resp. 10 kV. Napätie na sekundárnej strane transformátora sa
mení v rozsahu od 80 do 600 V. Prepínanie napäťových stupňov sa robí pod záťažou.
Na symetrizáciu jednofázových IKP značných výkonov (najmä nad 100 kW) je potrebné
použiť symetrizačné zariadenia. Sú to L, C prvky pripojené do zostávajúcich dvoch fáz
v predpísanom slede a veľkosti, závislej od hodnoty zaťažovacieho odporu IKP (158), t.j. odporu pece vo vyladenom stave. Rovnaký princíp symetrizácie sa používa aj pre ITP a
indukčné ohrievačky sieťovej frekvencie. Bližšie o symetrizácii indukčných zariadení pozri
napr. lit. [9,20,22].
7.5.2 Napájacie zdroje pre tégľové pece
Pre napájanie ITP s napájacou frekvenciou f = 50 Hz sa používa priame pripojenie na 3-
fázovú sieť 3x400 V cez symetrizačné zariadenie alebo je použitý aj regulačný 3-fázový
transformátor a symetrizačné zariadenie. Pre väčšie výkony sa používa pripojenie
na trojfázovú sieť 3x6 (10) kV cez znižovací transformátor. Sekundárne napätie znižovacieho

Kapitola 7 Indukčný ohrev
90
transformátora pripojeného na sieť 3x6 (10) kV je možné meniť v 10 až 25 stupňoch,
v závislosti od technologických požiadaviek tavby. Pecné transformátory sa vyrábajú s vinutím vn a fázové napätie 6kV, ale umožňuje pripojenie aj 10 kV (∆/⊥). Zmena napätia
sa uskutočňuje v nízkonapäťovom vinutí prepínaním odbočiek, prepínač odbočiek musí byť
dimenzovaný na veľké prúdy. Sekundárne napätie býva 200 až 2000 V podľa výkonu pece,
napätie na induktore pri tavení (nominálna hodnota) je 500 až 1700 V. Primárne napätie
pomocných transformátorov pre režim miešania a udržiavania teploty býva 400V alebo 6 (10) kV a sekundárne napätie 90 až 500 V. Pre vyššiu frekvenciu 150, 250, 450 Hz sa
používajú statické magnetické násobiče frekvencie (transformátorové meniče),
pre frekvenciu 500 Hz až 10 000 Hz tyristorové meniče, ktoré nahrádzajú staršie rotačné
generátory. Pre frekvenciu nad 10 000 Hz sa používajú v rozsahu frekvencií 100-300 kHz
statické meniče s výkonovými tranzistormi MOSFET a elektrónkové generátory.
Elektrické napájanie ITP môže byť centrálne, keď niekoľko napájacích zdrojov (meničov) je
zabudovaných do 1 meniarne so spoločnými pásovými vývodmi, ku ktorým sa pripájajú
pece. Pri individuálnom napájaní každú ITP pripájame k vlastnému zdroju. Z dôvodov nízkej životnosti výmurovky je účelné mať pre účely tavenia 2 pece (1 pec je taviaca, druhá je
udržiavacia, resp. záložná), obe sú pripojené na 1 systém elektrického zariadenia s 1
centrálnym napájaním. Alebo sú v zostave 3 pece, dve pracujú a jedna je záložná a sú
napájané z dvoch napájacích zdrojov. Elektrické zariadenie ITP zahŕňa napájací zdroj a
pomocné elektrické zariadenia pre vyhodnocovanie napätia, prúdu, výkonu zdroja a
frekvencie, prúdové transformátory, symetrizačné zariadenia pre symetrizáciu záťaže na 3-fázovej sieti pri napájaní ITP so sieťovou frekvenciou, kondenzátorovú batériu konštantnej
alebo premennej hodnoty kapacity na kompenzáciu jalového výkonu pece a na vytvorenie
oscilačného obvodu, automatický regulátor elektrického režimu pece, signalizačné zariadenie pre signalizáciu stavu výmurovky a izolácie induktora. Pre voľbu napájania indukčných
ohrievačiek platia rovnaké zásady ako pre indukčné tégľové pece.

Kapitola 8 Dielektrický ohrev
88
8. DIELEKTRICKÝ OHREV
Z pohľadu EMV existuje určitá analógia medzi dielektrickým a indukčným ohrevom.
Pri indukčnom ohreve sa uplatňuje najmä magnetická zložka intenzity EMP, ohrievanou vsádzkou sú elektricky vodivé materiály, pracovným prostriedkom je induktor.
Pri dielektrickom ohreve je rozhodujúca elektrická zložka poľa, ohrievaným materiálom je
elektrický izolant, umiestnený medzi doskami pracovného kondenzátora. Oba ohrevy majú
cennú spoločnú vlastnosť, generovanie tepla sa uskutočňuje priamo v ohrievanej vsádzke.
Teoretické základy dielektrického ohrevu rovnako spočívajú v prenose energie
prostredníctvom EMV s aplikáciou na nevodivé prostredie.
Dielektrický ohrev je teda ohrev elektricky veľmi málo vodivých materiálov (dielektrík), ako
sú napr. drevo, papier, koža, bakelit, umelá hmota, obilie a pod. Materiál určený na ohrev sa ukladá medzi platne kondenzátora, ktoré sú pripojené na zdroj striedavého napätia 7-15 kV
s frekvenciou 1-300 MHz. Medzi platňami kondenzátora, v dielektriku určenom na ohrev,
vzniká vplyvom priloženého harmonického napätia harmonické elektromagnetické vlnenie.
Elektrická zložka tohto vlnenia spôsobuje striedavú polarizáciu molekúl a atómov dielektrika,
vznikajú polarizované dvojice, tzv. dipóly. Pri dielektrickom ohreve teplo vzniká v celom
objeme a závisí od materiálových konštánt dielektrika – permitivity (ε = ε0.εr), stratového
uhla δ (tg δ) a frekvencie. Rýchlosť ohrevu závisí pri danej tepelnej vodivosti izolantu λ
od dielektrických vlastností ε a tg δ, od veľkosti napájacieho napätia a frekvencie. Relatívna
permitivita εr prehrievaného materiálu býva 2 až 7, tg δ∈⟨0,01; 0,08⟩.
Jednoduchú dielektrickú ohrievačku tvorí systém doskového kondenzátora a dielektrickej
vsádzky. Náhradnú schému takej ohrievačky je možné znázorniť ideálnym bezstratovým
kondenzátorom s kapacitou
hS
hSC r0 ⋅εε=⋅ε= (180)
pri ploche dosky kondenzátora S a hrúbke dielektrika h, s relatívnou permitivitou εr.
Paralelne pripojený odpor R reprezentuje straty skutočného kondenzátora (obr. 8.1).

Kapitola 8 Dielektrický ohrev
89
Obr. 8.1 a) Schéma dielektrického ohrevu a elektrická náhradná schéma b) Fázový
diagram dielektrického ohrevu
Z fázového diagramu náhradnej schémy vyplýva:
RC1
CURU
II
tgC
R
ω=
ω==δ (181)
Formálne odpor R v náhradnej schéme môžeme vyjadriť vzťahom
Sh1
R ⋅γ
= (182)
v ktorom γ je merná elektrická vodivosť dielektrika. Dosadením (180) a (182) do rovnice
(181) dostaneme medzivýsledok
r0
tgεωε
γ=δ (183)
z ktorého vyplýva veľkosť tzv. náhradnej vodivosti dielektrika
CR
tg r0r0 ⋅
εε=δεε⋅ω=γ (184)
v ktorej súčin εr . tg δ nazývame stratovým činiteľom dielektrika. Charakterizuje
správanie sa dielektrika pre dané elektrické parametre, najmä frekvenciu. Náhradná
vodivosť dielektrika je celkovou vodivosťou, t.j. obsahuje priamu zložku vplyvom pohybu
voľných elektrónov a iónov, ako aj nepriamu, spôsobenú polarizáciou molekúl (ich trením).

Kapitola 8 Dielektrický ohrev
90
Pri zvyšovaní frekvencie sa budú dipóly obracať v striedavom poli so spozdením
za elektrickým poľom, budú relaxovať. Tým začne slabnúť náboj polarizácie a preto aj εr bude s rastúcou frekvenciou klesať. S rastom frekvencie sa bude tg δ zväčšovať, až
pri určitej kritickej frekvencii a vyššej dochádza k poklesu tg δ (εr klesá, γ rastie).
Predpokladajme ohrev dielektrika (γ <<ω.ε) medzi platňami kruhového kondenzátora
s polomerom r1>>h. V dielektriku vplyvom priloženého harmonického napätia vzniká valcové
harmonické EMV, ktoré je popísané riešením vlnových rovníc pre nevodivé prostredie [8]:
• pre elektrickú zložku intenzity poľa (v smere kolmom na polomer dielektrika)
)x(JEE 00 ⋅= (185)
• pre magnetickú zložku intenzity poľa (v radiálnom smere)
)x(JEjH 10 ⋅⋅µε
= (186)
kde Eo je intenzita elektrického poľa v strede dielektrika (r = 0) Jo(x) a J1(x) sú Besselove funkcie reálneho argumentu x, pričom
;r2x ⋅λπ
= fv
=λ ; rr
810.3v
ε⋅µ= (187)
Vzťahy platia presne pre ideálne dielektrikum (γ = 0) a veľmi približne aj pre reálne
dielektrikum (γ <<ω.ε). V prípade, že argument x je veľmi malý, teda vlnová dĺžka λ >> r,
bude pole v dielektriku dané rovnicami:
.konštEE 0 == (188)
r2xEH 0 ≈⋅⋅
µε
= (189)
Teda elektrické pole v dielektriku bude približne homogénne a intenzita magnetického poľa
sa s rastúcim polomerom zväčšuje lineárne (obr. 8.2).

Kapitola 8 Dielektrický ohrev
91
Obr. 8.2 Závislosť el. parametrov na polomere dielektrík
Podmienka homogénnosti elektrického poľa (λ >> r) je pri bežne používaných rozmeroch
dielektrika a kondenzátora (r1 rádovo 10-1 m) a fyzikálnych vlastnostiach dielektrika
(εr є <2,7>, tg δ є <0,01; 0,08>), pri frekvenciách f є <106, 108> MHz, približne splnená.
Preto výkon indukovaný v dielektriku s homogénnym elektrickým poľom bude definovaný
výkonom, ktorý prislúcha náhradnému odporu R dielektrika. Z náhradnej schémy (obr. 8.1)
vyplýva:
δω=δ== tg.CUtg.I.UI.UP 2efCefRef (190)
Postupne dosadením za C (180) tg δ (183) a γ (184) dostaneme tepelný výkon generovaný
v dielektriku (U = E.h)
V.tg..Eh.S.tg...UP r02efr0
2ef δεεω=δεεω= (191)
kde Eef je efektívna hodnota elektrickej zložky intenzity poľa
V je objem ohrievaného dielektrika
Potom merný tepelný výkon v dielektriku bude:
22ef E
21.E
VP
⋅γ=γ==σ (192)
kde E je maximálna hodnota intenzity elektrického poľa. Ak je pole homogénne je
020
2 E21E
21
σ=⋅γ=⋅γ=σ (193)
t.j. merný výkon je rovnaký na celom polomere dielektrika (pre r=0 je E=E0, zároveň σ=σ0)

Kapitola 8 Dielektrický ohrev
92
V prípade nehomogénneho poľa je podľa (185)
( )
⋅
λπ
⋅σ=⋅σ=σ=σ r2J)x(Jx 200
200 (194)
kde бo je znovu merný výkon v strede dielektrika (r=0). Teda merný výkon dielektrika
k okrajom kondenzátora klesá s polomerom r podľa funkcie )x(J20 a stredná hodnota
merného výkonu bude
( ) ( )[ ]VPxJxJ 1
211
200s =+⋅σ=σ (195)
Stupeň rovnomernosti ohrevu v danom mieste dielektrika bude
( ) ( ) ( )( ) ( )1
211
20
20
s xJxJ
xJxx+
=σ
σ=ψ (196)
V reálnych podmienkach dielektrického ohrevu je Ψ(x)≈1, pretože ( ) ( ) 0xJ,1xJ 1211
20 →= .
Z dôvodov lepšej rovnomernosti ohrevu sa volí polomer vsádzky r2 menší ako polomer
dosiek kondenzátora r1. Elektrické pole v dielektriku môžeme považovať za homogénne a
ohrev dielektrika za rovnomerný, ak je x2=2π ⁄ λ . r2 < 0,3 čo je veľmi častý prípad
pri dielektrických ohrievačoch.
8.1. NAPÁJACIE ZDROJE A POUŽITIE DIELEKTRICKÉHO OHREVU
Každé dielektrické ohrievacie zariadenie sa skladá z troch blokov (obr. 8.3)
• vf – generátor, ako zdroj vysokofrekvenčnej energie
• pracovný ohrievací kondenzátor so vsádzkou • blok ovládania a riadenia

Kapitola 8 Dielektrický ohrev
93
Obr. 8.3 Dielektrická ohrievačka
Základnou časťou dielektrickej ohrievačky je vysokofrekvenčný generátor, t.j. zariadenie generujúce vf – energiu. Činnosť vf – generátora je nasledovná: Napätie rozvodnej siete sa
najprv transformuje a usmerní. Usmernené sa privádza do elektrónkového oscilátora,
v ktorom sa generuje na potrebnú frekvenciu. Jej hodnota závisí od parametrov kmitavého
LC obvodu oscilátora. Oscilačná elektrónka dodáva do tohto obvodu energiu v podobe
prúdových impulzov z jednosmerného zdroja v rytme kmitania oscilačného obvodu.
Pracovné frekvencie vf-generátorov pre dielektrické ohrievačky sa volia mimo frekvenčného pásma rádiotelekomunikácií, aby nevzniklo rušenie. Sú to napr. frekvencie 13,16 ± 0,6 %
MHz; 20 MHz; 27,12 ± 0,6 % MHz; 75 MHz a vyššie [23].
Dielektrické ohrievačky slúžia najmä na ohrev a zváranie nevodivých materiálov. V oboch skupinách sa vyrábajú o výkonovom spektre od niekoľko 100 W do desiatok kW, v širokom
frekvenčnom rozsahu.
Ohrievačky pre ohrev majú široké uplatnenie v drevárskom priemysle, napr. pre sušenie
drevného polotovaru, výrobu preglejok, pre spájanie prvkov glejovým spôsobom. Nakoľko
drevný materiál sa suší zvnútra, nedochádza k jeho praskaniu. Na obr. 8.4 je naznačený
princíp výroby preglejok. Vrstvy preglejky (1) potreté glejom sa pod tlakom umiestnia medzi
dosky kondenzátora (2) a (3), z ktorých jedna je uzemnená, druhá izolovaná. Vf – generátory majú výkon až 100 kW pri frekvencii v jednotkách MHz.

Kapitola 8 Dielektrický ohrev
94
Obr. 8.4 Výroba preglejok dielektrickým spôsobom
V priemysle umelých hmôt sa používajú dielektrické ohrievačky napr. na zváranie rôznych
fólií, tiež sa uplatňujú pri výrobe bakelitových produktov.
8.2. MIKROVLNOVÝ OHREV
Mikrovlnový ohrev je špecifický spôsob dielektrického ohrevu, pri ktorom sa používajú
pracovné frekvencie rádovo GHz. Pri takých vysokých frekvenciách sa už nedá použiť
klasický ohrievací kondenzátor, pracovný priestor tvorí tzv. multimódový rezonátor. V tomto,
podobne ako pri dielektrickom ohreve, ohrev málo vodivých materiálov spôsobuje elektrická
zložka intenzity stojatého EMV. Vzhľadom k malej vlnovej dĺžke vlnenia (cm až dm) ohrev sa uskutočňuje v dokonale uzavretom pracovnom priestore. Mikrovlnový ohrev sa používa
v priemyselných technológiách i komunálnej sfére vrátane domácnosti. Mikrovlnové
ohrievačky sa využívajú v drevárskom priemysle, pri sušení papiera, plastických hmôt,
pri vulkanizácii gumy. V potravinárstve sa touto metódou pasterizuje mlieko, pripravuje pečivo a pod. V zariadeniach verejného stravovania a domácnostiach sa používajú
„mikrovlnky“ k rozmrazovaniu potravín, rýchlej príprave jedál atď.
Zdrojom vysokých frekvencií pri mikrovlnovom ohreve sú špeciálne elektrónky, známe ako
magnetróny.

Kapitola 9 Oblúkový ohrev
94
9. OBLÚKOVÝ OHREV
Oblúkový ohrev je elektrický ohrev, ktorý sa uskutočňuje premenou elektrickej energie
na teplo v silnom elektrickom oblúku, horiacom vo vodivom prostredí plynov a pár. Elektrický oblúk je samostatný elektrický výboj, vyznačujúci sa zápornou voltampérovou
charakteristikou, nízkym napätím a vysokou prúdovou hustotou.
Podmienkou vodivého prostredia plynov a pár je ich uvedenie do ionizovaného stavu.
Ionizáciou sa nevodivé elementárne častice plynu, atómy a molekuly, stávajú vodivými
štiepením na elektróny, kladné a záporné ióny. Súbežne v ionizovanom plyne prebiehajú
deionizačné procesy, rekombinácia a difúzia elektricky aktívnych častíc. Procesy ionizácie a
deionizácie plynu spolu s procesmi, ktoré prebiehajú na hraničných plochách výbojovej
oblasti sa nazývajú elementárne.
Podmienkou ionizácie je dodanie energie ionizovanej častici potrebnej na pokrytie tzv. ionizačnej práce Ai, t.j.
ioii u.eAW =≥ & (197)
ktorá je závislá od veľkosti ionizačného potenciálu plynu. Podľa spôsobu odovzdávania
energie neutrálnej častici plynu je niekoľko možností ionizácie (fotoionizácia, ionizácia
nárazom, kontaktná, termická ...). V aplikáciách oblúkového ohrevu je určujúcou termická ionizácia pri teplotách 2000 až 3000 K, ktoré korešpondujú s počiatočnou teplotou plazmy
oblúkového výboja.
Z podmienky rovnováhy ionizácie a opačných procesov rekombinácie a difúzie častíc,
pre ustálený stav plazmy výboja je odvodený Sachov zákon. Vyjadruje stupeň ionizácie x,
t.j. pomer počtu ionizovaných molekúl k celkovému počtu do začiatku ionizácie, ako funkciu
ionizačného potenciálu Ui, teploty T a tlaku plynu p vo výbojovej oblasti [21]
T.kA
5,242
2 i
e.T.10.4,2p.x1
x =−=−
(198)
kde k je Boltzmannova konštanta. S teplotou stupeň ionizácie rastie, naopak s tlakom klesá.
Táto skutočnosť v oblúkových peciach so zakrytým oblúkom (vysoký tlak v oblasti oblúka),
spôsobuje jeho časté zhášanie.
Rekombinácia častíc sa uskutočňuje v plyne, v ktorom existujú častice s opačným
nábojom. Rekombináciou sa vždy uvoľňuje energia, ktorej forma závisí od typu

Kapitola 9 Oblúkový ohrev
95
rekombinácie. Napr. zrážkou kladného a záporného iónu uvoľnená energia zväčší ich
kinetickú energiu, čo sa prejaví zvýšením teploty plazmy výboja.
Difúzia častíc za hranice výbojovej oblasti je spôsobená ich tepelným pohybom, prípadne miestnymi rozdielmi v objemových hustotách nábojov. Intenzita difúzie je nepriamo úmerná
priemeru výbojovej oblasti. Preto v oblúkových peciach má podstatne menší význam ako
rekombinácia.
Charakter pretekajúceho prúdu v oblúkovom výboji je v zásade určený procesmi prebiehajúcimi na jeho hranici. Význam má najmä katóda, z ktorej emisia elektrónov sa
môže uskutočniť dvojakým spôsobom. V oblúku s horúcou katódou je to termoelektronická
emisia, t.j. výrazný tepelný pohyb elektrónov. Zo studenej katódy emisiu elektrónov je možné uskutočniť silným elektrickým poľom (studenou alebo elektrostatickou emisiou).
V oboch prípadoch nutnou podmienkou toho, aby elektrón opustil povrch elektródy je aby
jeho kinetická energia bola minimálne rovná tzv. výstupnej práci, závislej od druhu materiálu
elektródy.
Pri termoelektronickej emisii je prúdová hustota na povrchu elektródy funkciou teploty T,
pri elektrostatickej funkciou intenzity poľa E na povrchu, konkrétne
TB
21T
1
e.T.Ai−
= (199)
EB
22E
2
e.E.Ai−
= (200)
kde A1, A2, B1, B2 sú konštanty závislé od druhu materiálu elektród a podmienok emisie.
V oblúkových peciach má určujúci význam termoelektronická emisia.
9.1. JEDNOSMERNÝ OBLÚK
Vznik a vývin tepla v oblúkovom výboji je dôsledkom fyzikálnych dejov prebiehajúcich
v ohraničenom plynnom prostredí, ktoré za normálnych podmienok je nevodivé. Vodivým sa
stáva pôsobením ionizačných faktorov, napr. vysokou teplotou, elektrickým poľom,
rádioaktívnym žiarením a pod.
V oblúkových peciach má zásadný význam ionizácia vysokou teplotou – termická a ionizácia
elektrickým poľom.

Kapitola 9 Oblúkový ohrev
96
Mechanizmus jednosmerného oblúka môžeme stručne popísať takto: následkom termickej
alebo elektrostatickej emisie sa z povrchu katódy uvoľňujú elektróny. V oblasti tzv. katódovej škvrny sa ich rýchlosť zvyšuje natoľko, že sú schopné ionizovať výbojový priestor.
Vzniknuté kladné ióny vplyvom poľa dopadajú na katódu a ďalej ju “prihrievajú”. Elektróny
smerujúce k anóde cez plazmu výboja ju permanentne ionizujú, čím sa zároveň hradí úbytok
koncentrácie nabitých častíc vplyvom rekombinácie a difúzie. Elektróny dopadajúce
na anódu sa neutralizujú, vyrážajú z nej kladné ióny, smerujúce znova ku katóde. Zdrojom
nabitých častíc v oblasti výbojového stĺpca je termická ionizácia. Plynné prostredie stĺpca je v stave dynamickej rovnováhy, zodpovedajúcej teplotným podmienkam, tlaku, gradientu
napätia a druhu plynu.
Rozloženie teploty v celej výbojovej oblasti je trvalo nerovnomerné. Teplota sa mení
po dĺžke osi oblúka i jeho polomere. Maximálnu hodnotu dosahuje na osi v blízkosti katódy,
smerom k povrchu klesá, v závislosti na spôsobe ochladzovania. V oblasti maximálnej
teploty sa intenzívne mení elektrická energia na teplo.
Súvislosť medzi napätím a prúdom oblúka vyjadruje voltampérová charakteristika.
Matematicky sa vyjadruje všeobecným vzťahom
nI
cU = (201)
s konštantami c a n, zohľadňujúcimi parametre výbojovej oblasti. Z rôznych empirických vzťahov pre oblasť tzv. kľudného oblúka sa často používa rovnica Ayrtonovej [21]
I
l.dclbaU
++⋅+= (202)
kde a, b, c, d, sú konštanty závislé od materiálu elektród. Z Ayrtonovej rovnice je možné
vyjadriť výkon jednosmerného oblúka.
l.dcI.l.bI.aIUP +++=⋅= (203)
t.j. pre danú dĺžku oblúka výkon s prúdom rastie lineárne, rovnako pre daný prúd výkon
s dĺžkou oblúka rastie lineárne.
9.2. STRIEDAVÝ OBLÚK

Kapitola 9 Oblúkový ohrev
97
Jednosmerný oblúk horí medzi elektródami so stálou funkciou katódy a anódy. Ak by sme
v takom obvode vymenili svorky zdroja jednosmerného napätia, t.j. zmenili polaritu elektród, oblúk zhasne. Aby sa znovu zapálil je potrebné novú katódu žeraviť. Ak sa teda obidve
elektródy udržujú dostatočne žeravé, oblúk bude horieť v oboch polperiódach i pri napájaní
striedavým prúdom. Vznikne striedavý oblúk. V momente zmeny polarity pôvodná anóda je
obklopená záporným priestorovým nábojom, pri znovuzapálení oblúka musí sa tento náboj
premiestniť k novej anóde. Za túto dobu sa elektródy ochladzujú, preto znovuzapálenie
oblúka vyžaduje spravidla vyššie napätie, aké je potrebné na jeho udržanie.
Pre horenie striedavého oblúka je teda potrebné splniť dve požiadavky.
• obidve elektródy musia byť žeravé
• napätie v obvode striedavého oblúka musí byť minimálne rovné napätiu potrebnému k znovuzapáleniu pri zmene polarity.
Ak podmienky horenia oblúka sú také, že počet ionizovaných častíc vznikajúcich v jednotke
času je rovný počtu rekombinujúcich a difúziou unikajúcich častíc, plazma výboja je v stave
dynamickej rovnováhy. Stav plazmy nie je funkciou času, odpovedajúci režim horenia oblúka
je statický. Ak z niekoľkých statických stavov oblúka zostrojíme závislosť U=f(I),
voltampérová charakteristika je tiež statická. Podmienkou udržania statickej charakteristiky
je taká rýchlosť zmien elektrického režimu oblúka, aby tepelné a ionizačné procesy (zmeny) v plazme, stačili sa prispôsobiť zmenám napätia a prúdu. Pri statickej charakteristike (krivka
S, obr. 9.1) je zhášacie napätie rovné alebo približne rovné zápalnému napätiu. Takúto VA -
charakteristiku má jednosmerný oblúk, ak v ňom nedochádza k náhlym zmenám elektrických parametrov. Pri elektrickom režime oblúka s rýchlymi zmenami napätia a prúdu (napr.
pri striedavom oblúku), tepelné a ionizačné procesy v plazme výboja sa neprispôsobujú
okamžite novým podmienkam, ale menia sa s určitou zotrvačnosťou. Elektrický odpor
v plazme výboja zodpovedá predchádzajúcemu elektrickému režimu. Tento jav nazývame
hysteréziou el. oblúka a voltampérovú charakteristiku s uvážením hysterézie dynamickou.
Dynamickou charakteristikou sa teda zohľadňuje zotrvačnosť teplotných procesov v plazme (krivka D, obr. 9.1).

Kapitola 9 Oblúkový ohrev
98
Obr. 9.1 VA - charakteristika elektrického oblúka
Pre dynamickú charakteristiku sú špecifické dva krajné stavy. Pri takých zmenách prúdu
oblúka, ktorým sa stačí prispôsobovať deioinizácia plazmy, dynamická charakteristika je
totožná so statickou (krivka S) . Zápalné napätie je rovné zhášaciemu. V druhom krajnom
prípade, pri veľmi rýchlych zmenách oblúk zhasne bez toho, aby sa priestor výboja
deionizoval. Veľkosť zhášacieho napätia je rovná napätiu, pri ktorom oblúk komutoval
(krivka D). Vo všetkých ostatných prípadoch dynamická charakteristika sa nachádza medzi
krivkami S a D.
Z dôvodu rýchlych periodických zmien (elektrických aj tepelných) striedavé oblúky sa riadia dynamickými charakteristikami. Dynamické charakteristiky môžu mať rôzny tvar, závislý
od podmienok horenia oblúka a jeho ochladzovania.
V porovnaní s jednosmerným oblúkom striedavý oblúk je menej stabilný, čo vyplýva
zo skutočnosti, že v každej polperióde sa zapaľuje a zháša. Podmienky znovuzapálenia
oblúka sú ovplyvňované parametrami obvodu. Ak v obvode oblúka je veľký odpor a malá
indukčnosť, okamžitá hodnota napätia v momente prechodu krivky prúdu nulou je spravidla
nedostatočná k znovuzapáleniu oblúka. Oblúk sa zapaľuje ťažšie, horí prerušovane s obmedzenou stabilitou. Časové priebehy napätí a prúdov pri prevládajúcom odpore
v obvode oblúka sú naznačené na obr. 9.2a. Ak obvod oblúka má veľkú indukčnosť a malý
odpor, je fázový posun medzi napätím a prúdom natoľko veľký, že v momente prechodu
krivky prúdu nulou je na elektródach dostatočne veľké napätie k znovuzapáleniu oblúka.
Oblúk sa zapaľuje jednoduchšie, horí neprerušovane, jeho stabilita je vyššia (obr. 9.2b).
Okrem podstatne menších činných strát v obvode je to druhý dôvod, prečo na striedavých
oblúkových peciach sa používa stabilizácia indukčnosťou, aj keď zhoršuje účinník zariadenia. Teoreticky sa dá zdôvodniť, že optimálna indukčnosť pre neprerušované horenie

Kapitola 9 Oblúkový ohrev
99
striedavého oblúka musí vyhovovať podmienke, že cos φ = 0,85, čomu zodpovedá pomer
napätia na oblúku k napätiu zdroja 54,0UU
Z
o ≤
Obr. 9.2 a) Časový priebeh napätia a prúdu s prevládajúcim odporom v obvode striedavého oblúka b) Časový priebeh napätia a prúdu s prevládajúcou
indukčnosťou v obvode oblúka
Výkon striedavého oblúka nie je možné vypočítať podľa rovnice (203). V dôsledku vyšších
harmonických, ktoré sa vyskytujú aj pri čisto ohmickom charaktere oblúka, je súčet ich
výkonov vždy menší ako súčin Uo .Io. Pomer
( )
1IU
cosIUk
oo
ioioi<
⋅
ϕ⋅⋅=∑ (204)
nazývame faktorom tvaru oblúka a je závislý od zloženia plazmy oblúka a materiálu elektród.
9.3. OBLÚKOVÉ PECE
Podľa miesta vývinu a spôsobu prenosu tepla na vsádzku, zariadenia využívajúce oblúkový
ohrev rozdeľujeme do troch skupín.
V oblúkových peciach s nepriamym ohrevom (obr. 9.3a) oblúk horí medzi dvoma, resp.
niekoľkými spravidla grafitovými elektródami nad ohrievanou vsádzkou, ktorou prúd
neprechádza. Teplo z oblúka na povrch vsádzky sa prenáša sálaním, prehrievanie v objeme

Kapitola 9 Oblúkový ohrev
100
sa uskutočňuje prúdením a vedením. Tento druh pecí sa používa najmä na tavenie
farebných kovov.
V oblúkových peciach s priamym ohrevom (obr. 9.3b) oblúk sa uzatvára medzi elektródou, resp. skupinou elektród a vodivou vsádzkou. Horí na hladine vsádzky, preto sa tiež nazývajú
pece s odkrytým oblúkom. Tieto pece sa využívajú najmä pri výrobe rôznych druhov
elektroocelí.
Priamy oblúkový ohrev sa tiež uplatňuje v peciach so zakrytým oblúkom (obr. 9.3c), teda horí pod pevnou vrstvou vodivej vsádzky medzi elektródami a jej tekutou fázou. Vsádzka je
súčasťou obvodu pece. Okrem oblúka, časť užitočného tepla sa indukuje prechodom prúdu
vsádzkou (Jouleovo teplo), preto sa nazývajú pece odporovo-oblúkové. Používajú sa najmä pri výrobe ferozliatin a karbidu kremíka. Na rozdiel od oceliarskych pecí prevádzkovaných
v periodickom režime, pece so zakrytým oblúkom pracujú nepretržitým spôsobom.
Obr. 9.3 a) Schéma oblúkovej pece s nepriamym ohrevom b) Schéma oblúkovej pece
s priamym ohrevom c) Schéma oblúkovej pece so zakrytým oblúkom
V hutníckom a strojárenskom priemysle SR sa najviac uplatňuje oblúkový ohrev, principiálne
naznačený na obr. 9.3b a 9.4c, teda prostredníctvom oblúkových oceliarskych pecí alebo
odporovo-oblúkových pecí na výrobu ferozliatin. Nakoľko vo všetkých prípadoch využívania
oblúkového ohrevu podľa obr. 9.3 zodpovedajúce taviace zariadenia sú konštrukčne náročné a zároveň odlišné, obmedzíme sa len na oceliarske pece, ktoré slúžia na výrobu rôznych
druhov elektroocelí.
9.3.1 Konštrukčný popis oceliarskych oblúkových pecí
Konštrukčnú zložitosť oceliarskej oblúkovej pece (OOP) vidieť na obr. 9.4

Kapitola 9 Oblúkový ohrev
101
Obr. 9.4 Oblúková oceliarska pec
OOP sa skladá z kruhovej vane prikrytej vekom. Vaňa pece je vymurovaná viacvrstvovou výmurovkou zo žiaruvzdorných a tepelnoizolačných materiálov, spevnená oceľovým
plášťom. Podľa technológie výroby elektroocele vnútorná výmurovka dna a stien vane je
buď zásaditá alebo kyslá (magnezit alebo dinas). Nakoľko vnútorná žiaruvzdorná vrstva je
tepelne extrémne namáhaná, jej životnosť je krátka. Pre zvýšenie životnosti sa preto
na moderných OOP používajú vodou chladené obvodové panely rôznych systémov. Rovnako
vymurovaná klenba veka pece je vystavená extrémnym teplotám a jej správne osadenie do kruhu veka má vplyv na jej trvanlivosť. Aj pri konštrukciách klenby sa začínajú
uplatňovať vodou chladené prvky.
Na zvislých stenách vane oproti sebe sú výrezy pre vsádzací (troskový) a odpichový otvor
s vyústením do odlievacieho žľabu. V klenbe veka sú otvory pre elektródy, prípadne jeden
naviac pre odsávanie plynov z taviaceho priestoru.

Kapitola 9 Oblúkový ohrev
102
Vaňa pece je uložená na tzv. kolískach s koľajnicami, umožňujúcimi dvojstranné naklápanie
vane, na stranu odlievania až o 42°, na stranu troskového otvoru o 10 až 15°. Pohon naklápacieho mechanizmu je najčastejšie hydraulický. Novšie konštrukcie OOP, zvlášť
väčších obsahov pre zrýchlenie tavby a homogenizáciu vsádzky sú opatrené tiež zariadením
na otáčanie vane okolo zvislej osi a zariadením na miešanie vsádzky. Celkové konštrukčné
usporiadanie telesa pece a príslušenstva závisí od spôsobu zavážania vsádzky. Existuje
niekoľko systémov zavážania vsádzky (šrotu) do otvorenej vane, najviac sa uplatňujú
systémy s otočným vekom. Nosné zariadenie elektród a veka pece v tomto prípade tvoria výložník, ktorý sa pri zavážaní nadvihne na podpernom stĺpe o 150 až 300 mm a pootočí
o 80 až 90° tak, že odkryje celú vaňu pece. Pohon býva elektromechanický alebo
hydraulicky.
Nosné zariadenie elektród pozostáva z niekoľkých častí, komplexne zabezpečuje pohybové
operácie súvisiace s technologickými a prevádzkovými požiadavkami na OOP.
Potrebný elektrický príkon do pracovného priestoru pece sa privádza elektródami
od pecného transformátora, umiestneného v kobke v blízkosti pece. Prepojenie medzi
sekundárnymi vývodmi transformátora a elektródami sa zabezpečuje sčasti pevným a pohyblivým elektrickým vedením, tzv. krátkou sieťou. Primárny obvod transformátora má
okrem spínacích meracích a ovládacích zariadení tiež tlmivku a prepínač napäťových
stupňov. Snímanie veličín pre automatickú reguláciu zdvihu elektród sa uskutočňuje
cez meracie transformátory prúdu a napätia.
9.3.2 Elektrické zariadenie OOP
Oceliarske pece až na malé výnimky sú energeticky náročné trojfázové spotrebiče. Na sieť
vn sa pripájajú cez pecný transformátor a sústavu ďalších prvkov buď káblovým vedením
(do 35 kV pre pece strednej veľkosti) alebo vzdušným vedením (zo sústavy 110 kV pre pece
s veľkým obsahom). Jednopólová schéma napájania OOP je znázornená na obr. 9.5

Kapitola 9 Oblúkový ohrev
103
Obr. 9.5 Jednopólová elektrická schéma oblúkovej oceliarskej pece
Medzi najdôležitejšie prvky elektrického obvodu pece z pohľadu racionálnej prevádzky patrí:
1) Tlmivka pece - v obvode oceliarskej pece má dvojakú funkciu
- ohraničuje prevádzkový skratový prúd pece približne na trojnásobok menovitého prúdu
- zabezpečuje stabilné horenie oblúka najmä v obvode natavenia vsádzky (šrotu)
V dobe rafinácie vsádzky, aby sa nezhoršoval účinník pece, tlmivka sa prepóluje, prípadne
pomocou odbočiek na vinutí, zníži jej reaktancia.
2) Pecný transformátor - jeho menovitý výkon v podstate určuje kapacitu oceliarskej
pece. Oproti bežným distribučným transformátorov sa líši najmä:
- vyšším napätím nakrátko (5 – 10 %), potrebným k ohraničeniu prevádzkových skratov
- vysokou hodnotou menovitého sekundárneho prúdu (10 - 100 kA)
- širokým rozsahom regulácie napätia (minimálne 4 napäťové stupne) - vyvedením začiatkov a koncov sekundárneho vinutia nad veko nádoby (z dôvodu
variability zapojení krátkej siete)
Na trojfázových transformátoroch (chladených prirodzenou alebo umelou konvekciou) sa
používajú zapojenia Dd0 alebo Yd1, prepínanie odbočiek sa robí pod záťažou na primárnej
strane, pomocou prepínača odbočiek s prepínacou tlmivkou. Sekundárne napätia pecných

Kapitola 9 Oblúkový ohrev
104
transformátorov s výkonmi do 7 MVA bývajú do 300 V, nad 7 MVA približne do 550 až
600 V.
Zdanlivý výkon pecného transformátora závisí od rozmerov (veľkosti) pece a požadovanej doby tavenia menovitého obsahu vsádzky, určuje sa empirickým vzťahom
τ
=32,3
ptr
D.110S [kVA] (205)
kde Dp je priemer plášťa pece [m]
τ je doba tavenia menovitej vsádzky [hod].
3) Krátka sieť - sú to zväzky vodičov spájajúcich sekundárne vývody transformátora a
elektródy pece, ktoré zabezpečujú prenos potrebného výkonu do pracovného priestoru
pece. S ohľadom na veľkosť pretekajúcich prúdov (činné straty) sekundárne vedenie
má byť čo najkratšie, z čoho je odvodený názov „krátka sieť“. V okolí krátkej siete pôsobia silné elektromagnetické polia, ktoré sa prejavujú mnohými nepriaznivými
úkazmi, počínajúc povrchovými javmi, často výraznou impedančnou asymetriou až
po silné tepelné a dynamické namáhania vodičov. Preto kvalita krátkej siete má výrazný vplyv na mernú spotrebu elektrickej energie. Konštruuje sa na báze Cu - materiálov
(pásy, káble, rúry) v priestorovom usporiadaní koplanárnom alebo triangulárnom,
s elektrickým zapojením podľa obr. 9.6.
Obr. 9.6 Elektrické zapojenie krátkej siete: do hviezdy; do trojuholníka na ohybných
kábloch; do trojuholníka na elektródach pece

Kapitola 9 Oblúkový ohrev
105
Vymenované priestorové usporiadania a elektrické zapojenia je potrebné považovať
za základné, existujú mnohé modifikácie podľa výrobcov pecí, veľkosti pece,
technologického procesu a pod.
Do sústavy krátkej siete patria aj pecné elektródy. Na súčasných oceliarskych peciach sa
používajú grafitové elektródy, menej uhlíkové a zriedkavo tzv. opotrebovateľné na báze
kovov a ich zliatin, ktorých teplota tavenia je nižšia ako pracovná teplota v peci, takže
v pretavenej forme sa zúčastňujú na zložení odlievaného produktu. Pre zníženie mernej
spotreby grafitových elektród sa využíva tzv. alitácia, t.j. povrchová úprava grafitu na báze
hliníka a karbidu kremíka, znižujúca intenzitu oxidácie povrchovej vrstvy.
Pretože oblúková pec tvorí v podstate induktívnu záťaž (max. užitočný výkon dosahuje v okolí cos ϕ=0,7 až 0,8), na vykompenzovanie jalovej energie sa používajú spravidla
statické kondenzátory. Kompenzácia účinníka je sériová, paralelná, prípadne kombinovaná, pri voľbe rozhoduje spôsob prevádzkovania pece, tvrdosť energetickej siete, realizačné
možnosti kompenzácie a pod. Moderné spôsoby kompenzácie sú riešené pomocou
tyristorovo spínavých kondenzátorov alebo tlmiviek.
Potrebnú výšku elektród nad hladinou vsádzky, t.j. optimálnu dĺžku oblúka zabezpečuje
automatická regulácia zdvihu elektród.
Na súčasných oblúkových oceliarskych peciach je najrozšírenejšia prúdovo-napäťová, t.j.
impedančná regulácia, kde regulovanou veličinou je pomer napätia a prúdu. Regulačná odchýlka pri impedančnej regulácií sa vyjadruje vzťahom:
00 U.bI.ax −= (206)
kde a, b sú konštanty
I0, U0 sú prúd a napätie oblúka
Ak je odchýlka nulová, je
.konštZIU
ba
0
0 === (207)
preto túto reguláciu nazývame impedančnou. Odchýlka sa môže meniť v značnom rozsahu,
od maximálnej kladnej hodnoty (prevádzkový skrat) po maximálnu zápornú hodnotu (nulový prúd oblúka). Rozsah ± z sa obmedzuje konštantami a, b. Výhodami impedančnej regulácie
sú dostatočná presnosť a schopnosť samočinne zapáliť oblúk. Nevýhodou impedančnej
regulácie je, že pri zmene napätia siete sa mení nastavený výkon so štvorcom odchýlky.

Kapitola 9 Oblúkový ohrev
106
S cieľom urýchlenia homogenizácie tekutého kovu sú najmä veľké oceliarske pece opatrené
zariadením na cirkuláciu vsádzky, nakoľko vlastné elektromagnetické pole v peci ani tlak oblúka na kúpeľ nie sú dostatočne výrazné. Existuje niekoľko zariadení na „miešanie“
vsádzky [22].
Indukčné miešadlo fy. ASEA je v princípe dvojfázový asynchrónny motor. Má robustný
stator, veľkú vzduchovú medzeru a hladký rotor, vytvorený kovovým kúpeľom. Statorové
vinutie pozostáva z dvoch sústredných cievok, pričom jedna z nich (z dôvodu zväčšenia
pólového rozchodu) je rozdelená na dve časti. K napájaniu miešadla slúži buď špeciálny
dvojfázový generátor alebo dva jednofázové s nízkou frekvenciou. Miešadlo fy. ASEA sa umiestňuje mimo vaňu pece pod dno, ktoré musí byť z nemagnetického plechu s vysokým
merným odporom (18% Cr, 8% Ni), aby sa neprehrievalo vplyvom vírivých prúdov.
Najvhodnejšia frekvencia napájacieho prúdu s ohľadom na dobrý miešací efekt a súčasne
malé straty vírivými prúdmi je v hraniciach 0,5 až 1,2 Hz. Rýchlosť cirkulácie je okolo
0,5 m/s. Pri použití tzv. panvovej metalurgie, zariadenie pre miešanie vsádzky odpadá.
9.3.3 Elektrický a prevádzkový režim OOP
Prevádzkový režim oblúkových pecí závisí od rôznych technologických faktorov, kvality
elektród, konštrukcie pece vrátane výmurovky, ale najmä od voľby elektrického režimu.
Elektrický režim pece je možné meniť stupňovitou zmenou napätia na elektródach
(prepínaním odbočiek pecného transformátora) alebo plynulou zmenou prúdu tečúceho
oblúkom, teda zmenou dĺžky oblúka. Prvý spôsob sa používa pri jednotlivých etapách tavby
v peci, druhý spôsob je viazaný na automatickú reguláciu pohybu elektród, ktorá pri danom napäťovom stupni udržuje konštantnú dĺžku oblúka, teda konštantný (optimálny) prívod
elektrickej energie do taveniny.
Elektrický režim oblúkovej oceliarskej pece sa vyjadruje elektrickými charakteristikami. Sú to
závislosti výkonových parametrov (prípadne aj napäťových), účinníka a účinnosti
od pracovného prúdu. Elektrické charakteristiky je možné zistiť výpočtom, graficky metódou
kružnicového diagramu alebo najpresnejšie meraním na konkrétnej peci.
Často používaná metóda kružnicového diagramu je menej presná (predpokladá určité
zjednodušenie) a vychádza z náhradnej schémy obvodu pece, znázorňuje na obr. 9.7 pre sekundárne a fázové hodnoty.

Kapitola 9 Oblúkový ohrev
107
Obr. 9.7 Elektrická náhradná schéma oblúkovej pece
Náhradnej schéme zodpovedá fázová rovnica
22C
oblc
C
f2 II.X
RRj
XU
j ++
−=− (208)
kde Rc je celkový odpor obvodu jednej fázy vrátane prepočítaných odporov tlmivky a
transformátora na sekundárnu stranu
Xc je celková reaktancia obvodu jednej fázy rovnako definovaná ako RC.
Robl je odpor oblúka
Z rovnice (208) vyplýva: Nakoľko pomer cf2 X/U je možné zjednodušene považovať
za konštantný, fázor prúdu sa pohybuje po polkružnici s priemerom, ktorý fyzikálne
znamená ideálny prúd nakrátko (Rc = Robl = 0)
Podmienkou Robl = 0 je definovaný prevádzkový skrat pece a teda aj skutočný prúd nakrátko
2C
2C
f2k,2
XR
UI
+= (209)
ktorý za napätím U2f zaostáva o uhol φA, t.j.
( )C
CA R
Xtg =ϕ (210)
Konštrukcia kružnicového diagramu je naznačená na obr. 9.8.

Kapitola 9 Oblúkový ohrev
108
Obr. 9.8 Kružnicový diagram oblúkovej pece
Z analýzy kružnicového diagramu vyplýva:
1) Hodnotu maximálneho činného príkonu dosiahneme v stave, kedy je Rc + Robl = Xc, t.j.
pre účinník cos φB = cos 45º = 0,707.
Potom je c
f2f2maxw2
X.2
UZ
UI == (211)
a odpovedajúci maximálny činný príkon
c
f2oblc
2maxw2maxw X2
U)RR.(IP =+= (212)
Maximálny činný príkon v obvode závisí len od veľkosti napájacieho napätia a indukčnosti
obvodu. Dá sa preto parametrami U2f a Xc ovplyvňovať.
2) Hodnotu maximálneho užitočného výkonu (v teoretických charakteristikách totožného
s maximálnym výkonom oblúka) dosiahneme pri polovičnom fázovom posuve nakrátko, t.j. φc = 1/2 φA. V tomto stave je
2c
2cobl XRR += (213)
a

Kapitola 9 Oblúkový ohrev
109
2c
2cc
2c
2c
f22c
2oblc
f2f2maxuž2
XRRXR2
U
X)RR(
UZ
UI
+++=
++== (214)
Odpovedajúci maximálny užitočný výkon bude:
)XRR(2
UR.IP
2c
2cc
2f2
obl2
maxuž2maxuž++
== (215)
Prúd odpovedajúci maximálnemu užitočnému výkonu je menší ako I2wmax a je závislý nielen
od reaktancie Xc, ale aj od pasívneho odporu obvodu Rc. Ich funkciou je aj maximálny
užitočný výkon pece.
3) Účinník pece je vyšší, ak klesá reaktancia obvodu pece a zároveň rastie pomer napätia
a prúdu pece. 4) Elektrická účinnosť pece je vyššia, ak sú menšie pasívne odpory a reaktancia obvodu
pece a zároveň vyšší pomer napätia a prúdu.
5) Odpor pece vrátane oblúka má byť číselne porovnateľný s reaktanciou. Pri R<<X
(pravá strana diagramu), účinník a elektrická účinnosť rapídne klesajú, ak sa zmenší R.
Naopak pri R>>X (ľavá strana diagramu) zníži sa výkon pece, ak sa zvýši R.
Zo siete zvolených pracovných prúdov v kružnicovom diagrame I2∈⟨0,I2,k⟩ sa zostrojujú
elektrické charakteristiky pece, menovite PW, Puž, Pe,str, Uobl, cos φ, ηel = f(I2) (obr. 9.9a)

Kapitola 9 Oblúkový ohrev
110
Obr. 9.9 a) Elektrické charakteristiky oblúkovej pece b) Pracovné charakteristiky oblúkovej
pece
Takto konštruované charakteristiky oblúkovej pece sa nedajú považovať za skutočné,
pretože nevyjadrujú jej prevádzku ako elektrotepelného zariadenia komplexne. Menovite,
nevyjadrujú tepelný režim pece, ktorý rovnako ako elektrický ovplyvňuje optimálny chod pece [23]. Skutočný (koncový) užitočný výkon je definovaný vzťahom
s,ts,el1s,tužužk PPPPPP −−=−= (216)
kde Pel,s sú elektrické straty (výkon kompenzujúci elektrické straty) Pt,s sú tepelné straty, ktoré je možné považovať za konštantné a nezávislé
od elektrického režimu pece
Potom výsledná energetická účinnosť pece bude
1
tsuž
1
k,užen P
PPP
P −==η (217)

Kapitola 9 Oblúkový ohrev
111
Tepelné straty v priebehu tavby sa menia s rastúcim indexom. Strednú hodnotu tepelných
strát je možné určiť empiricky z hmotnosti vsádzky G [t] vzťahom [22]
G.APts = (218)
kde koeficient A má význam merných tepelných strát (250 až 400 kW/t, pre malé až veľké
pece). Tepelné straty výrazne ovplyvňujú energetickú účinnosť pece (Pts > Pel,s), pre malé
pece tvoria až 45%-ný podiel, pre veľké 30%-ný podiel z celkovej spotreby elektrickej
energie v jednej tavbe.
Tepelné straty a energetická účinnosť spolu s elektrickými charakteristikami umožňujú
stanoviť skutočné pracovné charakteristiky oblúkovej oceliarskej pece. Zároveň umožňujú
vypočítať charakteristické parametre pece, potrebné k stanoveniu optimálnej prevádzky, t.j.:
• mernú výrobnosť pece, resp. rýchlosť tavenia vsádzky:
už
k,už
už
tsuž
w
P
wPP
tG
g =−
== [t/h] (219)
• celkovú mernú spotrebu elektrickej energie
−
++=
++=
η=
tsuž
tss,eluž
tss,eluž
en
už
PP
PP1w
g
PPw
ww (220)
kde t je čistá doba tavby, t.j. doba v priebehu ktorej je pec pod prúdom
wuž je merná užitočná spotreba elektrickej energie (bez elektrických a tepelných strát a
počíta sa z energetickej bilancie taviaceho procesu)
Z analýzy rovníc (219) a (220) vyplýva:
1) Merná výrobnosť pece resp. rýchlosť tavenia vsádzky dosahuje max. hodnotu v bode
max. hodnoty Puž (pri konštantných hodnotách Pts a wuž - čo je reálne platné)
2) Celková merná spotreba elektrickej energie dosahuje min. hodnotu pri nižších
hodnotách prúdu a výkonu, zodpovedajúcich max. mernej výrobnosti.
Oblasť na pracovných charakteristikách, ohraničená max. výrobnosťou a min. mernou
spotrebou el. energie určuje oblasť racionálneho prevádzkového režimu oblúkovej
oceliarskej pece (obr. 9.9b).

Kapitola 9 Oblúkový ohrev
112
Z pracovných charakteristík je možné určiť aj ďalšie prevádzkové prúdy pre príslušnú
napäťovú odbočku, napr. ekonomicky najvýhodnejší, z podmienky minimálnych nákladov na tonu vyrobenej ocele. Nachádza sa vždy v oblasti racionálneho režimu, jeho poloha závisí
tiež od ceny el. energie, ceny elektród, materiálu výmurovky pece.
9.3.4 Racionalizácia prevádzky OOP
Prehľadný obraz o spôsobe optimalizácie prevádzky oblúkových pecí poskytuje predchádzajúca časť, v ktorej bol naznačený spôsob tvorby elektrických charakteristík.
Z uvedeného vyplýva, že pracovný prúd sa môže pohybovať v relatívne širokom rozsahu.
Pri malých pracovných prúdoch elektrické parametre menovite ηel, cos ϕ, Pel,s vykazujú
prijateľné hodnoty. Zároveň ale Puž ≡ Pobl je nízky, preto doba tavby a teda aj Pts sú veľké.
So zvyšovaním pracovného prúdu ηel a cos ϕ klesá, elektrický užitočný výkon (výkon oblúka)
stúpa, doba tavby sa skracuje. Je najnižšia v bode Puž,max, ktorému zodpovedajú aj najnižšie
tepelné straty a teda maximálna tepelná účinnosť ηt. Spôsob prevádzky oblúkových
oceliarskych pecí s trvale vysokým užitočným výkonom sa stal základným princípom
konštrukcie a prevádzkovania pecí v tzv. vysokovýkonnom režime (UHP).
V UHP oblúkových peciach krátka doba tavby sa zabezpečuje vysokou koncentráciou
elektrického výkonu. Spravidla sa vyjadruje rôzne definovaným merným výkonom, napr.
na jednotku hmotnosti kovu f1 [kW/t], na jednotku objemu pece f2 [kW/m3] alebo
na jednotku tzv. zrkadla vane pece f3 [kW/m2]. Ďalšie dôležité kritéria prevádzky pece v UHP
režime sú:
• vysoký pomer priemerného činného výkonu k maximálnemu, s podmienkou C1 ≥ 0,7
• vysoký pomer času pece pod prúdom k času od odpichu po odpich s podmienkou
C2 ≥ 0,7
• faktor zaťaženia pece, s podmienkou C = C1 . C2 ≥ 0,5.
Z uvedeného vychádza, že UHP pece je potrebné prevádzkovať trvale v oblasti maximálneho
výkonu, s krátkym oblúkom, čo vyplýva aj z požiadavky na obmedzenie opotrebovania
výmurovky. Vplyv oblúka na výmurovku sa definuje faktorom opotrebovania výmurovky Rf,
ktorý dosahuje maximum približne v 3/4 prúdu zodpovedajúci maximálnemu užitočnému
výkonu, potom klesá. Teda s ohľadom na Rf je vhodný pracovný prúd za jeho maximom,
po prúd zodpovedajúci maximálnemu činnému výkonu pece.
9.4. JEDNOSMERNÉ OBLÚKOVÉ PECE

Kapitola 9 Oblúkový ohrev
113
Novou alternatívou OOP so striedavým zdrojom sú jednosmerné oblúkové pece (JOP). Ich
rozvoj sa zaznamenal v 70-tych rokoch a súvisel s konštrukciou silnoprúdových tyristorov. Najväčšia JOP bola postavená v r. 1992, jednoelektródová s obsahom 150 ton tekutej ocele
[6]. JOP v porovnaní so striedavými majú niekoľko prevádzkových a technologicko-
ekonomických výhod, ktorými sa stávajú perspektívnymi agregátmi pre výrobu elektroecelí.
Medzi výhody JOP patria najmä:
• vyššia stabilita horenia oblúka • podstatné zníženie rušivých vplyvov na napájaciu sieť
• zníženie hlučnosti prevádzky na cca 90 dB (u striedavých min. 110 dB)
• podstatné zníženie spotreby drahých grafitových elektród; v porovnaní so striedavými
pecami v niektorých prípadoch až o 50%
• menšie opotrebovanie výmurovky v jednoelektródových peciach (pece s jednou –
osovou elektródou)
Do obsahu 30 ton sa JOP konštruujú spravidla s jednou elektródou, nad tento obsah sú trojelektródové. Principiálna schéma jednoelektródovej pece je naznačená na obr. 9.11 je
schéma elektrického obvodu JOP [6,23].
Obr. 9.10 Jednosmerná oblúková pec

Kapitola 9 Oblúkový ohrev
114
Obr. 9.11 Napájací obvod jednosmernej oblúkovej pece
Zvislá elektróda 1 s grafitovou časťou 2 (obr. 9.10) je katódou v el. obvode pece, anódu
tvorí pôdna elektróda 5. Vaňa pece má vodivé dno 4. Jednosmerný elektrický obvod od tyristorového usmerňovača je uzavretý cez okruh 6 konštrukčne podobný krátkej sieti
striedavých OOP. Elektróda 1 na úrovni veka má keramický uzáver 7, cez vŕtanie elektródy 3
sa privádza argón alebo dusík, ak pec sa neprevádzkuje v normálnej atmosfére.
Podstatnou časťou elektrického obvodu (obr. 9.11) je nízkonapäťový regulačný
transformátor 1 a šesťpulzový tyristorový usmerňovač v mostíkovom zapojení 2. Do obvodu
pece 4 s pohyblivým vedením 3 (krátkou sieťou) je zapojená tlmivka 5, ktorej funkciou je
obmedzovať namáhanie tyristorov prevádzkovými skratmi a stabilizovať horenie oblúka. V striedavej časti obvodu je inštalované zariadenie na kompenzáciu účinníka 6 a filtre
vyšších harmonických 7. Používajú sa len v prípade, ak napájacia sústava v mieste
pripojenia pece má nedostatočný skratový výkon.
Pre zabezpečenie uzavretosti jednosmerného obvodu pri štarte pece, je potrebné
pri odlievaní časť tekutej ocele ponechať vo vani pece.
9.5. ODPOROVO - OBLÚKOVÉ PECE (RUDNOTERMICKÉ)

Kapitola 9 Oblúkový ohrev
115
Týmto názvom označujeme pece pracujúce so zakrytým oblúkom (obr. 9.3c). Konverzia
elektrickej energie na technologické teplo sa uskutočňuje z časti v horiacom oblúku pod povrchom trosky, z časti odporovým spôsobom prechodom prúdu troskou a taveninou.
Používajú sa pri výrobe ferozliatin a karbidu kremíka.
Z technologického hľadiska rozdeľujeme odporovo-oblúkové pece na redukčné a rafinačné.
Redukčné pece pracujú s uhlíkom ako redukovadlom kontinuálnym procesom, zliatina a
troska sa vypúšťajú periodicky. Podľa veľkosti pece a druhu vytavenej zliatiny, výkony
redukčných pecí dosahujú hodnôt až 60 MVA.
V rafinačných peciach proces tavenia je periodický. Na začiatku tavby pec pracuje
so zakrytým oblúkom, postupne sa vytiahne nad hladinu taveniny, rovnako ako v oceliarskej
peci. Ako redukovadlo v rafinačných peciach sa používa kremík alebo hliník. Pretože technologický proces je sprevádzaný exotermickými reakciami, transformátory týchto pecí
majú podstatne menšie výkony 3 až 6 MVA.
Rudnotermické pece sú mohutnejšie ako oceliarske oblúkové pece, vyznačujú sa ale
pokojnejšou prevádzkou, nakoľko oblúk je z časti stabilizovaný odporom vsádzky. Z týchto dôvodov v elektrickom obvode pece nie je nutná tlmivka, tiež nižšie nároky sú
na automatickú reguláciu pohybu elektród. Z konštrukčného hľadiska rudnotermické pece
môžu byť otvorené (približne s výkonmi do 16 MVA) alebo zakryté, ďalej s nepohyblivou
vaňou, prípadne otočné okolo horizontálnej alebo vertikálnej osi. S budovou tvoria organický
celok o výške 16 až 19 m s 3 až 4 podlažiami.
Na súčasných redukčných peciach sa skoro výlučne používajú tzv. samospekové
(Söderbergove) elektródy. Výhodou týchto elektród je nízka cena, nakoľko proces spekania
uhlíkovej masy sa uskutočňuje priamo na prevádzkovej peci. Vypaľujú sa teplom, odvádzaným z pece cez teleso elektródy, ako aj Jouleovým teplom od pracovného prúdu.
Na rafinačných peciach sa používajú klasické uhlíkové alebo grafitové elektródy.
V trojfázových odporovo-oblúkových peciach oblúky horia v samostatných zónach zakrytých
vsádzkou. Na energetickú náročnosť z elektrického hľadiska podstatne vplýva rozdelenie prúdov vo vani pece, schematicky naznačených na obr. 9.12. Bočné alebo tzv. šuntujúce
prúdy, pretekajúce vsádzkou po celej dĺžke ponorených elektród (odpor rb) je snaha
obmedzovať, nakoľko nepriaznivo vplývajú na technologický režim pece. Pri malom odpore
rb, t.j. dobrej vodivosti vsádzky, bočný prúd Ib je značný, spôsobuje jej prehriatie a tým aj
premiestnenie chemických reakcií z redukčnej zóny do vyšších vrstiev s odpovedajúcou

Kapitola 9 Oblúkový ohrev
116
tvorbou trosky a kovu. Pre obnovenie rovnováhy sa pec prepína na nižší napäťový stupeň
alebo sa hlbšie zatláčajú elektródy. Prúd elektródy I0 sa zvýši, pracovný bod pece sa posúva do oblasti s nižšou elektrickou účinnosťou, účinníkom a výrobnosťou. Zároveň sa znižuje
tepelná účinnosť v dôsledku prehrievania povrchových vrstiev a intenzívnejšieho sálania.
Obr. 9.12 Rozdelenie prúdov vo vani odporovo - oblúkovej pece
Na energetické pomery vplýva tiež výška pracovného napätia. So zvyšovaním napätia klesá
exponenciálne podiel tepelnej energie uvoľnenej v zóne trosky, resp. taveniny. (odpor rt),
pec pracuje intenzívnejšie v oblúkovom režime. Klesajú elektrické straty, ale súčasne rastú
rozmery oblúkového výboja a teplota v zóne reakcií a dochádza k intenzívnejšiemu odpareniu základného prvku z taveniny. Ak sa pary dostanú nad kychtu, okysličujú sa, čím
sa zvyšuje merná spotreba elektrickej energie a výrobnosť pece klesá. Zvýšenie napätia je
sprevádzané zmenšením ponoru elektród, teda posunutím oblúka do vyšších vrstiev. Preto sa urýchľuje tuhnutie kovu na dne pece, zväčšuje tepelné opotrebovanie konštrukcií
nad kychtou a zhoršujú sa pracovné podmienky obsluhy.
Určujúcou veličinou elektrického režimu redukčných pecí je tzv. fázové užitočné napätie.
elz
už,f cos3
UU η⋅ϕ⋅= (221)
a viazané s užitočným výkonom pece vzťahom

Kapitola 9 Oblúkový ohrev
117
nužuž,f PcU ⋅= (222)
kde Uz je združené sekundárne napätie pecného transformátora c, n sú charakteristické koeficienty pre daný technologický proces
Užitočný výkon vo vani sa určuje z činného príkonu pece a predpokladanej elektrickej
účinnosti (0,85 až 0,95). Činný príkon sa určuje z požadovanej výrobnosti G [t/h] podľa
vzťahu
wGPw ⋅= [kW] (223)
kde w je merná spotreba elektrickej energie [kWh/t]. Potom užitočný výkon pece je
elwuž PP η⋅= (224)
V nasledujúcej tabuľke 9.1 sú uvedené odporúčané hodnoty fázového užitočného napätia
podľa výkonu pece a merné spotreby elektrickej energie pre niektoré druhy výrob.
Uf,už [V] pri Pw [MW] VÝROBA
7,5 9 10,5 11,5 13,5 16,5
w [kWh/t]
FeSi 45% 64 68,5 72 74,5 80 85 4750
FeSi 75% 64 68,5 72 74,5 80 85 9250
CrSi 50% Si 62,5 65,5 68 --- --- --- ---
CrSi 30% Si --- 66,5 70,5 72,5 76,5 --- ---
CrSi 20% Si 60 62,5 65,5 69 --- 72 4400
CaSi 53,5 55 56,5 --- --- --- ---
elektrokorund --- --- --- --- --- --- 2880
elektromagnezit --- --- --- --- --- --- 3250
Tab. 9.1
Z rovníc (221) a (222) vyplýva závislosť užitočného výkonu pecí na priepustnosti krátkych
sietí. Pri zle navrhnutej krátkej sieti (malý účinník a elektrická účinnosť) je potrebné vysoké sekundárne napätie na dosiahnutie požadovaného Uf,už. Z týchto príčin je potrebné venovať
návrhu, konštrukcii a prevádzke krátkych sietí zodpovednú pozornosť so zohľadnením
všetkých nepriaznivých javov vyskytujúcich sa na vedeniach nízkoohmových spotrebičov.
Základnou požiadavkou je zapájanie krátkych sietí do symetrického bifilárneho trojuholníka

Kapitola 9 Oblúkový ohrev
118
na čeľustiach elektród, zabezpečujúceho nízku reaktanciu obvodu pece a čiastočne
potláčajúceho jav živej a mŕtvej fázy.
Zdanlivý menovitý výkon transformátora odporovo–oblúkových pecí sa stanovuje
empirickým vzťahom [24]
ϕ
=ϕ
=cos.KP
cos.Kw.G
S wm,str [kVA] (225)
kde G je požadovaná výrobnosť pece [t/h] w je merná spotreba elektrickej energie [kWh/t]
k je koeficient zaťaženia pece, závislý od ročných prestojov
cos ϕ je predpokladaný účinník pece (približne 0,9)
Koeficient zaťaženia pece K pri nepretržitej prevádzke sa pohybuje okolo hodnoty 0,95,
závislej tiež od druhu výroby, pri periodickej prevádzke je nižší. Všeobecne so zvyšovaním
výkonu transformátora pece znižuje sa merná spotreba elektrickej energie ako dôsledok
zníženia tepelných strát pece a zlepšenia technologického procesu. Energetická účinnosť pecí býva 65 až 80 %. V SR tradičným výrobcom ferozliatin je spoločnosť OFZ Istebné
so závodmi v Istebnom a Širokej na Orave.
9.6. RUŠIVÉ VPLYVY OOP NA NAPÁJACIU SIEŤ VN
Elektrické oblúkové pece patria z pohľadu elektroenergetiky medzi najväčšie spotrebiče elektrickej energie. Túto skutočnosť dokumentuje aj nasledujúca tabuľka, v ktorej sú
svetovými firmami odporúčané výkony pecných transformátorov podľa obsahu pecí [22]
Výkon transformátora [MVA] Obsah pece [t] pre uhlíkové pece pre legované ocele
25 18-20 15-18
50 28-32 20-25
75 30-45 25-30
100 40-50 30-35
150 50-60 40-50

Kapitola 9 Oblúkový ohrev
119
200 60-80 55-70
250-400 90-120 ---
Tab. 9.2
Odber elektrickej energie aj niekoľkých OOP je spravidla sústredený do jedného bodu
rozvodnej siete hutného závodu. Naviac, s ohľadom na charakter horenia oblúka
v prevádzke OOP, rozvodná sieť vn je nepravidelne zaťažovaná premenlivými prúdmi
v hraniciach I = 0 (prerušený oblúk) až do I = 3.In (prevádzkový skrat pece), kde In je
nominálny prúd. Kolísanie prúdu spôsobuje na impedancii siete následne kolísanie napätia, s nepriaznivým účinkom na ďalšie spotrebiče, napájané z tej istej siete. Rýchle zmeny
napätia sa výrazne prejavujú na luminiscenčných zdrojoch svetla, televíznom príjme,
röntgenových zariadeniach, výpočtovej technike a pod. Existuje niekoľko spôsobov
na obmedzenie rušivých vplyvov prevádzky OOP na rozvodnú sieť vn.
1) Obmedzením skratových prúdov, t.j. optimálnym využívaním tlmivky v obvode pece (do série spojenou s pecným transformátorom, pozri obr. 9.5). Tlmivku je potrebné prevádzkovať v plnom rozsahu najmä v dobe natavovania vsádzky, kedy najčastejšie dochádza k prevádzkovým skratom.
2) Optimálnou voľbou, prípadne zvýšením skratového výkonu siete v mieste pripojenia OOP. Optimálna veľkosť skratového výkonu siete, potrebná na obmedzenie rušivých vplyvov, sa určuje podľa zdanlivého výkonu pecného transformátora Str. Rušivý účinok kmitania napätia je pozorovateľný už pri odchýlkach 0,5 % menovitej hodnoty pri kmitoch 6 až 8 za sekundu. Také odchýlky sú spôsobené zmenou prúdu v hraniciach 0 až 30 % z In [23]. Obom hodnotám zodpovedá sieťová impedancia
n
n
I30U5,0
Z⋅⋅
= (226)
ktorá určuje potrebný skratový výkon siete
trnn
2n
sk S60IU5,0
30Z
US ⋅=⋅== (227)
Z výsledku vyplýva: trvalý skratový výkon siete v mieste pripojenia OOP má byť
minimálne 60x väčší ako výkon pecného transformátora.
V prípade citlivých susedných elektrospotrebičov sa hranica pozorovateľnosti rušivých vplyvov posúva na hodnotu 0,35 % z Un, čomu zodpovedá požadovaný skratový výkon
siete

Kapitola 9 Oblúkový ohrev
120
trnnsk S85IU35,0
30S ⋅=⋅= & (228)
Technické prostriedky zvýšenia skratového výkonu sú:
• zosilnením siete, napr. zväčšením transformátorov, zdvojením siete a pod.
• pripojením synchrónneho kompenzátora na sieť
• sériovou alebo paralelnou kompenzáciou pece (pozri obr. 9.5)
3) Znižovaním kolísania jalového príkonu OOP Tento spôsob sa technicky realizuje dvojakým spôsobom, nepriamou alebo priamou
kompenzáciou [23]

Kapitola 10 Pece a zariadenia pre špeciálne elektrotepelné technológie
115
10. PECE A ZARIADENIA PRE ŠPECIÁLNE ELEKTRO–TEPELNÉ TECHNOLÓGIE
V kapitolách 6 až 9 sme sa podrobnejšie venovali metódam klasických elektrických ohrevov
mimo iného aj s prihliadnutím na skutočnosť, že majú široké uplatnenie v rôznych odvetviach priemyslu v SR. V tejto kapitole sa obmedzíme na fyzikálne princípy odvodených
a moderných elektrických ohrevov, ktorých využívanie v tepelných technológiách
na Slovensku je skôr sporadické.
Pri elektrotepelných technológiách v porovnaní s palivovým ohrevom sa všeobecne dosahuje
vyššia čistota a homogénnosť spracovávanej vsádzky, s menším podielom nežiadúcich
prímesí. Avšak ani tieto neodstraňujú vždy rôzne defekty štruktúry materiálu, spočívajúce
napr. v nerovnomernej kryštalizácií, čo obmedzuje kvalitu najmä špeciálnych druhov ocelí.
Prvé možnosti zvyšovania kvality legovaných ocelí sa hľadali v použití indukčného a
oblúkového ohrevu, ak sa technologický proces realizoval v dostatočnom vákuu, prípadne vhodnej ochrannej atmosfére. Už v 60-tych rokoch fa ASEA (Švédsko) skúšobne
prevádzkovala indukčnú vákuovú pec s obsahom 2,2 t, s rotačným generátorom 1220 kVA,
s frekvenciou 890 Hz. V súčasnosti vo svete sa prevádzkuje niekoľko stoviek indukčných
taviacich pecí s obsahmi do 30 t tekutej vsádzky s nízko a stredofrekvenčnými zdrojmi [25].
Prvé prevádzkové skúšky s oblúkovými vákuovými pecami sa uskutočnili už v období 2.
svetovej vojny (W. Kroll – USA, pre tavenie titánu [26]). Principiálna schéma oblúkovej
vákuovej pece je naznačená na obr. 10.1.

Kapitola 10 Pece a zariadenia pre špeciálne elektrotepelné technológie
116
Obr. 10.1 Vákuová oblúková pec
Elektrickým oblúkom medzi elektródou a vodou chladeným kryštalizátorom sa táto elektróda odtavuje vo vákuu a tuhne vo forme ingotu o priemere kryštalizátora. V priebehu
pretavovania sa súčasne odplyňuje. Z prevádzkového hľadiska sú výhodnejšie pece
napájané jednosmerným prúdom, pri ktorých je potrebné nižšie napätie na udržanie
termoelektronickej emisie oblúka. Pri jednosmernom napájaní odtavná elektróda má záporný
pól, kryštalizátor kladný, takže teplota kúpeľa je vyššia ako teplota elektródy. Striedavé pece
sú však investične menej náročné. Konštrukčne sa vyvinuli dva typy oblúkových vákuových
pecí buď s pohyblivým alebo pevným kryštalizátorom (téglikom).
Pracovné napätie vákuových oblúkových pecí závisí od pretavovaného kovu a pohybuje sa
v hraniciach 18 až 40 V. Napájanie jednosmerných pecí sa zabezpečuje z kremíkových
usmerňovacích blokov s prúdovou hustotou 30 až 65 A na 1 mm priemeru elektródy, resp.:
15 až 45 A na 1 mm priemeru ingotu. Napr. pre jednosmernú pec s priemerom ingotu 76 cm
a dĺžky 9 m sa používa kremíkový usmerňovač s prúdom 25 000 A a napätím 45 V [26].
Celková energetická účinnosť vákuových oblúkových pecí nie je vyššia ako 50%. Nízka
hodnota účinnosti je spôsobená najmä tepelnými stratami vedením od tekutého kovu
do kryštalizátora .

Kapitola 10 Pece a zariadenia pre špeciálne elektrotepelné technológie
117
Pri značných výhodách vákuového tavenia v indukčných a oblúkových peciach ich širšie
použitie v špeciálnej metalurgii je obmedzované drahými a zložitými vákuovacími zariadeniami. Z technologického hľadiska indukčné pece znevýhodňuje kontakt tekutého
kovu so žiaruvzdornou výmurovkou, čím sa znižuje rafinačný efekt a znečisťuje kov.
V oblúkových peciach sú obmedzené možnosti legovania vsádzky. Z uvedených dôvodov sa
v ostatných rokoch presadzujú tiež iné princípy získavania vysokočistých kovových
materiálov, predovšetkým
• elektrotroskovým pretavovaním
• tavením v elektrónových peciach
• tavením v plazmových peciach.
10.1. ELEKTROTROSKOVÉ PRETAVOVACIE ZARIADENIA
Elektrotroskové pretavovanie je bezoblúkový odporový pochod, pri ktorom sa odtavovaná elektróda pôsobením vhodnej trosky rafinuje tak, že vytvárajúci sa ingot je podstatne
čistejší. V tekutej troske, Jouleovými stratami vyhriatej na teplotu 1700 až 2000 °C sa
zároveň získava teplo potrebné na odtavovací proces. Z ponoreného čela elektródy odtavené
kvapky kovu prechádzajú cez troskový kúpeľ, zhromažďujú sa a postupne tuhnú vo vodou
chladenom kryštalizátore.
Princíp činnosti elektrotroskovej pece vysvetľuje obr. 10.2. Odtavná elektróda (1) je
ponorená v tekutej vodivej troske (2), v objeme vodou chladeného kryštalizátora (3). Tento
je uložený na taktiež vodou chladenej podložke (4). Teplo formou Jouleových strát v troske,
udržuje ju v tekutom stave na teplote potrebnej k postupnému odtavovaniu elektródy.
Odtavené kvapky elektródy prechodom troskou sa rafinujú, vytvárajú tekutý kúpeľ (6),
postupne tuhnúci vo forme ingotu (5) s rozmermi vnútorného prierezu kryštalizátora. V procese tuhnutia na bočnej stene ingotu sa vytvára trosková kôra hrúbky 1 až 3 mm,
slúžiaca ako prirodzená tepelná a elektrická izolácia ingotu od kryštalizátora.
Podľa elektrického, zapojenia elektrotroskové pretavovacie zariadenia sú jedno, dvoj, alebo
trojfázové. Trojfázové majú buď jeden spoločný alebo tri samostatné kryštalizátory.

Kapitola 10 Pece a zariadenia pre špeciálne elektrotepelné technológie
118
Obr. 10.2 Princíp elektrotroskového pretavovania
Z elektrickej stránky sú výhodnejšie zapojenia s bifilárnym vedením, nakoľko potláčajú
relatívne vysokú vzájomnú indukčnosť a impedančnú asymetriu prívodov. Jednofázové pece
sú vhodné pre pretavovanie valcových alebo štvorcových ingotov, dvojfázové
pre pretavovanie obdĺžníkových prierezov, trojfázové šesť elektródové sú vhodné
pre pretavovanie dutých ingotov.
Sekundárne napätia a pracovné prúdy elektród závisia od ich priemeru (tento
od požadovaného priemeru ingotu) podľa nasledujúcej tabuľky:
Priemer elektródy [mm]
Priemer ingotu [mm]
Sekundárne napätie [V]
Pracovný prúd [A]
80-130 200 44-48 3600-4300
100-150 250 48-55 4000-4600
150-180 300 55-60 4600-6600
Tab. 10.1
Dôležitým prvkom elektrotroskovej pece je kovový kryštalizátor. Vytvára pracovný priestor,
v ktorom sa uskutočňuje elektrotroskový pochod, dáva žiadúci tvar ingotu a odvádza teplo.
Tvar kryštalizátora je najčastejšie kruhový, ale podľa potreby ingotov môže mať aj iný

Kapitola 10 Pece a zariadenia pre špeciálne elektrotepelné technológie
119
prierez. Kryštalizátory majú spravidla kónický tvar s malým úkosom pre uľahčenie snímania
z ingotov.
Elektrotroskové pece sa spravidla prevádzkujú v periodickom režime bez výmeny elektród počas pretavovania. V tomto prípade dĺžka elektród sa určuje z jej priemeru a požadovanej
hmotnosti ingotu. Najnovšie koncepcie pecí pre výrobu ingotov hmotnosti 20 až 200 ton sú
riešené s väčším počtom elektród, vymeniteľných v priebehu tavby. Napr. firma Leybold
Heraeus skonštruovala štvorelektródovú pec, tri elektródy sa odtavujú pri výmene štvrtej.
Klasické elektrotroskové pece sú napájané striedavým prúdom priemyselnej frekvencie.
Ostatne sa používa tiež prúd s frekvenciou 0,5 až 5 Hz, generovaný striedačom s veľkým
počtom tyristorových jednotiek alebo pece sú napájané s jednosmerným prúdom s voliteľnou polaritou odtavnej elektródy. Ostatne sa odskúšali tiež pece s kombinovaným
napájaním [27].
Obr. 10.3 Princíp elektrotroskového odlievania
Zvládnutie teórie a získané praktické skúsenosti z elektrotroskových procesov umožnili
na Kijevskom inštitúte E. O. Patona realizovať nový odlievací spôsob elektrotroskového
odlievania [27]. Princíp odlievania je naznačený na obr. 10.3. Tekutý kov z odtavovaného
konca elektródy (1) prechádza troskou (2) bez prístupu vzduchu do odlievacej formy (5).
Táto má dve funkcie. Slúži ako priestor na tuhnutie vsádzky a súčasne zabezpečuje budúci
tvar výrobku (4).

Kapitola 10 Pece a zariadenia pre špeciálne elektrotepelné technológie
120
10.2. ELEKTRÓNOVÉ ZARIADENIA
Činnosť elektrónových pecí spočíva vo využití energie urýchlených elektrónov v silnom
elektrickom poli s napätím 10 až 30 kV. Elektrickým a magnetickým poľom fokusované
elektróny dopadajú na spracovávaný materiál, nárazom menia vlastnú kinetickú energiu
na teplo, približne až so 100% účinnosťou.
Rýchlosť elektrónu s hmotnosťou me, s nábojom e v elektrickom poli je funkciou napätia U:
U.10.93,5m
Ue2v 5
ee =
⋅⋅= (229)
Ak sa elektrón nachádza súčasne v magnetickom poli s intenzitou H, pohybuje sa
po skrutkovici s rastúcim stúpaním a polomerom
He
mvr
0
eee ⋅µ⋅
⋅= (230)
Tento princíp zmenšovania polomeru dráhy skrutkového pohybu s rastom intenzity poľa sa
využíva pre tvorbu elektrónového lúča v elektronových peciach.
Uvedená úvaha platí presne pre výsledný pohyb osamotenej častice v homogénnom poli,
pohyb zväzku častíc v elektrónovej peci je komplikovanejší. Ovplyvňuje sa zmenou intenzít
elektrického a magnetického poľa v komore pece, tepelným pohybom elektrónov, rekombinačnými a difúznymi procesmi. Na získanie potrebnej kinetickej energie je potrebná
dostatočne veľká stredná voľná dráha elektrónov. Preto urýchľovanie elektrónov sa
uskutočňuje vo vysokom vákuu. Vysoké vákuum je súčasne technologickou výhodou,
nakoľko umožňuje z pretavovaného materiálu uvoľniť nežiadúce prvky, napr. vodík, dusík a
iné. Ďalšie výhody elektrónových elektrotepelných zariadení spočívajú v širokej možnosti
regulácie výkonu, značne vysokej teplote ohrevu a vysokom mernom výkone na jednotku
plochy ohrievaného povrchu. Napr. pri indukčnom ohreve sa dosahuje merný výkon
104 W/cm2 pri oblúkovom 105 W/cm2 v elektrónových peciach až 109 W/cm2 [21].
Nakoľko počiatočná rýchlosť zväzku závisí od urýchľovacieho napätia jeho veľkosť stanovuje
v podstate hĺbku prieniku. Zväzok elektrónov sa pohlcuje v tenkej povrchovej vrstve
materiálu s objemovou hmotnosťou ρm podľa vzťahu
m
212
maxU10.1,2xρ
⋅= − (231)

Kapitola 10 Pece a zariadenia pre špeciálne elektrotepelné technológie
121
čo znamená, že elektrónový ohrev má povahu povrchového ohrevu.
Podľa spôsobu žeravenia katódy, emitujúcej zväzok elektrónov, sú elektrónové pece
s priamo a nepriamo žeravenou katódou. Výhodnejšie sú pece s nepriamo žeravenou katódou, u ktorých je možné katódu konštruovať v tvare sférických alebo elipsoidových
plôch, zabezpečujúcich vhodnú fokusáciu elektrónového lúča.
Podľa funkcie a polohy pretavovaného materiálu v elektrickom poli poznáme tiež dva typy
pecí. V prvom prípade pretavovaný materiál tvorí anódu pece, teda je začlenený do elektrického poľa v obvode pece, v druhom prípade majú pece špeciálnu anódu a
pretavovaný materiál je mimo pôsobenia elektrického poľa. Výhodnejšia je druhá alternatíva
nakoľko týmto riešením nevznikajú sekundárne výboje v elektrickom poli a umožňuje pretavovaný materiál dostatočne vzdialiť od elektrického systému pece. Principiálna schéma
tohto typu elektrónovej pece je na obr. 10.4.
Žeravenou katódou K emitované elektróny sú pomocnou elektródou W (Wehneltov valec)
sústreďované do úzkeho lúča tak, aby prešli štrbinovou anódou A. Po jej opustení sa
dostavujú do vlastnej vákuovej komory s fokusujúcim Mf a vychyľovacím systémom Mv.
Pomocou týchto sa znova zužuje a vychyľuje elektrónový lúč na natavovaný materiál M,
umiestnený v kryštalizátore pece. Zariadenia pracujúce na tomto princípe sa nazývajú "elektrónové delá". Anóda pece pôsobí ako urýchľujúca, fokusujúci systém tvorí cievka Mf
vytvárajúca vhodné magnetické pole. Dobre volenou veľkosťou poľa sa dá docieliť veľmi
malá plocha dopadu 1 až 0,01 mm2, v ktorej sa uvoľňuje veľká tepelná energia. Tepelný
efekt je určený, rýchlosťou elektrónov, závislou od urýchľujúceho napätia a od hustoty
elektrónov na ohrievanú plochu. Zvýšenie hustoty elektrónov sa dosahuje buď zväčšením
emitujúcej plochy katódy alebo zvýšením žeraviaceho prúdu.

Kapitola 10 Pece a zariadenia pre špeciálne elektrotepelné technológie
122
Obr. 10.4 Princíp elektrónového ohrevu
Na uvedenom princípe pracuje Pierceovo elektrónové delo. Ak sa Pierceovo delo používa
pre zváranie, prípadne rezanie materiálov, má elektrónový systém zabezpečujúci jemnú
fokusáciu, s vysokou hustotou dopadajúcej energie. Pre tavenie materiálov sa používajú Pierceove delá s hrubšou fokusáciou elektrónového lúča. Elektrónové pece s jedným delom
pracujú s výkonmi od 25 kW pri priamom žeravení, do 150 kW pri nepriamo žeravených
katódach, so životnosťou až 300 hodín, t.j. približne 400 tavieb. Pracovné napätie býva 20
maximálne 30 kV. V súčasnosti existujú ďalšie konštrukčné riešenia elektrónových pecí.
Elektrónové pece sa používajú pre tavenie kovov s vysokou teplotou tavenia, akú má napr.
tantal, molybdén, niób, rhénium, hospodárna je tiež výroba zliatin na báze železa, niklu a
iné. Dosahovaním vysokej čistoty pretavených ingotov elektrónové tavenie má veľkú
perspektívu pre také oblasti použitia, ako je kozmonautika, jadrová energetika a iné.
Merná spotreba elektrickej energie pre tavenie v elektrónových peciach sa pohybuje v hraniciach 700 až 2000 kWh/t podľa systému pece, druhu a veľkosti pretavovaného
materiálu.

Kapitola 10 Pece a zariadenia pre špeciálne elektrotepelné technológie
123
10.3. PLAZMOVÉ PECE
Zdrojom tepla v plazmových peciach je plazmový horák (plazmatrón), v ktorom sa indukuje
nízkoteplotná plazma, vyznačujúca sa vysokou tepelnou kapacitou. Plazmové pece sú
v podstate špeciálne oblúkové pece. V klasickej oblúkovej peci na vzniku a udržiavaní plazmy oblúka sa podieľajú pary elektród a plyny z okolitého prostredia. V plazmových
peciach sa plazma indukuje pomocou rôznych plazmotvorných plynov, najčastejšie
inertných, ale aj aktívnych. Typickým plazmotvorným plynom je argón (má jednoatómovú
molekulu, ľahko sa ionizuje), ďalej hélium, vodík a iné.
Plazmou sa označuje štvrté skupenstvo hmoty, presnejšie podľa Engelovej definície je to
ionizovaný plynný systém s rovnakou koncentráciou kladných a záporných nábojov.
Na rozdiel od plynu plazma má veľkú tepelnú kapacitu a tepelnú vodivosť, je elektricky vodivá, teda podlieha účinkom elektrického a magnetického poľa. Podľa výšky teploty, t.j.
podľa stupňa ionizácie plynu technickú plazmu rozdeľujeme na nízko a vysokoteplotnú.
Vysokoteplotná plazma je taká, v ktorej stupeň ionizácie je blízky jednej, odpovedajúca teplota je 105 až 106 K. Nízkoteplotná plazma má stupeň ionizácie menší a dá sa získať
pri teplotách rádovo 103 až 104 K. Pre elektrotepelné aplikácie sa využíva nízkoteplotná
plazma.
Spôsob získavania plazmy pre metalurgické účely je dvojaký. Získava sa buď indukčným
spôsobom, t.j. pomocou výboja vo vysokofrekvenčnom elektrickom poli (tzv. bezelektródový generátor plazmy) alebo častejšie pomocou elektrického výboja medzi dvoma, prípadne
viacerými elektródami, napájanými jednosmerným, resp. striedavým prúdom (elektródový
generátor plazmy).
Vysokofrekvenčné bezelektródové horáky využívajú premenu vysokofrekvenčnej energie (rádovo 1 až 10 MHz), koncentrovanú v dutine budiaceho induktora. S ohľadom na nízke
výkony a malú účinnosť, ich použitie sa obmedzuje na laboratórne účely. Principiálna
schéma tohto typu horáka je na obr. 10.5.

Kapitola 10 Pece a zariadenia pre špeciálne elektrotepelné technológie
124
Obr. 10.5 Princíp plazmového ohrevu
Do dutiny keramickej trúbky sa tangenciálne privádza plazmotvorný plyn. Horák sa zapaľuje pomocou zapaľovacej tyčinky, napr. uhlíkovej, volfrámovej a pod. Ak sa jej spodný koniec
spustí na úroveň stredu induktora, indukčne sa rozžeraví a od nej sa termicky ionizuje
postupne pridávajúci plazmotvorný plyn. Pretože intenzita vysokofrekvenčného poľa
v induktore je vysoká, rádovo až 100 V/cm), ionizovaný plyn podobne ako kovová vsádzka absorbuje energiu poľa, ionizácia plynu sa uskutočňuje samostatne, zapaľovaciu tyčinku
možno vytiahnuť z oblasti plazmy. Pri vhodne volenom výkone generátora a tlaku plynu
plazma horí stabilne, je schopná zabezpečovať požadovaný tepelno-technologický proces.
Výhody bezelektródových horákov spočívajú v možnosti práce s voliteľnou atmosférou
a v záruke vysokej čistoty opracovaného materiálu. Veľkosť horáka nie je ľubovoľná, závisí
od výkonu vf generátora.
V súčasnej dobe sa v metalurgii používajú najmä elektródové horáky, využívajúce elektrický
oblúk koncentrovaný tryskou horáka a aerodynamickým účinkom plazmotvorného plynu.
Premena elektrickej energie na tepelnú sa uskutočňuje v stabilizovanom oblúku, horáky sa
pripájajú na jednosmerný, zriedkavejšie na striedavý zdroj.

Kapitola 10 Pece a zariadenia pre špeciálne elektrotepelné technológie
125
Sú rôzne spôsoby elektrického zapojenia horákov, ktoré v princípe môžeme rozdeliť
do dvoch skupín:.
• zapojenie horákov s nezávislým oblúkom, obr. 10.6 a
• zapojenie horákov so závislým oblúkom, obr. 10.6 b
a) b)
Obr. 10 .6 a) Horák s nezávislým oblúkom b) Horák so závislým oblúkom
Horáky s nezávislým oblúkom sa používajú v prípadoch, kedy nie je možné uzavrieť
elektrický obvod medzi elektródou a ohrievaným materiálom. V takýchto horákoch
ionizovaný plyn získava energiu vo výboji medzi katódou 1 a anódou 3 a z tohto o vysokej
teplote expanduje na materiál 2. Uvedený princíp plazmového horáka s prakticky bodovým
zaťažením trysky, je pri väčších výkonoch nevýhodný, najmä z dôvodu intenzívneho
tepelného namáhania.
V plazmových horákoch so závislým oblúkom medzi katódou 1 a anódou 3 sa uzatvára
len pomocný stabilizačný oblúk pri nízkom napätí. Hlavný, pracovný oblúk horí medzi katódou a taveným materiálom 2, pri vyššom napätí a prúde. Podstatná časť energie plazmy
sa získava teda mimo horáka, čo umožňuje vzhľadom na tepelné namáhanie dosiahnuť
vyššie výkony, ako na horákoch s nezávislým oblúkom. Vysokú koncentráciu tepla je možné
dosiahnuť škrtením priemeru elektrického oblúka pomocou trysky, ktorá má zároveň
stabilizačný účinok.

Kapitola 10 Pece a zariadenia pre špeciálne elektrotepelné technológie
126
Konštrukcie taviacich plazmových pecí majú dve základné tendencie: Jeden typ
plazmových pecí má konštrukciu podobnú oblúkovým peciam, t.j. taviaci proces sa uskutočňuje vo vani vymurovanej žiaruvzdorným materiálom. Funkciu grafitových elektród
nahrádzajú plazmové elektródové horáky. Elektrický obvod sa uzatvára cez špeciálnu
elektródu, zabudovanú izolovane do dna pece a vodivo spojenú so vsádzkou. Druhý typ pecí
je usporiadaním podobný elektrotroskovým alebo elektrónovým peciam. Tavenie vsádzky sa
realizuje vo vodou chladenom kovovom kryštalizátore, odtavná elektróda, resp. elektrónové
delo je nahradené plazmovým horákom. V oboch typoch pecí pracovný priestor musí
vyhovovať podmienkam na udržanie dokonale inertnej atmosféry.
Výhody plazmových pecí s kovovými, vodou chladenými kryštalizátormi spočívajú
predovšetkým v možnosti tavenia kovov, ktorých bod tavenia prevyšuje pracovnú teplotu
keramických žiaruvzdorných materiálov a v možnosti získavania ingotov vysokej čistoty.
Okrem naznačených aplikácií plazmové zariadenia sa používajú tiež napr. k nástreku ťažko
taviteľných materiálov (do plazmy sa zavádza vo forme prášku) k rezaniu, k zváraniu
a k realizácii rôznych chemických procesov v plazme [28].
10.4. OHREV LASEROM
Laser (light amplification by stimulated emission of radiation) je všeobecný názov
pre kvantové generátory elektromagnetického vlnenia, s frekvenciami v oblasti svetla.
Laserový ohrev materiálov spočíva v pohlcovaní laserového lúča, ktorého energia sa
absorbciou mení na teplo.
Kovové materiály sa všeobecne vyznačujú tým, že laserový lúč prepúšťajú len do veľmi
tenkej povrchovej vrstvy rádovo 10-1 až 10-2 µm. Indukované teplo vo veľmi tenkej
povrchovej vrstve túto intenzívne ohrieva na vysokú teplotu. Medzi povrchovou a vnútornými vrstvami sa vytvára veľký teplotný spád, následkom ktorého sa teplo vedením
prenáša do vnútra kovu.
Vhodnou vlastnosťou laserového lúča je skoro bezstratový prienik prirodzenou atmosférou a
ďalšími plynmi. Pri ohreve laserom sa využíva tak, že ohrev je možné realizovať
v ľubovoľnej atmosfére a vo vhodnej vzdialenosti od miesta zdroja lúča. Pretože stojaci lúč dopadá na veľmi malú plôšku povrchu, zväčšenie ohrievanej plochy ohrevu sa zabezpečuje
v laserových ohrievacích zariadeniach dvojakým spôsobom:

Kapitola 10 Pece a zariadenia pre špeciálne elektrotepelné technológie
127
• použitím integrátora žiarenia, t.j. špeciálne členeným zrkadlom (tzv. bunkovým),
ktorým sa primárny lúč rozkladá na niekoľko dielčích v tvare plochého štetca. Ďalším
zrkadlom sa lúče roztierajú po plôške, prípadne sa zároveň posúva ohrievaný materiál,
• osciláciou fokusovaného lúča v jednej alebo dvoch osiach. Vychyľovanie lúča sa zabezpečuje systémom zrkadiel vo dvoch na seba kolmých osiach, takže sa pokryje
určitá plocha ohrevu.
Účinnosť ohrevu laserom závisí predovšetkým od schopnosti materiálu absorbovať žiarenie
lúča. Napr. meď, hliník, striebro sa ohrievajú laserom ťažšie ako oceľ. Pre zvýšenie
absorpčnej schopnosti (stupňa čiernosti) sa takéto materiály povrchovo upravujú uhoľným
prachom, grafitom, prípadne oxidmi medi, ktoré sa rozpustia vo vhodnom rozpúšťadle a
nastriekajú na povrch. Takto sa upravujú povrchy materiálov najmä pri použití plynového lasera CO2, pretože v rozsahu jeho vlnových dĺžok (10,6 µm) kovy absorbujú len asi 10 %
energie lúča.
Prieskum použiteľnosti laserov sa orientuje najme do oblastí mechanicko-tepelných a
chemicko-tepelných povrchových technológií. Úspešné pokusy sa urobili s laserovým
zváraním a opracovaním ťažkotaviteľných materiálov. Veľmi perspektívne je napr.
povrchové laserové kalenie ocelí a liatin, ktoré v porovnaní s klasickými spôsobmi kalenia má
niekoľko výhod (malé množstvo spotrebovaného tepla, možnosť lokálneho kalenia a kalenia ťažko prístupných plôch a pod.). I pri súčasných nevýhodách laserového ohrevu, najmä
vysokých investičných nákladoch a nízkej celkovej energetickej účinnosti, laserové
technológie zaznamenávajú rýchly vývoj a možno ich charakterizovať ako veľmi
perspektívne.

Kapitola 11 Elektrické vykurovanie
125
11. ELEKTRICKÉ VYKUROVANIE
Využívanie elektrickej energie pre účely vykurovania a temperovania uzavretých priestorov
má v ostatných desaťročiach vo svete stúpajúcu tendenciu, v SR najmä po r. 1993. Tento vývoj je podmienený niekoľkými okolnosťami. Sú to najmä známe nedostatky lokálnych
spôsobov vykurovania fosílnymi palivami, ale aj nárast výroby elektrickej energie prejavujúci
sa jej relatívnym dostatkom v nočných hodinách, kedy môže byť poskytovaná v cenovo
prístupných sadzbách. Aj keď zahraničné skúsenosti poukazujú, že najvhodnejším nositeľom
energie pre vykurovanie je elektrická energia, problematika elektrického vykurovania je
rozporná a zložitá. Z ekonomického pohľadu je to najnákladnejší spôsob vykurovania,
technické problémy spočívajú napr. v priepustnosti rozvodných sietí, v nevhodných izolačných vlastnostiach obvodových plášťov vykurovaných priestorov ojedinelé aj
v technickej úrovni riadenia vykurovacích systémov.
V rozhodovacom procese výberu vykurovania je preto potrebné zohľadniť všetky výhody a
nevýhody elektrického spôsobu. Zásadné výhody elektrických vykurovacích systémov sú:
• vysoká elektrická účinnosť (prakticky 100 %)
• vysoká spoľahlivosť, prevádzková pohotovosť a dlhá životnosť
• dokonalá regulácia systémov, jednoznačná merateľnosť spotreby elektrickej energie
• hygienická prevádzka bez ekologických dopadov
• bezpečná a bezhlučná prevádzka, nenáročná obsluha
• tvarová prispôsobivosť vykurovacích telies interiérovým požiadavkám, mobilita niektorých typov telies
• porovnateľné kapitálové náklady s neelektrickými spôsobmi
Nevýhody:
• vysoké prevádzkové náklady
• riziko nepriaznivého ovplyvňovania denného diagramu zaťaženia ES (elektrizačnej
sústavy) v dobe špičiek
11.1. METÓDY ELEKTRICKÉHO VYKUROVANIA
Podľa umiestnenia zdroja tepla (elektrotepelného meniča – vykurovacieho telesa) aj
elektrické vykurovanie býva riešené dvojako:
• lokálnym spôsobom – teleso, resp. sústava je umiestnená priamo vo vykurovanom objekte

Kapitola 11 Elektrické vykurovanie
126
• centrálnym (ústredným) spôsobom – teleso, resp. sústava sú umiestnené mimo alebo
len v jednom objekte, do ostatných priestorov sa prenáša vhodne zvoleným
teplonosným médiom
Podľa doby, v ktorej vykurovacie teleso konvertuje elektrickú energiu na teplo a v ktorej sa generované teplo spotrebováva, poznáme niekoľko metód, resp. systémov elektrického
vykurovania.
1) Elektrické priame vykurovanie
Systémy sa zapínajú v dobe, v ktorej sa bezprostredne spotrebováva teplo, bez ohľadu
na odberový diagram rozvodnej siete, čo znamená nepriaznivý vplyv na ES. Výhodou
priameho vykurovania je nízka tepelná zotrvačnosť (vysoký stupeň pohotovosti) jednoduchá
regulácia a inštalácia. Nevýhodou sú najmä vysoké prevádzkové náklady (odber vo vysokej sadzbe) a relatívne vysoká povrchová teplota. Priame vykurovanie je možné realizovať
rôznymi spôsobmi, napr. teplometmi, infražiaričmi, pri centrálnom rozvode priamo
ohrievaným teplým vzduchom a pod.
2) Akumulačné vykurovanie
Pri akumulačnom spôsobe vykurovacie teleso generované teplo akumuluje do vhodného
média v dobe mimo energetických špičiek a uvoľňuje v dobe spotreby (v tzv. vybíjacej dobe
akumulačného systému). Výhody tohto spôsobu sú v nízkej sadzbe za spotrebovanú elektrickú energiu a vo vysokom tepelnom výkone. Nevýhodou sú vyššie kapitálové náklady
a veľká hmotnosť, spôsobená akumulačným médiom. Medzi klasické akumulačné systémy
patria akumulačné kachle pre lokálne vykurovanie a centrálne systémy pre teplovodné alebo
teplovzdušné vykurovanie.
3) Hybridné vykurovanie
Sú to kombinované systémy priameho a akumulačného vykurovania so vzájomným
blokovaním. Priamy systém je možné použiť v dobe „prepadov“ denného diagramu
zaťaženia ES a využíva sa najmä na prikurovanie priestorov v čase silných mrazov. Z dôvodov efektívnosti je priame vykurovacie teleso opatrené ventilátorom.
4) Programové vykurovanie
Sú to moderné spôsoby, pri ktorých sa objekt vykuruje na požadovanú teplotu len v dobe
jeho využívania. V ostatnom čase sa miestnosti temperujú len na základnú teplotu 15 °C. Pri programovom vykurovaní sa reguluje nabíjanie telesa a teplota priestoru využitím

Kapitola 11 Elektrické vykurovanie
127
mikroprocesorov. Podmienkou uplatnenia je kvalitná tepelná izolácia objektu. Tieto systémy
zabezpečujú značnú úsporu energie.
5) Metódy veľkoplošného vykurovania s nízkou teplotou
Tieto spôsoby sa riešia pomocou odporových vykurovacích káblov, uložených v horizontálnej
rovine, spravidla pod podlahou. Preto názov „podlahové vykurovanie“. Nakoľko ide
o progresívnu metódu vykurovania venujeme jej samostatnú časť.
6) Integrované metódy vykurovania
Sú to metódy využívajúce viac tepelných zdrojov. Sekundárnym zdrojom môže byť napr.
tepelný zisk zo solárnych kolektorov, odpadného tepla, tepelného čerpadla, prípadne iný.
11.2. ELEKTRICKÉ PODLAHOVÉ VYKUROVANIE (VEĽKOPLOŠNÉ)
Pod podlahovým vykurovaním všeobecne rozumieme taký spôsob, pri ktorom vykurovací
systém je umiestnený pod podlahou vykurovaného objektu. Môže byť realizovaný dvojako: buď teplovodnými trubkami, pričom voda sa ohrieva v rôznych typoch kotlov vrátane
elektrických alebo odporovými vykurovacími káblami, v ktorých sa generuje teplo
podľa Jouleovho zákona. V oboch prípadoch je výhrevná plocha veľká, preto sa tento
spôsob tiež označuje ako veľkoplošné vykurovanie.
Podľa charakteru prevádzky elektrické podlahové vykurovanie býva: akumulačné,
poloakumulačné a priame. Navzájom sa líšia inštalovaným výkonom, typom odporových
káblov, hrúbkou akumulačnej vrstvy a spôsobom regulácie. Spoločnými požiadavkami pre uvedené prevádzky je, že teplota podlahy nemá prekročiť 25 °C a vysoké nároky
na životnosť systémov, ktorá by mala byť porovnateľná so životnosťou vykurovaného
priestoru.
Podlahová akumulačná sústava sa nabíja výhradne nočným prúdom (8 hod.), preto je výhodná pre objekty a miestnosti využívané v dopoludňajších a skorých popoludňajších
hodinách.
Konštrukčnou požiadavkou akumulačného podlahového vykurovania je pomerne hrubá
akumulačná vrstva pod podlahou (až do 15 cm), v ktorej spodnej časti sú uložené odporové káble. Pod akumulačnou vrstvou musí byť kvalitná tepelnoizolačná vrstva (napr. kombinácia
penového polystyrénu a rôznych vláknitých izolačných materiálov).

Kapitola 11 Elektrické vykurovanie
128
Podlahová priamovykurovacia sústava sa konštrukčne príliš nelíši od predchádzajúcej.
Na podkladný betón sa ukladá polystyrénová izolačná vrstva hrúbky približne 4 cm, nad ktorou je ďalšia betónová vrstva hrúbky 3 až 5 cm so zaliatymi odporovými káblami.
Výkon káblov sa vypočíta z podmienky, že stredná povrchová teplota nemá prekročiť 26 až
28 °C. Oproti iným priamovykurovacím systémom (sálavé panely, konvertory) má tento
spôsob vykurovania vyššiu tepelnú zotrvačnosť, čo znamená menšiu schopnosť regulácie a
dlhšiu dobu nábehu. Teplotou povrchu podlahy limitovaný výkon sústavy je príčinou, že
v objektoch s väčšími tepelnými stratami, prípadne s malou využiteľnou plochou podlahy je
potrebný prídavný zdroj tepla.
Podlahová poloakumulačná sústava v porovnaní s akumulačnou je kapitálove lacnejšia,
prevádzkuje sa s menším inštalovaným výkonom, akumulačná vrstva je tenšia (5 až 9 cm).
Rovina odporových káblov je 3 až 4 cm pod úrovňou podlahy. Poloakumulačný spôsob
vyžaduje dobíjanie systémov v daných hodinách, spravidla medzi 14 až 16 hod., čím je
kolísanie teploty vykurovaného objektu miernejšie.
Pre všetky spôsoby elektrického podlahového vykurovania súčasný trh ponúka široký
sortiment odporových káblov.
11.3. MALOPLOŠNÉ VYKUROVACIE TELESÁ A SYSTÉMY
11.3.1 Telesá a systémy pre priame vykurovanie
Priamovykurovacích telies a systémov je mnoho. Okrem rôznych odporových špirál, často
neodborne zhotovených, klasických teplometov a malých infražiaričov, v súčasnosti sa
používajú ďalšie telesá a systémy spravidla už vysokej kvality.
Pre lokálne vykurovanie sú to najmä:
• Elektrické radiátory – sú to oceľové radiátory naplnené vodou alebo olejom ako teplonosným médiom, v spodnej časti ktorých sú umiestnené trubkové vykurovacie
telesá, regulované termostatom. Konštruujú sa pre výkony približne do 4 kW, doba
nábehu býva max. 45 minút a závisí od veľkosti radiátora a výkonu. Patria do skupiny konvenčných zdrojov tepla.
• Elektrické konvektory – sú rovnako konvenčné zdroje. Teplonosným médiom je vzduch, ktorý sa do spodnej časti konvektora „nasáva“ prirodzenou alebo nútenou konvekciou,
ohrieva sa odporovou špirálou, z hornej časti konvektora sa odvádza do ohrievaného

Kapitola 11 Elektrické vykurovanie
129
objektu. Tepelne výkonnejšie sú konvektory s nútenou cirkuláciou vzduchu. Moderné
konvertory sú opatrené kvalitnou reguláciou s možnosťou centrálneho riadenia. Všeobecné výhody konvektorového vykurovania sú najmä [29]:
- maximálne využitie elektrickej energie pre vykurovanie
- presné dodržiavanie požadovanej teploty s možnosťou časového programovania
- rýchly ohrev miestnosti s využitím tepelných ziskov
- jednoduchosť, interiérová variabilnosť, estetický dizajn a pod.
• Elektrické sálavé panely – sú sálavé zdroje tepla. V klasických infračervených žiaričoch
má konverzné teleso povrchovú teplotu min. 250 °C a pomocou reflektora je sálavé teplo usmerňované do požadovaného smeru. V nízkoteplotných sálavých paneloch
teplota sálavého povrchu spravidla nepresahuje 40 °C. Sálavý povrch panelu sa vyrába
z hliníkového alebo duralového plechu, z dôvodu tepelnej rozťažnosti osadeného
do rámu z rovnakého materiálu. Sálavý povrch sa ohrieva výhrevnými článkami,
meandrovito tvarovanými. Zadná plocha panelu je tepelne izolovaná vláknitými
materiálmi. Sálavé panely sa osadzujú na strop alebo steny vykurovanej miestnosti. Majú široké využitie a umožňujú:
- zaistiť tepelnú pohodu v miestnosti už pri teplotách vzduchu 18 až 19 °C.
- zaistiť rovnomerné rozloženie teploty vo zvislom smere miestnosti
- úsporu energie v porovnaní s konvenčnými telesami
• Do skupiny sálavých plôch patria aj stropné panely veľkoplošné, používané
vo viacpodlažných budovách. Konverzným prvkom sú tkané odpory (kupóny textilu), t.j.
vhodný textilný materiál (umelý hodváb, polyamidové vlákno) pretkaný tenkým
odporovým vodičom (podobne ako v klasických elektrických vankúšoch, vyhrievaných oblekoch a pod.). S využitím tkaných odporov sa vyrábajú tiež tzv. temperovacie tapety
s nalepením na zvislé steny vykurovanej miestnosti. V Anglicku, ešte začiatkom 80-tych
rokov bola patentovaná elektricky vodivá maľba s povrchovou teplotou do 40 °C. Vodivá vrstva sa pokrýva normálnym povrchovým náterom.
• Pre centrálne vykurovanie objektov sa bežne používajú elektrické kotle, s ohrevom vody ako teplonosným médiom do radiátorového systému. Voda sa ohrieva
v kotloch (nádobách) buď klasickými odporovými telesami (uzavretými výhrevnými
článkami – pozri časť 6.3.1) alebo priamym ohrevom v elektródových kotloch (pozri
časť 6.5.2). Tento spôsob riešenia vykurovania je vhodný pre novostavby ako aj
pre objekty staršie, v ktorých sa jednoducho vymení kotol na pevné palivo, kotlom
elektrickým.
11.3.2 Telesá a systémy pre akumulačné vykurovanie

Kapitola 11 Elektrické vykurovanie
130
Podobne ako priame aj akumulačné vykurovanie sa dá realizovať niekoľkými spôsobmi.
Pre lokálne vykurovanie miestností okrem už uvedeného podlahového spôsobu, aj
v súčasnosti sa používajú klasické akumulačné kachle. Existujú tri typy akumulačných pecí.
1. typ je charakteristický odvodom tepla len z povrchu plášťa pece a to z časti sálaním,
z časti prirodzenou konvekciou. Pretože odvod tepla je prirodzený, v priebehu vybíjacej doby
nie je možné regulovať tepelný tok z povrchu. Taký režim vybíjania nazývame statický.
Statické akumulačné pece sú preto vhodné najmä pre priestory využívané v dopoludňajších
hodinách, pre zabezpečenie celodennej tepelnej pohody sa vyžaduje popoludňajšie dobíjanie
(spravidla medzi 14 až 16 hodinou).
2. typ je charakteristický odvodom tepla sálaním a prúdením do vykurovaného objektu prevažne z povrchu plášťa. Zostatková časť naakumulovaného tepla sa odvádza
do priestoru riadene ohrievaným vzduchom, prúdiacim medzerami (kanálikmi)
v akumulačnom jadre. Táto časť tepla je regulovateľná priestorovým termostatom a
regulačnou klapkou. Tento typ kachlí je vhodný pre celodenné využívanie miestnosti
pri podmienke dobrých tepelnoizolačných vlastností stien.
3. typ akumulačných pecí patrí do skupiny dynamických. V tomto type pecí prevláda odvod
tepla riadene pomocou ventilátora, ktorý preháňa vzduch cez kanáliky akumulačného jadra. Ventilátor je spravidla dvojrýchlostný, ovládaný priestorovým termostatom. Regulovanie
odvodu tepla je teda automatické, podľa vnútornej teploty miestnosti. V dynamických
peciach len malá časť tepla sa odvádza prirodzeným spôsobom cez plechový plášť pece.
Uvedené 3 typy akumulačných pecí sú schematický naznačené na obr. 11.1 [29]
Obr. 11.1 Typy akumulačných pecí

Kapitola 11 Elektrické vykurovanie
131
Pre centrálne akumulačné vykurovanie sa najčastejšie používajú elektrické teplovodné
systémy, riešené ako jedno alebo dvojstupňové.
Pri jednostupňovom systéme sa teplo generované výhrevnými článkami v dobe nabíjania akumuluje do vodného zásobníka a v dobe vybíjania je voda obehovým čerpadlom vháňaná
do radiátorovej sústavy. Celý systém môže pracovať aj v priamom režime, ak pri ohreve
vody v zásobníku sa otvorí trojcestný ventil.
Dvojstupňový systém akumulačného vykurovania je kombinovaný. V dobe nabíjania sú obehové čerpadlo a trojcestný ventil nastavené tak, že voda ohrievaná v bloku prúdi
do akumulačnej nádrže, s postupným ohrevom na nastavenú teplotu. Po skončení nabíjania
sa ventil prestaví a voda z bloku prúdi priamo do vykurovacej sústavy. Až po jej ochladení sa vykurovacia sústava prepája na akumulačnú nádrž ďalším prestavením ventilu. Systém sa
dá plne automatizovať pomocou termostatov v spojení s elektropohonom ventilu. Schémy
oboch systémov sú naznačené na obr. 11.2
Obr. 11.2 a b
Legenda:
1 – vyrovnávacia nádrž 1 – blok s ohrievanou vodou
2 – akumulačná nádrž 2 – akumulačná nádrž
3 – vodný zásobník 3 – ventil
4 – trojcestný ventil 4, 5, 6 – vykurovacia sústava
5 – obehové čerpadlo 7 – vyrovnávacia nádrž
6 – vykurovacia sústava 8 – čerpadlo

Kapitola 11 Elektrické vykurovanie
132
11.4. TEPELNÝ STAV PROSTREDIA A TEPELNÁ POHODA ČLOVEKA
V súvislosti s návrhom a prevádzkovaním rôznych systémov vykurovania sa stretávame
s pojmom “tepelný stav prostredia”. Je to stav, ktorý sumárne vníma človek v uzavretej
miestnosti a súvisí s nasledujúcimi fyzikálnymi parametrami prostredia:
• s teplotou okolitého vzduchu tv
• s tzv. účinnou teplotou okolitých plôch tp
• s relatívnou vlhkosťou vzduchu
• s rýchlosťou prúdiaceho vzduchu
V niektorých prípadoch pre vyjadrenie tepelného stavu prostredia postačuje akceptovať jeden parameter (spravidla teplotu okolitého vzduchu), v iných aj ostatné. Napr. vo vlhkých
prostrediach relatívnu vlhkosť, v miestnostiach s prievanom rýchlosť prúdenia vzduchu a
pod.
Teplotu okolitého vzduchu za určujúcu veličinu tepelného stavu miestnosti môžeme
považovať vtedy, ak je rýchlosť prúdenia vzduchu malá (prirodzené prúdenie bez vplyvu prievanu) a ak teplota okolitých plôch je porovnateľná s teplotou vzduchu. Potom ju zároveň
považujeme za výslednú teplotu prostredia miestnosti, t.j. tpr = tv. Teplota vzduchu
v miestnosti je prirodzene nerovnomerne rozložená, z pohľadu ďalej uvedenej tzv. tepelnej pohody človeka, je rozhodujúca zvislá nerovnomernosť rozloženia teploty spôsobená rôznou
intenzitou ochladzovania jednotlivých stien, stropu a podlahy, ako aj plošnou
nerovnomernosťou prívodu tepla do priestoru miestnosti. Na obr. 11.3 je znázornené
vertikálne rozloženie teploty v miestnosti – ideálne a pri rôznych spôsoboch vykurovania.
Porovnaním zistíme, že ideálnej krivke sa najviac približuje zvislé rozloženie teploty
pri podlahovom vykurovaní.

Kapitola 11 Elektrické vykurovanie
133
Obr. 11.3 Rozloženie teploty v miestnosti vo zvislom smere
Tepelný stav závisí tiež od teploty sálavých plôch v miestnosti, ktorých sumárny účinok sa
vyjadruje tzv. účinnou teplotou okolitých plôch tp. Je to taká teplota všetkých okolitých
plôch, pri ktorej by celkový sálavý tok medzi povrchom tela človeka a okolitými plochami bol
rovnaký, aký je v skutočnosti. S uvážením účinnej teploty sa výsledná teplota prostredia
v miestnosti vyjadruje rovnicou [29]:
pvpr t5,0t5,0t += (232)
Tepelný stav miestnosti sa odráža na pocitoch človeka, čo vyjadrujeme tepelnou pohodou.
Tepelná pohoda je teda taký tepelný stav miestnosti, pri ktorom sa človek cíti príjemne. Je
viac-menej subjektívnou vlastnosťou jednotlivca, závislou od veku, zdravotného stavu a druhu pracovnej činnosti ktorú vykonáva, a odvodzuje sa od rovnováhy tepelného režimu
človeka, nutnej k udržiavaniu konštantnej teploty tela na hodnote 37 °C.
Fyzikálne tepelný režim človeka závisí najmä od odvodu tepla z povrchu tela do okolia, ktoré
sa všeobecne uskutočňuje vedením, prúdením, sálaním, dýchaním a odparovaním. Existuje
suché a mokré ochladzovanie tela. Pri suchom teplo z povrchu tela sa odvádza najmä prúdením a sálaním a zodpovedá malej fyzickej námahe (bez potenia). Pri zvýšenej fyzickej
námahe, resp. pri zvýšení teploty okolia nad určitú hranicu, sa uplatňuje viac mokré
ochladzovanie odparovaním potu do takej miery, aby bola zaistená tepelná rovnováha.
Z energetického pohľadu tepelná rovnováha je taký tepelný stav človeka, pri ktorom sa

Kapitola 11 Elektrické vykurovanie
134
z organizmu odoberá práve toľko tepla, koľko sa vyprodukuje v dôsledku látkových premien.
Intenzitu látkových premien v organizme určuje hmotnosť jednotlivca a jeho fyzická
námaha.
Sumarizáciou uvedeného je možné vysloviť dva základné predpoklady tepelnej pohody
človeka:
• permanentné udržiavanie stavu tepelnej rovnováhy organizmu
• dosahovanie stavu tepelnej rovnováhy suchým ochladzovaním
Tepelná pohoda človeka úzko súvisí s výslednou teplotou prostredia, definovanou rovnicou
(232). Z tejto rovnice vyplýva, že ak je daná vnútorná produkcia tepla organizmu a známa tepelná priepustnosť odevu, potom tepelná pohoda priamo závisí od teploty vzduchu
miestnosti a teploty účinných okolitých plôch. Pomer týchto teplôt však nemôže byť celkom
ľubovoľný. Na obr. 11.4 sú vyznačené medzné hodnoty oboch teplôt, ohraničujúce oblasť
tepelnej pohody pre výslednú teplotu miestnosti 18,5 až 21,5 °C.
Obr. 11.4 Medzné hodnoty teplôt pre vytvorenie tepelnej pohody
11.5. PRAKTICKÝ VÝPOČET VYKUROVACÍCH SYSTÉMOV

Kapitola 11 Elektrické vykurovanie
135
Cieľom výpočtu vykurovacieho systému je určiť veľkosť jeho elektrického príkonu (špirály,
infražiariča, odporových káblov, kotla a pod.).
V metodike výpočtu podľa použitého systému nie sú podstatné rozdiely, vždy spočíva v dodržaní následnosti týchto krokov:
• výpočet tepelných strát vykurovaného objektu (miestnosti, bytu, rodinného domu,
bytového domu, výrobného priestoru a pod.)
K výpočtu tepelných strát sa využívajú všeobecne platné zákony termokinetiky, najmä pre vedenie a prúdenie tepla. Hodnoty vypočítaných tepelných tokov sa upravujú podľa
platných noriem rôznymi koeficientmi (prirážkami), zohľadňujúcimi napr. vplyv chladných
stien, počet a konštrukciu okien, svetovú stranu, účel používania miestnosti a pod. V súčasnosti existujú výpočtové programy pre objektívne zhodnotenie tepelných strát
budov, umožňujúcich správny výber a správnu voľbu príkonu vykurovacieho systému.
• výpočet merných tepelných strát
Sú to tepelné straty miestnosti pripadajúce na objem 1 m3 pri zmene teploty o 1 K
[W/(m3.K)]. Sú dôležitým kritériom pre hodnotenie vykurovaných priestorov elektrickým spôsobom. Ešte podľa staršej smernice FMPE ČSSR č. 24/1981 podľa veľkosti vykurovaného
priestoru hodnota merných tepelných strát nesmie prekročiť max. hodnoty, udávané
v nasledujúcej tabuľke [29]:
Vykurovaný priestor [m3]
Max. merné tepelné straty [W/ m3 K]
do 100 1,4
101-500 1
501-1000 0,8
1001-2000 0,7
2001-5000 0,6
5001-10000 0,5
10001 a viac 0,4
Tab. 11.1
• výpočet vykurovacieho príkonu
Výpočet príkonu závisí od voľby systému elektrického vykurovania (priame, akumulačné,
hybridné). V každom prípade veľkosť príkonu závisí od celkových tepelných strát objektu,

Kapitola 11 Elektrické vykurovanie
136
od vykurovacieho režimu na nominálnu alebo tlmenú teplotu, spôsobu vetrania, prípadne
ďalších skutočností. Podrobnejšie pozri napr. lit. [29, 30] a katalógy výrobcov elektrických vykurovacích systémov. Z platných noriem pre projektovanie elektrického vykurovania je
potrebné pripomenúť najmä:
• STN 730542 Tepelnotechnické vlastnosti stavebných konštrukcií a budov, Bratislava, 1997
• STN 060210 Výpočet teplených strát pri ústrednom vykurovaní, Bratislava, 1995

Kapitola 12 PRÍLOHY
135
12. PRÍLOHY
Zoznam najpoužívanejších symbolov
a – koeficient teplotnej vodivosti, m2/s; hĺbka vniku elektromagnetickej vlny; m
c – hmotnostná tepelná kapacita (merné teplo); J/(kg.K); rýchlosť svetla, 3.108 m/s c0 – Stefan–Boltzmannova konštanta, 5,67.10-8 W/(m2.K4)
f – frekvencia, Hz
g – gravitačné zrýchlenie, m/s2; výrobnosť zariadenia, kg/hod; t/hod
k – rýchlosť ohrevu vsádzky, K/s, °C/s; konštanta šírenia elektromagnetickej vlny, 1/m
m – hmotnosť, t; kg
p – transformačný prevod
q – hustota tepelného toku, W/m2 qz – merný výkon elektrického zdroja, W/m3
qel – merný výkon elektrického zdroja W/m3
t – teplota, °C; ∆t – rozdiel teplôt, °C, K
v – rýchlosť šírenia elektromagnetickej vlny, m/s
ve – rýchlosť elektrónu, m/s w – merná spotreba energie, Wh/t
wč – merné povrchové zaťaženie výhrevného článku, W/m2
a,b,d,l,r,s – geometrické rozmery, m
A – koeficient pohltivosti (absorpcie)
B – magnetická indukcia, T
C – elektrická kapacita, F
Ct – tepelná kapacita, J/K
D – koeficient priepustnosti (diatermie) E – intenzita elektrického poľa, V/m
Et – intenzita teplotného poľa, K/m
F – plocha, m2 G – hmotnosť, kg; t
H – intenzita magnetického poľa, A/m
I – intenzita elektrického prúdu, A
J – hustota elektrického prúdu, A/ m2
L – indukčnosť, H
N – počet závitov cievky O – obvod telesa, m
P – výkon, elektrický výkon, tepelný výkon, W; kW; MW

Kapitola 12 PRÍLOHY
136
R – koeficient odrazu (reflexie); elektrický odpor prostredia, Ω
Q – energia, množstvo tepla, J; kJ; kWh
S – prierez, m2
T – termodynamická teplota, K
U – napätie, V
V – objem, m3
W – elektrická energia, J; Ws; kWh X – reaktancia, Ω
Z – impedancia, Ω
α - koeficient prestupu tepla, W/(m2.K); fázová konštanta vlnenia, 1/m
β - konštanta tlmenia vlnenia (merný útlm), 1/m
γ - elektrická vodivosť prostredia, S/m
ε - stupeň čiernosti povrchu telesa; permitivita prostredia, 120 10.85,8 −=ε & F/m
εr – relatívna permitivita prostredia
η - účinnosť; elektrická, tepelná, celková
υ - teplota, K; pomerná teplota; teplotný rozdiel
χ - koeficient väzby
λ - koeficient tepelnej vodivosti prostredia, W/(m.K);
vlnová dĺžka elektromagnetického vlnenia, m
µ - permeabilita prostredia, µ0 = 4π.10-7 H/m
µr – relatívna permeabilita prostredia
ξ - pomerný geometrický rozmer
ρ - merný elektrický odpor, Ω.m; objemová (merná) hustota (hmotnosť) prostredia kg/m3
τ - čas, s; hod;
τ0 – doba ohrevu vsádzky, s; hod
ϕ - celkový koeficient sálania
cos ϕ - účinník
φ - tepelný tok, tok energie, W
ω - uhlová rýchlosť (ω=2π.f) rad/s

Kapitola 12 PRÍLOHY
137
Zoznam použitej a odporúčanej literatúry [1] Kittler, J.: Lekcia pokory. Moment č.7/2001.
[2] Janovski, T.: Elektrotechnologie. Politechnika Lubelska. 1991
[3] Kožený, J.: Efektivnost přeměn elektrické energie v užitočné teplo. ZČU Plzeň. 1996
[4] Bober, J.: Malá encyklopédia bádateľov a vynálezcov. Obzor Bratislava. 1973
[5] Novák, P.: Konštrukcia a prevádzka elektrotepelných zariadení. Skriptum ES VŠT
Košice. 1986 [6] Hering, M.: Podstawy elektrotermii, cz. 1. WNT Warszawa. 1994
[7] Šorin, S.N.: Sdílení tepla. SNTL Praha. 1968
[8] Novák, P.: Základy teórie elektrických ohrevov. ES TU Košice. 1991 [9] Rada, J. a kol.: Elektrotepelná technika. SNTL Praha. 1985
[10] Svenčanskij, A.D.: Električeskije promyšlennyje peči. Energia Moskva. 1975
[11] Kabata, J.: Nagrzewanie rezystancyjne. Wydawnictwo Politechniki Warszawskej.
Warszawa 1988
[12] Novák, P. - Kolesár, J.: Elektrotepelná technika. Návody na cvičenia. ES VŠT Košice.
1988 [13] KANTHAL - Handbook: Kanthal Furnace Products. Orebro. Sweden 1987
[14] Novák, P.: Elektrické pece a ohrievače - cvičenia . EF TU Košice. Košice, 1992
[15] Kolesár, J.: Elektrické teplo, Príklady. ES TU Košice. Košice, 1991
[16] Kutateladze, S.S.: Osnovy teorii teploobmena. Atomizdat Moskva. 1979
[17] Sazima, M. a kol.: Teplo, technický průvodce sv. 2. SNTL Praha. 1989
[18] Langer, E.: Teórie indukčního a dielektrického tepla. Academia Praha. 1979
[19] Langer, E. - Kožený, J.: Elektrotepelná zařízení indukční, VŠSE Plzeň. 1982 [20] Langer, E. : Elektrotepelná technika IV, VŠSE Plzeň. 1969
[21] Svenčanskij, A.D. - Smeľjanskij, M.J.: Električeskije promyšlennyje peči, Dugovyje
peči. Energia Moskva. 1970 [22] Novák, P.: Konštrukcia a prevádzka elektrotepelných zariadení. ES VŠT Košice. 1986
[23] Hradílek, Z.: Elektrotepelná technika. VŠB TU Ostrava. 1996
[24] Koleda, M.: Elektrometalurgia. SNTL Bratislava. Bratislava, 1967
[25] Svenčanskij, A.D.: Električeskije promyšlennyje ustanovki. Energoizdat Moskva. 1982
[26] Aľtganzen, A.P. a kol.: Elektrotermičeskije oborudovanie Spravočnik. Energia,
Moskva. Moskva, 1980 [27] Paton, B.E. - Medovar, B.I. - Boiko, G.A.: Elektro-slag casting. Naukova dumka,
Publishers Kiev. Kiev, 1980
[28] Dembovský, V.: Plazmová metalurgia. SNTL Praha. Praha, 1978
[29] Hradílek, Z. a kol.: Elektrotepelná zařízení. Knižnice ELEKTRO, svazek 35, IN-EL
Praha. Praha, 1997

Kapitola 12 PRÍLOHY
138
[30] Janoščík, J.: Diplomová práca, Technicko-ekonomické porovnanie alternatívnych
spôsobov elektrického vykurovania. FEI TU Košice. Košice, 2001