Embed Size (px)
Citation preview

Włodzimierz Bułka
Marzec 2013
Zarządzanie i optymalizacja zapasów części zamiennych

Zarządzanie częściami zamiennymi
• SPM (Spare Parts Management) ma zasadniczy wpływ na utrzymanie niezawodności maszyn przy optymalnych kosztach
• Zadaniem SPM jest zapewnienie dostępności części zamiennych we właściwej ilości, jakości i właściwym czasie
• Koszt części zamiennych zazwyczaj stanowi więcej niż 60% całości kosztów utrzymania ruchu w przemyśle.
• SPM ma istotny wpływ na efektywność finansową firmy z uwagi na wielkość kapitału ,,zamrożonego’’ w częściach zamiennych

Zarządzanie częściami zamiennymi
Części zamienne utrzymujemy na potrzeby:
• Wymiany części szybko zużywających się
• Do remontów głównych i planowanej gospodarki
• Strategiczne
• Do napraw awaryjnych
• Bieżące

Zarządzanie SPM jest istotnym zagadnieniem dla każdej organizacji
Główne problemy:
• bardzo zróżnicowany poziom zużycia części zamiennych dla różnych typów części
• wysoka liczba części i ich różnorodność (Żywiec ok. 5 100 indexów)
• brak pewnego i niezawodnego kryterium prognozowania, kiedy i ile części będzie potrzebnych ?
• zróżnicowana dostępność części na rynku

Zarządzanie SPM jest istotnym zagadnieniem dla każdej organizacji
Główne zagadnienia optymalizacji:
• redukcja kosztów magazynowania (koszty ryzyka braku części i koszty zamrożonego kapitału)
• redukcja prawdopodobieństwa braku części
• powiązanie poziomu zapasów części z krytycznością urządzeń dla produkcji
• jak przewidzieć potrzeby i optymalny poziom zapasów ?
• jakie części i gdzie magazynowane ?
• jak zarządzamy zamiennikami części ?

Główne przyczyny nadmiernych zapasów
• Zakup części rekomendowanych przez producentów maszyn
• Zakup części ponad potrzeby
• Zapewnienie dostępności części na wypadek awarii
• Części pozostające po zmodyfikowanych lub wycofanych z eksploatacji maszynach i urządzeniach
• Utrzymywanie zapasów części o długim czasie dostawy

Strategia optymalizacji części zamiennych
Strategiczne Do likwidacjiSzybko si ę zużywaj ące Do remontów
• Ze zlikwidowanych maszyn
• Przestarzałe czasowo• Przestarzałe
technologicznie• Z przed modyfikacji
• Wpływ na bezpiecze ństwo
• Wpływ na jako ść
• Wpływ na środowisko• Zatrzymanie produkcji• Długi czas dostawy• Trudno dost ępne• Brak m. regeneracji• Nie produkowane• Krytyczno ść A
• Wolne zu życie• Niska rotacja• Krytyczno ść B
• Szybkie zu życie• Wykorzystane w wielu
maszynach• Duża rotacja• Krytyczno ść C
• Ustalenie poziomu• Analiza ryzyka braku• Centralny Magazyn
• Ustalenie poziomu• Analiza EOQ• Analiza CM
• Planowe zamawianie• TBM ,CBM• Standaryzacja dostawców
przy inwestycjach
• Przekazanie do Działu Zakupów
• LikwidacjaK
ryte
riaD
ział
ania
Części
Redukcja stanów magazynowychRedukcja kosztów Wizja
Optymalizacja kosztów Poprawa zarz ądzania SPMMisja

Analiza struktury wartości magazynowej
Wartość
PLN
% wartości
magazynowej
% wszystkich
pozycji
˂ 20 5% 27%
20-200 15% 34%
200-1 500 32% 28%
1 500 - 5 000 21% 8%
> 5 000 27% 3%
0%
10%
20%
30%
40%
< 20 20 - 200 200 -
1500
1500 -
5000
> 5000
[PLN]
% wszystkich pozycji
0%
10%
20%
30%
40%
< 20 20 - 200 200 -
1500
1500 -
5000
> 5000
[PLN]
% wartości magazynowej
3%
27%8%
21%
0%
10%
20%
30%
40%
50%
60%
% pozycji % wartości
Ilość pozycji a wartość
11%
48%

• Identyfikacja części strategicznych A i zarządzanie ich stanem oparte na analizie ryzyka (1-,,SA”) braku części
• Identyfikacja części szybko zużywających się typu C i zarządzanie ich stanem przez obliczanie :
-ekonomicznej ilości zakupu ,,EOQ’’ i planowanie funkcji MRP w SAP
-przewidywanej wartości zużycia ,,CM’’
AcronymsTYC :Total Year Consumption (pieces) SS : Safety Stock (pieces) SKR : Stock Keeping Rate (%)MYC : Maximum Year Consumption (pieces/month) ROP : Reorder Point (pieces) COI : Cost of Order Issue (PLN)AYC : Average Year Consumption (pieces/month) EOQ : Economic Order Quantity (pieces)
LT : Supplier Lead Time (months) UC : Unit cost (PLN)
Consumption from
Other dataAYC is calculated on : Month UC PLN COI PLN
LT Month SKR
Safety stock : Reorder point: Economic Order Quantity Remarks:The simplified FORMULA is The simplified FORMULA is
MYC pieces TYC piecesAYC pieces/month In practice we decide
EOQ piecesIn theory In theory
SS pieces ROP pieces
In practice we decide In practice we decideSS pieces ROP pieces105
120,10
SS = ( MYC - AYC ) x LT ROP = AYC x LT + SS
148
2,5 6
13
Stock management - parameters calculation Product: 1407086 Ło żysko 6204 2RS
Total relevant cost
198,86
Choose a quantity so that the "Total relevant cost" curve is as low as possible.
wrz
Total costDifference between 2
values
1 630,52
Reorder quantity
159,40
167,19
188,02
214,28
80
Browar w Żywcu
paź-08 wrz-09to
43,00
Stock keeping cost
sie
Cost of purchase
Cost of orders
38
1825 13
9,9420,0%
0 2 21 2lip
15 10mar cze
Value 2 38 2Month paź lis gru sty lut kwi maj
1 685,40178,92
39,76
74,55
109,34
144,13
1 669,98
1 638,31
1 659,14
35,36
1 471,12
1 471,12
1 471,12
1 471,12
1 471,12
159,10
84,85
57,85
43,89
180
35 40
75
110
145
0
50
100
150
200
250
0 20 40 60 80 100 120 140 160 180 200Reoder quantity
PLN
Total relevant cost
Cost of orders
Stock keeping cost
n
SA=∑(aλT)¹ x exp(-aλT)/i! i=1
µ=aλT; T-okres realizacji zamówieniaSA- prawdopodobie ństwo dost ępno ści cz ęści, kiedy b ędzie potrzebnaλ - intensywno ść uszkodze ń; a - ilo ść części potrzebnych do usuni ęcia awarii
INDEKS NAZWA λ T[y] a N=n-1 µ S A1405027 Zestaw uszczelnie ń -nap. zaw. klap.SÜDMO 0,666666667 0,25 1 2 0,166666667 0 ,9993187031405035 Uszczelnienie DN80 do zaw. klap. -SÜDMO 0,666 666667 0,25 1 2 0,166666667 0,9993187031407201 Łożysko 30308 0,166666667 0,25 1 1 0,041666667 0,9991556841404076 Czujnik TYP PRK 18/4 DL.4 0,5 0,25 1 2 0,125 0,99 97035221407103 Łożysko 6008 2RS 0,916666667 0,25 2 4 0,458333333 0,99988471 41401089 Zawór el.mag. 5/2 z cewk ą 24VDC 0,5 0,25 1 2 0,125 0,9997035221408747 Łożysko 3306 A-2RS 1,083333333 0,25 2 3 0,541666667 0,997665 0631407126 Łożysko 6309 2RS C3 0,25 0,25 1 3 0,0625 0,9999993951407109 Łożysko 6014 ZZ 0,5 0,25 2 3 0,25 0,999866631403357 Pas zębaty L=2420 B=25 T=15 1,333333333 0,25 4 8 1,333333333 0,999988861404017 Fotokomórka nadajnik LS 92/2.8 SE-L 0,4166666 67 0,25 1 2 0,104166667 0,9998257411408673 Łożysko 7214 BE 0,166666667 0,25 2 1 0,083333333 0,9967147831408781 ŁOŻYSKO PRZE.KBRM-10 0,416666667 0,25 1 1 0,104166667 0,9949 370961408873 Łożysko 204 0,083333333 0,25 1 1 0,020833333 0,999785977
Główne aktywności zarządzania SPM
0
50
100
150
200
250
0 20 40 60 80 100 120 140 160 180 200Ilość ponownego zamówienia
PLN
C
A
B
EOQ = Ekonomiczna wielkość zamówienia
(Economic q Order Quantity)
= średni poziom zapasówq
2
A = Koszt utrzymywania zapasów = średni zapas x cena jednostkowa x procentowy koszt utrzymania
B = Koszty składania zamówień w okresie = x koszt złożenia pojedyńczego zamówieniaZapotrzebowanie na okres
Ilość na jedno zamówiene
C = całkowity koszt w okresie = A + B
Poziom ponownego zamawiania
Maksymalny poziom zapasów

Główne aktywności zarządzania SPM
• Identyfikacja części B i ich zamawianie dla potrzeb planowanych remontów TBM, predyktywnego utrzymania CBM i bezpośrednio do zleceń.
• Roczna analiza zbędnych materiałów w magazynie w celu likwidacji lub zbycia.
• Użycie analizy 5xW, RCM (Reliability Centred Maint.) i WCA(Weak Component Analysis) do identyfikacji i wydłużenia MTBF krytycznych części .
Analizy awarii wpływają na określenie krytyczności oraz zapasu części na magazynie

B B CB B BA BB C CAB B C B C B B B C C B CB C B C BB
Śruba58 -> 13
Łożysko39 -> 13
Fotokomórka34 -> 12 Pas
19 -> 8Inicjator24 -> 5
Hamulec7 -> 1
Analiza Pareto awaryjnych komponentów

Weryfikacja standardów utrzymania na poziomie komponentów maszyn
Rurka sondy
Podsumowanie analizy; ABC, doświadczenie Produkcji i Utrzymania Ruchu w oparciu o 4-krokową ścieżkę
Krytyczność komponentu
CBM na poziomie komponentu
OdpowiedzialnośćMiejsce magazynowania

Przykład wydłużenia czasu „życia” komponentu

Główne aktywności zarządzania SPM
• Ograniczenie zapasów przez rozszerzenie diagnostyki komponentów.
Nowy Wymaga naprawy
Diagnostyka stanu serwomotorów - 60 szt. za pomocą stetoskopu i oscyloskopu

Działania podjęte w celu redukcji zapasów
• 5S w magazynie
• Wprowadzenie systemu „Canban”
Magazyn główny
Magazyn podręczny Rozlewnia puszek
Części przy maszynach

Działania podjęte w celu redukcji zapasów
Etykieta w pojemniku stanowi zapotrzebowanie na części przy zapasie mniejszym niż poziom min.

Działania podjęte w celu redukcji zapasów
• Nazwa• Podstawowe wymiary• Indeks SAP• Nr katalogowy• Zapas min. i max.

Analiza, identyfikacja i likwidacjaprzestarzałych części (328 indexes)
Lepsze użycie części „B” w utrzymaniu TBM / CBM.
Identyfikacja i uzupełnienie strategicznych części „A” (136 noweindeksy).
Zamawianie części do nowych maszyn (111 nowych indeksów).
Redukcja części szybko zużywających się „C”
Analiza redukcji zapasów

Przykłady oszczędności dzięki stosowaniu zamienników oraz regeneracji
L-P1, P2 – głowica zamykarki.oryginał 128 973 PLN/kompletzamiennik 103 224 PLN/komplet
Oszczędności 25 749 PLN/komplet
L-B – serwomotoryNowy 300 720 PLN/kompletRegeneracja 21 840 PLN/komplet
Oszczędności 278 880 PLN/komplet
Warzelnia – walce młynaNowe 33 167 EUR/kompletRegeneracja 9580 EUR/komplet
Oszczędność 23 587 EUR/komplet
L-P1 – ruszt pakowarkioryginał 26 199 EUR/szt.zamiennik 3 780 EUR/szt.
Oszczędności 22 419 EUR/szt.
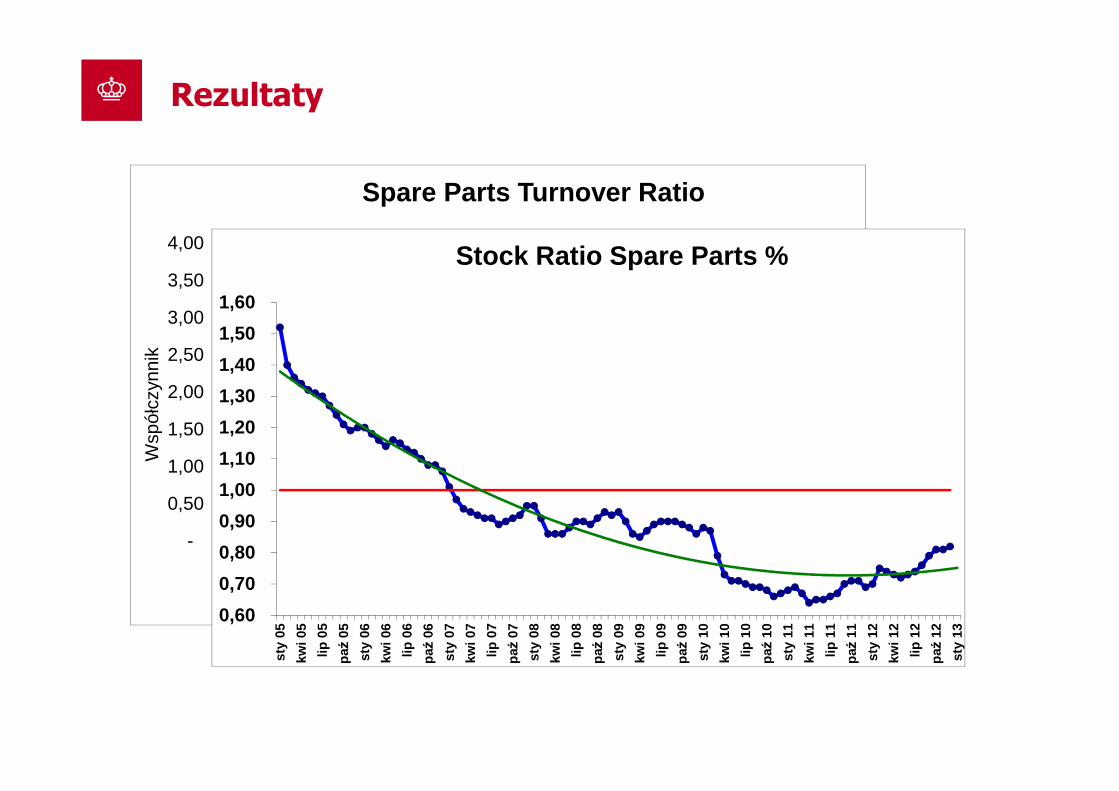
Rezultaty
Zakup części strategicznych do nowych maszyn
-
0,50
1,00
1,50
2,00
2,50
3,00
3,50
4,00st
y 05
kwi 0
5lip
05
paź 0
5st
y 06
kwi 0
6lip
06
paź 0
6st
y 07
kwi 0
7lip
07
paź 0
7st
y 08
kwi 0
8lip
08
paź 0
8st
y 09
kwi 0
9lip
09
paź 0
9st
y 10
kwi 1
0lip
10
paź 1
0st
y 11
kwi 1
1lip
11
paź 1
1st
y 12
kwi 1
2lip
12
paź 1
2st
y 13
Wsp
ółcz
ynni
k
Spare Parts Turnover Ratio
Value Vision 0,60
0,70
0,80
0,90
1,00
1,10
1,20
1,30
1,40
1,50
1,60st
y 05
kwi 0
5
lip 0
5
paź 0
5
sty
06
kwi 0
6
lip 0
6
paź 0
6
sty
07
kwi 0
7
lip 0
7
paź 0
7
sty
08
kwi 0
8
lip 0
8
paź 0
8
sty
09
kwi 0
9
lip 0
9
paź 0
9
sty
10
kwi 1
0
lip 1
0
paź 1
0
sty
11
kwi 1
1
lip 1
1
paź 1
1
sty
12
kwi 1
2
lip 1
2
paź 1
2
sty
13
Stock Ratio Spare Parts %

Działania podjęte w celu redukcji zapasów
• Ograniczanie stanu magazynu do części strategicznych A i szybkiego zużycia C
• Zamawianie części bezpośrednio do zleceń remontowych
• Zawarcie kontraktów z dostawcami części zamiennych• Zaangażowanie operatorów AM w system prewencji• „Centralny Magazyn Grupy Żywiec” dla wspólnych części• Miesięczne monitorowanie zapasów magazynowych

Wykorzystanie zewnętrznych możliwości redukcji stanów
• Negocjacje kontraktów z dostawcami na poziomie GŻ
• Tworzenie składów konsygnacyjnych
• Standaryzacja dostawców maszyn przy inwestycjach
• Unifikacja części zamiennych na poziomie GŻ
• Zawieranie kontraktów z producentami maszyn na Utrzymanie Ruchu z uwzględnieniem części zamiennych
• Dostępność części i czas dostawy gwarantowane przez dostawcę

Dziękuję za uwagę





























