Chemical Process technology
CHE C322
Ammonia
Nitric Acid
Urea
Ammonium Nitrate
Nitrogen Industry
30-Jan-13
Nitrogen Industry
30-Jan-13
The production of nitrogen is a major branch of the fertilizer industry and it opens up a most important segment of the chemical industry.
Pure nitrogen may be obtain by separation from air by liquid air distillation.
By consumption of the oxygen of air by burning of fuel, which leaves nitrogen residue.
Nitrogen, however, is a rather inert element; it is difficult to get it to combine with any other element.
Haber succeeded in getting nitrogen to combine with hydrogen by the use of high pressure, moderately high temperatures, and a catalyst.
Ammonia; Nitric acid, Ammonium nitrate/chloride, Urea
Ammonia
Ammonia or azane is a compound of nitrogen and hydrogen with the formula NH3.
Colorless gas with a characteristic pungent smell
Soluble in water (aq. Solution : weak acid)
Ammonia contributes significantly to the nutritional needs of terrestrial organisms by serving as a precursor to food and fertilizers.
End uses
Direct application as fertilizer
Urea, Ammonium phosphates,
nitrate, sulfate
Production of nitric acid, amines,
nitriles.
Environmental application:
removal of Nox from flue gases
of power plants.
Nitrogen consumption in fertilizer
(80% of NH3production)
Mixed fertilizers (NPK)
Chemical nitrogen fertilizer 30-Jan-13
Principle of Ammonia Synthesis The Haber or Haber-Bosch Process
30-Jan-13
The ammonia synthesis reaction is represented by
N2 +3H2 NH3 ∆H = -22.0 kcal
Increase in the pressure on this system increases the equilibrium ammonia concentration.
While raising the synthesis temperature gives a faster rate, it also displaces the equilibrium to the left, giving smaller potential conversion.
Condition used for most synthesis ammonia process
P = 100-300 atm
T=400-500 ˚C
Catalyst : Promoted iron oxide catalyst
Process Selection
30-Jan-13
Feedstocks for Ammonia synthesis by air distillation
Cryogenic low temperature technology
Feasible only for small ammonia plant (100 tonne/day)
or where abundant hydrogen is available.
Ammonia feedstocks by reforming and secondary
reforming (from coal, petroleum and natural gas)
Coal as a source via water gas (CO+H2) reaction :
higher capital investment, environmental problem
Natural gas reforming: can use any kind of petroleum
feed stock, easier to clean prior to use, less emission
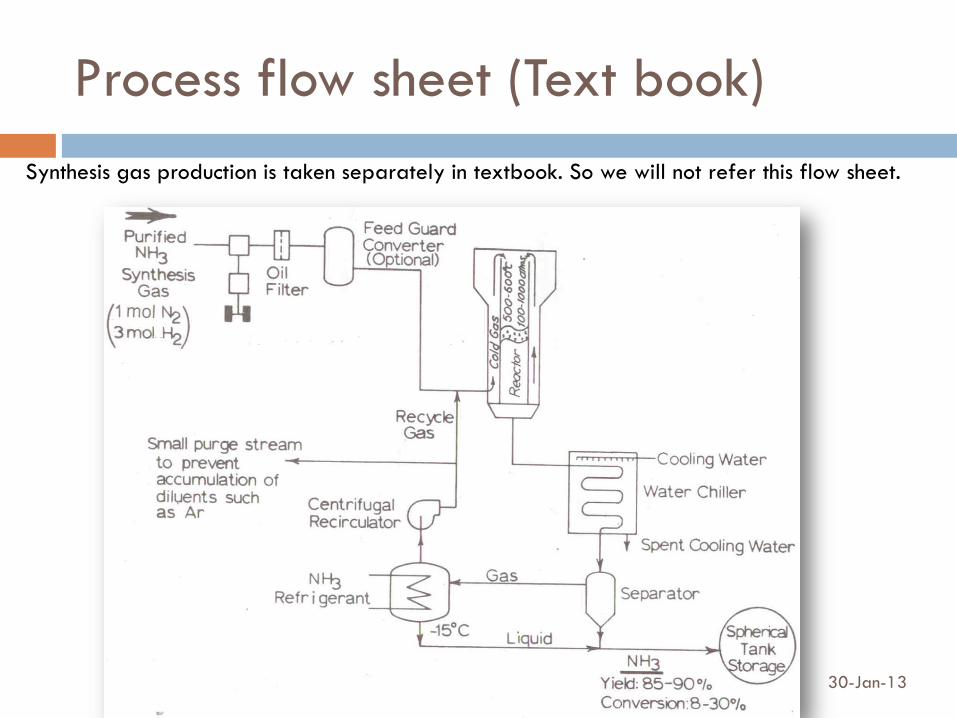
Process flow sheet (Text book)
30-Jan-13
Synthesis gas production is taken separately in textbook. So we will not refer this flow sheet.
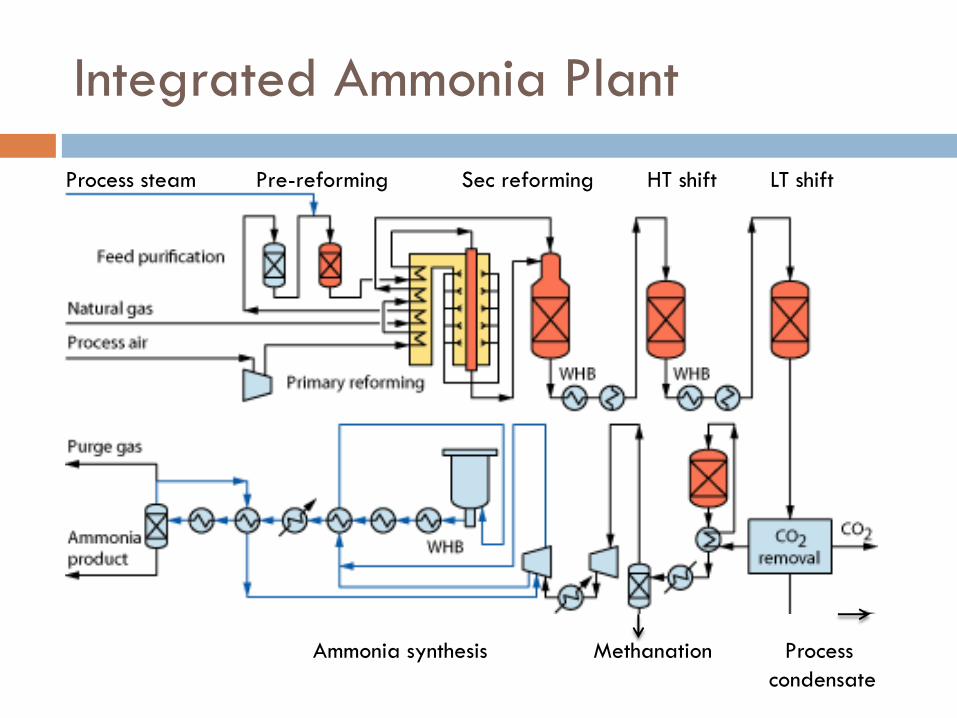
Integrated Ammonia Plant
Process steam Pre-reforming Sec reforming HT shift LT shift
Ammonia synthesis Methanation Process
condensate
30-Jan-13
Natural Gas Desulfurization
The sulphur content in natural gas is reduced to below 280 μg/m3 to prevent poisoning of the nickel catalyst in the primary reformer.
Desulfurization can be accomplished by using either activated carbon or zinc oxide.
Reforming
Primary Steam Reforming- This reaction requires continued external heat (combustion of methane).
Catalyst : Ni
CH4 + H2O 3H2 + CO ∆H = +49.7 kcal
Secondary Air Reforming-Sufficient air is added to provide nitrogen required for synthesis
CH4 + yair 2H2 + CO +xN2 ∆H = +8.5 kcal
The gas leaving the secondary reformer is then cooled in a waste heat boiler.
30-Jan-13
Shift conversion
High Temperature Shift Converter- CO is converted to
CO2 in presence of chromium promoted iron catalyst
(FeO+Cr2O3)
CO + H2O CO2 + H2(-9.8 kcal)
Low Temperature Shift Converter- The low-temperature
shift converter is filled with a copper oxide/zinc oxide
catalyst.
Carbon dioxide can yield carbonates and carbamates
which are undesirable because they can deposit in
piping.
In addition oxides of carbon poisons ammonia catalyst.
30-Jan-13
CO2 Removal
Carbon dioxide is removed by scrubbing by
monoethanolamine and hot potassium carbonate.
Regeneration of solvent is done by pressure letdown
plus some air stripping.
Methanation
Residual CO2 in the synthesis gas is removed by
catalytic methanation over a nickel catalyst
CO + 3H2 CH4 + H2O
CO2 + 4H2 CH4 +2 H2O
30-Jan-13
Ammonia Synthesis
Nitrogen and hydrogen (obtain from any route) are required in mole ratio 1:3, raised to very high pressure 100-900 atm range (centrifugal compressor).
Material of construction: Steel (hydrogen embrittlement)
Commercial Synthesis Reactor
Pressure vessel with sections for catalyst beds and heat exchangers
Cold feed gas is added in quench reactor
The heat produced is removed between the catalyst beds by heat exchanger
Product recovery (Condensation)
Ammonia is condensed from this gas mixture by cooling the gases
At high pressure (converter exit pressure) ammonia condenses easily
It can be absorbed in water if solution to be marketed.
30-Jan-13
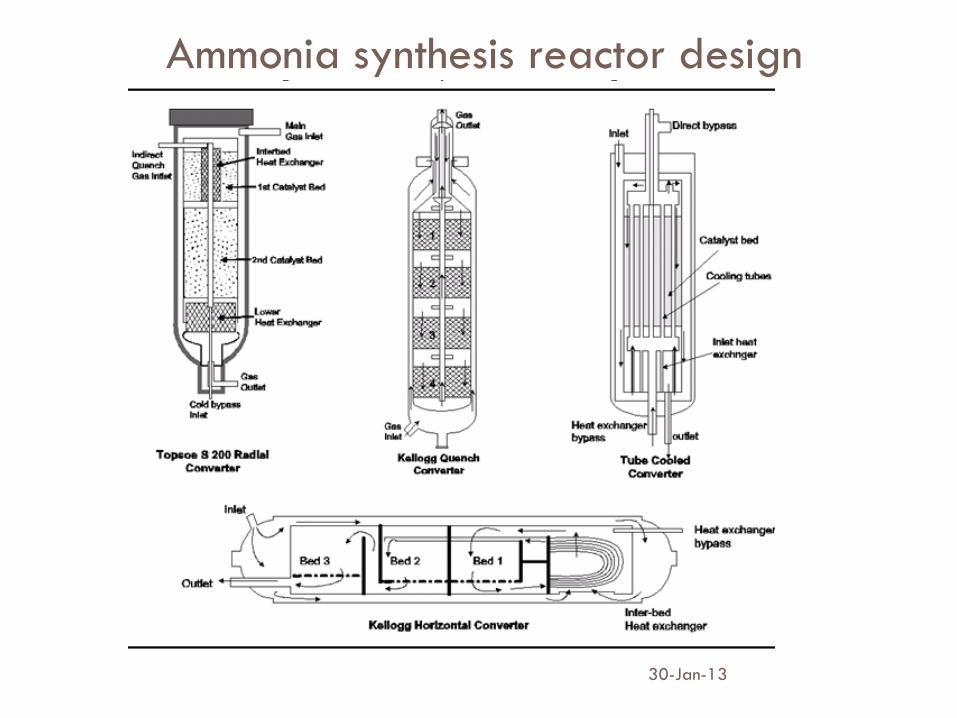
Ammonia synthesis reactor design
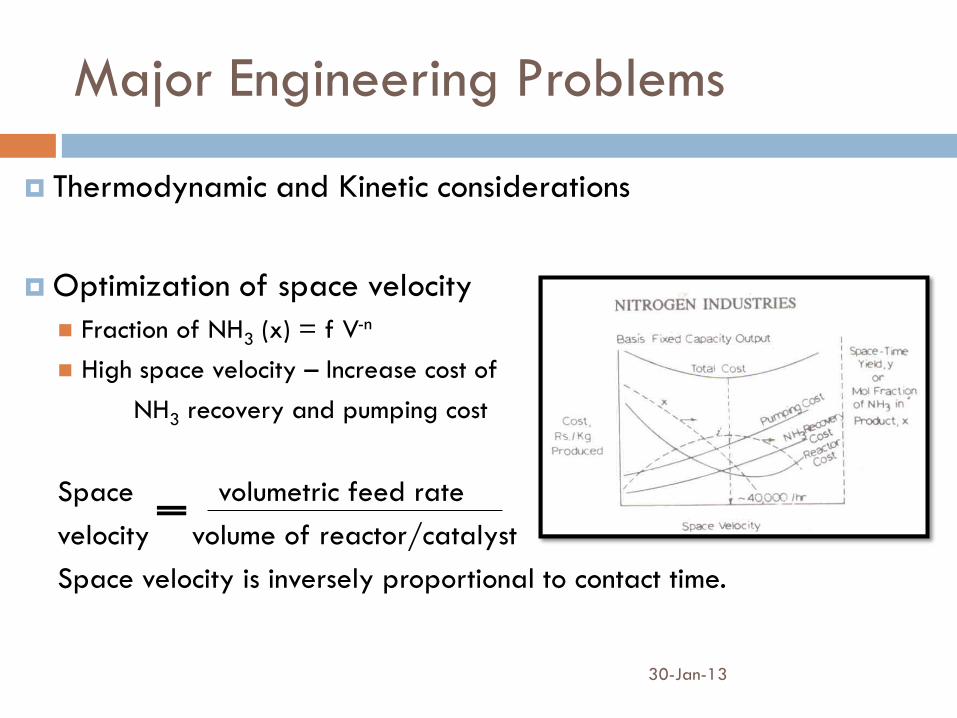
Major Engineering Problems
Thermodynamic and Kinetic considerations
Optimization of space velocity
Fraction of NH3 (x) = f V-n
High space velocity – Increase cost of
NH3 recovery and pumping cost
Space volumetric feed rate
velocity volume of reactor/catalyst
Space velocity is inversely proportional to contact time.
30-Jan-13
Catalyst development
To date catalysts are based on Iron oxide
promoted by alkali K2O (1-2%) and metal oxide (Al2O3)
Al2O3 support to prevent sintering
Potassium reduces the activation energy of dissociation
Kellogg : Commercialized the Kellogg advanced Ammonia
process using ruthenium on a graphite support
Process design modifications
Modern trend toward: lower pressure & increased flow rates
Large single-train plant
30-Jan-13
NITRIC ACID (HNO3)
Properties:
Appearance colorless to yellowish liquid
Mol. Wt- 63.03
M.P - -42.5 oC
B.P – 86 oC with decomposition
Completely miscible with water, forms a constant boiling mixture
Uses :
For production of ammonium nitrate, Adipic acid, dinitrotoulene,
nitrobenzene, sodium, potassium and calcium nitrates, nitro
compound for explosives etc.
Methods of Production
1. From saltpeter (NaNo3 + H2SO4 process)
Old process, practiced in middle age
2. Ammonia oxidation process
Modern nitric acid production process
3. N2 fixation from air ( Wisconsin process)
Production of NO and NO2 by high temperature reaction using air
4. Nitrogen fixation by nuclear fission fragments
Air exposed to radiation in a nuclear reactor to form NO.
Present economics gives too high a plant investment.
AMMONIA OXIDATION PROCESS
( Oswald process)
Modern nitric acid production uses
Catalytic oxidation of ammonia in air
Catalyst : Platinum Rhodium alloy gauze (Pt/Rh)
Followed by absorption of the oxidation product in
water to yield nitric acid.
Overall reaction reads:
NH3+2O2HNO3+H2O ∆H =-78.9 kcal
Many reactions are involved in the overall process.
1) Ammonia oxidation : (Mixture of ammonia 9-11 % in air)
a. NH3 + 5/4O2 NO +3/2 H2O ∆H =-78.9 kcal
b. 2 NO + O2 2 NO2
2) Ammonia oxidation (side reaction ):
a) NH3 +3/4O2 1/2N2 +3/2 H2O These reactions can be
b) NH3 1/2 N2 + 3/2 H2 overcome by using a selective
c) NH3 + O2 1/2 N2O + 3/2H2O catalyst and short residence
d) NH3 +3/2 NO 5/4 N2 + 3/2H2O time at high temperature900˚C
3) Nitric oxide oxidation and :
a) 2NO + O2 2NO2 Non catalyzed reaction. NO2 is
b) 2NO2 N2 O4 in equilibrium with it’s dimer.
Thermodynamic data show low temperature and high pressure as favorable
conditions.
NO oxidation is famous reaction(one of the 3rd order reactions known).
Peculiarly rate constant increases with decreasing temperature.
30-Jan-13
4) Absorption of nitrogen dioxide in water
a) 3NO2 + H2O 2 HNO3 + NO
b) 2NO2 + H2O HNO3 + HNO2
c) 2 HNO2 H2O + NO + NO2
The absorption of NO2 in water is quite complex, because
several reactions can be occur (both in liquid phase and
gas phase).
Operates best at high pressure (7- 12 bar).
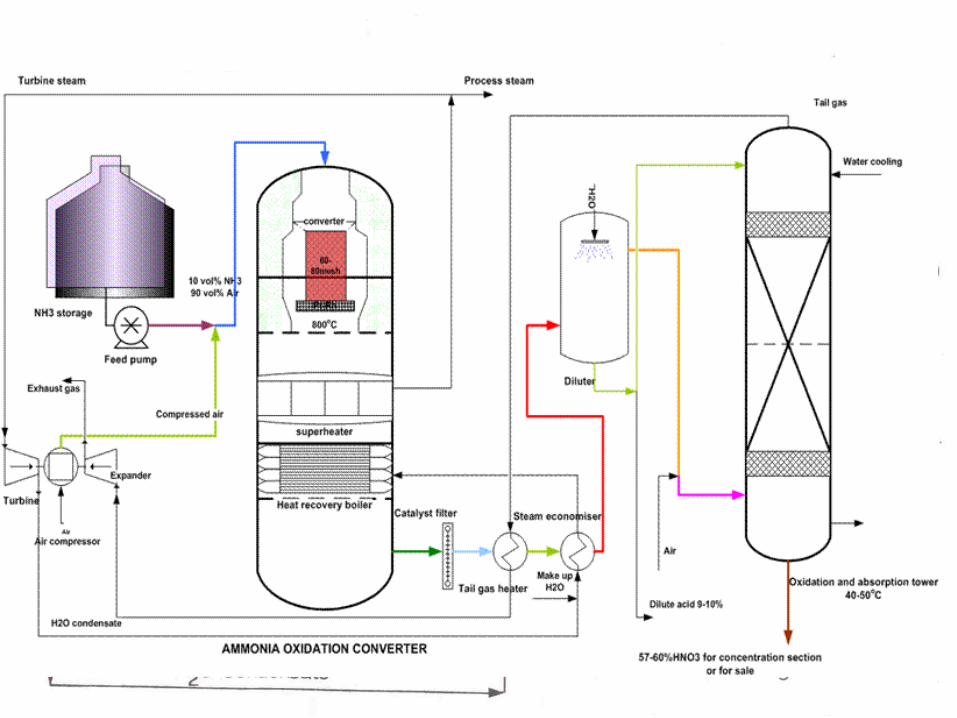
PROCESS DESCRIPTION
Description:
Compressed air is mixed with anhydrous ammonia, fed to shell and tube converter designed so that the preheater and a steam heat recovery boiler-super heater are within the same reactor shell.
In the converter section the gas passes downward with a designed velocity in presence of a catalyst
Product gases from reactor, containing 10-20% NO, are sent through heat recovery units, a quench unit for rapid cooling to remove a large fraction of the product heat, and into the oxidizer absorber system.
Air is added to convert NO to NO2 at the most favorable low temperature of the absorption system.
The product from this water absorption system is 57 – 60 % HNO3 solution which can be sold as is or concentrated by various methods.
Nitric Acid Concentrations
30-Jan-13
Several technical and commercial grades are produced ranging from 50% (by weight) to 95.5% HNO3.
Methods to obtain concentrated nitric acid (50- 68%)
Using conc. H2SO4 to dehydrate azeotropic composition
Hot nitric acid vapor is passed upward against conc. H2SO4
Larger scale operation requires the sulfuric acid boiler and large heat input to reconcentrate dehydration acid.
Sulfur contamination is other issue.
Employing 72% aqueous magnesium nitrate (Mg(NO3)2.4H2O)
The anion of dehydrating agent and nitric acid are same, so no sulfate contamination.
Requires less heat of reconcentration than diluted sulfuric acid.
MAJOR ENGINEERING PROBLEMS
a) Thermodynamic and kinetic considerations:
i) The kinetics to form NO is favored by increasing
temperature until an optimum is reached which increases with
higher gas velocities. This results from prevention of back
diffusion of NO into the higher NH3 concentration region.
ii) Alloying Pt with Rd improves yield at a given set of
conditions.
iii) Rate of NO formation very nearly corresponds to
diffusion transport of NH3 molecules to the catalyst surface
iv) reaction rate is directly proportional to the system
pressure
b) Process design modification :
Most of the plants use intermediate ( 3-4 atms) or high pressure ( 8
atms) processes rather than the complete atmospheric process or a
combination of 1 atm pressure oxidation and high pressure
absorption. Top pressure is limited by pressure vessel cost
The reason for elevated pressure processes are:
1. High reaction rates and lower volumes in both oxidation and
absorption equipment
2. Higher acid strength
3. Lower investment cost
The disadvantages of high pressure
1. Lower oxidation yields
2. Higher catalyst losses unless good filtering procedures are used
3. High power requirements if power recovery units are not specified
UREA (NH2CONH2)
Organic compound
Also known as Carbamide
PROPERTIES:
Mol. Wt : 60.05
M.P : 132.7 oC
B.P : Decomposes
Fairly soluble in water
Colorless
Odorless
USES:
solid as well as liquid nitrogen fertilizers.
Plastics in combination with formaldehyde and furfural.
adhesives.
coatings, textile anti shrink compounds, Ion-exchange resins.
as an intermediate for ammonium sulfamate, sulfumic acid, andthe phthalocyanine pigments
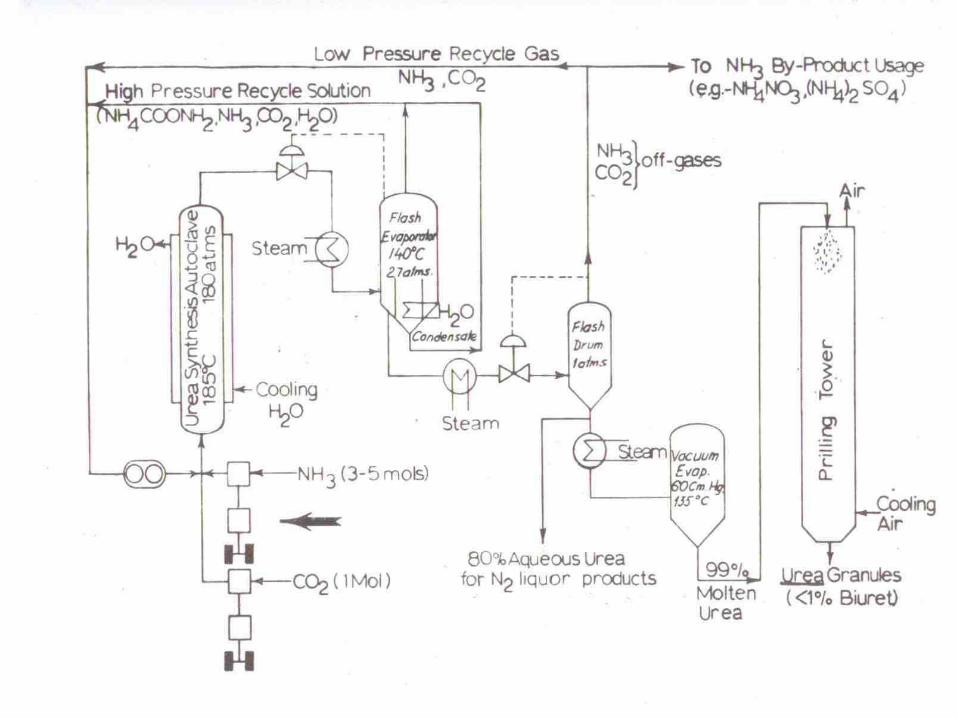
Process routes & Reactions
Method of production :
Ammonium cynate heating: NH4OCN NH2CONH2
Ammonium carbamate decomposition process
Raw materials used: CO2 and NH3
Chemical reactions:
a) CO2 + 2 NH3 NH4COONH2 (Fast & exothermic) Carbamate
b) NH4COONH2 NH2CONH2 + H2O (Slow & endothermic)
Undesired side reaction
c) 2NH2CONH2 NH2CONHCONH2 + NH3
Biuret
30-Jan-13
Process Steps:
Solution synthesis
Ammonia and carbon dioxide are reacted to form ammonium carbamate. Typical operating conditions include temperatures from 180 to200°C,pressures from 140 to 250 atmospheres NH3:CO2 molar ratios from3:1 to 4:1.
The carbamate is then dehydrated to yield 70 to 80 percent aqueous urea solution.
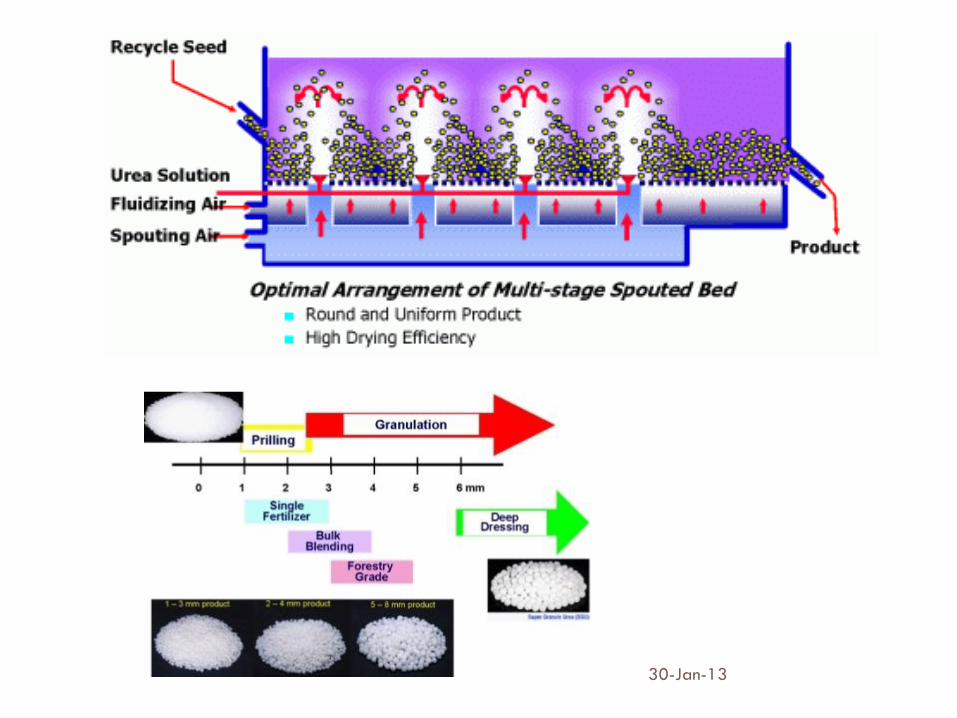
Solid Formation: (Prilling / Granulation)
Prilling: It is a process by which solid particles are produced from molten urea. Molten urea is sprayed from the top of a prill tower. As the droplets fall through a countercurrent air flow, they cool and solidify into nearly spherical particles.
Granulation: Granular urea is generally stronger than prilled urea, both in crushing strength and abrasion resistance. In drum granulation, solidsare built up in layers on seed granules placed in a rotating drum granulator/coolerapproximately4.3mete in diameter.
Clay Coating: Used to reduce product caking and urea dust formation
30-Jan-13
MAJOR ENGINEERING PROBLEMS
1. Autoclave variable
Temperature, pressure, NH3/CO2 ratio
Heat dissipation in the autoclave : coils, wall cooling.
2. Carbamate decomposition and recycle
Low T, high P with short residence time
3. Production of granular urea
To avoid biuret formation: T, just above the melting point of urea with seconds residence time.
4. Corrosion
5. Process design modifications
Once through process
Toyo Koatsu Process: Combine ammonia and urea process. CO2 is absorbed by mixture of hot carbamate and ammonia. The resulting mixture is passed to urea reactor.
AMMONIUM NITRATE
Properties:
Mol. wt- 80.05
M.P – 170oC
B.P – decomposes at 200 oC or higher
Uses:
In fertilizers, explosives, Nitrous oxide (as an aesthetic)
Chemical Reaction:
NH3+HNO3NH4NO3 (∆H = -20.6 kcal)
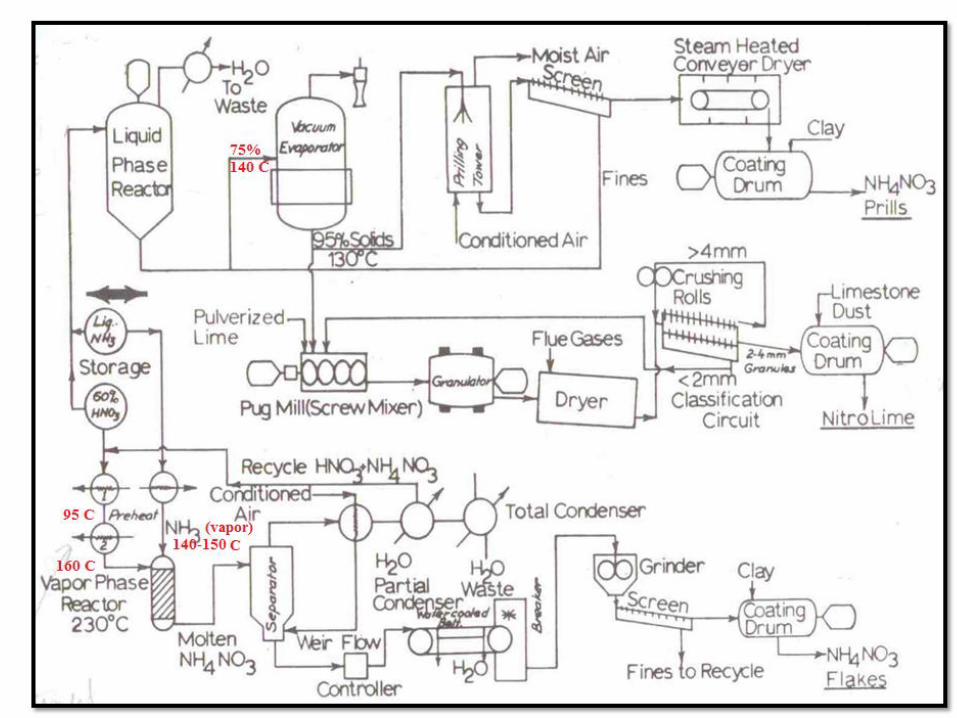
Production Process : Based on reaction of nitric acid and ammonia. Variation in methods are based on final solid form.
1. Prilling process
2. Crystallization process (not shown on flow sheet)
3. Stengel process

Major engineering problem
1. Corrosion
2. Crystallization
3. Safety
Hot conc. Ammonium nitrate solution is explosively
sensitized by traces of acid.
Care is taken to add sufficient ammonia to the wet
melt to keep the pH above about 5.
4. Conditioned air requirement
Recommended