
Dresden
Institut für Umformtechnik
Universität Stuttgart
Dr.-Ing. Alexander Felde
Univ.-Prof. Dr.-Ing. Dr. h.c. Mathias Liewald MBA
WERKSTOFFWOCHE 2015
Institut für Umformtechnik (IFU), Universität Stuttgart
Leichtbau durch die Kaltmassivumformung

Leichtbau durch die Kaltmassivumformung
Institut für Umformtechnik
Universität Stuttgart 2 16.09.2015 Dr.-Ing. Alexander Felde
Agenda
Einleitung / Motivation
Kaltfließpressen von langen hohlen Halbzeugen
Erzeugung von dünnwandigen hohlen Halbzeugen
Herstellung hohler Bauteile aus Blechmaterial

Leichtbau durch die Kaltmassivumformung
Institut für Umformtechnik
Universität Stuttgart 3 16.09.2015 Dr.-Ing. Alexander Felde
Agenda
Einleitung / Motivation
Kaltfließpressen von langen hohlen Halbzeugen
Erzeugung von dünnwandigen hohlen Halbzeugen
Herstellung hohler Bauteile aus Blechmaterial

Leichtbau durch die Kaltmassivumformung
Institut für Umformtechnik
Universität Stuttgart 4 16.09.2015 Dr.-Ing. Alexander Felde
Leichtbaupotential im Fahrzeugantrieb Motivation
Herausforderung an die Automobilindustrie
Losung: Leichtbaukonstruktion

Leichtbau durch die Kaltmassivumformung
Institut für Umformtechnik
Universität Stuttgart 5 16.09.2015 Dr.-Ing. Alexander Felde
Hohle Bauteilgestaltung
Gewichtreduzierung von 30 % bei 90 %
Flächenträgheitsmoment
Integration von zusätzlichen Funktionen
Torsionsfestigkeit: 100% 90%
Gewicht: 100% 70%
Nachteile / Herausforderungen:
Erhöhter technologischer Aufwand
Rundlauf und Toleranzanforderungen

Leichtbau durch die Kaltmassivumformung
Institut für Umformtechnik
Universität Stuttgart 6 16.09.2015 Dr.-Ing. Alexander Felde
Technologische Grenzen bei der Herstellung hohler Leichtbauteilen
pSt, max = 2.500 N/mm2
(z.B. ASP23, HRC 61-63)
pSt, max = 2.300 N/mm2
(z.B. 1.3343, HRC 60-62)
kraftreduzierende
Maßnahmen
εA = di
2
da2
Bild: Schmitt, 1968
do
di
hi
εA = di
2
do2
0,15 < < 0,8
hi / di < 2,5…3,5
Druckspannungen im Stempel
Knickrisiko des Stempels
Smax – Smin ≈ 0,1 mm Erreichbare Lagegenauigkeit
1.
2.
3.

Leichtbau durch die Kaltmassivumformung
Institut für Umformtechnik
Universität Stuttgart 7 16.09.2015 Dr.-Ing. Alexander Felde
Agenda
Einleitung / Motivation
Kaltfließpressen von langen hohlen Halbzeugen
Erzeugung von dünnwandigen hohlen Halbzeugen
Herstellung hohler Bauteile aus Blechmaterial

Leichtbau durch die Kaltmassivumformung
Institut für Umformtechnik
Universität Stuttgart 8 16.09.2015 Dr.-Ing. Alexander Felde
Erzeugen von extrem tiefen Näpfen Zielsetzung und Lösungsweg
Motivation
• Leichtbau, Gewichtsoptimierung
• Reduzierung von Fertigungsstufen bei der Fertigung
hohler Pressteile
L / D < 2,5…3,5
Knickverhalten des
Stempels
Knickgrenze für Stempel aus
Schnellarbeitsstahl, n. VDI 3186
L D

Leichtbau durch die Kaltmassivumformung
Institut für Umformtechnik
Universität Stuttgart 9 16.09.2015 Dr.-Ing. Alexander Felde
Erzeugen von extrem tiefen Näpfen Konzept Versuchswerkzeug
Stempel
Matrize
Armierung
Pressteil
Prozesssimulation
Stempelverlängerung
Führung
Stempelführung
Feder
Aktive Werkzeugteile
Gegenstempel
Prinzipielle Werkzeuggestaltung L/D ≤ 7

Leichtbau durch die Kaltmassivumformung
Institut für Umformtechnik
Universität Stuttgart 10 16.09.2015 Dr.-Ing. Alexander Felde
Erzeugen von extrem tiefen Näpfen Prozessparameter
H0
D
H1
D
d
3
Pressteil
H1/d
Rohteil Pressteil Gegen-
stempel
(Hgst) Durchmesser
(D, mm)
Länge
(H0, mm)
Innendurchmesser
(d, mm)
Länge
(H1, mm)
4 18 21,5 15 60 48,5
5 18 26 15 75 44
6 18 30,5 15 90 39,5
7 18 35 15 105 35
Werkstoff H1/d Schmierstoff Versuche
EN AW
1050 4; 5; 6; 7 Zinkstearat 10
C15 4; 5 Phosphatierung + MoS2
Phosphatierung+ Seife 3
Insgesamt 46 Versuche
Rohteil

Leichtbau durch die Kaltmassivumformung
Institut für Umformtechnik
Universität Stuttgart 11 16.09.2015 Dr.-Ing. Alexander Felde
Erzeugen von extrem tiefen Näpfen Ergebnisse der Versuche
63 78 93 108
H1/d=4 H1/d=5 H1/d=6 H1/d=7
EN AW 1050
78 63
H1/d=4 H1/d=5
C15 Pressteil:
Außendurchmesser: D=18 mm;
Innendurchmesser: d=15 mm;
EN AW 1050 C15
Erfolgte Versuche

Leichtbau durch die Kaltmassivumformung
Institut für Umformtechnik
Universität Stuttgart 12 16.09.2015 Dr.-Ing. Alexander Felde
Erzeugen von extrem tiefen Näpfen Ausblick
H0
D
H1
D
d
3
Rohteil Pressteil
Pressteil:
Außendurchmesser: D=15 mm;
Innendurchmesser: d=11 mm;
H1/d: 10;
Modifiziertes Werkzeug für L/D ≤ 10 0,46 0,69
Erfolgte Versuche
Neue Versuchsreihe
Leichtbau durch die Kaltmassivumformung
Institut für Umformtechnik
Universität Stuttgart 13 16.09.2015 Dr.-Ing. Alexander Felde
Agenda
Einleitung / Motivation
Kaltfließpressen von langen hohlen Halbzeugen
Erzeugung von dünnwandigen hohlen Halbzeugen
Herstellung hohler Bauteile aus Blechmaterial

Leichtbau durch die Kaltmassivumformung
Institut für Umformtechnik
Universität Stuttgart 14 16.09.2015 Dr.-Ing. Alexander Felde
Herstellung extrem dünner Näpfe Problemstellung & Lösungsweg
ØDi
ØDa
h
smin
Motivation für den Leichtbau
• Herstellung extrem dünnwandiger Näpfe
• Verfestigung der Napfwand
Stempelüberbelastung!
Verfahrensgrenze beim Napf-Rückwärts-Fließpressen
von Stahl: 𝜀𝐴𝑚𝑎𝑥 ≈ 0,8; 𝑠𝑚𝑖𝑛 > 1 𝑚𝑚
εA = di
2
do2
0,15 < < 0,8 Bezogene
Querschnittsänderung
Lösungsweg: Einleitung von
Zugkräften in die Napfwand durch
Reibschluss
vSt
vM
vSt
vGst

Leichtbau durch die Kaltmassivumformung
Institut für Umformtechnik
Universität Stuttgart 15 16.09.2015 Dr.-Ing. Alexander Felde
Herstellung extrem dünner Näpfe Versuchswerkzeug & Versuchsplan
zweifachwirkender Zylinder:
• Wegmax = 100 mm
• Vmax = 100 mm/s
• Fmax = 500 kN
Versuchswergzeug
Werkstoff [-] εA [-] V [-] Schmierung [-] ØDa [mm]
AA1050 0,68 0-0,9
Zinkstearat
17
0,8 0; 0,7; 0,85
16MnCrS5
0,68 0,64-0,9 Phosphatierung+
Seife 0,8 0,8; 0,85;
0,9
0
0,2
0,4
0,6
0,8
1
0 0,2 0,4 0,6 0,8 1
VG
st [n
orm
iert
]
VSt [normiert]

Leichtbau durch die Kaltmassivumformung
Institut für Umformtechnik
Universität Stuttgart 16 16.09.2015 Dr.-Ing. Alexander Felde
Herstellung extrem dünner Näpfe Ergebnisse der Versuche (AA1050, 𝜺𝑨=0,8 und 0,68)
0
20
40
60
80
100
120
0 10 20 30 40
Ste
mp
elk
raft
[k
N]
Weg [mm]
0
20
40
60
80
100
0 10 20 30 40S
tem
pe
lkra
ft [
kN
]
Weg [mm]
V=0 V=0.5 V=0.6
V=0.7 V=0.8 V=0.85
V=0.9
17%
As expected
from
numerical
sensitivity
analysis no
drop of
punch load
occurs up to
a velocity
ratio of V=0.7
16%
𝜺𝑨=0,8
𝜺𝑨=0,68
Leichtbau durch die Kaltmassivumformung
Institut für Umformtechnik
Universität Stuttgart 17 16.09.2015 Dr.-Ing. Alexander Felde
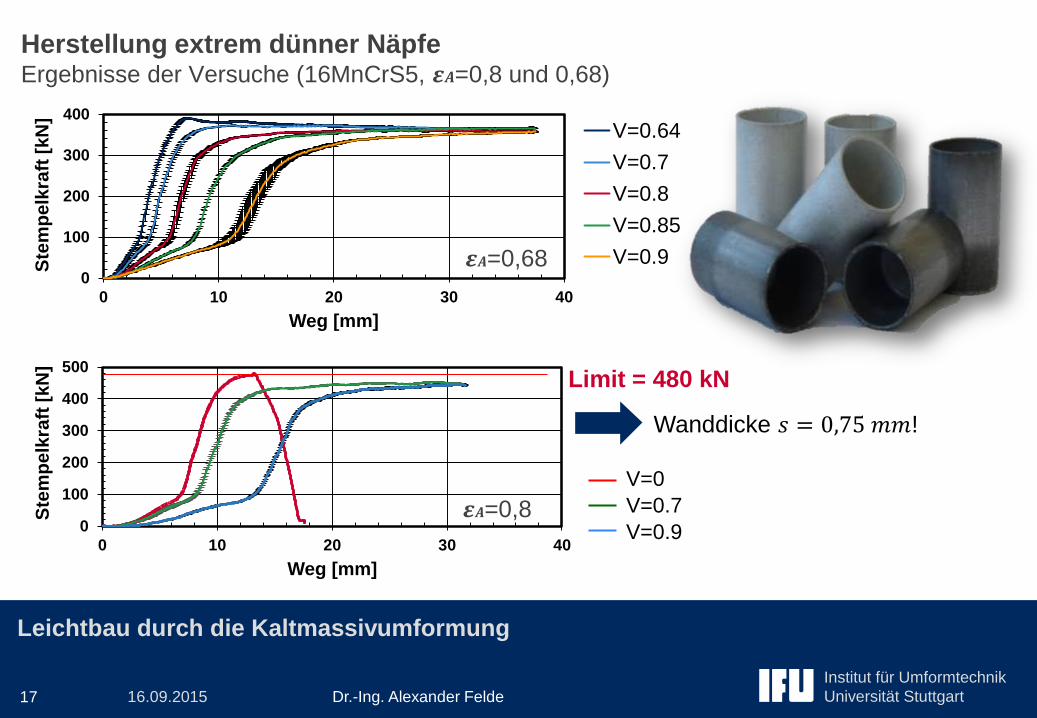
Herstellung extrem dünner Näpfe Ergebnisse der Versuche (16MnCrS5, 𝜺𝑨=0,8 und 0,68)
0
100
200
300
400
500
0 10 20 30 40
Ste
mp
elk
raft
[k
N]
Weg [mm]
Limit = 480 kN
Wanddicke 𝑠 = 0,75 𝑚𝑚!
𝜺𝑨=0,8
0
100
200
300
400
0 10 20 30 40
Ste
mp
elk
raft
[k
N]
Weg [mm]
V=0.64
V=0.7
V=0.8
V=0.85
V=0.9𝜺𝑨=0,68
V=0
V=0.7
V=0.9

Leichtbau durch die Kaltmassivumformung
Institut für Umformtechnik
Universität Stuttgart 18 16.09.2015 Dr.-Ing. Alexander Felde
Forschungsverbund massiverLECHTBAU Herstellung dünnwandiger Hülsen mittels Kaltfließpressens
Pressteil
Matrize
Stempel
Gegenstempel
Stadien der Napfherstellung mittels
Erzeugung einer Doppelnapf-Zwischenform
Motivation
Erzeugung eines dünnwandigen Napfes in einer komplexen Verfahrenskombination innerhalb eines Stößelhubes
Einbringung einer höheren Verfestigung im dünnwandigen Pressteil bei einer moderaten Werkzeugbeanspruchung
Erforderliche Werkzeugkinematik soll mit innovativer Anlagentechnik realisiert werden
1.-3. Kraftmessdosen (DMS und Piezo)
4.-5. Wegmesssystem (SSI)
6.-7. Druckmessumformer
8. Säulenführungsgestell
9. Differentialzylinder
5, 6-7
3
2 4
1
8
9

Leichtbau durch die Kaltmassivumformung
Institut für Umformtechnik
Universität Stuttgart 19 16.09.2015 Dr.-Ing. Alexander Felde
Agenda
Einleitung / Motivation
Kaltfließpressen von langen hohlen Halbzeugen
Erzeugung von dünnwandigen hohlen Halbzeugen
Herstellung hohler Bauteile aus Blechmaterial

Leichtbau durch die Kaltmassivumformung
Institut für Umformtechnik
Universität Stuttgart 20 16.09.2015 Dr.-Ing. Alexander Felde
Herstellung hohler Bauteile aus Blechmaterial Pressteil dreifach verzahnte hohle Muffe (16MnCrS5)
3,9
50
Wirtschaftliche Vorteile der
Variante „Blech“:
• geringere Materialkosten
• geringere Bearbeitungskosten
22
Erwarteter funktioneller Vorteil
der Variante „Blech“:
höhere Lagegenauigkeit von
Funktionsoberflächen
Rohteil Variante „Blech“
Rohteil Variante „Massiv“

Leichtbau durch die Kaltmassivumformung
Institut für Umformtechnik
Universität Stuttgart 21 16.09.2015 Dr.-Ing. Alexander Felde
Herstellung hohler Bauteile aus Blechmaterial Stadienplan
Stufe 1:
Komb. Tiefziehen-
Hohl-Vorwärts-FP
Stufen 2-4:
Abstreckgleitziehen Stufe 5:
Verzahnungspressen

Leichtbau durch die Kaltmassivumformung
Institut für Umformtechnik
Universität Stuttgart 22 16.09.2015 Dr.-Ing. Alexander Felde
Herstellung hohler Bauteile aus Blechmaterial Zwischenstadien des kombinierten Tiefziehen-Hohl-Vorwärts-Fließpressens
Aufsetzen des
Stempels Primäre
Tiefziehphase Sekundäre
Tiefziehphase mit
Material-
nachschieben
Hohl-Vorwärts-
Fließpressen

Leichtbau durch die Kaltmassivumformung
Institut für Umformtechnik
Universität Stuttgart 23 16.09.2015 Dr.-Ing. Alexander Felde
Herstellung hohler Bauteile aus Blechmaterial Numerische Untersuchungen zum kombinierten Tiefziehen-Hohl-Vorwärts-Fließpressen
Max.
Hauptspannung Damage Analyse des Spannungs- und Dehnungszustandes
zur Vorhersage der Schädigung

Leichtbau durch die Kaltmassivumformung
Institut für Umformtechnik
Universität Stuttgart 24 16.09.2015 Dr.-Ing. Alexander Felde
Herstellung hohler Bauteile aus Blechmaterial Experimentelle Untersuchungen zum kombinierten Tiefziehen-Hohl-Vorwärts-Fließpressen
Unterfüllung

Institut für Umformtechnik
Universität Stuttgart
Alexander Felde
Tel.: 0711-65883842
Fax.: 0711-65883839
Leichtbau durch die Kaltmassivumformung
Vielen Dank für Ihre Aufmerksamkeit!
Recommended

















