
Lean Healthcare y su aplicación en el
Laboratorio Clínico
“Un modelo de mejora continua basado en las personas,
para la gestión de procesos del Laboratorio Clínico moderno”
Patricio Riadi M. Consultor Senior Lean Healthcare
Santiago de Chile - 2013

2
Lean Healthcare y su aplicación en el Laboratorio Clínico: Un modelo de mejora continua basado en las personas, para la gestión del
procesos del Laboratorio Clínico moderno.
Patricio Riadi M.*
Consultor Senior Lean Healthcare
* Triple Certificación Lean, Cardiff University (UK).
Resumen
El presente artículo tiene como objetivo la difusión de la filosofía Lean Healthcare y su
aplicación en el campo del laboratorio clínico. Lean es un modelo de gestión empresarial con
foco en las operaciones productivas, el modelo fue creado en Toyota varias décadas atrás y tras
el paso de los años, ha sido adaptado a otros procesos industriales y de servicios, llegando hace
más de una década a las instituciones de salud. Lean Healthcare es el nombre con él se conoce a
la aplicación de Lean en procesos de salud. Es hoy en día el modelo más exitoso de gestión
operacional en este ámbito y actualmente es utilizado como base en programas de calidad,
siendo eje de la mejora continua en grandes centros de salud a lo largo del globo, desde donde
cientos de exitosos testimonios disponibles en la red confirman sus resultados.
Lean Healthcare descansa en principios bien definidos con la satisfacción del cliente
como propósito central, persigue la optimización de los procesos productivos y entrega diversas
herramientas para la mejora del servicio a los pacientes, seguridad, calidad, reducción de costos,
balanceo de las cargas de trabajo, productividad, etc. En sus pilares destaca un profundo respeto
por las personas, tanto pacientes como empleados, por lo que depende de un tipo de liderazgo
diferente, integrador, transparente y participativo, en donde cada colaborador ya no es parte de
un problema sino una fuente constante de soluciones.
Lean Healthcare promueve una cultura de respeto y trabajo en equipo orientada hacia la
mejora continua. El presente artículo busca entregar una visión sobre su aplicación como
estrategia operacional y de calidad en el Laboratorio Clínico, tanto en instituciones públicas como
privadas y está dirigido a todos quienes buscan la implementación de nuevas metodologías para
optimizar la gestión de los procesos, brindando, de esta manera, un mejor servicio al paciente.
Distribución del Artículo:
Esta publicación debe ser distribuida de modo gratuito quedando su comercialización totalmente prohibida, cualquier
reproducción total, parcial o de los gráficos contenido en ella deberá ser aprobada por el autor. Sus contenidos son de exclusiva
propiedad personal y no representan una publicación oficial de Roche Diagnostics Chile.

3
El Autor
Patricio Riadi M.
Chileno, Tecnólogo Médico, Consultor especialista en aplicación de Metodología Lean
Healthcare, experto en gestión de procesos y proyectos de automatización de laboratorio
clínico. Triple certificación Lean por Cardiff University (U.K), formación en change
management y gestión de proyectos. Amplia experiencia en Coaching de equipos de
trabajo bajo metodología Lean Healthcare. Consultor estratégico para Roche Diagnostics
Latinoamérica en proyectos de transformación y consultoría estratégica. Miembro del
International Healthcare Consulting Group de Roche Diagnostics, grupo dedicado al
desarrollo y optimización de procesos de laboratorio clínico y consultoría. Ha desarrollado
más de 25 proyectos de consultoría en Chile y en el extranjero entre los que se
contemplan intervenciones para el Servicio de Salud Pública del Reino Unido (NHS), y
proyectos en países como Holanda, Ecuador, Colombia, entre otros.
Linkedin:
www.linkedin.com/in/patricioriadi

4
CONTENIDOS
Resumen 2
El Autor 3
Contenidos 4
1.- Introducción 5
2.- Situación Actual del Laboratorio Cínico 7
2.1 Foco en la calidad analítica por sobre la gestión de procesos 7
2.2 Ausencia de Indicadores de gestión operacional 12
2.3 Muchos jefes pocos líderes 13
2.4 Debilidad de los sistemas informáticos de laboratorio clínico 14
3.- Lean Healthcare: Procesos basados en las personas 18
3.1 Historia 18
3.2 Los 5 principios de Lean Healthcare 22
3.2.1 Valor 22
3.2.2 Flujo del Valor 23
3.2.3 Servicio en Tiro (Pull) 24
3.4.4 Flujo Continuo (Flow) 25
3.4.5 Perfección 27
3.3 Los 8 desperdicios 28
3.3.1 Traslado 28
3.3.2 Inventario 33
3.3.3 Sobreproducción 34
3.3.4 Sobreproceso 36
3.3.5 Defectos 37
3.3.6 Creatividad no utilizada 38
3.3.7 Esperas 39
3.3.8 Movimientos 40
3.4 Las 6S, Organización del lugar de trabajo 43
3.5 La celda de trabajo Lean 45
3.6 El A3 como herramienta de gestión del proyecto 48
4.- Fases de Implementación de Lean Healthcare 53
4.1 Compromiso de la dirección 53
4.2 Comunicación interna 53
4.3 Definición del plan estratégico y sus indicadores 53
4.4 Análisis de la cadena de valor 54
4.5 Definición de los eventos de mejora rápida 54
4.6 Formación de los líderes de transformación 54
4.7 Implementación 55
4.8 Seguimiento 55
El consultor Lean Healthcare 56

5
“El laboratorio clínico debe
operar en función de los
pacientes, así, el mejor test
diagnostico será aquel que
aporte el mayor valor clínico al
equipo de salud y de la
manera más oportuna”
1.- Introducción:
Smartphone, WiFi, tablet, Facebook, Tweeter, Google, Apple, Microsoft, etc, todas
palabras y marcas que ya perecen ser parte de nosotros y de nuestro diario vivir. Todo lo anterior
demuestra que la era digital es una realidad y ha cambiado significativamente no sólo los
productos y servicios de los que somos consumidores, sino que también la dinámica de nuestras
sociedades y felizmente además, nuestra esperanza de vida. Los avances tecnológicos han
llegado a las áreas más diversas de nuestras necesidades, siendo la medicina uno de los campos
más recurrentes de estos avances tecnológicos en donde la medicina diagnóstica puede ser, sin
lugar a dudas, uno de los mejores ejemplos.
El laboratorio clínico ha cambiado, hoy en día los procesos que décadas atrás requerían
de muchas horas de trabajo y procedimientos sumamente complejos han sido simplificados
gracias a los avances tecnológicos. Los beneficios de tal modernización se han traducido en una
mayor cantidad de pruebas diagnósticas, resultados mucho más confiables, un valor clínico
mejorado, costos más bajos, y tiempos de respuesta impensados, esto sólo por mencionar
algunos aspectos dentro de muchos que podrían quedar en el tintero.
El laboratorio clínico moderno existe en función de sus usuarios (médicos y pacientes), el
mejor test diagnóstico será, bajo este punto de vista, aquel que permita al equipo de salud tomar
la mejor decisión y de la manera más oportuna, un detalle que podría salvar una vida. Es así
como cada año emergen nuevas técnicas. Son estas, hoy en día, más específicas (que
disminuyen el riesgo de falsos positivos) y más sensibles (que disminuyen el riesgo de falsos
negativos). Por otra parte el diagnóstico por biología molecular avanza a pasos agigantados a
costos cada vez más accesibles dando ya luces de una
revolución en el diagnóstico microbiológico. En química
clínica en tanto, ya es normal el trabajo bajo coeficientes
de variación intraensayo menores a 1% mientras las
tecnologías por anticuerpos ponen a nuestra disposición
sistemas de inmunoensayos automatizados capaces de
realizar diagnósticos de alta especificidad en menos de
30 minutos. Los sistemas de visualización digital son por
otro lado, una realidad que ayudará a reducir la
variabilidad por usuario en el análisis morfológico de
hematología. Así avanzan de la mano también los
procedimientos para mejorar la seguridad de los hemo componentes (tecnología NAT – Nucleic
Acid Testing). Los procesos automatizados de anatomía patológica por su parte no se han
quedado atrás, logrando mejorar cada vez más la calidad de las láminas, mejorando de esta
manera el diagnóstico patológico celular en un mundo en donde las tecnologías de la
información entregan al laboratorio herramientas operacionales tremendamente poderosas en
tiempos en donde la gestión por indicadores es una necesidad impostergable.

6
“La automatización del
laboratorio clínico es un
proceso destinado a mejorar
el cuidado al paciente, sin
embargo, no puede ser
implementada sin integrar al
personal interno en el proceso
de cambio”
Sin embargo, y pese a tanta evolución, no es poco común encontrar ciertas objeciones
hacia la modernización entre quienes vivimos en el mundo del laboratorio, siendo estos uno de
los aspectos que no pueden dejar de considerarse dentro de las consecuencias de un proceso de
transformación que se ha olvidado de las personas y del rol crucial que éstas cumplen dentro del
proceso. Muchas veces las personas rechazarán la implementación de soluciones de alta
tecnología movidos por el temor normal a perder sus fuentes de trabajo bajo una distorsionada
percepción de amenaza, es un asunto pendiente que no debe alejarse del cuidado de quienes
impulsan procesos de modernización. El llamado en este punto es a recordar el rol del laboratorio
clínico dentro del proceso diagnóstico y la recuperación de la salud de los pacientes, estaremos
de acuerdo en que del laboratorio se espera un resultado oportuno y confiable, que aporte el
mayor valor clínico posible al proceso diagnóstico o
terapéutico. Es este el propósito que debemos asegurar
ya que será por estos criterios que el servicio del
laboratorio clínico será evaluado fuera de sus fronteras,
la manera como la totalidad del equipo de trabajo se
integra y convive con la tecnología existente deberá ser
resuelta por todos quienes somos responsables de lo
que ocurre al interior, esto debería darse de un modo
integrador, que considere las opiniones de todos y en
donde la transparencia sea un valor común. El principio
central que debe moderar las decisiones del laboratorio deberá ser la entrega de un mejor
servicio y es así como esta misión debe ser entendida por cada miembro del equipo.
La economía mundial por otra parte, ha impulsado la estandarización de los productos y
servicios de manera de beneficiar a los usuarios y entregarles mayor seguridad sobre el pago
efectuado, de este modo los gobiernos han propiciado los procesos de estandarización como una
manera de regular las consecuencias de una producción descontrolada impulsada por
economías de escala. La creación de entidades regulatorias junto con la creación de leyes y
códigos apuntan justamente a otorgar mayores garantías y seguridad a los usuarios, dando lugar
a la aplicación de normas ISO que impulsen la creación de procedimientos estándar dentro de las
instituciones, buscando evitar justamente y en nuestro caso, que la calidad del servicio entregado
por el laboratorio dependa de las personas que las ejecutan y los instrumentos y técnicas en uso.
La elaboración de procedimientos estándar (SOP) persigue justamente esa estandarización de los
procesos internos. Los estándares creados recientemente por la Superintendencia de Salud en
Chile para regular las acciones de los prestadores de salud son solo un ejemplo de estos
estándares de servicio que hoy en día se promueven para ser implementados y verificados en las
instituciones de salud, felizmente, los laboratorios clínicos no han estado ajenos a estos procesos
que buscan asegurar la calidad del servicio ofrecido. Podremos tener diversas opiniones sobre la
mejor y más eficiente manera de lograr este objetivo pero hitos como este representan, sin lugar
a dudas, un avance importante.

7
“Los clínicos desean un servicio
rápido, confiable y a bajo costo, de
estas características, la rapidez es
quizás la más importante para los
médicos, quienes podrían estar
dispuestos a sacrificar algo de
calidad analítica en pro de
resultados más oportunos”
Robert. C. Hawkins
The Clinical Biochemist Reviews
2.- Situación Actual del Laboratorio Clínico
2.1.- Foco en la calidad analítica por sobre la gestión de procesos
Varios años han pasado desde que la calidad analítica comenzara a ser un tema
recurrente entre los profesionales ligados al laboratorio clínico, los avances obtenidos tras
muchos esfuerzos nos llenan de orgullo y nos motivan a seguir mejorando, actualmente si bien
aún quedan muchos rezagados que por diversas razones (presión financiera, falta de
capacitación, disponibilidad de recurso humano, etc.) aún no han podido implementar medidas
de este tipo, si podemos evidenciar que muchos de los laboratorios que hoy prestan servicios a
la comunidad poseen, en distintos grados de complejidad, herramientas para asegurar el control
de la precisión y exactitud analítica. en Chile por otro lado, algo más de 900 laboratorios
participan en el programa de evaluación externa de la calidad del Instituto de Salud Pública
(PEEC) y muchos otros participan además adscritos a programas de control externo privados
como CAP, RIQAS, Biorad, UK NEQAS, etc. solo por mencionar algunos.
La participación en programas externos permite al laboratorio demostrar su Error Total (ET), uno
de los indicadores más fáciles de entender para los médicos como usuarios del laboratorio,
siendo uno de los indicadores más representativos
para evidenciar la confiabilidad de sus resultados y
evidenciar la eficiencia de su programa de mejora
continua y acciones correctivas (siempre y cuando
el Error Total sea calculado en una base periódica
constante). En la otra mano, muchos no se han
quedado en este punto y han avanzado hacia el
uso de gráficos de eficiencia y cálculos de 6 Sigma
como herramientas de gestión y mejora continua.
La bioseguridad ha sido también una
preocupación de los laboratorios clínicos quienes
han debido evidenciar su control para poder
obtener los permisos necesarios, hoy en día la legislación Chilena norma además el manejo de
los residuos peligrosos mediante los dispuesto en el reglamento REAS (Residuos de
Establecimientos de Atención en Salud), dando un importante paso en línea con el cuidado del
entorno y un desarrollo sustentable en el tiempo.

8
“Los beneficios de una adecuada
gestión de procesos de laboratorio
clínico no solo se traducen en un
mejor servicio al paciente, sino que
contribuyen además, a ahorros
significativos en en la economía de la
institución entera.
Ahora bien, cuando los clínicos insisten en que los principales atributos por los que los
servicios del laboratorio clínico son valorados por sus usuarios corresponden a la prontitud u
oportunidad (tiempo de respuesta), la confiabilidad del resultado (calidad analítica) y el valor
clínico (menú de ensayos), la pregunta válida que aflora es que estamos haciendo para satisfacer
estos atributos? La respuesta en cuanto a la seguridad del resultado es a estas alturas un
aspecto bajo control en la mayoría de los casos, el menú de ensayos por otro lado está
mayoritariamente condicionado casi en su totalidad a la creación de la demanda necesaria para
su financiamiento (medical marketing). Ahora bien, la entrega de un servicio oportuno continúa
siendo uno de los desafíos de la gestión operacional actual, y es aquí donde Lean Healthcare
asoma como una herramienta transversal invaluable no solo hacia la búsqueda de un servicio
más expedito sino como un modelo de mejora
continua que busca fortalecer la seguridad de
los resultados y convertirse en un modelo de
gestión sustentable. Cuantos laboratorios
conocen sus tiempos de respuesta actuales?
Cuantos laboratorios tienen claro cuál es el
tiempo de respuesta que deberían asegurar?
Cuantos laboratorios tienen en cuenta este
aspecto de la calidad del servicio al replantear
su organización interna? La respuesta, por lo
que hemos podido evidenciar tras actividades
de consultoría en más de 20 de los laboratorios más desarrollados del país, nos aclara que es un
tema aún pendiente y que debemos impulsar.
En este punto, alguien se podría estar preguntando porque darle tanta importancia al
tiempo de respuesta y la aclaración es simple, porque es el aspecto más importante para quienes
definen la calidad del servicio entregado por los laboratorios (médicos y pacientes). Por años los
responsables del laboratorio clínico se han focalizado en la calidad analítica pensando que es un
diferenciador importante y no se han equivocado, pero este paradigma nos ha mantenido ajenos
a la principal necesidad de quienes aseguran la sustentabilidad de nuestras organizaciones, a
continuación 3 ejemplos para ilustrar la importancia de la gestión de procesos en el laboratorio
clínico moderno:
Ejemplo 1
Hospital Regional Público, Servicio de Urgencia
Un paciente arriba al servicio de urgencia bajo sospecha de Infarto Agudo al Miocardio,
la totalidad de los box están colapsados con pacientes de igual gravedad, el tiempo de espera
aproximado para el paciente asciende a las 3 horas antes de que ingresen las 18 personas que
han arribado antes que él. Al consultar al interior de la unidad de urgencia se informa que
pacientes en 4 de 6 boxes están a la espera de un resultado del laboratorio. Al continuar hacia el

9
“Si bien un resultado de
laboratorio puede estar
respaldado por sólidos
procedimientos de control
analítico, este pierde gran
parte de su valor clínico si no
es emitido dentro del tiempo
esperado”
laboratorio se podría evidenciar una de las situaciones siguientes en relación al manejo de las
muestras urgentes: Fueron cargadas al analizador junto con muestras de pacientes de policlínico
(no urgentes), su tiempo de proceso de esta manera, será mayor; No tienen ninguna
identificación visual que las destaque como urgentes y aún permanecen detenidas en un mesón;
Han arribado en medio de un cambio de turno y nadie les ha prestado atención aún; La técnica
no estaba controlada en el instrumento y la muestra está en espera de los resultados del control.
Finalmente el tiempo de respuesta para Química Clínica en el laboratorio se ha calculado en 90
minutos (el tiempo de análisis es en este caso, de solo 10 minutos). De este modo cada paciente
en el box de urgencia permanecerá 90 minutos solo en espera de un resultado de laboratorio,
bajo observación hasta poder emitir un diagnóstico. El paciente arribado con sospechas de IAM
no ha sorteado la espera y ha fallecido tras 2 horas esperando.
En el ejemplo anterior es evidente que el cliente interno calificará un tiempo de respuesta
para química clínica de 90 minutos como deficiente, si bien el resultado recibido estaba
respaldado por sólidos indicadores de calidad analítica,
este pierde su valor clínico al llegar tantos minutos tarde.
Una vida se pudo haber salvado al reducir el tiempo de
respuesta a 50 minutos ya que un diagnóstico más rápido
de los pacientes en atención hubiese aumentado la
rotación de pacientes al interior del servicio de urgencia y
muy probablemente, el paciente fallecido hubiese podido
ser atendido antes habiendo recibido un diagnóstico y
tratamiento oportuno. El laboratorio le habría salvado la
vida y una adecuada gestión de procesos internos
hubiese sido la causa del éxito. El servicio del laboratorio
como unidad de apoyo clínico estaría de este modo 100%
en línea con los objetivos de la institución.
Ejemplo 2
Clínica Privada, Servicio de Hospitalización
7:25 Hrs. AM. Una enfermera del servicio de medicina procede a tomar 2 muestras de sangre de
su paciente, un tubo Lila y un tubo amarillo con gel separador. La muestra es trasladada al
laboratorio para su análisis, al arribar, la muestra es recepcionada a las 7:58 Hrs. ingresada al
sistema informático del laboratorio, etiquetada e inicia su proceso de preparación cerca de las
8:15 Hrs. En la unidad de preparación, el tubo rojo permanece 25 minutos detenido en un mesón
en espera de iniciar la centrifugación, ya que antes que el tubo pueda ser procesado existen 120
muestras en espera correspondientes a la Toma de Muestra Ambulatoria, que a esa hora de la
mañana concentra una gran cantidad de pacientes que han llegado en ayunas pese a que
muchos de ellos solo viene por pruebas hormonales o infecciosas que no requieren ayuno. El
tubo rojo es centrifugado a las 8:40 y a las 8:50 ya está disponible para ingresar a análisis, sin
embargo la gradilla que lo transporta está en espera mientras otras 6 muestras son alicuotadas
en muestras secundarias. A las 9:20 Hrs, y pese a que la muestra está disponible, la gradilla que

10
la transporta continúa en espera hasta que la gradilla de hematología complete los 100 tubos, “es
la manera como siempre se han hecho las cosas aquí” diría alguien. Finalmente a las 9:32 Hrs las
muestras son entregadas en las secciones respectivas, al recibirlas el profesional a cargo del
análisis en química clínica solo diferencia 2 tipos de solicitudes, las urgentes (servicio de
urgencias y solicitadas como urgentes) y no urgentes (Todo el resto de los pacientes,
ambulatorios y hospitalizados). Las muestras urgentes están siendo procesadas en el analizador
de uso exclusivo para urgencias y las otras deben esperar a que el analizador para muestras de
“rutina” finalice el proceso de control de calidad interno que se ha iniciado a las 9:00 AM tras la
carga de reactivos. 10:10 Hrs. Los resultados de control de calidad interno están listos y
comienzan su validación. 10:45 el equipo está operativo y comienza la carga de muestras, nuestro
tubo rojo está en la posición número 128 en una gradilla que además de muestras de pacientes
hospitalizados contiene una mayoría de muestras de pacientes ambulatorios que probablemente
retirarán el resultado a través del sitio web de la clínica 4 días después. Finalmente la muestra ya
cuenta con resultados a las 11:58, 4 horas después de su llegada al laboratorio. Durante la
validación de resultados, el profesional a cargo advierte que un examen está mal solicitado y
debe eliminarse del informe, la solicitud de remoción es derivada al encargado de la sección. La
orden queda sobre una bandeja bajo una señalización que indica “pendientes”. Tras la corrección
del error el examen de química clínica es validado a las 14:58 min. 6 Horas después de su arribo.
El tubo lila por el contrario estaba validado a las 10:10 AM pero no pudo ser informado ya que el
software del laboratorio no cuenta con la opción de pre-informes.
Lo curioso y accidentado del caso no es nada inventado ni mucho menos producto de la
ficción, corresponde a un ejemplo de casos que ocurren día a día en muchos laboratorios de
nuestro país y el mundo. Volviendo a nuestro paciente en el servicio de medicina, una mujer de
42 años en recuperación por una anemia hemorrágica controlada, es importante destacar que su
médico tratante realizó la ronda por el servicio a las 11:00 Hrs, como de costumbre. Al no contar
con los resultados de los exámenes de la paciente esta deberá permanecer un día extra
ocupando una cama en el servicio, el medico al realizar la visita preguntó por los exámenes
expresando su interés por hemograma, pese a que este resultado estaba disponible en el
laboratorio, este no apareció en la pantalla de la estación de enfermería ya que la totalidad de los
resultados de la orden no estaban validados por el laboratorio. En resumen, nuevamente una
cadena de procesos mal estructurados, prioridades no establecidas, control visual inexistente, sin
considerar además que el analizador de rutina estaba en mantenimiento durante la hora de
mayor demanda, una actividad no prioritaria que debería programarse en otro momento. En este
caso, el laboratorio emitió un resultado pero nuevamente no fue oportuno y su valor clínico fue
deficiente ya que evitó el alta un día antes de tal manera de haber liberado la cama para otro
paciente, por el contrario se trasladó un costo adicional al paciente y la consecuente pérdida de
oportunidad para la clínica.

11
“El tiempo de espera en la toma
de muestras es el atributo de
servicio más valorado por el
paciente, es por lo tanto, una
prioridad de la gestión de
procesos del laboratorio”
“La ausencia de un control de
las operaciones basada en
indicadores, demuestra el
retraso de los laboratorio
clínicos en materia de gestión
de procesos”
Ejemplo 3
Red Privada de Laboratorios, Unidad de Toma de Muestras
Un paciente arriba a una toma de muestras ambulatoria de una red privada de
laboratorios que queda camino a su trabajo y le es, por este motivo, más cómoda. Son las 8:15
AM y como era de esperarse está en ayuno, al entrar ve que hay cerca de 45 personas en espera
y toma un número de atención mientras con su mirada observa la pantalla que indica el número
que está siendo atendido. Confirma que hay 37 números antes del suyo. Tras 34 minutos el turno
ha llegado y se acerca al módulo de atención en
donde completa el trámite de pago que tarda 7
minutos, tras lo que le indican que ahora debe
esperar el llamado al box de toma de muestras, el
paciente mira su reloj y teme por llegar tarde al
trabajo, solo pidió una hora de permiso. Tras 25
minutos es llamado al box de toma de muestras,
minutos atrás el paciente ya había asumido que
llegaría tarde al trabajo. Al ingresar a la toma de
muestras advierte que 3 de los 9 box de atención están vacíos, no entiende mucho el motivo pero
avanza rápido hacia el box desde donde ha sido llamado. Tras una excelente y cordial atención
por parte del técnico paramédico que le realiza la punción, sin haber sufrido absolutamente
ninguna molestia y tras haber estado en el recinto por 71 minutos, el paciente se retira con un
papel y las claras indicaciones de como retirar sus resultados.
Al llegar a su oficina comenta con sus colegas las razones de su atraso, uno de sus
compañeros le indica que producto de un control deberá también asistir al laboratorio y pide
referencias del lugar en donde se atendió, Malísimo! Replica el recién llegado, demoré más de
una hora.
En este ejemplo quiero contrarrestar la percepción de servicio con la que se ha quedado
el paciente producto del tiempo que debió esperar, con los esfuerzos del laboratorio por instruir
al personal en la calidez de la atención y la técnica de punción, no digo con esto que sean
aspectos que se deban descuidar ni mucho menos, sino
volver a recalcar que el servicio debe planificarse en
función de lo que los pacientes valoran y no de acuerdo
a lo que la dirección del laboratorio pueda estimar como
prioridad, ya que como en este ejemplo, esta prioridad
puede estar mal establecida.
Probablemente los costos asociados a la imagen
del local y a la instrucción del personal sean mucho
mayores que un estudio de balance de capacidades de proceso y tiempos de respuesta que
entregue medidas simples y de bajo costo que ayudarían a reducir considerablemente el tiempo
de espera y establecería la capacidad máxima de atención. Todas acciones que apuntan
directamente a mejorar los atributos que el paciente considera importante, un real concepto de
valor agregado, tal como la filosofía Lean Healthcare lo explicará más adelante.

12
“El laboratorio debe considerar en todo momento quienes son sus clientes y que
atributos esperan estos del servicio, un paciente ambulatorio que tarda 2 horas
en salir de la toma de muestras se retirará con una pésima percepción de la
institución, sin importar cuantos recursos se hayan invertido en asegurar la
confiabilidad de los resultados”.
2.2.- Ausencia de indicadores de gestión operacional
“No pretendas controlar lo que no puedas medir”, recurriendo a las palabras del filósofo
organizacional austríaco Peter Drucker, en relación a la importancia de contar con indicadores
que permitan evaluar objetivamente la evolución del rendimiento, costos, variabilidad, precisión,
exactitud, etc. Hoy en día el mercado ofrece una amplia gama de herramientas para apoyar la
gestión de calidad analítica del laboratorio clínico, así, son diversos los parámetros medibles
Incluidos en diversos protocolos como los de la NCCLS para guiar a los laboratorios sobre cómo
elaborar un indicador y controlar su evolución. Sin embargo, el desconocimiento y vacío que
existe actualmente, no solo en Chile sino a lo ancho del globo en cuanto a los indicadores de
rendimiento operacional (performance - KPIs), da cuenta del foco que el laboratorio clínico ha
venido otorgando a los temas relacionados a la mejora de la calidad analítica en perjuicio de los
aspectos relacionados con el tiempo de respuesta y costo/beneficio asociados (gestión de
procesos y costos). Probablemente porque como se ha mencionado, este no ha sido un aspecto
relevante para las jefaturas de los laboratorios y en donde las causas podrían ser varias: Ya sea
por una formación primordialmente científico/biológica de quienes lideran los procesos; por una
percepción errónea de lo que valoran los clientes (médicos y pacientes); por la filosofía del
aislamiento tan propia de los laboratorios y potenciada aún más por el propio aislamiento físico
que lo han convertido en una caja negra; Por falta de instancias de diálogo y revisión, por poca
difusión de los proveedores sobre las nuevas tendencias mundiales en cuanto al diagnóstico in
vitro, por layouts (plantas físicas) anticuados que promueven el trabajo en Islas analíticas, etc.

13
“Los líderes inspiradores no solo
comunican el “qué hacer” y el “cómo
hacerlo”, sino que conectan además
el “porque hacerlo”, de esta manera
las personas comparten principios
con la institución y sentirán que
hacen lo correcto”
Simon Sinek – “How great leaders inspire action”
www.ted.com
“Se suele afirmar que las personas
rechazan el cambio, mentira!!! Las
personas adoran los cambios, pero
solo cuando han tenido la opción de
decidir qué cosas cambiar o cuando
se les ha informado sobre los
motivos.
Tim Troyer – Consultor de Liderazgo
Estadounidense.
2.3.- Muchos jefes pocos líderes
Podemos definir a un jefe como el
individuo a quien un grupo de personas presta
obediencia. Esta obediencia proviene, en la
mayoría de los casos, de una estructura
jerárquica establecida por terceros. Un líder, por
el otro lado, es cualquier individuo a quien otro
grupo seguirá voluntariamente. Es común que
los subalternos sepan a quién deben obedecer y
que funciones cumplir, sin embargo, es muy
probable que no se “sientan” cómodos
siguiéndolo, recalcamos el “sientan” para abrir
en este punto un nuevo debate, hay quienes
afirman que la relación líder-seguidor está sustentada por principios comunes, “sigo a quien
comparte mis propios principios”, “sigo a aquél con quién me siento identificado”, “sigo a aquél
que persigue lo mismo que yo”. De este modo, es probable que un grupo de individuos se
“sienta” cómodo siguiendo a un líder aún cuando la estructura jerárquica no lo indique, ni de
ellos se exija ninguna función. Este tipo de relaciones será mucho más productiva ya que ha
logrado conectar los principios que un grupo de personas guardan en común, la obediencia en
este tipo de relaciones es entonces, solo el efecto de una decisión personal voluntaria de quién
ha encontrado una motivación verdadera en la tarea asignada. Como afirma Simon Sinek, las
organizaciones tradicionales comunican a sus empleados el “que hay que hacer” y el “cómo hay
que hacerlo” , pero fallan sin embargo, en conectar el “porque lo tienes que hacer”. Un “porqué”
que radica en los principios personales. El “qué
hacer” es propio, dice Sinek, del cerebro
racional (neocortex), el “como “ y el “porque”
son función del cerebro básico, del cerebro
emocional, del componente límbico, es por esto
que la metodología Lean Healthcare promueve
un liderazgo integrador, participativo, abierto y
transparente, en donde cada miembro del
equipo se “sienta bien”.
Las jefaturas y coordinaciones de los
laboratorios clínicos recae con frecuencia en Tecnólogos Médicos, Médicos, Bioquímicos o
Químicos Farmaceúticos, los cuales tienen en común la carencia de formación en asuntos de
gestión organizacional, liderazgo, habilidades de comunicación y manejo del cambio. Todas
habilidades necesarias desde el punto de vista directivo, un ámbito en donde muchas jefaturas
encuentran actualmente un alto grado de oposición para instaurar las mejoras necesarias, en un
hecho que es aún más acentuado en el sistema de salud púbica, en donde el poder de las

14
organizaciones sindicales es muchas veces la piedra de tope para la ejecución de cambios
evidentemente beneficiosos, cambios que sin lugar a dudas mejorarían el servicio a los paciente.
De este modo la habilidad negociadora de los lideres es vital y debe comenzar por comunicar y
alinear a todo el equipo de trabajo hacia los objetivos de la organización, la comunicación abierta
y transparente es en este punto una conducta impostergable. Cambiar el tipo de liderazgo hacia
uno integrador, suportativo y abierto, es el camino más seguro hacia la sustentabilidad de la
organización, sólo de esta manera el laboratorio podrá evolucionar y adaptarse a las necesidades
cambiantes de los pacientes y a una medicina diagnóstica que día a día avanza un paso más
hacia una medicina personalizada.
2.4.- Debilidad de los sistemas informáticos de laboratorio clínico
Si bien finalmente los grandes proveedores de tecnología diagnóstica están logrando
alinearse con las necesidades de los laboratorios, el desarrollo de herramientas informáticas es
aún un desafío para la mayoría de los laboratorio de mediano y bajo tamaño, para quienes la
gestión de los datos continúa siendo un verdadero dolor de cabeza. El laboratorio clínico es
diariamente una fuente inagotable de datos clínicos, fechas, horas, exámenes, resultados, valores
críticos, etc. Día a día el laboratorio incrementa una base de información de extremado valor que
en la mayoría de los casos se pierde por la ausencia de sistemas de soporte informáticos ad-hok,
en donde quizás el caso más común sea tan simple como la ausencia de sistemas de generación
de etiquetas (código de barras) en el lugar de origen de la muestra, como ocurre con algunos
servicios clínicos en hospitales públicos o muestras provenientes de consultorios externos. De
este modo gran parte del tiempo de proceso preanalítico para muestras de pacientes
hospitalizados en hospitales chilenos y latinoamericanos se gasta en la espera para que estas
muestras sean “digitadas” e ingresadas de este modo al sistema informático, un requerimiento
para poder continuar el proceso. Un paso simple y de bajo costo, pero que requiere un trabajo
compartido entre expertos en informática tanto de la institución (Hospital), como del proveedor
del LIS (Laboratory Information System) , un paso en donde muchas veces estos requerimientos
quedarán entrampados.

15
“Los sistemas informáticos y la accesibilidad de los datos han venido siendo un
dolor de cabeza para la mayoría de los laboratorios clínicos, es una deuda
tecnológica aún pendiente para la mayoría de los laboratorios de mediano y bajo
tamaño”
Es común que debido a los modelos contractuales de los laboratorios clínicos basados en
su mayoría en modelos de comodato (arriendo), coexistan instrumentos de diferentes marcas y
proveedores, los cuales en algunos casos no guardan ninguna relación con el LIS, lo que dificulta
la conectividad y gestión de los datos. El modelo de conectividad del laboratorio moderno se
beneficia de este modo con una estructura de datos bidireccional con 3 componentes básicos
interconectados:
1.- LIS 2.- Middleware 3.- Analizador
Una estructura informática de este tipo permite que múltiples analizadores de diferentes
marcas se mantengan comunicados con el sistema informático del laboratorio (LIS) a través de
un Middleware (software de conectividad) el cual a su vez gestiona los datos y centraliza la
comunicación con el LIS. Las funciones de cada componente son de este modo:
- Analizadores: Generación de resultados
- Middleware: Gestión de tiempos de proceso, reglas de validación, conectividad.
- Sistema Informático del Laboratorio (LIS) : Interacción con los usuarios internos, reportes de
resultados.

16
Figura 1: Estructura de datos del Laboratorio Clínico Moderno
En la medida en que los laboratorios cuenten con herramientas informáticas para poder
con un click, identificar las muestras con retraso, identificar las muestras en traslado, establecer
cuáles son las procedencias de sus muestras y la cantidad de cada grupo, analizar la tasa de
arribo de muestras y peaks de demanda, establecer mapas y tiempos de proceso etc., estaremos
dando una mano gigante a la verdadera mejora continua y gestión por indicadores. Recordar en
este punto que contar con un “registro” (libro, planilla, etc.), solo se convierte en “indicador”
(herramienta de gestión) cuando se cuenta con un medio para su análisis periódico y puede ser
entonces convertido en un número, tabla o gráfico.
Durante las líneas anteriores he intentado poner sobre el papel una visión personal sobre
la situación actual de los laboratorios clínicos en Latinoamérica. Si bien los puntos tratados han
sido recurrentes en distintas realidades y países, es también cierto que muchos laboratorios, sin
importar su tamaño o complejidad, han logrado sortear con gran éxito las problemáticas
levantadas en este artículo, convirtiéndose en verdaderos ejemplos en cuanto a calidad de
servicio y confiabilidad de los resultados.

17
Si bien, gran parte de los puntos son compartidos con nuestros pares europeos y
norteamericanos en distinta medida, quienes dicho sea de paso, gozan de inversiones estatales
per cápita en salud que superan en 4 veces (Europa) y 8 veces (EE.UU) la nuestra, no caben en
discusión los problemas propios de la gran cantidad de laboratorios pequeños que aún no
cuentan ni con los medios para establecer un programa de control de calidad interno,
etiquetación por códigos de barras, ni mucho menos sistemas informáticos del tipo middleware.
Sin embargo, y sin excepción, los laboratorios clínicos, independiente de su tamaño y
complejidad, dependen de las personas que en ellos se desempeñan para la gestión de sus
procesos productivos, así, su evolución y sustentabilidad dependerá del grado de compromiso
que estos colaboradores logren con los objetivos de la organización.
A continuación se ofrece una introducción hacia el modelo Lean Healthcare y su
aplicación en el laboratorio clínico como sistema de gestión operacional y mejora continua, un
modelo basado justamente en una palabra que hemos estado dejando de lado…“las personas”.

18
“La metodología Lean,
nacida en Toyota, se basa al
igual que 6 Sigma, en el ciclo
PDCA de William E. Deming,
considerado el padre de la
calidad.”
3.- Lean Healthcare: Procesos basados en las personas
3.1 Historia:
Desde la industria automotriz hasta el cuidado de los pacientes
Nos trasladamos a la década de los 50’s, Japón, sufría por esos días las dificultades de la
destrucción provocada por la segunda guerra mundial, en este contexto y buscando acelerar el
proceso de reconstrucción, la Unión Japonesa de Científicos e Ingenieros (JUSE), invita a un
estadista estadounidense llamado William Edwards Deming a dictar cursos y charlas a cientos de
ingenieros japoneses para introducirlos en el control estadístico de procesos (SPC – Statistical
Process Control), sobre el cual Deming había venido trabajando hacía varios años. De esta
manera los japoneses adoptan las enseñanzas de Deming como base para asegurar la calidad de
sus productos y servicios, integrando la creación de indicadores en sus procesos productivos en
lo que llamarían “la manera de entender lo que las máquinas dicen”. De este modo adoptarían el
circulo PDCA o “Ciclo de Deming” ( Plan-Do-Check-Act) (Planificar, Implementar, Verificar y
Actuar) como base de sus procesos productivos y de mejora continua. Deming sería luego
llamado el “Padre de la Calidad” y considerado según muchos, el “Padre de la Tercera Revolución
Industrial”.
Las ideas de Deming llegarían de este modo a Taiichi Ohno, jefe de producción de Toyota
por aquellos años, y en quién recaía la difícil tarea de fortalecer a una compañía que debía
enfrentar las limitaciones de una economía debilitada y de una fuerte demanda por una alta
variedad de productos. Como satisfacer tanta demanda con tan poco? Era la pregunta que se
hacía Ohno, llegando a concluir uno de sus principales aportes al sistema productivo de Toyota,
en donde el problema se resolvía produciendo solo
cuando existía un cliente dispuesto a comprar
(producción en tiro, “el cliente tira”). El producto
terminado, por otro lado, debía estar diseñado según lo
que el cliente deseaba (su percepción de valor) y no de
acuerdo a lo que la definición interna del producto había
contemplado. De este modo se debían eliminar todos
aquellos aspectos del proceso productivo que no
aportaban “valor” al producto, a los que más tarde
llamaría como “muda” del japonés “desperdicio”. Para moderar estos procesos de optimización
Toyota requería de un método ordenado, simple, visual y que permitiera llevar el control de la
gestión de mejoras, Ohno recurre así al bien conocido ciclo de Deming y crearía el A3, una
herramienta de gestión de proyectos representada por un trozo de papel, tamaño A3 (de ahí su
nombre) en el que se resumirían las 4 fases del ciclo de mejora de Deming. Planificar,
Implementar, Veríficar y Corregir.

19
Buscando encontrar nuevas oportunidades para optimizar la producción automotriz,
Toyota envía a Taiichi Ohno a visitar a un gigante americano en búsqueda de nuevas ideas, Ohno
visita entonces una de las plantas de Ford Motors Company en donde entiende las dificultades
de la producción en Lote, propia de las economías de escala. El ingeniero Japonés asume que
para Toyota el sistema no es viable ya que el mercado japonés era mucho menor, tomando esto
en cuenta, el lujo de un stock detenido no era posible para los japoneses, como solución, Ohno
acierta en que estableciendo un flujo 1 a 1 se lograba eliminar la necesidad de un stock y se
agilizaba el proceso productivo. El flujo (flow) sería de esta manera, otro de los principios que
implementaría a su regreso al Japón creando lo que se conocería más tarde como sistema de
producción “Just in Time” (JIT), que promovía un proceso productivo en el que los productos
terminados llegaran a los clientes solo en el momento y cantidad en que eran requeridos. Las
operaciones productivas dependerían de esta manera de la demanda del mercado.
Es así como durante estos años Toyota no solo trabajaría en la búsqueda del mejor
diseño para sus operaciones productivas, sino que habría de considerar a sus empleados, y sus
ideas, como un pilar clave en la búsqueda de la mejora continua genuina. La cultura del cero
error sería introducida y potenciada entre los funcionarios y la búsqueda de nuevas mejoras a
través de la formación de equipos de trabajo de reunión periódica se haría una costumbre que
terminaría transformando la cultura de la organización, dentro de la cual, cada persona tendría la
oportunidad de aportar un pequeño grano de arena hacia el objetivo final, y en donde cada
empleado entendería su trabajo como un aporte, valorado por el cliente, hacia el producto
terminado. Este hecho sería más tarde definido como “el flujo del valor” y sería otro de los
diferenciadores de Toyota frente a otros tipos de empresas, el respeto por las personas se
presentaba de este modo en el centro de la gestión operacional y sería más tarde identificada
como una de las claves del éxito del modelo del gigante automotriz japonés.
El sistema de producción de Toyota y todos los aspectos que lo harían tan eficiente serían
conocidos más tarde como el “Toyota Production System” (TPS) y la modalidad “Just In Time” se
perpetuaría en el tiempo como la brillante creación de Taiichi Ohno y su equipo, que llevaría más
tarde a Toyota a convertirse actualmente en el fabricante de automóviles más grande del mundo.
Luego nos trasladamos a los años 90’s, cuando 3 investigadores del MIT- Massachusetts
Institute of Technology (Womack, Jones y Roo), publicarían un trabajo de investigación de 5 años
de duración y 5 millones de dólares de presupuesto, sobre el sistema productivo de Toyota, en
un libro titulado “The Machine That Changed the World” (“La máquina que cambió el mundo”) ,
en el cual explicarían en detalle las características del sistema de producción del gigante japonés
junto con las claves de su éxito.

20
“Lean, del inglés “esbelto”, es la denominación que un grupo de investigadores
del MIT darían en los años 90’s al sistema productivo de Toyota, haciendo
referencia a un modelo que se enfoca en la remoción de los “desperdicios” o
“grasa” de los procesos (todo lo que no agrega valor para el cliente).”
Los autores se referirían en su publicación al concepto de Muda o “desperdicio” usado
por Toyota, como cualquier actividad del proceso que no agrega al producto un atributo valorado
por el cliente final, por lo que llamarían luego a estas actividades basura como “grasa” que hace
más complejo o abultado el proceso productivo, el cual volvería a ser “LEAN” (del inglés
“esbelto”), al eliminarse todas estas actividades basura. Los desperdicios o “grasa” a la que
hacen referencia los autores del MIT, son los desperdicios que Toyota y sus empleados buscaban
eliminar cada vez que los equipos de trabajo se reunían a discutir el modo de mejorar los
procesos actuales. Nace de esta manera y por primera vez la palabra “Lean” (Esbelto), para hacer
referencia al sistema productivo de Toyota.
En los años siguientes la popularidad del pensamiento Lean (Lean Thinking) traspasaría
las fronteras de la industria automotriz extendiendo el modelo hacia otros procesos de
manufactura y líneas productivas. Con el paso del tiempo y avalados en el éxito del gigante
Japonés y de muchos otros que se iban sumando, Lean sería implementado no solamente en el
área de manufactura, sino que sería llevado también al área servicios en donde ha logrado
transformar la manera como se gestionan las operaciones en distintos ámbitos. El área salud no
ha estado ajena a este contagioso espíritu de mejora continua integradora, y ya son incontables
los testimonios de exitosos procesos de transformación bajo el modelo Lean Healthcare en
instituciones de Salud.
En voz de quienes lo han vivido en su correcta dimensión, el modelo Lean deja los límites
del área productiva para convertirse en un modo de pensar y vivir. Lean vuelve a considerar el
respeto por las personas y su trabajo, lo simple, lo visual, la transparencia y el dialogo integrador.
En su camino ha logrado convertir a los antiguos jefes en genuinos líderes y es hoy en día una
verdadera filosofía de excelencia operacional que asegura sustentabilidad, un proceso de
transformación apoyado por los líderes pero que toca hasta el nivel más básico de la jerarquía de
la organización, ahí en donde los procesos tienen lugar, en donde las estrategias se conectan
finalmente con los pacientes.
21
A continuación se desarrollarán algunos de los elementos básicos sobre los que
descansa el pensamiento o filosofía Lean. El objetivo es entregar al lector una idea de los
conceptos que debemos manejar para implementar Lean Healthcare en el laboratorio clínico.
Finalmente se explican los detalles del proceso de implementación, sus requerimientos y algunos
aspecto claves que podrían marcar la diferencia entre el éxito y el fracaso de un objetivo
Los elementos claves que se exponen son:
- Los 5 Principios de Lean Healthcare: Aspectos claves que se deben entender
sobre la organización del proceso productivo bajo la mirada Lean.
- Los 8 Desperdicios: Todos los tipos de “grasa” o actividades “basura” que
comúnmente forman parte de un proceso y que no aportan valor agregado al paciente.
- La 6 S: Relacionado al modo como se dispone el lugar físico de trabajo y los materiales
necesarios.
- La Celda Lean: El concepto de unidad productiva Lean y sus componentes esenciales.
- El A3: La herramienta de gestión del proyecto Lean.

22
“El valor es el principio
fundamental de Lean, todas
las actividades internas deben
orientarse hacia la satisfacción
de los clientes, en nuestro
caso, pacientes y médicos”
3.2.- Los 5 principios de Lean Healthcare
Lean es una filosofía de mejora continua y de gestión de procesos que, si bien tiene su
origen en el campo de las operaciones productivas, con los años ha ganado terreno y hoy es
considerada un modelo de gestión estratégica. Si alguien tuviese que asociar lean a una palabra,
esta podría ser “el valor”, el modelo cuenta con 5 principios siendo el valor el primero y más
trascendente de ellos, los principios de la filosofía se explican a continuación:
3.2.1.- Valor:
Desde los tiempos de Taiichi Ohno la principal característica del modelo fue enfocar
todas las actividades en el concepto de valor. El valor es, bajo términos Lean, definido por el
cliente y no por la empresa, como valor podemos entender “cualquier atributo del producto o
servicio por el cual un cliente estará dispuesto a pagar o que hará que el cliente nos prefiera” de
esta manera y al analizar el proceso productivo podremos encontrar actividades o pasos que
efectivamente agregan valor al producto o servicio y otras que no aportan absolutamente nada o
que tal vez aportan atributos que no son de interés del cliente, estas últimas no aportan ninguna
ventaja competitiva y son consideradas por lean como “desperdicios” o “grasa”.
Al llevar este concepto al laboratorio clínico debemos meditar en primer lugar sobre
quienes son nuestros clientes, o en otras palabras, quienes son los que juzgarán el servicio
prestado por el laboratorio, concluiremos así que estos se dividen en 2 grupos: Clientes internos
(médicos, enfermeras y equipo de salud) y clientes externos (pacientes). Luego el análisis deberá
seguir hasta determinar cuáles son los atributos que nuestros clientes valoran, aquí
probablemente nuestro acuerdo nos llevará a concluir que los médicos requieren un resultado
oportuno (en el tiempo adecuado) y confiable (seguro) y
ensayos que efectivamente estén disponibles formando
parte del menú de pruebas del laboratorio, ya sea
localmente, o a través de derivación.
Los pacientes por otro lado buscarán un servicio
de calidad (buena punción, sin esperas, con información
accesible, etc) y como en todo orden de cosas, a un
buen precio. Algunos de los lectores podrán estar
pensando en este momento en donde queda la
importancia de la confiabilidad de los resultados (llamémosle calidad analítica, error total, o como
se prefiera), y la invitación es aquí a responder la siguiente pregunta, ¿Es el paciente quién juzga
la confiabilidad de un resultado, o es el médico? Los pacientes, por lo general, rara vez tendrán
los conocimientos técnicos para juzgar la confiabilidad y seguridad de un resultado de
laboratorio clínico. Si este es el mensaje que el laboratorio busca entregar desde el punto de vista
del marketing, podrá ser mejor entendido por los pacientes a través de un sello de acreditación, o
certificaciones de calidad, que probablemente lleven al paciente a elegir uno u otro laboratorio,

23
“El concepto de valor debe fluir a través de
todo el proceso productivo y ser entendido
por todos quienes participan en él”
pero en diversas discusiones sobre este tema hemos llegado a la misma conclusión, el paciente
(y en mayor medida el paciente ambulatorio) valora más el servicio y el costo, dejando el juicio
sobre la confiabilidad del resultado en las manos de su médico tratante. Esto se confirma día a
día cuando diversos pacientes recurren a uno u otro laboratorio únicamente por sugerencia de su
médico tratante, una conducta que esperamos comience a ser abandonada en la medida en que
los pacientes comiencen a entender los procesos del laboratorio clínico, el rol de los
profesionales que conformamos este mundo será clave en la creación de estas confianzas.
3.2.2.- Flujo del Valor
El segundo principio se relaciona con el modo como esta percepción de valor es
compartida por cada miembro de la organización, el valor se incorpora a través de cada paso del
proceso productivo convirtiéndola en una cadena, la cadena de valor o el flujo del valor (value
stream), así cada participante del proceso asume y entiende su rol dentro del proceso
comprendiendo su aporte al valor sobre el producto o servicio final.
En el laboratorio clínico, el valor comienza a fluir desde el momento en que un médico
solicita un examen de laboratorio, ahora si bien la responsabilidad en esta parte del proceso
radicará en los encargados de realizar la toma de la muestra, siendo muchas veces personal
externo al laboratorio (en los casos en que las muestras son recolectadas por personal de los
diferentes servicios clínicos), estas personas están igualmente conectadas con el flujo del valor y
deben asumir su rol en el proceso
diagnóstico. Por lo tanto, es
sumamente recomendable que
personal ajeno al laboratorio participe
en este tipo de análisis de cadenas de
valor, aportarán sin duda una visión
externa hacia el proceso, entenderán cómo funciona el laboratorio y permitirá al laboratorio
conocer las limitantes que tienen lugar fuera de sus fronteras. El flujo de valor continuará así en
los distintos pasos del proceso, toma de muestras, traslado, recepción, preparación, análisis y
post análisis, por resumir de alguna manera el proceso completo.
24
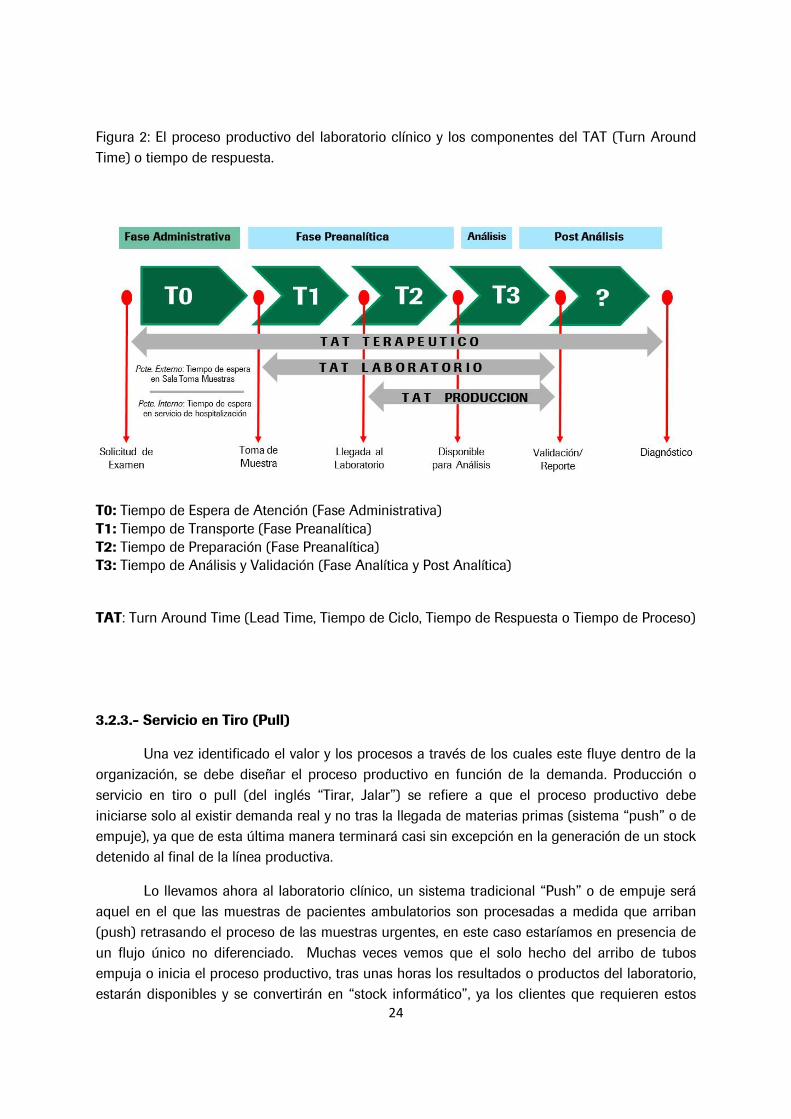
Figura 2: El proceso productivo del laboratorio clínico y los componentes del TAT (Turn Around
Time) o tiempo de respuesta.
T0: Tiempo de Espera de Atención (Fase Administrativa)
T1: Tiempo de Transporte (Fase Preanalítica)
T2: Tiempo de Preparación (Fase Preanalítica)
T3: Tiempo de Análisis y Validación (Fase Analítica y Post Analítica)
TAT: Turn Around Time (Lead Time, Tiempo de Ciclo, Tiempo de Respuesta o Tiempo de Proceso)
3.2.3.- Servicio en Tiro (Pull)
Una vez identificado el valor y los procesos a través de los cuales este fluye dentro de la
organización, se debe diseñar el proceso productivo en función de la demanda. Producción o
servicio en tiro o pull (del inglés “Tirar, Jalar”) se refiere a que el proceso productivo debe
iniciarse solo al existir demanda real y no tras la llegada de materias primas (sistema “push” o de
empuje), ya que de esta última manera terminará casi sin excepción en la generación de un stock
detenido al final de la línea productiva.
Lo llevamos ahora al laboratorio clínico, un sistema tradicional “Push” o de empuje será
aquel en el que las muestras de pacientes ambulatorios son procesadas a medida que arriban
(push) retrasando el proceso de las muestras urgentes, en este caso estaríamos en presencia de
un flujo único no diferenciado. Muchas veces vemos que el solo hecho del arribo de tubos
empuja o inicia el proceso productivo, tras unas horas los resultados o productos del laboratorio,
estarán disponibles y se convertirán en “stock informático”, ya los clientes que requieren estos

25
“El proceso debe priorizar a los
pacientes internos por sobre los
ambulatorios ya que son los
primeros quienes se encuentran
a la espera de un resultado
oportuno, así el concepto de
“Tiro” debe ser entendido por los
colaboradores”
resultados aún no los han solicitado, y es muy
probable que los requieran varios días después. Con
esto no quiero decir que estas muestras queden
postergadas para los días siguientes sino que den
paso al flujo de muestras prioritarias de pacientes
internos (urgencias y hospitalizados), dando lugar a
flujos diferenciados. La prioridad del proceso bajo el
concepto de tiro o “Pull” está dada por el momento
en que un resultado es requerido, para el caso de los
pacientes internos, el resultado del examen es el
producto que el médico está esperando desde el
momento en que la solicitud de examen es solicitada, independiente de la mediación o no de un
llamado o reclamo hacia el laboratorio, este es el momento en el que el cliente (médico en este
caso) “tira” la producción de un resultado y es lo que a la postre, debe determinar la prioridad
que el laboratorio asigna al proceso.
3.2.4.- Flujo Continuo (Flow)
Ya hemos comentado que bajo el prisma Lean los procesos debe enfocarse en los
aspectos que generan valor, se dijo además que el valor debe fluir a través de la organización y
que la producción debe estar condicionada al momento en el que un cliente solicita un
resultado, ahora bien cómo hacer que el proceso sea más rápido?
Existen diferentes maneras de desarrollar un proceso productivo, el modo “artesano” es
aquel en donde es la misma persona quién realiza todos los pasos del proceso productivo, el
producto o servicio es generado con relativa rapidez pero sus atributos de calidad serán
totalmente dependientes de quien los produce. El análisis morfológico en hematología es un
buen ejemplo de este modelo, si bien el conteo celular mantendrá cierta correlación entre los
distintos colaboradores, el detalle de las características morfológicas dependerá en cierta
medida de quien realice la observación, así el informe de resultados podrá tener diversos
atributos dependiendo de quién lo haya desarrollado.
Otro sistema muy común es la producción “En Lote”, aquí los pasos del proceso
productivo están divididos en distintos operadores o instrumentos, cada operador o instrumento
realiza una función en particular con lo que la variabilidad del producto es menor que en el
modelo anterior, sin embargo la producción en lote implica que los productos en proceso, o
muestras en nuestro caso, se mueven agrupadas, ya sea en gradillas, en racks, en bolsas, en
bandejas, o en cualquier otro tipo de soporte. Esto implica que la primera muestra procesada
quedará en espera hasta que la última muestra del grupo o lote esté completada. El Lote es de
esta manera un sistema de producción ineficiente en cuanto a velocidad, más aun para sistemas
en donde el TAT (Turn Around Time), tiempo de ciclo o tiempo de respuesta, es uno de los
atributos más valorados por los clientes del laboratorio clínico.

26
“El flujo continuo es el sistema de producción más rápido y que además asegura
una baja variabilidad del servicio y una alta seguridad, uno de los principales quick
wins del proceso de laboratorio clínico se esconde tras la eliminación de las pausas
y la reducción del tamaño de los lotes de proceso”
La producción en lote, como lo analizaremos más adelante, dependerá además de las
capacidades o velocidades de proceso de cada etapa (Throughput). Recordemos que el sistema
productivo es una secuencia de procesos conectados, si 2 procesos continuos poseen diferentes
velocidades esto se traducirá en la inevitable aparición de cuellos de botella (bottlenecks),
identificar estos cuellos de botella y balancear las capacidades de cada una de las etapas será
una tarea impostergable desde el punto de vista de la ingeniería del proceso productivo y deberá
ser un elemento clave al diseñar una nueva planta física o escoger por uno u otro proveedor. Un
equipo preanalítico puede ser de gran ayuda siempre y cuando el proceso productivo este en
línea con estas tecnologías, de lo contrario, por más que se invierta en estas alternativas, el
tiempo de respuesta podría incluso verse deteriorado.
Finalmente la propuesta del modelo de producción de Toyota, el “flujo continuo”
(Flow), en este sistema cada instrumento u colaborador realiza un proceso en particular pero a
diferencia del modelo anterior, los productos avanzan uno a uno. El flujo continuo ha sido
probado como el modelo de producción más rápido, y que por otro lado confiere la menor
variabilidad a los productos terminados, esto ya que consta de estaciones de trabajo dedicadas a
una función específica. De este modo, el balance de las capacidades de proceso y la
consecuente eliminación de cuellos de botella será una tarea mucho menos compleja.
Ahora bien, pretender que el proceso de laboratorio clínico ocurra en un flujo continuo
uno a uno es casi impracticable. En la mayoría de los casos las distancias entre procesos
implican que el transporte de muestras uno a uno sea imposible a menos que el grado de
automatización por medio de sistemas preanalíticos en cadenas conectadas o llamados también,
sistemas TLA (Total Lab Automation) así lo permitan. Por otro lado, esto no significa que el flujo
continuo sea imposible de conseguir en el laboratorio clínico no automatizado, si no que nos
mueve hacia la reconfiguración de los lotes de traslados, si en su laboratorio las muestras suelen
viajar agrupadas en lotes o batches de 50 o 100 muestras, el solo hecho de la reducción del
tamaño del lote permitirá un impacto significativo en el tiempo de respuesta evitando que las
muestras permanezcan detenidas por mucho tiempo en un mesón (un buen ejemplo de
“desperdicio”), evitando de paso la sobrecarga de los sistemas analíticos. Además y para facilitar
el flujo, se deben considerar medidas de gestión visual que permitan la continuidad de los
procesos, no basta con reducir el tamaño del lote sino que se debe asegurar que el lote es
trasladado al paso siguiente, por ejemplo, desde preparación a análisis. La gestión visual en este
punto, se puede implementar simplemente situando una banderilla en aquellas gradillas
completas, listas para proceso, de este modo, la sola presencia de la banderilla gatilla el traslado
de las muestras hacia la etapa siguiente agilizando el proceso y eliminando la espera por

27
desatención. La gestión visual es un aspecto sumamente útil que revisaremos más adelante y que
permite además una alta eficiencia sin mayor inversión.
3.4.5.- Perfección
Muy propia de su origen en el mundo oriental, el concepto de perfección o cero
tolerancia a errores, es un punto crucial en el pensamiento Lean y más importante aún en los
procesos de salud. Si bien las características del producto del laboratorio clínico (resultados)
hacen imposible un control independiente para cada resultado (en la mayoría de los casos lo que
podemos controlar es un trazador o muestra control), lo que este 5to principio persigue es
asegurar la no tolerancia de los errores cuando estos son detectados, aquí, la transparencia de
los operadores para reconocer y no pasar por alto los desvios generados es vital junto con un
correcto sistema de control de calidad tanto interno como externo, además el control de los
errores se relaciona directamente con los programas de mantenciones preventivas y correctivas,
su registro y control, es responsabilidad de quienes deben asegurar su correcto cumplimiento.
Es muy común que los laboratorios mantengan registros de eventos adversos,
desviaciones, errores o como se les haya llamado internamente, sin embargo, y como se dijo
anteriormente, el solo hecho de llevar un registro no aporta absolutamente en nada hacia el
propósito de evitar que un error se vuelva a presentar. El verdadero espíritu de mejora continua
debe asegurar una “acción” que apunte a mejorar, esto implica la identificación del error, la
determinación de sus causas y la generación de soluciones, como por ejemplo: Un esquema
Ishikawa o diagrama de espina de pez, es una herramienta ideal para este análisis causa/raíz. La
revisión de errores debe ser una costumbre periódica en la que participen no solo el involucrado
sino que también el equipo de trabajo entero. Juntamente con esta instancia de análisis, debe
existir además una revisión periódica de los indicadores derivados de los registros, a modo de
evidenciar la evolución del rendimiento y poder realizar gestión de calidad verdadera.
El rescate de la creatividad es uno de los puntos que lean busca motivar dando lugar a la
integración y diálogo abierto no solo en instancias de revisión de errores, sino que también como
una medida hacia la búsqueda continua de diferentes soluciones apuntando al objetivo de hacer
cada día mejor las cosas.

28
3.3.- Los 8 desperdicios:
Eliminando las actividades que no agregan valor
Los 8 desperdicios (que para Toyota fueran originalmente 7), corresponden a todas
aquellas actividades que comúnmente se incluyen en un proceso productivo pero que no aportan
valor al producto o servicio final, recordando que el valor a considerar es aquel definido por el
cliente y no el que la organización ha determinado internamente. Los desperdicios son los
aspectos que representan la “grasa” del sistema productivo y que al ser eliminados o
reemplazados convierten al sistema en un modelo de producción Lean o “esbelto”. Tras revisar
los 8 desperdicios se incluye un diagrama para entender el modo como se relacionan los
diferentes tipos de desperdicios con diferentes indicadores de desempeño operacional.
Los 8 desperdicios que debemos detectar y eliminar son:
- Traslado - Sobreproceso - Esperas
- Inventario - Defectos - Movimiento
- Sobreproducción - Creatividad (no utilizada)
3.3.1.- Los 8 Desperdicios: TRASLADO
El traslado se refiere a la distancia que el producto debe recorrer durante su curso por el
proceso productivo y es además, muchas veces asociado al traslado de quien moviliza las
muestras al interior del laboratorio. El traslado es considerado un desperdicio ya que no aporta
ningún valor al producto, una muestra que se traslada entre distintas secciones no cambia en lo
más mínimo su estado en relación al proceso diagnóstico, entendiendo como “proceso” a aquel
evento en donde el producto o servicio en curso sufre algún tipo de modificación en relación a su
condición de entrada, hecho que en nuestro caso tiene lugar en alguna de las diferentes
secciones analíticas.
El traslado es fácilmente evidenciable usando una herramienta denominada “diagrama de
spaghetti” en donde se representan los caminos de una muestra o persona sobre el layout o
plano del laboratorio.

29
“A mayor distancia recorrida mayor es
el tiempo requerido y menor la
eficiencia del recurso humano, el
diseño de los laboratorios modernos
promueve un giro hacia los espacios
abiertos y la funcionalidad de las
instalaciones”
Figura 3: Diagrama de Spaghetti: Flujo de muestras al interior del laboratorio clínico (los colores
representan distintos tipos de muestras)
El traslado esta inevitablemente asociado a un gasto y a una prolongación en el tiempo
de respuesta, mientras más larga es la distancia a recorrer más tiempo pasará un colaborador en
esta tarea y menos eficiente será el uso del recurso humano, tomando en cuenta que mientras
una persona se desplaza, hay muchas actividades o que están en espera o han requerido el uso
de un recurso humano adicional para completarse. Por otro lado el tiempo de respuesta se verá
comprometido ya que el tiempo de proceso deberá incluir las demoras asociadas a traslados.
Dentro de las causas más comunes
para la ocurrencia de este desperdicio
podríamos mencionar que históricamente los
laboratorios clínicos no han sido diseñados
desde un punto de vista funcional. Años atrás
los procedimientos de laboratorio solían ser más
complejos, manuales y extensos, este hecho
propició el diseño de laboratorios
compartimentados o en islas analíticas, hoy en
día la situación es diametralmente opuesta, el
grado de automatización es cada vez mayor y la
necesidad de espacio ha sido de esta manera optimizada. El diseño de laboratorios modernos
funcionales contempla espacios abiertos en donde conviven distintas áreas analíticas, las cuales
comparten diferentes tipos de muestras, la distribución de los instrumentos y áreas de trabajo en
el layout, debe estar hoy en día, en función de los flujos de trabajo, reduciendo tiempos y costos
asociados a traslados, junto con minimizar los riesgos biológicos y mejorar las condiciones de

30
trabajo y la comunicación entre el personal del laboratorio, propiciando una validación de
resultados que impulse una medicina personalizada.
Un diseño funcional que contemple el mínimo uso de paredes, es bajo el punto de vista
Lean, un diseño optimizado hacia la productividad. Las áreas analíticas deben contemplarse en
lugares estratégicos a modo de disminuir los recorridos de las muestras, impactando
directamente con esto, sobre el tiempo de respuesta, principal atributo de servicio al paciente.
Al momento de analizar un nuevo diseño de laboratorios se deben considerar no solo las
distancias sino cuan recurrentes son los movimientos, de esta manera, se recomienda que el área
de preparación y distribución de las muestras se encuentre cercana a todos sus clientes internos
(las áreas analíticas) tanto para reducir el tiempo necesario para la entrega de muestras recién
llegadas como para responder a requerimientos surgidos en la etapa de validación. El área de
preparación es el eje principal de funcionamiento del laboratorio clínico y su ubicación es clave
dentro del layout, ubicar el área de preparación en el centro de los procesos rompe un
paradigma, facilitando de paso la continuidad entre procesos.
El área de recepción de muestras debe ser solo un área administrativa en donde las
solicitudes de exámenes ingresen al sistema informático (idealmente deberán ingresar al
momento de solicitarse el examen por el médico o antes de la toma de muestras), esta etapa es
clave y es donde muchas veces existe un tiempo considerable de espera y comienza la formación
de los lotes de trabajo que buscamos reducir. Luego de ser recepcionada, la muestra deberá
avanzar rápidamente hacia el área de preparación en donde será preparada (centrifgado,
alicuotado, etc.) y distribuida, este paso recepcióndistribución puede ser perfectamente
automatizado mediante una cinta transportadora asegurando continuidad y reducción de las
esperas.
El diseño del laboratorio tradicional en islas analíticas se contrapone con uno de los
principios modernos de la medicina diagnóstica, la atención personalizada. El laboratorio clínico y
sus profesionales deberán asumir en el mediano plazo la “validación clínica por pacientes” en
desmedro de la tradicional “validación técnica de resultados por secciones o áreas”. La
validación clínica requiere una visión integral del paciente y los resultados de sus exámenes, una
comunicación permanente entre los profesionales responsables del análisis, y por lo tanto, la
eliminación de las barreras físicas que los separan.
El laboratorio del futuro deberá asumir de este modo su rol clave en el cuidado del
paciente, añadiendo incluso exámenes adicionales de acuerdo a los resultados obtenidos, por lo
tanto, el médico tratante recibe un informe de mayor valor clínico que ayudará a reducir días de
tratamiento, entregará un diagnóstico más certero, y evitará nuevas visitas del paciente al
laboratorio, entregando a la postre, un mejor servicio.

31
El “modelo de flujo central” en el laboratorio clínico se fundamenta en la optimización de los
tiempos de proceso, la distribución de flujos es desde el centro reduciendo la distancia entre la
distribución de las muestras y sus clientes internos (análisis). Luego la zona de análisis es abierta
a excepción de Microbiología que por razones de bioseguridad debe estar aislada.
El modelo contempla de esta manera 2 grandes áreas analíticas:
- Área de Proceso de Sangre (Espacio Abierto)
Química
Inmunoquímica
Hematología
Coagulación
Serología (Virología)
Inmunología
- Área de Proceso Microbiológico (Espacio Aislado)
Bacteriología
Micobacterias (TBC)
Orinas
Parasitología
Finalmente y en la zona externa se encuentran las áreas de “Soporte” y “Post Análisis”,
las cuales prestan servicios a las áreas internas. Formando parte de esta zona se encuentran las
áreas administrativas, lavado, esterilización, laboratorios de desarrollo, sala de agua, sala de
servidores, validación, etc.
El área de urgencias se encuentra en el centro del diseño muy cercana al área de
preparación, esta distribución no solo garantiza la rápida llegada de las muestras sino que un
eficiente uso de los recursos analíticos al permitir incluso que los profesionales de urgencia
puedan utilizar las plataformas analíticas vecinas a modo de respaldo (en aquellos casos que por
demanda requieran equipamiento dedicado para el proceso de muestras urgentes).

32
Figura 4: Diseño de Laboratorios Clínicos, “Modelo de Flujo Central” (P.Riadi 2013)

33
“Los inventarios no solo se refieren a
insumos o reactivos en una bodega,
también se refieren a tubos detenidos
en un mesón de trabajo ocupando
espacio o a muestras archivadas
durante varios días en un refrigerador
aun cuando la estabilidad de los
analítos se encuentre expirada”
3.3.2.- Los 8 Desperdicios: INVENTARIO
La reducción del inventario obedece a la reducción de costos asociados y a la
optimización de espacios. Lean no promueve la eliminación total de inventarios ya que esto sería
un riesgo al depender absolutamente de la gestión y eficiencia de los proveedores, en su lugar,
será conveniente el uso de un stock mínimo cuyo cálculo estará en base a los días de autonomía
que el laboratorio defina para su normal operación de acuerdo a la confiabilidad de sus
proveedores. Como días de autonomía o días de inventario entendemos la cantidad de tiempo
que el laboratorio puede funcionar sin necesidad de realizar pedidos, esto se logra calculando el
consumo diario y multiplicándolo por los días de autonomía pretendidos. La definición de los días
de inventario deberá, por su parte, estar en línea con la accesibilidad de los insumos y
características del proveedor, como por ejemplo: Está el proveedor en la misma ciudad? El
insumo debe ser encargado al exterior? Cuál es la fecha estabilidad o duración del insumo? Se
trata de un proveedor confiable? Cuál es la presentación del insumo?
Dentro de las causas para un ineficiente manejo del stock, es muy común la presencia de
un control manual. Los registros de stock manual requieren un alto compromiso y concentración
por parte del responsable para no pasar por alto las fechas de pedido o las fechas de
vencimiento de los reactivos e insumos, es ideal que el laboratorio cuente con un software para
gestión de stock, los cuales permiten la definición de un stock crítico y manejo de alarmas que
permiten advertir antes del stock out o acabado de un insumo. Muchos de estos software pueden
incluso gatillar la generación automática de órdenes de compra hacia los proveedores
respectivos, minimizando el uso de recurso humano para estas tareas. Ahora y debido a su costo,
este tipo de soluciones informáticas no estará disponible para la mayoría de los laboratorios de
mediano y pequeño tamaño, otra solución podrían ser plantillas en MS Excel, ya sea una plantilla
manual o una que incluya programación de
Macros para automatizar la gestión de los
datos.
El control de inventario debe incluir
indicadores de pérdidas y acciones de
mejora continua para lograr un uso más
eficiente, recordemos que las pérdidas por
vencimientos impactan directamente en el
costo/test de nuestras prestaciones y un
stock out se traduce además en una pérdida
de oportunidad por exámenes que probablemente no podrán ser realizados impactando en la
percepción del servicio.
Adicionalmente y asociado a este punto, se debe contemplar la proyección de la
demanda para el correcto control del inventario, si bien, la estacionalidad de los laboratorios
clínicos tradicionales está condicionada generalmente al impacto de los periodos de vacaciones
en la demanda de pacientes ambulatorios (la cual se traduce en que en Chile sea Febrero el mes

34
de menor demanda). Hay que contemplar además otros factores como la generación de
convenios o la apertura de nuevas unidades de toma de muestras, dentro de los cálculos de
proyección de la demanda para anticipar las necesidades de stock.
Lean Healthcare crea sistemas de gestión en tiro en las bodegas, esto es, sistemas de
solicitud en función de la demanda de consumo interno y no en base a cálculos de promedios
de consumo histórico o a cálculos aproximados. Un correcto sistema de gestión de bodega no
solo debe considerar la mantención de un stock mínimo sino que además, el consumo de
acuerdo a fechas de vencimiento. Deben existir herramientas de control digital que permitan a
los usuarios descontar automáticamente el stock una vez utilizado y entregar alarmas al
administrador de la bodega cuando un insumo ha alcanzado su stock crítico.
3.3.3.- Los 8 Desperdicios: SOBREPRODUCCION
Una buena manera de entender la sobreproducción es comprendiendo su efecto, los cuellos
de botella o aquellos puntos en los que la capacidad de un proceso ha sido sobrepasada por la
demanda generada en el proceso anterior. Este desbalance observado entre procesos de una
línea productiva es muy frecuente en los laboratorios clínicos, en donde generalmente las
capacidades de cada etapa (toma de muestras, transportes, recepción de muestras, digitación,
preparación, análisis, validación etc.) no guardan relación entre ellas y lo que es peor, tampoco
con la demanda de trabajo.
Figura 5: Desbalance de las etapas del proceso

35
“No tiene sentido alguno que la capacidad
instalada de un proceso, ya sea manual o
automatizado, exceda varias veces la
demanda, con esto solo estamos
contribuyendo a disminuir la eficiencia de
nuestros recursos.
Sobreproducimos cuando, a modo de ejemplo, procesamos las muestras de pacientes
ambulatorios junto con las muestras de pacientes internos, en un flujo compartido por 2 tipos de
muestras con diferente prioridad. La sobreproducción ocurre bajo el concepto que no se
deberían procesar muestras no urgentes sino hasta que todas las muestras con mayor prioridad
hayan concluido su paso por el proceso, esto ya que los resultados de muestras de pacientes
externos no serán solicitadas sino hasta varias horas después, o probablemente días.
Al sobreproducir estamos estresando un proceso productivo y muy probablemente, como en
nuestro ejemplo, afectando la calidad (tiempo de respuesta) del servicio que del laboratorio se
espera. El procesamiento debe estar bajo el concepto Lean adaptado de acuerdo a la demanda
generada y no en función del arribo de tubos al laboratorio, con esto no decimos que una
muestra iniciará su proceso solo cuando un médico solicita el resultado, sino que el proceso se
iniciará en el momento en que no afecte
el avance de muestras prioritarias
(Urgencias, UCIs, Hospitalizados, etc.) lo
que probablemente tenga lugar solo unos
minutos después, el tiempo de respuesta
de las muestras prioritarias es de esta
manera beneficiado.
Los efectos de este desperdicio se relacionan con un uso ineficiente del recurso humano,
creación de cuellos de botella, errores por causa de la presión generada, y el comentado
aumento del tiempo de respuesta, entre otros. Las soluciones apuntan a gestionar la demanda,
ya sea el control del arribo de pacientes externos mediante un sistema de pre-citación o un
eficiente modo de clasificación interna de las muestras de acuerdo a su prioridad favoreciendo
de este modo el flujo de muestras prioritarias.
Otro ejemplo de sobreproducción ocurre silenciosamente cuando por defecto el laboratorio
ha decidido realizar extendido (frotis) a la totalidad de las solicitudes de recuento hematológico,
aun cuando muchos de estos resultados sean absolutamente normales y el extendido no aporte
valor clínico alguno, la realización de pruebas especiales debe ser únicamente sobre demanda o
automatizada de acuerdo a reglas de carácter técnico, de este modo disminuimos la carga de
trabajo y reducimos los costos operacionales del laboratorio, el sistema informático será de vital
ayuda para lograr un flujo de trabajo como el sugerido.

36
“En el laboratorio es muy común que las
solicitudes de examen se revisen una y otra vez
para detectar errores en pasos previos, la
sugerencia de Lean en este punto es optimizar
los procesos de origen a modo de eliminar las
causas raíces en donde los problemas
comienzan”
3.3.4.- Los 8 Desperdicios: SOBREPROCESO
A no confundir con el desperdicio anterior, la sobreproducción, la cual se refiere a la
generación de un cambio en el producto o servicio en la cantidad o momento inadecuado. El
Sobreproceso por otro lado, se refiere a la ejecución de pasos adicionales que no necesariamente
implican un cambio de estado del producto, la revisión de una solicitud de exámen en la etapa
analítica, aún cuando ya fue revisada durante el ingreso de la muestra al laboratorio (doble
chequeo), representa un reproceso que no cambia en lo más mínimo el estado del análisis.
Algunos podrán pensar que este paso es necesario para detectar un error, sin embargo bajo el
pensamiento Lean, los procesos y las personas deben adecuarse para realizar un trabajo del
modo correcto durante el primer
intento, en este caso particular, se
deberá analizar la causa/raíz sobre
el hecho de una solicitud mal
generada, en donde el error
probablemente tendrá su origen en
la sala de hospitalización, fuera de
las fronteras del laboratorio. Es por
esta razón que es imprescindible
que el programa de mejora continua
involucre a todos quienes participan del proceso, desde el médico que solicita el examen, hasta
el personal del laboratorio, pasando por enfermeras y auxiliares encargados del transporte. El
laboratorio podrá idealmente utilizar un indicador de este tipo de errores para exigir a los
responsables de los servicios clínicos aquellas acciones que eviten la generación de defectos que
van en perjuicio de la institución en su totalidad.
La repetición de análisis o la adición de test reflejos (test adicionales para confirmar un
resultado), es otro ejemplo de posibles sobreprocesos. Debemos considerar en este punto los
rangos de linearidad y límites de detección de las diferentes técnicas en nuestro menú, las
cuales habiendo sido sometidas a un proceso de verificación in situ y existiendo un adecuado
control interno, externo y cálculo de error total vigente, no deberían sembrar dudas ante
resultados alterados, más aún cuando la validación clínica logra, en la mayoría de los casos,
despejar este tipo de dudas.
Los dobles y triples chequeos y revisiones son uno de los casos más recurrentes de
sobreproceso en el laboratorio clínico, procesos mal estructurados y desconfianza en el trabajo
de otros son una de las causas más comunes, su efecto impactará directamente en el tiempo de
respuesta, los costos y la bioseguridad.

37
“Se ha comprobado que las tareas repetitivas
aumentan las probabilidades de cometer
errores y deterioran el clima laboral, en la
medida de lo posible, se debe ofrecer a los
colaboradores la posibilidad de intercambiar
sus labores dentro de una misma área, ya que
esto balancea el trabajo y permite contar con
un sistema de coberturas altamente eficiente.
3.3.5.- Los 8 Desperdicios: DEFECTOS
Los errores en el proceso representan el efecto de causas multifactoriales, como la
presión, muestras mal etiquetadas, exámenes mal solicitados, cultivos contaminados, valores mal
informados e incluso la más desastrosa de sus versiones, el intercambio de muestras. Definimos
a todo tipo de error o defecto como un desperdicio y es quizás el que menos fundamento
requiera de los 8 que Lean pretende eliminar, son por esencia propia, algo que en oposición a
agregar valor, va justamente en el sentido opuesto.
Al hablar de errores somos claros en que representan eventos involuntarios que nadie
desea, sin embargo y pese a tanta recomendación vigente, estos siguen ocurriendo al interior del
laboratorio. Los errores pueden ocurrir en los 2 tipos de procesos observados (manuales y
automatizados), con una lógica de mayor frecuencia en los procesos manuales pero también
presentes en procesos automatizados, esto último generalmente por la poca rigurosidad en
cuanto a los protocolos de mantenimiento del equipamiento o a un deficiente seguimiento de las
instrucciones y entrenamiento para su uso.
Entre los errores de la fase preanalítica la gran mayoría se relaciona con el ingreso de
exámenes en los sistemas informáticos y con un protocolo de rotulado y etiquetado deficiente,
ambas situaciones pueden relacionarse a las tareas repetitivas, muy comunes en procesos
sistematizados como el de un
laboratorio clínico. Las tareas
repetitivas tienen inevitablemente un
efecto mecanizador en quien las
ejecuta, siendo totalmente esperable
que tras una hora de digitación
frente a un computador la persona
lentamente perderá la concentración,
por lo que frente a esto es muy
recomendable la rotación del
personal en todos los ámbitos, administrativo, técnico y profesional. Junto con hacer menos
cansadora la jornada de trabajo, estaremos evitando los riesgos asociados a las tareas repetitivas
y contaremos con personal de respaldo mejor capacitados para cubrir diferentes tareas en caso
de una contingencia.
Por otro lado, la estandarización del trabajo promovida por Lean, busca justamente que
sean los mismo operadores los encargados de redefinir las tareas y ubicación de los implementos
de acuerdo a su propia comodidad, son los propios usuarios quienes más conocen del proceso,
y por esto se les debe asegurar la posibilidad de dialogar sobre las mejoras que apunten a la
reducción de errores y a un trabajo que genere más valor al servicio del laboratorio clínico.

38
Sin entrar en más detalles, no se puede dejar de señalar a los interferentes analíticos
como una causa frecuente de error. Interferente analítico es todo aquel factor inherente a la
muestra que pudiese derivar en la alteración de un valor real, la presencia de hemólisis en la
determinación de Bilirrubina Directa es un buen ejemplo, ya que en este caso la coloración
generada por la hemólisis interfiere con la lectura del cromóforo en la reacción, generando una
alteración en el valor medido, es un caso en el que la plataforma analítica se ve “interferida”. Otra
situación que puede causar un error son las denominadas variables preanalíticas, que
representan aquellas situaciones en donde la plataforma analítica efectivamente realiza una
lectura adecuada pero el valor en la muestra no representa la condición real del paciente,
volviendo al caso de la hemólisis, podemos mencionar a una muestra hemolizada sobre la cual
se realizará un análisis cuantitativo de Insulina, el inmunoensayo entregará un valor disminuido
generado por la acción de la Insulinasa liberada por los glóbulos rojos destruidos in vitro, en este
caso, la hemólisis no se considera un interferente ya que la medición es correcta, el instrumento
ha reflejado la cantidad de analíto presente en la muestra, sin embargo, y debido a la acción de la
Insulinasa liberada durante la hemólisis, el valor no refleja la condición real del paciente, estando
así en presencia de una variable preanalítica. El control de estas variables podrá realizarse
visualmente antes de la fase analítica, o de modo automatizado ya sea mediante el uso de
imágenes digitales en equipos preanalíticos o durante la fase analítica mediante el uso de índices
séricos o de evaluación de la calidad de la muestra.
3.3.6.- Los 8 Desperdicios: CREATIVIDAD NO UTILIZADA
Mucho menos evidente que el caso anterior pero seguramente uno de los casos de
desperdicio más frecuentes, son las cientos de ideas que día a día se pierden olvidadas ya sea
por falta de tiempo, políticas directivas, o ausencia de una instancia en donde estas puedan
tomar forma, por mencionar algunos ejemplos. Cuando hablamos de ideas perdidas nos
referimos a las ideas de los miembros del equipo de trabajo sin distinción y en relación a
soluciones a problemas del día a día que no logran ver la luz por falta de oportunidad.
Las organizaciones tradicionales son víctimas de las paredes de la jerarquización, algo
mucho más común en culturas occidentales que orientales, en donde el respeto por las personas
ofrece un clima que invita al intercambio. En nuestros laboratorios no es poco común la figura de
una jefatura que decide los caminos del laboratorio a puertas cerradas, una búsqueda de
soluciones siguiendo estos estilos comienza sesgada desde su inicio al obviar y desconocer los
detalles del proceso, aquellos hechos puntuales que complejizan las actividades y que se han
fosilizado bajo el paradigma del “así se han hecho las cosas siempre en este laboratorio”, una
frase típica que bloquea cualquier intento o idea hacia la mejora continua genuina y la
innovación.
Por otro lado, las soluciones así emanadas chocan constantemente con restricciones
desconocidas para los jefes de cuatro paredes, muchas de las cuales esconden soluciones

39
“La mejor solución es aquella que integra las ideas de todos los expertos,
aquellos que trabajan día a día en un proceso determinado, y son a la postre,
quienes mejor conocen las limitantes y oportunidades de lo que hacen”
simples y rápidas en las mentes de quienes viven el proceso día a día, aquellos que sin lugar a
dudas son los expertos en lo que hacen.
Toda esta creatividad debe ser rescatada dando un giro transparente y honesto desde la
jefatura hacia el liderazgo, el líder será quién logre rescatar el máximo potencial de sus
colaboradores dándoles la oportunidad de mejorar sus propios procesos en un cambio
integrador, humilde y transparente, en donde el clima es seguro para reconocer los errores y
descubrir que no son las personas las que fallan, sino que los procesos han sido mal diseñados.
Las mejores soluciones, sin lugar a dudas, son aquellas que organizan las ideas de todo el equipo
de trabajo y han sido producto de una discusión integradora orientada hacia un objetivo claro.
El trabajo de los equipos de implementación Lean garantizan sin esfuerzo la eliminación
de esta barrera, un equipo Lean es integrado por miembros de toda la estructura jerárquica de la
organización y solo existe el rol del “Líder de Equipo”, quién conducirá las discusiones y
moderará los debates hacia el foco central. La dirección se convierte en este punto en un
sponsor o patrocinador que debe garantizar al equipo los recursos y tiempo disponible para
trabajar en los eventos de mejora.
3.3.7.- Los 8 Desperdicios: ESPERAS
Si bien no sería tarea fácil el asignar un orden de importancia a los 8 desperdicios, al
hacerlo es muy probable que, teniendo al laboratorio clínico en mente, las esperas estarían entre
nuestro top 3. La importancia de este desperdicio radica en la prontitud como atributo principal
de un resultado de laboratorio y de los tiempos de espera para la toma de muestras como el
principal atributo de calidad de la atención de pacientes ambulatorios. Diversas encuestas
realizadas sobre la percepción del trabajo del laboratorio señalan que sus clientes internos, los
médicos, están incluso dispuestos a sacrificar una parte de la calidad analítica en pro de un
resultado más oportuno, en otras palabras y desde el punto de vista del valor diagnóstico, el
recibir un resultado 1 hora antes podría llegar a salvar una vida aún cuando su incertidumbre
analítica informara un resultado con un sesgo del 5%, por ponerlo en términos prácticos.
El ejemplo llama al diálogo entre el laboratorio y sus clientes internos (a quienes presta
servicios), es probable que los médicos del servicio de urgencia estén dispuestos a tolerar un
mayor error total si es que esto asegura un tiempo de respuesta bajo los 60 minutos. Bajo el
punto de vista Lean y su concepto de valor, los atributos de calidad y las medidas internas para

40
“Ver sus muestras detenidas en un
mesón de trabajo a la espera de
avanzar al paso siguiente no es algo
por lo que un paciente estaría
dispuesto a pagar”
su aseguramiento deben estar en función de lo que sus clientes valoran y no desde lo que el
laboratorio ha definido como su meta interna.
Anteriormente ya se mencionaron ejemplos como estos para recalcar el valor del tiempo
de proceso como principal atributo de calidad de un resultado de laboratorio, ahora bien el
origen de las esperas como desperdicio al interior del proceso está plenamente relacionado con
el trabajo en lote. Los tubos al interior del laboratorio suelen acumularse en gradillas, al igual que
placas de cultivo, muestras de orinas, líquidos, secreciones etc., esto trae consigo el inevitable
efecto de la creación de peaks de trabajo seguidos de valles de ocio, periodos de sobrecarga
seguidos de tiempos perdidos. La generación de un lote de 50 muestras supone que la muestra 1
del grupo debe esperar la llegada de otras 49 antes de iniciar su paso hacia el proceso siguiente
y la muestra 50 debe esperar el término de las 49 anteriores antes de comenzar el análisis.
Las esperas se asocian además a desbalances en las líneas productivas, si el área de
cajas de una toma de muestras ambulatorio es capaz de recibir a 100 pacientes por hora y la
unidad de toma de muestras tiene una capacidad de solo 50 por hora, es evidente que tras una
hora existirán 50 pacientes esperando su atención, la productividad del área de cajas es así, el
doble que el área de toma de muestras. La solución más evidente para la mayoría de los
encargados sería en este punto, aumentar el número de box de toma de muestras, pero cuidado,
probablemente el proceso de toma de muestras tarde 5 minutos de los cuales 150 segundos
correspondan a un registro manual de datos en papel, eliminar ese tiempo perdido mediante el
uso de sistemas digitales permitiría reducir el proceso a la mitad del tiempo doblando de esta
manera la productividad y eliminando la espera si necesidad de agregar más boxes de atención,
el análisis detallado de los procesos es un eje fundamental de la metodología Lean.
3.3.8.- Los 8 Desperdicios: MOVIMIENTOS
Así como el sobreproceso podría confundirse con la sobreproducción, el movimiento
podría confundirse con el traslado. Cuando decimos que el movimiento es un desperdicio nos
referimos al movimiento que tiene lugar sin dejar la zona de trabajo, mientras nos desempeñamos
en una zona de trabajo, que en adelante
llamaremos “celda Lean”. Es muy factible que
tengamos que realizar movimientos para alcanzar
un teléfono, tomar muestras desde una posición
para ubicarlas en otra, acercarnos a un área sucia
para eliminar algún material contaminado etc.
Todos estos pequeños movimientos que tienen
lugar en la misma celda de trabajo representan un
desperdicio en todos aquellos casos en que el movimiento no agrega valor al proceso.
Tradicionalmente los espacios de trabajo han implementado el concepto de “ergonomía” para
referirse a la comodidad para el operador y el cuidado de su salud, el diseño lean,

41
adicionalmente, persigue un diseño de acorde a la función y al ahorro de tiempo, si bien es
probable que la reubicación de los implementos de trabajo en un mesón logre ahorros de 1 o 2
segundos, o incluso menos, es la multiplicación de estos la que genera un ahorro sustancial de
tiempo y cambia diametralmente la percepción de la carga de trabajo del operador. Tomemos el
ejercicio y la próxima vez que se encuentre realizando una tarea repetitiva intenté detectar
cuantos segundos representan realmente un aporte al proceso y cuantos corresponden a
movimientos innecesarios producto de la mala distribución de los implementos.

42
Tabla 1: Lo 8 desperdicios y el impacto en los indicadores de gestión del Laboratorio Clínico.
D E S P E R D I C I O S
Ambito IndicadorTraslado Inventario Sobreproducción Sobreproceso Defectos Creatividad Esperas Movimientos
Calidad
% Rechazo de Muestras X X x X% Resultados Satisfactorios
en programas de control de
calidad externos X x
% Técnicas en cumplimiento
con requisitos de calidad
asignado X x |%Proveedores con
evaluación satisfactoria x x
%Reclamos gestionados en
el tiempo asignado x x
% Trabajos no conformes x x x x
% Satisfacción de clientes x x x x x
Nivel 6 Sigma x x
Traslado Inventario Sobreproducción Sobreproceso Defectos Creatividad Esperas Movimientos
OportunidadTiempo de espera
(Ambulatorios) T0 x x x x x x x
Tiempo de Transporte T1 x x x x x xTiempo de Respuesta
(Laboratorio) T2+T3
Urgencias x x x x x x xTiempo de Respuesta
(Laboratorio) T2+T3
Hospitalizados x x x x x x x% Valores críticos avisados
en tiempo establecido x x x x x
Traslado Inventario Sobreproducción Sobreproceso Defectos Creatividad Esperas Movimientos
Costo/Productividad
Costo/Test x x x x
Costo/Resultado x x x x x x x x
N°Test/Recurso Humano x x x x x x x
N°Test/Analizador x x x x x
N°Test/M2 x x x x x%Perdidas (Insumos +
Reactivos) x x x x
Traslado Inventario Sobreproducción Sobreproceso Defectos Creatividad Esperas Movimientos
Dimensión Humana
Satisfacción del Personal x x x x x x
N° de licencias por mes x x x x x x
Horas de Capacitación x x
Traslado Inventario Sobreproducción Sobreproceso Defectos Creatividad Esperas Movimientos
Crecimiento
% Crecimiento Anual x x x x x x x
Cuota de Mercado x x x x x x x

43
3.4.- Las 6S como filosofía para la organización del lugar de trabajo
“Un lugar para cada cosa y cada cosa en su lugar”
Muy relacionadas con los 8 desperdicios anteriormente detallados y aún más con los
aspectos relacionados al movimiento innecesario, las 6S forman parte de la cultura de la
organización y disciplina en el lugar de trabajo que Toyota promulgara entre sus colaboradores.
Las 6S originalmente fueron 5, cada “S” representa una palabra japonesa que las operaciones
debían considerar al momento de organizar físicamente el lugar de trabajo, tras los años a estas
5S se añadiría la “Seguridad”. Si bien hay autores que siguen hablando de las 5S como fuera
creado el concepto en Japón, añadir el componente de seguridad, es sin duda, un aporte para
dar al concepto aún más valor.
Las 6S representan 6 palabras, como se ha mencionado, en Toyota se habló de las 5
primeras, la última S llegaría luego al implementar estos principios a las organizaciones
occidentales. Las S representan el criterio con el cual un lugar de trabajo debería ser organizado,
y básicamente la idea de cada una de ellas apunta hacia lo siguiente:
- SEIRI: (Seleccionar): El primer paso indica que cada operador debe seleccionar entre
todos sus implementos de trabajo lo que sirve de lo que no, lo que normalmente usamos
y lo que se usa de vez en cuando. El concepto de desperdicio nuevamente viene a lugar
al considerar que un implemento usado esporádicamente y que es dejado sobre un
mesón, solo resta espacio a las tareas necesarias del día a día que sí agregan valor.
- SEITON: (Ordenar): Luego de definir los implementos necesarios a cada uno de éstos
se le debe asignar un lugar o posición en el área de trabajo, un lugar para cada cosa y
cada cosa en su lugar. Es importante que este orden sea conocido y respetado por todas
las personas a modo de eliminar el tiempo requerido para la búsqueda de herramientas,
por poner solo un ejemplo.
- SEISO: (Limpiar): Tras haber seleccionado lo necesario de lo requerido
esporádicamente, y haber definido un lugar para cada ítem, el siguiente aspecto se
relaciona con la limpieza. El lugar de trabajo bajo la visión japonesa debe estar
“reluciente”, demás esta recalcar la importancia de la limpieza cuando llevamos estos
conceptos hacia las actividades de un laboratorio cínico.
- SEIKETSU: (Estandarizar): De nada servirán los esfuerzos anteriores si las medidas
no se estandarizan, esto es, que los cajones tengan, por ejemplo, etiquetas sobre qué es
lo que se guarda en cada lugar, otra medida pudiese ser marcar en cada superficie de

44
“A ningún colaborador se le debiera
exigir mantener su lugar de trabajo de
acuerdo a los principios de las 6S, es
un compromiso personal que cada
uno debe recordar y asegurar”
trabajo la posición para cada herramienta o implemento. Lo que buscamos finalmente
apunta a la estandarización del servicio o producto, para reducir la variabilidad las tareas
deben seguir un estándar o lineamiento y para facilitar este aspecto, las áreas de trabajo
deben estar igualmente estandarizadas. Solo de esta manera aseguramos que
independiente de la persona que realiza el trabajo, éste será llevado a cabo bajo un
estándar común. Quienes definen este estándar deberán ser las propias personas que
llevan a cabo estas tareas, cada operador es el dueño de organizar su lugar de trabajo.
- SHITSUKE (Autodisciplina): Los japoneses determinaron que ninguna selección,
orden, limpieza ni estandarización sería sustentable sin el compromiso de cada miembro
del equipo de trabajo hacia respetar y comprometerse con estos conceptos, así, la 5ta S
representa la autodisciplina requerida para asegurar el cumplimiento de los conceptos
anteriores. Queda claro entonces que las S no representan una regla o directriz sino que
deben estar profundamente implícitas
en el aspecto personal, ya que en la
organización nadie tendrá la función de
exigir el cumplimiento de las S, sino
que éstas deberán ser implementadas y
respetadas día a día por cada
colaborador de manera voluntaria,
contribuyendo con el tiempo a la
creación de costumbres, hábitos y finalmente una cultura de trabajo diferente. El
entendimiento de estos principios es vital dentro del pensamiento Lean y su
comunicación una responsabilidad de los líderes de transformación.
- SAFETY (Seguridad): La seguridad, si bien no fue una de las prioridades durante el
diseño y planificación de las estaciones de trabajo en la cultura oriental, lo era de modo
implícito en cualquier organización del Japón en donde el respeto por los individuos y los
equipos de trabajo eran temas que no merecían discusión, luego con los años y tras el
surgimiento de los estándares ISO y otras directrices, las organizaciones deberían cumplir
no solo con medidas para garantizar la seguridad de sus empleados sino que también
demostrar su cumplimiento y elaborar planes para asegurar su sustentabilidad. La
seguridad, o en nuestro caso, Bioseguridad, debe ser considerado un componente
indispensable en el diseño de la estación de trabajo, ejemplos como la definición de
áreas limpias y contaminadas, la disposición de manuales de bioseguridad y el
cumplimiento de las normas de manejo de los REAS (Residuos de Establecimientos de
Atención de Salud), son hoy en día requerimientos básicos que complementan el diseño
de estaciones de trabajo seguras.

45
3.5.- La Celda de trabajo Lean
Elemento clave hacia la eficiencia operacional
Hemos dedicado las ultimas las líneas para explicar la definición del orden y el diseño de
la estación de trabajo bajo el prisma Lean creado por Toyota. Con énfasis en la selección, el
orden y la limpieza, las 6S buscan ser un principio hacia la creación de un área de trabajo
cómoda, eficiente y segura.
Sin embargo, el orden promulgado por las 6S representa solo uno de varios componentes
que se deben tener en cuenta desde el punto de vista productivo en cada estación de trabajo.
Denominamos celda Lean a todo lugar en donde un producto o servicio sufre una
transformación, si llevamos este concepto hacia el campo del laboratorio clínico podríamos decir
que cada área o sección incluye varias celdas Lean en secuencia. Por lo tanto, el área de
recepción de muestras, y todo el resto de los procesos del laboratorio clínico, debería incluir los
siguientes elementos entre la entrada de muestras y la salida hacia el proceso siguiente:
Figura 6: La estación de trabajo Lean
Elementos de la Celda de Trabajo Lean
3.5.1.- Producción en Tiro: La celda de trabajo debe iniciar el proceso solo en el momento en
que ha recibido un requerimiento desde la celda que le sucede. Para nuestro ejemplo, el área de
recepción debe dar prioridad a las muestras urgentes y luego a las de pacientes ambulatorios,
iniciando el proceso en el orden de prioridad en que las muestras son requeridas por la celda
que le sucede (áreas analíticas). En otras palabras, todas las unidades trabajan en función de los
requerimientos de resultados a través de un sistema de tiro cuya prioridad es informar los

46
“De nada servirá el trabajo dedicado de un equipo de mejora Lean para
optimizar un proceso productivo determinado si sus conclusiones no son
documentadas y asumidas como un “estándar” por el resto de los
colaboradores”
resultados urgentes, luego los pacientes hospitalizados y solo entonces los pacientes
ambulatorios. Buscamos evitar de este modo que el proceso de muestras no prioritarias
entorpezca el proceso de las muestras que ya cuentan con una persona esperando por el
resultado.
3.5.2.- Flujo 1 a 1: La manera más rápida de producción y que además asegura una baja
variabilidad del producto/servicio es el flujo continuo. El proceso 1 a 1 asegura una espera
mínima y un alto rendimiento, sin embargo, el proceso muestra a muestra en un laboratorio
clínico se tornaría complejo a menos que contáramos con una línea altamente automatizada
desde la etapa pre a post analítica, de este modo, el desafío para el laboratorio en este punto, y
como se dijo al comienzo, es reducir el tamaño del lote ya que las muestras se trasladarán
inevitablemente agrupadas para disminuir el número de traslados. El centrifugado es por otro
lado un elemento condicionador que promueve una producción en lote, nuestras medidas
deberán apuntar entonces a reducir el número de muestras que compondrán el lote de
centrifugado, lo cual determina a la postre el tamaño del lote de muestras en movimiento,
idealmente el ciclo de centrifugado no debería exceder unas 25 o 30 muestras como máximo,
(por poner un ejemplo). De este modo se busca evitar que los procesos esperen un stock de 100
tubos en una gradilla para avanzar a la siguiente etapa. Otra oportunidad hacia la eficiencia será
distribuir los procesos sucesivos lo más cercanos que el layout permita para evitar las demoras
ocasionadas por la separación física entre procesos sucesivos.
3.5.3.- Trabajo Estándar: Luego de haber eliminado los desperdicios de cada proceso
productivo y de haber aplicado los principios Lean, la producción será más eficiente y la
variabilidad mínima, el proceso ha sido de este modo estabilizado y su comportamiento es
predecible. Sin embargo, la sustentabilidad de las medidas dependerá de la estandarización del
proceso, en donde la mejor manera de hacer las cosas debe ser documentada e instruida a cada
nuevo colaborador de manera de evitar que el rendimiento de las unidades se deteriore tras el
recambio de personas. Los procesos documentados dan claridad sobre las responsabilidades y
expectativas de cada posición y permiten una comunicación mucho más clara y fluida dentro de
una organización.
3.5.4.- Las 6 S: Como ya se revisó en detalle, las 6S buscan organizar el lugar de trabajo de
acuerdo a las necesidades productivas de cada unidad, representan una conducta que debe ser
asumida personalmente por cada colaborador formando parte de la cultura de la institución.

47
“La creación de medidas de gestión visual
es una de las tareas del equipo de mejora
Lean, no implican gastos de recursos y
son un aporte inmediato hacia la
eficiencia operacional”
3.5.5.- Gestión Visual: Lean promueve una gestión práctica, simple, expedita, fácil de recordar y
de entender, es por esto que el control o gestión visual es un elemento clave en la estación de
trabajo o celda Lean. Como gestión visual entendemos a cualquier instancia que facilite la toma
de decisiones a través de un indicador visible, por ejemplo es muy común el uso de códigos de
color verde, amarillo y rojo, el uso de banderillas para señalar el orden de proceso de diferentes
gradillas, cajas de diferentes colores para diferenciar reactivos nuevos, en uso o de acuerdo a su
fecha de vencimiento. La gestión visual puede ayudar además a definir las ubicaciones de los
implementos de trabajo en un lugar determinado a modo de evitar el tiempo requerido para su
ubicación. En resumen, simples medidas que permiten un ahorro de tiempo y recursos, facilitan el
trabajo, estandarizan y reducen las tasas de errores, por mencionar solo algunos beneficios.
A modo de ejemplo: Identificar una solicitud de examen urgente al interior del laboratorio
(en aquellos numerosos casos que dependen del papel) es un buen caso de gestión visual, el
solo uso de solicitudes de exámenes de diferente color de acuerdo a la procedencia permite una
mejora sustancial en la priorización de los flujos internos, reduciendo la posibilidad de dejar una
solicitud urgente desatendida por no
advertir su presencia, de esta manera el
servicio de urgencia podría utilizar el
mismo formato de solicitud pero de color
rojo, facilitando al laboratorio la gestión de
este tipo de muestras, la sola presencia de
una solicitud “roja” agilizará su proceso al
interior del laboratorio. Por otro lado, el uso
de color amarillo para los pacientes hospitalizados seguirá en la misma línea y permitirá asignar a
ese color la segunda prioridad de proceso, dejando a todo el resto de solicitudes no urgentes un
color no prioritario, como el blanco.
La creación y difusión de medidas de gestión visual es una de las tareas del equipo de
mejora Lean, sus alcances van desde la organización de las áreas de trabajo, definiendo por
ejemplo, la ubicación de utensilios claves para el proceso en un mesón, reorganizando posiciones
bien definidas para calibradores y controles en uso, etiquetando las posiciones para cada
reactivo en un refrigerador, hasta simplemente añadir etiquetas informativas al contenido de cada
cajón. Las medidas de gestión visual no implican gasto de recursos y permiten un ahorro
considerable de tiempo, una reducción de la tasa de errores y una optimización del uso de
insumos evitando, por ejemplo, vencimientos de materiales sin utilizar.
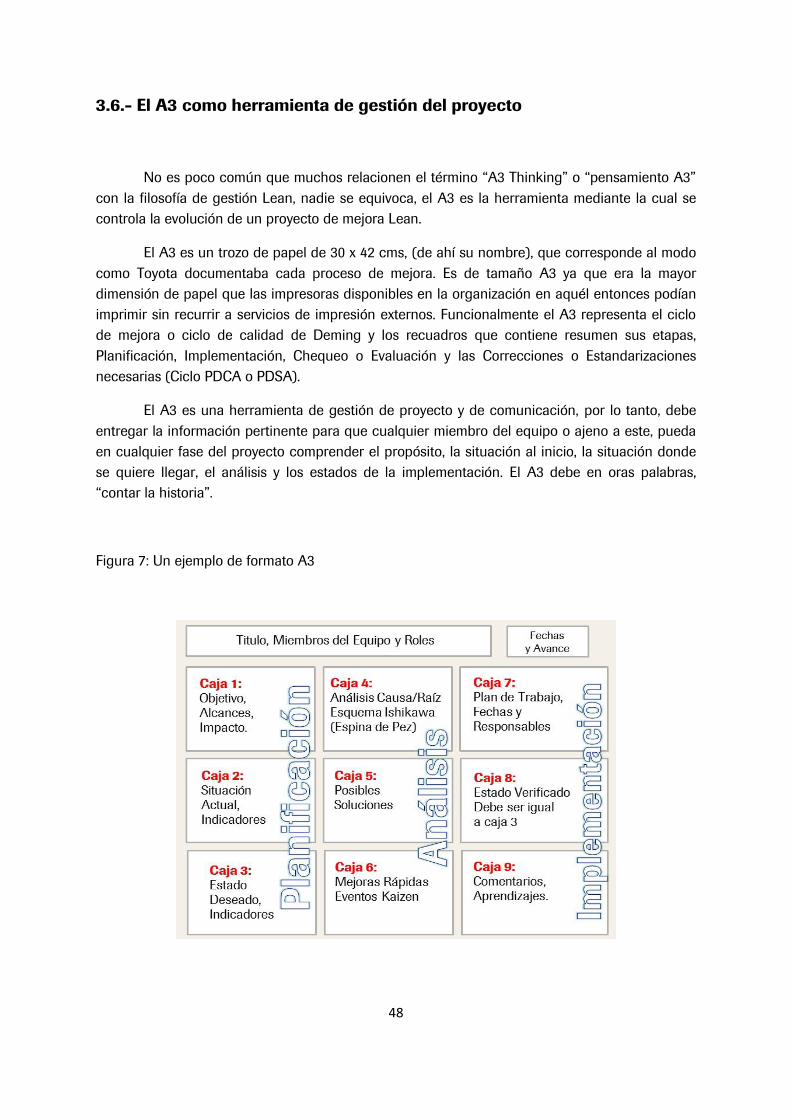
48
3.6.- El A3 como herramienta de gestión del proyecto
No es poco común que muchos relacionen el término “A3 Thinking” o “pensamiento A3”
con la filosofía de gestión Lean, nadie se equivoca, el A3 es la herramienta mediante la cual se
controla la evolución de un proyecto de mejora Lean.
El A3 es un trozo de papel de 30 x 42 cms, (de ahí su nombre), que corresponde al modo
como Toyota documentaba cada proceso de mejora. Es de tamaño A3 ya que era la mayor
dimensión de papel que las impresoras disponibles en la organización en aquél entonces podían
imprimir sin recurrir a servicios de impresión externos. Funcionalmente el A3 representa el ciclo
de mejora o ciclo de calidad de Deming y los recuadros que contiene resumen sus etapas,
Planificación, Implementación, Chequeo o Evaluación y las Correcciones o Estandarizaciones
necesarias (Ciclo PDCA o PDSA).
El A3 es una herramienta de gestión de proyecto y de comunicación, por lo tanto, debe
entregar la información pertinente para que cualquier miembro del equipo o ajeno a este, pueda
en cualquier fase del proyecto comprender el propósito, la situación al inicio, la situación donde
se quiere llegar, el análisis y los estados de la implementación. El A3 debe en oras palabras,
“contar la historia”.
Figura 7: Un ejemplo de formato A3

49
“El A3 es la manera como Lean aplica el ciclo de la calidad de Deming, uno de los
modos más universales para enfrentar la resolución de problemas, es el lenguaje de
comunicación de una organización Lean y debe ser por lo tanto, entendido por
cada miembro de la organización en todos los niveles jerárquicos”
Figura 8: El A3 como eje del programa estratégico.
Las etapas del proyecto a través del A3.-
3.6.1.- Objetivos, razón para intervenir:
La caja 1 representa la introducción, el contexto y los objetivos que la organización ha
identificado para realizar una intervención. El objetivo puede ser, por ejemplo, un aumento de la
productividad motivado por una mayor demanda, un incremento en las medidas de control
motivado por un aumento en la tasa de errores, una mejora en el clima laboral para revertir el
poco compromiso de los empleados etc. Lo general o detallado del objetivo dependerá del nivel
en el cual se lleve a cabo la intervención, el A3 puede ser desde una herramienta para elaborar el
plan estratégico a 5 años, un modelo de gestión para alinear distintos estamentos de la

50
organización (Logística, Laboratorio, Administración, Informática, etc), hasta la manera de
gestionar las mejoras operativas en cada unidad de proceso (Recepción de muestras, Química
Clínica, Microbiología, etc.). El nivel de detalle y los objetivos estarán entonces en función del
alcance definido.
3.6.2.- Estado Inicial:
El estado inicial es la sección en donde se reflejan los indicadores por medio de los
cuales se busca verificar el éxito de los objetivos planteados. Si el objetivo fuese reducir los
tiempos de respuesta, los indicadores deberán ser por lo tanto aquellos que representen el
estado actual: Tiempo de espera para toma de muestras, tiempo de traslado, tiempo de proceso,
etc. Los indicadores deben estar expresados en una manera fácil de entender y se recomienda el
uso de gráficos o esquemas para facilitar la comunicación.
3.6.3.- Estado Deseado o Proyectado
Tras definir los objetivos y la medida actual de los indicadores, se deberá definir el estado
objetivo, es decir, cuales son los indicadores que reflejarían el estado al que busca llegar el
equipo de trabajo tras la implementación de las mejoras, los indicadores deben ser los mismos
que la caja 2, pero esta vez reflejando, como se ha dicho, el estado proyectado.
3.6.4.- Análisis Causa / Raíz
La caja 4 es el comienzo de la fase de análisis, tras la planificación del proyecto y sus
objetivos, el equipo se concentrará en el análisis de las causas de los problemas y sus eventuales
soluciones. El análisis se lleva a cabo tras conocer en profundidad los procesos involucrados,
durante visitas en terreno en las que el equipo elabora el mapa de procesos del laboratorio
conectándose con sus clientes internos y externos. En esta etapa es imprescindible comprender
los principios de la filosofía Lean y entender los conceptos de desperdicios, 6S, celda de trabajo,
etc.
El análisis causa raíz debe ser moderado por el líder del equipo de trabajo bajo el
coaching del facilitador Lean, un diagrama de Ishikawa o espina de Pez es una herramienta ideal
para el desarrollo de esta etapa.
3.6.5.- Soluciones (Hipotesis)
Luego de realizar el análisis de causas y posibles soluciones es necesario priorizar las
soluciones para poder llevarlas a un plan de trabajo. Las soluciones deben indicar además de su
factibilidad e impacto, cuales son los indicadores a los cuales se relacionan, de esta manera el

51
equipo no pierde el norte en alcanzar los objetivos establecidos en la caja 3. La caja 5 representa
así el resumen de las soluciones encontradas y su clasificación.
3.6.6.- Prueba de Hipotesis, Eventos Kaizen.
De las hipótesis o posibles soluciones presentadas en la caja 5, luego se deben escoger
aquellas de alto impacto y factibilidad para ser implementadas rápidamente por el equipo
durante la semana de trabajo. Estas intervenciones rápidas es lo que los japoneses han llamados
“Eventos Kaizen”, Kaizen es la expresión japonesa que se refiera el “cambio para bien”, o “cambio
para mejorar” y es el eje central de la filosofía de mejora continua de la gestión Lean, “hoy mejor
que ayer y mañana mejor que hoy”.
Los eventos Kaizen o experiementos de mejora rápida son la demostración real de que
los cambios son posibles y no se deben postergar, el equipo clasifica la factibilidad de las
soluciones encontradas y considerando su impacto sobre el objetivo central, podrá optar por
implementar inmediatamente aquellas soluciones que están a la mano. Estos cambios pueden
implicar, por ejemplo, el cambio de lugar de una impresora, la reorganización de los reactivos en
un refrigerador, el envío de un memo solicitando una acción a un tercero, etc.
3.6.7.- Plan de Trabajo
El plan de implementación o plan de trabajo, se considera parte de la fase de
implementación. Si bien en la caja anterior se busca avanzar con la implementación de
soluciones rápidas, estas forman parte de la prueba de hipótesis dentro de la fase de análisis. El
plan de trabajo debe entonces incluir todas las soluciones que el equipo de trabajo ha
determinado necesarias para la solución de los problemas encontrados, de ser correcto el
análisis causa/raíz, la implementación de todas las medidas debería conducir al alcance del
“estado deseado” y de su evidencia mediante los indicadores establecidos en la caja 3.
El plan de trabajo debe contemplar las tareas, los responsables de llevarla a cabo y las
fechas comprometidas, además, se recomienda el uso de un código visual para demostrar
fácilmente el grado de avance del plan con solo dar un vistazo rápido al A3. Una alternativa en
este punto es el uso de color rojo para indicar un estado de “no iniciado”, amarillo para “en
progreso” o verde para “completado”.
3.6.8.- Estado Confirmado
El estado confirmado representa la evidencia post implementación del plan de trabajo, su
objetivo es llevar a cabo la medición de los indicadores de impacto (los mismos de las cajas 2 y
3) a modo de demostrar el cumplimiento de los objetivos y es recomendable realizar mediciones
preliminares en la medida que las tareas de mayor impacto se van cumpliendo. Durante la
elaboración del plan de trabajo, el equipo podrá definir los puntos de control (milestones), que

52
servirán como medida de avance. La caja 8 se convierte de este modo en la expresión de la fase
C (Check - Verificar) dentro del ciclo de mejora PDCA de Deming.
Al cuantificar los indicadores a modo de definir el avance, se debe tener en cuenta que
muchas veces, sobre todo en procesos de salud y laboratorio, los procesos están
interconectados y son de esta manera procesos dependientes que requieren un balance y una
visión sistemática. Gráficamente, una mejora sustancial en los procesos de recepción de
muestras no se traducirá en mejoras en tiempos de respuesta si las capacidades de las áreas que
le suceden no están en balance dentro del sistema, probablemente y es un hecho muy frecuente,
una mejora operativa en una parte determinada del proceso sin considerar el equilibrio del
sistema, solo se traducirá en el traslado de un cuello de botella desde un proceso inicial a alguno
de los procesos que siguen rio abajo. Eliyahu M. Goldratt en su “Teoría de las Restricciones” hace
hincapié en la atención que los procesos operativos deben centrar en los procesos limitantes o
restrictivos dentro de una cadena productiva.
3.6.9.- Comentarios
La caja 8 es una opción, que, si bien, no impacta en el cumplimiento de los objetivos y
alcance de los indicadores, podrá ayudar a otros equipos de trabajo a avanzar de mejor manera,
ya sea eliminando de antemano algunos obstáculos detectados, incluyendo a personas clave que
pudieron haber contribuido al trabajo del equipo, o solo para destacar aquellos aspectos positivos
que se evidencian mientras dura el proyecto de mejora, como por ejemplo el descubrimiento de
sobresalientes dotes de liderazgo y compromiso de miembros de equipo cuyas cualidades eran
hasta la fecha, un misterio para el resto de la organización, además de servir como un
reconocimiento por el trabajo bien hecho, será una buena manera de identificar a aquellos
colaboradores con potencial.

53
4.- Fases de Implementación de Lean Healthcare: Como Comenzar
4.1.- Compromiso de la Dirección:
En primer lugar debe existir un firme respaldo y compromiso de la dirección hacia la
implementación de la metodología Lean Healthcare. Será imposible, por mucho que se instruya a
los equipos de trabajo, avanzar sin el respaldo de la dirección sobre la necesidad de mejorar, la
dirección debe asegurar los recursos necesarios, los equipos de trabajo deberán ser liberados de
parte de sus funciones de rutina y ser cubiertos de alguna manera, como ocurre en una gran
mayoría de las iniciativas de cambio. Lean Healthacre requiere una inversión inicial antes de
poder ver los retornos derivados de la eficiencia operacional, los cuales en la mayoría de las
experiencias están por sobre retornos de 10X (Invierto 100 para recuperar 1000).
4.2.- Comunicación Interna:
Tras la decisión inicial por parte de la dirección, deberá existir una comunicación general
llegando a cada miembro del equipo en donde se informe de los objetivos y propósitos del
proyecto Lean Healthcare, es de suma importancia que cada miembro de la organización se
encuentre bien informado sobre el proyecto, de sus detalles, objetivos, unidades participantes,
duración, etc.
4.3.- Definición del Plan Estratégico y sus Indicadores
Tras contar con el respaldo y decisión de la alta dirección, se debe estructurar el A3
estratégico o de dirección, este contiene los objetivos de la organización y sus principales
indicadores de gestión, estos indicadores deberán incluir cifras asociadas a la calidad, costos,
tiempos de respuesta, clima interno y crecimiento, de acuerdo a lo definido como métricas
de norte real de Lean (como suelen llamarlas en Japón). Se debe establecer cuáles son los
objetivos de la organización para un plazo mínimo de 3 años, ¿Hacia dónde vamos? ¿Cuál es el
sentido de la existencia de la organización?, estas definiciones son vitales para el alineamiento
futuro de los equipos de implementación Lean que serán los responsables de comenzar a
transformar la organización desde abajo, y deben por ende, ser entendidos por todos los
participantes. Con esto no buscamos que los objetivos estratégicos del laboratorio y el modo
como pretende crecer, tengan que ser de conocimiento general, pero si es imprescindible para
entender el flujo del valor, que cada miembro equipo sepa de qué modo su aporte está en línea
con uno o varios de los objetivos estratégicos de la organización.

54
4.4.- Análisis de la Cadena de Valor Institucional (Value Stream Análisis)
Durante el análisis VSA (Value Stream Análisis), la dirección debe definir como es el flujo
de valor dentro de la institución y de qué modo este flujo es percibido por los pacientes. En el
caso del laboratorio, la dirección debe definir, usando herramientas Lean, cuáles son los
atributos que el cliente valora y de qué manera los procesos actuales están conectados
aportando a ese servicio esperado. Este análisis entregará una visión objetiva sobre el mapa de
procesos internos, las limitantes y los puntos a fortalecer. Este análisis de la cadena de valor será
luego comunicado a cada colaborador durante el trabajo de los equipos de implementación.
4.5.- Definición de los Eventos de Mejora Rápida (Kaizen)
Una vez revisados los flujos de valor al interior de la organización se deberán definir los
proyectos de mejora rápida en los que grupos de 8-12 personas se reúnen durante 1 semana
para trabajar en el análisis y optimización de un área de procesos en particular, así, el plan de
implementación Lean podrá contemplar por ejemplo 4 eventos Kaizen destinados a: Toma de
Muestras, Recepción, Química y Bodega. Los equipos de trabajo serán aquí definidos y se
establecerán las fechas para comenzar con la implementación.
4.6.- Formación de los Líderes de Transformación
El liderazgo es uno de los factores imprescindibles para la implementación de Lean
Healthcare y es así mismo y con frecuencia, la principal causa para el lento avance, o incluso el
fracaso, de los equipos de mejora continua.
Como se ha dicho, Lean requiere un liderazgo integrador, humilde, de soporte, en donde
los miembros del equipo se sientan apoyados y las ideas sean escuchadas. Lean no debe ser un
proyecto más para el laboratorio, en su lugar, debe representar un proyecto ambicioso que busca
transformar el modo como trabajamos, romper paradigmas y reformular un nuevo concepto de
trabajo centrado en el servicio al paciente. Por todo esto, el líder debe asumir un rol vital y si es
necesario, moderar su estilo de liderazgo hacia los requerimientos de la filosofía de trabajo en
equipo y la integración de ideas.
Este aspecto es complejo sobre todo en instituciones de salud, en donde la mayoría de
los lideres posee una formación científico/técnica y carecen de este modo de herramientas para
gestión del cambio, comunicación efectiva, negociación, manejo de objeciones, etc. Es vital que
antes de comenzar con la etapa de implementación los lideres reciban coaching profesional
sobre conceptos de liderazgos, de lo contrario la transformación podrá ser efectiva pero no
sustentable en el tiempo.
Los líderes deben además recibir instrucción en conceptos y herramientas Lean en un
proceso que comienza lentamente y avanza luego hacía desafíos más complejos formando parte
además de un proceso de transformación personal.

55
4.7.- Implementación
Durante la implementación, es cuando Lean Healthcare comenzará a impactar en el
servicio al paciente y comenzará a traducirse en resultados. Cada uno de los equipos de trabajo
de 8 a 12 personas encabezados por un líder de transformación, se dará a la tarea específica de
implementar los principios de producción Lean, eliminar los 8 desperdicios, transformar las áreas
de trabajo según el 6S e implementar sistema de trabajo en celda Lean. Todo enfocado en un
propósito claro y de acuerdo a los objetivos estratégicos de la organización, en donde las
actividades y seguimiento se organizan mediante el formato A3. Cada equipo tendrá de este
modo un A3 específico con objetivos bien definidos para su área, cada A3 aportará de este modo
en alguno o varios de los indicadores de norte real (calidad, costos, tiempos de respuesta, clima
interno y crecimiento)
Los equipos de trabajo podrán ser diferentes o, para el caso de una organización no muy
numerosa, ser uno solo que trabaje en fechas bien definidas a través de distintos procesos
internos. Como se ha mencionado, los equipos deben tener representación multidisciplinaria, con
colaboradores que conozcan a fondo los procesos, sus ventajas y limitantes y en la medida de lo
posible, deberán además incluir a clientes internos (médicos, enfermeras, etc.). El trabajo de un
equipo de mejora rápida dura normalmente 1 semana y su dedicación es necesariamente de
tiempo completo.
4.8.- Seguimiento:
Luego de la fase de implementación vendrá el seguimiento, durante la semana de trabajo
es probable que muchas de las actividades queden pendientes y deban esperar por
coordinaciones con terceros u otras planificaciones para poder ser implementadas. Es importante
que el equipo continúe en acción siguiendo de cerca la evolución del plan de trabajo, en donde
cada actividad debe ser completada por el responsable asignado y en la fecha definida, el
proyecto de mejora rápida no se dará por finalizado hasta concluidas todas las tareas incluidas
en el plan de trabajo y hasta verificar que el equipo ha alcanzado el estado proyectado en la caja
3 (estado deseado) del A3.

56
El Consultor Lean Healthcare:
Un partner estratégico para el éxito de la transformación
De la mano con el éxito de Lean Healthcare en Europa y EE.UU, en donde ha propiciado
profundas transformaciones tanto para el paciente, así como para los miembros del equipo de la
salud y la eficiencia de las organizaciones, hoy en día no es difícil encontrar “Facilitadores Lean”
dispuestos a iniciar un proceso de transformación.
Antes de comenzar el plan de transformación Lean es importante que las instituciones
verifiquen la certificación y experiencia de los equipos consultores en implementaciones Lean
Healthcare, una metodología, que descansa en las personas. Un plan de certificación Lean no
solo consta de un programa de estudios teóricos sobre la metodología sino que además requiere
demostrar habilidades practicas bajo la supervisión de un Sensei Lean.
Por otro lado el consultor debe poseer habilidades de comunicación y motivación que le
permitan movilizar a un grupo de personas hacia la acción y mantener a los altos ejecutivos en
línea con el proyecto. Lean junto con requerir transformaciones técnicas y reingeniería de
procesos, descansa en las personas y en su motivación, es por esto que se hace necesaria una
amplia experiencia en proyectos de consultoría y liderazgo de equipos de trabajo, habilidades de
manejo del cambio y gestión de proyectos, son parte también de las características de un
consultor Lean.
Es responsabilidad del consultor Lean comunicar una clara visión sobre los alcances del
proyecto a todos los equipos de trabajo, comprometer a la alta dirección en el proyecto de
transformación y mantener al equipo de trabajo enfocado en los objetivos definidos. La
comunicación entre el facilitador y los líderes de los equipos de mejora es un factor determinante
para el éxito de los proyectos.

57
Lean Healthcare no es una simple herramientas de mejora continua, su éxito, como se ha
insistido, radica en el compromiso de las personas a todo nivel y su objetivo es la transformación
genuina de las operaciones y las motivaciones que mueven a cada uno de los colaboradores.
Lean Healthcare es un viaje encantador de vuelta a la simplicidad y al respeto por cada persona,
ya sea como pacientes que reciben un cuidado o colaboradores internos que desarrollan un
trabajo particular. Lean logra conectar los principios personales con el sentido por el cual nos
levantamos cada mañana, su norte es único y claro, la búsqueda constante por mejorar el
cuidado de los pacientes.
“Lean no es un programa, no es un set de herramientas de calidad, no es una mejora
express ni una responsabilidad que puede ser delegada. Lean es, en cambio, un proceso de
transformación cultural que cambia el modo como opera una organización en donde nadie puede
quedarse al margen en la búsqueda de un modo mejor para hacer las cosas. Lean requiere nuevos
hábitos, nuevas habilidades, y muy frecuentemente, una nueva actitud de liderazgo desde la
gerencia hasta los supervisores. Lean es un viaje y no un punto de llegada. Crear una cultura Lean
es crear un apetito insaciable por mejorar, no hay vuelta atrás”
John S. Toussaint
The Promise of Lean in Healthcare
Mayo Clinic, 2013

58
Santiago de Chile - 2013
Recommended

















