1
EL IMPACTO DE LA DISTRIBUCION DE PLANTA
SOBRE LA ADMINISTRACION DE LA CALIDAD EN
EMPRESAS MANUFACTURERAS MEDIANAS Y
PEQUEÑAS
Ricardo Arechavala y Luis A.Cervantes PEQUEÑA Y MEDIANA EMPRESAS
UNIVERSIDAD DE GUADALAJARACentro Universitario de Ciencias Económico Administrativa
Periférico Norte 799 Edificio G-303 Los Belenes45100 Zapopan, Jal.
Tel.(33) 3129-8841 y (33) 3688-0117 y Fax (33) 3688-0073E-mail: [email protected] y [email protected]
Febrero 2003
Universidad de Guadalajara
2
Resumen
Frecuentemente escuchamos que la calidad es la base del éxito en las
empresas, aceptamos esto como una verdad absoluta, ya que es difícil confirmar con
hechos tal afirmación...
Sin embargo pocas veces se comenta cuáles son los factores que dan
soporte a la calidad, que ha sido difundida por autores americanos y japoneses, que
han analizado el por qué del éxito japonés en la manufactura.
En el presente trabajo, pretendo encontrar un factor para soportar la
afirmación anterior, Para hacerlo utilizo la base de datos PRESEA – U. DE G. (2002),
sobre empresas medianas y pequeñas de donde analizo la correlación existente entre
una distribución de planta avanzada y las prácticas en administración de calidad total,
de acuerdo a las afirmaciones de los expertos en Justo-a-Tiempo como Monden
(1993), Regan (2000), Spear (2002) y muchos otros comentados enseguida.
La evidencia estadística mostrara que para poder alcanzar prácticas de
administración de calidad total en empresas medianas y pequeñas mexicanas es
necesario contar con una distribución de planta avanzada.
EL IMPACTO DE LA DISTRIBUCION DE PLANTA SOBRE LA ADMINISTRACION DE LA CALIDAD EN EMPRESAS
MANUFACTURERAS MEDIANAS Y PEQUE ÑAS
Ricardo Arechavala y Luis A. CervantesUniversidad de Guadalajara
3
Antecedentes
Mucho se ha discutido sobre cuál es la mejor forma de manufacturar un
producto, y existe una gama muy amplia para organizar la manufactura que va desde el
manejo por lotes en áreas funcionales agrupadas por el tipo de proceso que desempeñan
hasta la producción Justo-a-Tiempo, organizada y desarrollada por la empresa productora
de automoviles Toyota en Japón a mediados del siglo 20, según nos narra Monden (1993), y
que se inspiro en los principios utilizados por Henry Ford, y en el supermercado
norteamericano durante una visita de Taichi Ohno a los Estados Unidos.
Los objetivos que persigue la producción Justo-a-Tiempo, rebautizada, por lo
norteamericanos Beane (2000) y Regan (2000), como Manufactura Ligera, son:
• Reducir el Costo
• Mejorar la Calidad
• Aumentar la flexibilidad en el servicio al Cliente
En estos objetivos coinciden todos los autores que hablan de la Manufactura
Ligera, además de los mencionados arriba, como son Goodson (2001), Monden (1993),
Hay (1990) y Spear (2002) entre muchos otros.
El logro de los objetivos anteriores esta en función de la esencia misma
de la definición de la Manufactura Ligera, que es la eliminación de todo tipo de
desperdicio a lo largo de un proceso (Monden 1993) y Regan (2000).
EL IMPACTO DE LA DISTRIBUCION DE PLANTA SOBRE LA ADMINISTRACION DE LA CALIDAD EN EMPRESAS
MANUFACTURERAS MEDIANAS Y PEQUE ÑAS
4
Ahora bien para atacar los desperdicios, los creadores de la Manufactura
Ligera desarrollaron varios Ingredientes, y que según Regan (2000) y Hernández (1997)
son los medios que nos aseguran que el desperdicio no reaparezca una vez eliminado y
son:
• Orden, Clasificación y Limpieza (5S)
• Revolución del Pensamiento
• Mantenimiento Preventivo
• Aseguramiento de la Calidad mediante dispositivos a Prueba de Errores Involuntarios (Poka Yoke)
• Distribución de Planta en Celulas de Producción (Manufactura Celular)
• Flujo Uno a Uno
• Cambio rápido de Herramentales (SMED)
• Administración de Inventarios vía jalar (KANBAN)
• Trabajo Estándar (TAKT)
La Manufactura Ligera se puede esquematizar de acuerdo al diagrama
mostrado en la página siguiente, ya que todos los ingredientes soportan, y son condición sin
la cual el logro de los objetivos buscados con la Manufactura Ligera es imposible.
Entre los ingredientes de la manufactura ligera destaca la Distribución de
Planta en Celulas de Producción, la importancia de este ingrediente es primordial pues al
aplicarlo la distribución de los equipos cambia radicalmente y estimula la mejora casi de
inmediato en los los 3 objetivos planteados por la Manufactura Ligera.

5
,QJUHGLHQWHV������������������GH OD 0DQXIDFWXUD /LJHUD
Revoluciónde
Pensamiento
SMED
Aseguramientode Calidad
TrabajoEstándarKANBAN
Mantenimiento Preventivo
Fuente: Hernández (1997)
Costo Calidad Servicio
ManufacturaCelular
Flujo Uno a Uno
5 S
6
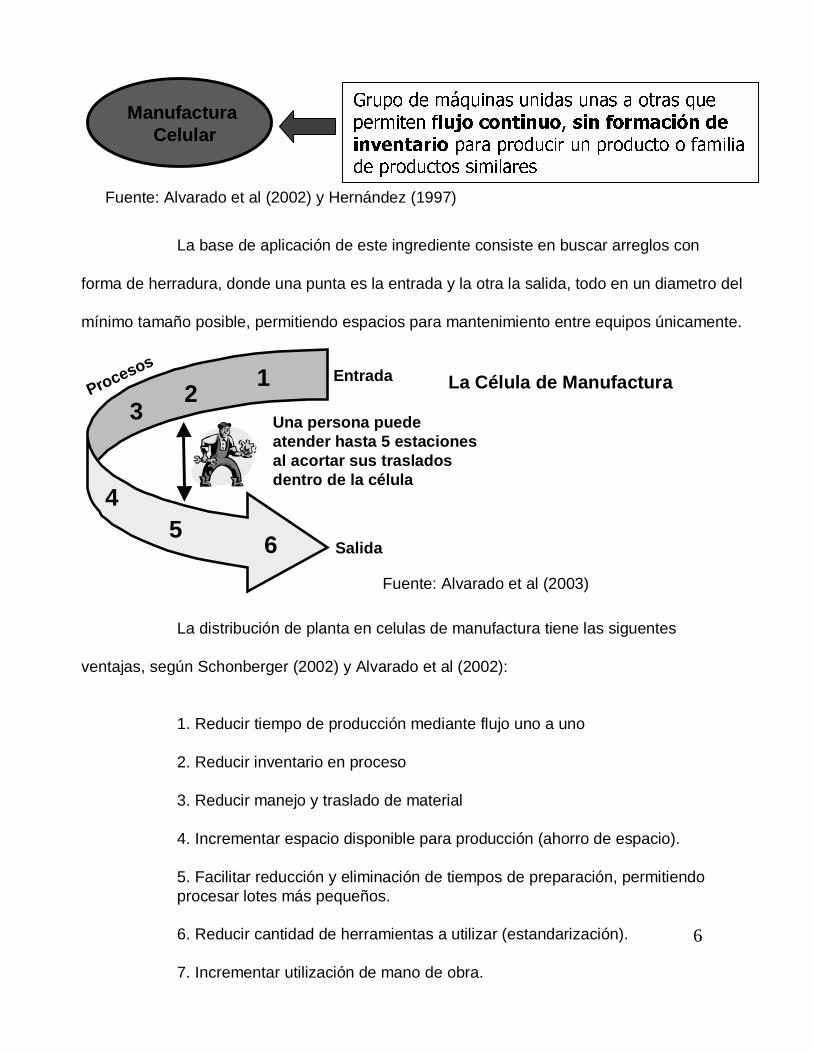
La base de aplicación de este ingrediente consiste en buscar arreglos con
forma de herradura, donde una punta es la entrada y la otra la salida, todo en un diametro del
mínimo tamaño posible, permitiendo espacios para mantenimiento entre equipos únicamente.
12
3
45
Una persona puede atender hasta 5 estacionesal acortar sus traslados dentro de la célula
Procesos
La distribución de planta en celulas de manufactura tiene las siguentes
ventajas, según Schonberger (2002) y Alvarado et al (2002):
1. Reducir tiempo de producción mediante flujo uno a uno
2. Reducir inventario en proceso
3. Reducir manejo y traslado de material
4. Incrementar espacio disponible para producción (ahorro de espacio).
5. Facilitar reducción y eliminación de tiempos de preparación, permitiendo procesar lotes más pequeños.
6. Reducir cantidad de herramientas a utilizar (estandarización).
7. Incrementar utilización de mano de obra.
*UXSR GH PiTXLQDV XQLGDV XQDV D RWUDV TXHSHUPLWHQ IOXMR FRQWLQXR� VLQ IRUPDFLyQ GHLQYHQWDULR SDUD SURGXFLU XQ SURGXFWR R IDPLOLDGH SURGXFWRV VLPLODUHV
ManufacturaCelular
Fuente: Alvarado et al (2002) y Hernández (1997)
Entrada
Salida
Fuente: Alvarado et al (2003)
6
La Célula de Manufactura
7
Una célula de producción es una minilínea de producción, es casi una tubería
por la cual fluyen piezas similares. Las máquinas están tan cerca una de otra, que no se
necesitan recipientes, estantes, ni montacargas. Basta un operario una canaleta o un
dispositivo sencillo para trasladar las piezas de estación a estación dentro de la célula.
En la célula se fabrican diferentes tipos de piezas, pero todos los tipos pasan
por las mismas máquinas (algunas piezas, pueden saltarse algunas máquinas o estaciones).
Al hacer un análisis del por qué de su impacto y reflexionando sobre cada una
de las ventajas comentadas podemos ver que hay consecuencias positivas en cada uno de
los objetivos que busca la Manufactura Ligera, llamense Costo, Calidad y/o Servicio.
Cuestionamiento
El comentario anterior hace plausible la hipotesis de que una distribución de
planta avanzada, es decir con arreglo celular tipo Justo-a-Tiempo, provoca mejor
administración de la calidad en su producción.
Hay que hacer notar que a pesar de lo mucho que se ha escrito sobre el Justo-
a-Tiempo, y después de la revisión de literatura entre los autores citados y varios otros, los
ejemplos de aplicaciones exitosas en empresas grandes y en especial del ramo automotriz y
electrónico son abundantes , por contraparte en empresas medianas y pequeñas son
escasos.
La evidencia analizada apunta a que los éxitos en las grandes empresas son
replicables en las medianas y pequeñas, debido a que el tamaño de la empresa solo nos
habla de que tendríamos más o menos celulas, según se trate de una empresa
grande o no.
8
Por lo cual a fin de asegurar una administración de calidad será necesario
establecer distribuciones de planta en celulas de producción, que se consideran las más
avanzadas para la manufactura de un producto hoy día.
Metodología
Para confirmar esta hipotésis, sorteamos la base de datos de PRESEA -
UDG (2002), de modo que solo nos quedemos con empresas en el grupo de
PRODUCCION, que es el aspecto investigado en este caso, que tengan datos
significativos las variables de Administración de Calidad y Distribución de Planta.
La base de datos se empezo a formar hace varios años, realizando estudios
de casos a empresas medianas y pequeñas, tiene su sede en la Universidad de
Guadalajara, y en la organización PRESEA liderada por el Dr. Ricardo Arechavala.
Dado que la base de datos es un estudio de caso por caso, cada año se
integran más empresas que enriquecen el acervo, los datos tomados en cuenta en la
presente investigación están actualizados al 2002. Al momento la base de datos cuenta
con 81 empresas, de las cuales existen algunos casos en que no se pudo evaluar
ciertas variables por alguna razón particular, los grupos de variables calificadas para cada
empresa son: CULTURA EMPRESARIAL, ADMINISTRACION, COMERCIALIZACION,
FINANZAS, PRODUCCION, RECURSOS HUMANOS (ORGANIZACIÓN), CAPACIDAD
DE EXPORTACION, DESARROLLO TECNOLOGICO y COMPETENCIA.
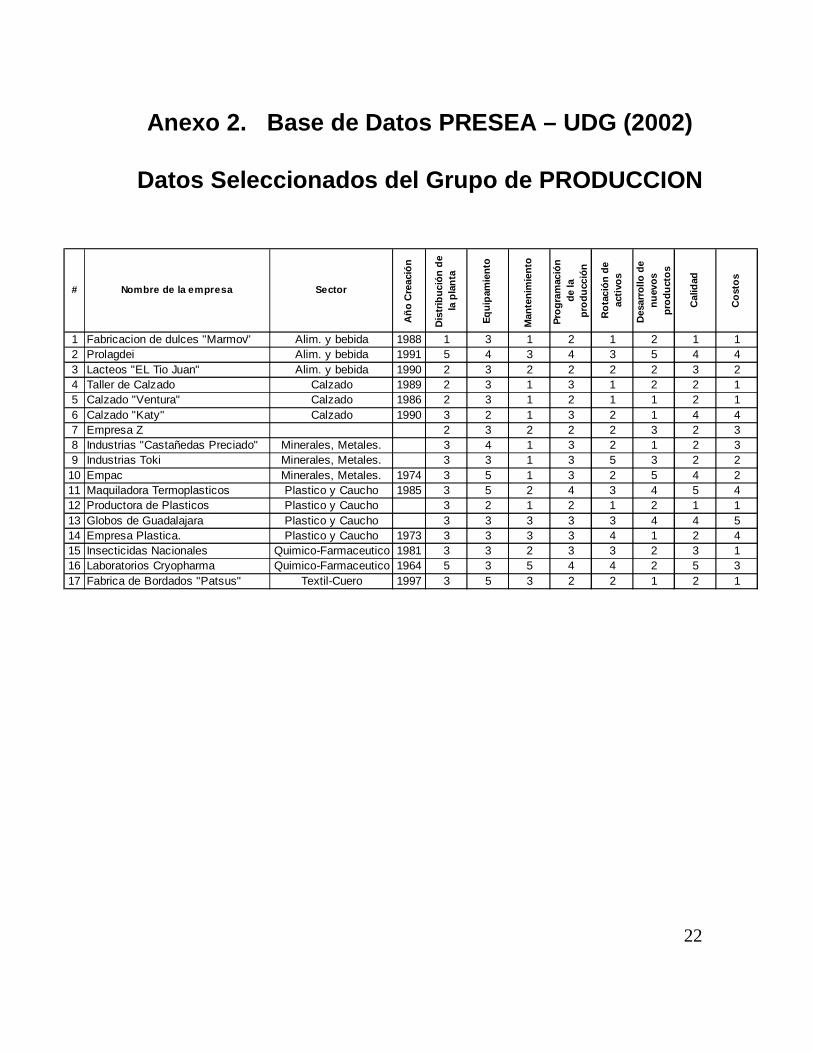
Debido a que este estudio esta enfocado al grupo de PRODUCCION (Anexo 2)
sorteamos solo las empresas que cuentan con datos significativos en este grupo, para
posteriormente correlacionar las variables de Administración de Calidad y Distribución de
Planta, según podemos ver en el Anexo 2, dónde podemos observar el cuadro
resumen de los valores medidos para cada variable, y que consta de empresas
en los rubros de: Alimentos y Bebidas (3), Calzado (3), Metales (3), Plástico (4),
Químico Farmaceutico (2) y Textiles (1).

9
0
0.5
1
1.5
2
2.5
3
3.5
4
4.5
5
1 2 3 4 5 6 7 8 9 10 11 12 13 14 15 16 17
Empresas Seleccionadas del Grupo PRODUCCION
Eva
luac
ión
Distribución de PlantaAdministración de Calidad
Al graficar los valores de las variables de Administración de Calidad y
Distribución de Planta para cada empresa estudiada podemos sospechar que existe una
relación entre ellas debido a la similitud de los valores observados para ambas variables,
según podemos observar en la gráfica inferior.
Resaltan los valores de las empresas 11 y 12, que son muy dispares.
Empresa Administración de Calidad Distribución de Planta11 5 312 1 3
El resto de los valores son más similares, podríamos incluso calcular el
cociente entre una y otra variable para indagar en qué empresa tenemos más discrepancia
entre los valores observados, tal es el caso de las empresas 11 y 12, que son del
giro de plásticos.

10
Hacia una mejor Administración de la Calidad
Sin embargo, antes de proceder a probar la relación entre estas variables
con métodos estadísticos, hay que definir qué tipo de estadística utilizar, ya que
estrictamente hablando, estamos tratando en este caso con variables discretas que
requerirían el uso de estadística No Parametrica. Este tipo de estadística, es utilizada
especialmente cuando los valores observados son falso o verdadero, si o no, 1 o 2; y en
este caso las variables pueden tomar cualquier valor del 1 al 5. Dado que los valores que
pueden tomar las variables son 5, es aceptable realizar la simplificación de aplicar
estadística parametrica.
Antes de proceder hay que observar las 5 calificaciones de cada una de las
variables estudiadas y sus características, y que según la base de datos de PRESEA
(2002) son:
Hacia una mejor Distribución de Planta
No hay control de calidad.
Control de calidad al final del proceso.
Unidad funcional responsable de la
calidad.
Se incorpora como responsabilidad del
trabajador en el mismo proceso.
Programas de calidad total que abarcan toda
la organización.
Improvisada. Se aprovechan espacios
preexistentes.
Crecimiento por “chipotes”: adiciones
no planeadas.
Se reordena la distribución de planta,
racionalizando proceso.
Se rediseña la planta.Se introducen
sistemas avanzados de manufactura.

11
6543210
Upper SpecLower Spec
s
Mean-3s
Mean+3s
Mean
n
k
LSL
USL
Targ
apability
0.00
0.76
0.00
0.32
Obs
PPM<LSL Exp
Obs
PPM>USL Exp
Obs
%<LSL Exp
Obs
%>USL Exp
0.77571
0.55523
5.20948
2.88235
17.0000
0.0588
1.0000
5.0000
*
Process Capability Analysis for DistribuHacia una mejor Distribución de Planta
Improvisada. Se aprovechan espacios
preexistentes.
Crecimiento por “chipotes”: adiciones
no planeadas.
Se reordena la distribución de planta,
racionalizando proceso.
Se rediseña la planta.Se introducen
sistemas avanzados de manufactura.
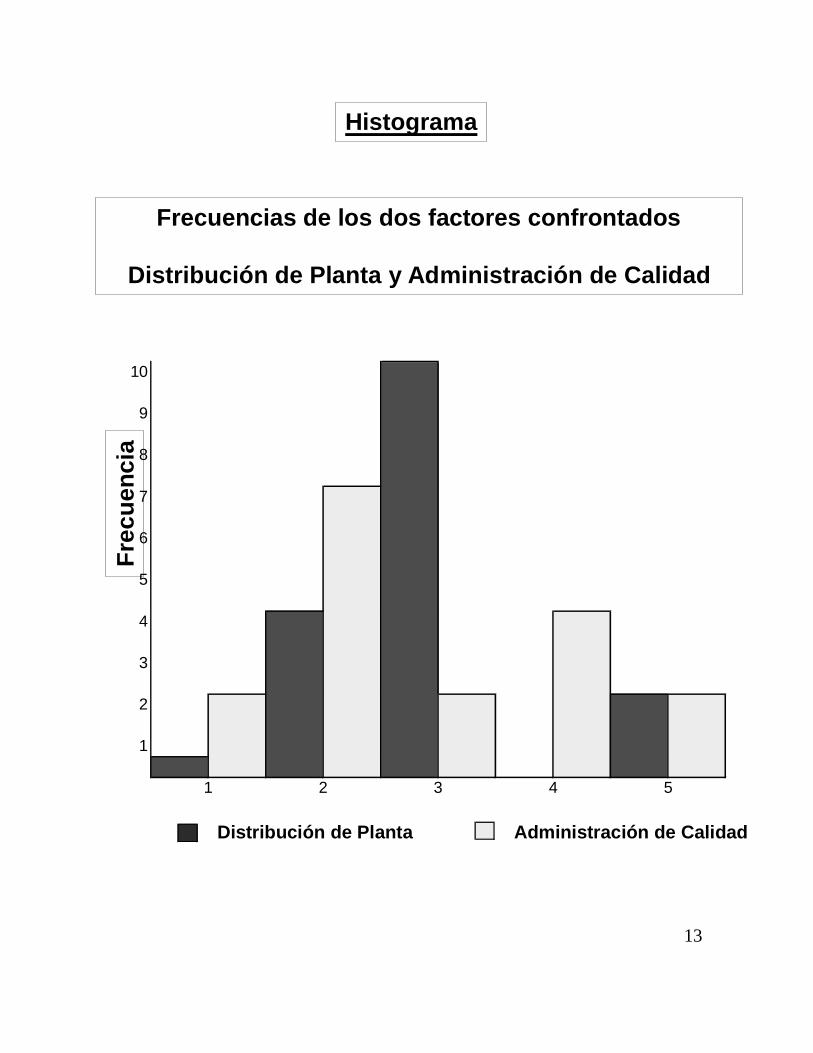
Para respaldar lo anterior observamos las distribuciones en los
histogramas correspondientes a cada variable, donde podemos ver su similitud a
una distribución normal como vemos enseguida.

12
6543210
U p p e r S p e cL o w e r S p e c
s
Me an-3 s
Me an+ 3 s
Me an
0 .00
11 .1 4
0 .00
7 .29
O b s
% < LS L E xp
O b s
% > US L E xp
1 .49 60 1
-1 .6 64 50
7 .31 15 6
2 .82 35 3
00
82
00
00
*
s s C apab ility A nalys is for A dm in
No hay control de calidad.
Control de calidad al final del proceso.
Unidad funcional responsable de la
calidad.
Se incorpora como responsabilidad del
trabajador en el mismo proceso.
Programas de calidad total que abarcan toda
la organización.
Hacia una mejorAdministración de la Calidad
13
Fre
cuen
cia
Histograma
Distribución de Planta Administración de Calidad
Frecuencias de los dos factores confrontados
Distribución de Planta y Administración de Calidad
10
9
8
7
6
5
4
3
2
1
4 51 2 3

14
54321
5
4
3
2
1
Distribu
Adm
inis
t
R-Sq = 0.383
Y = 0.511194 + 0.802239X
Regression Plot
Una vez hecha la aclaración y respaldada por la aproximación de la distribución
de los datos a una normal, procedemos a aplicar la prueba de correlación entre las dos
variables analizadas: Administración de Calidad y Distribución de Planta, para esto
utilizamos el software Minitab con el que resultan más sencillos los calculos, orientandonos
al análisis de los datos.
Aplicando las formulas para el calculo de la correlación lineal encontramos los
siguientes resultados:
Programas de calidad total que abarcan toda
la organización.
Se incorpora como responsabilidad del
trabajador en el mismo proceso.
Unidad funcional responsable de la
calidad.
Control de calidad al f inal del proceso.
No hay control de calidad.
Improvisada. Se aprovechan espacios
preexistentes.
Crecimiento por “chipotes”: adiciones
no planeadas.
Se reordena la distribución de planta,
racionalizando proceso.
Se rediseña la planta.Se introducen
sistemas avanzados de manufactura.
15
Regression
The regression equation is
y = 0.511 + 0.802 x
Predictor Coef StDev T P
Constant 0.5112 0.7985 0.64 0.532
x 0.8022 0.2627 3.05 0.008
S = 1.043 R-Sq = 38.3% R-Sq(adj) = 34.2%
Analysis of Variance
Source DF SS MS F P
Regression 1 10.146 10.146 9.32 0.008
Error 15 16.325 1.088
Total 16 26.471
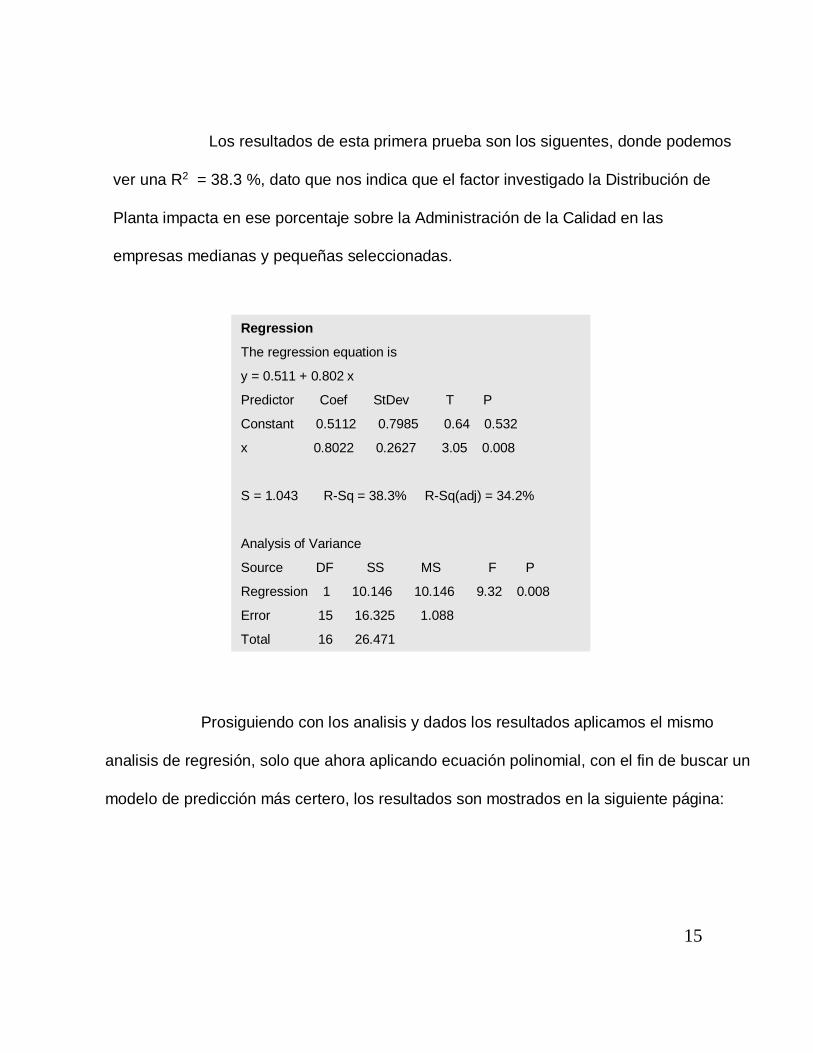
Los resultados de esta primera prueba son los siguentes, donde podemos
ver una R2 = 38.3 %, dato que nos indica que el factor investigado la Distribución de
Planta impacta en ese porcentaje sobre la Administración de la Calidad en las
empresas medianas y pequeñas seleccionadas.
Prosiguiendo con los analisis y dados los resultados aplicamos el mismo
analisis de regresión, solo que ahora aplicando ecuación polinomial, con el fin de buscar un
modelo de predicción más certero, los resultados son mostrados en la siguiente página:
16
54321
5
4
3
2
1
Distribu
Ad
min
ist
R-Sq = 0.390
Y = -1.375 + 3.1125X - 0.825X**2 + 0.0875X**3
Regression Plot
Distribución de PlantaAdm
inis
trac
ión
de la
Cal
idad
Improvisada. Se aprovechan espacios
preexistentes.
Crecimiento por “chipotes”: adiciones
no planeadas.
Se reordena la distribución de planta,
racionalizando proceso.
Se rediseña la planta.Se introducen
sistemas avanzados de manufactura.
Diagrama de Regresión
Programas de calidad total que abarcan toda
la organización.
Se incorpora como responsabilidad del
trabajador en el mismo proceso.
Unidad funcional responsable de la
calidad.
Control de calidad al f inal del proceso.
No hay control de calidad.
2
1
3
4
5
17
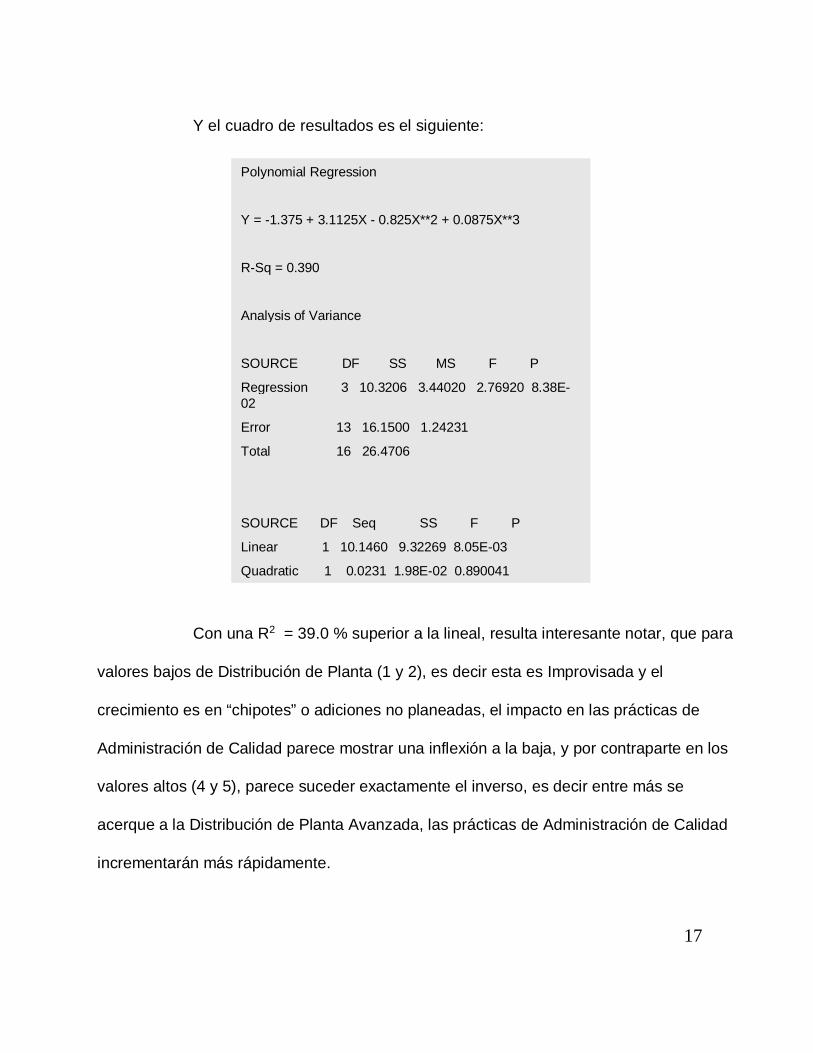
Y el cuadro de resultados es el siguiente:
Polynomial Regression
Y = -1.375 + 3.1125X - 0.825X**2 + 0.0875X**3
R-Sq = 0.390
Analysis of Variance
SOURCE DF SS MS F P
Regression 3 10.3206 3.44020 2.76920 8.38E-02
Error 13 16.1500 1.24231
Total 16 26.4706
SOURCE DF Seq SS F P
Linear 1 10.1460 9.32269 8.05E-03
Quadratic 1 0.0231 1.98E-02 0.890041
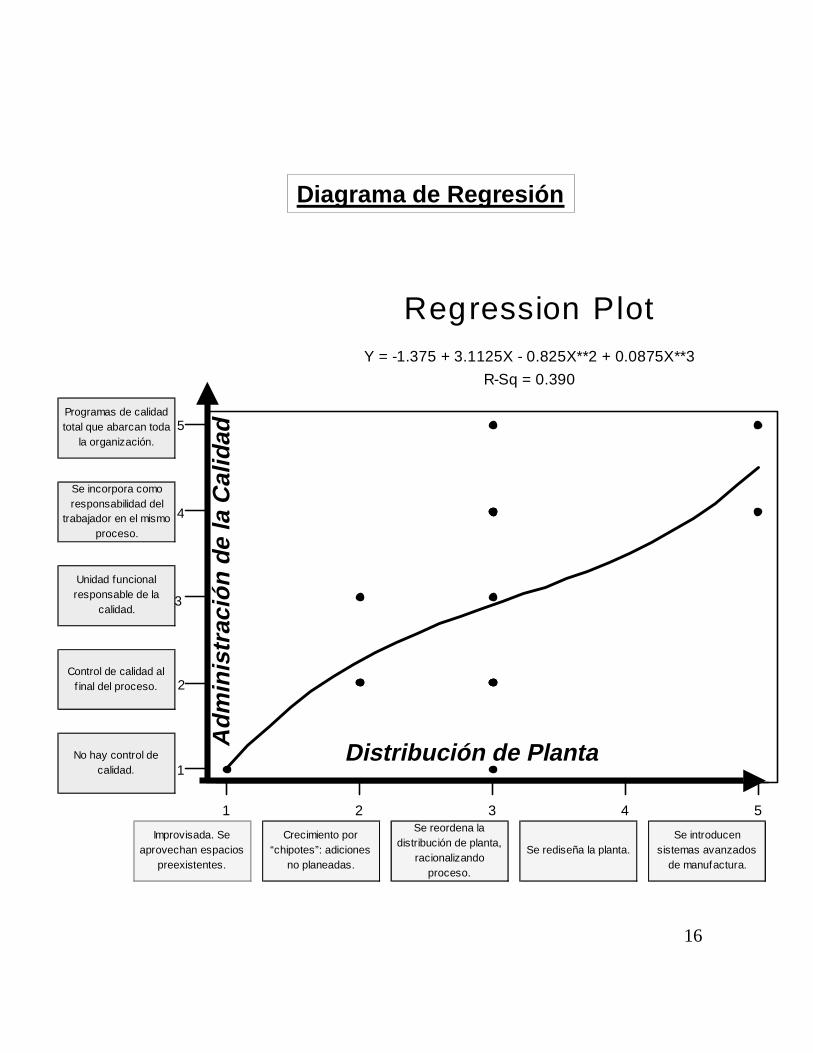
Con una R2 = 39.0 % superior a la lineal, resulta interesante notar, que para
valores bajos de Distribución de Planta (1 y 2), es decir esta es Improvisada y el
crecimiento es en “chipotes” o adiciones no planeadas, el impacto en las prácticas de
Administración de Calidad parece mostrar una inflexión a la baja, y por contraparte en los
valores altos (4 y 5), parece suceder exactamente el inverso, es decir entre más se
acerque a la Distribución de Planta Avanzada, las prácticas de Administración de Calidad
incrementarán más rápidamente.
18
Conclusiones y Recomendaciones
Por los diagramas de correlación y los valores de R2 obtenidos concluimos
que no existe evidencia estadística que contradiga la afirmación de que las empresas
manufactureras medianas y pequeñas requieren mejorar la Distribución de sus Plantas
para poder ser capaces de acceder a esquemas de Administración de Calidad Total en
toda la organización...
Las empresas que buscan tener una Administración de Calidad Total en
toda la organización equieren desarrollar la Distribución de Planta con esquemas
avanzados del tipo Justo-a-Tiempo revisados y sugeridos en este trabajo...
La Distribución de Planta con sistemas avanzados de manufactura no se
logra con la simple reubicación de equipos, es necesario aplicar simultáneamente todos
los ingredientes de la Manufactura Ligera mencionados en la sección de Antecedentes del
presente trabajo.
Las prácticas de Administración de Calidad total en toda la
organización exigen una Distribución de Planta con sistemas avanzados de
manufactura con el fin de poder alcanzar los frutos que la Calidad Total pregona.
19
Como sugiere el análisis presentado al aplicar la Distribución de
Planta con manufactura celular se logra mejorar la calidad, reducir los costos e
incrementar el nivel de servicio, debido principalmente a que en la Manufactura
Ligera no es posible aplicar un solo ingrediente de los mencionados en forma
aislada, sino que es indispensable aplicar simultáneamente a todos, por lo que no
podrá haber una mejora aislada y debida estrictamente a un solo ingrediente.
20
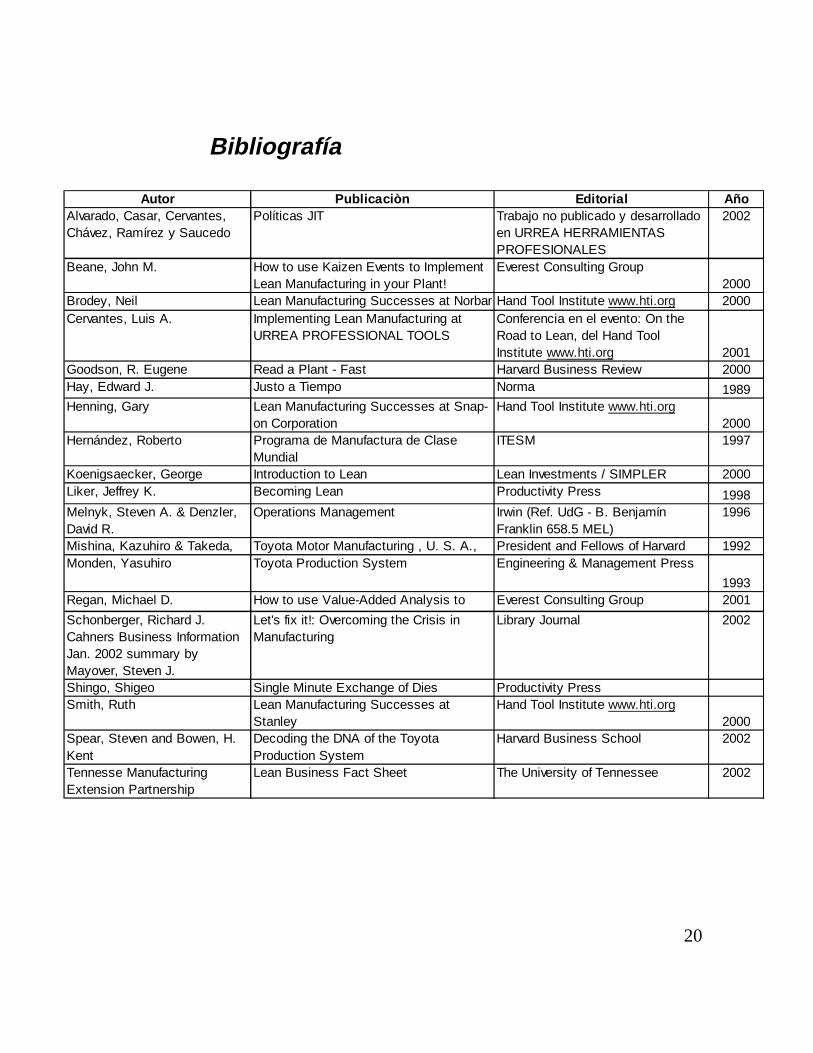
Bibliografía
Autor Publicaciòn Editorial AñoAlvarado, Casar, Cervantes,Chávez, Ramírez y Saucedo
Políticas JIT Trabajo no publicado y desarrollado en URREA HERRAMIENTAS PROFESIONALES
2002
Beane, John M. How to use Kaizen Events to ImplementLean Manufacturing in your Plant!
Everest Consulting Group2000
Brodey, Neil Lean Manufacturing Successes at Norbar Hand Tool Institute www.hti.org 2000Cervantes, Luis A. Implementing Lean Manufacturing at
URREA PROFESSIONAL TOOLSConferencia en el evento: On the Road to Lean, del Hand Tool Institute www.hti.org 2001
Goodson, R. Eugene Read a Plant - Fast Harvard Business Review 2000Hay, Edward J. Justo a Tiempo Norma 1989Henning, Gary Lean Manufacturing Successes at Snap-
on CorporationHand Tool Institute www.hti.org
2000Hernández, Roberto Programa de Manufactura de Clase
MundialITESM 1997
Koenigsaecker, George Introduction to Lean Lean Investments / SIMPLER 2000Liker, Jeffrey K. Becoming Lean Productivity Press 1998Melnyk, Steven A. & Denzler, David R.
Operations Management Irwin (Ref. UdG - B. Benjamín Franklin 658.5 MEL)
1996
Mishina, Kazuhiro & Takeda, Toyota Motor Manufacturing , U. S. A., President and Fellows of Harvard 1992Monden, Yasuhiro Toyota Production System Engineering & Management Press
1993Regan, Michael D. How to use Value-Added Analysis to Everest Consulting Group 2001
Schonberger, Richard J. Cahners Business Information Jan. 2002 summary by Mayover, Steven J.
Let's fix it!: Overcoming the Crisis in Manufacturing
Library Journal 2002
Shingo, Shigeo Single Minute Exchange of Dies Productivity PressSmith, Ruth Lean Manufacturing Successes at
StanleyHand Tool Institute www.hti.org
2000Spear, Steven and Bowen, H.Kent
Decoding the DNA of the Toyota Production System
Harvard Business School 2002
Tennesse Manufacturing Extension Partnership
Lean Business Fact Sheet The University of Tennessee 2002
21
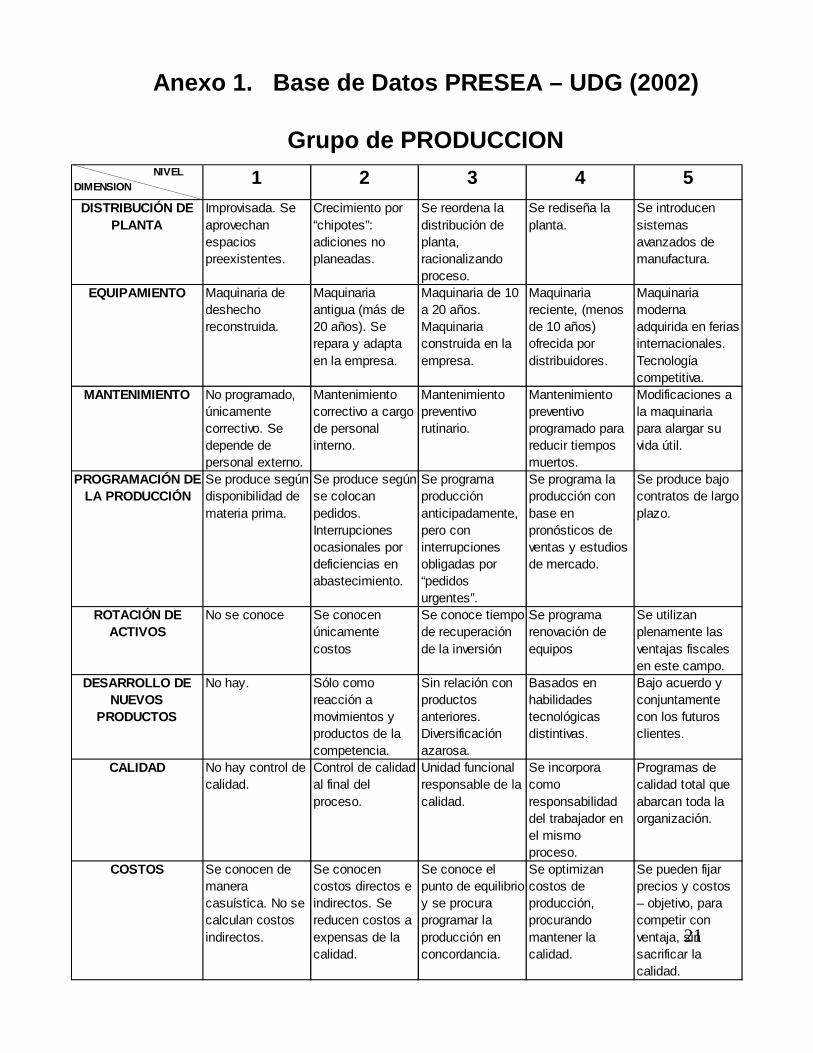
Anexo 1. Base de Datos PRESEA – UDG (2002)
Grupo de PRODUCCION NIVEL DIMENSION
1 2 3 4 5
DISTRIBUCIÓN DE PLANTA
Improvisada. Se aprovechan espacios preexistentes.
Crecimiento por “chipotes”: adiciones no planeadas.
Se reordena la distribución de planta, racionalizando proceso.
Se rediseña la planta.
Se introducen sistemas avanzados de manufactura.
EQUIPAMIENTO Maquinaria de deshecho reconstruida.
Maquinaria antigua (más de 20 años). Se repara y adapta en la empresa.
Maquinaria de 10 a 20 años. Maquinaria construida en la empresa.
Maquinaria reciente, (menos de 10 años) ofrecida por distribuidores.
Maquinaria moderna adquirida en ferias internacionales. Tecnología competitiva.
MANTENIMIENTO No programado, únicamente correctivo. Se depende de personal externo.
Mantenimiento correctivo a cargo de personal interno.
Mantenimiento preventivo rutinario.
Mantenimiento preventivo programado para reducir tiempos muertos.
Modificaciones a la maquinaria para alargar su vida útil.
PROGRAMACIÓN DE LA PRODUCCIÓN
Se produce según disponibilidad de materia prima.
Se produce según se colocan pedidos. Interrupciones ocasionales por deficiencias en abastecimiento.
Se programa producción anticipadamente, pero con interrupciones obligadas por “pedidos urgentes”.
Se programa la producción con base en pronósticos de ventas y estudios de mercado.
Se produce bajo contratos de largo plazo.
ROTACIÓN DE ACTIVOS
No se conoce Se conocen únicamente costos
Se conoce tiempo de recuperación de la inversión
Se programa renovación de equipos
Se utilizan plenamente las ventajas fiscales en este campo.
DESARROLLO DE NUEVOS
PRODUCTOS
No hay. Sólo como reacción a movimientos y productos de la competencia.
Sin relación con productos anteriores. Diversificación azarosa.
Basados en habilidades tecnológicas distintivas.
Bajo acuerdo y conjuntamente con los futuros clientes.
CALIDAD No hay control de calidad.
Control de calidad al final del proceso.
Unidad funcional responsable de la calidad.
Se incorpora como responsabilidad del trabajador en el mismo proceso.
Programas de calidad total que abarcan toda la organización.
COSTOS Se conocen de manera casuística. No se calculan costos indirectos.
Se conocen costos directos e indirectos. Se reducen costos a expensas de la calidad.
Se conoce el punto de equilibrio y se procura programar la producción en concordancia.
Se optimizan costos de producción, procurando mantener la calidad.
Se pueden fijar precios y costos – objetivo, para competir con ventaja, sin sacrificar la calidad.
22
Anexo 2. Base de Datos PRESEA – UDG (2002)
Datos Seleccionados del Grupo de PRODUCCION
# Nombre de la empresa Sector
Año
Cre
ació
n
Dis
trib
ució
n de
la
pla
nta
Equ
ipam
ient
o
Man
teni
mie
nto
Pro
gram
ació
n de
la
prod
ucci
ón
Rot
ació
n de
ac
tivos
Des
arro
llo d
e nu
evos
pr
oduc
tos
Cal
idad
Cos
tos
1 Fabricacion de dulces "Marmov" Alim. y bebida 1988 1 3 1 2 1 2 1 12 Prolagdei Alim. y bebida 1991 5 4 3 4 3 5 4 43 Lacteos "EL Tio Juan" Alim. y bebida 1990 2 3 2 2 2 2 3 24 Taller de Calzado Calzado 1989 2 3 1 3 1 2 2 15 Calzado "Ventura" Calzado 1986 2 3 1 2 1 1 2 16 Calzado "Katy" Calzado 1990 3 2 1 3 2 1 4 47 Empresa Z 2 3 2 2 2 3 2 38 Industrias "Castañedas Preciado" Minerales, Metales. 3 4 1 3 2 1 2 39 Industrias Toki Minerales, Metales. 3 3 1 3 5 3 2 2
10 Empac Minerales, Metales. 1974 3 5 1 3 2 5 4 211 Maquiladora Termoplasticos Plastico y Caucho 1985 3 5 2 4 3 4 5 412 Productora de Plasticos Plastico y Caucho 3 2 1 2 1 2 1 113 Globos de Guadalajara Plastico y Caucho 3 3 3 3 3 4 4 514 Empresa Plastica. Plastico y Caucho 1973 3 3 3 3 4 1 2 415 Insecticidas Nacionales Quimico-Farmaceutico 1981 3 3 2 3 3 2 3 116 Laboratorios Cryopharma Quimico-Farmaceutico 1964 5 3 5 4 4 2 5 317 Fabrica de Bordados "Patsus" Textil-Cuero 1997 3 5 3 2 2 1 2 1
Recommended

















