ТЕХНОЛОГИИ И ОБОРУДОВАНИЕ ОБРАБОТКИ МЕТАЛЛОВ ДАВЛЕНИЕМ
УДК 621.983; 539.374 Д.В. Дудка, канд. техн. наук, доц., (4872) 35-14-82, [email protected] (Россия, Тула, ТулГУ), В.И. Трегубов, д-р техн. наук, проф., (4872) 35-14-82, [email protected] (Россия, Тула, ФГУП ГУП «ГНПП «Сплав»)
ВЛИЯНИЕ ТЕХНОЛОГИЧЕСКИХ ПАРАМЕТРОВ НА ОБРАЗОВАНИЕ НАПЛЫВА ПРИ РОТАЦИОННОЙ ВЫТЯЖКЕ ОСЕСИММЕТРИЧНЫХ ДЕТАЛЕЙ
Приведены результаты экспериментальных исследований характера образо-
вания наплыва при ротационной вытяжке осесимметричных деталей в зависимости от схем обработки, технологических параметров и геометрических характеристик конических роликов.
Ключевые слова: ротационная вытяжка, оправка, ролик, наплыв, трубная за-готовка, обжим, раздача, шаг подачи, степень деформации.
Особенностью процесса ротационной вытяжки являются образова-
ние наплыва материала перед фронтом давильных элементов при относи-тельно небольших изменениях толщины стенки и увеличение в месте обра-зования наплыва диаметра заготовки [1 - 5]. Величина и форма наплыва зависят от свойств обрабатываемого материала, режимов обработки, тол-щины стенки исходной заготовки и геометрических параметров деформи-рующих роликов.
На рис. 1 показаны типы наплыва, наиболее характерные для рота-ционной вытяжки.
3

Известия ТулГУ. Технические науки. 2011. Вып. 1
а
б
Рис. 1. Типы наплыва металла перед очагом деформации при ротационной вытяжке цилиндрических деталей:
1 – деталь; 2 - оправка Образование наплыва, показанного на рис. 1, а, характерно при ро-
тационной вытяжке деталей из толстостенных заготовок. Такой тип наплыва представляет собой увеличение толщины стенки исходной заго-товки перед очагом деформации. Наплыв, приведенный на рис. 1, б, харак-терен для ротационной вытяжки деталей из тонкостенных заготовок и свя-зан с потерей устойчивости стенки заготовки, отрывом её от поверхности оправки.
На практике обычно имеет место образование наплыва, содержаще-го элементы того и другого типов при наиболее ярко выраженных призна-ках одного из них.
Нерегламентированное образование наплыва отрицательно влияет на обеспечение качественных характеристик деталей, изготавливаемых ро-тационной вытяжкой. В частности, чрезмерное увеличение наплыва при-водит к перенаклепу металла, появлению поверхностных дефектов в виде чешуйчатости поверхности, трещин, закатов. Образование наплыва сопро-вождается возрастанием силы деформирования, препятствует обеспечению стабильности толщины стенки и диаметральных размеров изготавливаемой детали.
Ниже приведены результаты экспериментальных исследований об-разования наплыва при ротационной вытяжке цилиндрических деталей на специализированном оборудовании в зависимости от схем обработки, тех-нологических параметров и геометрических характеристик конических ро-ликов.
Для проведения экспериментальных исследований были использо-ваны трубные заготовки из малоуглеродистой стали марки 10ГН и алюми-ниевого сплава АМг6. Заготовки подвергались предварительной калибров-ке и последующей механической обработке. Основные размеры исходных заготовок представлены в табл. 1.
4

Технологии и оборудование обработки металлов давлением
Таблица 1 Характеристики исходных заготовок
Материал заготовки
Геометрические параметры Диаметр Толщина стенки
0t , мм Длина L , мм Наружн.
D , мм Внутр. d , мм
Сталь 10ГН 26,03,132 − 23,03,114 + 3,09 ± 490
Сплав АМг6 26,05,121 − 23,07,112 + 2,02,4 ± 690
Ротационная вытяжка цилиндрических деталей осуществлялась по трём наиболее характерным схемам обработки:
- 3 - роликовой схеме, с использованием деформирующих роликов открытой калибровки;
- 3 - роликовой схеме, с использованием роликов закрытой калиб-ровки;
- 3 - роликовой схеме с разделением очага деформации. Для оценки влияния технологических параметров на качественные
характеристики цилиндрических деталей ротационная вытяжка выполня-лась с различными величинами степени деформации 100)/1( 0tt−=ε % ( =ε 15…60 %) и рабочей подачи S = 0,55…2 мм/об. Здесь 0t и t - толщина стенки исходной заготовки и детали.
В качестве деформирующего инструмента при проведении экспе-риментальных работ были использованы конические ролики с открытой и закрытой калибровкой, выбранные в диапазоне углов рабочего конуса
pα = 10…30°. Типовые конструкции роликов представлены на рис. 2. При прове-
дении экспериментальных исследований были приняты следующие разме-ры деформирующих роликов: 220=D мм; 3=b мм. Выбор указанных диапазонов режимов обработки и параметров инструмента обусловлен широким их использованием на практике [4].
Ротационная вытяжка цилиндрических деталей на всех этапах экс-перимента осуществлялась при постоянной частота вращения оправки
1мин180 −=п . Экспериментальные работы проводились на стане СХП-2. Стан оснащен 3 - роликовой кареткой с гидравлическим приводом осевого перемещения. Деформирующие ролики, расположенные через 120° по пе-риметру окружности, снабжены индивидуальными гидроцилиндрами для перемещения роликов в радиальном направлении.
Для замеров толщин и диаметров деталей использовались приборы индикаторного типа. Цена деления индикатора составляла 0,01 мм.
5

Известия ТулГУ. Технические науки. 2011. Вып. 1
а б
Рис. 2. Типовые конструкции конических роликов для ротационной вытяжки цилиндрических деталей: а – ролики с открытой
калибровкой; б – ролики с закрытой калибровкой
Для оценки влияния угла рабочего конуса деформирующего ролика pα и технологических параметров обработки на образование наплыва при
ротационной вытяжке деталей из стали 10ГН по первой схеме были ис-пользованы ролики открытой калибровки с углами рабочего конуса ролика
pα = 15…30° с интервалом через 5°. Ротационная вытяжка осуществля-лась при значениях степени деформации %50...20=ε и шага подачи
мм/об8,1...55,0=S . На рис. 3 приведен характерный тип наплыва металла перед очагом
деформации при ротационной вытяжке цилиндрических деталей из стали 10ГН. Установлено, что во всех исследуемых диапазонах углов рабочего конуса роликов и режимах обработки при ротационной вытяжке деталей из сравнительно толстостенных (9 мм) исходных заготовок из стали 10ГН форма образования наплыва соответствует типу наплыва, показанному на рис. 3.
Рис. 3. Образование наплыва при ротационной вытяжке роликами открытой калибровки деталей из стали 10ГН
( 55,0=S мм/об; 30=α p ; %50=ε )
6

Технологии и оборудование обработки металлов давлением
Графические зависимости изменения относительной величины наплыва Hh 0/10 thH= от степени деформации ε и угла рабочего конуса деформирующего ролика pα при ротационной вытяжке роликами с от-крытой калибровкой приведены на рис. 4. Здесь Hh - высота наплыва;
0tth HH −= ; Ht - максимальная толщина стенки детали в зоне образова-ния наплыва.
Рис. 4. Зависимости изменения Hh от ε при ротационной вытяжке деталей из стали 10ГН роликами с открытой калибровкой
( 55,0=S мм/об): 1 – 15=α p ; 2 – 20=α p ; 3 – 25=α p ; 4 – 30=α p Анализ графических зависимостей и результатов эксперимен-
тальных исследований показывает, что наиболее существенное влияние на образование наплыва оказывает угол рабочего конуса деформирующих ро-ликов pα , с увеличением которого интенсивно растёт высота наплыва во всех диапазонах степеней деформации и рабочей подачи. Следует отме-тить, что использование роликов с углом 25≥α p для вытяжки деталей из малоуглеродистой стали 10ГН, вызывает интенсивный рост наплыва, при-водящий к образованию на его вершине микротрещин и по этой причине – к появлению поверхностных дефектов в виде чешуйчатости и закатов.
Установлено, что при использовании роликов с углом 30=α p , об-разование вышеуказанных дефектов имело место во всех исследуемых диапазонах подач и степеней деформации. Указанное обстоятельство сви-детельствует о том, что нецелесообразно применять ролики с открытой ка-либровкой при углах 25≥α p для ротационной вытяжки деталей из мало-углеродистых сталей типа стали 10ГН.
7

Известия ТулГУ. Технические науки. 2011. Вып. 1
Результаты проведённых экспериментальных исследований также показывают, что с увеличением степени деформации ε и величины рабо-чей подачи S относительная величина наплыва Hh возрастает. Более ин-тенсивный рост наплыва в зависимости от указанных параметров наблю-дается с увеличением угла рабочего конуса pα деформирующих роликов.
При проведении экспериментальных работ по схеме ротационной вытяжки роликами с закрытой калибровкой были использованы ролики с рабочим углом гребня 30=α p и углом вспомогательной конической поверхности
(крыши) 5=αв , имеющие высоту гребня гh = 2, 3, 4 мм (см. рис. 2, б). Установлено, что использование роликов с закрытой калибровкой
(в аналогичных диапазонах изменения степени деформации ε и рабочей подачи S ) позволяет в более узких пределах регламентировать величину наплыва, по сравнению с предыдущей схемой ротационной вытяжки.
При соответствии величины ttt −=Δ 0 высоте гребня гh использу-емых роликов (то есть гht =Δ ), с увеличением степени деформации ε и величины рабочей подачи S имеет место постепенное возрастание относи-тельной высоты наплыва Hh (рис. 5). Следует отметить, что при несоот-ветствии величины tΔ высоте гребня ролика гh характер образования наплыва резко изменяется. При значении гht <Δ высота наплыва возраста-ет на разность этих величин аналогично, как и при обработке деталей ро-ликами с открытой калибровкой.
При формоизменении заготовок с величиной гht >Δ высота наплы-ва несколько снижается по сравнению с условиями деформирования при
гht =Δ . Однако при этих условиях деформирования имеют место нежела-тельные явления.
В этом случае изменение толщины заготовки осуществляется как конической поверхностью гребня pα , так и вспомогательной конической
поверхностью ролика с малым углом 5=αв , что приводит к резкому воз-растанию протяженности контакта ролика с заготовкой, интенсивному ро-сту радиальной силы деформирования и увеличению внутреннего диамет-ра изготавливаемой детали.
Таким образом, при ротационной вытяжке деталей роликами с за-крытой калибровкой для регламентирования наплыва в узких пределах и обеспечения точности диаметральных размеров необходимо при выборе оптимальных параметров роликов соблюдать условие гht =Δ .
8

Технологии и оборудование обработки металлов давлением
При ротационной вытяжке деталей из стали 10ГН по схеме с разде-лением деформации использовались деформирующие ролики открытой калибровки с углами рабочего конуса в диапазоне от 10 до 30°.
Экспериментальные исследования по ротационной вытяжке с раз-делением степени деформации показали, что использование роликов с ми-нимальными значениями угла рабочего конуса в комплекте 15≥α p вы-зывает более интенсивный рост наплыва, а также резко снижает внутренний диаметр детали, что затрудняет её съём с оправки. В связи с этим дальнейшие эксперименты проводились с сочетаниями углов роликов 10, 15 и 20° в одном комплекте.
Рис. 5. Зависимости изменения Hh от ε при ротационной вытяжке деталей из стали 10ГН роликами с закрытой калибровкой:
1 – %20=ε ; 2 – %35=ε ; 3 – %50=ε
Экспериментально установлено, что указанная схема деформирова-ния создает наиболее благоприятные условия для ограничения наплыва металла перед очагом деформации в исследованном диапазоне изменения технологических параметров S и ε . Максимальная величина наплыва при изменении рабочей подачи от 0,5 до 1,8 мм/об составляет 0,42 мм, а при аналогичных условиях обработки роликами с закрытой и открытой калиб-ровкой 9,0=Hh мм.
Аналогичные экспериментальные исследования были проведены по ротационной вытяжке деталей из алюминиевого сплава АМг6 с использо-ванием тех же режимов обработки и геометрических параметров деформи-рующих роликов.
Анализ результатов обработки алюминиевого сплава АМг6 показы-вает, что влияние технологических параметров ротационной вытяжки и геометрических параметров деформирующих роликов на наплыв имеет ту же закономерность, что и при обработке стали 10ГН. Установлено, что
9

Известия ТулГУ. Технические науки. 2011. Вып. 1
форма образования наплыва при ротационной вытяжке деталей из сплава АМг6 (рис. 6) имеет такие же элементы наплывов, как на рис. 1, а, б, что особенно наглядно при ротационной вытяжке деталей роликами с откры-той калибровкой.
Установлено, что наиболее интенсивно на величину наплыва ме-талла при ротационной вытяжке деталей роликами с открытой калибров-кой влияет рабочая подача S , а также угол рабочего конуса роликов pα , с увеличением которых наплыв резко возрастает.
Экспериментально показано, что при ротационной вытяжке роли-ками с углом 15=α p величина зазора между заготовкой и оправкой воз-растает примерно в 2 раза, и процесс обработки становится при величинах рабочей подачи 2,1≥S мм/об неустойчивым из-за постоянного роста наплыва и потери устойчивости стенки заготовки. Это в отдельных случа-ях приводило к появлению разрывов на обработанной части детали. В свя-зи с этим экспериментальные работы по схеме с открытой калибровкой роликов при значениях углов 20≥α p не производились.
а б
Рис. 6. Образование наплыва при ротационной вытяжке деталей из сплава АМг6 ( %50=ε ; 9,0=S мм/об): а – 15=α p ; б – 20=α p
При ротационной вытяжке деталей из сплава АМг6 с закрытой ка-
либровкой роликов также имеет место интенсивный рост наплыва при уве-личении рабочей подачи S в исследуемом диапазоне.
Выполнены экспериментальные исследования относительной вели-чины потери устойчивости стенки детали перед очагом деформации Dh в зависимости от технологических параметров ротационной вытяжки при различных сочетаниях углов роликов и схем деформирования. Здесь
HdDD dhh /= ; Dh - величина потери устойчивости стенки детали перед очагом деформации; Hdd - внутренний номинальный диаметр детали;
Hdd = опрd .
10
Технологии и оборудование обработки металлов давлением
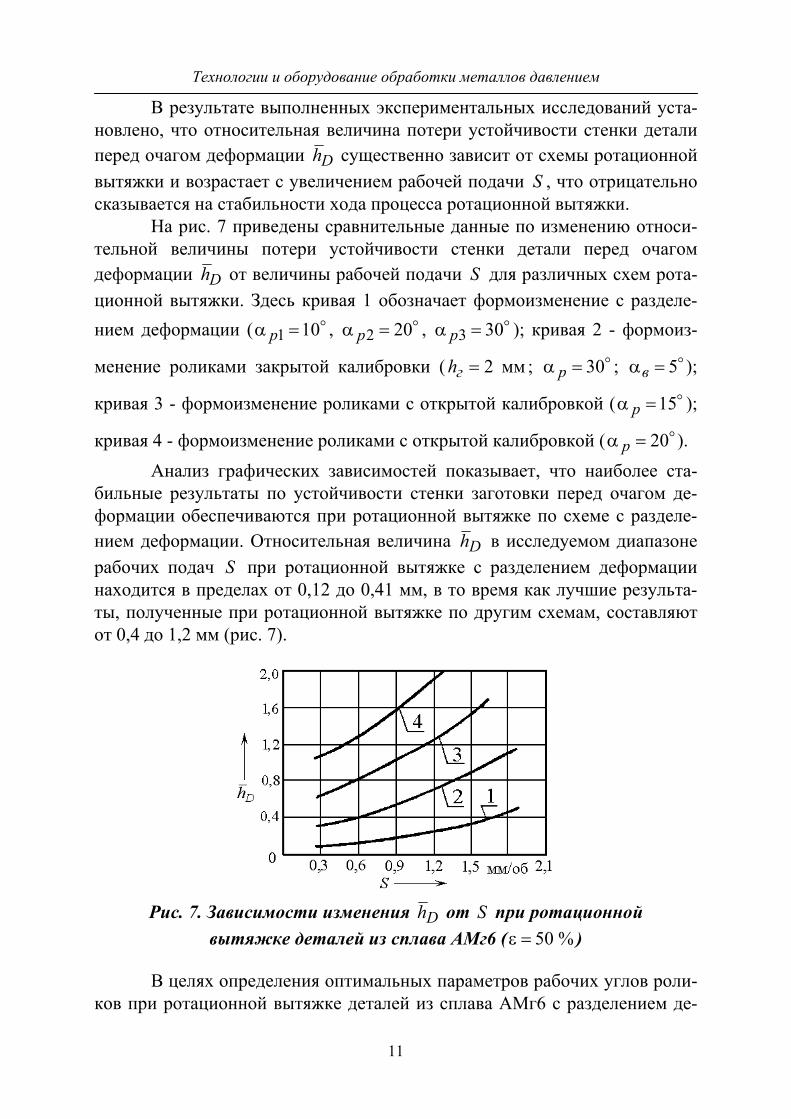
В результате выполненных экспериментальных исследований уста-новлено, что относительная величина потери устойчивости стенки детали перед очагом деформации Dh существенно зависит от схемы ротационной вытяжки и возрастает с увеличением рабочей подачи S , что отрицательно сказывается на стабильности хода процесса ротационной вытяжки.
На рис. 7 приведены сравнительные данные по изменению относи-тельной величины потери устойчивости стенки детали перед очагом деформации Dh от величины рабочей подачи S для различных схем рота-ционной вытяжки. Здесь кривая 1 обозначает формоизменение с разделе-нием деформации ( 101 =α p , 202 =α p , 303 =α p ); кривая 2 - формоиз-
менение роликами закрытой калибровки ( мм2=гh ; 30=α р ; 5=αв );
кривая 3 - формоизменение роликами с открытой калибровкой ( 15=α p );
кривая 4 - формоизменение роликами с открытой калибровкой ( 20=α p ). Анализ графических зависимостей показывает, что наиболее ста-
бильные результаты по устойчивости стенки заготовки перед очагом де-формации обеспечиваются при ротационной вытяжке по схеме с разделе-нием деформации. Относительная величина Dh в исследуемом диапазоне рабочих подач S при ротационной вытяжке с разделением деформации находится в пределах от 0,12 до 0,41 мм, в то время как лучшие результа-ты, полученные при ротационной вытяжке по другим схемам, составляют от 0,4 до 1,2 мм (рис. 7).
Рис. 7. Зависимости изменения Dh от S при ротационной
вытяжке деталей из сплава АМг6 ( %50=ε )
В целях определения оптимальных параметров рабочих углов роли-ков при ротационной вытяжке деталей из сплава АМг6 с разделением де-
11

Известия ТулГУ. Технические науки. 2011. Вып. 1
формации были проведены эксперименты при различном сочетании углов роликов в комплекте в диапазоне от 10 до 300.
Графические зависимости изменения относительной величины наплыва Hh от степени деформации ε при ротационной вытяжке деталей из сплава АМг6 с разделением деформации при различных соче-таниях углов роликов в комплекте приведены на рис. 8. Здесь введены сле-дующие обозначения для комплектов роликов: кривая 1 – 101 =α p ;
202 =α p ; 303 =α p ; кривая 2 – 101 =α p ; 152 =α p ; 203 =α p ;
кривая 3 – 151 =α p ; 252 =α p ; 303 =α p ; кривая 4 – 201 =α p ;
252 =α p ; 303 =α p .
Рис. 8. Зависимости изменения Hh от ε при ротационной вытяжке деталей из сплава АМг6 с разделением деформации ( 55,0=S мм/об)
Анализ графических зависимостей, приведенных на рис. 8, показы-
вают, что наиболее оптимальным является комплект роликов с углами 10, 20 и 300. Его использование при ротационной вытяжке деталей из сплава амг6 по схеме с разделением деформации позволяет более чем в 2 раза снизить высоту наплыва по сравнению с двумя вышеуказанными схемами в исследуемых диапазонах рабочих подач S и степеней деформации ε .
Выводы 1. Результаты экспериментальных исследований по ротационной
вытяжке деталей из малоуглеродистой стали марки 10ГН и алюминиевого сплава АМг6 показывают, что с увеличением степени деформации ε и ве-личины рабочей подачи S относительная величина наплыва Hh возраста-ет.
12

Технологии и оборудование обработки металлов давлением
2. Установлено, что наиболее эффективной в части ограничения наплыва в исследованных диапазонах изменения рабочих подач S и сте-пеней деформации ε является схема с разделением деформации.
Использование этой схемы ротационной вытяжки обеспечивает снижение наплыва в 1,5 – 2 раза по сравнению с ротационной вытяжкой роликами с открытой калибровкой и в 2 – 3 раза по сравнению с ротацион-ной вытяжкой роликами с закрытой калибровкой.
3. Показано, что для ограничения наплыва при ротационной вытяж-ке с разделением деформации необходимо использовать комплекты роли-ков с углами 101 =α p ; 152 =α p ; 203 =α p и 101 =α p ; 202 =α p ;
303 =α p . Работа выполнена по ведомственной целевой программе «Развитие
научного потенциала высшей школы (2009-2011 годы)», грантам РФФИ и по государственному контракту в рамках федеральной целевой программы «Научные и научно-педагогические кадры инновационной России» на 2009-2013 годы.
Список литературы 1. Гредитор М.А. Давильные работы и ротационное выдавливание.
М.: Машиностроение, 1971. 240 с. 2. Могильный Н.И. Ротационная вытяжка оболочковых деталей на
станках. М.: Машиностроение, 1983. 192 с. 3. Юдин Л.Г., Яковлев С.П. Ротационная вытяжка цилиндрических
оболочек. М.: Машиностроение, 1984. 128 с. 4. Яковлев С.С., Трегубов В.И., Яковлев С.П. Ротационная вытяжка
с утонением стенки осесимметричных деталей из анизотропных трубных заготовок на специализированном оборудовании. М.: Машиностроение, 2009. 265 с.
5. Белов Е.A., Юдин Л.Г. Ротационная вытяжка на специализиро-ванном оборудовании // Ковка и штамповка: справочник. Т. 4. Листовая штамповка / под ред. А.Д. Матвеева; ред. совет: Е.И. Семенов и др. М.: Машиностроение, 1987. С. 234 – 257.
D.V. Dudka, V.I. Tregubov INFLUENCE OF THE TECHNOLOGICAL PARAMETERS ON THE BUILDUP
GENERATION IN THE ROTARY DRAWING OF AXISYMMETRIC DETAILS PROCESS The results of experimental investigations of the buildup generation type in the
rotary drawing of axisymmetric details process in the dependence on the machining pattern, technological parameters and geometric characteristics of conical rollers are provided.
Key words: rotary drawing, mandrel, roller, buildup, piped detail, squeezing, flaring, feed step, deformation ratio.
Получено 16.12.10
13
Recommended