
VISITA A EMPRESA DE VISITA A EMPRESA DE FUNDICION Y COLADAFUNDICION Y COLADA
Integrantes:Integrantes:Peñaloza Delgado, CarolinaPeñaloza Delgado, CarolinaQuispe Ccoa, ValentinaQuispe Ccoa, ValentinaSilvera Irupailla, JoelSilvera Irupailla, Joel

DESCRIPCION DE LA EMPRESADESCRIPCION DE LA EMPRESA
FUNDICIONES OSMAR CAMACHO E.I.R.L. es una FUNDICIONES OSMAR CAMACHO E.I.R.L. es una compañía dedicada a la fundición de metales ferrosos y compañía dedicada a la fundición de metales ferrosos y no ferrosos.no ferrosos.
Su producto estrella son: "Las Aleaciones de Bronce". Su producto estrella son: "Las Aleaciones de Bronce".
Además ha desarrollado aleaciones de fierro fundido Además ha desarrollado aleaciones de fierro fundido como cromo Niquel - Fierro Nodular y cobre Electrolítico.como cromo Niquel - Fierro Nodular y cobre Electrolítico.
Bajo el lema "Seguridad, Calidad y Puntualidad", Bajo el lema "Seguridad, Calidad y Puntualidad", FUNDICIONES OSMAR CAMACHO E.I.R.L. viene FUNDICIONES OSMAR CAMACHO E.I.R.L. viene brindando productos de alta calidad al contar con brindando productos de alta calidad al contar con personal capacitado con mucha experiencia y con una personal capacitado con mucha experiencia y con una filosofía de empresa sólida que le caracteriza.filosofía de empresa sólida que le caracteriza.

DATOS GENERALESDATOS GENERALES
Dirección:Dirección: Calle Las Calle Las Fresas Mz. J Lote 15-Fresas Mz. J Lote 15-B Urb. Industrial B Urb. Industrial Infantas.Infantas.
Referencia:Referencia: Km.17 Km.17 Panamericana NortePanamericana Norte
Distrito / Ciudad:Distrito / Ciudad: Los Los Olivos Olivos
Departamento:Departamento: Lima Lima

PRODUCTOS Y SERVICIOS QUE PRODUCTOS Y SERVICIOS QUE OFRECEOFRECE
ALUMINIO ALUMINIO
ALEACIONES DE BRONCE: ALEACIONES DE BRONCE: SAE 40 SAE 40 SAE 430SAE 430 SAE 62SAE 62 SAE 6SAE 6 SAE 65SAE 65
BRONCE AL ALUMINIO BRONCE AL ALUMINIO
COBRE ELECTROLITICO COBRE ELECTROLITICO
FIERRO FUNDIDO FIERRO FUNDIDO
FIERRO NODULAR FIERRO NODULAR
SERVICIO DE MECANIZADOSERVICIO DE MECANIZADO

PRODUCTOS Y SERVICIOS QUE PRODUCTOS Y SERVICIOS QUE OFRECEOFRECE

MATERIALES UTILIZADOS PARA MATERIALES UTILIZADOS PARA EL MOLDEOEL MOLDEO
ARENA PARA MOLDESARENA PARA MOLDES Arena Sílica (SiO2) Arena Sílica (SiO2)
Esta arena es de bajo costo, tiene gran duración y Esta arena es de bajo costo, tiene gran duración y se consigue en una gran variedad de tamaño y se consigue en una gran variedad de tamaño y formas de grano. formas de grano.
AGLUTINANTESAGLUTINANTES Resina Resina
Bentonita Bentonita Nombre comercial de la arcilla formada por Nombre comercial de la arcilla formada por silicatos de la familia de montmorillonitas silicatos de la familia de montmorillonitas (esmectitas).(esmectitas).

MATERIALES UTILIZADOS PARA MATERIALES UTILIZADOS PARA EL MOLDEOEL MOLDEO
FUNDENTESFUNDENTES

PROCESOS PROCESOS REALIZADOS EN LA REALIZADOS EN LA
EMPRESAEMPRESA

RECEPCION DE MATERIA PRIMARECEPCION DE MATERIA PRIMA
PONLE PONLE CHATARRA CHATARRA NOMASNOMAS


DISEÑO Y FABRICACIÓN DE LOS JUEGOS DE MODELOS
Generalmente los modelos son elaborados a base de madera, pero hay que cuidar que estos no se deterioren, para ello los enmasillan y los pintan con plombagina(1), aunque esto se obvia en piezas pequeñas. Luego se secan con gas (llama).
Si la producción se hace constante, los modelos son elaborados a base de aluminio.
1. Grafito - carbono inpuro

DISEÑO Y FABRICACIÓN DE LOS JUEGOS DE MODELOS

Elaboración de los Moldes
Las cajas de moldeo que se utilizan son cajas de madera, que cuentan con algunos huecos para la salida de los gases.
Las mezclas de moldeo se obtienen mezclando las arenas de río o arena nueva con la arena de retorno en un proporción de 1 a 2, además de agregar agua y bentonita (el aglutinante a usar), para dar mayor resistencia y plasticidad en estado húmedo y seco.
Para la compactación de las arenas de moldeo se coloca cada semimodelo en una tabla, dando lugar a las placas modelo, que garantizan que posteriormente ambas partes del molde encajarán perfectamente.

Elaboración de los MoldesArena y Arcilla
Aglutinante
Aserrín

Elaboración de los Moldes

Elaboración de los Moldes

Fabricación de machos
El proceso de hacer machos al silicato de sodio CO2 consiste en preparar una mezcla de arena
con silicato de sodio como aglomerante luego se procede a fabricar el macho compactando la arena sin que se pierda las propiedades de permeabilidad, en una caja de madera o metálica y luego se hace pasar una corriente de bióxido de carbono (CO2) directamente sin desmoldear

reacción química entre el CO2 y el silicato de sodioNa2O2 Si02 + CO2 Na2CO3+ 2SiO2
reacción final Na2O2SiO2 + CO2 + H2 0 2NaHCO3 + 2SiO2
Secado de la mezcla debido al flujo de CO2 que atraviesa la misma.
Difusión de la humedad para la atmósfera después del gaseado.
Fabricación de machos

Fabricación de machos
Ventajas: No es necesario el cocido de los machos No se requieren armaduras Precisión dimensional tanto en molde como machos Es muy rápido Equipos baratos y sencillos
Desventajas Débil friabilidad por lo que se debe utilizar poco aglutinante La arena no es reutilizable debido a la presencia de carbonato y bicar-
bonato de sodio. La arena una vez preparada tiene la tendencia a endurecerse por el CO2 de
aire.

Proceso de FundiciónProceso de Fundición
Horno cubilote

PARTES DEL HORNO CUBILOTE
ZONA DE ALIMENTACIONVENTILADOR
CINTURA DEL HORNO
TOBERAS
SALIDA DE ESCORIA
DESCARGADO DE MATERIAL FUNDIDO
ZONA DE FUSION
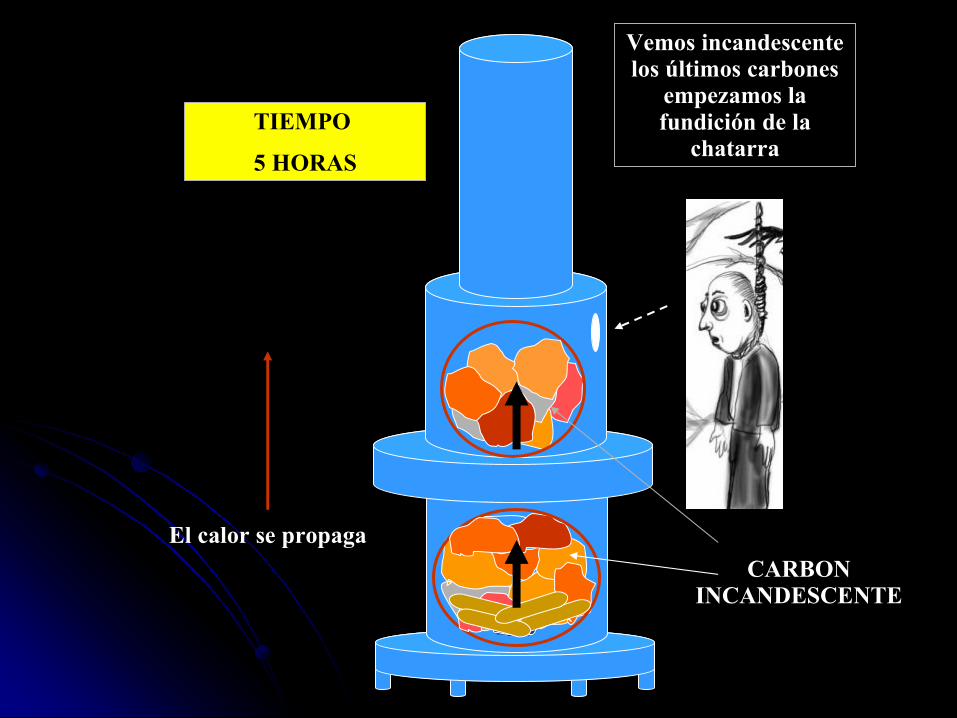
CARBON INCANDESCENTE
El calor se propaga
Vemos incandescente los últimos carbones
empezamos la fundición de la
chatarraTIEMPO
5 HORAS

º
CARBON INCANDESCENTE
La chatarra empieza a derretirse en un estado liquido incandescente y cae por las ranuras y orificios dejados por el carbón.
Ingreso del aire proveniente de la ventiladora en donde se aprovecha el (02) que ingresa al horno por las toberas (son 4 en total) y se produce la combustión carbón oxigeno.
Antes tenemos que cerrar bien la salida de escoria y de material fundido con un tapón de arcilla y tierra húmeda.
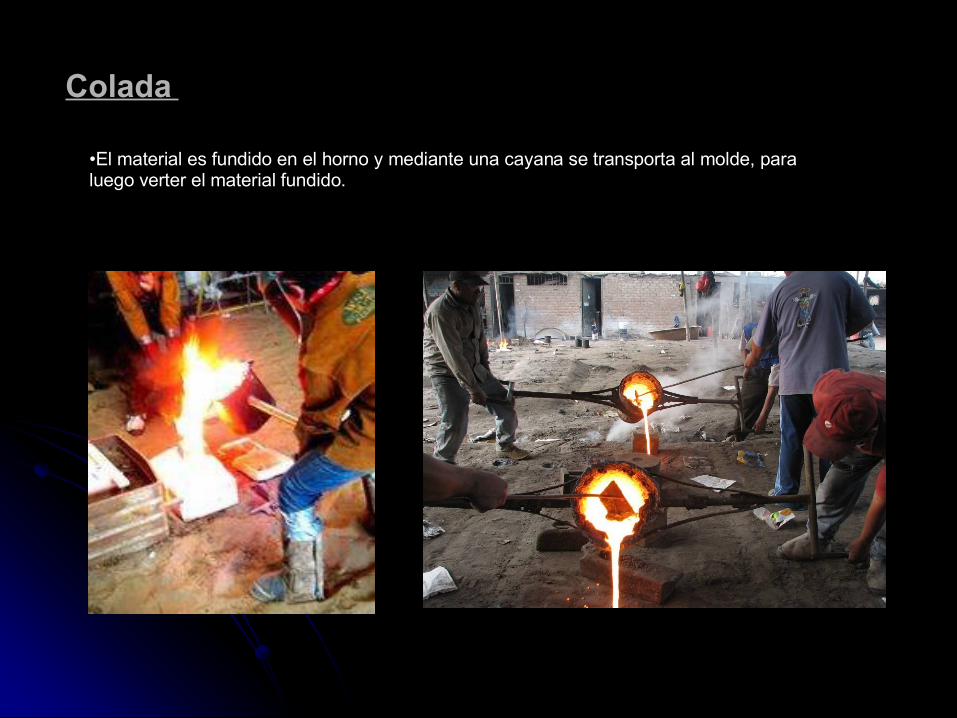
Colada
•El material es fundido en el horno y mediante una cayana se transporta al molde, para luego verter el material fundido.
Recommended

















