
NMV5000 DCG
NMV8000 DCG
Centro di lavoro verticale a 5 assi ad alta precisione
NMV5000 DCG / NMV8000 DCG
www.dmgmori.com

NMV5000 DCG NMV8000 DCG/40NMV8000 DCG/50
Il centro di lavoro verticale a 5 assi ad alta precisione Serie NMV è dotato delle esclusive tecnologie DMG MORI:
il motore in presa diretta (tecnologia DDM), realizzato internamente per la massima affidabilità, che consente di
eliminare completamente il gioco degli assi; l’azionamento al centro di gravità (tecnologia DCG), che controlla le
vibrazioni e migliora l’accelerazione, e il RAM ottagonale ORC (Octagonal RAM Construction), che consente un
avanzamento di alta precisione a velocità elevate. Questo centro di lavoro, in grado di completare l’intero processo in
un’unica fase, ad eccezione del punto di presa, consente una lavorazione altamente efficiente e di qualità elevata dei
pezzi dalla forma complessa. Si tratta di una macchina moderna con controllo a 5 assi dotata di tutte le tecnologie
più avanzate per soddisfare le crescenti richieste di pezzi complessi.
Tre tecnologie all’avanguardia per prestazioni eccellenti
2
φ500 mm
Superficie di lavoro della tavola
φ800 mm
Superficie di lavoro della tavola
φ700 mm
Diametro oscillazione max. pezzo
φ1.000 mm
Diametro oscillazione max. pezzo
450 mm
Altezza max. pezzo
500 mm
Altezza max. pezzo

3
● L’immagine mostra la macchina con gli accessori.● La reale disposizione della targa può differire da quella illustrata.● La macchina nell'immagine è provvista di volantino remotato a impulsi manuali come opzione.
I N D I C E
Straordinaria funzionalità 4
Eccellente struttura ad incasso (Box-in-Box) 5
DDM (Motore in presa diretta) 6
DCG (Azionamento al centro di gravità) 8
ORC (RAM ottagonale) 10
Pezzi campione 12
Supporto operazione automatica 14
Esempio di lavorazione 16
Produttività 17
Alta precisione 18
Capacità di lavorazione 21
Struttura di base 22
Migliori prestazioni, Manutenzione 25
Sistemi di trasferimento 27
Equipaggiamenti periferici 28
Smaltimento trucioli 29
Progetto eco-compatibile 29
MAPPS Ⅳ 30
Vista generale 34
Dimensioni tavola 35
Dimensioni pallet 36
Limitazioni utensile 37
Disegni del sistema di attrezzaggio 38
Diagramma di velocità-coppia/potenza del mandrino 40
Diagramma velocita'-coppia/potenza-velocità di rotazione della tavola 41
Caratteristiche standard/opzionali 42
Specifiche del controllo numerico 44
Specifiche della macchina 46
DDM : Direct Drive MotorDCG : Driven at the Center of GravityORC : Octagonal Ram ConstructionMAPPS : Mori Advanced Programming Production System

+160˚–180˚● La protezione per apertura/
chiusura automatica è di serie
● Nella foto: NMV5000 DCG
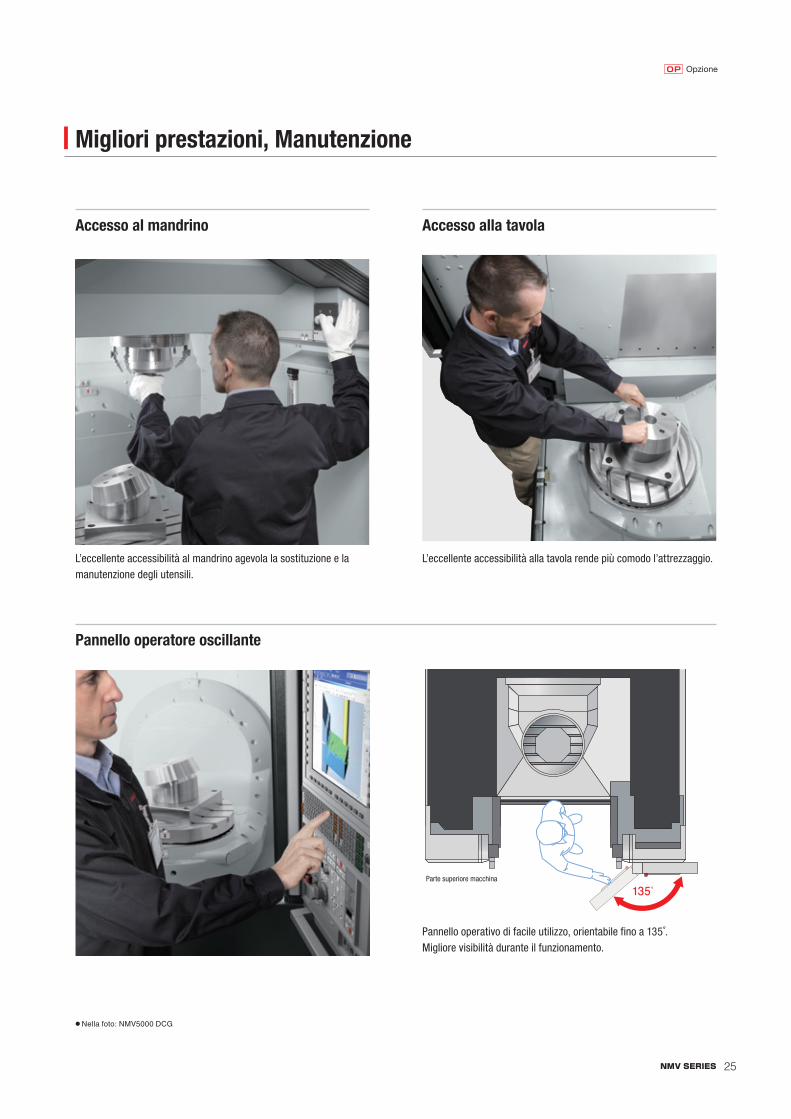
Il centro di lavoro Serie NMV è stato modificato per ottenere un accesso e un funzionamento migliori rispetto ai primi modelli a
5 assi. L’eccellente accesso al mandrino e alla tavola agevola le operazioni di regolazione dell’attrezzatura e sostituzione degli
utensili, riducendo i tempi morti. In questo modo anche la manutenzione all’interno della macchina risulta semplificata.
Straordinaria funzionalità
Con il tavolo inclinabile di una macchina convenzionale, con supporto su entrambi i lati, il pezzo si trova nella parte posteriore quando il tavolo è inclinato in avanti. Questo rende difficile sia l’accesso al pezzo, sia la verifica dello stato della macchina. Con il modello Serie NMV, l’accesso al pezzo è eccellente anche quando il tavolo è ruotato, garantendo un attrezzaggio più semplice e una migliore visibilità.
NMV SERIES
Macchina convenzionale
Pezzo
Pezzo
NMV SERIESMacchina convenzionale
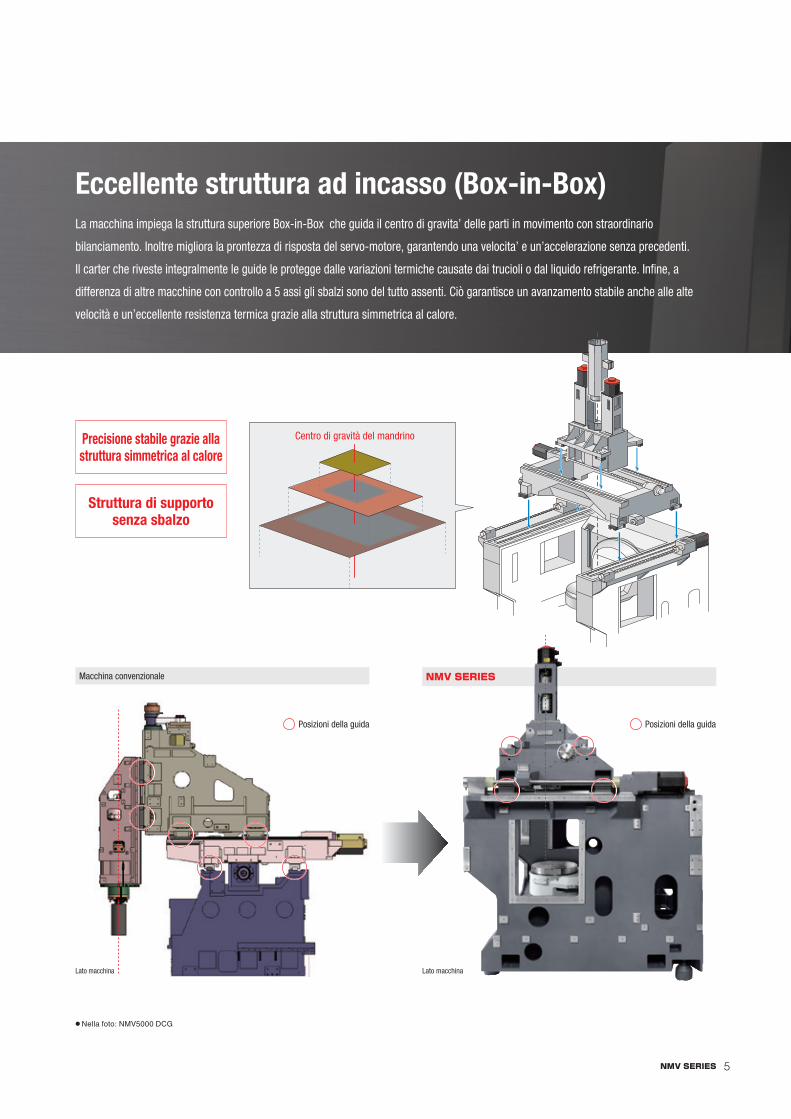
Centro di gravità del mandrinoPrecisione stabile grazie alla struttura simmetrica al calore
Struttura di supporto senza sbalzo
Lato macchina
Posizioni della guida
Lato macchina
Posizioni della guida
La macchina impiega la struttura superiore Box-in-Box che guida il centro di gravita’ delle parti in movimento con straordinario
bilanciamento. Inoltre migliora la prontezza di risposta del servo-motore, garantendo una velocita’ e un’accelerazione senza precedenti.
Il carter che riveste integralmente le guide le protegge dalle variazioni termiche causate dai trucioli o dal liquido refrigerante. Infine, a
differenza di altre macchine con controllo a 5 assi gli sbalzi sono del tutto assenti. Ciò garantisce un avanzamento stabile anche alle alte
velocità e un’eccellente resistenza termica grazie alla struttura simmetrica al calore.
Eccellente struttura ad incasso (Box-in-Box)
5
● Nella foto: NMV5000 DCG

Modèle précédent
Transmission à vis sans fin Moteur à entraînement direct
Asse C Asse B
Trasmettendo potenza direttamente agli assi rotanti, senza l’impiego di ingranaggi, si eliminano i giochi. Rispetto ai sistemi a
vite senza fine convenzionali, l’efficienza di trasmissione risulta notevolmente migliorata, con un avanzamento ad alta velocità.
Dal momento che DMG MORI produce tali sistemi internamente, in caso di guasto siamo in grado di ripararli molto rapidamente,
riducendo così significativamente il tempo di fermo macchina.
Il sistema di azionamento per assi rotanti più veloce al mondo, senza gioco
Motore in presa diretta Asse B Asse C
Macchina convenzionale NMV SERIESSistema a vite senza fine Motore in presa diretta
Rispetto ai sistemi a vite senza fine convenzionali, l’efficienza di trasmissione risulta notevolmente migliorata, con un avanzamento ad alta velocità.
Asse C
Asse B
6
Si adotta la struttura “Table-in-Table” in cui la tavola dell’asse C è collocata all’interno della tavola dell’asse B. La sua struttura altamente rigida consente una precisione di lavorazione stabile.
È stata utilizzata l’analisi dinamica per progettare una tavola ancora più rigida.
Valore di dilatazione
2,0 µm(F=1.200 N)
DDM: Direct Drive Motor
Rigidità della tavola
● Nella foto: NMV5000 DCG
NMV5000 DCG
NMV5000 DCG NMV8000 DCG
Diametro del cuscinetto asse B φ740×φ560 mm φ980×φ760 mm
Diametro del cuscinetto asse C φ435×φ265 mm φ740×φ560 mm
4,0 µm(F=4.000 N)
NMV8000 DCGB
C
Struttura “Table-in-Table” Tavola Asse B
BC
Tavola Asse C

Il sistema di azionamento per assi rotanti più veloce al mondo, senza gioco
7
Retroazione diretta da scala standard per assi B e C
Macchina convenzionale: 1,45 sec. NMV5000 DCG: 0,61 sec.
■ Tempo di indexaggio dell’asse C (90°)
Ridotto del 58%
■ Massima velocità di rotazione dell’asse C
Tornitura : 500 min-1, 1.200 min-1
9,6 volte
NMV5000 DCG NMV8000 DCG
Incremento minimo di indexaggio 0,001̊Range di indexaggio +160̊ - –180̊
Tempo di indexaggio tavola (90̊)
0,72 sec. (35 min-1)
0,60 sec.(50 min-1)
0,94 sec.(25 min-1)
Asse B
NMV5000 DCG NMV8000 DCG
Incremento minimo di indexaggio 0,001̊Range di indexaggio 360̊
Tempo di indexaggio tavola (90̊)
Standard 0,61 sec. (120 min-1)
0,98 sec. (50 min-1)
Tornitura
0,58 sec.(500 min-1)
0,69 sec.(1.200 min-1)
-(300 min-1)
● Tempo di indexaggio: i tempi di serraggio e sblocco non sono inclusi● Per le specifiche di tornitura, lo spazio per l'armadio elettrico e per la refrigerazione separata sono inclusi.● Quando gli assi C ruotano, il peso sbilanciato del pezzo (incluse le attrezzature) sulla tavola, causa vibrazioni, pertanto potrebbe non essere possibile ruotare alla velocità richiesta.
In questo caso e' necessario compensare il bilanciamento del pezzo lavorato aggiungendo peso alle attrezzature.
Asse C
● I risultati dei test di taglio indicati sono forniti a titolo esemplificativo. Essi potrebbero non essere ottenuti a causa di mutamenti nelle condizioni di lavorazione o ambientali verificatisi durante la misurazione.● Nella foto: NMV5000 DCG
Asse B 11 sec. Asse C 4 sec.
■ Precisione di indexaggio
Asse B 7 sec. Asse C 2 sec.
■ Ripetibilità
● Misurato conformemente alla norma ISO 230-2 1997
Macchina convenzionale: 12,5 min-1 NMV5000 DCG: 120 min-1
Macchina convenzionale: Asse B 60 sec. Asse C 20 sec.NMV5000 DCG
NMV5000 DCG
Rispetto a una macchina tradizionale
Rispetto a una macchina tradizionale
Opzione

8
● Nella foto: NMV5000 DCG
DCG: Driven at the Center of Gravity
-10-8-6-4-202468
10
0,4 0,45 0,5 0,55
Lavorazione con tecnologia avanzata DCG Lavorazione con macchina convenzionale
Velocitá di avanzamento trasversale rapido 100%(fermo in direzione dell'asse Z)
Ampi
ezza
del
la v
ibra
zion
e (µ
m)
Tempo (sec.)
Tempo
Velo
cità
Lavorazione con macchina convenzionale
Effetto DCGTempo
Velo
cità
Lavorazione con tecnologia avanzata DCG
Durante il posizionamento le macchine provviste di tecnologia DCG di fatto eliminano le vibrazioni, mentre le macchine sprovviste della tecnologia DCG continuano a vibrare per un tempo prolungato. La tecnologia DCG permette di controllare le vibrazioni di rotazione che si verificano all’inizio di ogni accelerazione, proporzionali alla distanza tra il punto di azionamento ed il baricentro. Questo evita il deterioramento della qualità della superificie lavorata.
La lavorazione con tecnologia avanzata DCG genera vibrazioni minime nella fase iniziale di accelerazione ed è in grado di fornire la massima forza di accelerazione sin dall’inizio.
Riduzione delle vibrazioni
Eccezionale rendimento di accelerazione
Lavorazione con tecnologia avanzata DCG Lavorazione con macchina convenzionale
Le superfici curve sono costituite da numerose linee corte e diritte, pertanto il componente in movimento deve leggermente cambiare direzione ad ogni angolo. Questa operazione richiede un’accelerazione molto rapida per evitare di perdere velocità.
Migliore qualità delle superfici lavorate
X
Y
2 μm/div
Lavorazione con tecnologia avanzata DCGLavorazione con macchina convenzionale
La nostra tecnologia DCG riesce a ridurre le vibrazioni, che sono il principale problema per lavorare ad alta velocità con alta
precisione, azionando gli elementi strutturali della macchina al loro centro di gravità.
Minimizzare le vibrazioni, il nemico numero uno della lavorazione, e massimizzare l’accelerazione
Azionamento al centro di gravità Asse X Asse Y Asse Z
Rotondità migliorata
Inoltre, la tecnologia DCG riduce al minimo la vibrazione derivante dai cambi di direzione della corsa, contribuendo a migliorare notevolmente la rotondità nel taglio circolare.
Asse Z
Asse Y
Asse X
■ Confronto vibrazioni residue

9

10
● Nella foto: NMV5000 DCG
ORC: Octagonal Ram Construction
Le 4 guide si trovano in posizione diagonale l’una rispetto all’altra; la loro distorsione avviene simmetricamente in risposta al calore
generato dalla corsa a velocità elevata, mentre il centro rimane nella stessa posizione. Questo permette di ottenere velocità elevate
e avanzamento ad alta precisione.
Una struttura rivoluzionaria che controlla la dilatazione termica e offre una straordinaria linearità
RAM ottagonale Asse Z
Corsa
Generazione di calore sulla guida
A velocità di corsa elevate, il lubrificante nelle sacche esercita una resistenza allo scorrimento, generando un quantitativo di calore proporzionale alla velocità.
Solo la superficie piana (guida) si riscalda e le guide si deformano, compromettendo la precisione di lavorazione.
Vibrazioni Olio lubrificante
=
Calore generato dall’ attrito
Fuoriuscita di olio lubrificante
Il lubrificante nelle sacche d’olio formatesi dalla raschiatura viene spinto dentro e fuori dalle intercapedini in seguito alla pressione di contatto causata dalle vibrazioni, generando calore.
Le vibrazioni vengono ridotte convertendo l’energia vibrazionale in calore. In questo modo è possibile controllare i battiti causati dalle vibrazioni.
Uno dei vantaggi delle guide quadrate convenzionali è costituito dallo smorzamento delle vibrazioni che si ottiene attraverso la trasformazione in calore dell’olio lubrificante presente nella sacca, creata per raschiatura, forzando lo stesso all’interno e all’esterno dello spazio mediante la pressione di contatto generata dalle vibrazioni. Tuttavia, quando il pezzo viaggia a velocità elevata, l’olio nella sacca ha un effetto cuneo che impedisce al pezzo di scorrere. Il pezzo si scontra con questo cuneo generando calore in modo direttamente proporzionale alla velocità e deformando gradualmente le guide quadrate nei punti di scorrimento piatti. Il RAM ottagonale DMG MORI rappresenta la soluzione decisiva a questo problema. Le guide, posizionate in diagonale l’una rispetto all’altra, si dilatano simmetricamente per effetto del calore, compensando la dilatazione reciproca. In questo modo, il centro del pezzo mobile può essere mantenuto nella stessa posizione, ottenendo una lavorazione di elevata precisione con corse ad alta velocità.
La mezzeria rimane costante
Generazione di calore
Dilatazione termica
Dilatazione termica causata dall’alta velocità di corsa delle guide rettangolari
Eccellenti caratteristiche di smorzamento delle guide rettangolari

11

12
Il sistema Serie NMV, dotato delle esclusive tecnologie DMG MORI per ottenere lavorazioni altamente veloci e precise,
mostra tutto il suo potenziale nella produzione di diversi lotti eterogenei.
Pezzi campione
Industria automobilistica
Industria aeronautica
40 mm30 mm
50 mm 100 mm
Pezzo : Pala della turbina
Materiale <JIS> : SUS630 (Acciaio inossidabile)
Pezzo : Girante
Materiale : Alluminio
Pezzo : Carter della trasmissione
Materiale : Alluminio
Pezzo : Dispositivo di chiusura della cappottatura
Materiale : Acciaio inossidabile
Industria degli stampi e matrici
200 mm 100 mm
Pezzo : Stampo per motori
Materiale <JIS> : SKD61 (Utensile in lega d'acciaio)
NMV5000 DCG
Pezzo : Modello di stampo per pneumatici
Materiale <JIS> : A5052* (Alluminio)
JIS: Standard industriale giapponese
* 5052 (ANSI), NS4 (BS), AlMg2.5 (DIN), 5A02 (GB)

13
Industria automobilistica
Industria aeronautica
Componenti industriali
Pezzo : Articolazione
Materiale <JIS> : S43C ( Acciaio al carbonio)
100 mm 200 mm
Pezzo : Blocco motore
Materiale : Lega di alluminio
Pezzo : Carrello di atterraggio
Materiale : Alluminio
Pezzo : Rotore a pale
Materiale : Lega di accialio
200 mm 200 mm
Pezzo : Corpo pompa misuratore di flusso
Materiale : Lega di alluminio
Pezzo : Punta da trapano oscillante
Materiale : Tubo in acciaio ad alto tenore di carbonio per struttura macchina
200 mm 150 mm
NMV8000 DCG
JIS: Standard industriale giapponese

Abbiamo messo a punto molte varianti che offrono i sistemi ideali per pezzi di ogni forma.
Supporto operazione automatica
Introduzione del materiale
SistemaForma
Pezzi dalla forma atipica
Trasferimento
Forma Sistema
Materiale quadrato
Trasferimento
SistemaForma
Materiale rotondo CPP (sistema multi-pallet a navetta)
Trasferimento
Robot per il trasferimento di pezzi
Le specifiche di tornitura (opzionali) possono essere selezionate anche in presenza di APC o sistema pallet pool.
APC a 5 stazioni del tipo a rotazione
14
● Nella foto: NMV5000 DCG
APC a 2 stazioni del tipo a rotazione + specifiche robot
APC a 2 stazioni del tipo a rotazione + specifiche del sistema multi-pallet
Nastro trasportatore
Robot

Opzione
Prodotto finitoProdotto finito OUT
Scarico Pezzo: Articolazione
Trasferimento
Trasferimento
LPP (sistema multi-pallet lineare)
Materiale: Alluminio
Pezzo: Alloggiamento
Materiale: Ghisa
Pezzo: Camma
Materiale: GhisaNastro trasportatore
Trasportatore di trasferimento pezzi
Scivolo
APC a 5 stazioni
15
● Nella foto: NMV5000 DCG

Pezzo : ValvolaMateriale : AlluminioDimensioni : 150 mm×100 mm×40 mm
1 Alesatura
2 Finitura D.I.
3 Filettatura D.I.
4 Punta di φ40 mm
5 Punta di φ12 mm
6 Punta di φ25 mm × 90° (smussatura)
7 Punta di φ6 mm
8 Fresa a candela di φ32 mm per sgrossatura
9 Finitura con fresa a candela di 32 mm di diametro
10 Punta di φ18,8 mm
11 Svasatura di φ20 mm
12 Punta di φ5,1 mm
13 Maschiatura M6×P1,0
Esempio di lavorazione
Metodo di lavorazione <NMV5000 DCG>
0 500 1.000 1.500 2.000
A B C D
A B D
Confronto fra i tempi di taglio
NMV5000 DCG
Macchina convenzionale
1.050 sec.
1.950 sec.Ingombro a terra richiesto:
Circa 18,6 m2
Ingombro a terra richiesto:
Circa 10,9 m2
C Tornitura + 4 processi di fresatura + setup (15 min.)
D Fresatura (13 min.)
A Setup iniziale (3 min.)
B Tornitura (1,5 min.)
Ridotto del 46%
(sec.)
La serie NMV con struttura a 5 assi consente la lavorazione di pezzi complessi ad alta velocità con elevata precisione ed efficienza.
16
2.773 mm
3.949 mm
● La macchina nell'immagine è provvista di volantino remotato a impulsi manuali come opzione.
17
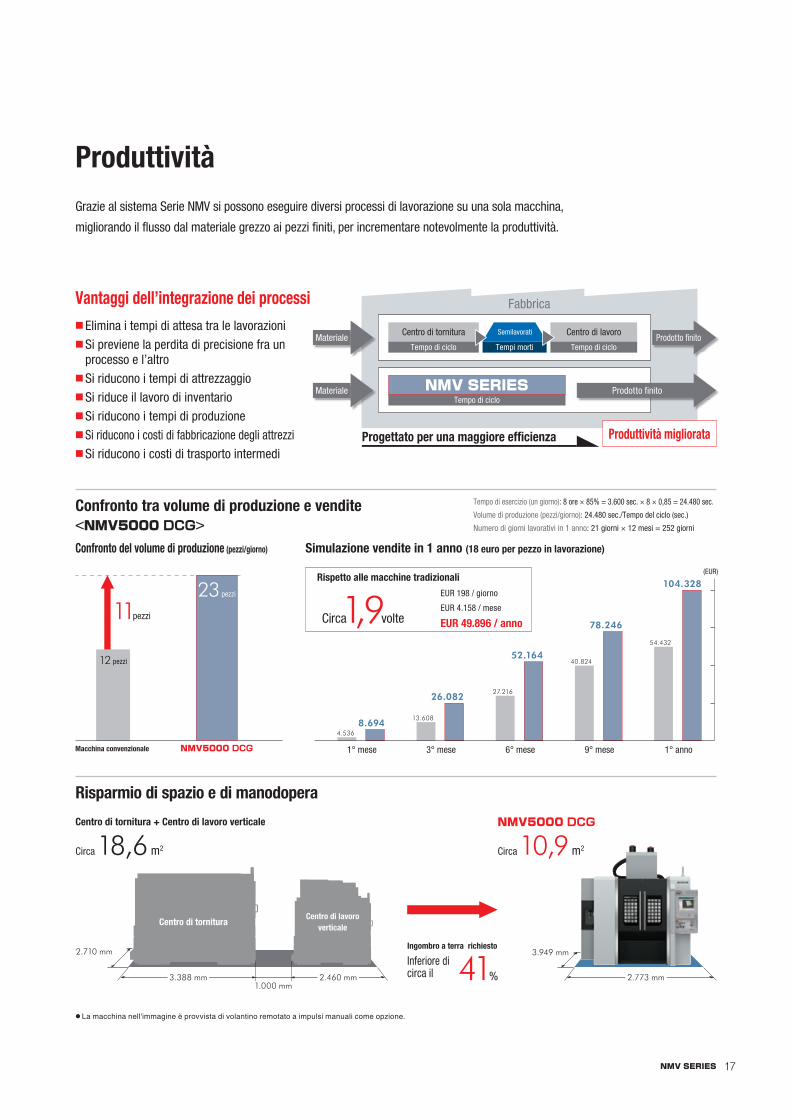
Risparmio di spazio e di manodopera
NMV5000 DCG
41%
Circa 10,9 m2
Centro di tornitura + Centro di lavoro verticale
Circa 18,6 m2
Ingombro a terra richiesto
3.388 mm
Centro di tornituraCentro di lavoro
verticale
1.000 mm2.460 mm
2.710 mmInferiore di circa il
ProduttivitàGrazie al sistema Serie NMV si possono eseguire diversi processi di lavorazione su una sola macchina,
migliorando il flusso dal materiale grezzo ai pezzi finiti, per incrementare notevolmente la produttività.
Fabbrica
Progettato per una maggiore efficienza
Materiale
Materiale Prodotto finito
Tempo di ciclo
Centro di tornitura
Tempo di ciclo
Centro di lavoroSemilavorati
Tempo di ciclo
Produttività migliorata
■ Elimina i tempi di attesa tra le lavorazioni■ Si previene la perdita di precisione fra un
processo e l’altro■ Si riducono i tempi di attrezzaggio■ Si riduce il lavoro di inventario■ Si riducono i tempi di produzione■ Si riducono i costi di fabbricazione degli attrezzi■ Si riducono i costi di trasporto intermedi
Vantaggi dell’integrazione dei processi
Tempi morti
Tempo di esercizio (un giorno): 8 ore × 85% = 3.600 sec. × 8 × 0,85 = 24.480 sec.
Volume di produzione (pezzi/giorno): 24.480 sec./Tempo del ciclo (sec.)
Numero di giorni lavorativi in 1 anno: 21 giorni × 12 mesi = 252 giorni
Confronto tra volume di produzione e vendite
<NMV5000 DCG>
Prodotto finito
1° mese 3° mese 6° mese 9° mese 1° anno
Confronto del volume di produzione (pezzi/giorno) Simulazione vendite in 1 anno (18 euro per pezzo in lavorazione)
(EUR)Rispetto alle macchine tradizionali
Circa1,9volte
EUR 198 / giorno
EUR 4.158 / mese
EUR 49.896 / anno
Macchina convenzionale
12 pezzi
11pezzi
4.5368.694
13.608
26.08227.216
52.16440.824
78.246
54.432
104.32823 pezzi

*1 5056 (ANSI), NB6 (BS), AlMg5 (DIN), 5A05 (GB)*2 5052 (ANSI), NS4 (BS), AlMg2.5 (DIN), 5A02 (GB)
180˚ 0˚
90˚
270˚
10 µm
Filtro: 1−50
Precisione dell’alesatura (asse B 90°)/ortogonalità
Tipo di macchina Macchine concorrenti Macchina convenzionale NMV5000 DCGCircolarità <risultati effettivi> 1,20 µm 1,05 µm 0,90 µm
Rugosità superficiale <risultati effettivi> 0,37 µm Ra 0,35 µm Ra 0,27 µm Ra
Ortogonalità <risultati effettivi> 3,52 µm 3,26 µmPrecisione di rotazione dell’asse B (piano A-B)
2,80 µm
Precisione di rotazione dell’asse C (piano B-C)
1,60 µm
Materiale <JIS>
Utensile
Velocità mandrino
Velocità di avanzamento
Alluminio
Alesatura φ30 mm
5.000 min-1
1.000 mm/min
A5056*1 (Alluminio)
Alesatura φ30 mm
5.000 min-1
1.000 mm/min
A5052*2 (Alluminio)
Alesatura φ35 mm
10.000 min-1
500 mm/min
132
mm
132 mm
NMV5000 DCG
18
-0,086
-3,841
-3,709
0,0000 1,4350 2,8700 mm
µm
180˚ 0˚
90˚
270˚
10 µm
Filtro:1-50
180˚ 0˚
90˚
270˚
10 µm
Filtro:1-50
Alta precisione
Circolarità (Controllo simultaneo a 5 assi) <Standard NAS 979>
NMV5000 DCG
JIS: Standard industriale giapponese● I risultati dei test di taglio indicati sono forniti a titolo esemplificativo. Essi potrebbero non essere ottenuti a causa di mutamenti nelle condizioni di lavorazione o ambientali verificatisi durante la misurazione.
NMV8000 DCG
Tipo di macchina NMV5000 DCG NMV8000 DCG
Circolarità <risultati effettivi> 3,11 µm 4,66 µm
Materiale <JIS>
Utensile
Velocità mandrino
Velocità di avanzamento
Forma pezzo
A7075* (Alluminio)
Fresa a candela in carburo di φ40 mm (2 taglienti)
2.000 min-1
2.000 mm/min
φ216 mm×φ250 mm×Altezza 63,5 mm
A7075* (Alluminio)
Fresa a candela in carburo di φ40 mm (2 taglienti)
2.000 min-1
2.000 mm/min
φ216 mm×φ250 mm×Altezza 63,5 mm
La rotonditá della Serie NMV dimostra l'elevata qualitá della struttura impiegata, dato che le macchine tradizionali di norma soddisfano gli Standard NAS con una precisione di 20−30 µm.
Modelli tradizionali
20―30 µm
NMV5000 DCG
* 7175 (ASTM), AlZnMgCu1.5 (DIN), 7A09 (GB)

*1 5052 (ANSI), NS4 (BS), AlMg2.5 (DIN), 5A02 (GB)*2 5056 (ANSI), NB6 (BS), AlMg5 (DIN), 5A05 (GB)
19
Asse B 90˚
Circolarità (Piano X- Y) <Fresatura>
JIS: Standard industriale giapponese● I risultati dei test di taglio indicati sono forniti a titolo esemplificativo. Essi potrebbero non essere ottenuti a causa di mutamenti nelle condizioni di lavorazione o ambientali verificatisi durante la misurazione.
Tipo di macchina NMV5000 DCG NMV8000 DCG
Circolarità <risultati effettivi> 1,78 µm 3,10 µm
Materiale <JIS>
Utensile
Velocità mandrino
Velocità di avanzamento
A5052*1 (Alluminio)
Fresa a candela di φ16 mm (4 taglienti)
1.000 min-1
500 mm/min
A5056*2 (Alluminio)
Fresa a candela di φ30 mm (4 taglienti)
3.200 min-1
640 mm/min
Asse B 0˚
180˚ 0˚
90˚
270˚
10 µm
Filtro:1-50
NMV5000 DCG 180˚ 0˚
90˚
270˚
10 µm
Filtro:1-50
NMV8000 DCG
Circolarità/Rugosità superficiale <Tornitura>
180˚ 0˚
90˚
270˚
10 µm
Filtro: 1−50
Tipo di macchina Macchine concorrenti Macchina convenzionale NMV5000 DCG
Circolarità <risultati effettivi> 1,89 µm (Asse B 0°) 1,95 µm (Asse B 0°) 1,76 µm (Asse B 0°) 1,73 µm (Asse B 90°)
Rugosità superficiale <risultati effettivi> 0,19 µm Ra (Asse B 0°) 0,18 µm Ra (Asse B 0°) 0,16 µm Ra (Asse B 0°) 0,17 µm Ra (Asse B 90°)
Materiale
Utensile
Velocità mandrino
Velocità di avanzamento
Ottone
Utensile diamantato (raggio naso 0,5 mm)
600 min-1
0,05 mm/giro
Ottone
Utensile diamantato (raggio naso 0,5 mm)
600 min-1
0,05 mm/giro
Ottone
Utensile diamantato (raggio naso 0,5 mm)
500 min-1
0,05 mm/giro
NMV5000 DCG
● Quando gli assi C ruotano, il peso sbilanciato del pezzo (incluse le attrezzature) sulla tavola, causa vibrazioni, pertanto potrebbe non essere possibile ruotare alla velocità richiesta. In questo caso e' necessario compensare il bilanciamento del pezzo lavorato aggiungendo peso alle attrezzature.
Opzione

* Caratteristiche standard per F31iB5
20
Alta precisione
Funzione SVC (Caratteristiche standard per F31iB5) Controllo TCP del punto di centro utensile* / Comando punto di taglio
Caratteristiche principali● Il percorso utensile può essere controllato dal
Punto di Centro Utensile.● Non e' necessaria alcuna riprogrammazione
dopo aver modificato la lunghezza e il diametro dell'utensile.
● Il controllo numerico calcola automaticamente la compensazione radiale di taglio e gli offsets lunghezza utensile basati sui comandi del programma per il controllo della punta dell'utensile.
Com
pens
azio
ne
lung
hezz
a ut
ensil
e
Compensazione raggio della fresa
Punto di Centro Utensile
Linea di riferimento
La funzione SVC è fornita come standard, in questa modalità i comandi del programma per il controllo della punta utensile vengono letti in anticipo e la compensazione è applicata automaticamente per ottenere un avanzamento dolce e lineare dell’utensile. Dalla combinazione di questa funzione e del DDM (Motore a presa diretta), la macchina garantisce un grande miglioramento qualitativo della superficie riducendo i tempi cicli durante le lavorazioni col 5° asse.
■ Funzione SVC in movimento
PezzoPezzo PezzoPezzo
Spento Acceso
La funzione SVC include le seguenti funzioni● Controllo Ⅱ di contornatura AI ● Lappatura (Nano Smoothing) Ⅱ● Funzione “Smooth” TCP ● Selezione modalità di lavorazione ● G332 selezione grado di finitura
Com
pens
azio
ne
lung
hezz
a ut
ensil
e
Compensazione raggio della fresa
Punto di taglio
Linea di riferimento
■ Controllo TCP del punto di centro utensile*
■ Comando punto di taglio
Caratteristiche principali● Il percorso dell'utensile può essere
controllato dal punto di taglio.● Utilizzando i comandi del punto di taglio, le
lavorazioni che utilizzano frese raggiate o frese squadrate possono essere eseguite senza alcuna riprogrammazione anche quando vengono modificati la lunghezza e il raggio dell'utensile, o il raggio R della punta dell'inserto.
SVC: Smooth Velocity Control
Controllo circuito interamente chiuso (arretramento in scala) come standard su tutti gli assi (Magnescale)● Precisione superiore grazie al controllo interamente chiuso Magnescale (arretramento in scala)● Sistema di misurazione magnetica con alta risoluzione a 0,01 µm● Resistenza a olio e condensa grazie al principio di rilevamento magnetico● Resistenza all’ impatto di 980 m/s2
● Resistenza alle vibrazioni di 250 m/s2
● L’elevata precisione della lavorazione è garantita da una scala con lo stesso livello di espansione termica della struttura in ghisa della macchina● Design privo di contatto e livello di protezione IP67 offrono elevata affidabilità
Smart SCALE: scala di estrema precisione, ad alta risoluzione
Controllo circuito interamente chiuso (arretramento in scala)
L'aumento della temperatura del refrigerante provoca dilatazione termica nelle attrezzature e nel pezzo, compromettendo la precisione di lavorazione. Usare questo dispositivo per impedire il surriscaldamento del refrigerante. Quando si utilizzano refrigeranti a base di olio, la temperatura del refrigerante può diventare estremamente elevata anche con la pompa del refrigerante standard; accertarsi quindi di avere selezionato questo dispositivo.
Qualora dobbiate utilizzare un refrigerante a base oleosa, vi invitiamo a consultare i nostri specialisti di prodotto.
● Questo frigorifero non rappresenta l’unico strumento per il controllo totale della temperatura del refrigerante, tuttavia svolge un ruolo fondamentale nel prevenirne l’aumento.
Dispositivo di raffreddamento del refrigerante (di tipo separato)
● Asse X, Y, Z: Opzione

Asse B 90˚
Asse B 0˚
21
Capacità di lavorazione
Fresatura <Materiale <JIS>: S50C* (Acciaio al carbonio)>
Tornitura <Materiale <JIS>: S45C* (Acciaio al carbonio)>
Fresa a codolo di sgrossatura NMV5000 DCGNMV8000 DCG/40
NMV8000 DCG/50
Avanzamento di taglio al minuto 73 mL/min 86 mL/min
Diametro utensile
Velocità mandrino
Velocità di avanzamento
Larghezza di taglio
Profondità di taglio
φ30 mm (4 taglienti)
265 min-1
64 mm/min
30 mm
38 mm
φ30 mm (4 taglienti)
265 min-1
64 mm/min
30 mm
45 mm
Punta NMV5000 DCGNMV8000 DCG/40
NMV8000 DCG/50
Avanzamento di taglio al minuto 66 mL/min 93 mL/min
Diametro utensile
Velocità mandrino
Velocità di avanzamento
φ35 mm
227 min-1
68 mm/min
φ65 mm
122 min-1
28 mm/min
Maschiato NMV5000 DCGNMV8000 DCG/40
NMV8000 DCG/50
Utensile M30×P3,5 M42×P4,5Velocità mandrino
Velocità di avanzamento
118 min-1
354 mm/min
76 min-1
342 mm/min
Lavorazione gole diametro esterno NMV5000 DCG
Larghezza della scanalatura 7 mm (Asse B 90˚ )
Velocità di taglio
Velocità di avanzamento
120 m/min
0,1 mm/giro
Lavorazione pesante (diametro esterno) NMV5000 DCG
Avanzamento di taglio al minuto 344 mL/min (Asse B 0˚ ) 386 mL/min (Asse B 90˚ )
Velocità di taglio
Velocità di avanzamento
Profondità di taglio
105 m/min (Asse B 0˚ ) 120 m/min (Asse B 90˚ )
0,5 mm/giro
6 mm
Sfacciatura NMV5000 DCGNMV8000 DCG/40
NMV8000 DCG/50
Avanzamento di taglio al minuto 336 mL/min 605 mL/min
Diametro utensile
Velocità mandrino
Velocità di avanzamento
Larghezza di taglio
Profondità di taglio
φ80 mm (7 taglienti)
1.000 min-1
2.100 mm/min
64 mm
2,5 mm
φ100 mm (8 taglienti)
800 min-1
2.160 mm/min
80 mm
3,5 mm
JIS: Standard industriale giapponese● I risultati dei test di taglio indicati sono forniti a titolo esemplificativo. Essi potrebbero non essere ottenuti a causa di mutamenti nelle condizioni di lavorazione o ambientali verificatisi durante la misurazione.
* 1049 (ANSI), C50・C50E・C50R (BS, DIN), 50 (GB)
* 1045・1046 (ANSI), C45・C45E・C45R (BS, DIN), 45 (GB)
Opzione

22
Area di lavoroNMV5000 DCG NMV8000 DCG
Corsa asse X 730 mm 1.200 mm
Corsa asse Y 510 mm 920 mm
Corsa asse Z 510 mm 610 mm
Corsa asse B +160̊– –180̊Corsa asse C 360̊
● C100 o superiore, necessario quando la rotazione dell'asse B è maggiore di ±120°.
-120º
C100
-180º
0º
+120º
C100+160º
0º
Asse B +120̊ – +160̊ Asse B −120̊ – −180̊
Capacità di carico della tavola 300 kg
Superficie di lavoro della tavola φ500 mm
Max velocità di rotazione della tavola
Asse BF31iB 35 min-1, 50 min-1 OP
F31iB5 50 min-1
Asse CModalità tavola 120 min-1
Modalità di tornitura 500 min-1 OP , 1.200 min-1 OP
Capacità di carico della tavola 1.000 kg
Superficie di lavoro della tavola φ800 mm
Max velocità di rotazione della tavola
Asse BF31iB 25 min-1
F31iB5 25 min-1
Asse CModalità tavola 50 min-1
Modalità di tornitura 300 min-1 OP
NMV5000 DCG NMV8000 DCGDimensioni massime del pezzo
Struttura di baseAsse X
Asse Z
Asse Y
Asse BAsse C
● Nella foto: NMV5000 DCG
C50
C40
+60º
+70º
0º
● C50 o superiore, necessario quando la rotazione dell'asse B è maggiore di +60°− +70°.
Asse B +60̊ – +70̊
φ700 mm
450
mm
C40
φ1.000 mm
500
mm
● Quando gli assi C ruotano, il peso sbilanciato del pezzo (incluse le attrezzature) sulla tavola, causa vibrazioni, pertanto potrebbe non essere possibile ruotare alla velocità richiesta. In questo caso e' necessario compensare il bilanciamento del pezzo lavorato aggiungendo peso alle attrezzature.
● Per le dimensioni massime del pezzo da lavorare con macchina provvista di sistema APC/pallet trasportarori, vedere pag. 27.

オイルエア潤滑
オイル冷却
Lubrificazioneolio-aria
Raffreddamentocamicia d’olio
23
Lubrificazione mandrino
Contatto flangia
Utilizzando i portautensili a doppio contatto abbiamo migliorato la rigidità, consentendo una lavorazione altamente precisa e aumentando la durata degli utensili. Utilizzare i portautensili predisposti da DMG MORI per le specifiche di tornitura.
Refrigerante dell'olio tipo inverter
【Lubrificazione olio-aria】
【Raffreddamento del mandrino】
Per la lubrificazione dei cuscinetti abbiamo adottato un sistema aria-olio che richiede una quantitá minima di olio lubrificante e riduce il calore generato dalla resistenza all'agitazione. L'aria permette il raffreddamento, e l'elevata pressione di spurgo dell'aria per i cuscinetti impedisce l'ingresso a corpi estranei.
Bobina statore nel motore DDS: le camicie d'olio sono collocate attorno alla bobina dello statore e tramite circolazione forzata del refrigerante impediscono la diffusione del calore.
Fresatura
Tornitura
Specifica BT Specifica HSK
Specifica HSK
Superficie di contatto
Specifica BT
Superficie di contatto
Superficie di contatto
Superficie di contatto
Superficie di contatto
Superficie di contatto
Fresatura
Tornitura
Specifica BT Specifica HSK
Specifica HSK
Superficie di contatto
Specifica BT
Superficie di contatto
Superficie di contatto
Superficie di contatto
Superficie di contatto
Superficie di contatto
● Se si seleziona specifiche di tornitura, il sistema di refrigerazione attraverso il mandrino e' solo di tipo attraverso il centro. Prego notare che per inserire utensili di tornitura, sono necessari porta utensili BT o HSK (a doppio contatto), con cui DMG MORI ha degli accordi per le specifiche delle macchine.
● Quando si selezionano le specifiche dell'utensile cono-faccia, accertarsi di utilizzare un utensile cono-faccia.
● Quando si utilizza un cono mandrino ISO 40 a 15.000 min-1 o superiore, oppure un cono mandrino ISO 50 a 10.000 min-1 o superiore, si prega di usare utensili a doppio contatto.
Fresatura Tornitura
Varianti del mandrinoNMV5000 DCG
NMV8000 DCG/40NMV8000 DCG/50
Standard Elevata potenza Alta velocità Standard Elevata potenza Alta velocità
Velocità max. mandrino 12.000 min-1 20.000 min-1 10.000 min-1 15.000 min-1
Il motore in presa diretta è estremamente potente per un’ampia gamma di processi, dalle lavorazioni ad alta velocità alle lavorazioni pesanti.
DDS:Direct Drive Spindle
Mandrino
Opzione

24
Struttura di base
● Nella foto: NMV5000 DCG
[ ] Opzione*Viene utilizzato un magazzino del tipo a trasferimento della tasca porta-utensile (a posto fisso).
La capacità del magazzino include l'utensile montato sul mandrino.
I rulli, offrendo una minore deformazione elastica sotto carico, sono migliori rispetto alle guide a sfere. Inserendo più rulli all’interno dell’unità di scorrimento, è stato possibile ottenere una maggiore rigidità. La doppia guarnizione di serie standard sulle guide a rulli degli assi X e Y riduce al minimo l’ingresso delle particelle di polvere nei componenti di trasmissione.*
Guide a rulliDoppio supporto di ancoraggio
Impedisce la dilatazione e la contrazione termica. Il collegamento diretto tra la vite a ricircolo di sfere e il servomotore garantisce la necessaria rigidità.
Cuscinetto di sostegno per vite a ricircolo di sfere
Servomotori
Vite a ricircolo di sfere
ATC
Utilizza un sistema ATC a doppio braccio altamente affidabile che riduce i tempi morti e offre una lavorazione di elevata efficacia. Abbiamo inoltre semplificato il sistema di serraggio utensile, migliorando l’affidabilità e la facilità di manutenzione.
■ Tipo a catena
■ Tipo a incastellatura
ATC
3.253 mm
Profondità
946 mm
3.015 mm
Profondità1.880 mm
● Tipo a catena
NMV5000 DCG NMV8000 DCG/40 NMV8000 DCG/50
Capacità magazzino utensili 31 [61] [91] [121] [181] 31[61][91][121]Diametro max. utensile
Con utensili adiacenti (mm) φ90 φ120Senza utensili adiacenti (mm) φ125 φ145 φ240
Lunghezza max. utensile (mm) 300 450Peso max. utensile (kg) 8 20Momento massimo dell'utensile (N・m) 11 18,5 46,5Utensile-utensile (sec.) 1,8 2,2 3,1
NMV5000 DCG
Capacità
magazzino utensili
Totale [240] [300]* [320]φ70×300 mm - 284 -φ90×150 mm 135 - 185φ90×300 mm 81 - 111φ125×150 mm 15 - 15φ125×300 mm 9 15 9
Peso max. utensile (kg) 8Profondità (mm) 5.019 2.929 6.069Utensile-utensile (sec.) 1,8
● Tipo a incastellatura (300 utensili)
● Tipo a incastellatura (240, 320 utensili)
*Anche le guide di scorrimento dell’asse Z dispongono di una doppia guarnizione nella dotazione di serie.
Doppia guarnizione
Rulli
Sfere
Rulli
Sfere
25
● Nella foto: NMV5000 DCG
Migliori prestazioni, Manutenzione
135̊Parte superiore macchina
L’eccellente accessibilità alla tavola rende più comodo l’attrezzaggio.L’eccellente accessibilità al mandrino agevola la sostituzione e la manutenzione degli utensili.
Pannello operativo di facile utilizzo, orientabile fino a 135˚. Migliore visibilità durante il funzionamento.
Accesso alla tavola
Pannello operatore oscillante
Accesso al mandrino
Opzione
26
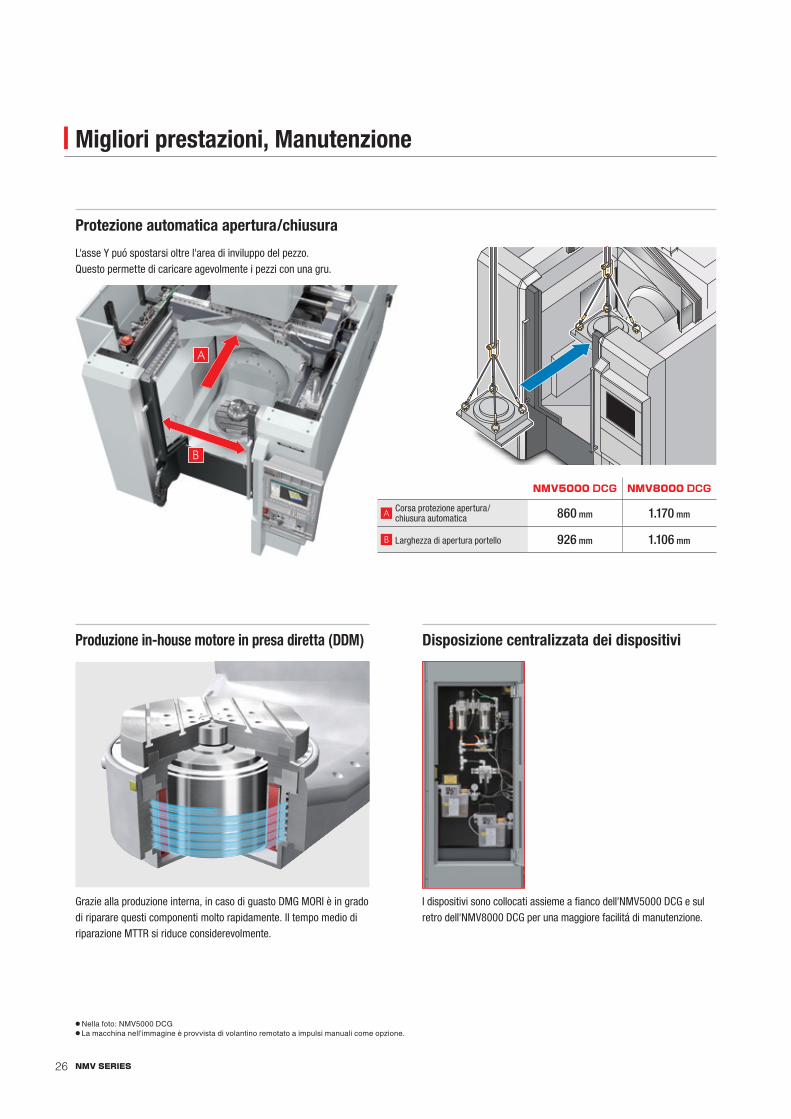
Produzione in-house motore in presa diretta (DDM)
Grazie alla produzione interna, in caso di guasto DMG MORI è in grado di riparare questi componenti molto rapidamente. Il tempo medio di riparazione MTTR si riduce considerevolmente.
Protezione automatica apertura/chiusura
L'asse Y puó spostarsi oltre l'area di inviluppo del pezzo. Questo permette di caricare agevolmente i pezzi con una gru.
A
B
Migliori prestazioni, Manutenzione
NMV5000 DCG NMV8000 DCG
A Corsa protezione apertura/ chiusura automatica 860 mm 1.170 mm
B Larghezza di apertura portello 926 mm 1.106 mm
● Nella foto: NMV5000 DCG● La macchina nell'immagine è provvista di volantino remotato a impulsi manuali come opzione.
I dispositivi sono collocati assieme a fianco dell'NMV5000 DCG e sul retro dell'NMV8000 DCG per una maggiore facilitá di manutenzione.
Disposizione centralizzata dei dispositivi

+120º
C200+160º
0º
-120º
C200
-180º
0º
01250 mm
350 mm
400
mm
R350
C50
500 mm
85 mm
85 mm
85 mm
85 mm
55 mm
55 mm
450
mm
850 mm
φ1,000 mm
01
C15
500 mm
φ630 mm40
0 m
m
【Dimensioni massime del pezzo】
250 kg
Capacità di carico del pallet
● C200 o superiore, necessario quando la rotazione dell'asse B è maggiore di ±120°.
● Per ulteriori dettagli, Vi invitiamo a contattare i nostri specialisti di prodotto. Per i dettagli del blocchetto di posizionamento (edge locater), si prega di far riferimento ai disegni delle dimensioni del pallet.
Asse B +120̊ー+160̊ Asse B –120̊ー–180̊
700 kg
Capacità di carico del pallet
38 sec.
Tempo di sostituzione
65 sec.
Tempo di sostituzione
400 mm×400 mm
Superficie di lavoro del pallet
630 mm×630 mm
Superficie di lavoro del pallet
Vista da sopra della macchina
● La foto mostra l'orientamento di un pezzo nella stazione set up.
■ APC <NMV5000 DCG>
■ APC/CPP/LPP <NMV8000 DCG>
■ CPP/LPP <NMV5000 DCG>
27
Sistemi di trasferimento
APC
APC a 2 stazioni del tipo a rotazione
APC a 5 stazioni del tipo a rotazione
Serie NMV vanta un'eccellente funzionalità, permettendo impostazioni agevoli e senza interferenze con le operazioni previste dalle specifiche standard; inoltre essa offre un ottimo accesso al mandrino e alla tavola anche in caso di specifiche APC.
Le specifiche di tornitura (opzionali) possono essere selezionate anche in presenza di APC o sistema pallet pool.
NMV5000 DCG
● Il sistema refrigerante a pioggia (opzionale) è indispensabile.● Per l'NMV8000 DCG sono disponibili come optional 2 e 4 pallet turn-type e APC con accesso laterale.● La macchina nell'immagine è provvista di volantino remotato a impulsi manuali come opzione.
Opzione

28
Equipaggiamenti periferici
■ Centraggio■ Misurazione
Sistema misurazione pezzo in macchina (sonda mandrino)
Z Z: Lunghezza utensile
Sonda di misura
Metrol
ZZ: Lunghezza
utensile
Sonda di misura
Renishaw
Sonda di misura
Renishaw
Sensore Ricevitore
Sonda di misura (trasmissione del segnale ottico)
È possibile aggiungere la funzione di impostazione pezzo
Sistema di misurazione utensile in macchina (tavola)
■ Misurazione lunghezza utensile■ Rilevamento rottura utensile
Sistema di misurazione utensile in macchina (tavola) <Tornitura>
Manuale
Possibilitá di impostazione punto zero e centraggio
È possibile aggiungere la funzione di impostazione pezzo Manuale
Permette compensazione lunghezza utensile
Renishaw
Automatico
Z Z: Lunghezza utensile
Sonda di misura
Renishaw
Automatico■ Misurazione lunghezza utensile■ Rilevamento rottura utensile
È possibile aggiungere la funzione di impostazione pezzo Manuale
Permette compensazione lunghezza e diametro utensile
Automatico
■ Misurazione lunghezza utensile■ Rilevamento rottura utensile
ManualePermette compensazione lunghezza e diametro utensile
Automatico Manuale Permette compensazione forma utensile
Dispositivo di raffreddamento del refrigerante (di tipo separato)
+
Sistema refrigerante attraverso il mandrino Il sistema refrigerante attraverso il mandrino elimina in modo efficace i trucioli, raffreddando la macchina e prolungando la durata degli utensili.
L’unità refrigerante genera molto calore in quanto scarica il refrigerante ad alta pressione. L’unità riduce la temperatura del refrigerante e impedisce l’incremento della temperatura del pezzo, degli utensili e del banco di lavoro, garantendo una lavorazione precisa. Si tratta di un’attrezzatura indispensabile quando si utilizza un refrigerante ad alta pressione. A richiesta, è disponibile un’unità con un riscaldatore.
Frigorifero refrigerante (di tipo separato)
Vasca refrigerante
CentraleLaterale Sistema refrigerante ad alta pressione (di tipo separato)
Sistema refrigerante ad alta pressione (Tipo con vasca
refrigerante in alto)
Equipaggiamento consigliato
● E' applicata la funzione del settaggio utensile.

29
Equipaggiamenti periferici
【Tavola】Ruotando la tavola i trucioli scendono direttamente nel convogliatore centrale.
【Refrigerante a pioggia】 Questo sistema impedisce la dispersione dei trucioli durante la lavorazione facendoli scivolare lentamente all’interno del sistema di lavaggio.
Ridotto consumo di lubrificante
Riduzione del consumo di elettricità
Utilizzare un bagno d’olio per l’unità ATC che consuma una quantità minore di olio lubrificante rispetto ai modelli convenzionali a gocciolamento.
【ATC con bagno d’olio】
【Funzione di illuminazione automatica della macchina】Se il pannello di comando non viene utilizzato per un certo periodo di tempo, la luce interna si spegne. Ciò contribuisce a risparmiare energia e allunga la vita delle luci della macchina.
【Funzione di spegnimento automatico】Se la tastiera non viene azionata per un determinato periodo di tempo e non è in funzione la modalità CN, il servomotore, il mandrino, la pompa del refrigerante e il trasportatrucioli vengono disattivati risparmiando così energia.
Utilizzare le guide a rulli senza olio per ridurre la quantità di olio lubrificante.
【Guide a rulli senza olio】
Convogliatore trucioli all’esterno della macchina
Dimensioni approssimative dei trucioli
Corto: trucioli inferiori a 50 mm, blocchi di trucioli inferiori a φ40 mm
Lungo: dimensioni dei trucioli superiori a quelle indicate sopra
● La tabella mostra le opzioni generali in caso di utilizzo del refrigerante. Potrebbero essere necessarie variazioni se non si utilizza un liquido refrigerante, oppure in funzione delle quantità di refrigerante utilizzato, della compatibilità con le macchine o delle specifiche richieste.
● Si consiglia di scegliere un convogliatore adatto alle dimensioni dei trucioli. In caso di lavorazione di materiali particolari o resistenti al taglio (durezza del truciolo maggiore o uguale a 45 HRC), vi invitiamo a consultare i nostri specialisti di prodotto.
● Sono disponibili diverse opzioni per trucioli di forma e materiale diverso. Per ulteriori dettagli, vi invitiamo a contattare i nostri specialisti di prodotto.
Progetto eco-compatibile
Smaltimento trucioli
Macchina convenzionale NMV5000 DCG
Rispetto a una macchina tradizionale 11,87 mL/h 6,08 mL/h
Consumo di olio lubrificante all’ora
Circa 1/2Rispetto a una macchina tradizionale
Raccoglitrucioli (opzione)
Specifiche disponibili
Materiale del pezzo e dimensioni del truciolo ◎: Ottimale ○: Adatto ×: Non adatto
Acciaio Ghisa Alluminio, metallo non ferroso
Lungo Corto Polvere Corto Lungo Corto Polvere
Tipo a cerniera + Filtro a tamburo ○ ○ ○ ○ ○ ○ ○
Tipo raschiante + Filtro a tamburo ×○
Utilizzare un filtro in acciaio
○ ○ × ○ ○
Tipo raschiante con magnete + Filtro a tamburo × ◎ ◎ ◎ × × ×
Schermata impostazioni risparmio energetico
Opzione

30
per centri di lavoro
MAPPS Ⅳ
MAPPS: Mori Advanced Programming Production System
● Pannello operatore a 19 pollici
Sistema operativo ad elevate prestazioni studiato per una maggiore semplicità di utilizzo, una combinazione del migliore hardware disponibile con un sistema molto avanzato di applicazioni e network.
Pulsanti software verticali
Tastiera
Sul lato destro e sinistro dello schermo vi sono dei tasti funzione software verticali. Questi tasti possono essere usati come pulsanti opzionali o come pulsanti di collegamento rapido a cui si possono assegnare le funzioni usate più spesso oppure il richiamo alle videate desiderate.
La tastiera tipo PC è standard e permette di inserire dati più facilmente. La tastiera con i tasti convenzionali è disponibile come opzione.
Operatività eccezionale
Sistema operativo ad elevate prestazioni
▶ Eccezionale operatività, grazie all’aggiornamento dell’hardware
▶ �Funzioni all’avanguardia, per rendere più facile l’impostazione e la manutenzione
▶ Sullo schermo è possibile effettuare vari tipi di monitoraggio, incluso il monitoraggio interno (opzione)
▶ In caso di problema, il servizio di assistenza remoto DMG MORI lo risolve tranquillamente MORI-NET Global Edition Advance OP
Telecamera di ripresa punto fisso incorporata della macchina
Le immagini riprese dalle telecamere installate internamente/esternamente alla macchina possono essere visualizzate sullo schermo di programmazione. Questa funzione è utile per la manutenzione.
Esempi di posizioni della telecamera・ �Interno macchina
(verifica lavorazione)
・ �Magazzino utensili (verifica utensili lavoro)
・ �Raccogli trucioli (verifica accumulo trucioli)
Richiesta di contattoOP
Migliorata l’efficienza di lavorazione
Funzione anticollisione in 3D
● �La funzione di prevenzione delle collisioni in 3D verifica in modo accurato la presenza di interferenze, purché il modello in 3D corrisponda esattamente all’effettiva configurazione di mandrini, tavole, utensili, pezzi e attrezzature.
● �Un progetto dedicato è richiesto per forme speciali. Per maggiori dettagli, vedere la sezione “funzione anti-collisione 3D” nelle specifiche NC dell’unità di controllo.
● �Una simulazione di lavoro che mostra la rimozione del materiale durante il processo di lavorazione, non può essere visualizzato durante l’utilizzo del controllo interferenze 3D.
Funzioni per lavorazione meccanica multi-asse
Visualizzazione dei files e funzione MemoSi possono visualizzare sul MAPPS i dati necessari per il set up, cosi come le istruzioni operative, i dati dei disegni e i dati del testo. I dati di testo sono modificabili.
La semplicità di installazione è stata migliorata
Tipi di file visualizzabili
Funzione di supporto allarmeQuando si verifica un allarme, MAPPS identifica la causa del problema e fornisce la soluzione.
La semplicità di manutenzione è stata migliorata
・ PDF ・��TXT (modificabile)
・ �Sono disponibili tutti i file che possono essere visualizzati tramite Internet Explorer
Controlla per le interferenze in 3D di mandrini, tavole, utensili e attrezzature. Quando viene rilevata un’interferenza, la macchina si arresta, sia in modalità automatica che manuale, garantendo così la massima protezione dal rischio di collisioni.
Le collisioni possono essere evitate non solo durante l’esecuzione del programma
ma anche durante la preparazione.
Interferenza rilevata
La macchina si ferma automaticamente
NMV_IC07V_FORM.indd 1 2018/03/01 10:17

31
OpzioneOP
● Le foto potrebbero differire dal prodotto reale.● I dati relativi a questo schermo sono aggiornati al mese di Gennaio 2018.
Sistema applicativo
MORI-APM sono sistemi applicativi che vi permettono di creare facilmente programmi di lavorazione meccanica dal vostro PC.
OP
Sistema di programmazione automatica MORI per centri di lavoro
1. Programmazione semplificata
[Programmazione conversazionale automatica]Semplice procedura di funzionamento. È sufficiente immettere i profili dei prodotti seguendo le istruzioni sullo schermo.
2. Riduce il tempo diprogrammazione
[Supporta programmazioni complesse]Basta immettere i dati della forma da lavorare utilizzando la programmazione automatica i n t e r a t t i v a e l a macch ina se l e z i ona automaticamente gli utensili necessari e le condizioni di taglio.
3. Riduce i costi
[Compatibilità con la funzione conversazionale MAPPS]
Con MAPPS è possibile convertire programmi conversazionali preparati in programmi CN. Su MAPPS è inoltre possibile modificare le condizioni di taglio.
■ Forma a isola, cavità aperta OP
■ Inserimento profilo
■ Funzione di importazione DXF OP
■ Funzione visualizzazione elenco
■ MORI-POST modalità avanzata OP
Questa funzione permette all’utilizzatore di creare facilmente dei programmi seguendo le pagine guidate sello schermo. Gran parte del processo di programmazione può essere semplificato grazie all’immissione con i tasti, necessaria in misura minima anche per le forme più complesse.
Programmazione conversazionale automatica
■ Menu di lavorazione meccanica
NMV_IC07V_FORM.indd 2 2018/03/01 10:17
Opzione

32
MAPPS ⅣMAPPS Ⅳ
Questa è una applicazione che vi permette di operare a distanza e di visualizzare le schermate del MAPPS sul vostro computer in ufficio.
Questo permette il trasferimento ad alta velocità dei programmi tra il vostro ufficio e la macchina, riducendo i tempi morti di preparazione alla lavorazione.
La linea completa dei software DMG MORI
Per offrire ai nostri clienti tempi di produzione globali più brevi
Applicazione del sistema di rete che consente di ottenere una condivisione rapida delle informazioni ed una maggiore efficienza nella produzione.
Manutenzione remota/Servizio di monitoraggio operazioni macchina
Sistema di monitoraggio del funzionamento della macchina
Applicazione per la trasmissione dei dati Sistema di esplorazione e controllo remoto della schermata MAPPS
【Azienda】
【Azienda】
Ricezione e-mail di notifica
Visualizzazione del rapporto dello stato operativo
Ricezione e-mail di notifica
【Centro Assistenza DMG MORI】
【Server aziendale】
Server
● Assistenza di manutenzione remota eseguita dal Centro Assistenza DMG MORI
● Collegamento di rete Internet, di grande capacità, ad alta velocità (max. 1 Gbps)
● Non è richiesta l’installazione di alcun server ― riduzione dei costi iniziali
● Download di diversi dati dal server situato presso DMG MORI
● Sistema di rete all’interno della società
● Fino a di 30 macchine possono essere connesse ad un server
● Lo stato operativo della vostra macchina può essere gestito centralmente in tempo reale
■ Caratteristiche
■ Caratteristiche
【Ufficio】
【Fuori dall’ufficio】
【Fuori dall’ufficio】
Ricezione diagnosi remota
Scarico dei dati
Scarico dei dati
Invio notifica allarme
Hub
OP
OP
Memorizzazione del rapporto dello stato operativo
Invio notifica allarme
【Ufficio】
■ Supporto allarmi a distanza
Quando si verifica un allarme, è possibile inviarne la notifica al Centro Assistenza DMG MORI, semplicemente premendo il pulsante “Invia e-mail” sul MAPPS. Il personale DMG MORI, a distanza, verificherà la causa del problema e rapidamente fornirà una soluzione per il ripristino della macchina.
【Azienda】 【Azienda】【Centro Assistenza DMG MORI】
① Una e-mail con la descrizione dei dettagli dell’allarme viene inviata al Centro Assistenza dal MAPPS.
② Diagnostica a distanza della causa del problema.
③ Fornisce appropriate soluzioni ai problemi attraverso diagnosi a distanza, consegna dei pezzi di ricambio ed invio del personale di assistenza.
Problema! Ripristino
Ricevuto l’allarme il Centro Assistenza contatterà telefonicamente il cliente.(L’invio dell’allarme può essere impostato su Automatico o Manuale)
Se il ripristino a distanza non è possibile, il personale di assistenza interverrà velocemente presso il cliente.
● �Questo servizio potrebbe non essere disponibile in alcune aree. Vi invitiamo a contattare i nostri specialisti di prodotto.
Memorizzazione del rapportodello stato operativo
Gestione della diagnosi remota
Visualizzazione del rapporto dello stato operativo
Ricezione e-mail di notifica
Sistema di rete applicativo
【Internet】 【LAN】
Router
[Caratteristiche standard]
Hub
MORI-NET, MORI-SERVER, MORI-MONITOR, DMG MORI MESSENGER
OP
NETWORK_I01.indd 1 2018/03/01 10:14
La nuova proposta di DMG MORI, ACT, è progettata per rafforzare i collegamenti fra le macchine utensili e le attrezzature periferiche, standardizzando la comunicazione ed il software dell’intero sistema. Con ACT, si semplificano i cablaggi e si risparmia manodopera.
Questa rete industriale utilizza Ethernet (TCP/IP) standard per offrire una connessione affidabile ad alta velocità. Le connessioni semplici Plug and Play, rese disponibili proprio per la connessione ad un HUB via MAPPS, permettono una semplice costruzione del sistema.��L’uso di cavi standard inoltre contribuisce a ridurre i costi.
MTConnect è un nuovo protocollo di comunicazione che offre un’interfaccia aperta, basato su XML (Extensible Markup Language), presentato da AMT (Association for Manufacturing Technology) nel 2008. Questa interfaccia consente la costruzione di un sistema per monitorare lo stato operativo delle macchine.
Advanced Communication Technology
MAPPS EtherNet/IP I/F
MAPPS MTConnect I/F
Advanced Communication Technology (ACT) collega la macchina utensile e i dispositivi periferici
■ �Costruzione semplice del sistema■ �Collegamento con dispositivi già
esistenti■ �Dispositivi economici
È possibile verificare lo storico di funzionamento sulla schermata del grafico Gantt.
● �Utilizzando i cavi standard LAN, i collegamenti tra una macchina e le attrezzature periferiche diventano semplici
● �Grazie alla versatilità aumentata, le attrezzature periferiche possono essere utilizzate anche quando le macchine utensili vengono sostituite con delle nuove
● �L’affidabilità è aumentata in modo significativo riducendo il numero dei cavi I/O
● �Con la comunicazione aperta tramite interfaccia è possibile accedere al sistema aziendale
● �In questo modo è possibile costruire un sistema per monitorare lo stato operativo delle macchine via Internet
■ Caratteristiche
■ Caratteristiche
■ Esempio di sistema
Lo stato di funzionamento può essere verificato in tempo reale.
Le macchine vengono visualizzate contemporaneamente, consentendo di richiamare la macchina che si desidera controllare.
■ Esempi di applicazione
Rete industriale per il controllo dell’attrezzatura periferica
Interfaccia di comunicazione per il monitoraggio del funzionamento della macchina
● �Il cliente deve preparare il server e l’applicazione.● �Per quanto riguarda l’introduzione a MTConnect, è richiesta una consultazione separata.
OP
OpzioneOP
【Internet】 【LAN】
Altri dispositivi
Dispositivi di misura Presetter utensile
Macchina
Hub
Robot
Adattatore 1
ServerAdattatore 2
Adattatore 3
Fuori dall’ufficio
Ufficio
Altro terminaleAgente 1
Agente 2
Applicazione
Router
NETWORK_I01.indd 2 2018/03/01 10:14NMV_IC07V_FORM.indd 3 2018/03/01 10:17

33
Opzione
MAPPS Ⅳ
Questa è una applicazione che vi permette di operare a distanza e di visualizzare le schermate del MAPPS sul vostro computer in ufficio.
Questo permette il trasferimento ad alta velocità dei programmi tra il vostro ufficio e la macchina, riducendo i tempi morti di preparazione alla lavorazione.
La linea completa dei software DMG MORI
Per offrire ai nostri clienti tempi di produzione globali più brevi
Applicazione del sistema di rete che consente di ottenere una condivisione rapida delle informazioni ed una maggiore efficienza nella produzione.
Manutenzione remota/Servizio di monitoraggio operazioni macchina
Sistema di monitoraggio del funzionamento della macchina
Applicazione per la trasmissione dei dati Sistema di esplorazione e controllo remoto della schermata MAPPS
【Azienda】
【Azienda】
Ricezione e-mail di notifica
Visualizzazione del rapporto dello stato operativo
Ricezione e-mail di notifica
【Centro Assistenza DMG MORI】
【Server aziendale】
Server
● Assistenza di manutenzione remota eseguita dal Centro Assistenza DMG MORI
● Collegamento di rete Internet, di grande capacità, ad alta velocità (max. 1 Gbps)
● Non è richiesta l’installazione di alcun server ― riduzione dei costi iniziali
● Download di diversi dati dal server situato presso DMG MORI
● Sistema di rete all’interno della società
● Fino a di 30 macchine possono essere connesse ad un server
● Lo stato operativo della vostra macchina può essere gestito centralmente in tempo reale
■ Caratteristiche
■ Caratteristiche
【Ufficio】
【Fuori dall’ufficio】
【Fuori dall’ufficio】
Ricezione diagnosi remota
Scarico dei dati
Scarico dei dati
Invio notifica allarme
Hub
OP
OP
Memorizzazione del rapporto dello stato operativo
Invio notifica allarme
【Ufficio】
■ Supporto allarmi a distanza
Quando si verifica un allarme, è possibile inviarne la notifica al Centro Assistenza DMG MORI, semplicemente premendo il pulsante “Invia e-mail” sul MAPPS. Il personale DMG MORI, a distanza, verificherà la causa del problema e rapidamente fornirà una soluzione per il ripristino della macchina.
【Azienda】 【Azienda】【Centro Assistenza DMG MORI】
① Una e-mail con la descrizione dei dettagli dell’allarme viene inviata al Centro Assistenza dal MAPPS.
② Diagnostica a distanza della causa del problema.
③ Fornisce appropriate soluzioni ai problemi attraverso diagnosi a distanza, consegna dei pezzi di ricambio ed invio del personale di assistenza.
Problema! Ripristino
Ricevuto l’allarme il Centro Assistenza contatterà telefonicamente il cliente.(L’invio dell’allarme può essere impostato su Automatico o Manuale)
Se il ripristino a distanza non è possibile, il personale di assistenza interverrà velocemente presso il cliente.
● �Questo servizio potrebbe non essere disponibile in alcune aree. Vi invitiamo a contattare i nostri specialisti di prodotto.
Memorizzazione del rapportodello stato operativo
Gestione della diagnosi remota
Visualizzazione del rapporto dello stato operativo
Ricezione e-mail di notifica
Sistema di rete applicativo
【Internet】 【LAN】
Router
[Caratteristiche standard]
Hub
MORI-NET, MORI-SERVER, MORI-MONITOR, DMG MORI MESSENGER
OP
NETWORK_I01.indd 1 2018/03/01 10:14
La nuova proposta di DMG MORI, ACT, è progettata per rafforzare i collegamenti fra le macchine utensili e le attrezzature periferiche, standardizzando la comunicazione ed il software dell’intero sistema. Con ACT, si semplificano i cablaggi e si risparmia manodopera.
Questa rete industriale utilizza Ethernet (TCP/IP) standard per offrire una connessione affidabile ad alta velocità. Le connessioni semplici Plug and Play, rese disponibili proprio per la connessione ad un HUB via MAPPS, permettono una semplice costruzione del sistema.��L’uso di cavi standard inoltre contribuisce a ridurre i costi.
MTConnect è un nuovo protocollo di comunicazione che offre un’interfaccia aperta, basato su XML (Extensible Markup Language), presentato da AMT (Association for Manufacturing Technology) nel 2008. Questa interfaccia consente la costruzione di un sistema per monitorare lo stato operativo delle macchine.
Advanced Communication Technology
MAPPS EtherNet/IP I/F
MAPPS MTConnect I/F
Advanced Communication Technology (ACT) collega la macchina utensile e i dispositivi periferici
■ �Costruzione semplice del sistema■ �Collegamento con dispositivi già
esistenti■ �Dispositivi economici
È possibile verificare lo storico di funzionamento sulla schermata del grafico Gantt.
● �Utilizzando i cavi standard LAN, i collegamenti tra una macchina e le attrezzature periferiche diventano semplici
● �Grazie alla versatilità aumentata, le attrezzature periferiche possono essere utilizzate anche quando le macchine utensili vengono sostituite con delle nuove
● �L’affidabilità è aumentata in modo significativo riducendo il numero dei cavi I/O
● �Con la comunicazione aperta tramite interfaccia è possibile accedere al sistema aziendale
● �In questo modo è possibile costruire un sistema per monitorare lo stato operativo delle macchine via Internet
■ Caratteristiche
■ Caratteristiche
■ Esempio di sistema
Lo stato di funzionamento può essere verificato in tempo reale.
Le macchine vengono visualizzate contemporaneamente, consentendo di richiamare la macchina che si desidera controllare.
■ Esempi di applicazione
Rete industriale per il controllo dell’attrezzatura periferica
Interfaccia di comunicazione per il monitoraggio del funzionamento della macchina
● �Il cliente deve preparare il server e l’applicazione.● �Per quanto riguarda l’introduzione a MTConnect, è richiesta una consultazione separata.
OP
OpzioneOP
【Internet】 【LAN】
Altri dispositivi
Dispositivi di misura Presetter utensile
Macchina
Hub
Robot
Adattatore 1
ServerAdattatore 2
Adattatore 3
Fuori dall’ufficio
Ufficio
Altro terminaleAgente 1
Agente 2
Applicazione
Router
NETWORK_I01.indd 2 2018/03/01 10:14
OpzioneOP
NMV_IC07V_FORM.indd 4 2018/03/01 10:17

CNMV5000 DCG: 3949NMV8000 DCG: 4993
Convogliatore di trucioli (Standard EN) <Opzione>
D
A
B
A
NMV5000 DCG: 3949NMV8000 DCG: 4993
NMV5000 DCG: 2000NMV8000 DCG: 3000
Spazio per la rimozione delconvogliatore trucioli
635
723 372Armadio elettrico per tornitura*
Regrigerante per tornitura*
643
C
NMV5
000
DCG:
326
4 (a
l mom
ento
del
la s
pedi
zione
: 317
5,5)
(Spe
dizio
ne c
on s
ervo
mot
ore
asse
Z s
mon
tato
: 293
0)NM
V800
0 DC
G: 3
768
(al m
omen
to d
ella
spe
dizio
ne: 3
377
<sen
za ri
ga o
ttica
>, 3
541,
5 <c
on ri
ga o
ttica
>)
Alte
zza
dal p
avim
ento
alla
sup
erfic
ie s
uper
iore
del
tavo
laN
MV5
000
DCG
: 870
NM
V800
0 D
CG/4
0: 1
100
NM
V800
0 D
CG/ 5
0: 1
100
CNMV5000 DCG: 3949NMV8000 DCG: 4993
Convogliatore di trucioli (Standard EN) <Opzione>
D
A
B
A
NMV5000 DCG: 3949NMV8000 DCG: 4993
NMV5000 DCG: 2000NMV8000 DCG: 3000
Spazio per la rimozione delconvogliatore trucioli
635
723 372Armadio elettrico per tornitura*
Regrigerante per tornitura*
643
C
NMV5
000
DCG:
326
4 (a
l mom
ento
del
la s
pedi
zione
: 317
5,5)
(Spe
dizio
ne c
on s
ervo
mot
ore
asse
Z s
mon
tato
: 293
0)NM
V800
0 DC
G: 3
768
(al m
omen
to d
ella
spe
dizio
ne: 3
377
<sen
za ri
ga o
ttica
>, 3
541,
5 <c
on ri
ga o
ttica
>)
Alte
zza
dal p
avim
ento
alla
sup
erfic
ie s
uper
iore
del
tavo
laN
MV5
000
DCG
: 870
NM
V800
0 D
CG/4
0: 1
100
NM
V800
0 D
CG/ 5
0: 1
100
Q55085B08Q55120A12Q55132A13
CNMV5000 DCG: 3949NMV8000 DCG: 4993
Convogliatore di trucioli (Standard EN) <Opzione>
D
A
B
ANMV5000 DCG: 3949NMV8000 DCG: 4993
NMV5000 DCG: 2000NMV8000 DCG: 3000
Spazio per la rimozione delconvogliatore trucioli
635
723 372Armadio elettrico per tornitura*
Regrigerante per tornitura*
643
C
NMV5
000
DCG:
326
4 (a
l mom
ento
del
la s
pedi
zione
: 317
5,5)
(Spe
dizio
ne c
on s
ervo
mot
ore
asse
Z s
mon
tato
: 293
0)NM
V800
0 DC
G: 3
768
(al m
omen
to d
ella
spe
dizio
ne: 3
377
<sen
za ri
ga o
ttica
>, 3
541,
5 <c
on ri
ga o
ttica
>)
Alte
zza
dal p
avim
ento
alla
sup
erfic
ie s
uper
iore
del
tavo
laN
MV5
000
DCG
: 870
NM
V800
0 D
CG/4
0: 1
100
NM
V800
0 D
CG/ 5
0: 1
100
34
Vista generale
(mm)Vista dall’alto
Vista frontale Vista laterale
* Per le specifiche di tornitura (opzionali), armadio elettrico e refrigerante sono inclusi. (Le dimensioni sopra sono riferite al modello NMV5000 DCG)
Tipo a cerniera + Filtro a tamburo (Opzione) Tipo raschiante + Filtro a tamburo (Opzione)Tipo raschiante con magnete + Filtro a tamburo (Opzione)
C (Profondità)NMV5000 DCG (mm) 4.453 4.354
NMV8000 DCG (mm) 5.168 5.011
D (Altezza di scarico)NMV5000 DCG (mm) 1.017 820
NMV8000 DCG (mm) 1.017 811
240 utensili (Opzione) 300 utensili (Opzione) 320 utensili (Opzione)
A (Larghezza) NMV5000 DCG (mm) 3.304 4.239 3.304
B (Profondità) NMV5000 DCG (mm) 5.589 3.553 6.639
31 utensili 61 utensili (Opzione) 91 utensili (Opzione) 121 utensili (Opzione) 181 utensili (Opzione)
A (Larghezza)
NMV5000 DCG (mm) 2.773 3.263
NMV8000 DCG/40 (mm) 3.346 3.836
NMV8000 DCG/50 (mm) 3.606 4.356 -
B (Profondità)
NMV5000 DCG (mm) 2.686 3.817 5.246 3.817 5.246
NMV8000 DCG/40 (mm) 3.563 4.123 5.552 4.123 5.552
NMV8000 DCG/50 (mm) 3.563 5.015 -
Capacità magazzino utensili (Tipo a catena)
Capacità magazzino utensili (Tipo a incastellatura)
Convogliatore trucioli

35
1,8±0,05
φ15
+0,
025
0
φ6
20
18 H
8 (+
0,02
7 0
)
235±
0,1
7580
8080
8075
235±
0,1
470
P.C.
D. 1
10
P.C.
D. 6
0
φ80
φ50
23
58 20 51
Tavola
Coperchio dell’asse rotante
23
14 9
10
+2 0
+2
0
φ75
+0,
03
0 +0,
025
0
φ90
0 -0,0
54
Lato operatore (Asse B 0°)
C
A
C
22,5˚22,5˚
φ500
30˚30˚
Specifiche cave a T
30˚
30˚
P.C.D.235 P.C.D. 6
0
P.C.D. 110
C
B
Coperchio dell’asse rotante
A
BC
Lato operatore (Asse B 0°)
Specifiche cave a T
+0,
03
0
+0,
025
0
+0.
06 0
B
B
A
A
60˚ 60˚ P.C.D. 11
0
32
150
125
125
125
125
150
φ80
0 (D
imen
sion
i del
la ta
vola
)
**
60°
60°60°
60°
Porta attrezzature (6 punti)
Porta attrezzature (6 punti)
Porta attrezzature (6 punti) PT1/8 Profonditá 14P-12 O-ring
Porta attrezzature (6 punti) PT1/8 Profonditá 14P-11 O-ring
12
φ16
1,8±0,05
φ6,
8
G-45 O-ring
G-45 O-ring
φ55
P.C.
D. 1
10
φ50
Tavola42 87
78
+0,5 0
*14 H8 +0.027 0 applicabile solo per la guida a T di riferimento collocata al centro.
Per le altre:14 H12 +0.18 0
*18 H8 +0.027 0 applicabile solo per la guida a T di riferimento collocata al centro.
Per le altre:18 H12 +0.18 0
14 H
8 (+
0.02
7 0
)
**
Dimensioni tavola
(mm)NMV5000 DCG
NMV8000 DCG (mm)
● La concentricità del foro centrale della tavola rispetto al centro di rotazione dell'asse C non è garantita. Se la concentricità è necessaria, consultare il nostro rappresentante di vendita.● Non togliere il tappo dell'asse di rotazione dal foro centrale della tavola quando si usa la macchina. Se il tappo viene rimosso, i trucioli e il refrigerante possono entrare nella tavola danneggiando la macchina.
● La concentricità del foro centrale della tavola rispetto al centro di rotazione dell'asse C non è garantita. Se la concentricità è necessaria, consultare il nostro rappresentante di vendita.● Non togliere il tappo dell'asse di rotazione dal foro centrale della tavola quando si usa la macchina. Se il tappo viene rimosso, i trucioli e il refrigerante possono entrare nella tavola danneggiando la macchina.
Q55088A05
Q55124B05

36
B
B
118°
φ15
0,5
D
D
Foro della vite a brugola per il fissaggio laterale del pezzo (Sezione incrociata B-B o C-C, 3 punti, S=1/1)
φ18
φ26
30
14,5
φ14
11
Sezione incrociata B-B o C-C Foro della vite a brugola per il fissaggio laterale del pezzo
φ20CC
400
P2 P2
P1 P1
18
P1P1
P2P2
1840
0
A A
5050
25
18
20,5 57
36 41,5
36 21
3641
,5
18
100 100
55 55
Sezione A-A Foro filettato per il bloccaggio del pezzo
L
35
M
Foro filettato per il bloccaggio del pezzo (Sezione D-D, 24 punti)
118°
55
55
630
740
630
Fronte macchina
P2 P2
P1 P1
60°
P1
P1
P2
P2
B
B
C C
100
100
315±
0,01
30
470
53°
20
18
18 18 36 54
56 68 33
54
14
36
18
315±0,01 25 30
15 65
54
M
L
B
B
118°
φ15
0,5
D
D
Foro della vite a brugola per il fissaggio laterale del pezzo (Sezione incrociata B-B o C-C, 3 punti, S=1/1)
φ18
φ26
30
14,5
φ14
11
Sezione incrociata B-B o C-C Foro della vite a brugola per il fissaggio laterale del pezzo
φ20CC
400
P2 P2
P1 P1
18
P1P1
P2P2
1840
0
A A
5050
25
18
20,5 57
36 41,5
36 21
3641
,5
18
100 100
55 55
Sezione A-A Foro filettato per il bloccaggio del pezzo
L
35
M
Foro filettato per il bloccaggio del pezzo (Sezione D-D, 24 punti)
118°
55
55
630
740
630
Fronte macchina
P2 P2
P1 P1
60°
P1
P1
P2
P2
B
B
C C
100
100
315±
0,01
30
470
53°
20
18
18 18 36 54
56 68 33
54
14
36
18
315±0,01 25 30
15 65
54
M L
Dimensioni pallet
(mm)
Q55114A07
Q55136A05
NMV5000 DCG
NMV8000 DCG (mm)
Pallet M L P1 P2
mm M12 24 80 160
Pallet M L P1 P2
mm M16 30 125 250
● Vi invitiamo a contattare i nostri specialisti di prodotto per dettagli in merito alla concentricità.
● Vi invitiamo a contattare i nostri specialisti di prodotto per dettagli in merito alla concentricità.

37
Dimensioni del gambo BT40
Standard MAS CAT DIN HSK-A63
A Lunghezza max. utensile (mm) 300
B Diametro max. utensile (con utensili adiacenti) (mm) 90/70 (Specifiche del magazzino utensili a rack da 300 posti)
B Diametro max. utensile (senza utensili adiacenti) (mm) 125
C Capacità utensile (min.) (mm) 35 42
D Capacità utensile (max.) (mm) 63 44 50 53
Peso max. utensile (kg) 8
Momento del peso massimo utensile (dalla linea di riferimento del mandrino) (N·m) 11
φB
A
C
φD
Linea di iferimento
Limitazioni utensile
(mm)NMV5000 DCG
Dimensioni del gambo BT40
Standard MAS CAT DIN HSK-A63
A Lunghezza max. utensile (mm) 450
B Diametro max. utensile (con utensili adiacenti) (mm) 90
B Diametro max. utensile (senza utensili adiacenti) (mm) 145
C Capacità utensile (min.) (mm) 35 42
D Capacità utensile (max.) (mm) 63 44 50 53
Peso max. utensile (kg) 8
Momento del peso massimo utensile (dalla linea di riferimento del mandrino) (N·m) 18,5
Q81092A04
NMV8000 DCG/40 (mm)
φB
A
C
φD
Linea di iferimento
Dimensioni del gambo BT50
Standard MAS CAT DIN HSK-A100
A Lunghezza max. utensile (mm) 450
B Diametro max. utensile (con utensili adiacenti) (mm) 120
B Diametro max. utensile (senza utensili adiacenti) (mm) 240
C Capacità utensile (min.) (mm) 48
D Capacità utensile (max.) (mm) 100 70 80 85
Peso max. utensile (kg) 20
Momento del peso massimo utensile (dalla linea di riferimento del mandrino) (N·m) 46,5
φB
A
C
55
φD
φ13
0
Linea di riferimento
Q81092A04
NMV8000 DCG/50 (mm)
● Un utensile con un momento (N·m) della sua massa maggiore di quello massimo consentito, può causare problemi durante operazioni di cambio utensile automatico (CUA), anche se si soddisfano le altre condizioni di peso e dimensione utensile.
Q81087A04
● Se la macchina è equipaggiata con un magazzino utensili a rack da 300 posti, non è possibile stoccare alcun utensile accanto agli utensili rotanti.● Se nella colonna 10 viene stoccato un utensile con un O.D. superiore a 70 mm, non si possono stoccare utensili accanto ad esso.● La tasca n. 300 è una tasca di attesa. Non stoccare alcun utensile.

38
Disegni del sistema di attrezzaggio (Utensili per specifiche di tornitura)
Supporto per tornitura D.E. (sinistrorso)BT40: T0A025HSK-A63 : T00266 (indicato per HSK)
Supporto per tornitura D.E. (destrorso)BT40: T00260HSK-A63 : T00262 (indicato per HSK)
Supporto per tornitura D.E. (destrorso lungo)BT40: T00261HSK-A63 : T00263 (indicato per HSK)
Portautensile per tornitura (Incluso stelo utensile)
Lavorazione diametro esterno e sfacciatura
Utensili da taglio (sinistrorso)25 mm × 25 mm
Lavorazione diametro esterno e sfacciatura
Utensili da taglio (destrorso)25 mm × 25 mm
Lavorazione D.I.Barenoφ32 mm
Utensili da taglio personalizzati
Lavorazione diametro esternoUtensile per troncatura
Lavorazione D.I.Bareno
φ25 mm o inferiore
Utensili per tornitura
Bussole porta bareno
φ25 mmF0B373
φ20 mmF0B374
φ16 mmF0B375
φ12 mmF0B376
φ10 mmF0B377
φ8 mmF0B378
Sede per chiavetta Sede per chiavetta
Supporto per tornitura D.I. (destrorso)BT40 : T0A026HSK-A63 : T11022 (indicato per HSK)
Supporto per tornitura D.I. (destrorso lungo)BT40 : T11020HSK-A63 : T11021 (indicato per HSK)
Portautensile per troncatura(per utensili a lama)BT40 : T0A027HSK-A63 : T00264 (indicato per HSK)
Supporto pezzo grezzoBT40 : T13031HSK-A63 : T13143 (indicato per HSK)
Chiavetta
Adattatore CAPTO C4BT40: T11034HSK-A63: T11044(indicato per HSK)
Adattatore CAPTO C5BT40: T11035HSK-A63: T11045(indicato per HSK)
Adattatore CAPTO C6BT40: T11054HSK-A63: T11056(indicato per HSK)
47 mm 50 mm 70 mm124 mm 124 mm 159 mm
103 mm
62 mm
125 mm90 mm
φ100 mm131 mm
90 mm
138 mm
φ32 mm φ32 mm
【Specifiche BT40】 【Specifiche HSK-A63】
NMV5000 DCGNMV8000 DCG/40
● Se si seleziona la specifica Tornitura, il sistema di refrigerazione attraverso il mandrino è solo di tipo attraverso il centro. Si prega di notare che per inserire utensili di tornitura, sono necessari portautensili BT o HSK (a doppio contatto) a seconda delle specifiche della macchina.
Q81089B04

39
Disegni del sistema di attrezzaggio (Utensili per specifiche di tornitura)
Supporto per tornitura D.E. (sinistrorso)BT50: T00375HSK-A100: T00403 (indicato per HSK)
Supporto per tornitura D.E. (destrorso)BT50: T00380HSK-A100: T00399 (indicato per HSK)
Adattatore CAPTO C5BT50: T11036HSK-A100: T11046 (indicato per HSK)
Adattatore CAPTO C6BT50: T11037HSK-A100: T11047 (indicato per HSK)
Supporto per tornitura D.I. (destrorso)BT50: T11032HSK-A100: T11040 (indicato per HSK)
Supporto per tornitura D.I. (destrorso lungo)BT50: T11033HSK-A100: T11042 (indicato per HSK)
Supporto pezzo grezzoBT50: T13148HSK-A100: T13150 (indicato per HSK)
Portautensile per tornitura (Incluso stelo utensile)
Lavorazione diametro esterno e sfacciatura
Utensili da taglio (sinistrorso)32 mm × 32 mm
Lavorazione diametro esterno e sfacciatura
Utensili da taglio (destrorso)32 mm × 32 mm
Lavorazione D.I.Barenoφ40 mm
Utensili da tagliopersonalizzati
Lavorazione D.I.Bareno
φ32 o più piccolo
Utensili per tornitura
Bussole porta bareno
φ32 mmF54255
φ8 mmF56493
φ12 mmF56491
φ20 mmF54257
φ25 mmF54256
φ16 mmF54258
φ10 mmF56492
Chiavetta
Portautensile per troncatura(per utensili a lama)BT50: T00410HSK-A100: T00411 (indicato per HSK)
Adattatore CAPTO C6BT50: T11055HSK-A100: T11057 (indicato per HSK)
Lavorazione diametro esternoUtensile per troncatura
70 mm145 mm 145 mm 60 mm 65 mm
145 mm
80 mm φ40 mm
225 mm160 mm
φ40 mm 128 mm90 mm φ80 mm
158 mm
Sede per chiavetta Sede per chiavetta
NMV8000 DCG/50
● Se si seleziona la specifica Tornitura, il sistema di refrigerazione attraverso il mandrino è solo di tipo attraverso il centro. Si prega di notare che per inserire utensili di tornitura, sono necessari portautensili BT o HSK (a doppio contatto) a seconda delle specifiche della macchina.
Q81104A06
【Specifiche BT50】 【Specifiche HSK-A100】

40
Bassa velocitá C=118 N・m (25%ED)Bassa velocitá C=98 N・m (15 min)
Alta velocitáC=42 N・m (15 min)
Alta velocitáC=22 N・m (cont)
Bassa velocitá C=80 N・m (cont)
Bassa velocitá 18,5 kW (25%ED)
Bassa velocitá 18,5 kW (15 min)Alta velocitá22 kW (15 min)
Alta velocitá 11 kW (cont)
Bassa velocitá11 kW (cont)
4000 (Punto commutazione avvolgimento)
1320
4750
1500
5
10
15
40 400
200
50
20
Velocità mandrino (min-1)
Copp
ia (N
·m)
Pote
nza
(kW
)
100 1000 5000 10000 20000 1800
Bassa velocitáC=105 N·m (15 min)
Bassa velocitáC=95 N·m (cont)
Alta velocitáC=29,4 N·m (30 min)
Alta velocitáC=24 N·m (cont)
Alta velocitá 18,5 kW (30 min)
Alta velocitá 15 kW (cont)
Bassa velocitá18,5 kW (15 min)
Bassa velocitá15 kW (cont)
1500 1680
3500 (Punto commutazione avvolgimento)
5
10
17
40
20
50
60
200
400
Velocità mandrino (min-1)
Pote
nza
(kW
)
Copp
ia (N
·m)
100 1000 3000 10000 6000
Bassa velocitáC=105 N·m (15 min)
Bassa velocitáC=95 N·m (cont)
Alta velocitáC=29,4 N·m (30 min)
Alta velocitáC=24 N·m (cont)
Alta velocitá 18,5 kW (30 min)
Alta velocitá 15 kW (cont)
Bassa velocitá18,5 kW (15 min)
Bassa velocitá15 kW (cont)
1500 1680
3500 (Punto commutazione avvolgimento)
5
10
17
40
20
50
60
200
400
Velocità mandrino (min-1)
Pote
nza
(kW
)
Copp
ia (N
·m)
100 1000 3000 10000 6000
C=167 N・m (25%ED)
C=118 N・m (15 min)
C=42 N・m (15 min)C=95 N・m (cont)
C=35 N・m (cont)
22 kW (15 min)
18,5 kW (cont)
3500 (Punto commutazione avvolgimento)
1
5
10
15
40
20
10
4050
200
400
Velocità mandrino (min-1)
Copp
ia (N
·m)
Pote
nza
(kW
)
1060 1500 5000 10000500100
Velocità mandrino (min-1)
20
10
4050
200
400
Copp
ia (N
·m)
1
5
10
15
40
Pote
nza
(kW
)
1500 1800 4000 5000 8000 20000500100
C=118 N·m (25%ED)
C=98 N·m (15 min)
C=80 N·m (cont)
22 kW (15 min)
18,5 kW (cont)
10000C=22 N·m (cont)
C=42 N·m (15 min)
【Alta velocità/Opzione】Velocità max. mandrino: 20.000 min-1
Motore azionamento mandrino: 22/11 kW (15 min/cont)Massima coppia mandrino: 118 N·m (25%ED)
【Elevata potenza/Opzione】Velocità max. mandrino: 12.000 min-1
Motore azionamento mandrino: 22/18,5 kW (15 min/cont)Massima coppia mandrino: 167 N·m (25%ED)
【Alta velocità/Elevata potenza/Opzione】Velocità max. mandrino: 20.000 min-1
Motore azionamento mandrino: 22/18,5 kW (15 min/cont)Massima coppia mandrino: 118 N·m (25%ED)
Q43426B01
Q43425A01
Q43442A01
【Standard】Velocità max. mandrino: 12.000 min-1
Motore azionamento mandrino: 18,5/15 kW (15 min・30 min/cont)Massima coppia mandrino: 105 N·m (15 min)
Q43424A01
Diagramma di velocità-coppia/potenza del mandrino
C=167 N・m (25%ED)
C=118 N・m (15 min)
C=42 N・m (15 min)C=95 N・m (cont)
C=35 N・m (cont)
22 kW (15 min)
18,5 kW (cont)
3500 (Punto commutazione avvolgimento)
1
5
10
15
40
20
10
4050
200
400
Velocità mandrino (min-1)
Copp
ia (N
·m)
Pote
nza
(kW
)
1060 1500 5000 10000500100
【Elevata potenza/Opzione】Velocità max. mandrino: 12.000 min-1
Motore azionamento mandrino: 22/18,5 kW (15 min/cont)Massima coppia mandrino: 167 N·m (25%ED)
Q43425A01
【Standard】Velocità max. mandrino: 12.000 min-1
Motore azionamento mandrino: 18,5/15 kW (15 min・30 min/cont)Massima coppia mandrino: 105 N·m (15 min)
Q43424A01
【Alta velocità/Opzione】Velocità max. mandrino: 20.000 min-1
Motore azionamento mandrino: 22/18,5 kW (15 min/cont)Massima coppia mandrino: 118 N·m (25%ED)
Velocità mandrino (min-1)
20
10
4050
200
400
Copp
ia (N
·m)
1
5
10
15
40
Pote
nza
(kW
)
1500 1800 4000 5000 8000 20000500100
C=118 N·m (25%ED)
C=98 N·m (15 min)
C=80 N·m (cont)
22 kW (15 min)
18,5 kW (cont)
10000C=22 N·m (cont)
C=42 N·m (15 min)
Q43442A01
NMV5000 DCG
NMV8000 DCG/40

41
Diagramma di velocità-coppia/potenza del mandrino
【Alta velocità/Opzione】Velocità max. mandrino: 15.000 min-1
Motore azionamento mandrino: 30/25 kW (30 min/cont)Massima coppia mandrino: 512 N·m (15%ED)
【Elevata potenza/Opzione】Velocità max. mandrino: 10.000 min-1
Motore azionamento mandrino: 30/25 kW (30 min/cont)Massima coppia mandrino: 600 N·m (15%ED)
Diagramma velocita’-coppia/potenza-velocità di rotazione della tavola
【Standard】Velocità max. mandrino: 10.000 min-1
Motore azionamento mandrino: 30/25 kW (30 min/cont)Massima coppia mandrino: 525 N·m (15%ED)
C=238 N・m (cont)
C=90 N・mC=72 N・m
2800
1500
1750 (Velocità cambio gamma)
2500
5,0
C=420 N・m (25%ED)
C=95 N・m (cont)
10 100 1000 10000 1,0 0,1
1,0
0,5
10
50 5,0
50
100
500
600 500
C=115 N・m (30 min) 19 kW
C=525 N・m (15%ED)
22 kW (15%ED) 22 kW (25%ED)
15 kW (cont)
C=140 N・m
30 kW (30 min) 40 kW (15%ED)
25 kW (cont)
C=24 N・mC=29 N・m
Velocità mandrino (min-1)
Copp
ia (N・
m)
Pote
nza
(kW
)
【Modalità di tornitura/Opzione】Max velocità di rotazione della tavola: 1.200 min-1
Motore rotazione tavola: 28,2 kW (cont)Massima coppia tavola: 280 N·m (cont)
00
100
200
300
400
500
600
0
5
10
15
20
25
30
C=280 N・m (cont)
28,2 kW (cont)
200100 300 400 500 700 800 900 1100600 1000 1200
Pote
nza
(kW
)
Copp
ia (N
·m)
Velocità di rotazione della tavola (min-1)Q43470A01
【Modalità di tornitura/Opzione】Max velocità di rotazione della tavola: 500 min-1
Motore rotazione tavola: 15,1 kW (cont)Massima coppia tavola: 280 N·m (cont)
100
200
300
400
500
600
700
0 100 200 300 400 500
2,5
5,0
7,5
10,0
12,5
15,0
17,5
0 0
15,1 kW (cont)
C=280 N・m (cont)
Pote
nza
(kW
)
Copp
ia (N
·m)
Velocità di rotazione della tavola (min-1)Q43469A01
NMV5000 DCG
NMV8000 DCG
NMV8000 DCG/50
Q43453A03
22 kW (15%ED)
22 kW (25%ED)
15 kW (cont)
C=512 N・m (15%ED)
C=420 N・m (25%ED)
C=238 N・m (cont)
C=95 N・m (cont)
C=157 N・m
30 kW (30 min)
13 kW 11 kW
25 kW (cont)
C=114 N・m (30 min)
10 100 1000
2500 6000
10000
15000
1,0
5,0
10 1,0
0,5
5,0 50
100 10
500
1200
1620 (Velocità cambio gamma)
600
500
410
0,1
Velocità mandrino (min-1)
Copp
ia (N・
m)
Pote
nza
(kW
)
Q43452A03
【Modalità di tornitura/Opzione】Max velocità di rotazione della tavola: 300 min-1
Motore rotazione tavola: 19,3 kW (cont)Massima coppia tavola: 615 N·m (cont)
Copp
ia (N
·m)
Velocità di rotazione della tavola (min-1)
Pote
nza
(kW
)
0 10050 150 200 250 3000
100
200
300
400
600
500
800
700
0
5
10
15
20
C=615 N・m (cont)
19,3 kW (cont)
Q43473A01
Q43390A05
0,1
0,5
1,0
5,0
10
50
70
1,0
5,0
10
50
100
500
700
Velocità mandrino (min-1)
Copp
ia (N・
m)
Pote
nza
(kW
)
10 100 1000 10000
0,3 3,0
C=29 N・m
C=25 N・m
350 420
580
30 kW (30 min)
18,5 kW (cont)
25 kW (cont)
20,5 kW17,1 kW
C=117 N・m
C=140 N・m
C=420 N・m (15 min)
C=600 N・m (15%ED)
C=115 N・m (30 min)
C=95 N・m (cont)
C=500 N・m (25%ED)
C=304 N・m (cont)
22 kW (25%ED) 22 kW (15%ED)
1500 1710
2500
【Coppia elevata/Opzione】Max velocità di rotazione della tavola: 300 min-1
Motore rotazione tavola: 38,5 kW (cont)Massima coppia tavola: 1.350 N·m (cont)
Copp
ia (N
·m)
Pote
nza
(kW
)
Velocità di rotazione della tavola (min-1)
0 10050 150 200 250 300
267 min-1
0
500
1000
1500
2000
3000
2500
3000
2500
34,5 kW
C=1100 N・m
0
5
10
15
20
30
25
40
35
C=1350 N・m (cont)
Q43664A01

42
Caratteristiche standard/opzionali
● Se si seleziona la specifica Tornitura, il sistema di refrigerazione attraverso il mandrino è solo di tipo attraverso il centro. Si prega di notare che per inserire utensili di tornitura, sono necessari portautensili BT o HSK (a doppio contatto) a seconda delle specifiche della macchina.
● Quando gli assi C ruotano, il peso sbilanciato del pezzo (incluse le attrezzature) sulla tavola, causa vibrazioni, pertanto potrebbe non essere possibile ruotare alla velocità richiesta. In questo caso e' necessario compensare il bilanciamento del pezzo lavorato aggiungendo peso alle attrezzature.
● I dettagli e le specifiche sono soggetti a variazioni senza preavviso.● Specifiche, accessori, dispositivi di sicurezza e funzioni sono disponibili su richiesta.● Alcune opzioni non sono disponibili in alcuni paesi.
Vi invitiamo a contattare i nostri specialisti di prodotto.● Le informazioni riportate nel presente catalogo sono valide a Gennaio 2018.
Magazzino
Capacità magazzino utensili
Tipo a catena
31 utensili ●61 utensili ○91 utensili ○121 utensili ○181 utensili ○ ○ -
Tipo a incastellatura
240 utensili ○ - -300 utensili ○ - -320 utensili ○ - -
Tipo di attacco utensile
BT40 ● ● -BT50 - - ●DIN40 ○ ○ -DIN50 - - ○CAT40 ○ ○ -CAT50 - - ○HSK-A63 ○ ○ -HSK-A100 - - ○
Tipo di codolino
DMG MORI 90° ●45° (MAS-Ⅰ) ○60° (MAS-Ⅱ) ○DIN ○Speciale (centrale) ○ ○ -
RefrigeranteSistema refrigerante lavaggio trucioli ●Soffio d'aria Punta utensile ●Refrigerante a pioggia ○Dispositivo di rimozione schiuma olio ○Interfaccia sistema refrigerante attraverso il mandrino (di tipo separato) ○
Sistema refrigerante attraverso il mandrino*4
Di tipo separatoCentrale ○Laterale ○
Tipo con vasca refrigerante in alto (1,5 MPa)
Centrale ○Laterale ○
Sistema a nebbia d’olioPuò commutare sul sistema a soffio d’aria (punta dell’utensile)
○ ☆ ☆
Pistola refrigerante (Lato operatore) ○Interruttore a galleggiante del refrigerante ○Interfaccia dispositivo di raffreddamento del refrigerante (di tipo separato) ○
Dispositivo di raffreddamento del refrigerante (di tipo separato)
Optional se si utilizza refrigerante solubile in acqua
○
Necessario se si utilizza refrigerante a base d’olio (Per ulteriori dettagli, vi invitiamo a contattare i nostri specialisti di prodotto)
○
Dispositivo di raffreddamento del refrigerante(Refrigerante standard + per sistema refrigerante attraverso il mandrino)
○
Unità semi-asciuttaE' necessario selezionare la specifica opzionale del passaggio refrigerante attraverso il mandrino (al centro)
○
Aspiratore fumi
Interfaccia ○HVS-220 ○ - -HVS-220 Interfaccia ○ - -HVS-300 - ○ ○HVS-300 Interfaccia - ○ ○AFS-1600*5 ○AFS-1600 Interfaccia*5 ○
*4 Se si utilizza un refrigerante a base d'olio, consultare i nostri specialisti di prodotto.*5 Non compatibile con liquido di raffreddamento a base di olio. In caso di utilizzo del
liquido di raffreddamento a base di olio, selezionare la HVS-220 o HVS-300.
Mandrino10.000 min-1: 30/25 kW (30 min/cont) - - ●10.000 min-1: 30/25 kW (30 min/cont) <Elevata potenza> - - ○12.000 min-1: 18,5/15 kW (30 min/cont) ● ● -12.000 min-1: 22/18,5 kW (15 min/cont) <Elevata potenza> ○ ○ -15.000 min-1: 30/25 kW (30 min/cont) <Alta velocità> - - ○20.000 min-1: 22/11 kW (15 min/cont) <Alta velocità> ○ - -20.000 min-1: 22/18,5 kW (15 min/cont) <Alta velocità・Elevata potenza> ○ ○ -Refrigerante dell'olio ●BT40 (Contatto flangia)*1 ○ ○ -BT50 (Contatto flangia)*1 - - ○HSK-A63 (Contatto flangia) ○ ○ -HSK-A100 (Contatto flangia) - - ○CAT40 (Contatto flangia) ○ ○ -CAT50 (Contatto flangia) - - ○
*1 Quando si selezionano le specifiche dell'utensile cono-faccia, accertarsi di utilizzare un utensile cono-faccia.
● Quando si utilizza un cono mandrino ISO 40 a 15.000 min-1 o superiore, oppure un cono mandrino ISO 50 a 10.000 min-1 o superiore, si prega di usare utensili a doppio contatto.
Tavola
Massima velocità di rotazione dell’asse B
F31iB
25 min-1 - ● ●35 min-1 ● - -50 min-1 ○ - -
F31iB525 min-1 - ● ●50 min-1 ● - -
Velocità di rotazione tavola asse C
50 min-1 - ● ●120 min-1 ● - -300 min-1 <Tornitura> - ○ ○300 min-1 <Specifica di rotazione ad alta torsione>
- ○ ○
500 min-1 <Tornitura> ○ - -1.200 min-1 <Tornitura> ○ - -
Tavola Incavo a T ●Tavola secondaria ☆Mandrino autocentrante tavola ☆
Infterfaccia per bloccaggio attrezzatura1 circuito idraulico a 2 porte (all’interno della macchina)
☆
Interfaccia per il serraggio delle attrezzature (pneumatico/idraulico)*2 6 porte ☆
*2 Non disponibile per specifiche di tornitura + cambio pallet (APC)
Pallet/APC
APC a 2 stazioni del tipo a rotazione*3Pallet con incavo a T ○Pallet con fori maschiati ○
APC a 4 stazioni del tipo a rotazione*3Pallet con incavo a T - ○ ○Pallet con fori maschiati - ○ ○
APC a 5 stazioni del tipo a rotazione*3Pallet con incavo a T ○ - -Pallet con fori maschiati ○ - -
Dispositivo di bloccaggio integrato nell'albero BT-50 ○ - -
Un pallet addizionaleIncavo a T ○Maschiatura ○
*3 Il sistema refrigerante a pioggia (opzionale) è indispensabile.
NMV5000 DCG
NMV8000 DCG/40
NMV8000 DCG/50
NMV5000 DCG
NMV8000 DCG/40
NMV8000 DCG/50
Un refrigerante infiammabile a base d’olio presenta un alto rischio di infiammabilità e causerà incendio o danni alla macchina se prende fuoco. Qualora dobbiate utilizzare, per qualsiasi motivo, un refrigerante infiammabile, vi invitiamo a contattare i nostri specialisti di prodotto.

43
Caratteristiche standard/opzionali
■ Sistema refrigerante attraverso il mandrino (sistema refrigerante ad alta pressione collegato)
Pressione di scaricoMPa
LateraleCentrale (sono necessari
speciali codolini di fissaggio)
1,5 ○ ○3,5 ○ ○7,0 ○ ○
●: Caratteristiche standard ○: Opzione -: Non applicabile ☆: Richiesta di contatto
Smaltimento trucioli
Convogliatore trucioli
Evacuazione posteriore, Tipo a cerniera + Filtro a tamburo
○
Evacuazione posteriore, Tipo raschiante + Filtro a tamburo
○
Evacuazione posteriore, Tipo raschiante con magnete + Filtro a tamburo
○
Interfaccia convogliatore trucioli (non tutti i convogliatori trucioli dei diversi produttori sono compatibili con l'interfaccia del convogliatore trucioli)
Tipo a cerniera + Filtro a tamburo ○ ☆ ☆
Raccoglitrucioli ○
Dispositivi di misurazioneSistema misurazione pezzo in macchina (sonda mandrino)
Sonda di misura (trasmissione del segnale ottico)
(R) ○
Sistema misurazione pezzo in macchina (sonda mandrino) con funzione impostazione misura pezzo
Sonda di misura (trasmissione del segnale ottico)
(R) ○
Sistema di misurazione utensile in macchina (tavola)
Sonda di misura(R) ○(M) ○
Sistema di misurazione utensile in macchina (tavola) <Tornitura>
Sonda di misura (R) ○
Sistema di misurazione utensile in macchina (tavola) con funzione impostazione misura utensile (lunghezza + diametro utensile)
Sonda di misura (R) ○
Sistema di misurazione utensile in macchina (tavola) con funzione impostazione misura utensile (solo lunghezza utensile)
Sonda di misura (M) ○
Sistema di misurazione utensile in macchina (tavola) <Tornitura> con funzione impostazione misura utensile (lunghezza + diametro utensile)
Sonda di misura (R) ○
(M): Prodotto da Metrol (R): Prodotto da Renishaw● Le specifiche possono variare in base al produttore
Controllo ad alta precisione
Controllo circuito interamente chiuso (arretramento in scala)
Asse X ○Asse Y ○Asse Z ○Asse B ●Asse C ●
AutomazioneSistema di spegnimento automatico ●Interfaccia EtherNet /IP ○Portello automatico ○
Altre opzioni
・Carteratura completa・ Sistema di interblocco sportelli (incluso blocco meccanico): Portello anteriore/Porta stazione setup (per APC)・Sistema di interblocco sportelli: armadio elettrico/Sportello magazzino・Interruttore rilevamento bassa pressione dell'aria
●
・Luce di lavoro incorporata ・Blocco per livellamento ・Utensili manuali ・Lampada di segnalazione: a 3 stadi
●
Protezione automatica apertura/chiusura ●Interfaccia sensore di rilevamento pericolo (consigliato quando si utilizza olio refrigerante o durante il funzionamento non presidiato)
☆
Interruttore di dispersione ○Unità di prevenzione interruzione di corrente ○Timer settimanale ○Contatore totale ○Contapezzi ○
Codice M esterno5 ○10 ○
Volantino manuale separato ○Essiccatore aria con refrigerazione ○Ancoraggio a secco ○Spedizione con servo motore asse Z smontato ○ ● ●Specifiche slitta alta 150 mm ○ - -Illuminazione armadio elettrico ○
NMV5000 DCG
NMV8000 DCG/40
NMV8000 DCG/50

44
Specifiche del controllo numerico F31iB, F31iB5
Assi controllatiAssi controllati X, Y, Z, B, C ●Assi a controllo simultaneo F31iB: 4 assi F31iB5: 5 assi ●Incremento minimo d’ingresso 0,001 mm ●Incremento minimo di comando 0,001 mm ●Max valore comando ±999.999,999 mm ●Conversione pollici/mm G20/G21 ●Blocco della macchina ●Extracorsa ●Interblocco porta ●Immagine speculare ●Funzione rilevamento interferenze impreviste della coppia ●Funzione di monitoraggio carico ●Controllo del finecorsa prima del movimento ○Risoluzione di programmazione moltiplicata per 1/10 ○Taglio ○
FunzionamentoCiclo di prova ●Blocco singolo ●Avanzamento manuale lento 0 – 5.000 mm/min (20 passi) ●Ritorno a zero manuale ●
Avanzamento manuale a impulsiGeneratore di impulsi manuale: 1 unità ×1, ×10, ×100 (per impulso)
●
Collation numero di sequenza e stop ○Ripresa del programma ○Allontanamento, ritorno ○Interruzione manuale ○
Funzioni di interpolazioneNanointerpolazione ●Posizionamento G00 ●Avvicinamento unidirezionale ●Punto esatto di stop G61 ●Modalità di maschiatura G63 ●Modalità di taglio G64 ●Arresto di precisione G09 ●Interpolazione elicoidale 2 assi opzionali ed un altro asse ●Ritorno a zero G28 ●Controllo ritorno a zero G27 ●Ritorno dal punto zero G29 ●Secondo ritorno a zero G30 (Si utilizza per l’ATC) ●Interpolazione di taglio per interpolazione cilindrica (Incluso Interpolazione cilindrica) ○Interpolazione involuta G2.2/G3.2 ○Interpolazione conica/spirale ○Interpolazione continua ○Terzo e Quarto ritorno a zero ○Controllo Cs mandrino portautensile (interpolazione in contornatura sull’asse C + controllo direzione normale)<è necessaria una valutazione nel caso in cui si debba eseguire una lavorazione orbitale o di brocciatura>
○
Interpolazione NURBS ○Interpolazione coordinate polari G12.1/G13.1 ○Avanzamento filettatura/sincrona/Avanzamento al giro
Caratteristiche standard per specifiche di tornitura ○
Interpolazione cilindrica G7.1 ○Interpolazione con asse ipotetico (Hypotetical axis interpolation) ○Interpolazione esponenziale ○Ritorno durante ciclo esecuzione filettatura* ☆Filettatura a passo variabile* G34 ☆Filettatura circolare* G35, G36 ☆Taglio poligonale G50.2, G51.2 ☆* Sono necessarie le funzioni di filettatura/ taglio sincrono e avanzamento al giro.
Funzioni di avanzamento
Velocità di spostamento trasversale rapido
NMV5000 DCG X, Y: max. 50.000 mm/min Z: max. 40.000 mm/min ●NMV8000 DCG X, Y, Z: max. 40.000 mm/min ●
Velocità di avanzamento taglio
NMV5000 DCGPer controllo contornatura AI: X, Y: 1 – 50.000 mm/minZ: 1 – 40.000 mm/min
●
NMV8000 DCG Per controllo contornatura AI: X, Y, Z: 1 – 40.000 mm/min ●Correzione velocità avanzamento trasversale rapido
F0/1/10/25/100% ●
Avanzamento al minuto ●Controllo costante velocità tangenziale ●Blocco avanzamento di taglio ●Accelerazione/decelerazione automatica
Tipo lineare (spostamento trasversale rapido)/Tipo lineare (velocità di taglio)
●
Accelerazione/decelerazione a campana per spostamento trasversale rapido ●Correzione avanzamenti 0 – 200% (incrementi del 10%) ●Cancellazione correzione avanzamenti ●Accelerazione/decelerazione lineare dopo interpolazione velocità di taglio ●
ControlloⅠdi contornatura AI ( Maximum number of look-ahead blocks: Max. 30)
F31iB ●
ControlloⅡdi contornatura AI ( Maximum number of look-ahead blocks: Max. 200)
F31iB ○
F31iB5 ●
Avanzamento cifre F1 F1 – F9 ○Avanzamento “inverse time” ○Ciclo foratura per piccoli fori (l'albero con funzione di rilevamento sovracoppia deve essere fissato) ○
Ingresso programmaSalto blocco optional ●Max valore comando ±9 cifre (R, I, J, K is ±12 cifre) ●
Numero programma/nome programma
Numero di programma: 4 cifre (Numero di programma a 8 cifre: in opzione)Nome programma: 48 caratteri
●
Programmazione assoluta/incrementale G90/G91 ●
Inserimento con punto decimaleModificando un parametro, è possibile cambiare la programmazione del punto decimale del tipo a calcolatrice elettronica
●
Programmazione diametro/raggio ●Selezione piano G17, G18, G19 ●Designazione asse rotante ●Ribaltamento asse rotante ●Impostazione del sistema di coordinate G92 ●Impostazione automatica del sistema di coordinate ●Sistema di coordinate del pezzo G52 – G59 ●Inserimento dati programmabili G10 ●Chiamata sottoprogramma Fino a 10 annidamenti ●Macro personalizzata ●Ciclo fisso lavorazione fori G80 – G89 ●Formato F15 ●Variabili comuni macro personalizzata: 600 variabili
#100 – #199, #500 – #999 ○
Numero di sistemi di coordinate del pezzo: 48 set ○Numero di sistemi di coordinate del pezzo: 300 set ○Salto blocco optional Tipo a sfioramento (2 – 9) ○Designazione angolo a indexaggio completo, smusso angolo R ○Macro personalizzata tipo interruzione ○Correzione automatica angoli ○Adattamento con fattore di scala ○Rotazione sistema coordinate ○Immagine speculare programmabile ○Copia diagramma G72.1/G72.2 ○Conversione coordinate 3-D ○Comando coordinata polare ○Efficient Production Package (Ciclo fisso ad alta velocità) <MAPPS> ○Forma a isola, cavità aperta <MAPPS> ○MORI-POST modalità avanzata <MAPPS> ○Funzione di importazione DXF <MAPPS> ○Funzione di scrittura testi <MAPPS> ○
● Le informazioni riportate nel presente catalogo sono valide a Gennaio 2018.

45
Specifiche del controllo numerico F31iB, F31iB5
Capacità di memorizzazione totale del programmaN. totale di programmi memorizzati
Capacità di memorizzazione totale del programma
Nessuna espansione Espansione 1 Espansione 2
320 m (128 KB) 63 ●320 m (128 KB)
63
250 - ○640 m (256 KB) 500 - ○1.280 m (512 KB) 1.000 - ○2.560 m (1 MB) 1.000 2.000 ○5.120 m (2 MB) 1.000 4.000 ○10.240 m (4 MB) 1.000 4.000 ○20.480 m (8 MB) 1.000 4.000 ○
Funzioni del centro di lavoro a 5 assi ad alta velocità e ad alta precisione F31iB F31iB5
Funzioni di interpolazione Lappatura (Nano Smoothing) ○ ●Funzioni di avanzamento ControlloⅡdi contornatura AI ○ ●
Ingresso programmaComando lavorazione con faccia inclinata ○ ●Comando punto di taglio - ●
Funzione utensile/Funzioni offset utensile
Controllo TCP del punto di centro utensile ○ ●Compensazione utensile 3-D ○ ●Funzione SVC - ●Compensazione errore di montaggio del pezzo ○ ●Compensazione dinamica dell’elemento di fissaggio della tavola rotante
○ ●
Funzioni ed unità di I/OServer dati ad alta velocità+Scheda di memoria per server dati*1 ○ ●
*1 Scheda CF 1 GB + Adattatore ATA
Funzione anticollisione in 3D <MAPPS>Modelli macchina per controllo interferenze* Carter interno standard, mandrino e tavola ●
* Per forme speciali e' richiesto un studio specifico.
●: Standard ○: Opzione -: Non applicabile ☆: Richiesta di contatto
Funzioni varie/Funzioni velocità mandrinoFunzione miscellanea (funzione M) Codice M a 4 cifre ●Blocco della funzione ausiliaria ●Funzione velocità mandrino (funzione S) Codice S a 5 cifre ●Correzione velocità mandrino 50 – 150% (con passi del 10%) ●Orientamento mandrino ●Maschio rigido ●Comando di funzioni M multiple in un blocco (funzione codici M multipli) (incl. Controllo gruppo codici M) ○Controllo velocità di superficie costante* G96 ○* È standard per la specifica Tornitura dell'asse C.
Funzione utensile/Funzioni offset utensileFunzioni utensile (funzione T) Codice T a 4 cifre ●Numero di offset utensili 64 set (lunghezza, diametro, usura, geometria) ●Memoria dati compensazione utensili C Codice D/H, geometria/usura ●Compensazione lunghezza utensili G43, G44, G49 ●Compensazione diametro utensili G40 – G42 ●Misurazione lunghezza utensile ●
Sistema di gestione utensiliComprende la variabile comune 600 per la macro personalizzata.
○
Sistema di gestione utensili +IC utensile (solo software MAPPS)
Comprende la variabile comune 600 per la macro personalizzata. Per la modifica hardware e software dell’IC utensile è necessaria la “scheda con le specifiche di progettazione d’ordine” (order design spec. sheet).
○
Sistema di gestione utensili +ID utensile (solo software MAPPS)
Comprende la variabile comune 600 per la macro personalizzata. Per la modifica hardware e software dell’ID utensile è necessaria la “scheda con le specifiche di progettazione d’ordine” (order design spec. sheet).
○
Numero di offset utensili <in totale> 99 set ○Numero di offset utensili <in totale> 200 set ○Numero di offset utensili <in totale> 400 set ○Numero di offset utensili <in totale> 499 set ○Numero di offset utensili <in totale> 999 set ○Compensazione posizione utensile G45 – G48 ○Gestione durata utensili ○Numero di utensili da controllare mediante la funzione gestione vita utensili (in totale) 1.024 set ○
Compensazione della precisione meccanicaCompensazione gioco ±9.999 impulsi ●Compensazione gioco spostamento rapido/avanzamento ●Compensazione errore passo memorizzato ●Compensazione errori di picco in tipo interpolazione ●
ModificaProtezione programma ●Modifica ampliata del programma Limite del buffer di copia (10 KB) ●Background editing ●Funzione Annulla/Ripeti <MAPPS> ●Visualizzazione numero di righe <MAPPS> ●Funzione playback ○Funzione stampa tempo macchina ○
Operazioni e visualizzazioneVisualizzazione stato ●Funzione orologio ●Visualizzazione posizione effettiva ●Visualizzazione commenti al programma Nome programma: 48 caratteri ●Visualizzazione impostazione parametri ●Visualizzazione allarme ●Visualizzazione storico allarmi ●Visualizzazione storico dei messaggi operatore ●Visualizzazione storia operazione ●Visualizzazione tempo di funzionamento/n. pezzi ●Visualizzazione velocità di avanzamento effettivo ●Schermata monitoraggio operativo Visualizzazione del misuratore del carico, ecc. ●Funzione di Guida ●Funzione autodiagnosi Include visualizzazione allarmi, diagnostica segnali I/U, e ladder ●Pannello operativo: Sezione visualizzazione LCD a colori TFT da 19 pollici ●Display contatore multifunzione <MAPPS> ☆
Inserimento/uscita dati
Interfaccia I/O
Memoria USB ●
RS-232CPannello operativo ●Interno armadio elettrico ○
Area di memoria utente 6 GB ( per funzionamento MAPPS-DNC per il backup dei dati) <MAPPS>
È possibile modificare file fino a 10 MB ●
Ethernet10/100/1000BASE-TAccesso alla memoria utente tramite funzione Ethernet con il software MORI-SERVER
●
Modalità DNC mediante impiego di unità di memoria esterna (porta USB anteriore) ○Scheda di memoria per il MAPPS* ○* Scheda CF (4 GB/2 GB/512 MB) + Adattatore ATA
I95028C04
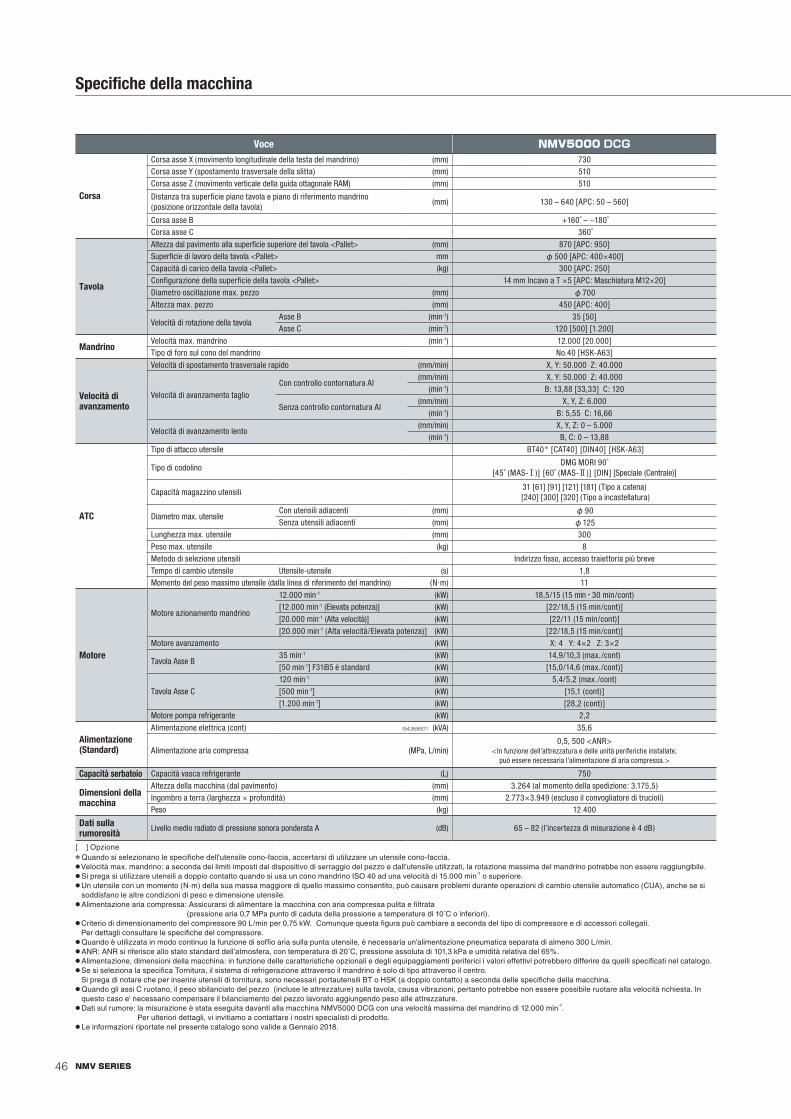
46
Specifiche della macchina
Voce NMV5000 DCG
Corsa
Corsa asse X (movimento longitudinale della testa del mandrino) (mm) 730Corsa asse Y (spostamento trasversale della slitta) (mm) 510Corsa asse Z (movimento verticale della guida ottagonale RAM) (mm) 510
Distanza tra superficie piano tavola e piano di riferimento mandrino (posizione orizzontale della tavola)
(mm) 130 – 640 [APC: 50 – 560]
Corsa asse B +160˚ – −180˚Corsa asse C 360˚
Tavola
Altezza dal pavimento alla superficie superiore del tavola <Pallet> (mm) 870 [APC: 950]Superficie di lavoro della tavola <Pallet> mm φ500 [APC: 400×400]Capacità di carico della tavola <Pallet> (kg) 300 [APC: 250]Configurazione della superficie della tavola <Pallet> 14 mm Incavo a T ×5 [APC: Maschiatura M12×20]Diametro oscillazione max. pezzo (mm) φ700Altezza max. pezzo (mm) 450 [APC: 400]
Velocità di rotazione della tavolaAsse B (min-1) 35 [50]Asse C (min-1) 120 [500] [1.200]
MandrinoVelocità max. mandrino (min-1) 12.000 [20.000]Tipo di foro sul cono del mandrino No.40 [HSK-A63]
Velocità di avanzamento
Velocità di spostamento trasversale rapido (mm/min) X, Y: 50.000 Z: 40.000
Velocità di avanzamento taglioCon controllo contornatura AI
(mm/min) X, Y: 50.000 Z: 40.000(min-1) B: 13,88 [33,33] C: 120
Senza controllo contornatura AI(mm/min) X, Y, Z: 6.000
(min-1) B: 5,55 C: 16,66
Velocità di avanzamento lento(mm/min) X, Y, Z: 0 – 5.000
(min-1) B, C: 0 – 13,88
ATC
Tipo di attacco utensile BT40* [CAT40] [DIN40] [HSK-A63]
Tipo di codolinoDMG MORI 90˚
[45˚ (MAS-Ⅰ)] [60˚ (MAS-Ⅱ)] [DIN] [Speciale (Centrale)]
Capacità magazzino utensili31 [61] [91] [121] [181] (Tipo a catena)
[240] [300] [320] (Tipo a incastellatura)
Diametro max. utensileCon utensili adiacenti (mm) φ90Senza utensili adiacenti (mm) φ125
Lunghezza max. utensile (mm) 300Peso max. utensile (kg) 8Metodo di selezione utensili Indirizzo fisso, accesso traiettoria più breveTempo di cambio utensile Utensile-utensile (s) 1,8Momento del peso massimo utensile (dalla linea di riferimento del mandrino) (N·m) 11
Motore
Motore azionamento mandrino
12.000 min-1 (kW) 18,5/15 (15 min・30 min/cont)[12.000 min-1 (Elevata potenza)] (kW) [22/18,5 (15 min/cont)][20.000 min-1 (Alta velocità)] (kW) [22/11 (15 min/cont)][20.000 min-1 (Alta velocità/Elevata potenza)] (kW) [22/18,5 (15 min/cont)]
Motore avanzamento (kW) X: 4 Y: 4×2 Z: 3×2
Tavola Asse B35 min-1 (kW) 14,9/10,3 (max./cont)[50 min-1] F31iB5 è standard (kW) [15,0/14,6 (max./cont)]
Tavola Asse C120 min-1 (kW) 5,4/5,2 (max./cont)[500 min-1] (kW) [15,1 (cont)][1.200 min-1] (kW) [28,2 (cont)]
Motore pompa refrigerante (kW) 2,2
Alimentazione(Standard)
Alimentazione elettrica (cont) I94368B01 (kVA) 35,6
Alimentazione aria compressa (MPa, L/min)0,5, 500 <ANR>
<In funzione dell’attrezzatura e delle unità periferiche installate, può essere necessaria l’alimentazione di aria compressa.>
Capacità serbatoio Capacità vasca refrigerante (L) 750
Dimensioni della macchina
Altezza della macchina (dal pavimento) (mm) 3.264 (al momento della spedizione: 3.175,5)Ingombro a terra (larghezza × profondità) (mm) 2.773×3.949 (escluso il convogliatore di trucioli)Peso (kg) 12.400
Dati sulla rumorosità Livello medio radiato di pressione sonora ponderata A (dB) 65 – 82 (l’incertezza di misurazione è 4 dB)
[ ] Opzione* Quando si selezionano le specifiche dell'utensile cono-faccia, accertarsi di utilizzare un utensile cono-faccia.● Velocità max. mandrino: a seconda dei limiti imposti dal dispositivo di serraggio del pezzo e dall’utensile utilizzati, la rotazione massima del mandrino potrebbe non essere raggiungibile.● Si prega si utilizzare utensili a doppio contatto quando si usa un cono mandrino ISO 40 ad una velocità di 15.000 min-1 o superiore.● Un utensile con un momento (N·m) della sua massa maggiore di quello massimo consentito, può causare problemi durante operazioni di cambio utensile automatico (CUA), anche se si
soddisfano le altre condizioni di peso e dimensione utensile.● Alimentazione aria compressa: Assicurarsi di alimentare la macchina con aria compressa pulita e filtrata
(pressione aria 0,7 MPa punto di caduta della pressione a temperature di 10˚C o inferiori). ● Criterio di dimensionamento del compressore 90 L/min per 0,75 kW. Comunque questa figura può cambiare a seconda del tipo di compressore e di accessori collegati.
Per dettagli consultare le specifiche del compressore. ● Quando è utilizzata in modo continuo la funzione di soffio aria sulla punta utensile, è necessaria un'alimentazione pneumatica separata di almeno 300 L/min.● ANR: ANR si riferisce allo stato standard dell’atmosfera, con temperatura di 20˚C, pressione assoluta di 101,3 kPa e umidità relativa del 65%.● Alimentazione, dimensioni della macchina: in funzione delle caratteristiche opzionali e degli equipaggiamenti periferici i valori effettivi potrebbero differire da quelli specificati nel catalogo.● Se si seleziona la specifica Tornitura, il sistema di refrigerazione attraverso il mandrino è solo di tipo attraverso il centro.
Si prega di notare che per inserire utensili di tornitura, sono necessari portautensili BT o HSK (a doppio contatto) a seconda delle specifiche della macchina.● Quando gli assi C ruotano, il peso sbilanciato del pezzo (incluse le attrezzature) sulla tavola, causa vibrazioni, pertanto potrebbe non essere possibile ruotare alla velocità richiesta. In
questo caso e' necessario compensare il bilanciamento del pezzo lavorato aggiungendo peso alle attrezzature.● Dati sul rumore: la misurazione è stata eseguita davanti alla macchina NMV5000 DCG con una velocità massima del mandrino di 12.000 min-1.
Per ulteriori dettagli, vi invitiamo a contattare i nostri specialisti di prodotto.● Le informazioni riportate nel presente catalogo sono valide a Gennaio 2018.

47
Voce NMV8000 DCG/40 NMV8000 DCG/50
Corsa
Corsa asse X (movimento longitudinale della testa del mandrino) (mm) 1.200Corsa asse Y (spostamento trasversale della slitta) (mm) 920Corsa asse Z (movimento verticale della guida ottagonale RAM) (mm) 610
Distanza tra superficie piano tavola e piano di riferimento mandrino (posizione orizzontale della tavola)
(mm) 200 – 810 [APC: 100 – 710]
Corsa asse B +160˚ – −180˚Corsa asse C 360˚
Tavola
Altezza dal pavimento alla superficie superiore del tavola <Pallet> (mm) 1.100 [APC: 1.200]Superficie di lavoro della tavola <Pallet> (mm) φ800 [APC: 630×630]Capacità di carico della tavola <Pallet> (kg) 1.000 [APC: 700]Configurazione della superficie della tavola <Pallet> 18 mm Incavo a T ×5 [APC: Maschiatura M16×24]Diametro oscillazione max. pezzo (mm) φ1.000Altezza max. pezzo (mm) 500 [APC: 450]
Velocità di rotazione della tavola
Asse B (min-1) 25Asse C (min-1) 50 [300]
MandrinoVelocità max. mandrino (min-1) 12.000 [20.000] 10.000 [15.000]Tipo di foro sul cono del mandrino No. 40 [HSK-A63] No. 50 [HSK-A100]
Velocità di avanzamento
Velocità di spostamento trasversale rapido (mm/min) X, Y, Z: 40.000
Velocità di avanzamento taglio
Con controllo contornat-ura AI
(mm/min) X, Y, Z: 40.000(min-1) B: 25 C: 50
Senza controllo contornatura AI
(mm/min) X, Y, Z: 6.000(min-1) B: 15 C: 5
Velocità di avanzamento lento(mm/min) X, Y, Z: 0 – 5.000
(min-1) B, C: 0 – 13,88
ATC
Tipo di attacco utensile BT40* [CAT40] [DIN40] [HSK-A63] BT50* [CAT50] [DIN50] [HSK-A100]
Tipo di codolinoDMG MORI 90˚
[45˚ (MAS-Ⅰ)] [60˚ (MAS-Ⅱ)] [DIN] [Speciale (Centrale)]DMG MORI 90˚
[45˚ (MAS-Ⅰ)] [60˚ (MAS-Ⅱ)] [DIN]
Capacità magazzino utensili 31 [61] [91] [121] [181] 31 [61] [91] [121]
Diametro max. utensileCon utensili adiacenti (mm) φ90 φ120Senza utensili adiacenti (mm) φ145 φ240
Lunghezza max. utensile (mm) 450Peso max. utensile (kg) 8 20Metodo di selezione utensili Indirizzo fisso, accesso traiettoria più breveTempo di cambio utensile Utensile-utensile (s) 2,2 3,1Momento del peso massimo utensile (dalla linea di riferimento del mandrino) (N·m) 18,5 46,5
Motore
Motore azionamento mandrino
10.000 min-1 (kW) - 30/25 (30 min/cont)[10.000 min-1 (Elevata potenza)] (kW) - [30/25 (30 min/cont)]12.000 min-1 (kW) 18,5/15 (15 min・30 min/cont) -[12.000 min-1 (Elevata potenza)] (kW) [22/18,5 (15 min/cont)] -[15.000 min-1] (kW) - [30/25 (30 min/cont)][20.000 min-1] (kW) [22/18,5 (15 min/cont)] -
Motore avanzamento (kW) X: 7 Y: 7×2 Z: 7×2Tavola Asse B 25 min-1 (kW) 22,2/14,8 (max./cont)
Tavola Asse C50 min-1 (kW) 8,3/6,5 (max./cont)[300 min-1] (kW) [19,3 (cont)][300 min-1 Coppia elevata] (kW) [38,5 (cont)]
Motore pompa refrigerante (kW) 2,2
Alimentazione(Standard)
Alimentazione elettrica (cont) I94373A01 (kVA) 44,4 56,3
Alimentazione aria compressa (MPa, L/min) 0,5, 500 <ANR><In funzione dell’attrezzatura e delle unità periferiche installate, può essere necessaria l’alimentazione di aria compressa.>
Capacità serbatoio Capacità vasca refrigerante (L)
940: Tipo a cerniera + Filtro a tamburor1.130: Tipo raschiante + Filtro a tamburo
Dimensioni della macchina
Altezza della macchina (dal pavimento) (mm) 3.768 (al momento della spedizione: 3.377 <senza riga ottica>, 3.541,5 <con riga ottica>)
Ingombro a terra (larghezza × profondità) (mm)3.346×4.993
(escluso il convogliatore di trucioli)3.606×4.993
(escluso il convogliatore di trucioli)
Peso (kg) 20.000 21.000
Dati sulla rumorosità Livello medio radiato di pressione sonora ponderata A (dB) 55 – 74 (l’incertezza di misurazione è 4 dB)
[ ] Opzione* Quando si selezionano le specifiche dell'utensile cono-faccia, accertarsi di utilizzare un utensile cono-faccia.● Velocità max. mandrino: a seconda dei limiti imposti dal dispositivo di serraggio del pezzo e dall’utensile utilizzati, la rotazione massima del mandrino potrebbe non essere raggiungibile.● Quando si utilizza un cono mandrino ISO 40 a 15.000 min-1 o superiore, oppure un cono mandrino ISO 50 a 10.000 min-1 o superiore, si prega di usare utensili a doppio contatto.● Un utensile con un momento (N·m) della sua massa maggiore di quello massimo consentito, può causare problemi durante operazioni di cambio utensile automatico (CUA), anche se si
soddisfano le altre condizioni di peso e dimensione utensile.● Alimentazione aria compressa: Assicurarsi di alimentare la macchina con aria compressa pulita e filtrata
(pressione aria 0,7 MPa punto di caduta della pressione a temperature di 10˚C o inferiori). ● Criterio di dimensionamento del compressore 90 L/min per 0,75 kW. Comunque questa figura può cambiare a seconda del tipo di compressore e di accessori collegati.
Per dettagli consultare le specifiche del compressore. ● Quando è utilizzata in modo continuo la funzione di soffio aria sulla punta utensile, è necessaria un'alimentazione pneumatica separata di almeno 300 L/min.● ANR: ANR si riferisce allo stato standard dell’atmosfera, con temperatura di 20˚C, pressione assoluta di 101,3 kPa e umidità relativa del 65%.● Alimentazione, dimensioni della macchina: in funzione delle caratteristiche opzionali e degli equipaggiamenti periferici i valori effettivi potrebbero differire da quelli specificati nel catalogo.● Se si seleziona la specifica Tornitura, il sistema di refrigerazione attraverso il mandrino è solo di tipo attraverso il centro.
Si prega di notare che per inserire utensili di tornitura, sono necessari portautensili BT o HSK (a doppio contatto) a seconda delle specifiche della macchina.● Quando gli assi C ruotano, il peso sbilanciato del pezzo (incluse le attrezzature) sulla tavola, causa vibrazioni, pertanto potrebbe non essere possibile ruotare alla velocità richiesta. In
questo caso e' necessario compensare il bilanciamento del pezzo lavorato aggiungendo peso alle attrezzature.● Dati sul rumore: la misurazione è stata eseguita davanti alla macchina NMV8000 DCG/50 con una velocità massima del mandrino di 10.000 min-1.
Per ulteriori dettagli, vi invitiamo a contattare i nostri specialisti di prodotto.● Le informazioni riportate nel presente catalogo sono valide a Gennaio 2018.
Specifiche della macchina

DMG MORI CO., LTD.
Sede principale di Nagoya □ 2-35-16 Meieki, Nakamura-ku, Nagoya City, Aichi 450-0002, Japan Tel.: +81-52-587-1811Sede centrale a Tokyo □ 2-3-23, Shiomi, Koto-ku, Tokyo 135-0052, Japan Tel.: +81-3-6758-5900
Campus di Iga □ 201 Midai, Iga City, Mie 519-1414, Japan Tel.: +81-595-45-4151Campus di Nara □ 362 Idono-cho, Yamato-Koriyama City, Nara 639-1183, Japan Tel.: +81-743-53-1121
NMV-IC07V
V.1804.CDT.0000
Ideato in Giappone
<Misure precauzionali per il trasferimento delle macchine>
ESPORTAZIONE: Tutti i contratti sono soggetti alla licenza d’esportazione del Governo Giapponese. Il Cliente è tenuto ad osservare le leggi e le disposizioni del Paese esportatore che gestisce l’esportazione o la ri-esportazione dell’Apparecchiatura, incluse non in via limitativa le leggi che regolano le esportazioni. L’Apparecchiatura è soggetta alle restrizioni all’esportazione imposte dal Giappone e dagli altri paesi esportatori, ed è fatto divieto al Cliente di esportare o consentire l’esportazione dell’Apparecchiatura in alcun luogo al di fuori del paese esportatore senza le adeguate autorizzazioni governative. Per impedire il trasferimento illegale dell’Apparecchiatura a individui o nazioni che rappresentano un pericolo per la sicurezza internazionale, la macchine potrebbe essere dotata di “Funzione di Sicurezza Trasferimento Macchina” che disattiva in modo automatico l’Apparecchiatura se viene spostata dopo l’ installazione. Una volta disattivata in questo modo l’Apparecchiatura potrá venire riattivata solo contattando DMG MORI o uno dei suoi distributori. DMG MORI ed i suoi distributori possono rifiutarsi di riattivare l’Apparecchiatura se questo implicasse l’esportazione non autorizzata di tecnologia o violasse le vigenti restrizioni all’esportazione. DMG MORI ed i suoi distributori non hanno alcun obbligo di riattivare la suddetta Apparecchiatura. DMG MORI ed i suoi distributori non possono in alcun modo essere ritenuti responsabili (incluso per la perdita di profitto o l’ interruzione dell’attivitá o ai sensi della garanzia di servizio limitato qui inclusa) per la disattivazione dell’Apparecchiatura.
+ DCG, DDM, ORC, speedMASTER, powerMASTER, 5X-torqueMASTER, ZEROCHIP, CELOS, ERGOline, SLIMline, COMPACTline, DMG MORI SMARTkey, DMG MORI gearMILL e 3D quickSET sono marchi di fabbrica o marchi di fabbrica depositati da DMG MORI CO., LTD. in Giappone, Stati Uniti e altri paesi.
+ Per qualsiasi domanda o richiesta, vi invitiamo a consultare i nostri specialisti di prodotto.
+ Le informazioni riportate nel presente catalogo sono valide a Gennaio 2018. Progetto e specifiche soggetti a modifiche senza preavviso.
+ Le macchine illustrate nel catalogo potrebbero differire da quelle disponibili. Anche la posizione e la grandezza delle targhette potrebbero differire da quelle presenti sulle macchine, oppure le targhette potrebbero non essere applicate su alcune di esse.
+ I modelli e le specifiche sono suscettibili di modifiche senza preavviso.
Recommended

















