
EVALUACIÓN DE LA RECUPRACIÓN DE COBRE POR VÍA TÉRMICA A PARTIR DEL LODO
GENERADO POR PRECIPITACIÓN DEL COBRE PRESENTE EN AGUA RESIDUAL
GALVÁNICA
Presentado por:
CLAUDIA PATRICIA MORENO SILVA
DIANA CAROLINA OSORIO CARREÑO
Asesor:
MANUEL RODRIGUEZ SUSA
UNIVERSIDAD DE LOS ANDES
FACULTAD DE INGENIERÍA
DEPARTAMENTO DE INGENIERÍA CIVIL Y AMBIENTAL
BOGOTÁ
2008

IAMB 200810 13 IAMB 200810 14
Evaluación de la recuperación de cobre por vía térmica a partir del lodo generado por precipitación de cobre presente en agua residual galvánica.
ii
AGRADECIMIENTOS
Expresamos un especial agradecimiento a Dios y a nuestras familias, quienes permitieron
nuestra formación como ingenieras y el desarrollo de este proyecto de grado.
A nuestro asesor Manuel Rodríguez por su paciencia, atención y explicaciones.
A Elias Rodríguez por su tiempo y colaboración.
Al laboratorio de Ingeniería Ambiental por facilitar y permitir el trabajo experimental.

IAMB 200810 13 IAMB 200810 14
Evaluación de la recuperación de cobre por vía térmica a partir del lodo generado por precipitación de cobre presente en agua residual galvánica.
i
TABLA DE CONTENIDOS
Página
1. INTRODUCCIÓN 1
2. JUSTIFICACIÓN 3
3. OBJETIVOS 5
3.1. OBJETIVO GENERAL .............................................................................................................. 5
3.2. OBJETIVOS ESPECÍFICOS ........................................................................................................ 5
4. MARCO TEÓRICO 6
4.1. CARACTERÍSTICAS DEL COBRE .......................................................................................... 6
4.1.1. PROPIEDADES FÍSICAS, BIOLÓGICAS Y MECÁNICAS ................................................................ 6
4.1.2. PROPIEDADES QUÍMICAS DEL COBRE ..................................................................................... 7
4.2. FORMACIÓN DE LODO INORGÁNICO DE METALES ............................................................. 9
4.2.1. GENERALIDADES DE LA PRECIPITACIÓN ................................................................................. 9
4.2.2. PRODUCTO DE SOLUBILIDAD Y PH ........................................................................................ 11
4.2.3. SEPARACIÓN DEL PRECIPITADO EN FASE ACUOSA ............................................................... 12
4.2.4. PROCESO PRECIPITACIÓN-SEPARACIÓN DEL COBRE ............................................................ 14
4.3. ALEACIONES .................................................................................................................. 16
4.3.1. LATONES ............................................................................................................................... 17
4.3.2. BRONCES ............................................................................................................................... 17
4.3.3. COBRE-NÍQUEL ..................................................................................................................... 17
4.4. EXTRACCIÓN DE COBRE .................................................................................................. 18
4.4.1. FUENTES NATURALES DE COBRE .......................................................................................... 18
4.4.2. PREPARACIÓN DE MATERIAS PRIMAS EMPLEADAS EN LA METALURGIA ............................. 19
4.4.3. MÉTODOS DE EXTRACCIÓN DE COBRE ................................................................................. 24
4.5. MÉTODOS PIROMETALÚRGICOS DE EXTRACCIÓN DEL COBRE .......................................... 25
4.5.1. FUSION Y TIPO DE HORNOS PARA LA FUSION ....................................................................... 25
4.5.2. FORMACIÓN DE ESCORIAS .................................................................................................... 32

IAMB 200810 13 IAMB 200810 14
Evaluación de la recuperación de cobre por vía térmica a partir del lodo generado por precipitación de cobre presente en agua residual galvánica.
ii
4.5.3. CONVERSION DE LAS MATAS DE COBRE ............................................................................... 35
4.5.4. AFINO DEL COBRE BLISTER .................................................................................................... 36
4.5.5. TRATAMIENTO DE HUMOS Y POLVOS METALÚRGICOS ........................................................ 39
4.6. APLICACIÓN INDUSTRIAL Y GALVANOPLASTIA ................................................................ 40
4.6.1. GALVANOSTEGIA O GALVANOCHAPEADO ........................................................................... 40
5. MATERIALES Y METODOLOGÍA 44
5.1. MATERIALES Y REACTIVOS ............................................................................................. 44
5.2. EQUIPOS ....................................................................................................................... 44
5.3. METODOLOGÍA ............................................................................................................. 46
5.3.1. DILUCIÓN .............................................................................................................................. 46
5.3.2. PRECIPITACIÓN ..................................................................................................................... 46
5.3.3. SEDIMENTACIÓN .................................................................................................................. 47
5.3.4. FILTRACIÓN ........................................................................................................................... 47
5.3.5. SECADO ................................................................................................................................. 47
5.3.6. CALCINACIÓN........................................................................................................................ 48
5.3.7. FUSIÓN - CONVERSIÓN ......................................................................................................... 48
6. RESULTADOS Y ANÁLISIS DE RESULTADOS 50
6.1. FASE EXPERIMENTAL 1 ................................................................................................... 50
6.1.1. SECADO ................................................................................................................................. 50
6.1.2. TRITURACION Y GRANULOMETRÍA ....................................................................................... 50
6.1.3. CARACTERIZACIÓN ............................................................................................................... 52
6.1.4. CALCINACIÓN........................................................................................................................ 53
6.1.5. SEPARACIÓN ......................................................................................................................... 55
6.2. FASE EXPERIMENTAL 2 ................................................................................................... 62
6.2.1. PRECIPITACIÓN ..................................................................................................................... 62
6.2.2. SEDIMENTACIÓN .................................................................................................................. 65
6.2.3. FILTRACIÓN ........................................................................................................................... 67
6.2.4. SECADO ................................................................................................................................. 68
6.2.5. CALCINACIÓN........................................................................................................................ 72

IAMB 200810 13 IAMB 200810 14
Evaluación de la recuperación de cobre por vía térmica a partir del lodo generado por precipitación de cobre presente en agua residual galvánica.
iii
6.2.6. FUSIÓN-CONVERSIÓN ........................................................................................................... 73
7. CONCLUSIONES 91
8. PERSPECTIVAS 94
9. BIBLIOGRAFIA 96
10. GLOSARIO 98
11. ANEXOS 100
11.1. ANEXO 1 .................................................................................................................... 100
11.2. ANEXO 2 .................................................................................................................... 101
11.3. ANEXO 3 .................................................................................................................... 102

IAMB 200810 13 IAMB 200810 14
Evaluación de la recuperación de cobre por vía térmica a partir del lodo generado por precipitación de cobre presente en agua residual galvánica.
iv
ÍNDICE DE ILUSTRACIONES
Página
ILUSTRACIÓN 1. COMPORTAMIENTO DE UNA SOLUCIÓN DE CATIONES METÁLICOS SOMETIDA A
PRECIPITACIÓN. 12
ILUSTRACIÓN 2. COMPOSICIÓN DEL PRECIPITADO CON LAS VARIACIONES DE PH. 15
ILUSTRACIÓN 3. PARTES DEL HORNO DE CUBA. 26
ILUSTRACIÓN 4. HORNO DE REVERBERO. 29
ILUSTRACIÓN 5. MONTAJE PRECIPITACIÓN Y ADICIÓN DEL AGENTE PRECIPITANTE. 46
ILUSTRACIÓN 6. SEDIMENTACIÓN. 47
ILUSTRACIÓN 7. MONTAJE FILTRACIÓN Y LODO OBTENIDO. 47
ILUSTRACIÓN 8. LODO DESPUÉS DEL SECADO. 48
ILUSTRACIÓN 9. LODO DESPUÉS DE CALCINADO. 48
ILUSTRACIÓN 10. COBRE. 49
ILUSTRACIÓN 11. LODO ANTES DEL SECADO. 50
ILUSTRACIÓN 12. LODO SECADO RETENIDO EN TAMIZ 20 Y 30. 51
ILUSTRACIÓN 13. LODO ANTES Y DESPUÉS DE LA CALCINACIÓN. 54
ILUSTRACIÓN 14. MUESTRA TIPO A, TIPO B Y TIPO C. 55
ILUSTRACIÓN 15. CRISOLES DEL MONTAJE DE SEPARACIÓN. 56
ILUSTRACIÓN 16. MONTAJE DE SEPARACIÓN. 56
ILUSTRACIÓN 17. MUESTRA ANTES Y DESPUÉS DEL ENSAYO. 57
ILUSTRACIÓN 18. MUESTRA TIPO A Y B DESPUÉS DEL ENSAYO, Y CRISOL 2 CON MUESTRA FUNDIDA.
58
ILUSTRACIÓN 19. MUESTRA TIPO A Y TIPO C DESPUÉS DEL ENSAYO. 59
ILUSTRACIÓN 20. RESULTADOS SEGUNDO Y TERCER ENSAYO. 60
ILUSTRACIÓN 21. COMPARACIÓN DEL AGUA DE COBRE CON CONCENTRACIÓN 1.78 G/L Y EL
PRECIPITADO. 62
ILUSTRACIÓN 22. RESULTADO DEL PROCESO DE SEDIMENTACIÓN. 66
ILUSTRACIÓN 23. LODO FILTRADO. 67
ILUSTRACIÓN 24. COMPONENTES DE LA MEZCLA OBTENIDA EN EL ENSAYO 2. 76
ILUSTRACIÓN 25. ESPECTRO DE RAYOS X PARA LA MUESTRA DE CU2O DEL ENSAYO 2. 77
ILUSTRACIÓN 26. ESPECTRO DE RAYOS X PARA LA MUESTRA DE FUNDENTE DEL ENSAYO 2. 78
ILUSTRACIÓN 27. MUESTRA DEL ENSAYO 3 DESPUÉS DEL PROCESO DE FUSIÓN-CONVERSIÓN. 79
ILUSTRACIÓN 28. MUESTRA DE COBRE EN ESTADO ELEMENTAL OBTENIDO EN EL ENSAYO 3,
AUMENTO DE 100X Y 400X EN EL MICROSCOPIO. 79
ILUSTRACIÓN 29. ESPECTRO DE RAYOS X PARA EL COBRE EN ESTADO ELEMENTAL DEL ENSAYO 3. 80
ILUSTRACIÓN 30. ESPECTRO DE RAYOS X PARA REMANENTE DEL ENSAYO 3. 81
IAMB 200810 13 IAMB 200810 14
Evaluación de la recuperación de cobre por vía térmica a partir del lodo generado por precipitación de cobre presente en agua residual galvánica.
v
ILUSTRACIÓN 31. MUESTRA DEL ENSAYO 4 DESPUÉS DEL PROCESO DE FUSIÓN-CONVERSIÓN. 82
ILUSTRACIÓN 32. MUESTRA DE CU2O DESPUÉS DEL PROCESO FUSIÓN-CONVERSIÓN. 82
ILUSTRACIÓN 33. ESPECTRO DE RAYOS X PARA LA MUESTRA DE CU2O DEL ENSAYO 4. 83
ILUSTRACIÓN 34. COMPARACIÓN ENTRE MUESTRAS OBTENIDAS EN EL ENSAYO 5 Y ENSAYO 6 EN LA
FUSIÓN CONVERSIÓN. 85
ILUSTRACIÓN 35. MUESTRAS DE COBRE EN ESTADO ELEMENTAL OBTENIDO EN EL ENSAYO 7. 86
ILUSTRACIÓN 36. ESPECTRO DE RAYOS X PARA EL COBRE EN ESTADO ELEMENTAL DEL ENSAYO 7. 86
ILUSTRACIÓN 37. REMANENTE DEL ENSAYO 7 ANALIZADO EN EL MICROSCOPIO. 87
ILUSTRACIÓN 38. ESPECTRO DE RAYOS X PARA EL REMANENTE DEL ENSAYO 7. 88
ILUSTRACIÓN 39. ESPECTRO DE RAYOS X EN PARTÍCULAS DE LA MEZCLA DE FUSIÓN-CONVERSIÓN.
89

IAMB 200810 13 IAMB 200810 14
Evaluación de la recuperación de cobre por vía térmica a partir del lodo generado por precipitación de cobre presente en agua residual galvánica.
vi
ÍNDICE DE TABLAS
Página
TABLA 1. CARACTERÍSTICAS FÍSICAS DEL COBRE. 6
TABLA 2. COMPUESTOS DE COBRE SEGÚN EL ESTADO DE OXIDACIÓN. 7
TABLA 3. ORDEN DE MAGNITUD DEL PRODUCTO DE SOLUBILIDAD. 16
TABLA 4. MINERALES DE COBRE. 19
TABLA 5. LISTA DE MATERIALES Y REACTIVOS. 44
TABLA 6. CARACTERÍSTICAS DEL EQUIPO DE PRECIPITACIÓN. 44
TABLA 7. CARACTERÍSTICAS DEL EQUIPO DE FILTRACIÓN. 44
TABLA 8. CARACTERÍSTICAS DEL EQUIPO DE SECADO. 45
TABLA 9. CARACTERÍSTICAS DEL EQUIPO DE CALCINACIÓN. 45
TABLA 10. CARACTERÍSTICAS DEL EQUIPO DE FUSIÓN-CONVERSIÓN. 45
TABLA 11. RESULTADOS DE LA GRANULOMETRÍA. 51
TABLA 12. CARACTERIZACIÓN DEL LODO REALIZADA POR COLCERÁMICA S.A. 52
TABLA 13. RESULTADOS CARACTERIZACIÓN LODO. 53
TABLA 14. RESULTADOS DE LA CALCINACIÓN DEL LODO. 54
TABLA 15. PUNTOS DE FUSIÓN DE ÓXIDOS DE COBRE Y NÍQUEL. 55
TABLA 16. PROPORCIONES DE FUNDENTES PRIMER ENSAYO. 56
TABLA 17. PROPORCIÓN DE FUNDENTES SEGUNDO ENSAYO. 57
TABLA 18. RESULTADOS ANÁLISIS DE LABORATORIO SEGUNDO ENSAYO. 58
TABLA 19. CANTIDADES DE LODO Y COQUE TERCER ENSAYO. 59
TABLA 20. DENSIDADES CALCULADAS. 60
TABLA 21. CONCENTRACIÓN DE COBRE Y NÍQUEL EN MUESTRA DE AGUA AMARILLA. 60
TABLA 22. VOLÚMENES DE NAOH (2M). 64
TABLA 23. RESULTADOS DE LABORATORIO PARA SOBRENADANTE 2M Y 10M. 66
TABLA 24. RESULTADO ANÁLISIS DE LABORATORIO LODO PRIMERA MUESTRA DE AGUA. 67
TABLA 25. RESULTADOS DE LABORATORIO PARA AGUA DE MUESTRA FILTRADA-SECADA. 68
TABLA 26. RESULTADOS DE LABORATORIO PARA MUESTRA DE AGUA SECADA-FILTRADA-SECADA. 68
TABLA 27. RESULTADOS DE LABORATORIO PARA MUESTRA SECADA. 70
TABLA 28. RESULTADOS DE LABORATORIO PARA MUESTRA FILTRADA-SECADA. 70
TABLA 29. RESULTADOS DE LABORATORIO PARA MUESTRA SECADA-FILTRADA-SECADA. 71
TABLA 30. RESUMEN DE HUMEDADES PARA LOS TRES TIPOS DE SECADO. 72
TABLA 31. VALORES PROMEDIO DE REDUCCIÓN DURANTE LA CALCINACIÓN. 72
TABLA 32. PORCENTAJES DE COBRE Y NÍQUEL EN MUESTRA DE LODO CALCINADO. 73
TABLA 33. MAGNITUD DE LAS VARIABLES EN LA ETAPA DE FUSIÓN-CONVERSIÓN. 74
TABLA 34. PROPORCIONES EMPLEADAS EN LOS PRIMEROS ENSAYOS. 75

IAMB 200810 13 IAMB 200810 14
Evaluación de la recuperación de cobre por vía térmica a partir del lodo generado por precipitación de cobre presente en agua residual galvánica.
vii
TABLA 35. CONTENIDO DE METALES EN PARTÍCULAS DE LA MEZCLA DE FUSIÓN-CONVERSIÓN. 89
TABLA 36. RESULTADOS OBTENIDOS EN LA COMPROBACIÓN DE COMPOSICIÓN. 90
TABLA 37. RESUMEN DE LOS RESULTADOS OBTENIDOS. 102

IAMB 200810 13 IAMB 200810 14
Evaluación de la recuperación de cobre por vía térmica a partir del lodo generado por precipitación de cobre presente en agua residual galvánica.
viii
ÍNDICE DE GRÁFICAS
Página
GRÁFICA 1. GRANULOMETRÍA DEL LODO. .......................................................................................................................... 51
GRÁFICA 2. CURVA DE PH DE ACUERDO AL VOLUMEN DE AGENTE PRECIPITANTE. .................................... 64
GRÁFICA 3. CAMBIOS EN EL PH CON EL AUMENTO DEL VOLUMEN DE NAOH. ................................................. 65

IAMB 200810 13 IAMB 200810 14
Evaluación de la recuperación de cobre por vía térmica a partir del lodo generado por precipitación de cobre presente en agua residual galvánica.
1
1. INTRODUCCIÓN
El cobre es un metal de transición, que se puede encontrar en la naturaleza en forma de óxido
o sulfuro, acompañado de otros minerales como la plata, el oro y el hierro. Desde el punto de
vista metalúrgico, la extracción del cobre a nivel industrial se basa en dos procedimientos, la
hidrometalurgia y la pirometalurgia, los cuales tienen como objetivo la obtención de cobre de
alta pureza que pueda ser empleado en diferentes procesos. La aplicación de dichos
procedimientos depende del tipo de yacimiento a tratar, y del contenido de cobre en los
mismos.
La recuperación de cobre a partir del sulfuro requiere de un proceso más complejo, este
necesita reacciones continuas y elevadas temperaturas hasta llegar a la forma oxidada del
metal; por otra parte, la recuperación a partir del óxido, o forma oxidada del metal, se logra al
reducir el compuesto directamente mediante la adición de las cantidades adecuadas de coque
y fundente.
Para el presente proyecto de grado, se tuvo como materia prima una muestra de agua,
producto del proceso galvánico llevado a cabo en Grifería & Complementos CORONA, con
concentraciones entre 1 y 11 g/L de cobre en estado iónico. Con esta muestra de agua, y a
través de un proceso de precipitación, se llego a un lodo en el cual el cobre se encontraba en
forma de hidróxido. Una vez obtenido el lodo, este fue sometido a procesos consecutivos de
filtración, secado y tostación, con el fin de eliminar la humedad presente en este y llegar a la
forma oxidada del cobre.
Partiendo de esta forma oxidada, se implementó una metodología experimental análoga al
proceso pirometalúrgico industrial, cuyo fundamento principal es la obtención del cobre en
estado elemental por medio de un proceso de fusión y reacción entre el lodo y la fuente de
carbono. El proceso de fusión y reacción se realizó inmediatamente después del proceso de
tostación. El cobre obtenido por medio de la aplicación de dicha metodología tiene un
porcentaje de pureza que varía entre 94.13 y 96.62 % de cobre.
Teniendo en cuenta las variables involucradas en el proceso extractivo, reportadas en la
literatura, se eligieron entre estas la temperatura, la fuente de carbono, los fundentes, y el
tiempo como variables de control de la eficiencia del proceso. Sin embargo debido a las
limitaciones de equipos disponibles para la fusión y reacción, la temperatura se mantuvo
estable (1100°C). Así mismo, se suprimió el uso de fundente a partir de los resultados
IAMB 200810 13 IAMB 200810 14
Evaluación de la recuperación de cobre por vía térmica a partir del lodo generado por precipitación de cobre presente en agua residual galvánica.
2
preliminares obtenidos, y la fuente de carbono se estandarizó en coque, dado su alto
contenido en carbono. De igual manera se estableció que el tiempo requerido en cada una de
las etapas era función de la cantidad del lodo y del objetivo de cada uno de los procesos.

IAMB 200810 13 IAMB 200810 14
Evaluación de la recuperación de cobre por vía térmica a partir del lodo generado por precipitación de cobre presente en agua residual galvánica.
3
2. JUSTIFICACIÓN
Actualmente uno de los principales problemas ambientales en Colombia, en cuanto al tema de
residuos sólidos, es el manejo y disposición de los residuos sólidos peligrosos. Esta
problemática ha permitido el desarrollo de diferentes tipos de disposición, entre las cuales se
pueden contar la disposición en rellenos de seguridad, como es el caso de los lodos generados
a nivel industrial; y el reciclaje de material, como por ejemplo las baterías ácidas de plomo.
La contaminación causada por los residuos tóxicos peligrosos se debe al tipo de sustancia
presente y a la concentración de los mismos, tomando mayor importancia los compuestos
orgánicos, tales como los compuestos aromáticos, y los metales pesados. Estos se destacan
por los impactos sobre el medio ambiente, además de los efectos sobre la salud humana, los
cuales pueden ser de carácter teratogénico, mutagénico o cancerígeno.
Los metales en particular se caracterizan por ser compuestos bioacumulables, a pesar de que
algunos de estos son requeridos en el metabolismo en pequeñas cantidades. Sin embargo, los
efectos de su presencia en altas dosis pueden causar enfermedades como anemia,
encefalopatía, e incluso la muerte.
El cobre, como metal de interés en este trabajo, se caracteriza por ser un material renovable
ilimitadamente, razón por la cual ha presentando el historial más extenso de reciclaje. En la
actualidad, se estima que el 40% de la demanda mundial de cobre es satisfecha con cobre
reciclado, este indicador es importante considerando que es un recurso no
renovable(International Copper Association (ICA), 2007). Además, sus propiedades físicas,
químicas y mecánicas, tales como su alta conductividad, ductilidad y resistencia a la corrosión,
hacen de este un material altamente requerido a nivel industrial.
Aparte del interés industrial que se tiene en la recuperación del metal, es importante
considerar los efectos que este causa sobre la salud humana y el medio ambiente, debido a su
alta persistencia. Puede causar serias afecciones en las vías respiratorias, y en el sistema
digestivo, además de dolores en el área abdominal. Sin embargo no es considerado un
compuesto cancerígeno.
A pesar que los efectos sobre el medio ambiente no son tan reconocidos como el caso de otros
metales, el cobre al ser liberado puede contaminar fuentes de agua y suelos, inhibiendo el
metabolismo de los microorganismos descomponedores de la materia orgánica, limitando el

IAMB 200810 13 IAMB 200810 14
Evaluación de la recuperación de cobre por vía térmica a partir del lodo generado por precipitación de cobre presente en agua residual galvánica.
4
crecimiento de ciertas plantas en áreas aledañas a suelos contaminados con cobre y
envenenando alimentos de consumo humano.
Por las razones presentadas anteriormente, es de suma importancia profundizar en la
recuperación de este metal a partir de otro tipo de residuos generados en la actualidad. Esto
con el fin de mejorar la eficiencia en el uso de materias primas, disminuir el consumo de
recursos naturales no renovables, así como los impactos sobre el medio ambiente y la salud
humana generados en los procesos productivos del mismo.
En este caso, se eligieron como fuente de estudio los residuos generados a partir de los
recubrimientos electrolíticos realizados durante el proceso de galvanoplastia, los cuales
fueron suministrados para este trabajo por la empresa Grifería & Complementos CORONA.
Dicha empresa genera aproximadamente 15 toneladas mensuales de lodo compuesto
principalmente por cromo, cobre, níquel, zinc, calcio, entre otros; los cuales son dispuestos
actualmente en rellenos de seguridad, sin ningún aprovechamiento previo.

IAMB 200810 13 IAMB 200810 14
Evaluación de la recuperación de cobre por vía térmica a partir del lodo generado por precipitación de cobre presente en agua residual galvánica.
5
3. OBJETIVOS
3.1. Objetivo general
Recuperar cobre en estado elemental a partir de un lodo inorgánico, en el cual el metal se
encuentra en forma de hidróxido, siguiendo una metodología basada en la teoría de la
pirometalurgia extractiva del cobre.
3.2. Objetivos Específicos
• Estudiar a profundidad la metalurgia extractiva del cobre, y asociarla a los materiales
y metodologías disponibles en laboratorio.
• Conocer el proceso de generación del residuo peligroso estudiado.
• Obtener óxido de cobre a partir de una muestra líquida con una concentración
determinada de cobre en forma iónica.
• Establecer un método de recuperación térmica del cobre, aplicable a los residuos
generados por la industria galvánica.
• Estudiar las variables determinantes en el proceso de recuperación térmica del cobre
y evaluar sus efectos en la metodología aplicada.
• Determinar la pureza del producto final del proceso, identificando si puede ser
aplicado directamente en la industria o si requiere un proceso de afino.

IAMB 200810 13 IAMB 200810 14
Evaluación de la recuperación de cobre por vía térmica a partir del lodo generado por precipitación de cobre presente en agua residual galvánica.
6
4. MARCO TEÓRICO
4.1. CARACTERÍSTICAS DEL COBRE
4.1.1. PROPIEDADES FÍSICAS, BIOLÓGICAS Y MECÁNICAS
El cobre es el único metal que tiene un color café rojizo. Pertenece al grupo IB de la tabla
periódica, su número atómico es 29 y tiene un peso atómico de 63.57 g/mol (Kirk, 1962). Se
destaca por tener una alta conductividad eléctrica, motivo por el cual es el más empleado en
usos eléctricos; es suave, maleable y dúctil, así que puede ser fácilmente convertido en
alambre, lámina o moldeado. Pese a estas características puede llegar a ser difícil de manejar a
ciertas temperaturas, esta dificultad se elimina aumentando la temperatura de trabajo. Es
importante mencionar también su resistencia a la corrosión (Laubengayer, 1958). El metal
puro de Cobre posee las siguientes características:
Tabla 1. Características físicas del cobre.
Número atómico 29 Peso atómico 63.57 Peso específico 8.94 Diámetro atómico 2.551 x 10-10 m Punto de fusión 1083 ºC Punto ebullición 2325 ºC Coeficiente de expansión lineal (20ºC) 16.42 x 10-6/ºC Resistencia específica 1.683 microhmios Conductividad térmica (20ºC) 0.923 cal/cm2/cm/ºC/seg Conductividad eléctrica (20ºC) 58.108 x 106 S/m Dureza (Escala de Mohs) 3 Calor de fusión 50.6 cal/gr Calor específico 0.0918 cal/gr/ºC
Fuente: Bray, 1962.
El cobre es un metal blando con dureza de 3 en las escala de Mohs, y su resistencia a la
tracción es de 210 Mpa, con un límite elástico de 33.3 Mpa (Bray, 1962). En la mayoría de los
casos se usa en su forma, y no tanto en forma de aleación (Hampel, 1968). Sin embargo, por
medio de sus aleaciones adquiere diferentes propiedades térmicas (Bray, 1962). Finalmente,
el Cobre tiene la particularidad de poder ser reciclado indefinidamente sin perder sus
propiedades, y forma aleaciones para mejorar sus propiedades mecánicas, como es el caso del
latón el cual posee mayor resistencia al azufre que el cobre (Kirk, 1962).
IAMB 200810 13 IAMB 200810 14
Evaluación de la recuperación de cobre por vía térmica a partir del lodo generado por precipitación de cobre presente en agua residual galvánica.
7
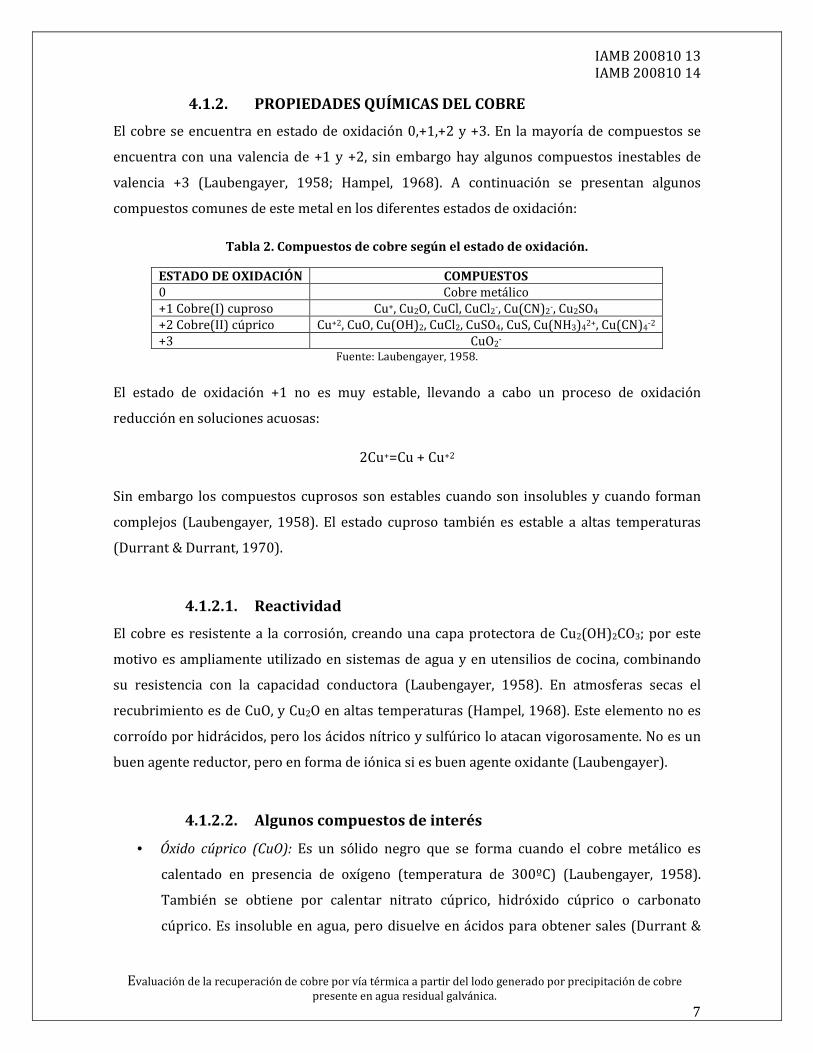
4.1.2. PROPIEDADES QUÍMICAS DEL COBRE
El cobre se encuentra en estado de oxidación 0,+1,+2 y +3. En la mayoría de compuestos se
encuentra con una valencia de +1 y +2, sin embargo hay algunos compuestos inestables de
valencia +3 (Laubengayer, 1958; Hampel, 1968). A continuación se presentan algunos
compuestos comunes de este metal en los diferentes estados de oxidación:
Tabla 2. Compuestos de cobre según el estado de oxidación.
ESTADO DE OXIDACIÓN COMPUESTOS 0 Cobre metálico +1 Cobre(I) cuproso Cu+, Cu2O, CuCl, CuCl2-, Cu(CN)2-, Cu2SO4 +2 Cobre(II) cúprico Cu+2, CuO, Cu(OH)2, CuCl2, CuSO4, CuS, Cu(NH3)42+, Cu(CN)4-2 +3 CuO2-
Fuente: Laubengayer, 1958.
El estado de oxidación +1 no es muy estable, llevando a cabo un proceso de oxidación
reducción en soluciones acuosas:
2Cu+=Cu + Cu+2
Sin embargo los compuestos cuprosos son estables cuando son insolubles y cuando forman
complejos (Laubengayer, 1958). El estado cuproso también es estable a altas temperaturas
(Durrant & Durrant, 1970).
4.1.2.1. Reactividad
El cobre es resistente a la corrosión, creando una capa protectora de Cu2(OH)2CO3; por este
motivo es ampliamente utilizado en sistemas de agua y en utensilios de cocina, combinando
su resistencia con la capacidad conductora (Laubengayer, 1958). En atmosferas secas el
recubrimiento es de CuO, y Cu2O en altas temperaturas (Hampel, 1968). Este elemento no es
corroído por hidrácidos, pero los ácidos nítrico y sulfúrico lo atacan vigorosamente. No es un
buen agente reductor, pero en forma de iónica si es buen agente oxidante (Laubengayer).
4.1.2.2. Algunos compuestos de interés
• Óxido cúprico (CuO): Es un sólido negro que se forma cuando el cobre metálico es
calentado en presencia de oxígeno (temperatura de 300ºC) (Laubengayer, 1958).
También se obtiene por calentar nitrato cúprico, hidróxido cúprico o carbonato
cúprico. Es insoluble en agua, pero disuelve en ácidos para obtener sales (Durrant &

IAMB 200810 13 IAMB 200810 14
Evaluación de la recuperación de cobre por vía térmica a partir del lodo generado por precipitación de cobre presente en agua residual galvánica.
8
Durrant, 1970). Este compuesto es un buen oxidante en presencia de hidrógeno,
presentándose la reacción (Laubengayer, 1958):
CuO + H2 =Cu + H2O
Algunos compuestos cúpricos, como es el caso del óxido cúprico (CuO), se disocian en
compuestos cuprosos a una temperatura aproximada de 1000°C (Durrant & Durrant,
1970).
• Ión cúprico (Cu+2): El ion Cu+2 no tiene color, pero cuando se encuentra tetrahidratado
es azul (Laubengayer, 1958). Sin embargo, de acuerdo a Durrant, no existe evidencia
de la existencia del ión simple cúprico Cu+2.
• Hidróxido cúprico Cu(OH)2: Cuando es agregado un ion hidróxido a una solución de una
sal cúprica, se forma hidróxido cúprico, el cual tiene un color azul luminoso y
consistencia gelatinosa. El hidróxido cúprico no es muy estable, y cuando es calentado
medianamente se deshidrata (Laubengayer, 1958):
Cu(OH)2=CuO + H2O
Este hidróxido es una base débil y se disuelve en ácidos. También se disuelve en
amoniaco acuoso (hidróxido de amonio) y en soluciones muy concentradas de
hidróxido de sodio, se presume que formando CuO2-2 (Laubengayer, 1958) (Durrant &
Durrant, 1970).
El hidróxido cúprico es altamente insoluble en soluciones alcalinas y en agua. Si es
hervido con agua este toma un color negro, formando un óxido hidratado de
composición 4CuO·H2O, granular y fácilmente filtrable. Al calentarlo al rojo este se
convierte en CuO (Partington, 1946). El hidróxido cúprico se descompone a 150°C en
CuO cuando se encuentra como sólido (Weast, 1984).
Otra forma de obtener el hidróxido de cobre Cu(OH)2, es adicionando amoniaco a una
solución de sulfato de cobre hirviendo. El compuesto es un hidróxido cristalino
(Partington, 1946).
• Los haluros, nitratos y sulfatos cúpricos, son bastante solubles. El sulfato cúprico
cuando se hidrata toma un color azul. Los iones cúpricos son tóxicos para los hongos y

IAMB 200810 13 IAMB 200810 14
Evaluación de la recuperación de cobre por vía térmica a partir del lodo generado por precipitación de cobre presente en agua residual galvánica.
9
este sulfato es empleado como fungicida, otros compuestos son empleados para
proteger las plantas de organismos pequeños (Laubengayer, 1958).
• Óxido cuproso (cuprita-Cu2O): Es un polvo rojo, insoluble en agua, obtenido al
mantener óxido cúprico por encima de 1000°C. Es atacado por ácido nítrico y
sulfúrico, obteniendo una sal y cobre metálico. Este es soluble en cobre fundido y baja
el punto de fusión del metal (Durrant & Durrant, 1970).
Los haluros, nitratos y sulfatos cúpricos, son bastante solubles. El sulfato cúprico cuando se
hidrata toma un color azul. Los iones cúpricos son tóxicos para los hongos, por lo que este es
empleado como fungicida, otros compuestos son empleados para proteger las plantas de
organismos pequeños (Laubengayer, 1958).
4.1.2.3. Equilibrio
Teniendo en cuenta que en solución acuosa se presenta la siguiente reacción:
2Cu+=Cu+2 + Cu
Y, asumiendo que la solubilidad del cobre metálico es constante en agua, la constante de
equilibrio se puede expresar de la siguiente manera (Durrant & Durrant, 1970):
[ ][ ]
62
2
10==+
+
Cu
CuK
La reacción usualmente tiende a llegar al equilibrio de izquierda a derecha, sin embargo si la
concentración de iones cuprosos es muy baja, la reacción tiende a buscarlo de derecha a
izquierda (Durrant & Durrant, 1970). Hampel (1968) reporta que el valor de esta constante a
25°C es 1.2x106.
4.2. FORMACIÓN DE LODO INORGÁNICO DE METALES
4.2.1. GENERALIDADES DE LA PRECIPITACIÓN
La precipitación de metales presentes en forma iónica en muestras de agua, como el cobre, se
llevan a cabo empleando agentes precipitantes como los que se enuncian a
continuación(Hartinger, 1994):
IAMB 200810 13 IAMB 200810 14
Evaluación de la recuperación de cobre por vía térmica a partir del lodo generado por precipitación de cobre presente en agua residual galvánica.
10
• Hidróxido de Sódio (Soda Caustica - Na(OH))
• Carbonato de sódio anhidro (Sosa, soda ash - (Na2CO3))
• Hidróxido de Cálcio (slaked lime (Ca(OH)2)
Este proceso depende del pH de la solución, el cual es afectado por los agentes empleados;
como consecuencia, este proceso es paralelo a la neutralización. Dependiendo del agente de
precipitación empleado se produce un hidróxido o una sal. En algunos casos se forman sales
insolubles, como por ejemplo carbonatos o fosfatos. Esta formación de sales o hidróxidos
depende de los aniones presentes en la solución. Se ha observado que los fosfatos, en muy
bajas concentraciones, pueden colaborar en la sedimentación de metales(Hartinger, 1994).
La formación de sales e hidróxidos y su estequiometria son función del pH al cual se
precipitan. El objetivo de dicha precipitación es principalmente garantizar que la
concentración de iones de metal en el sobrenadante sea tal que se cumpla con la norma
legislativa(Hartinger, 1994).
Los metales en forma iónica trivalente tienen una tendencia a adsorber aniones de la solución
cuando precipitan. Los iones divalentes por el contrario forman sales básicas en los rangos
estequiométricos. Estos fenómenos son una causa de concentraciones muy variadas en el
precipitado. Debido a la propiedad en iones trivalentes la adsorción en hidróxido crómico es
mayor que en cualquier otro tipo de metal(Hartinger, 1994).
Al precipitar un ion divalente con NaOH, un incremento en el pH de la solución produce que el
precipitado reemplace por OH- los aniones que se pudieron adherir como sales, resultando
cada vez en un precipitado más básico Los metales divalentes, por otra parte, pueden ser
reemplazados por otros cationes en solución, disminuyendo la eficiencia de
remoción(Hartinger, 1994).
Cuando hay iones de sulfatos en solución se observa un salto en la curva de titulación, esto
sugiere que se forman sales cuando estos están presentes. Cuando se precipitan al mismo
tiempo Níquel y Cobre, la composición puede variar ampliamente, puesto que se pueden
presentar los fenómenos adsorción y formación de sales dadas sus valencias(Hartinger,
1994).

IAMB 200810 13 IAMB 200810 14
Evaluación de la recuperación de cobre por vía térmica a partir del lodo generado por precipitación de cobre presente en agua residual galvánica.
11
Dependiendo de las condiciones de precipitación las características del lodo varían, por esto
son sujetas a optimización. Algunas sales son más insolubles que otras lo cual puede afectar la
concentración del efluente (Hartinger, 1994).
4.2.2. PRODUCTO DE SOLUBILIDAD Y pH
El pH óptimo depende del metal y de la basicidad del hidróxido formado. El proceso es
análogo a la neutralización ácido-base. En este caso en lugar de la formación de agua como
producto, se forma el hidróxido del metal de estudio(Hartinger, 1994).
zz OHMezOHMe )(↔+ −+
Al igual que la constante de equilibrio químico que se emplea en las reacciones para conocer
el sentido en el cual se dirige la reacción, se puede obtener una constante con el nombre de
producto de solubilidad (L), la cual debe ser excedida para que se produzca la precipitación. La
definición para esta contante es(Hartinger, 1994):
LOHMeKOHMe zz =⋅=⋅ −+ ])([][][
Otra forma sencilla de conocer el punto en el cual comienza la precipitación, es a partir del pH
óptimo, con el cual se puede controlar la cantidad de hidróxido necesaria(Hartinger, 1994).
Entre más básico es el metal, la reacción tiende menos hacia la derecha. El pH de precipitación
debe ser más alto entre más alta sea la basicidad del hidróxido del metal. Para comprender el
comportamiento de la solución con el incremento de pH, en la Ilustración 1 podemos
identificar el punto A, donde todo lo ácido es neutralizado, comienza la precipitación, y en el
punto B la precipitación es completa. Después de B, la precipitación adicional es muy poca y el
cambio es únicamente en pH(Hartinger, 1994).

Evaluación de la recuperación de cobre por vía térmica a pa
Ilustración 1. Comportamiento de una solución de cationes metálicos sometida a precipitación.
Para asegurar una precipitación cuantitativa
pH final de precipitación (conocido como pH de precipitación) varía de acuerdo al metal,
embargo el rango se encuentra entre 3.5 hasta 10.5. Las curvas de neutralización depende
del compuesto que se emplee para llevar a cabo la precipitación
se emplean carbonatos que cuando se emplea NaOH
Se ha observado en general que después de la neutralización hay
principalmente en las dos primeras horas, es decir
Este fenómeno se da por tres causas: 1)
reaccionado, 2) La sustancia alcalina es adsorbida en la
emisión de H+ por los metales, los cuales son oxidados a su mayor valencia. Dada la capacidad
de adsorción en los iones trivalentes, en estos se observa una mayor
(Hartinger, 1994).
4.2.3. SEPARACIÓN DEL P
Dos pasos son requeridos para remover los metales disueltos en fase acuosa, la precipitación
y la separación. Cuando las partículas son muy finas o están en forma coloide, es necesario
llevar a cabo el proceso de floculación.
proceso siguiente es mecánico, el cual puede ser sedimentación y/o filtración
1994).
IAMB 200810 13IAMB 200810 14
valuación de la recuperación de cobre por vía térmica a partir del lodo generado por precipitación de cobre presente en agua residual galvánica.
. Comportamiento de una solución de cationes metálicos sometida a precipitación.
Fuente: Hartinger, 1994
precipitación cuantitativa, el pH óptimo debe ser alcanzado o superado. El
pH final de precipitación (conocido como pH de precipitación) varía de acuerdo al metal,
el rango se encuentra entre 3.5 hasta 10.5. Las curvas de neutralización depende
del compuesto que se emplee para llevar a cabo la precipitación. El pH es más extremo cuando
se emplean carbonatos que cuando se emplea NaOH(Hartinger, 1994).
Se ha observado en general que después de la neutralización hay una recuperación del pH
principalmente en las dos primeras horas, es decir, los valores obtenidos tienden a disminuir.
Este fenómeno se da por tres causas: 1) Se consumen los OH- libres que no habían
a sustancia alcalina es adsorbida en la superficie de los hidróxidos, 3)
emisión de H+ por los metales, los cuales son oxidados a su mayor valencia. Dada la capacidad
de adsorción en los iones trivalentes, en estos se observa una mayor disminución en el pH
SEPARACIÓN DEL PRECIPITADO EN FASE ACUOSA
Dos pasos son requeridos para remover los metales disueltos en fase acuosa, la precipitación
y la separación. Cuando las partículas son muy finas o están en forma coloide, es necesario
llevar a cabo el proceso de floculación. Sin embargo, sea o no necesaria la floculación, el
proceso siguiente es mecánico, el cual puede ser sedimentación y/o filtración
IAMB 200810 13 IAMB 200810 14
rtir del lodo generado por precipitación de cobre
12
. Comportamiento de una solución de cationes metálicos sometida a precipitación.
el pH óptimo debe ser alcanzado o superado. El
pH final de precipitación (conocido como pH de precipitación) varía de acuerdo al metal, sin
el rango se encuentra entre 3.5 hasta 10.5. Las curvas de neutralización dependen
l pH es más extremo cuando
una recuperación del pH
los valores obtenidos tienden a disminuir.
libres que no habían
superficie de los hidróxidos, 3) La
emisión de H+ por los metales, los cuales son oxidados a su mayor valencia. Dada la capacidad
disminución en el pH
RECIPITADO EN FASE ACUOSA
Dos pasos son requeridos para remover los metales disueltos en fase acuosa, la precipitación
y la separación. Cuando las partículas son muy finas o están en forma coloide, es necesario
ea o no necesaria la floculación, el
proceso siguiente es mecánico, el cual puede ser sedimentación y/o filtración(Hartinger,

IAMB 200810 13 IAMB 200810 14
Evaluación de la recuperación de cobre por vía térmica a partir del lodo generado por precipitación de cobre presente en agua residual galvánica.
13
4.2.3.1. Precipitación
Para asegurar una precipitación eficiente es necesario tener en cuenta un exceso del agente
precipitante. Primero se forman núcleos de cristalización, los cuales aumentan su tamaño
hasta ser filtrables o sedimentables. En este punto es importante la tasa de nucleación, ya que
esta aumenta entre mayor sea la cantidad del reactivo en exceso, pero depende de las
propiedades de solubilidad del compuesto y el reactor empleado(Hartinger, 1994).
En el núcleo de cristalización los iones son obligados a formar una red ordenada a partir de
este mismo. Este punto depende de la tasa de cristalización, la cual depende de la difusión, y
por tanto, del gradiente de concentración. Finalmente, hay un proceso de adsorción sobre el
precipitado(Hartinger, 1994).
Las propiedades del precipitado son función del la tasa de nucleación y del crecimiento del
cristal; la formación de los núcleos es un proceso químico, mientras que la difusión para el
crecimiento es un proceso físico. Cuando el exceso de agente es muy alto, se incrementa la
formación de núcleos, los cuales aumentan en cantidad(Hartinger, 1994).
Este proceso detiene el crecimiento de los núcleos eliminando el gradiente de concentración,
de esta forma el precipitado es más fino y más difícil de filtrar o sedimentar. Por otro lado
cuando el exceso es poco, las partículas son más grandes. Teniendo en cuenta que una alta
concentración de reactivo favorece la separación cuando se tiene un compuesto altamente
insoluble, las partículas formadas en el precipitado serán más finas entre más insoluble sea el
mismo. Es importante considerar que para las partículas pequeñas, es difícil la deshidratación.
Para garantizar un diámetro de partícula uniforme es necesario mantener constantes las
condiciones de precipitación(Hartinger, 1994).
Otro punto a considerar es que la formación del precipitado no garantiza que el proceso está
completo. Las partículas más pequeñas tienen mayor energía en la superficie que las
partículas grandes, por esto mismo tienen una mayor rata de resuspensión, de esta forma se
pueden agregar a las partículas grandes, creando una nueva distribución en el tamaño de
partículas. Además, las estructuras de la sedimentación pueden tener gran cantidad de
defectos en su estructura, donde se pueden ubicar moléculas, esto resulta en estructuras más
ordenadas con menor energía superficial. Estos dos procesos se llaman recristalización
interna y externa, también conocido como envejecimiento del lodo, estos procesos disminuyen
la solubilidad puesto que disminuyen el área superficial del precipitado (Hartinger, 1994).

IAMB 200810 13 IAMB 200810 14
Evaluación de la recuperación de cobre por vía térmica a partir del lodo generado por precipitación de cobre presente en agua residual galvánica.
14
4.2.3.2. Sedimentación
Es un método fácil para separar un sólido de una fase líquida. El proceso se basa en la
diferencia de densidades entre el líquido y el sólido. Los factores que afectan este proceso son,
el tamaño de partícula, la morfología, y la interacción con otras partículas, siendo los más
importantes el tamaño de partícula y la diferencia de densidades en las dos fases. Las tasas de
sedimentación pueden ser estimadas a partir de la ecuación de Stokes, o por medios
experimentales, obteniendo mejores resultados en esta última. Para tener una idea del orden
de magnitud de estas tasas, se puede considerar la tasa de sedimentación para el hidróxido de
aluminio, la cual oscila entre 0.15 a 0.5 m/h (Hartinger, 1994).
Durante la determinación de las tasas de sedimentación, se pueden observar tres tipos de
comportamiento, el primero tiene en cuenta las partículas individuales cuando la
concentración de sólidos es pequeña; el segunda es cuando hay una alta interacción entre
partículas, las pequeñas se adhieren a las grandes, de esta forma la separación entre las dos
fases es visible; el tercero es la compresión del precipitado, eliminando los vacios entre
partículas (Hartinger, 1994).
4.2.4. PROCESO PRECIPITACIÓN-SEPARACIÓN DEL COBRE
Las soluciones de cobre y cualquier metal son usualmente disoluciones del metal con ácidos o
sales solubilizadas. Para conocer el comportamiento de una solución de cobre en estado
iónico se considerará inicialmente la neutralización de una solución diluida de cobre en ácido
sulfúrico(Hartinger, 1994).
Al emplear NaOH en una solución cuya concentración inicial es de 100 mg/L, el primer
precipitado se forma en un pH entre 5.8 y 5.9. Después de alcanzar un pH de 7.6 se obtiene
una concentración de 0.5 mg/L en el sobrenadante (Hartinger, 1994).
Como se mencionó anteriormente el pH tiende a cambiar un tiempo después de la
precipitación. Esto es de suma importancia, puesto que este cambio de pH puede afectar la
solubilidad del compuesto. Si se realiza una medición de la solubilidad dos horas después de
la formación del precipitado, es importante considerar el pH en ese momento. Los cambios
más marcados corresponden a un pH inicial de 8, este se mueve dentro de las dos horas
posteriores a 7.5, el cual es el valor de la precipitación del cobre(Hartinger, 1994).

Evaluación de la recuperación de cobre por vía térmica a pa
El precipitado formado depende de los
caso del sulfato. Cuando la concentración del hidróxido tiende a aumentar, el equilibrio tiende
a la formación de hidróxidos del metal. Inicialmente se da la formación de
luego da lugar a la formación de
el pH aumenta el contenido de sulfato disminuye, además al dejar reposar la muestra se
obtiene un menor contenido de sulfatos en el precipitado. En valores de pH
siguiente relación(Hartinger, 1994)
CuSO4
Para obtener una mejor idea del proceso se observa en la
hidróxidos en la molécula con las variaciones en el pH, en este caso se considera una solución
de cobre con concentración inicial de 1 g/L precipitada con NaOH
Ilustración 2. Composición del precipitado con las variaciones de pH.
Dependiendo de las condiciones de precipitación y del tiempo de reposo, el hidróxido puede
sufrir una transformación, la perdida de agua:
El color azul del hidróxido en este proceso cambia a una tonalidad café y posteriormente a un
tono negro. Entre mayor sea el cambio de color, mayor es la concentración, el pH, y el tiemp
IAMB 200810 13IAMB 200810 14
valuación de la recuperación de cobre por vía térmica a partir del lodo generado por precipitación de cobre presente en agua residual galvánica.
formado depende de los de los aniones presentes en la solución, como es el
uando la concentración del hidróxido tiende a aumentar, el equilibrio tiende
a la formación de hidróxidos del metal. Inicialmente se da la formación de CuSO
a la formación de CuSO4·3Cu(OH)2, aumentando la cantidad de OH
el pH aumenta el contenido de sulfato disminuye, además al dejar reposar la muestra se
obtiene un menor contenido de sulfatos en el precipitado. En valores de pH
(Hartinger, 1994):
4·3Cu(OH)2 + 2OH- 4Cu(OH)2 +SO4-2
Para obtener una mejor idea del proceso se observa en la Ilustración 2 la cantidad de
hidróxidos en la molécula con las variaciones en el pH, en este caso se considera una solución
de cobre con concentración inicial de 1 g/L precipitada con NaOH(Hartinger, 1994)
. Composición del precipitado con las variaciones de pH.
Fuente: Hartinger, 1994
Dependiendo de las condiciones de precipitación y del tiempo de reposo, el hidróxido puede
una transformación, la perdida de agua:
Cu(OH)2 CuO + H2O
El color azul del hidróxido en este proceso cambia a una tonalidad café y posteriormente a un
tono negro. Entre mayor sea el cambio de color, mayor es la concentración, el pH, y el tiemp
IAMB 200810 13 IAMB 200810 14
rtir del lodo generado por precipitación de cobre
15
de los aniones presentes en la solución, como es el
uando la concentración del hidróxido tiende a aumentar, el equilibrio tiende
CuSO4·2Cu(OH)2 , aumentando la cantidad de OH-. Conforme
el pH aumenta el contenido de sulfato disminuye, además al dejar reposar la muestra se
obtiene un menor contenido de sulfatos en el precipitado. En valores de pH altos aplica la
la cantidad de
hidróxidos en la molécula con las variaciones en el pH, en este caso se considera una solución
(Hartinger, 1994).
. Composición del precipitado con las variaciones de pH.
Dependiendo de las condiciones de precipitación y del tiempo de reposo, el hidróxido puede
El color azul del hidróxido en este proceso cambia a una tonalidad café y posteriormente a un
tono negro. Entre mayor sea el cambio de color, mayor es la concentración, el pH, y el tiempo

IAMB 200810 13 IAMB 200810 14
Evaluación de la recuperación de cobre por vía térmica a partir del lodo generado por precipitación de cobre presente en agua residual galvánica.
16
de reposo. Cuando el cobre es coprecipitado con el níquel, el hidróxido de cobre se establece y
no se observa el cambio de color a negro(Hartinger, 1994).
La composición del precipitado también depende del tipo de agente empleado en la
precipitación. Se observa que al aumentar el pH, el lodo es menos soluble, tiene menor
cantidad de cobre en el sobrenadante. Adicionalmente al comparar los resultados con los
diferentes agentes precipitantes, se observa que al precipitar con soda (Na2CO3) el resultado
es menos satisfactorio(Hartinger, 1994).
Al comparar los valores para los productos de solubilidad entre los diferentes compuestos
que pueden ser formados por medio de la precipitación, cabe destacar que el valor del
producto de solubilidad es mayor para el hidróxido solamente, que para el sulfato básico. En
la Tabla 3 se observan los valores promedio para estas constantes(Hartinger, 1994).
Tabla 3. Orden de magnitud del producto de solubilidad.
CONSTANTE PRODUCTO DE SOLUBILIDAD ORDEN DE MAGNITUD
[Cu+2][OH-]2=LH 10-19 [Cu+2]4[OH-]6[SO4-2]=LB 10-63
El volumen del precipitado incrementa inicialmente con el pH hasta que la precipitación está
completa, pasando por un pequeño máximo, para luego estabilizarse. Cuando se precipita con
soda (Na2CO3) no se observa el máximo y en el sobrenadante se observa todavía
material(Hartinger, 1994).
Los precipitados de cobre son fácilmente sedimentables, y el uso de un floculante solo
aumenta la tasa de sedimentación en los primeros 10 minutos (Hartinger, 1994).
4.3. ALEACIONES
Existe una amplia variedad de aleaciones de cobre, las cuales se han creado con el fin de
mejorar las características técnicas y propiedades del cobre. Por ejemplo, algunas aleaciones
elevan la resistencia a la corrosión, conductividad eléctrica y térmica, mejoran sus
propiedades para trabajar en caliente y en frío, y su facilidad para soldarse. El cobre se alea
principalmente con zinc (Zn), estaño (Sn), aluminio (Al), níquel (Ni), cadmio (Cd) y cromo
(Cr). Los otros elementos se agregan en pequeñas proporciones ya que son las que
condicionan su aplicación (Muspratt, 1900?).

IAMB 200810 13 IAMB 200810 14
Evaluación de la recuperación de cobre por vía térmica a partir del lodo generado por precipitación de cobre presente en agua residual galvánica.
17
Algunas de las aleaciones más importantes del cobre, y más usadas en la industria son:
4.3.1. LATONES
Los latones son aleaciones de cobre y zinc. En este caso, si el contenido de zinc llega al 36% el
latón se conoce con el nombre de Latón Alfa; si por el contrario, el contenido de zinc varía
entre el 36% y 45% se conoce con el nombre de Latón Alfa-Beta. Finalmente, si el contenido
de zinc se encuentra por encima del 45% se conoce con el nombre de Latón Beta. Los latones
Alfa-Beta y Beta, son especiales para el trabajo el caliente. Sin embargo dentro de sus
propiedades únicas, se encuentra elevada ductilidad y maleabilidad, baja temperatura de
recocido, estirado rápido, y buena base para el metalizado (Muspratt, 1900?).
4.3.2. BRONCES
Los bronces son aleaciones de cobre y estaño, de color amarillo, y de mejor calidad que los
latones. Sin embargo, existen muchos tipos de bronces que contienen otros elementos como
aluminio y silicio. El porcentaje de estaño en estas aleaciones varía entre el 2% y 22%. Por lo
general se caracterizan por tener mejores propiedades mecánicas que los latones. Debido a
esto, son empleados en operaciones en las que se someten los materiales a esfuerzos
alternativos o cíclicos, o donde se requiera alta resistencia a la corrosión como válvulas,
tuberías y uniones de fontanería (Muspratt, 1900?).
4.3.3. COBRE-NÍQUEL
Las aleaciones cobre-níquel con contenidos de níquel entre el 20% y 30% son mejores en
aquellos procesos en los que el material debe estirarse, estamparse, trabajarse en frío y en
caliente y soldarse con y sin metal de aportación (Bray, 1962). Sus aplicaciones más
importantes son en condensadores navales y centrales de energía. Si las concentraciones de
níquel, son bastante pequeñas, alrededor del 4% al 20.5%, la aleación es conocida con el
nombre Plata Níquel. Esta última contienen también zinc, y difieren mucho entre sí de
acuerdo a sus proporciones que se encuentran dentro de los siguientes rangos: 5%-70% de
cobre, 13%-25% de níquel, y 13%-25% de zinc. Por lo general, son usadas en la fabricación de
cubiertos debido a su elevada duración, y su color plateado (Muspratt, 1900?).
Otras aleaciones del Cobre son Cobre-Cadmio, Cobre-Cromo, Cobre-Cromo-Circonio, Cobre-
Hierro-Fósforo, Cobre-Aluminio, Cobre-Berilio, y Cobre-Plata.

IAMB 200810 13 IAMB 200810 14
Evaluación de la recuperación de cobre por vía térmica a partir del lodo generado por precipitación de cobre presente en agua residual galvánica.
18
4.4. EXTRACCIÓN DE COBRE
4.4.1. FUENTES NATURALES DE COBRE
El mineral de Cobre se encuentra principalmente en vetas o yacimientos, solo o acompañado
de otros minerales como el plomo, zinc, y plata. Los minerales más importantes por su
explotación metalúrgica son las siguientes:
4.4.1.1. Menas nativas
Estas menas presentan el mayor yacimiento de cobre nativos, ya que poseen un contenido
promedio del 1% del mismo. Se concentran por diferencia de peso específico en el agua para
obtener un producto con un contenido de cobre entre en 40% y 70%, el cual es fundido en
hornos de reverbero, y sometido a un afinado final. Este proceso tiene como objetivo obtener
un cobre muy puro con un contenido de plata cercano al 0.0022% por tonelada de material
tratado.
4.4.1.2. Menas oxidadas
Estas menas son el resultado de de las alteración y descomposición de minerales sulfurados
primarios por las aguas filtrantes del suelo (Bray, 1962), las cuales actúan sobre los sulfuros
para producir óxidos, sulfatos, silicatos, y sales básicas. Son atractivas desde el punto de vista
metalúrgico ya que se reducen fácilmente por medio de carbono y óxido de carbono, y
suministran un excelente producto final debido a su pureza. Sin embargo, su atractivo ha ido
disminuyendo debido a que estos depósitos se encuentran, en su mayoría, agotados. Los
minerales oxidados presentes en estas son la Cuprita (Cu2O), la Malaquita (CuCO3.Cu(OH)2) la
Azurita (2CuCo3.Cu(OH)2), y la Crisocola (CuSiO3.2H2O) (Kirk, 1962).
4.4.1.3. Menas Sulfuradas
Son las menas más importantes a nivel mundial, y de mayor atractivo metalúrgico a pesar de
ser mezclas complejas de sulfuros de hierro y cobre, asociados a diferentes compuestos de
hierro, zinc, bismuto. selenio, telurio, plata, oro, platino, arsénico y antimonio. Cuando estos
dos últimos no se presentan en el material a tratar, se puede obtener un excelente producto.
Algunos de los minerales presentes en estas menas son la Calcopirita (CuFeS2), la Calcosina
(Cu2S), y la Bornita (Cu5FeS4) (Kirk, 1962).

IAMB 200810 13 IAMB 200810 14
Evaluación de la recuperación de cobre por vía térmica a partir del lodo generado por precipitación de cobre presente en agua residual galvánica.
19
Los minerales que contienen antimonio y arsénico, pueden perjudicar ciertas propiedades del
cobre, como su ductilidad. Es por esta razón, que dichos minerales deben ser sometidos a
complejas operaciones metalúrgicas con el fin de eliminarlos del material. Sin embargo,
durante estas operaciones es posible que se pierda gran parte del cobre presente en el
material. Así mismo, que no se remuevan las cantidades necesarias de arsénico y antimonio ya
que son bastante difíciles de eliminar, en especial el antimonio (Muspratt, 1900?).
En Tabla 4 se presenta una lista de los principales minerales de cobre y sus respectivas
composiciones.
Tabla 4. Minerales de cobre.
Mineral Fórmula Composición, %
Cu Fe S As Sb Azurita 2CuCo3.Cu(OH)2 55.3 - - - - Bornita Cu5FeS4 63.3 11.1 25.6 - - Brocantita CuSO4.3Cu(OH)2 56.2 - - - - Calcocita Cu2S 79.9 - 20.1 - - Calcopirita CuFeS2 34.6 30.5 34.9 - - Crisocola CuSiO3.2H2O 36.2 - - - - Covelita CuS 66.5 - 35.5 - - Cuprita Cu2O 88.8 - - - - Enargita Cu3AsS4 48.4 - 32.6 19 - Malaquita CuCO3.Cu(OH)2 57.5 - - - -
Serie de Tetrahedrita-tenantita Cu3(Sb, As)S3 45.8 - 25 - 29.2 Cu3(As, Sb)S3 51.6 - 28.2 20.2 -
Fuente: Kirk, 1962.
4.4.2. PREPARACIÓN DE MATERIAS PRIMAS EMPLEADAS EN LA
METALURGIA
Antes de comenzar el procedimiento de extracción en sí, es necesario llevar algunos
procedimientos preparatorios de la materia prima con el fin de optimizar las principales
etapas del proceso.
4.4.2.1. Trituración y molienda
Para preparar las menas de cobre es necesario llevar a cabo un proceso de trituración y
molienda del óxido extraído de la naturaleza. Este material tiene usualmente un tamaño entre
0.1 y 1 m. El proceso se realiza usualmente en una secuencia de operaciones en la cual el
tamaño de la materia prima se va reduciendo progresivamente, tomando valores intermedios
de aproximadamente 100 mm, 10 mm y 0.1 mm en cada una de las etapas de la trituración y

IAMB 200810 13 IAMB 200810 14
Evaluación de la recuperación de cobre por vía térmica a partir del lodo generado por precipitación de cobre presente en agua residual galvánica.
20
molienda. Este proceso se lleva a cabo en diferentes equipos dependiendo del tamaño final
deseado. En la primera reducción se puede emplear trituradoras de quijadas, giratorias o de
impacto; en la segunda reducción trituradoras de cono o de rodillo, o molinos de martillo; y
finalmente para lograr el tamaño más pequeño se pueden emplear molinos de bolas o barras
(Rosenqvist, 1987).
4.4.2.2. Tostación
Este proceso se define como el calentamiento de un metal o compuesto metálico por debajo
del punto de fusión con el objetivo de producir un cambio químico con la eliminación de un
compuesto volátil, como por ejemplo azufre, oxígeno, carbono, cloro o vapor de agua (Bray,
1962). Como procesos de tostación pueden considerarse múltiples etapas, como el secado y
calcinación, estas se trataran con mayor detalle más adelante.
En particular a nivel industrial se desea eliminar el azufre, para obtener una mata de mayor
rendimiento. El material usualmente se estratifica, en capas de acuerdo a las proporciones
recomendadas (Bray, 1962).
• Secado: Es una operación para eliminar el agua contenida en las menas o en el coque
por medio de la evaporación. Uno de los requisitos de esta operación es que la presión
de vapor supere la presión parcial en la atmósfera, sin embargo este proceso se puede
mejorar si se garantiza a además que la presión de vapor supere la presión total
atmosférica, esto se logra reduciendo la presión. Para lograr un secado en metalurgia
no es necesario llevar a cabo una reducción en la presión atmosférica (Rosenqvist,
1987).
La evaporación del agua es un proceso endotérmico, el cual requiere inicialmente
alcanzar la temperatura de secado y adicionalmente suministrar el calor necesario
para el paso del estado líquido al estado gaseoso, el calor necesario en este último
paso es de 43.9 kJ (Rosenqvist, 1987). Usualmente no se considera como una
operación independiente, solo cuando existe una un exceso de humedad que pueda
interferir o retrasar otras partes del proceso. Es más económico realizar el proceso
como parte del proceso de tostación o reducción. (Bray, 1962).
A nivel industrial esta operación se realiza pasando gases de combustión calientes por
encima de la sustancia, o empleando combustible adicional. Este proceso se lleva a

IAMB 200810 13 IAMB 200810 14
Evaluación de la recuperación de cobre por vía térmica a partir del lodo generado por precipitación de cobre presente en agua residual galvánica.
21
cabo en hornos, los cuales pueden ser rotatorios, de cama fija o fluidizada (Rosenqvist,
1987). El proceso más sencillo es extender el material sobre ladrillos, sometiéndolo a
calefacción o a aire caliente (Bray, 1962).
El horno rotatorio tiene una pequeña inclinación, en la cual se desliza el material
mientras el aire fluye contracorriente. Otro método es emplear el secador Lowden, el
cual se emplea en los casos en que el material es fino y forma una masa pegajosa, que
se aglomera; en este secador el material se calienta al recorrer una distancia en un
ángulo de 45º donde es agitado y desmenuzado. Para que la operación de secado sea
eficiente debe realizarse a la mayor temperatura posible. Además para garantizar un
buen contacto entre la mena y el aire, deben emplearse partículas pequeñas y remover
frecuentemente (Bray, 1962).
Las menas usualmente tienen una humedad del 5%, la cual puede ser reducida en
estos hornos a valores inferiores al 1%; sin embargo es necesario considerar la
generación de polvos por el rozamiento (Bray, 1962).
• Calcinación: Durante la calcinación se elimina agua, dióxido de carbono, y gases
enlazados químicamente como hidratos o carbonatos. Es importante tener en cuenta
que el agua puede estar en la sustancia en diferentes formas, tales como libre,
absorbida, enlazada débilmente y enlazada fuertemente; de esta forma la temperatura
requerida a medida que se elimina cada tipo de agua incrementa. El hidrato presente
en ciertas sustancias, el cual se encuentra enlazado químicamente, se elimina durante
esta etapa (Rosenqvist, 1987).
Considerando las sustancias y la forma como se encuentran en la sustancia, la
calcinación es más endotérmica que el secado (Rosenqvist, 1987). Además, la
calcinación difiere del secado en que las temperaturas empleadas son más altas. A
excepción de los casos en los que se emplean hornos de cuba, los hornos empleados
son similares a los del secado. La mayor parte de las sustancias de metalurgia, ceden el
agua por debajo de los 300ºC, sin embargo sustancias como los carbonatos necesitan
temperaturas mayores (Bray, 1962).
La calcinación está controlada principalmente por el suministro de calor, y por la
rapidez química de la descomposición, la cual depende de la conducción a través del
material que ya ha sido descompuesto. Para reducir el tiempo necesario de calcinación

IAMB 200810 13 IAMB 200810 14
Evaluación de la recuperación de cobre por vía térmica a partir del lodo generado por precipitación de cobre presente en agua residual galvánica.
22
se puede operar con un exceso de temperatura, sin embargo esto puede causar una
pérdida de reactividad dependiendo del material y un sobrecalentamiento innecesario
(Rosenqvist, 1987).
La calcinación en la industria metalúrgica aplica usualmente para eliminar la humedad
combinada químicamente en las menas de óxido, carbonato y arcillas, y a la
combustión de piedra caliza y otros minerales (Bray, 1962). Una de las principales
aplicaciones de este proceso es la calcinación de piedra caliza para obtener cal, la cual
se emplea en el proceso pirometalúrgico como fundente (Rosenqvist, 1987).
• Tostación oxidante y sulfatante: La tostación oxidante se realiza con el objetivo de
eliminar azufre y oxidar el hierro, aunque también afecta otros compuestos como el
arsénico, el antimonio y el telurio. Algunas menas pueden tostarse autógenamente,
puesto que las reacciones en estas son exotérmicas. Por otro lado la tostación
sulfatante se realiza con el objetivo de producir sulfatos, aunque en el proceso puedan
generarse también óxidos. Algunas reacciones que intervienen en el proceso son las
siguientes:
2Cu2S + 3O2 → 2Cu2O + 2SO2
2CuO + SO2 → Cu2O + SO3
CuO + SO3 → CuSO4
Cu2S + 3SO3 → Cu2O + 4SO2
S2 + 2O2 → 2SO2
2FeS +3O2 → 2FeO + 2SO2
4.4.2.3. Selección de fuente de carbono y coquificación
Cuando se emplea un proceso pirometalúrgico es necesario emplear una fuente de agente
reductor, el cual adicionalmente funciona como combustible. Este material debe ser elegido
antes de cualquier tratamiento. Por practicidad, el agente reductor empleado en la metalurgia
extractiva del cobre es el carbono, el cual puede ser suministrado por diferentes tipos de
fuentes.

IAMB 200810 13 IAMB 200810 14
Evaluación de la recuperación de cobre por vía térmica a partir del lodo generado por precipitación de cobre presente en agua residual galvánica.
23
En la metalurgia se emplean varios tipos de agentes reductores, tales como el carbón, coque,
petróleo y gas natural. Estos compuestos están constituidos principalmente por carbono,
hidrogeno y otros compuestos en menor cantidad como nitrógeno, azufre y oxígeno. Los
carbones y el petróleo tienen un contenido de óxidos de metales y silicatos, los cuales
componen las cenizas que no reaccionan. La mayor parte del carbón contiene azufre, el cual se
elimina como SO2, pero también puede contaminar el metal (Rosenqvist, 1987).
La mayoría de hidrocarburos no son estables a temperatura ambiente, sin embargo la lentitud
de las reacciones evita que estos se descompongan. El nitrógeno presenten en los carbones se
elimina como amoniaco, pero dada su inestabilidad se libera como nitrógeno gaseoso. El
azufre del carbón, cuando no hay oxígeno se convierte en sulfuro de hidrógeno o permanece
como sulfuro metálico (Rosenqvist, 1987).
El calor de combustión puede estimarse a partir de la formula de Dulong:
)9(4.2492)8/(1423338 MHSOHCNCP +−+−+=
Donde NCP es la potencia calorífica neta (kJ/kg) y los las letras C, H, O, S representan el
porcentaje en peso de los elementos, y M, representa la humedad. Esta fórmula no toma en
cuenta el calor de formación de los elementos, sin embargo este puede considerarse
despreciable (Rosenqvist, 1987).
Previamente al uso de de carbón en el proceso metalúrgico se puede realizar una operación
previa, llamada coquificación. La coquificación es el proceso durante el cual se calienta el
carbón en ausencia de aire, para eliminar los compuestos volátiles (Rosenqvist, 1987).
• A baja temperatura: Se efectúa a una temperatura aproximada de 500ºC, obteniendo
“Carbón de leña” el cual tiene un contenido de hidrógeno considerable. Este material
tiene uso domestico, porque no produce humo, pero su aplicación metalúrgica es
limitada. El gas producto de este proceso es rico en hidrocarburos y alquitrán
(Rosenqvist, 1987).
• A alta temperatura: Se efectúa a aproximadamente 1000ºC. El gas producido es rico en
hidrocarburos superiores, también tiene presencia de CO, CO2, H2O, C2H6, H2S, entre
otros. El coque obtenido tiene un contenido de material volátil entre 1 y 2%, y es el
empleado en la industria metalúrgica (Rosenqvist, 1987).
IAMB 200810 13 IAMB 200810 14
Evaluación de la recuperación de cobre por vía térmica a partir del lodo generado por precipitación de cobre presente en agua residual galvánica.
24
Este proceso se realiza usualmente en retortas, por el “método de los subproductos”,
garantizando que el calor suministrado por conducción pase a través de la carga que se está
coquizando (Rosenqvist, 1987).
El horno de coque está formado por una serie de retortas entre cámaras de combustión. Los
gases calientes producto de la combustión pasan a través de cámaras regeneradoras, para
aprovechar la energía calorífica. El coque deseado debe tener cierta resistencia mecánica, por
este motivo se emplean los “carbones coquizables”, estos inicialmente atraviesan por un
estado parcialmente fluido, para luego con el calentamiento expulsar los gases y solidificar el
fluido obteniendo coque sólido (Rosenqvist, 1987).
El proceso de coquificación es exotérmico. El calor perdido es aproximadamente 2000kJ/kg, el
cual es el mismo que el empleado para cubrir las pérdidas por calor (Rosenqvist, 1987).
4.4.3. MÉTODOS DE EXTRACCIÓN DE COBRE
La mena, ya sea oxidada o sulfurada, la cual ya ha sido tostada, se somete a un proceso de
lixiviación con un disolvente como ácido sulfúrico o sulfato férrico. Estos compuestos solo
disuelven los óxidos de cobre pero no afectan los otros minerales, únicamente el hierro de
forma ligera. Los residuos se filtran o decantan, y el cobre en solución se recupera por
precipitación química o eléctrica. La mayor parte de las reacciones se efectúan a temperaturas
bajas (Bray, 1962).
4.4.3.1. Métodos por via seca o pirometalúrgicos
Las menas oxidadas pueden reducirse con facilidad en el horno de cuba o en el horno
reverbero para obtener cobre negro o impuro, adicionando coque y fundente. El coque es
empleado para elevar la temperatura hasta el punto en que las reacciones químicas de
reducción pueden darse y los componentes fundirse, además aporta carbono y óxido de
carbono para la obtención del metal por reducción de los óxidos. Debido a la alta insolubilidad
y diferencias en el peso específico del cobre y la escoria, estos pueden ser separados
fácilmente (Bray, 1962).
El proceso de fusión con minerales sulfurados también se puede llevar a cabo en los mismos
hornos, pero empleando principios diferentes. Se adiciona la mena tostada o cruda, el coque y
el fundente. El fundente se une a la ganga del mineral para dar una escoria que se funda. El

IAMB 200810 13 IAMB 200810 14
Evaluación de la recuperación de cobre por vía térmica a partir del lodo generado por precipitación de cobre presente en agua residual galvánica.
25
azufre reacciona con el cobre y con el hierro para dar una mata insoluble en la escoria, y con
un peso específico superior. El cobre obtenido es más concentrado, luego puede refinarse con
calor o electrolíticamente (Bray, 1962).
4.5. MÉTODOS PIROMETALÚRGICOS DE EXTRACCIÓN DEL COBRE
4.5.1. FUSION Y TIPO DE HORNOS PARA LA FUSION
Debido a que los procesos metalúrgico son heterogéneos, el objetivo principal de los
siguientes hornos es lograr que las fases reaccionantes entren en contacto en condiciones
tales que las reacciones químicas sean favorables para proporcionar la energía necesaria que
permita la separación de los productos (Rosenqvist, 1987).
La fusión, en especial, tiene como objetivo escorificar los óxidos extraños presentes en el de
fases fundidas. La fusión es un proceso físico en el que la separación de las fases líquidas,
debido a las altas temperaturas involucradas en el proceso, ocurre por inmiscibilidad de las
mismas. Esto último la convierte en un paso inevitable en el proceso de extracción del cobre
4.5.1.1. Horno de Cuba
Un horno de cuba u horno alto es especial para metalurgia, en este se lleva a cabo la fusión de
minerales que permiten la formación de la mata y la escoria. Está compuesto por grandes
cavidades formadas por dos troncos de conos, unidos por su base mayor, que cuentan con un
recubrimiento de ladrillo refractario. Se encuentra compuesto por las siguientes partes, que
se pueden observar en la Ilustración 3: una cuba de forma troncocónica que constituye la
parte superior del horno, un vientre, un etalaje también de forma troncocónica en el que
ocurre una disminución del volumen debido a las reacciones que se llevan a cabo en él, y un
crisol cilíndrico que recoge la fundición líquida, mata mas escoria, que quedan flotando en
estado líquido (Rosenqvist, 1987).

IAMB 200810 13 IAMB 200810 14
Evaluación de la recuperación de cobre por vía térmica a partir del lodo generado por precipitación de cobre presente en agua residual galvánica.
26
Ilustración 3. Partes del Horno de Cuba1.
El producto de cobre generado por este horno es bastante impuro por lo que su uso en la
industria metalúrgica se ha limitado a la reducción de los minerales de oxido, y a la reducción
de escoria procedente de las refinerías de cobre. No obstante, se sigue usando en la obtención
del hierro. Por lo general, estos hornos obedecen a los siguientes principios fundamentales
(Bray, 1962):
• La zona de fusión es la parte más caliente del horno, en esta se calientan los gases que
se emplearán para la reducción química y para transportar el calor al material que se
encuentra en la parte superior del horno.
• El proceso de fusión se da gracias a la reacción que existe entre la corriente de gas
ascendente y los sólidos de la carga.
• La cantidad de coque presente en el proceso es la que determina el tipo de fusión que
se está llevando a cabo. Si contiene menor cantidad de coque y exceso de oxígeno se
conoce como fusión oxidante. Si por el contrario, se presenta exceso de coque y
grandes cantidades de óxido de carbono se conoce como fusión reductora.
• La forma y el tamaño del horno dependen de la fuente de calor, es decir, se debe al
carbono o azufre.
1 Fuente: Tecnología Industrial (En línea). Partes de un Horno Alto. Recuperado el 4 de junio de 2008, en http://www.tecnologiaindustrial.info/index.php?main_page=document_general_info&products_id=264

IAMB 200810 13 IAMB 200810 14
Evaluación de la recuperación de cobre por vía térmica a partir del lodo generado por precipitación de cobre presente en agua residual galvánica.
27
Como se menciono anteriormente en los principios fundamentales del Horno de Cuba, en este
tipo de hornos se presentan dos clases de fusión, la fusión oxidante y la reductora. Durante la
fusión oxidante, se usan menores cantidades de coque para llevar a cabo las reacciones de
formación de matas y escorificación. Durante la fusión oxidante se cuenta con el calor
generado en la oxidación del azufre y del hierro. La cantidad de coque puede oscilar entre el
3% y 16% del peso de la carga (Bray, 1962).
La química de la fusión oxidante, se basa en que la temperatura en la parte superior del horno
es del orden de 200 °C al comienzo del proceso, temperatura suficiente para lograr la
deshidratación cuando se coloque la carga en el horno y la pirita presente se descomponga
como se indica a continuación (Kirk, 1962):
2FeS2 → 2FeS + S2
S2 + 2O2 → 2SO2
A medida que va descendiendo el material por el horno este se va encontrando con mayores
temperaturas, y los óxidos de cobre son reducidos por el carbono y el óxido de carbono, de tal
manera que el cobre se pueda sulfurar debido al azufre presente como se muestra a
continuación:
Cu2O + CO → 2Cu + CO2
2Cu2O + C → 4Cu + CO2
CuO + CO → Cu + CO2
2Cu2O + C → 2Cu + CO2
2Cu + FeS → Cu2S + Fe
Cu2O + FeS → Cu2S + FeO
2Fe + O2 → 2FeO
2FeO + CO2 → Fe2O3 +CO
Debido a la afinidad del cobre y del hierro por el azufre, este último se seguirá combinando
con el cobre presente, mientras que una parte del hierro comenzará a hacer parte de la mata,

IAMB 200810 13 IAMB 200810 14
Evaluación de la recuperación de cobre por vía térmica a partir del lodo generado por precipitación de cobre presente en agua residual galvánica.
28
y la otra parte de la escoria. Por otro lado, la oxidación del sulfuro de hierro entrará a
suministrar parte del calor requerido por el proceso, debido a que la totalidad de este no es
suministrado por la combustión del coque.
La mata formada durante este proceso es fundida a una temperatura de 950 °C con el fin de
producir los sulfuros cuprosos y ferrosos que son los compuestos que la forman. Paralelo a
este proceso, se oxida algo de arsénico y antimonio de acuerdo a las siguientes reacciones
(Sevryukov, Kuzmin, & Chelishchev, 1965):
2As2S3 + 9O2 → 2As2O3 + 6SO2
2Sb2S3 + 9O2 → 2Sb2O3 + 6SO2
A una temperatura inicial y final de 800 y 1100 °C respectivamente, se calcina la piedra caliza
presente en la mena de acuerdo a la siguiente reacción:
CaCO3 → CaO + CO2
Adicionalmente, se siguen llevando las reacciones de conversión que tienen como objetivo
eliminar el azufre y hierro presente en la mata, como se presenta a continuación (Kirk, 1962):
2Cu2S + 3O2 → 2Cu2O + 2SO2
Cu2S + 2 Cu2O → 6Cu + SO2
Finalmente la mata fundida es separada de la escoria, que es un silicato ferrocálcico complejo,
en el horno y finalmente, se deje reposar en un crisol. Esta mata puede tener un contenido de
cobre que oscila entre un 15% y 50%, además de otras impurezas como arsénico y antimonio.
La escoria puede tener entre un 0.25% y 0.55% de cobre.
Si la mena contiene grandes cantidades de arsénico y antimonio se forma un speiss, el cual
puede o no ser separado de la mata; eso depende de las cantidades existentes. Los polvos
voladores formados durante el proceso por partículas de la mena, fundente y combustible
escapan junto con el gas por la parte superior del horno. Una parte de este es separado por
sedimentación, y la otra parte restante es precipitada electrostáticamente (Bray, 1962).
Una vez que el cobre de la mata depositada en el crisol ha recuperado su licuación, es recogida
y enviada a conversión donde se reduce a cobre blíster y se cuela en lingotes o ánodos para su
distribución en la industria (Bray, 1962).

IAMB 200810 13 IAMB 200810 14
Evaluación de la recuperación de cobre por vía térmica a partir del lodo generado por precipitación de cobre presente en agua residual galvánica.
29
4.5.1.2. Horno de Reverbero2
Este horno es de forma rectangular, y se encuentra cubierto por una bóveda de ladrillo
(papilla de arena de sílice) que le permite aprovechar la radiación calorífica y poder alcanzar
la temperatura necesaria para la formación de la mata y la escoria (Rosenqvist, 1987).
Ilustración 4. Horno de Reverbero3.
Al igual que el Horno de Cuba, el Horno de Reverbero tiene como objetivo concentrar el cobre
en una mata, y escorificar parte del hierro y demás minerales presentes con el fin de
separarlas en dos capas inmiscibles. Sin embargo, en la carga del horno solo se llevan a cabo
un reducido número de reacciones, en comparación con las que ocurren en el horno cuba.
Estos hornos realizan las siguientes funciones dentro del proceso de fundición (Bray, 1962):
• Fundir la mena y el fundente lo más rápido posible y con la mínima pérdida de calor.
• Permitir la formación de mata y escoria.
• Mantener la temperatura elevada de tal manera que la escoria y la mata permanezcan
fluidas y se pueden separar fácilmente.
La carga que se le suministra al horno debe contar con ciertas características que pueden
influir en el desarrollo del proceso. Por ejemplo, se debe ajustar el contenido de cobre y azufre
por medio de procesos de tostación con el fin de obtener una mata con la riqueza deseada, se
debe tener en cuenta las características físicas y químicas del material de la mena ya que estas
pueden varia si el material se encuentra seco o húmedo, o si fue sometida a un segundo
tratamiento.
2 Reverberar = reflejar (Rosenqvist, 1987) 3 Fuente: Universidad Complutense Madrid (En línea). Hornos de fusión. Recuperado el 4 de junio de 2008, en http://www.ucm.es/info/metal/transpare/Ballester/Premat7.pdf. Junio 4 de 2008.

IAMB 200810 13 IAMB 200810 14
Evaluación de la recuperación de cobre por vía térmica a partir del lodo generado por precipitación de cobre presente en agua residual galvánica.
30
De la misma forma, el tipo de combustible utilizado debe seleccionarse de acuerdo a ciertos
factores como el poder calorífico, disponibilidad y costos debido a que durante el proceso se
debe alcanzar una combustión rápida y total, de manera que se puede mezclar completamente
el combustible con el aire de combustión. Es por esta razón, que el combustible más atractivo
para este caso es el fuel-oil. Este combustible permite lograr una mezcla más íntima con el
aire, se maneja con mayor facilidad, no contiene tantas cenizas y produce una temperatura en
la llama muy elevada (Bray, 1962).
Las reacciones químicas que ocurren en este horno pueden ser de dos tipos: la primera es
metátesis, donde todo el cobre es convertido a su forma sulfurada, y la mayor parte del hierro
es oxidado de manera tal que se puede unir al fundente y formar escoria; la segunda involucra
todas las reacciones que se llevan a cabo entre los componentes de la carga y la atmósfera, las
cuales implican la formación y liberación de anhídrido sulfuroso.
El proceso de fusión en este tipo de hornos comienza cuando la mezcla de minerales
proveniente del horno de tostación, y los fundentes calientes son introducidos al horno a
través de tuberías refrigeradas con agua. A medida que se va introduciendo la carga, el calor
va penetrando el material eliminando la humedad presente y parte del azufre.
Esta carga ya tostada puede contener Cu2S, Cu2O, CuO, CuSO4, FeS, FeSO4, Fe2O3, Fe3O4 y SiO2,
además de varios compuestos de silicatos de hierro. A partir de los cuatro primeros
compuestos es que se generará la formación de cobre u óxido de cobre cuando el proceso a
llega a los 500 °C aproximadamente. Las reacciones que se llevan a cabo son las siguientes
(Muspratt, 1900?):
Cu2S + 2Cu2O → 6Cu + SO2
Cu2S + 2CuO → 4Cu + SO2
Cu2O + FeS → Cu2S + FeO
2Cu + FeS ↔ Cu2S + Fe
El óxido de cobre es sulfurado a causa de la presencia de azufre y sulfuro ferroso en la carga.
Mientras que los silicatos de cobre y demás minerales de carbonato se descomponen y
sulfuran de acuerdo con las siguientes reacciones:
Cu2SiO3 + FeS →Cu2S + FeSiO3

IAMB 200810 13 IAMB 200810 14
Evaluación de la recuperación de cobre por vía térmica a partir del lodo generado por precipitación de cobre presente en agua residual galvánica.
31
CuCO3.Cu(OH) → 2CuO + H2O + CO2
CaCO3 → CaO + CO2
CuO + FeS → CuS + FeO
Por otro lado, a medida que va aumentando la temperatura, los óxidos de hierro se van
reduciendo debido a la presencia de sulfuros de hierro, hierro y anhídrido sulfuroso. De esta
forma, se logra eliminar hierro en forma de óxido ferroso que ayudara en la formación de la
escoria (Hayward, 1964).
Fe4O + Fe → 4FeO
FeS + 3Fe3O4 → 10FeO + SO2
FeS + 3Fe2O3 → 7FeO + SO2
6FeS + 4SO2 → 2 Fe2O3 + 5S2
FeO + SiO2 → FeO. SiO2
La magnetita se suele formar a los 1200 °C como resultado de la reacción entre el sulfuro de
hierro y el anhídrido sulfuroso. Esta magnetita suele favorece la retención de cobre en la
escoria del Horno de Reverbero (Bray, 1962).
(Cu2S)2FeS + 2Cu → 3Cu2S + Fe
2Cu2O +3FeS → (Cu2S)2FeS + 2FeO
Una vez que el proceso ha llegado a los 900 °C, los sulfuros ferrosos y cuprosos se funden el
uno en el otro, hasta que la mata se funde a una temperatura de 980 °C. La escoria solo se llega
a formar cuando se ha llegado a los 1000 °C. En este caso, las cantidades de antimonio y
arsénico presente en los minerales se volatilizan o se disuelven en la mata (Hayward, 1964).
Los productos de la fusión en el Horno de Reverbero son una mata con un contenido de cobre
del 34% al 36%, menos rica que la producida en el Horno de Cuba, una escoria mucho más
ácida que las escorias de los Hornos de Cuba, speiss y polvos voladores.

IAMB 200810 13 IAMB 200810 14
Evaluación de la recuperación de cobre por vía térmica a partir del lodo generado por precipitación de cobre presente en agua residual galvánica.
32
4.5.2. FORMACIÓN DE ESCORIAS
Para la eliminación de impurezas presentes en las menas de cobre y de metales en general, se
emplean mezclas de óxidos (fundentes) que formen escorias y permitan la remoción de las
mismas por diferencia de densidad e insolubilidad. La escoria permite la separación del metal
fundido, aunque su función principal es absorber la ganga, y transportar óxidos necesarios
cuando se emplean operaciones de afino; mientras que durante la fusión impide que el metal
se oxide, o se contamine (Bray, 1962). De esta manera, las escorias son mezclas fundidas
formadas por óxidos y silicatos metálicos, que pueden contener fosfatos, boratos, sulfuros,
carburos o haluros. Las escorias usualmente contienen los elementos que no se reducen, o
elementos que se oxidan en la refinación (Rosenqvist, 1987).
La escoria se forma durante el proceso de fusión y afino. Cuando el agente reductor es
carbono, la escoria está compuesta por el fundente y residuos de la mena. Si el carbono no es
el agente reductor, la escoria está compuesta por la forma oxidada del agente reductor
empleado, el fundente y los residuos de la mena (Bray, 1962).
Para obtener los mejores resultados durante el proceso, la escoria debe cumplir las siguientes
condiciones: no ser demasiado costosa, formarse y fundir a una temperatura baja, ser fluida a
las temperaturas de trabajo, tener un peso específico bajo (la diferencia entre la mena o el
metal debe ser de una unidad), no disolver en grandes cantidades el metal, y no contener altas
cantidades de material volátil (Bray, 1962).
Entre los requisitos que debe cumplir, la temperatura del punto de fusión y formación de
escorias debe ser bajo para disminuir el consumo de combustible. La mayoría de escorias
funden a una temperatura de 1250ºC o menor. Teniendo en cuenta que la temperatura de
fluidez determina la capacidad del horno y la capacidad purificadora de la escoria, esta tiene
una mayor importancia en el proceso. Se encuentra por encima en 100 a 200ºC del punto de
formación y permite que el proceso sea más rápido (Bray, 1962).
El material empleado para la formación de escorias depende del objetivo del proceso. Por
ejemplo, para determinar contenidos de plata y oro se utiliza sodio, potasio y plomo, mientras
que para los hornos a gran escala como el de Cuba o Reverbero se debe emplear piedra caliza,
sílice y óxido de hierro. En la metalurgia las escorias generadas más importantes son las de
sílice o silicatos, puesto que es la impureza más común que hay que separar en las menas. Por
IAMB 200810 13 IAMB 200810 14
Evaluación de la recuperación de cobre por vía térmica a partir del lodo generado por precipitación de cobre presente en agua residual galvánica.
33
tanto las escorias deben ser mezclas muy complejas de óxidos básicos constitutivos y de sílice
(Bray, 1962).
Teniendo en cuenta que otro de los elementos más comunes en las menas es el azufre, es de
interés conocer que este puede disolverse en las escorias fundidas como ion sulfuro o como
sulfato. En condiciones reductoras predomina el sulfuro, mientras que el sulfato en
condiciones oxidantes (Rosenqvist, 1987).
4.5.2.1. Fundentes
Para la formación de las escorias se emplean fundentes, los cuales son mezclas de óxidos. El
efecto entre fundentes es similar al efecto que tiene una aleación. Los puntos de fusión de los
óxidos suelen ser muy elevados, pero cuando estos se combinan este punto de fusión suele
disminuir, alcanzando en el eutéctico el punto de fusión más bajo (Bray, 1962).
Un ejemplo de este fenómeno es la mezcla entre sílice pura y alúmina, la primera con un punto
de fusión en 1710ºC, y la segunda en 2050ºC, las cuales en una combinación de 94.5% y 5.5%
respectivamente tienen un punto de fusión de 1545ºC. En la preparación de fundentes la
mezcla de un tercer ingrediente logra reducir aún más la temperatura de fusión en la mezcla
de óxidos (Bray, 1962).
Las escorias del alto horno de hierro están compuestas por el sistema SiO2-CaO-Al2O3, con una
composición de 40 a 70% de SiO2, y entre 10 y 20% de Al2O3. Esta combinación tiene un punto
de fusión inferior a 1400°C, mientras que sus compuestos puros tienen puntos de fusión entre
los 1700 y 2600°C (Rosenqvist, 1987).
Por otro lado, las escorias ferrosas son empleadas durante la fabricación de acero y en la
fusión de menas de cobre y plomo. Sus componentes principales son SiO2, CaO y FeO
(Rosenqvist, 1987). El punto de fusión de una mezcla de 45% de óxido ferroso, 45% sílice y
10% cal, tiene un punto de fusión de 1010ºC (Bray, 1962). Estas escorias también pueden
contener Fe2O3 por las condiciones oxidantes de los procesos, y algunas porciones de MgO,
MnO, Al2O3, P2O5 y ZnO. Para la refinación de cobre se han empleado históricamente silicatos
de hierro con poca concentración de cal, pero las escorias de cal ferrita aparecieron como
alternativa. Estas últimas son particularmente útiles durante el proceso de conversión
(Rosenqvist).

IAMB 200810 13 IAMB 200810 14
Evaluación de la recuperación de cobre por vía térmica a partir del lodo generado por precipitación de cobre presente en agua residual galvánica.
34
El tipo de fundente que se debe emplear depende del tipo de mena que se trata, y de la
composición de la misma. Algunas menas contienen los componentes de la escoria en las
proporciones indicadas, por tanto no necesitan la adición de fundente, y son llamadas
autofundentes; estas se presentan en muy pocos casos. Para obtener buenos resultados con la
adición de fundentes debe evitarse la adición de fundentes estériles (Bray, 1962). Para la
fusión de menas de cobre el sílice es empleado como fundente (Rosenqvist, 1987).
Otros compuestos empleados como fundentes son los nitratos de sodio y potasio, óxidos de
plomo y manganeso, y cianuros; empleados para recuperar oro y plata. También se pueden
mencionar el fluoruro de calcio, el sulfato de sodio, el borax, diversos cloruros, entre otros.
Los óxidos de magnesio y de manganeso tienen efectos similares a los de óxido de hierro
(Bray, 1962).
A continuación se presenta una breve descripción de los fundentes más empleados a nivel
industrial:
• Piedra caliza: Es ampliamente utilizada en la metalurgia, esta se descompone en cal
(CaO) y en anhídrido carbónico (CO2). La cal disminuye el peso específico y el punto de
fusión de la escoria. Este compuesto se emplea en la mayoría de los casos con una
cantidad de óxido de hierro que tiende a mejorar la viscosidad y el punto de fusión
(Bray, 1962).
• Oxido de hierro: Puede emplearse una mena de hierro corriente, pero por economía
resulta conveniente emplear “gossan”, el cual es pobre en hierro con trazas de metales
preciosos. Los ferrosilicatos son muy fluidos cuando el contenido de óxido de hierro es
alto, pero tienen un elevado peso específico y tienden a corroer los revestimientos de
los hornos. Este óxido es un poco más costoso comparado con otros fundentes (Bray,
1962).
• Sílice: Es corriente y barato. Es posible emplear menas siliciosas pobres pero que
tienen trazas de oro y plata (Bray, 1962).
Un parámetro de interés en las escorias es su capacidad básica, la cual depende del contenido
de cal y sílice que tenga la escoria; si tiene un alto contenido de cal, es básica, si tiene un alto
contenido de sílice es ácida. Así como la basicidad en las soluciones depende de la

IAMB 200810 13 IAMB 200810 14
Evaluación de la recuperación de cobre por vía térmica a partir del lodo generado por precipitación de cobre presente en agua residual galvánica.
35
concentración de iones H o OH, en este caso depende de la afinidad por el oxígeno (Muspratt,
1900?)(Kirk, 1962)(Rosenqvist, 1987).
4.5.3. CONVERSION DE LAS MATAS DE COBRE
La conversión de matas de cobre obtenidas en Hornos de Cuba o en Hornos de Reverbero
después del proceso de fusión, es un método que consiste en separar el metal de la mata
fundida en una sola operación, mediante la inyección de aire en un convertidor revestido con
material refractario adecuado. Los convertidores pueden ser horizontales o verticales, con
revestimientos básicos o ácidos. Estos últimos son lo que suministran la sílice necesaria para
la escorificación del óxido ferroso. Sin embargo, el revestimiento básico posee ciertas ventajas
sobre el ácido, ya que es éste ha permitido dar dimensiones mayores a los convertidores que
los revestimientos ácidos. (Muspratt, 1900?).
El principio de este proceso se basa en que si se infla una mata cobriza compuesta por sulfuro
cuproso y ferroso, el sulfuro ferroso se oxidará primero que el cuproso. De esta forma,
durante la primera etapa o periodo de escorificación de la operación, el sulfuro ferroso se
oxidará, el óxido ferroso se unirá con la sílice de la carga, si el proceso ocurre en presencia de
esta, y el anhídrido sulfuroso formado se escapara por la boca del convertidor. Durante este
proceso es posible que se elimine también algo de arsénico y antimonio. Ambos procesos se
llevan a cabo de acuerdo a las siguientes reacciones (Sevryukov, Kuzmin & Chelishchev,
1965).
2FeS + 3O2 → 2FeO + 2SO2
FeO + SiO2 → FeO.SiO2
2As2S3 + 9O2 → 2As2O3 + 6SO2
2Sb2S3 + 9O2 → 2Sb2O3 + 6SO2
Al final del periodo de escorificación, todo el azufre asociado al hierro se ha oxidado, por lo
tanto se inicia la segunda etapa o periodo de escorificación del blíster. En esta segunda etapa
el sulfuro cuproso se oxida a óxido cuproso, y este a su vez se reduce a cobre y anhídrido
sulfuroso como se indica a continuación:
2Cu2S + 3O2 → 2Cu2O + 2SO2
IAMB 200810 13 IAMB 200810 14
Evaluación de la recuperación de cobre por vía térmica a partir del lodo generado por precipitación de cobre presente en agua residual galvánica.
36
Cu2S + 2cU2O → 6Cu + SO2
Este proceso continúa hasta que se ha eliminado la totalidad del azufre presente en la mata,
aunque es imposible convertirla toda, debido a que si queda sulfuro ferroso sin oxidar el
cobre permanecerá en forma de sulfuro. Por consiguiente, si durante la primera etapa se
enriquece la mata en óxido cuproso mientras se oxida y escorifica el hierro, y se silicata el
cobre presente, formara de nuevo sulfuro cuproso de acuerdo a la siguiente reacción
(Muspratt, 1900?):
2Cu2O.SiO2 + 2FeS → 2Cu2S + 2FeO.SiO2
De igual forma, durante el desarrollo del proceso de conversión se forma magnetita en el
revestimiento y bocas de la tobera, de acuerdo a la siguiente reacción. Sin embargo, la
formación de esta se restringe regulando la temperatura y la naturaleza de la escoria.
6FeS + 4SO4 → 2Fe2O3 + 5S2
Los productos que se obtienen de la operación de conversión son cobre blíster, escoria y
polvos voladores. El cobre blíster es todavía un cobre impuro dado que posee un alto
contenido de metales preciosos por lo que debe someterse a un afino y purificación ulterior,
antes de ser usados en la industria. La escoria es todavía relativamente rica en cobre por lo
que generalmente es devuelta al Horno de Cuba o Reverbero para una nueva fundición. Las
pérdidas durante la operación se deben a la formación de los polvos cuyo contenido de cobre
oscila entre el 1% y 2% (Kirk, 1962).
4.5.4. AFINO DEL COBRE BLISTER
Como se mencionó anteriormente, el cobre blíster producido durante la operación de
conversión contiene muchas impurezas como arsénico, antimonio, hierro y bismuto, si se
encuentran presentes en la mena, razón por la cual este cobre deber ser afinado para que
puede ser empleado directamente en la industria.
El afino se suele llevar a cabo por medio de procedimientos térmicos o electrolíticos. Este
último, se emplea solamente cuando la cantidad de impurezas presentes en el cobre blíster
son mínimas, ya que el afino térmico suele ser mucho más costoso que el electrolítico (Bray,
1962).

IAMB 200810 13 IAMB 200810 14
Evaluación de la recuperación de cobre por vía térmica a partir del lodo generado por precipitación de cobre presente en agua residual galvánica.
37
4.5.4.1. Afino térmico del cobre
Este tipo de afino, se realiza en hornos de reverbero modificados que deben ser más
resistentes a los empleados en la fusión dado que las cargas son mucho más grandes. Estos
hornos, construídos en ladrillo de sílice, emplean como combustible carbón pulverizado, fuel o
gas y conservan el calor en calderas de recuperación a partir de los gases que salen de los
hornos (Bray, 1962).
El proceso empieza cuando el horno es alimentado con el cobre blíster que suele llegar en
foma de lingotes, cátodos o líquido. Una vez que este material ha sido fundido en su totalidad
se comienza con la primera etapa del proceso, llamada oxidación o flapping (Bray, 1962). En
esta etapa se sopla aire por las tuberías del horno de manera que se exponga el metal fundido
a la acción de este. De esta forma, se logra oxidar las impurezas que pueden escapar con los
gases o penetrar la escoria. Durante esta primera etapa la escoria se va separando
continuamente hasta que se detiene el proceso de formación, dejando una capa fundida y
limpia de óxido cuproso (Kirk, 1962).
La oxidación del cobre y el óxido cuproso obedecen a las siguientes reacciones, al igual que la
oxidación del anitmonio y arsénico:
4Cu + O2 → 2Cu2O
Cu2O + SiO2 → Cu2O.SiO2 (escoria)
5Cu2O + 2As → As2O5 + 10Cu
As2O5 + Cu2O →Cu2O.As2O5
5Cu2O + 2Sb → Sb2O5 +10Cu
Sb2O5 +Cu2O → Cu2O.Sb2O5
2Cu2S + 3O2 → 2Cu2O + 2SO2
Estando es estado líquido, el arsénico tiendo a aferrarse fuertemente al cobre causando
efectos perjudiciales sobre la conductividad del producto final. Debido a esto, su eliminación
suele hacerse con carbonáto sódico una vez que la etapa de oxidación ha terminado. De esta
forma cuando comienze la segunda etapa el arsénico ya se ha separado por completo
(Sevryukov, Kuzmin, & Chelishchev, 1965).

IAMB 200810 13 IAMB 200810 14
Evaluación de la recuperación de cobre por vía térmica a partir del lodo generado por precipitación de cobre presente en agua residual galvánica.
38
En la segunda etapa se realiza la reducción del contenido de óxido cuproso hasta alcanzar el
grado deseado por medio de la destilación destructiva de la madera. Durante esta destilación
se producen hidrógenos, hidrocarburos, óxidos de carbono y vapor de agua que van a reducir
el óxido cuproso en cobre, y a acelarar las reacciones que intervienen en el proceso. Al final
del proceso, cuando ya se ha alcanzado el grado deseado, se obtiene un cobre conocido como
tough pitch, el cual dentro de los límites de su composición del metal alcanza el grado más alto
de maleabilidad y ductilidad. Este cobre es de color rosado, posee brillo metálico y una
densidad que varía entre 8.30 y 8.75 (Bray, 1962).
Esta segunda estapa se realiza de acuerdo a las siguientes ecuaciones (Sevryukov, Kuzmin, &
Chelishchev, 1965):
2Cu2O +C → 4Cu + CO2
Cu2O + CO →2Cu + CO2
4.5.4.2. Afino Electrolítico
En el afino electrolítico, es el método más usado en el afino de cobre debido a que por medio
del afino térmico no se eliminan ciertas impurezas, especialmente de antimonio y arsénico,
por lo que una gran cantidad de cobre blíster se suele refinar por el método electrolítico. En
este caso, los ánodos de cobre son puestos en un tanque con una solución de sulfato de cobre
acidulada (electrolito) de manera que el cobre blíster sirva de ánodo en el proceso (Kirk,
1962).
De acuerdo con lo anterior, el proceso que se lleva a cabo en el afino electrolítico consiste en
que, bajo la acción de una corriente que atraviesa la solución de sulfato de cobre, el cobre de
los ánodos (obtenidos a partir del moldeo del cobre blíster) se disuelve y se vuelve a depositar
en el cátodos (placas de cobre puro producidas durante el proceso) como cobre electrolítico
con un alto grado de pureza. Con ánodos solubles la reacción en el ánodo y cátodo son
(Sevryukov, Kuzmin, & Chelishchev, 1965):
Cu → Cu+2 + 2e- (ánodo)
Cu+2 + 2e → Cu (cátodo)

IAMB 200810 13 IAMB 200810 14
Evaluación de la recuperación de cobre por vía térmica a partir del lodo generado por precipitación de cobre presente en agua residual galvánica.
39
Las impurezas contenidas en el cobre blíster se depositan en los lodos en el fondo de la cuba o se
disuelven en el electrolito, razón por la cual este último debe ser purificado para evitar que el
cobre catódico se contamine. Esta contaminación es independiente a la originada por los lodos
anódicos, ya que la contaminación del electrolito es causada dado que el metal depositado es algo
poroso y arrastra cierta cantidad al electrolito. Los lodos anódicos se producen debido a la
acumulación de barro o lodo en el fondo del depósito durante la electrólisis (Hayward, 1964).
El cobre presente en el electrolito es disuelto químicamente con ayuda del oxígeno atmosférico,
mientras que los lodos son sometidos a una tostación oxidante en horno de reverbero a 350 °C, y
luego son lixiviados con una solución caliente de ácido sulfúrico como se presenta a continuación
(Hayward, 1964):
2Cu + O2 + 2H2SO4 → 2CuSO4 + 2H2O
Cu2O + H2SO4 → CuSO4+H2O +↓Cu
4.5.5. TRATAMIENTO DE HUMOS Y POLVOS METALÚRGICOS
Los factores que determinan el tratamiento a emplearse son: la temperatura del humo, el
contenido de calor sensible, la cantidad producida por día, la naturaleza del gas y la naturaleza
y cantidad del material suspendido (Bray, 1962).
Los gases producto de los procesos metalúrgicos suelen ser nitrógeno, óxido de carbono,
anhídrido carbónico, vapor de agua, oxígeno, anhídrido sulfúrico y anhídrido sulfuroso.
Solamente de los dos últimos se pueden obtener productos secundarios valiosos. La cantidad
de polvos4 depende de varias variables como el grado de división de la carga, el grado de
agitación de las operaciones de alimentación y el peso específico de la misma. Su composición
química depende del tipo de material que se trate (Bray, 1962).
Actualmente, en las grandes explotaciones los humos y vapores cargados de compuestos
metálicos son enfriados en conjunto con el fin de que parte de los polvos presentes en estos,
se depositen en canales y cámaras de condensación. Por otro lado, los polvos no condensados
pueden ser tratado en cámara de sacos las cuales tiene por objeto recoger el polvo no
depositado durante el recorrido de los humos y vapores a través de los canales y cámaras. Los
polvos voladores recuperados pueden someterse a procesos de retroalimentación en hornos
4 Finos que se arrastran con los gases.
IAMB 200810 13 IAMB 200810 14
Evaluación de la recuperación de cobre por vía térmica a partir del lodo generado por precipitación de cobre presente en agua residual galvánica.
40
de cuba y reverbero, nodulización y adición a las nuevas cargas, y sinterización y fusión; los
métodos más frecuentes son los dos últimos (Muspratt, 1900?).
4.6. APLICACIÓN INDUSTRIAL Y GALVANOPLASTIA
La galvanoplastia es el proceso por el cual se separan metales que se encuentran en solución
salina, por medio de la acción de la corriente eléctrica. Este procedimiento se puede llevar a
cabo para obtener ya sea un depósito macizo sobre un molde no metálico, o para cubrir
objetos metálicos con una capa de otro metal.
En este proceso la superficie metálica debe estar en contacto directo con el líquido que
contiene el otro metal, sin ningún contaminante en la superficie. El líquido debe ser un
conductor, el cual se descompone con el paso de la corriente eléctrica.
Entre las ventajas más importantes que presenta la galvanoplastia se encuentran:
• Permite operar en frío y con líquidos.
• Los metales pueden depositarse con cualquier espesor reproduciendo fielmente la
figura original.
• El proceso puede ser interrumpido sin complicaciones.
• Permite combinar diferentes metales.
4.6.1. GALVANOSTEGIA O GALVANOCHAPEADO
Cuando se aplica el recubrimiento sobre un metal, el objeto toma el mismo aspecto y tiene la
misma aplicación del metal que lo cubre. Esto permite proteger los metales contra las
influencias atmosféricas del medio. El procedimiento descrito anteriormente es llamado
galvanostegia o galvanochapeado, mientras que el recubrimiento sobre otro tipo de material
constituye la galvanoplastia en sí (Muspratt, 1900?).
4.6.1.1. Operaciones previas
Antes de llevar a cabo el proceso de galvanoplastia es necesario garantizar que el objeto
metálico que debe estar en contacto con la solución, esté completamente limpio. A parte de un
procedimiento para garantizar la limpieza del material, objetos ya limpios deben ir al baño

IAMB 200810 13 IAMB 200810 14
Evaluación de la recuperación de cobre por vía térmica a partir del lodo generado por precipitación de cobre presente en agua residual galvánica.
41
galvánico en el menor tiempo posible, aún húmedos. Los procesos de limpieza empleados son
disolventes, y pueden ser mecánicos o químicos (Muspratt, 1900?). Algunos de estos procesos
son:
• El bruñido y la pulimentación: Estas etapas alisan y le dan brillo a las superficies.
Algunas operaciones mecánicas como rascado, esmerilado y pulimentado son
empleadas para lograr el bruñido. Muchos expertos en el tema consideran estas
operaciones como necesarias mientras que otros no. Aquellos que consideran que no
son necesarias, creen que solo cuando se saca del baño debe realizarse el proceso de
brillado (Muspratt, 1900?).
• Aplicación de mordiente o corrosivo: Consiste en tratamiento con ácido sulfúrico o
corrosión con ácido nítrico diluido y ácido sulfúrico. La sustancia empleada toma el
nombre de mordiente o corrosivo. En esta etapa se destruye la capa de óxido en el
metal. En el caso del cobre, al igual que algunas aleaciones, se sumerge el material en
una mezcla de 200 partes de ácido nítrico, 1 parte de sal común y 2 partes de hollín
brillante. Luego se enjuagan en agua corriente, pasan a agua hirviendo, y se llevan a
una mezcla de 75 partes de ácido nítrico, 100 partes de ácido sulfúrico, y 1 parte de sal
común. Finalmente, se lavan y se llevan al baño galvanoplástico (Muspratt, 1900?).
• Desengrasado: En este caso se emplea ebullición en lejía sódica, cepillada con lechada
de cal o el uso de disolvente, para eliminar la grasa de las superficies. Una opción es
llevar los objetos a altas temperaturas, al rojo vivo; sin embargo, como esta opción no
se puede aplicar en todos los casos, usualmente los materiales se someten a la acción
de lejía hirviendo (soda cáustica y agua) (Muspratt, 1900?).
4.6.1.2. Disposición del baño
El medio en el cual se lleva a cabo el proceso electrolítico recibe el nombre de baño galvánico.
Para este deben tenerse en cuenta ciertas consideraciones:
• El recipiente: Debe ser diseñado de acuerdo a las dimensiones de los objetos y ser
fácilmente accesible por todos los lados. Para recipientes con capacidad inferior a los
300L, se emplea loza vidriada para los baños fríos y hierro esmaltado para los
calientes. Recipientes más grandes se construyen con tableros de madera y
mampostería cementada (Muspratt, 1900?).

IAMB 200810 13 IAMB 200810 14
Evaluación de la recuperación de cobre por vía térmica a partir del lodo generado por precipitación de cobre presente en agua residual galvánica.
42
• El líquido: Es un electrolito del cual se separará el metal. Durante la electrólisis el
metal se adhiere al cátodo constantemente, disminuyendo la concentración del metal
en el líquido, haciendo la solución menos densa en este sector. Por otra parte, el ánodo
compensa el cambio en concentración proporcionando el metal, en este sector el agua
es más densa. Los cambios de densidad pueden provocar problemas de
homogeneidad en el precipitado, lo cual se soluciona con el movimiento continuo del
agua al sacar el material o con agitación (Muspratt, 1900?).
Para la fabricación de la solución debe usarse agua muy pura; el agua dura no se puede
emplear, por esto la mejor opción es agua destilada. La concentración de metal en el
líquido debe ser lo más alta posible, sin embargo es necesario evitar que sea muy alta
para que no se produzca cristalización con cambios en temperatura; esto último puede
causar precipitaciones que no sean homogéneas. Teniendo en cuenta la influencia de
la temperatura del baño sobre el proceso, esta debe estar entre 15 y 20°C, salvo en
casos especiales (Muspratt, 1900?).
• Disposición de los ánodos y los cátodos en el baño: Los ánodos son placas del metal que
debe precipitarse, se encuentra en solución y están conectados con el polo positivo del
generador de energía. Los cátodos son los objetos a los cuales se les desea dar el
recubrimiento y están conectados al polo negativo de la batería. El cátodo y el ánodo
deben mantenerse levantados, sostenidos por barras de cobre conectadas a la fuente
de energía. Todos los materiales deben mantenerse lo suficientemente limpios para
evitar problemas en su conducción (Muspratt, 1900?).
La superficie de los ánodos debe ser de igual magnitud que la de los cátodos, al igual la
distancia entre ellos debe ser similar (10 a 20 cm). A mayor distancia, mayores
tiempos en el proceso. Si se quiere una capa gruesa y compacta se requiere mayor
alejamiento y por tanto mayor tiempo. Para lograr homogeneidad se intercalan los
ánodos y los cátodos, sin embargo hay ubicaciones especiales, como en los casos que
se desea cubrir solo una cara del material, y cuando son materiales esféricos. El ánodo
y el cátodo no se deben tocar (Muspratt, 1900?).

IAMB 200810 13 IAMB 200810 14
Evaluación de la recuperación de cobre por vía térmica a partir del lodo generado por precipitación de cobre presente en agua residual galvánica.
43
4.6.1.3. Cobreado
Esta operación se lleva a cabo para dar a metales como hierro o zinc el aspecto de cobre, o
para dar base a la precipitación de otros metales que por simple vía galvánica no se pueden
emplear en revestimientos (Muspratt, 1900?).

IAMB 200810 13 IAMB 200810 14
Evaluación de la recuperación de cobre por vía térmica a partir del lodo generado por precipitación de cobre presente en agua residual galvánica.
44
5. MATERIALES Y METODOLOGÍA
5.1. MATERIALES Y REACTIVOS
Tabla 5. Lista de materiales y reactivos.
MATERIALES REACTIVOS • Crisoles de alta alúmina. • Beakers. • Filtros AP-40 (0.7µm). • Trampa de agua. • Balanza digital. • Probetas. • Pipetas. • Bandejas de aluminio.
• Solución NaOH 0.6M y 1.2M. • Solución NaOH 2M. • Fundentes (FeO, SiO, CaO). • Agua desionizada. • Coque.
5.2. EQUIPOS
Tabla 6. Características del equipo de precipitación.
EQUIPO DE PRECIPITACIÓN
Marca: Velp Scientific-FF6S. Corriente: 3.15 Amperios. Consumo: 80 Vatios. Revoluciones: 0 – 200 rpm. Capacidad: 6 puestos.
Tabla 7. Características del equipo de filtración.
EQUIPO DE FILTRACIÓN
Marca: Equipos E&Q. GE Motors & Industrial System. Corriente: 4.8 – 5.0/2.5 – 2.8 Amperios. Voltaje: 100 – 110/220 – 240 Voltios. Comsumo: ¼ HP Frecuencia: 50 – 60 Hertz Revoluciones: 1725/1425 rpm. Capacidad: 3 puestos.

IAMB 200810 13 IAMB 200810 14
Evaluación de la recuperación de cobre por vía térmica a partir del lodo generado por precipitación de cobre presente en agua residual galvánica.
45
Tabla 8. Características del equipo de secado.
EQUIPO DE SECADO
Marca: E&Q Horno. Temperatura máxima: 300°C. Voltaje: 110 Voltios. Consumo: 500 Vatios. Volumen de cámara útil: 64 L.
Tabla 9. Características del equipo de calcinación.
EQUIPO DE CALCINACIÓN
Rango de temperatura: 50°C – 1200°C. Voltaje: 220 Voltios. Consumo: 2000 Vatios. Fase: 2. Volumen de cámara útil: 8.5 L. Sonda: Termocupla tipo K.
Tabla 10. Características del equipo de fusión-conversión.
EQUIPO DE FUSIÓN - CONVERSIÓN
Marca: Furnace 1400 – Barnstead Thermolyne Corriente: 12 Amperios. Voltaje: 120 Voltios. Consumo: 1450 Vatios. Fase: 1 – Monofásica. Volumen de cámara útil: 0.7 L.

IAMB 200810 13 IAMB 200810 14
Evaluación de la recuperación de cobre por vía térmica a partir del lodo generado por precipitación de cobre presente en agua residual galvánica.
46
Adicionalmente se contó con un equipo de la empresa Grifería & Complementos CORONA, el
cual determina el contenido de metales por fluorescencia de rayos X. Este equipo es de marca
Fisherscop. No se dispone de fotografías del equipo por políticas de la compañía.
5.3. METODOLOGÍA
A partir de la revisión bibliográfica de la metalurgia extractiva del cobre, y de la química de
sus compuestos se sugirió la siguiente metodología para la recuperación de este a partir de
agua con una alta concentración de cobre. Un esquema para esta metodología se presenta en
el ANEXO 2.
5.3.1. DILUCIÓN
Considerando que las soluciones diluidas son más fáciles de tratar, se realizó una dilución 2:1
entre agua industrial, con una concentración de 11.32 g/L de cobre, y agua desionizada. Esto
también con el fin de evitar emplear concentraciones elevadas del agente precipitante, ya que
posee alto poder corrosivo. Para el experimento realizado con agua con concentración de 1.78
g/L de cobre no se realizó dilución, dado que la concentración requerida para el agente
precipitante era muy baja.
5.3.2. PRECIPITACIÓN
Para realizar la precipitación de cobre se utilizo como agente precipitante NaOH en solución,
tanto en la muestra con agua industrial de concentración inicial 11.32 g/L, como en la no
diluida con concentración de 1.78 g/L. Las concentraciones empleadas de solución de NaOH
fueron 2M para la muestra diluida, y para la no diluida 0.6 M y 1.2M; las cuales fueron
preparadas en el laboratorio con escamas de NaOH comercial y agua desionizada.
Ilustración 5. Montaje precipitación y adición del agente precipitante.

IAMB 200810 13 IAMB 200810 14
Evaluación de la recuperación de cobre por vía térmica a partir del lodo generado por precipitación de cobre presente en agua residual galvánica.
47
5.3.3. SEDIMENTACIÓN
Para separar la fase líquida de la fase sólida, se dejaron reposar los beakers que contenían la
solución precipitada durante un periodo aproximado de 24 horas. En este lapso de tiempo se
retiraba continuamente parte del agua en el sobrenadante y se estabilizaba el pH de la
muestra. El agua remanente fue desechada.
Ilustración 6. Sedimentación.
5.3.4. FILTRACIÓN
Para terminar la separación entre la fase líquida y sólida se llevó a cabo un proceso de
filtración al vació empleando un equipo compuesto por un Manifold de tres puestos en el cual
se colocaron filtros AP-40. Para la producción del vacío se empleo una bomba con las
características mencionadas anteriormente. La fase líquida obtenida fue desechada. Algunas
muestras no pasaron por este proceso de filtración.
Ilustración 7. Montaje filtración y lodo obtenido.
5.3.5. SECADO
Con el fin de remover la humedad del lodo filtrado, este fue sometido a un proceso de secado a
una temperatura entre 80°C y 90°C, durante 24 horas. Las muestras que no pasaron por el
proceso de filtración fueron llevadas directamente al horno de secado con el fin de observar

IAMB 200810 13 IAMB 200810 14
Evaluación de la recuperación de cobre por vía térmica a partir del lodo generado por precipitación de cobre presente en agua residual galvánica.
48
como dichos cambios podían afectar el resultado final del proceso. Otras fueron secadas,
filtradas y secadas nuevamente. No se cuantificó la producción de gases.
Ilustración 8. Lodo después del secado.
5.3.6. CALCINACIÓN
Este proceso se realizó a una temperatura aproximada de 300°C durante dos horas, con el fin
de eliminar la humedad remante, los compuestos volátiles presentes en la muestra y
garantizar la obtención de un óxido de cobre. En esta etapa tampoco se realizó la
cuantificación de gases.
Ilustración 9. Lodo después de calcinado.
5.3.7. FUSIÓN - CONVERSIÓN
La muestra empleada en esta etapa del proceso era una mezcla entre coque, fundente y lodo
calcinado. La fusión-conversión se realizó a una temperatura de 1100°C5, durante periodos de
2 a 5 horas, dependiendo de la cantidad de la muestra a tratar, y como variable de proceso
para observar posibles cambios en los resultados. La proporción entre la cantidad de coque, la
muestra de lodo oxidada y los fundentes se modificó. Eliminando finalmente el uso de este
último, y estandarizando la proporción lodo-fundente en 1:1.
5 Esta temperatura se eligió teniendo en cuenta que es la máxima temperatura alcanzada por las muflas disponibles en los laboratorios.

IAMB 200810 13 IAMB 200810 14
Evaluación de la recuperación de cobre por vía térmica a partir del lodo generado por precipitación de cobre presente en agua residual galvánica.
49
Ilustración 10. Cobre.
La muestra final fue analizada con un medidor de metales por fluorescencia de rayos X, marca
Fisherscop, propiedad de la empresa Grifería & Complementos CORONA.

IAMB 200810 13 IAMB 200810 14
Evaluación de la recuperación de cobre por vía térmica a partir del lodo generado por precipitación de cobre presente en agua residual galvánica.
50
6. RESULTADOS Y ANÁLISIS DE RESULTADOS
6.1. FASE EXPERIMENTAL 1
Inicialmente el objetivo principal del presente proyecto era la recuperación de los metales
pesados presentes en un lodo inorgánico, residuo peligroso del proceso de galvanoplástia
realizado en la empresa Grifería & Complementos CORONA. Para alcanzar dicho objetivo se
realizo como paso inicial de esta primera fase, un proceso de secado del lodo, seguido de una
trituración y una granulometría. Con estos procesos, se pretendía estimar el porcentaje de
humedad presente en el lodo, y conocer en que proporciones se encontraba el tamaño de
partícula elegido como óptimo para los ensayos a realizar.
Una vez realizados los proceso de preparación de la muestra de lodo, esta fue sometida a una
calcinación y una separación de los metales presentes en ella.
6.1.1. SECADO
EL peso inicial del lodo era de 39.9 Kg, el cual fue secado en su totalidad a una temperatura de
80°C durante 24 horas. Después del secado, el peso final del lodo era de 10 Kg. Con base en
estos pesos, se calculó el porcentaje de humedad que contenía el lodo. Este último era de
74.93%.
Ilustración 11. Lodo antes del secado.
6.1.2. TRITURACION Y GRANULOMETRÍA
Una vez seco el lodo, este fue triturado ya que los tamaños de partícula presentes en este, eran
bastante grandes, y una mínima parte correspondía al tamaño de partícula óptimo escogido
con base en la bibliografía consultada, y requerimientos técnicos del montaje de separación. El
proceso de trituración fue llevado a cabo en una triturado de mandíbulas marca Retsch, la cual

IAMB 200810 13 IAMB 200810 14
Evaluación de la recuperación de cobre por vía térmica a partir del lodo generado por precipitación de cobre presente en agua residual galvánica.
51
garantiza un tamaño máximo de partícula de 5mm. El lodo obtenido al final de este proceso
poseía una estructura parecida a la de los agregados finos. Con base en esta estructura, se
escogieron los tamices número 10, 20 y 30 para realizar el tamizado de los mismos, ya que
poseen tamaños de malla bastantes pequeñas, 0.2, 0.085 y 0.06 cm respectivamente.
El peso retenido en cada tamiz y el fondo se encuentran en la Tabla 11, y la curva
granulométrica generada a partir de los resultados en la Gráfica 1.
Tabla 11. Resultados de la granulometría.
Tamiz Peso retenido % Retenido % Retenido acumulado % Pasa 10 4.4 48.09 48.09 51.91 20 2.45 26.78 74.86 25.14 30 0.75 8.20 83.06 16.94
Fondo 1.55 16.94 100.00 0.00 Total 9.15 100.00
Gráfica 1. Granulometría del lodo.
La porción del lodo a usar en los siguientes ensayos fue la retenida en el tamiz número 20, es
decir, 2.45 Kg del total del lodo remanente después del secado y triturado.
Ilustración 12. Lodo secado retenido en tamiz 20 y 30.
51,91
25,14
16,94
0
10
20
30
40
50
60
0 0,05 0,1 0,15 0,2 0,25
% q
ue
pas
a
Denominación tamices [cm]
Granulometría lodo
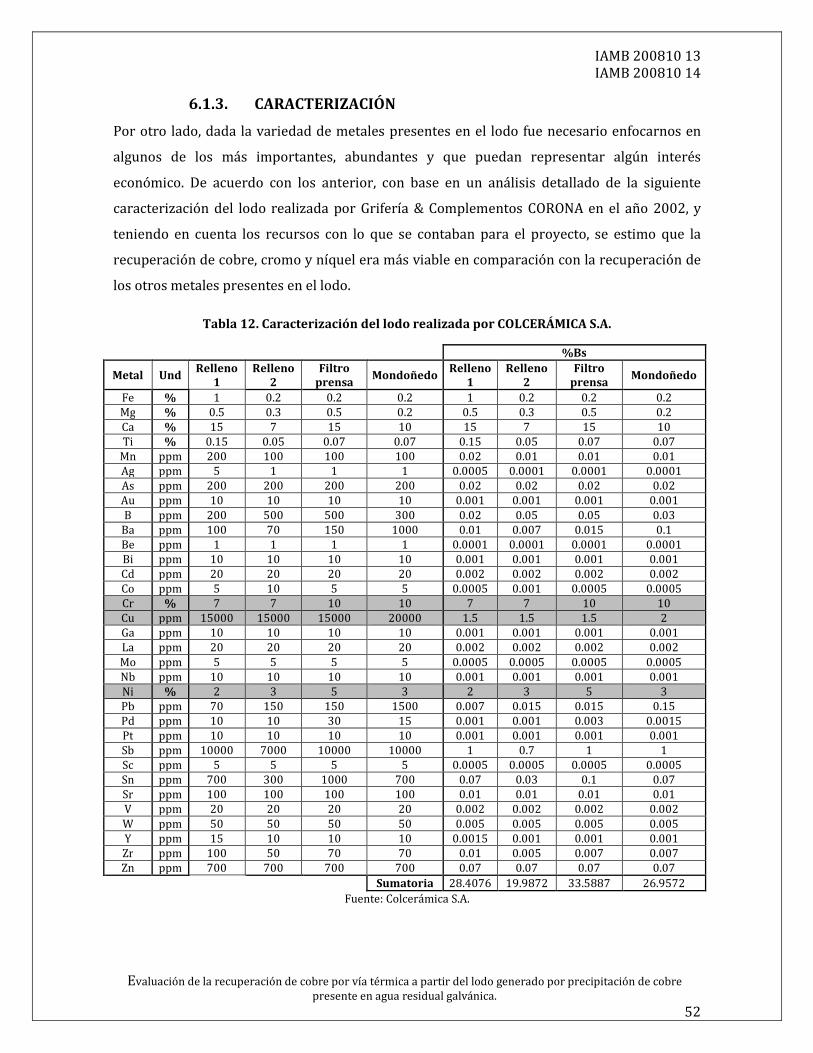
IAMB 200810 13 IAMB 200810 14
Evaluación de la recuperación de cobre por vía térmica a partir del lodo generado por precipitación de cobre presente en agua residual galvánica.
52
6.1.3. CARACTERIZACIÓN
Por otro lado, dada la variedad de metales presentes en el lodo fue necesario enfocarnos en
algunos de los más importantes, abundantes y que puedan representar algún interés
económico. De acuerdo con los anterior, con base en un análisis detallado de la siguiente
caracterización del lodo realizada por Grifería & Complementos CORONA en el año 2002, y
teniendo en cuenta los recursos con lo que se contaban para el proyecto, se estimo que la
recuperación de cobre, cromo y níquel era más viable en comparación con la recuperación de
los otros metales presentes en el lodo.
Tabla 12. Caracterización del lodo realizada por COLCERÁMICA S.A.
%Bs
Metal Und Relleno 1
Relleno 2
Filtro prensa Mondoñedo Relleno
1 Relleno
2 Filtro
prensa Mondoñedo
Fe % 1 0.2 0.2 0.2 1 0.2 0.2 0.2 Mg % 0.5 0.3 0.5 0.2 0.5 0.3 0.5 0.2 Ca % 15 7 15 10 15 7 15 10 Ti % 0.15 0.05 0.07 0.07 0.15 0.05 0.07 0.07
Mn ppm 200 100 100 100 0.02 0.01 0.01 0.01 Ag ppm 5 1 1 1 0.0005 0.0001 0.0001 0.0001 As ppm 200 200 200 200 0.02 0.02 0.02 0.02 Au ppm 10 10 10 10 0.001 0.001 0.001 0.001 B ppm 200 500 500 300 0.02 0.05 0.05 0.03
Ba ppm 100 70 150 1000 0.01 0.007 0.015 0.1 Be ppm 1 1 1 1 0.0001 0.0001 0.0001 0.0001 Bi ppm 10 10 10 10 0.001 0.001 0.001 0.001 Cd ppm 20 20 20 20 0.002 0.002 0.002 0.002 Co ppm 5 10 5 5 0.0005 0.001 0.0005 0.0005 Cr % 7 7 10 10 7 7 10 10 Cu ppm 15000 15000 15000 20000 1.5 1.5 1.5 2 Ga ppm 10 10 10 10 0.001 0.001 0.001 0.001 La ppm 20 20 20 20 0.002 0.002 0.002 0.002 Mo ppm 5 5 5 5 0.0005 0.0005 0.0005 0.0005 Nb ppm 10 10 10 10 0.001 0.001 0.001 0.001 Ni % 2 3 5 3 2 3 5 3 Pb ppm 70 150 150 1500 0.007 0.015 0.015 0.15 Pd ppm 10 10 30 15 0.001 0.001 0.003 0.0015 Pt ppm 10 10 10 10 0.001 0.001 0.001 0.001 Sb ppm 10000 7000 10000 10000 1 0.7 1 1 Sc ppm 5 5 5 5 0.0005 0.0005 0.0005 0.0005 Sn ppm 700 300 1000 700 0.07 0.03 0.1 0.07 Sr ppm 100 100 100 100 0.01 0.01 0.01 0.01 V ppm 20 20 20 20 0.002 0.002 0.002 0.002 W ppm 50 50 50 50 0.005 0.005 0.005 0.005 Y ppm 15 10 10 10 0.0015 0.001 0.001 0.001 Zr ppm 100 50 70 70 0.01 0.005 0.007 0.007 Zn ppm 700 700 700 700 0.07 0.07 0.07 0.07
Sumatoria 28.4076 19.9872 33.5887 26.9572 Fuente: Colcerámica S.A.

IAMB 200810 13 IAMB 200810 14
Evaluación de la recuperación de cobre por vía térmica a partir del lodo generado por precipitación de cobre presente en agua residual galvánica.
53
Sin embargo, de acuerdo con la información suministrada por la empresa la capacidad de la
planta de producción de esta había aumentado entre los años 2002 y 2008 así como el tipo de
t. Por tal motivo, fue necesario corroborar que efectivamente las proporciones documentadas
en la Tabla 12 para los metales escogidos correspondían, o por lo menos se acercaban, a las
presentes en el lodo, materia prima de esta primera fase. Los resultados obtenidos después
del análisis realizado para cobre, cromo y níquel fueron los siguientes:
Tabla 13. Resultados caracterización lodo.
Parámetro Unidades Resultado Método Cobre %Bs 6.87 Digestión microondas/ERML-CC135 A LGC6181 Cromo %Bs 18.9 Digestión microondas/ERML-CC135 A LGC6181 Níquel %Bs 7.3 Digestión microondas/ERML-CC135 A LGC6181
Fuente: Laboratorio de Ingeniería Ambiental de la Universidad de los Andes.
De acuerdo con los resultados obtenidos a partir de la caracterización para cobre, cromo y
níquel realizada por el laboratorio de Ingeniería Ambiental de la Universidad de los Andes, se
optó por estudiar la viabilidad técnica de la recuperación del cobre y níquel presentes en
forma de hidróxidos en el lodo, dado que eran los metales que presentaban las proporciones
mas semejantes.
Después de estudiar detalladamente el comportamiento del cobre y el níquel a diferentes
temperatura, se propuso el siguiente método de experimentación el cual tenía como
fundamento la separación de los óxidos de cobre y níquel obtenidos a partir de un proceso de
calcinación, previo a la separación. Con la calcinación se pretendía convertir los hidróxidos de
cobre y níquel en óxidos con el fin de que fueran fácilmente reducidos ante la presencia de
una fuente de carbono (coque).
6.1.4. CALCINACIÓN
Este proceso se llevo a cabo a 300°C, durante dos horas. A esta temperatura se garantiza la
descomposición de los hidróxidos de cobre y níquel en óxidos y agua, ya que el primero posee
una temperatura de descomposición de 150 °C, y el segundo de 230°C (Weast, 1984). Una vez
obtenidos los óxidos la muestra fue sometida a un proceso de separación, basado en las
diferencias en los puntos de fusión, a 1500°C.
Los datos obtenidos del proceso de calcinación del lodo fueron los siguientes(Weast, 1984):

IAMB 200810 13 IAMB 200810 14
Evaluación de la recuperación de cobre por vía térmica a partir del lodo generado por precipitación de cobre presente en agua residual galvánica.
54
Tabla 14. Resultados de la calcinación del lodo.
Primera Hora Segunda Hora %Peso total removido en 2
Horas % Peso
removido % Humedad
removida % Peso
removido % Humedad
removida Lodo grueso 17,05% 84,84% 3,67% 15,16% 20,09% Lodo fino 15,45% 81,30% 4,20% 18,70% 19,00%
Para cuantificar la remoción de agua, enlazada químicamente, durante el proceso de
calcinación, se emplearon dos muestras. La primera muestra era un lodo fino, cuyo tamaño de
partícula es inferior al del diámetro del tamiz 30; la segunda era un lodo grueso, el cual fue el
mismo que se empleó durante los siguientes ensayos, es decir, el retenido en el tamiz número
20. En este proceso se cuantificó la cantidad de agua removida en el proceso de calcinación
durante 1 y 2 horas de permanencia del lodo en el horno. Es importante mencionar que para
el cálculo de los valores en la Tabla 14 se considera la cantidad de peso removida durante dos
horas como el total de agua remanente en el lodo, de esta forma se puede obtener una
aproximación al porcentaje de humedad removido durante cada una de las horas que
permaneció el lodo en la mufla.
A partir de los resultados presentados se puede observar que la mayoría del peso se pierde
durante la primera hora del proceso de calcinación. Adicionalmente, en este se esperaba una
variación considerable en los dos tipos de lodo; sin embargo, las diferencias entre las dos
muestras fueron pequeñas. Se presentó mayor remoción en el lodo grueso aunque la relación
área volumen para este fue menor que para el lodo fino. Estos resultados son contrarios a lo
esperado. Los resultados obtenidos se pueden observar en la Ilustración 13.
Ilustración 13. Lodo antes y después de la calcinación.
Como se observa en la Ilustración 13, hay un cambio en la coloración del lodo, este es el
resultado de las reacciones de deshidratación que se llevan a cabo en el proceso, convirtiendo
los hidróxidos en óxidos de los respectivos metales.

IAMB 200810 13 IAMB 200810 14
Evaluación de la recuperación de cobre por vía térmica a partir del lodo generado por precipitación de cobre presente en agua residual galvánica.
55
6.1.5. SEPARACIÓN
La temperatura de separación, 1500°C, se escogió con base en la Tabla 15 en la cual se
presentan los diferentes puntos de fusión y densidades de los óxidos de cobre y níquel. Como
se hace evidente en la misma, los óxidos de cobre poseen puntos de fusión menores a los de
níquel por lo que a 1500°C, éstos se funden mientras que los óxidos de níquel no. Al fundirse
los óxidos de cobre, estos se pueden percollar y separar de los óxidos de níquel, ya que a esa
temperatura los primeros se encuentran en estado fluido y los segundos en estado sólido.
Tabla 15. Puntos de fusión de óxidos de cobre y níquel.
Compuesto Tfusión (°C) Densidad (g/cm3) NiO 1984 7.45 CuO - 6 Cu2O 1235 6.3-6.49
Fuente: Weast, 1984
En este proceso se realizaron 3 ensayos a diferentes temperaturas, y se usaron tres tipos de
muestras de lodo con preparación diferentes, una muestra tipo A, una tipo B y una tipo C. La
tipo A contenía solamente lodo calcinado, la tipo B era una mezcla de lodo calcinado y
fundentes. Los fundentes usados fueron SiO2, FeO, CaO en las siguientes proporciones 45%,
45% y 10% respectivamente, y la tipo C era una mezcla de lodo calcinado con un porcentaje
de su peso en coque (fuente de carbono) agente reductor.
Ilustración 14. Muestra tipo A, tipo B y tipo C.
El montaje usado en este proceso de separación se encuentra en la Ilustración 16. Este se
encuentra conformado por un crisol huecos en el fondo de diámetro aproximado de 1mm,
parecido a un colador, crisol número 1, y un crisol pequeño, crisol número 2. El crisol número
1 tiene la función de retener el níquel que no se funde en la separación, mientras que el
número 2 debe recibir el óxido de cobre fundido que se está separando del níquel.
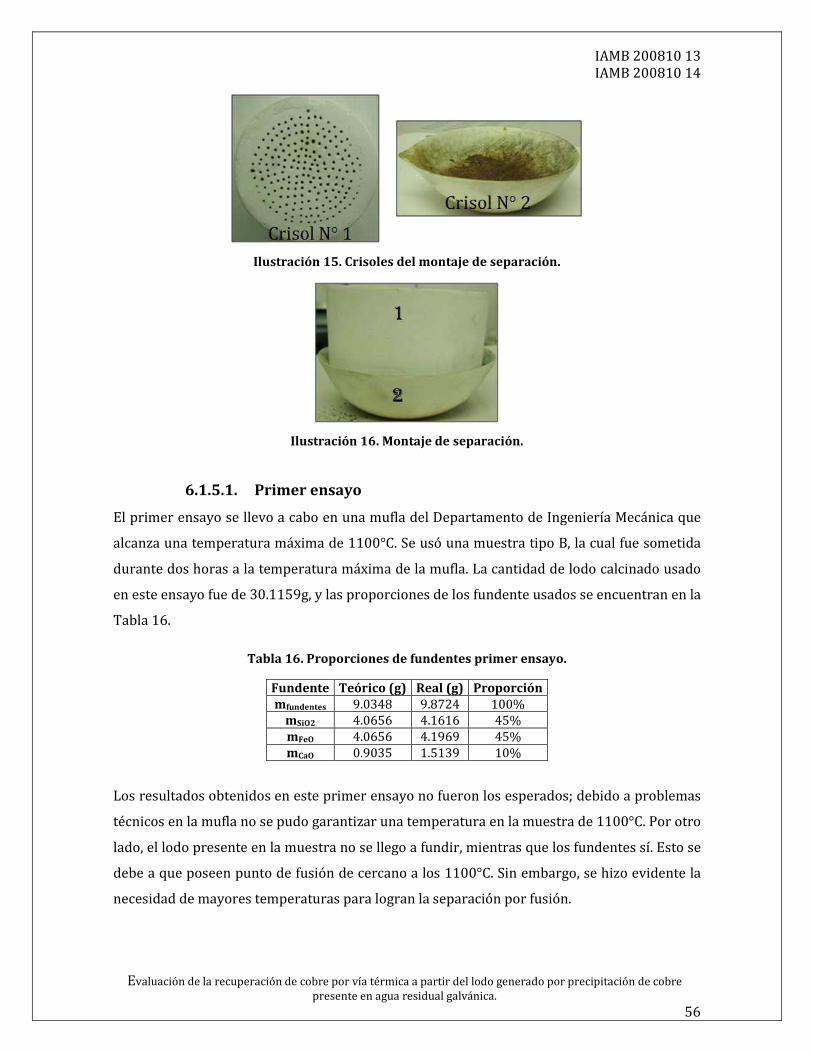
IAMB 200810 13 IAMB 200810 14
Evaluación de la recuperación de cobre por vía térmica a partir del lodo generado por precipitación de cobre presente en agua residual galvánica.
56
Ilustración 15. Crisoles del montaje de separación.
Ilustración 16. Montaje de separación.
6.1.5.1. Primer ensayo
El primer ensayo se llevo a cabo en una mufla del Departamento de Ingeniería Mecánica que
alcanza una temperatura máxima de 1100°C. Se usó una muestra tipo B, la cual fue sometida
durante dos horas a la temperatura máxima de la mufla. La cantidad de lodo calcinado usado
en este ensayo fue de 30.1159g, y las proporciones de los fundente usados se encuentran en la
Tabla 16.
Tabla 16. Proporciones de fundentes primer ensayo.
Fundente Teórico (g) Real (g) Proporción mfundentes 9.0348 9.8724 100%
mSiO2 4.0656 4.1616 45% mFeO 4.0656 4.1969 45% mCaO 0.9035 1.5139 10%
Los resultados obtenidos en este primer ensayo no fueron los esperados; debido a problemas
técnicos en la mufla no se pudo garantizar una temperatura en la muestra de 1100°C. Por otro
lado, el lodo presente en la muestra no se llego a fundir, mientras que los fundentes sí. Esto se
debe a que poseen punto de fusión de cercano a los 1100°C. Sin embargo, se hizo evidente la
necesidad de mayores temperaturas para logran la separación por fusión.

IAMB 200810 13 IAMB 200810 14
Evaluación de la recuperación de cobre por vía térmica a partir del lodo generado por precipitación de cobre presente en agua residual galvánica.
57
El lodo obtenido tenía una apariencia granular de color negro opaco, diferente a la inicial. A
pesar de que no se fundió, hubo un cambio significativo en el color y la estructura del lodo.
Como se puede observar en la Ilustración 17, antes de realizar el ensayo la muestra tenía
inicialmente un color rojizo, debido al óxido de hierro presente en el fundente, y tenía una
estructura bastante fina. El lodo final, por el contrario, tenía una estructura más gruesa, al
parecer producto de la unión entre el lodo y el fundente, que sí se fundió, durante el proceso
de separación.
Ilustración 17. Muestra antes y después del ensayo.
Es evidente que el fundente no está realizando su función como formador de escoria, ya que
se unió al lodo presente y no a las impurezas u otros metales presentes en el lodo.
6.1.5.2. Segundo ensayo
El segundo ensayo se realizo en una mufla, propiedad de la empresa Abarephor, que alcanza
una temperatura de 1300°C. En este ensayo, a diferencia del anterior, se usaron los dos tipos
de muestras, ambas sometidas a 1300°C durante 2 horas. Las cantidades de lodo usadas
fueron de 21.1217 g en la tipo A, y 21.8877 g en la tipo B. Para esta última, las proporciones de
fundente fueron las siguientes:
Tabla 17. Proporción de fundentes segundo ensayo.
Fundente Teórico (g) Real (g) Proporción mfundentes 6.5663 6.6604 100% mSiO2 2.9548 2.9434 45% mFeO 2.9548 2.9848 45% mCaO 0.6566 0.7322 10%
En este caso, al igual que en el anterior, los resultados finales no fueron los esperados. Por un
lado, después de sacar las muestras de la mufla, no se observo gran diferencia física entre la
muestra tipo A y tipo B. Este resultado conllevo a la evaluación del uso o no de fundente. Sin

IAMB 200810 13 IAMB 200810 14
Evaluación de la recuperación de cobre por vía térmica a partir del lodo generado por precipitación de cobre presente en agua residual galvánica.
58
embargo, una porción muy pequeña de la muestra tipo B logro fundirse, y pudo llegar a la
superficie del crisol número 2.
Ilustración 18. Muestra tipo A y B después del ensayo, y crisol 2 con muestra fundida.
La muestra de lodo que logro llegar la crisol número 2 se mando analizar para cobre y níquel
en el laboratorio de Ingeniería Ambiental de la Universidad de los Andes.
Desafortunadamente, los resultados obtenidos fueron contrarios a los esperados. El análisis
entregado por el laboratorio se presente a continuación:
Tabla 18. Resultados análisis de laboratorio segundo ensayo.
Parámetro Resultado Método Cobre 0.02 EPA 3015 A ICP SM3120B Níquel 0.34 EPA 3015 A ICP SM3120B
Fuente: Laboratorio de Ingeniería Ambiental de la Universidad de los Andes.
Los resultados del laboratorio de la Tabla 18 nos indican que el porcentaje de níquel que logró
fundirse y llegar al crisol número 2 es mayor al porcentaje de cobre, es decir, a 1300°C logro
fundirse más níquel que cobre. Los valores observados no eran lo esperados ya que de
acuerdo con las bibliografías consultadas, lo óxidos de níquel presentan un punto de fusión
mucho más alto que el de los óxidos de cobre. Este resultado, contradictorio al estimado,
puede ser consecuencia de la escasa muestra que llegó al crisol, y de las pequeñas
proporciones de cobre y níquel que presentaba el lodo.
Este segundo ensayo también hizo evidente la necesidad de mayores temperaturas para
alcanzar la fusión de los óxidos de cobre presentes. Es por esta razón que se realizó un tercer
ensayo a temperaturas cercanas a los 3000°C. El tercer ensayo representa la última opción de
separación.

IAMB 200810 13 IAMB 200810 14
Evaluación de la recuperación de cobre por vía térmica a partir del lodo generado por precipitación de cobre presente en agua residual galvánica.
59
6.1.5.3. Tercer ensayo
El tercer ensayo se realizó con llama de acetileno la cual alcanza temperaturas bastante
elevadas, cercanas a los 3000°C. Así mismo, con base en los resultados del segundo ensayo se
propuso el no uso de fundente, y el uso de la muestra tipo C. El otro tipo de muestra usada en
este ensayo fue la A. Las cantidades de lodo usadas fueron de 31.6029 g de la tipo A, y 28.3440
g de la tipo C. Las proporciones de coque – lodo se presentan en la Tabla 19.
Tabla 19. Cantidades de lodo y coque tercer ensayo.
Material Cantidad (g) Proporción moxidos 28.3440 mcoque Teórico 8.5032 30%* moxidos mcoque Real 7.781
Al someter ambas muestras a tan elevada temperatura, estas se fundieron en un corto periodo
de tiempo, en comparación con los tiempos empleados en la separación con muflas; perdiendo
al mismo tiempo las características físicas que las diferenciaban. Las muestras quedaron
fundidas en su totalidad y no fue posible encontrar diferencias entre ellas, y con las muestras
obtenidas en el segundo ensayo.
Ilustración 19. Muestra tipo A y tipo C después del ensayo.
Sin embargo, con el fin de encontrar alguna diferencia relevante entras las muestras del tercer
ensayo se trató de estimar la densidad de las mismas sumergiéndolas en agua. Se esperaba
alguna variación producto de la reducción de los óxidos presentes en la muestra tipo C. Al
contacto con el agua la muestras soltaron una sustancia amarilla, cuya composición se
presenta en la Tabla 21. Los resultados obtenidos a partir del cálculo de las densidades no
presentaron diferencias significativas por lo que se considero que ambas muestras habían
conservado su composición.

IAMB 200810 13 IAMB 200810 14
Evaluación de la recuperación de cobre por vía térmica a partir del lodo generado por precipitación de cobre presente en agua residual galvánica.
60
Tabla 20. Densidades calculadas.
Propiedad Prueba 1 Prueba 2
m (g) 1.5338 2.7043
V (ml) 0.4 0.7
ρ (mg/L) 3.83 3.86
Tabla 21. Concentración de cobre y níquel en muestra de agua amarilla.
PARAMETRO UNIDADES RESULTADO METODO COBRE mg/L-Cu 20.8 EPA 3015 A ICP SM3120B NIQUEL mg/L-Ni 0.44 EPA 3015 A ICP SM3120B
Fuente: Laboratorio de Ingeniería Ambiental de la Universidad de los Andes.
Adicionalmente, después de 24 horas en agua la muestra tipo C presento una mancha roja en
su superficie. No se pudo caracterizar la mancha roja presente, sin embargo se cree que
podría ser óxido de cobre ya que la muestra no contenía óxido de hierro en forma de
fundente. Debido al extraño comportamiento de este tipo de muestra, se considero relevante
observar el comportamiento de una de las muestras del segundo ensayo. La muestra escogía
fue la tipo B, la cual después de 24 horas no presentes cambio en su coloración, ni soltó
ninguna sustancia amarilla como se puede observa en la Ilustración 20.
Ilustración 20. Resultados segundo y tercer ensayo.
Los análisis de los resultados de los tres ensayos realizados en la primera fase experimental
de proyecto dejaron entrever que las temperaturas necesarias para la separación del cobre y
níquel son bastante altas, y que el trabajo con muestra sólidas se dificulta más en la medida en
la que no se cuentan con las herramientas apropiadas para la verificación de la metodología
propuesta.

IAMB 200810 13 IAMB 200810 14
Evaluación de la recuperación de cobre por vía térmica a partir del lodo generado por precipitación de cobre presente en agua residual galvánica.
61
Así mismo, las dificultades presentadas en la separación se deben en su mayoría a la
abundante presencia de otros metales que pueden afectar el comportamiento del cobre y
níquel a altas temperaturas. El efecto causado por parte de los otros metales se pensaba
solucionar por medio del uso de fundentes, a los cuales no se les logró dar el uso adecuado
como formadores de escoria debido a la falta de equipos especializados, como por ejemplo,
hornos que logren mantener la muestra fundida durante largos periodos de tiempo.
De acuerdo con lo anterior, para la segunda fase del proyecto se tomo la decisión de partir
desde un lodo mucho más puro, y con mayores concentraciones de cobre y níquel. Este lodo se
obtuvo a partir del agua residual producida por la empresa Grifería & Complementos
CORONA.

IAMB 200810 13 IAMB 200810 14
Evaluación de la recuperación de cobre por vía térmica a partir del lodo generado por precipitación de cobre presente en agua residual galvánica.
62
6.2. FASE EXPERIMENTAL 2
Como se mencionó anteriormente, para la segunda fase del proyecto se decidió contar con un
lodo con menor variedad en concentración, es decir, que tuviera la mínima cantidad de
elementos químicos presentes. La decisión fue tomada con base a los resultados obtenidos
durante la fase experimental 1. Este lodo fue obtenido a partir del agua residual producida en
Grifería & Complementos CORONA, realizando el procedimiento mencionado anteriormente
durante la metodología. A lo largo el desarrollo de la fase experimental 2 se consideraron dos
muestras a tratar, estas eran soluciones acuosas de Cu+2, con concentraciones de 1.78 g/L y
11.32 g/L.
6.2.1. PRECIPITACIÓN
Para obtener este lodo se precipitó agua con un alto contenido de cobre, proveniente del
sulfato de cobre empleado durante el proceso de galvanizado de las piezas.
6.2.1.1. Primera muestra de agua
El agua suministrada en la primera ocasión tenía una concentración de cobre de 1.78g/L y un
pH inicial de 1.85. La precipitación en este caso se llevo a cabo con una solución de NaOH 0.6 y
1.2M, la cual fue preparada en laboratorio con escamas de NaOH comercial y agua
desionizada. Se adicionaron 100 mL de solución de NaOH a muestras de agua residual, cada
una con un volumen de 1000mL.
Ilustración 21. Comparación del agua de cobre con concentración 1.78 g/L y el precipitado.
En la Ilustración 21 se puede apreciar el agua antes y después de la precipitación. Durante
esta se realizó una agitación permanente con el equipo del test de jarras; en promedio la
agitación se llevo a cabo a unas 120 rpm. Esto con el propósito de lograr mezcla completa del
agente precipitante con el agua concentrada de cobre.
IAMB 200810 13 IAMB 200810 14
Evaluación de la recuperación de cobre por vía térmica a partir del lodo generado por precipitación de cobre presente en agua residual galvánica.
63
Se esperaba la formación de una sal básica, correspondiente a un sulfato básico; el cual,
teniendo en cuenta que el pH final promedio observado fue de 12.71 y con base a la revisión
bibliográfica, debía tener una fórmula molecular como CuSO4·5Cu(OH)2, o aún más básica.
El pH final de la solución debía ser mayor a 8, valor con el cual después de una eventual
disminución de pH durante la sedimentación, se podría garantizar la precipitación completa
del cobre presente. Sin embargo es fundamental considerar que las variables de precipitación
mencionadas en el marco teórico fueron diferentes a las empleadas durante esta
precipitación, por lo tanto el pH deseado puede no ser necesariamente de 7.6, como se sugiere
en la bibliografía.
El precipitado formado correspondía a partículas finas de color azul pálido. Durante la
formación del precipitado, cuando el hidróxido no se encontraba aún en exceso, se observó
una coloración azul oscura que desaparecía con la mezcla y con la adición de solución del
agente precipitante.
6.2.1.2. Segunda muestra de agua
La segunda muestra de agua empleada en el proceso tenía una concentración de 11.32 g/L, y
un pH inicial de 0.75. Para llevar a cabo la precipitación del cobre presente en esta muestra se
empleo una solución de NaOH más concentrada que en el caso anterior, 2M; una dilución
entre la muestra de agua con cobre y agua desionizada de 2:1, y una agitación de 200 rpm.
Esto se debe a que, como se puede observar en la Gráfica 2, la dilución favorece el incremento
del pH en un periodo más corto de tiempo con un volumen de agente precipitante menor. Un
menor volumen de agente precipitante ayuda a que las concentraciones de sodio sean bajas a
lo largo de las diferentes etapas en la metodología planteada.
Lo anterior se puede corroborar con los valores de turbiedad registrados para el
sobrenadante, los cuales fueron 2.73 NTU y 8.13 NTU para el agua con dilución y sin dilución,
respectivamente. La muestra con menor turbiedad nos indica que el proceso de precipitación
fue más eficiente, dado que presenta un menor número de partículas, probablemente de
hidróxido de cobre y sodio, es suspensión.

IAMB 200810 13 IAMB 200810 14
Evaluación de la recuperación de cobre por vía térmica a partir del lodo generado por precipitación de cobre presente en agua residual galvánica.
64
Gráfica 2. Curva de pH de acuerdo al volumen de agente precipitante.
Con base en lo anterior, se decidió realizar la precipitación en muestras diluidas empleando
volúmenes de 500mL de agua con cobre y 250mL de agua desionizada. Los volúmenes de
agente precipitante para cada caso fueron las siguientes:
Tabla 22. Volúmenes de NaOH (2M).
Muestra Volumen final Sln NaOH 2M pH 1 140 9.55 2 126 8.33 3 136 9.2 4 136 8.91 5 137 8.38 6 139 8.37 7 137 8.52 8 139 8.31 9 146 10.01
10 139 8.6 11 139 8.18 12 138.5 8.16
PROMEDIO 137.71 8.71
Los volúmenes de NaOH adicionados debían llevar el pH final de la muestra a un valor que se
encontrara entre 8 y 9, de manera que se pudiera asegurar que durante la fase de decaimiento
de pH después de la precipitación, este no alcanzara valores por debajo de 8. Por tal motivo,
fue necesario adicionar el agente precipitante gradualmente de manera que se pudiera
realizar un control del pH durante la precipitación. A continuación, se presenta una gráfica
que permite analizar los cambios en el pH, en diferentes muestras, a medida que se
incrementa el volumen de NaOH adicionado.
0
2
4
6
8
10
12
0 50 100 150 200
pH
Volumen de solución NaOH 2M [mL]
Curva de pH
Sin dilución
Con dilución

IAMB 200810 13 IAMB 200810 14
Evaluación de la recuperación de cobre por vía térmica a partir del lodo generado por precipitación de cobre presente en agua residual galvánica.
65
Gráfica 3. Cambios en el pH con el aumento del volumen de NaOH.
A pesar de que las curvas se encuentran en un rango amplio de volúmenes de solución de
NaOH, es posible apreciar un comportamiento similar entre ellas. Las pendientes, por ejemplo,
presentan valores similares para todas las muestras, a pesar de que la medición de los
volúmenes en las diluciones no fueron lo suficientemente exactos. Esto fue debido a que los
instrumentos usados no proporcionaron de manera precisa la medida, es decir, el volumen
contenido no correspondía al real. Lo anterior pudo actuar como una fuente de error en el
desfase observado en la Gráfica 3. Cambios en el pH con el aumento del volumen de NaOH.
Por otro lado, durante la precipitación se observó la formación de dos fases sólidas, una de las
cuales tenía apariencia esponjosa, y la otra una apariencia más compacta. Es fenómeno no se
presento con la primera muestra de agua. Sin embargo, las fases se homogenizaban al
incrementar el número de revoluciones por minuto durante este proceso.
6.2.2. SEDIMENTACIÓN
Posterior a la formación del precipitado, las soluciones se dejaron reposar hasta que la
separación entre la fase líquida y sólida fuera evidente, y el precipitado se asentara
disminuyendo su volumen. La compactación de la muestra es consecuencia de la interacción
entre las partículas grandes y pequeñas; de acuerdo a esto se puede suponer que hubo una
alta interacción al considerar que se puede diferenciar bien entre las dos fases. Durante las
primeras horas del proceso el cambio observado en las proporciones de la fase líquida y
sólida fue más notorio. Después de pasado un tiempo, el agua del sobrenadante presentaba
muy poca coloración, como se puede observar en la Ilustración 22.
5,5
6
6,5
7
7,5
8
8,5
9
9,5
120 125 130 135 140
pH
Volumen de solución NaOH 2M [mL]
Curva de pH

IAMB 200810 13 IAMB 200810 14
Evaluación de la recuperación de cobre por vía térmica a partir del lodo generado por precipitación de cobre presente en agua residual galvánica.
66
Ilustración 22. Resultado del proceso de sedimentación.
En aquellos casos en los que se presento un exceso en la concentración de NaOH (10M)
durante las pruebas preliminares, la muestra precipitada presentó un cambio en su coloración
durante el proceso de sedimentación. Este cambio de color iba de un azul pálido a un café
oscuro. Desafortunadamente, se desconocen las causas de este fenómeno. El agua del
sobrenadante también presento un cambio de coloración, ya que tomó un color azul oscuro, el
cual se le atribuye a la alta concentración de sodio en esta. Esta concentración causó también
una resuspensión del cobre, el cual se hace evidente en la Tabla 23Error! Not a valid
bookmark self-reference. si se compara con las concentraciones de cobre y sodio del
sobrenadante de las muestras precipitadas con solución de NaOH 2M, El pH final de las
muestras precipitadas con NaOH 2M se presenta en la Tabla 22Error! Reference source not
found., el cual fue en promedio 8.71 unidades, mientras que para las muestras precipitadas
con solución 10M el pH final estaba muy cercano a las 14 unidades.
Tabla 23. Resultados de laboratorio para sobrenadante 2M y 10M.
Parámetro Unidades Resultado Método Cobre (2M) mg/L Cu 28.1 EPA 3015 A ICP SM3120B Sodio (2M) mg/L Na 7424 EPA 3015 A ICP SM3120B
Cobre (10M) mg/L Cu 597 EPA 3015 A ICP SM3120B Sodio (10M) mg/L Na 35639 EPA 3015 A ICP SM3120B
Fuente: Laboratorio de Ingeniería Ambiental de la Universidad de los Andes.
Como se observa en la tabla anterior, usar concentraciones muy altas de agente precipitante
causó una resuspensión del cobre, durante la precipitación y sedimentación de agua con
concentración de cobre de 11.32 g/L, como también concentraciones significativas de sodio
en el lodo generado. No eran convenientes elevadas concentraciones de este último, ya que
podían afectar la pureza del producto final.

IAMB 200810 13 IAMB 200810 14
Evaluación de la recuperación de cobre por vía térmica a partir del lodo generado por precipitación de cobre presente en agua residual galvánica.
67
6.2.3. FILTRACIÓN
Antes de realizar la filtración se elimino la mayor cantidad de agua posible regando el
sobrenadante del proceso de sedimentación. Para obtener una fase sólida se realizó el proceso
de filtración al vació, tal como se describe en la metodología, el cual nos permitió obtener un
lodo compacto, muy similar, en cuanto a color y consistencia se refiere, al empleado en la Fase
experimental 1. Es importante mencionar que no todas las muestras fueron sometidas al
proceso de filtración, esto se tratará con mayor detalle en el proceso de secado.
Al finalizar la filtración, se obtuvo también el agua filtrada del lodo sedimentado. Esta última,
fue analizada solamente para los ensayos realizados con la segunda muestra de agua, mas no
con la primera, debido a los cambios realizados en el proceso de secado para esta última.
Ilustración 23. Lodo filtrado.
6.2.3.1. Primera muestra de agua
El precipitado formado tenía un porcentaje de cobre del 61.7%, como se presenta en la Tabla
24, demostrando una eficiente remoción del cobre presente en el agua por medio del uso del
NaOH como agente precipitante. Al agua obtenida después del proceso de filtración no se le
realizó ningún análisis.
Tabla 24. Resultado análisis de laboratorio lodo primera muestra de agua.
Parámetro Unidades Resultado Método Cobre %BS 61.7 EPA 3015 A ICP SM3120B
Fuente: Laboratorio de Ingeniería Ambiental de la Universidad de los Andes.
6.2.3.2. Segunda muestra de agua
Solamente dos de las tres muestras que posteriormente se utilizaron durante el secado
pasaron por el proceso de filtración. El agua extraída de estas fue analizada para cobre y

IAMB 200810 13 IAMB 200810 14
Evaluación de la recuperación de cobre por vía térmica a partir del lodo generado por precipitación de cobre presente en agua residual galvánica.
68
sodio. Así mismo, se les realizó un análisis de turbiedad. Los resultados obtenidos para cada
caso fueron los siguientes:
• Filtrada-Secada: El precipitado filtrado era de color azul pálido, el cual se conservó a lo
largo de este proceso.
Tabla 25. Resultados de laboratorio para agua de muestra filtrada-secada.
Parámetro Unidades Resultado Método Cobre mg/L Cu 7.8 EPA 3015 A ICP SM3120B Sodio mg/L Na 6578 EPA 3015 A ICP SM3120B
Fuente: Laboratorio de Ingeniería Ambiental de la Universidad de los Andes.
• Secada-Filtrada-Secada: Debido que la muestra filtrada había pasado por un proceso
de secado parcial, previo al filtrado, esta no presentaba un color azul pálido sino café
oscuro, esto correspondía a la oxidación del cobre durante el secado.
Tabla 26. Resultados de laboratorio para muestra de agua secada-filtrada-secada.
Parámetro Unidades Resultado Método Cobre mg/L Cu 25.8 EPA 3015 A ICP SM3120B Sodio mg/L Na 11945 EPA 3015 A ICP SM3120B
Fuente: Laboratorio de Ingeniería Ambiental de la Universidad de los Andes.
La turbiedad para cada uno de los casos fue de 1.27 NTU para la muestra filtrada, y de 2.25
NTU para la muestra secada-filtrada-secada. Es probable que las concentraciones presentadas
en la Tabla 25 y Tabla 26, hayan causado la diferencia entre las turbiedades de las muestras,
ya que a mayor concentración de partículas de cobre y sodio suspendidas, mayor turbiedad
tiene se presenta. Esta diferencia también puede ser consecuencia de la mayor eficiencia que
presento la segunda muestra en el filtrado, en comparación con la de la primera, es decir, la
segunda se filtro de manera más rápida que la primera a pesar de haber usado el mismo
montaje.
6.2.4. SECADO
Con el fin de poder cuantificar los cambios en las concentraciones de cobre y sodio en el
proceso de secado, este se realizó de tres formas diferentes. La primera de ellas consistía en
secar la muestra inmediatamente después del filtrado, la segunda en secarla después de la
sedimentación y la tercera, era una mezcla de las dos anteriores, ya que la muestra era
primero secada de manera parcial después de la sedimentación, luego filtrada, y finalmente

IAMB 200810 13 IAMB 200810 14
Evaluación de la recuperación de cobre por vía térmica a partir del lodo generado por precipitación de cobre presente en agua residual galvánica.
69
secada totalmente. Esto fue también consecuencia del cambio en la coloración presentado en
el precipitado con NaOH 10M.
6.2.4.1. Primera muestra
La primera muestra de agua trabajada durante esta fase fue filtrada una vez que el proceso de
sedimentación finalizó. No se realizó un secado previo, o solamente secado sin filtración, dado
que la concentración del agente precipitante utilizada (0.6M y 1.2M) no era muy alta, y por
tanto, no existía sospecha alguna de que se pudieran presentar grandes concentraciones de
sodio en el lodo obtenido que pudiera afectar la pureza del producto final. Después de la
filtración, la fase líquida obtenida fue desechada, mientras que la fase sólida o lodo, de color
azul pálido, fue llevado al horno de secado durante 24 horas.
6.2.4.2. Segunda muestra
Dado que la concentración del agente precipitante utilizada en la precipitación era de 2M, se
creía que de alguna forma gran parte del sodio utilizado podía quedar en el lodo, en vez de
irse en el agua extraída de este. El cambio en el proceso de secado fue en gran parte
consecuencia de los cambios presentados en la coloración del lodo y el sobrenadante, cuando
se adicionaron grandes cantidades de agente precipitante 2M y 10M, sin controlar el pH del
agua.
De acuerdo con lo anterior, las muestras obtenidas después de la sedimentación, de color azul
pálido, fueron divididas en tres grupos. Estas fueron sometidas a tres formas diferentes de
secado, los cuales se encuentran a continuación:
• Secada: La muestra escogida para este caso, fue llevada al horno de secado
inmediatamente después de la sedimentación. El proceso se llevo a cabo a 90°C
durante 9 días aproximadamente. Al final del proceso se obtuvo un lodo café oscuro,
en el cual se encontraba cobre en su estado oxidado, con escamas blancas en su
superficie. Es probable que estas escamas blancas sean evidencia de las altas
concentraciones de sodio en la muestra. El análisis de laboratorio realizado para sodio
y cobre del lodo arrojaron los siguientes resultados:

IAMB 200810 13 IAMB 200810 14
Evaluación de la recuperación de cobre por vía térmica a partir del lodo generado por precipitación de cobre presente en agua residual galvánica.
70
Tabla 27. Resultados de laboratorio para muestra secada.
Parámetro Unidades Resultado Método Cobre %BS 48.3 EPA 3015 A ICP SM3120B Sodio %BS 16.6 EPA 3015 A ICP SM3120B
Fuente: Laboratorio de Ingeniería Ambiental de la Universidad de los Andes.
El óxido cuproso, con fórmula molecular CuO, tiene un 79.89% en masa de cobre, y
20.11% en oxígeno. Considerando la presencia de sodio en el lodo, el valor máximo
que podría presentarse en la muestra sería un 66.63% de cobre. El porcentaje
presentado en la Tabla 27 es inferior, esto puede ser resultado de la presencia de otros
compuestos como sulfatos, sobre los cuales no se realizó medición.
• Filtrada-Secada: Una vez finalizada la sedimentación la muestra fue filtrada y secada a
90°C durante 24 horas, de la misma forma como se hizo con la primera muestra de
agua de concentración 1.78 g/L. Una parte del lodo obtenido presentó un color azul y
otra parte color café oscuro, atribuido al óxido de cobre; sin embargo, esta no presento
escamas blancas en las mismas proporciones que el anterior. La composición del lodo
para sodio y cobre se encuentra a continuación:
Tabla 28. Resultados de laboratorio para muestra filtrada-secada.
Parámetro Unidades Resultado Método Cobre %BS 69.6 EPA 3015 A ICP SM3120B Sodio %BS 7.9 EPA 3015 A ICP SM3120B
Fuente: Laboratorio de Ingeniería Ambiental de la Universidad de los Andes.
En esta muestra se encontraba presente tanto óxido cúprico, como hidróxido de cobre
(hidróxido cúprico), teniendo en cuenta la coloración presentada. El máximo
porcentaje de cobre posible en esta muestra, que se presentaría si estuviera en su
totalidad oxidada y considerando el contenido de sodio es de 73.58%. El valor
registrado no se encuentra tan alejado, en especial al tener en cuenta que la presencia
de hidróxido cúprico disminuye el porcentaje máximo posible.
• Secada-Filtrada-Secada: Este último es una mezcla de los dos anteriores. Una parte de
la muestra de lodo sedimentado, secada a 90°C, fue sacada del horno antes de finalizar
el proceso, y filtrada. La muestra cuando fue sacada del horno presentaba una
coloración café oscura. Una vez filtrada la muestra, fue devuelta al horno de secado
donde estuvo 24 horas más a 90°C. El lodo obtenido después del proceso de secado-
filtrado-secado era de color café oscuro, sin presencia de escamas blancas como en las

IAMB 200810 13 IAMB 200810 14
Evaluación de la recuperación de cobre por vía térmica a partir del lodo generado por precipitación de cobre presente en agua residual galvánica.
71
anteriores. Teniendo en cuenta el tiempo que demoraba cada porción de la muestra en
filtrar, el proceso parecía ser más eficiente en este caso que en el caso anterior. Esto es
consecuencia de la oxidación de la muestra, puesto que este lodo era más suelto,
permitiendo que el agua succionada se eliminara más fácilmente. Los resultados de
laboratorio obtenidos para sodio y cobre son los siguientes:
Tabla 29. Resultados de laboratorio para muestra secada-filtrada-secada.
Parámetro Unidades Resultado Método Cobre %BS 71.9 EPA 3015 A ICP SM3120B Sodio %BS 4.6 EPA 3015 A ICP SM3120B
Fuente: Laboratorio de Ingeniería Ambiental de la Universidad de los Andes.
El máximo contenido posible en este lodo, considerando que se encontraba en su
totalidad oxidado y con un contenido de sodio del 4.6%, es de 76.21%. La diferencia
entre este valor y el reportado en la tabla, puede ser consecuencia de otros
compuestos como sulfatos, presentes en la muestra.
De acuerdo con las tablas anteriores, es evidente el hecho de que la forma en que se realice el
secado puede influir directamente en las concentraciones de cobre, y especialmente en las
concentraciones de impurezas como el sodio, para este caso. De las tres formas, la que
presentó un mejor comportamiento fue la secada-filtrada-secada, seguida por la filtrada-
secada, y por último la secada. El orden anterior, afectó de manera directa los resultados del
proceso de fusión-conversión.
Por otro lado, durante este proceso se cuantificaron las humedades para dos de las tres
muestras, como se presenta a continuación en la Tabla 30. No fue posible calcular la humedad
perteneciente a la muestra secada dado que esta tenía un exceso de agua en el momento de
ser introducida al horno de secado a 90°C. Las otras dos humedades presentan valores
bastante lógicos, ya que la que presenta menor humedad fue la secada-filtrada-secada, la cual
paso por dos procesos de secado, a través de los cuales pudo perder más agua que la primera
muestra. Además, como se ha mencionado anteriormente, el hecho de que esta muestra se
haya filtrado estando en forma de óxido, favoreció la eficiencia de la filtración, y por lo tanto,
una mayor pérdida de agua. Esto no sucedió con la muestra filtrada-secada.

IAMB 200810 13 IAMB 200810 14
Evaluación de la recuperación de cobre por vía térmica a partir del lodo generado por precipitación de cobre presente en agua residual galvánica.
72
Tabla 30. Resumen de humedades para los tres tipos de secado.
Porcentajes de humedad Filtrada-secada 92%
Secada-filtrada-secada 82% Secada -
6.2.5. CALCINACIÓN
El proceso de calcinación se llevó a cabo bajo las mismas condiciones de operación que en la
Fase experimental 1, tanto para las muestras obtenidas del agua de cobre con concentración
de 1.78g/L, como para las muestras obtenidas a partir de una concentración de 11.32g/L.
Como se mencionó anteriormente, estas condiciones implicaban una temperatura aproximada
de 300°C y un tiempo de 2 horas en el horno.
6.2.5.1. Primera muestra de agua
Para el lodo obtenido de la primera muestra de agua, la cuantificación de la humedad se
realizó en una sola ocasión, arrojando un valor aproximado de 22.05% de remoción de masa
durante este proceso.
6.2.5.2. Segunda muestra de agua
Considerando que este procedimiento se lleva a cabo para eliminar el agua enlazada
químicamente en los hidróxidos, y lograr la conversión a óxidos, a continuación se presenta la
reducción en el peso de la muestra para cada una de de las formas de secado en la Tabla 31.
Tabla 31. Valores promedio de reducción durante la calcinación.
Calcinación Promedio Filtrada-secada 12,48% Secada-Filtrada-Secada 14,95% Secada 18,47%
Los valores presentados anteriormente, y los resultados observados durante el secado, en la
Tabla 31 y Tabla 30 respectivamente, son inversos en magnitud para el filtrado y para el
secado-filtrado-secado, sin embargo estos son muy cercanos entre sí. Se esperaba esta
similitud entre valores al tener en cuenta que las dos muestras ya estaban parcialmente
oxidadas, por tanto la eliminación de agua no era en su totalidad correspondiente al agua
enlazada químicamente en los hidróxidos, sino también a un remanente de humedad libre y
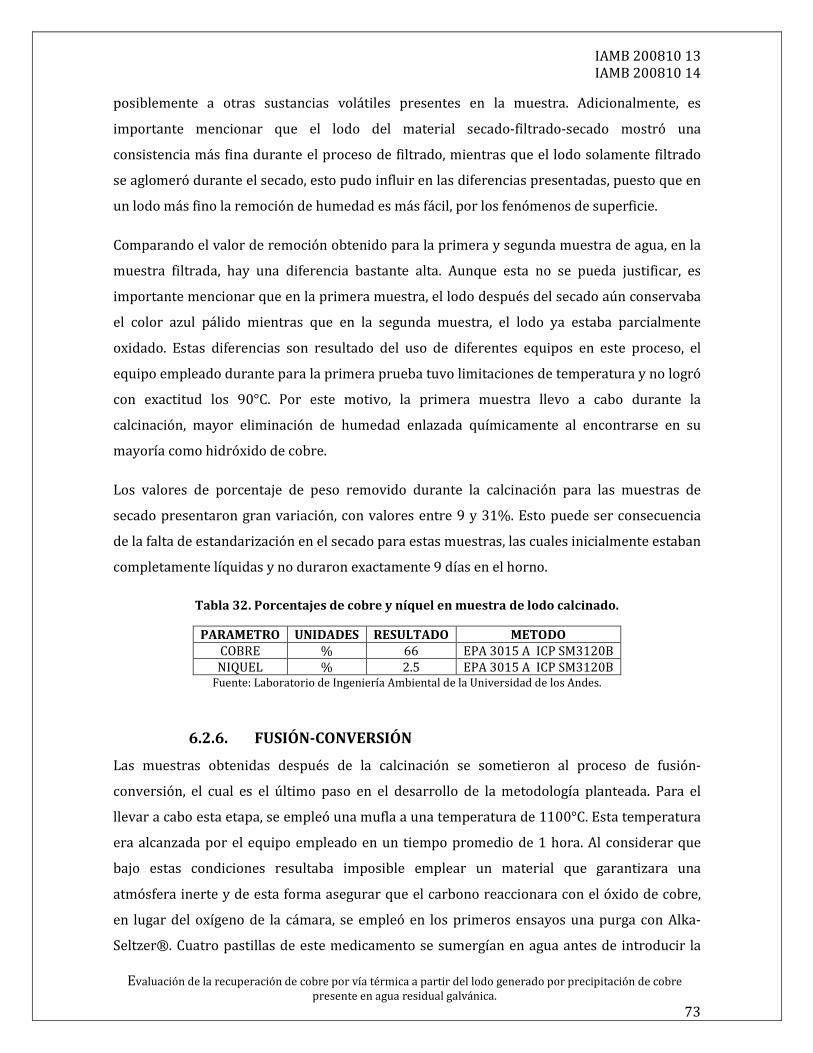
IAMB 200810 13 IAMB 200810 14
Evaluación de la recuperación de cobre por vía térmica a partir del lodo generado por precipitación de cobre presente en agua residual galvánica.
73
posiblemente a otras sustancias volátiles presentes en la muestra. Adicionalmente, es
importante mencionar que el lodo del material secado-filtrado-secado mostró una
consistencia más fina durante el proceso de filtrado, mientras que el lodo solamente filtrado
se aglomeró durante el secado, esto pudo influir en las diferencias presentadas, puesto que en
un lodo más fino la remoción de humedad es más fácil, por los fenómenos de superficie.
Comparando el valor de remoción obtenido para la primera y segunda muestra de agua, en la
muestra filtrada, hay una diferencia bastante alta. Aunque esta no se pueda justificar, es
importante mencionar que en la primera muestra, el lodo después del secado aún conservaba
el color azul pálido mientras que en la segunda muestra, el lodo ya estaba parcialmente
oxidado. Estas diferencias son resultado del uso de diferentes equipos en este proceso, el
equipo empleado durante para la primera prueba tuvo limitaciones de temperatura y no logró
con exactitud los 90°C. Por este motivo, la primera muestra llevo a cabo durante la
calcinación, mayor eliminación de humedad enlazada químicamente al encontrarse en su
mayoría como hidróxido de cobre.
Los valores de porcentaje de peso removido durante la calcinación para las muestras de
secado presentaron gran variación, con valores entre 9 y 31%. Esto puede ser consecuencia
de la falta de estandarización en el secado para estas muestras, las cuales inicialmente estaban
completamente líquidas y no duraron exactamente 9 días en el horno.
Tabla 32. Porcentajes de cobre y níquel en muestra de lodo calcinado.
PARAMETRO UNIDADES RESULTADO METODO COBRE % 66 EPA 3015 A ICP SM3120B NIQUEL % 2.5 EPA 3015 A ICP SM3120B
Fuente: Laboratorio de Ingeniería Ambiental de la Universidad de los Andes.
6.2.6. FUSIÓN-CONVERSIÓN
Las muestras obtenidas después de la calcinación se sometieron al proceso de fusión-
conversión, el cual es el último paso en el desarrollo de la metodología planteada. Para el
llevar a cabo esta etapa, se empleó una mufla a una temperatura de 1100°C. Esta temperatura
era alcanzada por el equipo empleado en un tiempo promedio de 1 hora. Al considerar que
bajo estas condiciones resultaba imposible emplear un material que garantizara una
atmósfera inerte y de esta forma asegurar que el carbono reaccionara con el óxido de cobre,
en lugar del oxígeno de la cámara, se empleó en los primeros ensayos una purga con Alka-
Seltzer®. Cuatro pastillas de este medicamento se sumergían en agua antes de introducir la

IAMB 200810 13 IAMB 200810 14
Evaluación de la recuperación de cobre por vía térmica a partir del lodo generado por precipitación de cobre presente en agua residual galvánica.
74
muestra en el horno. Sin embargo, se observó que emplear este compuesto no se generaban
cambios significativos; en parte, porque su aplicación se tuvo que realizar durante el periodo
en el cual aún permanecía abierta la cámara.
Se realizaron un total de nueve ensayos con el lodo obtenido en el desarrollo de la
metodología. Este debía ser combinado con coque y con fundente. El coque actuaría como
agente reductor, mientras que el fundente debía remover la escoria formada por las
impurezas y lograr un posible descenso en la temperatura de fusión del óxido de cobre. El
fundente empleado era una mezcla de óxido de hierro (FeO), sílice (SiO2) y cal (CaO), en
proporciones de 45% para los dos primeros, y 10% para el último. Este fue el mismo fundente
empleado durante la Fase experimental 1.
A partir de los resultados obtenidos en los primeros ensayos algunas de las variables de
control se estandarizaron. Otras variables como el tiempo entraron a participar de manera
definitiva. Las magnitudes de las principales variables del proceso se presentan a
continuación en la Tabla 33 para los nueve ensayos. La descripción de cada uno de estos se
presentará en detalle más adelante.
Tabla 33. Magnitud de las variables en la etapa de fusión-conversión.
Ensayo Tipo mLodo-CuO
(g) mcoque
(g) mfundente
(g) mfinal
(g) Tiempo (Horas)
Reducción en peso (%)
1 Filtrado 6.32 1.89 1.96 - 15 - 2 Filtrado 5.77 11.62 4.05 13.59 2 36.63 3 Filtrado 4.16 4.15 0 - 5 -
4 Secado-Filtrado-Secado 14.67 16.66 0 19.47 2 37.85
5 Filtrado 18.90 18.89 0 26.90 3 28.81 6 Secado 15.71 15.87 0 19.56 3 38.06
7 Secado-Filtrado-Secado 14.33 14.39 0 8.97 4.5 68.78
8 Filtrado 18.59 18.60 0 22.75 7 38.81 9 Filtrado 19.96 19.94 0 21.50 7.5 46.11
A diferencia de la Fase experimental 1, el tamaño de partícula del lodo no debía encontrarse
en un rango específico. A pesar de esto, se deseaba contar con un diámetro pequeño, de tal
forma que permitiera el contacto tanto con las partículas de coque, como con el fundente. Para
lograr esto, el lodo se trituró manualmente hasta obtener una reducción en el tamaño de
partícula.

IAMB 200810 13 IAMB 200810 14
Evaluación de la recuperación de cobre por vía térmica a partir del lodo generado por precipitación de cobre presente en agua residual galvánica.
75
Por otra parte, para cuantificar la pureza del material obtenido algunas de las muestras fueron
analizadas, después de ser sometidas a 1100°C, en el medidor de metales por fluorescencia de
rayos X. Este equipo proporcionaba el porcentaje del metal analizado en función del total de
metales pesados presentes en la muestra; adicionalmente elaboraba un espectro de
frecuencia de acuerdo a la composición. En los ejes de las gráficas correspondientes aparecen
los rótulos [Chan] y [cps]. En el eje X, [Chan] indica el canal correspondiente a cada elemento,
este es determinado de acuerdo a la longitud de onda o energía liberada por el elemento al
entrar en contacto con los rayos X; este valor es característico de cada elemento. En el eje Y,
[cps ] corresponde la frecuencia con la cual se presenta dicha longitud de onda o canal en la
muestra, entre mayor sea dicha frecuencia, mayor será el contenido del elemento.
Es importante mencionar que el patrón con el cual el equipo fue calibrado mostró al final de
los análisis una concentración de cobre del 96.94%. Considerando que este el patrón cuenta
con una pureza mayor a la indicada por la medición, se puede esperar que los resultados
arrojados para las muestras del proyecto tengan un porcentaje mayor de cobre que el
indicado por el análisis en el equipo.
6.2.6.1. Primera muestra de agua
Como se mencionó anteriormente, el lodo derivado de la primera muestra de agua siguió un
proceso únicamente de filtrado para la obtención del lodo. Posteriormente, al igual que las
otras muestras, fue sometido a secado y calcinación. Teniendo en cuenta la baja concentración
de cobre en esta muestra de agua, comparada con la segunda, se obtuvieron únicamente tres
muestras de lodo con un peso de 6.32, 5.77g y 4.16g. Las proporciones entre los componentes
de la mezcla sometida al proceso de fusión-conversión fueron variables, estas se presentan en
la Tabla 34.
Tabla 34. Proporciones empleadas en los primeros ensayos.
Ensayo Proporción coque Proporción fundente 1 30% 30% 2 200% 70% 3 100% 0%
• Ensayo 1: En el primer ensayo se pretendía seguir las proporciones empleadas en la
extracción de cobre reportadas en la literatura. Por tanto se empleó un 30% de la
masa de lodo como magnitud de la cantidad de coque y de fundente que debían

IAMB 200810 13 IAMB 200810 14
Evaluación de la recuperación de cobre por vía térmica a partir del lodo generado por precipitación de cobre presente en agua residual galvánica.
76
emplearse. Por inconvenientes con el equipo empleado, la muestra permaneció en la
mufla más tiempo del planeado para el ensayo, a una temperatura de 1049°C. Como el
tiempo de permanencia de la mezcla en la mufla fue tan prolongado (15 horas), el
calor acumulado provocó la fusión de toda la mezcla. Se obtuvo como resultado una
masa color negro solidificada, en la cual no se podían distinguir ninguno de los
componentes, ni observar la recuperación del metal en estado elemental.
• Ensayo 2: Partiendo del ensayo anterior, en el cual no se observó recuperación, se
consideró fundamental un incremento en la cantidad de agente reductor. Por este
motivo se decidió alimentar exceso de coque, empleando un 200% de la masa de lodo
como masa de agente reductor; esto con el fin de garantizar una atmósfera rica en
monóxido de carbono (CO) y carbono (C). Adicionalmente se incrementó la
proporción de fundente, para observar el comportamiento del mismo.
La muestra después de permanecer 2 horas en la mufla no estaba completamente
fundida, como en el caso anterior, por el contrario se distinguían los diversos
componentes. Esta muestra estaba compuesta por partículas grandes y finas de color
negro, el cual se presume era coque en exceso y lodo sin reaccionar (Ilustración 24-A).
La muestra también presentaba partículas de color rojo oscuro brillante, con forma
regular redondeada (Ilustración 24-B); y partículas grises redondas (Ilustración 24-
C).
Ilustración 24. Componentes de la mezcla obtenida en el Ensayo 2.
Las partículas de color rojo brillantes, se consideraron como óxido cuproso (Cu2O), el
cual se forma a una temperatura aproximada de 1000°C a partir del óxido cúprico
(CuO) y tiene esta coloración; el brillo y la forma regular, se le atribuyen a la fusión
que pudo sufrir el lodo dada la temperatura y el uso de fundente. Este material fue
A B C

IAMB 200810 13 IAMB 200810 14
Evaluación de la recuperación de cobre por vía térmica a partir del lodo generado por precipitación de cobre presente en agua residual galvánica.
77
analizado en el equipo para determinación de metales por rayos X, obteniendo los
resultados de la Ilustración 25. En esta se puede observar que hay una gran cantidad
de componentes e interferencia debido a la presencia de varios picos a través del
rango del espectro. El porcentaje de cobre que se encontró en la muestra fue de un
80.79% sobre el total de metales pesados contenidos en la misma. Aunque no se
pueda cuantificar la presencia de otra clase de compuestos, se puede conocer que la
muestra tiene gran cantidad de impurezas; a pesar de esto, el contenido de cobre es
elevado. Es importante mencionar que la ubicación del pico más alto en la muestra no
concuerda con la ubicación del cobre en el espectro, esto puede ser una consecuencia
de la interferencia de los compuestos no metálicos.
Ilustración 25. Espectro de rayos X para la muestra de Cu2O del ensayo 2.
Por otro lado, las partículas grises redondas se consideraron como fundente. Esta
consideración se realizó con base en el punto de fusión de la mezcla empleada, el cual
es inferior a la temperatura máxima alcanzada con un valor de 1010°C. La forma
redonda de las partículas se atribuye al proceso de fusión y percolación que pudieron
experimentar. A partir del espectro arrojado por el analizador de metales por rayos X,
se encontró que el porcentaje de hierro en la muestra era del 14.36%, mientras que el
remanente, 85.64% era cobre. En la Ilustración 26 se pueden observar claramente los

IAMB 200810 13 IAMB 200810 14
Evaluación de la recuperación de cobre por vía térmica a partir del lodo generado por precipitación de cobre presente en agua residual galvánica.
78
picos, correspondientes a los dos metales. A partir de esto se puede concluir que
emplear fundente puede favorecer en la disminución del punto de fusión del lodo; sin
embargo, los compuestos presentes en el fundente pueden arrastrar cantidades
considerables de cobre. Por este motivo en el siguiente ensayo se suprimió el uso de
fundente con el objetivo de observar, si bajo estas condiciones, se podía recuperar el
metal de interés.
El lodo sufrió una reducción con el paso de oxido cúprico (CuO) a oxido cuproso
(Cu2O), pero no completó el proceso de reducción a cobre en estado elemental.
Teniendo en cuenta que se observó un remanente de coque, se puede pensar que un
aumento en tiempo o en temperatura puede contribuir a que el proceso pueda ser
culminado.
Ilustración 26. Espectro de rayos X para la muestra de fundente del ensayo 2.
• Ensayo 3: Partiendo de los resultados obtenidos en los ensayos anteriores, se empleó
para este caso una menor proporción de coque y se suprimió el fundente, tal como lo
indica la Tabla 34; también se incrementó el tiempo de permanencia de la mezcla en el
horno. La muestra obtenida después de la fusión-conversión tenía una apariencia
similar a la muestra del Ensayo 1, puesto que en este caso también se fundió y

IAMB 200810 13 IAMB 200810 14
Evaluación de la recuperación de cobre por vía térmica a partir del lodo generado por precipitación de cobre presente en agua residual galvánica.
79
solidificó todo el material; sin embargo, en esta ocasión presentaba una coloración
rojiza como se puede observar en la Ilustración 27.
Ilustración 27. Muestra del Ensayo 3 después del proceso de fusión-conversión.
El crisol tuvo que romperse para recuperar la muestra, la cual se trituró
cuidadosamente con el objetivo de analizar en detalle el resultado. En las partes
donde el material se encontraba más compacto se lograron recuperar piezas de cobre
en estado elemental haciendo presión sobre la mezcla fundida y solidificada. El metal
obtenido se analizó posteriormente en el microscopio para verificar su apariencia.
Una de las piezas recuperadas se presenta en la Ilustración 28, la primera imagen
corresponde a un aumento de 100X y la segunda de 400X. Cabe destacar el brillo que
presenta la pieza y la distorsión en el color original por el manejo de luz en el
microscopio. El color real tenía una coloración más rojiza, que se puede observar
mejor en la segunda figura de la ilustración. En la imagen correspondiente al
aumento de 400X se puede observar una traza de material rojo, el cual puede ser
óxido cuproso (Cu2O).
Ilustración 28. Muestra de cobre en estado elemental obtenido en el Ensayo 3, aumento
de 100X y 400X en el microscopio.

IAMB 200810 13 IAMB 200810 14
Evaluación de la recuperación de cobre por vía térmica a partir del lodo generado por precipitación de cobre presente en agua residual galvánica.
80
Esta muestra también fue analizada en el equipo de rayos X, presentando el espectro
de la Ilustración 29, en este se puede observar claramente un pico principal
correspondiente al 96.62% de cobre. Al comparar este valor con el del patrón, el cual
mostro un porcentaje de 96,94% de cobre, podemos afirmar que esta muestra es de
gran pureza. Esto también se puede corroborar por el ancho del espectro presentado,
el cual no se distribuye a través de todo el rango, sino se encuentra solo en una región.
Ilustración 29. Espectro de rayos X para el cobre en estado elemental del Ensayo 3.
El remanente de la muestra, en la cual no se observó presencia de cobre elemental,
también se analizó con el equipo de rayos X. Los resultados obtenidos se presentan a
continuación en la Ilustración 30. El contenido de cobre en esta muestra es del
96.04%. A pesar que esta podría contener todavía trazas de coque, el carbono no
causó interferencia con los resultados presentados. En este sentido, al tener en cuenta
que el espectro presentado no tiene diferentes picos, ni distorsión, como en casos
anteriores cuando se presentaban varios compuestos; se puede pensar que el coque se
consumió en su totalidad, y el remanente es una mezcla de óxido de cúprico (CuO) y
óxido cuproso (Cu2O) fundidos, motivo por el cual el color de la muestra y del polvo
obtenido después de la trituración tienen una tonalidad entre gris y rojo.

IAMB 200810 13 IAMB 200810 14
Evaluación de la recuperación de cobre por vía térmica a partir del lodo generado por precipitación de cobre presente en agua residual galvánica.
81
Ilustración 30. Espectro de rayos X para remanente del Ensayo 3.
6.2.6.2. Segunda muestra de agua
El lodo derivado de la segunda muestra de agua se obtuvo con diferencias en el proceso de
secado y filtrado, de acuerdo a la descripción realizada en el numeral 6.2.4.2. Esta variación
afectó las características del producto final de la fusión-conversión. En la Tabla 33 se presenta
el procedimiento empleado para cada ensayo en esta etapa. Con la muestra obtenida se
realizaron en total seis ensayos, estandarizando la cantidad de coque y de fundente. La
proporción de coque fue del 100% de la masa de lodo empleado y se suprimio el uso de
fundente a partir de los resultados en el Ensayo 3, en el cual se logró recuperar cobre en
estado elemental sin emplear fundente. La cantidad de lodo empleada en estos ensayos
triplicó la cantidad utilizada anteriormente, esto con el objetivo de recuperar mayor cantidad
de cobre. En la Tabla 33 se presenta la magnitud de esta variable.
• Ensayo 4: Los resultados observados al final de este ensayo fueron bastante similares a
los obtenidos en Ensayo 2. La muestra inmediatamente retirada de la mufla tenía en la
superficie partículas de color rojo, como se muestra en la Ilustración 31, junto a
partículas de color negro de mayor tamaño. De igual manera que en el ensayo 2, las
partículas de color rojo corresponden a la descripción del oxido cuproso (Cu2O). Sin
embargo, en este caso no parecían haber sufrido un proceso de fusión durante la

IAMB 200810 13 IAMB 200810 14
Evaluación de la recuperación de cobre por vía térmica a partir del lodo generado por precipitación de cobre presente en agua residual galvánica.
82
permanencia a 1100°C; motivo por el cual, en su mayoría se encontraban en la parte
superior de la muestra y no mostraban el mismo brillo y forma regular redondeada
que mostraron en el caso anterior. Las partículas de color negro, se consideraron
coque y lodo sin reaccionar.
Ilustración 31. Muestra del ensayo 4 después del proceso de fusión-conversión.
En la Ilustración 32 se encuentran aisladas las partículas de oxido cuproso (Cu2O). En
esta se pueden observar sus características con mayor detalle. Cabe destacar la forma
amorfa comparada con la forma redondeada presentada en el Ensayo 2.
Ilustración 32. Muestra de Cu2O después del proceso fusión-conversión.
Adicionalmente, la reducción en masa de este ensayo fue bastante similar a la del
Ensayo 2, el cual coincidía en igual tiempo de permanencia en la mufla y en un exceso
de coque, aunque no en las mismas proporciones. Como muestran los valores de la
Tabla 33, esta reducción fue de 36.63% y 37.85% para el Ensayo 2 y 4,
respectivamente. Aunque la diferencia en el resultado es muy baja, esta puede ser
atribuida en parte a la presencia de fundente en el Ensayo 2, el cual hace parte de la

IAMB 200810 13 IAMB 200810 14
Evaluación de la recuperación de cobre por vía térmica a partir del lodo generado por precipitación de cobre presente en agua residual galvánica.
83
masa total. Este material se espera que permanezca en igual magnitud en la muestra
final del Ensayo 2; como en el Ensayo 4 este no se empleó, la reducción de la masa
total puede ser mayor porque no es considerado en el total de masa final. Al parecer el
aumento en la cantidad de material a tratar no altera los resultados obtenidos.
Como se concluyó anteriormente con el Ensayo 2, faltó un incremento en la
temperatura o en el tiempo de permanencia para lograr una reducción del óxido
cúprico (CuO) a cobre en estado elemental, puesto que se observó un remanente de
coque en la muestra final. Considerando las limitaciones de los equipos disponibles en
cuanto a temperatura y partiendo del resultado del Ensayo 3, la mejor alternativa para
llegar a la conversión total de la muestra a cobre metálico, es un incremento en la el
tiempo de permanencia del lodo en la mufla.
Adicionalmente se analizó la muestra de óxido cuproso (Cu2O) en el equipo de
medición por rayos X, obteniendo los resultados de la Ilustración 33. La amplitud del
espectro evidencia la gran variedad de compuestos presentes en la pieza analizada y la
distorsión generada por los mismos. El contenido de cobre en esta es del 62.39%; el
cual corresponde a uno de los picos más elevados en la ilustración, proporcionando
mayor confiabilidad en el resultado.
Ilustración 33. Espectro de rayos X para la muestra de Cu2O del Ensayo 4.

IAMB 200810 13 IAMB 200810 14
Evaluación de la recuperación de cobre por vía térmica a partir del lodo generado por precipitación de cobre presente en agua residual galvánica.
84
Antes de continuar, es importante mencionar que el método empleado para obtener el
lodo, es decir secado-filtrado-secado, no influenció la muestra de forma negativa.
• Ensayo 5: Este ensayo se realizó simultáneamente y en el mismo equipo que el Ensayo
6. Como se sugirió con anterioridad, el tiempo de permanencia de la muestra en el
horno debía aumentar, motivo por el cual estas muestras se dejaron por un periodo de
3 horas en la mufla. La diferencia entre los dos ensayos fue el tipo de muestra
empleada; se utilizó material obtenido por el método de filtrado-secado y secado para
el Ensayo 5 y Ensayo 6 respectivamente.
Los resultados obtenidos para el Ensayo 5, en cuanto a apariencia, fueron los mismos
que para el Ensayo 4; es decir, se observó la presencia de óxido cuproso (Cu2O), coque
y lodo sin reaccionar. Se esperaba una mayor reducción en la masa final de la muestra,
sin embargo ocurrió lo contrario; el porcentaje removido fue mayor para el Ensayo 4
que para el Ensayo 5 a pesar que la muestra del primero duró un menor tiempo en la
mufla. Esto puede ser consecuencia de haber introducido dos muestras
simultáneamente al horno. Motivo por el cual la distribución de calor no fue uniforme,
y además este se distribuyó entre mayor cantidad de materia. El porcentaje de
reducción para este ensayo fue de 28.81%, como indica la Tabla 33.
• Ensayo 6: La muestra de este ensayo después de ser retirada de la mufla mostró una
apariencia muy diferente a las muestras de los otros ensayos, como se puede observar
en la segunda imagen de la Ilustración 34. En la capa superficial de la mezcla se formó
una capa verdosa, y no se presenciaron las partículas rojas. La muestra obtenida
mostró una apariencia más compacta, correspondiente a una reducción en peso de
38.06%, este valor es más elevado que la reducción de la muestra del Ensayo 5
sometida a las mismas condiciones. Esto puede ser consecuencia de la composición de
las mismas. El contenido de impurezas en el lodo de este ensayo era mayor como
resultado del procedimiento de secado para su obtención, estas impurezas pudieron
ser de naturaleza volátil a esta temperatura y de esta forma causar una reducción en
masa mayor.
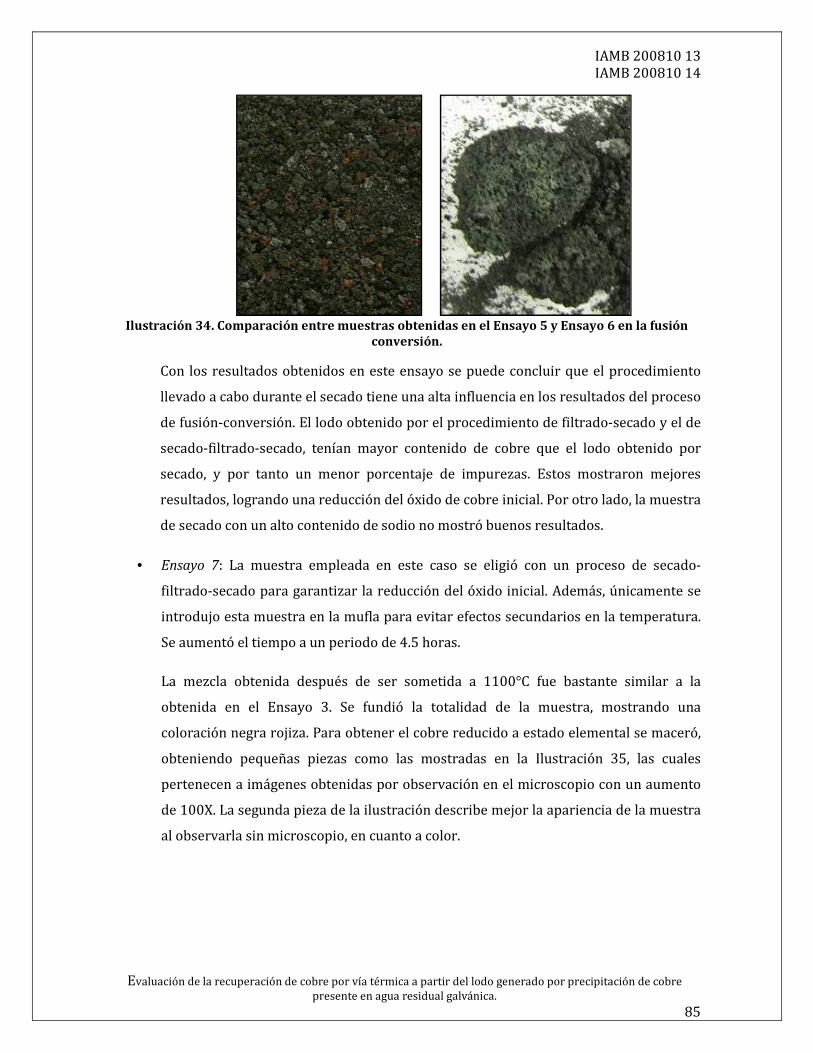
IAMB 200810 13 IAMB 200810 14
Evaluación de la recuperación de cobre por vía térmica a partir del lodo generado por precipitación de cobre presente en agua residual galvánica.
85
Ilustración 34. Comparación entre muestras obtenidas en el Ensayo 5 y Ensayo 6 en la fusión
conversión.
Con los resultados obtenidos en este ensayo se puede concluir que el procedimiento
llevado a cabo durante el secado tiene una alta influencia en los resultados del proceso
de fusión-conversión. El lodo obtenido por el procedimiento de filtrado-secado y el de
secado-filtrado-secado, tenían mayor contenido de cobre que el lodo obtenido por
secado, y por tanto un menor porcentaje de impurezas. Estos mostraron mejores
resultados, logrando una reducción del óxido de cobre inicial. Por otro lado, la muestra
de secado con un alto contenido de sodio no mostró buenos resultados.
• Ensayo 7: La muestra empleada en este caso se eligió con un proceso de secado-
filtrado-secado para garantizar la reducción del óxido inicial. Además, únicamente se
introdujo esta muestra en la mufla para evitar efectos secundarios en la temperatura.
Se aumentó el tiempo a un periodo de 4.5 horas.
La mezcla obtenida después de ser sometida a 1100°C fue bastante similar a la
obtenida en el Ensayo 3. Se fundió la totalidad de la muestra, mostrando una
coloración negra rojiza. Para obtener el cobre reducido a estado elemental se maceró,
obteniendo pequeñas piezas como las mostradas en la Ilustración 35, las cuales
pertenecen a imágenes obtenidas por observación en el microscopio con un aumento
de 100X. La segunda pieza de la ilustración describe mejor la apariencia de la muestra
al observarla sin microscopio, en cuanto a color.

IAMB 200810 13 IAMB 200810 14
Evaluación de la recuperación de cobre por vía térmica a partir del lodo generado por precipitación de cobre presente en agua residual galvánica.
86
Ilustración 35. Muestras de cobre en estado elemental obtenido en el Ensayo 7.
Una de estas piezas fue analizada en el equipo de rayos X, en el cual se obtuvo un
contenido de cobre del 94.13%. El espectro obtenido se puede observar en la
Ilustración 36. En este se puede notar claramente el mayor pico, correspondiente a la
presencia de cobre. Nuevamente, teniendo en cuenta el contenido de cobre en el
patrón, se puede esperar que el contenido de cobre sea mayor para la muestra.
Ilustración 36. Espectro de rayos X para el cobre en estado elemental del Ensayo 7.
El remanente obtenido después del macerado fue observado en el microscopio,
mostrando una apariencia como la de la Ilustración 37, en esta se pueden distinguir
partículas de color rojo, las cuales se consideraron como óxido cuproso (Cu2O),
mientras que las partículas color gris se consideraron óxido cúprico (CuO). Estas
consideraciones se realizaron con base a la reducción de masa de la muestra, la cual
fue de 68.78%; el peso inicial del lodo rico en cobre fue de 14.33g, y el peso final

IAMB 200810 13 IAMB 200810 14
Evaluación de la recuperación de cobre por vía térmica a partir del lodo generado por precipitación de cobre presente en agua residual galvánica.
87
obtenido de la totalidad de la muestra después de los 1100°C fue de 8.96g. Como la
muestra se había alimentado con un 100% de coque, se puede pensar que este se
consumió en la totalidad, y que la masa final de la muestra fundida corresponde a una
mezcla de óxidos, en la cual se encuentra lodo inicial sin reaccionar y lodo reducido. La
disminución en masa hasta un valor inferior al del lodo inicial garantiza la reducción
química del oxido cúprico (CuO) inicial.
Ilustración 37. Remanente del Ensayo 7 analizado en el microscopio.
Esta muestra también se analizó con rayos X, obteniendo el espectro presentado a
continuación. En este se observa claramente el pico más alto correspondiente a cobre,
con un 93.1%. En este no se observa distorción, ni gran cantidad de picos que pueda
indicar la presencia de muchos componentes como sucedió en el análisis de las
muestras de óxido cuproso (Cu2O), cuando no se recuperó cobre en estado elemental.

IAMB 200810 13 IAMB 200810 14
Evaluación de la recuperación de cobre por vía térmica a partir del lodo generado por precipitación de cobre presente en agua residual galvánica.
88
Ilustración 38. Espectro de rayos X para el remanente del Ensayo 7.
• Ensayo 8: En este ensayo se incrementó el tiempo con el objetivo de observar y
analizar la reducción de masa de una muestra con igual composición, además para
conocer si a partir de las mismas condiciones de alimentación era posible obtener un
contenido de cobre elemental mayor. Contrario a lo esperado esta mezcla no se fundió,
solamente alcanzó la formación de óxido cuproso (Cu2O) en la superficie. La reducción
en peso, 38.81%, fue bastante similar a los ensayos que tuvieron el mismo
comportamiento, es decir que llegaron únicamente a la formación de óxido cuproso
(Cu2O). Inicialmente se planteó que los resultados habían sido producto de alguna
modificación en las condiciones de permanencia de la muestra en el equipo.
• Enayos 9: Después de los resultados obtenidos durante el desarrollo del Ensayo 8, se
sometió una nueva muestra de lodo, con un 100% de coque, a las mismas condiciones
y con un ligero incremento en el tiempo. Se empleó un tiempo de 7 horas y media en
este ensayo. Los resultados obtenidos fueron los mismos que en el Ensayo 8. La única
diferencia observada fue un incremento en la reducción de masa, el valor de esta fue
de 46.11%. Este ensayo indicó que los resultados obtenidos no eran consecuencia de
alguna alteración en las condiciones de la muestra en el equipo. Adicionalmente se
verificó el buen comportamiento de la mufla.
No se puede justificar con exactitud el origen de los resultados observados en los dos últimos
ensayos; sin embargo se puede plantear que la obtención de un lodo fundido y reducido, en el
cual se haya consumido la mayoría del contenido de coque, es una función directa del tiempo
de permanencia del lodo a 1100°C. Las dos muestras de las cuales se pudo obtener cobre en
estado elemental permanecieron en la mufla aproximadamente el mismo tiempo, entre 4
horas y media y 5 horas. Después de este tiempo comenzó la reducción en la temperatura, la
cual pudo generar algún cambio que favoreció la termodinámica de la muestra y de esta forma
los resultados del ensayo.
El procedimiento de secado permitió encontrar diferencias en los resultados observados en
fusión-conversión, se puede afirmar que la muestras obtenidas por filtrado-secado, y por
secado-filtrado-secado mostraron buenos resultados, puesto que a partir de las dos se
recuperó cobre en estado elemental. Por este motivo, esta variable no pudo afectar los

IAMB 200810 13 IAMB 200810 14
Evaluación de la recuperación de cobre por vía térmica a partir del lodo generado por precipitación de cobre presente en agua residual galvánica.
89
resultados de los últimos dos ensayos realizados, en los cuales se empleó muestra de filtrado-
secado.
Algunas mezclas sometidas a 1100°C, obtenidas de la segunda muestra de agua, presentaron
una coloración verdosa en las partículas. Esta no fue tan notoria como en el caso del Ensayo 6.
Al analizar una de estas muestras con rayos X, se obtuvo el especto de la Ilustración 39.
Ilustración 39. Espectro de rayos X en partículas de la mezcla de fusión-conversión.
Las características de este evidencian la presencia de multiples componentes, algunos de los
cuales se presentan en la Tabla 35. Estos elementos pertenecen a trazas del proceso de
galvanizado, en el cual se emplean diferentes aditivos en los cuales estos metales están
presentes. A pesar de los posibles agentes contaminantes, las muestras obtenidas de cobre
elemental tienen un alto nivel de pureza.
Tabla 35. Contenido de metales en partículas de la mezcla de fusión-conversión.
Metal Porcentaje (%) Cu 80.52 Ni 6.02 Fe 0.56 Pb 0.29 Pd 1.83 Sn 5.53 Cd 2.36 Cr 2.88

IAMB 200810 13 IAMB 200810 14
Evaluación de la recuperación de cobre por vía térmica a partir del lodo generado por precipitación de cobre presente en agua residual galvánica.
90
En algunas de las muestras se observó la presencia de una coloración amarilla, en
proporciones muy pequeñas, esta puede ser atribuida al óxido de cromo. De igual manera, los
espectros de la mayoría de las muestras presentaron un pico en el contenido de niquel; sin
embargo, este no se pudo cuantificar debido a que el equipo le atribuia por defecto el
porcentaje remanente que no pertenecía a cobre.
Se realizó un último ensayo con el fin de comprobar las suposiciones realizadas inicialmente,
en las cuales se decia que el remanente de color negro contenía coque en los ensayos en los
que se obtuvo oxido cuproso (Cu2O); mientras que el remanente de los ensayos en los cuales
se obtuvo cobre en estado elemental, que estában totalmente fundidos, solamente contenia
una mezcla de óxidos. Este ensayo consistió en someter los remanentes de algunos ensayos a
una temperatura de 500°C por una hora y media. Bajo estas condiciones, si la muestra
presentaba coque, este debía consumirse y mostrar una reducción en peso; por el contrario, si
presentaba solo óxidos no debía reducir la masa y posiblemente oxidar nuevamente el óxido
cuproso(Cu2O) a óxido cúprico (CuO). Los resultados obtenidos se presentan en la Tabla 36.
Tabla 36. Resultados obtenidos en la comprobación de composición.
Ensayo Descripción
muestra Compuestos esperados
Reducción masa (%)
2 Remanente Lodo sin reaccionar (CuO) y coque. 7.74%
7 Remanente Lodo sin reaccionar, y lodo reducido (CuO y Cu2O).
-0.04%
8 Remanente Lodo sin reaccionar (CuO) y coque. 8.64%
Efectivamente se observó una reducción de masa en las muestras que se suponía contenían
coque. En las muestras de solo óxidos, no se obtuvo la reducción en masa, por el contrario un
ligero aumento atribuido a la oxidación del óxido cuproso (Cu2O; esto se verificó con el
cambio de coloración de la muestra, la cual pasó de un tono gris rojizo a un color gris oscuro.
En el ANEXO 3 se presenta un resumen de las características principales de los nueve ensayos
realizados durante la fusión-conversión.
IAMB 200810 13 IAMB 200810 14
Evaluación de la recuperación de cobre por vía térmica a partir del lodo generado por precipitación de cobre presente en agua residual galvánica.
91
7. CONCLUSIONES
• El lodo utilizado durante la primera fase del proyecto de grado, era bastante complejo
en su composición. Esta característica dificultó el trabajo realizado en laboratorio
debido a que se desconocían la mayoría de las interacciones entre los compuestos
metálicos presentes en este.
• En la Fase experimental 1 después del proceso de calcinación, la sinergia generada en
la transición de los compuestos presentes en forma de hidróxido, antes de este
proceso, a su forma oxidada, generó un comportamiento irregular de la mezcla. Es
probable que este resultado no se hubiera obtenido si los compuestos se encontraran
presentes por separado. Este comportamiento alteró la magnitud de las variables de
control planteadas para el proceso de separación. Por ejemplo, la temperatura de
separación planteada para el cobre y el níquel podría ser mayor o menor a 1500°C, a
pesar de que nunca se logró verificar.
• La recuperación de metales a partir de óxidos requiere de equipos especializados, que
mantengan las temperaturas de la mezcla lo suficientemente altas, por encima del
punto de fusión. De esta forma, el calor se distribuirá uniformemente, la mezcla
permanecerá fluida, y se le podrá dar el tiempo suficiente al proceso y a los fundentes,
para que puedan llevar a cabo su objetivo. Desafortunadamente, no se logró tener
acceso a esta clase de equipos.
• Durante el desarrollo de la Fase experimental 1 no se logró observar el proceso de
formación de escoria por parte de los fundentes dado que los fundentes y el lodo no se
fundieron simultáneamente. Esto se dio porque no se contaba con una temperatura
capaz de fundir el lodo y de mantenerlo en estado líquido, de manera que se pudieran
dar las reacciones de formación de escoria por el contacto entre los dos materiales, y
se formaran dos capas inmiscibles que permitieran la separación de los metales
deseados de los no deseados. Sin embargo, se pudo verificar el punto de fusión de la
mezcla de fundentes seleccionada para la separación.
• A pesar que nunca se logró verificar la forma en la que se encontraban los metales
después de cada etapa del proceso, el cambio en la coloración del lodo a lo largo de
este permitió verificar que efectivamente las reacciones esperadas se estaban llevando
a cabo. La coloración en cada una de las etapas se le atribuyó a la formación de un

IAMB 200810 13 IAMB 200810 14
Evaluación de la recuperación de cobre por vía térmica a partir del lodo generado por precipitación de cobre presente en agua residual galvánica.
92
compuesto determinado, por ejemplo verde manzana al hidróxido de níquel, verde
oscuro al óxido de níquel, azul pálido al hidróxido de cobre, y rojo al óxido de cobre.
• El uso de reactivos más puros podría facilitar la estandarización de las cantidades
necesarias en algunos procesos. Por ejemplo, en el caso de los volúmenes de agente
precipitante empleado. Esto, con el fin de hacer más eficiente la precipitación del
cobre y evitar su resuspensión, así como el proceso de producción del lodo. Como se
hizo evidente en los resultados, este experimenta una gran reducción en su masa
después del proceso de secado y calcinación, de ahí el interés en aumentar la eficiencia
en pasos anteriores.
• En el proceso de precipitación, se observó una dependencia directa del pH de la
solución. Aunque se obtuvo un buen comportamiento del proceso en un rango amplio
de pH, un incremento en esta variable por encima del óptimo evidenció la
contaminación del lodo con el compuesto empleado como agente precipitante (NaOH).
Este efecto no se hizo notorio durante la precipitación pero logró producir grandes
cambios en las etapas posteriores en la metodología. A partir de esto, se decidió que
entre las opciones para obtener el óxido de cobre que debía emplearse durante la
etapa de fusión-conversión, el método que proporcionaba mejores resultados
consistía en precipitar el agua de cobre diluida con agua desionizada, empleando una
solución de NaOH 2M hasta alcanzar un pH de 8; dejar sedimentar por 24 horas y
eliminar el agua del sobrenadante. Posteriormente calentar el lodo precipitado hasta
que este se encontrara oxidado, filtrar al vació, secar 24 horas, y calcinar por 2 horas.
• La selección del combustible y la calidad del mismo deben realizarse en función del
uso específico para el cual está destinado. Su composición química y propiedades
físicas, por otro lado, deben estar dentro de unos límites mínimos permitidos con el fin
de que pueda desempeñar satisfactoriamente sus funciones. Probablemente, estos
factores hayan influido de manera directa en el desarrollo a lo largo del proceso de
fusión-conversión. Sin embargo, la selección de coque como agente reductor fue una
buena elección, puesto que se verificó que proporcionaba los compuestos necesarios
para la eliminación del oxígeno presente en los óxidos de cobre, permitiendo llegar a
cobre en estado elemental. No se logró una comprensión completa del consumo de
este compuesto, pero limitar la atmósfera a la cual se expusiera y el tiempo que durara
a altas temperaturas fueron variables que influenciaron este proceso.

IAMB 200810 13 IAMB 200810 14
Evaluación de la recuperación de cobre por vía térmica a partir del lodo generado por precipitación de cobre presente en agua residual galvánica.
93
• Las variables que afectaron de manera significativa el proceso de fusión-conversión
fueron principalmente la temperatura, el tiempo y la cantidad de agente reductor.
Cualquier variación en alguna de estas marcaba la diferencia entre obtener cobre en
estado elemental u obtener otros compuestos de cobre. Se puede concluir que entre
las magnitudes empleadas en el proyecto para dichas variables, las que arrojaron
mejores resultados corresponden a 1100°C, 5 horas, y 100% de coque. Cabe
mencionar que estas están sujetas a optimización, puesto que un incremento en
alguna de las variables, puede favorecer la cantidad de cobre obtenida por cada
muestra de lodo. Por ejemplo, aunque se haya observado recuperación de cobre en
estado elemental con un 100% de coque, no se observó un remanente del mismo; por
este motivo un incremento en esta cantidad podría favorecer que la muestra
remanente de óxidos se convirtiera a cobre. Esta propiedad se puede ver afectada
notoriamente por el grado de hermetismo obtenido en la cámara de la mufla.
• A lo largo de la metodología planteada se observó un aumento en las concentraciones
de cobre, a pesar que solamente en dos de los ensayos realizados se logró la
recuperación de cobre en estado elemental.
• El cobre en estado elemental obtenido tiene un alto nivel de pureza, entre el 94 y el
97%. Sin embargo en las observaciones realizadas en el microscopio se puede
observar que este conserva trazas de los compuestos con los cuales funde a

IAMB 200810 13 IAMB 200810 14
Evaluación de la recuperación de cobre por vía térmica a partir del lodo generado por precipitación de cobre presente en agua residual galvánica.
94
8. PERSPECTIVAS
• A partir de los resultados observados en la evaluación de las alternativas térmicas de
separación del lodo producido por la empresa Grifería & Complementos CORONA;
surge como opción, para separar los compuestos metálicos presentes, evaluar otros
tratamientos posibles, como por ejemplo el uso de ácidos que solubilicen uno de los
compuestos de interés.
• Durante el desarrollo de este proyecto se conoció la dificultad de trabajar con lodos
obtenidos en el tratamiento de aguas de la industria galvánica. Esta dificultad
originada en la gran variedad de compuestos metálicos presentes, se podría omitir si
durante el tratamiento si se llevara a cabo una separación de efluentes. Aunque esta
operación puede hacer más complejo el tratamiento de agua, favorece enormemente
el proceso de recuperación de metales a partir del lodo. Bajo estas condiciones este
trabajo de grado podría ser aplicado a nivel industrial.
• Dado que en la mayoría de los ensayos realizados se llego a la forma oxidada del cobre,
es conveniente plantear procesos a través de los cuales se logre llegar a otros
compuestos derivados del cobre empleados en otros sectores de la economía, como la
agricultura.
• Es importante para la metodología planteada en el presente proyecto, su evaluación
bajo temperaturas más altas y atmósfera inerte, de manera que se pueda mejorar el
desempeño del proceso. Otra posibilidad en este sentido, es evaluar temperaturas
inferiores con tiempos más prolongados, lo cual representa una alternativa cuando
hay limitación de equipos.
• Pese a las pocas nociones económicas sobre el procedimiento planteado en el
proyecto, se considera que este puede llegar a tener viabilidad en la medida que se
desarrolle a escala macro, con un alto valor en la inversión inicial, y con un largo
periodo de retorno. A pesar de estas características, los costos asociados pueden llegar
a compensar el valor de la importación del cobre, el costo de compra del mismo y el de
disposición de los residuos producidos en la planta de tratamiento. El mayor beneficio
se presentaría en el campo ambiental, puesto que se minimizaría el nivel de
disposición de este residuo, disminuyendo la cantidad de residuos de seguridad
necesarios.
IAMB 200810 13 IAMB 200810 14
Evaluación de la recuperación de cobre por vía térmica a partir del lodo generado por precipitación de cobre presente en agua residual galvánica.
95
• Es de vital importancia profundizar y continuar con la investigación sobre la
recuperación de metales pesados con el fin de estandarizar la metodología planteada.
De igual forma, es necesario realizar un estudio de la viabilidad económica del mismo
y así, poder evaluar su viabilidad en la recuperación de otros metales y su aplicación a
nivel industrial.

IAMB 200810 13 IAMB 200810 14
Evaluación de la recuperación de cobre por vía térmica a partir del lodo generado por precipitación de cobre presente en agua residual galvánica.
96
9. BIBLIOGRAFIA
Almeida Gamarra, N. R. (2006). Ensayos preliminares de pirólisis de residuos sólidos
municipales para obtención de biocombustibles. Bogotá: Uniandes.
Askeland, D. R. (1998). Ciencia e ingeniería de los materiales. México: International Thomson
Editores.
Bray, J. L. (1962). Metalurgia Extractiva de los Metales no Férreos. Madrid: Ediciones
Interciencia.
Durrant, P. J., & Durrant, B. (1970). Introduction to advanced inorganic chemistry. Nueva York:
Wiley.
Hartinger, L. (1994). Handbook of effluent treatment and recycling for the metal finishing
industry. Finishing publications Ltd.
Hayward, C. R. (1964). An Outline of Metallurgical Practice. En C. R. Hayward, Copper (págs.
18-142). Princeton, New Jersey: American Smelting and Refining Company.
International Copper Association (ICA). (2007). PROCOBRE. Recuperado el 3 de Julio de 2008,
de http://www.procobre.org/procobre/pdf/01_medio_ambiente.pdf.
Kirk, R. E. (1962). Enciclopedia de Tecnología Química. Mexico: Limusa Editores.
Laubengayer, A. W. (1958). General Chemistry. New York: Rinehart.
López García, J. A. (sf.). Gossans. Recuperado el 20 de Junio de 2008, de
http://www.ucm.es/info/crismine/gossan/gossanapuntes2.htm
Muspratt, J. S. (1900?). Gran Enciclpedia de Química Industrial. Barcelona.
Okamoto, H. (2000). Desk handbook: phase diagrams for binary alloys. Materials Park, OH: ASM
International.
Partington, J. R. (1946). A text book of inorganic chemistry for university students. Londres:
Macmillan and Co., Ltd.
Perry, R. H., Green, D. W., & Maloney, J. O. (1999). Perry´s Chemical Engineers' Handbook.
McGraw Hill Companies.
IAMB 200810 13 IAMB 200810 14
Evaluación de la recuperación de cobre por vía térmica a partir del lodo generado por precipitación de cobre presente en agua residual galvánica.
97
Reiber, A. (2006). Compuestos de coordinación. Notas de clase. Bogotá.
Rodgers, G. E. (1995). Química inorgánica: introducción a la química de coordinación, del
estado sólido y descriptiva. Madrid: McGraw Hill.
Rosenqvist, T. (1987). Fundamentos de Metalúrgia Extractiva. Editorial Limusa.
Santander, N. (1974). Pirometalurgia del Cobre. Santiago de Chile: Universidad Técnica del
Estado.
Sevryukov, N., Kuzmin, B., & Chelishchev, Y. (1965). General Metallurgy. Moscú: Peace
Publishers.
Stoughton, B. (1934). The metallurgy of iron and steel (4 ed.). Nueva York: McGraw Hill.
Ullmann, F. (1953). Enciclopedia de química industrial. Barcelona: Gustavo Gili.
Weast, R. C. (1984). Chemical Rubber Company Handbook of Laboratory Chemistry and Physics
(CRC). Boca Raton: CRC Press.
Yaws, C. L. (1999). Chemical properties handbook: physical, thermodynamic, environmental,
transport, safety, and health related properties for organic and inorganic chemicals. Nueva
York: McGraw Hill.

IAMB 200810 13 IAMB 200810 14
Evaluación de la recuperación de cobre por vía térmica a partir del lodo generado por precipitación de cobre presente en agua residual galvánica.
98
10. GLOSARIO6
• Agregado fino: Es el agregado proveniente de la desintegración natural o artificial de
las rocas que pasa por el tamiz 3/8” (0.95 cm), y queda retenido en el tamiz N° 200
(0.0074 cm).
• Ánodos de cobre: Son la materia prima del proceso de refinación electrolítica que
permite su transformación en cátodos de cobre con 99,99 por ciento de pureza.
• Cátodos de cobre: Placas de cobre de alta pureza que se obtienen en el proceso de
electrorrefinación y de electroobtención. Estos cátodos también se llaman cátodos de
cobre electrolítico de alta pureza y tienen una concentración de 99,9%
• Cobre blíster: Cobre producido a partir de la fusión de la mata o eje en los hornos
convertidores con una pureza de 99,5%. Este cobre es llevado a los hornos de refino y
de moldeo desde donde se obtiene el cobre anódico que va a la electrorrefinación. Su
nombre proviene del aspecto que tienen los productos moldeados en su superficie
(blister = ampolla).
• Complejos: También llamados compuestos de coordinación. Son compuestos
formados por un átomo central que puede ser un catión o un átomo neutro, rodeado
por átomos o moléculas con pares de electrones no compartidos. El átomo central
puede fijar más átomos que los que permite la ubicación en la tabla periódica, sin
necesidad de cumplir con la regla del octeto (Reiber, 2006).
• Escoria: Material constituido en un 90% o más por sílice y hierro, con algún contenido
de cobre residual, que se separa de la mezcla fundida en el interior de hornos de
reverbero o convertidores por gravedad, quedando ésta en la parte superior desde
donde es retirada en forma separada de la parte donde está el cobre por vaciado del
horno.
• Eutéctico: Esta palabra significa bien fundido. La mezcla eutéctica o eutéctico se
produce cuando una mezcla de sólidos de dos materiales se disuelve en otra en estado
fluido de los mismos materiales (Ullmann, 1953). Se interpreta también como una
reacción de tres fases en la cual una fase líquida se transforma en dos fases sólidas
6 Codelco (en línea). Disponible en http://www.codelco.cl/educa/divisiones/definiciones/e.html. [Consultado el 5 de junio de 2008].

IAMB 200810 13 IAMB 200810 14
Evaluación de la recuperación de cobre por vía térmica a partir del lodo generado por precipitación de cobre presente en agua residual galvánica.
99
distintas. Esta transformación forma parte del proceso de solidificación. (Askeland,
1998).
• Ganga: Es el material de la mena que carece de valor económico; es decir, participa
como un residuo en el proceso. Usualmente está compuesta por minerales como
caliza, cuarcita, pizarra, entre otros. Esta diluye el contenido del metal en la mena, por
tanto es importante removerla. En ocasiones se emplean tratamientos previos a la
fusión para remover estos compuestos(Bray, 1962).
• Gossans: Son afloramientos rocosos presentes en la naturaleza, ricos en hierro,
particularmente en sulfuros de hierro. Estos sulfuros se han oxidado y le han
proporcionado una coloración rojiza, como consecuencia de los procesos físico
químicos sufridos en las rocas(López García, sf.).
• Mata: Solución de sulfuros de cobre en proporciones variables en las que se disuelven
pequeñas cantidades de oxígeno, trazas de óxidos, y otras cantidades variables de
sulfuros metálicos. Puede considerarse el ternario Cu-Fe-S debido a las actividades del
Cu2S y del FeS presentes en la mata. Contiene entre un 45% y 48% de cobre.
• Mena: Minerales de valor económico, los cuales constituyen entre un 5 y 10% del
volumen total de la roca. Corresponden a minerales sulfurados y oxidados, que
contienen el elemento de interés, por ejemplo cobre, molibdeno, zinc, etc.
• Metal blanco: Se refiere al metal que sale del Convertidor Teniente de un proceso de
fusión conversión que contiene 70 a 75% de cobre. El cobre del metal blanco se
encuentra en forma de sulfuro de cobre (Cu2S), lo que le da el aspecto blanquecino.
• Retorta: Cámara verticales es calentada por el exterior, el ancho es aproximadamente
de 0.5 m, con alturas que pueden alcanzar hasta 10m. Las retortas son estrechas para
que el calor suministrado en el exterior pase a través de todo el material (Rosenqvist,
1987).
• Speiss: Producto de la fusión de minerales que contiene arsénico y antimonio.

IAMB 200810 13 IAMB 200810 14
Evaluación de la recuperación de cobre por vía térmica a partir del lodo generado por precipitación de cobre presente en agua residual galvánica.
100
11. ANEXOS
11.1. ANEXO 1
Diagrama 1. Proceso de extracción de cobre por vía seca.
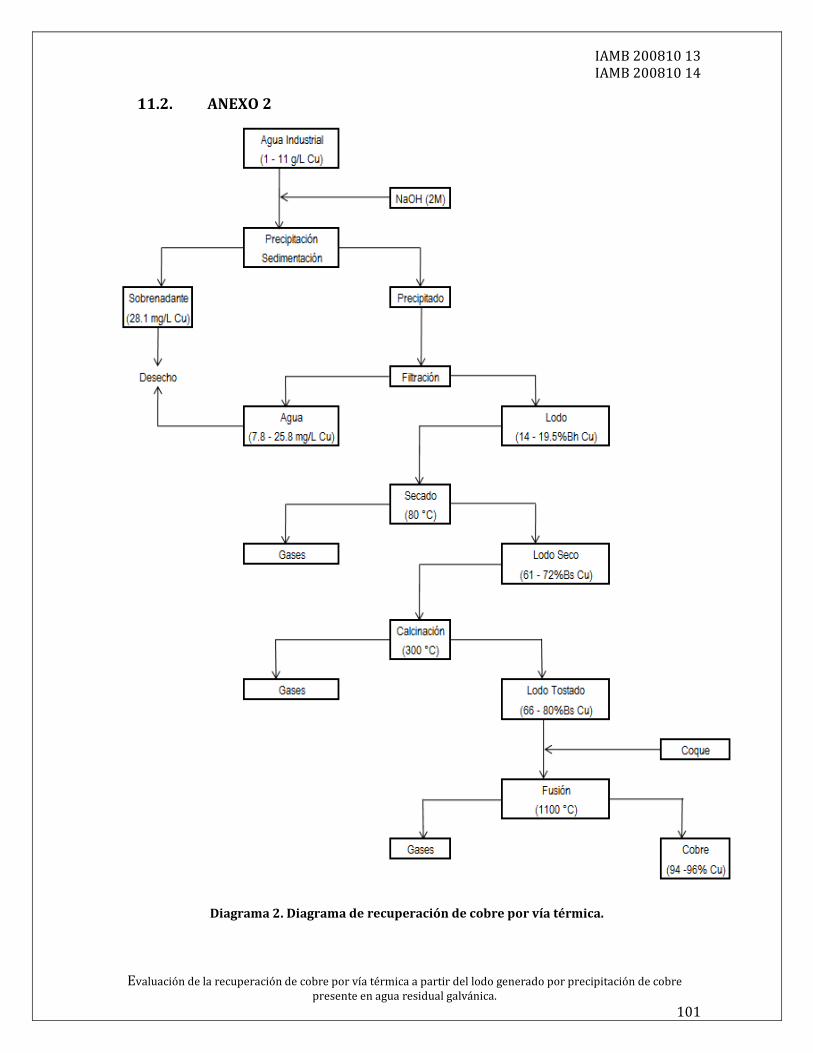
IAMB 200810 13 IAMB 200810 14
Evaluación de la recuperación de cobre por vía térmica a partir del lodo generado por precipitación de cobre presente en agua residual galvánica.
101
11.2. ANEXO 2
Diagrama 2. Diagrama de recuperación de cobre por vía térmica.

IAM
B 2
0081
0 13
IA
MB
200
810
14
Eval
uaci
ón d
e la
rec
uper
ació
n de
cob
re p
or v
ía té
rmic
a a
part
ir d
el lo
do g
ener
ado
por
prec
ipit
ació
n de
cob
re
pres
ente
en
agua
res
idua
l gal
váni
ca.
102
11.3
. A
NEX
O 3
Tab
la 3
7. R
esu
men
de
los
resu
ltad
os o
bten
idos
.
Ensa
yo
Tip
o d
e se
cad
o Co
que
(%)
Fun
den
te
(%)
Tot
al m
asa
Red
ucc
ión
m
asa
(%)
Tie
mp
o (H
oras
) R
esu
ltad
os
Inic
ial
(g)
Fin
al
(g)
1 Fi
ltra
do-S
ecad
o 30
30
10
.19
- -
15
• Ó
xido
cúp
rico
fund
ido
• Fu
nden
te fu
ndid
o
2 Fi
ltra
do-S
ecad
o 20
0 70
21
.44
13.5
9 36
.63
2
• Ó
xido
cup
roso
fund
ido
form
ando
peq
ueña
s pa
rtíc
ulas
de
form
a re
gula
r (8
0.79
% C
u)
• Fu
nden
te fu
ndid
o (1
4.36
% F
e, 8
5.64
% C
u)
• R
eman
ente
de
lodo
sin
rea
ccio
nar
y co
que
3 Fi
ltra
do-S
ecad
o 10
0 0
8.31
-
- 5
• Co
bre
en e
stad
o el
emen
tal (
96.6
2% C
u)
• R
eman
ente
óxi
dos
de c
obre
(96
.04%
Cu)
4 Se
cado
-Filt
rado
-Sec
ado
100
0 31
.32
19.4
7 37
.85
2 •
Part
ícul
as
de
óxid
o cu
pros
o si
n fu
ndir
(6
2.39
% C
u)
• R
eman
ente
de
lodo
sin
rea
ccio
nar
y co
que
5 Fi
ltra
do-S
ecad
o 10
0 0
37.7
8 26
.90
28.8
1 3
• Pa
rtíc
ulas
de
óxid
o cu
pros
o si
n fu
ndir
•
Rem
anen
te d
e lo
do s
in r
eacc
iona
r y
coqu
e
6 Se
cado
10
0 0
31.5
7 19
.56
38.0
6 3
La p
arte
sup
erio
r m
ostr
o un
a to
nalid
ad v
erde
, la
mas
a qu
edó
más
com
pact
a
7 Se
cado
-Filt
rado
-Sec
ado
100
0 28
.73
8.97
68
.78
4.5
• Co
bre
en e
stad
o el
emen
tal (
94.1
3% C
u)
• R
eman
ente
de
óxid
os d
e co
bre
(93.
1% C
u)
8 Fi
ltra
do-S
ecad
o 10
0 0
37.1
9 22
.75
38.8
1 7
• Pa
rtíc
ulas
de
óxid
o cu
pros
o si
n fu
ndir
•
Rem
anen
te d
e lo
do s
in r
eacc
iona
r y
coqu
e
9 Fi
ltra
do-S
ecad
o 10
0 0
39.9
0 21
.50
46.1
1 7.
5 •
Part
ícul
as d
e óx
ido
cupr
oso
sin
fund
ir
• R
eman
ente
de
lodo
sin
rea
ccio
nar
y co
que
Recommended

















