UNIVERZA V MARIBORU
FAKULTETA ZA STROJNIŠTVO
Primož KOLEŽNIK
PRIMERJAVA MED PROGRAMOMA DEPOCAM IN UGS NX4
ZA PROGRAMIRANJE CNC-STROJEV
Diplomsko delo
visokošolskega strokovnega študijskega programa Strojništvo
Maribor junij 2009
Univerza v Mariboru ndash Fakulteta za strojništvo Diplomsko delo
PRIMERJAVA MED PROGRAMOMA DEPOCAM IN UGS NX4
ZA PROGRAMIRANJE CNC-STROJEV
Diplomsko delo
Študent Primož KOLEŽNIK
Študijski program visokošolski strokovni Strojništvo
Smer Proizvodno strojništvo
Mentor izr prof dr Miran BREZOČNIK
Somentor red prof dr Jože BALIČ
Maribor junij 2009
I Z J A V A
Podpisani Primož Koležnik izjavljam da
je bilo predloženo diplomsko delo opravljeno samostojno pod mentorstvom izr prof
dr Mirana BREZOČNIKA in somentorstvom red prof dr Jožeta BALIČA
predloženo diplomsko delo v celoti ali v delih ni bilo predloženo za pridobitev
kakršnekoli izobrazbe na drugi fakulteti ali univerzi
soglašam z javno dostopnostjo diplomskega dela v Knjižnici tehniških fakultet
Univerze v Mariboru
Maribor 27 5 2009 Podpis ______________________
Univerza v Mariboru ndash Fakulteta za strojništvo Diplomsko delo
- II -
ZAHVALA
Zahvaljujem se mentorju izr prof dr Miranu
Brezočniku in somentorju red prof dr Jožetu Baliču
za pomoč in vodenje pri opravljanju diplomskega dela
Zahvaljujem se tudi Gorenju dd za omogočen dostop
do podatkov
Posebna zahvala velja družini ki me je spremljala pri
študiju in mi nudila moralno podporo
Univerza v Mariboru ndash Fakulteta za strojništvo Diplomsko delo
- III -
PRIMERJAVA MED PROGRAMOMA DEPOCAM IN UGS NX4
ZA PROGRAMIRANJE CNC-STROJEV
Ključne besede CNC-stroji CNC-programiranje NC-program STEP-NC študij
primerov DEPOCAM 6 UGS NX4
UDK 0048962-5(0432)
Povzetek
V diplomskem delu smo najprej povzeli zgodovinski razvoj NC-tehnologije in navedli
sodobne trende na tem področju Nekoliko podrobneje smo se posvetili STEP-NC
metodologij Jedro naloge je posvečeno primerjalni študiji med programoma DEPOCAM 6 in
UGS NX4 za NC-programiranje Vpeljali smo različne kriterije primerjave programa pa smo
primerjali tudi na osnovi izvedbe praktičnih primerov
Ugotovili smo da se programa precej razlikujeta zato je bilo tudi pričakovati velik razkorak
časa izdelave med dvema operacijama z istimi rezalnimi parametri Ugotovili smo da je
programski paket DEPOCAM 6 veliko boljši pri časovni primerjavi ker je specializiran
program za programiranje CNC strojev vendar z njim ne moremo narisati ali popravljati 3D-
risb Po drugi strani pa je paket UGS NX4 splošen paket za 3D-risanje in analiziranje
simuliranje različnih obremenitev na obdelovancu zato je primeren za prototipne delavnice
kjer lahko obdelovanec nenehno spreminjamo in dograjujemo Takšen paket je dobrodošel
tam kjer so operater programer in konstrukter na enem delovnem mestu
Univerza v Mariboru ndash Fakulteta za strojništvo Diplomsko delo
- IV -
COMPARISON BETWEEN DEPOCAM END UGS NX4
PROGRAMS FOR PROGRAMMING OF CNC-MACHINES
Key words CNC-machines CNC programming NC-program STEP-NC case studies
DEPOCAM 6 UGS NX4
UDK 0048962-5(0432)
Abstract
In this thesis we summarized the development of NC-technology throughout the history and
stated modern trends of this area STEP-NC technology was discussed in more detail The
main part of the thesis includes the comparison of DEPOCAM 6 and UGS NX4 programmes
for programming We initiated different criteria of comparison and compared the programmes
in two practical cases
The important realization was that the two types of software are very different therefore a
large difference in production time was expected We established that the DEPOCAM 6
software is much better in production time as it is specialised for programming CNC- sided
moulding machines however it cannot be used for drawing or editing 3D pictures On the
other hand this software is appropriate for programming CNC machines UGD NX4 as
mechanical system enables general usage of 3D drawing and analysing simulating different
pressure on the product during process therefore ii is appropriate for prototype workshops
where the product can be changed during the process at any time Such package is appreciated
where the operator the programmer and the constructor are working together
Univerza v Mariboru ndash Fakulteta za strojništvo Diplomsko delo
- V -
KAZALO VSEBINE
1 UVOD1
2 ZGODOVINSKI OPIS RAZVOJA CNC-TEHNOLOGIJE 2
21 Mejniki razvoja NC-tehnologije3
22 Razvoj numerično krmiljenih strojev v Sloveniji8
23 NC-stroji CNC-stroji in DNC-obrati 9
24 Adaptivno krmiljenje (AC)10
25 Prilagodljivi obdelovalni sistemi (POS)11
26 Vpliv NC-tehnologij na obdelovalno tehniko11
27 Prihodnost razvoja 13
3 TREND NA PODROČJU CNC-TEHNOLOGIJE 15
31 Predstavitev tehnologije STEP-NC 15
32 STEP-proizvodnja 16
33 Informacijski model 17
34 Lastnosti STEP-NC17
35 Sedanji problemi 18
36 Funkcionalnost STEP-tehnologije 20
37 STEP-tehnologija kot nov jezik za CNC-krmilje21
38 STEP-tehnologija kot problemsko orientirano programiranje 21
4 PRIMERJAVA MED PROGRAMOMA DEPOCAM 6 IN UGS NX4 ZA
PROGRAMIRANJE NC-STROJEV 22
41 Pomembnosti programov za programiranje CNC-strojev22
42 Opis programa za NC-programiranje DEPOCAM 6 23
43 Delovno okolje DEPOCAM 624
44 Opis programa za NC-programiranje UGS NX425
45 Delovno okolje UGS NX427
Univerza v Mariboru ndash Fakulteta za strojništvo Diplomsko delo
- VI -
5 PRAKTIČNI PRIMER PROGRAMIRANJA S PROGRAMOMA DEPOCAM 6
IN UGS NX4 28
51 Slikovni prikaz funkcij za programiranje DEPOCAM 6 in UGS NX428
52 Uvoz modela ndash primerjava 29
53 Postavitev in uvoz modela z DEPOCAM 630
54 Postavitev in uvoz modela z UGS NX4 30
55 Priprava površin s programom DEPOCAM 6 31
56 Priprava površin s programom UGS NX4 32
57 Določevanje varnostnih mej z DEPOCAM 6 33
58 Določevanje varnostnih mej z UGS NX434
59 Določevanje obdelovalnih operacij z DEPOCAM 6 35
510 Določevanje obdelovalnih operacij z UGS NX4 37
511 Analiza rezalnih poti DEPOCAM 6 39
512 Analiza rezalnih poti UGS NX4 40
513 Primerjava z vidika programiranja 41
514 Praktični primer ndash čas obdelave narejene z DEPOCAM 6 in UGS NX4 41
6 PRIMERJAVA PROGRAMOV Z VIDIKA UPORABNIKA45
61 Kriteriji primerjave 45
62 Ugotovitve 47
7 SKLEP 49
8 VIRI51
9 PRILOGE 52
Univerza v Mariboru ndash Fakulteta za strojništvo Diplomsko delo
- VII -
KAZALO SLIK
Slika 21 Prvi zapis funkcij na luknjast trak2Slika 22 Prvi računalniki 3Slika 23 Prvi numerično krmiljen obdelovalni stroj5Slika 25 Prikaz numeričnega upravljanja računalnika 9Slika 26 Prikaz povezljivosti CNC-sistema s postprocesorjem11Slika 27 Prikaz padanja deleža elektronskih komponent12Slika 28 Prikaz naraščanja stroškov programske opreme 13Slika 29 Deleži numeričnih strojev v proizvodnji14Slika 31 Prikaz heterogenega DNC-sistema 16Slika 32 Prikaz prednosti uporabe STEP-tehnologije 17Slika 33 Obsežne CMM za preverjanje geometrije komponent 18Slika 34 Prikaz standardne G-kode v zapisih programov CNC 19Slika 35 Prikaz pomembnih relacij v tehnologiji STEP-NC 20Slika 41 Prikaz delovnega okolja DEPOCAM 625Slika 42 Prikaz delovnega okolja UGS NX4 27Slika 51 Prikaz funkcij za programiranje DEPOCAM 628Slika 52 Prikaz funkcij za programiranje UGS NX4 29Slika 53 Prikaz primera primerjave programa 2D v DEPOCAM 6 42Slika 54 Prikaz poti orodja pri 2D v UGS NX443Slika 55 Prikaz 3D-programa ndash groba obdelava v DEPOCAM 6 44Slika 56 Prikaz 3D-programa ndash groba obdelava v UGS NX4 44Slika 61 Prikaz primerjave nekaterih pomembnih lastnosti programov 45
Univerza v Mariboru ndash Fakulteta za strojništvo Diplomsko delo
- VIII -
UPORABLJENE KRATICE
AAM (Application Activity Model) Model področja
aktivnosti
AIC (Application Interpreted Constructs) Deljivi resursi
AIM (Application Interpreted Model) Aplikacijski
interpretirani model
AP (Applicatin Protocol) Aplikacijski protokol
API (Application Programming Interface) Aplikacijski programski
˝interfejs˝
CAD (Computer Aided Design) Računalniško podprte
oblikovanje
CAE (Computer Aided Engineering) Računalniško podprte
tehnične analize
CAM (Computer Aided Manufacturing) Računalniško podprta
proizvodnja
CAPP (Computer Aided Process Planning) Računalniško podprto
načrtovanje procesa
CNC (Computer Numerical Control) Računalniško numerično
krmilje
NC (Numerical Control) Numerično krmiljenje
DNC (Direct Numerical Control) Neposredno numerično
krmiljenje
ADNC (Application Direct Numerical Control) Aplikacijsko neposredno
numerično krmilje
Univerza v Mariboru ndash Fakulteta za strojništvo Diplomsko delo
- IX -
CAID (Centre of Applied Industrial Design) Center za dizajn
PMI (Product and Manufacturing Information) Produktni in proizvodni
podatki
PDM (Pruduct Data Management) Upravljanje s podatki v
proizvodnji
PLM (Product Lifecycle Management) Računalniško podprt
sistem za spremljanje
razvojnega cikla izdelka
IGES (Initial Graphics Exchange Standard) Standard za razumevanje
proizvodnje
ISO (International Organization for
Standardization)
Mednarodna
organizacija za
standardizacijo
STEP-NC (STEP Numeric Control) Razširjeni STEP
standard za NC-stroje
STEP (Standard for the Exchange of Product Model
Data)
Standard za razumevanje
podatkov proizvodnje
Univerza v Mariboru ndash Fakulteta za strojništvo Diplomsko delo
- 1 -
1 UVOD
V začetku diplomskega dela bomo predstavili zgodovino nastanka CNC-tehnologije in
prihodnost nekaterih metodologij zapisa CNC-programa s STEP-tehnologijo Na to bomo
izvedli primerjavo med programoma za CNC-programiranje strojev DEPOCAM 6 in UGS
NX4 ter primerjali nekatere osnovne funkcije obdelav s programoma Izvedli bomo tudi
primerjavo časa izdelave obdelovanca v programskem okolju Za to primerjavo bomo vnašali
v oba programa enake parametre odrezavanja pomike enako število obratov parametre
orodja in ugotavljali kakšen je čas operacij 2D in 3D med programoma Vršili bomo
primerjavo med programoma z vidika
finančnega vložka
popolnosti funkcij
uporabniške prijaznosti
časovne zahtevnosti
možnosti dogradnje postprocesorjev za krmilje CNC-strojev
arhiviranja orodij
časa izobraževanja
časa izdelave izračunov poti orodja
Za primerjanje programske opreme smo se odločili da bi ugotovili katere so dobre in
slabe strani programov in kako lahko določimo področje uporabe v proizvodnji Z vidika
primerjave je glede CNC-programske opreme napisanega premalo da bi ob nakupu takšne
opreme lahko primerjali lastnosti med programi in opravili najboljšo izbiro Veliko podjetij se
ob nakupu programske opreme odloči napačno ker se izbere programska oprema ki ne
dosega optimalnih rezultatov na strojih v določeni proizvodnji (orodjarstvo serijska
proizvodnja) S takšnimi odločitvami podjetja izgubijo finančna sredstva in tudi
konkurenčnosti proti drugim podjetjim
Univerza v Mariboru ndash Fakulteta za strojništvo Diplomsko delo
- 2 -
2 ZGODOVINSKI OPIS RAZVOJA CNC-TEHNOLOGIJE
Želji po napredku ki je prisotna v slehernem od nas ves čas botrujejo okoliščine ki jo
vzpodbujajo in včasih tudi usmerjajo Tako lahko le za redke izume trdimo da so plod
popolnoma neodvisne ideje V večini primerov so to izsledki temeljnih znanstvenih disciplin
kot sta matematika in fizika Na področju aplikativnih znanosti pa so izumi večinoma
pogojeni z razvojem tehnike in znanosti nasploh To še posebej velja za razvoj obdelovalnih
strojev kjer zgodovino poleg temeljnih znanosti krojijo še mnogi družbeni dejavniki ter
trenutne potrebe trga
Tako je prvi NC-stroj nastal zaradi potreb vojaške industrije ki je potrebovala orodje za
izdelavo vse zahtevnejših letal in letalskih pogonov Seveda bi si ta industrija podobne stroje
želela že prej vendar zanje čas še ni ˝dozorel˝ Pred njimi so morali nastati nekateri izumi in
ideje ki so ustvarili podlago in sprožili željo po izdelavi raquoSistema za neposredno krmiljenje
položaja vreten obdelovalnih strojev preko izhoda računskega strojalaquo kot se je glasil opis
naročila projekta ameriške vojske ki ga je prevzel John Parsons na MIT in ga danes štejemo
za izumitelja NC-stroja
Slika 21 Prvi zapis funkcij na luknjast trak
Univerza v Mariboru ndash Fakulteta za strojništvo Diplomsko delo
- 3 -
21 Mejniki razvoja NC-tehnologije
Idejo o krmiljenju naprav po vnaprej določenem scenariju lahko zasledimo že v 14 stoletju
ko so zvonove krmilili s posebnimi bodičastimi valji in na ta način dobili želeno ˝melodijo˝
ki se je lahko večkrat ponovila Razvoj sistema numerično vodenih obdelovalnih strojev je s
podobnimi izumi v tesni zvezi na njegov nastanek in nezadržni razcvet pa močno vpliva
razvoj elektronike in računalniške tehnike
V nadaljevanju je podanih nekaj ključnih zgodovinskih mejnikov razvoja krmilne tehnike
in numerično krmiljenih strojev
1808 je Joseph M Jacquard uporabil pločevinaste kartice z luknjicami za krmiljenje
tkalskih strojev in tako iznašel prenosljiv nosilec podatkov
1863 je M Fourneaux patentiral avtomatski klavir znan pod imenom Pianola Srce
klavirja je poleg običajnih klavirskih sestavnih delov vsebovalo približno 30 cm širok
papirnat trak z luknjicami (slika 21) skozi katere je stisnjen zrak krmilil mehanično
tipkovnico in igral melodije kodirane na papirnatem traku To metodo so nato
razvijali da je bilo mogoče regulirati tudi zvok jakost ter hitrost igranja kar je
omogočilo precej natančno izvedbo klavirskih skladb
Slika 22 Prvi računalniki
Univerza v Mariboru ndash Fakulteta za strojništvo Diplomsko delo
- 4 -
1938 je Claude E Shannon med pripravo svoje doktorske naloge na Massachusetts
Institute of technology (MIT) prišel do spoznanja da sta avtomatski preračun ter
prenos podatkov mogoča samo v dvojiški obliki in ob uporabi Boolove algebre ter da
so elektronska stikala edine praktično uporabne komponente za ta namen
1946 sta dr John W Mauchly in dr J Presper Eckert izdelala in dobavila ameriški
vojski prvi digitalni računalnik Eniac (slika 22)
1949ndash1952 je John Parsons v okviru MIT po naročilu ameriških letalskih sil razvil
˝Sistem za neposredno krmiljenje položaja vreten obdelovalnih strojev preko izhoda
računskega stroja˝ in kot dokaz o delovanju oblikoval izdelek Parsons je s svojim
projektom podal štiri ključna izhodišča za nadaljnji razvoj ideje o numeričnem
krmiljenju
o izračunana pot orodja se hrani na luknjani kartici
o luknjane kartice se na stroju avtomatično berejo
o kontrolira se gibanje orodja
o na osnovi teh podatkov se opravlja gibanje po koordinatnih poteh s servomotorji
Univerza v Mariboru ndash Fakulteta za strojništvo Diplomsko delo
- 5 -
Slika 23 Prvi numerično krmiljen obdelovalni stroj
1952 je pričel na MIT delovati prvi numerično krmiljeni obdelovalni stroj z imenom
Cincinnati Hydrotel z navpičnim vretenom Krmilje je bilo izvedeno z elektronkami
omogočalo je hkratno premikanje treh osi (3D-linearna interpolacija) in dobivalo
podatke preko dvojiško kodiranih luknjanih trakov (slika 23) S temi stroji je bilo
možno izdelati vedno zahtevnejše integralne dele za potrebe letalske industrije Šlo je
za izdelke ki jih je bilo možno natančno opisati z malo matematičnimi podatki vendar
zelo težko ročno izdelati
1954 odkupi podjetje Bendix Parsonsove patentne pravice in proizvede prvi
industrijsko izdelan NC-stroj prav tako z uporabo elektronk
1957 postavijo ameriške letalske sile (US Air Force) prve NC-rezkalne stroje v svoje
delavnice
Univerza v Mariboru ndash Fakulteta za strojništvo Diplomsko delo
- 6 -
1958 je bil predstavljen prvi programski jezik s simboli imenovan APT in sicer v
povezavi z računalnikom IBM 704 Pomeni začetek strojnega programiranja
1960 predstavijo nemški proizvajalci na sejmu v Hannovru svoje prve NC-stroje Za
numerična krmilja pričnejo v tem letu uporabljati tranzistorska vezja
1963 je bil izdelan prvi specialni NC-stroj
1965 iznajdejo avtomatični izmenjevalnik orodja
1968 postanejo z uporabo IC-tehnike (integralna vezja) krmilja manjša in
zanesljivejša
1969 uporabijo v podjetju SUNDSTRAND Omnicontrol v ZDA prve DNC-naprave
1970 iznajdejo avtomatično menjavo obdelovancev z menjavo transportnih palet
1972 omogočijo prvi NC-stroji s serijsko vgrajenim miniračunalnikom razvoj novi
generaciji zmogljivejših računalniško krmiljenih strojev ki pa so jih kmalu zamenjali
CNC-stroji z mikroprocesorji
1974 je bil izdelan prvi večoperacijski CNC-obdelovalni stroj
1975 iznajdejo avtomatične korekture orodja (povratni hod)
Univerza v Mariboru ndash Fakulteta za strojništvo Diplomsko delo
- 7 -
1976 pričnejo za krmilja CNC-strojev uporabljati mikroprocesorje
1977 iznajdejo avtomatični nadzor življenjske dobe orodja (AC-krmilja)
1978 so zasnovani prvi prilagodljivi proizvodni sistemi (POS)
1980 so programska orodja ki so jih razvili in pričeli integrirati v CNC-stroje
omogočila programiranje neposredno na strojih in sprožila spopade za in proti
krmiljem z ročnim vnosom podatkov CNC-krmilja že vsebujejo podprograme za
pomoč pri izdelavi programov za proizvodnjo
1984 postavijo zelo zmogljivi CNC-stroji podprti s programskimi orodji z grafičnim
prikazom nova merila za programiranje proizvodnje
198687 omogočajo standardni programski in računalniški vmesniki povezavo strojev
v avtomatizirano tovarno na podlagi računalniških mrež (CIM in JIT)
Univerza v Mariboru ndash Fakulteta za strojništvo Diplomsko delo
- 8 -
1920
1930
1940
1950
1960
1970
1980ČA
S N
ASTA
NKA
TEHNOLOŠKI NIVO
RAZVOJ CNC PROGRAMIRANJA
UNIVERZALNE
PRODUKCIJSKE
AVTOMATI
Slika 24 Prikaz razvoja CNC-programiranja
22 Razvoj numerično krmiljenih strojev v Sloveniji
Pri nas so se prvi NC-stroji pojavili okrog leta 1976 in sicer v Železarni Ravne kjer sta bila
proizvajalca Pratt amp Whitney na tedanji Višji tehniški šoli v Mariboru ter na Fakulteti za
strojništvo v Ljubljani pa vrste Cincinnati Milacron Med prve moderno opremljene tovarne
prištevamo še Litostrojevo tovarno viličarjev kjer se je proizvodnja na sodobnih CNC-strojih
začela leta 1979 Na območju nekdanje Jugoslavije so prvi NC-stroj pognali v Prvomajski v
Zagrebu ( prikaz razvoja slika 24)
Naše tovarne se z izdelavo računalniško krmiljenih stružnic in vrtalno-rezkalnih strojev za
obdelavo kovin niso ukvarjale Poleg bogate ponudbe iz tujine so s tovrstnimi stroji tovarne
bivše Jugoslavije opremljali Prvomajska iz Zagreba in še nekateri drugi proizvajalci Med
našimi proizvajalci velja omeniti Iskro ki je izdelala krmilnik CNC-2T Litostroj je izdelal
Univerza v Mariboru ndash Fakulteta za strojništvo Diplomsko delo
- 9 -
več različnih CNC-preoblikovalnih strojev in linij za razrez pločevine v Gorenju so izdelali
robota itd
Precej več je bilo narejenega na razvoju programske opreme za računalniško načrtovanje
izdelovalnega procesa (CAP) kjer beležimo nekaj odmevnih izdelkov s področja
računalniškega programiranja NC-strojev in upravljanja proizvodnih procesov
23 NC-stroji CNC-stroji in DNC-obrati
Prvotni koncept numeričnega krmiljenja (NC) je s pojavom miniračunalnikov še bolj pa s
pojavom mikroračunalnikov prerasel v dosti naprednejši CNC-koncept CNC je okrajšava za
Computerized Numerical Control v bistvu pa pomeni krmilje z vgrajenim računalnikom
Vgrajen računalnik je olajšal upravljanje stroja omogočil izvajanje zahtevnejših računskih
operacij na njem (interpolacije višjega reda) izboljšal pomnilniške kapacitete krmilja
predvsem pa omogočil povezovanje krmilijstrojev v industrijske računalniške mreže (slika
25)
Slika 25 Prikaz numeričnega upravljanja računalnika
Univerza v Mariboru ndash Fakulteta za strojništvo Diplomsko delo
- 10 -
To zadnjo lastnost s pridom uporablja koncept DNC-obrata Kratica pomeni Direct
Numerical Control ali neposredno numerično krmiljenje gre pa za idejo osrednjega
nadzornega računalnika ki upravlja več CNC-strojev ˝Upravljanje˝ je v večini primerov
omejeno na osrednje shranjevanje NC-programov ter prenos le-teh od računalnika do strojev
in nazaj Seveda lahko ima osrednji računalnik tudi bolj zahtevne naloge kot so zbiranje
podatkov o delovanju strojev upravljanje toka materiala in celo upravljanje proizvodnje
Zaradi stalnega padanja cen elektronskih komponent in hitrega razvoja mikroračunalniške
tehnologije najdemo danes NC-stroje le še v arhivih in zgodovinskih učbenikih sicer pa so
moderni numerično krmiljeni stroji izključno CNC-stroji
24 Adaptivno krmiljenje (AC)
Iz jedra osnove numerično krmiljenih strojev ne smemo izpustiti adaptivnega krmiljenja s
katerim skušamo numerično krmiljene stroje avtomatizirati do te mere da bomo med
obratovanjem lahko vplivali na sam proces odrezavanja in s tem tudi na glavni čas obdelave
Vsa do sedaj omenjena avtomatizacija namreč služi le skrajševanju pomožnih in pripravnih
časov ki jih lahko z umno organizacijo in uporabo sistemov za avtomatsko menjavo
obdelovancev tudi izničimo
Adaptivno krmiljeni sistemi pa z avtomatskimi napravami vplivajo na proces odrezavanja
in sicer z namenom skrajševanja glavnega časa obdelave AC-sistemi so torej posebna oblika
krmilja kjer je postopek odrezavanja vključen v regulacijski krog
Postopek odrezavanja je navadno vnaprej predviden in določen z osnovnimi odrezovalnimi
parametri (globina rezanja podajanje rezalna hitrost) ki so izračunani glede na neke
standardne delovne pogoje Ti pogoji pa lahko od dejanskih bistveno odstopajo kar lahko s
tipali zaznamo kot na primer manjšo obremenitev stroja in podobno V tem primeru lahko
parametre spremenimo in tako vplivamo na glavni obdelovalni čas Podobno lahko z
merjenjem odrivne sile na orodju zaznamo obrabljenost orodja in ga pravočasno zamenjamo ndash
še preden proizvedemo izmet Numerično krmiljen stroj opremljen s potrebnimi tipali in
krmiljem ki ta tipala nadzoruje imenujemo adaptivno krmiljen stroj
Univerza v Mariboru ndash Fakulteta za strojništvo Diplomsko delo
- 11 -
25 Prilagodljivi obdelovalni sistemi (POS)
Prilagodljive obdelovalne sisteme (POS) bi lahko imenovali tudi izpopolnjena nadgradnja
DNC-sistema Prilagodljiv obdelovalni sistem je skupek CNC-strojev ki so med sabo fizično
in podatkovno (logično) povezani Za fizično povezavo skrbi transportni oziroma logistični
sistem za podatkovno pa računalniško omrežje in osrednji nadzorni računalnik V takšen
sistem povezujemo stroje z namenom večje avtomatizacije delovnega procesa in s tem
skrajšanja proizvodnih časov POS se od DNC razlikuje predvsem po vlogi nadzornega
računalnika ki tukaj poleg obdelovalnega regulira še logistični sistem (slika 26)
Prilagodljivi obdelovalni sistemi so namenjeni izdelavi tehnološko podobnih delov
omogočajo pa optimizacijo celotnega sistema in s tem hitrejše ter učinkovitejše odpravljanje
motenj v procesu
Slika 26 Prikaz povezljivosti CNC-sistema s postprocesorjem
26 Vpliv NC-tehnologij na obdelovalno tehniko
Z novimi iznajdbami na področju elektronike in elektrotehnike (tranzistor integrirana vezja
hellip) so se na področju izdelave krmilnih naprav za numerično krmiljene strojev odprle številne
nove možnosti V prvi fazi je napredek tekel predvsem v smeri povečanja sposobnosti
krmilnih enot kjer je bil vrhunec dosežen z vgradnjo računalnika v krmilje (slika 27) V
Univerza v Mariboru ndash Fakulteta za strojništvo Diplomsko delo
- 12 -
drugi fazi pa so elektronske komponente začeli vgrajevati tudi v ostale dele stroja da bi s tem
dvignili nivo avtomatizacije ter dodatno skrajšali pripravljalni in nastavni čas Hiter napredek
je omogočilo predvsem hitro padanje cen elektronskih komponent ki so v začetnem obdobju
predstavljale levji delež stroškov izdelave numerično krmiljenega stroja danes pa pomenijo
že manj kot 10 odstotkov vrednosti celotnega stroja ( slika 28)
0
20
40
60
80
100
120
1960
1962
1964
1966
1968
1970
1972
1974
1976
1978
1980
1982
1984
1986
1988
1990
RELEJNA TEHNIKA IN ELEKTRONSKE CEVI
TRANZISTORKSA TEHNIKA
TEHNIKA INTEGRIRANIH VEZIJ
INEGRACIJA Z MINIRAČUNALNIKI (CNC 1)
MIKROPROCESORSKA INEGRACIJA(CNC 2)
VLSI TEHNIKA (CNC 3)
Slika 27 Prikaz padanja deleža elektronskih komponent
Z vključitvijo mikroračunalnika v krmilje stroja so se odprle dodatne možnosti za dvig
avtomatizacije proizvodnje predvsem pa za izdelavo vse zahtevnejših oblik Obenem se
pojavijo tudi težnje da bi večji del programerskih funkcij postavili neposredno na krmilje
stroja K sreči so se te težnje kmalu izgubile saj bi danes to pomenilo da bi stroj vreden
nekaj 100 tisoč evrov namesto svoje ciljne funkcije opravljal delo osebnega računalnika
vrednega nekaj 300 evrov Je pa omenjeni trend pustil pozitivne posledice pri razvoju
konvencionalnih univerzalnih strojev Ti so danes prav tako že opremljeni s krmilji vendar je
postavitev vseh elementov še vedno prirejena človeku ki s strojem dela in ne avtomatskim
strežnim napravam kot je to običaj pri ˝čistih˝ numerično krmiljenih strojih
S pojavom CNC-strojev pa se je zgodila še ena velika sprememba ki je bila posledica
vgrajenega računalnika Pokazala se je namreč potreba po zmogljivejši in vse zahtevnejši
programski opremi Le-ta je kmalu začela predstavljati večji del vrednosti stroja kot pa
Univerza v Mariboru ndash Fakulteta za strojništvo Diplomsko delo
- 13 -
njegove mehanske komponente Oba navedena vzroka neuporabnost stroja če se na njem
izvaja programiranje in stroški programske opreme sta privedla do ločevanja programerskih
funkcij od čistih krmilno-komunikacijskih funkcij krmilja Tako se danes z redkimi
izjemami programiranje strojev izvaja na ločenih grafičnih postajah kjer se s pomočjo
simulacijskih programov izvede tudi preizkušanje NC-programov Od tod pa se preverjeni
NC-programi preko računalniških mrež prenašajo do CNC-strojev
0
20
40
60
80
100
1967
1968
1969
1970
1971
1972
1973
1974
1975
1976
1977
1978
1979
1980
1981
1982
1983
1984
Slika 28 Prikaz naraščanja stroškov programske opreme
27 Prihodnost razvoja
Od prihodnosti na področju razvoja numerično krmiljenih strojev pričakujemo predvsem
večje možnosti povezovanja v računalniška omrežja Te so namreč še vedno odvisne od
standardnih serijskih vmesnikov tipa RS 232 na katere se potem priklapljajo najrazličnejše
zunanje komunikacijske naprave Zaradi omejitev serijske komunikacije je seveda močno
omejena tudi izmenjava podatkov med strojem in nadzornim računalnikom ki bo v prihodnje
nujna zato pričakujemo tudi ukinjanje nekaterih funkcij CNC-krmilja ki sodijo bolj na
STROŠKI PROGRAMSKE OPREME
STROŠKI STROJNE OPREME
Univerza v Mariboru ndash Fakulteta za strojništvo Diplomsko delo
- 14 -
področje grafičnih delovnih postaj Namesto teh bo prišlo do vključevanja omrežnih
protokolov kot sta TCPIP in IPXSPX kar bo omogočilo neposredno povezovanje v
arhitekturo odjemalecstrežnik s čimer se bo pojavila tretja generacija DNC-konceptov
Nenazadnje bo prej ali slej moralo priti do ukinitve trenutnega standarda NC-kodnega zapisa
ki s svojo omejenostjo že predstavlja oviro Pričakujemo lahko pojav novega standarda z
izrazno bogatejšim kodiranjem ali celo pojav poprocesorjev integriranih v krmilja CNC-
strojev
Zelo pomembno za prihodnji razvoj numerično krmiljenih strojev in s tem povezane
tehnologije je nadaljnje upadanje deleža velikoserijske in masovne proizvodnje v
strojegradnji kar je posledica tržnih sprememb Potrebe trga se vedno bolj nagibajo k večji
individualizaciji dobrin kar pomeni prilagajanje posameznih izdelkov posebnim
individualnim potrebam kupca V takšnih razmerah pa sta nujni velika prilagodljivost in
odzivna sposobnost proizvodnega sistema za kar so numerično krmiljeni obdelovalni stroji
vedno bolj prilagojeni (slika 29)
MasovnaSerijska
Individualna
Maloserijska
Deleži numeričnih strojev v proizvodnji
Slika 29 Deleži numeričnih strojev v proizvodnji
Univerza v Mariboru ndash Fakulteta za strojništvo Diplomsko delo
- 15 -
3 TREND NA PODROČJU CNC-TEHNOLOGIJE
STEP-NC se uporablja v proizvodnji frezanja vrtanja struženja konturnega rezanja in je
prihodnost CNC-programiranja Povezovanje sistemov z boljšim ga naredi bolj
interoperabilnega omogoča hitrejše programiranje ter varnejše delo Tako lahko z uporabo
koncepta fleksibilne proizvodnje s tem sistemom prihranimo ogromno denarja
31 Predstavitev tehnologije STEP-NC
V preteklih letih se je ogromno dogajalo v smeri razvoja elektronske tehnologije kot tudi na
področju programske opreme ki sta tesno povezani tehnologiji kateri sta imeli ogromen vpliv
na današnje numerične CNC-stroje in krmilja
Numerični stroji in krmilniki so postali bolj inteligentni fleksibilni z več spomina
oziroma kapacitete ter z veliko boljšo povezavo v skupnem internem omrežju (slika 31) To
vodi v spremembo oblikovanja DNC-sistema ki temelji na prejšnjem DNC-sistemu Z DNC-
sistemom podatkov dobimo bolj primerne sposobnosti shranjevanja ne samo v centralnih
DNC-serverjih ampak tudi v CNC-krmilnikih ali CNC-terminalih Sprememba arhiviranja
pomeni zahtevo DNC-programske opreme naj se spremenijo tako DNC v celoti z vsemi
osnovnimi funkcijami tega sistema kakor tudi distribucija NC-podatkov v obeh smereh do
CNC-stroja Tako naj bi zadovoljili današnje zahteve da dovoljujejo uporabnikom gradnjo
spreminjanje podatkov v odnosu med obdelovancem (3D-zapis) s 3D in drugimi
podatkovnimi programi kot so denimo program za arhiviranje podatkov orodij informacij
risb obdelovanca proizvodnih podatkov strojnih parametrov Vse želje uporabnikov bazirajo
na tem kako povezati vse sisteme preko interneta ter tako pridobiti na večji fleksibilnosti
sistema oziroma proizvodnje Takšni sistemi omogočajo večjo preglednost podatkov s čimer
se samo spreminjanje podatkov ne vrši v spremembi glavnih funkcij le-teh Sedanji problemi
s podatki ki prihajajo na stroj po drugih sistemih kot so enosmerni sistem NC v CNC
povzročajo pri transformiranju izgubo osnovnih podatkov Težavo pa predstavlja tudi
Univerza v Mariboru ndash Fakulteta za strojništvo Diplomsko delo
- 16 -
kasnejše popravljanje podatkov na stroju kar privede v naslednji fazi do izgube le-teh STEP-
tehnologija pa nam omogoča boljšo preglednost ter bolj natančen zapis podatkov
Slika 31 Prikaz heterogenega DNC-sistema
32 STEP-proizvodnja
STEP-proizvodnja temelji na DNC-sistemu z zmožnostjo za shranjevanje v DNC-serverju
in tudi v CNC-terminalu To predstavlja velik izziv za DNC-programsko opremo v
implimentarnih osnovnih funkcijah
Posredovalcu ki temelji na DNC-programski opremi z asistenco (ADNC) je
predlagano kako reševati probleme znotraj samega omrežja ter prenosa podatkov Njegova
naloga je zbirati distribute NC-informacij in jih transformirati oz prenesti varno in seveda
v celotni obliki z vsemi pripadajočimi funkcijami NC-program z zbranimi strojnimi
podatki znotraj omrežja ne izgubi veličinskih funkcij Zato dobiva tehnologija STEP-NC
nove razsežnosti nadaljnjega razvoja v smeri kako s sestavo agentov ki temeljijo na
asistenci (agenti AP s platformo agenta JADE) nadzorovati spremembe transformacij NC-
programov
Univerza v Mariboru ndash Fakulteta za strojništvo Diplomsko delo
- 17 -
33 Informacijski model
STEP integrira več kot deset objektnih modelov s takšno povezljivostjo pa dobimo boljši
informacijski sistem ki zajema inženirsko kolaborativno delo upravljanje oskrbovalne
verige avtomatizacijo tovarne mikro obdelavo Med objektnimi modeli je mnogo
pomembnih relacij (slika 32)
Slika 32 Prikaz prednosti uporabe STEP-tehnologije
34 Lastnosti STEP-NC
Eliminacija 4500+ postprocesorjev
Varnejši bolj prilagodljivi obdelovalni stroji
Out-sourcing kontrole kvalitete
Projicirani prihranki pri procesiranju
Univerza v Mariboru ndash Fakulteta za strojništvo Diplomsko delo
- 18 -
35 Sedanji problemi
Trenutno aktualni proces je neučinkovit
Konstrukcija pošilja nepopolne podatke
Proizvodnja dela popravke a jih ne dokumentira
Končni rezultat je krmilni program ki dela le na enem stroju pri enem dobavitelju
RS274D ISO DIN66025 (G-koda) je stara 50 let
CMM za preverjanje geometrije komponent so obsežne (slika 33)
Slika 33 Obsežne CMM za preverjanje geometrije komponent
V uporabi imamo NC-programiranje z RS274D ki ima v zapisu še vedno G-kodo Ta
nima tako bogatega zapisa integriranih podatkov kot STEP-NC kar prikazuje navedeni
primer - razlike med obema zapisoma (slika 34)
Univerza v Mariboru ndash Fakulteta za strojništvo Diplomsko delo
- 19 -
Slika 34 Prikaz standardne G-kode v zapisih programov CNC
N05 G54
N10 G00 Z10000
N15 G91 G0 Z200
N20 T5 D1 WW
N30 G90 M5
N35 G00 X0000 Y-150000 N40 G00 Z5000
N45 M08
N50 S3183000
N55 M03
N60 F1477000
N65 G00 X60000 Y-150000 N70 G00 Z5000
N75 G00 X60000 Y-150000 N80 G01 Z-0500
Stroju specifični
program komponente s
podatki o gibanju osi
ki ga generira
postprocesor
Dobavitelj specifične
razrešitve originalnega
standarda
Samo primitivni gibalni
in priklopni ukazi
Ni standardiziranega
podatkovnega formata
za procesiranje krivulj
in softiciranih NC-
tehnologij
Idealen za papirni
trak
STEP-NC nadomešča G-kodo z
bogatim integriranim
podatkovnim formatom
Univerza v Mariboru ndash Fakulteta za strojništvo Diplomsko delo
- 20 -
Slika 35 Prikaz pomembnih relacij v tehnologiji STEP-NC
36 Funkcionalnost STEP-tehnologije
Korist in funkcionalnost STEP-tehnologije sta danes na področju boljše kontrole procesov
kjer s pomočjo te tehnologije zajamemo bolj natančno funkcijo zapisa daljic in lokov (TCP-
zapis) K temu spadajo tudi vse tolerirane krivulje ter produkti geometrije obdelovanca s
čimer je izboljšan zapis v STEP-tehnologiji veliko bolj natančen ( slika 35)
Nadaljnje razvijanje STEP-tehnologije v odvisnosti koristi in funkcionalnosti poteka v
smeri boljšega določevanja parametrov značilnosti toleranc značilnosti vrtilnih ciklov ki
spadajo v skupino boljšega monitoringa procesov Naslednja najnovejša skupina STEP-
tehnologije je fleksibilna proizvodnja z boljšim zapisom parametričnih operacij nadzorovanje
delovnih korakov tolerirane površine pogojne operacije Na ta način dobimo na osnovnem
nivoju zgradbe samega krmiljenja procesa tako imenovano pametno krmilje ki je zgrajeno iz
CAM-zapisa z dvosmerno povezavo z zapisovalnikom (DLL) ta pa je v povezavi z AP-238
datotekami (SUBS) in je enosmerno povezan s kontrolo podatkov ter STEP-NC-
simulatorjem vse skupaj pa je v povezavi s krmilnikom HMI do krmilnika gibov Krmilnik
Univerza v Mariboru ndash Fakulteta za strojništvo Diplomsko delo
- 21 -
HMI sestavljata pretvornik (DL) in gibalnik ukazov (TCP) Vse to sestavlja osnovni nivo
konfiguracije katerega smo vstavili v obstoječe CNC-komponente Vstavili smo zapisovalnik
(DLL) in pretvornik (DL) ki omogočata eliminacijo postprocesorjev hitrejšo operaterjevo
potrditev programa ter optimalno kreiranje poti na stroju Če pa krmilnik HMI dopolnimo z
nadzornim (DLL) in CNC-polnilnikom pa dobimo konfiguracijo nadzora procesa Ta nam
dovoljuje verifikacijo pravilnosti operacij krmilnika čase operativnih parametrov indifikacijo
značilnosti operacije orodij za vsak delovni potek
37 STEP-tehnologija kot nov jezik za CNC-krmilje
Za kompleksnejše obdelovance je tehnologija STEP-NC popolna saj gre za nedvoumen
model komponent in procesov Združuje obdelovalne procese potrebe po orodjih geometriji
tolerancah in PDM S CNC-sistemom naredi bolj interoperabilnega omogoča hitrejše
programiranje varnejše delo Tako lahko z uporabo koncepta fleksibilne proizvodnje s tem
sistemom prihranimo ogromno denarja
38 STEP-tehnologija kot problemsko orientirano programiranje
Z datoteko AP-238 opisujemo kaj in tudi kako saj s tem dosežemo da iz surovca
naredimo geometrijo odstranjujemo značilnosti spreminjamo vrstni red z ustreznimi orodji
ki ustrezajo tem zahtevam AP-238 dovoli krmilniku tudi izbiro gibov orodja S tem
nadomestimo prejšnjo obliko zapisa s standardno kodo G ki opisuje samo kako (premakni
orodje na to lokacijo premakni orodje na to lokacijo in tako naprej za tisoč ukazov)
Univerza v Mariboru ndash Fakulteta za strojništvo Diplomsko delo
- 22 -
4 PRIMERJAVA MED PROGRAMOMA DEPOCAM 6 IN UGS
NX4 ZA PROGRAMIRANJE NC-STROJEV
41 Pomembnosti programov za programiranje CNC-strojev
Danes imamo na trgu veliko izbiro programov paketov za CAM-programiranje pri katerih
vsak po svoje odlično služi svojemu namenu naloga uporabnika pa je da ob investiciji pri
nakupu takšnega paketa ve kakšna je njegova namembnost in kaj bo z njim počel da ga bo
lahko optimalno izkoristil tudi v prihodnosti
Paketi CAM-programiranja se danes razlikujejo v detajlih ki jih uporabniki začetniki niti
ne opazijo To pride najbolj do izraza pri jalovih hodih oz poteh ki so generirane pri samem
programiranju in se od programa do programa razlikujejo To so zelo pomembni parametri v
odvisnosti koliko časa bomo porabili za izdelavo izdelka na CNC-stroju z najbolj
optimalnimi potmi s katerimi bomo prihranili pri času izdelave Tukaj ne smemo pozabiti da
tudi sekvence poti vplivajo na čas in obstojnost orodja Orodja in njihova obstojnost pomenijo
velik delež stroškov in če te parametre držimo na optimumu prihranimo na letni ravni
ogromno časa in denarja ter podaljšamo delovanje orodij Lahko bi rekli da so ti parametri
najbolj zaželeni seveda pa ne smemo pozabiti na samo programsko okolje različnih
programov paketov
Nekateri paketi so zelo nazorni pregledni hitro učeči enostavni za uporabo v tem oziru
pa se med seboj tudi precej razlikujejo V različnih panogah kot je denimo orodjarstvo s
svojo kompleksno strukturo z izdelavo preciznih segmentov orodja z različnimi trdotami
(kaljene površine) s postopki obdelave in s svojo unikatnostjo predstavljajo velik izziv za
ponudnike CAM-paketov ter skrbno izbiro le-teh Še tako podobni vgradni strojni vložki se
lahko med sabo zelo razlikujejo po strategiji obdelave Vse to vodi managerje v orodjarnah
da čim bolj združujejo posamezne operacije znotraj organizacijske strukture kot so
detajliranje in izdelava tehnologije posameznih pozicij ali pa programiranje ter posluževanje
Univerza v Mariboru ndash Fakulteta za strojništvo Diplomsko delo
- 23 -
strojev ipd Zato je zelo pomembno da je CAM-programski paket generiran tako da zelo
hitro preračunava posamezne sekvence da ne pride zaradi tega do zastojev na strojih
V nadaljevanju bomo primerjali dva programa za programiranje CNC-strojev in sicer
paketa DEPOCAM 6 in UGS NX 4 ki se že v sami osnovi zelo razlikujeta
42 Opis programa za NC-programiranje DEPOCAM 6
DEPOCAM prihaja iz hiše NC Graphics ustanovljene leta 1993 njegov izumitelj pa je bil
Arthur Flutter leta 1977 v Cambridgeu v Veliki Britaniji S podjetjem Depocam GmbH je
leta 1993 ta program v celoti zaživel na trgu ponudnikov CAM-paketov Združitev v NC
Graphics je bila želja proizvajalca da ponudi svojim kupcem celovit paket od strojev orodij
programskih paketov ki bazirajo na dolgoletnih izkušnjah operaterjev v industriji To
povezovanje proizvajalca s kupcem pa je seveda obrodilo sadove v enostavnosti
programskega okolja ter dobrih optimumih rezalnih parametrov
Program se v praksi ne trži kot samostojna enota ampak v sklopu investicije primernega
orodjarskega stroja ustreznega rezilnega orodja in v racionalni uporabi rezilnega orodja To
seveda ne pomeni da je program kot posamezna komponenta neučinkovit nasprotno pomeni
konkurenčno prednost pred ostalimi ravno zaradi zaključenega paketa
S tem paketom lahko združimo dvoje delovnih mest (programerja in operaterja) v eno in
tako dosežemo
prenos odgovornosti za doseganje planov v podjetju na operaterja programerja saj
ima operater glavno vlogo pri doseganju proizvodnih normativov
dvig splošnega nivoja znanja na vse zaposlene v proizvodnji
15-odstotni dvig produktivnosti in obdelovalno kvaliteto saj imajo vsi zaposleni
vpogled v končni CAD-model na računalniku ob stroju
Univerza v Mariboru ndash Fakulteta za strojništvo Diplomsko delo
- 24 -
43 Delovno okolje DEPOCAM 6
Delovno okolje v programu za CNC-programiranje strojev je program namenjen
programiranju 3-osnih in 3+2-osnih CNC-strojev V delovnem okolju je opaziti da so vse
funkcije programa prikazane v orodnih vrsticah ker pomeni da uporabnik ni preobremenjen z
nešteto prikazanimi funkcijami ki dajejo vtis nepreglednosti in neuporabnih ukazov To je
nazoren primer kako enostaven je po svoji namembnosti uporabniku ki mora spoznati samo
določena pravila (ukazi na miški) in že lahko ustvari enostavne programe za CNC-
programiranje Ikone ali shematsko drevo na levi strani omogočajo vklop modela funkcije
operacije obdelave s tem pa lahko natančno primerjamo med dvema različnima obdelavama
poti orodja
Model uvozimo v obliki ( x_t iges Catia V4 in Catia V5 hellip) nastavimo koordinatni
sistem tako da transformiramo model po ordinatah x y z rotiramo zrcalimo v željeni
položaj za kasnejše vpetje na stroj Ko je model postavljen v pravilno lego v koordinatnem
sistemu (ujemanje s pozicijo koordinatnega sistema stroja) lahko mere po x y z preverimo
tako da se z miško postavimo na željeno površino in v orodni vrstici desno spodaj se nam
prikazujejo vrednosti dolžin x y z koordinat Tako v dveh korakih v delovnem okolju
določimo pozicijo 3D-modela moteče pri tem pa je seveda to da se model kopira med sabo
(levo orodno drevo) kar lahko ob nepazljivosti povzroči kasnejšo zmedo med modeloma če
prejšnjega ne izbrišemo Pri vsaki izbiri obdelave nam ob vnosu orodja ni potrebno vnašati
parametrov kot so premer orodja njegova dolžina ampak iz arhiva v katerega smo vnesli
te parametre samo izberemo željeno orodje z vsemi parametri (slika 41) S tem se izognemo
dolgotrajnemu vpisovanju v menije za določanje parametrov orodja hkrati pa se vodi
evidenca orodij v uporabi
Univerza v Mariboru ndash Fakulteta za strojništvo Diplomsko delo
- 25 -
Slika 41 Prikaz delovnega okolja DEPOCAM 6
44 Opis programa za NC-programiranje UGS NX4
Programski paket UGS NX4 izhaja iz podjetja Siemens kjer se je pred tem imenoval
Unigraphics in ga je leta 1991 razvil Douglas McDonnell Njegov razvoj je temeljil na
združitvi I-DEAS v NX-program ki služi za vzvratno inženirstvo ter oblikovanje v 3D-
oblikah Tako lahko iz CAID-formata ustvarimo CAD CAM-format UGS NX4 se že v
osnovi močno razlikuje od programa DEPOCAM 6 ki je namenski program za
programiranje Področja uporabe sistema UGS NX4 so
zahtevni industrijski ˝desing˝
modeliranje komponent in velikih sklopov
izdelave tehnične dokumentacije
Navigator ˝prikaz modela in vsehoperacij˝
Opravilna vrstica za izbiro varnostnih linij in zaznavo površin hellip
Opravilna
vrstica za izbiro
obdelovalnih
Opravilna vrstica
za izbiro različnih
pogledov modela
Osnovna opravilna vrstica -zavesni meni
Prikaz procesiranja programa -proces Manager
Univerza v Mariboru ndash Fakulteta za strojništvo Diplomsko delo
- 26 -
engineering
zahtevna NC-tehnologija ndash programiranje
uporaba v kemični industriji
Industrijsko oblikovanje predstavljajo CAD CAM CAE izdelava orodij ki se deli v NX
Shepe studio in Imageware
CAD-delovno okolje zajema modeliranje zahtevnih free-form oblik velikih sklopov z
modeliranjem komponent iz pločevine (sheet metel) modeliranje cevovodov električne
povezave izdelave tehnične dokumentacije
CAE obsega različne digitalne analize izdelka z različnimi programskimi paketi NX
Scenario NX Master FEM NX Nastran s katerimi lahko simuliramo določeno stanje raznih
obremenitev toplotno gibanje trdnost ter toplotna stanja
CAM zajema različne programske pakete ndash 2D-programiranje 3D-programiranje 3- in 5-
osno programiranje ter programiranje vseh strojev v orodjarstvu (frezalnih strojev stružnic
žične erozije ) Za uporabnika ima program integrirane PMI-orodne vrstice in dialog ki
predstavljajo veliko število ikon v orodnih vrsticah te pa so slikovno ponazorjene
Program se uporablja v Združenih državah Amerike predvsem v letalski industriji v
Evropi pa ni toliko razširjen Sam program ki je precej obširnejši za CNC-programiranje je v
primerjavi z DEPOCAM 6 vsesplošni in je ustrezna izbira tudi pri 3D-modeliranju
Pomembno je tudi da lahko izdelek z UGS NX4 spreminjamo popravljamo ali celo
skonstruiramo 3D-risbo možnosti za slednje z DEPOCAM 6 nimamo Tu je vidna prva
velika razlika med programoma saj izhaja DEPOCAM 6 iz drugih stališč kot UGS NX4 ki
zajema večjo obdelavo podatkov in je zato za uporabnika precej zahtevnejši z vidika obsega
programa
Univerza v Mariboru ndash Fakulteta za strojništvo Diplomsko delo
- 27 -
45 Delovno okolje UGS NX4
Kot je razvidno se UGS NX4 zelo razlikuje s stališča glavnih gradnikov programa ker
zajema tudi 3D-modeliranje in analiziranje narisanega izdelka Tako se že UGS-delovno
okolje močno razlikuje od specifičnega programa DEPOCAM Vsebuje namreč ogromno
število ikon funkcij ki pa niso povezane samo za CNC-programiranje ampak tudi za 3D-
modeliranje analiziranje (slika 42) Delovno okolje je za uporabnika kompleksnejše zato
potrebuje dodatno izobraževanje da lahko začne z delom po pravilih funkcij programa
Običajno se za takšne zahtevne programe organizira izobraževanje pri podjetju ki program
prodaja in traja približno mesec dni Kljub temu pa kompleksnost delovnega okolja
predstavlja velik izziv za uporabnika saj omogoča program veliko večje število pristopov oz
možnosti kako bomo izbrali obdelave na našem izdelku Po drugi strani pa lahko
nepoznavanje zmožnosti programskega paketa predstavlja tudi problem kajti tako izgubljamo
čas programiranja in same obdelave z napačno obdelavo pa skrajšamo tudi obstojnost orodij
in poslabšamo kvaliteto obdelave
Slika 42 Prikaz delovnega okolja UGS NX4
Ustvarjanje programa orodja geometrije operacije metode
Osnovna opravilna vrstica -zavesni meni
Postavitev koordinatnega sistema
Navigator ˝hitri dostop do operacij in pregled˝
Univerza v Mariboru ndash Fakulteta za strojništvo Diplomsko delo
- 28 -
5 PRAKTIČNI PRIMER PROGRAMIRANJA S
PROGRAMOMA DEPOCAM 6 IN UGS NX4
V tem delu diplomske naloge bomo predstavili nekatere pomembne funkcije za izdelavo
CNC-programa Za primerljivost programov po funkcijah ter specifičnem pomenu ju moramo
najprej vsaj malo opisati (slika 51 slika 52)
51 Slikovni prikaz funkcij za programiranje DEPOCAM 6 in UGS NX4
Slika 51 Prikaz funkcij za programiranje DEPOCAM 6
Navigator ˝prikaz modela in vsehoperacij˝ s katerimi opravljamo vsepomembne funkcije
Funkcije za določevanje varnostnih mej
Pregled postprocesiranja operacij
Univerza v Mariboru ndash Fakulteta za strojništvo Diplomsko delo
- 29 -
Slika 52 Prikaz funkcij za programiranje UGS NX4
52 Uvoz modela ndash primerjava
Omenjena programa se zelo razlikujeta od same postavitve modela v koordinatni sistem do
funkcij operacij ki jih uporabljamo zato je tudi uvoz modela v delovno okolje različen kar
bomo opisali v naslednjem poglavju
Pregled postprocesiranja operacij in simulacija rezalnih poti 2D 3D
Nastavitev vseh parametrov odrezavanja
Navigator operacij vklop označevanje in postprocesiranje operacij
Določevanje obdelovalnih površin in varnostnih mej
Univerza v Mariboru ndash Fakulteta za strojništvo Diplomsko delo
- 30 -
53 Postavitev in uvoz modela z DEPOCAM 6
Model uvozimo v program v obliki formata prt Enostavno odpremo kot vsak drug dokument
v zavesnem meniju (FILE-OPEN) določimo smeri koordinatnega sistema tako da
transformiramo model v željen položaj v samem koordinatnem sistemu Postavimo se na
triangulacijsko površino pogledamo pod lastnosti ali je bila prestavitev uspešna (x y z) ter
izbrišemo v levi orodni vrstici prejšnji model Takšen način se uporablja kadar imamo model
poljubno v prostoru vendar je model vzporeden s koordinatnim sistemom
54 Postavitev in uvoz modela z UGS NX4
Model s končnico prt odpremo v zavesnem meniju (FILE-OPEN) poiščemo mapo v kateri je
shranjen 3D-model in potrdimo V večini primerov se model najprej odpre v funkciji
GETEWAY Iz nje preidemo na funkcijo MANUFACTORING z dvoklikom na levi gumb
miške aktiviramo koordinatni sistem ki ga lahko prestavimo v točko na začetek ali polovico
premice krožnice če pa ga želimo postaviti na polovico pravokotne površine si moramo
dorisati pravokotnik in diagonalo pravokotnika ter prestaviti koordinatni sistem na polovico
diagonale Za surovec s katerim orišemo obdelovanec uporabimo ikono BLOCK izberemo
možnost določitve dveh diagonalnih točk in vpišemo višino Ko smo naredili in pregledali
surovec se je potrebno prestaviti iz funkcije MODELING v MANUFACTORING Pri prvem
odpiranju modela in surovca se pojavi okno MASHINING ENVIRONMENT V njem
potrdimo ikono INITIALIZE Določiti je potrebno tudi ime programa v opravilni vrstici in
sicer aktiviramo okno MANUFACTORING CREAT odpremo prvo ikono CREATE
PROGRAM izberemo skupino in vpišemo ime programa
Univerza v Mariboru ndash Fakulteta za strojništvo Diplomsko delo
- 31 -
55 Priprava površin s programom DEPOCAM 6
V kolikor želimo obdelovati rezilne vložke za orodja za pločevino ali pa gravure za orodja za
plastiko je potrebno površine nekoliko podaljšati da lahko izdelamo oster rob na vložku To
storimo tako da potrdimo model izberemo katero površino želimo podaljšati in potrdimo
ukaz GEOMETRY (Untrim surfaces) Pri obdelavi je zaželeno da imamo čim manj
prekinjenih rezov (izvrtine utori manjši sedeži) Da dobimo boljše obdelovalne pogoje in
daljšo življenjsko dobo rezilnega orodja si pred obdelavo model zakrpamo (funkcija
Externally trim surfaces) To storimo tako da potrdimo model izberemo površino na kateri
zakrpamo luknjo in izberemo ukaz GEOMETRY (Externally trim surfaces)
Paralelno premikanje površin (Offset surfaces)
Da površine navidezno premikamo recimo da moramo celotno obliko obdelovanca
znižati za 05 mm si lahko pomagamo tako da potrdimo model izberemo površino ki
jo želimo premakniti in izberemo ukaz GEOMETRY (Offset surfaces) Vpišemo še
številčno vrednost in sicer kolikšen naj bo premik površine
Izdelava robnih krivulj (Extract P-curves)
Kadar potrebujemo robne krivulje okrog posameznih površin lahko to storimo z
ukazom GEOMETRY (Extract P-curves) Te krivulje lahko izkoristimo za 2D-
rezkanje po konturi v prostoru (Along curve passed)
Izdelava paralelnih površin
Pred pričetkom grobe obdelave orodjarskega vložka je potrebno preučiti ustrezno
strategijo izdelave Kar hitro se nam lahko zgodi da grobo obdelamo kos z ene strani
ko pa ga želimo obdelati s spodnje strani ugotovimo da ga ne moremo več vpeti saj
surovec ni več vzporeden Zato si pred pričetkom grobe obdelave izdelamo najmanj tri
paralelne površine ki nam služijo kot nastavki za obdelavo vložka z zadnje strani To
naredimo tako da model najprej postavimo v pogled TOP ndash z vrha Nato z ukazom
BOUNDARIES (Create new folder) naredimo okvirje oziroma meje Prikličemo ukaz
GEOMETRY (Planar patch) in iz mej nastanejo paralelne površine Na koncu te še
združimo z osnovnim modelom
Univerza v Mariboru ndash Fakulteta za strojništvo Diplomsko delo
- 32 -
Vstavljanje raquoFilletlaquo poljubnih radiusov
Fillet nam omogoča za določeno območje na modelu vstavljanje poljubnih radiusov V
praksi se to uporablja takrat kadar moramo radius na modelu povečati Fillet nam
omogoči da grafično vidimo kako bo model izgledal pred obdelavo Ukaz izvedemo
tako da potrdimo model in določeno območje katerega želimo spremeniti Nato z
ukazom GEOMETRY (Fillet) definiramo velikost radia in dobimo željen rezultat
Zgoraj omenjenih šest prijemov rabe geometrije modelov lahko uporabimo tudi v
medsebojni kombinaciji
56 Priprava površin s programom UGS NX4
Za pripravo površin uporabljamo 3D-ekstrudirani model ki ga narišemo okrog našega
obdelovanca in ga določimo v navigatorju (desna stran menija) WORKPIECE Z dvoklikom
se odpre okno MILL GEOMETRY ki nam omogoča določitev surovca (Part) in obdelovanca
(Blank) Nastavimo lahko material ime premik (offset) surovca Določimo lahko tudi izbor
delov površin ki se jih moramo skozi celotno obdelavo izogibati (strojni primež ) Pri
izboru vsake od teh funkcij moramo biti pozorni da smo pravilno določili obdelovanec in
surovec to pa lahko preverimo na ikoni DISPLAY (prikaži)
Paralelno premikanje površin (Offset surfaces)
Da dosežemo navidezno premikanje površin ki jih želimo obdelati dimenzijsko večje
ali manjše lahko to določimo že v prvi fazi ko definiramo surovec in obdelovanec
(Workpiece) ali pa v meniju kjer izberemo obdelovalni postopek FINAL FLOOR
STOCK (končna površina z dodatkom)
Izdelava robnih črt krivulj
Za omejitev poti orodij si moramo okrog surovca obdelovanca narisati premice
krivulje ki bodo omejile pot orodja med obdelavo V zgornji orodni vrstici imamo
Univerza v Mariboru ndash Fakulteta za strojništvo Diplomsko delo
- 33 -
ikono za risanje premic krivulj krožnic pravokotnikov Z izbiro teh funkcij narišemo
željene meje obdelovalnih površin
Vstavljanje krpanje površin
Če imamo na obdelovancu utor in želimo površino predhodno porezkati na višino ter
doseči da nam pri tem orodje ne bo rezkalo utora lahko zakrpamo površino z ikono
FILLETS v zgornji orodni vrstici
57 Določevanje varnostnih mej z DEPOCAM 6
V tem podpoglavju bomo skušali definirati področja ndash meje (Boundaries) na CAD-modelu
Meje se potrebujejo zato da povedo kje na modelu bomo ali ne bomo obdelovali Obstaja
veliko načinov za definicijo mej
Ročno izdelana meja
Najbolj uporabna je ročno definirana meja Naredimo jo z ukazom BOUNDARIES
(Create new folder)
Vlečenje po modelu
Potrdimo model nato pa se s kurzorjem postavimo na željeno mesto na modelu Z
dvoklikom aktiviramo začetek nato poljubno klikamo po površini mejo pa
zaključimo z enim klikom na začetek Meja je sestavljena iz puščic in kvadratkov Z
naknadnim klikanjem po teh simbolih lahko mejo zožujemo raztegujemo ipd
Kreiranje kvadratnih mej
Kvadratno mejo dobimo tako da potrdimo model pritisnemo ctrl + leva tipka na
miški in narišemo poljubno velik kvadrat Tudi tega lahko kasneje spreminjamo
Kreiranje okroglih mej
Univerza v Mariboru ndash Fakulteta za strojništvo Diplomsko delo
- 34 -
Okroglo mejo dobimo tako da potrdimo model pritisnemo shift + leva tipka na miški
in narišemo poljubno velik krog Tudi krog lahko kasneje spreminjamo
Izdelava uokvirjene meje obdelovanca (Boundaries box)
Ta meja nam pokaže veliko o geometriji obdelovanca hkrati pa nam služi tudi za
postavitev koordinatnega sistema oz ničelne točke
Obrisna meja (Silhouette boundary)
Že sama beseda pove da gre za obris oz mejo posameznih površin na modelu za
katere se pač odločimo da jih bomo obdelovali Postopek je tak da najprej potrdimo
model na modelu označimo površino za katero želimo narediti obris in potrdimo
ukaz SILHOUETTE BOUNDARY Rezultat je obris površine v ravnini x-y na neki
višini
Odkrivanje področij obdelave na horizontalnih površinah modela (Shallow
areas)
Ta funkcija je zelo priročna da odkrijemo področja obdelave ločeno na horizontalnih
in vertikalnih površinah modela To nam omogoča ločeno obdelavo sten in ravnih
površin S takim načinom dela prihranimo predvsem pri stroških rezilnega orodja
(ploščic) ter času obdelave
58 Določevanje varnostnih mej z UGS NX4
Varnostne meje določimo s pomočjo izbire operacij v katerih imamo funkcijo za definiranje
varnostnih mej kot je npr ikona CHECK Vse črte krivulje si moramo narisati vnaprej da jih
lahko kasneje določimo kot varnostne meje Uporablja se tudi funkcija OFFSET CURVE in
sicer označimo željeno krivuljo ter jo prestavimo v izbrano pozicijo Pogosto je v rabi tudi
funkcija TRANSFORM ki jo najdemo v zgornji orodni vrstici (Edit-Transform) Z njo lahko
kopiramo prestavljamo rotiramo premice modele točke
Univerza v Mariboru ndash Fakulteta za strojništvo Diplomsko delo
- 35 -
Obstaja torej več poti kako določiti varnostno mejo postopki se med seboj zelo
razlikujejo vedno pa izberemo najustreznejšo možnost
59 Določevanje obdelovalnih operacij z DEPOCAM 6
Odkrivanje področij obdelave za poljubno rezilno orodje (Cutter contact
areas)
Preden pričnemo z grobo obdelavo kosa lahko prihranimo veliko časa če odkrijemo
točno določeno področje kjer bo orodje obdelovalo To naredimo s funkcijo CUTTER
CONTACT AREAS
Operacija Core roughing passes
V tem primeru gre za grobo obdelavo kjer počistimo material v obliki horizontalnih
presekov od zunaj navznoter Je zelo primerna za obdelavo odprtih pestičev saj začne
za vsak nivo obdelave rezilno orodje obdelovati izven obdelovanca s čimer se
zmanjša obremenitev rezilnih ploščic
Operacija Area clearance passes
Tudi v tem primeru gre za grobo obdelavo pri kateri počistimo material v obliki
horizontalnih presekov Tokrat se rezilno orodje vkopava v surovec v obliki spirale
pri čemer je celoten cikel obdelave nekoliko hitrejši vendar se zaradi večje obrabe
rezalnih ploščic in posledično pogoste menjave le-teh čas obdelave nekoliko podaljša
Operacija Rest roughing
Ta sekvenca je nujno potrebna preden začnemo s polfino obdelavo Pri grobi obdelavi
se pojavijo zelo visoke stopnice med ploskvami (2ndash25 mm) katere bi hitro uničile
kroglična orodja zato jih je potrebno znižati na čim bolj konstanten dodatek po celotni
površini Tako kasneje tudi nimamo težav pri polfini obdelavi
Univerza v Mariboru ndash Fakulteta za strojništvo Diplomsko delo
- 36 -
Gre za rezkanje ostankov po grobi obdelavi Te dobimo tako da najprej potrdimo
eno izmed sekvenc grobe obdelave in aktiviramo ukaz REST ROUGHING Vpišemo
s katerim orodjem bomo izvedli obdelavo ostankov in aktiviramo preračunavanje
Rezultat so poti katere je potrebno še povezati z jalovimi hodi (linkanje)
Operacija Horizontal area passes
V tem primeru gre za fino obdelavo horizontalnih površin predvsem s toričnimi
rezilnimi orodji V praksi je takšna obdelava zelo zaželena z vidika kakovosti in časa
obdelave
Operacija Perpendicular raster passes
Pri tej operaciji gre za fino in polfino obdelavo strmih sten kot so npr obdelave
Raster passes Ta obdelava jim je zelo podobna le da nam ob strmih stenah program
sam preračuna dodatno sekvenco in dodatne poti za lepšo površino
Operacija Radial passes
V tem primeru govorimo o radialni obdelavi ki pride v poštev predvsem pri vlečnih
vložkih da naredimo obdelavo v smeri vleka
Operacija Spiral passes
Gre za obdelavo v obliki spirale ki se uporablja za specifične kose v industriji
(lopatice rotorji hellip)
Operacija Along boundary
To je obdelava pri kateri potuje orodje po robu modela in riše sled glede na
predhodno določeno mejo Ta način se uporablja za zarisovanje sledi na obdelovancih
oz v orodjarstvu tudi za ˝lovljenje˝ ničelne točke na tistih obdelovancih na katerih
izvajamo dodelave in nimamo ustrezne konstrukcijske dokumentacije Prav tako jo
uporabljamo za razne napise ipd
Operacija Along curve passes
Gre za obdelavo po krivulji kjer lahko obdelujemo s korekcijo Tak način se koristi za
rezkanje sedežev s tolerančno mero kjer je potrebno več prehodov po isti poti da
Univerza v Mariboru ndash Fakulteta za strojništvo Diplomsko delo
- 37 -
pridemo do pravilne dimenzije (tolerančne mere) Ponavadi s to obdelavo obdelujemo
okvirje vložkov in tolerančne sedeže
510 Določevanje obdelovalnih operacij z UGS NX4
Kreiranje operacij za 2D-programiranje Create operation
Izberemo peto ikono v zgornji orodni vrstici (Create operation) tako določimo v oknu
ki se nam odpre način obdelave (Subtype operacijo) S klikom na puščice izberemo
prej vnesene podatke (ime programa geometrijo ndash workpiece orodje metodo
rezkanja vpišemo ime oziroma naziv operacije) Naziv operacije naj bo razumljiv
tako da že iz njega razberemo kaj operacija pomeni V 2D-operacije lahko izbiramo
naslednje obdelave
Obdelava Face milling area
Uporabljamo jo za poravnavo ravnih ploskev ko moramo npr poravnati jekleno
ploščo
Obdelava Face milling
Uporaba te obdelave nam omogoča rezkanje ravnin otokov
Obdelava Face milling manual
Ta obdelava je skoraj enaka kot prejšnji dve vendar ima dodatno možnost da lahko
izbiramo način poti orodja
Obdelava Planar mill
Z njo lahko s pomočjo 2D-funkcije naredimo stopničaste stene ali poševne stene v
uporabi za grobo obdelavo
Univerza v Mariboru ndash Fakulteta za strojništvo Diplomsko delo
- 38 -
Obdelava Planar profile
Omenjena obdelava nam je v pomoč da lahko s hitro funkcijo rezkamo po določeni
2D-obliki ali po določenem profilu
Obdelava Rough follow
Za izdelavo različnih utorov se večinoma poslužujemo te obdelave saj nam z
enakomernim čiščenjem dna rezkane površine naredi zadovoljivo kvaliteto površine
Obdelava Rough zigzag
To je obdelava s katero moramo na obdelovancu doseči pravilno hrapavost površine s
posebnimi potmi orodja ndash neprekinjen rez
Obdelava Rough zig
S to obdelavo moramo na obdelovancu doseči pravilno hrapavost površine s
posebnimi potmi orodja ndash prekinjen rez v eni smeri
Obdelava Cleanup corners
Kadar želimo počistiti vogale iz predhodne obdelave ki imajo radius R5 mi pa
potrebujemo radius R1 uporabimo to obdelavo
Obdelava Finish walls
Za dokončno oblikovanje stene uporabimo to obdelavo saj nam omogoča da je stena
obdelovanca kvalitetno obdelana
Obdelava Finish floor
Takšna obdelava je primerna za končno obdelavo ravnih površin
Za izbrano operacijo moramo v oknu operacije nastaviti še CONTROL POINTS
(nastavitev točke začetka obdelave) če nam po DEFAULTU ne ustreza Z izbiro metode
premikanja orodja (Method in Automatic) nastavimo pod kakšnimi pogoji naj se le-to
premika Pri funkciji nastavitve rezalnih parametrov CUTTING so nastavitve od operacije do
operacije različne in se spreminjajo za vsako metodo posebej zato moramo zelo dobro
Univerza v Mariboru ndash Fakulteta za strojništvo Diplomsko delo
- 39 -
poznati funkcije obdelav Za nastavitev obdelave v vogalih uporabimo funkcijo CORNER
Določiti moramo tudi ravnino na katero se mora orodje dvigovati za hitre gibe Nastavitev
pomikov opravimo s funkcijo FEED-RATES s funkcijo MACHINE pa opravimo nastavitve
stroja orodja kompenzacije te nastavitve so za vse operacije enake
511 Analiza rezalnih poti DEPOCAM 6
Preračun ostankov obdelave od predhodnega rezilnega orodja
Strategija obdelave je takšna da navadno obdelujemo od večjega orodja k manjšemu Seveda
pa je potrebno vedno med eno in drugo obdelavo preračunati ostanke obdelave od
predhodnega orodja V ta namen poznamo dve funkciji in sicer Detect theoretical rest areas
in Detect rest areas V obeh primerih gre za isto stvar razlika je samo kdaj uporabiti prvo in
kdaj drugo Detect theoretical rest areas uporabimo če preračunavamo ostanke na
obdelovancih kateri so bili predhodno že narejeni na njih pa potrebujemo samo modifikacije
(spremembe) Primer Po nekem teoretičnem modelu se izdela vlečni vložek Sledi preizkus v
stiskalnici kjer se ugotovi da je potrebno npr povečati vlečne radiuse iz R3 v R5 V takem
primeru se preračuna samo teoretični ostanek od prehodnega orodja
Merjenje in analiziranje modelov
Zaželeno je da si pred pričetkom programiranja vzamemo nekaj trenutkov za analizo in
merjenje modela saj nam bo to v veliko pomoč pred definiranjem strategije obdelave
Merjenje radiusov poteka tako da najprej vklopimo žični model potrdimo funkcijo merjenja
radiusa in s klikom na radius izmerimo velikost le-tega Ostalo merjenje dolžinskih mer pa
naredimo tako da s kurzorjem dotaknemo željeno mesto na modelu v spodnji vrstici
programske maske pa se nam izpisujejo koordinate v prostoru (x y in z) Prav tako lahko
merimo poljubne dolžine tako da se s kurzorjem postavimo na poljuben rob pritisnemo ctrl +
desna tipka na miški in vlečemo miško Ob kurzorju se nam vleče puščica z mero
Najenostavneje se kolizije rešimo na ta način da si ob definiranju rezilnega orodja ob vnosu
osnovnih parametrov (premera in dolžine) vrišemo še držalo orodja katerega nam program ob
Univerza v Mariboru ndash Fakulteta za strojništvo Diplomsko delo
- 40 -
preračunavanju sekvenc tudi upošteva Če pravilno vrišemo orodje in držalo praviloma do
trka ne more priti
Urejevanje poti obdelovanja
Ko preračunamo sekvence se nam prikažejo poti obdelave katere je mogoče pred
povezovanjem (linkanjem) tudi brisati Ta dobrodošla funkcija nam omogoča brisanje tistih
poti za katere vemo da jih ne potrebujemo in da nam bodo podaljšale čas izdelave To
storimo na sledeči način
model s preračunanimi potmi postavimo v tisti položaj v katerem bomo
ustrezno brisali dele poti
izdelamo ročno mejo (Boundaries) v tistem pogledu v katerem želimo rezati
poti
potrdimo mejo in preračunano sekvenco pritisnemo desno tipko na miški in
povemo ali hočemo brisati poti znotraj meje ki smo jo narisali ali izven nje
sledi še povezovanje (linkanje) editiranih poti
512 Analiza rezalnih poti UGS NX4
V vsakem oknu za kreiranje operacij imamo spodaj funkcijo TOOL PATH Z njo nastavljamo
barve črte poti orodja pri prikazu na zaslonu in verifikaciji poti Po nastavitvah vseh
parametrov s klikom na ikono sprožimo izračun poti orodja Verifikacijo narejene poti lahko
izbiramo na več načinov najboljši je tisti ko nam simulacija prikaže ostanke obdelave Če je
pot orodja pravilno izbrana se v navigatorju pod PATH prikaže zelena kljukica ki pomeni da
je pot orodja pravilno izračunana
Merjenje in analiziranje modelov
V orodni vrstici imamo ikono kot prikaz slike merila Tako merimo vse funkcije kot so
razdalje premeri radiusi kotnost centričnost in sicer se postavimo na željeno pozicijo
krajišča stečišča polmera točke
Univerza v Mariboru ndash Fakulteta za strojništvo Diplomsko delo
- 41 -
513 Primerjava z vidika programiranja
Danes nam veliki CADCAM-sistemi (Catia Unigraphics ProE hellip) ponujajo CAM-sisteme
za katere zatrjujejo da so najboljši Najpogosteje se uporabniki srečajo z velikim sistemom
šele na začetnih izobraževanjih vodenih s strani programskih hiš ki ponujajo predvsem
teoretično uporabo sekvenc Ko gremo s tem znanjem v praktično uporabo (na stroju)
pogosto ugotovimo da moramo v ponujenih menijih vse preveč nastavljati obrobne
parametre ki pa so v programu DEPOCAM 6 že nastavljeni na optimalne vrednosti v UGS
NX4 pa te možnosti ni To je razlog da so začetne obdelave na stroju navadno prava
polomija Pri programu DEPOCAM 6 so že v začetni fazi vsi parametri nastavljeni na
optimum tako so gibi orodij bolj prilagojeni naši obdelavi s čimer dosežemo manjšo izgubo
časa in manjšo obrabo orodja
514 Praktični primer ndash čas obdelave narejene z DEPOCAM 6 in UGS NX4
Za praktičen primer bomo vzeli segment narisanega 3D-orodja in ga primerjali s programoma
DEPOCAM 6 in UGS NX4 Obdelava obdelovanca orodja bo potekala s postopkom čelnega
frezanja s 3-osnim CNC-strojem Kakšen stroj bomo uporabljali nastavimo v meniju pri
programu UGS NX4 DEPOCAM 6 Da bodo parametri primerjave enakovredni oz realni
bomo vzeli enake parametre obdelave frezanja
V naslednjih korakih bomo primerjali samo funkcije za programiranje časovne izdelave
simulacije obdelave v tem primeru v 2D in 3D ter primerjali potrebne funkcije da bomo
prišli do končnega rezultata kako dolgo bomo izdelek delali na CNC-stroju (časovni
parameter)
Univerza v Mariboru ndash Fakulteta za strojništvo Diplomsko delo
- 42 -
Časovna primerjava 2D-simulacije
Pri enakih parametrih izdelujemo luknje v 2D z orodjem 20R2 Če primerjamo čase
simulacije obdelave programov DEPOCAM 6 ter UGS NX4 ugotovimo da traja izdelava z
UGS NX4 3978 časa več kot z DEPOCAM 6 (slika 53 slika 54) Ob uporabi
dvojedrnega procesorja in delovnega pomnilnika 2 Gb opravimo delo s programom
DEPOCAM 6 v eni uri in 43 minutah s programom UGS NX4 pa šele v treh urah in 27
minutah
Slika 53 Prikaz primera primerjave programa 2D v DEPOCAM 6
Univerza v Mariboru ndash Fakulteta za strojništvo Diplomsko delo
- 43 -
Slika 54 Prikaz poti orodja pri 2D v UGS NX4
Časovna primerjava 3D-simulacije
Pri enakih parametrih opravimo grobo frezanje v 3D z orodjem 52R3 Če primerjamo čase
simulacije obdelave programov DEPOCAM 6 ter UGS NX4 ugotovimo da traja izdelava z
UGS NX4 4566 časa več kot z DEPOCAM 6 Ob uporabi dvojedrnega procesorja in
delovnega pomnilnika 2 Gb opravimo delo s programom DEPOCAM 6 v 14 urah in 43
minutah s programom UGS NX4 pa šele v 31 urah in 13 minutah (slika 55 slika 56 slika)
Univerza v Mariboru ndash Fakulteta za strojništvo Diplomsko delo
- 44 -
Slika 55 Prikaz 3D-programa ndash groba obdelava v DEPOCAM 6
Slika 56 Prikaz 3D-programa ndash groba obdelava v UGS NX4
Univerza v Mariboru ndash Fakulteta za strojništvo Diplomsko delo
- 45 -
6 PRIMERJAVA PROGRAMOV Z VIDIKA UPORABNIKA
61 Kriteriji primerjave
Na sliki 61 smo zbrali najpomembnejše kriterije (lastnosti) za primerjavo med programoma
PROGRAM LASTNOSTI
DEPOCAM 6 UGS NX4
Popolnost funkcij enostavna uporaba z že vpisanimi parametri
preveliko število funkcij (nepopolno dodelane)
Uporabniška prijaznost lepo pregledano nasičenost z ikonamifunkcijami
Časovna zahtevnost enostavno učenje za 3-osne stroje
zelo kompleksen program za katerega potrebujemo vsaj
osnovno šolanje
Kakovost programa hitro delovanje z zelo redkimi napakami pri izračunih poti
orodja
pogoste napake pri izračunu poti orodja ter dolg čas
izračuna
Razširljivost dokup dodatnih funkcij za 3+2-osno programiranje
dokup paketov CAM CAD CAE
Odprtost programa zaradi enostavnosti zelo odprt zapleten delno odprt odprt z vidika nadgradnje
Finančni vložek približno 12000 euro približno 5640 euro
Možnosti dogradnjepostprocesorjev za
krmilje CNC-strojev
zajema 20 postprocesorjev+nadgradnja
(Heidenhain 530i)
zajema 100 postprocesorjev+nadgradnja
(Heidenhain 530i)
Arhiv orodij možnost arhiviranja parametrov orodij
nima možnosti arhiviranja parametrov orodij
Čas izdelave izračuna poti orodja
hitra počasna
Čas izobraževanja 40 ur 4 x 40 ur
Slika 61 Prikaz primerjave nekaterih pomembnih lastnosti programov
Univerza v Mariboru ndash Fakulteta za strojništvo Diplomsko delo
- 46 -
Popolnost funkcij se v obeh programih odraža v različnih smereh ndash DEPOCAM 6 s svojo
enostavnostjo ne preobremeni uporabnika Funkcije so tudi grafično zelo nazorno prikazane
in enostavne za uporabo saj je potrebno vpisati le malo parametrov Moteče pa je lahko to da
se nam vsakič ko spremenimo kakšen parameter ustvari kopija le-tega npr če prestavimo
koordinatni sistem se nam kopira 3D-model Če nismo pozorni in ne izbrišemo predhodnega
lahko programiramo model v napačnem koordinatnem sistemu
Pri UGS NX4 pa imamo na voljo ogromno število funkcij ki so grafično zelo
izpopolnjene vendar moramo vse parametre vsakič ponovno vpisati Pojavljajo se tudi napake
funkcij ko moramo nprza potrditev klikniti BACK namesto običajnega OK (funkcija
transform - kopiranje) Takšne sicer malenkosti pa lahko imajo velik začetni vpliv na
uporabnika saj smo z nepopolnostjo funkcij v položaju zmedenosti Ima pa ta program to
dobro lastnost da je ob vsaki funkciji slikovna obrazložitev vpisanega parametra
Uporabniška prijaznost je poudarjena v programu DEPOCAM 6 kjer imamo manjše
število funkcij v zelo lepem preglednem načinu orodnih vrstic Manjka mogoče samo to da
bi se ob izbiri obdelave pojavili slikovni prikazi kaj katera funkcija pomeni Vsekakor lahko s
tem programom hitro določimo operacijo obdelave z majhnim številom vpisov parametrov v
njihova polja saj so ob nakup paketa že vpisani najbolj idealni parametri
Pri programu UGS NX4 pa uporabnika z izdelavo grafike ikon presenetita videz in nazorni
prikaz slik raznih obdelav moteče pa je nenehno vpisovanje parametrov v veliko število polj
za določevanje rezalnih orodnih parametrov Preveč funkcij povzroči zmedenost uporabnika
sploh zato ker nekaterih sploh ne uporabljamo
Časovna zahtevnost je manjša pri DEPOCAM 6 saj je program hitro učeč in sicer na 40-
urnem tečaju organiziranem pri zastopniku programske opreme
UGS NX4 pa zahteva zaradi svoje obširnosti precej več časa za učenje programiranja
CNC-strojev predviden je začetni tečaj 4 x 40 ur ki ga organizira zastopnik v Sloveniji
Odprtost programa si DEPOCAM 6 ustvarja s preprosto uporabo vendar je glede
nadgradnje z vidika funkcij nekoliko zaprt ampak moramo razumeti da gre za specifični
program
UGS NX4 pa je delno odprt zaradi svoje zapletenosti je pa zelo odprt za nadgradnjo z
drugimi programskimi paketi
Univerza v Mariboru ndash Fakulteta za strojništvo Diplomsko delo
- 47 -
Finančni vložek ob nakup predstavlja veliko breme za podjetje še posebej če to ni veliko
Tako stane osnovni paket DEPOCAM 6 približno 12000 euro UGS NX4 pa je cenejši in stane
približno 5640 euro
Možnosti dogradnje postprocesorjev za krmilje CNC-strojev imata oba programa pri
čemer upoštevamo da ima DEPOCAM 6 v osnovi 20 postprocesorjev in možnost nadgradnje
s plačilom UGS NX4 pa ima v osnovnem paketu 100 postprocesorjev in možnost nadgradnje
v željen postprocesor
Arhiv orodij ima DEPOCAM 6 in sicer z vpisanimi vsemi parametri (radij dolžina orodja
premer radij konice orodja itd) UGS NX4 pa takšnega arhiva orodij nima
Čas izdelave izračuna poti orodja je pri DEPOCAM 6 kratek še posebej pri 3D-
programiranju UGS NX4 pa ima do 50 daljši čas izračuna poti orodja v primerjavi z
DEPOCAM 6
Čas izobraževanja je pri DEPOCAM 6 zaradi večje prijaznosti do uporabnika krajši (40-urni
tečaj) medtem ko UGS NX4 zaradi obsežnosti od uporabnika zahteva več časa za osvojitev
osnovnih znanj programiranja (4 x 40-urni tečaj) in nadgradnje znanja (3 x 40-urni tečaj)
62 Ugotovitve
S praktičnim primerom in z opisom nekaj osnovnih funkcij smo primerjali dva programa za
CNC-programiranje CNC-strojev z ugotovitvijo da se med seboj precej razlikujeta že v
samem delovnem okolju in vse do programiranja z različnimi funkcijami
DEPOCAM 6 je precej primernejši za podjetja ki izdelujejo orodja v obratih z več CNC-
stroji kot pa za majhno podjetje z enim ali dvema strojema saj je finančni vložek 52 večji
kot pri programu UGS NX4 S tega vidika je UGS NX4 veliko boljši za majhna podjetja
prototipne oddelke kjer nimamo oddelka konstrukcije S takšnim paketom lahko narišemo
sprogramiramo analiziramo obdelovanec z manjšim finančnim vložkom ndash vse naredimo z
enim programom CAD CAM V zakup seveda jemljemo določene pomanjkljivosti tega
programa kot so čas izdelave programa čas izdelave na CNC-stroju večja obraba orodij
Vsak uporabnik se mora seveda vprašati kakšna bo namembnost programiranja ter koliko
Univerza v Mariboru ndash Fakulteta za strojništvo Diplomsko delo
- 48 -
časa bomo potrebovali za samo izdelavo programa in izdelka kakšna bo obraba orodij zaradi
slabo izračunanih poti orodja ter kolikšni bodo dodatni stroški opreme
Iz povedanega sledi da včasih z nakupom nepravilne (cenejše) programske opreme
izgubimo preveč časa in denarja zato je zelo pomembno preizkusiti in preučiti namembnost
programa ndash za kaj ga bomo uporabljali (orodjarstvo serijska proizvodnja hellip) saj s pravo
odločitvijo olajšamo delo uporabnikom in privarčujemo denar
Univerza v Mariboru ndash Fakulteta za strojništvo Diplomsko delo
- 49 -
7 SKLEP
Danes postaja tehnologija CNC-strojev s hitro rastjo vedno bolj kompleksnih obdelovancev
vse bolj zapletena zato je nujno razvijati različne primere metodologij z vsemi segmenti
ustvarjanja in prenosa informacij
Na podlagi zgodovinskih dejstev vidimo da je prišlo od sredine 50-tih let prejšnjega
stoletja do ogromnega porasta CNC-strojev Sama oblika in prenos NC-podatkov se bosta
morala spremeniti saj v takšni obliki ne zadovoljujeta več natančnosti NC-zapisa Vse
smernice potekajo k povezovanju strojev v sinhronizirana omrežja z vmesniki ki skrbijo da
pri prenosih podatkov ne prihaja do izgube informacij Spremembe se vršijo tudi v nenehni
izboljšavi postprocesorjev ki lahko s svojo zanesljivostjo generirajo podatke o gibanju osi s
pretvorbo v standardni zapis CNC-kode CNC-zapis ima vpliv na samo premikanje osi stroja
in z dobrim zapisom (postprocesiranjem) ki zajema bolj natančne parametre funkcij dobimo
boljšo kvaliteto krivulj z bolj nadzorovanimi delovnimi gibi
Ena takšnih metodologij je STEP-tehnologija ki prinaša nove prijeme pri reševanju
takšnih problemov in pomeni prihodnost nadgradnje sedanje metodologije Seveda pa
predstavlja za podjetja največji strošek programska oprema CNC-programiranja Da izberemo
najboljši programski paket se moramo ravnati po določenih kriterijih s katerimi zadovoljimo
potrebe proizvodnje CNC-strojev
Z opravljeno primerjavo dveh programov za CNC-programiranje (DEPOCAM 6 in UGS
NX4) smo spoznali različnost njunih funkcij delovnega okolja prijaznosti do uporabnika ter
zahtevnosti programske opreme Preizkusili smo tudi kakšna sta časa obdelave pri enakih
rezalnih parametrih Zaključimo lahko da sta programa različna že v samem konceptu
nastanka kjer je DEPOCAM 6 veliko bolj specifičen s svojo enostavnostjo kot programski
paket UGS NX4 Podjetje kot je Depo ponuja celovit paket stroja rezalnih orodij
programske opreme in nudi razvojno usmerjenost pri kateri ob preizkušanju svojih rezalnih
orodij dopolnjujejo programsko opremo z optimalnimi parametri poti in rezalnih sekvenc
parametrov Temu nasproti stoji cenovno zelo ugoden program UGS NX4 ki nam omogoča
popravljanje in modeliranje obdelovanca sta pa časa izdelave programa in izdelave
obdelovanca CNC-programa daljša za približno 40
Univerza v Mariboru ndash Fakulteta za strojništvo Diplomsko delo
- 50 -
S tem diplomskim delom smo želeli med drugim opozoriti da je še kako pomembno
katero programsko opremo bomo kupili kakšna bo namembnost programiranja koliko časa
bomo potrebovali za samo izdelavo programa in izdelka kakšna bo obraba orodij zaradi slabo
izračunanih poti orodja ter kolikšni bodo dodatni stroški ob dokupu opreme Z ozaveščenim
nakupom programskega paketa lahko namreč privarčujemo ogromno denarja in časa podjetju
saj lahko že s preprosto primerjavo programske opreme ugotovimo kateri programski paket je
za naše podjetje najboljši
Univerza v Mariboru ndash Fakulteta za strojništvo Diplomsko delo
- 51 -
8 VIRI
[1] Balič Jože CADCAM postopki univerzitetni učbenik Maribor Fakulteta za
strojništvo 2002
[2] Kraut Bojan Krautov strojniški priročnik 14 slovenska izdaja izdajo pripravila Jože
Puhar Jože Stropnik Ljubljana Littera picta 2003
[3] Ren Zoran Škerget Leopold Hriberšek Matjaž Kuhn Guumlnther (ur) Advanced
computational engineering mechanics proceedings of the 1 Workshop Maribor
Slovenia October 9-112003 Maribor Faculty of Mechanical Engineering 2003
[4] Strojnotehnološki priročnik 7 izdaja Ljubljana Tehniška založba Slovenije 1998
[5] Balič Jože Mikložič Andrej Kovačič Marjan Automatic generation of NC program
V Katalinić B (ur) DAAAM International scientific book 2003 Vienna DAAAM
International 2003
[6] Engineers Toolbox The advanced online resource for engineering calculations and
reference [svetovni splet] Engrasp Inc Dostopno na WWW
httpwwwengineerstoolboxcom [452009]
[7] Breznikar Igor Računalniško podprto programiranje v orodjarni s sistemom Depocam
seminarska naloga Maribor Fakulteta za strojništvo 2008
[8] STEP-NC Hlebanja Gorazd [svetovni splet] Engrasp Inc Dostopno na WWW
wwwsteptoolscomlibrarystepnc [452009]
[9] Seminarska NC-stroji Univerza za strojništvo Maribor [svetovni splet] Engrasp Inc
Dostopno na WWW httpmajauni-mbsisloseminarskeNC-
strojiDodatnoZgodovinski20pregledhtm [652009]
[10] NC-Graphics Wikipedia [svetovni splet] Engrasp Inc Dostopno na WWW
httpenwikipediaorgwikiNC Graphics [852009]
[11] UGS NX Wikipedia [svetovni splet] Engrasp Inc Dostopno na WWW
httpenwikipediaorgwikiUGS_NX [1252009]
Univerza v Mariboru ndash Fakulteta za strojništvo Diplomsko delo
- 52 -
9 PRILOGE
Življenjepis
Osebni podatki
Ime in priimek Primož Koležnik
Datum rojstva 12 12 1978
Državljanstvo Slovensko
Naslov Andraž nad Polzelo 87e 3313 Polzela
12121978 Rojen v Slovenj Gradcu
1998-1999 Zaključena Osnovna šola Radlje ob Dravi
1999 Vpis v Srednjo strojna šola v Mariboru smer strojni tehnik
2001 Prva zaposlitev Gorenje dd in delo v oddelku preoblikovanje pločevine linija
za izdelavo pločevinastih vrat ohišji tovarna hladilne tehnike
2003 Vpis na fakulteto za strojništvo v Mariboru Visoko šolski program smer
proizvodnjo strojništvo izredno
2003 -
2004
Zadolžitev dela tehnika proizvodnje toplotno izoliranje vrat in ohišji v programu
hladilne tehnike
2005 -
2006
Statistični pregled aparatov v programu hladilne tehnike službe zagotavljanje
kakovosti
2006 - Dela v obratni merilnici službe zagotavljanje kakovosti hladilne tehnike
Univerza v Mariboru ndash Fakulteta za strojništvo Diplomsko delo
- 53 -
2007
2007- 2008 Delo v proizvodnji mojster linije za prevzemanje končnih aparatov
2008
2009
Delo v prototipni CNC programiranje in operater na CNC stroju
Delo v Gorenje Orodjarna programer in oparater CNC frezalnih strojev
Prosti čas
Pohodništvo
Kolesarjenje
Obnavljanje starodobnikov
Univerza v Mariboru ndash Fakulteta za strojništvo Diplomsko delo
UNIVERZA V MARIBORU
FAKULTETA ZA STROJNIŠTVO
Primož KOLEŽNIK
Maribor junij 2009
PRIMERJAVA MED PROGRAMOMA DEPOCAM IN UGS NX4 ZA PROGRAMIRANJE CNC-STROJEV
KAZALO vsebine
1 1 UVOD
3 21 Mejniki razvoja NC-tehnologije
9 23 NC-stroji CNC-stroji in DNC-obrati
10 24 Adaptivno krmiljenje (AC)
11 25 Prilagodljivi obdelovalni sistemi (POS)
11 26 Vpliv NC-tehnologij na obdelovalno tehniko
15 3 TREND NA PODROČJU CNC-TEHNOLOGIJE
20 36 Funkcionalnost STEP-tehnologije
21 37 STEP-tehnologija kot nov jezik za CNC-krmilje
21 38 STEP-tehnologija kot problemsko orientirano programiranje
22 4 PRIMERJAVA MED PROGRAMOMA DEPOCAM 6 IN UGS NX4 ZA PROGRAMIRANJE NC-STROJEV
22 41 Pomembnosti programov za programiranje CNC-strojev
23 42 Opis programa za NC-programiranje DEPOCAM 6
24 43 Delovno okolje DEPOCAM 6
25 44 Opis programa za NC-programiranje UGS NX4
28 51 Slikovni prikaz funkcij za programiranje DEPOCAM 6 in UGS NX4
30 53 Postavitev in uvoz modela z DEPOCAM 6
30 54 Postavitev in uvoz modela z UGS NX4
31 55 Priprava površin s programom DEPOCAM 6
33 57 Določevanje varnostnih mej z DEPOCAM 6
34 58 Določevanje varnostnih mej z UGS NX4
35 59 Določevanje obdelovalnih operacij z DEPOCAM 6
37 510 Določevanje obdelovalnih operacij z UGS NX4
40 512 Analiza rezalnih poti UGS NX4
41 513 Primerjava z vidika programiranja
45 6 PRIMERJAVA PROGRAMOV Z VIDIKA UPORABNIKA
49 7 SKLEP
51 8 VIRI
52 9 PRILOGE
KAZALO SLIK
2 Slika 21 Prvi zapis funkcij na luknjast trak
5 Slika 23 Prvi numerično krmiljen obdelovalni stroj
9 Slika 25 Prikaz numeričnega upravljanja računalnika
11 Slika 26 Prikaz povezljivosti CNC-sistema s postprocesorjem
12 Slika 27 Prikaz padanja deleža elektronskih komponent
13 Slika 28 Prikaz naraščanja stroškov programske opreme
14 Slika 29 Deleži numeričnih strojev v proizvodnji
16 Slika 31 Prikaz heterogenega DNC-sistema
17 Slika 32 Prikaz prednosti uporabe STEP-tehnologije
18 Slika 33 Obsežne CMM za preverjanje geometrije komponent
19 Slika 34 Prikaz standardne G-kode v zapisih programov CNC
20 Slika 35 Prikaz pomembnih relacij v tehnologiji STEP-NC
25 Slika 41 Prikaz delovnega okolja DEPOCAM 6
27 Slika 42 Prikaz delovnega okolja UGS NX4
28 Slika 51 Prikaz funkcij za programiranje DEPOCAM 6
29 Slika 52 Prikaz funkcij za programiranje UGS NX4
42 Slika 53 Prikaz primera primerjave programa 2D v DEPOCAM 6
43 Slika 54 Prikaz poti orodja pri 2D v UGS NX4
44 Slika 55 Prikaz 3D-programa ndash groba obdelava v DEPOCAM 6
44 Slika 56 Prikaz 3D-programa ndash groba obdelava v UGS NX4
45 Slika 61 Prikaz primerjave nekaterih pomembnih lastnosti programov
1 UVOD
2 ZGODOVINSKI OPIS RAZVOJA CNC-TEHNOLOGIJE
Slika 21 Prvi zapis funkcij na luknjast trak
21 Mejniki razvoja NC-tehnologije
Slika 22 Prvi računalniki
Slika 23 Prvi numerično krmiljen obdelovalni stroj
1920193019401950196019701980ČAS NASTANKATEHNOLOŠKI NIVO
RAZVOJ CNC PROGRAMIRANJA
UNIVERZALNEPRODUKCIJSKEAVTOMATI
22 Razvoj numerično krmiljenih strojev v Sloveniji
23 NC-stroji CNC-stroji in DNC-obrati
Slika 25 Prikaz numeričnega upravljanja računalnika
24 Adaptivno krmiljenje (AC)
25 Prilagodljivi obdelovalni sistemi (POS)
Slika 26 Prikaz povezljivosti CNC-sistema s postprocesorjem
26 Vpliv NC-tehnologij na obdelovalno tehniko
0204060801001201960196219641966196819701972197419761978198019821984198619881990RELEJNA TEHNIKA IN ELEKTRONSKE CEVITRANZISTORKSA TEHNIKATEHNIKA INTEGRIRANIH VEZIJINEGRACIJA Z MINIRAČUNALNIKI (CNC 1)MIKROPROCESORSKA INEGRACIJA(CNC 2)VLSI TEHNIKA (CNC 3)
Slika 27 Prikaz padanja deleža elektronskih komponent
020406080100196719681969197019711972197319741975197619771978197919801981198219831984
Slika 28 Prikaz naraščanja stroškov programske opreme
27 Prihodnost razvoja
MasovnaSerijskaIndividualnaMaloserijska
Deleži numeričnih strojev v proizvodnji
Slika 29 Deleži numeričnih strojev v proizvodnji
3 TREND NA PODROČJU CNC-TEHNOLOGIJE
31 Predstavitev tehnologije STEP-NC
Slika 31 Prikaz heterogenega DNC-sistema
32 STEP-proizvodnja
33 Informacijski model
Slika 32 Prikaz prednosti uporabe STEP-tehnologije
34 Lastnosti STEP-NC
35 Sedanji problemi
Slika 33 Obsežne CMM za preverjanje geometrije komponent
Slika 34 Prikaz standardne G-kode v zapisih programov CNC
Slika 35 Prikaz pomembnih relacij v tehnologiji STEP-NC
36 Funkcionalnost STEP-tehnologije
37 STEP-tehnologija kot nov jezik za CNC-krmilje
38 STEP-tehnologija kot problemsko orientirano programiranje
4 PRIMERJAVA MED PROGRAMOMA DEPOCAM 6 IN UGS NX4 ZA PROGRAMIRANJE NC-STROJEV
41 Pomembnosti programov za programiranje CNC-strojev
42 Opis programa za NC-programiranje DEPOCAM 6
43 Delovno okolje DEPOCAM 6
Slika 41 Prikaz delovnega okolja DEPOCAM 6
44 Opis programa za NC-programiranje UGS NX4
45 Delovno okolje UGS NX4
Slika 42 Prikaz delovnega okolja UGS NX4
5 PRAKTIČNI PRIMER PROGRAMIRANJA S PROGRAMOMA DEPOCAM 6 IN UGS NX4
51 Slikovni prikaz funkcij za programiranje DEPOCAM 6 in UGS NX4
Slika 51 Prikaz funkcij za programiranje DEPOCAM 6
Slika 52 Prikaz funkcij za programiranje UGS NX4
52 Uvoz modela ndash primerjava
53 Postavitev in uvoz modela z DEPOCAM 6
54 Postavitev in uvoz modela z UGS NX4
55 Priprava površin s programom DEPOCAM 6
56 Priprava površin s programom UGS NX4
57 Določevanje varnostnih mej z DEPOCAM 6
58 Določevanje varnostnih mej z UGS NX4
59 Določevanje obdelovalnih operacij z DEPOCAM 6
510 Določevanje obdelovalnih operacij z UGS NX4
511 Analiza rezalnih poti DEPOCAM 6
512 Analiza rezalnih poti UGS NX4
513 Primerjava z vidika programiranja
514 Praktični primer ndash čas obdelave narejene z DEPOCAM 6 in UGS NX4
Slika 53 Prikaz primera primerjave programa 2D v DEPOCAM 6
Slika 54 Prikaz poti orodja pri 2D v UGS NX4
Slika 55 Prikaz 3D-programa ndash groba obdelava v DEPOCAM 6
Slika 56 Prikaz 3D-programa ndash groba obdelava v UGS NX4
6 PRIMERJAVA PROGRAMOV Z VIDIKA UPORABNIKA
61 Kriteriji primerjave
Na sliki 61 smo zbrali najpomembnejše kriterije (lastnosti) za primerjavo med programoma
Slika 61 Prikaz primerjave nekaterih pomembnih lastnosti programov
62 Ugotovitve
7 SKLEP
8 VIRI
9 PRILOGE
Opravilna vrstica za izbiro varnostnih linij in zaznavo površin hellip13
13
Opravilna vrstica za izbiro obdelovalnih operacij13
13
Opravilna vrstica za izbiro različnih pogledov modela13
13
Osnovna opravilna vrstica - zavesni meni13
13
Stroju specifični program komponente s podatki o gibanju osi ki ga generira postprocesor13
Dobavitelj specifične razrešitve originalnega standarda13
Samo primitivni gibalni in priklopni ukazi 13
Ni standardiziranega podatkovnega formata za procesiranje krivulj in softiciranih NC-tehnologij13
13
N05 G5413
N10 G00 Z1000013
N15 G91 G0 Z20013
N20 T5 D1 WW13
N30 G90 M513
N35 G00 X0000 Y-150000 N40 G00 Z500013
N45 M0813
N50 S318300013
N55 M0313
N60 F147700013
N65 G00 X60000 Y-150000 N70 G00 Z500013
N75 G00 X60000 Y-150000 N80 G01 Z-050013
13
13
Idealen za papirni trak13
13
STEP-NC nadomešča G-kodo z bogatim integriranim podatkovnim formatom13
13
Navigator ˝prikaz modela in vseh operacij˝13
13
Prikaz procesiranja programa - proces Manager13
13
Ustvarjanje programa orodja geometrije operacije metode13
13
Osnovna opravilna vrstica -zavesni meni13
13
Postavitev koordinatnega sistema13
13
Navigator ˝hitri dostop do operacij in pregled˝13
13
Navigator ˝prikaz modela in vseh operacij˝ s katerimi opravljamo vse pomembne funkcije13
13
Funkcije za določevanje varnostnih mej13
13
Pregled postprocesiranja operacij13
13
Pregled postprocesiranja operacij in simulacija rezalnih poti 2D 3D13
13
Nastavitev vseh parametrov odrezavanja13
13
Navigator operacij vklop označevanje in postprocesiranje operacij13
13
Določevanje obdelovalnih površin in varnostnih mej13
13
13
13
13
13
13
13
13
13
13
STROŠKI STROJNE OPREME13
13
STROŠKI PROGRAMSKE OPREME13
13
13
13
Univerza v Mariboru ndash Fakulteta za strojništvo Diplomsko delo
PRIMERJAVA MED PROGRAMOMA DEPOCAM IN UGS NX4
ZA PROGRAMIRANJE CNC-STROJEV
Diplomsko delo
Študent Primož KOLEŽNIK
Študijski program visokošolski strokovni Strojništvo
Smer Proizvodno strojništvo
Mentor izr prof dr Miran BREZOČNIK
Somentor red prof dr Jože BALIČ
Maribor junij 2009
I Z J A V A
Podpisani Primož Koležnik izjavljam da
je bilo predloženo diplomsko delo opravljeno samostojno pod mentorstvom izr prof
dr Mirana BREZOČNIKA in somentorstvom red prof dr Jožeta BALIČA
predloženo diplomsko delo v celoti ali v delih ni bilo predloženo za pridobitev
kakršnekoli izobrazbe na drugi fakulteti ali univerzi
soglašam z javno dostopnostjo diplomskega dela v Knjižnici tehniških fakultet
Univerze v Mariboru
Maribor 27 5 2009 Podpis ______________________
Univerza v Mariboru ndash Fakulteta za strojništvo Diplomsko delo
- II -
ZAHVALA
Zahvaljujem se mentorju izr prof dr Miranu
Brezočniku in somentorju red prof dr Jožetu Baliču
za pomoč in vodenje pri opravljanju diplomskega dela
Zahvaljujem se tudi Gorenju dd za omogočen dostop
do podatkov
Posebna zahvala velja družini ki me je spremljala pri
študiju in mi nudila moralno podporo
Univerza v Mariboru ndash Fakulteta za strojništvo Diplomsko delo
- III -
PRIMERJAVA MED PROGRAMOMA DEPOCAM IN UGS NX4
ZA PROGRAMIRANJE CNC-STROJEV
Ključne besede CNC-stroji CNC-programiranje NC-program STEP-NC študij
primerov DEPOCAM 6 UGS NX4
UDK 0048962-5(0432)
Povzetek
V diplomskem delu smo najprej povzeli zgodovinski razvoj NC-tehnologije in navedli
sodobne trende na tem področju Nekoliko podrobneje smo se posvetili STEP-NC
metodologij Jedro naloge je posvečeno primerjalni študiji med programoma DEPOCAM 6 in
UGS NX4 za NC-programiranje Vpeljali smo različne kriterije primerjave programa pa smo
primerjali tudi na osnovi izvedbe praktičnih primerov
Ugotovili smo da se programa precej razlikujeta zato je bilo tudi pričakovati velik razkorak
časa izdelave med dvema operacijama z istimi rezalnimi parametri Ugotovili smo da je
programski paket DEPOCAM 6 veliko boljši pri časovni primerjavi ker je specializiran
program za programiranje CNC strojev vendar z njim ne moremo narisati ali popravljati 3D-
risb Po drugi strani pa je paket UGS NX4 splošen paket za 3D-risanje in analiziranje
simuliranje različnih obremenitev na obdelovancu zato je primeren za prototipne delavnice
kjer lahko obdelovanec nenehno spreminjamo in dograjujemo Takšen paket je dobrodošel
tam kjer so operater programer in konstrukter na enem delovnem mestu
Univerza v Mariboru ndash Fakulteta za strojništvo Diplomsko delo
- IV -
COMPARISON BETWEEN DEPOCAM END UGS NX4
PROGRAMS FOR PROGRAMMING OF CNC-MACHINES
Key words CNC-machines CNC programming NC-program STEP-NC case studies
DEPOCAM 6 UGS NX4
UDK 0048962-5(0432)
Abstract
In this thesis we summarized the development of NC-technology throughout the history and
stated modern trends of this area STEP-NC technology was discussed in more detail The
main part of the thesis includes the comparison of DEPOCAM 6 and UGS NX4 programmes
for programming We initiated different criteria of comparison and compared the programmes
in two practical cases
The important realization was that the two types of software are very different therefore a
large difference in production time was expected We established that the DEPOCAM 6
software is much better in production time as it is specialised for programming CNC- sided
moulding machines however it cannot be used for drawing or editing 3D pictures On the
other hand this software is appropriate for programming CNC machines UGD NX4 as
mechanical system enables general usage of 3D drawing and analysing simulating different
pressure on the product during process therefore ii is appropriate for prototype workshops
where the product can be changed during the process at any time Such package is appreciated
where the operator the programmer and the constructor are working together
Univerza v Mariboru ndash Fakulteta za strojništvo Diplomsko delo
- V -
KAZALO VSEBINE
1 UVOD1
2 ZGODOVINSKI OPIS RAZVOJA CNC-TEHNOLOGIJE 2
21 Mejniki razvoja NC-tehnologije3
22 Razvoj numerično krmiljenih strojev v Sloveniji8
23 NC-stroji CNC-stroji in DNC-obrati 9
24 Adaptivno krmiljenje (AC)10
25 Prilagodljivi obdelovalni sistemi (POS)11
26 Vpliv NC-tehnologij na obdelovalno tehniko11
27 Prihodnost razvoja 13
3 TREND NA PODROČJU CNC-TEHNOLOGIJE 15
31 Predstavitev tehnologije STEP-NC 15
32 STEP-proizvodnja 16
33 Informacijski model 17
34 Lastnosti STEP-NC17
35 Sedanji problemi 18
36 Funkcionalnost STEP-tehnologije 20
37 STEP-tehnologija kot nov jezik za CNC-krmilje21
38 STEP-tehnologija kot problemsko orientirano programiranje 21
4 PRIMERJAVA MED PROGRAMOMA DEPOCAM 6 IN UGS NX4 ZA
PROGRAMIRANJE NC-STROJEV 22
41 Pomembnosti programov za programiranje CNC-strojev22
42 Opis programa za NC-programiranje DEPOCAM 6 23
43 Delovno okolje DEPOCAM 624
44 Opis programa za NC-programiranje UGS NX425
45 Delovno okolje UGS NX427
Univerza v Mariboru ndash Fakulteta za strojništvo Diplomsko delo
- VI -
5 PRAKTIČNI PRIMER PROGRAMIRANJA S PROGRAMOMA DEPOCAM 6
IN UGS NX4 28
51 Slikovni prikaz funkcij za programiranje DEPOCAM 6 in UGS NX428
52 Uvoz modela ndash primerjava 29
53 Postavitev in uvoz modela z DEPOCAM 630
54 Postavitev in uvoz modela z UGS NX4 30
55 Priprava površin s programom DEPOCAM 6 31
56 Priprava površin s programom UGS NX4 32
57 Določevanje varnostnih mej z DEPOCAM 6 33
58 Določevanje varnostnih mej z UGS NX434
59 Določevanje obdelovalnih operacij z DEPOCAM 6 35
510 Določevanje obdelovalnih operacij z UGS NX4 37
511 Analiza rezalnih poti DEPOCAM 6 39
512 Analiza rezalnih poti UGS NX4 40
513 Primerjava z vidika programiranja 41
514 Praktični primer ndash čas obdelave narejene z DEPOCAM 6 in UGS NX4 41
6 PRIMERJAVA PROGRAMOV Z VIDIKA UPORABNIKA45
61 Kriteriji primerjave 45
62 Ugotovitve 47
7 SKLEP 49
8 VIRI51
9 PRILOGE 52
Univerza v Mariboru ndash Fakulteta za strojništvo Diplomsko delo
- VII -
KAZALO SLIK
Slika 21 Prvi zapis funkcij na luknjast trak2Slika 22 Prvi računalniki 3Slika 23 Prvi numerično krmiljen obdelovalni stroj5Slika 25 Prikaz numeričnega upravljanja računalnika 9Slika 26 Prikaz povezljivosti CNC-sistema s postprocesorjem11Slika 27 Prikaz padanja deleža elektronskih komponent12Slika 28 Prikaz naraščanja stroškov programske opreme 13Slika 29 Deleži numeričnih strojev v proizvodnji14Slika 31 Prikaz heterogenega DNC-sistema 16Slika 32 Prikaz prednosti uporabe STEP-tehnologije 17Slika 33 Obsežne CMM za preverjanje geometrije komponent 18Slika 34 Prikaz standardne G-kode v zapisih programov CNC 19Slika 35 Prikaz pomembnih relacij v tehnologiji STEP-NC 20Slika 41 Prikaz delovnega okolja DEPOCAM 625Slika 42 Prikaz delovnega okolja UGS NX4 27Slika 51 Prikaz funkcij za programiranje DEPOCAM 628Slika 52 Prikaz funkcij za programiranje UGS NX4 29Slika 53 Prikaz primera primerjave programa 2D v DEPOCAM 6 42Slika 54 Prikaz poti orodja pri 2D v UGS NX443Slika 55 Prikaz 3D-programa ndash groba obdelava v DEPOCAM 6 44Slika 56 Prikaz 3D-programa ndash groba obdelava v UGS NX4 44Slika 61 Prikaz primerjave nekaterih pomembnih lastnosti programov 45
Univerza v Mariboru ndash Fakulteta za strojništvo Diplomsko delo
- VIII -
UPORABLJENE KRATICE
AAM (Application Activity Model) Model področja
aktivnosti
AIC (Application Interpreted Constructs) Deljivi resursi
AIM (Application Interpreted Model) Aplikacijski
interpretirani model
AP (Applicatin Protocol) Aplikacijski protokol
API (Application Programming Interface) Aplikacijski programski
˝interfejs˝
CAD (Computer Aided Design) Računalniško podprte
oblikovanje
CAE (Computer Aided Engineering) Računalniško podprte
tehnične analize
CAM (Computer Aided Manufacturing) Računalniško podprta
proizvodnja
CAPP (Computer Aided Process Planning) Računalniško podprto
načrtovanje procesa
CNC (Computer Numerical Control) Računalniško numerično
krmilje
NC (Numerical Control) Numerično krmiljenje
DNC (Direct Numerical Control) Neposredno numerično
krmiljenje
ADNC (Application Direct Numerical Control) Aplikacijsko neposredno
numerično krmilje
Univerza v Mariboru ndash Fakulteta za strojništvo Diplomsko delo
- IX -
CAID (Centre of Applied Industrial Design) Center za dizajn
PMI (Product and Manufacturing Information) Produktni in proizvodni
podatki
PDM (Pruduct Data Management) Upravljanje s podatki v
proizvodnji
PLM (Product Lifecycle Management) Računalniško podprt
sistem za spremljanje
razvojnega cikla izdelka
IGES (Initial Graphics Exchange Standard) Standard za razumevanje
proizvodnje
ISO (International Organization for
Standardization)
Mednarodna
organizacija za
standardizacijo
STEP-NC (STEP Numeric Control) Razširjeni STEP
standard za NC-stroje
STEP (Standard for the Exchange of Product Model
Data)
Standard za razumevanje
podatkov proizvodnje
Univerza v Mariboru ndash Fakulteta za strojništvo Diplomsko delo
- 1 -
1 UVOD
V začetku diplomskega dela bomo predstavili zgodovino nastanka CNC-tehnologije in
prihodnost nekaterih metodologij zapisa CNC-programa s STEP-tehnologijo Na to bomo
izvedli primerjavo med programoma za CNC-programiranje strojev DEPOCAM 6 in UGS
NX4 ter primerjali nekatere osnovne funkcije obdelav s programoma Izvedli bomo tudi
primerjavo časa izdelave obdelovanca v programskem okolju Za to primerjavo bomo vnašali
v oba programa enake parametre odrezavanja pomike enako število obratov parametre
orodja in ugotavljali kakšen je čas operacij 2D in 3D med programoma Vršili bomo
primerjavo med programoma z vidika
finančnega vložka
popolnosti funkcij
uporabniške prijaznosti
časovne zahtevnosti
možnosti dogradnje postprocesorjev za krmilje CNC-strojev
arhiviranja orodij
časa izobraževanja
časa izdelave izračunov poti orodja
Za primerjanje programske opreme smo se odločili da bi ugotovili katere so dobre in
slabe strani programov in kako lahko določimo področje uporabe v proizvodnji Z vidika
primerjave je glede CNC-programske opreme napisanega premalo da bi ob nakupu takšne
opreme lahko primerjali lastnosti med programi in opravili najboljšo izbiro Veliko podjetij se
ob nakupu programske opreme odloči napačno ker se izbere programska oprema ki ne
dosega optimalnih rezultatov na strojih v določeni proizvodnji (orodjarstvo serijska
proizvodnja) S takšnimi odločitvami podjetja izgubijo finančna sredstva in tudi
konkurenčnosti proti drugim podjetjim
Univerza v Mariboru ndash Fakulteta za strojništvo Diplomsko delo
- 2 -
2 ZGODOVINSKI OPIS RAZVOJA CNC-TEHNOLOGIJE
Želji po napredku ki je prisotna v slehernem od nas ves čas botrujejo okoliščine ki jo
vzpodbujajo in včasih tudi usmerjajo Tako lahko le za redke izume trdimo da so plod
popolnoma neodvisne ideje V večini primerov so to izsledki temeljnih znanstvenih disciplin
kot sta matematika in fizika Na področju aplikativnih znanosti pa so izumi večinoma
pogojeni z razvojem tehnike in znanosti nasploh To še posebej velja za razvoj obdelovalnih
strojev kjer zgodovino poleg temeljnih znanosti krojijo še mnogi družbeni dejavniki ter
trenutne potrebe trga
Tako je prvi NC-stroj nastal zaradi potreb vojaške industrije ki je potrebovala orodje za
izdelavo vse zahtevnejših letal in letalskih pogonov Seveda bi si ta industrija podobne stroje
želela že prej vendar zanje čas še ni ˝dozorel˝ Pred njimi so morali nastati nekateri izumi in
ideje ki so ustvarili podlago in sprožili željo po izdelavi raquoSistema za neposredno krmiljenje
položaja vreten obdelovalnih strojev preko izhoda računskega strojalaquo kot se je glasil opis
naročila projekta ameriške vojske ki ga je prevzel John Parsons na MIT in ga danes štejemo
za izumitelja NC-stroja
Slika 21 Prvi zapis funkcij na luknjast trak
Univerza v Mariboru ndash Fakulteta za strojništvo Diplomsko delo
- 3 -
21 Mejniki razvoja NC-tehnologije
Idejo o krmiljenju naprav po vnaprej določenem scenariju lahko zasledimo že v 14 stoletju
ko so zvonove krmilili s posebnimi bodičastimi valji in na ta način dobili želeno ˝melodijo˝
ki se je lahko večkrat ponovila Razvoj sistema numerično vodenih obdelovalnih strojev je s
podobnimi izumi v tesni zvezi na njegov nastanek in nezadržni razcvet pa močno vpliva
razvoj elektronike in računalniške tehnike
V nadaljevanju je podanih nekaj ključnih zgodovinskih mejnikov razvoja krmilne tehnike
in numerično krmiljenih strojev
1808 je Joseph M Jacquard uporabil pločevinaste kartice z luknjicami za krmiljenje
tkalskih strojev in tako iznašel prenosljiv nosilec podatkov
1863 je M Fourneaux patentiral avtomatski klavir znan pod imenom Pianola Srce
klavirja je poleg običajnih klavirskih sestavnih delov vsebovalo približno 30 cm širok
papirnat trak z luknjicami (slika 21) skozi katere je stisnjen zrak krmilil mehanično
tipkovnico in igral melodije kodirane na papirnatem traku To metodo so nato
razvijali da je bilo mogoče regulirati tudi zvok jakost ter hitrost igranja kar je
omogočilo precej natančno izvedbo klavirskih skladb
Slika 22 Prvi računalniki
Univerza v Mariboru ndash Fakulteta za strojništvo Diplomsko delo
- 4 -
1938 je Claude E Shannon med pripravo svoje doktorske naloge na Massachusetts
Institute of technology (MIT) prišel do spoznanja da sta avtomatski preračun ter
prenos podatkov mogoča samo v dvojiški obliki in ob uporabi Boolove algebre ter da
so elektronska stikala edine praktično uporabne komponente za ta namen
1946 sta dr John W Mauchly in dr J Presper Eckert izdelala in dobavila ameriški
vojski prvi digitalni računalnik Eniac (slika 22)
1949ndash1952 je John Parsons v okviru MIT po naročilu ameriških letalskih sil razvil
˝Sistem za neposredno krmiljenje položaja vreten obdelovalnih strojev preko izhoda
računskega stroja˝ in kot dokaz o delovanju oblikoval izdelek Parsons je s svojim
projektom podal štiri ključna izhodišča za nadaljnji razvoj ideje o numeričnem
krmiljenju
o izračunana pot orodja se hrani na luknjani kartici
o luknjane kartice se na stroju avtomatično berejo
o kontrolira se gibanje orodja
o na osnovi teh podatkov se opravlja gibanje po koordinatnih poteh s servomotorji
Univerza v Mariboru ndash Fakulteta za strojništvo Diplomsko delo
- 5 -
Slika 23 Prvi numerično krmiljen obdelovalni stroj
1952 je pričel na MIT delovati prvi numerično krmiljeni obdelovalni stroj z imenom
Cincinnati Hydrotel z navpičnim vretenom Krmilje je bilo izvedeno z elektronkami
omogočalo je hkratno premikanje treh osi (3D-linearna interpolacija) in dobivalo
podatke preko dvojiško kodiranih luknjanih trakov (slika 23) S temi stroji je bilo
možno izdelati vedno zahtevnejše integralne dele za potrebe letalske industrije Šlo je
za izdelke ki jih je bilo možno natančno opisati z malo matematičnimi podatki vendar
zelo težko ročno izdelati
1954 odkupi podjetje Bendix Parsonsove patentne pravice in proizvede prvi
industrijsko izdelan NC-stroj prav tako z uporabo elektronk
1957 postavijo ameriške letalske sile (US Air Force) prve NC-rezkalne stroje v svoje
delavnice
Univerza v Mariboru ndash Fakulteta za strojništvo Diplomsko delo
- 6 -
1958 je bil predstavljen prvi programski jezik s simboli imenovan APT in sicer v
povezavi z računalnikom IBM 704 Pomeni začetek strojnega programiranja
1960 predstavijo nemški proizvajalci na sejmu v Hannovru svoje prve NC-stroje Za
numerična krmilja pričnejo v tem letu uporabljati tranzistorska vezja
1963 je bil izdelan prvi specialni NC-stroj
1965 iznajdejo avtomatični izmenjevalnik orodja
1968 postanejo z uporabo IC-tehnike (integralna vezja) krmilja manjša in
zanesljivejša
1969 uporabijo v podjetju SUNDSTRAND Omnicontrol v ZDA prve DNC-naprave
1970 iznajdejo avtomatično menjavo obdelovancev z menjavo transportnih palet
1972 omogočijo prvi NC-stroji s serijsko vgrajenim miniračunalnikom razvoj novi
generaciji zmogljivejših računalniško krmiljenih strojev ki pa so jih kmalu zamenjali
CNC-stroji z mikroprocesorji
1974 je bil izdelan prvi večoperacijski CNC-obdelovalni stroj
1975 iznajdejo avtomatične korekture orodja (povratni hod)
Univerza v Mariboru ndash Fakulteta za strojništvo Diplomsko delo
- 7 -
1976 pričnejo za krmilja CNC-strojev uporabljati mikroprocesorje
1977 iznajdejo avtomatični nadzor življenjske dobe orodja (AC-krmilja)
1978 so zasnovani prvi prilagodljivi proizvodni sistemi (POS)
1980 so programska orodja ki so jih razvili in pričeli integrirati v CNC-stroje
omogočila programiranje neposredno na strojih in sprožila spopade za in proti
krmiljem z ročnim vnosom podatkov CNC-krmilja že vsebujejo podprograme za
pomoč pri izdelavi programov za proizvodnjo
1984 postavijo zelo zmogljivi CNC-stroji podprti s programskimi orodji z grafičnim
prikazom nova merila za programiranje proizvodnje
198687 omogočajo standardni programski in računalniški vmesniki povezavo strojev
v avtomatizirano tovarno na podlagi računalniških mrež (CIM in JIT)
Univerza v Mariboru ndash Fakulteta za strojništvo Diplomsko delo
- 8 -
1920
1930
1940
1950
1960
1970
1980ČA
S N
ASTA
NKA
TEHNOLOŠKI NIVO
RAZVOJ CNC PROGRAMIRANJA
UNIVERZALNE
PRODUKCIJSKE
AVTOMATI
Slika 24 Prikaz razvoja CNC-programiranja
22 Razvoj numerično krmiljenih strojev v Sloveniji
Pri nas so se prvi NC-stroji pojavili okrog leta 1976 in sicer v Železarni Ravne kjer sta bila
proizvajalca Pratt amp Whitney na tedanji Višji tehniški šoli v Mariboru ter na Fakulteti za
strojništvo v Ljubljani pa vrste Cincinnati Milacron Med prve moderno opremljene tovarne
prištevamo še Litostrojevo tovarno viličarjev kjer se je proizvodnja na sodobnih CNC-strojih
začela leta 1979 Na območju nekdanje Jugoslavije so prvi NC-stroj pognali v Prvomajski v
Zagrebu ( prikaz razvoja slika 24)
Naše tovarne se z izdelavo računalniško krmiljenih stružnic in vrtalno-rezkalnih strojev za
obdelavo kovin niso ukvarjale Poleg bogate ponudbe iz tujine so s tovrstnimi stroji tovarne
bivše Jugoslavije opremljali Prvomajska iz Zagreba in še nekateri drugi proizvajalci Med
našimi proizvajalci velja omeniti Iskro ki je izdelala krmilnik CNC-2T Litostroj je izdelal
Univerza v Mariboru ndash Fakulteta za strojništvo Diplomsko delo
- 9 -
več različnih CNC-preoblikovalnih strojev in linij za razrez pločevine v Gorenju so izdelali
robota itd
Precej več je bilo narejenega na razvoju programske opreme za računalniško načrtovanje
izdelovalnega procesa (CAP) kjer beležimo nekaj odmevnih izdelkov s področja
računalniškega programiranja NC-strojev in upravljanja proizvodnih procesov
23 NC-stroji CNC-stroji in DNC-obrati
Prvotni koncept numeričnega krmiljenja (NC) je s pojavom miniračunalnikov še bolj pa s
pojavom mikroračunalnikov prerasel v dosti naprednejši CNC-koncept CNC je okrajšava za
Computerized Numerical Control v bistvu pa pomeni krmilje z vgrajenim računalnikom
Vgrajen računalnik je olajšal upravljanje stroja omogočil izvajanje zahtevnejših računskih
operacij na njem (interpolacije višjega reda) izboljšal pomnilniške kapacitete krmilja
predvsem pa omogočil povezovanje krmilijstrojev v industrijske računalniške mreže (slika
25)
Slika 25 Prikaz numeričnega upravljanja računalnika
Univerza v Mariboru ndash Fakulteta za strojništvo Diplomsko delo
- 10 -
To zadnjo lastnost s pridom uporablja koncept DNC-obrata Kratica pomeni Direct
Numerical Control ali neposredno numerično krmiljenje gre pa za idejo osrednjega
nadzornega računalnika ki upravlja več CNC-strojev ˝Upravljanje˝ je v večini primerov
omejeno na osrednje shranjevanje NC-programov ter prenos le-teh od računalnika do strojev
in nazaj Seveda lahko ima osrednji računalnik tudi bolj zahtevne naloge kot so zbiranje
podatkov o delovanju strojev upravljanje toka materiala in celo upravljanje proizvodnje
Zaradi stalnega padanja cen elektronskih komponent in hitrega razvoja mikroračunalniške
tehnologije najdemo danes NC-stroje le še v arhivih in zgodovinskih učbenikih sicer pa so
moderni numerično krmiljeni stroji izključno CNC-stroji
24 Adaptivno krmiljenje (AC)
Iz jedra osnove numerično krmiljenih strojev ne smemo izpustiti adaptivnega krmiljenja s
katerim skušamo numerično krmiljene stroje avtomatizirati do te mere da bomo med
obratovanjem lahko vplivali na sam proces odrezavanja in s tem tudi na glavni čas obdelave
Vsa do sedaj omenjena avtomatizacija namreč služi le skrajševanju pomožnih in pripravnih
časov ki jih lahko z umno organizacijo in uporabo sistemov za avtomatsko menjavo
obdelovancev tudi izničimo
Adaptivno krmiljeni sistemi pa z avtomatskimi napravami vplivajo na proces odrezavanja
in sicer z namenom skrajševanja glavnega časa obdelave AC-sistemi so torej posebna oblika
krmilja kjer je postopek odrezavanja vključen v regulacijski krog
Postopek odrezavanja je navadno vnaprej predviden in določen z osnovnimi odrezovalnimi
parametri (globina rezanja podajanje rezalna hitrost) ki so izračunani glede na neke
standardne delovne pogoje Ti pogoji pa lahko od dejanskih bistveno odstopajo kar lahko s
tipali zaznamo kot na primer manjšo obremenitev stroja in podobno V tem primeru lahko
parametre spremenimo in tako vplivamo na glavni obdelovalni čas Podobno lahko z
merjenjem odrivne sile na orodju zaznamo obrabljenost orodja in ga pravočasno zamenjamo ndash
še preden proizvedemo izmet Numerično krmiljen stroj opremljen s potrebnimi tipali in
krmiljem ki ta tipala nadzoruje imenujemo adaptivno krmiljen stroj
Univerza v Mariboru ndash Fakulteta za strojništvo Diplomsko delo
- 11 -
25 Prilagodljivi obdelovalni sistemi (POS)
Prilagodljive obdelovalne sisteme (POS) bi lahko imenovali tudi izpopolnjena nadgradnja
DNC-sistema Prilagodljiv obdelovalni sistem je skupek CNC-strojev ki so med sabo fizično
in podatkovno (logično) povezani Za fizično povezavo skrbi transportni oziroma logistični
sistem za podatkovno pa računalniško omrežje in osrednji nadzorni računalnik V takšen
sistem povezujemo stroje z namenom večje avtomatizacije delovnega procesa in s tem
skrajšanja proizvodnih časov POS se od DNC razlikuje predvsem po vlogi nadzornega
računalnika ki tukaj poleg obdelovalnega regulira še logistični sistem (slika 26)
Prilagodljivi obdelovalni sistemi so namenjeni izdelavi tehnološko podobnih delov
omogočajo pa optimizacijo celotnega sistema in s tem hitrejše ter učinkovitejše odpravljanje
motenj v procesu
Slika 26 Prikaz povezljivosti CNC-sistema s postprocesorjem
26 Vpliv NC-tehnologij na obdelovalno tehniko
Z novimi iznajdbami na področju elektronike in elektrotehnike (tranzistor integrirana vezja
hellip) so se na področju izdelave krmilnih naprav za numerično krmiljene strojev odprle številne
nove možnosti V prvi fazi je napredek tekel predvsem v smeri povečanja sposobnosti
krmilnih enot kjer je bil vrhunec dosežen z vgradnjo računalnika v krmilje (slika 27) V
Univerza v Mariboru ndash Fakulteta za strojništvo Diplomsko delo
- 12 -
drugi fazi pa so elektronske komponente začeli vgrajevati tudi v ostale dele stroja da bi s tem
dvignili nivo avtomatizacije ter dodatno skrajšali pripravljalni in nastavni čas Hiter napredek
je omogočilo predvsem hitro padanje cen elektronskih komponent ki so v začetnem obdobju
predstavljale levji delež stroškov izdelave numerično krmiljenega stroja danes pa pomenijo
že manj kot 10 odstotkov vrednosti celotnega stroja ( slika 28)
0
20
40
60
80
100
120
1960
1962
1964
1966
1968
1970
1972
1974
1976
1978
1980
1982
1984
1986
1988
1990
RELEJNA TEHNIKA IN ELEKTRONSKE CEVI
TRANZISTORKSA TEHNIKA
TEHNIKA INTEGRIRANIH VEZIJ
INEGRACIJA Z MINIRAČUNALNIKI (CNC 1)
MIKROPROCESORSKA INEGRACIJA(CNC 2)
VLSI TEHNIKA (CNC 3)
Slika 27 Prikaz padanja deleža elektronskih komponent
Z vključitvijo mikroračunalnika v krmilje stroja so se odprle dodatne možnosti za dvig
avtomatizacije proizvodnje predvsem pa za izdelavo vse zahtevnejših oblik Obenem se
pojavijo tudi težnje da bi večji del programerskih funkcij postavili neposredno na krmilje
stroja K sreči so se te težnje kmalu izgubile saj bi danes to pomenilo da bi stroj vreden
nekaj 100 tisoč evrov namesto svoje ciljne funkcije opravljal delo osebnega računalnika
vrednega nekaj 300 evrov Je pa omenjeni trend pustil pozitivne posledice pri razvoju
konvencionalnih univerzalnih strojev Ti so danes prav tako že opremljeni s krmilji vendar je
postavitev vseh elementov še vedno prirejena človeku ki s strojem dela in ne avtomatskim
strežnim napravam kot je to običaj pri ˝čistih˝ numerično krmiljenih strojih
S pojavom CNC-strojev pa se je zgodila še ena velika sprememba ki je bila posledica
vgrajenega računalnika Pokazala se je namreč potreba po zmogljivejši in vse zahtevnejši
programski opremi Le-ta je kmalu začela predstavljati večji del vrednosti stroja kot pa
Univerza v Mariboru ndash Fakulteta za strojništvo Diplomsko delo
- 13 -
njegove mehanske komponente Oba navedena vzroka neuporabnost stroja če se na njem
izvaja programiranje in stroški programske opreme sta privedla do ločevanja programerskih
funkcij od čistih krmilno-komunikacijskih funkcij krmilja Tako se danes z redkimi
izjemami programiranje strojev izvaja na ločenih grafičnih postajah kjer se s pomočjo
simulacijskih programov izvede tudi preizkušanje NC-programov Od tod pa se preverjeni
NC-programi preko računalniških mrež prenašajo do CNC-strojev
0
20
40
60
80
100
1967
1968
1969
1970
1971
1972
1973
1974
1975
1976
1977
1978
1979
1980
1981
1982
1983
1984
Slika 28 Prikaz naraščanja stroškov programske opreme
27 Prihodnost razvoja
Od prihodnosti na področju razvoja numerično krmiljenih strojev pričakujemo predvsem
večje možnosti povezovanja v računalniška omrežja Te so namreč še vedno odvisne od
standardnih serijskih vmesnikov tipa RS 232 na katere se potem priklapljajo najrazličnejše
zunanje komunikacijske naprave Zaradi omejitev serijske komunikacije je seveda močno
omejena tudi izmenjava podatkov med strojem in nadzornim računalnikom ki bo v prihodnje
nujna zato pričakujemo tudi ukinjanje nekaterih funkcij CNC-krmilja ki sodijo bolj na
STROŠKI PROGRAMSKE OPREME
STROŠKI STROJNE OPREME
Univerza v Mariboru ndash Fakulteta za strojništvo Diplomsko delo
- 14 -
področje grafičnih delovnih postaj Namesto teh bo prišlo do vključevanja omrežnih
protokolov kot sta TCPIP in IPXSPX kar bo omogočilo neposredno povezovanje v
arhitekturo odjemalecstrežnik s čimer se bo pojavila tretja generacija DNC-konceptov
Nenazadnje bo prej ali slej moralo priti do ukinitve trenutnega standarda NC-kodnega zapisa
ki s svojo omejenostjo že predstavlja oviro Pričakujemo lahko pojav novega standarda z
izrazno bogatejšim kodiranjem ali celo pojav poprocesorjev integriranih v krmilja CNC-
strojev
Zelo pomembno za prihodnji razvoj numerično krmiljenih strojev in s tem povezane
tehnologije je nadaljnje upadanje deleža velikoserijske in masovne proizvodnje v
strojegradnji kar je posledica tržnih sprememb Potrebe trga se vedno bolj nagibajo k večji
individualizaciji dobrin kar pomeni prilagajanje posameznih izdelkov posebnim
individualnim potrebam kupca V takšnih razmerah pa sta nujni velika prilagodljivost in
odzivna sposobnost proizvodnega sistema za kar so numerično krmiljeni obdelovalni stroji
vedno bolj prilagojeni (slika 29)
MasovnaSerijska
Individualna
Maloserijska
Deleži numeričnih strojev v proizvodnji
Slika 29 Deleži numeričnih strojev v proizvodnji
Univerza v Mariboru ndash Fakulteta za strojništvo Diplomsko delo
- 15 -
3 TREND NA PODROČJU CNC-TEHNOLOGIJE
STEP-NC se uporablja v proizvodnji frezanja vrtanja struženja konturnega rezanja in je
prihodnost CNC-programiranja Povezovanje sistemov z boljšim ga naredi bolj
interoperabilnega omogoča hitrejše programiranje ter varnejše delo Tako lahko z uporabo
koncepta fleksibilne proizvodnje s tem sistemom prihranimo ogromno denarja
31 Predstavitev tehnologije STEP-NC
V preteklih letih se je ogromno dogajalo v smeri razvoja elektronske tehnologije kot tudi na
področju programske opreme ki sta tesno povezani tehnologiji kateri sta imeli ogromen vpliv
na današnje numerične CNC-stroje in krmilja
Numerični stroji in krmilniki so postali bolj inteligentni fleksibilni z več spomina
oziroma kapacitete ter z veliko boljšo povezavo v skupnem internem omrežju (slika 31) To
vodi v spremembo oblikovanja DNC-sistema ki temelji na prejšnjem DNC-sistemu Z DNC-
sistemom podatkov dobimo bolj primerne sposobnosti shranjevanja ne samo v centralnih
DNC-serverjih ampak tudi v CNC-krmilnikih ali CNC-terminalih Sprememba arhiviranja
pomeni zahtevo DNC-programske opreme naj se spremenijo tako DNC v celoti z vsemi
osnovnimi funkcijami tega sistema kakor tudi distribucija NC-podatkov v obeh smereh do
CNC-stroja Tako naj bi zadovoljili današnje zahteve da dovoljujejo uporabnikom gradnjo
spreminjanje podatkov v odnosu med obdelovancem (3D-zapis) s 3D in drugimi
podatkovnimi programi kot so denimo program za arhiviranje podatkov orodij informacij
risb obdelovanca proizvodnih podatkov strojnih parametrov Vse želje uporabnikov bazirajo
na tem kako povezati vse sisteme preko interneta ter tako pridobiti na večji fleksibilnosti
sistema oziroma proizvodnje Takšni sistemi omogočajo večjo preglednost podatkov s čimer
se samo spreminjanje podatkov ne vrši v spremembi glavnih funkcij le-teh Sedanji problemi
s podatki ki prihajajo na stroj po drugih sistemih kot so enosmerni sistem NC v CNC
povzročajo pri transformiranju izgubo osnovnih podatkov Težavo pa predstavlja tudi
Univerza v Mariboru ndash Fakulteta za strojništvo Diplomsko delo
- 16 -
kasnejše popravljanje podatkov na stroju kar privede v naslednji fazi do izgube le-teh STEP-
tehnologija pa nam omogoča boljšo preglednost ter bolj natančen zapis podatkov
Slika 31 Prikaz heterogenega DNC-sistema
32 STEP-proizvodnja
STEP-proizvodnja temelji na DNC-sistemu z zmožnostjo za shranjevanje v DNC-serverju
in tudi v CNC-terminalu To predstavlja velik izziv za DNC-programsko opremo v
implimentarnih osnovnih funkcijah
Posredovalcu ki temelji na DNC-programski opremi z asistenco (ADNC) je
predlagano kako reševati probleme znotraj samega omrežja ter prenosa podatkov Njegova
naloga je zbirati distribute NC-informacij in jih transformirati oz prenesti varno in seveda
v celotni obliki z vsemi pripadajočimi funkcijami NC-program z zbranimi strojnimi
podatki znotraj omrežja ne izgubi veličinskih funkcij Zato dobiva tehnologija STEP-NC
nove razsežnosti nadaljnjega razvoja v smeri kako s sestavo agentov ki temeljijo na
asistenci (agenti AP s platformo agenta JADE) nadzorovati spremembe transformacij NC-
programov
Univerza v Mariboru ndash Fakulteta za strojništvo Diplomsko delo
- 17 -
33 Informacijski model
STEP integrira več kot deset objektnih modelov s takšno povezljivostjo pa dobimo boljši
informacijski sistem ki zajema inženirsko kolaborativno delo upravljanje oskrbovalne
verige avtomatizacijo tovarne mikro obdelavo Med objektnimi modeli je mnogo
pomembnih relacij (slika 32)
Slika 32 Prikaz prednosti uporabe STEP-tehnologije
34 Lastnosti STEP-NC
Eliminacija 4500+ postprocesorjev
Varnejši bolj prilagodljivi obdelovalni stroji
Out-sourcing kontrole kvalitete
Projicirani prihranki pri procesiranju
Univerza v Mariboru ndash Fakulteta za strojništvo Diplomsko delo
- 18 -
35 Sedanji problemi
Trenutno aktualni proces je neučinkovit
Konstrukcija pošilja nepopolne podatke
Proizvodnja dela popravke a jih ne dokumentira
Končni rezultat je krmilni program ki dela le na enem stroju pri enem dobavitelju
RS274D ISO DIN66025 (G-koda) je stara 50 let
CMM za preverjanje geometrije komponent so obsežne (slika 33)
Slika 33 Obsežne CMM za preverjanje geometrije komponent
V uporabi imamo NC-programiranje z RS274D ki ima v zapisu še vedno G-kodo Ta
nima tako bogatega zapisa integriranih podatkov kot STEP-NC kar prikazuje navedeni
primer - razlike med obema zapisoma (slika 34)
Univerza v Mariboru ndash Fakulteta za strojništvo Diplomsko delo
- 19 -
Slika 34 Prikaz standardne G-kode v zapisih programov CNC
N05 G54
N10 G00 Z10000
N15 G91 G0 Z200
N20 T5 D1 WW
N30 G90 M5
N35 G00 X0000 Y-150000 N40 G00 Z5000
N45 M08
N50 S3183000
N55 M03
N60 F1477000
N65 G00 X60000 Y-150000 N70 G00 Z5000
N75 G00 X60000 Y-150000 N80 G01 Z-0500
Stroju specifični
program komponente s
podatki o gibanju osi
ki ga generira
postprocesor
Dobavitelj specifične
razrešitve originalnega
standarda
Samo primitivni gibalni
in priklopni ukazi
Ni standardiziranega
podatkovnega formata
za procesiranje krivulj
in softiciranih NC-
tehnologij
Idealen za papirni
trak
STEP-NC nadomešča G-kodo z
bogatim integriranim
podatkovnim formatom
Univerza v Mariboru ndash Fakulteta za strojništvo Diplomsko delo
- 20 -
Slika 35 Prikaz pomembnih relacij v tehnologiji STEP-NC
36 Funkcionalnost STEP-tehnologije
Korist in funkcionalnost STEP-tehnologije sta danes na področju boljše kontrole procesov
kjer s pomočjo te tehnologije zajamemo bolj natančno funkcijo zapisa daljic in lokov (TCP-
zapis) K temu spadajo tudi vse tolerirane krivulje ter produkti geometrije obdelovanca s
čimer je izboljšan zapis v STEP-tehnologiji veliko bolj natančen ( slika 35)
Nadaljnje razvijanje STEP-tehnologije v odvisnosti koristi in funkcionalnosti poteka v
smeri boljšega določevanja parametrov značilnosti toleranc značilnosti vrtilnih ciklov ki
spadajo v skupino boljšega monitoringa procesov Naslednja najnovejša skupina STEP-
tehnologije je fleksibilna proizvodnja z boljšim zapisom parametričnih operacij nadzorovanje
delovnih korakov tolerirane površine pogojne operacije Na ta način dobimo na osnovnem
nivoju zgradbe samega krmiljenja procesa tako imenovano pametno krmilje ki je zgrajeno iz
CAM-zapisa z dvosmerno povezavo z zapisovalnikom (DLL) ta pa je v povezavi z AP-238
datotekami (SUBS) in je enosmerno povezan s kontrolo podatkov ter STEP-NC-
simulatorjem vse skupaj pa je v povezavi s krmilnikom HMI do krmilnika gibov Krmilnik
Univerza v Mariboru ndash Fakulteta za strojništvo Diplomsko delo
- 21 -
HMI sestavljata pretvornik (DL) in gibalnik ukazov (TCP) Vse to sestavlja osnovni nivo
konfiguracije katerega smo vstavili v obstoječe CNC-komponente Vstavili smo zapisovalnik
(DLL) in pretvornik (DL) ki omogočata eliminacijo postprocesorjev hitrejšo operaterjevo
potrditev programa ter optimalno kreiranje poti na stroju Če pa krmilnik HMI dopolnimo z
nadzornim (DLL) in CNC-polnilnikom pa dobimo konfiguracijo nadzora procesa Ta nam
dovoljuje verifikacijo pravilnosti operacij krmilnika čase operativnih parametrov indifikacijo
značilnosti operacije orodij za vsak delovni potek
37 STEP-tehnologija kot nov jezik za CNC-krmilje
Za kompleksnejše obdelovance je tehnologija STEP-NC popolna saj gre za nedvoumen
model komponent in procesov Združuje obdelovalne procese potrebe po orodjih geometriji
tolerancah in PDM S CNC-sistemom naredi bolj interoperabilnega omogoča hitrejše
programiranje varnejše delo Tako lahko z uporabo koncepta fleksibilne proizvodnje s tem
sistemom prihranimo ogromno denarja
38 STEP-tehnologija kot problemsko orientirano programiranje
Z datoteko AP-238 opisujemo kaj in tudi kako saj s tem dosežemo da iz surovca
naredimo geometrijo odstranjujemo značilnosti spreminjamo vrstni red z ustreznimi orodji
ki ustrezajo tem zahtevam AP-238 dovoli krmilniku tudi izbiro gibov orodja S tem
nadomestimo prejšnjo obliko zapisa s standardno kodo G ki opisuje samo kako (premakni
orodje na to lokacijo premakni orodje na to lokacijo in tako naprej za tisoč ukazov)
Univerza v Mariboru ndash Fakulteta za strojništvo Diplomsko delo
- 22 -
4 PRIMERJAVA MED PROGRAMOMA DEPOCAM 6 IN UGS
NX4 ZA PROGRAMIRANJE NC-STROJEV
41 Pomembnosti programov za programiranje CNC-strojev
Danes imamo na trgu veliko izbiro programov paketov za CAM-programiranje pri katerih
vsak po svoje odlično služi svojemu namenu naloga uporabnika pa je da ob investiciji pri
nakupu takšnega paketa ve kakšna je njegova namembnost in kaj bo z njim počel da ga bo
lahko optimalno izkoristil tudi v prihodnosti
Paketi CAM-programiranja se danes razlikujejo v detajlih ki jih uporabniki začetniki niti
ne opazijo To pride najbolj do izraza pri jalovih hodih oz poteh ki so generirane pri samem
programiranju in se od programa do programa razlikujejo To so zelo pomembni parametri v
odvisnosti koliko časa bomo porabili za izdelavo izdelka na CNC-stroju z najbolj
optimalnimi potmi s katerimi bomo prihranili pri času izdelave Tukaj ne smemo pozabiti da
tudi sekvence poti vplivajo na čas in obstojnost orodja Orodja in njihova obstojnost pomenijo
velik delež stroškov in če te parametre držimo na optimumu prihranimo na letni ravni
ogromno časa in denarja ter podaljšamo delovanje orodij Lahko bi rekli da so ti parametri
najbolj zaželeni seveda pa ne smemo pozabiti na samo programsko okolje različnih
programov paketov
Nekateri paketi so zelo nazorni pregledni hitro učeči enostavni za uporabo v tem oziru
pa se med seboj tudi precej razlikujejo V različnih panogah kot je denimo orodjarstvo s
svojo kompleksno strukturo z izdelavo preciznih segmentov orodja z različnimi trdotami
(kaljene površine) s postopki obdelave in s svojo unikatnostjo predstavljajo velik izziv za
ponudnike CAM-paketov ter skrbno izbiro le-teh Še tako podobni vgradni strojni vložki se
lahko med sabo zelo razlikujejo po strategiji obdelave Vse to vodi managerje v orodjarnah
da čim bolj združujejo posamezne operacije znotraj organizacijske strukture kot so
detajliranje in izdelava tehnologije posameznih pozicij ali pa programiranje ter posluževanje
Univerza v Mariboru ndash Fakulteta za strojništvo Diplomsko delo
- 23 -
strojev ipd Zato je zelo pomembno da je CAM-programski paket generiran tako da zelo
hitro preračunava posamezne sekvence da ne pride zaradi tega do zastojev na strojih
V nadaljevanju bomo primerjali dva programa za programiranje CNC-strojev in sicer
paketa DEPOCAM 6 in UGS NX 4 ki se že v sami osnovi zelo razlikujeta
42 Opis programa za NC-programiranje DEPOCAM 6
DEPOCAM prihaja iz hiše NC Graphics ustanovljene leta 1993 njegov izumitelj pa je bil
Arthur Flutter leta 1977 v Cambridgeu v Veliki Britaniji S podjetjem Depocam GmbH je
leta 1993 ta program v celoti zaživel na trgu ponudnikov CAM-paketov Združitev v NC
Graphics je bila želja proizvajalca da ponudi svojim kupcem celovit paket od strojev orodij
programskih paketov ki bazirajo na dolgoletnih izkušnjah operaterjev v industriji To
povezovanje proizvajalca s kupcem pa je seveda obrodilo sadove v enostavnosti
programskega okolja ter dobrih optimumih rezalnih parametrov
Program se v praksi ne trži kot samostojna enota ampak v sklopu investicije primernega
orodjarskega stroja ustreznega rezilnega orodja in v racionalni uporabi rezilnega orodja To
seveda ne pomeni da je program kot posamezna komponenta neučinkovit nasprotno pomeni
konkurenčno prednost pred ostalimi ravno zaradi zaključenega paketa
S tem paketom lahko združimo dvoje delovnih mest (programerja in operaterja) v eno in
tako dosežemo
prenos odgovornosti za doseganje planov v podjetju na operaterja programerja saj
ima operater glavno vlogo pri doseganju proizvodnih normativov
dvig splošnega nivoja znanja na vse zaposlene v proizvodnji
15-odstotni dvig produktivnosti in obdelovalno kvaliteto saj imajo vsi zaposleni
vpogled v končni CAD-model na računalniku ob stroju
Univerza v Mariboru ndash Fakulteta za strojništvo Diplomsko delo
- 24 -
43 Delovno okolje DEPOCAM 6
Delovno okolje v programu za CNC-programiranje strojev je program namenjen
programiranju 3-osnih in 3+2-osnih CNC-strojev V delovnem okolju je opaziti da so vse
funkcije programa prikazane v orodnih vrsticah ker pomeni da uporabnik ni preobremenjen z
nešteto prikazanimi funkcijami ki dajejo vtis nepreglednosti in neuporabnih ukazov To je
nazoren primer kako enostaven je po svoji namembnosti uporabniku ki mora spoznati samo
določena pravila (ukazi na miški) in že lahko ustvari enostavne programe za CNC-
programiranje Ikone ali shematsko drevo na levi strani omogočajo vklop modela funkcije
operacije obdelave s tem pa lahko natančno primerjamo med dvema različnima obdelavama
poti orodja
Model uvozimo v obliki ( x_t iges Catia V4 in Catia V5 hellip) nastavimo koordinatni
sistem tako da transformiramo model po ordinatah x y z rotiramo zrcalimo v željeni
položaj za kasnejše vpetje na stroj Ko je model postavljen v pravilno lego v koordinatnem
sistemu (ujemanje s pozicijo koordinatnega sistema stroja) lahko mere po x y z preverimo
tako da se z miško postavimo na željeno površino in v orodni vrstici desno spodaj se nam
prikazujejo vrednosti dolžin x y z koordinat Tako v dveh korakih v delovnem okolju
določimo pozicijo 3D-modela moteče pri tem pa je seveda to da se model kopira med sabo
(levo orodno drevo) kar lahko ob nepazljivosti povzroči kasnejšo zmedo med modeloma če
prejšnjega ne izbrišemo Pri vsaki izbiri obdelave nam ob vnosu orodja ni potrebno vnašati
parametrov kot so premer orodja njegova dolžina ampak iz arhiva v katerega smo vnesli
te parametre samo izberemo željeno orodje z vsemi parametri (slika 41) S tem se izognemo
dolgotrajnemu vpisovanju v menije za določanje parametrov orodja hkrati pa se vodi
evidenca orodij v uporabi
Univerza v Mariboru ndash Fakulteta za strojništvo Diplomsko delo
- 25 -
Slika 41 Prikaz delovnega okolja DEPOCAM 6
44 Opis programa za NC-programiranje UGS NX4
Programski paket UGS NX4 izhaja iz podjetja Siemens kjer se je pred tem imenoval
Unigraphics in ga je leta 1991 razvil Douglas McDonnell Njegov razvoj je temeljil na
združitvi I-DEAS v NX-program ki služi za vzvratno inženirstvo ter oblikovanje v 3D-
oblikah Tako lahko iz CAID-formata ustvarimo CAD CAM-format UGS NX4 se že v
osnovi močno razlikuje od programa DEPOCAM 6 ki je namenski program za
programiranje Področja uporabe sistema UGS NX4 so
zahtevni industrijski ˝desing˝
modeliranje komponent in velikih sklopov
izdelave tehnične dokumentacije
Navigator ˝prikaz modela in vsehoperacij˝
Opravilna vrstica za izbiro varnostnih linij in zaznavo površin hellip
Opravilna
vrstica za izbiro
obdelovalnih
Opravilna vrstica
za izbiro različnih
pogledov modela
Osnovna opravilna vrstica -zavesni meni
Prikaz procesiranja programa -proces Manager
Univerza v Mariboru ndash Fakulteta za strojništvo Diplomsko delo
- 26 -
engineering
zahtevna NC-tehnologija ndash programiranje
uporaba v kemični industriji
Industrijsko oblikovanje predstavljajo CAD CAM CAE izdelava orodij ki se deli v NX
Shepe studio in Imageware
CAD-delovno okolje zajema modeliranje zahtevnih free-form oblik velikih sklopov z
modeliranjem komponent iz pločevine (sheet metel) modeliranje cevovodov električne
povezave izdelave tehnične dokumentacije
CAE obsega različne digitalne analize izdelka z različnimi programskimi paketi NX
Scenario NX Master FEM NX Nastran s katerimi lahko simuliramo določeno stanje raznih
obremenitev toplotno gibanje trdnost ter toplotna stanja
CAM zajema različne programske pakete ndash 2D-programiranje 3D-programiranje 3- in 5-
osno programiranje ter programiranje vseh strojev v orodjarstvu (frezalnih strojev stružnic
žične erozije ) Za uporabnika ima program integrirane PMI-orodne vrstice in dialog ki
predstavljajo veliko število ikon v orodnih vrsticah te pa so slikovno ponazorjene
Program se uporablja v Združenih državah Amerike predvsem v letalski industriji v
Evropi pa ni toliko razširjen Sam program ki je precej obširnejši za CNC-programiranje je v
primerjavi z DEPOCAM 6 vsesplošni in je ustrezna izbira tudi pri 3D-modeliranju
Pomembno je tudi da lahko izdelek z UGS NX4 spreminjamo popravljamo ali celo
skonstruiramo 3D-risbo možnosti za slednje z DEPOCAM 6 nimamo Tu je vidna prva
velika razlika med programoma saj izhaja DEPOCAM 6 iz drugih stališč kot UGS NX4 ki
zajema večjo obdelavo podatkov in je zato za uporabnika precej zahtevnejši z vidika obsega
programa
Univerza v Mariboru ndash Fakulteta za strojništvo Diplomsko delo
- 27 -
45 Delovno okolje UGS NX4
Kot je razvidno se UGS NX4 zelo razlikuje s stališča glavnih gradnikov programa ker
zajema tudi 3D-modeliranje in analiziranje narisanega izdelka Tako se že UGS-delovno
okolje močno razlikuje od specifičnega programa DEPOCAM Vsebuje namreč ogromno
število ikon funkcij ki pa niso povezane samo za CNC-programiranje ampak tudi za 3D-
modeliranje analiziranje (slika 42) Delovno okolje je za uporabnika kompleksnejše zato
potrebuje dodatno izobraževanje da lahko začne z delom po pravilih funkcij programa
Običajno se za takšne zahtevne programe organizira izobraževanje pri podjetju ki program
prodaja in traja približno mesec dni Kljub temu pa kompleksnost delovnega okolja
predstavlja velik izziv za uporabnika saj omogoča program veliko večje število pristopov oz
možnosti kako bomo izbrali obdelave na našem izdelku Po drugi strani pa lahko
nepoznavanje zmožnosti programskega paketa predstavlja tudi problem kajti tako izgubljamo
čas programiranja in same obdelave z napačno obdelavo pa skrajšamo tudi obstojnost orodij
in poslabšamo kvaliteto obdelave
Slika 42 Prikaz delovnega okolja UGS NX4
Ustvarjanje programa orodja geometrije operacije metode
Osnovna opravilna vrstica -zavesni meni
Postavitev koordinatnega sistema
Navigator ˝hitri dostop do operacij in pregled˝
Univerza v Mariboru ndash Fakulteta za strojništvo Diplomsko delo
- 28 -
5 PRAKTIČNI PRIMER PROGRAMIRANJA S
PROGRAMOMA DEPOCAM 6 IN UGS NX4
V tem delu diplomske naloge bomo predstavili nekatere pomembne funkcije za izdelavo
CNC-programa Za primerljivost programov po funkcijah ter specifičnem pomenu ju moramo
najprej vsaj malo opisati (slika 51 slika 52)
51 Slikovni prikaz funkcij za programiranje DEPOCAM 6 in UGS NX4
Slika 51 Prikaz funkcij za programiranje DEPOCAM 6
Navigator ˝prikaz modela in vsehoperacij˝ s katerimi opravljamo vsepomembne funkcije
Funkcije za določevanje varnostnih mej
Pregled postprocesiranja operacij
Univerza v Mariboru ndash Fakulteta za strojništvo Diplomsko delo
- 29 -
Slika 52 Prikaz funkcij za programiranje UGS NX4
52 Uvoz modela ndash primerjava
Omenjena programa se zelo razlikujeta od same postavitve modela v koordinatni sistem do
funkcij operacij ki jih uporabljamo zato je tudi uvoz modela v delovno okolje različen kar
bomo opisali v naslednjem poglavju
Pregled postprocesiranja operacij in simulacija rezalnih poti 2D 3D
Nastavitev vseh parametrov odrezavanja
Navigator operacij vklop označevanje in postprocesiranje operacij
Določevanje obdelovalnih površin in varnostnih mej
Univerza v Mariboru ndash Fakulteta za strojništvo Diplomsko delo
- 30 -
53 Postavitev in uvoz modela z DEPOCAM 6
Model uvozimo v program v obliki formata prt Enostavno odpremo kot vsak drug dokument
v zavesnem meniju (FILE-OPEN) določimo smeri koordinatnega sistema tako da
transformiramo model v željen položaj v samem koordinatnem sistemu Postavimo se na
triangulacijsko površino pogledamo pod lastnosti ali je bila prestavitev uspešna (x y z) ter
izbrišemo v levi orodni vrstici prejšnji model Takšen način se uporablja kadar imamo model
poljubno v prostoru vendar je model vzporeden s koordinatnim sistemom
54 Postavitev in uvoz modela z UGS NX4
Model s končnico prt odpremo v zavesnem meniju (FILE-OPEN) poiščemo mapo v kateri je
shranjen 3D-model in potrdimo V večini primerov se model najprej odpre v funkciji
GETEWAY Iz nje preidemo na funkcijo MANUFACTORING z dvoklikom na levi gumb
miške aktiviramo koordinatni sistem ki ga lahko prestavimo v točko na začetek ali polovico
premice krožnice če pa ga želimo postaviti na polovico pravokotne površine si moramo
dorisati pravokotnik in diagonalo pravokotnika ter prestaviti koordinatni sistem na polovico
diagonale Za surovec s katerim orišemo obdelovanec uporabimo ikono BLOCK izberemo
možnost določitve dveh diagonalnih točk in vpišemo višino Ko smo naredili in pregledali
surovec se je potrebno prestaviti iz funkcije MODELING v MANUFACTORING Pri prvem
odpiranju modela in surovca se pojavi okno MASHINING ENVIRONMENT V njem
potrdimo ikono INITIALIZE Določiti je potrebno tudi ime programa v opravilni vrstici in
sicer aktiviramo okno MANUFACTORING CREAT odpremo prvo ikono CREATE
PROGRAM izberemo skupino in vpišemo ime programa
Univerza v Mariboru ndash Fakulteta za strojništvo Diplomsko delo
- 31 -
55 Priprava površin s programom DEPOCAM 6
V kolikor želimo obdelovati rezilne vložke za orodja za pločevino ali pa gravure za orodja za
plastiko je potrebno površine nekoliko podaljšati da lahko izdelamo oster rob na vložku To
storimo tako da potrdimo model izberemo katero površino želimo podaljšati in potrdimo
ukaz GEOMETRY (Untrim surfaces) Pri obdelavi je zaželeno da imamo čim manj
prekinjenih rezov (izvrtine utori manjši sedeži) Da dobimo boljše obdelovalne pogoje in
daljšo življenjsko dobo rezilnega orodja si pred obdelavo model zakrpamo (funkcija
Externally trim surfaces) To storimo tako da potrdimo model izberemo površino na kateri
zakrpamo luknjo in izberemo ukaz GEOMETRY (Externally trim surfaces)
Paralelno premikanje površin (Offset surfaces)
Da površine navidezno premikamo recimo da moramo celotno obliko obdelovanca
znižati za 05 mm si lahko pomagamo tako da potrdimo model izberemo površino ki
jo želimo premakniti in izberemo ukaz GEOMETRY (Offset surfaces) Vpišemo še
številčno vrednost in sicer kolikšen naj bo premik površine
Izdelava robnih krivulj (Extract P-curves)
Kadar potrebujemo robne krivulje okrog posameznih površin lahko to storimo z
ukazom GEOMETRY (Extract P-curves) Te krivulje lahko izkoristimo za 2D-
rezkanje po konturi v prostoru (Along curve passed)
Izdelava paralelnih površin
Pred pričetkom grobe obdelave orodjarskega vložka je potrebno preučiti ustrezno
strategijo izdelave Kar hitro se nam lahko zgodi da grobo obdelamo kos z ene strani
ko pa ga želimo obdelati s spodnje strani ugotovimo da ga ne moremo več vpeti saj
surovec ni več vzporeden Zato si pred pričetkom grobe obdelave izdelamo najmanj tri
paralelne površine ki nam služijo kot nastavki za obdelavo vložka z zadnje strani To
naredimo tako da model najprej postavimo v pogled TOP ndash z vrha Nato z ukazom
BOUNDARIES (Create new folder) naredimo okvirje oziroma meje Prikličemo ukaz
GEOMETRY (Planar patch) in iz mej nastanejo paralelne površine Na koncu te še
združimo z osnovnim modelom
Univerza v Mariboru ndash Fakulteta za strojništvo Diplomsko delo
- 32 -
Vstavljanje raquoFilletlaquo poljubnih radiusov
Fillet nam omogoča za določeno območje na modelu vstavljanje poljubnih radiusov V
praksi se to uporablja takrat kadar moramo radius na modelu povečati Fillet nam
omogoči da grafično vidimo kako bo model izgledal pred obdelavo Ukaz izvedemo
tako da potrdimo model in določeno območje katerega želimo spremeniti Nato z
ukazom GEOMETRY (Fillet) definiramo velikost radia in dobimo željen rezultat
Zgoraj omenjenih šest prijemov rabe geometrije modelov lahko uporabimo tudi v
medsebojni kombinaciji
56 Priprava površin s programom UGS NX4
Za pripravo površin uporabljamo 3D-ekstrudirani model ki ga narišemo okrog našega
obdelovanca in ga določimo v navigatorju (desna stran menija) WORKPIECE Z dvoklikom
se odpre okno MILL GEOMETRY ki nam omogoča določitev surovca (Part) in obdelovanca
(Blank) Nastavimo lahko material ime premik (offset) surovca Določimo lahko tudi izbor
delov površin ki se jih moramo skozi celotno obdelavo izogibati (strojni primež ) Pri
izboru vsake od teh funkcij moramo biti pozorni da smo pravilno določili obdelovanec in
surovec to pa lahko preverimo na ikoni DISPLAY (prikaži)
Paralelno premikanje površin (Offset surfaces)
Da dosežemo navidezno premikanje površin ki jih želimo obdelati dimenzijsko večje
ali manjše lahko to določimo že v prvi fazi ko definiramo surovec in obdelovanec
(Workpiece) ali pa v meniju kjer izberemo obdelovalni postopek FINAL FLOOR
STOCK (končna površina z dodatkom)
Izdelava robnih črt krivulj
Za omejitev poti orodij si moramo okrog surovca obdelovanca narisati premice
krivulje ki bodo omejile pot orodja med obdelavo V zgornji orodni vrstici imamo
Univerza v Mariboru ndash Fakulteta za strojništvo Diplomsko delo
- 33 -
ikono za risanje premic krivulj krožnic pravokotnikov Z izbiro teh funkcij narišemo
željene meje obdelovalnih površin
Vstavljanje krpanje površin
Če imamo na obdelovancu utor in želimo površino predhodno porezkati na višino ter
doseči da nam pri tem orodje ne bo rezkalo utora lahko zakrpamo površino z ikono
FILLETS v zgornji orodni vrstici
57 Določevanje varnostnih mej z DEPOCAM 6
V tem podpoglavju bomo skušali definirati področja ndash meje (Boundaries) na CAD-modelu
Meje se potrebujejo zato da povedo kje na modelu bomo ali ne bomo obdelovali Obstaja
veliko načinov za definicijo mej
Ročno izdelana meja
Najbolj uporabna je ročno definirana meja Naredimo jo z ukazom BOUNDARIES
(Create new folder)
Vlečenje po modelu
Potrdimo model nato pa se s kurzorjem postavimo na željeno mesto na modelu Z
dvoklikom aktiviramo začetek nato poljubno klikamo po površini mejo pa
zaključimo z enim klikom na začetek Meja je sestavljena iz puščic in kvadratkov Z
naknadnim klikanjem po teh simbolih lahko mejo zožujemo raztegujemo ipd
Kreiranje kvadratnih mej
Kvadratno mejo dobimo tako da potrdimo model pritisnemo ctrl + leva tipka na
miški in narišemo poljubno velik kvadrat Tudi tega lahko kasneje spreminjamo
Kreiranje okroglih mej
Univerza v Mariboru ndash Fakulteta za strojništvo Diplomsko delo
- 34 -
Okroglo mejo dobimo tako da potrdimo model pritisnemo shift + leva tipka na miški
in narišemo poljubno velik krog Tudi krog lahko kasneje spreminjamo
Izdelava uokvirjene meje obdelovanca (Boundaries box)
Ta meja nam pokaže veliko o geometriji obdelovanca hkrati pa nam služi tudi za
postavitev koordinatnega sistema oz ničelne točke
Obrisna meja (Silhouette boundary)
Že sama beseda pove da gre za obris oz mejo posameznih površin na modelu za
katere se pač odločimo da jih bomo obdelovali Postopek je tak da najprej potrdimo
model na modelu označimo površino za katero želimo narediti obris in potrdimo
ukaz SILHOUETTE BOUNDARY Rezultat je obris površine v ravnini x-y na neki
višini
Odkrivanje področij obdelave na horizontalnih površinah modela (Shallow
areas)
Ta funkcija je zelo priročna da odkrijemo področja obdelave ločeno na horizontalnih
in vertikalnih površinah modela To nam omogoča ločeno obdelavo sten in ravnih
površin S takim načinom dela prihranimo predvsem pri stroških rezilnega orodja
(ploščic) ter času obdelave
58 Določevanje varnostnih mej z UGS NX4
Varnostne meje določimo s pomočjo izbire operacij v katerih imamo funkcijo za definiranje
varnostnih mej kot je npr ikona CHECK Vse črte krivulje si moramo narisati vnaprej da jih
lahko kasneje določimo kot varnostne meje Uporablja se tudi funkcija OFFSET CURVE in
sicer označimo željeno krivuljo ter jo prestavimo v izbrano pozicijo Pogosto je v rabi tudi
funkcija TRANSFORM ki jo najdemo v zgornji orodni vrstici (Edit-Transform) Z njo lahko
kopiramo prestavljamo rotiramo premice modele točke
Univerza v Mariboru ndash Fakulteta za strojništvo Diplomsko delo
- 35 -
Obstaja torej več poti kako določiti varnostno mejo postopki se med seboj zelo
razlikujejo vedno pa izberemo najustreznejšo možnost
59 Določevanje obdelovalnih operacij z DEPOCAM 6
Odkrivanje področij obdelave za poljubno rezilno orodje (Cutter contact
areas)
Preden pričnemo z grobo obdelavo kosa lahko prihranimo veliko časa če odkrijemo
točno določeno področje kjer bo orodje obdelovalo To naredimo s funkcijo CUTTER
CONTACT AREAS
Operacija Core roughing passes
V tem primeru gre za grobo obdelavo kjer počistimo material v obliki horizontalnih
presekov od zunaj navznoter Je zelo primerna za obdelavo odprtih pestičev saj začne
za vsak nivo obdelave rezilno orodje obdelovati izven obdelovanca s čimer se
zmanjša obremenitev rezilnih ploščic
Operacija Area clearance passes
Tudi v tem primeru gre za grobo obdelavo pri kateri počistimo material v obliki
horizontalnih presekov Tokrat se rezilno orodje vkopava v surovec v obliki spirale
pri čemer je celoten cikel obdelave nekoliko hitrejši vendar se zaradi večje obrabe
rezalnih ploščic in posledično pogoste menjave le-teh čas obdelave nekoliko podaljša
Operacija Rest roughing
Ta sekvenca je nujno potrebna preden začnemo s polfino obdelavo Pri grobi obdelavi
se pojavijo zelo visoke stopnice med ploskvami (2ndash25 mm) katere bi hitro uničile
kroglična orodja zato jih je potrebno znižati na čim bolj konstanten dodatek po celotni
površini Tako kasneje tudi nimamo težav pri polfini obdelavi
Univerza v Mariboru ndash Fakulteta za strojništvo Diplomsko delo
- 36 -
Gre za rezkanje ostankov po grobi obdelavi Te dobimo tako da najprej potrdimo
eno izmed sekvenc grobe obdelave in aktiviramo ukaz REST ROUGHING Vpišemo
s katerim orodjem bomo izvedli obdelavo ostankov in aktiviramo preračunavanje
Rezultat so poti katere je potrebno še povezati z jalovimi hodi (linkanje)
Operacija Horizontal area passes
V tem primeru gre za fino obdelavo horizontalnih površin predvsem s toričnimi
rezilnimi orodji V praksi je takšna obdelava zelo zaželena z vidika kakovosti in časa
obdelave
Operacija Perpendicular raster passes
Pri tej operaciji gre za fino in polfino obdelavo strmih sten kot so npr obdelave
Raster passes Ta obdelava jim je zelo podobna le da nam ob strmih stenah program
sam preračuna dodatno sekvenco in dodatne poti za lepšo površino
Operacija Radial passes
V tem primeru govorimo o radialni obdelavi ki pride v poštev predvsem pri vlečnih
vložkih da naredimo obdelavo v smeri vleka
Operacija Spiral passes
Gre za obdelavo v obliki spirale ki se uporablja za specifične kose v industriji
(lopatice rotorji hellip)
Operacija Along boundary
To je obdelava pri kateri potuje orodje po robu modela in riše sled glede na
predhodno določeno mejo Ta način se uporablja za zarisovanje sledi na obdelovancih
oz v orodjarstvu tudi za ˝lovljenje˝ ničelne točke na tistih obdelovancih na katerih
izvajamo dodelave in nimamo ustrezne konstrukcijske dokumentacije Prav tako jo
uporabljamo za razne napise ipd
Operacija Along curve passes
Gre za obdelavo po krivulji kjer lahko obdelujemo s korekcijo Tak način se koristi za
rezkanje sedežev s tolerančno mero kjer je potrebno več prehodov po isti poti da
Univerza v Mariboru ndash Fakulteta za strojništvo Diplomsko delo
- 37 -
pridemo do pravilne dimenzije (tolerančne mere) Ponavadi s to obdelavo obdelujemo
okvirje vložkov in tolerančne sedeže
510 Določevanje obdelovalnih operacij z UGS NX4
Kreiranje operacij za 2D-programiranje Create operation
Izberemo peto ikono v zgornji orodni vrstici (Create operation) tako določimo v oknu
ki se nam odpre način obdelave (Subtype operacijo) S klikom na puščice izberemo
prej vnesene podatke (ime programa geometrijo ndash workpiece orodje metodo
rezkanja vpišemo ime oziroma naziv operacije) Naziv operacije naj bo razumljiv
tako da že iz njega razberemo kaj operacija pomeni V 2D-operacije lahko izbiramo
naslednje obdelave
Obdelava Face milling area
Uporabljamo jo za poravnavo ravnih ploskev ko moramo npr poravnati jekleno
ploščo
Obdelava Face milling
Uporaba te obdelave nam omogoča rezkanje ravnin otokov
Obdelava Face milling manual
Ta obdelava je skoraj enaka kot prejšnji dve vendar ima dodatno možnost da lahko
izbiramo način poti orodja
Obdelava Planar mill
Z njo lahko s pomočjo 2D-funkcije naredimo stopničaste stene ali poševne stene v
uporabi za grobo obdelavo
Univerza v Mariboru ndash Fakulteta za strojništvo Diplomsko delo
- 38 -
Obdelava Planar profile
Omenjena obdelava nam je v pomoč da lahko s hitro funkcijo rezkamo po določeni
2D-obliki ali po določenem profilu
Obdelava Rough follow
Za izdelavo različnih utorov se večinoma poslužujemo te obdelave saj nam z
enakomernim čiščenjem dna rezkane površine naredi zadovoljivo kvaliteto površine
Obdelava Rough zigzag
To je obdelava s katero moramo na obdelovancu doseči pravilno hrapavost površine s
posebnimi potmi orodja ndash neprekinjen rez
Obdelava Rough zig
S to obdelavo moramo na obdelovancu doseči pravilno hrapavost površine s
posebnimi potmi orodja ndash prekinjen rez v eni smeri
Obdelava Cleanup corners
Kadar želimo počistiti vogale iz predhodne obdelave ki imajo radius R5 mi pa
potrebujemo radius R1 uporabimo to obdelavo
Obdelava Finish walls
Za dokončno oblikovanje stene uporabimo to obdelavo saj nam omogoča da je stena
obdelovanca kvalitetno obdelana
Obdelava Finish floor
Takšna obdelava je primerna za končno obdelavo ravnih površin
Za izbrano operacijo moramo v oknu operacije nastaviti še CONTROL POINTS
(nastavitev točke začetka obdelave) če nam po DEFAULTU ne ustreza Z izbiro metode
premikanja orodja (Method in Automatic) nastavimo pod kakšnimi pogoji naj se le-to
premika Pri funkciji nastavitve rezalnih parametrov CUTTING so nastavitve od operacije do
operacije različne in se spreminjajo za vsako metodo posebej zato moramo zelo dobro
Univerza v Mariboru ndash Fakulteta za strojništvo Diplomsko delo
- 39 -
poznati funkcije obdelav Za nastavitev obdelave v vogalih uporabimo funkcijo CORNER
Določiti moramo tudi ravnino na katero se mora orodje dvigovati za hitre gibe Nastavitev
pomikov opravimo s funkcijo FEED-RATES s funkcijo MACHINE pa opravimo nastavitve
stroja orodja kompenzacije te nastavitve so za vse operacije enake
511 Analiza rezalnih poti DEPOCAM 6
Preračun ostankov obdelave od predhodnega rezilnega orodja
Strategija obdelave je takšna da navadno obdelujemo od večjega orodja k manjšemu Seveda
pa je potrebno vedno med eno in drugo obdelavo preračunati ostanke obdelave od
predhodnega orodja V ta namen poznamo dve funkciji in sicer Detect theoretical rest areas
in Detect rest areas V obeh primerih gre za isto stvar razlika je samo kdaj uporabiti prvo in
kdaj drugo Detect theoretical rest areas uporabimo če preračunavamo ostanke na
obdelovancih kateri so bili predhodno že narejeni na njih pa potrebujemo samo modifikacije
(spremembe) Primer Po nekem teoretičnem modelu se izdela vlečni vložek Sledi preizkus v
stiskalnici kjer se ugotovi da je potrebno npr povečati vlečne radiuse iz R3 v R5 V takem
primeru se preračuna samo teoretični ostanek od prehodnega orodja
Merjenje in analiziranje modelov
Zaželeno je da si pred pričetkom programiranja vzamemo nekaj trenutkov za analizo in
merjenje modela saj nam bo to v veliko pomoč pred definiranjem strategije obdelave
Merjenje radiusov poteka tako da najprej vklopimo žični model potrdimo funkcijo merjenja
radiusa in s klikom na radius izmerimo velikost le-tega Ostalo merjenje dolžinskih mer pa
naredimo tako da s kurzorjem dotaknemo željeno mesto na modelu v spodnji vrstici
programske maske pa se nam izpisujejo koordinate v prostoru (x y in z) Prav tako lahko
merimo poljubne dolžine tako da se s kurzorjem postavimo na poljuben rob pritisnemo ctrl +
desna tipka na miški in vlečemo miško Ob kurzorju se nam vleče puščica z mero
Najenostavneje se kolizije rešimo na ta način da si ob definiranju rezilnega orodja ob vnosu
osnovnih parametrov (premera in dolžine) vrišemo še držalo orodja katerega nam program ob
Univerza v Mariboru ndash Fakulteta za strojništvo Diplomsko delo
- 40 -
preračunavanju sekvenc tudi upošteva Če pravilno vrišemo orodje in držalo praviloma do
trka ne more priti
Urejevanje poti obdelovanja
Ko preračunamo sekvence se nam prikažejo poti obdelave katere je mogoče pred
povezovanjem (linkanjem) tudi brisati Ta dobrodošla funkcija nam omogoča brisanje tistih
poti za katere vemo da jih ne potrebujemo in da nam bodo podaljšale čas izdelave To
storimo na sledeči način
model s preračunanimi potmi postavimo v tisti položaj v katerem bomo
ustrezno brisali dele poti
izdelamo ročno mejo (Boundaries) v tistem pogledu v katerem želimo rezati
poti
potrdimo mejo in preračunano sekvenco pritisnemo desno tipko na miški in
povemo ali hočemo brisati poti znotraj meje ki smo jo narisali ali izven nje
sledi še povezovanje (linkanje) editiranih poti
512 Analiza rezalnih poti UGS NX4
V vsakem oknu za kreiranje operacij imamo spodaj funkcijo TOOL PATH Z njo nastavljamo
barve črte poti orodja pri prikazu na zaslonu in verifikaciji poti Po nastavitvah vseh
parametrov s klikom na ikono sprožimo izračun poti orodja Verifikacijo narejene poti lahko
izbiramo na več načinov najboljši je tisti ko nam simulacija prikaže ostanke obdelave Če je
pot orodja pravilno izbrana se v navigatorju pod PATH prikaže zelena kljukica ki pomeni da
je pot orodja pravilno izračunana
Merjenje in analiziranje modelov
V orodni vrstici imamo ikono kot prikaz slike merila Tako merimo vse funkcije kot so
razdalje premeri radiusi kotnost centričnost in sicer se postavimo na željeno pozicijo
krajišča stečišča polmera točke
Univerza v Mariboru ndash Fakulteta za strojništvo Diplomsko delo
- 41 -
513 Primerjava z vidika programiranja
Danes nam veliki CADCAM-sistemi (Catia Unigraphics ProE hellip) ponujajo CAM-sisteme
za katere zatrjujejo da so najboljši Najpogosteje se uporabniki srečajo z velikim sistemom
šele na začetnih izobraževanjih vodenih s strani programskih hiš ki ponujajo predvsem
teoretično uporabo sekvenc Ko gremo s tem znanjem v praktično uporabo (na stroju)
pogosto ugotovimo da moramo v ponujenih menijih vse preveč nastavljati obrobne
parametre ki pa so v programu DEPOCAM 6 že nastavljeni na optimalne vrednosti v UGS
NX4 pa te možnosti ni To je razlog da so začetne obdelave na stroju navadno prava
polomija Pri programu DEPOCAM 6 so že v začetni fazi vsi parametri nastavljeni na
optimum tako so gibi orodij bolj prilagojeni naši obdelavi s čimer dosežemo manjšo izgubo
časa in manjšo obrabo orodja
514 Praktični primer ndash čas obdelave narejene z DEPOCAM 6 in UGS NX4
Za praktičen primer bomo vzeli segment narisanega 3D-orodja in ga primerjali s programoma
DEPOCAM 6 in UGS NX4 Obdelava obdelovanca orodja bo potekala s postopkom čelnega
frezanja s 3-osnim CNC-strojem Kakšen stroj bomo uporabljali nastavimo v meniju pri
programu UGS NX4 DEPOCAM 6 Da bodo parametri primerjave enakovredni oz realni
bomo vzeli enake parametre obdelave frezanja
V naslednjih korakih bomo primerjali samo funkcije za programiranje časovne izdelave
simulacije obdelave v tem primeru v 2D in 3D ter primerjali potrebne funkcije da bomo
prišli do končnega rezultata kako dolgo bomo izdelek delali na CNC-stroju (časovni
parameter)
Univerza v Mariboru ndash Fakulteta za strojništvo Diplomsko delo
- 42 -
Časovna primerjava 2D-simulacije
Pri enakih parametrih izdelujemo luknje v 2D z orodjem 20R2 Če primerjamo čase
simulacije obdelave programov DEPOCAM 6 ter UGS NX4 ugotovimo da traja izdelava z
UGS NX4 3978 časa več kot z DEPOCAM 6 (slika 53 slika 54) Ob uporabi
dvojedrnega procesorja in delovnega pomnilnika 2 Gb opravimo delo s programom
DEPOCAM 6 v eni uri in 43 minutah s programom UGS NX4 pa šele v treh urah in 27
minutah
Slika 53 Prikaz primera primerjave programa 2D v DEPOCAM 6
Univerza v Mariboru ndash Fakulteta za strojništvo Diplomsko delo
- 43 -
Slika 54 Prikaz poti orodja pri 2D v UGS NX4
Časovna primerjava 3D-simulacije
Pri enakih parametrih opravimo grobo frezanje v 3D z orodjem 52R3 Če primerjamo čase
simulacije obdelave programov DEPOCAM 6 ter UGS NX4 ugotovimo da traja izdelava z
UGS NX4 4566 časa več kot z DEPOCAM 6 Ob uporabi dvojedrnega procesorja in
delovnega pomnilnika 2 Gb opravimo delo s programom DEPOCAM 6 v 14 urah in 43
minutah s programom UGS NX4 pa šele v 31 urah in 13 minutah (slika 55 slika 56 slika)
Univerza v Mariboru ndash Fakulteta za strojništvo Diplomsko delo
- 44 -
Slika 55 Prikaz 3D-programa ndash groba obdelava v DEPOCAM 6
Slika 56 Prikaz 3D-programa ndash groba obdelava v UGS NX4
Univerza v Mariboru ndash Fakulteta za strojništvo Diplomsko delo
- 45 -
6 PRIMERJAVA PROGRAMOV Z VIDIKA UPORABNIKA
61 Kriteriji primerjave
Na sliki 61 smo zbrali najpomembnejše kriterije (lastnosti) za primerjavo med programoma
PROGRAM LASTNOSTI
DEPOCAM 6 UGS NX4
Popolnost funkcij enostavna uporaba z že vpisanimi parametri
preveliko število funkcij (nepopolno dodelane)
Uporabniška prijaznost lepo pregledano nasičenost z ikonamifunkcijami
Časovna zahtevnost enostavno učenje za 3-osne stroje
zelo kompleksen program za katerega potrebujemo vsaj
osnovno šolanje
Kakovost programa hitro delovanje z zelo redkimi napakami pri izračunih poti
orodja
pogoste napake pri izračunu poti orodja ter dolg čas
izračuna
Razširljivost dokup dodatnih funkcij za 3+2-osno programiranje
dokup paketov CAM CAD CAE
Odprtost programa zaradi enostavnosti zelo odprt zapleten delno odprt odprt z vidika nadgradnje
Finančni vložek približno 12000 euro približno 5640 euro
Možnosti dogradnjepostprocesorjev za
krmilje CNC-strojev
zajema 20 postprocesorjev+nadgradnja
(Heidenhain 530i)
zajema 100 postprocesorjev+nadgradnja
(Heidenhain 530i)
Arhiv orodij možnost arhiviranja parametrov orodij
nima možnosti arhiviranja parametrov orodij
Čas izdelave izračuna poti orodja
hitra počasna
Čas izobraževanja 40 ur 4 x 40 ur
Slika 61 Prikaz primerjave nekaterih pomembnih lastnosti programov
Univerza v Mariboru ndash Fakulteta za strojništvo Diplomsko delo
- 46 -
Popolnost funkcij se v obeh programih odraža v različnih smereh ndash DEPOCAM 6 s svojo
enostavnostjo ne preobremeni uporabnika Funkcije so tudi grafično zelo nazorno prikazane
in enostavne za uporabo saj je potrebno vpisati le malo parametrov Moteče pa je lahko to da
se nam vsakič ko spremenimo kakšen parameter ustvari kopija le-tega npr če prestavimo
koordinatni sistem se nam kopira 3D-model Če nismo pozorni in ne izbrišemo predhodnega
lahko programiramo model v napačnem koordinatnem sistemu
Pri UGS NX4 pa imamo na voljo ogromno število funkcij ki so grafično zelo
izpopolnjene vendar moramo vse parametre vsakič ponovno vpisati Pojavljajo se tudi napake
funkcij ko moramo nprza potrditev klikniti BACK namesto običajnega OK (funkcija
transform - kopiranje) Takšne sicer malenkosti pa lahko imajo velik začetni vpliv na
uporabnika saj smo z nepopolnostjo funkcij v položaju zmedenosti Ima pa ta program to
dobro lastnost da je ob vsaki funkciji slikovna obrazložitev vpisanega parametra
Uporabniška prijaznost je poudarjena v programu DEPOCAM 6 kjer imamo manjše
število funkcij v zelo lepem preglednem načinu orodnih vrstic Manjka mogoče samo to da
bi se ob izbiri obdelave pojavili slikovni prikazi kaj katera funkcija pomeni Vsekakor lahko s
tem programom hitro določimo operacijo obdelave z majhnim številom vpisov parametrov v
njihova polja saj so ob nakup paketa že vpisani najbolj idealni parametri
Pri programu UGS NX4 pa uporabnika z izdelavo grafike ikon presenetita videz in nazorni
prikaz slik raznih obdelav moteče pa je nenehno vpisovanje parametrov v veliko število polj
za določevanje rezalnih orodnih parametrov Preveč funkcij povzroči zmedenost uporabnika
sploh zato ker nekaterih sploh ne uporabljamo
Časovna zahtevnost je manjša pri DEPOCAM 6 saj je program hitro učeč in sicer na 40-
urnem tečaju organiziranem pri zastopniku programske opreme
UGS NX4 pa zahteva zaradi svoje obširnosti precej več časa za učenje programiranja
CNC-strojev predviden je začetni tečaj 4 x 40 ur ki ga organizira zastopnik v Sloveniji
Odprtost programa si DEPOCAM 6 ustvarja s preprosto uporabo vendar je glede
nadgradnje z vidika funkcij nekoliko zaprt ampak moramo razumeti da gre za specifični
program
UGS NX4 pa je delno odprt zaradi svoje zapletenosti je pa zelo odprt za nadgradnjo z
drugimi programskimi paketi
Univerza v Mariboru ndash Fakulteta za strojništvo Diplomsko delo
- 47 -
Finančni vložek ob nakup predstavlja veliko breme za podjetje še posebej če to ni veliko
Tako stane osnovni paket DEPOCAM 6 približno 12000 euro UGS NX4 pa je cenejši in stane
približno 5640 euro
Možnosti dogradnje postprocesorjev za krmilje CNC-strojev imata oba programa pri
čemer upoštevamo da ima DEPOCAM 6 v osnovi 20 postprocesorjev in možnost nadgradnje
s plačilom UGS NX4 pa ima v osnovnem paketu 100 postprocesorjev in možnost nadgradnje
v željen postprocesor
Arhiv orodij ima DEPOCAM 6 in sicer z vpisanimi vsemi parametri (radij dolžina orodja
premer radij konice orodja itd) UGS NX4 pa takšnega arhiva orodij nima
Čas izdelave izračuna poti orodja je pri DEPOCAM 6 kratek še posebej pri 3D-
programiranju UGS NX4 pa ima do 50 daljši čas izračuna poti orodja v primerjavi z
DEPOCAM 6
Čas izobraževanja je pri DEPOCAM 6 zaradi večje prijaznosti do uporabnika krajši (40-urni
tečaj) medtem ko UGS NX4 zaradi obsežnosti od uporabnika zahteva več časa za osvojitev
osnovnih znanj programiranja (4 x 40-urni tečaj) in nadgradnje znanja (3 x 40-urni tečaj)
62 Ugotovitve
S praktičnim primerom in z opisom nekaj osnovnih funkcij smo primerjali dva programa za
CNC-programiranje CNC-strojev z ugotovitvijo da se med seboj precej razlikujeta že v
samem delovnem okolju in vse do programiranja z različnimi funkcijami
DEPOCAM 6 je precej primernejši za podjetja ki izdelujejo orodja v obratih z več CNC-
stroji kot pa za majhno podjetje z enim ali dvema strojema saj je finančni vložek 52 večji
kot pri programu UGS NX4 S tega vidika je UGS NX4 veliko boljši za majhna podjetja
prototipne oddelke kjer nimamo oddelka konstrukcije S takšnim paketom lahko narišemo
sprogramiramo analiziramo obdelovanec z manjšim finančnim vložkom ndash vse naredimo z
enim programom CAD CAM V zakup seveda jemljemo določene pomanjkljivosti tega
programa kot so čas izdelave programa čas izdelave na CNC-stroju večja obraba orodij
Vsak uporabnik se mora seveda vprašati kakšna bo namembnost programiranja ter koliko
Univerza v Mariboru ndash Fakulteta za strojništvo Diplomsko delo
- 48 -
časa bomo potrebovali za samo izdelavo programa in izdelka kakšna bo obraba orodij zaradi
slabo izračunanih poti orodja ter kolikšni bodo dodatni stroški opreme
Iz povedanega sledi da včasih z nakupom nepravilne (cenejše) programske opreme
izgubimo preveč časa in denarja zato je zelo pomembno preizkusiti in preučiti namembnost
programa ndash za kaj ga bomo uporabljali (orodjarstvo serijska proizvodnja hellip) saj s pravo
odločitvijo olajšamo delo uporabnikom in privarčujemo denar
Univerza v Mariboru ndash Fakulteta za strojništvo Diplomsko delo
- 49 -
7 SKLEP
Danes postaja tehnologija CNC-strojev s hitro rastjo vedno bolj kompleksnih obdelovancev
vse bolj zapletena zato je nujno razvijati različne primere metodologij z vsemi segmenti
ustvarjanja in prenosa informacij
Na podlagi zgodovinskih dejstev vidimo da je prišlo od sredine 50-tih let prejšnjega
stoletja do ogromnega porasta CNC-strojev Sama oblika in prenos NC-podatkov se bosta
morala spremeniti saj v takšni obliki ne zadovoljujeta več natančnosti NC-zapisa Vse
smernice potekajo k povezovanju strojev v sinhronizirana omrežja z vmesniki ki skrbijo da
pri prenosih podatkov ne prihaja do izgube informacij Spremembe se vršijo tudi v nenehni
izboljšavi postprocesorjev ki lahko s svojo zanesljivostjo generirajo podatke o gibanju osi s
pretvorbo v standardni zapis CNC-kode CNC-zapis ima vpliv na samo premikanje osi stroja
in z dobrim zapisom (postprocesiranjem) ki zajema bolj natančne parametre funkcij dobimo
boljšo kvaliteto krivulj z bolj nadzorovanimi delovnimi gibi
Ena takšnih metodologij je STEP-tehnologija ki prinaša nove prijeme pri reševanju
takšnih problemov in pomeni prihodnost nadgradnje sedanje metodologije Seveda pa
predstavlja za podjetja največji strošek programska oprema CNC-programiranja Da izberemo
najboljši programski paket se moramo ravnati po določenih kriterijih s katerimi zadovoljimo
potrebe proizvodnje CNC-strojev
Z opravljeno primerjavo dveh programov za CNC-programiranje (DEPOCAM 6 in UGS
NX4) smo spoznali različnost njunih funkcij delovnega okolja prijaznosti do uporabnika ter
zahtevnosti programske opreme Preizkusili smo tudi kakšna sta časa obdelave pri enakih
rezalnih parametrih Zaključimo lahko da sta programa različna že v samem konceptu
nastanka kjer je DEPOCAM 6 veliko bolj specifičen s svojo enostavnostjo kot programski
paket UGS NX4 Podjetje kot je Depo ponuja celovit paket stroja rezalnih orodij
programske opreme in nudi razvojno usmerjenost pri kateri ob preizkušanju svojih rezalnih
orodij dopolnjujejo programsko opremo z optimalnimi parametri poti in rezalnih sekvenc
parametrov Temu nasproti stoji cenovno zelo ugoden program UGS NX4 ki nam omogoča
popravljanje in modeliranje obdelovanca sta pa časa izdelave programa in izdelave
obdelovanca CNC-programa daljša za približno 40
Univerza v Mariboru ndash Fakulteta za strojništvo Diplomsko delo
- 50 -
S tem diplomskim delom smo želeli med drugim opozoriti da je še kako pomembno
katero programsko opremo bomo kupili kakšna bo namembnost programiranja koliko časa
bomo potrebovali za samo izdelavo programa in izdelka kakšna bo obraba orodij zaradi slabo
izračunanih poti orodja ter kolikšni bodo dodatni stroški ob dokupu opreme Z ozaveščenim
nakupom programskega paketa lahko namreč privarčujemo ogromno denarja in časa podjetju
saj lahko že s preprosto primerjavo programske opreme ugotovimo kateri programski paket je
za naše podjetje najboljši
Univerza v Mariboru ndash Fakulteta za strojništvo Diplomsko delo
- 51 -
8 VIRI
[1] Balič Jože CADCAM postopki univerzitetni učbenik Maribor Fakulteta za
strojništvo 2002
[2] Kraut Bojan Krautov strojniški priročnik 14 slovenska izdaja izdajo pripravila Jože
Puhar Jože Stropnik Ljubljana Littera picta 2003
[3] Ren Zoran Škerget Leopold Hriberšek Matjaž Kuhn Guumlnther (ur) Advanced
computational engineering mechanics proceedings of the 1 Workshop Maribor
Slovenia October 9-112003 Maribor Faculty of Mechanical Engineering 2003
[4] Strojnotehnološki priročnik 7 izdaja Ljubljana Tehniška založba Slovenije 1998
[5] Balič Jože Mikložič Andrej Kovačič Marjan Automatic generation of NC program
V Katalinić B (ur) DAAAM International scientific book 2003 Vienna DAAAM
International 2003
[6] Engineers Toolbox The advanced online resource for engineering calculations and
reference [svetovni splet] Engrasp Inc Dostopno na WWW
httpwwwengineerstoolboxcom [452009]
[7] Breznikar Igor Računalniško podprto programiranje v orodjarni s sistemom Depocam
seminarska naloga Maribor Fakulteta za strojništvo 2008
[8] STEP-NC Hlebanja Gorazd [svetovni splet] Engrasp Inc Dostopno na WWW
wwwsteptoolscomlibrarystepnc [452009]
[9] Seminarska NC-stroji Univerza za strojništvo Maribor [svetovni splet] Engrasp Inc
Dostopno na WWW httpmajauni-mbsisloseminarskeNC-
strojiDodatnoZgodovinski20pregledhtm [652009]
[10] NC-Graphics Wikipedia [svetovni splet] Engrasp Inc Dostopno na WWW
httpenwikipediaorgwikiNC Graphics [852009]
[11] UGS NX Wikipedia [svetovni splet] Engrasp Inc Dostopno na WWW
httpenwikipediaorgwikiUGS_NX [1252009]
Univerza v Mariboru ndash Fakulteta za strojništvo Diplomsko delo
- 52 -
9 PRILOGE
Življenjepis
Osebni podatki
Ime in priimek Primož Koležnik
Datum rojstva 12 12 1978
Državljanstvo Slovensko
Naslov Andraž nad Polzelo 87e 3313 Polzela
12121978 Rojen v Slovenj Gradcu
1998-1999 Zaključena Osnovna šola Radlje ob Dravi
1999 Vpis v Srednjo strojna šola v Mariboru smer strojni tehnik
2001 Prva zaposlitev Gorenje dd in delo v oddelku preoblikovanje pločevine linija
za izdelavo pločevinastih vrat ohišji tovarna hladilne tehnike
2003 Vpis na fakulteto za strojništvo v Mariboru Visoko šolski program smer
proizvodnjo strojništvo izredno
2003 -
2004
Zadolžitev dela tehnika proizvodnje toplotno izoliranje vrat in ohišji v programu
hladilne tehnike
2005 -
2006
Statistični pregled aparatov v programu hladilne tehnike službe zagotavljanje
kakovosti
2006 - Dela v obratni merilnici službe zagotavljanje kakovosti hladilne tehnike
Univerza v Mariboru ndash Fakulteta za strojništvo Diplomsko delo
- 53 -
2007
2007- 2008 Delo v proizvodnji mojster linije za prevzemanje končnih aparatov
2008
2009
Delo v prototipni CNC programiranje in operater na CNC stroju
Delo v Gorenje Orodjarna programer in oparater CNC frezalnih strojev
Prosti čas
Pohodništvo
Kolesarjenje
Obnavljanje starodobnikov
Univerza v Mariboru ndash Fakulteta za strojništvo Diplomsko delo
UNIVERZA V MARIBORU
FAKULTETA ZA STROJNIŠTVO
Primož KOLEŽNIK
Maribor junij 2009
PRIMERJAVA MED PROGRAMOMA DEPOCAM IN UGS NX4 ZA PROGRAMIRANJE CNC-STROJEV
KAZALO vsebine
1 1 UVOD
3 21 Mejniki razvoja NC-tehnologije
9 23 NC-stroji CNC-stroji in DNC-obrati
10 24 Adaptivno krmiljenje (AC)
11 25 Prilagodljivi obdelovalni sistemi (POS)
11 26 Vpliv NC-tehnologij na obdelovalno tehniko
15 3 TREND NA PODROČJU CNC-TEHNOLOGIJE
20 36 Funkcionalnost STEP-tehnologije
21 37 STEP-tehnologija kot nov jezik za CNC-krmilje
21 38 STEP-tehnologija kot problemsko orientirano programiranje
22 4 PRIMERJAVA MED PROGRAMOMA DEPOCAM 6 IN UGS NX4 ZA PROGRAMIRANJE NC-STROJEV
22 41 Pomembnosti programov za programiranje CNC-strojev
23 42 Opis programa za NC-programiranje DEPOCAM 6
24 43 Delovno okolje DEPOCAM 6
25 44 Opis programa za NC-programiranje UGS NX4
28 51 Slikovni prikaz funkcij za programiranje DEPOCAM 6 in UGS NX4
30 53 Postavitev in uvoz modela z DEPOCAM 6
30 54 Postavitev in uvoz modela z UGS NX4
31 55 Priprava površin s programom DEPOCAM 6
33 57 Določevanje varnostnih mej z DEPOCAM 6
34 58 Določevanje varnostnih mej z UGS NX4
35 59 Določevanje obdelovalnih operacij z DEPOCAM 6
37 510 Določevanje obdelovalnih operacij z UGS NX4
40 512 Analiza rezalnih poti UGS NX4
41 513 Primerjava z vidika programiranja
45 6 PRIMERJAVA PROGRAMOV Z VIDIKA UPORABNIKA
49 7 SKLEP
51 8 VIRI
52 9 PRILOGE
KAZALO SLIK
2 Slika 21 Prvi zapis funkcij na luknjast trak
5 Slika 23 Prvi numerično krmiljen obdelovalni stroj
9 Slika 25 Prikaz numeričnega upravljanja računalnika
11 Slika 26 Prikaz povezljivosti CNC-sistema s postprocesorjem
12 Slika 27 Prikaz padanja deleža elektronskih komponent
13 Slika 28 Prikaz naraščanja stroškov programske opreme
14 Slika 29 Deleži numeričnih strojev v proizvodnji
16 Slika 31 Prikaz heterogenega DNC-sistema
17 Slika 32 Prikaz prednosti uporabe STEP-tehnologije
18 Slika 33 Obsežne CMM za preverjanje geometrije komponent
19 Slika 34 Prikaz standardne G-kode v zapisih programov CNC
20 Slika 35 Prikaz pomembnih relacij v tehnologiji STEP-NC
25 Slika 41 Prikaz delovnega okolja DEPOCAM 6
27 Slika 42 Prikaz delovnega okolja UGS NX4
28 Slika 51 Prikaz funkcij za programiranje DEPOCAM 6
29 Slika 52 Prikaz funkcij za programiranje UGS NX4
42 Slika 53 Prikaz primera primerjave programa 2D v DEPOCAM 6
43 Slika 54 Prikaz poti orodja pri 2D v UGS NX4
44 Slika 55 Prikaz 3D-programa ndash groba obdelava v DEPOCAM 6
44 Slika 56 Prikaz 3D-programa ndash groba obdelava v UGS NX4
45 Slika 61 Prikaz primerjave nekaterih pomembnih lastnosti programov
1 UVOD
2 ZGODOVINSKI OPIS RAZVOJA CNC-TEHNOLOGIJE
Slika 21 Prvi zapis funkcij na luknjast trak
21 Mejniki razvoja NC-tehnologije
Slika 22 Prvi računalniki
Slika 23 Prvi numerično krmiljen obdelovalni stroj
1920193019401950196019701980ČAS NASTANKATEHNOLOŠKI NIVO
RAZVOJ CNC PROGRAMIRANJA
UNIVERZALNEPRODUKCIJSKEAVTOMATI
22 Razvoj numerično krmiljenih strojev v Sloveniji
23 NC-stroji CNC-stroji in DNC-obrati
Slika 25 Prikaz numeričnega upravljanja računalnika
24 Adaptivno krmiljenje (AC)
25 Prilagodljivi obdelovalni sistemi (POS)
Slika 26 Prikaz povezljivosti CNC-sistema s postprocesorjem
26 Vpliv NC-tehnologij na obdelovalno tehniko
0204060801001201960196219641966196819701972197419761978198019821984198619881990RELEJNA TEHNIKA IN ELEKTRONSKE CEVITRANZISTORKSA TEHNIKATEHNIKA INTEGRIRANIH VEZIJINEGRACIJA Z MINIRAČUNALNIKI (CNC 1)MIKROPROCESORSKA INEGRACIJA(CNC 2)VLSI TEHNIKA (CNC 3)
Slika 27 Prikaz padanja deleža elektronskih komponent
020406080100196719681969197019711972197319741975197619771978197919801981198219831984
Slika 28 Prikaz naraščanja stroškov programske opreme
27 Prihodnost razvoja
MasovnaSerijskaIndividualnaMaloserijska
Deleži numeričnih strojev v proizvodnji
Slika 29 Deleži numeričnih strojev v proizvodnji
3 TREND NA PODROČJU CNC-TEHNOLOGIJE
31 Predstavitev tehnologije STEP-NC
Slika 31 Prikaz heterogenega DNC-sistema
32 STEP-proizvodnja
33 Informacijski model
Slika 32 Prikaz prednosti uporabe STEP-tehnologije
34 Lastnosti STEP-NC
35 Sedanji problemi
Slika 33 Obsežne CMM za preverjanje geometrije komponent
Slika 34 Prikaz standardne G-kode v zapisih programov CNC
Slika 35 Prikaz pomembnih relacij v tehnologiji STEP-NC
36 Funkcionalnost STEP-tehnologije
37 STEP-tehnologija kot nov jezik za CNC-krmilje
38 STEP-tehnologija kot problemsko orientirano programiranje
4 PRIMERJAVA MED PROGRAMOMA DEPOCAM 6 IN UGS NX4 ZA PROGRAMIRANJE NC-STROJEV
41 Pomembnosti programov za programiranje CNC-strojev
42 Opis programa za NC-programiranje DEPOCAM 6
43 Delovno okolje DEPOCAM 6
Slika 41 Prikaz delovnega okolja DEPOCAM 6
44 Opis programa za NC-programiranje UGS NX4
45 Delovno okolje UGS NX4
Slika 42 Prikaz delovnega okolja UGS NX4
5 PRAKTIČNI PRIMER PROGRAMIRANJA S PROGRAMOMA DEPOCAM 6 IN UGS NX4
51 Slikovni prikaz funkcij za programiranje DEPOCAM 6 in UGS NX4
Slika 51 Prikaz funkcij za programiranje DEPOCAM 6
Slika 52 Prikaz funkcij za programiranje UGS NX4
52 Uvoz modela ndash primerjava
53 Postavitev in uvoz modela z DEPOCAM 6
54 Postavitev in uvoz modela z UGS NX4
55 Priprava površin s programom DEPOCAM 6
56 Priprava površin s programom UGS NX4
57 Določevanje varnostnih mej z DEPOCAM 6
58 Določevanje varnostnih mej z UGS NX4
59 Določevanje obdelovalnih operacij z DEPOCAM 6
510 Določevanje obdelovalnih operacij z UGS NX4
511 Analiza rezalnih poti DEPOCAM 6
512 Analiza rezalnih poti UGS NX4
513 Primerjava z vidika programiranja
514 Praktični primer ndash čas obdelave narejene z DEPOCAM 6 in UGS NX4
Slika 53 Prikaz primera primerjave programa 2D v DEPOCAM 6
Slika 54 Prikaz poti orodja pri 2D v UGS NX4
Slika 55 Prikaz 3D-programa ndash groba obdelava v DEPOCAM 6
Slika 56 Prikaz 3D-programa ndash groba obdelava v UGS NX4
6 PRIMERJAVA PROGRAMOV Z VIDIKA UPORABNIKA
61 Kriteriji primerjave
Na sliki 61 smo zbrali najpomembnejše kriterije (lastnosti) za primerjavo med programoma
Slika 61 Prikaz primerjave nekaterih pomembnih lastnosti programov
62 Ugotovitve
7 SKLEP
8 VIRI
9 PRILOGE
Opravilna vrstica za izbiro varnostnih linij in zaznavo površin hellip13
13
Opravilna vrstica za izbiro obdelovalnih operacij13
13
Opravilna vrstica za izbiro različnih pogledov modela13
13
Osnovna opravilna vrstica - zavesni meni13
13
Stroju specifični program komponente s podatki o gibanju osi ki ga generira postprocesor13
Dobavitelj specifične razrešitve originalnega standarda13
Samo primitivni gibalni in priklopni ukazi 13
Ni standardiziranega podatkovnega formata za procesiranje krivulj in softiciranih NC-tehnologij13
13
N05 G5413
N10 G00 Z1000013
N15 G91 G0 Z20013
N20 T5 D1 WW13
N30 G90 M513
N35 G00 X0000 Y-150000 N40 G00 Z500013
N45 M0813
N50 S318300013
N55 M0313
N60 F147700013
N65 G00 X60000 Y-150000 N70 G00 Z500013
N75 G00 X60000 Y-150000 N80 G01 Z-050013
13
13
Idealen za papirni trak13
13
STEP-NC nadomešča G-kodo z bogatim integriranim podatkovnim formatom13
13
Navigator ˝prikaz modela in vseh operacij˝13
13
Prikaz procesiranja programa - proces Manager13
13
Ustvarjanje programa orodja geometrije operacije metode13
13
Osnovna opravilna vrstica -zavesni meni13
13
Postavitev koordinatnega sistema13
13
Navigator ˝hitri dostop do operacij in pregled˝13
13
Navigator ˝prikaz modela in vseh operacij˝ s katerimi opravljamo vse pomembne funkcije13
13
Funkcije za določevanje varnostnih mej13
13
Pregled postprocesiranja operacij13
13
Pregled postprocesiranja operacij in simulacija rezalnih poti 2D 3D13
13
Nastavitev vseh parametrov odrezavanja13
13
Navigator operacij vklop označevanje in postprocesiranje operacij13
13
Določevanje obdelovalnih površin in varnostnih mej13
13
13
13
13
13
13
13
13
13
13
STROŠKI STROJNE OPREME13
13
STROŠKI PROGRAMSKE OPREME13
13
13
13
I Z J A V A
Podpisani Primož Koležnik izjavljam da
je bilo predloženo diplomsko delo opravljeno samostojno pod mentorstvom izr prof
dr Mirana BREZOČNIKA in somentorstvom red prof dr Jožeta BALIČA
predloženo diplomsko delo v celoti ali v delih ni bilo predloženo za pridobitev
kakršnekoli izobrazbe na drugi fakulteti ali univerzi
soglašam z javno dostopnostjo diplomskega dela v Knjižnici tehniških fakultet
Univerze v Mariboru
Maribor 27 5 2009 Podpis ______________________
Univerza v Mariboru ndash Fakulteta za strojništvo Diplomsko delo
- II -
ZAHVALA
Zahvaljujem se mentorju izr prof dr Miranu
Brezočniku in somentorju red prof dr Jožetu Baliču
za pomoč in vodenje pri opravljanju diplomskega dela
Zahvaljujem se tudi Gorenju dd za omogočen dostop
do podatkov
Posebna zahvala velja družini ki me je spremljala pri
študiju in mi nudila moralno podporo
Univerza v Mariboru ndash Fakulteta za strojništvo Diplomsko delo
- III -
PRIMERJAVA MED PROGRAMOMA DEPOCAM IN UGS NX4
ZA PROGRAMIRANJE CNC-STROJEV
Ključne besede CNC-stroji CNC-programiranje NC-program STEP-NC študij
primerov DEPOCAM 6 UGS NX4
UDK 0048962-5(0432)
Povzetek
V diplomskem delu smo najprej povzeli zgodovinski razvoj NC-tehnologije in navedli
sodobne trende na tem področju Nekoliko podrobneje smo se posvetili STEP-NC
metodologij Jedro naloge je posvečeno primerjalni študiji med programoma DEPOCAM 6 in
UGS NX4 za NC-programiranje Vpeljali smo različne kriterije primerjave programa pa smo
primerjali tudi na osnovi izvedbe praktičnih primerov
Ugotovili smo da se programa precej razlikujeta zato je bilo tudi pričakovati velik razkorak
časa izdelave med dvema operacijama z istimi rezalnimi parametri Ugotovili smo da je
programski paket DEPOCAM 6 veliko boljši pri časovni primerjavi ker je specializiran
program za programiranje CNC strojev vendar z njim ne moremo narisati ali popravljati 3D-
risb Po drugi strani pa je paket UGS NX4 splošen paket za 3D-risanje in analiziranje
simuliranje različnih obremenitev na obdelovancu zato je primeren za prototipne delavnice
kjer lahko obdelovanec nenehno spreminjamo in dograjujemo Takšen paket je dobrodošel
tam kjer so operater programer in konstrukter na enem delovnem mestu
Univerza v Mariboru ndash Fakulteta za strojništvo Diplomsko delo
- IV -
COMPARISON BETWEEN DEPOCAM END UGS NX4
PROGRAMS FOR PROGRAMMING OF CNC-MACHINES
Key words CNC-machines CNC programming NC-program STEP-NC case studies
DEPOCAM 6 UGS NX4
UDK 0048962-5(0432)
Abstract
In this thesis we summarized the development of NC-technology throughout the history and
stated modern trends of this area STEP-NC technology was discussed in more detail The
main part of the thesis includes the comparison of DEPOCAM 6 and UGS NX4 programmes
for programming We initiated different criteria of comparison and compared the programmes
in two practical cases
The important realization was that the two types of software are very different therefore a
large difference in production time was expected We established that the DEPOCAM 6
software is much better in production time as it is specialised for programming CNC- sided
moulding machines however it cannot be used for drawing or editing 3D pictures On the
other hand this software is appropriate for programming CNC machines UGD NX4 as
mechanical system enables general usage of 3D drawing and analysing simulating different
pressure on the product during process therefore ii is appropriate for prototype workshops
where the product can be changed during the process at any time Such package is appreciated
where the operator the programmer and the constructor are working together
Univerza v Mariboru ndash Fakulteta za strojništvo Diplomsko delo
- V -
KAZALO VSEBINE
1 UVOD1
2 ZGODOVINSKI OPIS RAZVOJA CNC-TEHNOLOGIJE 2
21 Mejniki razvoja NC-tehnologije3
22 Razvoj numerično krmiljenih strojev v Sloveniji8
23 NC-stroji CNC-stroji in DNC-obrati 9
24 Adaptivno krmiljenje (AC)10
25 Prilagodljivi obdelovalni sistemi (POS)11
26 Vpliv NC-tehnologij na obdelovalno tehniko11
27 Prihodnost razvoja 13
3 TREND NA PODROČJU CNC-TEHNOLOGIJE 15
31 Predstavitev tehnologije STEP-NC 15
32 STEP-proizvodnja 16
33 Informacijski model 17
34 Lastnosti STEP-NC17
35 Sedanji problemi 18
36 Funkcionalnost STEP-tehnologije 20
37 STEP-tehnologija kot nov jezik za CNC-krmilje21
38 STEP-tehnologija kot problemsko orientirano programiranje 21
4 PRIMERJAVA MED PROGRAMOMA DEPOCAM 6 IN UGS NX4 ZA
PROGRAMIRANJE NC-STROJEV 22
41 Pomembnosti programov za programiranje CNC-strojev22
42 Opis programa za NC-programiranje DEPOCAM 6 23
43 Delovno okolje DEPOCAM 624
44 Opis programa za NC-programiranje UGS NX425
45 Delovno okolje UGS NX427
Univerza v Mariboru ndash Fakulteta za strojništvo Diplomsko delo
- VI -
5 PRAKTIČNI PRIMER PROGRAMIRANJA S PROGRAMOMA DEPOCAM 6
IN UGS NX4 28
51 Slikovni prikaz funkcij za programiranje DEPOCAM 6 in UGS NX428
52 Uvoz modela ndash primerjava 29
53 Postavitev in uvoz modela z DEPOCAM 630
54 Postavitev in uvoz modela z UGS NX4 30
55 Priprava površin s programom DEPOCAM 6 31
56 Priprava površin s programom UGS NX4 32
57 Določevanje varnostnih mej z DEPOCAM 6 33
58 Določevanje varnostnih mej z UGS NX434
59 Določevanje obdelovalnih operacij z DEPOCAM 6 35
510 Določevanje obdelovalnih operacij z UGS NX4 37
511 Analiza rezalnih poti DEPOCAM 6 39
512 Analiza rezalnih poti UGS NX4 40
513 Primerjava z vidika programiranja 41
514 Praktični primer ndash čas obdelave narejene z DEPOCAM 6 in UGS NX4 41
6 PRIMERJAVA PROGRAMOV Z VIDIKA UPORABNIKA45
61 Kriteriji primerjave 45
62 Ugotovitve 47
7 SKLEP 49
8 VIRI51
9 PRILOGE 52
Univerza v Mariboru ndash Fakulteta za strojništvo Diplomsko delo
- VII -
KAZALO SLIK
Slika 21 Prvi zapis funkcij na luknjast trak2Slika 22 Prvi računalniki 3Slika 23 Prvi numerično krmiljen obdelovalni stroj5Slika 25 Prikaz numeričnega upravljanja računalnika 9Slika 26 Prikaz povezljivosti CNC-sistema s postprocesorjem11Slika 27 Prikaz padanja deleža elektronskih komponent12Slika 28 Prikaz naraščanja stroškov programske opreme 13Slika 29 Deleži numeričnih strojev v proizvodnji14Slika 31 Prikaz heterogenega DNC-sistema 16Slika 32 Prikaz prednosti uporabe STEP-tehnologije 17Slika 33 Obsežne CMM za preverjanje geometrije komponent 18Slika 34 Prikaz standardne G-kode v zapisih programov CNC 19Slika 35 Prikaz pomembnih relacij v tehnologiji STEP-NC 20Slika 41 Prikaz delovnega okolja DEPOCAM 625Slika 42 Prikaz delovnega okolja UGS NX4 27Slika 51 Prikaz funkcij za programiranje DEPOCAM 628Slika 52 Prikaz funkcij za programiranje UGS NX4 29Slika 53 Prikaz primera primerjave programa 2D v DEPOCAM 6 42Slika 54 Prikaz poti orodja pri 2D v UGS NX443Slika 55 Prikaz 3D-programa ndash groba obdelava v DEPOCAM 6 44Slika 56 Prikaz 3D-programa ndash groba obdelava v UGS NX4 44Slika 61 Prikaz primerjave nekaterih pomembnih lastnosti programov 45
Univerza v Mariboru ndash Fakulteta za strojništvo Diplomsko delo
- VIII -
UPORABLJENE KRATICE
AAM (Application Activity Model) Model področja
aktivnosti
AIC (Application Interpreted Constructs) Deljivi resursi
AIM (Application Interpreted Model) Aplikacijski
interpretirani model
AP (Applicatin Protocol) Aplikacijski protokol
API (Application Programming Interface) Aplikacijski programski
˝interfejs˝
CAD (Computer Aided Design) Računalniško podprte
oblikovanje
CAE (Computer Aided Engineering) Računalniško podprte
tehnične analize
CAM (Computer Aided Manufacturing) Računalniško podprta
proizvodnja
CAPP (Computer Aided Process Planning) Računalniško podprto
načrtovanje procesa
CNC (Computer Numerical Control) Računalniško numerično
krmilje
NC (Numerical Control) Numerično krmiljenje
DNC (Direct Numerical Control) Neposredno numerično
krmiljenje
ADNC (Application Direct Numerical Control) Aplikacijsko neposredno
numerično krmilje
Univerza v Mariboru ndash Fakulteta za strojništvo Diplomsko delo
- IX -
CAID (Centre of Applied Industrial Design) Center za dizajn
PMI (Product and Manufacturing Information) Produktni in proizvodni
podatki
PDM (Pruduct Data Management) Upravljanje s podatki v
proizvodnji
PLM (Product Lifecycle Management) Računalniško podprt
sistem za spremljanje
razvojnega cikla izdelka
IGES (Initial Graphics Exchange Standard) Standard za razumevanje
proizvodnje
ISO (International Organization for
Standardization)
Mednarodna
organizacija za
standardizacijo
STEP-NC (STEP Numeric Control) Razširjeni STEP
standard za NC-stroje
STEP (Standard for the Exchange of Product Model
Data)
Standard za razumevanje
podatkov proizvodnje
Univerza v Mariboru ndash Fakulteta za strojništvo Diplomsko delo
- 1 -
1 UVOD
V začetku diplomskega dela bomo predstavili zgodovino nastanka CNC-tehnologije in
prihodnost nekaterih metodologij zapisa CNC-programa s STEP-tehnologijo Na to bomo
izvedli primerjavo med programoma za CNC-programiranje strojev DEPOCAM 6 in UGS
NX4 ter primerjali nekatere osnovne funkcije obdelav s programoma Izvedli bomo tudi
primerjavo časa izdelave obdelovanca v programskem okolju Za to primerjavo bomo vnašali
v oba programa enake parametre odrezavanja pomike enako število obratov parametre
orodja in ugotavljali kakšen je čas operacij 2D in 3D med programoma Vršili bomo
primerjavo med programoma z vidika
finančnega vložka
popolnosti funkcij
uporabniške prijaznosti
časovne zahtevnosti
možnosti dogradnje postprocesorjev za krmilje CNC-strojev
arhiviranja orodij
časa izobraževanja
časa izdelave izračunov poti orodja
Za primerjanje programske opreme smo se odločili da bi ugotovili katere so dobre in
slabe strani programov in kako lahko določimo področje uporabe v proizvodnji Z vidika
primerjave je glede CNC-programske opreme napisanega premalo da bi ob nakupu takšne
opreme lahko primerjali lastnosti med programi in opravili najboljšo izbiro Veliko podjetij se
ob nakupu programske opreme odloči napačno ker se izbere programska oprema ki ne
dosega optimalnih rezultatov na strojih v določeni proizvodnji (orodjarstvo serijska
proizvodnja) S takšnimi odločitvami podjetja izgubijo finančna sredstva in tudi
konkurenčnosti proti drugim podjetjim
Univerza v Mariboru ndash Fakulteta za strojništvo Diplomsko delo
- 2 -
2 ZGODOVINSKI OPIS RAZVOJA CNC-TEHNOLOGIJE
Želji po napredku ki je prisotna v slehernem od nas ves čas botrujejo okoliščine ki jo
vzpodbujajo in včasih tudi usmerjajo Tako lahko le za redke izume trdimo da so plod
popolnoma neodvisne ideje V večini primerov so to izsledki temeljnih znanstvenih disciplin
kot sta matematika in fizika Na področju aplikativnih znanosti pa so izumi večinoma
pogojeni z razvojem tehnike in znanosti nasploh To še posebej velja za razvoj obdelovalnih
strojev kjer zgodovino poleg temeljnih znanosti krojijo še mnogi družbeni dejavniki ter
trenutne potrebe trga
Tako je prvi NC-stroj nastal zaradi potreb vojaške industrije ki je potrebovala orodje za
izdelavo vse zahtevnejših letal in letalskih pogonov Seveda bi si ta industrija podobne stroje
želela že prej vendar zanje čas še ni ˝dozorel˝ Pred njimi so morali nastati nekateri izumi in
ideje ki so ustvarili podlago in sprožili željo po izdelavi raquoSistema za neposredno krmiljenje
položaja vreten obdelovalnih strojev preko izhoda računskega strojalaquo kot se je glasil opis
naročila projekta ameriške vojske ki ga je prevzel John Parsons na MIT in ga danes štejemo
za izumitelja NC-stroja
Slika 21 Prvi zapis funkcij na luknjast trak
Univerza v Mariboru ndash Fakulteta za strojništvo Diplomsko delo
- 3 -
21 Mejniki razvoja NC-tehnologije
Idejo o krmiljenju naprav po vnaprej določenem scenariju lahko zasledimo že v 14 stoletju
ko so zvonove krmilili s posebnimi bodičastimi valji in na ta način dobili želeno ˝melodijo˝
ki se je lahko večkrat ponovila Razvoj sistema numerično vodenih obdelovalnih strojev je s
podobnimi izumi v tesni zvezi na njegov nastanek in nezadržni razcvet pa močno vpliva
razvoj elektronike in računalniške tehnike
V nadaljevanju je podanih nekaj ključnih zgodovinskih mejnikov razvoja krmilne tehnike
in numerično krmiljenih strojev
1808 je Joseph M Jacquard uporabil pločevinaste kartice z luknjicami za krmiljenje
tkalskih strojev in tako iznašel prenosljiv nosilec podatkov
1863 je M Fourneaux patentiral avtomatski klavir znan pod imenom Pianola Srce
klavirja je poleg običajnih klavirskih sestavnih delov vsebovalo približno 30 cm širok
papirnat trak z luknjicami (slika 21) skozi katere je stisnjen zrak krmilil mehanično
tipkovnico in igral melodije kodirane na papirnatem traku To metodo so nato
razvijali da je bilo mogoče regulirati tudi zvok jakost ter hitrost igranja kar je
omogočilo precej natančno izvedbo klavirskih skladb
Slika 22 Prvi računalniki
Univerza v Mariboru ndash Fakulteta za strojništvo Diplomsko delo
- 4 -
1938 je Claude E Shannon med pripravo svoje doktorske naloge na Massachusetts
Institute of technology (MIT) prišel do spoznanja da sta avtomatski preračun ter
prenos podatkov mogoča samo v dvojiški obliki in ob uporabi Boolove algebre ter da
so elektronska stikala edine praktično uporabne komponente za ta namen
1946 sta dr John W Mauchly in dr J Presper Eckert izdelala in dobavila ameriški
vojski prvi digitalni računalnik Eniac (slika 22)
1949ndash1952 je John Parsons v okviru MIT po naročilu ameriških letalskih sil razvil
˝Sistem za neposredno krmiljenje položaja vreten obdelovalnih strojev preko izhoda
računskega stroja˝ in kot dokaz o delovanju oblikoval izdelek Parsons je s svojim
projektom podal štiri ključna izhodišča za nadaljnji razvoj ideje o numeričnem
krmiljenju
o izračunana pot orodja se hrani na luknjani kartici
o luknjane kartice se na stroju avtomatično berejo
o kontrolira se gibanje orodja
o na osnovi teh podatkov se opravlja gibanje po koordinatnih poteh s servomotorji
Univerza v Mariboru ndash Fakulteta za strojništvo Diplomsko delo
- 5 -
Slika 23 Prvi numerično krmiljen obdelovalni stroj
1952 je pričel na MIT delovati prvi numerično krmiljeni obdelovalni stroj z imenom
Cincinnati Hydrotel z navpičnim vretenom Krmilje je bilo izvedeno z elektronkami
omogočalo je hkratno premikanje treh osi (3D-linearna interpolacija) in dobivalo
podatke preko dvojiško kodiranih luknjanih trakov (slika 23) S temi stroji je bilo
možno izdelati vedno zahtevnejše integralne dele za potrebe letalske industrije Šlo je
za izdelke ki jih je bilo možno natančno opisati z malo matematičnimi podatki vendar
zelo težko ročno izdelati
1954 odkupi podjetje Bendix Parsonsove patentne pravice in proizvede prvi
industrijsko izdelan NC-stroj prav tako z uporabo elektronk
1957 postavijo ameriške letalske sile (US Air Force) prve NC-rezkalne stroje v svoje
delavnice
Univerza v Mariboru ndash Fakulteta za strojništvo Diplomsko delo
- 6 -
1958 je bil predstavljen prvi programski jezik s simboli imenovan APT in sicer v
povezavi z računalnikom IBM 704 Pomeni začetek strojnega programiranja
1960 predstavijo nemški proizvajalci na sejmu v Hannovru svoje prve NC-stroje Za
numerična krmilja pričnejo v tem letu uporabljati tranzistorska vezja
1963 je bil izdelan prvi specialni NC-stroj
1965 iznajdejo avtomatični izmenjevalnik orodja
1968 postanejo z uporabo IC-tehnike (integralna vezja) krmilja manjša in
zanesljivejša
1969 uporabijo v podjetju SUNDSTRAND Omnicontrol v ZDA prve DNC-naprave
1970 iznajdejo avtomatično menjavo obdelovancev z menjavo transportnih palet
1972 omogočijo prvi NC-stroji s serijsko vgrajenim miniračunalnikom razvoj novi
generaciji zmogljivejših računalniško krmiljenih strojev ki pa so jih kmalu zamenjali
CNC-stroji z mikroprocesorji
1974 je bil izdelan prvi večoperacijski CNC-obdelovalni stroj
1975 iznajdejo avtomatične korekture orodja (povratni hod)
Univerza v Mariboru ndash Fakulteta za strojništvo Diplomsko delo
- 7 -
1976 pričnejo za krmilja CNC-strojev uporabljati mikroprocesorje
1977 iznajdejo avtomatični nadzor življenjske dobe orodja (AC-krmilja)
1978 so zasnovani prvi prilagodljivi proizvodni sistemi (POS)
1980 so programska orodja ki so jih razvili in pričeli integrirati v CNC-stroje
omogočila programiranje neposredno na strojih in sprožila spopade za in proti
krmiljem z ročnim vnosom podatkov CNC-krmilja že vsebujejo podprograme za
pomoč pri izdelavi programov za proizvodnjo
1984 postavijo zelo zmogljivi CNC-stroji podprti s programskimi orodji z grafičnim
prikazom nova merila za programiranje proizvodnje
198687 omogočajo standardni programski in računalniški vmesniki povezavo strojev
v avtomatizirano tovarno na podlagi računalniških mrež (CIM in JIT)
Univerza v Mariboru ndash Fakulteta za strojništvo Diplomsko delo
- 8 -
1920
1930
1940
1950
1960
1970
1980ČA
S N
ASTA
NKA
TEHNOLOŠKI NIVO
RAZVOJ CNC PROGRAMIRANJA
UNIVERZALNE
PRODUKCIJSKE
AVTOMATI
Slika 24 Prikaz razvoja CNC-programiranja
22 Razvoj numerično krmiljenih strojev v Sloveniji
Pri nas so se prvi NC-stroji pojavili okrog leta 1976 in sicer v Železarni Ravne kjer sta bila
proizvajalca Pratt amp Whitney na tedanji Višji tehniški šoli v Mariboru ter na Fakulteti za
strojništvo v Ljubljani pa vrste Cincinnati Milacron Med prve moderno opremljene tovarne
prištevamo še Litostrojevo tovarno viličarjev kjer se je proizvodnja na sodobnih CNC-strojih
začela leta 1979 Na območju nekdanje Jugoslavije so prvi NC-stroj pognali v Prvomajski v
Zagrebu ( prikaz razvoja slika 24)
Naše tovarne se z izdelavo računalniško krmiljenih stružnic in vrtalno-rezkalnih strojev za
obdelavo kovin niso ukvarjale Poleg bogate ponudbe iz tujine so s tovrstnimi stroji tovarne
bivše Jugoslavije opremljali Prvomajska iz Zagreba in še nekateri drugi proizvajalci Med
našimi proizvajalci velja omeniti Iskro ki je izdelala krmilnik CNC-2T Litostroj je izdelal
Univerza v Mariboru ndash Fakulteta za strojništvo Diplomsko delo
- 9 -
več različnih CNC-preoblikovalnih strojev in linij za razrez pločevine v Gorenju so izdelali
robota itd
Precej več je bilo narejenega na razvoju programske opreme za računalniško načrtovanje
izdelovalnega procesa (CAP) kjer beležimo nekaj odmevnih izdelkov s področja
računalniškega programiranja NC-strojev in upravljanja proizvodnih procesov
23 NC-stroji CNC-stroji in DNC-obrati
Prvotni koncept numeričnega krmiljenja (NC) je s pojavom miniračunalnikov še bolj pa s
pojavom mikroračunalnikov prerasel v dosti naprednejši CNC-koncept CNC je okrajšava za
Computerized Numerical Control v bistvu pa pomeni krmilje z vgrajenim računalnikom
Vgrajen računalnik je olajšal upravljanje stroja omogočil izvajanje zahtevnejših računskih
operacij na njem (interpolacije višjega reda) izboljšal pomnilniške kapacitete krmilja
predvsem pa omogočil povezovanje krmilijstrojev v industrijske računalniške mreže (slika
25)
Slika 25 Prikaz numeričnega upravljanja računalnika
Univerza v Mariboru ndash Fakulteta za strojništvo Diplomsko delo
- 10 -
To zadnjo lastnost s pridom uporablja koncept DNC-obrata Kratica pomeni Direct
Numerical Control ali neposredno numerično krmiljenje gre pa za idejo osrednjega
nadzornega računalnika ki upravlja več CNC-strojev ˝Upravljanje˝ je v večini primerov
omejeno na osrednje shranjevanje NC-programov ter prenos le-teh od računalnika do strojev
in nazaj Seveda lahko ima osrednji računalnik tudi bolj zahtevne naloge kot so zbiranje
podatkov o delovanju strojev upravljanje toka materiala in celo upravljanje proizvodnje
Zaradi stalnega padanja cen elektronskih komponent in hitrega razvoja mikroračunalniške
tehnologije najdemo danes NC-stroje le še v arhivih in zgodovinskih učbenikih sicer pa so
moderni numerično krmiljeni stroji izključno CNC-stroji
24 Adaptivno krmiljenje (AC)
Iz jedra osnove numerično krmiljenih strojev ne smemo izpustiti adaptivnega krmiljenja s
katerim skušamo numerično krmiljene stroje avtomatizirati do te mere da bomo med
obratovanjem lahko vplivali na sam proces odrezavanja in s tem tudi na glavni čas obdelave
Vsa do sedaj omenjena avtomatizacija namreč služi le skrajševanju pomožnih in pripravnih
časov ki jih lahko z umno organizacijo in uporabo sistemov za avtomatsko menjavo
obdelovancev tudi izničimo
Adaptivno krmiljeni sistemi pa z avtomatskimi napravami vplivajo na proces odrezavanja
in sicer z namenom skrajševanja glavnega časa obdelave AC-sistemi so torej posebna oblika
krmilja kjer je postopek odrezavanja vključen v regulacijski krog
Postopek odrezavanja je navadno vnaprej predviden in določen z osnovnimi odrezovalnimi
parametri (globina rezanja podajanje rezalna hitrost) ki so izračunani glede na neke
standardne delovne pogoje Ti pogoji pa lahko od dejanskih bistveno odstopajo kar lahko s
tipali zaznamo kot na primer manjšo obremenitev stroja in podobno V tem primeru lahko
parametre spremenimo in tako vplivamo na glavni obdelovalni čas Podobno lahko z
merjenjem odrivne sile na orodju zaznamo obrabljenost orodja in ga pravočasno zamenjamo ndash
še preden proizvedemo izmet Numerično krmiljen stroj opremljen s potrebnimi tipali in
krmiljem ki ta tipala nadzoruje imenujemo adaptivno krmiljen stroj
Univerza v Mariboru ndash Fakulteta za strojništvo Diplomsko delo
- 11 -
25 Prilagodljivi obdelovalni sistemi (POS)
Prilagodljive obdelovalne sisteme (POS) bi lahko imenovali tudi izpopolnjena nadgradnja
DNC-sistema Prilagodljiv obdelovalni sistem je skupek CNC-strojev ki so med sabo fizično
in podatkovno (logično) povezani Za fizično povezavo skrbi transportni oziroma logistični
sistem za podatkovno pa računalniško omrežje in osrednji nadzorni računalnik V takšen
sistem povezujemo stroje z namenom večje avtomatizacije delovnega procesa in s tem
skrajšanja proizvodnih časov POS se od DNC razlikuje predvsem po vlogi nadzornega
računalnika ki tukaj poleg obdelovalnega regulira še logistični sistem (slika 26)
Prilagodljivi obdelovalni sistemi so namenjeni izdelavi tehnološko podobnih delov
omogočajo pa optimizacijo celotnega sistema in s tem hitrejše ter učinkovitejše odpravljanje
motenj v procesu
Slika 26 Prikaz povezljivosti CNC-sistema s postprocesorjem
26 Vpliv NC-tehnologij na obdelovalno tehniko
Z novimi iznajdbami na področju elektronike in elektrotehnike (tranzistor integrirana vezja
hellip) so se na področju izdelave krmilnih naprav za numerično krmiljene strojev odprle številne
nove možnosti V prvi fazi je napredek tekel predvsem v smeri povečanja sposobnosti
krmilnih enot kjer je bil vrhunec dosežen z vgradnjo računalnika v krmilje (slika 27) V
Univerza v Mariboru ndash Fakulteta za strojništvo Diplomsko delo
- 12 -
drugi fazi pa so elektronske komponente začeli vgrajevati tudi v ostale dele stroja da bi s tem
dvignili nivo avtomatizacije ter dodatno skrajšali pripravljalni in nastavni čas Hiter napredek
je omogočilo predvsem hitro padanje cen elektronskih komponent ki so v začetnem obdobju
predstavljale levji delež stroškov izdelave numerično krmiljenega stroja danes pa pomenijo
že manj kot 10 odstotkov vrednosti celotnega stroja ( slika 28)
0
20
40
60
80
100
120
1960
1962
1964
1966
1968
1970
1972
1974
1976
1978
1980
1982
1984
1986
1988
1990
RELEJNA TEHNIKA IN ELEKTRONSKE CEVI
TRANZISTORKSA TEHNIKA
TEHNIKA INTEGRIRANIH VEZIJ
INEGRACIJA Z MINIRAČUNALNIKI (CNC 1)
MIKROPROCESORSKA INEGRACIJA(CNC 2)
VLSI TEHNIKA (CNC 3)
Slika 27 Prikaz padanja deleža elektronskih komponent
Z vključitvijo mikroračunalnika v krmilje stroja so se odprle dodatne možnosti za dvig
avtomatizacije proizvodnje predvsem pa za izdelavo vse zahtevnejših oblik Obenem se
pojavijo tudi težnje da bi večji del programerskih funkcij postavili neposredno na krmilje
stroja K sreči so se te težnje kmalu izgubile saj bi danes to pomenilo da bi stroj vreden
nekaj 100 tisoč evrov namesto svoje ciljne funkcije opravljal delo osebnega računalnika
vrednega nekaj 300 evrov Je pa omenjeni trend pustil pozitivne posledice pri razvoju
konvencionalnih univerzalnih strojev Ti so danes prav tako že opremljeni s krmilji vendar je
postavitev vseh elementov še vedno prirejena človeku ki s strojem dela in ne avtomatskim
strežnim napravam kot je to običaj pri ˝čistih˝ numerično krmiljenih strojih
S pojavom CNC-strojev pa se je zgodila še ena velika sprememba ki je bila posledica
vgrajenega računalnika Pokazala se je namreč potreba po zmogljivejši in vse zahtevnejši
programski opremi Le-ta je kmalu začela predstavljati večji del vrednosti stroja kot pa
Univerza v Mariboru ndash Fakulteta za strojništvo Diplomsko delo
- 13 -
njegove mehanske komponente Oba navedena vzroka neuporabnost stroja če se na njem
izvaja programiranje in stroški programske opreme sta privedla do ločevanja programerskih
funkcij od čistih krmilno-komunikacijskih funkcij krmilja Tako se danes z redkimi
izjemami programiranje strojev izvaja na ločenih grafičnih postajah kjer se s pomočjo
simulacijskih programov izvede tudi preizkušanje NC-programov Od tod pa se preverjeni
NC-programi preko računalniških mrež prenašajo do CNC-strojev
0
20
40
60
80
100
1967
1968
1969
1970
1971
1972
1973
1974
1975
1976
1977
1978
1979
1980
1981
1982
1983
1984
Slika 28 Prikaz naraščanja stroškov programske opreme
27 Prihodnost razvoja
Od prihodnosti na področju razvoja numerično krmiljenih strojev pričakujemo predvsem
večje možnosti povezovanja v računalniška omrežja Te so namreč še vedno odvisne od
standardnih serijskih vmesnikov tipa RS 232 na katere se potem priklapljajo najrazličnejše
zunanje komunikacijske naprave Zaradi omejitev serijske komunikacije je seveda močno
omejena tudi izmenjava podatkov med strojem in nadzornim računalnikom ki bo v prihodnje
nujna zato pričakujemo tudi ukinjanje nekaterih funkcij CNC-krmilja ki sodijo bolj na
STROŠKI PROGRAMSKE OPREME
STROŠKI STROJNE OPREME
Univerza v Mariboru ndash Fakulteta za strojništvo Diplomsko delo
- 14 -
področje grafičnih delovnih postaj Namesto teh bo prišlo do vključevanja omrežnih
protokolov kot sta TCPIP in IPXSPX kar bo omogočilo neposredno povezovanje v
arhitekturo odjemalecstrežnik s čimer se bo pojavila tretja generacija DNC-konceptov
Nenazadnje bo prej ali slej moralo priti do ukinitve trenutnega standarda NC-kodnega zapisa
ki s svojo omejenostjo že predstavlja oviro Pričakujemo lahko pojav novega standarda z
izrazno bogatejšim kodiranjem ali celo pojav poprocesorjev integriranih v krmilja CNC-
strojev
Zelo pomembno za prihodnji razvoj numerično krmiljenih strojev in s tem povezane
tehnologije je nadaljnje upadanje deleža velikoserijske in masovne proizvodnje v
strojegradnji kar je posledica tržnih sprememb Potrebe trga se vedno bolj nagibajo k večji
individualizaciji dobrin kar pomeni prilagajanje posameznih izdelkov posebnim
individualnim potrebam kupca V takšnih razmerah pa sta nujni velika prilagodljivost in
odzivna sposobnost proizvodnega sistema za kar so numerično krmiljeni obdelovalni stroji
vedno bolj prilagojeni (slika 29)
MasovnaSerijska
Individualna
Maloserijska
Deleži numeričnih strojev v proizvodnji
Slika 29 Deleži numeričnih strojev v proizvodnji
Univerza v Mariboru ndash Fakulteta za strojništvo Diplomsko delo
- 15 -
3 TREND NA PODROČJU CNC-TEHNOLOGIJE
STEP-NC se uporablja v proizvodnji frezanja vrtanja struženja konturnega rezanja in je
prihodnost CNC-programiranja Povezovanje sistemov z boljšim ga naredi bolj
interoperabilnega omogoča hitrejše programiranje ter varnejše delo Tako lahko z uporabo
koncepta fleksibilne proizvodnje s tem sistemom prihranimo ogromno denarja
31 Predstavitev tehnologije STEP-NC
V preteklih letih se je ogromno dogajalo v smeri razvoja elektronske tehnologije kot tudi na
področju programske opreme ki sta tesno povezani tehnologiji kateri sta imeli ogromen vpliv
na današnje numerične CNC-stroje in krmilja
Numerični stroji in krmilniki so postali bolj inteligentni fleksibilni z več spomina
oziroma kapacitete ter z veliko boljšo povezavo v skupnem internem omrežju (slika 31) To
vodi v spremembo oblikovanja DNC-sistema ki temelji na prejšnjem DNC-sistemu Z DNC-
sistemom podatkov dobimo bolj primerne sposobnosti shranjevanja ne samo v centralnih
DNC-serverjih ampak tudi v CNC-krmilnikih ali CNC-terminalih Sprememba arhiviranja
pomeni zahtevo DNC-programske opreme naj se spremenijo tako DNC v celoti z vsemi
osnovnimi funkcijami tega sistema kakor tudi distribucija NC-podatkov v obeh smereh do
CNC-stroja Tako naj bi zadovoljili današnje zahteve da dovoljujejo uporabnikom gradnjo
spreminjanje podatkov v odnosu med obdelovancem (3D-zapis) s 3D in drugimi
podatkovnimi programi kot so denimo program za arhiviranje podatkov orodij informacij
risb obdelovanca proizvodnih podatkov strojnih parametrov Vse želje uporabnikov bazirajo
na tem kako povezati vse sisteme preko interneta ter tako pridobiti na večji fleksibilnosti
sistema oziroma proizvodnje Takšni sistemi omogočajo večjo preglednost podatkov s čimer
se samo spreminjanje podatkov ne vrši v spremembi glavnih funkcij le-teh Sedanji problemi
s podatki ki prihajajo na stroj po drugih sistemih kot so enosmerni sistem NC v CNC
povzročajo pri transformiranju izgubo osnovnih podatkov Težavo pa predstavlja tudi
Univerza v Mariboru ndash Fakulteta za strojništvo Diplomsko delo
- 16 -
kasnejše popravljanje podatkov na stroju kar privede v naslednji fazi do izgube le-teh STEP-
tehnologija pa nam omogoča boljšo preglednost ter bolj natančen zapis podatkov
Slika 31 Prikaz heterogenega DNC-sistema
32 STEP-proizvodnja
STEP-proizvodnja temelji na DNC-sistemu z zmožnostjo za shranjevanje v DNC-serverju
in tudi v CNC-terminalu To predstavlja velik izziv za DNC-programsko opremo v
implimentarnih osnovnih funkcijah
Posredovalcu ki temelji na DNC-programski opremi z asistenco (ADNC) je
predlagano kako reševati probleme znotraj samega omrežja ter prenosa podatkov Njegova
naloga je zbirati distribute NC-informacij in jih transformirati oz prenesti varno in seveda
v celotni obliki z vsemi pripadajočimi funkcijami NC-program z zbranimi strojnimi
podatki znotraj omrežja ne izgubi veličinskih funkcij Zato dobiva tehnologija STEP-NC
nove razsežnosti nadaljnjega razvoja v smeri kako s sestavo agentov ki temeljijo na
asistenci (agenti AP s platformo agenta JADE) nadzorovati spremembe transformacij NC-
programov
Univerza v Mariboru ndash Fakulteta za strojništvo Diplomsko delo
- 17 -
33 Informacijski model
STEP integrira več kot deset objektnih modelov s takšno povezljivostjo pa dobimo boljši
informacijski sistem ki zajema inženirsko kolaborativno delo upravljanje oskrbovalne
verige avtomatizacijo tovarne mikro obdelavo Med objektnimi modeli je mnogo
pomembnih relacij (slika 32)
Slika 32 Prikaz prednosti uporabe STEP-tehnologije
34 Lastnosti STEP-NC
Eliminacija 4500+ postprocesorjev
Varnejši bolj prilagodljivi obdelovalni stroji
Out-sourcing kontrole kvalitete
Projicirani prihranki pri procesiranju
Univerza v Mariboru ndash Fakulteta za strojništvo Diplomsko delo
- 18 -
35 Sedanji problemi
Trenutno aktualni proces je neučinkovit
Konstrukcija pošilja nepopolne podatke
Proizvodnja dela popravke a jih ne dokumentira
Končni rezultat je krmilni program ki dela le na enem stroju pri enem dobavitelju
RS274D ISO DIN66025 (G-koda) je stara 50 let
CMM za preverjanje geometrije komponent so obsežne (slika 33)
Slika 33 Obsežne CMM za preverjanje geometrije komponent
V uporabi imamo NC-programiranje z RS274D ki ima v zapisu še vedno G-kodo Ta
nima tako bogatega zapisa integriranih podatkov kot STEP-NC kar prikazuje navedeni
primer - razlike med obema zapisoma (slika 34)
Univerza v Mariboru ndash Fakulteta za strojništvo Diplomsko delo
- 19 -
Slika 34 Prikaz standardne G-kode v zapisih programov CNC
N05 G54
N10 G00 Z10000
N15 G91 G0 Z200
N20 T5 D1 WW
N30 G90 M5
N35 G00 X0000 Y-150000 N40 G00 Z5000
N45 M08
N50 S3183000
N55 M03
N60 F1477000
N65 G00 X60000 Y-150000 N70 G00 Z5000
N75 G00 X60000 Y-150000 N80 G01 Z-0500
Stroju specifični
program komponente s
podatki o gibanju osi
ki ga generira
postprocesor
Dobavitelj specifične
razrešitve originalnega
standarda
Samo primitivni gibalni
in priklopni ukazi
Ni standardiziranega
podatkovnega formata
za procesiranje krivulj
in softiciranih NC-
tehnologij
Idealen za papirni
trak
STEP-NC nadomešča G-kodo z
bogatim integriranim
podatkovnim formatom
Univerza v Mariboru ndash Fakulteta za strojništvo Diplomsko delo
- 20 -
Slika 35 Prikaz pomembnih relacij v tehnologiji STEP-NC
36 Funkcionalnost STEP-tehnologije
Korist in funkcionalnost STEP-tehnologije sta danes na področju boljše kontrole procesov
kjer s pomočjo te tehnologije zajamemo bolj natančno funkcijo zapisa daljic in lokov (TCP-
zapis) K temu spadajo tudi vse tolerirane krivulje ter produkti geometrije obdelovanca s
čimer je izboljšan zapis v STEP-tehnologiji veliko bolj natančen ( slika 35)
Nadaljnje razvijanje STEP-tehnologije v odvisnosti koristi in funkcionalnosti poteka v
smeri boljšega določevanja parametrov značilnosti toleranc značilnosti vrtilnih ciklov ki
spadajo v skupino boljšega monitoringa procesov Naslednja najnovejša skupina STEP-
tehnologije je fleksibilna proizvodnja z boljšim zapisom parametričnih operacij nadzorovanje
delovnih korakov tolerirane površine pogojne operacije Na ta način dobimo na osnovnem
nivoju zgradbe samega krmiljenja procesa tako imenovano pametno krmilje ki je zgrajeno iz
CAM-zapisa z dvosmerno povezavo z zapisovalnikom (DLL) ta pa je v povezavi z AP-238
datotekami (SUBS) in je enosmerno povezan s kontrolo podatkov ter STEP-NC-
simulatorjem vse skupaj pa je v povezavi s krmilnikom HMI do krmilnika gibov Krmilnik
Univerza v Mariboru ndash Fakulteta za strojništvo Diplomsko delo
- 21 -
HMI sestavljata pretvornik (DL) in gibalnik ukazov (TCP) Vse to sestavlja osnovni nivo
konfiguracije katerega smo vstavili v obstoječe CNC-komponente Vstavili smo zapisovalnik
(DLL) in pretvornik (DL) ki omogočata eliminacijo postprocesorjev hitrejšo operaterjevo
potrditev programa ter optimalno kreiranje poti na stroju Če pa krmilnik HMI dopolnimo z
nadzornim (DLL) in CNC-polnilnikom pa dobimo konfiguracijo nadzora procesa Ta nam
dovoljuje verifikacijo pravilnosti operacij krmilnika čase operativnih parametrov indifikacijo
značilnosti operacije orodij za vsak delovni potek
37 STEP-tehnologija kot nov jezik za CNC-krmilje
Za kompleksnejše obdelovance je tehnologija STEP-NC popolna saj gre za nedvoumen
model komponent in procesov Združuje obdelovalne procese potrebe po orodjih geometriji
tolerancah in PDM S CNC-sistemom naredi bolj interoperabilnega omogoča hitrejše
programiranje varnejše delo Tako lahko z uporabo koncepta fleksibilne proizvodnje s tem
sistemom prihranimo ogromno denarja
38 STEP-tehnologija kot problemsko orientirano programiranje
Z datoteko AP-238 opisujemo kaj in tudi kako saj s tem dosežemo da iz surovca
naredimo geometrijo odstranjujemo značilnosti spreminjamo vrstni red z ustreznimi orodji
ki ustrezajo tem zahtevam AP-238 dovoli krmilniku tudi izbiro gibov orodja S tem
nadomestimo prejšnjo obliko zapisa s standardno kodo G ki opisuje samo kako (premakni
orodje na to lokacijo premakni orodje na to lokacijo in tako naprej za tisoč ukazov)
Univerza v Mariboru ndash Fakulteta za strojništvo Diplomsko delo
- 22 -
4 PRIMERJAVA MED PROGRAMOMA DEPOCAM 6 IN UGS
NX4 ZA PROGRAMIRANJE NC-STROJEV
41 Pomembnosti programov za programiranje CNC-strojev
Danes imamo na trgu veliko izbiro programov paketov za CAM-programiranje pri katerih
vsak po svoje odlično služi svojemu namenu naloga uporabnika pa je da ob investiciji pri
nakupu takšnega paketa ve kakšna je njegova namembnost in kaj bo z njim počel da ga bo
lahko optimalno izkoristil tudi v prihodnosti
Paketi CAM-programiranja se danes razlikujejo v detajlih ki jih uporabniki začetniki niti
ne opazijo To pride najbolj do izraza pri jalovih hodih oz poteh ki so generirane pri samem
programiranju in se od programa do programa razlikujejo To so zelo pomembni parametri v
odvisnosti koliko časa bomo porabili za izdelavo izdelka na CNC-stroju z najbolj
optimalnimi potmi s katerimi bomo prihranili pri času izdelave Tukaj ne smemo pozabiti da
tudi sekvence poti vplivajo na čas in obstojnost orodja Orodja in njihova obstojnost pomenijo
velik delež stroškov in če te parametre držimo na optimumu prihranimo na letni ravni
ogromno časa in denarja ter podaljšamo delovanje orodij Lahko bi rekli da so ti parametri
najbolj zaželeni seveda pa ne smemo pozabiti na samo programsko okolje različnih
programov paketov
Nekateri paketi so zelo nazorni pregledni hitro učeči enostavni za uporabo v tem oziru
pa se med seboj tudi precej razlikujejo V različnih panogah kot je denimo orodjarstvo s
svojo kompleksno strukturo z izdelavo preciznih segmentov orodja z različnimi trdotami
(kaljene površine) s postopki obdelave in s svojo unikatnostjo predstavljajo velik izziv za
ponudnike CAM-paketov ter skrbno izbiro le-teh Še tako podobni vgradni strojni vložki se
lahko med sabo zelo razlikujejo po strategiji obdelave Vse to vodi managerje v orodjarnah
da čim bolj združujejo posamezne operacije znotraj organizacijske strukture kot so
detajliranje in izdelava tehnologije posameznih pozicij ali pa programiranje ter posluževanje
Univerza v Mariboru ndash Fakulteta za strojništvo Diplomsko delo
- 23 -
strojev ipd Zato je zelo pomembno da je CAM-programski paket generiran tako da zelo
hitro preračunava posamezne sekvence da ne pride zaradi tega do zastojev na strojih
V nadaljevanju bomo primerjali dva programa za programiranje CNC-strojev in sicer
paketa DEPOCAM 6 in UGS NX 4 ki se že v sami osnovi zelo razlikujeta
42 Opis programa za NC-programiranje DEPOCAM 6
DEPOCAM prihaja iz hiše NC Graphics ustanovljene leta 1993 njegov izumitelj pa je bil
Arthur Flutter leta 1977 v Cambridgeu v Veliki Britaniji S podjetjem Depocam GmbH je
leta 1993 ta program v celoti zaživel na trgu ponudnikov CAM-paketov Združitev v NC
Graphics je bila želja proizvajalca da ponudi svojim kupcem celovit paket od strojev orodij
programskih paketov ki bazirajo na dolgoletnih izkušnjah operaterjev v industriji To
povezovanje proizvajalca s kupcem pa je seveda obrodilo sadove v enostavnosti
programskega okolja ter dobrih optimumih rezalnih parametrov
Program se v praksi ne trži kot samostojna enota ampak v sklopu investicije primernega
orodjarskega stroja ustreznega rezilnega orodja in v racionalni uporabi rezilnega orodja To
seveda ne pomeni da je program kot posamezna komponenta neučinkovit nasprotno pomeni
konkurenčno prednost pred ostalimi ravno zaradi zaključenega paketa
S tem paketom lahko združimo dvoje delovnih mest (programerja in operaterja) v eno in
tako dosežemo
prenos odgovornosti za doseganje planov v podjetju na operaterja programerja saj
ima operater glavno vlogo pri doseganju proizvodnih normativov
dvig splošnega nivoja znanja na vse zaposlene v proizvodnji
15-odstotni dvig produktivnosti in obdelovalno kvaliteto saj imajo vsi zaposleni
vpogled v končni CAD-model na računalniku ob stroju
Univerza v Mariboru ndash Fakulteta za strojništvo Diplomsko delo
- 24 -
43 Delovno okolje DEPOCAM 6
Delovno okolje v programu za CNC-programiranje strojev je program namenjen
programiranju 3-osnih in 3+2-osnih CNC-strojev V delovnem okolju je opaziti da so vse
funkcije programa prikazane v orodnih vrsticah ker pomeni da uporabnik ni preobremenjen z
nešteto prikazanimi funkcijami ki dajejo vtis nepreglednosti in neuporabnih ukazov To je
nazoren primer kako enostaven je po svoji namembnosti uporabniku ki mora spoznati samo
določena pravila (ukazi na miški) in že lahko ustvari enostavne programe za CNC-
programiranje Ikone ali shematsko drevo na levi strani omogočajo vklop modela funkcije
operacije obdelave s tem pa lahko natančno primerjamo med dvema različnima obdelavama
poti orodja
Model uvozimo v obliki ( x_t iges Catia V4 in Catia V5 hellip) nastavimo koordinatni
sistem tako da transformiramo model po ordinatah x y z rotiramo zrcalimo v željeni
položaj za kasnejše vpetje na stroj Ko je model postavljen v pravilno lego v koordinatnem
sistemu (ujemanje s pozicijo koordinatnega sistema stroja) lahko mere po x y z preverimo
tako da se z miško postavimo na željeno površino in v orodni vrstici desno spodaj se nam
prikazujejo vrednosti dolžin x y z koordinat Tako v dveh korakih v delovnem okolju
določimo pozicijo 3D-modela moteče pri tem pa je seveda to da se model kopira med sabo
(levo orodno drevo) kar lahko ob nepazljivosti povzroči kasnejšo zmedo med modeloma če
prejšnjega ne izbrišemo Pri vsaki izbiri obdelave nam ob vnosu orodja ni potrebno vnašati
parametrov kot so premer orodja njegova dolžina ampak iz arhiva v katerega smo vnesli
te parametre samo izberemo željeno orodje z vsemi parametri (slika 41) S tem se izognemo
dolgotrajnemu vpisovanju v menije za določanje parametrov orodja hkrati pa se vodi
evidenca orodij v uporabi
Univerza v Mariboru ndash Fakulteta za strojništvo Diplomsko delo
- 25 -
Slika 41 Prikaz delovnega okolja DEPOCAM 6
44 Opis programa za NC-programiranje UGS NX4
Programski paket UGS NX4 izhaja iz podjetja Siemens kjer se je pred tem imenoval
Unigraphics in ga je leta 1991 razvil Douglas McDonnell Njegov razvoj je temeljil na
združitvi I-DEAS v NX-program ki služi za vzvratno inženirstvo ter oblikovanje v 3D-
oblikah Tako lahko iz CAID-formata ustvarimo CAD CAM-format UGS NX4 se že v
osnovi močno razlikuje od programa DEPOCAM 6 ki je namenski program za
programiranje Področja uporabe sistema UGS NX4 so
zahtevni industrijski ˝desing˝
modeliranje komponent in velikih sklopov
izdelave tehnične dokumentacije
Navigator ˝prikaz modela in vsehoperacij˝
Opravilna vrstica za izbiro varnostnih linij in zaznavo površin hellip
Opravilna
vrstica za izbiro
obdelovalnih
Opravilna vrstica
za izbiro različnih
pogledov modela
Osnovna opravilna vrstica -zavesni meni
Prikaz procesiranja programa -proces Manager
Univerza v Mariboru ndash Fakulteta za strojništvo Diplomsko delo
- 26 -
engineering
zahtevna NC-tehnologija ndash programiranje
uporaba v kemični industriji
Industrijsko oblikovanje predstavljajo CAD CAM CAE izdelava orodij ki se deli v NX
Shepe studio in Imageware
CAD-delovno okolje zajema modeliranje zahtevnih free-form oblik velikih sklopov z
modeliranjem komponent iz pločevine (sheet metel) modeliranje cevovodov električne
povezave izdelave tehnične dokumentacije
CAE obsega različne digitalne analize izdelka z različnimi programskimi paketi NX
Scenario NX Master FEM NX Nastran s katerimi lahko simuliramo določeno stanje raznih
obremenitev toplotno gibanje trdnost ter toplotna stanja
CAM zajema različne programske pakete ndash 2D-programiranje 3D-programiranje 3- in 5-
osno programiranje ter programiranje vseh strojev v orodjarstvu (frezalnih strojev stružnic
žične erozije ) Za uporabnika ima program integrirane PMI-orodne vrstice in dialog ki
predstavljajo veliko število ikon v orodnih vrsticah te pa so slikovno ponazorjene
Program se uporablja v Združenih državah Amerike predvsem v letalski industriji v
Evropi pa ni toliko razširjen Sam program ki je precej obširnejši za CNC-programiranje je v
primerjavi z DEPOCAM 6 vsesplošni in je ustrezna izbira tudi pri 3D-modeliranju
Pomembno je tudi da lahko izdelek z UGS NX4 spreminjamo popravljamo ali celo
skonstruiramo 3D-risbo možnosti za slednje z DEPOCAM 6 nimamo Tu je vidna prva
velika razlika med programoma saj izhaja DEPOCAM 6 iz drugih stališč kot UGS NX4 ki
zajema večjo obdelavo podatkov in je zato za uporabnika precej zahtevnejši z vidika obsega
programa
Univerza v Mariboru ndash Fakulteta za strojništvo Diplomsko delo
- 27 -
45 Delovno okolje UGS NX4
Kot je razvidno se UGS NX4 zelo razlikuje s stališča glavnih gradnikov programa ker
zajema tudi 3D-modeliranje in analiziranje narisanega izdelka Tako se že UGS-delovno
okolje močno razlikuje od specifičnega programa DEPOCAM Vsebuje namreč ogromno
število ikon funkcij ki pa niso povezane samo za CNC-programiranje ampak tudi za 3D-
modeliranje analiziranje (slika 42) Delovno okolje je za uporabnika kompleksnejše zato
potrebuje dodatno izobraževanje da lahko začne z delom po pravilih funkcij programa
Običajno se za takšne zahtevne programe organizira izobraževanje pri podjetju ki program
prodaja in traja približno mesec dni Kljub temu pa kompleksnost delovnega okolja
predstavlja velik izziv za uporabnika saj omogoča program veliko večje število pristopov oz
možnosti kako bomo izbrali obdelave na našem izdelku Po drugi strani pa lahko
nepoznavanje zmožnosti programskega paketa predstavlja tudi problem kajti tako izgubljamo
čas programiranja in same obdelave z napačno obdelavo pa skrajšamo tudi obstojnost orodij
in poslabšamo kvaliteto obdelave
Slika 42 Prikaz delovnega okolja UGS NX4
Ustvarjanje programa orodja geometrije operacije metode
Osnovna opravilna vrstica -zavesni meni
Postavitev koordinatnega sistema
Navigator ˝hitri dostop do operacij in pregled˝
Univerza v Mariboru ndash Fakulteta za strojništvo Diplomsko delo
- 28 -
5 PRAKTIČNI PRIMER PROGRAMIRANJA S
PROGRAMOMA DEPOCAM 6 IN UGS NX4
V tem delu diplomske naloge bomo predstavili nekatere pomembne funkcije za izdelavo
CNC-programa Za primerljivost programov po funkcijah ter specifičnem pomenu ju moramo
najprej vsaj malo opisati (slika 51 slika 52)
51 Slikovni prikaz funkcij za programiranje DEPOCAM 6 in UGS NX4
Slika 51 Prikaz funkcij za programiranje DEPOCAM 6
Navigator ˝prikaz modela in vsehoperacij˝ s katerimi opravljamo vsepomembne funkcije
Funkcije za določevanje varnostnih mej
Pregled postprocesiranja operacij
Univerza v Mariboru ndash Fakulteta za strojništvo Diplomsko delo
- 29 -
Slika 52 Prikaz funkcij za programiranje UGS NX4
52 Uvoz modela ndash primerjava
Omenjena programa se zelo razlikujeta od same postavitve modela v koordinatni sistem do
funkcij operacij ki jih uporabljamo zato je tudi uvoz modela v delovno okolje različen kar
bomo opisali v naslednjem poglavju
Pregled postprocesiranja operacij in simulacija rezalnih poti 2D 3D
Nastavitev vseh parametrov odrezavanja
Navigator operacij vklop označevanje in postprocesiranje operacij
Določevanje obdelovalnih površin in varnostnih mej
Univerza v Mariboru ndash Fakulteta za strojništvo Diplomsko delo
- 30 -
53 Postavitev in uvoz modela z DEPOCAM 6
Model uvozimo v program v obliki formata prt Enostavno odpremo kot vsak drug dokument
v zavesnem meniju (FILE-OPEN) določimo smeri koordinatnega sistema tako da
transformiramo model v željen položaj v samem koordinatnem sistemu Postavimo se na
triangulacijsko površino pogledamo pod lastnosti ali je bila prestavitev uspešna (x y z) ter
izbrišemo v levi orodni vrstici prejšnji model Takšen način se uporablja kadar imamo model
poljubno v prostoru vendar je model vzporeden s koordinatnim sistemom
54 Postavitev in uvoz modela z UGS NX4
Model s končnico prt odpremo v zavesnem meniju (FILE-OPEN) poiščemo mapo v kateri je
shranjen 3D-model in potrdimo V večini primerov se model najprej odpre v funkciji
GETEWAY Iz nje preidemo na funkcijo MANUFACTORING z dvoklikom na levi gumb
miške aktiviramo koordinatni sistem ki ga lahko prestavimo v točko na začetek ali polovico
premice krožnice če pa ga želimo postaviti na polovico pravokotne površine si moramo
dorisati pravokotnik in diagonalo pravokotnika ter prestaviti koordinatni sistem na polovico
diagonale Za surovec s katerim orišemo obdelovanec uporabimo ikono BLOCK izberemo
možnost določitve dveh diagonalnih točk in vpišemo višino Ko smo naredili in pregledali
surovec se je potrebno prestaviti iz funkcije MODELING v MANUFACTORING Pri prvem
odpiranju modela in surovca se pojavi okno MASHINING ENVIRONMENT V njem
potrdimo ikono INITIALIZE Določiti je potrebno tudi ime programa v opravilni vrstici in
sicer aktiviramo okno MANUFACTORING CREAT odpremo prvo ikono CREATE
PROGRAM izberemo skupino in vpišemo ime programa
Univerza v Mariboru ndash Fakulteta za strojništvo Diplomsko delo
- 31 -
55 Priprava površin s programom DEPOCAM 6
V kolikor želimo obdelovati rezilne vložke za orodja za pločevino ali pa gravure za orodja za
plastiko je potrebno površine nekoliko podaljšati da lahko izdelamo oster rob na vložku To
storimo tako da potrdimo model izberemo katero površino želimo podaljšati in potrdimo
ukaz GEOMETRY (Untrim surfaces) Pri obdelavi je zaželeno da imamo čim manj
prekinjenih rezov (izvrtine utori manjši sedeži) Da dobimo boljše obdelovalne pogoje in
daljšo življenjsko dobo rezilnega orodja si pred obdelavo model zakrpamo (funkcija
Externally trim surfaces) To storimo tako da potrdimo model izberemo površino na kateri
zakrpamo luknjo in izberemo ukaz GEOMETRY (Externally trim surfaces)
Paralelno premikanje površin (Offset surfaces)
Da površine navidezno premikamo recimo da moramo celotno obliko obdelovanca
znižati za 05 mm si lahko pomagamo tako da potrdimo model izberemo površino ki
jo želimo premakniti in izberemo ukaz GEOMETRY (Offset surfaces) Vpišemo še
številčno vrednost in sicer kolikšen naj bo premik površine
Izdelava robnih krivulj (Extract P-curves)
Kadar potrebujemo robne krivulje okrog posameznih površin lahko to storimo z
ukazom GEOMETRY (Extract P-curves) Te krivulje lahko izkoristimo za 2D-
rezkanje po konturi v prostoru (Along curve passed)
Izdelava paralelnih površin
Pred pričetkom grobe obdelave orodjarskega vložka je potrebno preučiti ustrezno
strategijo izdelave Kar hitro se nam lahko zgodi da grobo obdelamo kos z ene strani
ko pa ga želimo obdelati s spodnje strani ugotovimo da ga ne moremo več vpeti saj
surovec ni več vzporeden Zato si pred pričetkom grobe obdelave izdelamo najmanj tri
paralelne površine ki nam služijo kot nastavki za obdelavo vložka z zadnje strani To
naredimo tako da model najprej postavimo v pogled TOP ndash z vrha Nato z ukazom
BOUNDARIES (Create new folder) naredimo okvirje oziroma meje Prikličemo ukaz
GEOMETRY (Planar patch) in iz mej nastanejo paralelne površine Na koncu te še
združimo z osnovnim modelom
Univerza v Mariboru ndash Fakulteta za strojništvo Diplomsko delo
- 32 -
Vstavljanje raquoFilletlaquo poljubnih radiusov
Fillet nam omogoča za določeno območje na modelu vstavljanje poljubnih radiusov V
praksi se to uporablja takrat kadar moramo radius na modelu povečati Fillet nam
omogoči da grafično vidimo kako bo model izgledal pred obdelavo Ukaz izvedemo
tako da potrdimo model in določeno območje katerega želimo spremeniti Nato z
ukazom GEOMETRY (Fillet) definiramo velikost radia in dobimo željen rezultat
Zgoraj omenjenih šest prijemov rabe geometrije modelov lahko uporabimo tudi v
medsebojni kombinaciji
56 Priprava površin s programom UGS NX4
Za pripravo površin uporabljamo 3D-ekstrudirani model ki ga narišemo okrog našega
obdelovanca in ga določimo v navigatorju (desna stran menija) WORKPIECE Z dvoklikom
se odpre okno MILL GEOMETRY ki nam omogoča določitev surovca (Part) in obdelovanca
(Blank) Nastavimo lahko material ime premik (offset) surovca Določimo lahko tudi izbor
delov površin ki se jih moramo skozi celotno obdelavo izogibati (strojni primež ) Pri
izboru vsake od teh funkcij moramo biti pozorni da smo pravilno določili obdelovanec in
surovec to pa lahko preverimo na ikoni DISPLAY (prikaži)
Paralelno premikanje površin (Offset surfaces)
Da dosežemo navidezno premikanje površin ki jih želimo obdelati dimenzijsko večje
ali manjše lahko to določimo že v prvi fazi ko definiramo surovec in obdelovanec
(Workpiece) ali pa v meniju kjer izberemo obdelovalni postopek FINAL FLOOR
STOCK (končna površina z dodatkom)
Izdelava robnih črt krivulj
Za omejitev poti orodij si moramo okrog surovca obdelovanca narisati premice
krivulje ki bodo omejile pot orodja med obdelavo V zgornji orodni vrstici imamo
Univerza v Mariboru ndash Fakulteta za strojništvo Diplomsko delo
- 33 -
ikono za risanje premic krivulj krožnic pravokotnikov Z izbiro teh funkcij narišemo
željene meje obdelovalnih površin
Vstavljanje krpanje površin
Če imamo na obdelovancu utor in želimo površino predhodno porezkati na višino ter
doseči da nam pri tem orodje ne bo rezkalo utora lahko zakrpamo površino z ikono
FILLETS v zgornji orodni vrstici
57 Določevanje varnostnih mej z DEPOCAM 6
V tem podpoglavju bomo skušali definirati področja ndash meje (Boundaries) na CAD-modelu
Meje se potrebujejo zato da povedo kje na modelu bomo ali ne bomo obdelovali Obstaja
veliko načinov za definicijo mej
Ročno izdelana meja
Najbolj uporabna je ročno definirana meja Naredimo jo z ukazom BOUNDARIES
(Create new folder)
Vlečenje po modelu
Potrdimo model nato pa se s kurzorjem postavimo na željeno mesto na modelu Z
dvoklikom aktiviramo začetek nato poljubno klikamo po površini mejo pa
zaključimo z enim klikom na začetek Meja je sestavljena iz puščic in kvadratkov Z
naknadnim klikanjem po teh simbolih lahko mejo zožujemo raztegujemo ipd
Kreiranje kvadratnih mej
Kvadratno mejo dobimo tako da potrdimo model pritisnemo ctrl + leva tipka na
miški in narišemo poljubno velik kvadrat Tudi tega lahko kasneje spreminjamo
Kreiranje okroglih mej
Univerza v Mariboru ndash Fakulteta za strojništvo Diplomsko delo
- 34 -
Okroglo mejo dobimo tako da potrdimo model pritisnemo shift + leva tipka na miški
in narišemo poljubno velik krog Tudi krog lahko kasneje spreminjamo
Izdelava uokvirjene meje obdelovanca (Boundaries box)
Ta meja nam pokaže veliko o geometriji obdelovanca hkrati pa nam služi tudi za
postavitev koordinatnega sistema oz ničelne točke
Obrisna meja (Silhouette boundary)
Že sama beseda pove da gre za obris oz mejo posameznih površin na modelu za
katere se pač odločimo da jih bomo obdelovali Postopek je tak da najprej potrdimo
model na modelu označimo površino za katero želimo narediti obris in potrdimo
ukaz SILHOUETTE BOUNDARY Rezultat je obris površine v ravnini x-y na neki
višini
Odkrivanje področij obdelave na horizontalnih površinah modela (Shallow
areas)
Ta funkcija je zelo priročna da odkrijemo področja obdelave ločeno na horizontalnih
in vertikalnih površinah modela To nam omogoča ločeno obdelavo sten in ravnih
površin S takim načinom dela prihranimo predvsem pri stroških rezilnega orodja
(ploščic) ter času obdelave
58 Določevanje varnostnih mej z UGS NX4
Varnostne meje določimo s pomočjo izbire operacij v katerih imamo funkcijo za definiranje
varnostnih mej kot je npr ikona CHECK Vse črte krivulje si moramo narisati vnaprej da jih
lahko kasneje določimo kot varnostne meje Uporablja se tudi funkcija OFFSET CURVE in
sicer označimo željeno krivuljo ter jo prestavimo v izbrano pozicijo Pogosto je v rabi tudi
funkcija TRANSFORM ki jo najdemo v zgornji orodni vrstici (Edit-Transform) Z njo lahko
kopiramo prestavljamo rotiramo premice modele točke
Univerza v Mariboru ndash Fakulteta za strojništvo Diplomsko delo
- 35 -
Obstaja torej več poti kako določiti varnostno mejo postopki se med seboj zelo
razlikujejo vedno pa izberemo najustreznejšo možnost
59 Določevanje obdelovalnih operacij z DEPOCAM 6
Odkrivanje področij obdelave za poljubno rezilno orodje (Cutter contact
areas)
Preden pričnemo z grobo obdelavo kosa lahko prihranimo veliko časa če odkrijemo
točno določeno področje kjer bo orodje obdelovalo To naredimo s funkcijo CUTTER
CONTACT AREAS
Operacija Core roughing passes
V tem primeru gre za grobo obdelavo kjer počistimo material v obliki horizontalnih
presekov od zunaj navznoter Je zelo primerna za obdelavo odprtih pestičev saj začne
za vsak nivo obdelave rezilno orodje obdelovati izven obdelovanca s čimer se
zmanjša obremenitev rezilnih ploščic
Operacija Area clearance passes
Tudi v tem primeru gre za grobo obdelavo pri kateri počistimo material v obliki
horizontalnih presekov Tokrat se rezilno orodje vkopava v surovec v obliki spirale
pri čemer je celoten cikel obdelave nekoliko hitrejši vendar se zaradi večje obrabe
rezalnih ploščic in posledično pogoste menjave le-teh čas obdelave nekoliko podaljša
Operacija Rest roughing
Ta sekvenca je nujno potrebna preden začnemo s polfino obdelavo Pri grobi obdelavi
se pojavijo zelo visoke stopnice med ploskvami (2ndash25 mm) katere bi hitro uničile
kroglična orodja zato jih je potrebno znižati na čim bolj konstanten dodatek po celotni
površini Tako kasneje tudi nimamo težav pri polfini obdelavi
Univerza v Mariboru ndash Fakulteta za strojništvo Diplomsko delo
- 36 -
Gre za rezkanje ostankov po grobi obdelavi Te dobimo tako da najprej potrdimo
eno izmed sekvenc grobe obdelave in aktiviramo ukaz REST ROUGHING Vpišemo
s katerim orodjem bomo izvedli obdelavo ostankov in aktiviramo preračunavanje
Rezultat so poti katere je potrebno še povezati z jalovimi hodi (linkanje)
Operacija Horizontal area passes
V tem primeru gre za fino obdelavo horizontalnih površin predvsem s toričnimi
rezilnimi orodji V praksi je takšna obdelava zelo zaželena z vidika kakovosti in časa
obdelave
Operacija Perpendicular raster passes
Pri tej operaciji gre za fino in polfino obdelavo strmih sten kot so npr obdelave
Raster passes Ta obdelava jim je zelo podobna le da nam ob strmih stenah program
sam preračuna dodatno sekvenco in dodatne poti za lepšo površino
Operacija Radial passes
V tem primeru govorimo o radialni obdelavi ki pride v poštev predvsem pri vlečnih
vložkih da naredimo obdelavo v smeri vleka
Operacija Spiral passes
Gre za obdelavo v obliki spirale ki se uporablja za specifične kose v industriji
(lopatice rotorji hellip)
Operacija Along boundary
To je obdelava pri kateri potuje orodje po robu modela in riše sled glede na
predhodno določeno mejo Ta način se uporablja za zarisovanje sledi na obdelovancih
oz v orodjarstvu tudi za ˝lovljenje˝ ničelne točke na tistih obdelovancih na katerih
izvajamo dodelave in nimamo ustrezne konstrukcijske dokumentacije Prav tako jo
uporabljamo za razne napise ipd
Operacija Along curve passes
Gre za obdelavo po krivulji kjer lahko obdelujemo s korekcijo Tak način se koristi za
rezkanje sedežev s tolerančno mero kjer je potrebno več prehodov po isti poti da
Univerza v Mariboru ndash Fakulteta za strojništvo Diplomsko delo
- 37 -
pridemo do pravilne dimenzije (tolerančne mere) Ponavadi s to obdelavo obdelujemo
okvirje vložkov in tolerančne sedeže
510 Določevanje obdelovalnih operacij z UGS NX4
Kreiranje operacij za 2D-programiranje Create operation
Izberemo peto ikono v zgornji orodni vrstici (Create operation) tako določimo v oknu
ki se nam odpre način obdelave (Subtype operacijo) S klikom na puščice izberemo
prej vnesene podatke (ime programa geometrijo ndash workpiece orodje metodo
rezkanja vpišemo ime oziroma naziv operacije) Naziv operacije naj bo razumljiv
tako da že iz njega razberemo kaj operacija pomeni V 2D-operacije lahko izbiramo
naslednje obdelave
Obdelava Face milling area
Uporabljamo jo za poravnavo ravnih ploskev ko moramo npr poravnati jekleno
ploščo
Obdelava Face milling
Uporaba te obdelave nam omogoča rezkanje ravnin otokov
Obdelava Face milling manual
Ta obdelava je skoraj enaka kot prejšnji dve vendar ima dodatno možnost da lahko
izbiramo način poti orodja
Obdelava Planar mill
Z njo lahko s pomočjo 2D-funkcije naredimo stopničaste stene ali poševne stene v
uporabi za grobo obdelavo
Univerza v Mariboru ndash Fakulteta za strojništvo Diplomsko delo
- 38 -
Obdelava Planar profile
Omenjena obdelava nam je v pomoč da lahko s hitro funkcijo rezkamo po določeni
2D-obliki ali po določenem profilu
Obdelava Rough follow
Za izdelavo različnih utorov se večinoma poslužujemo te obdelave saj nam z
enakomernim čiščenjem dna rezkane površine naredi zadovoljivo kvaliteto površine
Obdelava Rough zigzag
To je obdelava s katero moramo na obdelovancu doseči pravilno hrapavost površine s
posebnimi potmi orodja ndash neprekinjen rez
Obdelava Rough zig
S to obdelavo moramo na obdelovancu doseči pravilno hrapavost površine s
posebnimi potmi orodja ndash prekinjen rez v eni smeri
Obdelava Cleanup corners
Kadar želimo počistiti vogale iz predhodne obdelave ki imajo radius R5 mi pa
potrebujemo radius R1 uporabimo to obdelavo
Obdelava Finish walls
Za dokončno oblikovanje stene uporabimo to obdelavo saj nam omogoča da je stena
obdelovanca kvalitetno obdelana
Obdelava Finish floor
Takšna obdelava je primerna za končno obdelavo ravnih površin
Za izbrano operacijo moramo v oknu operacije nastaviti še CONTROL POINTS
(nastavitev točke začetka obdelave) če nam po DEFAULTU ne ustreza Z izbiro metode
premikanja orodja (Method in Automatic) nastavimo pod kakšnimi pogoji naj se le-to
premika Pri funkciji nastavitve rezalnih parametrov CUTTING so nastavitve od operacije do
operacije različne in se spreminjajo za vsako metodo posebej zato moramo zelo dobro
Univerza v Mariboru ndash Fakulteta za strojništvo Diplomsko delo
- 39 -
poznati funkcije obdelav Za nastavitev obdelave v vogalih uporabimo funkcijo CORNER
Določiti moramo tudi ravnino na katero se mora orodje dvigovati za hitre gibe Nastavitev
pomikov opravimo s funkcijo FEED-RATES s funkcijo MACHINE pa opravimo nastavitve
stroja orodja kompenzacije te nastavitve so za vse operacije enake
511 Analiza rezalnih poti DEPOCAM 6
Preračun ostankov obdelave od predhodnega rezilnega orodja
Strategija obdelave je takšna da navadno obdelujemo od večjega orodja k manjšemu Seveda
pa je potrebno vedno med eno in drugo obdelavo preračunati ostanke obdelave od
predhodnega orodja V ta namen poznamo dve funkciji in sicer Detect theoretical rest areas
in Detect rest areas V obeh primerih gre za isto stvar razlika je samo kdaj uporabiti prvo in
kdaj drugo Detect theoretical rest areas uporabimo če preračunavamo ostanke na
obdelovancih kateri so bili predhodno že narejeni na njih pa potrebujemo samo modifikacije
(spremembe) Primer Po nekem teoretičnem modelu se izdela vlečni vložek Sledi preizkus v
stiskalnici kjer se ugotovi da je potrebno npr povečati vlečne radiuse iz R3 v R5 V takem
primeru se preračuna samo teoretični ostanek od prehodnega orodja
Merjenje in analiziranje modelov
Zaželeno je da si pred pričetkom programiranja vzamemo nekaj trenutkov za analizo in
merjenje modela saj nam bo to v veliko pomoč pred definiranjem strategije obdelave
Merjenje radiusov poteka tako da najprej vklopimo žični model potrdimo funkcijo merjenja
radiusa in s klikom na radius izmerimo velikost le-tega Ostalo merjenje dolžinskih mer pa
naredimo tako da s kurzorjem dotaknemo željeno mesto na modelu v spodnji vrstici
programske maske pa se nam izpisujejo koordinate v prostoru (x y in z) Prav tako lahko
merimo poljubne dolžine tako da se s kurzorjem postavimo na poljuben rob pritisnemo ctrl +
desna tipka na miški in vlečemo miško Ob kurzorju se nam vleče puščica z mero
Najenostavneje se kolizije rešimo na ta način da si ob definiranju rezilnega orodja ob vnosu
osnovnih parametrov (premera in dolžine) vrišemo še držalo orodja katerega nam program ob
Univerza v Mariboru ndash Fakulteta za strojništvo Diplomsko delo
- 40 -
preračunavanju sekvenc tudi upošteva Če pravilno vrišemo orodje in držalo praviloma do
trka ne more priti
Urejevanje poti obdelovanja
Ko preračunamo sekvence se nam prikažejo poti obdelave katere je mogoče pred
povezovanjem (linkanjem) tudi brisati Ta dobrodošla funkcija nam omogoča brisanje tistih
poti za katere vemo da jih ne potrebujemo in da nam bodo podaljšale čas izdelave To
storimo na sledeči način
model s preračunanimi potmi postavimo v tisti položaj v katerem bomo
ustrezno brisali dele poti
izdelamo ročno mejo (Boundaries) v tistem pogledu v katerem želimo rezati
poti
potrdimo mejo in preračunano sekvenco pritisnemo desno tipko na miški in
povemo ali hočemo brisati poti znotraj meje ki smo jo narisali ali izven nje
sledi še povezovanje (linkanje) editiranih poti
512 Analiza rezalnih poti UGS NX4
V vsakem oknu za kreiranje operacij imamo spodaj funkcijo TOOL PATH Z njo nastavljamo
barve črte poti orodja pri prikazu na zaslonu in verifikaciji poti Po nastavitvah vseh
parametrov s klikom na ikono sprožimo izračun poti orodja Verifikacijo narejene poti lahko
izbiramo na več načinov najboljši je tisti ko nam simulacija prikaže ostanke obdelave Če je
pot orodja pravilno izbrana se v navigatorju pod PATH prikaže zelena kljukica ki pomeni da
je pot orodja pravilno izračunana
Merjenje in analiziranje modelov
V orodni vrstici imamo ikono kot prikaz slike merila Tako merimo vse funkcije kot so
razdalje premeri radiusi kotnost centričnost in sicer se postavimo na željeno pozicijo
krajišča stečišča polmera točke
Univerza v Mariboru ndash Fakulteta za strojništvo Diplomsko delo
- 41 -
513 Primerjava z vidika programiranja
Danes nam veliki CADCAM-sistemi (Catia Unigraphics ProE hellip) ponujajo CAM-sisteme
za katere zatrjujejo da so najboljši Najpogosteje se uporabniki srečajo z velikim sistemom
šele na začetnih izobraževanjih vodenih s strani programskih hiš ki ponujajo predvsem
teoretično uporabo sekvenc Ko gremo s tem znanjem v praktično uporabo (na stroju)
pogosto ugotovimo da moramo v ponujenih menijih vse preveč nastavljati obrobne
parametre ki pa so v programu DEPOCAM 6 že nastavljeni na optimalne vrednosti v UGS
NX4 pa te možnosti ni To je razlog da so začetne obdelave na stroju navadno prava
polomija Pri programu DEPOCAM 6 so že v začetni fazi vsi parametri nastavljeni na
optimum tako so gibi orodij bolj prilagojeni naši obdelavi s čimer dosežemo manjšo izgubo
časa in manjšo obrabo orodja
514 Praktični primer ndash čas obdelave narejene z DEPOCAM 6 in UGS NX4
Za praktičen primer bomo vzeli segment narisanega 3D-orodja in ga primerjali s programoma
DEPOCAM 6 in UGS NX4 Obdelava obdelovanca orodja bo potekala s postopkom čelnega
frezanja s 3-osnim CNC-strojem Kakšen stroj bomo uporabljali nastavimo v meniju pri
programu UGS NX4 DEPOCAM 6 Da bodo parametri primerjave enakovredni oz realni
bomo vzeli enake parametre obdelave frezanja
V naslednjih korakih bomo primerjali samo funkcije za programiranje časovne izdelave
simulacije obdelave v tem primeru v 2D in 3D ter primerjali potrebne funkcije da bomo
prišli do končnega rezultata kako dolgo bomo izdelek delali na CNC-stroju (časovni
parameter)
Univerza v Mariboru ndash Fakulteta za strojništvo Diplomsko delo
- 42 -
Časovna primerjava 2D-simulacije
Pri enakih parametrih izdelujemo luknje v 2D z orodjem 20R2 Če primerjamo čase
simulacije obdelave programov DEPOCAM 6 ter UGS NX4 ugotovimo da traja izdelava z
UGS NX4 3978 časa več kot z DEPOCAM 6 (slika 53 slika 54) Ob uporabi
dvojedrnega procesorja in delovnega pomnilnika 2 Gb opravimo delo s programom
DEPOCAM 6 v eni uri in 43 minutah s programom UGS NX4 pa šele v treh urah in 27
minutah
Slika 53 Prikaz primera primerjave programa 2D v DEPOCAM 6
Univerza v Mariboru ndash Fakulteta za strojništvo Diplomsko delo
- 43 -
Slika 54 Prikaz poti orodja pri 2D v UGS NX4
Časovna primerjava 3D-simulacije
Pri enakih parametrih opravimo grobo frezanje v 3D z orodjem 52R3 Če primerjamo čase
simulacije obdelave programov DEPOCAM 6 ter UGS NX4 ugotovimo da traja izdelava z
UGS NX4 4566 časa več kot z DEPOCAM 6 Ob uporabi dvojedrnega procesorja in
delovnega pomnilnika 2 Gb opravimo delo s programom DEPOCAM 6 v 14 urah in 43
minutah s programom UGS NX4 pa šele v 31 urah in 13 minutah (slika 55 slika 56 slika)
Univerza v Mariboru ndash Fakulteta za strojništvo Diplomsko delo
- 44 -
Slika 55 Prikaz 3D-programa ndash groba obdelava v DEPOCAM 6
Slika 56 Prikaz 3D-programa ndash groba obdelava v UGS NX4
Univerza v Mariboru ndash Fakulteta za strojništvo Diplomsko delo
- 45 -
6 PRIMERJAVA PROGRAMOV Z VIDIKA UPORABNIKA
61 Kriteriji primerjave
Na sliki 61 smo zbrali najpomembnejše kriterije (lastnosti) za primerjavo med programoma
PROGRAM LASTNOSTI
DEPOCAM 6 UGS NX4
Popolnost funkcij enostavna uporaba z že vpisanimi parametri
preveliko število funkcij (nepopolno dodelane)
Uporabniška prijaznost lepo pregledano nasičenost z ikonamifunkcijami
Časovna zahtevnost enostavno učenje za 3-osne stroje
zelo kompleksen program za katerega potrebujemo vsaj
osnovno šolanje
Kakovost programa hitro delovanje z zelo redkimi napakami pri izračunih poti
orodja
pogoste napake pri izračunu poti orodja ter dolg čas
izračuna
Razširljivost dokup dodatnih funkcij za 3+2-osno programiranje
dokup paketov CAM CAD CAE
Odprtost programa zaradi enostavnosti zelo odprt zapleten delno odprt odprt z vidika nadgradnje
Finančni vložek približno 12000 euro približno 5640 euro
Možnosti dogradnjepostprocesorjev za
krmilje CNC-strojev
zajema 20 postprocesorjev+nadgradnja
(Heidenhain 530i)
zajema 100 postprocesorjev+nadgradnja
(Heidenhain 530i)
Arhiv orodij možnost arhiviranja parametrov orodij
nima možnosti arhiviranja parametrov orodij
Čas izdelave izračuna poti orodja
hitra počasna
Čas izobraževanja 40 ur 4 x 40 ur
Slika 61 Prikaz primerjave nekaterih pomembnih lastnosti programov
Univerza v Mariboru ndash Fakulteta za strojništvo Diplomsko delo
- 46 -
Popolnost funkcij se v obeh programih odraža v različnih smereh ndash DEPOCAM 6 s svojo
enostavnostjo ne preobremeni uporabnika Funkcije so tudi grafično zelo nazorno prikazane
in enostavne za uporabo saj je potrebno vpisati le malo parametrov Moteče pa je lahko to da
se nam vsakič ko spremenimo kakšen parameter ustvari kopija le-tega npr če prestavimo
koordinatni sistem se nam kopira 3D-model Če nismo pozorni in ne izbrišemo predhodnega
lahko programiramo model v napačnem koordinatnem sistemu
Pri UGS NX4 pa imamo na voljo ogromno število funkcij ki so grafično zelo
izpopolnjene vendar moramo vse parametre vsakič ponovno vpisati Pojavljajo se tudi napake
funkcij ko moramo nprza potrditev klikniti BACK namesto običajnega OK (funkcija
transform - kopiranje) Takšne sicer malenkosti pa lahko imajo velik začetni vpliv na
uporabnika saj smo z nepopolnostjo funkcij v položaju zmedenosti Ima pa ta program to
dobro lastnost da je ob vsaki funkciji slikovna obrazložitev vpisanega parametra
Uporabniška prijaznost je poudarjena v programu DEPOCAM 6 kjer imamo manjše
število funkcij v zelo lepem preglednem načinu orodnih vrstic Manjka mogoče samo to da
bi se ob izbiri obdelave pojavili slikovni prikazi kaj katera funkcija pomeni Vsekakor lahko s
tem programom hitro določimo operacijo obdelave z majhnim številom vpisov parametrov v
njihova polja saj so ob nakup paketa že vpisani najbolj idealni parametri
Pri programu UGS NX4 pa uporabnika z izdelavo grafike ikon presenetita videz in nazorni
prikaz slik raznih obdelav moteče pa je nenehno vpisovanje parametrov v veliko število polj
za določevanje rezalnih orodnih parametrov Preveč funkcij povzroči zmedenost uporabnika
sploh zato ker nekaterih sploh ne uporabljamo
Časovna zahtevnost je manjša pri DEPOCAM 6 saj je program hitro učeč in sicer na 40-
urnem tečaju organiziranem pri zastopniku programske opreme
UGS NX4 pa zahteva zaradi svoje obširnosti precej več časa za učenje programiranja
CNC-strojev predviden je začetni tečaj 4 x 40 ur ki ga organizira zastopnik v Sloveniji
Odprtost programa si DEPOCAM 6 ustvarja s preprosto uporabo vendar je glede
nadgradnje z vidika funkcij nekoliko zaprt ampak moramo razumeti da gre za specifični
program
UGS NX4 pa je delno odprt zaradi svoje zapletenosti je pa zelo odprt za nadgradnjo z
drugimi programskimi paketi
Univerza v Mariboru ndash Fakulteta za strojništvo Diplomsko delo
- 47 -
Finančni vložek ob nakup predstavlja veliko breme za podjetje še posebej če to ni veliko
Tako stane osnovni paket DEPOCAM 6 približno 12000 euro UGS NX4 pa je cenejši in stane
približno 5640 euro
Možnosti dogradnje postprocesorjev za krmilje CNC-strojev imata oba programa pri
čemer upoštevamo da ima DEPOCAM 6 v osnovi 20 postprocesorjev in možnost nadgradnje
s plačilom UGS NX4 pa ima v osnovnem paketu 100 postprocesorjev in možnost nadgradnje
v željen postprocesor
Arhiv orodij ima DEPOCAM 6 in sicer z vpisanimi vsemi parametri (radij dolžina orodja
premer radij konice orodja itd) UGS NX4 pa takšnega arhiva orodij nima
Čas izdelave izračuna poti orodja je pri DEPOCAM 6 kratek še posebej pri 3D-
programiranju UGS NX4 pa ima do 50 daljši čas izračuna poti orodja v primerjavi z
DEPOCAM 6
Čas izobraževanja je pri DEPOCAM 6 zaradi večje prijaznosti do uporabnika krajši (40-urni
tečaj) medtem ko UGS NX4 zaradi obsežnosti od uporabnika zahteva več časa za osvojitev
osnovnih znanj programiranja (4 x 40-urni tečaj) in nadgradnje znanja (3 x 40-urni tečaj)
62 Ugotovitve
S praktičnim primerom in z opisom nekaj osnovnih funkcij smo primerjali dva programa za
CNC-programiranje CNC-strojev z ugotovitvijo da se med seboj precej razlikujeta že v
samem delovnem okolju in vse do programiranja z različnimi funkcijami
DEPOCAM 6 je precej primernejši za podjetja ki izdelujejo orodja v obratih z več CNC-
stroji kot pa za majhno podjetje z enim ali dvema strojema saj je finančni vložek 52 večji
kot pri programu UGS NX4 S tega vidika je UGS NX4 veliko boljši za majhna podjetja
prototipne oddelke kjer nimamo oddelka konstrukcije S takšnim paketom lahko narišemo
sprogramiramo analiziramo obdelovanec z manjšim finančnim vložkom ndash vse naredimo z
enim programom CAD CAM V zakup seveda jemljemo določene pomanjkljivosti tega
programa kot so čas izdelave programa čas izdelave na CNC-stroju večja obraba orodij
Vsak uporabnik se mora seveda vprašati kakšna bo namembnost programiranja ter koliko
Univerza v Mariboru ndash Fakulteta za strojništvo Diplomsko delo
- 48 -
časa bomo potrebovali za samo izdelavo programa in izdelka kakšna bo obraba orodij zaradi
slabo izračunanih poti orodja ter kolikšni bodo dodatni stroški opreme
Iz povedanega sledi da včasih z nakupom nepravilne (cenejše) programske opreme
izgubimo preveč časa in denarja zato je zelo pomembno preizkusiti in preučiti namembnost
programa ndash za kaj ga bomo uporabljali (orodjarstvo serijska proizvodnja hellip) saj s pravo
odločitvijo olajšamo delo uporabnikom in privarčujemo denar
Univerza v Mariboru ndash Fakulteta za strojništvo Diplomsko delo
- 49 -
7 SKLEP
Danes postaja tehnologija CNC-strojev s hitro rastjo vedno bolj kompleksnih obdelovancev
vse bolj zapletena zato je nujno razvijati različne primere metodologij z vsemi segmenti
ustvarjanja in prenosa informacij
Na podlagi zgodovinskih dejstev vidimo da je prišlo od sredine 50-tih let prejšnjega
stoletja do ogromnega porasta CNC-strojev Sama oblika in prenos NC-podatkov se bosta
morala spremeniti saj v takšni obliki ne zadovoljujeta več natančnosti NC-zapisa Vse
smernice potekajo k povezovanju strojev v sinhronizirana omrežja z vmesniki ki skrbijo da
pri prenosih podatkov ne prihaja do izgube informacij Spremembe se vršijo tudi v nenehni
izboljšavi postprocesorjev ki lahko s svojo zanesljivostjo generirajo podatke o gibanju osi s
pretvorbo v standardni zapis CNC-kode CNC-zapis ima vpliv na samo premikanje osi stroja
in z dobrim zapisom (postprocesiranjem) ki zajema bolj natančne parametre funkcij dobimo
boljšo kvaliteto krivulj z bolj nadzorovanimi delovnimi gibi
Ena takšnih metodologij je STEP-tehnologija ki prinaša nove prijeme pri reševanju
takšnih problemov in pomeni prihodnost nadgradnje sedanje metodologije Seveda pa
predstavlja za podjetja največji strošek programska oprema CNC-programiranja Da izberemo
najboljši programski paket se moramo ravnati po določenih kriterijih s katerimi zadovoljimo
potrebe proizvodnje CNC-strojev
Z opravljeno primerjavo dveh programov za CNC-programiranje (DEPOCAM 6 in UGS
NX4) smo spoznali različnost njunih funkcij delovnega okolja prijaznosti do uporabnika ter
zahtevnosti programske opreme Preizkusili smo tudi kakšna sta časa obdelave pri enakih
rezalnih parametrih Zaključimo lahko da sta programa različna že v samem konceptu
nastanka kjer je DEPOCAM 6 veliko bolj specifičen s svojo enostavnostjo kot programski
paket UGS NX4 Podjetje kot je Depo ponuja celovit paket stroja rezalnih orodij
programske opreme in nudi razvojno usmerjenost pri kateri ob preizkušanju svojih rezalnih
orodij dopolnjujejo programsko opremo z optimalnimi parametri poti in rezalnih sekvenc
parametrov Temu nasproti stoji cenovno zelo ugoden program UGS NX4 ki nam omogoča
popravljanje in modeliranje obdelovanca sta pa časa izdelave programa in izdelave
obdelovanca CNC-programa daljša za približno 40
Univerza v Mariboru ndash Fakulteta za strojništvo Diplomsko delo
- 50 -
S tem diplomskim delom smo želeli med drugim opozoriti da je še kako pomembno
katero programsko opremo bomo kupili kakšna bo namembnost programiranja koliko časa
bomo potrebovali za samo izdelavo programa in izdelka kakšna bo obraba orodij zaradi slabo
izračunanih poti orodja ter kolikšni bodo dodatni stroški ob dokupu opreme Z ozaveščenim
nakupom programskega paketa lahko namreč privarčujemo ogromno denarja in časa podjetju
saj lahko že s preprosto primerjavo programske opreme ugotovimo kateri programski paket je
za naše podjetje najboljši
Univerza v Mariboru ndash Fakulteta za strojništvo Diplomsko delo
- 51 -
8 VIRI
[1] Balič Jože CADCAM postopki univerzitetni učbenik Maribor Fakulteta za
strojništvo 2002
[2] Kraut Bojan Krautov strojniški priročnik 14 slovenska izdaja izdajo pripravila Jože
Puhar Jože Stropnik Ljubljana Littera picta 2003
[3] Ren Zoran Škerget Leopold Hriberšek Matjaž Kuhn Guumlnther (ur) Advanced
computational engineering mechanics proceedings of the 1 Workshop Maribor
Slovenia October 9-112003 Maribor Faculty of Mechanical Engineering 2003
[4] Strojnotehnološki priročnik 7 izdaja Ljubljana Tehniška založba Slovenije 1998
[5] Balič Jože Mikložič Andrej Kovačič Marjan Automatic generation of NC program
V Katalinić B (ur) DAAAM International scientific book 2003 Vienna DAAAM
International 2003
[6] Engineers Toolbox The advanced online resource for engineering calculations and
reference [svetovni splet] Engrasp Inc Dostopno na WWW
httpwwwengineerstoolboxcom [452009]
[7] Breznikar Igor Računalniško podprto programiranje v orodjarni s sistemom Depocam
seminarska naloga Maribor Fakulteta za strojništvo 2008
[8] STEP-NC Hlebanja Gorazd [svetovni splet] Engrasp Inc Dostopno na WWW
wwwsteptoolscomlibrarystepnc [452009]
[9] Seminarska NC-stroji Univerza za strojništvo Maribor [svetovni splet] Engrasp Inc
Dostopno na WWW httpmajauni-mbsisloseminarskeNC-
strojiDodatnoZgodovinski20pregledhtm [652009]
[10] NC-Graphics Wikipedia [svetovni splet] Engrasp Inc Dostopno na WWW
httpenwikipediaorgwikiNC Graphics [852009]
[11] UGS NX Wikipedia [svetovni splet] Engrasp Inc Dostopno na WWW
httpenwikipediaorgwikiUGS_NX [1252009]
Univerza v Mariboru ndash Fakulteta za strojništvo Diplomsko delo
- 52 -
9 PRILOGE
Življenjepis
Osebni podatki
Ime in priimek Primož Koležnik
Datum rojstva 12 12 1978
Državljanstvo Slovensko
Naslov Andraž nad Polzelo 87e 3313 Polzela
12121978 Rojen v Slovenj Gradcu
1998-1999 Zaključena Osnovna šola Radlje ob Dravi
1999 Vpis v Srednjo strojna šola v Mariboru smer strojni tehnik
2001 Prva zaposlitev Gorenje dd in delo v oddelku preoblikovanje pločevine linija
za izdelavo pločevinastih vrat ohišji tovarna hladilne tehnike
2003 Vpis na fakulteto za strojništvo v Mariboru Visoko šolski program smer
proizvodnjo strojništvo izredno
2003 -
2004
Zadolžitev dela tehnika proizvodnje toplotno izoliranje vrat in ohišji v programu
hladilne tehnike
2005 -
2006
Statistični pregled aparatov v programu hladilne tehnike službe zagotavljanje
kakovosti
2006 - Dela v obratni merilnici službe zagotavljanje kakovosti hladilne tehnike
Univerza v Mariboru ndash Fakulteta za strojništvo Diplomsko delo
- 53 -
2007
2007- 2008 Delo v proizvodnji mojster linije za prevzemanje končnih aparatov
2008
2009
Delo v prototipni CNC programiranje in operater na CNC stroju
Delo v Gorenje Orodjarna programer in oparater CNC frezalnih strojev
Prosti čas
Pohodništvo
Kolesarjenje
Obnavljanje starodobnikov
Univerza v Mariboru ndash Fakulteta za strojništvo Diplomsko delo
UNIVERZA V MARIBORU
FAKULTETA ZA STROJNIŠTVO
Primož KOLEŽNIK
Maribor junij 2009
PRIMERJAVA MED PROGRAMOMA DEPOCAM IN UGS NX4 ZA PROGRAMIRANJE CNC-STROJEV
KAZALO vsebine
1 1 UVOD
3 21 Mejniki razvoja NC-tehnologije
9 23 NC-stroji CNC-stroji in DNC-obrati
10 24 Adaptivno krmiljenje (AC)
11 25 Prilagodljivi obdelovalni sistemi (POS)
11 26 Vpliv NC-tehnologij na obdelovalno tehniko
15 3 TREND NA PODROČJU CNC-TEHNOLOGIJE
20 36 Funkcionalnost STEP-tehnologije
21 37 STEP-tehnologija kot nov jezik za CNC-krmilje
21 38 STEP-tehnologija kot problemsko orientirano programiranje
22 4 PRIMERJAVA MED PROGRAMOMA DEPOCAM 6 IN UGS NX4 ZA PROGRAMIRANJE NC-STROJEV
22 41 Pomembnosti programov za programiranje CNC-strojev
23 42 Opis programa za NC-programiranje DEPOCAM 6
24 43 Delovno okolje DEPOCAM 6
25 44 Opis programa za NC-programiranje UGS NX4
28 51 Slikovni prikaz funkcij za programiranje DEPOCAM 6 in UGS NX4
30 53 Postavitev in uvoz modela z DEPOCAM 6
30 54 Postavitev in uvoz modela z UGS NX4
31 55 Priprava površin s programom DEPOCAM 6
33 57 Določevanje varnostnih mej z DEPOCAM 6
34 58 Določevanje varnostnih mej z UGS NX4
35 59 Določevanje obdelovalnih operacij z DEPOCAM 6
37 510 Določevanje obdelovalnih operacij z UGS NX4
40 512 Analiza rezalnih poti UGS NX4
41 513 Primerjava z vidika programiranja
45 6 PRIMERJAVA PROGRAMOV Z VIDIKA UPORABNIKA
49 7 SKLEP
51 8 VIRI
52 9 PRILOGE
KAZALO SLIK
2 Slika 21 Prvi zapis funkcij na luknjast trak
5 Slika 23 Prvi numerično krmiljen obdelovalni stroj
9 Slika 25 Prikaz numeričnega upravljanja računalnika
11 Slika 26 Prikaz povezljivosti CNC-sistema s postprocesorjem
12 Slika 27 Prikaz padanja deleža elektronskih komponent
13 Slika 28 Prikaz naraščanja stroškov programske opreme
14 Slika 29 Deleži numeričnih strojev v proizvodnji
16 Slika 31 Prikaz heterogenega DNC-sistema
17 Slika 32 Prikaz prednosti uporabe STEP-tehnologije
18 Slika 33 Obsežne CMM za preverjanje geometrije komponent
19 Slika 34 Prikaz standardne G-kode v zapisih programov CNC
20 Slika 35 Prikaz pomembnih relacij v tehnologiji STEP-NC
25 Slika 41 Prikaz delovnega okolja DEPOCAM 6
27 Slika 42 Prikaz delovnega okolja UGS NX4
28 Slika 51 Prikaz funkcij za programiranje DEPOCAM 6
29 Slika 52 Prikaz funkcij za programiranje UGS NX4
42 Slika 53 Prikaz primera primerjave programa 2D v DEPOCAM 6
43 Slika 54 Prikaz poti orodja pri 2D v UGS NX4
44 Slika 55 Prikaz 3D-programa ndash groba obdelava v DEPOCAM 6
44 Slika 56 Prikaz 3D-programa ndash groba obdelava v UGS NX4
45 Slika 61 Prikaz primerjave nekaterih pomembnih lastnosti programov
1 UVOD
2 ZGODOVINSKI OPIS RAZVOJA CNC-TEHNOLOGIJE
Slika 21 Prvi zapis funkcij na luknjast trak
21 Mejniki razvoja NC-tehnologije
Slika 22 Prvi računalniki
Slika 23 Prvi numerično krmiljen obdelovalni stroj
1920193019401950196019701980ČAS NASTANKATEHNOLOŠKI NIVO
RAZVOJ CNC PROGRAMIRANJA
UNIVERZALNEPRODUKCIJSKEAVTOMATI
22 Razvoj numerično krmiljenih strojev v Sloveniji
23 NC-stroji CNC-stroji in DNC-obrati
Slika 25 Prikaz numeričnega upravljanja računalnika
24 Adaptivno krmiljenje (AC)
25 Prilagodljivi obdelovalni sistemi (POS)
Slika 26 Prikaz povezljivosti CNC-sistema s postprocesorjem
26 Vpliv NC-tehnologij na obdelovalno tehniko
0204060801001201960196219641966196819701972197419761978198019821984198619881990RELEJNA TEHNIKA IN ELEKTRONSKE CEVITRANZISTORKSA TEHNIKATEHNIKA INTEGRIRANIH VEZIJINEGRACIJA Z MINIRAČUNALNIKI (CNC 1)MIKROPROCESORSKA INEGRACIJA(CNC 2)VLSI TEHNIKA (CNC 3)
Slika 27 Prikaz padanja deleža elektronskih komponent
020406080100196719681969197019711972197319741975197619771978197919801981198219831984
Slika 28 Prikaz naraščanja stroškov programske opreme
27 Prihodnost razvoja
MasovnaSerijskaIndividualnaMaloserijska
Deleži numeričnih strojev v proizvodnji
Slika 29 Deleži numeričnih strojev v proizvodnji
3 TREND NA PODROČJU CNC-TEHNOLOGIJE
31 Predstavitev tehnologije STEP-NC
Slika 31 Prikaz heterogenega DNC-sistema
32 STEP-proizvodnja
33 Informacijski model
Slika 32 Prikaz prednosti uporabe STEP-tehnologije
34 Lastnosti STEP-NC
35 Sedanji problemi
Slika 33 Obsežne CMM za preverjanje geometrije komponent
Slika 34 Prikaz standardne G-kode v zapisih programov CNC
Slika 35 Prikaz pomembnih relacij v tehnologiji STEP-NC
36 Funkcionalnost STEP-tehnologije
37 STEP-tehnologija kot nov jezik za CNC-krmilje
38 STEP-tehnologija kot problemsko orientirano programiranje
4 PRIMERJAVA MED PROGRAMOMA DEPOCAM 6 IN UGS NX4 ZA PROGRAMIRANJE NC-STROJEV
41 Pomembnosti programov za programiranje CNC-strojev
42 Opis programa za NC-programiranje DEPOCAM 6
43 Delovno okolje DEPOCAM 6
Slika 41 Prikaz delovnega okolja DEPOCAM 6
44 Opis programa za NC-programiranje UGS NX4
45 Delovno okolje UGS NX4
Slika 42 Prikaz delovnega okolja UGS NX4
5 PRAKTIČNI PRIMER PROGRAMIRANJA S PROGRAMOMA DEPOCAM 6 IN UGS NX4
51 Slikovni prikaz funkcij za programiranje DEPOCAM 6 in UGS NX4
Slika 51 Prikaz funkcij za programiranje DEPOCAM 6
Slika 52 Prikaz funkcij za programiranje UGS NX4
52 Uvoz modela ndash primerjava
53 Postavitev in uvoz modela z DEPOCAM 6
54 Postavitev in uvoz modela z UGS NX4
55 Priprava površin s programom DEPOCAM 6
56 Priprava površin s programom UGS NX4
57 Določevanje varnostnih mej z DEPOCAM 6
58 Določevanje varnostnih mej z UGS NX4
59 Določevanje obdelovalnih operacij z DEPOCAM 6
510 Določevanje obdelovalnih operacij z UGS NX4
511 Analiza rezalnih poti DEPOCAM 6
512 Analiza rezalnih poti UGS NX4
513 Primerjava z vidika programiranja
514 Praktični primer ndash čas obdelave narejene z DEPOCAM 6 in UGS NX4
Slika 53 Prikaz primera primerjave programa 2D v DEPOCAM 6
Slika 54 Prikaz poti orodja pri 2D v UGS NX4
Slika 55 Prikaz 3D-programa ndash groba obdelava v DEPOCAM 6
Slika 56 Prikaz 3D-programa ndash groba obdelava v UGS NX4
6 PRIMERJAVA PROGRAMOV Z VIDIKA UPORABNIKA
61 Kriteriji primerjave
Na sliki 61 smo zbrali najpomembnejše kriterije (lastnosti) za primerjavo med programoma
Slika 61 Prikaz primerjave nekaterih pomembnih lastnosti programov
62 Ugotovitve
7 SKLEP
8 VIRI
9 PRILOGE
Opravilna vrstica za izbiro varnostnih linij in zaznavo površin hellip13
13
Opravilna vrstica za izbiro obdelovalnih operacij13
13
Opravilna vrstica za izbiro različnih pogledov modela13
13
Osnovna opravilna vrstica - zavesni meni13
13
Stroju specifični program komponente s podatki o gibanju osi ki ga generira postprocesor13
Dobavitelj specifične razrešitve originalnega standarda13
Samo primitivni gibalni in priklopni ukazi 13
Ni standardiziranega podatkovnega formata za procesiranje krivulj in softiciranih NC-tehnologij13
13
N05 G5413
N10 G00 Z1000013
N15 G91 G0 Z20013
N20 T5 D1 WW13
N30 G90 M513
N35 G00 X0000 Y-150000 N40 G00 Z500013
N45 M0813
N50 S318300013
N55 M0313
N60 F147700013
N65 G00 X60000 Y-150000 N70 G00 Z500013
N75 G00 X60000 Y-150000 N80 G01 Z-050013
13
13
Idealen za papirni trak13
13
STEP-NC nadomešča G-kodo z bogatim integriranim podatkovnim formatom13
13
Navigator ˝prikaz modela in vseh operacij˝13
13
Prikaz procesiranja programa - proces Manager13
13
Ustvarjanje programa orodja geometrije operacije metode13
13
Osnovna opravilna vrstica -zavesni meni13
13
Postavitev koordinatnega sistema13
13
Navigator ˝hitri dostop do operacij in pregled˝13
13
Navigator ˝prikaz modela in vseh operacij˝ s katerimi opravljamo vse pomembne funkcije13
13
Funkcije za določevanje varnostnih mej13
13
Pregled postprocesiranja operacij13
13
Pregled postprocesiranja operacij in simulacija rezalnih poti 2D 3D13
13
Nastavitev vseh parametrov odrezavanja13
13
Navigator operacij vklop označevanje in postprocesiranje operacij13
13
Določevanje obdelovalnih površin in varnostnih mej13
13
13
13
13
13
13
13
13
13
13
STROŠKI STROJNE OPREME13
13
STROŠKI PROGRAMSKE OPREME13
13
13
13
Univerza v Mariboru ndash Fakulteta za strojništvo Diplomsko delo
- II -
ZAHVALA
Zahvaljujem se mentorju izr prof dr Miranu
Brezočniku in somentorju red prof dr Jožetu Baliču
za pomoč in vodenje pri opravljanju diplomskega dela
Zahvaljujem se tudi Gorenju dd za omogočen dostop
do podatkov
Posebna zahvala velja družini ki me je spremljala pri
študiju in mi nudila moralno podporo
Univerza v Mariboru ndash Fakulteta za strojništvo Diplomsko delo
- III -
PRIMERJAVA MED PROGRAMOMA DEPOCAM IN UGS NX4
ZA PROGRAMIRANJE CNC-STROJEV
Ključne besede CNC-stroji CNC-programiranje NC-program STEP-NC študij
primerov DEPOCAM 6 UGS NX4
UDK 0048962-5(0432)
Povzetek
V diplomskem delu smo najprej povzeli zgodovinski razvoj NC-tehnologije in navedli
sodobne trende na tem področju Nekoliko podrobneje smo se posvetili STEP-NC
metodologij Jedro naloge je posvečeno primerjalni študiji med programoma DEPOCAM 6 in
UGS NX4 za NC-programiranje Vpeljali smo različne kriterije primerjave programa pa smo
primerjali tudi na osnovi izvedbe praktičnih primerov
Ugotovili smo da se programa precej razlikujeta zato je bilo tudi pričakovati velik razkorak
časa izdelave med dvema operacijama z istimi rezalnimi parametri Ugotovili smo da je
programski paket DEPOCAM 6 veliko boljši pri časovni primerjavi ker je specializiran
program za programiranje CNC strojev vendar z njim ne moremo narisati ali popravljati 3D-
risb Po drugi strani pa je paket UGS NX4 splošen paket za 3D-risanje in analiziranje
simuliranje različnih obremenitev na obdelovancu zato je primeren za prototipne delavnice
kjer lahko obdelovanec nenehno spreminjamo in dograjujemo Takšen paket je dobrodošel
tam kjer so operater programer in konstrukter na enem delovnem mestu
Univerza v Mariboru ndash Fakulteta za strojništvo Diplomsko delo
- IV -
COMPARISON BETWEEN DEPOCAM END UGS NX4
PROGRAMS FOR PROGRAMMING OF CNC-MACHINES
Key words CNC-machines CNC programming NC-program STEP-NC case studies
DEPOCAM 6 UGS NX4
UDK 0048962-5(0432)
Abstract
In this thesis we summarized the development of NC-technology throughout the history and
stated modern trends of this area STEP-NC technology was discussed in more detail The
main part of the thesis includes the comparison of DEPOCAM 6 and UGS NX4 programmes
for programming We initiated different criteria of comparison and compared the programmes
in two practical cases
The important realization was that the two types of software are very different therefore a
large difference in production time was expected We established that the DEPOCAM 6
software is much better in production time as it is specialised for programming CNC- sided
moulding machines however it cannot be used for drawing or editing 3D pictures On the
other hand this software is appropriate for programming CNC machines UGD NX4 as
mechanical system enables general usage of 3D drawing and analysing simulating different
pressure on the product during process therefore ii is appropriate for prototype workshops
where the product can be changed during the process at any time Such package is appreciated
where the operator the programmer and the constructor are working together
Univerza v Mariboru ndash Fakulteta za strojništvo Diplomsko delo
- V -
KAZALO VSEBINE
1 UVOD1
2 ZGODOVINSKI OPIS RAZVOJA CNC-TEHNOLOGIJE 2
21 Mejniki razvoja NC-tehnologije3
22 Razvoj numerično krmiljenih strojev v Sloveniji8
23 NC-stroji CNC-stroji in DNC-obrati 9
24 Adaptivno krmiljenje (AC)10
25 Prilagodljivi obdelovalni sistemi (POS)11
26 Vpliv NC-tehnologij na obdelovalno tehniko11
27 Prihodnost razvoja 13
3 TREND NA PODROČJU CNC-TEHNOLOGIJE 15
31 Predstavitev tehnologije STEP-NC 15
32 STEP-proizvodnja 16
33 Informacijski model 17
34 Lastnosti STEP-NC17
35 Sedanji problemi 18
36 Funkcionalnost STEP-tehnologije 20
37 STEP-tehnologija kot nov jezik za CNC-krmilje21
38 STEP-tehnologija kot problemsko orientirano programiranje 21
4 PRIMERJAVA MED PROGRAMOMA DEPOCAM 6 IN UGS NX4 ZA
PROGRAMIRANJE NC-STROJEV 22
41 Pomembnosti programov za programiranje CNC-strojev22
42 Opis programa za NC-programiranje DEPOCAM 6 23
43 Delovno okolje DEPOCAM 624
44 Opis programa za NC-programiranje UGS NX425
45 Delovno okolje UGS NX427
Univerza v Mariboru ndash Fakulteta za strojništvo Diplomsko delo
- VI -
5 PRAKTIČNI PRIMER PROGRAMIRANJA S PROGRAMOMA DEPOCAM 6
IN UGS NX4 28
51 Slikovni prikaz funkcij za programiranje DEPOCAM 6 in UGS NX428
52 Uvoz modela ndash primerjava 29
53 Postavitev in uvoz modela z DEPOCAM 630
54 Postavitev in uvoz modela z UGS NX4 30
55 Priprava površin s programom DEPOCAM 6 31
56 Priprava površin s programom UGS NX4 32
57 Določevanje varnostnih mej z DEPOCAM 6 33
58 Določevanje varnostnih mej z UGS NX434
59 Določevanje obdelovalnih operacij z DEPOCAM 6 35
510 Določevanje obdelovalnih operacij z UGS NX4 37
511 Analiza rezalnih poti DEPOCAM 6 39
512 Analiza rezalnih poti UGS NX4 40
513 Primerjava z vidika programiranja 41
514 Praktični primer ndash čas obdelave narejene z DEPOCAM 6 in UGS NX4 41
6 PRIMERJAVA PROGRAMOV Z VIDIKA UPORABNIKA45
61 Kriteriji primerjave 45
62 Ugotovitve 47
7 SKLEP 49
8 VIRI51
9 PRILOGE 52
Univerza v Mariboru ndash Fakulteta za strojništvo Diplomsko delo
- VII -
KAZALO SLIK
Slika 21 Prvi zapis funkcij na luknjast trak2Slika 22 Prvi računalniki 3Slika 23 Prvi numerično krmiljen obdelovalni stroj5Slika 25 Prikaz numeričnega upravljanja računalnika 9Slika 26 Prikaz povezljivosti CNC-sistema s postprocesorjem11Slika 27 Prikaz padanja deleža elektronskih komponent12Slika 28 Prikaz naraščanja stroškov programske opreme 13Slika 29 Deleži numeričnih strojev v proizvodnji14Slika 31 Prikaz heterogenega DNC-sistema 16Slika 32 Prikaz prednosti uporabe STEP-tehnologije 17Slika 33 Obsežne CMM za preverjanje geometrije komponent 18Slika 34 Prikaz standardne G-kode v zapisih programov CNC 19Slika 35 Prikaz pomembnih relacij v tehnologiji STEP-NC 20Slika 41 Prikaz delovnega okolja DEPOCAM 625Slika 42 Prikaz delovnega okolja UGS NX4 27Slika 51 Prikaz funkcij za programiranje DEPOCAM 628Slika 52 Prikaz funkcij za programiranje UGS NX4 29Slika 53 Prikaz primera primerjave programa 2D v DEPOCAM 6 42Slika 54 Prikaz poti orodja pri 2D v UGS NX443Slika 55 Prikaz 3D-programa ndash groba obdelava v DEPOCAM 6 44Slika 56 Prikaz 3D-programa ndash groba obdelava v UGS NX4 44Slika 61 Prikaz primerjave nekaterih pomembnih lastnosti programov 45
Univerza v Mariboru ndash Fakulteta za strojništvo Diplomsko delo
- VIII -
UPORABLJENE KRATICE
AAM (Application Activity Model) Model področja
aktivnosti
AIC (Application Interpreted Constructs) Deljivi resursi
AIM (Application Interpreted Model) Aplikacijski
interpretirani model
AP (Applicatin Protocol) Aplikacijski protokol
API (Application Programming Interface) Aplikacijski programski
˝interfejs˝
CAD (Computer Aided Design) Računalniško podprte
oblikovanje
CAE (Computer Aided Engineering) Računalniško podprte
tehnične analize
CAM (Computer Aided Manufacturing) Računalniško podprta
proizvodnja
CAPP (Computer Aided Process Planning) Računalniško podprto
načrtovanje procesa
CNC (Computer Numerical Control) Računalniško numerično
krmilje
NC (Numerical Control) Numerično krmiljenje
DNC (Direct Numerical Control) Neposredno numerično
krmiljenje
ADNC (Application Direct Numerical Control) Aplikacijsko neposredno
numerično krmilje
Univerza v Mariboru ndash Fakulteta za strojništvo Diplomsko delo
- IX -
CAID (Centre of Applied Industrial Design) Center za dizajn
PMI (Product and Manufacturing Information) Produktni in proizvodni
podatki
PDM (Pruduct Data Management) Upravljanje s podatki v
proizvodnji
PLM (Product Lifecycle Management) Računalniško podprt
sistem za spremljanje
razvojnega cikla izdelka
IGES (Initial Graphics Exchange Standard) Standard za razumevanje
proizvodnje
ISO (International Organization for
Standardization)
Mednarodna
organizacija za
standardizacijo
STEP-NC (STEP Numeric Control) Razširjeni STEP
standard za NC-stroje
STEP (Standard for the Exchange of Product Model
Data)
Standard za razumevanje
podatkov proizvodnje
Univerza v Mariboru ndash Fakulteta za strojništvo Diplomsko delo
- 1 -
1 UVOD
V začetku diplomskega dela bomo predstavili zgodovino nastanka CNC-tehnologije in
prihodnost nekaterih metodologij zapisa CNC-programa s STEP-tehnologijo Na to bomo
izvedli primerjavo med programoma za CNC-programiranje strojev DEPOCAM 6 in UGS
NX4 ter primerjali nekatere osnovne funkcije obdelav s programoma Izvedli bomo tudi
primerjavo časa izdelave obdelovanca v programskem okolju Za to primerjavo bomo vnašali
v oba programa enake parametre odrezavanja pomike enako število obratov parametre
orodja in ugotavljali kakšen je čas operacij 2D in 3D med programoma Vršili bomo
primerjavo med programoma z vidika
finančnega vložka
popolnosti funkcij
uporabniške prijaznosti
časovne zahtevnosti
možnosti dogradnje postprocesorjev za krmilje CNC-strojev
arhiviranja orodij
časa izobraževanja
časa izdelave izračunov poti orodja
Za primerjanje programske opreme smo se odločili da bi ugotovili katere so dobre in
slabe strani programov in kako lahko določimo področje uporabe v proizvodnji Z vidika
primerjave je glede CNC-programske opreme napisanega premalo da bi ob nakupu takšne
opreme lahko primerjali lastnosti med programi in opravili najboljšo izbiro Veliko podjetij se
ob nakupu programske opreme odloči napačno ker se izbere programska oprema ki ne
dosega optimalnih rezultatov na strojih v določeni proizvodnji (orodjarstvo serijska
proizvodnja) S takšnimi odločitvami podjetja izgubijo finančna sredstva in tudi
konkurenčnosti proti drugim podjetjim
Univerza v Mariboru ndash Fakulteta za strojništvo Diplomsko delo
- 2 -
2 ZGODOVINSKI OPIS RAZVOJA CNC-TEHNOLOGIJE
Želji po napredku ki je prisotna v slehernem od nas ves čas botrujejo okoliščine ki jo
vzpodbujajo in včasih tudi usmerjajo Tako lahko le za redke izume trdimo da so plod
popolnoma neodvisne ideje V večini primerov so to izsledki temeljnih znanstvenih disciplin
kot sta matematika in fizika Na področju aplikativnih znanosti pa so izumi večinoma
pogojeni z razvojem tehnike in znanosti nasploh To še posebej velja za razvoj obdelovalnih
strojev kjer zgodovino poleg temeljnih znanosti krojijo še mnogi družbeni dejavniki ter
trenutne potrebe trga
Tako je prvi NC-stroj nastal zaradi potreb vojaške industrije ki je potrebovala orodje za
izdelavo vse zahtevnejših letal in letalskih pogonov Seveda bi si ta industrija podobne stroje
želela že prej vendar zanje čas še ni ˝dozorel˝ Pred njimi so morali nastati nekateri izumi in
ideje ki so ustvarili podlago in sprožili željo po izdelavi raquoSistema za neposredno krmiljenje
položaja vreten obdelovalnih strojev preko izhoda računskega strojalaquo kot se je glasil opis
naročila projekta ameriške vojske ki ga je prevzel John Parsons na MIT in ga danes štejemo
za izumitelja NC-stroja
Slika 21 Prvi zapis funkcij na luknjast trak
Univerza v Mariboru ndash Fakulteta za strojništvo Diplomsko delo
- 3 -
21 Mejniki razvoja NC-tehnologije
Idejo o krmiljenju naprav po vnaprej določenem scenariju lahko zasledimo že v 14 stoletju
ko so zvonove krmilili s posebnimi bodičastimi valji in na ta način dobili želeno ˝melodijo˝
ki se je lahko večkrat ponovila Razvoj sistema numerično vodenih obdelovalnih strojev je s
podobnimi izumi v tesni zvezi na njegov nastanek in nezadržni razcvet pa močno vpliva
razvoj elektronike in računalniške tehnike
V nadaljevanju je podanih nekaj ključnih zgodovinskih mejnikov razvoja krmilne tehnike
in numerično krmiljenih strojev
1808 je Joseph M Jacquard uporabil pločevinaste kartice z luknjicami za krmiljenje
tkalskih strojev in tako iznašel prenosljiv nosilec podatkov
1863 je M Fourneaux patentiral avtomatski klavir znan pod imenom Pianola Srce
klavirja je poleg običajnih klavirskih sestavnih delov vsebovalo približno 30 cm širok
papirnat trak z luknjicami (slika 21) skozi katere je stisnjen zrak krmilil mehanično
tipkovnico in igral melodije kodirane na papirnatem traku To metodo so nato
razvijali da je bilo mogoče regulirati tudi zvok jakost ter hitrost igranja kar je
omogočilo precej natančno izvedbo klavirskih skladb
Slika 22 Prvi računalniki
Univerza v Mariboru ndash Fakulteta za strojništvo Diplomsko delo
- 4 -
1938 je Claude E Shannon med pripravo svoje doktorske naloge na Massachusetts
Institute of technology (MIT) prišel do spoznanja da sta avtomatski preračun ter
prenos podatkov mogoča samo v dvojiški obliki in ob uporabi Boolove algebre ter da
so elektronska stikala edine praktično uporabne komponente za ta namen
1946 sta dr John W Mauchly in dr J Presper Eckert izdelala in dobavila ameriški
vojski prvi digitalni računalnik Eniac (slika 22)
1949ndash1952 je John Parsons v okviru MIT po naročilu ameriških letalskih sil razvil
˝Sistem za neposredno krmiljenje položaja vreten obdelovalnih strojev preko izhoda
računskega stroja˝ in kot dokaz o delovanju oblikoval izdelek Parsons je s svojim
projektom podal štiri ključna izhodišča za nadaljnji razvoj ideje o numeričnem
krmiljenju
o izračunana pot orodja se hrani na luknjani kartici
o luknjane kartice se na stroju avtomatično berejo
o kontrolira se gibanje orodja
o na osnovi teh podatkov se opravlja gibanje po koordinatnih poteh s servomotorji
Univerza v Mariboru ndash Fakulteta za strojništvo Diplomsko delo
- 5 -
Slika 23 Prvi numerično krmiljen obdelovalni stroj
1952 je pričel na MIT delovati prvi numerično krmiljeni obdelovalni stroj z imenom
Cincinnati Hydrotel z navpičnim vretenom Krmilje je bilo izvedeno z elektronkami
omogočalo je hkratno premikanje treh osi (3D-linearna interpolacija) in dobivalo
podatke preko dvojiško kodiranih luknjanih trakov (slika 23) S temi stroji je bilo
možno izdelati vedno zahtevnejše integralne dele za potrebe letalske industrije Šlo je
za izdelke ki jih je bilo možno natančno opisati z malo matematičnimi podatki vendar
zelo težko ročno izdelati
1954 odkupi podjetje Bendix Parsonsove patentne pravice in proizvede prvi
industrijsko izdelan NC-stroj prav tako z uporabo elektronk
1957 postavijo ameriške letalske sile (US Air Force) prve NC-rezkalne stroje v svoje
delavnice
Univerza v Mariboru ndash Fakulteta za strojništvo Diplomsko delo
- 6 -
1958 je bil predstavljen prvi programski jezik s simboli imenovan APT in sicer v
povezavi z računalnikom IBM 704 Pomeni začetek strojnega programiranja
1960 predstavijo nemški proizvajalci na sejmu v Hannovru svoje prve NC-stroje Za
numerična krmilja pričnejo v tem letu uporabljati tranzistorska vezja
1963 je bil izdelan prvi specialni NC-stroj
1965 iznajdejo avtomatični izmenjevalnik orodja
1968 postanejo z uporabo IC-tehnike (integralna vezja) krmilja manjša in
zanesljivejša
1969 uporabijo v podjetju SUNDSTRAND Omnicontrol v ZDA prve DNC-naprave
1970 iznajdejo avtomatično menjavo obdelovancev z menjavo transportnih palet
1972 omogočijo prvi NC-stroji s serijsko vgrajenim miniračunalnikom razvoj novi
generaciji zmogljivejših računalniško krmiljenih strojev ki pa so jih kmalu zamenjali
CNC-stroji z mikroprocesorji
1974 je bil izdelan prvi večoperacijski CNC-obdelovalni stroj
1975 iznajdejo avtomatične korekture orodja (povratni hod)
Univerza v Mariboru ndash Fakulteta za strojništvo Diplomsko delo
- 7 -
1976 pričnejo za krmilja CNC-strojev uporabljati mikroprocesorje
1977 iznajdejo avtomatični nadzor življenjske dobe orodja (AC-krmilja)
1978 so zasnovani prvi prilagodljivi proizvodni sistemi (POS)
1980 so programska orodja ki so jih razvili in pričeli integrirati v CNC-stroje
omogočila programiranje neposredno na strojih in sprožila spopade za in proti
krmiljem z ročnim vnosom podatkov CNC-krmilja že vsebujejo podprograme za
pomoč pri izdelavi programov za proizvodnjo
1984 postavijo zelo zmogljivi CNC-stroji podprti s programskimi orodji z grafičnim
prikazom nova merila za programiranje proizvodnje
198687 omogočajo standardni programski in računalniški vmesniki povezavo strojev
v avtomatizirano tovarno na podlagi računalniških mrež (CIM in JIT)
Univerza v Mariboru ndash Fakulteta za strojništvo Diplomsko delo
- 8 -
1920
1930
1940
1950
1960
1970
1980ČA
S N
ASTA
NKA
TEHNOLOŠKI NIVO
RAZVOJ CNC PROGRAMIRANJA
UNIVERZALNE
PRODUKCIJSKE
AVTOMATI
Slika 24 Prikaz razvoja CNC-programiranja
22 Razvoj numerično krmiljenih strojev v Sloveniji
Pri nas so se prvi NC-stroji pojavili okrog leta 1976 in sicer v Železarni Ravne kjer sta bila
proizvajalca Pratt amp Whitney na tedanji Višji tehniški šoli v Mariboru ter na Fakulteti za
strojništvo v Ljubljani pa vrste Cincinnati Milacron Med prve moderno opremljene tovarne
prištevamo še Litostrojevo tovarno viličarjev kjer se je proizvodnja na sodobnih CNC-strojih
začela leta 1979 Na območju nekdanje Jugoslavije so prvi NC-stroj pognali v Prvomajski v
Zagrebu ( prikaz razvoja slika 24)
Naše tovarne se z izdelavo računalniško krmiljenih stružnic in vrtalno-rezkalnih strojev za
obdelavo kovin niso ukvarjale Poleg bogate ponudbe iz tujine so s tovrstnimi stroji tovarne
bivše Jugoslavije opremljali Prvomajska iz Zagreba in še nekateri drugi proizvajalci Med
našimi proizvajalci velja omeniti Iskro ki je izdelala krmilnik CNC-2T Litostroj je izdelal
Univerza v Mariboru ndash Fakulteta za strojništvo Diplomsko delo
- 9 -
več različnih CNC-preoblikovalnih strojev in linij za razrez pločevine v Gorenju so izdelali
robota itd
Precej več je bilo narejenega na razvoju programske opreme za računalniško načrtovanje
izdelovalnega procesa (CAP) kjer beležimo nekaj odmevnih izdelkov s področja
računalniškega programiranja NC-strojev in upravljanja proizvodnih procesov
23 NC-stroji CNC-stroji in DNC-obrati
Prvotni koncept numeričnega krmiljenja (NC) je s pojavom miniračunalnikov še bolj pa s
pojavom mikroračunalnikov prerasel v dosti naprednejši CNC-koncept CNC je okrajšava za
Computerized Numerical Control v bistvu pa pomeni krmilje z vgrajenim računalnikom
Vgrajen računalnik je olajšal upravljanje stroja omogočil izvajanje zahtevnejših računskih
operacij na njem (interpolacije višjega reda) izboljšal pomnilniške kapacitete krmilja
predvsem pa omogočil povezovanje krmilijstrojev v industrijske računalniške mreže (slika
25)
Slika 25 Prikaz numeričnega upravljanja računalnika
Univerza v Mariboru ndash Fakulteta za strojništvo Diplomsko delo
- 10 -
To zadnjo lastnost s pridom uporablja koncept DNC-obrata Kratica pomeni Direct
Numerical Control ali neposredno numerično krmiljenje gre pa za idejo osrednjega
nadzornega računalnika ki upravlja več CNC-strojev ˝Upravljanje˝ je v večini primerov
omejeno na osrednje shranjevanje NC-programov ter prenos le-teh od računalnika do strojev
in nazaj Seveda lahko ima osrednji računalnik tudi bolj zahtevne naloge kot so zbiranje
podatkov o delovanju strojev upravljanje toka materiala in celo upravljanje proizvodnje
Zaradi stalnega padanja cen elektronskih komponent in hitrega razvoja mikroračunalniške
tehnologije najdemo danes NC-stroje le še v arhivih in zgodovinskih učbenikih sicer pa so
moderni numerično krmiljeni stroji izključno CNC-stroji
24 Adaptivno krmiljenje (AC)
Iz jedra osnove numerično krmiljenih strojev ne smemo izpustiti adaptivnega krmiljenja s
katerim skušamo numerično krmiljene stroje avtomatizirati do te mere da bomo med
obratovanjem lahko vplivali na sam proces odrezavanja in s tem tudi na glavni čas obdelave
Vsa do sedaj omenjena avtomatizacija namreč služi le skrajševanju pomožnih in pripravnih
časov ki jih lahko z umno organizacijo in uporabo sistemov za avtomatsko menjavo
obdelovancev tudi izničimo
Adaptivno krmiljeni sistemi pa z avtomatskimi napravami vplivajo na proces odrezavanja
in sicer z namenom skrajševanja glavnega časa obdelave AC-sistemi so torej posebna oblika
krmilja kjer je postopek odrezavanja vključen v regulacijski krog
Postopek odrezavanja je navadno vnaprej predviden in določen z osnovnimi odrezovalnimi
parametri (globina rezanja podajanje rezalna hitrost) ki so izračunani glede na neke
standardne delovne pogoje Ti pogoji pa lahko od dejanskih bistveno odstopajo kar lahko s
tipali zaznamo kot na primer manjšo obremenitev stroja in podobno V tem primeru lahko
parametre spremenimo in tako vplivamo na glavni obdelovalni čas Podobno lahko z
merjenjem odrivne sile na orodju zaznamo obrabljenost orodja in ga pravočasno zamenjamo ndash
še preden proizvedemo izmet Numerično krmiljen stroj opremljen s potrebnimi tipali in
krmiljem ki ta tipala nadzoruje imenujemo adaptivno krmiljen stroj
Univerza v Mariboru ndash Fakulteta za strojništvo Diplomsko delo
- 11 -
25 Prilagodljivi obdelovalni sistemi (POS)
Prilagodljive obdelovalne sisteme (POS) bi lahko imenovali tudi izpopolnjena nadgradnja
DNC-sistema Prilagodljiv obdelovalni sistem je skupek CNC-strojev ki so med sabo fizično
in podatkovno (logično) povezani Za fizično povezavo skrbi transportni oziroma logistični
sistem za podatkovno pa računalniško omrežje in osrednji nadzorni računalnik V takšen
sistem povezujemo stroje z namenom večje avtomatizacije delovnega procesa in s tem
skrajšanja proizvodnih časov POS se od DNC razlikuje predvsem po vlogi nadzornega
računalnika ki tukaj poleg obdelovalnega regulira še logistični sistem (slika 26)
Prilagodljivi obdelovalni sistemi so namenjeni izdelavi tehnološko podobnih delov
omogočajo pa optimizacijo celotnega sistema in s tem hitrejše ter učinkovitejše odpravljanje
motenj v procesu
Slika 26 Prikaz povezljivosti CNC-sistema s postprocesorjem
26 Vpliv NC-tehnologij na obdelovalno tehniko
Z novimi iznajdbami na področju elektronike in elektrotehnike (tranzistor integrirana vezja
hellip) so se na področju izdelave krmilnih naprav za numerično krmiljene strojev odprle številne
nove možnosti V prvi fazi je napredek tekel predvsem v smeri povečanja sposobnosti
krmilnih enot kjer je bil vrhunec dosežen z vgradnjo računalnika v krmilje (slika 27) V
Univerza v Mariboru ndash Fakulteta za strojništvo Diplomsko delo
- 12 -
drugi fazi pa so elektronske komponente začeli vgrajevati tudi v ostale dele stroja da bi s tem
dvignili nivo avtomatizacije ter dodatno skrajšali pripravljalni in nastavni čas Hiter napredek
je omogočilo predvsem hitro padanje cen elektronskih komponent ki so v začetnem obdobju
predstavljale levji delež stroškov izdelave numerično krmiljenega stroja danes pa pomenijo
že manj kot 10 odstotkov vrednosti celotnega stroja ( slika 28)
0
20
40
60
80
100
120
1960
1962
1964
1966
1968
1970
1972
1974
1976
1978
1980
1982
1984
1986
1988
1990
RELEJNA TEHNIKA IN ELEKTRONSKE CEVI
TRANZISTORKSA TEHNIKA
TEHNIKA INTEGRIRANIH VEZIJ
INEGRACIJA Z MINIRAČUNALNIKI (CNC 1)
MIKROPROCESORSKA INEGRACIJA(CNC 2)
VLSI TEHNIKA (CNC 3)
Slika 27 Prikaz padanja deleža elektronskih komponent
Z vključitvijo mikroračunalnika v krmilje stroja so se odprle dodatne možnosti za dvig
avtomatizacije proizvodnje predvsem pa za izdelavo vse zahtevnejših oblik Obenem se
pojavijo tudi težnje da bi večji del programerskih funkcij postavili neposredno na krmilje
stroja K sreči so se te težnje kmalu izgubile saj bi danes to pomenilo da bi stroj vreden
nekaj 100 tisoč evrov namesto svoje ciljne funkcije opravljal delo osebnega računalnika
vrednega nekaj 300 evrov Je pa omenjeni trend pustil pozitivne posledice pri razvoju
konvencionalnih univerzalnih strojev Ti so danes prav tako že opremljeni s krmilji vendar je
postavitev vseh elementov še vedno prirejena človeku ki s strojem dela in ne avtomatskim
strežnim napravam kot je to običaj pri ˝čistih˝ numerično krmiljenih strojih
S pojavom CNC-strojev pa se je zgodila še ena velika sprememba ki je bila posledica
vgrajenega računalnika Pokazala se je namreč potreba po zmogljivejši in vse zahtevnejši
programski opremi Le-ta je kmalu začela predstavljati večji del vrednosti stroja kot pa
Univerza v Mariboru ndash Fakulteta za strojništvo Diplomsko delo
- 13 -
njegove mehanske komponente Oba navedena vzroka neuporabnost stroja če se na njem
izvaja programiranje in stroški programske opreme sta privedla do ločevanja programerskih
funkcij od čistih krmilno-komunikacijskih funkcij krmilja Tako se danes z redkimi
izjemami programiranje strojev izvaja na ločenih grafičnih postajah kjer se s pomočjo
simulacijskih programov izvede tudi preizkušanje NC-programov Od tod pa se preverjeni
NC-programi preko računalniških mrež prenašajo do CNC-strojev
0
20
40
60
80
100
1967
1968
1969
1970
1971
1972
1973
1974
1975
1976
1977
1978
1979
1980
1981
1982
1983
1984
Slika 28 Prikaz naraščanja stroškov programske opreme
27 Prihodnost razvoja
Od prihodnosti na področju razvoja numerično krmiljenih strojev pričakujemo predvsem
večje možnosti povezovanja v računalniška omrežja Te so namreč še vedno odvisne od
standardnih serijskih vmesnikov tipa RS 232 na katere se potem priklapljajo najrazličnejše
zunanje komunikacijske naprave Zaradi omejitev serijske komunikacije je seveda močno
omejena tudi izmenjava podatkov med strojem in nadzornim računalnikom ki bo v prihodnje
nujna zato pričakujemo tudi ukinjanje nekaterih funkcij CNC-krmilja ki sodijo bolj na
STROŠKI PROGRAMSKE OPREME
STROŠKI STROJNE OPREME
Univerza v Mariboru ndash Fakulteta za strojništvo Diplomsko delo
- 14 -
področje grafičnih delovnih postaj Namesto teh bo prišlo do vključevanja omrežnih
protokolov kot sta TCPIP in IPXSPX kar bo omogočilo neposredno povezovanje v
arhitekturo odjemalecstrežnik s čimer se bo pojavila tretja generacija DNC-konceptov
Nenazadnje bo prej ali slej moralo priti do ukinitve trenutnega standarda NC-kodnega zapisa
ki s svojo omejenostjo že predstavlja oviro Pričakujemo lahko pojav novega standarda z
izrazno bogatejšim kodiranjem ali celo pojav poprocesorjev integriranih v krmilja CNC-
strojev
Zelo pomembno za prihodnji razvoj numerično krmiljenih strojev in s tem povezane
tehnologije je nadaljnje upadanje deleža velikoserijske in masovne proizvodnje v
strojegradnji kar je posledica tržnih sprememb Potrebe trga se vedno bolj nagibajo k večji
individualizaciji dobrin kar pomeni prilagajanje posameznih izdelkov posebnim
individualnim potrebam kupca V takšnih razmerah pa sta nujni velika prilagodljivost in
odzivna sposobnost proizvodnega sistema za kar so numerično krmiljeni obdelovalni stroji
vedno bolj prilagojeni (slika 29)
MasovnaSerijska
Individualna
Maloserijska
Deleži numeričnih strojev v proizvodnji
Slika 29 Deleži numeričnih strojev v proizvodnji
Univerza v Mariboru ndash Fakulteta za strojništvo Diplomsko delo
- 15 -
3 TREND NA PODROČJU CNC-TEHNOLOGIJE
STEP-NC se uporablja v proizvodnji frezanja vrtanja struženja konturnega rezanja in je
prihodnost CNC-programiranja Povezovanje sistemov z boljšim ga naredi bolj
interoperabilnega omogoča hitrejše programiranje ter varnejše delo Tako lahko z uporabo
koncepta fleksibilne proizvodnje s tem sistemom prihranimo ogromno denarja
31 Predstavitev tehnologije STEP-NC
V preteklih letih se je ogromno dogajalo v smeri razvoja elektronske tehnologije kot tudi na
področju programske opreme ki sta tesno povezani tehnologiji kateri sta imeli ogromen vpliv
na današnje numerične CNC-stroje in krmilja
Numerični stroji in krmilniki so postali bolj inteligentni fleksibilni z več spomina
oziroma kapacitete ter z veliko boljšo povezavo v skupnem internem omrežju (slika 31) To
vodi v spremembo oblikovanja DNC-sistema ki temelji na prejšnjem DNC-sistemu Z DNC-
sistemom podatkov dobimo bolj primerne sposobnosti shranjevanja ne samo v centralnih
DNC-serverjih ampak tudi v CNC-krmilnikih ali CNC-terminalih Sprememba arhiviranja
pomeni zahtevo DNC-programske opreme naj se spremenijo tako DNC v celoti z vsemi
osnovnimi funkcijami tega sistema kakor tudi distribucija NC-podatkov v obeh smereh do
CNC-stroja Tako naj bi zadovoljili današnje zahteve da dovoljujejo uporabnikom gradnjo
spreminjanje podatkov v odnosu med obdelovancem (3D-zapis) s 3D in drugimi
podatkovnimi programi kot so denimo program za arhiviranje podatkov orodij informacij
risb obdelovanca proizvodnih podatkov strojnih parametrov Vse želje uporabnikov bazirajo
na tem kako povezati vse sisteme preko interneta ter tako pridobiti na večji fleksibilnosti
sistema oziroma proizvodnje Takšni sistemi omogočajo večjo preglednost podatkov s čimer
se samo spreminjanje podatkov ne vrši v spremembi glavnih funkcij le-teh Sedanji problemi
s podatki ki prihajajo na stroj po drugih sistemih kot so enosmerni sistem NC v CNC
povzročajo pri transformiranju izgubo osnovnih podatkov Težavo pa predstavlja tudi
Univerza v Mariboru ndash Fakulteta za strojništvo Diplomsko delo
- 16 -
kasnejše popravljanje podatkov na stroju kar privede v naslednji fazi do izgube le-teh STEP-
tehnologija pa nam omogoča boljšo preglednost ter bolj natančen zapis podatkov
Slika 31 Prikaz heterogenega DNC-sistema
32 STEP-proizvodnja
STEP-proizvodnja temelji na DNC-sistemu z zmožnostjo za shranjevanje v DNC-serverju
in tudi v CNC-terminalu To predstavlja velik izziv za DNC-programsko opremo v
implimentarnih osnovnih funkcijah
Posredovalcu ki temelji na DNC-programski opremi z asistenco (ADNC) je
predlagano kako reševati probleme znotraj samega omrežja ter prenosa podatkov Njegova
naloga je zbirati distribute NC-informacij in jih transformirati oz prenesti varno in seveda
v celotni obliki z vsemi pripadajočimi funkcijami NC-program z zbranimi strojnimi
podatki znotraj omrežja ne izgubi veličinskih funkcij Zato dobiva tehnologija STEP-NC
nove razsežnosti nadaljnjega razvoja v smeri kako s sestavo agentov ki temeljijo na
asistenci (agenti AP s platformo agenta JADE) nadzorovati spremembe transformacij NC-
programov
Univerza v Mariboru ndash Fakulteta za strojništvo Diplomsko delo
- 17 -
33 Informacijski model
STEP integrira več kot deset objektnih modelov s takšno povezljivostjo pa dobimo boljši
informacijski sistem ki zajema inženirsko kolaborativno delo upravljanje oskrbovalne
verige avtomatizacijo tovarne mikro obdelavo Med objektnimi modeli je mnogo
pomembnih relacij (slika 32)
Slika 32 Prikaz prednosti uporabe STEP-tehnologije
34 Lastnosti STEP-NC
Eliminacija 4500+ postprocesorjev
Varnejši bolj prilagodljivi obdelovalni stroji
Out-sourcing kontrole kvalitete
Projicirani prihranki pri procesiranju
Univerza v Mariboru ndash Fakulteta za strojništvo Diplomsko delo
- 18 -
35 Sedanji problemi
Trenutno aktualni proces je neučinkovit
Konstrukcija pošilja nepopolne podatke
Proizvodnja dela popravke a jih ne dokumentira
Končni rezultat je krmilni program ki dela le na enem stroju pri enem dobavitelju
RS274D ISO DIN66025 (G-koda) je stara 50 let
CMM za preverjanje geometrije komponent so obsežne (slika 33)
Slika 33 Obsežne CMM za preverjanje geometrije komponent
V uporabi imamo NC-programiranje z RS274D ki ima v zapisu še vedno G-kodo Ta
nima tako bogatega zapisa integriranih podatkov kot STEP-NC kar prikazuje navedeni
primer - razlike med obema zapisoma (slika 34)
Univerza v Mariboru ndash Fakulteta za strojništvo Diplomsko delo
- 19 -
Slika 34 Prikaz standardne G-kode v zapisih programov CNC
N05 G54
N10 G00 Z10000
N15 G91 G0 Z200
N20 T5 D1 WW
N30 G90 M5
N35 G00 X0000 Y-150000 N40 G00 Z5000
N45 M08
N50 S3183000
N55 M03
N60 F1477000
N65 G00 X60000 Y-150000 N70 G00 Z5000
N75 G00 X60000 Y-150000 N80 G01 Z-0500
Stroju specifični
program komponente s
podatki o gibanju osi
ki ga generira
postprocesor
Dobavitelj specifične
razrešitve originalnega
standarda
Samo primitivni gibalni
in priklopni ukazi
Ni standardiziranega
podatkovnega formata
za procesiranje krivulj
in softiciranih NC-
tehnologij
Idealen za papirni
trak
STEP-NC nadomešča G-kodo z
bogatim integriranim
podatkovnim formatom
Univerza v Mariboru ndash Fakulteta za strojništvo Diplomsko delo
- 20 -
Slika 35 Prikaz pomembnih relacij v tehnologiji STEP-NC
36 Funkcionalnost STEP-tehnologije
Korist in funkcionalnost STEP-tehnologije sta danes na področju boljše kontrole procesov
kjer s pomočjo te tehnologije zajamemo bolj natančno funkcijo zapisa daljic in lokov (TCP-
zapis) K temu spadajo tudi vse tolerirane krivulje ter produkti geometrije obdelovanca s
čimer je izboljšan zapis v STEP-tehnologiji veliko bolj natančen ( slika 35)
Nadaljnje razvijanje STEP-tehnologije v odvisnosti koristi in funkcionalnosti poteka v
smeri boljšega določevanja parametrov značilnosti toleranc značilnosti vrtilnih ciklov ki
spadajo v skupino boljšega monitoringa procesov Naslednja najnovejša skupina STEP-
tehnologije je fleksibilna proizvodnja z boljšim zapisom parametričnih operacij nadzorovanje
delovnih korakov tolerirane površine pogojne operacije Na ta način dobimo na osnovnem
nivoju zgradbe samega krmiljenja procesa tako imenovano pametno krmilje ki je zgrajeno iz
CAM-zapisa z dvosmerno povezavo z zapisovalnikom (DLL) ta pa je v povezavi z AP-238
datotekami (SUBS) in je enosmerno povezan s kontrolo podatkov ter STEP-NC-
simulatorjem vse skupaj pa je v povezavi s krmilnikom HMI do krmilnika gibov Krmilnik
Univerza v Mariboru ndash Fakulteta za strojništvo Diplomsko delo
- 21 -
HMI sestavljata pretvornik (DL) in gibalnik ukazov (TCP) Vse to sestavlja osnovni nivo
konfiguracije katerega smo vstavili v obstoječe CNC-komponente Vstavili smo zapisovalnik
(DLL) in pretvornik (DL) ki omogočata eliminacijo postprocesorjev hitrejšo operaterjevo
potrditev programa ter optimalno kreiranje poti na stroju Če pa krmilnik HMI dopolnimo z
nadzornim (DLL) in CNC-polnilnikom pa dobimo konfiguracijo nadzora procesa Ta nam
dovoljuje verifikacijo pravilnosti operacij krmilnika čase operativnih parametrov indifikacijo
značilnosti operacije orodij za vsak delovni potek
37 STEP-tehnologija kot nov jezik za CNC-krmilje
Za kompleksnejše obdelovance je tehnologija STEP-NC popolna saj gre za nedvoumen
model komponent in procesov Združuje obdelovalne procese potrebe po orodjih geometriji
tolerancah in PDM S CNC-sistemom naredi bolj interoperabilnega omogoča hitrejše
programiranje varnejše delo Tako lahko z uporabo koncepta fleksibilne proizvodnje s tem
sistemom prihranimo ogromno denarja
38 STEP-tehnologija kot problemsko orientirano programiranje
Z datoteko AP-238 opisujemo kaj in tudi kako saj s tem dosežemo da iz surovca
naredimo geometrijo odstranjujemo značilnosti spreminjamo vrstni red z ustreznimi orodji
ki ustrezajo tem zahtevam AP-238 dovoli krmilniku tudi izbiro gibov orodja S tem
nadomestimo prejšnjo obliko zapisa s standardno kodo G ki opisuje samo kako (premakni
orodje na to lokacijo premakni orodje na to lokacijo in tako naprej za tisoč ukazov)
Univerza v Mariboru ndash Fakulteta za strojništvo Diplomsko delo
- 22 -
4 PRIMERJAVA MED PROGRAMOMA DEPOCAM 6 IN UGS
NX4 ZA PROGRAMIRANJE NC-STROJEV
41 Pomembnosti programov za programiranje CNC-strojev
Danes imamo na trgu veliko izbiro programov paketov za CAM-programiranje pri katerih
vsak po svoje odlično služi svojemu namenu naloga uporabnika pa je da ob investiciji pri
nakupu takšnega paketa ve kakšna je njegova namembnost in kaj bo z njim počel da ga bo
lahko optimalno izkoristil tudi v prihodnosti
Paketi CAM-programiranja se danes razlikujejo v detajlih ki jih uporabniki začetniki niti
ne opazijo To pride najbolj do izraza pri jalovih hodih oz poteh ki so generirane pri samem
programiranju in se od programa do programa razlikujejo To so zelo pomembni parametri v
odvisnosti koliko časa bomo porabili za izdelavo izdelka na CNC-stroju z najbolj
optimalnimi potmi s katerimi bomo prihranili pri času izdelave Tukaj ne smemo pozabiti da
tudi sekvence poti vplivajo na čas in obstojnost orodja Orodja in njihova obstojnost pomenijo
velik delež stroškov in če te parametre držimo na optimumu prihranimo na letni ravni
ogromno časa in denarja ter podaljšamo delovanje orodij Lahko bi rekli da so ti parametri
najbolj zaželeni seveda pa ne smemo pozabiti na samo programsko okolje različnih
programov paketov
Nekateri paketi so zelo nazorni pregledni hitro učeči enostavni za uporabo v tem oziru
pa se med seboj tudi precej razlikujejo V različnih panogah kot je denimo orodjarstvo s
svojo kompleksno strukturo z izdelavo preciznih segmentov orodja z različnimi trdotami
(kaljene površine) s postopki obdelave in s svojo unikatnostjo predstavljajo velik izziv za
ponudnike CAM-paketov ter skrbno izbiro le-teh Še tako podobni vgradni strojni vložki se
lahko med sabo zelo razlikujejo po strategiji obdelave Vse to vodi managerje v orodjarnah
da čim bolj združujejo posamezne operacije znotraj organizacijske strukture kot so
detajliranje in izdelava tehnologije posameznih pozicij ali pa programiranje ter posluževanje
Univerza v Mariboru ndash Fakulteta za strojništvo Diplomsko delo
- 23 -
strojev ipd Zato je zelo pomembno da je CAM-programski paket generiran tako da zelo
hitro preračunava posamezne sekvence da ne pride zaradi tega do zastojev na strojih
V nadaljevanju bomo primerjali dva programa za programiranje CNC-strojev in sicer
paketa DEPOCAM 6 in UGS NX 4 ki se že v sami osnovi zelo razlikujeta
42 Opis programa za NC-programiranje DEPOCAM 6
DEPOCAM prihaja iz hiše NC Graphics ustanovljene leta 1993 njegov izumitelj pa je bil
Arthur Flutter leta 1977 v Cambridgeu v Veliki Britaniji S podjetjem Depocam GmbH je
leta 1993 ta program v celoti zaživel na trgu ponudnikov CAM-paketov Združitev v NC
Graphics je bila želja proizvajalca da ponudi svojim kupcem celovit paket od strojev orodij
programskih paketov ki bazirajo na dolgoletnih izkušnjah operaterjev v industriji To
povezovanje proizvajalca s kupcem pa je seveda obrodilo sadove v enostavnosti
programskega okolja ter dobrih optimumih rezalnih parametrov
Program se v praksi ne trži kot samostojna enota ampak v sklopu investicije primernega
orodjarskega stroja ustreznega rezilnega orodja in v racionalni uporabi rezilnega orodja To
seveda ne pomeni da je program kot posamezna komponenta neučinkovit nasprotno pomeni
konkurenčno prednost pred ostalimi ravno zaradi zaključenega paketa
S tem paketom lahko združimo dvoje delovnih mest (programerja in operaterja) v eno in
tako dosežemo
prenos odgovornosti za doseganje planov v podjetju na operaterja programerja saj
ima operater glavno vlogo pri doseganju proizvodnih normativov
dvig splošnega nivoja znanja na vse zaposlene v proizvodnji
15-odstotni dvig produktivnosti in obdelovalno kvaliteto saj imajo vsi zaposleni
vpogled v končni CAD-model na računalniku ob stroju
Univerza v Mariboru ndash Fakulteta za strojništvo Diplomsko delo
- 24 -
43 Delovno okolje DEPOCAM 6
Delovno okolje v programu za CNC-programiranje strojev je program namenjen
programiranju 3-osnih in 3+2-osnih CNC-strojev V delovnem okolju je opaziti da so vse
funkcije programa prikazane v orodnih vrsticah ker pomeni da uporabnik ni preobremenjen z
nešteto prikazanimi funkcijami ki dajejo vtis nepreglednosti in neuporabnih ukazov To je
nazoren primer kako enostaven je po svoji namembnosti uporabniku ki mora spoznati samo
določena pravila (ukazi na miški) in že lahko ustvari enostavne programe za CNC-
programiranje Ikone ali shematsko drevo na levi strani omogočajo vklop modela funkcije
operacije obdelave s tem pa lahko natančno primerjamo med dvema različnima obdelavama
poti orodja
Model uvozimo v obliki ( x_t iges Catia V4 in Catia V5 hellip) nastavimo koordinatni
sistem tako da transformiramo model po ordinatah x y z rotiramo zrcalimo v željeni
položaj za kasnejše vpetje na stroj Ko je model postavljen v pravilno lego v koordinatnem
sistemu (ujemanje s pozicijo koordinatnega sistema stroja) lahko mere po x y z preverimo
tako da se z miško postavimo na željeno površino in v orodni vrstici desno spodaj se nam
prikazujejo vrednosti dolžin x y z koordinat Tako v dveh korakih v delovnem okolju
določimo pozicijo 3D-modela moteče pri tem pa je seveda to da se model kopira med sabo
(levo orodno drevo) kar lahko ob nepazljivosti povzroči kasnejšo zmedo med modeloma če
prejšnjega ne izbrišemo Pri vsaki izbiri obdelave nam ob vnosu orodja ni potrebno vnašati
parametrov kot so premer orodja njegova dolžina ampak iz arhiva v katerega smo vnesli
te parametre samo izberemo željeno orodje z vsemi parametri (slika 41) S tem se izognemo
dolgotrajnemu vpisovanju v menije za določanje parametrov orodja hkrati pa se vodi
evidenca orodij v uporabi
Univerza v Mariboru ndash Fakulteta za strojništvo Diplomsko delo
- 25 -
Slika 41 Prikaz delovnega okolja DEPOCAM 6
44 Opis programa za NC-programiranje UGS NX4
Programski paket UGS NX4 izhaja iz podjetja Siemens kjer se je pred tem imenoval
Unigraphics in ga je leta 1991 razvil Douglas McDonnell Njegov razvoj je temeljil na
združitvi I-DEAS v NX-program ki služi za vzvratno inženirstvo ter oblikovanje v 3D-
oblikah Tako lahko iz CAID-formata ustvarimo CAD CAM-format UGS NX4 se že v
osnovi močno razlikuje od programa DEPOCAM 6 ki je namenski program za
programiranje Področja uporabe sistema UGS NX4 so
zahtevni industrijski ˝desing˝
modeliranje komponent in velikih sklopov
izdelave tehnične dokumentacije
Navigator ˝prikaz modela in vsehoperacij˝
Opravilna vrstica za izbiro varnostnih linij in zaznavo površin hellip
Opravilna
vrstica za izbiro
obdelovalnih
Opravilna vrstica
za izbiro različnih
pogledov modela
Osnovna opravilna vrstica -zavesni meni
Prikaz procesiranja programa -proces Manager
Univerza v Mariboru ndash Fakulteta za strojništvo Diplomsko delo
- 26 -
engineering
zahtevna NC-tehnologija ndash programiranje
uporaba v kemični industriji
Industrijsko oblikovanje predstavljajo CAD CAM CAE izdelava orodij ki se deli v NX
Shepe studio in Imageware
CAD-delovno okolje zajema modeliranje zahtevnih free-form oblik velikih sklopov z
modeliranjem komponent iz pločevine (sheet metel) modeliranje cevovodov električne
povezave izdelave tehnične dokumentacije
CAE obsega različne digitalne analize izdelka z različnimi programskimi paketi NX
Scenario NX Master FEM NX Nastran s katerimi lahko simuliramo določeno stanje raznih
obremenitev toplotno gibanje trdnost ter toplotna stanja
CAM zajema različne programske pakete ndash 2D-programiranje 3D-programiranje 3- in 5-
osno programiranje ter programiranje vseh strojev v orodjarstvu (frezalnih strojev stružnic
žične erozije ) Za uporabnika ima program integrirane PMI-orodne vrstice in dialog ki
predstavljajo veliko število ikon v orodnih vrsticah te pa so slikovno ponazorjene
Program se uporablja v Združenih državah Amerike predvsem v letalski industriji v
Evropi pa ni toliko razširjen Sam program ki je precej obširnejši za CNC-programiranje je v
primerjavi z DEPOCAM 6 vsesplošni in je ustrezna izbira tudi pri 3D-modeliranju
Pomembno je tudi da lahko izdelek z UGS NX4 spreminjamo popravljamo ali celo
skonstruiramo 3D-risbo možnosti za slednje z DEPOCAM 6 nimamo Tu je vidna prva
velika razlika med programoma saj izhaja DEPOCAM 6 iz drugih stališč kot UGS NX4 ki
zajema večjo obdelavo podatkov in je zato za uporabnika precej zahtevnejši z vidika obsega
programa
Univerza v Mariboru ndash Fakulteta za strojništvo Diplomsko delo
- 27 -
45 Delovno okolje UGS NX4
Kot je razvidno se UGS NX4 zelo razlikuje s stališča glavnih gradnikov programa ker
zajema tudi 3D-modeliranje in analiziranje narisanega izdelka Tako se že UGS-delovno
okolje močno razlikuje od specifičnega programa DEPOCAM Vsebuje namreč ogromno
število ikon funkcij ki pa niso povezane samo za CNC-programiranje ampak tudi za 3D-
modeliranje analiziranje (slika 42) Delovno okolje je za uporabnika kompleksnejše zato
potrebuje dodatno izobraževanje da lahko začne z delom po pravilih funkcij programa
Običajno se za takšne zahtevne programe organizira izobraževanje pri podjetju ki program
prodaja in traja približno mesec dni Kljub temu pa kompleksnost delovnega okolja
predstavlja velik izziv za uporabnika saj omogoča program veliko večje število pristopov oz
možnosti kako bomo izbrali obdelave na našem izdelku Po drugi strani pa lahko
nepoznavanje zmožnosti programskega paketa predstavlja tudi problem kajti tako izgubljamo
čas programiranja in same obdelave z napačno obdelavo pa skrajšamo tudi obstojnost orodij
in poslabšamo kvaliteto obdelave
Slika 42 Prikaz delovnega okolja UGS NX4
Ustvarjanje programa orodja geometrije operacije metode
Osnovna opravilna vrstica -zavesni meni
Postavitev koordinatnega sistema
Navigator ˝hitri dostop do operacij in pregled˝
Univerza v Mariboru ndash Fakulteta za strojništvo Diplomsko delo
- 28 -
5 PRAKTIČNI PRIMER PROGRAMIRANJA S
PROGRAMOMA DEPOCAM 6 IN UGS NX4
V tem delu diplomske naloge bomo predstavili nekatere pomembne funkcije za izdelavo
CNC-programa Za primerljivost programov po funkcijah ter specifičnem pomenu ju moramo
najprej vsaj malo opisati (slika 51 slika 52)
51 Slikovni prikaz funkcij za programiranje DEPOCAM 6 in UGS NX4
Slika 51 Prikaz funkcij za programiranje DEPOCAM 6
Navigator ˝prikaz modela in vsehoperacij˝ s katerimi opravljamo vsepomembne funkcije
Funkcije za določevanje varnostnih mej
Pregled postprocesiranja operacij
Univerza v Mariboru ndash Fakulteta za strojništvo Diplomsko delo
- 29 -
Slika 52 Prikaz funkcij za programiranje UGS NX4
52 Uvoz modela ndash primerjava
Omenjena programa se zelo razlikujeta od same postavitve modela v koordinatni sistem do
funkcij operacij ki jih uporabljamo zato je tudi uvoz modela v delovno okolje različen kar
bomo opisali v naslednjem poglavju
Pregled postprocesiranja operacij in simulacija rezalnih poti 2D 3D
Nastavitev vseh parametrov odrezavanja
Navigator operacij vklop označevanje in postprocesiranje operacij
Določevanje obdelovalnih površin in varnostnih mej
Univerza v Mariboru ndash Fakulteta za strojništvo Diplomsko delo
- 30 -
53 Postavitev in uvoz modela z DEPOCAM 6
Model uvozimo v program v obliki formata prt Enostavno odpremo kot vsak drug dokument
v zavesnem meniju (FILE-OPEN) določimo smeri koordinatnega sistema tako da
transformiramo model v željen položaj v samem koordinatnem sistemu Postavimo se na
triangulacijsko površino pogledamo pod lastnosti ali je bila prestavitev uspešna (x y z) ter
izbrišemo v levi orodni vrstici prejšnji model Takšen način se uporablja kadar imamo model
poljubno v prostoru vendar je model vzporeden s koordinatnim sistemom
54 Postavitev in uvoz modela z UGS NX4
Model s končnico prt odpremo v zavesnem meniju (FILE-OPEN) poiščemo mapo v kateri je
shranjen 3D-model in potrdimo V večini primerov se model najprej odpre v funkciji
GETEWAY Iz nje preidemo na funkcijo MANUFACTORING z dvoklikom na levi gumb
miške aktiviramo koordinatni sistem ki ga lahko prestavimo v točko na začetek ali polovico
premice krožnice če pa ga želimo postaviti na polovico pravokotne površine si moramo
dorisati pravokotnik in diagonalo pravokotnika ter prestaviti koordinatni sistem na polovico
diagonale Za surovec s katerim orišemo obdelovanec uporabimo ikono BLOCK izberemo
možnost določitve dveh diagonalnih točk in vpišemo višino Ko smo naredili in pregledali
surovec se je potrebno prestaviti iz funkcije MODELING v MANUFACTORING Pri prvem
odpiranju modela in surovca se pojavi okno MASHINING ENVIRONMENT V njem
potrdimo ikono INITIALIZE Določiti je potrebno tudi ime programa v opravilni vrstici in
sicer aktiviramo okno MANUFACTORING CREAT odpremo prvo ikono CREATE
PROGRAM izberemo skupino in vpišemo ime programa
Univerza v Mariboru ndash Fakulteta za strojništvo Diplomsko delo
- 31 -
55 Priprava površin s programom DEPOCAM 6
V kolikor želimo obdelovati rezilne vložke za orodja za pločevino ali pa gravure za orodja za
plastiko je potrebno površine nekoliko podaljšati da lahko izdelamo oster rob na vložku To
storimo tako da potrdimo model izberemo katero površino želimo podaljšati in potrdimo
ukaz GEOMETRY (Untrim surfaces) Pri obdelavi je zaželeno da imamo čim manj
prekinjenih rezov (izvrtine utori manjši sedeži) Da dobimo boljše obdelovalne pogoje in
daljšo življenjsko dobo rezilnega orodja si pred obdelavo model zakrpamo (funkcija
Externally trim surfaces) To storimo tako da potrdimo model izberemo površino na kateri
zakrpamo luknjo in izberemo ukaz GEOMETRY (Externally trim surfaces)
Paralelno premikanje površin (Offset surfaces)
Da površine navidezno premikamo recimo da moramo celotno obliko obdelovanca
znižati za 05 mm si lahko pomagamo tako da potrdimo model izberemo površino ki
jo želimo premakniti in izberemo ukaz GEOMETRY (Offset surfaces) Vpišemo še
številčno vrednost in sicer kolikšen naj bo premik površine
Izdelava robnih krivulj (Extract P-curves)
Kadar potrebujemo robne krivulje okrog posameznih površin lahko to storimo z
ukazom GEOMETRY (Extract P-curves) Te krivulje lahko izkoristimo za 2D-
rezkanje po konturi v prostoru (Along curve passed)
Izdelava paralelnih površin
Pred pričetkom grobe obdelave orodjarskega vložka je potrebno preučiti ustrezno
strategijo izdelave Kar hitro se nam lahko zgodi da grobo obdelamo kos z ene strani
ko pa ga želimo obdelati s spodnje strani ugotovimo da ga ne moremo več vpeti saj
surovec ni več vzporeden Zato si pred pričetkom grobe obdelave izdelamo najmanj tri
paralelne površine ki nam služijo kot nastavki za obdelavo vložka z zadnje strani To
naredimo tako da model najprej postavimo v pogled TOP ndash z vrha Nato z ukazom
BOUNDARIES (Create new folder) naredimo okvirje oziroma meje Prikličemo ukaz
GEOMETRY (Planar patch) in iz mej nastanejo paralelne površine Na koncu te še
združimo z osnovnim modelom
Univerza v Mariboru ndash Fakulteta za strojništvo Diplomsko delo
- 32 -
Vstavljanje raquoFilletlaquo poljubnih radiusov
Fillet nam omogoča za določeno območje na modelu vstavljanje poljubnih radiusov V
praksi se to uporablja takrat kadar moramo radius na modelu povečati Fillet nam
omogoči da grafično vidimo kako bo model izgledal pred obdelavo Ukaz izvedemo
tako da potrdimo model in določeno območje katerega želimo spremeniti Nato z
ukazom GEOMETRY (Fillet) definiramo velikost radia in dobimo željen rezultat
Zgoraj omenjenih šest prijemov rabe geometrije modelov lahko uporabimo tudi v
medsebojni kombinaciji
56 Priprava površin s programom UGS NX4
Za pripravo površin uporabljamo 3D-ekstrudirani model ki ga narišemo okrog našega
obdelovanca in ga določimo v navigatorju (desna stran menija) WORKPIECE Z dvoklikom
se odpre okno MILL GEOMETRY ki nam omogoča določitev surovca (Part) in obdelovanca
(Blank) Nastavimo lahko material ime premik (offset) surovca Določimo lahko tudi izbor
delov površin ki se jih moramo skozi celotno obdelavo izogibati (strojni primež ) Pri
izboru vsake od teh funkcij moramo biti pozorni da smo pravilno določili obdelovanec in
surovec to pa lahko preverimo na ikoni DISPLAY (prikaži)
Paralelno premikanje površin (Offset surfaces)
Da dosežemo navidezno premikanje površin ki jih želimo obdelati dimenzijsko večje
ali manjše lahko to določimo že v prvi fazi ko definiramo surovec in obdelovanec
(Workpiece) ali pa v meniju kjer izberemo obdelovalni postopek FINAL FLOOR
STOCK (končna površina z dodatkom)
Izdelava robnih črt krivulj
Za omejitev poti orodij si moramo okrog surovca obdelovanca narisati premice
krivulje ki bodo omejile pot orodja med obdelavo V zgornji orodni vrstici imamo
Univerza v Mariboru ndash Fakulteta za strojništvo Diplomsko delo
- 33 -
ikono za risanje premic krivulj krožnic pravokotnikov Z izbiro teh funkcij narišemo
željene meje obdelovalnih površin
Vstavljanje krpanje površin
Če imamo na obdelovancu utor in želimo površino predhodno porezkati na višino ter
doseči da nam pri tem orodje ne bo rezkalo utora lahko zakrpamo površino z ikono
FILLETS v zgornji orodni vrstici
57 Določevanje varnostnih mej z DEPOCAM 6
V tem podpoglavju bomo skušali definirati področja ndash meje (Boundaries) na CAD-modelu
Meje se potrebujejo zato da povedo kje na modelu bomo ali ne bomo obdelovali Obstaja
veliko načinov za definicijo mej
Ročno izdelana meja
Najbolj uporabna je ročno definirana meja Naredimo jo z ukazom BOUNDARIES
(Create new folder)
Vlečenje po modelu
Potrdimo model nato pa se s kurzorjem postavimo na željeno mesto na modelu Z
dvoklikom aktiviramo začetek nato poljubno klikamo po površini mejo pa
zaključimo z enim klikom na začetek Meja je sestavljena iz puščic in kvadratkov Z
naknadnim klikanjem po teh simbolih lahko mejo zožujemo raztegujemo ipd
Kreiranje kvadratnih mej
Kvadratno mejo dobimo tako da potrdimo model pritisnemo ctrl + leva tipka na
miški in narišemo poljubno velik kvadrat Tudi tega lahko kasneje spreminjamo
Kreiranje okroglih mej
Univerza v Mariboru ndash Fakulteta za strojništvo Diplomsko delo
- 34 -
Okroglo mejo dobimo tako da potrdimo model pritisnemo shift + leva tipka na miški
in narišemo poljubno velik krog Tudi krog lahko kasneje spreminjamo
Izdelava uokvirjene meje obdelovanca (Boundaries box)
Ta meja nam pokaže veliko o geometriji obdelovanca hkrati pa nam služi tudi za
postavitev koordinatnega sistema oz ničelne točke
Obrisna meja (Silhouette boundary)
Že sama beseda pove da gre za obris oz mejo posameznih površin na modelu za
katere se pač odločimo da jih bomo obdelovali Postopek je tak da najprej potrdimo
model na modelu označimo površino za katero želimo narediti obris in potrdimo
ukaz SILHOUETTE BOUNDARY Rezultat je obris površine v ravnini x-y na neki
višini
Odkrivanje področij obdelave na horizontalnih površinah modela (Shallow
areas)
Ta funkcija je zelo priročna da odkrijemo področja obdelave ločeno na horizontalnih
in vertikalnih površinah modela To nam omogoča ločeno obdelavo sten in ravnih
površin S takim načinom dela prihranimo predvsem pri stroških rezilnega orodja
(ploščic) ter času obdelave
58 Določevanje varnostnih mej z UGS NX4
Varnostne meje določimo s pomočjo izbire operacij v katerih imamo funkcijo za definiranje
varnostnih mej kot je npr ikona CHECK Vse črte krivulje si moramo narisati vnaprej da jih
lahko kasneje določimo kot varnostne meje Uporablja se tudi funkcija OFFSET CURVE in
sicer označimo željeno krivuljo ter jo prestavimo v izbrano pozicijo Pogosto je v rabi tudi
funkcija TRANSFORM ki jo najdemo v zgornji orodni vrstici (Edit-Transform) Z njo lahko
kopiramo prestavljamo rotiramo premice modele točke
Univerza v Mariboru ndash Fakulteta za strojništvo Diplomsko delo
- 35 -
Obstaja torej več poti kako določiti varnostno mejo postopki se med seboj zelo
razlikujejo vedno pa izberemo najustreznejšo možnost
59 Določevanje obdelovalnih operacij z DEPOCAM 6
Odkrivanje področij obdelave za poljubno rezilno orodje (Cutter contact
areas)
Preden pričnemo z grobo obdelavo kosa lahko prihranimo veliko časa če odkrijemo
točno določeno področje kjer bo orodje obdelovalo To naredimo s funkcijo CUTTER
CONTACT AREAS
Operacija Core roughing passes
V tem primeru gre za grobo obdelavo kjer počistimo material v obliki horizontalnih
presekov od zunaj navznoter Je zelo primerna za obdelavo odprtih pestičev saj začne
za vsak nivo obdelave rezilno orodje obdelovati izven obdelovanca s čimer se
zmanjša obremenitev rezilnih ploščic
Operacija Area clearance passes
Tudi v tem primeru gre za grobo obdelavo pri kateri počistimo material v obliki
horizontalnih presekov Tokrat se rezilno orodje vkopava v surovec v obliki spirale
pri čemer je celoten cikel obdelave nekoliko hitrejši vendar se zaradi večje obrabe
rezalnih ploščic in posledično pogoste menjave le-teh čas obdelave nekoliko podaljša
Operacija Rest roughing
Ta sekvenca je nujno potrebna preden začnemo s polfino obdelavo Pri grobi obdelavi
se pojavijo zelo visoke stopnice med ploskvami (2ndash25 mm) katere bi hitro uničile
kroglična orodja zato jih je potrebno znižati na čim bolj konstanten dodatek po celotni
površini Tako kasneje tudi nimamo težav pri polfini obdelavi
Univerza v Mariboru ndash Fakulteta za strojništvo Diplomsko delo
- 36 -
Gre za rezkanje ostankov po grobi obdelavi Te dobimo tako da najprej potrdimo
eno izmed sekvenc grobe obdelave in aktiviramo ukaz REST ROUGHING Vpišemo
s katerim orodjem bomo izvedli obdelavo ostankov in aktiviramo preračunavanje
Rezultat so poti katere je potrebno še povezati z jalovimi hodi (linkanje)
Operacija Horizontal area passes
V tem primeru gre za fino obdelavo horizontalnih površin predvsem s toričnimi
rezilnimi orodji V praksi je takšna obdelava zelo zaželena z vidika kakovosti in časa
obdelave
Operacija Perpendicular raster passes
Pri tej operaciji gre za fino in polfino obdelavo strmih sten kot so npr obdelave
Raster passes Ta obdelava jim je zelo podobna le da nam ob strmih stenah program
sam preračuna dodatno sekvenco in dodatne poti za lepšo površino
Operacija Radial passes
V tem primeru govorimo o radialni obdelavi ki pride v poštev predvsem pri vlečnih
vložkih da naredimo obdelavo v smeri vleka
Operacija Spiral passes
Gre za obdelavo v obliki spirale ki se uporablja za specifične kose v industriji
(lopatice rotorji hellip)
Operacija Along boundary
To je obdelava pri kateri potuje orodje po robu modela in riše sled glede na
predhodno določeno mejo Ta način se uporablja za zarisovanje sledi na obdelovancih
oz v orodjarstvu tudi za ˝lovljenje˝ ničelne točke na tistih obdelovancih na katerih
izvajamo dodelave in nimamo ustrezne konstrukcijske dokumentacije Prav tako jo
uporabljamo za razne napise ipd
Operacija Along curve passes
Gre za obdelavo po krivulji kjer lahko obdelujemo s korekcijo Tak način se koristi za
rezkanje sedežev s tolerančno mero kjer je potrebno več prehodov po isti poti da
Univerza v Mariboru ndash Fakulteta za strojništvo Diplomsko delo
- 37 -
pridemo do pravilne dimenzije (tolerančne mere) Ponavadi s to obdelavo obdelujemo
okvirje vložkov in tolerančne sedeže
510 Določevanje obdelovalnih operacij z UGS NX4
Kreiranje operacij za 2D-programiranje Create operation
Izberemo peto ikono v zgornji orodni vrstici (Create operation) tako določimo v oknu
ki se nam odpre način obdelave (Subtype operacijo) S klikom na puščice izberemo
prej vnesene podatke (ime programa geometrijo ndash workpiece orodje metodo
rezkanja vpišemo ime oziroma naziv operacije) Naziv operacije naj bo razumljiv
tako da že iz njega razberemo kaj operacija pomeni V 2D-operacije lahko izbiramo
naslednje obdelave
Obdelava Face milling area
Uporabljamo jo za poravnavo ravnih ploskev ko moramo npr poravnati jekleno
ploščo
Obdelava Face milling
Uporaba te obdelave nam omogoča rezkanje ravnin otokov
Obdelava Face milling manual
Ta obdelava je skoraj enaka kot prejšnji dve vendar ima dodatno možnost da lahko
izbiramo način poti orodja
Obdelava Planar mill
Z njo lahko s pomočjo 2D-funkcije naredimo stopničaste stene ali poševne stene v
uporabi za grobo obdelavo
Univerza v Mariboru ndash Fakulteta za strojništvo Diplomsko delo
- 38 -
Obdelava Planar profile
Omenjena obdelava nam je v pomoč da lahko s hitro funkcijo rezkamo po določeni
2D-obliki ali po določenem profilu
Obdelava Rough follow
Za izdelavo različnih utorov se večinoma poslužujemo te obdelave saj nam z
enakomernim čiščenjem dna rezkane površine naredi zadovoljivo kvaliteto površine
Obdelava Rough zigzag
To je obdelava s katero moramo na obdelovancu doseči pravilno hrapavost površine s
posebnimi potmi orodja ndash neprekinjen rez
Obdelava Rough zig
S to obdelavo moramo na obdelovancu doseči pravilno hrapavost površine s
posebnimi potmi orodja ndash prekinjen rez v eni smeri
Obdelava Cleanup corners
Kadar želimo počistiti vogale iz predhodne obdelave ki imajo radius R5 mi pa
potrebujemo radius R1 uporabimo to obdelavo
Obdelava Finish walls
Za dokončno oblikovanje stene uporabimo to obdelavo saj nam omogoča da je stena
obdelovanca kvalitetno obdelana
Obdelava Finish floor
Takšna obdelava je primerna za končno obdelavo ravnih površin
Za izbrano operacijo moramo v oknu operacije nastaviti še CONTROL POINTS
(nastavitev točke začetka obdelave) če nam po DEFAULTU ne ustreza Z izbiro metode
premikanja orodja (Method in Automatic) nastavimo pod kakšnimi pogoji naj se le-to
premika Pri funkciji nastavitve rezalnih parametrov CUTTING so nastavitve od operacije do
operacije različne in se spreminjajo za vsako metodo posebej zato moramo zelo dobro
Univerza v Mariboru ndash Fakulteta za strojništvo Diplomsko delo
- 39 -
poznati funkcije obdelav Za nastavitev obdelave v vogalih uporabimo funkcijo CORNER
Določiti moramo tudi ravnino na katero se mora orodje dvigovati za hitre gibe Nastavitev
pomikov opravimo s funkcijo FEED-RATES s funkcijo MACHINE pa opravimo nastavitve
stroja orodja kompenzacije te nastavitve so za vse operacije enake
511 Analiza rezalnih poti DEPOCAM 6
Preračun ostankov obdelave od predhodnega rezilnega orodja
Strategija obdelave je takšna da navadno obdelujemo od večjega orodja k manjšemu Seveda
pa je potrebno vedno med eno in drugo obdelavo preračunati ostanke obdelave od
predhodnega orodja V ta namen poznamo dve funkciji in sicer Detect theoretical rest areas
in Detect rest areas V obeh primerih gre za isto stvar razlika je samo kdaj uporabiti prvo in
kdaj drugo Detect theoretical rest areas uporabimo če preračunavamo ostanke na
obdelovancih kateri so bili predhodno že narejeni na njih pa potrebujemo samo modifikacije
(spremembe) Primer Po nekem teoretičnem modelu se izdela vlečni vložek Sledi preizkus v
stiskalnici kjer se ugotovi da je potrebno npr povečati vlečne radiuse iz R3 v R5 V takem
primeru se preračuna samo teoretični ostanek od prehodnega orodja
Merjenje in analiziranje modelov
Zaželeno je da si pred pričetkom programiranja vzamemo nekaj trenutkov za analizo in
merjenje modela saj nam bo to v veliko pomoč pred definiranjem strategije obdelave
Merjenje radiusov poteka tako da najprej vklopimo žični model potrdimo funkcijo merjenja
radiusa in s klikom na radius izmerimo velikost le-tega Ostalo merjenje dolžinskih mer pa
naredimo tako da s kurzorjem dotaknemo željeno mesto na modelu v spodnji vrstici
programske maske pa se nam izpisujejo koordinate v prostoru (x y in z) Prav tako lahko
merimo poljubne dolžine tako da se s kurzorjem postavimo na poljuben rob pritisnemo ctrl +
desna tipka na miški in vlečemo miško Ob kurzorju se nam vleče puščica z mero
Najenostavneje se kolizije rešimo na ta način da si ob definiranju rezilnega orodja ob vnosu
osnovnih parametrov (premera in dolžine) vrišemo še držalo orodja katerega nam program ob
Univerza v Mariboru ndash Fakulteta za strojništvo Diplomsko delo
- 40 -
preračunavanju sekvenc tudi upošteva Če pravilno vrišemo orodje in držalo praviloma do
trka ne more priti
Urejevanje poti obdelovanja
Ko preračunamo sekvence se nam prikažejo poti obdelave katere je mogoče pred
povezovanjem (linkanjem) tudi brisati Ta dobrodošla funkcija nam omogoča brisanje tistih
poti za katere vemo da jih ne potrebujemo in da nam bodo podaljšale čas izdelave To
storimo na sledeči način
model s preračunanimi potmi postavimo v tisti položaj v katerem bomo
ustrezno brisali dele poti
izdelamo ročno mejo (Boundaries) v tistem pogledu v katerem želimo rezati
poti
potrdimo mejo in preračunano sekvenco pritisnemo desno tipko na miški in
povemo ali hočemo brisati poti znotraj meje ki smo jo narisali ali izven nje
sledi še povezovanje (linkanje) editiranih poti
512 Analiza rezalnih poti UGS NX4
V vsakem oknu za kreiranje operacij imamo spodaj funkcijo TOOL PATH Z njo nastavljamo
barve črte poti orodja pri prikazu na zaslonu in verifikaciji poti Po nastavitvah vseh
parametrov s klikom na ikono sprožimo izračun poti orodja Verifikacijo narejene poti lahko
izbiramo na več načinov najboljši je tisti ko nam simulacija prikaže ostanke obdelave Če je
pot orodja pravilno izbrana se v navigatorju pod PATH prikaže zelena kljukica ki pomeni da
je pot orodja pravilno izračunana
Merjenje in analiziranje modelov
V orodni vrstici imamo ikono kot prikaz slike merila Tako merimo vse funkcije kot so
razdalje premeri radiusi kotnost centričnost in sicer se postavimo na željeno pozicijo
krajišča stečišča polmera točke
Univerza v Mariboru ndash Fakulteta za strojništvo Diplomsko delo
- 41 -
513 Primerjava z vidika programiranja
Danes nam veliki CADCAM-sistemi (Catia Unigraphics ProE hellip) ponujajo CAM-sisteme
za katere zatrjujejo da so najboljši Najpogosteje se uporabniki srečajo z velikim sistemom
šele na začetnih izobraževanjih vodenih s strani programskih hiš ki ponujajo predvsem
teoretično uporabo sekvenc Ko gremo s tem znanjem v praktično uporabo (na stroju)
pogosto ugotovimo da moramo v ponujenih menijih vse preveč nastavljati obrobne
parametre ki pa so v programu DEPOCAM 6 že nastavljeni na optimalne vrednosti v UGS
NX4 pa te možnosti ni To je razlog da so začetne obdelave na stroju navadno prava
polomija Pri programu DEPOCAM 6 so že v začetni fazi vsi parametri nastavljeni na
optimum tako so gibi orodij bolj prilagojeni naši obdelavi s čimer dosežemo manjšo izgubo
časa in manjšo obrabo orodja
514 Praktični primer ndash čas obdelave narejene z DEPOCAM 6 in UGS NX4
Za praktičen primer bomo vzeli segment narisanega 3D-orodja in ga primerjali s programoma
DEPOCAM 6 in UGS NX4 Obdelava obdelovanca orodja bo potekala s postopkom čelnega
frezanja s 3-osnim CNC-strojem Kakšen stroj bomo uporabljali nastavimo v meniju pri
programu UGS NX4 DEPOCAM 6 Da bodo parametri primerjave enakovredni oz realni
bomo vzeli enake parametre obdelave frezanja
V naslednjih korakih bomo primerjali samo funkcije za programiranje časovne izdelave
simulacije obdelave v tem primeru v 2D in 3D ter primerjali potrebne funkcije da bomo
prišli do končnega rezultata kako dolgo bomo izdelek delali na CNC-stroju (časovni
parameter)
Univerza v Mariboru ndash Fakulteta za strojništvo Diplomsko delo
- 42 -
Časovna primerjava 2D-simulacije
Pri enakih parametrih izdelujemo luknje v 2D z orodjem 20R2 Če primerjamo čase
simulacije obdelave programov DEPOCAM 6 ter UGS NX4 ugotovimo da traja izdelava z
UGS NX4 3978 časa več kot z DEPOCAM 6 (slika 53 slika 54) Ob uporabi
dvojedrnega procesorja in delovnega pomnilnika 2 Gb opravimo delo s programom
DEPOCAM 6 v eni uri in 43 minutah s programom UGS NX4 pa šele v treh urah in 27
minutah
Slika 53 Prikaz primera primerjave programa 2D v DEPOCAM 6
Univerza v Mariboru ndash Fakulteta za strojništvo Diplomsko delo
- 43 -
Slika 54 Prikaz poti orodja pri 2D v UGS NX4
Časovna primerjava 3D-simulacije
Pri enakih parametrih opravimo grobo frezanje v 3D z orodjem 52R3 Če primerjamo čase
simulacije obdelave programov DEPOCAM 6 ter UGS NX4 ugotovimo da traja izdelava z
UGS NX4 4566 časa več kot z DEPOCAM 6 Ob uporabi dvojedrnega procesorja in
delovnega pomnilnika 2 Gb opravimo delo s programom DEPOCAM 6 v 14 urah in 43
minutah s programom UGS NX4 pa šele v 31 urah in 13 minutah (slika 55 slika 56 slika)
Univerza v Mariboru ndash Fakulteta za strojništvo Diplomsko delo
- 44 -
Slika 55 Prikaz 3D-programa ndash groba obdelava v DEPOCAM 6
Slika 56 Prikaz 3D-programa ndash groba obdelava v UGS NX4
Univerza v Mariboru ndash Fakulteta za strojništvo Diplomsko delo
- 45 -
6 PRIMERJAVA PROGRAMOV Z VIDIKA UPORABNIKA
61 Kriteriji primerjave
Na sliki 61 smo zbrali najpomembnejše kriterije (lastnosti) za primerjavo med programoma
PROGRAM LASTNOSTI
DEPOCAM 6 UGS NX4
Popolnost funkcij enostavna uporaba z že vpisanimi parametri
preveliko število funkcij (nepopolno dodelane)
Uporabniška prijaznost lepo pregledano nasičenost z ikonamifunkcijami
Časovna zahtevnost enostavno učenje za 3-osne stroje
zelo kompleksen program za katerega potrebujemo vsaj
osnovno šolanje
Kakovost programa hitro delovanje z zelo redkimi napakami pri izračunih poti
orodja
pogoste napake pri izračunu poti orodja ter dolg čas
izračuna
Razširljivost dokup dodatnih funkcij za 3+2-osno programiranje
dokup paketov CAM CAD CAE
Odprtost programa zaradi enostavnosti zelo odprt zapleten delno odprt odprt z vidika nadgradnje
Finančni vložek približno 12000 euro približno 5640 euro
Možnosti dogradnjepostprocesorjev za
krmilje CNC-strojev
zajema 20 postprocesorjev+nadgradnja
(Heidenhain 530i)
zajema 100 postprocesorjev+nadgradnja
(Heidenhain 530i)
Arhiv orodij možnost arhiviranja parametrov orodij
nima možnosti arhiviranja parametrov orodij
Čas izdelave izračuna poti orodja
hitra počasna
Čas izobraževanja 40 ur 4 x 40 ur
Slika 61 Prikaz primerjave nekaterih pomembnih lastnosti programov
Univerza v Mariboru ndash Fakulteta za strojništvo Diplomsko delo
- 46 -
Popolnost funkcij se v obeh programih odraža v različnih smereh ndash DEPOCAM 6 s svojo
enostavnostjo ne preobremeni uporabnika Funkcije so tudi grafično zelo nazorno prikazane
in enostavne za uporabo saj je potrebno vpisati le malo parametrov Moteče pa je lahko to da
se nam vsakič ko spremenimo kakšen parameter ustvari kopija le-tega npr če prestavimo
koordinatni sistem se nam kopira 3D-model Če nismo pozorni in ne izbrišemo predhodnega
lahko programiramo model v napačnem koordinatnem sistemu
Pri UGS NX4 pa imamo na voljo ogromno število funkcij ki so grafično zelo
izpopolnjene vendar moramo vse parametre vsakič ponovno vpisati Pojavljajo se tudi napake
funkcij ko moramo nprza potrditev klikniti BACK namesto običajnega OK (funkcija
transform - kopiranje) Takšne sicer malenkosti pa lahko imajo velik začetni vpliv na
uporabnika saj smo z nepopolnostjo funkcij v položaju zmedenosti Ima pa ta program to
dobro lastnost da je ob vsaki funkciji slikovna obrazložitev vpisanega parametra
Uporabniška prijaznost je poudarjena v programu DEPOCAM 6 kjer imamo manjše
število funkcij v zelo lepem preglednem načinu orodnih vrstic Manjka mogoče samo to da
bi se ob izbiri obdelave pojavili slikovni prikazi kaj katera funkcija pomeni Vsekakor lahko s
tem programom hitro določimo operacijo obdelave z majhnim številom vpisov parametrov v
njihova polja saj so ob nakup paketa že vpisani najbolj idealni parametri
Pri programu UGS NX4 pa uporabnika z izdelavo grafike ikon presenetita videz in nazorni
prikaz slik raznih obdelav moteče pa je nenehno vpisovanje parametrov v veliko število polj
za določevanje rezalnih orodnih parametrov Preveč funkcij povzroči zmedenost uporabnika
sploh zato ker nekaterih sploh ne uporabljamo
Časovna zahtevnost je manjša pri DEPOCAM 6 saj je program hitro učeč in sicer na 40-
urnem tečaju organiziranem pri zastopniku programske opreme
UGS NX4 pa zahteva zaradi svoje obširnosti precej več časa za učenje programiranja
CNC-strojev predviden je začetni tečaj 4 x 40 ur ki ga organizira zastopnik v Sloveniji
Odprtost programa si DEPOCAM 6 ustvarja s preprosto uporabo vendar je glede
nadgradnje z vidika funkcij nekoliko zaprt ampak moramo razumeti da gre za specifični
program
UGS NX4 pa je delno odprt zaradi svoje zapletenosti je pa zelo odprt za nadgradnjo z
drugimi programskimi paketi
Univerza v Mariboru ndash Fakulteta za strojništvo Diplomsko delo
- 47 -
Finančni vložek ob nakup predstavlja veliko breme za podjetje še posebej če to ni veliko
Tako stane osnovni paket DEPOCAM 6 približno 12000 euro UGS NX4 pa je cenejši in stane
približno 5640 euro
Možnosti dogradnje postprocesorjev za krmilje CNC-strojev imata oba programa pri
čemer upoštevamo da ima DEPOCAM 6 v osnovi 20 postprocesorjev in možnost nadgradnje
s plačilom UGS NX4 pa ima v osnovnem paketu 100 postprocesorjev in možnost nadgradnje
v željen postprocesor
Arhiv orodij ima DEPOCAM 6 in sicer z vpisanimi vsemi parametri (radij dolžina orodja
premer radij konice orodja itd) UGS NX4 pa takšnega arhiva orodij nima
Čas izdelave izračuna poti orodja je pri DEPOCAM 6 kratek še posebej pri 3D-
programiranju UGS NX4 pa ima do 50 daljši čas izračuna poti orodja v primerjavi z
DEPOCAM 6
Čas izobraževanja je pri DEPOCAM 6 zaradi večje prijaznosti do uporabnika krajši (40-urni
tečaj) medtem ko UGS NX4 zaradi obsežnosti od uporabnika zahteva več časa za osvojitev
osnovnih znanj programiranja (4 x 40-urni tečaj) in nadgradnje znanja (3 x 40-urni tečaj)
62 Ugotovitve
S praktičnim primerom in z opisom nekaj osnovnih funkcij smo primerjali dva programa za
CNC-programiranje CNC-strojev z ugotovitvijo da se med seboj precej razlikujeta že v
samem delovnem okolju in vse do programiranja z različnimi funkcijami
DEPOCAM 6 je precej primernejši za podjetja ki izdelujejo orodja v obratih z več CNC-
stroji kot pa za majhno podjetje z enim ali dvema strojema saj je finančni vložek 52 večji
kot pri programu UGS NX4 S tega vidika je UGS NX4 veliko boljši za majhna podjetja
prototipne oddelke kjer nimamo oddelka konstrukcije S takšnim paketom lahko narišemo
sprogramiramo analiziramo obdelovanec z manjšim finančnim vložkom ndash vse naredimo z
enim programom CAD CAM V zakup seveda jemljemo določene pomanjkljivosti tega
programa kot so čas izdelave programa čas izdelave na CNC-stroju večja obraba orodij
Vsak uporabnik se mora seveda vprašati kakšna bo namembnost programiranja ter koliko
Univerza v Mariboru ndash Fakulteta za strojništvo Diplomsko delo
- 48 -
časa bomo potrebovali za samo izdelavo programa in izdelka kakšna bo obraba orodij zaradi
slabo izračunanih poti orodja ter kolikšni bodo dodatni stroški opreme
Iz povedanega sledi da včasih z nakupom nepravilne (cenejše) programske opreme
izgubimo preveč časa in denarja zato je zelo pomembno preizkusiti in preučiti namembnost
programa ndash za kaj ga bomo uporabljali (orodjarstvo serijska proizvodnja hellip) saj s pravo
odločitvijo olajšamo delo uporabnikom in privarčujemo denar
Univerza v Mariboru ndash Fakulteta za strojništvo Diplomsko delo
- 49 -
7 SKLEP
Danes postaja tehnologija CNC-strojev s hitro rastjo vedno bolj kompleksnih obdelovancev
vse bolj zapletena zato je nujno razvijati različne primere metodologij z vsemi segmenti
ustvarjanja in prenosa informacij
Na podlagi zgodovinskih dejstev vidimo da je prišlo od sredine 50-tih let prejšnjega
stoletja do ogromnega porasta CNC-strojev Sama oblika in prenos NC-podatkov se bosta
morala spremeniti saj v takšni obliki ne zadovoljujeta več natančnosti NC-zapisa Vse
smernice potekajo k povezovanju strojev v sinhronizirana omrežja z vmesniki ki skrbijo da
pri prenosih podatkov ne prihaja do izgube informacij Spremembe se vršijo tudi v nenehni
izboljšavi postprocesorjev ki lahko s svojo zanesljivostjo generirajo podatke o gibanju osi s
pretvorbo v standardni zapis CNC-kode CNC-zapis ima vpliv na samo premikanje osi stroja
in z dobrim zapisom (postprocesiranjem) ki zajema bolj natančne parametre funkcij dobimo
boljšo kvaliteto krivulj z bolj nadzorovanimi delovnimi gibi
Ena takšnih metodologij je STEP-tehnologija ki prinaša nove prijeme pri reševanju
takšnih problemov in pomeni prihodnost nadgradnje sedanje metodologije Seveda pa
predstavlja za podjetja največji strošek programska oprema CNC-programiranja Da izberemo
najboljši programski paket se moramo ravnati po določenih kriterijih s katerimi zadovoljimo
potrebe proizvodnje CNC-strojev
Z opravljeno primerjavo dveh programov za CNC-programiranje (DEPOCAM 6 in UGS
NX4) smo spoznali različnost njunih funkcij delovnega okolja prijaznosti do uporabnika ter
zahtevnosti programske opreme Preizkusili smo tudi kakšna sta časa obdelave pri enakih
rezalnih parametrih Zaključimo lahko da sta programa različna že v samem konceptu
nastanka kjer je DEPOCAM 6 veliko bolj specifičen s svojo enostavnostjo kot programski
paket UGS NX4 Podjetje kot je Depo ponuja celovit paket stroja rezalnih orodij
programske opreme in nudi razvojno usmerjenost pri kateri ob preizkušanju svojih rezalnih
orodij dopolnjujejo programsko opremo z optimalnimi parametri poti in rezalnih sekvenc
parametrov Temu nasproti stoji cenovno zelo ugoden program UGS NX4 ki nam omogoča
popravljanje in modeliranje obdelovanca sta pa časa izdelave programa in izdelave
obdelovanca CNC-programa daljša za približno 40
Univerza v Mariboru ndash Fakulteta za strojništvo Diplomsko delo
- 50 -
S tem diplomskim delom smo želeli med drugim opozoriti da je še kako pomembno
katero programsko opremo bomo kupili kakšna bo namembnost programiranja koliko časa
bomo potrebovali za samo izdelavo programa in izdelka kakšna bo obraba orodij zaradi slabo
izračunanih poti orodja ter kolikšni bodo dodatni stroški ob dokupu opreme Z ozaveščenim
nakupom programskega paketa lahko namreč privarčujemo ogromno denarja in časa podjetju
saj lahko že s preprosto primerjavo programske opreme ugotovimo kateri programski paket je
za naše podjetje najboljši
Univerza v Mariboru ndash Fakulteta za strojništvo Diplomsko delo
- 51 -
8 VIRI
[1] Balič Jože CADCAM postopki univerzitetni učbenik Maribor Fakulteta za
strojništvo 2002
[2] Kraut Bojan Krautov strojniški priročnik 14 slovenska izdaja izdajo pripravila Jože
Puhar Jože Stropnik Ljubljana Littera picta 2003
[3] Ren Zoran Škerget Leopold Hriberšek Matjaž Kuhn Guumlnther (ur) Advanced
computational engineering mechanics proceedings of the 1 Workshop Maribor
Slovenia October 9-112003 Maribor Faculty of Mechanical Engineering 2003
[4] Strojnotehnološki priročnik 7 izdaja Ljubljana Tehniška založba Slovenije 1998
[5] Balič Jože Mikložič Andrej Kovačič Marjan Automatic generation of NC program
V Katalinić B (ur) DAAAM International scientific book 2003 Vienna DAAAM
International 2003
[6] Engineers Toolbox The advanced online resource for engineering calculations and
reference [svetovni splet] Engrasp Inc Dostopno na WWW
httpwwwengineerstoolboxcom [452009]
[7] Breznikar Igor Računalniško podprto programiranje v orodjarni s sistemom Depocam
seminarska naloga Maribor Fakulteta za strojništvo 2008
[8] STEP-NC Hlebanja Gorazd [svetovni splet] Engrasp Inc Dostopno na WWW
wwwsteptoolscomlibrarystepnc [452009]
[9] Seminarska NC-stroji Univerza za strojništvo Maribor [svetovni splet] Engrasp Inc
Dostopno na WWW httpmajauni-mbsisloseminarskeNC-
strojiDodatnoZgodovinski20pregledhtm [652009]
[10] NC-Graphics Wikipedia [svetovni splet] Engrasp Inc Dostopno na WWW
httpenwikipediaorgwikiNC Graphics [852009]
[11] UGS NX Wikipedia [svetovni splet] Engrasp Inc Dostopno na WWW
httpenwikipediaorgwikiUGS_NX [1252009]
Univerza v Mariboru ndash Fakulteta za strojništvo Diplomsko delo
- 52 -
9 PRILOGE
Življenjepis
Osebni podatki
Ime in priimek Primož Koležnik
Datum rojstva 12 12 1978
Državljanstvo Slovensko
Naslov Andraž nad Polzelo 87e 3313 Polzela
12121978 Rojen v Slovenj Gradcu
1998-1999 Zaključena Osnovna šola Radlje ob Dravi
1999 Vpis v Srednjo strojna šola v Mariboru smer strojni tehnik
2001 Prva zaposlitev Gorenje dd in delo v oddelku preoblikovanje pločevine linija
za izdelavo pločevinastih vrat ohišji tovarna hladilne tehnike
2003 Vpis na fakulteto za strojništvo v Mariboru Visoko šolski program smer
proizvodnjo strojništvo izredno
2003 -
2004
Zadolžitev dela tehnika proizvodnje toplotno izoliranje vrat in ohišji v programu
hladilne tehnike
2005 -
2006
Statistični pregled aparatov v programu hladilne tehnike službe zagotavljanje
kakovosti
2006 - Dela v obratni merilnici službe zagotavljanje kakovosti hladilne tehnike
Univerza v Mariboru ndash Fakulteta za strojništvo Diplomsko delo
- 53 -
2007
2007- 2008 Delo v proizvodnji mojster linije za prevzemanje končnih aparatov
2008
2009
Delo v prototipni CNC programiranje in operater na CNC stroju
Delo v Gorenje Orodjarna programer in oparater CNC frezalnih strojev
Prosti čas
Pohodništvo
Kolesarjenje
Obnavljanje starodobnikov
Univerza v Mariboru ndash Fakulteta za strojništvo Diplomsko delo
UNIVERZA V MARIBORU
FAKULTETA ZA STROJNIŠTVO
Primož KOLEŽNIK
Maribor junij 2009
PRIMERJAVA MED PROGRAMOMA DEPOCAM IN UGS NX4 ZA PROGRAMIRANJE CNC-STROJEV
KAZALO vsebine
1 1 UVOD
3 21 Mejniki razvoja NC-tehnologije
9 23 NC-stroji CNC-stroji in DNC-obrati
10 24 Adaptivno krmiljenje (AC)
11 25 Prilagodljivi obdelovalni sistemi (POS)
11 26 Vpliv NC-tehnologij na obdelovalno tehniko
15 3 TREND NA PODROČJU CNC-TEHNOLOGIJE
20 36 Funkcionalnost STEP-tehnologije
21 37 STEP-tehnologija kot nov jezik za CNC-krmilje
21 38 STEP-tehnologija kot problemsko orientirano programiranje
22 4 PRIMERJAVA MED PROGRAMOMA DEPOCAM 6 IN UGS NX4 ZA PROGRAMIRANJE NC-STROJEV
22 41 Pomembnosti programov za programiranje CNC-strojev
23 42 Opis programa za NC-programiranje DEPOCAM 6
24 43 Delovno okolje DEPOCAM 6
25 44 Opis programa za NC-programiranje UGS NX4
28 51 Slikovni prikaz funkcij za programiranje DEPOCAM 6 in UGS NX4
30 53 Postavitev in uvoz modela z DEPOCAM 6
30 54 Postavitev in uvoz modela z UGS NX4
31 55 Priprava površin s programom DEPOCAM 6
33 57 Določevanje varnostnih mej z DEPOCAM 6
34 58 Določevanje varnostnih mej z UGS NX4
35 59 Določevanje obdelovalnih operacij z DEPOCAM 6
37 510 Določevanje obdelovalnih operacij z UGS NX4
40 512 Analiza rezalnih poti UGS NX4
41 513 Primerjava z vidika programiranja
45 6 PRIMERJAVA PROGRAMOV Z VIDIKA UPORABNIKA
49 7 SKLEP
51 8 VIRI
52 9 PRILOGE
KAZALO SLIK
2 Slika 21 Prvi zapis funkcij na luknjast trak
5 Slika 23 Prvi numerično krmiljen obdelovalni stroj
9 Slika 25 Prikaz numeričnega upravljanja računalnika
11 Slika 26 Prikaz povezljivosti CNC-sistema s postprocesorjem
12 Slika 27 Prikaz padanja deleža elektronskih komponent
13 Slika 28 Prikaz naraščanja stroškov programske opreme
14 Slika 29 Deleži numeričnih strojev v proizvodnji
16 Slika 31 Prikaz heterogenega DNC-sistema
17 Slika 32 Prikaz prednosti uporabe STEP-tehnologije
18 Slika 33 Obsežne CMM za preverjanje geometrije komponent
19 Slika 34 Prikaz standardne G-kode v zapisih programov CNC
20 Slika 35 Prikaz pomembnih relacij v tehnologiji STEP-NC
25 Slika 41 Prikaz delovnega okolja DEPOCAM 6
27 Slika 42 Prikaz delovnega okolja UGS NX4
28 Slika 51 Prikaz funkcij za programiranje DEPOCAM 6
29 Slika 52 Prikaz funkcij za programiranje UGS NX4
42 Slika 53 Prikaz primera primerjave programa 2D v DEPOCAM 6
43 Slika 54 Prikaz poti orodja pri 2D v UGS NX4
44 Slika 55 Prikaz 3D-programa ndash groba obdelava v DEPOCAM 6
44 Slika 56 Prikaz 3D-programa ndash groba obdelava v UGS NX4
45 Slika 61 Prikaz primerjave nekaterih pomembnih lastnosti programov
1 UVOD
2 ZGODOVINSKI OPIS RAZVOJA CNC-TEHNOLOGIJE
Slika 21 Prvi zapis funkcij na luknjast trak
21 Mejniki razvoja NC-tehnologije
Slika 22 Prvi računalniki
Slika 23 Prvi numerično krmiljen obdelovalni stroj
1920193019401950196019701980ČAS NASTANKATEHNOLOŠKI NIVO
RAZVOJ CNC PROGRAMIRANJA
UNIVERZALNEPRODUKCIJSKEAVTOMATI
22 Razvoj numerično krmiljenih strojev v Sloveniji
23 NC-stroji CNC-stroji in DNC-obrati
Slika 25 Prikaz numeričnega upravljanja računalnika
24 Adaptivno krmiljenje (AC)
25 Prilagodljivi obdelovalni sistemi (POS)
Slika 26 Prikaz povezljivosti CNC-sistema s postprocesorjem
26 Vpliv NC-tehnologij na obdelovalno tehniko
0204060801001201960196219641966196819701972197419761978198019821984198619881990RELEJNA TEHNIKA IN ELEKTRONSKE CEVITRANZISTORKSA TEHNIKATEHNIKA INTEGRIRANIH VEZIJINEGRACIJA Z MINIRAČUNALNIKI (CNC 1)MIKROPROCESORSKA INEGRACIJA(CNC 2)VLSI TEHNIKA (CNC 3)
Slika 27 Prikaz padanja deleža elektronskih komponent
020406080100196719681969197019711972197319741975197619771978197919801981198219831984
Slika 28 Prikaz naraščanja stroškov programske opreme
27 Prihodnost razvoja
MasovnaSerijskaIndividualnaMaloserijska
Deleži numeričnih strojev v proizvodnji
Slika 29 Deleži numeričnih strojev v proizvodnji
3 TREND NA PODROČJU CNC-TEHNOLOGIJE
31 Predstavitev tehnologije STEP-NC
Slika 31 Prikaz heterogenega DNC-sistema
32 STEP-proizvodnja
33 Informacijski model
Slika 32 Prikaz prednosti uporabe STEP-tehnologije
34 Lastnosti STEP-NC
35 Sedanji problemi
Slika 33 Obsežne CMM za preverjanje geometrije komponent
Slika 34 Prikaz standardne G-kode v zapisih programov CNC
Slika 35 Prikaz pomembnih relacij v tehnologiji STEP-NC
36 Funkcionalnost STEP-tehnologije
37 STEP-tehnologija kot nov jezik za CNC-krmilje
38 STEP-tehnologija kot problemsko orientirano programiranje
4 PRIMERJAVA MED PROGRAMOMA DEPOCAM 6 IN UGS NX4 ZA PROGRAMIRANJE NC-STROJEV
41 Pomembnosti programov za programiranje CNC-strojev
42 Opis programa za NC-programiranje DEPOCAM 6
43 Delovno okolje DEPOCAM 6
Slika 41 Prikaz delovnega okolja DEPOCAM 6
44 Opis programa za NC-programiranje UGS NX4
45 Delovno okolje UGS NX4
Slika 42 Prikaz delovnega okolja UGS NX4
5 PRAKTIČNI PRIMER PROGRAMIRANJA S PROGRAMOMA DEPOCAM 6 IN UGS NX4
51 Slikovni prikaz funkcij za programiranje DEPOCAM 6 in UGS NX4
Slika 51 Prikaz funkcij za programiranje DEPOCAM 6
Slika 52 Prikaz funkcij za programiranje UGS NX4
52 Uvoz modela ndash primerjava
53 Postavitev in uvoz modela z DEPOCAM 6
54 Postavitev in uvoz modela z UGS NX4
55 Priprava površin s programom DEPOCAM 6
56 Priprava površin s programom UGS NX4
57 Določevanje varnostnih mej z DEPOCAM 6
58 Določevanje varnostnih mej z UGS NX4
59 Določevanje obdelovalnih operacij z DEPOCAM 6
510 Določevanje obdelovalnih operacij z UGS NX4
511 Analiza rezalnih poti DEPOCAM 6
512 Analiza rezalnih poti UGS NX4
513 Primerjava z vidika programiranja
514 Praktični primer ndash čas obdelave narejene z DEPOCAM 6 in UGS NX4
Slika 53 Prikaz primera primerjave programa 2D v DEPOCAM 6
Slika 54 Prikaz poti orodja pri 2D v UGS NX4
Slika 55 Prikaz 3D-programa ndash groba obdelava v DEPOCAM 6
Slika 56 Prikaz 3D-programa ndash groba obdelava v UGS NX4
6 PRIMERJAVA PROGRAMOV Z VIDIKA UPORABNIKA
61 Kriteriji primerjave
Na sliki 61 smo zbrali najpomembnejše kriterije (lastnosti) za primerjavo med programoma
Slika 61 Prikaz primerjave nekaterih pomembnih lastnosti programov
62 Ugotovitve
7 SKLEP
8 VIRI
9 PRILOGE
Opravilna vrstica za izbiro varnostnih linij in zaznavo površin hellip13
13
Opravilna vrstica za izbiro obdelovalnih operacij13
13
Opravilna vrstica za izbiro različnih pogledov modela13
13
Osnovna opravilna vrstica - zavesni meni13
13
Stroju specifični program komponente s podatki o gibanju osi ki ga generira postprocesor13
Dobavitelj specifične razrešitve originalnega standarda13
Samo primitivni gibalni in priklopni ukazi 13
Ni standardiziranega podatkovnega formata za procesiranje krivulj in softiciranih NC-tehnologij13
13
N05 G5413
N10 G00 Z1000013
N15 G91 G0 Z20013
N20 T5 D1 WW13
N30 G90 M513
N35 G00 X0000 Y-150000 N40 G00 Z500013
N45 M0813
N50 S318300013
N55 M0313
N60 F147700013
N65 G00 X60000 Y-150000 N70 G00 Z500013
N75 G00 X60000 Y-150000 N80 G01 Z-050013
13
13
Idealen za papirni trak13
13
STEP-NC nadomešča G-kodo z bogatim integriranim podatkovnim formatom13
13
Navigator ˝prikaz modela in vseh operacij˝13
13
Prikaz procesiranja programa - proces Manager13
13
Ustvarjanje programa orodja geometrije operacije metode13
13
Osnovna opravilna vrstica -zavesni meni13
13
Postavitev koordinatnega sistema13
13
Navigator ˝hitri dostop do operacij in pregled˝13
13
Navigator ˝prikaz modela in vseh operacij˝ s katerimi opravljamo vse pomembne funkcije13
13
Funkcije za določevanje varnostnih mej13
13
Pregled postprocesiranja operacij13
13
Pregled postprocesiranja operacij in simulacija rezalnih poti 2D 3D13
13
Nastavitev vseh parametrov odrezavanja13
13
Navigator operacij vklop označevanje in postprocesiranje operacij13
13
Določevanje obdelovalnih površin in varnostnih mej13
13
13
13
13
13
13
13
13
13
13
STROŠKI STROJNE OPREME13
13
STROŠKI PROGRAMSKE OPREME13
13
13
13
Univerza v Mariboru ndash Fakulteta za strojništvo Diplomsko delo
- III -
PRIMERJAVA MED PROGRAMOMA DEPOCAM IN UGS NX4
ZA PROGRAMIRANJE CNC-STROJEV
Ključne besede CNC-stroji CNC-programiranje NC-program STEP-NC študij
primerov DEPOCAM 6 UGS NX4
UDK 0048962-5(0432)
Povzetek
V diplomskem delu smo najprej povzeli zgodovinski razvoj NC-tehnologije in navedli
sodobne trende na tem področju Nekoliko podrobneje smo se posvetili STEP-NC
metodologij Jedro naloge je posvečeno primerjalni študiji med programoma DEPOCAM 6 in
UGS NX4 za NC-programiranje Vpeljali smo različne kriterije primerjave programa pa smo
primerjali tudi na osnovi izvedbe praktičnih primerov
Ugotovili smo da se programa precej razlikujeta zato je bilo tudi pričakovati velik razkorak
časa izdelave med dvema operacijama z istimi rezalnimi parametri Ugotovili smo da je
programski paket DEPOCAM 6 veliko boljši pri časovni primerjavi ker je specializiran
program za programiranje CNC strojev vendar z njim ne moremo narisati ali popravljati 3D-
risb Po drugi strani pa je paket UGS NX4 splošen paket za 3D-risanje in analiziranje
simuliranje različnih obremenitev na obdelovancu zato je primeren za prototipne delavnice
kjer lahko obdelovanec nenehno spreminjamo in dograjujemo Takšen paket je dobrodošel
tam kjer so operater programer in konstrukter na enem delovnem mestu
Univerza v Mariboru ndash Fakulteta za strojništvo Diplomsko delo
- IV -
COMPARISON BETWEEN DEPOCAM END UGS NX4
PROGRAMS FOR PROGRAMMING OF CNC-MACHINES
Key words CNC-machines CNC programming NC-program STEP-NC case studies
DEPOCAM 6 UGS NX4
UDK 0048962-5(0432)
Abstract
In this thesis we summarized the development of NC-technology throughout the history and
stated modern trends of this area STEP-NC technology was discussed in more detail The
main part of the thesis includes the comparison of DEPOCAM 6 and UGS NX4 programmes
for programming We initiated different criteria of comparison and compared the programmes
in two practical cases
The important realization was that the two types of software are very different therefore a
large difference in production time was expected We established that the DEPOCAM 6
software is much better in production time as it is specialised for programming CNC- sided
moulding machines however it cannot be used for drawing or editing 3D pictures On the
other hand this software is appropriate for programming CNC machines UGD NX4 as
mechanical system enables general usage of 3D drawing and analysing simulating different
pressure on the product during process therefore ii is appropriate for prototype workshops
where the product can be changed during the process at any time Such package is appreciated
where the operator the programmer and the constructor are working together
Univerza v Mariboru ndash Fakulteta za strojništvo Diplomsko delo
- V -
KAZALO VSEBINE
1 UVOD1
2 ZGODOVINSKI OPIS RAZVOJA CNC-TEHNOLOGIJE 2
21 Mejniki razvoja NC-tehnologije3
22 Razvoj numerično krmiljenih strojev v Sloveniji8
23 NC-stroji CNC-stroji in DNC-obrati 9
24 Adaptivno krmiljenje (AC)10
25 Prilagodljivi obdelovalni sistemi (POS)11
26 Vpliv NC-tehnologij na obdelovalno tehniko11
27 Prihodnost razvoja 13
3 TREND NA PODROČJU CNC-TEHNOLOGIJE 15
31 Predstavitev tehnologije STEP-NC 15
32 STEP-proizvodnja 16
33 Informacijski model 17
34 Lastnosti STEP-NC17
35 Sedanji problemi 18
36 Funkcionalnost STEP-tehnologije 20
37 STEP-tehnologija kot nov jezik za CNC-krmilje21
38 STEP-tehnologija kot problemsko orientirano programiranje 21
4 PRIMERJAVA MED PROGRAMOMA DEPOCAM 6 IN UGS NX4 ZA
PROGRAMIRANJE NC-STROJEV 22
41 Pomembnosti programov za programiranje CNC-strojev22
42 Opis programa za NC-programiranje DEPOCAM 6 23
43 Delovno okolje DEPOCAM 624
44 Opis programa za NC-programiranje UGS NX425
45 Delovno okolje UGS NX427
Univerza v Mariboru ndash Fakulteta za strojništvo Diplomsko delo
- VI -
5 PRAKTIČNI PRIMER PROGRAMIRANJA S PROGRAMOMA DEPOCAM 6
IN UGS NX4 28
51 Slikovni prikaz funkcij za programiranje DEPOCAM 6 in UGS NX428
52 Uvoz modela ndash primerjava 29
53 Postavitev in uvoz modela z DEPOCAM 630
54 Postavitev in uvoz modela z UGS NX4 30
55 Priprava površin s programom DEPOCAM 6 31
56 Priprava površin s programom UGS NX4 32
57 Določevanje varnostnih mej z DEPOCAM 6 33
58 Določevanje varnostnih mej z UGS NX434
59 Določevanje obdelovalnih operacij z DEPOCAM 6 35
510 Določevanje obdelovalnih operacij z UGS NX4 37
511 Analiza rezalnih poti DEPOCAM 6 39
512 Analiza rezalnih poti UGS NX4 40
513 Primerjava z vidika programiranja 41
514 Praktični primer ndash čas obdelave narejene z DEPOCAM 6 in UGS NX4 41
6 PRIMERJAVA PROGRAMOV Z VIDIKA UPORABNIKA45
61 Kriteriji primerjave 45
62 Ugotovitve 47
7 SKLEP 49
8 VIRI51
9 PRILOGE 52
Univerza v Mariboru ndash Fakulteta za strojništvo Diplomsko delo
- VII -
KAZALO SLIK
Slika 21 Prvi zapis funkcij na luknjast trak2Slika 22 Prvi računalniki 3Slika 23 Prvi numerično krmiljen obdelovalni stroj5Slika 25 Prikaz numeričnega upravljanja računalnika 9Slika 26 Prikaz povezljivosti CNC-sistema s postprocesorjem11Slika 27 Prikaz padanja deleža elektronskih komponent12Slika 28 Prikaz naraščanja stroškov programske opreme 13Slika 29 Deleži numeričnih strojev v proizvodnji14Slika 31 Prikaz heterogenega DNC-sistema 16Slika 32 Prikaz prednosti uporabe STEP-tehnologije 17Slika 33 Obsežne CMM za preverjanje geometrije komponent 18Slika 34 Prikaz standardne G-kode v zapisih programov CNC 19Slika 35 Prikaz pomembnih relacij v tehnologiji STEP-NC 20Slika 41 Prikaz delovnega okolja DEPOCAM 625Slika 42 Prikaz delovnega okolja UGS NX4 27Slika 51 Prikaz funkcij za programiranje DEPOCAM 628Slika 52 Prikaz funkcij za programiranje UGS NX4 29Slika 53 Prikaz primera primerjave programa 2D v DEPOCAM 6 42Slika 54 Prikaz poti orodja pri 2D v UGS NX443Slika 55 Prikaz 3D-programa ndash groba obdelava v DEPOCAM 6 44Slika 56 Prikaz 3D-programa ndash groba obdelava v UGS NX4 44Slika 61 Prikaz primerjave nekaterih pomembnih lastnosti programov 45
Univerza v Mariboru ndash Fakulteta za strojništvo Diplomsko delo
- VIII -
UPORABLJENE KRATICE
AAM (Application Activity Model) Model področja
aktivnosti
AIC (Application Interpreted Constructs) Deljivi resursi
AIM (Application Interpreted Model) Aplikacijski
interpretirani model
AP (Applicatin Protocol) Aplikacijski protokol
API (Application Programming Interface) Aplikacijski programski
˝interfejs˝
CAD (Computer Aided Design) Računalniško podprte
oblikovanje
CAE (Computer Aided Engineering) Računalniško podprte
tehnične analize
CAM (Computer Aided Manufacturing) Računalniško podprta
proizvodnja
CAPP (Computer Aided Process Planning) Računalniško podprto
načrtovanje procesa
CNC (Computer Numerical Control) Računalniško numerično
krmilje
NC (Numerical Control) Numerično krmiljenje
DNC (Direct Numerical Control) Neposredno numerično
krmiljenje
ADNC (Application Direct Numerical Control) Aplikacijsko neposredno
numerično krmilje
Univerza v Mariboru ndash Fakulteta za strojništvo Diplomsko delo
- IX -
CAID (Centre of Applied Industrial Design) Center za dizajn
PMI (Product and Manufacturing Information) Produktni in proizvodni
podatki
PDM (Pruduct Data Management) Upravljanje s podatki v
proizvodnji
PLM (Product Lifecycle Management) Računalniško podprt
sistem za spremljanje
razvojnega cikla izdelka
IGES (Initial Graphics Exchange Standard) Standard za razumevanje
proizvodnje
ISO (International Organization for
Standardization)
Mednarodna
organizacija za
standardizacijo
STEP-NC (STEP Numeric Control) Razširjeni STEP
standard za NC-stroje
STEP (Standard for the Exchange of Product Model
Data)
Standard za razumevanje
podatkov proizvodnje
Univerza v Mariboru ndash Fakulteta za strojništvo Diplomsko delo
- 1 -
1 UVOD
V začetku diplomskega dela bomo predstavili zgodovino nastanka CNC-tehnologije in
prihodnost nekaterih metodologij zapisa CNC-programa s STEP-tehnologijo Na to bomo
izvedli primerjavo med programoma za CNC-programiranje strojev DEPOCAM 6 in UGS
NX4 ter primerjali nekatere osnovne funkcije obdelav s programoma Izvedli bomo tudi
primerjavo časa izdelave obdelovanca v programskem okolju Za to primerjavo bomo vnašali
v oba programa enake parametre odrezavanja pomike enako število obratov parametre
orodja in ugotavljali kakšen je čas operacij 2D in 3D med programoma Vršili bomo
primerjavo med programoma z vidika
finančnega vložka
popolnosti funkcij
uporabniške prijaznosti
časovne zahtevnosti
možnosti dogradnje postprocesorjev za krmilje CNC-strojev
arhiviranja orodij
časa izobraževanja
časa izdelave izračunov poti orodja
Za primerjanje programske opreme smo se odločili da bi ugotovili katere so dobre in
slabe strani programov in kako lahko določimo področje uporabe v proizvodnji Z vidika
primerjave je glede CNC-programske opreme napisanega premalo da bi ob nakupu takšne
opreme lahko primerjali lastnosti med programi in opravili najboljšo izbiro Veliko podjetij se
ob nakupu programske opreme odloči napačno ker se izbere programska oprema ki ne
dosega optimalnih rezultatov na strojih v določeni proizvodnji (orodjarstvo serijska
proizvodnja) S takšnimi odločitvami podjetja izgubijo finančna sredstva in tudi
konkurenčnosti proti drugim podjetjim
Univerza v Mariboru ndash Fakulteta za strojništvo Diplomsko delo
- 2 -
2 ZGODOVINSKI OPIS RAZVOJA CNC-TEHNOLOGIJE
Želji po napredku ki je prisotna v slehernem od nas ves čas botrujejo okoliščine ki jo
vzpodbujajo in včasih tudi usmerjajo Tako lahko le za redke izume trdimo da so plod
popolnoma neodvisne ideje V večini primerov so to izsledki temeljnih znanstvenih disciplin
kot sta matematika in fizika Na področju aplikativnih znanosti pa so izumi večinoma
pogojeni z razvojem tehnike in znanosti nasploh To še posebej velja za razvoj obdelovalnih
strojev kjer zgodovino poleg temeljnih znanosti krojijo še mnogi družbeni dejavniki ter
trenutne potrebe trga
Tako je prvi NC-stroj nastal zaradi potreb vojaške industrije ki je potrebovala orodje za
izdelavo vse zahtevnejših letal in letalskih pogonov Seveda bi si ta industrija podobne stroje
želela že prej vendar zanje čas še ni ˝dozorel˝ Pred njimi so morali nastati nekateri izumi in
ideje ki so ustvarili podlago in sprožili željo po izdelavi raquoSistema za neposredno krmiljenje
položaja vreten obdelovalnih strojev preko izhoda računskega strojalaquo kot se je glasil opis
naročila projekta ameriške vojske ki ga je prevzel John Parsons na MIT in ga danes štejemo
za izumitelja NC-stroja
Slika 21 Prvi zapis funkcij na luknjast trak
Univerza v Mariboru ndash Fakulteta za strojništvo Diplomsko delo
- 3 -
21 Mejniki razvoja NC-tehnologije
Idejo o krmiljenju naprav po vnaprej določenem scenariju lahko zasledimo že v 14 stoletju
ko so zvonove krmilili s posebnimi bodičastimi valji in na ta način dobili želeno ˝melodijo˝
ki se je lahko večkrat ponovila Razvoj sistema numerično vodenih obdelovalnih strojev je s
podobnimi izumi v tesni zvezi na njegov nastanek in nezadržni razcvet pa močno vpliva
razvoj elektronike in računalniške tehnike
V nadaljevanju je podanih nekaj ključnih zgodovinskih mejnikov razvoja krmilne tehnike
in numerično krmiljenih strojev
1808 je Joseph M Jacquard uporabil pločevinaste kartice z luknjicami za krmiljenje
tkalskih strojev in tako iznašel prenosljiv nosilec podatkov
1863 je M Fourneaux patentiral avtomatski klavir znan pod imenom Pianola Srce
klavirja je poleg običajnih klavirskih sestavnih delov vsebovalo približno 30 cm širok
papirnat trak z luknjicami (slika 21) skozi katere je stisnjen zrak krmilil mehanično
tipkovnico in igral melodije kodirane na papirnatem traku To metodo so nato
razvijali da je bilo mogoče regulirati tudi zvok jakost ter hitrost igranja kar je
omogočilo precej natančno izvedbo klavirskih skladb
Slika 22 Prvi računalniki
Univerza v Mariboru ndash Fakulteta za strojništvo Diplomsko delo
- 4 -
1938 je Claude E Shannon med pripravo svoje doktorske naloge na Massachusetts
Institute of technology (MIT) prišel do spoznanja da sta avtomatski preračun ter
prenos podatkov mogoča samo v dvojiški obliki in ob uporabi Boolove algebre ter da
so elektronska stikala edine praktično uporabne komponente za ta namen
1946 sta dr John W Mauchly in dr J Presper Eckert izdelala in dobavila ameriški
vojski prvi digitalni računalnik Eniac (slika 22)
1949ndash1952 je John Parsons v okviru MIT po naročilu ameriških letalskih sil razvil
˝Sistem za neposredno krmiljenje položaja vreten obdelovalnih strojev preko izhoda
računskega stroja˝ in kot dokaz o delovanju oblikoval izdelek Parsons je s svojim
projektom podal štiri ključna izhodišča za nadaljnji razvoj ideje o numeričnem
krmiljenju
o izračunana pot orodja se hrani na luknjani kartici
o luknjane kartice se na stroju avtomatično berejo
o kontrolira se gibanje orodja
o na osnovi teh podatkov se opravlja gibanje po koordinatnih poteh s servomotorji
Univerza v Mariboru ndash Fakulteta za strojništvo Diplomsko delo
- 5 -
Slika 23 Prvi numerično krmiljen obdelovalni stroj
1952 je pričel na MIT delovati prvi numerično krmiljeni obdelovalni stroj z imenom
Cincinnati Hydrotel z navpičnim vretenom Krmilje je bilo izvedeno z elektronkami
omogočalo je hkratno premikanje treh osi (3D-linearna interpolacija) in dobivalo
podatke preko dvojiško kodiranih luknjanih trakov (slika 23) S temi stroji je bilo
možno izdelati vedno zahtevnejše integralne dele za potrebe letalske industrije Šlo je
za izdelke ki jih je bilo možno natančno opisati z malo matematičnimi podatki vendar
zelo težko ročno izdelati
1954 odkupi podjetje Bendix Parsonsove patentne pravice in proizvede prvi
industrijsko izdelan NC-stroj prav tako z uporabo elektronk
1957 postavijo ameriške letalske sile (US Air Force) prve NC-rezkalne stroje v svoje
delavnice
Univerza v Mariboru ndash Fakulteta za strojništvo Diplomsko delo
- 6 -
1958 je bil predstavljen prvi programski jezik s simboli imenovan APT in sicer v
povezavi z računalnikom IBM 704 Pomeni začetek strojnega programiranja
1960 predstavijo nemški proizvajalci na sejmu v Hannovru svoje prve NC-stroje Za
numerična krmilja pričnejo v tem letu uporabljati tranzistorska vezja
1963 je bil izdelan prvi specialni NC-stroj
1965 iznajdejo avtomatični izmenjevalnik orodja
1968 postanejo z uporabo IC-tehnike (integralna vezja) krmilja manjša in
zanesljivejša
1969 uporabijo v podjetju SUNDSTRAND Omnicontrol v ZDA prve DNC-naprave
1970 iznajdejo avtomatično menjavo obdelovancev z menjavo transportnih palet
1972 omogočijo prvi NC-stroji s serijsko vgrajenim miniračunalnikom razvoj novi
generaciji zmogljivejših računalniško krmiljenih strojev ki pa so jih kmalu zamenjali
CNC-stroji z mikroprocesorji
1974 je bil izdelan prvi večoperacijski CNC-obdelovalni stroj
1975 iznajdejo avtomatične korekture orodja (povratni hod)
Univerza v Mariboru ndash Fakulteta za strojništvo Diplomsko delo
- 7 -
1976 pričnejo za krmilja CNC-strojev uporabljati mikroprocesorje
1977 iznajdejo avtomatični nadzor življenjske dobe orodja (AC-krmilja)
1978 so zasnovani prvi prilagodljivi proizvodni sistemi (POS)
1980 so programska orodja ki so jih razvili in pričeli integrirati v CNC-stroje
omogočila programiranje neposredno na strojih in sprožila spopade za in proti
krmiljem z ročnim vnosom podatkov CNC-krmilja že vsebujejo podprograme za
pomoč pri izdelavi programov za proizvodnjo
1984 postavijo zelo zmogljivi CNC-stroji podprti s programskimi orodji z grafičnim
prikazom nova merila za programiranje proizvodnje
198687 omogočajo standardni programski in računalniški vmesniki povezavo strojev
v avtomatizirano tovarno na podlagi računalniških mrež (CIM in JIT)
Univerza v Mariboru ndash Fakulteta za strojništvo Diplomsko delo
- 8 -
1920
1930
1940
1950
1960
1970
1980ČA
S N
ASTA
NKA
TEHNOLOŠKI NIVO
RAZVOJ CNC PROGRAMIRANJA
UNIVERZALNE
PRODUKCIJSKE
AVTOMATI
Slika 24 Prikaz razvoja CNC-programiranja
22 Razvoj numerično krmiljenih strojev v Sloveniji
Pri nas so se prvi NC-stroji pojavili okrog leta 1976 in sicer v Železarni Ravne kjer sta bila
proizvajalca Pratt amp Whitney na tedanji Višji tehniški šoli v Mariboru ter na Fakulteti za
strojništvo v Ljubljani pa vrste Cincinnati Milacron Med prve moderno opremljene tovarne
prištevamo še Litostrojevo tovarno viličarjev kjer se je proizvodnja na sodobnih CNC-strojih
začela leta 1979 Na območju nekdanje Jugoslavije so prvi NC-stroj pognali v Prvomajski v
Zagrebu ( prikaz razvoja slika 24)
Naše tovarne se z izdelavo računalniško krmiljenih stružnic in vrtalno-rezkalnih strojev za
obdelavo kovin niso ukvarjale Poleg bogate ponudbe iz tujine so s tovrstnimi stroji tovarne
bivše Jugoslavije opremljali Prvomajska iz Zagreba in še nekateri drugi proizvajalci Med
našimi proizvajalci velja omeniti Iskro ki je izdelala krmilnik CNC-2T Litostroj je izdelal
Univerza v Mariboru ndash Fakulteta za strojništvo Diplomsko delo
- 9 -
več različnih CNC-preoblikovalnih strojev in linij za razrez pločevine v Gorenju so izdelali
robota itd
Precej več je bilo narejenega na razvoju programske opreme za računalniško načrtovanje
izdelovalnega procesa (CAP) kjer beležimo nekaj odmevnih izdelkov s področja
računalniškega programiranja NC-strojev in upravljanja proizvodnih procesov
23 NC-stroji CNC-stroji in DNC-obrati
Prvotni koncept numeričnega krmiljenja (NC) je s pojavom miniračunalnikov še bolj pa s
pojavom mikroračunalnikov prerasel v dosti naprednejši CNC-koncept CNC je okrajšava za
Computerized Numerical Control v bistvu pa pomeni krmilje z vgrajenim računalnikom
Vgrajen računalnik je olajšal upravljanje stroja omogočil izvajanje zahtevnejših računskih
operacij na njem (interpolacije višjega reda) izboljšal pomnilniške kapacitete krmilja
predvsem pa omogočil povezovanje krmilijstrojev v industrijske računalniške mreže (slika
25)
Slika 25 Prikaz numeričnega upravljanja računalnika
Univerza v Mariboru ndash Fakulteta za strojništvo Diplomsko delo
- 10 -
To zadnjo lastnost s pridom uporablja koncept DNC-obrata Kratica pomeni Direct
Numerical Control ali neposredno numerično krmiljenje gre pa za idejo osrednjega
nadzornega računalnika ki upravlja več CNC-strojev ˝Upravljanje˝ je v večini primerov
omejeno na osrednje shranjevanje NC-programov ter prenos le-teh od računalnika do strojev
in nazaj Seveda lahko ima osrednji računalnik tudi bolj zahtevne naloge kot so zbiranje
podatkov o delovanju strojev upravljanje toka materiala in celo upravljanje proizvodnje
Zaradi stalnega padanja cen elektronskih komponent in hitrega razvoja mikroračunalniške
tehnologije najdemo danes NC-stroje le še v arhivih in zgodovinskih učbenikih sicer pa so
moderni numerično krmiljeni stroji izključno CNC-stroji
24 Adaptivno krmiljenje (AC)
Iz jedra osnove numerično krmiljenih strojev ne smemo izpustiti adaptivnega krmiljenja s
katerim skušamo numerično krmiljene stroje avtomatizirati do te mere da bomo med
obratovanjem lahko vplivali na sam proces odrezavanja in s tem tudi na glavni čas obdelave
Vsa do sedaj omenjena avtomatizacija namreč služi le skrajševanju pomožnih in pripravnih
časov ki jih lahko z umno organizacijo in uporabo sistemov za avtomatsko menjavo
obdelovancev tudi izničimo
Adaptivno krmiljeni sistemi pa z avtomatskimi napravami vplivajo na proces odrezavanja
in sicer z namenom skrajševanja glavnega časa obdelave AC-sistemi so torej posebna oblika
krmilja kjer je postopek odrezavanja vključen v regulacijski krog
Postopek odrezavanja je navadno vnaprej predviden in določen z osnovnimi odrezovalnimi
parametri (globina rezanja podajanje rezalna hitrost) ki so izračunani glede na neke
standardne delovne pogoje Ti pogoji pa lahko od dejanskih bistveno odstopajo kar lahko s
tipali zaznamo kot na primer manjšo obremenitev stroja in podobno V tem primeru lahko
parametre spremenimo in tako vplivamo na glavni obdelovalni čas Podobno lahko z
merjenjem odrivne sile na orodju zaznamo obrabljenost orodja in ga pravočasno zamenjamo ndash
še preden proizvedemo izmet Numerično krmiljen stroj opremljen s potrebnimi tipali in
krmiljem ki ta tipala nadzoruje imenujemo adaptivno krmiljen stroj
Univerza v Mariboru ndash Fakulteta za strojništvo Diplomsko delo
- 11 -
25 Prilagodljivi obdelovalni sistemi (POS)
Prilagodljive obdelovalne sisteme (POS) bi lahko imenovali tudi izpopolnjena nadgradnja
DNC-sistema Prilagodljiv obdelovalni sistem je skupek CNC-strojev ki so med sabo fizično
in podatkovno (logično) povezani Za fizično povezavo skrbi transportni oziroma logistični
sistem za podatkovno pa računalniško omrežje in osrednji nadzorni računalnik V takšen
sistem povezujemo stroje z namenom večje avtomatizacije delovnega procesa in s tem
skrajšanja proizvodnih časov POS se od DNC razlikuje predvsem po vlogi nadzornega
računalnika ki tukaj poleg obdelovalnega regulira še logistični sistem (slika 26)
Prilagodljivi obdelovalni sistemi so namenjeni izdelavi tehnološko podobnih delov
omogočajo pa optimizacijo celotnega sistema in s tem hitrejše ter učinkovitejše odpravljanje
motenj v procesu
Slika 26 Prikaz povezljivosti CNC-sistema s postprocesorjem
26 Vpliv NC-tehnologij na obdelovalno tehniko
Z novimi iznajdbami na področju elektronike in elektrotehnike (tranzistor integrirana vezja
hellip) so se na področju izdelave krmilnih naprav za numerično krmiljene strojev odprle številne
nove možnosti V prvi fazi je napredek tekel predvsem v smeri povečanja sposobnosti
krmilnih enot kjer je bil vrhunec dosežen z vgradnjo računalnika v krmilje (slika 27) V
Univerza v Mariboru ndash Fakulteta za strojništvo Diplomsko delo
- 12 -
drugi fazi pa so elektronske komponente začeli vgrajevati tudi v ostale dele stroja da bi s tem
dvignili nivo avtomatizacije ter dodatno skrajšali pripravljalni in nastavni čas Hiter napredek
je omogočilo predvsem hitro padanje cen elektronskih komponent ki so v začetnem obdobju
predstavljale levji delež stroškov izdelave numerično krmiljenega stroja danes pa pomenijo
že manj kot 10 odstotkov vrednosti celotnega stroja ( slika 28)
0
20
40
60
80
100
120
1960
1962
1964
1966
1968
1970
1972
1974
1976
1978
1980
1982
1984
1986
1988
1990
RELEJNA TEHNIKA IN ELEKTRONSKE CEVI
TRANZISTORKSA TEHNIKA
TEHNIKA INTEGRIRANIH VEZIJ
INEGRACIJA Z MINIRAČUNALNIKI (CNC 1)
MIKROPROCESORSKA INEGRACIJA(CNC 2)
VLSI TEHNIKA (CNC 3)
Slika 27 Prikaz padanja deleža elektronskih komponent
Z vključitvijo mikroračunalnika v krmilje stroja so se odprle dodatne možnosti za dvig
avtomatizacije proizvodnje predvsem pa za izdelavo vse zahtevnejših oblik Obenem se
pojavijo tudi težnje da bi večji del programerskih funkcij postavili neposredno na krmilje
stroja K sreči so se te težnje kmalu izgubile saj bi danes to pomenilo da bi stroj vreden
nekaj 100 tisoč evrov namesto svoje ciljne funkcije opravljal delo osebnega računalnika
vrednega nekaj 300 evrov Je pa omenjeni trend pustil pozitivne posledice pri razvoju
konvencionalnih univerzalnih strojev Ti so danes prav tako že opremljeni s krmilji vendar je
postavitev vseh elementov še vedno prirejena človeku ki s strojem dela in ne avtomatskim
strežnim napravam kot je to običaj pri ˝čistih˝ numerično krmiljenih strojih
S pojavom CNC-strojev pa se je zgodila še ena velika sprememba ki je bila posledica
vgrajenega računalnika Pokazala se je namreč potreba po zmogljivejši in vse zahtevnejši
programski opremi Le-ta je kmalu začela predstavljati večji del vrednosti stroja kot pa
Univerza v Mariboru ndash Fakulteta za strojništvo Diplomsko delo
- 13 -
njegove mehanske komponente Oba navedena vzroka neuporabnost stroja če se na njem
izvaja programiranje in stroški programske opreme sta privedla do ločevanja programerskih
funkcij od čistih krmilno-komunikacijskih funkcij krmilja Tako se danes z redkimi
izjemami programiranje strojev izvaja na ločenih grafičnih postajah kjer se s pomočjo
simulacijskih programov izvede tudi preizkušanje NC-programov Od tod pa se preverjeni
NC-programi preko računalniških mrež prenašajo do CNC-strojev
0
20
40
60
80
100
1967
1968
1969
1970
1971
1972
1973
1974
1975
1976
1977
1978
1979
1980
1981
1982
1983
1984
Slika 28 Prikaz naraščanja stroškov programske opreme
27 Prihodnost razvoja
Od prihodnosti na področju razvoja numerično krmiljenih strojev pričakujemo predvsem
večje možnosti povezovanja v računalniška omrežja Te so namreč še vedno odvisne od
standardnih serijskih vmesnikov tipa RS 232 na katere se potem priklapljajo najrazličnejše
zunanje komunikacijske naprave Zaradi omejitev serijske komunikacije je seveda močno
omejena tudi izmenjava podatkov med strojem in nadzornim računalnikom ki bo v prihodnje
nujna zato pričakujemo tudi ukinjanje nekaterih funkcij CNC-krmilja ki sodijo bolj na
STROŠKI PROGRAMSKE OPREME
STROŠKI STROJNE OPREME
Univerza v Mariboru ndash Fakulteta za strojništvo Diplomsko delo
- 14 -
področje grafičnih delovnih postaj Namesto teh bo prišlo do vključevanja omrežnih
protokolov kot sta TCPIP in IPXSPX kar bo omogočilo neposredno povezovanje v
arhitekturo odjemalecstrežnik s čimer se bo pojavila tretja generacija DNC-konceptov
Nenazadnje bo prej ali slej moralo priti do ukinitve trenutnega standarda NC-kodnega zapisa
ki s svojo omejenostjo že predstavlja oviro Pričakujemo lahko pojav novega standarda z
izrazno bogatejšim kodiranjem ali celo pojav poprocesorjev integriranih v krmilja CNC-
strojev
Zelo pomembno za prihodnji razvoj numerično krmiljenih strojev in s tem povezane
tehnologije je nadaljnje upadanje deleža velikoserijske in masovne proizvodnje v
strojegradnji kar je posledica tržnih sprememb Potrebe trga se vedno bolj nagibajo k večji
individualizaciji dobrin kar pomeni prilagajanje posameznih izdelkov posebnim
individualnim potrebam kupca V takšnih razmerah pa sta nujni velika prilagodljivost in
odzivna sposobnost proizvodnega sistema za kar so numerično krmiljeni obdelovalni stroji
vedno bolj prilagojeni (slika 29)
MasovnaSerijska
Individualna
Maloserijska
Deleži numeričnih strojev v proizvodnji
Slika 29 Deleži numeričnih strojev v proizvodnji
Univerza v Mariboru ndash Fakulteta za strojništvo Diplomsko delo
- 15 -
3 TREND NA PODROČJU CNC-TEHNOLOGIJE
STEP-NC se uporablja v proizvodnji frezanja vrtanja struženja konturnega rezanja in je
prihodnost CNC-programiranja Povezovanje sistemov z boljšim ga naredi bolj
interoperabilnega omogoča hitrejše programiranje ter varnejše delo Tako lahko z uporabo
koncepta fleksibilne proizvodnje s tem sistemom prihranimo ogromno denarja
31 Predstavitev tehnologije STEP-NC
V preteklih letih se je ogromno dogajalo v smeri razvoja elektronske tehnologije kot tudi na
področju programske opreme ki sta tesno povezani tehnologiji kateri sta imeli ogromen vpliv
na današnje numerične CNC-stroje in krmilja
Numerični stroji in krmilniki so postali bolj inteligentni fleksibilni z več spomina
oziroma kapacitete ter z veliko boljšo povezavo v skupnem internem omrežju (slika 31) To
vodi v spremembo oblikovanja DNC-sistema ki temelji na prejšnjem DNC-sistemu Z DNC-
sistemom podatkov dobimo bolj primerne sposobnosti shranjevanja ne samo v centralnih
DNC-serverjih ampak tudi v CNC-krmilnikih ali CNC-terminalih Sprememba arhiviranja
pomeni zahtevo DNC-programske opreme naj se spremenijo tako DNC v celoti z vsemi
osnovnimi funkcijami tega sistema kakor tudi distribucija NC-podatkov v obeh smereh do
CNC-stroja Tako naj bi zadovoljili današnje zahteve da dovoljujejo uporabnikom gradnjo
spreminjanje podatkov v odnosu med obdelovancem (3D-zapis) s 3D in drugimi
podatkovnimi programi kot so denimo program za arhiviranje podatkov orodij informacij
risb obdelovanca proizvodnih podatkov strojnih parametrov Vse želje uporabnikov bazirajo
na tem kako povezati vse sisteme preko interneta ter tako pridobiti na večji fleksibilnosti
sistema oziroma proizvodnje Takšni sistemi omogočajo večjo preglednost podatkov s čimer
se samo spreminjanje podatkov ne vrši v spremembi glavnih funkcij le-teh Sedanji problemi
s podatki ki prihajajo na stroj po drugih sistemih kot so enosmerni sistem NC v CNC
povzročajo pri transformiranju izgubo osnovnih podatkov Težavo pa predstavlja tudi
Univerza v Mariboru ndash Fakulteta za strojništvo Diplomsko delo
- 16 -
kasnejše popravljanje podatkov na stroju kar privede v naslednji fazi do izgube le-teh STEP-
tehnologija pa nam omogoča boljšo preglednost ter bolj natančen zapis podatkov
Slika 31 Prikaz heterogenega DNC-sistema
32 STEP-proizvodnja
STEP-proizvodnja temelji na DNC-sistemu z zmožnostjo za shranjevanje v DNC-serverju
in tudi v CNC-terminalu To predstavlja velik izziv za DNC-programsko opremo v
implimentarnih osnovnih funkcijah
Posredovalcu ki temelji na DNC-programski opremi z asistenco (ADNC) je
predlagano kako reševati probleme znotraj samega omrežja ter prenosa podatkov Njegova
naloga je zbirati distribute NC-informacij in jih transformirati oz prenesti varno in seveda
v celotni obliki z vsemi pripadajočimi funkcijami NC-program z zbranimi strojnimi
podatki znotraj omrežja ne izgubi veličinskih funkcij Zato dobiva tehnologija STEP-NC
nove razsežnosti nadaljnjega razvoja v smeri kako s sestavo agentov ki temeljijo na
asistenci (agenti AP s platformo agenta JADE) nadzorovati spremembe transformacij NC-
programov
Univerza v Mariboru ndash Fakulteta za strojništvo Diplomsko delo
- 17 -
33 Informacijski model
STEP integrira več kot deset objektnih modelov s takšno povezljivostjo pa dobimo boljši
informacijski sistem ki zajema inženirsko kolaborativno delo upravljanje oskrbovalne
verige avtomatizacijo tovarne mikro obdelavo Med objektnimi modeli je mnogo
pomembnih relacij (slika 32)
Slika 32 Prikaz prednosti uporabe STEP-tehnologije
34 Lastnosti STEP-NC
Eliminacija 4500+ postprocesorjev
Varnejši bolj prilagodljivi obdelovalni stroji
Out-sourcing kontrole kvalitete
Projicirani prihranki pri procesiranju
Univerza v Mariboru ndash Fakulteta za strojništvo Diplomsko delo
- 18 -
35 Sedanji problemi
Trenutno aktualni proces je neučinkovit
Konstrukcija pošilja nepopolne podatke
Proizvodnja dela popravke a jih ne dokumentira
Končni rezultat je krmilni program ki dela le na enem stroju pri enem dobavitelju
RS274D ISO DIN66025 (G-koda) je stara 50 let
CMM za preverjanje geometrije komponent so obsežne (slika 33)
Slika 33 Obsežne CMM za preverjanje geometrije komponent
V uporabi imamo NC-programiranje z RS274D ki ima v zapisu še vedno G-kodo Ta
nima tako bogatega zapisa integriranih podatkov kot STEP-NC kar prikazuje navedeni
primer - razlike med obema zapisoma (slika 34)
Univerza v Mariboru ndash Fakulteta za strojništvo Diplomsko delo
- 19 -
Slika 34 Prikaz standardne G-kode v zapisih programov CNC
N05 G54
N10 G00 Z10000
N15 G91 G0 Z200
N20 T5 D1 WW
N30 G90 M5
N35 G00 X0000 Y-150000 N40 G00 Z5000
N45 M08
N50 S3183000
N55 M03
N60 F1477000
N65 G00 X60000 Y-150000 N70 G00 Z5000
N75 G00 X60000 Y-150000 N80 G01 Z-0500
Stroju specifični
program komponente s
podatki o gibanju osi
ki ga generira
postprocesor
Dobavitelj specifične
razrešitve originalnega
standarda
Samo primitivni gibalni
in priklopni ukazi
Ni standardiziranega
podatkovnega formata
za procesiranje krivulj
in softiciranih NC-
tehnologij
Idealen za papirni
trak
STEP-NC nadomešča G-kodo z
bogatim integriranim
podatkovnim formatom
Univerza v Mariboru ndash Fakulteta za strojništvo Diplomsko delo
- 20 -
Slika 35 Prikaz pomembnih relacij v tehnologiji STEP-NC
36 Funkcionalnost STEP-tehnologije
Korist in funkcionalnost STEP-tehnologije sta danes na področju boljše kontrole procesov
kjer s pomočjo te tehnologije zajamemo bolj natančno funkcijo zapisa daljic in lokov (TCP-
zapis) K temu spadajo tudi vse tolerirane krivulje ter produkti geometrije obdelovanca s
čimer je izboljšan zapis v STEP-tehnologiji veliko bolj natančen ( slika 35)
Nadaljnje razvijanje STEP-tehnologije v odvisnosti koristi in funkcionalnosti poteka v
smeri boljšega določevanja parametrov značilnosti toleranc značilnosti vrtilnih ciklov ki
spadajo v skupino boljšega monitoringa procesov Naslednja najnovejša skupina STEP-
tehnologije je fleksibilna proizvodnja z boljšim zapisom parametričnih operacij nadzorovanje
delovnih korakov tolerirane površine pogojne operacije Na ta način dobimo na osnovnem
nivoju zgradbe samega krmiljenja procesa tako imenovano pametno krmilje ki je zgrajeno iz
CAM-zapisa z dvosmerno povezavo z zapisovalnikom (DLL) ta pa je v povezavi z AP-238
datotekami (SUBS) in je enosmerno povezan s kontrolo podatkov ter STEP-NC-
simulatorjem vse skupaj pa je v povezavi s krmilnikom HMI do krmilnika gibov Krmilnik
Univerza v Mariboru ndash Fakulteta za strojništvo Diplomsko delo
- 21 -
HMI sestavljata pretvornik (DL) in gibalnik ukazov (TCP) Vse to sestavlja osnovni nivo
konfiguracije katerega smo vstavili v obstoječe CNC-komponente Vstavili smo zapisovalnik
(DLL) in pretvornik (DL) ki omogočata eliminacijo postprocesorjev hitrejšo operaterjevo
potrditev programa ter optimalno kreiranje poti na stroju Če pa krmilnik HMI dopolnimo z
nadzornim (DLL) in CNC-polnilnikom pa dobimo konfiguracijo nadzora procesa Ta nam
dovoljuje verifikacijo pravilnosti operacij krmilnika čase operativnih parametrov indifikacijo
značilnosti operacije orodij za vsak delovni potek
37 STEP-tehnologija kot nov jezik za CNC-krmilje
Za kompleksnejše obdelovance je tehnologija STEP-NC popolna saj gre za nedvoumen
model komponent in procesov Združuje obdelovalne procese potrebe po orodjih geometriji
tolerancah in PDM S CNC-sistemom naredi bolj interoperabilnega omogoča hitrejše
programiranje varnejše delo Tako lahko z uporabo koncepta fleksibilne proizvodnje s tem
sistemom prihranimo ogromno denarja
38 STEP-tehnologija kot problemsko orientirano programiranje
Z datoteko AP-238 opisujemo kaj in tudi kako saj s tem dosežemo da iz surovca
naredimo geometrijo odstranjujemo značilnosti spreminjamo vrstni red z ustreznimi orodji
ki ustrezajo tem zahtevam AP-238 dovoli krmilniku tudi izbiro gibov orodja S tem
nadomestimo prejšnjo obliko zapisa s standardno kodo G ki opisuje samo kako (premakni
orodje na to lokacijo premakni orodje na to lokacijo in tako naprej za tisoč ukazov)
Univerza v Mariboru ndash Fakulteta za strojništvo Diplomsko delo
- 22 -
4 PRIMERJAVA MED PROGRAMOMA DEPOCAM 6 IN UGS
NX4 ZA PROGRAMIRANJE NC-STROJEV
41 Pomembnosti programov za programiranje CNC-strojev
Danes imamo na trgu veliko izbiro programov paketov za CAM-programiranje pri katerih
vsak po svoje odlično služi svojemu namenu naloga uporabnika pa je da ob investiciji pri
nakupu takšnega paketa ve kakšna je njegova namembnost in kaj bo z njim počel da ga bo
lahko optimalno izkoristil tudi v prihodnosti
Paketi CAM-programiranja se danes razlikujejo v detajlih ki jih uporabniki začetniki niti
ne opazijo To pride najbolj do izraza pri jalovih hodih oz poteh ki so generirane pri samem
programiranju in se od programa do programa razlikujejo To so zelo pomembni parametri v
odvisnosti koliko časa bomo porabili za izdelavo izdelka na CNC-stroju z najbolj
optimalnimi potmi s katerimi bomo prihranili pri času izdelave Tukaj ne smemo pozabiti da
tudi sekvence poti vplivajo na čas in obstojnost orodja Orodja in njihova obstojnost pomenijo
velik delež stroškov in če te parametre držimo na optimumu prihranimo na letni ravni
ogromno časa in denarja ter podaljšamo delovanje orodij Lahko bi rekli da so ti parametri
najbolj zaželeni seveda pa ne smemo pozabiti na samo programsko okolje različnih
programov paketov
Nekateri paketi so zelo nazorni pregledni hitro učeči enostavni za uporabo v tem oziru
pa se med seboj tudi precej razlikujejo V različnih panogah kot je denimo orodjarstvo s
svojo kompleksno strukturo z izdelavo preciznih segmentov orodja z različnimi trdotami
(kaljene površine) s postopki obdelave in s svojo unikatnostjo predstavljajo velik izziv za
ponudnike CAM-paketov ter skrbno izbiro le-teh Še tako podobni vgradni strojni vložki se
lahko med sabo zelo razlikujejo po strategiji obdelave Vse to vodi managerje v orodjarnah
da čim bolj združujejo posamezne operacije znotraj organizacijske strukture kot so
detajliranje in izdelava tehnologije posameznih pozicij ali pa programiranje ter posluževanje
Univerza v Mariboru ndash Fakulteta za strojništvo Diplomsko delo
- 23 -
strojev ipd Zato je zelo pomembno da je CAM-programski paket generiran tako da zelo
hitro preračunava posamezne sekvence da ne pride zaradi tega do zastojev na strojih
V nadaljevanju bomo primerjali dva programa za programiranje CNC-strojev in sicer
paketa DEPOCAM 6 in UGS NX 4 ki se že v sami osnovi zelo razlikujeta
42 Opis programa za NC-programiranje DEPOCAM 6
DEPOCAM prihaja iz hiše NC Graphics ustanovljene leta 1993 njegov izumitelj pa je bil
Arthur Flutter leta 1977 v Cambridgeu v Veliki Britaniji S podjetjem Depocam GmbH je
leta 1993 ta program v celoti zaživel na trgu ponudnikov CAM-paketov Združitev v NC
Graphics je bila želja proizvajalca da ponudi svojim kupcem celovit paket od strojev orodij
programskih paketov ki bazirajo na dolgoletnih izkušnjah operaterjev v industriji To
povezovanje proizvajalca s kupcem pa je seveda obrodilo sadove v enostavnosti
programskega okolja ter dobrih optimumih rezalnih parametrov
Program se v praksi ne trži kot samostojna enota ampak v sklopu investicije primernega
orodjarskega stroja ustreznega rezilnega orodja in v racionalni uporabi rezilnega orodja To
seveda ne pomeni da je program kot posamezna komponenta neučinkovit nasprotno pomeni
konkurenčno prednost pred ostalimi ravno zaradi zaključenega paketa
S tem paketom lahko združimo dvoje delovnih mest (programerja in operaterja) v eno in
tako dosežemo
prenos odgovornosti za doseganje planov v podjetju na operaterja programerja saj
ima operater glavno vlogo pri doseganju proizvodnih normativov
dvig splošnega nivoja znanja na vse zaposlene v proizvodnji
15-odstotni dvig produktivnosti in obdelovalno kvaliteto saj imajo vsi zaposleni
vpogled v končni CAD-model na računalniku ob stroju
Univerza v Mariboru ndash Fakulteta za strojništvo Diplomsko delo
- 24 -
43 Delovno okolje DEPOCAM 6
Delovno okolje v programu za CNC-programiranje strojev je program namenjen
programiranju 3-osnih in 3+2-osnih CNC-strojev V delovnem okolju je opaziti da so vse
funkcije programa prikazane v orodnih vrsticah ker pomeni da uporabnik ni preobremenjen z
nešteto prikazanimi funkcijami ki dajejo vtis nepreglednosti in neuporabnih ukazov To je
nazoren primer kako enostaven je po svoji namembnosti uporabniku ki mora spoznati samo
določena pravila (ukazi na miški) in že lahko ustvari enostavne programe za CNC-
programiranje Ikone ali shematsko drevo na levi strani omogočajo vklop modela funkcije
operacije obdelave s tem pa lahko natančno primerjamo med dvema različnima obdelavama
poti orodja
Model uvozimo v obliki ( x_t iges Catia V4 in Catia V5 hellip) nastavimo koordinatni
sistem tako da transformiramo model po ordinatah x y z rotiramo zrcalimo v željeni
položaj za kasnejše vpetje na stroj Ko je model postavljen v pravilno lego v koordinatnem
sistemu (ujemanje s pozicijo koordinatnega sistema stroja) lahko mere po x y z preverimo
tako da se z miško postavimo na željeno površino in v orodni vrstici desno spodaj se nam
prikazujejo vrednosti dolžin x y z koordinat Tako v dveh korakih v delovnem okolju
določimo pozicijo 3D-modela moteče pri tem pa je seveda to da se model kopira med sabo
(levo orodno drevo) kar lahko ob nepazljivosti povzroči kasnejšo zmedo med modeloma če
prejšnjega ne izbrišemo Pri vsaki izbiri obdelave nam ob vnosu orodja ni potrebno vnašati
parametrov kot so premer orodja njegova dolžina ampak iz arhiva v katerega smo vnesli
te parametre samo izberemo željeno orodje z vsemi parametri (slika 41) S tem se izognemo
dolgotrajnemu vpisovanju v menije za določanje parametrov orodja hkrati pa se vodi
evidenca orodij v uporabi
Univerza v Mariboru ndash Fakulteta za strojništvo Diplomsko delo
- 25 -
Slika 41 Prikaz delovnega okolja DEPOCAM 6
44 Opis programa za NC-programiranje UGS NX4
Programski paket UGS NX4 izhaja iz podjetja Siemens kjer se je pred tem imenoval
Unigraphics in ga je leta 1991 razvil Douglas McDonnell Njegov razvoj je temeljil na
združitvi I-DEAS v NX-program ki služi za vzvratno inženirstvo ter oblikovanje v 3D-
oblikah Tako lahko iz CAID-formata ustvarimo CAD CAM-format UGS NX4 se že v
osnovi močno razlikuje od programa DEPOCAM 6 ki je namenski program za
programiranje Področja uporabe sistema UGS NX4 so
zahtevni industrijski ˝desing˝
modeliranje komponent in velikih sklopov
izdelave tehnične dokumentacije
Navigator ˝prikaz modela in vsehoperacij˝
Opravilna vrstica za izbiro varnostnih linij in zaznavo površin hellip
Opravilna
vrstica za izbiro
obdelovalnih
Opravilna vrstica
za izbiro različnih
pogledov modela
Osnovna opravilna vrstica -zavesni meni
Prikaz procesiranja programa -proces Manager
Univerza v Mariboru ndash Fakulteta za strojništvo Diplomsko delo
- 26 -
engineering
zahtevna NC-tehnologija ndash programiranje
uporaba v kemični industriji
Industrijsko oblikovanje predstavljajo CAD CAM CAE izdelava orodij ki se deli v NX
Shepe studio in Imageware
CAD-delovno okolje zajema modeliranje zahtevnih free-form oblik velikih sklopov z
modeliranjem komponent iz pločevine (sheet metel) modeliranje cevovodov električne
povezave izdelave tehnične dokumentacije
CAE obsega različne digitalne analize izdelka z različnimi programskimi paketi NX
Scenario NX Master FEM NX Nastran s katerimi lahko simuliramo določeno stanje raznih
obremenitev toplotno gibanje trdnost ter toplotna stanja
CAM zajema različne programske pakete ndash 2D-programiranje 3D-programiranje 3- in 5-
osno programiranje ter programiranje vseh strojev v orodjarstvu (frezalnih strojev stružnic
žične erozije ) Za uporabnika ima program integrirane PMI-orodne vrstice in dialog ki
predstavljajo veliko število ikon v orodnih vrsticah te pa so slikovno ponazorjene
Program se uporablja v Združenih državah Amerike predvsem v letalski industriji v
Evropi pa ni toliko razširjen Sam program ki je precej obširnejši za CNC-programiranje je v
primerjavi z DEPOCAM 6 vsesplošni in je ustrezna izbira tudi pri 3D-modeliranju
Pomembno je tudi da lahko izdelek z UGS NX4 spreminjamo popravljamo ali celo
skonstruiramo 3D-risbo možnosti za slednje z DEPOCAM 6 nimamo Tu je vidna prva
velika razlika med programoma saj izhaja DEPOCAM 6 iz drugih stališč kot UGS NX4 ki
zajema večjo obdelavo podatkov in je zato za uporabnika precej zahtevnejši z vidika obsega
programa
Univerza v Mariboru ndash Fakulteta za strojništvo Diplomsko delo
- 27 -
45 Delovno okolje UGS NX4
Kot je razvidno se UGS NX4 zelo razlikuje s stališča glavnih gradnikov programa ker
zajema tudi 3D-modeliranje in analiziranje narisanega izdelka Tako se že UGS-delovno
okolje močno razlikuje od specifičnega programa DEPOCAM Vsebuje namreč ogromno
število ikon funkcij ki pa niso povezane samo za CNC-programiranje ampak tudi za 3D-
modeliranje analiziranje (slika 42) Delovno okolje je za uporabnika kompleksnejše zato
potrebuje dodatno izobraževanje da lahko začne z delom po pravilih funkcij programa
Običajno se za takšne zahtevne programe organizira izobraževanje pri podjetju ki program
prodaja in traja približno mesec dni Kljub temu pa kompleksnost delovnega okolja
predstavlja velik izziv za uporabnika saj omogoča program veliko večje število pristopov oz
možnosti kako bomo izbrali obdelave na našem izdelku Po drugi strani pa lahko
nepoznavanje zmožnosti programskega paketa predstavlja tudi problem kajti tako izgubljamo
čas programiranja in same obdelave z napačno obdelavo pa skrajšamo tudi obstojnost orodij
in poslabšamo kvaliteto obdelave
Slika 42 Prikaz delovnega okolja UGS NX4
Ustvarjanje programa orodja geometrije operacije metode
Osnovna opravilna vrstica -zavesni meni
Postavitev koordinatnega sistema
Navigator ˝hitri dostop do operacij in pregled˝
Univerza v Mariboru ndash Fakulteta za strojništvo Diplomsko delo
- 28 -
5 PRAKTIČNI PRIMER PROGRAMIRANJA S
PROGRAMOMA DEPOCAM 6 IN UGS NX4
V tem delu diplomske naloge bomo predstavili nekatere pomembne funkcije za izdelavo
CNC-programa Za primerljivost programov po funkcijah ter specifičnem pomenu ju moramo
najprej vsaj malo opisati (slika 51 slika 52)
51 Slikovni prikaz funkcij za programiranje DEPOCAM 6 in UGS NX4
Slika 51 Prikaz funkcij za programiranje DEPOCAM 6
Navigator ˝prikaz modela in vsehoperacij˝ s katerimi opravljamo vsepomembne funkcije
Funkcije za določevanje varnostnih mej
Pregled postprocesiranja operacij
Univerza v Mariboru ndash Fakulteta za strojništvo Diplomsko delo
- 29 -
Slika 52 Prikaz funkcij za programiranje UGS NX4
52 Uvoz modela ndash primerjava
Omenjena programa se zelo razlikujeta od same postavitve modela v koordinatni sistem do
funkcij operacij ki jih uporabljamo zato je tudi uvoz modela v delovno okolje različen kar
bomo opisali v naslednjem poglavju
Pregled postprocesiranja operacij in simulacija rezalnih poti 2D 3D
Nastavitev vseh parametrov odrezavanja
Navigator operacij vklop označevanje in postprocesiranje operacij
Določevanje obdelovalnih površin in varnostnih mej
Univerza v Mariboru ndash Fakulteta za strojništvo Diplomsko delo
- 30 -
53 Postavitev in uvoz modela z DEPOCAM 6
Model uvozimo v program v obliki formata prt Enostavno odpremo kot vsak drug dokument
v zavesnem meniju (FILE-OPEN) določimo smeri koordinatnega sistema tako da
transformiramo model v željen položaj v samem koordinatnem sistemu Postavimo se na
triangulacijsko površino pogledamo pod lastnosti ali je bila prestavitev uspešna (x y z) ter
izbrišemo v levi orodni vrstici prejšnji model Takšen način se uporablja kadar imamo model
poljubno v prostoru vendar je model vzporeden s koordinatnim sistemom
54 Postavitev in uvoz modela z UGS NX4
Model s končnico prt odpremo v zavesnem meniju (FILE-OPEN) poiščemo mapo v kateri je
shranjen 3D-model in potrdimo V večini primerov se model najprej odpre v funkciji
GETEWAY Iz nje preidemo na funkcijo MANUFACTORING z dvoklikom na levi gumb
miške aktiviramo koordinatni sistem ki ga lahko prestavimo v točko na začetek ali polovico
premice krožnice če pa ga želimo postaviti na polovico pravokotne površine si moramo
dorisati pravokotnik in diagonalo pravokotnika ter prestaviti koordinatni sistem na polovico
diagonale Za surovec s katerim orišemo obdelovanec uporabimo ikono BLOCK izberemo
možnost določitve dveh diagonalnih točk in vpišemo višino Ko smo naredili in pregledali
surovec se je potrebno prestaviti iz funkcije MODELING v MANUFACTORING Pri prvem
odpiranju modela in surovca se pojavi okno MASHINING ENVIRONMENT V njem
potrdimo ikono INITIALIZE Določiti je potrebno tudi ime programa v opravilni vrstici in
sicer aktiviramo okno MANUFACTORING CREAT odpremo prvo ikono CREATE
PROGRAM izberemo skupino in vpišemo ime programa
Univerza v Mariboru ndash Fakulteta za strojništvo Diplomsko delo
- 31 -
55 Priprava površin s programom DEPOCAM 6
V kolikor želimo obdelovati rezilne vložke za orodja za pločevino ali pa gravure za orodja za
plastiko je potrebno površine nekoliko podaljšati da lahko izdelamo oster rob na vložku To
storimo tako da potrdimo model izberemo katero površino želimo podaljšati in potrdimo
ukaz GEOMETRY (Untrim surfaces) Pri obdelavi je zaželeno da imamo čim manj
prekinjenih rezov (izvrtine utori manjši sedeži) Da dobimo boljše obdelovalne pogoje in
daljšo življenjsko dobo rezilnega orodja si pred obdelavo model zakrpamo (funkcija
Externally trim surfaces) To storimo tako da potrdimo model izberemo površino na kateri
zakrpamo luknjo in izberemo ukaz GEOMETRY (Externally trim surfaces)
Paralelno premikanje površin (Offset surfaces)
Da površine navidezno premikamo recimo da moramo celotno obliko obdelovanca
znižati za 05 mm si lahko pomagamo tako da potrdimo model izberemo površino ki
jo želimo premakniti in izberemo ukaz GEOMETRY (Offset surfaces) Vpišemo še
številčno vrednost in sicer kolikšen naj bo premik površine
Izdelava robnih krivulj (Extract P-curves)
Kadar potrebujemo robne krivulje okrog posameznih površin lahko to storimo z
ukazom GEOMETRY (Extract P-curves) Te krivulje lahko izkoristimo za 2D-
rezkanje po konturi v prostoru (Along curve passed)
Izdelava paralelnih površin
Pred pričetkom grobe obdelave orodjarskega vložka je potrebno preučiti ustrezno
strategijo izdelave Kar hitro se nam lahko zgodi da grobo obdelamo kos z ene strani
ko pa ga želimo obdelati s spodnje strani ugotovimo da ga ne moremo več vpeti saj
surovec ni več vzporeden Zato si pred pričetkom grobe obdelave izdelamo najmanj tri
paralelne površine ki nam služijo kot nastavki za obdelavo vložka z zadnje strani To
naredimo tako da model najprej postavimo v pogled TOP ndash z vrha Nato z ukazom
BOUNDARIES (Create new folder) naredimo okvirje oziroma meje Prikličemo ukaz
GEOMETRY (Planar patch) in iz mej nastanejo paralelne površine Na koncu te še
združimo z osnovnim modelom
Univerza v Mariboru ndash Fakulteta za strojništvo Diplomsko delo
- 32 -
Vstavljanje raquoFilletlaquo poljubnih radiusov
Fillet nam omogoča za določeno območje na modelu vstavljanje poljubnih radiusov V
praksi se to uporablja takrat kadar moramo radius na modelu povečati Fillet nam
omogoči da grafično vidimo kako bo model izgledal pred obdelavo Ukaz izvedemo
tako da potrdimo model in določeno območje katerega želimo spremeniti Nato z
ukazom GEOMETRY (Fillet) definiramo velikost radia in dobimo željen rezultat
Zgoraj omenjenih šest prijemov rabe geometrije modelov lahko uporabimo tudi v
medsebojni kombinaciji
56 Priprava površin s programom UGS NX4
Za pripravo površin uporabljamo 3D-ekstrudirani model ki ga narišemo okrog našega
obdelovanca in ga določimo v navigatorju (desna stran menija) WORKPIECE Z dvoklikom
se odpre okno MILL GEOMETRY ki nam omogoča določitev surovca (Part) in obdelovanca
(Blank) Nastavimo lahko material ime premik (offset) surovca Določimo lahko tudi izbor
delov površin ki se jih moramo skozi celotno obdelavo izogibati (strojni primež ) Pri
izboru vsake od teh funkcij moramo biti pozorni da smo pravilno določili obdelovanec in
surovec to pa lahko preverimo na ikoni DISPLAY (prikaži)
Paralelno premikanje površin (Offset surfaces)
Da dosežemo navidezno premikanje površin ki jih želimo obdelati dimenzijsko večje
ali manjše lahko to določimo že v prvi fazi ko definiramo surovec in obdelovanec
(Workpiece) ali pa v meniju kjer izberemo obdelovalni postopek FINAL FLOOR
STOCK (končna površina z dodatkom)
Izdelava robnih črt krivulj
Za omejitev poti orodij si moramo okrog surovca obdelovanca narisati premice
krivulje ki bodo omejile pot orodja med obdelavo V zgornji orodni vrstici imamo
Univerza v Mariboru ndash Fakulteta za strojništvo Diplomsko delo
- 33 -
ikono za risanje premic krivulj krožnic pravokotnikov Z izbiro teh funkcij narišemo
željene meje obdelovalnih površin
Vstavljanje krpanje površin
Če imamo na obdelovancu utor in želimo površino predhodno porezkati na višino ter
doseči da nam pri tem orodje ne bo rezkalo utora lahko zakrpamo površino z ikono
FILLETS v zgornji orodni vrstici
57 Določevanje varnostnih mej z DEPOCAM 6
V tem podpoglavju bomo skušali definirati področja ndash meje (Boundaries) na CAD-modelu
Meje se potrebujejo zato da povedo kje na modelu bomo ali ne bomo obdelovali Obstaja
veliko načinov za definicijo mej
Ročno izdelana meja
Najbolj uporabna je ročno definirana meja Naredimo jo z ukazom BOUNDARIES
(Create new folder)
Vlečenje po modelu
Potrdimo model nato pa se s kurzorjem postavimo na željeno mesto na modelu Z
dvoklikom aktiviramo začetek nato poljubno klikamo po površini mejo pa
zaključimo z enim klikom na začetek Meja je sestavljena iz puščic in kvadratkov Z
naknadnim klikanjem po teh simbolih lahko mejo zožujemo raztegujemo ipd
Kreiranje kvadratnih mej
Kvadratno mejo dobimo tako da potrdimo model pritisnemo ctrl + leva tipka na
miški in narišemo poljubno velik kvadrat Tudi tega lahko kasneje spreminjamo
Kreiranje okroglih mej
Univerza v Mariboru ndash Fakulteta za strojništvo Diplomsko delo
- 34 -
Okroglo mejo dobimo tako da potrdimo model pritisnemo shift + leva tipka na miški
in narišemo poljubno velik krog Tudi krog lahko kasneje spreminjamo
Izdelava uokvirjene meje obdelovanca (Boundaries box)
Ta meja nam pokaže veliko o geometriji obdelovanca hkrati pa nam služi tudi za
postavitev koordinatnega sistema oz ničelne točke
Obrisna meja (Silhouette boundary)
Že sama beseda pove da gre za obris oz mejo posameznih površin na modelu za
katere se pač odločimo da jih bomo obdelovali Postopek je tak da najprej potrdimo
model na modelu označimo površino za katero želimo narediti obris in potrdimo
ukaz SILHOUETTE BOUNDARY Rezultat je obris površine v ravnini x-y na neki
višini
Odkrivanje področij obdelave na horizontalnih površinah modela (Shallow
areas)
Ta funkcija je zelo priročna da odkrijemo področja obdelave ločeno na horizontalnih
in vertikalnih površinah modela To nam omogoča ločeno obdelavo sten in ravnih
površin S takim načinom dela prihranimo predvsem pri stroških rezilnega orodja
(ploščic) ter času obdelave
58 Določevanje varnostnih mej z UGS NX4
Varnostne meje določimo s pomočjo izbire operacij v katerih imamo funkcijo za definiranje
varnostnih mej kot je npr ikona CHECK Vse črte krivulje si moramo narisati vnaprej da jih
lahko kasneje določimo kot varnostne meje Uporablja se tudi funkcija OFFSET CURVE in
sicer označimo željeno krivuljo ter jo prestavimo v izbrano pozicijo Pogosto je v rabi tudi
funkcija TRANSFORM ki jo najdemo v zgornji orodni vrstici (Edit-Transform) Z njo lahko
kopiramo prestavljamo rotiramo premice modele točke
Univerza v Mariboru ndash Fakulteta za strojništvo Diplomsko delo
- 35 -
Obstaja torej več poti kako določiti varnostno mejo postopki se med seboj zelo
razlikujejo vedno pa izberemo najustreznejšo možnost
59 Določevanje obdelovalnih operacij z DEPOCAM 6
Odkrivanje področij obdelave za poljubno rezilno orodje (Cutter contact
areas)
Preden pričnemo z grobo obdelavo kosa lahko prihranimo veliko časa če odkrijemo
točno določeno področje kjer bo orodje obdelovalo To naredimo s funkcijo CUTTER
CONTACT AREAS
Operacija Core roughing passes
V tem primeru gre za grobo obdelavo kjer počistimo material v obliki horizontalnih
presekov od zunaj navznoter Je zelo primerna za obdelavo odprtih pestičev saj začne
za vsak nivo obdelave rezilno orodje obdelovati izven obdelovanca s čimer se
zmanjša obremenitev rezilnih ploščic
Operacija Area clearance passes
Tudi v tem primeru gre za grobo obdelavo pri kateri počistimo material v obliki
horizontalnih presekov Tokrat se rezilno orodje vkopava v surovec v obliki spirale
pri čemer je celoten cikel obdelave nekoliko hitrejši vendar se zaradi večje obrabe
rezalnih ploščic in posledično pogoste menjave le-teh čas obdelave nekoliko podaljša
Operacija Rest roughing
Ta sekvenca je nujno potrebna preden začnemo s polfino obdelavo Pri grobi obdelavi
se pojavijo zelo visoke stopnice med ploskvami (2ndash25 mm) katere bi hitro uničile
kroglična orodja zato jih je potrebno znižati na čim bolj konstanten dodatek po celotni
površini Tako kasneje tudi nimamo težav pri polfini obdelavi
Univerza v Mariboru ndash Fakulteta za strojništvo Diplomsko delo
- 36 -
Gre za rezkanje ostankov po grobi obdelavi Te dobimo tako da najprej potrdimo
eno izmed sekvenc grobe obdelave in aktiviramo ukaz REST ROUGHING Vpišemo
s katerim orodjem bomo izvedli obdelavo ostankov in aktiviramo preračunavanje
Rezultat so poti katere je potrebno še povezati z jalovimi hodi (linkanje)
Operacija Horizontal area passes
V tem primeru gre za fino obdelavo horizontalnih površin predvsem s toričnimi
rezilnimi orodji V praksi je takšna obdelava zelo zaželena z vidika kakovosti in časa
obdelave
Operacija Perpendicular raster passes
Pri tej operaciji gre za fino in polfino obdelavo strmih sten kot so npr obdelave
Raster passes Ta obdelava jim je zelo podobna le da nam ob strmih stenah program
sam preračuna dodatno sekvenco in dodatne poti za lepšo površino
Operacija Radial passes
V tem primeru govorimo o radialni obdelavi ki pride v poštev predvsem pri vlečnih
vložkih da naredimo obdelavo v smeri vleka
Operacija Spiral passes
Gre za obdelavo v obliki spirale ki se uporablja za specifične kose v industriji
(lopatice rotorji hellip)
Operacija Along boundary
To je obdelava pri kateri potuje orodje po robu modela in riše sled glede na
predhodno določeno mejo Ta način se uporablja za zarisovanje sledi na obdelovancih
oz v orodjarstvu tudi za ˝lovljenje˝ ničelne točke na tistih obdelovancih na katerih
izvajamo dodelave in nimamo ustrezne konstrukcijske dokumentacije Prav tako jo
uporabljamo za razne napise ipd
Operacija Along curve passes
Gre za obdelavo po krivulji kjer lahko obdelujemo s korekcijo Tak način se koristi za
rezkanje sedežev s tolerančno mero kjer je potrebno več prehodov po isti poti da
Univerza v Mariboru ndash Fakulteta za strojništvo Diplomsko delo
- 37 -
pridemo do pravilne dimenzije (tolerančne mere) Ponavadi s to obdelavo obdelujemo
okvirje vložkov in tolerančne sedeže
510 Določevanje obdelovalnih operacij z UGS NX4
Kreiranje operacij za 2D-programiranje Create operation
Izberemo peto ikono v zgornji orodni vrstici (Create operation) tako določimo v oknu
ki se nam odpre način obdelave (Subtype operacijo) S klikom na puščice izberemo
prej vnesene podatke (ime programa geometrijo ndash workpiece orodje metodo
rezkanja vpišemo ime oziroma naziv operacije) Naziv operacije naj bo razumljiv
tako da že iz njega razberemo kaj operacija pomeni V 2D-operacije lahko izbiramo
naslednje obdelave
Obdelava Face milling area
Uporabljamo jo za poravnavo ravnih ploskev ko moramo npr poravnati jekleno
ploščo
Obdelava Face milling
Uporaba te obdelave nam omogoča rezkanje ravnin otokov
Obdelava Face milling manual
Ta obdelava je skoraj enaka kot prejšnji dve vendar ima dodatno možnost da lahko
izbiramo način poti orodja
Obdelava Planar mill
Z njo lahko s pomočjo 2D-funkcije naredimo stopničaste stene ali poševne stene v
uporabi za grobo obdelavo
Univerza v Mariboru ndash Fakulteta za strojništvo Diplomsko delo
- 38 -
Obdelava Planar profile
Omenjena obdelava nam je v pomoč da lahko s hitro funkcijo rezkamo po določeni
2D-obliki ali po določenem profilu
Obdelava Rough follow
Za izdelavo različnih utorov se večinoma poslužujemo te obdelave saj nam z
enakomernim čiščenjem dna rezkane površine naredi zadovoljivo kvaliteto površine
Obdelava Rough zigzag
To je obdelava s katero moramo na obdelovancu doseči pravilno hrapavost površine s
posebnimi potmi orodja ndash neprekinjen rez
Obdelava Rough zig
S to obdelavo moramo na obdelovancu doseči pravilno hrapavost površine s
posebnimi potmi orodja ndash prekinjen rez v eni smeri
Obdelava Cleanup corners
Kadar želimo počistiti vogale iz predhodne obdelave ki imajo radius R5 mi pa
potrebujemo radius R1 uporabimo to obdelavo
Obdelava Finish walls
Za dokončno oblikovanje stene uporabimo to obdelavo saj nam omogoča da je stena
obdelovanca kvalitetno obdelana
Obdelava Finish floor
Takšna obdelava je primerna za končno obdelavo ravnih površin
Za izbrano operacijo moramo v oknu operacije nastaviti še CONTROL POINTS
(nastavitev točke začetka obdelave) če nam po DEFAULTU ne ustreza Z izbiro metode
premikanja orodja (Method in Automatic) nastavimo pod kakšnimi pogoji naj se le-to
premika Pri funkciji nastavitve rezalnih parametrov CUTTING so nastavitve od operacije do
operacije različne in se spreminjajo za vsako metodo posebej zato moramo zelo dobro
Univerza v Mariboru ndash Fakulteta za strojništvo Diplomsko delo
- 39 -
poznati funkcije obdelav Za nastavitev obdelave v vogalih uporabimo funkcijo CORNER
Določiti moramo tudi ravnino na katero se mora orodje dvigovati za hitre gibe Nastavitev
pomikov opravimo s funkcijo FEED-RATES s funkcijo MACHINE pa opravimo nastavitve
stroja orodja kompenzacije te nastavitve so za vse operacije enake
511 Analiza rezalnih poti DEPOCAM 6
Preračun ostankov obdelave od predhodnega rezilnega orodja
Strategija obdelave je takšna da navadno obdelujemo od večjega orodja k manjšemu Seveda
pa je potrebno vedno med eno in drugo obdelavo preračunati ostanke obdelave od
predhodnega orodja V ta namen poznamo dve funkciji in sicer Detect theoretical rest areas
in Detect rest areas V obeh primerih gre za isto stvar razlika je samo kdaj uporabiti prvo in
kdaj drugo Detect theoretical rest areas uporabimo če preračunavamo ostanke na
obdelovancih kateri so bili predhodno že narejeni na njih pa potrebujemo samo modifikacije
(spremembe) Primer Po nekem teoretičnem modelu se izdela vlečni vložek Sledi preizkus v
stiskalnici kjer se ugotovi da je potrebno npr povečati vlečne radiuse iz R3 v R5 V takem
primeru se preračuna samo teoretični ostanek od prehodnega orodja
Merjenje in analiziranje modelov
Zaželeno je da si pred pričetkom programiranja vzamemo nekaj trenutkov za analizo in
merjenje modela saj nam bo to v veliko pomoč pred definiranjem strategije obdelave
Merjenje radiusov poteka tako da najprej vklopimo žični model potrdimo funkcijo merjenja
radiusa in s klikom na radius izmerimo velikost le-tega Ostalo merjenje dolžinskih mer pa
naredimo tako da s kurzorjem dotaknemo željeno mesto na modelu v spodnji vrstici
programske maske pa se nam izpisujejo koordinate v prostoru (x y in z) Prav tako lahko
merimo poljubne dolžine tako da se s kurzorjem postavimo na poljuben rob pritisnemo ctrl +
desna tipka na miški in vlečemo miško Ob kurzorju se nam vleče puščica z mero
Najenostavneje se kolizije rešimo na ta način da si ob definiranju rezilnega orodja ob vnosu
osnovnih parametrov (premera in dolžine) vrišemo še držalo orodja katerega nam program ob
Univerza v Mariboru ndash Fakulteta za strojništvo Diplomsko delo
- 40 -
preračunavanju sekvenc tudi upošteva Če pravilno vrišemo orodje in držalo praviloma do
trka ne more priti
Urejevanje poti obdelovanja
Ko preračunamo sekvence se nam prikažejo poti obdelave katere je mogoče pred
povezovanjem (linkanjem) tudi brisati Ta dobrodošla funkcija nam omogoča brisanje tistih
poti za katere vemo da jih ne potrebujemo in da nam bodo podaljšale čas izdelave To
storimo na sledeči način
model s preračunanimi potmi postavimo v tisti položaj v katerem bomo
ustrezno brisali dele poti
izdelamo ročno mejo (Boundaries) v tistem pogledu v katerem želimo rezati
poti
potrdimo mejo in preračunano sekvenco pritisnemo desno tipko na miški in
povemo ali hočemo brisati poti znotraj meje ki smo jo narisali ali izven nje
sledi še povezovanje (linkanje) editiranih poti
512 Analiza rezalnih poti UGS NX4
V vsakem oknu za kreiranje operacij imamo spodaj funkcijo TOOL PATH Z njo nastavljamo
barve črte poti orodja pri prikazu na zaslonu in verifikaciji poti Po nastavitvah vseh
parametrov s klikom na ikono sprožimo izračun poti orodja Verifikacijo narejene poti lahko
izbiramo na več načinov najboljši je tisti ko nam simulacija prikaže ostanke obdelave Če je
pot orodja pravilno izbrana se v navigatorju pod PATH prikaže zelena kljukica ki pomeni da
je pot orodja pravilno izračunana
Merjenje in analiziranje modelov
V orodni vrstici imamo ikono kot prikaz slike merila Tako merimo vse funkcije kot so
razdalje premeri radiusi kotnost centričnost in sicer se postavimo na željeno pozicijo
krajišča stečišča polmera točke
Univerza v Mariboru ndash Fakulteta za strojništvo Diplomsko delo
- 41 -
513 Primerjava z vidika programiranja
Danes nam veliki CADCAM-sistemi (Catia Unigraphics ProE hellip) ponujajo CAM-sisteme
za katere zatrjujejo da so najboljši Najpogosteje se uporabniki srečajo z velikim sistemom
šele na začetnih izobraževanjih vodenih s strani programskih hiš ki ponujajo predvsem
teoretično uporabo sekvenc Ko gremo s tem znanjem v praktično uporabo (na stroju)
pogosto ugotovimo da moramo v ponujenih menijih vse preveč nastavljati obrobne
parametre ki pa so v programu DEPOCAM 6 že nastavljeni na optimalne vrednosti v UGS
NX4 pa te možnosti ni To je razlog da so začetne obdelave na stroju navadno prava
polomija Pri programu DEPOCAM 6 so že v začetni fazi vsi parametri nastavljeni na
optimum tako so gibi orodij bolj prilagojeni naši obdelavi s čimer dosežemo manjšo izgubo
časa in manjšo obrabo orodja
514 Praktični primer ndash čas obdelave narejene z DEPOCAM 6 in UGS NX4
Za praktičen primer bomo vzeli segment narisanega 3D-orodja in ga primerjali s programoma
DEPOCAM 6 in UGS NX4 Obdelava obdelovanca orodja bo potekala s postopkom čelnega
frezanja s 3-osnim CNC-strojem Kakšen stroj bomo uporabljali nastavimo v meniju pri
programu UGS NX4 DEPOCAM 6 Da bodo parametri primerjave enakovredni oz realni
bomo vzeli enake parametre obdelave frezanja
V naslednjih korakih bomo primerjali samo funkcije za programiranje časovne izdelave
simulacije obdelave v tem primeru v 2D in 3D ter primerjali potrebne funkcije da bomo
prišli do končnega rezultata kako dolgo bomo izdelek delali na CNC-stroju (časovni
parameter)
Univerza v Mariboru ndash Fakulteta za strojništvo Diplomsko delo
- 42 -
Časovna primerjava 2D-simulacije
Pri enakih parametrih izdelujemo luknje v 2D z orodjem 20R2 Če primerjamo čase
simulacije obdelave programov DEPOCAM 6 ter UGS NX4 ugotovimo da traja izdelava z
UGS NX4 3978 časa več kot z DEPOCAM 6 (slika 53 slika 54) Ob uporabi
dvojedrnega procesorja in delovnega pomnilnika 2 Gb opravimo delo s programom
DEPOCAM 6 v eni uri in 43 minutah s programom UGS NX4 pa šele v treh urah in 27
minutah
Slika 53 Prikaz primera primerjave programa 2D v DEPOCAM 6
Univerza v Mariboru ndash Fakulteta za strojništvo Diplomsko delo
- 43 -
Slika 54 Prikaz poti orodja pri 2D v UGS NX4
Časovna primerjava 3D-simulacije
Pri enakih parametrih opravimo grobo frezanje v 3D z orodjem 52R3 Če primerjamo čase
simulacije obdelave programov DEPOCAM 6 ter UGS NX4 ugotovimo da traja izdelava z
UGS NX4 4566 časa več kot z DEPOCAM 6 Ob uporabi dvojedrnega procesorja in
delovnega pomnilnika 2 Gb opravimo delo s programom DEPOCAM 6 v 14 urah in 43
minutah s programom UGS NX4 pa šele v 31 urah in 13 minutah (slika 55 slika 56 slika)
Univerza v Mariboru ndash Fakulteta za strojništvo Diplomsko delo
- 44 -
Slika 55 Prikaz 3D-programa ndash groba obdelava v DEPOCAM 6
Slika 56 Prikaz 3D-programa ndash groba obdelava v UGS NX4
Univerza v Mariboru ndash Fakulteta za strojništvo Diplomsko delo
- 45 -
6 PRIMERJAVA PROGRAMOV Z VIDIKA UPORABNIKA
61 Kriteriji primerjave
Na sliki 61 smo zbrali najpomembnejše kriterije (lastnosti) za primerjavo med programoma
PROGRAM LASTNOSTI
DEPOCAM 6 UGS NX4
Popolnost funkcij enostavna uporaba z že vpisanimi parametri
preveliko število funkcij (nepopolno dodelane)
Uporabniška prijaznost lepo pregledano nasičenost z ikonamifunkcijami
Časovna zahtevnost enostavno učenje za 3-osne stroje
zelo kompleksen program za katerega potrebujemo vsaj
osnovno šolanje
Kakovost programa hitro delovanje z zelo redkimi napakami pri izračunih poti
orodja
pogoste napake pri izračunu poti orodja ter dolg čas
izračuna
Razširljivost dokup dodatnih funkcij za 3+2-osno programiranje
dokup paketov CAM CAD CAE
Odprtost programa zaradi enostavnosti zelo odprt zapleten delno odprt odprt z vidika nadgradnje
Finančni vložek približno 12000 euro približno 5640 euro
Možnosti dogradnjepostprocesorjev za
krmilje CNC-strojev
zajema 20 postprocesorjev+nadgradnja
(Heidenhain 530i)
zajema 100 postprocesorjev+nadgradnja
(Heidenhain 530i)
Arhiv orodij možnost arhiviranja parametrov orodij
nima možnosti arhiviranja parametrov orodij
Čas izdelave izračuna poti orodja
hitra počasna
Čas izobraževanja 40 ur 4 x 40 ur
Slika 61 Prikaz primerjave nekaterih pomembnih lastnosti programov
Univerza v Mariboru ndash Fakulteta za strojništvo Diplomsko delo
- 46 -
Popolnost funkcij se v obeh programih odraža v različnih smereh ndash DEPOCAM 6 s svojo
enostavnostjo ne preobremeni uporabnika Funkcije so tudi grafično zelo nazorno prikazane
in enostavne za uporabo saj je potrebno vpisati le malo parametrov Moteče pa je lahko to da
se nam vsakič ko spremenimo kakšen parameter ustvari kopija le-tega npr če prestavimo
koordinatni sistem se nam kopira 3D-model Če nismo pozorni in ne izbrišemo predhodnega
lahko programiramo model v napačnem koordinatnem sistemu
Pri UGS NX4 pa imamo na voljo ogromno število funkcij ki so grafično zelo
izpopolnjene vendar moramo vse parametre vsakič ponovno vpisati Pojavljajo se tudi napake
funkcij ko moramo nprza potrditev klikniti BACK namesto običajnega OK (funkcija
transform - kopiranje) Takšne sicer malenkosti pa lahko imajo velik začetni vpliv na
uporabnika saj smo z nepopolnostjo funkcij v položaju zmedenosti Ima pa ta program to
dobro lastnost da je ob vsaki funkciji slikovna obrazložitev vpisanega parametra
Uporabniška prijaznost je poudarjena v programu DEPOCAM 6 kjer imamo manjše
število funkcij v zelo lepem preglednem načinu orodnih vrstic Manjka mogoče samo to da
bi se ob izbiri obdelave pojavili slikovni prikazi kaj katera funkcija pomeni Vsekakor lahko s
tem programom hitro določimo operacijo obdelave z majhnim številom vpisov parametrov v
njihova polja saj so ob nakup paketa že vpisani najbolj idealni parametri
Pri programu UGS NX4 pa uporabnika z izdelavo grafike ikon presenetita videz in nazorni
prikaz slik raznih obdelav moteče pa je nenehno vpisovanje parametrov v veliko število polj
za določevanje rezalnih orodnih parametrov Preveč funkcij povzroči zmedenost uporabnika
sploh zato ker nekaterih sploh ne uporabljamo
Časovna zahtevnost je manjša pri DEPOCAM 6 saj je program hitro učeč in sicer na 40-
urnem tečaju organiziranem pri zastopniku programske opreme
UGS NX4 pa zahteva zaradi svoje obširnosti precej več časa za učenje programiranja
CNC-strojev predviden je začetni tečaj 4 x 40 ur ki ga organizira zastopnik v Sloveniji
Odprtost programa si DEPOCAM 6 ustvarja s preprosto uporabo vendar je glede
nadgradnje z vidika funkcij nekoliko zaprt ampak moramo razumeti da gre za specifični
program
UGS NX4 pa je delno odprt zaradi svoje zapletenosti je pa zelo odprt za nadgradnjo z
drugimi programskimi paketi
Univerza v Mariboru ndash Fakulteta za strojništvo Diplomsko delo
- 47 -
Finančni vložek ob nakup predstavlja veliko breme za podjetje še posebej če to ni veliko
Tako stane osnovni paket DEPOCAM 6 približno 12000 euro UGS NX4 pa je cenejši in stane
približno 5640 euro
Možnosti dogradnje postprocesorjev za krmilje CNC-strojev imata oba programa pri
čemer upoštevamo da ima DEPOCAM 6 v osnovi 20 postprocesorjev in možnost nadgradnje
s plačilom UGS NX4 pa ima v osnovnem paketu 100 postprocesorjev in možnost nadgradnje
v željen postprocesor
Arhiv orodij ima DEPOCAM 6 in sicer z vpisanimi vsemi parametri (radij dolžina orodja
premer radij konice orodja itd) UGS NX4 pa takšnega arhiva orodij nima
Čas izdelave izračuna poti orodja je pri DEPOCAM 6 kratek še posebej pri 3D-
programiranju UGS NX4 pa ima do 50 daljši čas izračuna poti orodja v primerjavi z
DEPOCAM 6
Čas izobraževanja je pri DEPOCAM 6 zaradi večje prijaznosti do uporabnika krajši (40-urni
tečaj) medtem ko UGS NX4 zaradi obsežnosti od uporabnika zahteva več časa za osvojitev
osnovnih znanj programiranja (4 x 40-urni tečaj) in nadgradnje znanja (3 x 40-urni tečaj)
62 Ugotovitve
S praktičnim primerom in z opisom nekaj osnovnih funkcij smo primerjali dva programa za
CNC-programiranje CNC-strojev z ugotovitvijo da se med seboj precej razlikujeta že v
samem delovnem okolju in vse do programiranja z različnimi funkcijami
DEPOCAM 6 je precej primernejši za podjetja ki izdelujejo orodja v obratih z več CNC-
stroji kot pa za majhno podjetje z enim ali dvema strojema saj je finančni vložek 52 večji
kot pri programu UGS NX4 S tega vidika je UGS NX4 veliko boljši za majhna podjetja
prototipne oddelke kjer nimamo oddelka konstrukcije S takšnim paketom lahko narišemo
sprogramiramo analiziramo obdelovanec z manjšim finančnim vložkom ndash vse naredimo z
enim programom CAD CAM V zakup seveda jemljemo določene pomanjkljivosti tega
programa kot so čas izdelave programa čas izdelave na CNC-stroju večja obraba orodij
Vsak uporabnik se mora seveda vprašati kakšna bo namembnost programiranja ter koliko
Univerza v Mariboru ndash Fakulteta za strojništvo Diplomsko delo
- 48 -
časa bomo potrebovali za samo izdelavo programa in izdelka kakšna bo obraba orodij zaradi
slabo izračunanih poti orodja ter kolikšni bodo dodatni stroški opreme
Iz povedanega sledi da včasih z nakupom nepravilne (cenejše) programske opreme
izgubimo preveč časa in denarja zato je zelo pomembno preizkusiti in preučiti namembnost
programa ndash za kaj ga bomo uporabljali (orodjarstvo serijska proizvodnja hellip) saj s pravo
odločitvijo olajšamo delo uporabnikom in privarčujemo denar
Univerza v Mariboru ndash Fakulteta za strojništvo Diplomsko delo
- 49 -
7 SKLEP
Danes postaja tehnologija CNC-strojev s hitro rastjo vedno bolj kompleksnih obdelovancev
vse bolj zapletena zato je nujno razvijati različne primere metodologij z vsemi segmenti
ustvarjanja in prenosa informacij
Na podlagi zgodovinskih dejstev vidimo da je prišlo od sredine 50-tih let prejšnjega
stoletja do ogromnega porasta CNC-strojev Sama oblika in prenos NC-podatkov se bosta
morala spremeniti saj v takšni obliki ne zadovoljujeta več natančnosti NC-zapisa Vse
smernice potekajo k povezovanju strojev v sinhronizirana omrežja z vmesniki ki skrbijo da
pri prenosih podatkov ne prihaja do izgube informacij Spremembe se vršijo tudi v nenehni
izboljšavi postprocesorjev ki lahko s svojo zanesljivostjo generirajo podatke o gibanju osi s
pretvorbo v standardni zapis CNC-kode CNC-zapis ima vpliv na samo premikanje osi stroja
in z dobrim zapisom (postprocesiranjem) ki zajema bolj natančne parametre funkcij dobimo
boljšo kvaliteto krivulj z bolj nadzorovanimi delovnimi gibi
Ena takšnih metodologij je STEP-tehnologija ki prinaša nove prijeme pri reševanju
takšnih problemov in pomeni prihodnost nadgradnje sedanje metodologije Seveda pa
predstavlja za podjetja največji strošek programska oprema CNC-programiranja Da izberemo
najboljši programski paket se moramo ravnati po določenih kriterijih s katerimi zadovoljimo
potrebe proizvodnje CNC-strojev
Z opravljeno primerjavo dveh programov za CNC-programiranje (DEPOCAM 6 in UGS
NX4) smo spoznali različnost njunih funkcij delovnega okolja prijaznosti do uporabnika ter
zahtevnosti programske opreme Preizkusili smo tudi kakšna sta časa obdelave pri enakih
rezalnih parametrih Zaključimo lahko da sta programa različna že v samem konceptu
nastanka kjer je DEPOCAM 6 veliko bolj specifičen s svojo enostavnostjo kot programski
paket UGS NX4 Podjetje kot je Depo ponuja celovit paket stroja rezalnih orodij
programske opreme in nudi razvojno usmerjenost pri kateri ob preizkušanju svojih rezalnih
orodij dopolnjujejo programsko opremo z optimalnimi parametri poti in rezalnih sekvenc
parametrov Temu nasproti stoji cenovno zelo ugoden program UGS NX4 ki nam omogoča
popravljanje in modeliranje obdelovanca sta pa časa izdelave programa in izdelave
obdelovanca CNC-programa daljša za približno 40
Univerza v Mariboru ndash Fakulteta za strojništvo Diplomsko delo
- 50 -
S tem diplomskim delom smo želeli med drugim opozoriti da je še kako pomembno
katero programsko opremo bomo kupili kakšna bo namembnost programiranja koliko časa
bomo potrebovali za samo izdelavo programa in izdelka kakšna bo obraba orodij zaradi slabo
izračunanih poti orodja ter kolikšni bodo dodatni stroški ob dokupu opreme Z ozaveščenim
nakupom programskega paketa lahko namreč privarčujemo ogromno denarja in časa podjetju
saj lahko že s preprosto primerjavo programske opreme ugotovimo kateri programski paket je
za naše podjetje najboljši
Univerza v Mariboru ndash Fakulteta za strojništvo Diplomsko delo
- 51 -
8 VIRI
[1] Balič Jože CADCAM postopki univerzitetni učbenik Maribor Fakulteta za
strojništvo 2002
[2] Kraut Bojan Krautov strojniški priročnik 14 slovenska izdaja izdajo pripravila Jože
Puhar Jože Stropnik Ljubljana Littera picta 2003
[3] Ren Zoran Škerget Leopold Hriberšek Matjaž Kuhn Guumlnther (ur) Advanced
computational engineering mechanics proceedings of the 1 Workshop Maribor
Slovenia October 9-112003 Maribor Faculty of Mechanical Engineering 2003
[4] Strojnotehnološki priročnik 7 izdaja Ljubljana Tehniška založba Slovenije 1998
[5] Balič Jože Mikložič Andrej Kovačič Marjan Automatic generation of NC program
V Katalinić B (ur) DAAAM International scientific book 2003 Vienna DAAAM
International 2003
[6] Engineers Toolbox The advanced online resource for engineering calculations and
reference [svetovni splet] Engrasp Inc Dostopno na WWW
httpwwwengineerstoolboxcom [452009]
[7] Breznikar Igor Računalniško podprto programiranje v orodjarni s sistemom Depocam
seminarska naloga Maribor Fakulteta za strojništvo 2008
[8] STEP-NC Hlebanja Gorazd [svetovni splet] Engrasp Inc Dostopno na WWW
wwwsteptoolscomlibrarystepnc [452009]
[9] Seminarska NC-stroji Univerza za strojništvo Maribor [svetovni splet] Engrasp Inc
Dostopno na WWW httpmajauni-mbsisloseminarskeNC-
strojiDodatnoZgodovinski20pregledhtm [652009]
[10] NC-Graphics Wikipedia [svetovni splet] Engrasp Inc Dostopno na WWW
httpenwikipediaorgwikiNC Graphics [852009]
[11] UGS NX Wikipedia [svetovni splet] Engrasp Inc Dostopno na WWW
httpenwikipediaorgwikiUGS_NX [1252009]
Univerza v Mariboru ndash Fakulteta za strojništvo Diplomsko delo
- 52 -
9 PRILOGE
Življenjepis
Osebni podatki
Ime in priimek Primož Koležnik
Datum rojstva 12 12 1978
Državljanstvo Slovensko
Naslov Andraž nad Polzelo 87e 3313 Polzela
12121978 Rojen v Slovenj Gradcu
1998-1999 Zaključena Osnovna šola Radlje ob Dravi
1999 Vpis v Srednjo strojna šola v Mariboru smer strojni tehnik
2001 Prva zaposlitev Gorenje dd in delo v oddelku preoblikovanje pločevine linija
za izdelavo pločevinastih vrat ohišji tovarna hladilne tehnike
2003 Vpis na fakulteto za strojništvo v Mariboru Visoko šolski program smer
proizvodnjo strojništvo izredno
2003 -
2004
Zadolžitev dela tehnika proizvodnje toplotno izoliranje vrat in ohišji v programu
hladilne tehnike
2005 -
2006
Statistični pregled aparatov v programu hladilne tehnike službe zagotavljanje
kakovosti
2006 - Dela v obratni merilnici službe zagotavljanje kakovosti hladilne tehnike
Univerza v Mariboru ndash Fakulteta za strojništvo Diplomsko delo
- 53 -
2007
2007- 2008 Delo v proizvodnji mojster linije za prevzemanje končnih aparatov
2008
2009
Delo v prototipni CNC programiranje in operater na CNC stroju
Delo v Gorenje Orodjarna programer in oparater CNC frezalnih strojev
Prosti čas
Pohodništvo
Kolesarjenje
Obnavljanje starodobnikov
Univerza v Mariboru ndash Fakulteta za strojništvo Diplomsko delo
UNIVERZA V MARIBORU
FAKULTETA ZA STROJNIŠTVO
Primož KOLEŽNIK
Maribor junij 2009
PRIMERJAVA MED PROGRAMOMA DEPOCAM IN UGS NX4 ZA PROGRAMIRANJE CNC-STROJEV
KAZALO vsebine
1 1 UVOD
3 21 Mejniki razvoja NC-tehnologije
9 23 NC-stroji CNC-stroji in DNC-obrati
10 24 Adaptivno krmiljenje (AC)
11 25 Prilagodljivi obdelovalni sistemi (POS)
11 26 Vpliv NC-tehnologij na obdelovalno tehniko
15 3 TREND NA PODROČJU CNC-TEHNOLOGIJE
20 36 Funkcionalnost STEP-tehnologije
21 37 STEP-tehnologija kot nov jezik za CNC-krmilje
21 38 STEP-tehnologija kot problemsko orientirano programiranje
22 4 PRIMERJAVA MED PROGRAMOMA DEPOCAM 6 IN UGS NX4 ZA PROGRAMIRANJE NC-STROJEV
22 41 Pomembnosti programov za programiranje CNC-strojev
23 42 Opis programa za NC-programiranje DEPOCAM 6
24 43 Delovno okolje DEPOCAM 6
25 44 Opis programa za NC-programiranje UGS NX4
28 51 Slikovni prikaz funkcij za programiranje DEPOCAM 6 in UGS NX4
30 53 Postavitev in uvoz modela z DEPOCAM 6
30 54 Postavitev in uvoz modela z UGS NX4
31 55 Priprava površin s programom DEPOCAM 6
33 57 Določevanje varnostnih mej z DEPOCAM 6
34 58 Določevanje varnostnih mej z UGS NX4
35 59 Določevanje obdelovalnih operacij z DEPOCAM 6
37 510 Določevanje obdelovalnih operacij z UGS NX4
40 512 Analiza rezalnih poti UGS NX4
41 513 Primerjava z vidika programiranja
45 6 PRIMERJAVA PROGRAMOV Z VIDIKA UPORABNIKA
49 7 SKLEP
51 8 VIRI
52 9 PRILOGE
KAZALO SLIK
2 Slika 21 Prvi zapis funkcij na luknjast trak
5 Slika 23 Prvi numerično krmiljen obdelovalni stroj
9 Slika 25 Prikaz numeričnega upravljanja računalnika
11 Slika 26 Prikaz povezljivosti CNC-sistema s postprocesorjem
12 Slika 27 Prikaz padanja deleža elektronskih komponent
13 Slika 28 Prikaz naraščanja stroškov programske opreme
14 Slika 29 Deleži numeričnih strojev v proizvodnji
16 Slika 31 Prikaz heterogenega DNC-sistema
17 Slika 32 Prikaz prednosti uporabe STEP-tehnologije
18 Slika 33 Obsežne CMM za preverjanje geometrije komponent
19 Slika 34 Prikaz standardne G-kode v zapisih programov CNC
20 Slika 35 Prikaz pomembnih relacij v tehnologiji STEP-NC
25 Slika 41 Prikaz delovnega okolja DEPOCAM 6
27 Slika 42 Prikaz delovnega okolja UGS NX4
28 Slika 51 Prikaz funkcij za programiranje DEPOCAM 6
29 Slika 52 Prikaz funkcij za programiranje UGS NX4
42 Slika 53 Prikaz primera primerjave programa 2D v DEPOCAM 6
43 Slika 54 Prikaz poti orodja pri 2D v UGS NX4
44 Slika 55 Prikaz 3D-programa ndash groba obdelava v DEPOCAM 6
44 Slika 56 Prikaz 3D-programa ndash groba obdelava v UGS NX4
45 Slika 61 Prikaz primerjave nekaterih pomembnih lastnosti programov
1 UVOD
2 ZGODOVINSKI OPIS RAZVOJA CNC-TEHNOLOGIJE
Slika 21 Prvi zapis funkcij na luknjast trak
21 Mejniki razvoja NC-tehnologije
Slika 22 Prvi računalniki
Slika 23 Prvi numerično krmiljen obdelovalni stroj
1920193019401950196019701980ČAS NASTANKATEHNOLOŠKI NIVO
RAZVOJ CNC PROGRAMIRANJA
UNIVERZALNEPRODUKCIJSKEAVTOMATI
22 Razvoj numerično krmiljenih strojev v Sloveniji
23 NC-stroji CNC-stroji in DNC-obrati
Slika 25 Prikaz numeričnega upravljanja računalnika
24 Adaptivno krmiljenje (AC)
25 Prilagodljivi obdelovalni sistemi (POS)
Slika 26 Prikaz povezljivosti CNC-sistema s postprocesorjem
26 Vpliv NC-tehnologij na obdelovalno tehniko
0204060801001201960196219641966196819701972197419761978198019821984198619881990RELEJNA TEHNIKA IN ELEKTRONSKE CEVITRANZISTORKSA TEHNIKATEHNIKA INTEGRIRANIH VEZIJINEGRACIJA Z MINIRAČUNALNIKI (CNC 1)MIKROPROCESORSKA INEGRACIJA(CNC 2)VLSI TEHNIKA (CNC 3)
Slika 27 Prikaz padanja deleža elektronskih komponent
020406080100196719681969197019711972197319741975197619771978197919801981198219831984
Slika 28 Prikaz naraščanja stroškov programske opreme
27 Prihodnost razvoja
MasovnaSerijskaIndividualnaMaloserijska
Deleži numeričnih strojev v proizvodnji
Slika 29 Deleži numeričnih strojev v proizvodnji
3 TREND NA PODROČJU CNC-TEHNOLOGIJE
31 Predstavitev tehnologije STEP-NC
Slika 31 Prikaz heterogenega DNC-sistema
32 STEP-proizvodnja
33 Informacijski model
Slika 32 Prikaz prednosti uporabe STEP-tehnologije
34 Lastnosti STEP-NC
35 Sedanji problemi
Slika 33 Obsežne CMM za preverjanje geometrije komponent
Slika 34 Prikaz standardne G-kode v zapisih programov CNC
Slika 35 Prikaz pomembnih relacij v tehnologiji STEP-NC
36 Funkcionalnost STEP-tehnologije
37 STEP-tehnologija kot nov jezik za CNC-krmilje
38 STEP-tehnologija kot problemsko orientirano programiranje
4 PRIMERJAVA MED PROGRAMOMA DEPOCAM 6 IN UGS NX4 ZA PROGRAMIRANJE NC-STROJEV
41 Pomembnosti programov za programiranje CNC-strojev
42 Opis programa za NC-programiranje DEPOCAM 6
43 Delovno okolje DEPOCAM 6
Slika 41 Prikaz delovnega okolja DEPOCAM 6
44 Opis programa za NC-programiranje UGS NX4
45 Delovno okolje UGS NX4
Slika 42 Prikaz delovnega okolja UGS NX4
5 PRAKTIČNI PRIMER PROGRAMIRANJA S PROGRAMOMA DEPOCAM 6 IN UGS NX4
51 Slikovni prikaz funkcij za programiranje DEPOCAM 6 in UGS NX4
Slika 51 Prikaz funkcij za programiranje DEPOCAM 6
Slika 52 Prikaz funkcij za programiranje UGS NX4
52 Uvoz modela ndash primerjava
53 Postavitev in uvoz modela z DEPOCAM 6
54 Postavitev in uvoz modela z UGS NX4
55 Priprava površin s programom DEPOCAM 6
56 Priprava površin s programom UGS NX4
57 Določevanje varnostnih mej z DEPOCAM 6
58 Določevanje varnostnih mej z UGS NX4
59 Določevanje obdelovalnih operacij z DEPOCAM 6
510 Določevanje obdelovalnih operacij z UGS NX4
511 Analiza rezalnih poti DEPOCAM 6
512 Analiza rezalnih poti UGS NX4
513 Primerjava z vidika programiranja
514 Praktični primer ndash čas obdelave narejene z DEPOCAM 6 in UGS NX4
Slika 53 Prikaz primera primerjave programa 2D v DEPOCAM 6
Slika 54 Prikaz poti orodja pri 2D v UGS NX4
Slika 55 Prikaz 3D-programa ndash groba obdelava v DEPOCAM 6
Slika 56 Prikaz 3D-programa ndash groba obdelava v UGS NX4
6 PRIMERJAVA PROGRAMOV Z VIDIKA UPORABNIKA
61 Kriteriji primerjave
Na sliki 61 smo zbrali najpomembnejše kriterije (lastnosti) za primerjavo med programoma
Slika 61 Prikaz primerjave nekaterih pomembnih lastnosti programov
62 Ugotovitve
7 SKLEP
8 VIRI
9 PRILOGE
Opravilna vrstica za izbiro varnostnih linij in zaznavo površin hellip13
13
Opravilna vrstica za izbiro obdelovalnih operacij13
13
Opravilna vrstica za izbiro različnih pogledov modela13
13
Osnovna opravilna vrstica - zavesni meni13
13
Stroju specifični program komponente s podatki o gibanju osi ki ga generira postprocesor13
Dobavitelj specifične razrešitve originalnega standarda13
Samo primitivni gibalni in priklopni ukazi 13
Ni standardiziranega podatkovnega formata za procesiranje krivulj in softiciranih NC-tehnologij13
13
N05 G5413
N10 G00 Z1000013
N15 G91 G0 Z20013
N20 T5 D1 WW13
N30 G90 M513
N35 G00 X0000 Y-150000 N40 G00 Z500013
N45 M0813
N50 S318300013
N55 M0313
N60 F147700013
N65 G00 X60000 Y-150000 N70 G00 Z500013
N75 G00 X60000 Y-150000 N80 G01 Z-050013
13
13
Idealen za papirni trak13
13
STEP-NC nadomešča G-kodo z bogatim integriranim podatkovnim formatom13
13
Navigator ˝prikaz modela in vseh operacij˝13
13
Prikaz procesiranja programa - proces Manager13
13
Ustvarjanje programa orodja geometrije operacije metode13
13
Osnovna opravilna vrstica -zavesni meni13
13
Postavitev koordinatnega sistema13
13
Navigator ˝hitri dostop do operacij in pregled˝13
13
Navigator ˝prikaz modela in vseh operacij˝ s katerimi opravljamo vse pomembne funkcije13
13
Funkcije za določevanje varnostnih mej13
13
Pregled postprocesiranja operacij13
13
Pregled postprocesiranja operacij in simulacija rezalnih poti 2D 3D13
13
Nastavitev vseh parametrov odrezavanja13
13
Navigator operacij vklop označevanje in postprocesiranje operacij13
13
Določevanje obdelovalnih površin in varnostnih mej13
13
13
13
13
13
13
13
13
13
13
STROŠKI STROJNE OPREME13
13
STROŠKI PROGRAMSKE OPREME13
13
13
13
Univerza v Mariboru ndash Fakulteta za strojništvo Diplomsko delo
- IV -
COMPARISON BETWEEN DEPOCAM END UGS NX4
PROGRAMS FOR PROGRAMMING OF CNC-MACHINES
Key words CNC-machines CNC programming NC-program STEP-NC case studies
DEPOCAM 6 UGS NX4
UDK 0048962-5(0432)
Abstract
In this thesis we summarized the development of NC-technology throughout the history and
stated modern trends of this area STEP-NC technology was discussed in more detail The
main part of the thesis includes the comparison of DEPOCAM 6 and UGS NX4 programmes
for programming We initiated different criteria of comparison and compared the programmes
in two practical cases
The important realization was that the two types of software are very different therefore a
large difference in production time was expected We established that the DEPOCAM 6
software is much better in production time as it is specialised for programming CNC- sided
moulding machines however it cannot be used for drawing or editing 3D pictures On the
other hand this software is appropriate for programming CNC machines UGD NX4 as
mechanical system enables general usage of 3D drawing and analysing simulating different
pressure on the product during process therefore ii is appropriate for prototype workshops
where the product can be changed during the process at any time Such package is appreciated
where the operator the programmer and the constructor are working together
Univerza v Mariboru ndash Fakulteta za strojništvo Diplomsko delo
- V -
KAZALO VSEBINE
1 UVOD1
2 ZGODOVINSKI OPIS RAZVOJA CNC-TEHNOLOGIJE 2
21 Mejniki razvoja NC-tehnologije3
22 Razvoj numerično krmiljenih strojev v Sloveniji8
23 NC-stroji CNC-stroji in DNC-obrati 9
24 Adaptivno krmiljenje (AC)10
25 Prilagodljivi obdelovalni sistemi (POS)11
26 Vpliv NC-tehnologij na obdelovalno tehniko11
27 Prihodnost razvoja 13
3 TREND NA PODROČJU CNC-TEHNOLOGIJE 15
31 Predstavitev tehnologije STEP-NC 15
32 STEP-proizvodnja 16
33 Informacijski model 17
34 Lastnosti STEP-NC17
35 Sedanji problemi 18
36 Funkcionalnost STEP-tehnologije 20
37 STEP-tehnologija kot nov jezik za CNC-krmilje21
38 STEP-tehnologija kot problemsko orientirano programiranje 21
4 PRIMERJAVA MED PROGRAMOMA DEPOCAM 6 IN UGS NX4 ZA
PROGRAMIRANJE NC-STROJEV 22
41 Pomembnosti programov za programiranje CNC-strojev22
42 Opis programa za NC-programiranje DEPOCAM 6 23
43 Delovno okolje DEPOCAM 624
44 Opis programa za NC-programiranje UGS NX425
45 Delovno okolje UGS NX427
Univerza v Mariboru ndash Fakulteta za strojništvo Diplomsko delo
- VI -
5 PRAKTIČNI PRIMER PROGRAMIRANJA S PROGRAMOMA DEPOCAM 6
IN UGS NX4 28
51 Slikovni prikaz funkcij za programiranje DEPOCAM 6 in UGS NX428
52 Uvoz modela ndash primerjava 29
53 Postavitev in uvoz modela z DEPOCAM 630
54 Postavitev in uvoz modela z UGS NX4 30
55 Priprava površin s programom DEPOCAM 6 31
56 Priprava površin s programom UGS NX4 32
57 Določevanje varnostnih mej z DEPOCAM 6 33
58 Določevanje varnostnih mej z UGS NX434
59 Določevanje obdelovalnih operacij z DEPOCAM 6 35
510 Določevanje obdelovalnih operacij z UGS NX4 37
511 Analiza rezalnih poti DEPOCAM 6 39
512 Analiza rezalnih poti UGS NX4 40
513 Primerjava z vidika programiranja 41
514 Praktični primer ndash čas obdelave narejene z DEPOCAM 6 in UGS NX4 41
6 PRIMERJAVA PROGRAMOV Z VIDIKA UPORABNIKA45
61 Kriteriji primerjave 45
62 Ugotovitve 47
7 SKLEP 49
8 VIRI51
9 PRILOGE 52
Univerza v Mariboru ndash Fakulteta za strojništvo Diplomsko delo
- VII -
KAZALO SLIK
Slika 21 Prvi zapis funkcij na luknjast trak2Slika 22 Prvi računalniki 3Slika 23 Prvi numerično krmiljen obdelovalni stroj5Slika 25 Prikaz numeričnega upravljanja računalnika 9Slika 26 Prikaz povezljivosti CNC-sistema s postprocesorjem11Slika 27 Prikaz padanja deleža elektronskih komponent12Slika 28 Prikaz naraščanja stroškov programske opreme 13Slika 29 Deleži numeričnih strojev v proizvodnji14Slika 31 Prikaz heterogenega DNC-sistema 16Slika 32 Prikaz prednosti uporabe STEP-tehnologije 17Slika 33 Obsežne CMM za preverjanje geometrije komponent 18Slika 34 Prikaz standardne G-kode v zapisih programov CNC 19Slika 35 Prikaz pomembnih relacij v tehnologiji STEP-NC 20Slika 41 Prikaz delovnega okolja DEPOCAM 625Slika 42 Prikaz delovnega okolja UGS NX4 27Slika 51 Prikaz funkcij za programiranje DEPOCAM 628Slika 52 Prikaz funkcij za programiranje UGS NX4 29Slika 53 Prikaz primera primerjave programa 2D v DEPOCAM 6 42Slika 54 Prikaz poti orodja pri 2D v UGS NX443Slika 55 Prikaz 3D-programa ndash groba obdelava v DEPOCAM 6 44Slika 56 Prikaz 3D-programa ndash groba obdelava v UGS NX4 44Slika 61 Prikaz primerjave nekaterih pomembnih lastnosti programov 45
Univerza v Mariboru ndash Fakulteta za strojništvo Diplomsko delo
- VIII -
UPORABLJENE KRATICE
AAM (Application Activity Model) Model področja
aktivnosti
AIC (Application Interpreted Constructs) Deljivi resursi
AIM (Application Interpreted Model) Aplikacijski
interpretirani model
AP (Applicatin Protocol) Aplikacijski protokol
API (Application Programming Interface) Aplikacijski programski
˝interfejs˝
CAD (Computer Aided Design) Računalniško podprte
oblikovanje
CAE (Computer Aided Engineering) Računalniško podprte
tehnične analize
CAM (Computer Aided Manufacturing) Računalniško podprta
proizvodnja
CAPP (Computer Aided Process Planning) Računalniško podprto
načrtovanje procesa
CNC (Computer Numerical Control) Računalniško numerično
krmilje
NC (Numerical Control) Numerično krmiljenje
DNC (Direct Numerical Control) Neposredno numerično
krmiljenje
ADNC (Application Direct Numerical Control) Aplikacijsko neposredno
numerično krmilje
Univerza v Mariboru ndash Fakulteta za strojništvo Diplomsko delo
- IX -
CAID (Centre of Applied Industrial Design) Center za dizajn
PMI (Product and Manufacturing Information) Produktni in proizvodni
podatki
PDM (Pruduct Data Management) Upravljanje s podatki v
proizvodnji
PLM (Product Lifecycle Management) Računalniško podprt
sistem za spremljanje
razvojnega cikla izdelka
IGES (Initial Graphics Exchange Standard) Standard za razumevanje
proizvodnje
ISO (International Organization for
Standardization)
Mednarodna
organizacija za
standardizacijo
STEP-NC (STEP Numeric Control) Razširjeni STEP
standard za NC-stroje
STEP (Standard for the Exchange of Product Model
Data)
Standard za razumevanje
podatkov proizvodnje
Univerza v Mariboru ndash Fakulteta za strojništvo Diplomsko delo
- 1 -
1 UVOD
V začetku diplomskega dela bomo predstavili zgodovino nastanka CNC-tehnologije in
prihodnost nekaterih metodologij zapisa CNC-programa s STEP-tehnologijo Na to bomo
izvedli primerjavo med programoma za CNC-programiranje strojev DEPOCAM 6 in UGS
NX4 ter primerjali nekatere osnovne funkcije obdelav s programoma Izvedli bomo tudi
primerjavo časa izdelave obdelovanca v programskem okolju Za to primerjavo bomo vnašali
v oba programa enake parametre odrezavanja pomike enako število obratov parametre
orodja in ugotavljali kakšen je čas operacij 2D in 3D med programoma Vršili bomo
primerjavo med programoma z vidika
finančnega vložka
popolnosti funkcij
uporabniške prijaznosti
časovne zahtevnosti
možnosti dogradnje postprocesorjev za krmilje CNC-strojev
arhiviranja orodij
časa izobraževanja
časa izdelave izračunov poti orodja
Za primerjanje programske opreme smo se odločili da bi ugotovili katere so dobre in
slabe strani programov in kako lahko določimo področje uporabe v proizvodnji Z vidika
primerjave je glede CNC-programske opreme napisanega premalo da bi ob nakupu takšne
opreme lahko primerjali lastnosti med programi in opravili najboljšo izbiro Veliko podjetij se
ob nakupu programske opreme odloči napačno ker se izbere programska oprema ki ne
dosega optimalnih rezultatov na strojih v določeni proizvodnji (orodjarstvo serijska
proizvodnja) S takšnimi odločitvami podjetja izgubijo finančna sredstva in tudi
konkurenčnosti proti drugim podjetjim
Univerza v Mariboru ndash Fakulteta za strojništvo Diplomsko delo
- 2 -
2 ZGODOVINSKI OPIS RAZVOJA CNC-TEHNOLOGIJE
Želji po napredku ki je prisotna v slehernem od nas ves čas botrujejo okoliščine ki jo
vzpodbujajo in včasih tudi usmerjajo Tako lahko le za redke izume trdimo da so plod
popolnoma neodvisne ideje V večini primerov so to izsledki temeljnih znanstvenih disciplin
kot sta matematika in fizika Na področju aplikativnih znanosti pa so izumi večinoma
pogojeni z razvojem tehnike in znanosti nasploh To še posebej velja za razvoj obdelovalnih
strojev kjer zgodovino poleg temeljnih znanosti krojijo še mnogi družbeni dejavniki ter
trenutne potrebe trga
Tako je prvi NC-stroj nastal zaradi potreb vojaške industrije ki je potrebovala orodje za
izdelavo vse zahtevnejših letal in letalskih pogonov Seveda bi si ta industrija podobne stroje
želela že prej vendar zanje čas še ni ˝dozorel˝ Pred njimi so morali nastati nekateri izumi in
ideje ki so ustvarili podlago in sprožili željo po izdelavi raquoSistema za neposredno krmiljenje
položaja vreten obdelovalnih strojev preko izhoda računskega strojalaquo kot se je glasil opis
naročila projekta ameriške vojske ki ga je prevzel John Parsons na MIT in ga danes štejemo
za izumitelja NC-stroja
Slika 21 Prvi zapis funkcij na luknjast trak
Univerza v Mariboru ndash Fakulteta za strojništvo Diplomsko delo
- 3 -
21 Mejniki razvoja NC-tehnologije
Idejo o krmiljenju naprav po vnaprej določenem scenariju lahko zasledimo že v 14 stoletju
ko so zvonove krmilili s posebnimi bodičastimi valji in na ta način dobili želeno ˝melodijo˝
ki se je lahko večkrat ponovila Razvoj sistema numerično vodenih obdelovalnih strojev je s
podobnimi izumi v tesni zvezi na njegov nastanek in nezadržni razcvet pa močno vpliva
razvoj elektronike in računalniške tehnike
V nadaljevanju je podanih nekaj ključnih zgodovinskih mejnikov razvoja krmilne tehnike
in numerično krmiljenih strojev
1808 je Joseph M Jacquard uporabil pločevinaste kartice z luknjicami za krmiljenje
tkalskih strojev in tako iznašel prenosljiv nosilec podatkov
1863 je M Fourneaux patentiral avtomatski klavir znan pod imenom Pianola Srce
klavirja je poleg običajnih klavirskih sestavnih delov vsebovalo približno 30 cm širok
papirnat trak z luknjicami (slika 21) skozi katere je stisnjen zrak krmilil mehanično
tipkovnico in igral melodije kodirane na papirnatem traku To metodo so nato
razvijali da je bilo mogoče regulirati tudi zvok jakost ter hitrost igranja kar je
omogočilo precej natančno izvedbo klavirskih skladb
Slika 22 Prvi računalniki
Univerza v Mariboru ndash Fakulteta za strojništvo Diplomsko delo
- 4 -
1938 je Claude E Shannon med pripravo svoje doktorske naloge na Massachusetts
Institute of technology (MIT) prišel do spoznanja da sta avtomatski preračun ter
prenos podatkov mogoča samo v dvojiški obliki in ob uporabi Boolove algebre ter da
so elektronska stikala edine praktično uporabne komponente za ta namen
1946 sta dr John W Mauchly in dr J Presper Eckert izdelala in dobavila ameriški
vojski prvi digitalni računalnik Eniac (slika 22)
1949ndash1952 je John Parsons v okviru MIT po naročilu ameriških letalskih sil razvil
˝Sistem za neposredno krmiljenje položaja vreten obdelovalnih strojev preko izhoda
računskega stroja˝ in kot dokaz o delovanju oblikoval izdelek Parsons je s svojim
projektom podal štiri ključna izhodišča za nadaljnji razvoj ideje o numeričnem
krmiljenju
o izračunana pot orodja se hrani na luknjani kartici
o luknjane kartice se na stroju avtomatično berejo
o kontrolira se gibanje orodja
o na osnovi teh podatkov se opravlja gibanje po koordinatnih poteh s servomotorji
Univerza v Mariboru ndash Fakulteta za strojništvo Diplomsko delo
- 5 -
Slika 23 Prvi numerično krmiljen obdelovalni stroj
1952 je pričel na MIT delovati prvi numerično krmiljeni obdelovalni stroj z imenom
Cincinnati Hydrotel z navpičnim vretenom Krmilje je bilo izvedeno z elektronkami
omogočalo je hkratno premikanje treh osi (3D-linearna interpolacija) in dobivalo
podatke preko dvojiško kodiranih luknjanih trakov (slika 23) S temi stroji je bilo
možno izdelati vedno zahtevnejše integralne dele za potrebe letalske industrije Šlo je
za izdelke ki jih je bilo možno natančno opisati z malo matematičnimi podatki vendar
zelo težko ročno izdelati
1954 odkupi podjetje Bendix Parsonsove patentne pravice in proizvede prvi
industrijsko izdelan NC-stroj prav tako z uporabo elektronk
1957 postavijo ameriške letalske sile (US Air Force) prve NC-rezkalne stroje v svoje
delavnice
Univerza v Mariboru ndash Fakulteta za strojništvo Diplomsko delo
- 6 -
1958 je bil predstavljen prvi programski jezik s simboli imenovan APT in sicer v
povezavi z računalnikom IBM 704 Pomeni začetek strojnega programiranja
1960 predstavijo nemški proizvajalci na sejmu v Hannovru svoje prve NC-stroje Za
numerična krmilja pričnejo v tem letu uporabljati tranzistorska vezja
1963 je bil izdelan prvi specialni NC-stroj
1965 iznajdejo avtomatični izmenjevalnik orodja
1968 postanejo z uporabo IC-tehnike (integralna vezja) krmilja manjša in
zanesljivejša
1969 uporabijo v podjetju SUNDSTRAND Omnicontrol v ZDA prve DNC-naprave
1970 iznajdejo avtomatično menjavo obdelovancev z menjavo transportnih palet
1972 omogočijo prvi NC-stroji s serijsko vgrajenim miniračunalnikom razvoj novi
generaciji zmogljivejših računalniško krmiljenih strojev ki pa so jih kmalu zamenjali
CNC-stroji z mikroprocesorji
1974 je bil izdelan prvi večoperacijski CNC-obdelovalni stroj
1975 iznajdejo avtomatične korekture orodja (povratni hod)
Univerza v Mariboru ndash Fakulteta za strojništvo Diplomsko delo
- 7 -
1976 pričnejo za krmilja CNC-strojev uporabljati mikroprocesorje
1977 iznajdejo avtomatični nadzor življenjske dobe orodja (AC-krmilja)
1978 so zasnovani prvi prilagodljivi proizvodni sistemi (POS)
1980 so programska orodja ki so jih razvili in pričeli integrirati v CNC-stroje
omogočila programiranje neposredno na strojih in sprožila spopade za in proti
krmiljem z ročnim vnosom podatkov CNC-krmilja že vsebujejo podprograme za
pomoč pri izdelavi programov za proizvodnjo
1984 postavijo zelo zmogljivi CNC-stroji podprti s programskimi orodji z grafičnim
prikazom nova merila za programiranje proizvodnje
198687 omogočajo standardni programski in računalniški vmesniki povezavo strojev
v avtomatizirano tovarno na podlagi računalniških mrež (CIM in JIT)
Univerza v Mariboru ndash Fakulteta za strojništvo Diplomsko delo
- 8 -
1920
1930
1940
1950
1960
1970
1980ČA
S N
ASTA
NKA
TEHNOLOŠKI NIVO
RAZVOJ CNC PROGRAMIRANJA
UNIVERZALNE
PRODUKCIJSKE
AVTOMATI
Slika 24 Prikaz razvoja CNC-programiranja
22 Razvoj numerično krmiljenih strojev v Sloveniji
Pri nas so se prvi NC-stroji pojavili okrog leta 1976 in sicer v Železarni Ravne kjer sta bila
proizvajalca Pratt amp Whitney na tedanji Višji tehniški šoli v Mariboru ter na Fakulteti za
strojništvo v Ljubljani pa vrste Cincinnati Milacron Med prve moderno opremljene tovarne
prištevamo še Litostrojevo tovarno viličarjev kjer se je proizvodnja na sodobnih CNC-strojih
začela leta 1979 Na območju nekdanje Jugoslavije so prvi NC-stroj pognali v Prvomajski v
Zagrebu ( prikaz razvoja slika 24)
Naše tovarne se z izdelavo računalniško krmiljenih stružnic in vrtalno-rezkalnih strojev za
obdelavo kovin niso ukvarjale Poleg bogate ponudbe iz tujine so s tovrstnimi stroji tovarne
bivše Jugoslavije opremljali Prvomajska iz Zagreba in še nekateri drugi proizvajalci Med
našimi proizvajalci velja omeniti Iskro ki je izdelala krmilnik CNC-2T Litostroj je izdelal
Univerza v Mariboru ndash Fakulteta za strojništvo Diplomsko delo
- 9 -
več različnih CNC-preoblikovalnih strojev in linij za razrez pločevine v Gorenju so izdelali
robota itd
Precej več je bilo narejenega na razvoju programske opreme za računalniško načrtovanje
izdelovalnega procesa (CAP) kjer beležimo nekaj odmevnih izdelkov s področja
računalniškega programiranja NC-strojev in upravljanja proizvodnih procesov
23 NC-stroji CNC-stroji in DNC-obrati
Prvotni koncept numeričnega krmiljenja (NC) je s pojavom miniračunalnikov še bolj pa s
pojavom mikroračunalnikov prerasel v dosti naprednejši CNC-koncept CNC je okrajšava za
Computerized Numerical Control v bistvu pa pomeni krmilje z vgrajenim računalnikom
Vgrajen računalnik je olajšal upravljanje stroja omogočil izvajanje zahtevnejših računskih
operacij na njem (interpolacije višjega reda) izboljšal pomnilniške kapacitete krmilja
predvsem pa omogočil povezovanje krmilijstrojev v industrijske računalniške mreže (slika
25)
Slika 25 Prikaz numeričnega upravljanja računalnika
Univerza v Mariboru ndash Fakulteta za strojništvo Diplomsko delo
- 10 -
To zadnjo lastnost s pridom uporablja koncept DNC-obrata Kratica pomeni Direct
Numerical Control ali neposredno numerično krmiljenje gre pa za idejo osrednjega
nadzornega računalnika ki upravlja več CNC-strojev ˝Upravljanje˝ je v večini primerov
omejeno na osrednje shranjevanje NC-programov ter prenos le-teh od računalnika do strojev
in nazaj Seveda lahko ima osrednji računalnik tudi bolj zahtevne naloge kot so zbiranje
podatkov o delovanju strojev upravljanje toka materiala in celo upravljanje proizvodnje
Zaradi stalnega padanja cen elektronskih komponent in hitrega razvoja mikroračunalniške
tehnologije najdemo danes NC-stroje le še v arhivih in zgodovinskih učbenikih sicer pa so
moderni numerično krmiljeni stroji izključno CNC-stroji
24 Adaptivno krmiljenje (AC)
Iz jedra osnove numerično krmiljenih strojev ne smemo izpustiti adaptivnega krmiljenja s
katerim skušamo numerično krmiljene stroje avtomatizirati do te mere da bomo med
obratovanjem lahko vplivali na sam proces odrezavanja in s tem tudi na glavni čas obdelave
Vsa do sedaj omenjena avtomatizacija namreč služi le skrajševanju pomožnih in pripravnih
časov ki jih lahko z umno organizacijo in uporabo sistemov za avtomatsko menjavo
obdelovancev tudi izničimo
Adaptivno krmiljeni sistemi pa z avtomatskimi napravami vplivajo na proces odrezavanja
in sicer z namenom skrajševanja glavnega časa obdelave AC-sistemi so torej posebna oblika
krmilja kjer je postopek odrezavanja vključen v regulacijski krog
Postopek odrezavanja je navadno vnaprej predviden in določen z osnovnimi odrezovalnimi
parametri (globina rezanja podajanje rezalna hitrost) ki so izračunani glede na neke
standardne delovne pogoje Ti pogoji pa lahko od dejanskih bistveno odstopajo kar lahko s
tipali zaznamo kot na primer manjšo obremenitev stroja in podobno V tem primeru lahko
parametre spremenimo in tako vplivamo na glavni obdelovalni čas Podobno lahko z
merjenjem odrivne sile na orodju zaznamo obrabljenost orodja in ga pravočasno zamenjamo ndash
še preden proizvedemo izmet Numerično krmiljen stroj opremljen s potrebnimi tipali in
krmiljem ki ta tipala nadzoruje imenujemo adaptivno krmiljen stroj
Univerza v Mariboru ndash Fakulteta za strojništvo Diplomsko delo
- 11 -
25 Prilagodljivi obdelovalni sistemi (POS)
Prilagodljive obdelovalne sisteme (POS) bi lahko imenovali tudi izpopolnjena nadgradnja
DNC-sistema Prilagodljiv obdelovalni sistem je skupek CNC-strojev ki so med sabo fizično
in podatkovno (logično) povezani Za fizično povezavo skrbi transportni oziroma logistični
sistem za podatkovno pa računalniško omrežje in osrednji nadzorni računalnik V takšen
sistem povezujemo stroje z namenom večje avtomatizacije delovnega procesa in s tem
skrajšanja proizvodnih časov POS se od DNC razlikuje predvsem po vlogi nadzornega
računalnika ki tukaj poleg obdelovalnega regulira še logistični sistem (slika 26)
Prilagodljivi obdelovalni sistemi so namenjeni izdelavi tehnološko podobnih delov
omogočajo pa optimizacijo celotnega sistema in s tem hitrejše ter učinkovitejše odpravljanje
motenj v procesu
Slika 26 Prikaz povezljivosti CNC-sistema s postprocesorjem
26 Vpliv NC-tehnologij na obdelovalno tehniko
Z novimi iznajdbami na področju elektronike in elektrotehnike (tranzistor integrirana vezja
hellip) so se na področju izdelave krmilnih naprav za numerično krmiljene strojev odprle številne
nove možnosti V prvi fazi je napredek tekel predvsem v smeri povečanja sposobnosti
krmilnih enot kjer je bil vrhunec dosežen z vgradnjo računalnika v krmilje (slika 27) V
Univerza v Mariboru ndash Fakulteta za strojništvo Diplomsko delo
- 12 -
drugi fazi pa so elektronske komponente začeli vgrajevati tudi v ostale dele stroja da bi s tem
dvignili nivo avtomatizacije ter dodatno skrajšali pripravljalni in nastavni čas Hiter napredek
je omogočilo predvsem hitro padanje cen elektronskih komponent ki so v začetnem obdobju
predstavljale levji delež stroškov izdelave numerično krmiljenega stroja danes pa pomenijo
že manj kot 10 odstotkov vrednosti celotnega stroja ( slika 28)
0
20
40
60
80
100
120
1960
1962
1964
1966
1968
1970
1972
1974
1976
1978
1980
1982
1984
1986
1988
1990
RELEJNA TEHNIKA IN ELEKTRONSKE CEVI
TRANZISTORKSA TEHNIKA
TEHNIKA INTEGRIRANIH VEZIJ
INEGRACIJA Z MINIRAČUNALNIKI (CNC 1)
MIKROPROCESORSKA INEGRACIJA(CNC 2)
VLSI TEHNIKA (CNC 3)
Slika 27 Prikaz padanja deleža elektronskih komponent
Z vključitvijo mikroračunalnika v krmilje stroja so se odprle dodatne možnosti za dvig
avtomatizacije proizvodnje predvsem pa za izdelavo vse zahtevnejših oblik Obenem se
pojavijo tudi težnje da bi večji del programerskih funkcij postavili neposredno na krmilje
stroja K sreči so se te težnje kmalu izgubile saj bi danes to pomenilo da bi stroj vreden
nekaj 100 tisoč evrov namesto svoje ciljne funkcije opravljal delo osebnega računalnika
vrednega nekaj 300 evrov Je pa omenjeni trend pustil pozitivne posledice pri razvoju
konvencionalnih univerzalnih strojev Ti so danes prav tako že opremljeni s krmilji vendar je
postavitev vseh elementov še vedno prirejena človeku ki s strojem dela in ne avtomatskim
strežnim napravam kot je to običaj pri ˝čistih˝ numerično krmiljenih strojih
S pojavom CNC-strojev pa se je zgodila še ena velika sprememba ki je bila posledica
vgrajenega računalnika Pokazala se je namreč potreba po zmogljivejši in vse zahtevnejši
programski opremi Le-ta je kmalu začela predstavljati večji del vrednosti stroja kot pa
Univerza v Mariboru ndash Fakulteta za strojništvo Diplomsko delo
- 13 -
njegove mehanske komponente Oba navedena vzroka neuporabnost stroja če se na njem
izvaja programiranje in stroški programske opreme sta privedla do ločevanja programerskih
funkcij od čistih krmilno-komunikacijskih funkcij krmilja Tako se danes z redkimi
izjemami programiranje strojev izvaja na ločenih grafičnih postajah kjer se s pomočjo
simulacijskih programov izvede tudi preizkušanje NC-programov Od tod pa se preverjeni
NC-programi preko računalniških mrež prenašajo do CNC-strojev
0
20
40
60
80
100
1967
1968
1969
1970
1971
1972
1973
1974
1975
1976
1977
1978
1979
1980
1981
1982
1983
1984
Slika 28 Prikaz naraščanja stroškov programske opreme
27 Prihodnost razvoja
Od prihodnosti na področju razvoja numerično krmiljenih strojev pričakujemo predvsem
večje možnosti povezovanja v računalniška omrežja Te so namreč še vedno odvisne od
standardnih serijskih vmesnikov tipa RS 232 na katere se potem priklapljajo najrazličnejše
zunanje komunikacijske naprave Zaradi omejitev serijske komunikacije je seveda močno
omejena tudi izmenjava podatkov med strojem in nadzornim računalnikom ki bo v prihodnje
nujna zato pričakujemo tudi ukinjanje nekaterih funkcij CNC-krmilja ki sodijo bolj na
STROŠKI PROGRAMSKE OPREME
STROŠKI STROJNE OPREME
Univerza v Mariboru ndash Fakulteta za strojništvo Diplomsko delo
- 14 -
področje grafičnih delovnih postaj Namesto teh bo prišlo do vključevanja omrežnih
protokolov kot sta TCPIP in IPXSPX kar bo omogočilo neposredno povezovanje v
arhitekturo odjemalecstrežnik s čimer se bo pojavila tretja generacija DNC-konceptov
Nenazadnje bo prej ali slej moralo priti do ukinitve trenutnega standarda NC-kodnega zapisa
ki s svojo omejenostjo že predstavlja oviro Pričakujemo lahko pojav novega standarda z
izrazno bogatejšim kodiranjem ali celo pojav poprocesorjev integriranih v krmilja CNC-
strojev
Zelo pomembno za prihodnji razvoj numerično krmiljenih strojev in s tem povezane
tehnologije je nadaljnje upadanje deleža velikoserijske in masovne proizvodnje v
strojegradnji kar je posledica tržnih sprememb Potrebe trga se vedno bolj nagibajo k večji
individualizaciji dobrin kar pomeni prilagajanje posameznih izdelkov posebnim
individualnim potrebam kupca V takšnih razmerah pa sta nujni velika prilagodljivost in
odzivna sposobnost proizvodnega sistema za kar so numerično krmiljeni obdelovalni stroji
vedno bolj prilagojeni (slika 29)
MasovnaSerijska
Individualna
Maloserijska
Deleži numeričnih strojev v proizvodnji
Slika 29 Deleži numeričnih strojev v proizvodnji
Univerza v Mariboru ndash Fakulteta za strojništvo Diplomsko delo
- 15 -
3 TREND NA PODROČJU CNC-TEHNOLOGIJE
STEP-NC se uporablja v proizvodnji frezanja vrtanja struženja konturnega rezanja in je
prihodnost CNC-programiranja Povezovanje sistemov z boljšim ga naredi bolj
interoperabilnega omogoča hitrejše programiranje ter varnejše delo Tako lahko z uporabo
koncepta fleksibilne proizvodnje s tem sistemom prihranimo ogromno denarja
31 Predstavitev tehnologije STEP-NC
V preteklih letih se je ogromno dogajalo v smeri razvoja elektronske tehnologije kot tudi na
področju programske opreme ki sta tesno povezani tehnologiji kateri sta imeli ogromen vpliv
na današnje numerične CNC-stroje in krmilja
Numerični stroji in krmilniki so postali bolj inteligentni fleksibilni z več spomina
oziroma kapacitete ter z veliko boljšo povezavo v skupnem internem omrežju (slika 31) To
vodi v spremembo oblikovanja DNC-sistema ki temelji na prejšnjem DNC-sistemu Z DNC-
sistemom podatkov dobimo bolj primerne sposobnosti shranjevanja ne samo v centralnih
DNC-serverjih ampak tudi v CNC-krmilnikih ali CNC-terminalih Sprememba arhiviranja
pomeni zahtevo DNC-programske opreme naj se spremenijo tako DNC v celoti z vsemi
osnovnimi funkcijami tega sistema kakor tudi distribucija NC-podatkov v obeh smereh do
CNC-stroja Tako naj bi zadovoljili današnje zahteve da dovoljujejo uporabnikom gradnjo
spreminjanje podatkov v odnosu med obdelovancem (3D-zapis) s 3D in drugimi
podatkovnimi programi kot so denimo program za arhiviranje podatkov orodij informacij
risb obdelovanca proizvodnih podatkov strojnih parametrov Vse želje uporabnikov bazirajo
na tem kako povezati vse sisteme preko interneta ter tako pridobiti na večji fleksibilnosti
sistema oziroma proizvodnje Takšni sistemi omogočajo večjo preglednost podatkov s čimer
se samo spreminjanje podatkov ne vrši v spremembi glavnih funkcij le-teh Sedanji problemi
s podatki ki prihajajo na stroj po drugih sistemih kot so enosmerni sistem NC v CNC
povzročajo pri transformiranju izgubo osnovnih podatkov Težavo pa predstavlja tudi
Univerza v Mariboru ndash Fakulteta za strojništvo Diplomsko delo
- 16 -
kasnejše popravljanje podatkov na stroju kar privede v naslednji fazi do izgube le-teh STEP-
tehnologija pa nam omogoča boljšo preglednost ter bolj natančen zapis podatkov
Slika 31 Prikaz heterogenega DNC-sistema
32 STEP-proizvodnja
STEP-proizvodnja temelji na DNC-sistemu z zmožnostjo za shranjevanje v DNC-serverju
in tudi v CNC-terminalu To predstavlja velik izziv za DNC-programsko opremo v
implimentarnih osnovnih funkcijah
Posredovalcu ki temelji na DNC-programski opremi z asistenco (ADNC) je
predlagano kako reševati probleme znotraj samega omrežja ter prenosa podatkov Njegova
naloga je zbirati distribute NC-informacij in jih transformirati oz prenesti varno in seveda
v celotni obliki z vsemi pripadajočimi funkcijami NC-program z zbranimi strojnimi
podatki znotraj omrežja ne izgubi veličinskih funkcij Zato dobiva tehnologija STEP-NC
nove razsežnosti nadaljnjega razvoja v smeri kako s sestavo agentov ki temeljijo na
asistenci (agenti AP s platformo agenta JADE) nadzorovati spremembe transformacij NC-
programov
Univerza v Mariboru ndash Fakulteta za strojništvo Diplomsko delo
- 17 -
33 Informacijski model
STEP integrira več kot deset objektnih modelov s takšno povezljivostjo pa dobimo boljši
informacijski sistem ki zajema inženirsko kolaborativno delo upravljanje oskrbovalne
verige avtomatizacijo tovarne mikro obdelavo Med objektnimi modeli je mnogo
pomembnih relacij (slika 32)
Slika 32 Prikaz prednosti uporabe STEP-tehnologije
34 Lastnosti STEP-NC
Eliminacija 4500+ postprocesorjev
Varnejši bolj prilagodljivi obdelovalni stroji
Out-sourcing kontrole kvalitete
Projicirani prihranki pri procesiranju
Univerza v Mariboru ndash Fakulteta za strojništvo Diplomsko delo
- 18 -
35 Sedanji problemi
Trenutno aktualni proces je neučinkovit
Konstrukcija pošilja nepopolne podatke
Proizvodnja dela popravke a jih ne dokumentira
Končni rezultat je krmilni program ki dela le na enem stroju pri enem dobavitelju
RS274D ISO DIN66025 (G-koda) je stara 50 let
CMM za preverjanje geometrije komponent so obsežne (slika 33)
Slika 33 Obsežne CMM za preverjanje geometrije komponent
V uporabi imamo NC-programiranje z RS274D ki ima v zapisu še vedno G-kodo Ta
nima tako bogatega zapisa integriranih podatkov kot STEP-NC kar prikazuje navedeni
primer - razlike med obema zapisoma (slika 34)
Univerza v Mariboru ndash Fakulteta za strojništvo Diplomsko delo
- 19 -
Slika 34 Prikaz standardne G-kode v zapisih programov CNC
N05 G54
N10 G00 Z10000
N15 G91 G0 Z200
N20 T5 D1 WW
N30 G90 M5
N35 G00 X0000 Y-150000 N40 G00 Z5000
N45 M08
N50 S3183000
N55 M03
N60 F1477000
N65 G00 X60000 Y-150000 N70 G00 Z5000
N75 G00 X60000 Y-150000 N80 G01 Z-0500
Stroju specifični
program komponente s
podatki o gibanju osi
ki ga generira
postprocesor
Dobavitelj specifične
razrešitve originalnega
standarda
Samo primitivni gibalni
in priklopni ukazi
Ni standardiziranega
podatkovnega formata
za procesiranje krivulj
in softiciranih NC-
tehnologij
Idealen za papirni
trak
STEP-NC nadomešča G-kodo z
bogatim integriranim
podatkovnim formatom
Univerza v Mariboru ndash Fakulteta za strojništvo Diplomsko delo
- 20 -
Slika 35 Prikaz pomembnih relacij v tehnologiji STEP-NC
36 Funkcionalnost STEP-tehnologije
Korist in funkcionalnost STEP-tehnologije sta danes na področju boljše kontrole procesov
kjer s pomočjo te tehnologije zajamemo bolj natančno funkcijo zapisa daljic in lokov (TCP-
zapis) K temu spadajo tudi vse tolerirane krivulje ter produkti geometrije obdelovanca s
čimer je izboljšan zapis v STEP-tehnologiji veliko bolj natančen ( slika 35)
Nadaljnje razvijanje STEP-tehnologije v odvisnosti koristi in funkcionalnosti poteka v
smeri boljšega določevanja parametrov značilnosti toleranc značilnosti vrtilnih ciklov ki
spadajo v skupino boljšega monitoringa procesov Naslednja najnovejša skupina STEP-
tehnologije je fleksibilna proizvodnja z boljšim zapisom parametričnih operacij nadzorovanje
delovnih korakov tolerirane površine pogojne operacije Na ta način dobimo na osnovnem
nivoju zgradbe samega krmiljenja procesa tako imenovano pametno krmilje ki je zgrajeno iz
CAM-zapisa z dvosmerno povezavo z zapisovalnikom (DLL) ta pa je v povezavi z AP-238
datotekami (SUBS) in je enosmerno povezan s kontrolo podatkov ter STEP-NC-
simulatorjem vse skupaj pa je v povezavi s krmilnikom HMI do krmilnika gibov Krmilnik
Univerza v Mariboru ndash Fakulteta za strojništvo Diplomsko delo
- 21 -
HMI sestavljata pretvornik (DL) in gibalnik ukazov (TCP) Vse to sestavlja osnovni nivo
konfiguracije katerega smo vstavili v obstoječe CNC-komponente Vstavili smo zapisovalnik
(DLL) in pretvornik (DL) ki omogočata eliminacijo postprocesorjev hitrejšo operaterjevo
potrditev programa ter optimalno kreiranje poti na stroju Če pa krmilnik HMI dopolnimo z
nadzornim (DLL) in CNC-polnilnikom pa dobimo konfiguracijo nadzora procesa Ta nam
dovoljuje verifikacijo pravilnosti operacij krmilnika čase operativnih parametrov indifikacijo
značilnosti operacije orodij za vsak delovni potek
37 STEP-tehnologija kot nov jezik za CNC-krmilje
Za kompleksnejše obdelovance je tehnologija STEP-NC popolna saj gre za nedvoumen
model komponent in procesov Združuje obdelovalne procese potrebe po orodjih geometriji
tolerancah in PDM S CNC-sistemom naredi bolj interoperabilnega omogoča hitrejše
programiranje varnejše delo Tako lahko z uporabo koncepta fleksibilne proizvodnje s tem
sistemom prihranimo ogromno denarja
38 STEP-tehnologija kot problemsko orientirano programiranje
Z datoteko AP-238 opisujemo kaj in tudi kako saj s tem dosežemo da iz surovca
naredimo geometrijo odstranjujemo značilnosti spreminjamo vrstni red z ustreznimi orodji
ki ustrezajo tem zahtevam AP-238 dovoli krmilniku tudi izbiro gibov orodja S tem
nadomestimo prejšnjo obliko zapisa s standardno kodo G ki opisuje samo kako (premakni
orodje na to lokacijo premakni orodje na to lokacijo in tako naprej za tisoč ukazov)
Univerza v Mariboru ndash Fakulteta za strojništvo Diplomsko delo
- 22 -
4 PRIMERJAVA MED PROGRAMOMA DEPOCAM 6 IN UGS
NX4 ZA PROGRAMIRANJE NC-STROJEV
41 Pomembnosti programov za programiranje CNC-strojev
Danes imamo na trgu veliko izbiro programov paketov za CAM-programiranje pri katerih
vsak po svoje odlično služi svojemu namenu naloga uporabnika pa je da ob investiciji pri
nakupu takšnega paketa ve kakšna je njegova namembnost in kaj bo z njim počel da ga bo
lahko optimalno izkoristil tudi v prihodnosti
Paketi CAM-programiranja se danes razlikujejo v detajlih ki jih uporabniki začetniki niti
ne opazijo To pride najbolj do izraza pri jalovih hodih oz poteh ki so generirane pri samem
programiranju in se od programa do programa razlikujejo To so zelo pomembni parametri v
odvisnosti koliko časa bomo porabili za izdelavo izdelka na CNC-stroju z najbolj
optimalnimi potmi s katerimi bomo prihranili pri času izdelave Tukaj ne smemo pozabiti da
tudi sekvence poti vplivajo na čas in obstojnost orodja Orodja in njihova obstojnost pomenijo
velik delež stroškov in če te parametre držimo na optimumu prihranimo na letni ravni
ogromno časa in denarja ter podaljšamo delovanje orodij Lahko bi rekli da so ti parametri
najbolj zaželeni seveda pa ne smemo pozabiti na samo programsko okolje različnih
programov paketov
Nekateri paketi so zelo nazorni pregledni hitro učeči enostavni za uporabo v tem oziru
pa se med seboj tudi precej razlikujejo V različnih panogah kot je denimo orodjarstvo s
svojo kompleksno strukturo z izdelavo preciznih segmentov orodja z različnimi trdotami
(kaljene površine) s postopki obdelave in s svojo unikatnostjo predstavljajo velik izziv za
ponudnike CAM-paketov ter skrbno izbiro le-teh Še tako podobni vgradni strojni vložki se
lahko med sabo zelo razlikujejo po strategiji obdelave Vse to vodi managerje v orodjarnah
da čim bolj združujejo posamezne operacije znotraj organizacijske strukture kot so
detajliranje in izdelava tehnologije posameznih pozicij ali pa programiranje ter posluževanje
Univerza v Mariboru ndash Fakulteta za strojništvo Diplomsko delo
- 23 -
strojev ipd Zato je zelo pomembno da je CAM-programski paket generiran tako da zelo
hitro preračunava posamezne sekvence da ne pride zaradi tega do zastojev na strojih
V nadaljevanju bomo primerjali dva programa za programiranje CNC-strojev in sicer
paketa DEPOCAM 6 in UGS NX 4 ki se že v sami osnovi zelo razlikujeta
42 Opis programa za NC-programiranje DEPOCAM 6
DEPOCAM prihaja iz hiše NC Graphics ustanovljene leta 1993 njegov izumitelj pa je bil
Arthur Flutter leta 1977 v Cambridgeu v Veliki Britaniji S podjetjem Depocam GmbH je
leta 1993 ta program v celoti zaživel na trgu ponudnikov CAM-paketov Združitev v NC
Graphics je bila želja proizvajalca da ponudi svojim kupcem celovit paket od strojev orodij
programskih paketov ki bazirajo na dolgoletnih izkušnjah operaterjev v industriji To
povezovanje proizvajalca s kupcem pa je seveda obrodilo sadove v enostavnosti
programskega okolja ter dobrih optimumih rezalnih parametrov
Program se v praksi ne trži kot samostojna enota ampak v sklopu investicije primernega
orodjarskega stroja ustreznega rezilnega orodja in v racionalni uporabi rezilnega orodja To
seveda ne pomeni da je program kot posamezna komponenta neučinkovit nasprotno pomeni
konkurenčno prednost pred ostalimi ravno zaradi zaključenega paketa
S tem paketom lahko združimo dvoje delovnih mest (programerja in operaterja) v eno in
tako dosežemo
prenos odgovornosti za doseganje planov v podjetju na operaterja programerja saj
ima operater glavno vlogo pri doseganju proizvodnih normativov
dvig splošnega nivoja znanja na vse zaposlene v proizvodnji
15-odstotni dvig produktivnosti in obdelovalno kvaliteto saj imajo vsi zaposleni
vpogled v končni CAD-model na računalniku ob stroju
Univerza v Mariboru ndash Fakulteta za strojništvo Diplomsko delo
- 24 -
43 Delovno okolje DEPOCAM 6
Delovno okolje v programu za CNC-programiranje strojev je program namenjen
programiranju 3-osnih in 3+2-osnih CNC-strojev V delovnem okolju je opaziti da so vse
funkcije programa prikazane v orodnih vrsticah ker pomeni da uporabnik ni preobremenjen z
nešteto prikazanimi funkcijami ki dajejo vtis nepreglednosti in neuporabnih ukazov To je
nazoren primer kako enostaven je po svoji namembnosti uporabniku ki mora spoznati samo
določena pravila (ukazi na miški) in že lahko ustvari enostavne programe za CNC-
programiranje Ikone ali shematsko drevo na levi strani omogočajo vklop modela funkcije
operacije obdelave s tem pa lahko natančno primerjamo med dvema različnima obdelavama
poti orodja
Model uvozimo v obliki ( x_t iges Catia V4 in Catia V5 hellip) nastavimo koordinatni
sistem tako da transformiramo model po ordinatah x y z rotiramo zrcalimo v željeni
položaj za kasnejše vpetje na stroj Ko je model postavljen v pravilno lego v koordinatnem
sistemu (ujemanje s pozicijo koordinatnega sistema stroja) lahko mere po x y z preverimo
tako da se z miško postavimo na željeno površino in v orodni vrstici desno spodaj se nam
prikazujejo vrednosti dolžin x y z koordinat Tako v dveh korakih v delovnem okolju
določimo pozicijo 3D-modela moteče pri tem pa je seveda to da se model kopira med sabo
(levo orodno drevo) kar lahko ob nepazljivosti povzroči kasnejšo zmedo med modeloma če
prejšnjega ne izbrišemo Pri vsaki izbiri obdelave nam ob vnosu orodja ni potrebno vnašati
parametrov kot so premer orodja njegova dolžina ampak iz arhiva v katerega smo vnesli
te parametre samo izberemo željeno orodje z vsemi parametri (slika 41) S tem se izognemo
dolgotrajnemu vpisovanju v menije za določanje parametrov orodja hkrati pa se vodi
evidenca orodij v uporabi
Univerza v Mariboru ndash Fakulteta za strojništvo Diplomsko delo
- 25 -
Slika 41 Prikaz delovnega okolja DEPOCAM 6
44 Opis programa za NC-programiranje UGS NX4
Programski paket UGS NX4 izhaja iz podjetja Siemens kjer se je pred tem imenoval
Unigraphics in ga je leta 1991 razvil Douglas McDonnell Njegov razvoj je temeljil na
združitvi I-DEAS v NX-program ki služi za vzvratno inženirstvo ter oblikovanje v 3D-
oblikah Tako lahko iz CAID-formata ustvarimo CAD CAM-format UGS NX4 se že v
osnovi močno razlikuje od programa DEPOCAM 6 ki je namenski program za
programiranje Področja uporabe sistema UGS NX4 so
zahtevni industrijski ˝desing˝
modeliranje komponent in velikih sklopov
izdelave tehnične dokumentacije
Navigator ˝prikaz modela in vsehoperacij˝
Opravilna vrstica za izbiro varnostnih linij in zaznavo površin hellip
Opravilna
vrstica za izbiro
obdelovalnih
Opravilna vrstica
za izbiro različnih
pogledov modela
Osnovna opravilna vrstica -zavesni meni
Prikaz procesiranja programa -proces Manager
Univerza v Mariboru ndash Fakulteta za strojništvo Diplomsko delo
- 26 -
engineering
zahtevna NC-tehnologija ndash programiranje
uporaba v kemični industriji
Industrijsko oblikovanje predstavljajo CAD CAM CAE izdelava orodij ki se deli v NX
Shepe studio in Imageware
CAD-delovno okolje zajema modeliranje zahtevnih free-form oblik velikih sklopov z
modeliranjem komponent iz pločevine (sheet metel) modeliranje cevovodov električne
povezave izdelave tehnične dokumentacije
CAE obsega različne digitalne analize izdelka z različnimi programskimi paketi NX
Scenario NX Master FEM NX Nastran s katerimi lahko simuliramo določeno stanje raznih
obremenitev toplotno gibanje trdnost ter toplotna stanja
CAM zajema različne programske pakete ndash 2D-programiranje 3D-programiranje 3- in 5-
osno programiranje ter programiranje vseh strojev v orodjarstvu (frezalnih strojev stružnic
žične erozije ) Za uporabnika ima program integrirane PMI-orodne vrstice in dialog ki
predstavljajo veliko število ikon v orodnih vrsticah te pa so slikovno ponazorjene
Program se uporablja v Združenih državah Amerike predvsem v letalski industriji v
Evropi pa ni toliko razširjen Sam program ki je precej obširnejši za CNC-programiranje je v
primerjavi z DEPOCAM 6 vsesplošni in je ustrezna izbira tudi pri 3D-modeliranju
Pomembno je tudi da lahko izdelek z UGS NX4 spreminjamo popravljamo ali celo
skonstruiramo 3D-risbo možnosti za slednje z DEPOCAM 6 nimamo Tu je vidna prva
velika razlika med programoma saj izhaja DEPOCAM 6 iz drugih stališč kot UGS NX4 ki
zajema večjo obdelavo podatkov in je zato za uporabnika precej zahtevnejši z vidika obsega
programa
Univerza v Mariboru ndash Fakulteta za strojništvo Diplomsko delo
- 27 -
45 Delovno okolje UGS NX4
Kot je razvidno se UGS NX4 zelo razlikuje s stališča glavnih gradnikov programa ker
zajema tudi 3D-modeliranje in analiziranje narisanega izdelka Tako se že UGS-delovno
okolje močno razlikuje od specifičnega programa DEPOCAM Vsebuje namreč ogromno
število ikon funkcij ki pa niso povezane samo za CNC-programiranje ampak tudi za 3D-
modeliranje analiziranje (slika 42) Delovno okolje je za uporabnika kompleksnejše zato
potrebuje dodatno izobraževanje da lahko začne z delom po pravilih funkcij programa
Običajno se za takšne zahtevne programe organizira izobraževanje pri podjetju ki program
prodaja in traja približno mesec dni Kljub temu pa kompleksnost delovnega okolja
predstavlja velik izziv za uporabnika saj omogoča program veliko večje število pristopov oz
možnosti kako bomo izbrali obdelave na našem izdelku Po drugi strani pa lahko
nepoznavanje zmožnosti programskega paketa predstavlja tudi problem kajti tako izgubljamo
čas programiranja in same obdelave z napačno obdelavo pa skrajšamo tudi obstojnost orodij
in poslabšamo kvaliteto obdelave
Slika 42 Prikaz delovnega okolja UGS NX4
Ustvarjanje programa orodja geometrije operacije metode
Osnovna opravilna vrstica -zavesni meni
Postavitev koordinatnega sistema
Navigator ˝hitri dostop do operacij in pregled˝
Univerza v Mariboru ndash Fakulteta za strojništvo Diplomsko delo
- 28 -
5 PRAKTIČNI PRIMER PROGRAMIRANJA S
PROGRAMOMA DEPOCAM 6 IN UGS NX4
V tem delu diplomske naloge bomo predstavili nekatere pomembne funkcije za izdelavo
CNC-programa Za primerljivost programov po funkcijah ter specifičnem pomenu ju moramo
najprej vsaj malo opisati (slika 51 slika 52)
51 Slikovni prikaz funkcij za programiranje DEPOCAM 6 in UGS NX4
Slika 51 Prikaz funkcij za programiranje DEPOCAM 6
Navigator ˝prikaz modela in vsehoperacij˝ s katerimi opravljamo vsepomembne funkcije
Funkcije za določevanje varnostnih mej
Pregled postprocesiranja operacij
Univerza v Mariboru ndash Fakulteta za strojništvo Diplomsko delo
- 29 -
Slika 52 Prikaz funkcij za programiranje UGS NX4
52 Uvoz modela ndash primerjava
Omenjena programa se zelo razlikujeta od same postavitve modela v koordinatni sistem do
funkcij operacij ki jih uporabljamo zato je tudi uvoz modela v delovno okolje različen kar
bomo opisali v naslednjem poglavju
Pregled postprocesiranja operacij in simulacija rezalnih poti 2D 3D
Nastavitev vseh parametrov odrezavanja
Navigator operacij vklop označevanje in postprocesiranje operacij
Določevanje obdelovalnih površin in varnostnih mej
Univerza v Mariboru ndash Fakulteta za strojništvo Diplomsko delo
- 30 -
53 Postavitev in uvoz modela z DEPOCAM 6
Model uvozimo v program v obliki formata prt Enostavno odpremo kot vsak drug dokument
v zavesnem meniju (FILE-OPEN) določimo smeri koordinatnega sistema tako da
transformiramo model v željen položaj v samem koordinatnem sistemu Postavimo se na
triangulacijsko površino pogledamo pod lastnosti ali je bila prestavitev uspešna (x y z) ter
izbrišemo v levi orodni vrstici prejšnji model Takšen način se uporablja kadar imamo model
poljubno v prostoru vendar je model vzporeden s koordinatnim sistemom
54 Postavitev in uvoz modela z UGS NX4
Model s končnico prt odpremo v zavesnem meniju (FILE-OPEN) poiščemo mapo v kateri je
shranjen 3D-model in potrdimo V večini primerov se model najprej odpre v funkciji
GETEWAY Iz nje preidemo na funkcijo MANUFACTORING z dvoklikom na levi gumb
miške aktiviramo koordinatni sistem ki ga lahko prestavimo v točko na začetek ali polovico
premice krožnice če pa ga želimo postaviti na polovico pravokotne površine si moramo
dorisati pravokotnik in diagonalo pravokotnika ter prestaviti koordinatni sistem na polovico
diagonale Za surovec s katerim orišemo obdelovanec uporabimo ikono BLOCK izberemo
možnost določitve dveh diagonalnih točk in vpišemo višino Ko smo naredili in pregledali
surovec se je potrebno prestaviti iz funkcije MODELING v MANUFACTORING Pri prvem
odpiranju modela in surovca se pojavi okno MASHINING ENVIRONMENT V njem
potrdimo ikono INITIALIZE Določiti je potrebno tudi ime programa v opravilni vrstici in
sicer aktiviramo okno MANUFACTORING CREAT odpremo prvo ikono CREATE
PROGRAM izberemo skupino in vpišemo ime programa
Univerza v Mariboru ndash Fakulteta za strojništvo Diplomsko delo
- 31 -
55 Priprava površin s programom DEPOCAM 6
V kolikor želimo obdelovati rezilne vložke za orodja za pločevino ali pa gravure za orodja za
plastiko je potrebno površine nekoliko podaljšati da lahko izdelamo oster rob na vložku To
storimo tako da potrdimo model izberemo katero površino želimo podaljšati in potrdimo
ukaz GEOMETRY (Untrim surfaces) Pri obdelavi je zaželeno da imamo čim manj
prekinjenih rezov (izvrtine utori manjši sedeži) Da dobimo boljše obdelovalne pogoje in
daljšo življenjsko dobo rezilnega orodja si pred obdelavo model zakrpamo (funkcija
Externally trim surfaces) To storimo tako da potrdimo model izberemo površino na kateri
zakrpamo luknjo in izberemo ukaz GEOMETRY (Externally trim surfaces)
Paralelno premikanje površin (Offset surfaces)
Da površine navidezno premikamo recimo da moramo celotno obliko obdelovanca
znižati za 05 mm si lahko pomagamo tako da potrdimo model izberemo površino ki
jo želimo premakniti in izberemo ukaz GEOMETRY (Offset surfaces) Vpišemo še
številčno vrednost in sicer kolikšen naj bo premik površine
Izdelava robnih krivulj (Extract P-curves)
Kadar potrebujemo robne krivulje okrog posameznih površin lahko to storimo z
ukazom GEOMETRY (Extract P-curves) Te krivulje lahko izkoristimo za 2D-
rezkanje po konturi v prostoru (Along curve passed)
Izdelava paralelnih površin
Pred pričetkom grobe obdelave orodjarskega vložka je potrebno preučiti ustrezno
strategijo izdelave Kar hitro se nam lahko zgodi da grobo obdelamo kos z ene strani
ko pa ga želimo obdelati s spodnje strani ugotovimo da ga ne moremo več vpeti saj
surovec ni več vzporeden Zato si pred pričetkom grobe obdelave izdelamo najmanj tri
paralelne površine ki nam služijo kot nastavki za obdelavo vložka z zadnje strani To
naredimo tako da model najprej postavimo v pogled TOP ndash z vrha Nato z ukazom
BOUNDARIES (Create new folder) naredimo okvirje oziroma meje Prikličemo ukaz
GEOMETRY (Planar patch) in iz mej nastanejo paralelne površine Na koncu te še
združimo z osnovnim modelom
Univerza v Mariboru ndash Fakulteta za strojništvo Diplomsko delo
- 32 -
Vstavljanje raquoFilletlaquo poljubnih radiusov
Fillet nam omogoča za določeno območje na modelu vstavljanje poljubnih radiusov V
praksi se to uporablja takrat kadar moramo radius na modelu povečati Fillet nam
omogoči da grafično vidimo kako bo model izgledal pred obdelavo Ukaz izvedemo
tako da potrdimo model in določeno območje katerega želimo spremeniti Nato z
ukazom GEOMETRY (Fillet) definiramo velikost radia in dobimo željen rezultat
Zgoraj omenjenih šest prijemov rabe geometrije modelov lahko uporabimo tudi v
medsebojni kombinaciji
56 Priprava površin s programom UGS NX4
Za pripravo površin uporabljamo 3D-ekstrudirani model ki ga narišemo okrog našega
obdelovanca in ga določimo v navigatorju (desna stran menija) WORKPIECE Z dvoklikom
se odpre okno MILL GEOMETRY ki nam omogoča določitev surovca (Part) in obdelovanca
(Blank) Nastavimo lahko material ime premik (offset) surovca Določimo lahko tudi izbor
delov površin ki se jih moramo skozi celotno obdelavo izogibati (strojni primež ) Pri
izboru vsake od teh funkcij moramo biti pozorni da smo pravilno določili obdelovanec in
surovec to pa lahko preverimo na ikoni DISPLAY (prikaži)
Paralelno premikanje površin (Offset surfaces)
Da dosežemo navidezno premikanje površin ki jih želimo obdelati dimenzijsko večje
ali manjše lahko to določimo že v prvi fazi ko definiramo surovec in obdelovanec
(Workpiece) ali pa v meniju kjer izberemo obdelovalni postopek FINAL FLOOR
STOCK (končna površina z dodatkom)
Izdelava robnih črt krivulj
Za omejitev poti orodij si moramo okrog surovca obdelovanca narisati premice
krivulje ki bodo omejile pot orodja med obdelavo V zgornji orodni vrstici imamo
Univerza v Mariboru ndash Fakulteta za strojništvo Diplomsko delo
- 33 -
ikono za risanje premic krivulj krožnic pravokotnikov Z izbiro teh funkcij narišemo
željene meje obdelovalnih površin
Vstavljanje krpanje površin
Če imamo na obdelovancu utor in želimo površino predhodno porezkati na višino ter
doseči da nam pri tem orodje ne bo rezkalo utora lahko zakrpamo površino z ikono
FILLETS v zgornji orodni vrstici
57 Določevanje varnostnih mej z DEPOCAM 6
V tem podpoglavju bomo skušali definirati področja ndash meje (Boundaries) na CAD-modelu
Meje se potrebujejo zato da povedo kje na modelu bomo ali ne bomo obdelovali Obstaja
veliko načinov za definicijo mej
Ročno izdelana meja
Najbolj uporabna je ročno definirana meja Naredimo jo z ukazom BOUNDARIES
(Create new folder)
Vlečenje po modelu
Potrdimo model nato pa se s kurzorjem postavimo na željeno mesto na modelu Z
dvoklikom aktiviramo začetek nato poljubno klikamo po površini mejo pa
zaključimo z enim klikom na začetek Meja je sestavljena iz puščic in kvadratkov Z
naknadnim klikanjem po teh simbolih lahko mejo zožujemo raztegujemo ipd
Kreiranje kvadratnih mej
Kvadratno mejo dobimo tako da potrdimo model pritisnemo ctrl + leva tipka na
miški in narišemo poljubno velik kvadrat Tudi tega lahko kasneje spreminjamo
Kreiranje okroglih mej
Univerza v Mariboru ndash Fakulteta za strojništvo Diplomsko delo
- 34 -
Okroglo mejo dobimo tako da potrdimo model pritisnemo shift + leva tipka na miški
in narišemo poljubno velik krog Tudi krog lahko kasneje spreminjamo
Izdelava uokvirjene meje obdelovanca (Boundaries box)
Ta meja nam pokaže veliko o geometriji obdelovanca hkrati pa nam služi tudi za
postavitev koordinatnega sistema oz ničelne točke
Obrisna meja (Silhouette boundary)
Že sama beseda pove da gre za obris oz mejo posameznih površin na modelu za
katere se pač odločimo da jih bomo obdelovali Postopek je tak da najprej potrdimo
model na modelu označimo površino za katero želimo narediti obris in potrdimo
ukaz SILHOUETTE BOUNDARY Rezultat je obris površine v ravnini x-y na neki
višini
Odkrivanje področij obdelave na horizontalnih površinah modela (Shallow
areas)
Ta funkcija je zelo priročna da odkrijemo področja obdelave ločeno na horizontalnih
in vertikalnih površinah modela To nam omogoča ločeno obdelavo sten in ravnih
površin S takim načinom dela prihranimo predvsem pri stroških rezilnega orodja
(ploščic) ter času obdelave
58 Določevanje varnostnih mej z UGS NX4
Varnostne meje določimo s pomočjo izbire operacij v katerih imamo funkcijo za definiranje
varnostnih mej kot je npr ikona CHECK Vse črte krivulje si moramo narisati vnaprej da jih
lahko kasneje določimo kot varnostne meje Uporablja se tudi funkcija OFFSET CURVE in
sicer označimo željeno krivuljo ter jo prestavimo v izbrano pozicijo Pogosto je v rabi tudi
funkcija TRANSFORM ki jo najdemo v zgornji orodni vrstici (Edit-Transform) Z njo lahko
kopiramo prestavljamo rotiramo premice modele točke
Univerza v Mariboru ndash Fakulteta za strojništvo Diplomsko delo
- 35 -
Obstaja torej več poti kako določiti varnostno mejo postopki se med seboj zelo
razlikujejo vedno pa izberemo najustreznejšo možnost
59 Določevanje obdelovalnih operacij z DEPOCAM 6
Odkrivanje področij obdelave za poljubno rezilno orodje (Cutter contact
areas)
Preden pričnemo z grobo obdelavo kosa lahko prihranimo veliko časa če odkrijemo
točno določeno področje kjer bo orodje obdelovalo To naredimo s funkcijo CUTTER
CONTACT AREAS
Operacija Core roughing passes
V tem primeru gre za grobo obdelavo kjer počistimo material v obliki horizontalnih
presekov od zunaj navznoter Je zelo primerna za obdelavo odprtih pestičev saj začne
za vsak nivo obdelave rezilno orodje obdelovati izven obdelovanca s čimer se
zmanjša obremenitev rezilnih ploščic
Operacija Area clearance passes
Tudi v tem primeru gre za grobo obdelavo pri kateri počistimo material v obliki
horizontalnih presekov Tokrat se rezilno orodje vkopava v surovec v obliki spirale
pri čemer je celoten cikel obdelave nekoliko hitrejši vendar se zaradi večje obrabe
rezalnih ploščic in posledično pogoste menjave le-teh čas obdelave nekoliko podaljša
Operacija Rest roughing
Ta sekvenca je nujno potrebna preden začnemo s polfino obdelavo Pri grobi obdelavi
se pojavijo zelo visoke stopnice med ploskvami (2ndash25 mm) katere bi hitro uničile
kroglična orodja zato jih je potrebno znižati na čim bolj konstanten dodatek po celotni
površini Tako kasneje tudi nimamo težav pri polfini obdelavi
Univerza v Mariboru ndash Fakulteta za strojništvo Diplomsko delo
- 36 -
Gre za rezkanje ostankov po grobi obdelavi Te dobimo tako da najprej potrdimo
eno izmed sekvenc grobe obdelave in aktiviramo ukaz REST ROUGHING Vpišemo
s katerim orodjem bomo izvedli obdelavo ostankov in aktiviramo preračunavanje
Rezultat so poti katere je potrebno še povezati z jalovimi hodi (linkanje)
Operacija Horizontal area passes
V tem primeru gre za fino obdelavo horizontalnih površin predvsem s toričnimi
rezilnimi orodji V praksi je takšna obdelava zelo zaželena z vidika kakovosti in časa
obdelave
Operacija Perpendicular raster passes
Pri tej operaciji gre za fino in polfino obdelavo strmih sten kot so npr obdelave
Raster passes Ta obdelava jim je zelo podobna le da nam ob strmih stenah program
sam preračuna dodatno sekvenco in dodatne poti za lepšo površino
Operacija Radial passes
V tem primeru govorimo o radialni obdelavi ki pride v poštev predvsem pri vlečnih
vložkih da naredimo obdelavo v smeri vleka
Operacija Spiral passes
Gre za obdelavo v obliki spirale ki se uporablja za specifične kose v industriji
(lopatice rotorji hellip)
Operacija Along boundary
To je obdelava pri kateri potuje orodje po robu modela in riše sled glede na
predhodno določeno mejo Ta način se uporablja za zarisovanje sledi na obdelovancih
oz v orodjarstvu tudi za ˝lovljenje˝ ničelne točke na tistih obdelovancih na katerih
izvajamo dodelave in nimamo ustrezne konstrukcijske dokumentacije Prav tako jo
uporabljamo za razne napise ipd
Operacija Along curve passes
Gre za obdelavo po krivulji kjer lahko obdelujemo s korekcijo Tak način se koristi za
rezkanje sedežev s tolerančno mero kjer je potrebno več prehodov po isti poti da
Univerza v Mariboru ndash Fakulteta za strojništvo Diplomsko delo
- 37 -
pridemo do pravilne dimenzije (tolerančne mere) Ponavadi s to obdelavo obdelujemo
okvirje vložkov in tolerančne sedeže
510 Določevanje obdelovalnih operacij z UGS NX4
Kreiranje operacij za 2D-programiranje Create operation
Izberemo peto ikono v zgornji orodni vrstici (Create operation) tako določimo v oknu
ki se nam odpre način obdelave (Subtype operacijo) S klikom na puščice izberemo
prej vnesene podatke (ime programa geometrijo ndash workpiece orodje metodo
rezkanja vpišemo ime oziroma naziv operacije) Naziv operacije naj bo razumljiv
tako da že iz njega razberemo kaj operacija pomeni V 2D-operacije lahko izbiramo
naslednje obdelave
Obdelava Face milling area
Uporabljamo jo za poravnavo ravnih ploskev ko moramo npr poravnati jekleno
ploščo
Obdelava Face milling
Uporaba te obdelave nam omogoča rezkanje ravnin otokov
Obdelava Face milling manual
Ta obdelava je skoraj enaka kot prejšnji dve vendar ima dodatno možnost da lahko
izbiramo način poti orodja
Obdelava Planar mill
Z njo lahko s pomočjo 2D-funkcije naredimo stopničaste stene ali poševne stene v
uporabi za grobo obdelavo
Univerza v Mariboru ndash Fakulteta za strojništvo Diplomsko delo
- 38 -
Obdelava Planar profile
Omenjena obdelava nam je v pomoč da lahko s hitro funkcijo rezkamo po določeni
2D-obliki ali po določenem profilu
Obdelava Rough follow
Za izdelavo različnih utorov se večinoma poslužujemo te obdelave saj nam z
enakomernim čiščenjem dna rezkane površine naredi zadovoljivo kvaliteto površine
Obdelava Rough zigzag
To je obdelava s katero moramo na obdelovancu doseči pravilno hrapavost površine s
posebnimi potmi orodja ndash neprekinjen rez
Obdelava Rough zig
S to obdelavo moramo na obdelovancu doseči pravilno hrapavost površine s
posebnimi potmi orodja ndash prekinjen rez v eni smeri
Obdelava Cleanup corners
Kadar želimo počistiti vogale iz predhodne obdelave ki imajo radius R5 mi pa
potrebujemo radius R1 uporabimo to obdelavo
Obdelava Finish walls
Za dokončno oblikovanje stene uporabimo to obdelavo saj nam omogoča da je stena
obdelovanca kvalitetno obdelana
Obdelava Finish floor
Takšna obdelava je primerna za končno obdelavo ravnih površin
Za izbrano operacijo moramo v oknu operacije nastaviti še CONTROL POINTS
(nastavitev točke začetka obdelave) če nam po DEFAULTU ne ustreza Z izbiro metode
premikanja orodja (Method in Automatic) nastavimo pod kakšnimi pogoji naj se le-to
premika Pri funkciji nastavitve rezalnih parametrov CUTTING so nastavitve od operacije do
operacije različne in se spreminjajo za vsako metodo posebej zato moramo zelo dobro
Univerza v Mariboru ndash Fakulteta za strojništvo Diplomsko delo
- 39 -
poznati funkcije obdelav Za nastavitev obdelave v vogalih uporabimo funkcijo CORNER
Določiti moramo tudi ravnino na katero se mora orodje dvigovati za hitre gibe Nastavitev
pomikov opravimo s funkcijo FEED-RATES s funkcijo MACHINE pa opravimo nastavitve
stroja orodja kompenzacije te nastavitve so za vse operacije enake
511 Analiza rezalnih poti DEPOCAM 6
Preračun ostankov obdelave od predhodnega rezilnega orodja
Strategija obdelave je takšna da navadno obdelujemo od večjega orodja k manjšemu Seveda
pa je potrebno vedno med eno in drugo obdelavo preračunati ostanke obdelave od
predhodnega orodja V ta namen poznamo dve funkciji in sicer Detect theoretical rest areas
in Detect rest areas V obeh primerih gre za isto stvar razlika je samo kdaj uporabiti prvo in
kdaj drugo Detect theoretical rest areas uporabimo če preračunavamo ostanke na
obdelovancih kateri so bili predhodno že narejeni na njih pa potrebujemo samo modifikacije
(spremembe) Primer Po nekem teoretičnem modelu se izdela vlečni vložek Sledi preizkus v
stiskalnici kjer se ugotovi da je potrebno npr povečati vlečne radiuse iz R3 v R5 V takem
primeru se preračuna samo teoretični ostanek od prehodnega orodja
Merjenje in analiziranje modelov
Zaželeno je da si pred pričetkom programiranja vzamemo nekaj trenutkov za analizo in
merjenje modela saj nam bo to v veliko pomoč pred definiranjem strategije obdelave
Merjenje radiusov poteka tako da najprej vklopimo žični model potrdimo funkcijo merjenja
radiusa in s klikom na radius izmerimo velikost le-tega Ostalo merjenje dolžinskih mer pa
naredimo tako da s kurzorjem dotaknemo željeno mesto na modelu v spodnji vrstici
programske maske pa se nam izpisujejo koordinate v prostoru (x y in z) Prav tako lahko
merimo poljubne dolžine tako da se s kurzorjem postavimo na poljuben rob pritisnemo ctrl +
desna tipka na miški in vlečemo miško Ob kurzorju se nam vleče puščica z mero
Najenostavneje se kolizije rešimo na ta način da si ob definiranju rezilnega orodja ob vnosu
osnovnih parametrov (premera in dolžine) vrišemo še držalo orodja katerega nam program ob
Univerza v Mariboru ndash Fakulteta za strojništvo Diplomsko delo
- 40 -
preračunavanju sekvenc tudi upošteva Če pravilno vrišemo orodje in držalo praviloma do
trka ne more priti
Urejevanje poti obdelovanja
Ko preračunamo sekvence se nam prikažejo poti obdelave katere je mogoče pred
povezovanjem (linkanjem) tudi brisati Ta dobrodošla funkcija nam omogoča brisanje tistih
poti za katere vemo da jih ne potrebujemo in da nam bodo podaljšale čas izdelave To
storimo na sledeči način
model s preračunanimi potmi postavimo v tisti položaj v katerem bomo
ustrezno brisali dele poti
izdelamo ročno mejo (Boundaries) v tistem pogledu v katerem želimo rezati
poti
potrdimo mejo in preračunano sekvenco pritisnemo desno tipko na miški in
povemo ali hočemo brisati poti znotraj meje ki smo jo narisali ali izven nje
sledi še povezovanje (linkanje) editiranih poti
512 Analiza rezalnih poti UGS NX4
V vsakem oknu za kreiranje operacij imamo spodaj funkcijo TOOL PATH Z njo nastavljamo
barve črte poti orodja pri prikazu na zaslonu in verifikaciji poti Po nastavitvah vseh
parametrov s klikom na ikono sprožimo izračun poti orodja Verifikacijo narejene poti lahko
izbiramo na več načinov najboljši je tisti ko nam simulacija prikaže ostanke obdelave Če je
pot orodja pravilno izbrana se v navigatorju pod PATH prikaže zelena kljukica ki pomeni da
je pot orodja pravilno izračunana
Merjenje in analiziranje modelov
V orodni vrstici imamo ikono kot prikaz slike merila Tako merimo vse funkcije kot so
razdalje premeri radiusi kotnost centričnost in sicer se postavimo na željeno pozicijo
krajišča stečišča polmera točke
Univerza v Mariboru ndash Fakulteta za strojništvo Diplomsko delo
- 41 -
513 Primerjava z vidika programiranja
Danes nam veliki CADCAM-sistemi (Catia Unigraphics ProE hellip) ponujajo CAM-sisteme
za katere zatrjujejo da so najboljši Najpogosteje se uporabniki srečajo z velikim sistemom
šele na začetnih izobraževanjih vodenih s strani programskih hiš ki ponujajo predvsem
teoretično uporabo sekvenc Ko gremo s tem znanjem v praktično uporabo (na stroju)
pogosto ugotovimo da moramo v ponujenih menijih vse preveč nastavljati obrobne
parametre ki pa so v programu DEPOCAM 6 že nastavljeni na optimalne vrednosti v UGS
NX4 pa te možnosti ni To je razlog da so začetne obdelave na stroju navadno prava
polomija Pri programu DEPOCAM 6 so že v začetni fazi vsi parametri nastavljeni na
optimum tako so gibi orodij bolj prilagojeni naši obdelavi s čimer dosežemo manjšo izgubo
časa in manjšo obrabo orodja
514 Praktični primer ndash čas obdelave narejene z DEPOCAM 6 in UGS NX4
Za praktičen primer bomo vzeli segment narisanega 3D-orodja in ga primerjali s programoma
DEPOCAM 6 in UGS NX4 Obdelava obdelovanca orodja bo potekala s postopkom čelnega
frezanja s 3-osnim CNC-strojem Kakšen stroj bomo uporabljali nastavimo v meniju pri
programu UGS NX4 DEPOCAM 6 Da bodo parametri primerjave enakovredni oz realni
bomo vzeli enake parametre obdelave frezanja
V naslednjih korakih bomo primerjali samo funkcije za programiranje časovne izdelave
simulacije obdelave v tem primeru v 2D in 3D ter primerjali potrebne funkcije da bomo
prišli do končnega rezultata kako dolgo bomo izdelek delali na CNC-stroju (časovni
parameter)
Univerza v Mariboru ndash Fakulteta za strojništvo Diplomsko delo
- 42 -
Časovna primerjava 2D-simulacije
Pri enakih parametrih izdelujemo luknje v 2D z orodjem 20R2 Če primerjamo čase
simulacije obdelave programov DEPOCAM 6 ter UGS NX4 ugotovimo da traja izdelava z
UGS NX4 3978 časa več kot z DEPOCAM 6 (slika 53 slika 54) Ob uporabi
dvojedrnega procesorja in delovnega pomnilnika 2 Gb opravimo delo s programom
DEPOCAM 6 v eni uri in 43 minutah s programom UGS NX4 pa šele v treh urah in 27
minutah
Slika 53 Prikaz primera primerjave programa 2D v DEPOCAM 6
Univerza v Mariboru ndash Fakulteta za strojništvo Diplomsko delo
- 43 -
Slika 54 Prikaz poti orodja pri 2D v UGS NX4
Časovna primerjava 3D-simulacije
Pri enakih parametrih opravimo grobo frezanje v 3D z orodjem 52R3 Če primerjamo čase
simulacije obdelave programov DEPOCAM 6 ter UGS NX4 ugotovimo da traja izdelava z
UGS NX4 4566 časa več kot z DEPOCAM 6 Ob uporabi dvojedrnega procesorja in
delovnega pomnilnika 2 Gb opravimo delo s programom DEPOCAM 6 v 14 urah in 43
minutah s programom UGS NX4 pa šele v 31 urah in 13 minutah (slika 55 slika 56 slika)
Univerza v Mariboru ndash Fakulteta za strojništvo Diplomsko delo
- 44 -
Slika 55 Prikaz 3D-programa ndash groba obdelava v DEPOCAM 6
Slika 56 Prikaz 3D-programa ndash groba obdelava v UGS NX4
Univerza v Mariboru ndash Fakulteta za strojništvo Diplomsko delo
- 45 -
6 PRIMERJAVA PROGRAMOV Z VIDIKA UPORABNIKA
61 Kriteriji primerjave
Na sliki 61 smo zbrali najpomembnejše kriterije (lastnosti) za primerjavo med programoma
PROGRAM LASTNOSTI
DEPOCAM 6 UGS NX4
Popolnost funkcij enostavna uporaba z že vpisanimi parametri
preveliko število funkcij (nepopolno dodelane)
Uporabniška prijaznost lepo pregledano nasičenost z ikonamifunkcijami
Časovna zahtevnost enostavno učenje za 3-osne stroje
zelo kompleksen program za katerega potrebujemo vsaj
osnovno šolanje
Kakovost programa hitro delovanje z zelo redkimi napakami pri izračunih poti
orodja
pogoste napake pri izračunu poti orodja ter dolg čas
izračuna
Razširljivost dokup dodatnih funkcij za 3+2-osno programiranje
dokup paketov CAM CAD CAE
Odprtost programa zaradi enostavnosti zelo odprt zapleten delno odprt odprt z vidika nadgradnje
Finančni vložek približno 12000 euro približno 5640 euro
Možnosti dogradnjepostprocesorjev za
krmilje CNC-strojev
zajema 20 postprocesorjev+nadgradnja
(Heidenhain 530i)
zajema 100 postprocesorjev+nadgradnja
(Heidenhain 530i)
Arhiv orodij možnost arhiviranja parametrov orodij
nima možnosti arhiviranja parametrov orodij
Čas izdelave izračuna poti orodja
hitra počasna
Čas izobraževanja 40 ur 4 x 40 ur
Slika 61 Prikaz primerjave nekaterih pomembnih lastnosti programov
Univerza v Mariboru ndash Fakulteta za strojništvo Diplomsko delo
- 46 -
Popolnost funkcij se v obeh programih odraža v različnih smereh ndash DEPOCAM 6 s svojo
enostavnostjo ne preobremeni uporabnika Funkcije so tudi grafično zelo nazorno prikazane
in enostavne za uporabo saj je potrebno vpisati le malo parametrov Moteče pa je lahko to da
se nam vsakič ko spremenimo kakšen parameter ustvari kopija le-tega npr če prestavimo
koordinatni sistem se nam kopira 3D-model Če nismo pozorni in ne izbrišemo predhodnega
lahko programiramo model v napačnem koordinatnem sistemu
Pri UGS NX4 pa imamo na voljo ogromno število funkcij ki so grafično zelo
izpopolnjene vendar moramo vse parametre vsakič ponovno vpisati Pojavljajo se tudi napake
funkcij ko moramo nprza potrditev klikniti BACK namesto običajnega OK (funkcija
transform - kopiranje) Takšne sicer malenkosti pa lahko imajo velik začetni vpliv na
uporabnika saj smo z nepopolnostjo funkcij v položaju zmedenosti Ima pa ta program to
dobro lastnost da je ob vsaki funkciji slikovna obrazložitev vpisanega parametra
Uporabniška prijaznost je poudarjena v programu DEPOCAM 6 kjer imamo manjše
število funkcij v zelo lepem preglednem načinu orodnih vrstic Manjka mogoče samo to da
bi se ob izbiri obdelave pojavili slikovni prikazi kaj katera funkcija pomeni Vsekakor lahko s
tem programom hitro določimo operacijo obdelave z majhnim številom vpisov parametrov v
njihova polja saj so ob nakup paketa že vpisani najbolj idealni parametri
Pri programu UGS NX4 pa uporabnika z izdelavo grafike ikon presenetita videz in nazorni
prikaz slik raznih obdelav moteče pa je nenehno vpisovanje parametrov v veliko število polj
za določevanje rezalnih orodnih parametrov Preveč funkcij povzroči zmedenost uporabnika
sploh zato ker nekaterih sploh ne uporabljamo
Časovna zahtevnost je manjša pri DEPOCAM 6 saj je program hitro učeč in sicer na 40-
urnem tečaju organiziranem pri zastopniku programske opreme
UGS NX4 pa zahteva zaradi svoje obširnosti precej več časa za učenje programiranja
CNC-strojev predviden je začetni tečaj 4 x 40 ur ki ga organizira zastopnik v Sloveniji
Odprtost programa si DEPOCAM 6 ustvarja s preprosto uporabo vendar je glede
nadgradnje z vidika funkcij nekoliko zaprt ampak moramo razumeti da gre za specifični
program
UGS NX4 pa je delno odprt zaradi svoje zapletenosti je pa zelo odprt za nadgradnjo z
drugimi programskimi paketi
Univerza v Mariboru ndash Fakulteta za strojništvo Diplomsko delo
- 47 -
Finančni vložek ob nakup predstavlja veliko breme za podjetje še posebej če to ni veliko
Tako stane osnovni paket DEPOCAM 6 približno 12000 euro UGS NX4 pa je cenejši in stane
približno 5640 euro
Možnosti dogradnje postprocesorjev za krmilje CNC-strojev imata oba programa pri
čemer upoštevamo da ima DEPOCAM 6 v osnovi 20 postprocesorjev in možnost nadgradnje
s plačilom UGS NX4 pa ima v osnovnem paketu 100 postprocesorjev in možnost nadgradnje
v željen postprocesor
Arhiv orodij ima DEPOCAM 6 in sicer z vpisanimi vsemi parametri (radij dolžina orodja
premer radij konice orodja itd) UGS NX4 pa takšnega arhiva orodij nima
Čas izdelave izračuna poti orodja je pri DEPOCAM 6 kratek še posebej pri 3D-
programiranju UGS NX4 pa ima do 50 daljši čas izračuna poti orodja v primerjavi z
DEPOCAM 6
Čas izobraževanja je pri DEPOCAM 6 zaradi večje prijaznosti do uporabnika krajši (40-urni
tečaj) medtem ko UGS NX4 zaradi obsežnosti od uporabnika zahteva več časa za osvojitev
osnovnih znanj programiranja (4 x 40-urni tečaj) in nadgradnje znanja (3 x 40-urni tečaj)
62 Ugotovitve
S praktičnim primerom in z opisom nekaj osnovnih funkcij smo primerjali dva programa za
CNC-programiranje CNC-strojev z ugotovitvijo da se med seboj precej razlikujeta že v
samem delovnem okolju in vse do programiranja z različnimi funkcijami
DEPOCAM 6 je precej primernejši za podjetja ki izdelujejo orodja v obratih z več CNC-
stroji kot pa za majhno podjetje z enim ali dvema strojema saj je finančni vložek 52 večji
kot pri programu UGS NX4 S tega vidika je UGS NX4 veliko boljši za majhna podjetja
prototipne oddelke kjer nimamo oddelka konstrukcije S takšnim paketom lahko narišemo
sprogramiramo analiziramo obdelovanec z manjšim finančnim vložkom ndash vse naredimo z
enim programom CAD CAM V zakup seveda jemljemo določene pomanjkljivosti tega
programa kot so čas izdelave programa čas izdelave na CNC-stroju večja obraba orodij
Vsak uporabnik se mora seveda vprašati kakšna bo namembnost programiranja ter koliko
Univerza v Mariboru ndash Fakulteta za strojništvo Diplomsko delo
- 48 -
časa bomo potrebovali za samo izdelavo programa in izdelka kakšna bo obraba orodij zaradi
slabo izračunanih poti orodja ter kolikšni bodo dodatni stroški opreme
Iz povedanega sledi da včasih z nakupom nepravilne (cenejše) programske opreme
izgubimo preveč časa in denarja zato je zelo pomembno preizkusiti in preučiti namembnost
programa ndash za kaj ga bomo uporabljali (orodjarstvo serijska proizvodnja hellip) saj s pravo
odločitvijo olajšamo delo uporabnikom in privarčujemo denar
Univerza v Mariboru ndash Fakulteta za strojništvo Diplomsko delo
- 49 -
7 SKLEP
Danes postaja tehnologija CNC-strojev s hitro rastjo vedno bolj kompleksnih obdelovancev
vse bolj zapletena zato je nujno razvijati različne primere metodologij z vsemi segmenti
ustvarjanja in prenosa informacij
Na podlagi zgodovinskih dejstev vidimo da je prišlo od sredine 50-tih let prejšnjega
stoletja do ogromnega porasta CNC-strojev Sama oblika in prenos NC-podatkov se bosta
morala spremeniti saj v takšni obliki ne zadovoljujeta več natančnosti NC-zapisa Vse
smernice potekajo k povezovanju strojev v sinhronizirana omrežja z vmesniki ki skrbijo da
pri prenosih podatkov ne prihaja do izgube informacij Spremembe se vršijo tudi v nenehni
izboljšavi postprocesorjev ki lahko s svojo zanesljivostjo generirajo podatke o gibanju osi s
pretvorbo v standardni zapis CNC-kode CNC-zapis ima vpliv na samo premikanje osi stroja
in z dobrim zapisom (postprocesiranjem) ki zajema bolj natančne parametre funkcij dobimo
boljšo kvaliteto krivulj z bolj nadzorovanimi delovnimi gibi
Ena takšnih metodologij je STEP-tehnologija ki prinaša nove prijeme pri reševanju
takšnih problemov in pomeni prihodnost nadgradnje sedanje metodologije Seveda pa
predstavlja za podjetja največji strošek programska oprema CNC-programiranja Da izberemo
najboljši programski paket se moramo ravnati po določenih kriterijih s katerimi zadovoljimo
potrebe proizvodnje CNC-strojev
Z opravljeno primerjavo dveh programov za CNC-programiranje (DEPOCAM 6 in UGS
NX4) smo spoznali različnost njunih funkcij delovnega okolja prijaznosti do uporabnika ter
zahtevnosti programske opreme Preizkusili smo tudi kakšna sta časa obdelave pri enakih
rezalnih parametrih Zaključimo lahko da sta programa različna že v samem konceptu
nastanka kjer je DEPOCAM 6 veliko bolj specifičen s svojo enostavnostjo kot programski
paket UGS NX4 Podjetje kot je Depo ponuja celovit paket stroja rezalnih orodij
programske opreme in nudi razvojno usmerjenost pri kateri ob preizkušanju svojih rezalnih
orodij dopolnjujejo programsko opremo z optimalnimi parametri poti in rezalnih sekvenc
parametrov Temu nasproti stoji cenovno zelo ugoden program UGS NX4 ki nam omogoča
popravljanje in modeliranje obdelovanca sta pa časa izdelave programa in izdelave
obdelovanca CNC-programa daljša za približno 40
Univerza v Mariboru ndash Fakulteta za strojništvo Diplomsko delo
- 50 -
S tem diplomskim delom smo želeli med drugim opozoriti da je še kako pomembno
katero programsko opremo bomo kupili kakšna bo namembnost programiranja koliko časa
bomo potrebovali za samo izdelavo programa in izdelka kakšna bo obraba orodij zaradi slabo
izračunanih poti orodja ter kolikšni bodo dodatni stroški ob dokupu opreme Z ozaveščenim
nakupom programskega paketa lahko namreč privarčujemo ogromno denarja in časa podjetju
saj lahko že s preprosto primerjavo programske opreme ugotovimo kateri programski paket je
za naše podjetje najboljši
Univerza v Mariboru ndash Fakulteta za strojništvo Diplomsko delo
- 51 -
8 VIRI
[1] Balič Jože CADCAM postopki univerzitetni učbenik Maribor Fakulteta za
strojništvo 2002
[2] Kraut Bojan Krautov strojniški priročnik 14 slovenska izdaja izdajo pripravila Jože
Puhar Jože Stropnik Ljubljana Littera picta 2003
[3] Ren Zoran Škerget Leopold Hriberšek Matjaž Kuhn Guumlnther (ur) Advanced
computational engineering mechanics proceedings of the 1 Workshop Maribor
Slovenia October 9-112003 Maribor Faculty of Mechanical Engineering 2003
[4] Strojnotehnološki priročnik 7 izdaja Ljubljana Tehniška založba Slovenije 1998
[5] Balič Jože Mikložič Andrej Kovačič Marjan Automatic generation of NC program
V Katalinić B (ur) DAAAM International scientific book 2003 Vienna DAAAM
International 2003
[6] Engineers Toolbox The advanced online resource for engineering calculations and
reference [svetovni splet] Engrasp Inc Dostopno na WWW
httpwwwengineerstoolboxcom [452009]
[7] Breznikar Igor Računalniško podprto programiranje v orodjarni s sistemom Depocam
seminarska naloga Maribor Fakulteta za strojništvo 2008
[8] STEP-NC Hlebanja Gorazd [svetovni splet] Engrasp Inc Dostopno na WWW
wwwsteptoolscomlibrarystepnc [452009]
[9] Seminarska NC-stroji Univerza za strojništvo Maribor [svetovni splet] Engrasp Inc
Dostopno na WWW httpmajauni-mbsisloseminarskeNC-
strojiDodatnoZgodovinski20pregledhtm [652009]
[10] NC-Graphics Wikipedia [svetovni splet] Engrasp Inc Dostopno na WWW
httpenwikipediaorgwikiNC Graphics [852009]
[11] UGS NX Wikipedia [svetovni splet] Engrasp Inc Dostopno na WWW
httpenwikipediaorgwikiUGS_NX [1252009]
Univerza v Mariboru ndash Fakulteta za strojništvo Diplomsko delo
- 52 -
9 PRILOGE
Življenjepis
Osebni podatki
Ime in priimek Primož Koležnik
Datum rojstva 12 12 1978
Državljanstvo Slovensko
Naslov Andraž nad Polzelo 87e 3313 Polzela
12121978 Rojen v Slovenj Gradcu
1998-1999 Zaključena Osnovna šola Radlje ob Dravi
1999 Vpis v Srednjo strojna šola v Mariboru smer strojni tehnik
2001 Prva zaposlitev Gorenje dd in delo v oddelku preoblikovanje pločevine linija
za izdelavo pločevinastih vrat ohišji tovarna hladilne tehnike
2003 Vpis na fakulteto za strojništvo v Mariboru Visoko šolski program smer
proizvodnjo strojništvo izredno
2003 -
2004
Zadolžitev dela tehnika proizvodnje toplotno izoliranje vrat in ohišji v programu
hladilne tehnike
2005 -
2006
Statistični pregled aparatov v programu hladilne tehnike službe zagotavljanje
kakovosti
2006 - Dela v obratni merilnici službe zagotavljanje kakovosti hladilne tehnike
Univerza v Mariboru ndash Fakulteta za strojništvo Diplomsko delo
- 53 -
2007
2007- 2008 Delo v proizvodnji mojster linije za prevzemanje končnih aparatov
2008
2009
Delo v prototipni CNC programiranje in operater na CNC stroju
Delo v Gorenje Orodjarna programer in oparater CNC frezalnih strojev
Prosti čas
Pohodništvo
Kolesarjenje
Obnavljanje starodobnikov
Univerza v Mariboru ndash Fakulteta za strojništvo Diplomsko delo
UNIVERZA V MARIBORU
FAKULTETA ZA STROJNIŠTVO
Primož KOLEŽNIK
Maribor junij 2009
PRIMERJAVA MED PROGRAMOMA DEPOCAM IN UGS NX4 ZA PROGRAMIRANJE CNC-STROJEV
KAZALO vsebine
1 1 UVOD
3 21 Mejniki razvoja NC-tehnologije
9 23 NC-stroji CNC-stroji in DNC-obrati
10 24 Adaptivno krmiljenje (AC)
11 25 Prilagodljivi obdelovalni sistemi (POS)
11 26 Vpliv NC-tehnologij na obdelovalno tehniko
15 3 TREND NA PODROČJU CNC-TEHNOLOGIJE
20 36 Funkcionalnost STEP-tehnologije
21 37 STEP-tehnologija kot nov jezik za CNC-krmilje
21 38 STEP-tehnologija kot problemsko orientirano programiranje
22 4 PRIMERJAVA MED PROGRAMOMA DEPOCAM 6 IN UGS NX4 ZA PROGRAMIRANJE NC-STROJEV
22 41 Pomembnosti programov za programiranje CNC-strojev
23 42 Opis programa za NC-programiranje DEPOCAM 6
24 43 Delovno okolje DEPOCAM 6
25 44 Opis programa za NC-programiranje UGS NX4
28 51 Slikovni prikaz funkcij za programiranje DEPOCAM 6 in UGS NX4
30 53 Postavitev in uvoz modela z DEPOCAM 6
30 54 Postavitev in uvoz modela z UGS NX4
31 55 Priprava površin s programom DEPOCAM 6
33 57 Določevanje varnostnih mej z DEPOCAM 6
34 58 Določevanje varnostnih mej z UGS NX4
35 59 Določevanje obdelovalnih operacij z DEPOCAM 6
37 510 Določevanje obdelovalnih operacij z UGS NX4
40 512 Analiza rezalnih poti UGS NX4
41 513 Primerjava z vidika programiranja
45 6 PRIMERJAVA PROGRAMOV Z VIDIKA UPORABNIKA
49 7 SKLEP
51 8 VIRI
52 9 PRILOGE
KAZALO SLIK
2 Slika 21 Prvi zapis funkcij na luknjast trak
5 Slika 23 Prvi numerično krmiljen obdelovalni stroj
9 Slika 25 Prikaz numeričnega upravljanja računalnika
11 Slika 26 Prikaz povezljivosti CNC-sistema s postprocesorjem
12 Slika 27 Prikaz padanja deleža elektronskih komponent
13 Slika 28 Prikaz naraščanja stroškov programske opreme
14 Slika 29 Deleži numeričnih strojev v proizvodnji
16 Slika 31 Prikaz heterogenega DNC-sistema
17 Slika 32 Prikaz prednosti uporabe STEP-tehnologije
18 Slika 33 Obsežne CMM za preverjanje geometrije komponent
19 Slika 34 Prikaz standardne G-kode v zapisih programov CNC
20 Slika 35 Prikaz pomembnih relacij v tehnologiji STEP-NC
25 Slika 41 Prikaz delovnega okolja DEPOCAM 6
27 Slika 42 Prikaz delovnega okolja UGS NX4
28 Slika 51 Prikaz funkcij za programiranje DEPOCAM 6
29 Slika 52 Prikaz funkcij za programiranje UGS NX4
42 Slika 53 Prikaz primera primerjave programa 2D v DEPOCAM 6
43 Slika 54 Prikaz poti orodja pri 2D v UGS NX4
44 Slika 55 Prikaz 3D-programa ndash groba obdelava v DEPOCAM 6
44 Slika 56 Prikaz 3D-programa ndash groba obdelava v UGS NX4
45 Slika 61 Prikaz primerjave nekaterih pomembnih lastnosti programov
1 UVOD
2 ZGODOVINSKI OPIS RAZVOJA CNC-TEHNOLOGIJE
Slika 21 Prvi zapis funkcij na luknjast trak
21 Mejniki razvoja NC-tehnologije
Slika 22 Prvi računalniki
Slika 23 Prvi numerično krmiljen obdelovalni stroj
1920193019401950196019701980ČAS NASTANKATEHNOLOŠKI NIVO
RAZVOJ CNC PROGRAMIRANJA
UNIVERZALNEPRODUKCIJSKEAVTOMATI
22 Razvoj numerično krmiljenih strojev v Sloveniji
23 NC-stroji CNC-stroji in DNC-obrati
Slika 25 Prikaz numeričnega upravljanja računalnika
24 Adaptivno krmiljenje (AC)
25 Prilagodljivi obdelovalni sistemi (POS)
Slika 26 Prikaz povezljivosti CNC-sistema s postprocesorjem
26 Vpliv NC-tehnologij na obdelovalno tehniko
0204060801001201960196219641966196819701972197419761978198019821984198619881990RELEJNA TEHNIKA IN ELEKTRONSKE CEVITRANZISTORKSA TEHNIKATEHNIKA INTEGRIRANIH VEZIJINEGRACIJA Z MINIRAČUNALNIKI (CNC 1)MIKROPROCESORSKA INEGRACIJA(CNC 2)VLSI TEHNIKA (CNC 3)
Slika 27 Prikaz padanja deleža elektronskih komponent
020406080100196719681969197019711972197319741975197619771978197919801981198219831984
Slika 28 Prikaz naraščanja stroškov programske opreme
27 Prihodnost razvoja
MasovnaSerijskaIndividualnaMaloserijska
Deleži numeričnih strojev v proizvodnji
Slika 29 Deleži numeričnih strojev v proizvodnji
3 TREND NA PODROČJU CNC-TEHNOLOGIJE
31 Predstavitev tehnologije STEP-NC
Slika 31 Prikaz heterogenega DNC-sistema
32 STEP-proizvodnja
33 Informacijski model
Slika 32 Prikaz prednosti uporabe STEP-tehnologije
34 Lastnosti STEP-NC
35 Sedanji problemi
Slika 33 Obsežne CMM za preverjanje geometrije komponent
Slika 34 Prikaz standardne G-kode v zapisih programov CNC
Slika 35 Prikaz pomembnih relacij v tehnologiji STEP-NC
36 Funkcionalnost STEP-tehnologije
37 STEP-tehnologija kot nov jezik za CNC-krmilje
38 STEP-tehnologija kot problemsko orientirano programiranje
4 PRIMERJAVA MED PROGRAMOMA DEPOCAM 6 IN UGS NX4 ZA PROGRAMIRANJE NC-STROJEV
41 Pomembnosti programov za programiranje CNC-strojev
42 Opis programa za NC-programiranje DEPOCAM 6
43 Delovno okolje DEPOCAM 6
Slika 41 Prikaz delovnega okolja DEPOCAM 6
44 Opis programa za NC-programiranje UGS NX4
45 Delovno okolje UGS NX4
Slika 42 Prikaz delovnega okolja UGS NX4
5 PRAKTIČNI PRIMER PROGRAMIRANJA S PROGRAMOMA DEPOCAM 6 IN UGS NX4
51 Slikovni prikaz funkcij za programiranje DEPOCAM 6 in UGS NX4
Slika 51 Prikaz funkcij za programiranje DEPOCAM 6
Slika 52 Prikaz funkcij za programiranje UGS NX4
52 Uvoz modela ndash primerjava
53 Postavitev in uvoz modela z DEPOCAM 6
54 Postavitev in uvoz modela z UGS NX4
55 Priprava površin s programom DEPOCAM 6
56 Priprava površin s programom UGS NX4
57 Določevanje varnostnih mej z DEPOCAM 6
58 Določevanje varnostnih mej z UGS NX4
59 Določevanje obdelovalnih operacij z DEPOCAM 6
510 Določevanje obdelovalnih operacij z UGS NX4
511 Analiza rezalnih poti DEPOCAM 6
512 Analiza rezalnih poti UGS NX4
513 Primerjava z vidika programiranja
514 Praktični primer ndash čas obdelave narejene z DEPOCAM 6 in UGS NX4
Slika 53 Prikaz primera primerjave programa 2D v DEPOCAM 6
Slika 54 Prikaz poti orodja pri 2D v UGS NX4
Slika 55 Prikaz 3D-programa ndash groba obdelava v DEPOCAM 6
Slika 56 Prikaz 3D-programa ndash groba obdelava v UGS NX4
6 PRIMERJAVA PROGRAMOV Z VIDIKA UPORABNIKA
61 Kriteriji primerjave
Na sliki 61 smo zbrali najpomembnejše kriterije (lastnosti) za primerjavo med programoma
Slika 61 Prikaz primerjave nekaterih pomembnih lastnosti programov
62 Ugotovitve
7 SKLEP
8 VIRI
9 PRILOGE
Opravilna vrstica za izbiro varnostnih linij in zaznavo površin hellip13
13
Opravilna vrstica za izbiro obdelovalnih operacij13
13
Opravilna vrstica za izbiro različnih pogledov modela13
13
Osnovna opravilna vrstica - zavesni meni13
13
Stroju specifični program komponente s podatki o gibanju osi ki ga generira postprocesor13
Dobavitelj specifične razrešitve originalnega standarda13
Samo primitivni gibalni in priklopni ukazi 13
Ni standardiziranega podatkovnega formata za procesiranje krivulj in softiciranih NC-tehnologij13
13
N05 G5413
N10 G00 Z1000013
N15 G91 G0 Z20013
N20 T5 D1 WW13
N30 G90 M513
N35 G00 X0000 Y-150000 N40 G00 Z500013
N45 M0813
N50 S318300013
N55 M0313
N60 F147700013
N65 G00 X60000 Y-150000 N70 G00 Z500013
N75 G00 X60000 Y-150000 N80 G01 Z-050013
13
13
Idealen za papirni trak13
13
STEP-NC nadomešča G-kodo z bogatim integriranim podatkovnim formatom13
13
Navigator ˝prikaz modela in vseh operacij˝13
13
Prikaz procesiranja programa - proces Manager13
13
Ustvarjanje programa orodja geometrije operacije metode13
13
Osnovna opravilna vrstica -zavesni meni13
13
Postavitev koordinatnega sistema13
13
Navigator ˝hitri dostop do operacij in pregled˝13
13
Navigator ˝prikaz modela in vseh operacij˝ s katerimi opravljamo vse pomembne funkcije13
13
Funkcije za določevanje varnostnih mej13
13
Pregled postprocesiranja operacij13
13
Pregled postprocesiranja operacij in simulacija rezalnih poti 2D 3D13
13
Nastavitev vseh parametrov odrezavanja13
13
Navigator operacij vklop označevanje in postprocesiranje operacij13
13
Določevanje obdelovalnih površin in varnostnih mej13
13
13
13
13
13
13
13
13
13
13
STROŠKI STROJNE OPREME13
13
STROŠKI PROGRAMSKE OPREME13
13
13
13
Univerza v Mariboru ndash Fakulteta za strojništvo Diplomsko delo
- V -
KAZALO VSEBINE
1 UVOD1
2 ZGODOVINSKI OPIS RAZVOJA CNC-TEHNOLOGIJE 2
21 Mejniki razvoja NC-tehnologije3
22 Razvoj numerično krmiljenih strojev v Sloveniji8
23 NC-stroji CNC-stroji in DNC-obrati 9
24 Adaptivno krmiljenje (AC)10
25 Prilagodljivi obdelovalni sistemi (POS)11
26 Vpliv NC-tehnologij na obdelovalno tehniko11
27 Prihodnost razvoja 13
3 TREND NA PODROČJU CNC-TEHNOLOGIJE 15
31 Predstavitev tehnologije STEP-NC 15
32 STEP-proizvodnja 16
33 Informacijski model 17
34 Lastnosti STEP-NC17
35 Sedanji problemi 18
36 Funkcionalnost STEP-tehnologije 20
37 STEP-tehnologija kot nov jezik za CNC-krmilje21
38 STEP-tehnologija kot problemsko orientirano programiranje 21
4 PRIMERJAVA MED PROGRAMOMA DEPOCAM 6 IN UGS NX4 ZA
PROGRAMIRANJE NC-STROJEV 22
41 Pomembnosti programov za programiranje CNC-strojev22
42 Opis programa za NC-programiranje DEPOCAM 6 23
43 Delovno okolje DEPOCAM 624
44 Opis programa za NC-programiranje UGS NX425
45 Delovno okolje UGS NX427
Univerza v Mariboru ndash Fakulteta za strojništvo Diplomsko delo
- VI -
5 PRAKTIČNI PRIMER PROGRAMIRANJA S PROGRAMOMA DEPOCAM 6
IN UGS NX4 28
51 Slikovni prikaz funkcij za programiranje DEPOCAM 6 in UGS NX428
52 Uvoz modela ndash primerjava 29
53 Postavitev in uvoz modela z DEPOCAM 630
54 Postavitev in uvoz modela z UGS NX4 30
55 Priprava površin s programom DEPOCAM 6 31
56 Priprava površin s programom UGS NX4 32
57 Določevanje varnostnih mej z DEPOCAM 6 33
58 Določevanje varnostnih mej z UGS NX434
59 Določevanje obdelovalnih operacij z DEPOCAM 6 35
510 Določevanje obdelovalnih operacij z UGS NX4 37
511 Analiza rezalnih poti DEPOCAM 6 39
512 Analiza rezalnih poti UGS NX4 40
513 Primerjava z vidika programiranja 41
514 Praktični primer ndash čas obdelave narejene z DEPOCAM 6 in UGS NX4 41
6 PRIMERJAVA PROGRAMOV Z VIDIKA UPORABNIKA45
61 Kriteriji primerjave 45
62 Ugotovitve 47
7 SKLEP 49
8 VIRI51
9 PRILOGE 52
Univerza v Mariboru ndash Fakulteta za strojništvo Diplomsko delo
- VII -
KAZALO SLIK
Slika 21 Prvi zapis funkcij na luknjast trak2Slika 22 Prvi računalniki 3Slika 23 Prvi numerično krmiljen obdelovalni stroj5Slika 25 Prikaz numeričnega upravljanja računalnika 9Slika 26 Prikaz povezljivosti CNC-sistema s postprocesorjem11Slika 27 Prikaz padanja deleža elektronskih komponent12Slika 28 Prikaz naraščanja stroškov programske opreme 13Slika 29 Deleži numeričnih strojev v proizvodnji14Slika 31 Prikaz heterogenega DNC-sistema 16Slika 32 Prikaz prednosti uporabe STEP-tehnologije 17Slika 33 Obsežne CMM za preverjanje geometrije komponent 18Slika 34 Prikaz standardne G-kode v zapisih programov CNC 19Slika 35 Prikaz pomembnih relacij v tehnologiji STEP-NC 20Slika 41 Prikaz delovnega okolja DEPOCAM 625Slika 42 Prikaz delovnega okolja UGS NX4 27Slika 51 Prikaz funkcij za programiranje DEPOCAM 628Slika 52 Prikaz funkcij za programiranje UGS NX4 29Slika 53 Prikaz primera primerjave programa 2D v DEPOCAM 6 42Slika 54 Prikaz poti orodja pri 2D v UGS NX443Slika 55 Prikaz 3D-programa ndash groba obdelava v DEPOCAM 6 44Slika 56 Prikaz 3D-programa ndash groba obdelava v UGS NX4 44Slika 61 Prikaz primerjave nekaterih pomembnih lastnosti programov 45
Univerza v Mariboru ndash Fakulteta za strojništvo Diplomsko delo
- VIII -
UPORABLJENE KRATICE
AAM (Application Activity Model) Model področja
aktivnosti
AIC (Application Interpreted Constructs) Deljivi resursi
AIM (Application Interpreted Model) Aplikacijski
interpretirani model
AP (Applicatin Protocol) Aplikacijski protokol
API (Application Programming Interface) Aplikacijski programski
˝interfejs˝
CAD (Computer Aided Design) Računalniško podprte
oblikovanje
CAE (Computer Aided Engineering) Računalniško podprte
tehnične analize
CAM (Computer Aided Manufacturing) Računalniško podprta
proizvodnja
CAPP (Computer Aided Process Planning) Računalniško podprto
načrtovanje procesa
CNC (Computer Numerical Control) Računalniško numerično
krmilje
NC (Numerical Control) Numerično krmiljenje
DNC (Direct Numerical Control) Neposredno numerično
krmiljenje
ADNC (Application Direct Numerical Control) Aplikacijsko neposredno
numerično krmilje
Univerza v Mariboru ndash Fakulteta za strojništvo Diplomsko delo
- IX -
CAID (Centre of Applied Industrial Design) Center za dizajn
PMI (Product and Manufacturing Information) Produktni in proizvodni
podatki
PDM (Pruduct Data Management) Upravljanje s podatki v
proizvodnji
PLM (Product Lifecycle Management) Računalniško podprt
sistem za spremljanje
razvojnega cikla izdelka
IGES (Initial Graphics Exchange Standard) Standard za razumevanje
proizvodnje
ISO (International Organization for
Standardization)
Mednarodna
organizacija za
standardizacijo
STEP-NC (STEP Numeric Control) Razširjeni STEP
standard za NC-stroje
STEP (Standard for the Exchange of Product Model
Data)
Standard za razumevanje
podatkov proizvodnje
Univerza v Mariboru ndash Fakulteta za strojništvo Diplomsko delo
- 1 -
1 UVOD
V začetku diplomskega dela bomo predstavili zgodovino nastanka CNC-tehnologije in
prihodnost nekaterih metodologij zapisa CNC-programa s STEP-tehnologijo Na to bomo
izvedli primerjavo med programoma za CNC-programiranje strojev DEPOCAM 6 in UGS
NX4 ter primerjali nekatere osnovne funkcije obdelav s programoma Izvedli bomo tudi
primerjavo časa izdelave obdelovanca v programskem okolju Za to primerjavo bomo vnašali
v oba programa enake parametre odrezavanja pomike enako število obratov parametre
orodja in ugotavljali kakšen je čas operacij 2D in 3D med programoma Vršili bomo
primerjavo med programoma z vidika
finančnega vložka
popolnosti funkcij
uporabniške prijaznosti
časovne zahtevnosti
možnosti dogradnje postprocesorjev za krmilje CNC-strojev
arhiviranja orodij
časa izobraževanja
časa izdelave izračunov poti orodja
Za primerjanje programske opreme smo se odločili da bi ugotovili katere so dobre in
slabe strani programov in kako lahko določimo področje uporabe v proizvodnji Z vidika
primerjave je glede CNC-programske opreme napisanega premalo da bi ob nakupu takšne
opreme lahko primerjali lastnosti med programi in opravili najboljšo izbiro Veliko podjetij se
ob nakupu programske opreme odloči napačno ker se izbere programska oprema ki ne
dosega optimalnih rezultatov na strojih v določeni proizvodnji (orodjarstvo serijska
proizvodnja) S takšnimi odločitvami podjetja izgubijo finančna sredstva in tudi
konkurenčnosti proti drugim podjetjim
Univerza v Mariboru ndash Fakulteta za strojništvo Diplomsko delo
- 2 -
2 ZGODOVINSKI OPIS RAZVOJA CNC-TEHNOLOGIJE
Želji po napredku ki je prisotna v slehernem od nas ves čas botrujejo okoliščine ki jo
vzpodbujajo in včasih tudi usmerjajo Tako lahko le za redke izume trdimo da so plod
popolnoma neodvisne ideje V večini primerov so to izsledki temeljnih znanstvenih disciplin
kot sta matematika in fizika Na področju aplikativnih znanosti pa so izumi večinoma
pogojeni z razvojem tehnike in znanosti nasploh To še posebej velja za razvoj obdelovalnih
strojev kjer zgodovino poleg temeljnih znanosti krojijo še mnogi družbeni dejavniki ter
trenutne potrebe trga
Tako je prvi NC-stroj nastal zaradi potreb vojaške industrije ki je potrebovala orodje za
izdelavo vse zahtevnejših letal in letalskih pogonov Seveda bi si ta industrija podobne stroje
želela že prej vendar zanje čas še ni ˝dozorel˝ Pred njimi so morali nastati nekateri izumi in
ideje ki so ustvarili podlago in sprožili željo po izdelavi raquoSistema za neposredno krmiljenje
položaja vreten obdelovalnih strojev preko izhoda računskega strojalaquo kot se je glasil opis
naročila projekta ameriške vojske ki ga je prevzel John Parsons na MIT in ga danes štejemo
za izumitelja NC-stroja
Slika 21 Prvi zapis funkcij na luknjast trak
Univerza v Mariboru ndash Fakulteta za strojništvo Diplomsko delo
- 3 -
21 Mejniki razvoja NC-tehnologije
Idejo o krmiljenju naprav po vnaprej določenem scenariju lahko zasledimo že v 14 stoletju
ko so zvonove krmilili s posebnimi bodičastimi valji in na ta način dobili želeno ˝melodijo˝
ki se je lahko večkrat ponovila Razvoj sistema numerično vodenih obdelovalnih strojev je s
podobnimi izumi v tesni zvezi na njegov nastanek in nezadržni razcvet pa močno vpliva
razvoj elektronike in računalniške tehnike
V nadaljevanju je podanih nekaj ključnih zgodovinskih mejnikov razvoja krmilne tehnike
in numerično krmiljenih strojev
1808 je Joseph M Jacquard uporabil pločevinaste kartice z luknjicami za krmiljenje
tkalskih strojev in tako iznašel prenosljiv nosilec podatkov
1863 je M Fourneaux patentiral avtomatski klavir znan pod imenom Pianola Srce
klavirja je poleg običajnih klavirskih sestavnih delov vsebovalo približno 30 cm širok
papirnat trak z luknjicami (slika 21) skozi katere je stisnjen zrak krmilil mehanično
tipkovnico in igral melodije kodirane na papirnatem traku To metodo so nato
razvijali da je bilo mogoče regulirati tudi zvok jakost ter hitrost igranja kar je
omogočilo precej natančno izvedbo klavirskih skladb
Slika 22 Prvi računalniki
Univerza v Mariboru ndash Fakulteta za strojništvo Diplomsko delo
- 4 -
1938 je Claude E Shannon med pripravo svoje doktorske naloge na Massachusetts
Institute of technology (MIT) prišel do spoznanja da sta avtomatski preračun ter
prenos podatkov mogoča samo v dvojiški obliki in ob uporabi Boolove algebre ter da
so elektronska stikala edine praktično uporabne komponente za ta namen
1946 sta dr John W Mauchly in dr J Presper Eckert izdelala in dobavila ameriški
vojski prvi digitalni računalnik Eniac (slika 22)
1949ndash1952 je John Parsons v okviru MIT po naročilu ameriških letalskih sil razvil
˝Sistem za neposredno krmiljenje položaja vreten obdelovalnih strojev preko izhoda
računskega stroja˝ in kot dokaz o delovanju oblikoval izdelek Parsons je s svojim
projektom podal štiri ključna izhodišča za nadaljnji razvoj ideje o numeričnem
krmiljenju
o izračunana pot orodja se hrani na luknjani kartici
o luknjane kartice se na stroju avtomatično berejo
o kontrolira se gibanje orodja
o na osnovi teh podatkov se opravlja gibanje po koordinatnih poteh s servomotorji
Univerza v Mariboru ndash Fakulteta za strojništvo Diplomsko delo
- 5 -
Slika 23 Prvi numerično krmiljen obdelovalni stroj
1952 je pričel na MIT delovati prvi numerično krmiljeni obdelovalni stroj z imenom
Cincinnati Hydrotel z navpičnim vretenom Krmilje je bilo izvedeno z elektronkami
omogočalo je hkratno premikanje treh osi (3D-linearna interpolacija) in dobivalo
podatke preko dvojiško kodiranih luknjanih trakov (slika 23) S temi stroji je bilo
možno izdelati vedno zahtevnejše integralne dele za potrebe letalske industrije Šlo je
za izdelke ki jih je bilo možno natančno opisati z malo matematičnimi podatki vendar
zelo težko ročno izdelati
1954 odkupi podjetje Bendix Parsonsove patentne pravice in proizvede prvi
industrijsko izdelan NC-stroj prav tako z uporabo elektronk
1957 postavijo ameriške letalske sile (US Air Force) prve NC-rezkalne stroje v svoje
delavnice
Univerza v Mariboru ndash Fakulteta za strojništvo Diplomsko delo
- 6 -
1958 je bil predstavljen prvi programski jezik s simboli imenovan APT in sicer v
povezavi z računalnikom IBM 704 Pomeni začetek strojnega programiranja
1960 predstavijo nemški proizvajalci na sejmu v Hannovru svoje prve NC-stroje Za
numerična krmilja pričnejo v tem letu uporabljati tranzistorska vezja
1963 je bil izdelan prvi specialni NC-stroj
1965 iznajdejo avtomatični izmenjevalnik orodja
1968 postanejo z uporabo IC-tehnike (integralna vezja) krmilja manjša in
zanesljivejša
1969 uporabijo v podjetju SUNDSTRAND Omnicontrol v ZDA prve DNC-naprave
1970 iznajdejo avtomatično menjavo obdelovancev z menjavo transportnih palet
1972 omogočijo prvi NC-stroji s serijsko vgrajenim miniračunalnikom razvoj novi
generaciji zmogljivejših računalniško krmiljenih strojev ki pa so jih kmalu zamenjali
CNC-stroji z mikroprocesorji
1974 je bil izdelan prvi večoperacijski CNC-obdelovalni stroj
1975 iznajdejo avtomatične korekture orodja (povratni hod)
Univerza v Mariboru ndash Fakulteta za strojništvo Diplomsko delo
- 7 -
1976 pričnejo za krmilja CNC-strojev uporabljati mikroprocesorje
1977 iznajdejo avtomatični nadzor življenjske dobe orodja (AC-krmilja)
1978 so zasnovani prvi prilagodljivi proizvodni sistemi (POS)
1980 so programska orodja ki so jih razvili in pričeli integrirati v CNC-stroje
omogočila programiranje neposredno na strojih in sprožila spopade za in proti
krmiljem z ročnim vnosom podatkov CNC-krmilja že vsebujejo podprograme za
pomoč pri izdelavi programov za proizvodnjo
1984 postavijo zelo zmogljivi CNC-stroji podprti s programskimi orodji z grafičnim
prikazom nova merila za programiranje proizvodnje
198687 omogočajo standardni programski in računalniški vmesniki povezavo strojev
v avtomatizirano tovarno na podlagi računalniških mrež (CIM in JIT)
Univerza v Mariboru ndash Fakulteta za strojništvo Diplomsko delo
- 8 -
1920
1930
1940
1950
1960
1970
1980ČA
S N
ASTA
NKA
TEHNOLOŠKI NIVO
RAZVOJ CNC PROGRAMIRANJA
UNIVERZALNE
PRODUKCIJSKE
AVTOMATI
Slika 24 Prikaz razvoja CNC-programiranja
22 Razvoj numerično krmiljenih strojev v Sloveniji
Pri nas so se prvi NC-stroji pojavili okrog leta 1976 in sicer v Železarni Ravne kjer sta bila
proizvajalca Pratt amp Whitney na tedanji Višji tehniški šoli v Mariboru ter na Fakulteti za
strojništvo v Ljubljani pa vrste Cincinnati Milacron Med prve moderno opremljene tovarne
prištevamo še Litostrojevo tovarno viličarjev kjer se je proizvodnja na sodobnih CNC-strojih
začela leta 1979 Na območju nekdanje Jugoslavije so prvi NC-stroj pognali v Prvomajski v
Zagrebu ( prikaz razvoja slika 24)
Naše tovarne se z izdelavo računalniško krmiljenih stružnic in vrtalno-rezkalnih strojev za
obdelavo kovin niso ukvarjale Poleg bogate ponudbe iz tujine so s tovrstnimi stroji tovarne
bivše Jugoslavije opremljali Prvomajska iz Zagreba in še nekateri drugi proizvajalci Med
našimi proizvajalci velja omeniti Iskro ki je izdelala krmilnik CNC-2T Litostroj je izdelal
Univerza v Mariboru ndash Fakulteta za strojništvo Diplomsko delo
- 9 -
več različnih CNC-preoblikovalnih strojev in linij za razrez pločevine v Gorenju so izdelali
robota itd
Precej več je bilo narejenega na razvoju programske opreme za računalniško načrtovanje
izdelovalnega procesa (CAP) kjer beležimo nekaj odmevnih izdelkov s področja
računalniškega programiranja NC-strojev in upravljanja proizvodnih procesov
23 NC-stroji CNC-stroji in DNC-obrati
Prvotni koncept numeričnega krmiljenja (NC) je s pojavom miniračunalnikov še bolj pa s
pojavom mikroračunalnikov prerasel v dosti naprednejši CNC-koncept CNC je okrajšava za
Computerized Numerical Control v bistvu pa pomeni krmilje z vgrajenim računalnikom
Vgrajen računalnik je olajšal upravljanje stroja omogočil izvajanje zahtevnejših računskih
operacij na njem (interpolacije višjega reda) izboljšal pomnilniške kapacitete krmilja
predvsem pa omogočil povezovanje krmilijstrojev v industrijske računalniške mreže (slika
25)
Slika 25 Prikaz numeričnega upravljanja računalnika
Univerza v Mariboru ndash Fakulteta za strojništvo Diplomsko delo
- 10 -
To zadnjo lastnost s pridom uporablja koncept DNC-obrata Kratica pomeni Direct
Numerical Control ali neposredno numerično krmiljenje gre pa za idejo osrednjega
nadzornega računalnika ki upravlja več CNC-strojev ˝Upravljanje˝ je v večini primerov
omejeno na osrednje shranjevanje NC-programov ter prenos le-teh od računalnika do strojev
in nazaj Seveda lahko ima osrednji računalnik tudi bolj zahtevne naloge kot so zbiranje
podatkov o delovanju strojev upravljanje toka materiala in celo upravljanje proizvodnje
Zaradi stalnega padanja cen elektronskih komponent in hitrega razvoja mikroračunalniške
tehnologije najdemo danes NC-stroje le še v arhivih in zgodovinskih učbenikih sicer pa so
moderni numerično krmiljeni stroji izključno CNC-stroji
24 Adaptivno krmiljenje (AC)
Iz jedra osnove numerično krmiljenih strojev ne smemo izpustiti adaptivnega krmiljenja s
katerim skušamo numerično krmiljene stroje avtomatizirati do te mere da bomo med
obratovanjem lahko vplivali na sam proces odrezavanja in s tem tudi na glavni čas obdelave
Vsa do sedaj omenjena avtomatizacija namreč služi le skrajševanju pomožnih in pripravnih
časov ki jih lahko z umno organizacijo in uporabo sistemov za avtomatsko menjavo
obdelovancev tudi izničimo
Adaptivno krmiljeni sistemi pa z avtomatskimi napravami vplivajo na proces odrezavanja
in sicer z namenom skrajševanja glavnega časa obdelave AC-sistemi so torej posebna oblika
krmilja kjer je postopek odrezavanja vključen v regulacijski krog
Postopek odrezavanja je navadno vnaprej predviden in določen z osnovnimi odrezovalnimi
parametri (globina rezanja podajanje rezalna hitrost) ki so izračunani glede na neke
standardne delovne pogoje Ti pogoji pa lahko od dejanskih bistveno odstopajo kar lahko s
tipali zaznamo kot na primer manjšo obremenitev stroja in podobno V tem primeru lahko
parametre spremenimo in tako vplivamo na glavni obdelovalni čas Podobno lahko z
merjenjem odrivne sile na orodju zaznamo obrabljenost orodja in ga pravočasno zamenjamo ndash
še preden proizvedemo izmet Numerično krmiljen stroj opremljen s potrebnimi tipali in
krmiljem ki ta tipala nadzoruje imenujemo adaptivno krmiljen stroj
Univerza v Mariboru ndash Fakulteta za strojništvo Diplomsko delo
- 11 -
25 Prilagodljivi obdelovalni sistemi (POS)
Prilagodljive obdelovalne sisteme (POS) bi lahko imenovali tudi izpopolnjena nadgradnja
DNC-sistema Prilagodljiv obdelovalni sistem je skupek CNC-strojev ki so med sabo fizično
in podatkovno (logično) povezani Za fizično povezavo skrbi transportni oziroma logistični
sistem za podatkovno pa računalniško omrežje in osrednji nadzorni računalnik V takšen
sistem povezujemo stroje z namenom večje avtomatizacije delovnega procesa in s tem
skrajšanja proizvodnih časov POS se od DNC razlikuje predvsem po vlogi nadzornega
računalnika ki tukaj poleg obdelovalnega regulira še logistični sistem (slika 26)
Prilagodljivi obdelovalni sistemi so namenjeni izdelavi tehnološko podobnih delov
omogočajo pa optimizacijo celotnega sistema in s tem hitrejše ter učinkovitejše odpravljanje
motenj v procesu
Slika 26 Prikaz povezljivosti CNC-sistema s postprocesorjem
26 Vpliv NC-tehnologij na obdelovalno tehniko
Z novimi iznajdbami na področju elektronike in elektrotehnike (tranzistor integrirana vezja
hellip) so se na področju izdelave krmilnih naprav za numerično krmiljene strojev odprle številne
nove možnosti V prvi fazi je napredek tekel predvsem v smeri povečanja sposobnosti
krmilnih enot kjer je bil vrhunec dosežen z vgradnjo računalnika v krmilje (slika 27) V
Univerza v Mariboru ndash Fakulteta za strojništvo Diplomsko delo
- 12 -
drugi fazi pa so elektronske komponente začeli vgrajevati tudi v ostale dele stroja da bi s tem
dvignili nivo avtomatizacije ter dodatno skrajšali pripravljalni in nastavni čas Hiter napredek
je omogočilo predvsem hitro padanje cen elektronskih komponent ki so v začetnem obdobju
predstavljale levji delež stroškov izdelave numerično krmiljenega stroja danes pa pomenijo
že manj kot 10 odstotkov vrednosti celotnega stroja ( slika 28)
0
20
40
60
80
100
120
1960
1962
1964
1966
1968
1970
1972
1974
1976
1978
1980
1982
1984
1986
1988
1990
RELEJNA TEHNIKA IN ELEKTRONSKE CEVI
TRANZISTORKSA TEHNIKA
TEHNIKA INTEGRIRANIH VEZIJ
INEGRACIJA Z MINIRAČUNALNIKI (CNC 1)
MIKROPROCESORSKA INEGRACIJA(CNC 2)
VLSI TEHNIKA (CNC 3)
Slika 27 Prikaz padanja deleža elektronskih komponent
Z vključitvijo mikroračunalnika v krmilje stroja so se odprle dodatne možnosti za dvig
avtomatizacije proizvodnje predvsem pa za izdelavo vse zahtevnejših oblik Obenem se
pojavijo tudi težnje da bi večji del programerskih funkcij postavili neposredno na krmilje
stroja K sreči so se te težnje kmalu izgubile saj bi danes to pomenilo da bi stroj vreden
nekaj 100 tisoč evrov namesto svoje ciljne funkcije opravljal delo osebnega računalnika
vrednega nekaj 300 evrov Je pa omenjeni trend pustil pozitivne posledice pri razvoju
konvencionalnih univerzalnih strojev Ti so danes prav tako že opremljeni s krmilji vendar je
postavitev vseh elementov še vedno prirejena človeku ki s strojem dela in ne avtomatskim
strežnim napravam kot je to običaj pri ˝čistih˝ numerično krmiljenih strojih
S pojavom CNC-strojev pa se je zgodila še ena velika sprememba ki je bila posledica
vgrajenega računalnika Pokazala se je namreč potreba po zmogljivejši in vse zahtevnejši
programski opremi Le-ta je kmalu začela predstavljati večji del vrednosti stroja kot pa
Univerza v Mariboru ndash Fakulteta za strojništvo Diplomsko delo
- 13 -
njegove mehanske komponente Oba navedena vzroka neuporabnost stroja če se na njem
izvaja programiranje in stroški programske opreme sta privedla do ločevanja programerskih
funkcij od čistih krmilno-komunikacijskih funkcij krmilja Tako se danes z redkimi
izjemami programiranje strojev izvaja na ločenih grafičnih postajah kjer se s pomočjo
simulacijskih programov izvede tudi preizkušanje NC-programov Od tod pa se preverjeni
NC-programi preko računalniških mrež prenašajo do CNC-strojev
0
20
40
60
80
100
1967
1968
1969
1970
1971
1972
1973
1974
1975
1976
1977
1978
1979
1980
1981
1982
1983
1984
Slika 28 Prikaz naraščanja stroškov programske opreme
27 Prihodnost razvoja
Od prihodnosti na področju razvoja numerično krmiljenih strojev pričakujemo predvsem
večje možnosti povezovanja v računalniška omrežja Te so namreč še vedno odvisne od
standardnih serijskih vmesnikov tipa RS 232 na katere se potem priklapljajo najrazličnejše
zunanje komunikacijske naprave Zaradi omejitev serijske komunikacije je seveda močno
omejena tudi izmenjava podatkov med strojem in nadzornim računalnikom ki bo v prihodnje
nujna zato pričakujemo tudi ukinjanje nekaterih funkcij CNC-krmilja ki sodijo bolj na
STROŠKI PROGRAMSKE OPREME
STROŠKI STROJNE OPREME
Univerza v Mariboru ndash Fakulteta za strojništvo Diplomsko delo
- 14 -
področje grafičnih delovnih postaj Namesto teh bo prišlo do vključevanja omrežnih
protokolov kot sta TCPIP in IPXSPX kar bo omogočilo neposredno povezovanje v
arhitekturo odjemalecstrežnik s čimer se bo pojavila tretja generacija DNC-konceptov
Nenazadnje bo prej ali slej moralo priti do ukinitve trenutnega standarda NC-kodnega zapisa
ki s svojo omejenostjo že predstavlja oviro Pričakujemo lahko pojav novega standarda z
izrazno bogatejšim kodiranjem ali celo pojav poprocesorjev integriranih v krmilja CNC-
strojev
Zelo pomembno za prihodnji razvoj numerično krmiljenih strojev in s tem povezane
tehnologije je nadaljnje upadanje deleža velikoserijske in masovne proizvodnje v
strojegradnji kar je posledica tržnih sprememb Potrebe trga se vedno bolj nagibajo k večji
individualizaciji dobrin kar pomeni prilagajanje posameznih izdelkov posebnim
individualnim potrebam kupca V takšnih razmerah pa sta nujni velika prilagodljivost in
odzivna sposobnost proizvodnega sistema za kar so numerično krmiljeni obdelovalni stroji
vedno bolj prilagojeni (slika 29)
MasovnaSerijska
Individualna
Maloserijska
Deleži numeričnih strojev v proizvodnji
Slika 29 Deleži numeričnih strojev v proizvodnji
Univerza v Mariboru ndash Fakulteta za strojništvo Diplomsko delo
- 15 -
3 TREND NA PODROČJU CNC-TEHNOLOGIJE
STEP-NC se uporablja v proizvodnji frezanja vrtanja struženja konturnega rezanja in je
prihodnost CNC-programiranja Povezovanje sistemov z boljšim ga naredi bolj
interoperabilnega omogoča hitrejše programiranje ter varnejše delo Tako lahko z uporabo
koncepta fleksibilne proizvodnje s tem sistemom prihranimo ogromno denarja
31 Predstavitev tehnologije STEP-NC
V preteklih letih se je ogromno dogajalo v smeri razvoja elektronske tehnologije kot tudi na
področju programske opreme ki sta tesno povezani tehnologiji kateri sta imeli ogromen vpliv
na današnje numerične CNC-stroje in krmilja
Numerični stroji in krmilniki so postali bolj inteligentni fleksibilni z več spomina
oziroma kapacitete ter z veliko boljšo povezavo v skupnem internem omrežju (slika 31) To
vodi v spremembo oblikovanja DNC-sistema ki temelji na prejšnjem DNC-sistemu Z DNC-
sistemom podatkov dobimo bolj primerne sposobnosti shranjevanja ne samo v centralnih
DNC-serverjih ampak tudi v CNC-krmilnikih ali CNC-terminalih Sprememba arhiviranja
pomeni zahtevo DNC-programske opreme naj se spremenijo tako DNC v celoti z vsemi
osnovnimi funkcijami tega sistema kakor tudi distribucija NC-podatkov v obeh smereh do
CNC-stroja Tako naj bi zadovoljili današnje zahteve da dovoljujejo uporabnikom gradnjo
spreminjanje podatkov v odnosu med obdelovancem (3D-zapis) s 3D in drugimi
podatkovnimi programi kot so denimo program za arhiviranje podatkov orodij informacij
risb obdelovanca proizvodnih podatkov strojnih parametrov Vse želje uporabnikov bazirajo
na tem kako povezati vse sisteme preko interneta ter tako pridobiti na večji fleksibilnosti
sistema oziroma proizvodnje Takšni sistemi omogočajo večjo preglednost podatkov s čimer
se samo spreminjanje podatkov ne vrši v spremembi glavnih funkcij le-teh Sedanji problemi
s podatki ki prihajajo na stroj po drugih sistemih kot so enosmerni sistem NC v CNC
povzročajo pri transformiranju izgubo osnovnih podatkov Težavo pa predstavlja tudi
Univerza v Mariboru ndash Fakulteta za strojništvo Diplomsko delo
- 16 -
kasnejše popravljanje podatkov na stroju kar privede v naslednji fazi do izgube le-teh STEP-
tehnologija pa nam omogoča boljšo preglednost ter bolj natančen zapis podatkov
Slika 31 Prikaz heterogenega DNC-sistema
32 STEP-proizvodnja
STEP-proizvodnja temelji na DNC-sistemu z zmožnostjo za shranjevanje v DNC-serverju
in tudi v CNC-terminalu To predstavlja velik izziv za DNC-programsko opremo v
implimentarnih osnovnih funkcijah
Posredovalcu ki temelji na DNC-programski opremi z asistenco (ADNC) je
predlagano kako reševati probleme znotraj samega omrežja ter prenosa podatkov Njegova
naloga je zbirati distribute NC-informacij in jih transformirati oz prenesti varno in seveda
v celotni obliki z vsemi pripadajočimi funkcijami NC-program z zbranimi strojnimi
podatki znotraj omrežja ne izgubi veličinskih funkcij Zato dobiva tehnologija STEP-NC
nove razsežnosti nadaljnjega razvoja v smeri kako s sestavo agentov ki temeljijo na
asistenci (agenti AP s platformo agenta JADE) nadzorovati spremembe transformacij NC-
programov
Univerza v Mariboru ndash Fakulteta za strojništvo Diplomsko delo
- 17 -
33 Informacijski model
STEP integrira več kot deset objektnih modelov s takšno povezljivostjo pa dobimo boljši
informacijski sistem ki zajema inženirsko kolaborativno delo upravljanje oskrbovalne
verige avtomatizacijo tovarne mikro obdelavo Med objektnimi modeli je mnogo
pomembnih relacij (slika 32)
Slika 32 Prikaz prednosti uporabe STEP-tehnologije
34 Lastnosti STEP-NC
Eliminacija 4500+ postprocesorjev
Varnejši bolj prilagodljivi obdelovalni stroji
Out-sourcing kontrole kvalitete
Projicirani prihranki pri procesiranju
Univerza v Mariboru ndash Fakulteta za strojništvo Diplomsko delo
- 18 -
35 Sedanji problemi
Trenutno aktualni proces je neučinkovit
Konstrukcija pošilja nepopolne podatke
Proizvodnja dela popravke a jih ne dokumentira
Končni rezultat je krmilni program ki dela le na enem stroju pri enem dobavitelju
RS274D ISO DIN66025 (G-koda) je stara 50 let
CMM za preverjanje geometrije komponent so obsežne (slika 33)
Slika 33 Obsežne CMM za preverjanje geometrije komponent
V uporabi imamo NC-programiranje z RS274D ki ima v zapisu še vedno G-kodo Ta
nima tako bogatega zapisa integriranih podatkov kot STEP-NC kar prikazuje navedeni
primer - razlike med obema zapisoma (slika 34)
Univerza v Mariboru ndash Fakulteta za strojništvo Diplomsko delo
- 19 -
Slika 34 Prikaz standardne G-kode v zapisih programov CNC
N05 G54
N10 G00 Z10000
N15 G91 G0 Z200
N20 T5 D1 WW
N30 G90 M5
N35 G00 X0000 Y-150000 N40 G00 Z5000
N45 M08
N50 S3183000
N55 M03
N60 F1477000
N65 G00 X60000 Y-150000 N70 G00 Z5000
N75 G00 X60000 Y-150000 N80 G01 Z-0500
Stroju specifični
program komponente s
podatki o gibanju osi
ki ga generira
postprocesor
Dobavitelj specifične
razrešitve originalnega
standarda
Samo primitivni gibalni
in priklopni ukazi
Ni standardiziranega
podatkovnega formata
za procesiranje krivulj
in softiciranih NC-
tehnologij
Idealen za papirni
trak
STEP-NC nadomešča G-kodo z
bogatim integriranim
podatkovnim formatom
Univerza v Mariboru ndash Fakulteta za strojništvo Diplomsko delo
- 20 -
Slika 35 Prikaz pomembnih relacij v tehnologiji STEP-NC
36 Funkcionalnost STEP-tehnologije
Korist in funkcionalnost STEP-tehnologije sta danes na področju boljše kontrole procesov
kjer s pomočjo te tehnologije zajamemo bolj natančno funkcijo zapisa daljic in lokov (TCP-
zapis) K temu spadajo tudi vse tolerirane krivulje ter produkti geometrije obdelovanca s
čimer je izboljšan zapis v STEP-tehnologiji veliko bolj natančen ( slika 35)
Nadaljnje razvijanje STEP-tehnologije v odvisnosti koristi in funkcionalnosti poteka v
smeri boljšega določevanja parametrov značilnosti toleranc značilnosti vrtilnih ciklov ki
spadajo v skupino boljšega monitoringa procesov Naslednja najnovejša skupina STEP-
tehnologije je fleksibilna proizvodnja z boljšim zapisom parametričnih operacij nadzorovanje
delovnih korakov tolerirane površine pogojne operacije Na ta način dobimo na osnovnem
nivoju zgradbe samega krmiljenja procesa tako imenovano pametno krmilje ki je zgrajeno iz
CAM-zapisa z dvosmerno povezavo z zapisovalnikom (DLL) ta pa je v povezavi z AP-238
datotekami (SUBS) in je enosmerno povezan s kontrolo podatkov ter STEP-NC-
simulatorjem vse skupaj pa je v povezavi s krmilnikom HMI do krmilnika gibov Krmilnik
Univerza v Mariboru ndash Fakulteta za strojništvo Diplomsko delo
- 21 -
HMI sestavljata pretvornik (DL) in gibalnik ukazov (TCP) Vse to sestavlja osnovni nivo
konfiguracije katerega smo vstavili v obstoječe CNC-komponente Vstavili smo zapisovalnik
(DLL) in pretvornik (DL) ki omogočata eliminacijo postprocesorjev hitrejšo operaterjevo
potrditev programa ter optimalno kreiranje poti na stroju Če pa krmilnik HMI dopolnimo z
nadzornim (DLL) in CNC-polnilnikom pa dobimo konfiguracijo nadzora procesa Ta nam
dovoljuje verifikacijo pravilnosti operacij krmilnika čase operativnih parametrov indifikacijo
značilnosti operacije orodij za vsak delovni potek
37 STEP-tehnologija kot nov jezik za CNC-krmilje
Za kompleksnejše obdelovance je tehnologija STEP-NC popolna saj gre za nedvoumen
model komponent in procesov Združuje obdelovalne procese potrebe po orodjih geometriji
tolerancah in PDM S CNC-sistemom naredi bolj interoperabilnega omogoča hitrejše
programiranje varnejše delo Tako lahko z uporabo koncepta fleksibilne proizvodnje s tem
sistemom prihranimo ogromno denarja
38 STEP-tehnologija kot problemsko orientirano programiranje
Z datoteko AP-238 opisujemo kaj in tudi kako saj s tem dosežemo da iz surovca
naredimo geometrijo odstranjujemo značilnosti spreminjamo vrstni red z ustreznimi orodji
ki ustrezajo tem zahtevam AP-238 dovoli krmilniku tudi izbiro gibov orodja S tem
nadomestimo prejšnjo obliko zapisa s standardno kodo G ki opisuje samo kako (premakni
orodje na to lokacijo premakni orodje na to lokacijo in tako naprej za tisoč ukazov)
Univerza v Mariboru ndash Fakulteta za strojništvo Diplomsko delo
- 22 -
4 PRIMERJAVA MED PROGRAMOMA DEPOCAM 6 IN UGS
NX4 ZA PROGRAMIRANJE NC-STROJEV
41 Pomembnosti programov za programiranje CNC-strojev
Danes imamo na trgu veliko izbiro programov paketov za CAM-programiranje pri katerih
vsak po svoje odlično služi svojemu namenu naloga uporabnika pa je da ob investiciji pri
nakupu takšnega paketa ve kakšna je njegova namembnost in kaj bo z njim počel da ga bo
lahko optimalno izkoristil tudi v prihodnosti
Paketi CAM-programiranja se danes razlikujejo v detajlih ki jih uporabniki začetniki niti
ne opazijo To pride najbolj do izraza pri jalovih hodih oz poteh ki so generirane pri samem
programiranju in se od programa do programa razlikujejo To so zelo pomembni parametri v
odvisnosti koliko časa bomo porabili za izdelavo izdelka na CNC-stroju z najbolj
optimalnimi potmi s katerimi bomo prihranili pri času izdelave Tukaj ne smemo pozabiti da
tudi sekvence poti vplivajo na čas in obstojnost orodja Orodja in njihova obstojnost pomenijo
velik delež stroškov in če te parametre držimo na optimumu prihranimo na letni ravni
ogromno časa in denarja ter podaljšamo delovanje orodij Lahko bi rekli da so ti parametri
najbolj zaželeni seveda pa ne smemo pozabiti na samo programsko okolje različnih
programov paketov
Nekateri paketi so zelo nazorni pregledni hitro učeči enostavni za uporabo v tem oziru
pa se med seboj tudi precej razlikujejo V različnih panogah kot je denimo orodjarstvo s
svojo kompleksno strukturo z izdelavo preciznih segmentov orodja z različnimi trdotami
(kaljene površine) s postopki obdelave in s svojo unikatnostjo predstavljajo velik izziv za
ponudnike CAM-paketov ter skrbno izbiro le-teh Še tako podobni vgradni strojni vložki se
lahko med sabo zelo razlikujejo po strategiji obdelave Vse to vodi managerje v orodjarnah
da čim bolj združujejo posamezne operacije znotraj organizacijske strukture kot so
detajliranje in izdelava tehnologije posameznih pozicij ali pa programiranje ter posluževanje
Univerza v Mariboru ndash Fakulteta za strojništvo Diplomsko delo
- 23 -
strojev ipd Zato je zelo pomembno da je CAM-programski paket generiran tako da zelo
hitro preračunava posamezne sekvence da ne pride zaradi tega do zastojev na strojih
V nadaljevanju bomo primerjali dva programa za programiranje CNC-strojev in sicer
paketa DEPOCAM 6 in UGS NX 4 ki se že v sami osnovi zelo razlikujeta
42 Opis programa za NC-programiranje DEPOCAM 6
DEPOCAM prihaja iz hiše NC Graphics ustanovljene leta 1993 njegov izumitelj pa je bil
Arthur Flutter leta 1977 v Cambridgeu v Veliki Britaniji S podjetjem Depocam GmbH je
leta 1993 ta program v celoti zaživel na trgu ponudnikov CAM-paketov Združitev v NC
Graphics je bila želja proizvajalca da ponudi svojim kupcem celovit paket od strojev orodij
programskih paketov ki bazirajo na dolgoletnih izkušnjah operaterjev v industriji To
povezovanje proizvajalca s kupcem pa je seveda obrodilo sadove v enostavnosti
programskega okolja ter dobrih optimumih rezalnih parametrov
Program se v praksi ne trži kot samostojna enota ampak v sklopu investicije primernega
orodjarskega stroja ustreznega rezilnega orodja in v racionalni uporabi rezilnega orodja To
seveda ne pomeni da je program kot posamezna komponenta neučinkovit nasprotno pomeni
konkurenčno prednost pred ostalimi ravno zaradi zaključenega paketa
S tem paketom lahko združimo dvoje delovnih mest (programerja in operaterja) v eno in
tako dosežemo
prenos odgovornosti za doseganje planov v podjetju na operaterja programerja saj
ima operater glavno vlogo pri doseganju proizvodnih normativov
dvig splošnega nivoja znanja na vse zaposlene v proizvodnji
15-odstotni dvig produktivnosti in obdelovalno kvaliteto saj imajo vsi zaposleni
vpogled v končni CAD-model na računalniku ob stroju
Univerza v Mariboru ndash Fakulteta za strojništvo Diplomsko delo
- 24 -
43 Delovno okolje DEPOCAM 6
Delovno okolje v programu za CNC-programiranje strojev je program namenjen
programiranju 3-osnih in 3+2-osnih CNC-strojev V delovnem okolju je opaziti da so vse
funkcije programa prikazane v orodnih vrsticah ker pomeni da uporabnik ni preobremenjen z
nešteto prikazanimi funkcijami ki dajejo vtis nepreglednosti in neuporabnih ukazov To je
nazoren primer kako enostaven je po svoji namembnosti uporabniku ki mora spoznati samo
določena pravila (ukazi na miški) in že lahko ustvari enostavne programe za CNC-
programiranje Ikone ali shematsko drevo na levi strani omogočajo vklop modela funkcije
operacije obdelave s tem pa lahko natančno primerjamo med dvema različnima obdelavama
poti orodja
Model uvozimo v obliki ( x_t iges Catia V4 in Catia V5 hellip) nastavimo koordinatni
sistem tako da transformiramo model po ordinatah x y z rotiramo zrcalimo v željeni
položaj za kasnejše vpetje na stroj Ko je model postavljen v pravilno lego v koordinatnem
sistemu (ujemanje s pozicijo koordinatnega sistema stroja) lahko mere po x y z preverimo
tako da se z miško postavimo na željeno površino in v orodni vrstici desno spodaj se nam
prikazujejo vrednosti dolžin x y z koordinat Tako v dveh korakih v delovnem okolju
določimo pozicijo 3D-modela moteče pri tem pa je seveda to da se model kopira med sabo
(levo orodno drevo) kar lahko ob nepazljivosti povzroči kasnejšo zmedo med modeloma če
prejšnjega ne izbrišemo Pri vsaki izbiri obdelave nam ob vnosu orodja ni potrebno vnašati
parametrov kot so premer orodja njegova dolžina ampak iz arhiva v katerega smo vnesli
te parametre samo izberemo željeno orodje z vsemi parametri (slika 41) S tem se izognemo
dolgotrajnemu vpisovanju v menije za določanje parametrov orodja hkrati pa se vodi
evidenca orodij v uporabi
Univerza v Mariboru ndash Fakulteta za strojništvo Diplomsko delo
- 25 -
Slika 41 Prikaz delovnega okolja DEPOCAM 6
44 Opis programa za NC-programiranje UGS NX4
Programski paket UGS NX4 izhaja iz podjetja Siemens kjer se je pred tem imenoval
Unigraphics in ga je leta 1991 razvil Douglas McDonnell Njegov razvoj je temeljil na
združitvi I-DEAS v NX-program ki služi za vzvratno inženirstvo ter oblikovanje v 3D-
oblikah Tako lahko iz CAID-formata ustvarimo CAD CAM-format UGS NX4 se že v
osnovi močno razlikuje od programa DEPOCAM 6 ki je namenski program za
programiranje Področja uporabe sistema UGS NX4 so
zahtevni industrijski ˝desing˝
modeliranje komponent in velikih sklopov
izdelave tehnične dokumentacije
Navigator ˝prikaz modela in vsehoperacij˝
Opravilna vrstica za izbiro varnostnih linij in zaznavo površin hellip
Opravilna
vrstica za izbiro
obdelovalnih
Opravilna vrstica
za izbiro različnih
pogledov modela
Osnovna opravilna vrstica -zavesni meni
Prikaz procesiranja programa -proces Manager
Univerza v Mariboru ndash Fakulteta za strojništvo Diplomsko delo
- 26 -
engineering
zahtevna NC-tehnologija ndash programiranje
uporaba v kemični industriji
Industrijsko oblikovanje predstavljajo CAD CAM CAE izdelava orodij ki se deli v NX
Shepe studio in Imageware
CAD-delovno okolje zajema modeliranje zahtevnih free-form oblik velikih sklopov z
modeliranjem komponent iz pločevine (sheet metel) modeliranje cevovodov električne
povezave izdelave tehnične dokumentacije
CAE obsega različne digitalne analize izdelka z različnimi programskimi paketi NX
Scenario NX Master FEM NX Nastran s katerimi lahko simuliramo določeno stanje raznih
obremenitev toplotno gibanje trdnost ter toplotna stanja
CAM zajema različne programske pakete ndash 2D-programiranje 3D-programiranje 3- in 5-
osno programiranje ter programiranje vseh strojev v orodjarstvu (frezalnih strojev stružnic
žične erozije ) Za uporabnika ima program integrirane PMI-orodne vrstice in dialog ki
predstavljajo veliko število ikon v orodnih vrsticah te pa so slikovno ponazorjene
Program se uporablja v Združenih državah Amerike predvsem v letalski industriji v
Evropi pa ni toliko razširjen Sam program ki je precej obširnejši za CNC-programiranje je v
primerjavi z DEPOCAM 6 vsesplošni in je ustrezna izbira tudi pri 3D-modeliranju
Pomembno je tudi da lahko izdelek z UGS NX4 spreminjamo popravljamo ali celo
skonstruiramo 3D-risbo možnosti za slednje z DEPOCAM 6 nimamo Tu je vidna prva
velika razlika med programoma saj izhaja DEPOCAM 6 iz drugih stališč kot UGS NX4 ki
zajema večjo obdelavo podatkov in je zato za uporabnika precej zahtevnejši z vidika obsega
programa
Univerza v Mariboru ndash Fakulteta za strojništvo Diplomsko delo
- 27 -
45 Delovno okolje UGS NX4
Kot je razvidno se UGS NX4 zelo razlikuje s stališča glavnih gradnikov programa ker
zajema tudi 3D-modeliranje in analiziranje narisanega izdelka Tako se že UGS-delovno
okolje močno razlikuje od specifičnega programa DEPOCAM Vsebuje namreč ogromno
število ikon funkcij ki pa niso povezane samo za CNC-programiranje ampak tudi za 3D-
modeliranje analiziranje (slika 42) Delovno okolje je za uporabnika kompleksnejše zato
potrebuje dodatno izobraževanje da lahko začne z delom po pravilih funkcij programa
Običajno se za takšne zahtevne programe organizira izobraževanje pri podjetju ki program
prodaja in traja približno mesec dni Kljub temu pa kompleksnost delovnega okolja
predstavlja velik izziv za uporabnika saj omogoča program veliko večje število pristopov oz
možnosti kako bomo izbrali obdelave na našem izdelku Po drugi strani pa lahko
nepoznavanje zmožnosti programskega paketa predstavlja tudi problem kajti tako izgubljamo
čas programiranja in same obdelave z napačno obdelavo pa skrajšamo tudi obstojnost orodij
in poslabšamo kvaliteto obdelave
Slika 42 Prikaz delovnega okolja UGS NX4
Ustvarjanje programa orodja geometrije operacije metode
Osnovna opravilna vrstica -zavesni meni
Postavitev koordinatnega sistema
Navigator ˝hitri dostop do operacij in pregled˝
Univerza v Mariboru ndash Fakulteta za strojništvo Diplomsko delo
- 28 -
5 PRAKTIČNI PRIMER PROGRAMIRANJA S
PROGRAMOMA DEPOCAM 6 IN UGS NX4
V tem delu diplomske naloge bomo predstavili nekatere pomembne funkcije za izdelavo
CNC-programa Za primerljivost programov po funkcijah ter specifičnem pomenu ju moramo
najprej vsaj malo opisati (slika 51 slika 52)
51 Slikovni prikaz funkcij za programiranje DEPOCAM 6 in UGS NX4
Slika 51 Prikaz funkcij za programiranje DEPOCAM 6
Navigator ˝prikaz modela in vsehoperacij˝ s katerimi opravljamo vsepomembne funkcije
Funkcije za določevanje varnostnih mej
Pregled postprocesiranja operacij
Univerza v Mariboru ndash Fakulteta za strojništvo Diplomsko delo
- 29 -
Slika 52 Prikaz funkcij za programiranje UGS NX4
52 Uvoz modela ndash primerjava
Omenjena programa se zelo razlikujeta od same postavitve modela v koordinatni sistem do
funkcij operacij ki jih uporabljamo zato je tudi uvoz modela v delovno okolje različen kar
bomo opisali v naslednjem poglavju
Pregled postprocesiranja operacij in simulacija rezalnih poti 2D 3D
Nastavitev vseh parametrov odrezavanja
Navigator operacij vklop označevanje in postprocesiranje operacij
Določevanje obdelovalnih površin in varnostnih mej
Univerza v Mariboru ndash Fakulteta za strojništvo Diplomsko delo
- 30 -
53 Postavitev in uvoz modela z DEPOCAM 6
Model uvozimo v program v obliki formata prt Enostavno odpremo kot vsak drug dokument
v zavesnem meniju (FILE-OPEN) določimo smeri koordinatnega sistema tako da
transformiramo model v željen položaj v samem koordinatnem sistemu Postavimo se na
triangulacijsko površino pogledamo pod lastnosti ali je bila prestavitev uspešna (x y z) ter
izbrišemo v levi orodni vrstici prejšnji model Takšen način se uporablja kadar imamo model
poljubno v prostoru vendar je model vzporeden s koordinatnim sistemom
54 Postavitev in uvoz modela z UGS NX4
Model s končnico prt odpremo v zavesnem meniju (FILE-OPEN) poiščemo mapo v kateri je
shranjen 3D-model in potrdimo V večini primerov se model najprej odpre v funkciji
GETEWAY Iz nje preidemo na funkcijo MANUFACTORING z dvoklikom na levi gumb
miške aktiviramo koordinatni sistem ki ga lahko prestavimo v točko na začetek ali polovico
premice krožnice če pa ga želimo postaviti na polovico pravokotne površine si moramo
dorisati pravokotnik in diagonalo pravokotnika ter prestaviti koordinatni sistem na polovico
diagonale Za surovec s katerim orišemo obdelovanec uporabimo ikono BLOCK izberemo
možnost določitve dveh diagonalnih točk in vpišemo višino Ko smo naredili in pregledali
surovec se je potrebno prestaviti iz funkcije MODELING v MANUFACTORING Pri prvem
odpiranju modela in surovca se pojavi okno MASHINING ENVIRONMENT V njem
potrdimo ikono INITIALIZE Določiti je potrebno tudi ime programa v opravilni vrstici in
sicer aktiviramo okno MANUFACTORING CREAT odpremo prvo ikono CREATE
PROGRAM izberemo skupino in vpišemo ime programa
Univerza v Mariboru ndash Fakulteta za strojništvo Diplomsko delo
- 31 -
55 Priprava površin s programom DEPOCAM 6
V kolikor želimo obdelovati rezilne vložke za orodja za pločevino ali pa gravure za orodja za
plastiko je potrebno površine nekoliko podaljšati da lahko izdelamo oster rob na vložku To
storimo tako da potrdimo model izberemo katero površino želimo podaljšati in potrdimo
ukaz GEOMETRY (Untrim surfaces) Pri obdelavi je zaželeno da imamo čim manj
prekinjenih rezov (izvrtine utori manjši sedeži) Da dobimo boljše obdelovalne pogoje in
daljšo življenjsko dobo rezilnega orodja si pred obdelavo model zakrpamo (funkcija
Externally trim surfaces) To storimo tako da potrdimo model izberemo površino na kateri
zakrpamo luknjo in izberemo ukaz GEOMETRY (Externally trim surfaces)
Paralelno premikanje površin (Offset surfaces)
Da površine navidezno premikamo recimo da moramo celotno obliko obdelovanca
znižati za 05 mm si lahko pomagamo tako da potrdimo model izberemo površino ki
jo želimo premakniti in izberemo ukaz GEOMETRY (Offset surfaces) Vpišemo še
številčno vrednost in sicer kolikšen naj bo premik površine
Izdelava robnih krivulj (Extract P-curves)
Kadar potrebujemo robne krivulje okrog posameznih površin lahko to storimo z
ukazom GEOMETRY (Extract P-curves) Te krivulje lahko izkoristimo za 2D-
rezkanje po konturi v prostoru (Along curve passed)
Izdelava paralelnih površin
Pred pričetkom grobe obdelave orodjarskega vložka je potrebno preučiti ustrezno
strategijo izdelave Kar hitro se nam lahko zgodi da grobo obdelamo kos z ene strani
ko pa ga želimo obdelati s spodnje strani ugotovimo da ga ne moremo več vpeti saj
surovec ni več vzporeden Zato si pred pričetkom grobe obdelave izdelamo najmanj tri
paralelne površine ki nam služijo kot nastavki za obdelavo vložka z zadnje strani To
naredimo tako da model najprej postavimo v pogled TOP ndash z vrha Nato z ukazom
BOUNDARIES (Create new folder) naredimo okvirje oziroma meje Prikličemo ukaz
GEOMETRY (Planar patch) in iz mej nastanejo paralelne površine Na koncu te še
združimo z osnovnim modelom
Univerza v Mariboru ndash Fakulteta za strojništvo Diplomsko delo
- 32 -
Vstavljanje raquoFilletlaquo poljubnih radiusov
Fillet nam omogoča za določeno območje na modelu vstavljanje poljubnih radiusov V
praksi se to uporablja takrat kadar moramo radius na modelu povečati Fillet nam
omogoči da grafično vidimo kako bo model izgledal pred obdelavo Ukaz izvedemo
tako da potrdimo model in določeno območje katerega želimo spremeniti Nato z
ukazom GEOMETRY (Fillet) definiramo velikost radia in dobimo željen rezultat
Zgoraj omenjenih šest prijemov rabe geometrije modelov lahko uporabimo tudi v
medsebojni kombinaciji
56 Priprava površin s programom UGS NX4
Za pripravo površin uporabljamo 3D-ekstrudirani model ki ga narišemo okrog našega
obdelovanca in ga določimo v navigatorju (desna stran menija) WORKPIECE Z dvoklikom
se odpre okno MILL GEOMETRY ki nam omogoča določitev surovca (Part) in obdelovanca
(Blank) Nastavimo lahko material ime premik (offset) surovca Določimo lahko tudi izbor
delov površin ki se jih moramo skozi celotno obdelavo izogibati (strojni primež ) Pri
izboru vsake od teh funkcij moramo biti pozorni da smo pravilno določili obdelovanec in
surovec to pa lahko preverimo na ikoni DISPLAY (prikaži)
Paralelno premikanje površin (Offset surfaces)
Da dosežemo navidezno premikanje površin ki jih želimo obdelati dimenzijsko večje
ali manjše lahko to določimo že v prvi fazi ko definiramo surovec in obdelovanec
(Workpiece) ali pa v meniju kjer izberemo obdelovalni postopek FINAL FLOOR
STOCK (končna površina z dodatkom)
Izdelava robnih črt krivulj
Za omejitev poti orodij si moramo okrog surovca obdelovanca narisati premice
krivulje ki bodo omejile pot orodja med obdelavo V zgornji orodni vrstici imamo
Univerza v Mariboru ndash Fakulteta za strojništvo Diplomsko delo
- 33 -
ikono za risanje premic krivulj krožnic pravokotnikov Z izbiro teh funkcij narišemo
željene meje obdelovalnih površin
Vstavljanje krpanje površin
Če imamo na obdelovancu utor in želimo površino predhodno porezkati na višino ter
doseči da nam pri tem orodje ne bo rezkalo utora lahko zakrpamo površino z ikono
FILLETS v zgornji orodni vrstici
57 Določevanje varnostnih mej z DEPOCAM 6
V tem podpoglavju bomo skušali definirati področja ndash meje (Boundaries) na CAD-modelu
Meje se potrebujejo zato da povedo kje na modelu bomo ali ne bomo obdelovali Obstaja
veliko načinov za definicijo mej
Ročno izdelana meja
Najbolj uporabna je ročno definirana meja Naredimo jo z ukazom BOUNDARIES
(Create new folder)
Vlečenje po modelu
Potrdimo model nato pa se s kurzorjem postavimo na željeno mesto na modelu Z
dvoklikom aktiviramo začetek nato poljubno klikamo po površini mejo pa
zaključimo z enim klikom na začetek Meja je sestavljena iz puščic in kvadratkov Z
naknadnim klikanjem po teh simbolih lahko mejo zožujemo raztegujemo ipd
Kreiranje kvadratnih mej
Kvadratno mejo dobimo tako da potrdimo model pritisnemo ctrl + leva tipka na
miški in narišemo poljubno velik kvadrat Tudi tega lahko kasneje spreminjamo
Kreiranje okroglih mej
Univerza v Mariboru ndash Fakulteta za strojništvo Diplomsko delo
- 34 -
Okroglo mejo dobimo tako da potrdimo model pritisnemo shift + leva tipka na miški
in narišemo poljubno velik krog Tudi krog lahko kasneje spreminjamo
Izdelava uokvirjene meje obdelovanca (Boundaries box)
Ta meja nam pokaže veliko o geometriji obdelovanca hkrati pa nam služi tudi za
postavitev koordinatnega sistema oz ničelne točke
Obrisna meja (Silhouette boundary)
Že sama beseda pove da gre za obris oz mejo posameznih površin na modelu za
katere se pač odločimo da jih bomo obdelovali Postopek je tak da najprej potrdimo
model na modelu označimo površino za katero želimo narediti obris in potrdimo
ukaz SILHOUETTE BOUNDARY Rezultat je obris površine v ravnini x-y na neki
višini
Odkrivanje področij obdelave na horizontalnih površinah modela (Shallow
areas)
Ta funkcija je zelo priročna da odkrijemo področja obdelave ločeno na horizontalnih
in vertikalnih površinah modela To nam omogoča ločeno obdelavo sten in ravnih
površin S takim načinom dela prihranimo predvsem pri stroških rezilnega orodja
(ploščic) ter času obdelave
58 Določevanje varnostnih mej z UGS NX4
Varnostne meje določimo s pomočjo izbire operacij v katerih imamo funkcijo za definiranje
varnostnih mej kot je npr ikona CHECK Vse črte krivulje si moramo narisati vnaprej da jih
lahko kasneje določimo kot varnostne meje Uporablja se tudi funkcija OFFSET CURVE in
sicer označimo željeno krivuljo ter jo prestavimo v izbrano pozicijo Pogosto je v rabi tudi
funkcija TRANSFORM ki jo najdemo v zgornji orodni vrstici (Edit-Transform) Z njo lahko
kopiramo prestavljamo rotiramo premice modele točke
Univerza v Mariboru ndash Fakulteta za strojništvo Diplomsko delo
- 35 -
Obstaja torej več poti kako določiti varnostno mejo postopki se med seboj zelo
razlikujejo vedno pa izberemo najustreznejšo možnost
59 Določevanje obdelovalnih operacij z DEPOCAM 6
Odkrivanje področij obdelave za poljubno rezilno orodje (Cutter contact
areas)
Preden pričnemo z grobo obdelavo kosa lahko prihranimo veliko časa če odkrijemo
točno določeno področje kjer bo orodje obdelovalo To naredimo s funkcijo CUTTER
CONTACT AREAS
Operacija Core roughing passes
V tem primeru gre za grobo obdelavo kjer počistimo material v obliki horizontalnih
presekov od zunaj navznoter Je zelo primerna za obdelavo odprtih pestičev saj začne
za vsak nivo obdelave rezilno orodje obdelovati izven obdelovanca s čimer se
zmanjša obremenitev rezilnih ploščic
Operacija Area clearance passes
Tudi v tem primeru gre za grobo obdelavo pri kateri počistimo material v obliki
horizontalnih presekov Tokrat se rezilno orodje vkopava v surovec v obliki spirale
pri čemer je celoten cikel obdelave nekoliko hitrejši vendar se zaradi večje obrabe
rezalnih ploščic in posledično pogoste menjave le-teh čas obdelave nekoliko podaljša
Operacija Rest roughing
Ta sekvenca je nujno potrebna preden začnemo s polfino obdelavo Pri grobi obdelavi
se pojavijo zelo visoke stopnice med ploskvami (2ndash25 mm) katere bi hitro uničile
kroglična orodja zato jih je potrebno znižati na čim bolj konstanten dodatek po celotni
površini Tako kasneje tudi nimamo težav pri polfini obdelavi
Univerza v Mariboru ndash Fakulteta za strojništvo Diplomsko delo
- 36 -
Gre za rezkanje ostankov po grobi obdelavi Te dobimo tako da najprej potrdimo
eno izmed sekvenc grobe obdelave in aktiviramo ukaz REST ROUGHING Vpišemo
s katerim orodjem bomo izvedli obdelavo ostankov in aktiviramo preračunavanje
Rezultat so poti katere je potrebno še povezati z jalovimi hodi (linkanje)
Operacija Horizontal area passes
V tem primeru gre za fino obdelavo horizontalnih površin predvsem s toričnimi
rezilnimi orodji V praksi je takšna obdelava zelo zaželena z vidika kakovosti in časa
obdelave
Operacija Perpendicular raster passes
Pri tej operaciji gre za fino in polfino obdelavo strmih sten kot so npr obdelave
Raster passes Ta obdelava jim je zelo podobna le da nam ob strmih stenah program
sam preračuna dodatno sekvenco in dodatne poti za lepšo površino
Operacija Radial passes
V tem primeru govorimo o radialni obdelavi ki pride v poštev predvsem pri vlečnih
vložkih da naredimo obdelavo v smeri vleka
Operacija Spiral passes
Gre za obdelavo v obliki spirale ki se uporablja za specifične kose v industriji
(lopatice rotorji hellip)
Operacija Along boundary
To je obdelava pri kateri potuje orodje po robu modela in riše sled glede na
predhodno določeno mejo Ta način se uporablja za zarisovanje sledi na obdelovancih
oz v orodjarstvu tudi za ˝lovljenje˝ ničelne točke na tistih obdelovancih na katerih
izvajamo dodelave in nimamo ustrezne konstrukcijske dokumentacije Prav tako jo
uporabljamo za razne napise ipd
Operacija Along curve passes
Gre za obdelavo po krivulji kjer lahko obdelujemo s korekcijo Tak način se koristi za
rezkanje sedežev s tolerančno mero kjer je potrebno več prehodov po isti poti da
Univerza v Mariboru ndash Fakulteta za strojništvo Diplomsko delo
- 37 -
pridemo do pravilne dimenzije (tolerančne mere) Ponavadi s to obdelavo obdelujemo
okvirje vložkov in tolerančne sedeže
510 Določevanje obdelovalnih operacij z UGS NX4
Kreiranje operacij za 2D-programiranje Create operation
Izberemo peto ikono v zgornji orodni vrstici (Create operation) tako določimo v oknu
ki se nam odpre način obdelave (Subtype operacijo) S klikom na puščice izberemo
prej vnesene podatke (ime programa geometrijo ndash workpiece orodje metodo
rezkanja vpišemo ime oziroma naziv operacije) Naziv operacije naj bo razumljiv
tako da že iz njega razberemo kaj operacija pomeni V 2D-operacije lahko izbiramo
naslednje obdelave
Obdelava Face milling area
Uporabljamo jo za poravnavo ravnih ploskev ko moramo npr poravnati jekleno
ploščo
Obdelava Face milling
Uporaba te obdelave nam omogoča rezkanje ravnin otokov
Obdelava Face milling manual
Ta obdelava je skoraj enaka kot prejšnji dve vendar ima dodatno možnost da lahko
izbiramo način poti orodja
Obdelava Planar mill
Z njo lahko s pomočjo 2D-funkcije naredimo stopničaste stene ali poševne stene v
uporabi za grobo obdelavo
Univerza v Mariboru ndash Fakulteta za strojništvo Diplomsko delo
- 38 -
Obdelava Planar profile
Omenjena obdelava nam je v pomoč da lahko s hitro funkcijo rezkamo po določeni
2D-obliki ali po določenem profilu
Obdelava Rough follow
Za izdelavo različnih utorov se večinoma poslužujemo te obdelave saj nam z
enakomernim čiščenjem dna rezkane površine naredi zadovoljivo kvaliteto površine
Obdelava Rough zigzag
To je obdelava s katero moramo na obdelovancu doseči pravilno hrapavost površine s
posebnimi potmi orodja ndash neprekinjen rez
Obdelava Rough zig
S to obdelavo moramo na obdelovancu doseči pravilno hrapavost površine s
posebnimi potmi orodja ndash prekinjen rez v eni smeri
Obdelava Cleanup corners
Kadar želimo počistiti vogale iz predhodne obdelave ki imajo radius R5 mi pa
potrebujemo radius R1 uporabimo to obdelavo
Obdelava Finish walls
Za dokončno oblikovanje stene uporabimo to obdelavo saj nam omogoča da je stena
obdelovanca kvalitetno obdelana
Obdelava Finish floor
Takšna obdelava je primerna za končno obdelavo ravnih površin
Za izbrano operacijo moramo v oknu operacije nastaviti še CONTROL POINTS
(nastavitev točke začetka obdelave) če nam po DEFAULTU ne ustreza Z izbiro metode
premikanja orodja (Method in Automatic) nastavimo pod kakšnimi pogoji naj se le-to
premika Pri funkciji nastavitve rezalnih parametrov CUTTING so nastavitve od operacije do
operacije različne in se spreminjajo za vsako metodo posebej zato moramo zelo dobro
Univerza v Mariboru ndash Fakulteta za strojništvo Diplomsko delo
- 39 -
poznati funkcije obdelav Za nastavitev obdelave v vogalih uporabimo funkcijo CORNER
Določiti moramo tudi ravnino na katero se mora orodje dvigovati za hitre gibe Nastavitev
pomikov opravimo s funkcijo FEED-RATES s funkcijo MACHINE pa opravimo nastavitve
stroja orodja kompenzacije te nastavitve so za vse operacije enake
511 Analiza rezalnih poti DEPOCAM 6
Preračun ostankov obdelave od predhodnega rezilnega orodja
Strategija obdelave je takšna da navadno obdelujemo od večjega orodja k manjšemu Seveda
pa je potrebno vedno med eno in drugo obdelavo preračunati ostanke obdelave od
predhodnega orodja V ta namen poznamo dve funkciji in sicer Detect theoretical rest areas
in Detect rest areas V obeh primerih gre za isto stvar razlika je samo kdaj uporabiti prvo in
kdaj drugo Detect theoretical rest areas uporabimo če preračunavamo ostanke na
obdelovancih kateri so bili predhodno že narejeni na njih pa potrebujemo samo modifikacije
(spremembe) Primer Po nekem teoretičnem modelu se izdela vlečni vložek Sledi preizkus v
stiskalnici kjer se ugotovi da je potrebno npr povečati vlečne radiuse iz R3 v R5 V takem
primeru se preračuna samo teoretični ostanek od prehodnega orodja
Merjenje in analiziranje modelov
Zaželeno je da si pred pričetkom programiranja vzamemo nekaj trenutkov za analizo in
merjenje modela saj nam bo to v veliko pomoč pred definiranjem strategije obdelave
Merjenje radiusov poteka tako da najprej vklopimo žični model potrdimo funkcijo merjenja
radiusa in s klikom na radius izmerimo velikost le-tega Ostalo merjenje dolžinskih mer pa
naredimo tako da s kurzorjem dotaknemo željeno mesto na modelu v spodnji vrstici
programske maske pa se nam izpisujejo koordinate v prostoru (x y in z) Prav tako lahko
merimo poljubne dolžine tako da se s kurzorjem postavimo na poljuben rob pritisnemo ctrl +
desna tipka na miški in vlečemo miško Ob kurzorju se nam vleče puščica z mero
Najenostavneje se kolizije rešimo na ta način da si ob definiranju rezilnega orodja ob vnosu
osnovnih parametrov (premera in dolžine) vrišemo še držalo orodja katerega nam program ob
Univerza v Mariboru ndash Fakulteta za strojništvo Diplomsko delo
- 40 -
preračunavanju sekvenc tudi upošteva Če pravilno vrišemo orodje in držalo praviloma do
trka ne more priti
Urejevanje poti obdelovanja
Ko preračunamo sekvence se nam prikažejo poti obdelave katere je mogoče pred
povezovanjem (linkanjem) tudi brisati Ta dobrodošla funkcija nam omogoča brisanje tistih
poti za katere vemo da jih ne potrebujemo in da nam bodo podaljšale čas izdelave To
storimo na sledeči način
model s preračunanimi potmi postavimo v tisti položaj v katerem bomo
ustrezno brisali dele poti
izdelamo ročno mejo (Boundaries) v tistem pogledu v katerem želimo rezati
poti
potrdimo mejo in preračunano sekvenco pritisnemo desno tipko na miški in
povemo ali hočemo brisati poti znotraj meje ki smo jo narisali ali izven nje
sledi še povezovanje (linkanje) editiranih poti
512 Analiza rezalnih poti UGS NX4
V vsakem oknu za kreiranje operacij imamo spodaj funkcijo TOOL PATH Z njo nastavljamo
barve črte poti orodja pri prikazu na zaslonu in verifikaciji poti Po nastavitvah vseh
parametrov s klikom na ikono sprožimo izračun poti orodja Verifikacijo narejene poti lahko
izbiramo na več načinov najboljši je tisti ko nam simulacija prikaže ostanke obdelave Če je
pot orodja pravilno izbrana se v navigatorju pod PATH prikaže zelena kljukica ki pomeni da
je pot orodja pravilno izračunana
Merjenje in analiziranje modelov
V orodni vrstici imamo ikono kot prikaz slike merila Tako merimo vse funkcije kot so
razdalje premeri radiusi kotnost centričnost in sicer se postavimo na željeno pozicijo
krajišča stečišča polmera točke
Univerza v Mariboru ndash Fakulteta za strojništvo Diplomsko delo
- 41 -
513 Primerjava z vidika programiranja
Danes nam veliki CADCAM-sistemi (Catia Unigraphics ProE hellip) ponujajo CAM-sisteme
za katere zatrjujejo da so najboljši Najpogosteje se uporabniki srečajo z velikim sistemom
šele na začetnih izobraževanjih vodenih s strani programskih hiš ki ponujajo predvsem
teoretično uporabo sekvenc Ko gremo s tem znanjem v praktično uporabo (na stroju)
pogosto ugotovimo da moramo v ponujenih menijih vse preveč nastavljati obrobne
parametre ki pa so v programu DEPOCAM 6 že nastavljeni na optimalne vrednosti v UGS
NX4 pa te možnosti ni To je razlog da so začetne obdelave na stroju navadno prava
polomija Pri programu DEPOCAM 6 so že v začetni fazi vsi parametri nastavljeni na
optimum tako so gibi orodij bolj prilagojeni naši obdelavi s čimer dosežemo manjšo izgubo
časa in manjšo obrabo orodja
514 Praktični primer ndash čas obdelave narejene z DEPOCAM 6 in UGS NX4
Za praktičen primer bomo vzeli segment narisanega 3D-orodja in ga primerjali s programoma
DEPOCAM 6 in UGS NX4 Obdelava obdelovanca orodja bo potekala s postopkom čelnega
frezanja s 3-osnim CNC-strojem Kakšen stroj bomo uporabljali nastavimo v meniju pri
programu UGS NX4 DEPOCAM 6 Da bodo parametri primerjave enakovredni oz realni
bomo vzeli enake parametre obdelave frezanja
V naslednjih korakih bomo primerjali samo funkcije za programiranje časovne izdelave
simulacije obdelave v tem primeru v 2D in 3D ter primerjali potrebne funkcije da bomo
prišli do končnega rezultata kako dolgo bomo izdelek delali na CNC-stroju (časovni
parameter)
Univerza v Mariboru ndash Fakulteta za strojništvo Diplomsko delo
- 42 -
Časovna primerjava 2D-simulacije
Pri enakih parametrih izdelujemo luknje v 2D z orodjem 20R2 Če primerjamo čase
simulacije obdelave programov DEPOCAM 6 ter UGS NX4 ugotovimo da traja izdelava z
UGS NX4 3978 časa več kot z DEPOCAM 6 (slika 53 slika 54) Ob uporabi
dvojedrnega procesorja in delovnega pomnilnika 2 Gb opravimo delo s programom
DEPOCAM 6 v eni uri in 43 minutah s programom UGS NX4 pa šele v treh urah in 27
minutah
Slika 53 Prikaz primera primerjave programa 2D v DEPOCAM 6
Univerza v Mariboru ndash Fakulteta za strojništvo Diplomsko delo
- 43 -
Slika 54 Prikaz poti orodja pri 2D v UGS NX4
Časovna primerjava 3D-simulacije
Pri enakih parametrih opravimo grobo frezanje v 3D z orodjem 52R3 Če primerjamo čase
simulacije obdelave programov DEPOCAM 6 ter UGS NX4 ugotovimo da traja izdelava z
UGS NX4 4566 časa več kot z DEPOCAM 6 Ob uporabi dvojedrnega procesorja in
delovnega pomnilnika 2 Gb opravimo delo s programom DEPOCAM 6 v 14 urah in 43
minutah s programom UGS NX4 pa šele v 31 urah in 13 minutah (slika 55 slika 56 slika)
Univerza v Mariboru ndash Fakulteta za strojništvo Diplomsko delo
- 44 -
Slika 55 Prikaz 3D-programa ndash groba obdelava v DEPOCAM 6
Slika 56 Prikaz 3D-programa ndash groba obdelava v UGS NX4
Univerza v Mariboru ndash Fakulteta za strojništvo Diplomsko delo
- 45 -
6 PRIMERJAVA PROGRAMOV Z VIDIKA UPORABNIKA
61 Kriteriji primerjave
Na sliki 61 smo zbrali najpomembnejše kriterije (lastnosti) za primerjavo med programoma
PROGRAM LASTNOSTI
DEPOCAM 6 UGS NX4
Popolnost funkcij enostavna uporaba z že vpisanimi parametri
preveliko število funkcij (nepopolno dodelane)
Uporabniška prijaznost lepo pregledano nasičenost z ikonamifunkcijami
Časovna zahtevnost enostavno učenje za 3-osne stroje
zelo kompleksen program za katerega potrebujemo vsaj
osnovno šolanje
Kakovost programa hitro delovanje z zelo redkimi napakami pri izračunih poti
orodja
pogoste napake pri izračunu poti orodja ter dolg čas
izračuna
Razširljivost dokup dodatnih funkcij za 3+2-osno programiranje
dokup paketov CAM CAD CAE
Odprtost programa zaradi enostavnosti zelo odprt zapleten delno odprt odprt z vidika nadgradnje
Finančni vložek približno 12000 euro približno 5640 euro
Možnosti dogradnjepostprocesorjev za
krmilje CNC-strojev
zajema 20 postprocesorjev+nadgradnja
(Heidenhain 530i)
zajema 100 postprocesorjev+nadgradnja
(Heidenhain 530i)
Arhiv orodij možnost arhiviranja parametrov orodij
nima možnosti arhiviranja parametrov orodij
Čas izdelave izračuna poti orodja
hitra počasna
Čas izobraževanja 40 ur 4 x 40 ur
Slika 61 Prikaz primerjave nekaterih pomembnih lastnosti programov
Univerza v Mariboru ndash Fakulteta za strojništvo Diplomsko delo
- 46 -
Popolnost funkcij se v obeh programih odraža v različnih smereh ndash DEPOCAM 6 s svojo
enostavnostjo ne preobremeni uporabnika Funkcije so tudi grafično zelo nazorno prikazane
in enostavne za uporabo saj je potrebno vpisati le malo parametrov Moteče pa je lahko to da
se nam vsakič ko spremenimo kakšen parameter ustvari kopija le-tega npr če prestavimo
koordinatni sistem se nam kopira 3D-model Če nismo pozorni in ne izbrišemo predhodnega
lahko programiramo model v napačnem koordinatnem sistemu
Pri UGS NX4 pa imamo na voljo ogromno število funkcij ki so grafično zelo
izpopolnjene vendar moramo vse parametre vsakič ponovno vpisati Pojavljajo se tudi napake
funkcij ko moramo nprza potrditev klikniti BACK namesto običajnega OK (funkcija
transform - kopiranje) Takšne sicer malenkosti pa lahko imajo velik začetni vpliv na
uporabnika saj smo z nepopolnostjo funkcij v položaju zmedenosti Ima pa ta program to
dobro lastnost da je ob vsaki funkciji slikovna obrazložitev vpisanega parametra
Uporabniška prijaznost je poudarjena v programu DEPOCAM 6 kjer imamo manjše
število funkcij v zelo lepem preglednem načinu orodnih vrstic Manjka mogoče samo to da
bi se ob izbiri obdelave pojavili slikovni prikazi kaj katera funkcija pomeni Vsekakor lahko s
tem programom hitro določimo operacijo obdelave z majhnim številom vpisov parametrov v
njihova polja saj so ob nakup paketa že vpisani najbolj idealni parametri
Pri programu UGS NX4 pa uporabnika z izdelavo grafike ikon presenetita videz in nazorni
prikaz slik raznih obdelav moteče pa je nenehno vpisovanje parametrov v veliko število polj
za določevanje rezalnih orodnih parametrov Preveč funkcij povzroči zmedenost uporabnika
sploh zato ker nekaterih sploh ne uporabljamo
Časovna zahtevnost je manjša pri DEPOCAM 6 saj je program hitro učeč in sicer na 40-
urnem tečaju organiziranem pri zastopniku programske opreme
UGS NX4 pa zahteva zaradi svoje obširnosti precej več časa za učenje programiranja
CNC-strojev predviden je začetni tečaj 4 x 40 ur ki ga organizira zastopnik v Sloveniji
Odprtost programa si DEPOCAM 6 ustvarja s preprosto uporabo vendar je glede
nadgradnje z vidika funkcij nekoliko zaprt ampak moramo razumeti da gre za specifični
program
UGS NX4 pa je delno odprt zaradi svoje zapletenosti je pa zelo odprt za nadgradnjo z
drugimi programskimi paketi
Univerza v Mariboru ndash Fakulteta za strojništvo Diplomsko delo
- 47 -
Finančni vložek ob nakup predstavlja veliko breme za podjetje še posebej če to ni veliko
Tako stane osnovni paket DEPOCAM 6 približno 12000 euro UGS NX4 pa je cenejši in stane
približno 5640 euro
Možnosti dogradnje postprocesorjev za krmilje CNC-strojev imata oba programa pri
čemer upoštevamo da ima DEPOCAM 6 v osnovi 20 postprocesorjev in možnost nadgradnje
s plačilom UGS NX4 pa ima v osnovnem paketu 100 postprocesorjev in možnost nadgradnje
v željen postprocesor
Arhiv orodij ima DEPOCAM 6 in sicer z vpisanimi vsemi parametri (radij dolžina orodja
premer radij konice orodja itd) UGS NX4 pa takšnega arhiva orodij nima
Čas izdelave izračuna poti orodja je pri DEPOCAM 6 kratek še posebej pri 3D-
programiranju UGS NX4 pa ima do 50 daljši čas izračuna poti orodja v primerjavi z
DEPOCAM 6
Čas izobraževanja je pri DEPOCAM 6 zaradi večje prijaznosti do uporabnika krajši (40-urni
tečaj) medtem ko UGS NX4 zaradi obsežnosti od uporabnika zahteva več časa za osvojitev
osnovnih znanj programiranja (4 x 40-urni tečaj) in nadgradnje znanja (3 x 40-urni tečaj)
62 Ugotovitve
S praktičnim primerom in z opisom nekaj osnovnih funkcij smo primerjali dva programa za
CNC-programiranje CNC-strojev z ugotovitvijo da se med seboj precej razlikujeta že v
samem delovnem okolju in vse do programiranja z različnimi funkcijami
DEPOCAM 6 je precej primernejši za podjetja ki izdelujejo orodja v obratih z več CNC-
stroji kot pa za majhno podjetje z enim ali dvema strojema saj je finančni vložek 52 večji
kot pri programu UGS NX4 S tega vidika je UGS NX4 veliko boljši za majhna podjetja
prototipne oddelke kjer nimamo oddelka konstrukcije S takšnim paketom lahko narišemo
sprogramiramo analiziramo obdelovanec z manjšim finančnim vložkom ndash vse naredimo z
enim programom CAD CAM V zakup seveda jemljemo določene pomanjkljivosti tega
programa kot so čas izdelave programa čas izdelave na CNC-stroju večja obraba orodij
Vsak uporabnik se mora seveda vprašati kakšna bo namembnost programiranja ter koliko
Univerza v Mariboru ndash Fakulteta za strojništvo Diplomsko delo
- 48 -
časa bomo potrebovali za samo izdelavo programa in izdelka kakšna bo obraba orodij zaradi
slabo izračunanih poti orodja ter kolikšni bodo dodatni stroški opreme
Iz povedanega sledi da včasih z nakupom nepravilne (cenejše) programske opreme
izgubimo preveč časa in denarja zato je zelo pomembno preizkusiti in preučiti namembnost
programa ndash za kaj ga bomo uporabljali (orodjarstvo serijska proizvodnja hellip) saj s pravo
odločitvijo olajšamo delo uporabnikom in privarčujemo denar
Univerza v Mariboru ndash Fakulteta za strojništvo Diplomsko delo
- 49 -
7 SKLEP
Danes postaja tehnologija CNC-strojev s hitro rastjo vedno bolj kompleksnih obdelovancev
vse bolj zapletena zato je nujno razvijati različne primere metodologij z vsemi segmenti
ustvarjanja in prenosa informacij
Na podlagi zgodovinskih dejstev vidimo da je prišlo od sredine 50-tih let prejšnjega
stoletja do ogromnega porasta CNC-strojev Sama oblika in prenos NC-podatkov se bosta
morala spremeniti saj v takšni obliki ne zadovoljujeta več natančnosti NC-zapisa Vse
smernice potekajo k povezovanju strojev v sinhronizirana omrežja z vmesniki ki skrbijo da
pri prenosih podatkov ne prihaja do izgube informacij Spremembe se vršijo tudi v nenehni
izboljšavi postprocesorjev ki lahko s svojo zanesljivostjo generirajo podatke o gibanju osi s
pretvorbo v standardni zapis CNC-kode CNC-zapis ima vpliv na samo premikanje osi stroja
in z dobrim zapisom (postprocesiranjem) ki zajema bolj natančne parametre funkcij dobimo
boljšo kvaliteto krivulj z bolj nadzorovanimi delovnimi gibi
Ena takšnih metodologij je STEP-tehnologija ki prinaša nove prijeme pri reševanju
takšnih problemov in pomeni prihodnost nadgradnje sedanje metodologije Seveda pa
predstavlja za podjetja največji strošek programska oprema CNC-programiranja Da izberemo
najboljši programski paket se moramo ravnati po določenih kriterijih s katerimi zadovoljimo
potrebe proizvodnje CNC-strojev
Z opravljeno primerjavo dveh programov za CNC-programiranje (DEPOCAM 6 in UGS
NX4) smo spoznali različnost njunih funkcij delovnega okolja prijaznosti do uporabnika ter
zahtevnosti programske opreme Preizkusili smo tudi kakšna sta časa obdelave pri enakih
rezalnih parametrih Zaključimo lahko da sta programa različna že v samem konceptu
nastanka kjer je DEPOCAM 6 veliko bolj specifičen s svojo enostavnostjo kot programski
paket UGS NX4 Podjetje kot je Depo ponuja celovit paket stroja rezalnih orodij
programske opreme in nudi razvojno usmerjenost pri kateri ob preizkušanju svojih rezalnih
orodij dopolnjujejo programsko opremo z optimalnimi parametri poti in rezalnih sekvenc
parametrov Temu nasproti stoji cenovno zelo ugoden program UGS NX4 ki nam omogoča
popravljanje in modeliranje obdelovanca sta pa časa izdelave programa in izdelave
obdelovanca CNC-programa daljša za približno 40
Univerza v Mariboru ndash Fakulteta za strojništvo Diplomsko delo
- 50 -
S tem diplomskim delom smo želeli med drugim opozoriti da je še kako pomembno
katero programsko opremo bomo kupili kakšna bo namembnost programiranja koliko časa
bomo potrebovali za samo izdelavo programa in izdelka kakšna bo obraba orodij zaradi slabo
izračunanih poti orodja ter kolikšni bodo dodatni stroški ob dokupu opreme Z ozaveščenim
nakupom programskega paketa lahko namreč privarčujemo ogromno denarja in časa podjetju
saj lahko že s preprosto primerjavo programske opreme ugotovimo kateri programski paket je
za naše podjetje najboljši
Univerza v Mariboru ndash Fakulteta za strojništvo Diplomsko delo
- 51 -
8 VIRI
[1] Balič Jože CADCAM postopki univerzitetni učbenik Maribor Fakulteta za
strojništvo 2002
[2] Kraut Bojan Krautov strojniški priročnik 14 slovenska izdaja izdajo pripravila Jože
Puhar Jože Stropnik Ljubljana Littera picta 2003
[3] Ren Zoran Škerget Leopold Hriberšek Matjaž Kuhn Guumlnther (ur) Advanced
computational engineering mechanics proceedings of the 1 Workshop Maribor
Slovenia October 9-112003 Maribor Faculty of Mechanical Engineering 2003
[4] Strojnotehnološki priročnik 7 izdaja Ljubljana Tehniška založba Slovenije 1998
[5] Balič Jože Mikložič Andrej Kovačič Marjan Automatic generation of NC program
V Katalinić B (ur) DAAAM International scientific book 2003 Vienna DAAAM
International 2003
[6] Engineers Toolbox The advanced online resource for engineering calculations and
reference [svetovni splet] Engrasp Inc Dostopno na WWW
httpwwwengineerstoolboxcom [452009]
[7] Breznikar Igor Računalniško podprto programiranje v orodjarni s sistemom Depocam
seminarska naloga Maribor Fakulteta za strojništvo 2008
[8] STEP-NC Hlebanja Gorazd [svetovni splet] Engrasp Inc Dostopno na WWW
wwwsteptoolscomlibrarystepnc [452009]
[9] Seminarska NC-stroji Univerza za strojništvo Maribor [svetovni splet] Engrasp Inc
Dostopno na WWW httpmajauni-mbsisloseminarskeNC-
strojiDodatnoZgodovinski20pregledhtm [652009]
[10] NC-Graphics Wikipedia [svetovni splet] Engrasp Inc Dostopno na WWW
httpenwikipediaorgwikiNC Graphics [852009]
[11] UGS NX Wikipedia [svetovni splet] Engrasp Inc Dostopno na WWW
httpenwikipediaorgwikiUGS_NX [1252009]
Univerza v Mariboru ndash Fakulteta za strojništvo Diplomsko delo
- 52 -
9 PRILOGE
Življenjepis
Osebni podatki
Ime in priimek Primož Koležnik
Datum rojstva 12 12 1978
Državljanstvo Slovensko
Naslov Andraž nad Polzelo 87e 3313 Polzela
12121978 Rojen v Slovenj Gradcu
1998-1999 Zaključena Osnovna šola Radlje ob Dravi
1999 Vpis v Srednjo strojna šola v Mariboru smer strojni tehnik
2001 Prva zaposlitev Gorenje dd in delo v oddelku preoblikovanje pločevine linija
za izdelavo pločevinastih vrat ohišji tovarna hladilne tehnike
2003 Vpis na fakulteto za strojništvo v Mariboru Visoko šolski program smer
proizvodnjo strojništvo izredno
2003 -
2004
Zadolžitev dela tehnika proizvodnje toplotno izoliranje vrat in ohišji v programu
hladilne tehnike
2005 -
2006
Statistični pregled aparatov v programu hladilne tehnike službe zagotavljanje
kakovosti
2006 - Dela v obratni merilnici službe zagotavljanje kakovosti hladilne tehnike
Univerza v Mariboru ndash Fakulteta za strojništvo Diplomsko delo
- 53 -
2007
2007- 2008 Delo v proizvodnji mojster linije za prevzemanje končnih aparatov
2008
2009
Delo v prototipni CNC programiranje in operater na CNC stroju
Delo v Gorenje Orodjarna programer in oparater CNC frezalnih strojev
Prosti čas
Pohodništvo
Kolesarjenje
Obnavljanje starodobnikov
Univerza v Mariboru ndash Fakulteta za strojništvo Diplomsko delo
UNIVERZA V MARIBORU
FAKULTETA ZA STROJNIŠTVO
Primož KOLEŽNIK
Maribor junij 2009
PRIMERJAVA MED PROGRAMOMA DEPOCAM IN UGS NX4 ZA PROGRAMIRANJE CNC-STROJEV
KAZALO vsebine
1 1 UVOD
3 21 Mejniki razvoja NC-tehnologije
9 23 NC-stroji CNC-stroji in DNC-obrati
10 24 Adaptivno krmiljenje (AC)
11 25 Prilagodljivi obdelovalni sistemi (POS)
11 26 Vpliv NC-tehnologij na obdelovalno tehniko
15 3 TREND NA PODROČJU CNC-TEHNOLOGIJE
20 36 Funkcionalnost STEP-tehnologije
21 37 STEP-tehnologija kot nov jezik za CNC-krmilje
21 38 STEP-tehnologija kot problemsko orientirano programiranje
22 4 PRIMERJAVA MED PROGRAMOMA DEPOCAM 6 IN UGS NX4 ZA PROGRAMIRANJE NC-STROJEV
22 41 Pomembnosti programov za programiranje CNC-strojev
23 42 Opis programa za NC-programiranje DEPOCAM 6
24 43 Delovno okolje DEPOCAM 6
25 44 Opis programa za NC-programiranje UGS NX4
28 51 Slikovni prikaz funkcij za programiranje DEPOCAM 6 in UGS NX4
30 53 Postavitev in uvoz modela z DEPOCAM 6
30 54 Postavitev in uvoz modela z UGS NX4
31 55 Priprava površin s programom DEPOCAM 6
33 57 Določevanje varnostnih mej z DEPOCAM 6
34 58 Določevanje varnostnih mej z UGS NX4
35 59 Določevanje obdelovalnih operacij z DEPOCAM 6
37 510 Določevanje obdelovalnih operacij z UGS NX4
40 512 Analiza rezalnih poti UGS NX4
41 513 Primerjava z vidika programiranja
45 6 PRIMERJAVA PROGRAMOV Z VIDIKA UPORABNIKA
49 7 SKLEP
51 8 VIRI
52 9 PRILOGE
KAZALO SLIK
2 Slika 21 Prvi zapis funkcij na luknjast trak
5 Slika 23 Prvi numerično krmiljen obdelovalni stroj
9 Slika 25 Prikaz numeričnega upravljanja računalnika
11 Slika 26 Prikaz povezljivosti CNC-sistema s postprocesorjem
12 Slika 27 Prikaz padanja deleža elektronskih komponent
13 Slika 28 Prikaz naraščanja stroškov programske opreme
14 Slika 29 Deleži numeričnih strojev v proizvodnji
16 Slika 31 Prikaz heterogenega DNC-sistema
17 Slika 32 Prikaz prednosti uporabe STEP-tehnologije
18 Slika 33 Obsežne CMM za preverjanje geometrije komponent
19 Slika 34 Prikaz standardne G-kode v zapisih programov CNC
20 Slika 35 Prikaz pomembnih relacij v tehnologiji STEP-NC
25 Slika 41 Prikaz delovnega okolja DEPOCAM 6
27 Slika 42 Prikaz delovnega okolja UGS NX4
28 Slika 51 Prikaz funkcij za programiranje DEPOCAM 6
29 Slika 52 Prikaz funkcij za programiranje UGS NX4
42 Slika 53 Prikaz primera primerjave programa 2D v DEPOCAM 6
43 Slika 54 Prikaz poti orodja pri 2D v UGS NX4
44 Slika 55 Prikaz 3D-programa ndash groba obdelava v DEPOCAM 6
44 Slika 56 Prikaz 3D-programa ndash groba obdelava v UGS NX4
45 Slika 61 Prikaz primerjave nekaterih pomembnih lastnosti programov
1 UVOD
2 ZGODOVINSKI OPIS RAZVOJA CNC-TEHNOLOGIJE
Slika 21 Prvi zapis funkcij na luknjast trak
21 Mejniki razvoja NC-tehnologije
Slika 22 Prvi računalniki
Slika 23 Prvi numerično krmiljen obdelovalni stroj
1920193019401950196019701980ČAS NASTANKATEHNOLOŠKI NIVO
RAZVOJ CNC PROGRAMIRANJA
UNIVERZALNEPRODUKCIJSKEAVTOMATI
22 Razvoj numerično krmiljenih strojev v Sloveniji
23 NC-stroji CNC-stroji in DNC-obrati
Slika 25 Prikaz numeričnega upravljanja računalnika
24 Adaptivno krmiljenje (AC)
25 Prilagodljivi obdelovalni sistemi (POS)
Slika 26 Prikaz povezljivosti CNC-sistema s postprocesorjem
26 Vpliv NC-tehnologij na obdelovalno tehniko
0204060801001201960196219641966196819701972197419761978198019821984198619881990RELEJNA TEHNIKA IN ELEKTRONSKE CEVITRANZISTORKSA TEHNIKATEHNIKA INTEGRIRANIH VEZIJINEGRACIJA Z MINIRAČUNALNIKI (CNC 1)MIKROPROCESORSKA INEGRACIJA(CNC 2)VLSI TEHNIKA (CNC 3)
Slika 27 Prikaz padanja deleža elektronskih komponent
020406080100196719681969197019711972197319741975197619771978197919801981198219831984
Slika 28 Prikaz naraščanja stroškov programske opreme
27 Prihodnost razvoja
MasovnaSerijskaIndividualnaMaloserijska
Deleži numeričnih strojev v proizvodnji
Slika 29 Deleži numeričnih strojev v proizvodnji
3 TREND NA PODROČJU CNC-TEHNOLOGIJE
31 Predstavitev tehnologije STEP-NC
Slika 31 Prikaz heterogenega DNC-sistema
32 STEP-proizvodnja
33 Informacijski model
Slika 32 Prikaz prednosti uporabe STEP-tehnologije
34 Lastnosti STEP-NC
35 Sedanji problemi
Slika 33 Obsežne CMM za preverjanje geometrije komponent
Slika 34 Prikaz standardne G-kode v zapisih programov CNC
Slika 35 Prikaz pomembnih relacij v tehnologiji STEP-NC
36 Funkcionalnost STEP-tehnologije
37 STEP-tehnologija kot nov jezik za CNC-krmilje
38 STEP-tehnologija kot problemsko orientirano programiranje
4 PRIMERJAVA MED PROGRAMOMA DEPOCAM 6 IN UGS NX4 ZA PROGRAMIRANJE NC-STROJEV
41 Pomembnosti programov za programiranje CNC-strojev
42 Opis programa za NC-programiranje DEPOCAM 6
43 Delovno okolje DEPOCAM 6
Slika 41 Prikaz delovnega okolja DEPOCAM 6
44 Opis programa za NC-programiranje UGS NX4
45 Delovno okolje UGS NX4
Slika 42 Prikaz delovnega okolja UGS NX4
5 PRAKTIČNI PRIMER PROGRAMIRANJA S PROGRAMOMA DEPOCAM 6 IN UGS NX4
51 Slikovni prikaz funkcij za programiranje DEPOCAM 6 in UGS NX4
Slika 51 Prikaz funkcij za programiranje DEPOCAM 6
Slika 52 Prikaz funkcij za programiranje UGS NX4
52 Uvoz modela ndash primerjava
53 Postavitev in uvoz modela z DEPOCAM 6
54 Postavitev in uvoz modela z UGS NX4
55 Priprava površin s programom DEPOCAM 6
56 Priprava površin s programom UGS NX4
57 Določevanje varnostnih mej z DEPOCAM 6
58 Določevanje varnostnih mej z UGS NX4
59 Določevanje obdelovalnih operacij z DEPOCAM 6
510 Določevanje obdelovalnih operacij z UGS NX4
511 Analiza rezalnih poti DEPOCAM 6
512 Analiza rezalnih poti UGS NX4
513 Primerjava z vidika programiranja
514 Praktični primer ndash čas obdelave narejene z DEPOCAM 6 in UGS NX4
Slika 53 Prikaz primera primerjave programa 2D v DEPOCAM 6
Slika 54 Prikaz poti orodja pri 2D v UGS NX4
Slika 55 Prikaz 3D-programa ndash groba obdelava v DEPOCAM 6
Slika 56 Prikaz 3D-programa ndash groba obdelava v UGS NX4
6 PRIMERJAVA PROGRAMOV Z VIDIKA UPORABNIKA
61 Kriteriji primerjave
Na sliki 61 smo zbrali najpomembnejše kriterije (lastnosti) za primerjavo med programoma
Slika 61 Prikaz primerjave nekaterih pomembnih lastnosti programov
62 Ugotovitve
7 SKLEP
8 VIRI
9 PRILOGE
Opravilna vrstica za izbiro varnostnih linij in zaznavo površin hellip13
13
Opravilna vrstica za izbiro obdelovalnih operacij13
13
Opravilna vrstica za izbiro različnih pogledov modela13
13
Osnovna opravilna vrstica - zavesni meni13
13
Stroju specifični program komponente s podatki o gibanju osi ki ga generira postprocesor13
Dobavitelj specifične razrešitve originalnega standarda13
Samo primitivni gibalni in priklopni ukazi 13
Ni standardiziranega podatkovnega formata za procesiranje krivulj in softiciranih NC-tehnologij13
13
N05 G5413
N10 G00 Z1000013
N15 G91 G0 Z20013
N20 T5 D1 WW13
N30 G90 M513
N35 G00 X0000 Y-150000 N40 G00 Z500013
N45 M0813
N50 S318300013
N55 M0313
N60 F147700013
N65 G00 X60000 Y-150000 N70 G00 Z500013
N75 G00 X60000 Y-150000 N80 G01 Z-050013
13
13
Idealen za papirni trak13
13
STEP-NC nadomešča G-kodo z bogatim integriranim podatkovnim formatom13
13
Navigator ˝prikaz modela in vseh operacij˝13
13
Prikaz procesiranja programa - proces Manager13
13
Ustvarjanje programa orodja geometrije operacije metode13
13
Osnovna opravilna vrstica -zavesni meni13
13
Postavitev koordinatnega sistema13
13
Navigator ˝hitri dostop do operacij in pregled˝13
13
Navigator ˝prikaz modela in vseh operacij˝ s katerimi opravljamo vse pomembne funkcije13
13
Funkcije za določevanje varnostnih mej13
13
Pregled postprocesiranja operacij13
13
Pregled postprocesiranja operacij in simulacija rezalnih poti 2D 3D13
13
Nastavitev vseh parametrov odrezavanja13
13
Navigator operacij vklop označevanje in postprocesiranje operacij13
13
Določevanje obdelovalnih površin in varnostnih mej13
13
13
13
13
13
13
13
13
13
13
STROŠKI STROJNE OPREME13
13
STROŠKI PROGRAMSKE OPREME13
13
13
13
Univerza v Mariboru ndash Fakulteta za strojništvo Diplomsko delo
- VI -
5 PRAKTIČNI PRIMER PROGRAMIRANJA S PROGRAMOMA DEPOCAM 6
IN UGS NX4 28
51 Slikovni prikaz funkcij za programiranje DEPOCAM 6 in UGS NX428
52 Uvoz modela ndash primerjava 29
53 Postavitev in uvoz modela z DEPOCAM 630
54 Postavitev in uvoz modela z UGS NX4 30
55 Priprava površin s programom DEPOCAM 6 31
56 Priprava površin s programom UGS NX4 32
57 Določevanje varnostnih mej z DEPOCAM 6 33
58 Določevanje varnostnih mej z UGS NX434
59 Določevanje obdelovalnih operacij z DEPOCAM 6 35
510 Določevanje obdelovalnih operacij z UGS NX4 37
511 Analiza rezalnih poti DEPOCAM 6 39
512 Analiza rezalnih poti UGS NX4 40
513 Primerjava z vidika programiranja 41
514 Praktični primer ndash čas obdelave narejene z DEPOCAM 6 in UGS NX4 41
6 PRIMERJAVA PROGRAMOV Z VIDIKA UPORABNIKA45
61 Kriteriji primerjave 45
62 Ugotovitve 47
7 SKLEP 49
8 VIRI51
9 PRILOGE 52
Univerza v Mariboru ndash Fakulteta za strojništvo Diplomsko delo
- VII -
KAZALO SLIK
Slika 21 Prvi zapis funkcij na luknjast trak2Slika 22 Prvi računalniki 3Slika 23 Prvi numerično krmiljen obdelovalni stroj5Slika 25 Prikaz numeričnega upravljanja računalnika 9Slika 26 Prikaz povezljivosti CNC-sistema s postprocesorjem11Slika 27 Prikaz padanja deleža elektronskih komponent12Slika 28 Prikaz naraščanja stroškov programske opreme 13Slika 29 Deleži numeričnih strojev v proizvodnji14Slika 31 Prikaz heterogenega DNC-sistema 16Slika 32 Prikaz prednosti uporabe STEP-tehnologije 17Slika 33 Obsežne CMM za preverjanje geometrije komponent 18Slika 34 Prikaz standardne G-kode v zapisih programov CNC 19Slika 35 Prikaz pomembnih relacij v tehnologiji STEP-NC 20Slika 41 Prikaz delovnega okolja DEPOCAM 625Slika 42 Prikaz delovnega okolja UGS NX4 27Slika 51 Prikaz funkcij za programiranje DEPOCAM 628Slika 52 Prikaz funkcij za programiranje UGS NX4 29Slika 53 Prikaz primera primerjave programa 2D v DEPOCAM 6 42Slika 54 Prikaz poti orodja pri 2D v UGS NX443Slika 55 Prikaz 3D-programa ndash groba obdelava v DEPOCAM 6 44Slika 56 Prikaz 3D-programa ndash groba obdelava v UGS NX4 44Slika 61 Prikaz primerjave nekaterih pomembnih lastnosti programov 45
Univerza v Mariboru ndash Fakulteta za strojništvo Diplomsko delo
- VIII -
UPORABLJENE KRATICE
AAM (Application Activity Model) Model področja
aktivnosti
AIC (Application Interpreted Constructs) Deljivi resursi
AIM (Application Interpreted Model) Aplikacijski
interpretirani model
AP (Applicatin Protocol) Aplikacijski protokol
API (Application Programming Interface) Aplikacijski programski
˝interfejs˝
CAD (Computer Aided Design) Računalniško podprte
oblikovanje
CAE (Computer Aided Engineering) Računalniško podprte
tehnične analize
CAM (Computer Aided Manufacturing) Računalniško podprta
proizvodnja
CAPP (Computer Aided Process Planning) Računalniško podprto
načrtovanje procesa
CNC (Computer Numerical Control) Računalniško numerično
krmilje
NC (Numerical Control) Numerično krmiljenje
DNC (Direct Numerical Control) Neposredno numerično
krmiljenje
ADNC (Application Direct Numerical Control) Aplikacijsko neposredno
numerično krmilje
Univerza v Mariboru ndash Fakulteta za strojništvo Diplomsko delo
- IX -
CAID (Centre of Applied Industrial Design) Center za dizajn
PMI (Product and Manufacturing Information) Produktni in proizvodni
podatki
PDM (Pruduct Data Management) Upravljanje s podatki v
proizvodnji
PLM (Product Lifecycle Management) Računalniško podprt
sistem za spremljanje
razvojnega cikla izdelka
IGES (Initial Graphics Exchange Standard) Standard za razumevanje
proizvodnje
ISO (International Organization for
Standardization)
Mednarodna
organizacija za
standardizacijo
STEP-NC (STEP Numeric Control) Razširjeni STEP
standard za NC-stroje
STEP (Standard for the Exchange of Product Model
Data)
Standard za razumevanje
podatkov proizvodnje
Univerza v Mariboru ndash Fakulteta za strojništvo Diplomsko delo
- 1 -
1 UVOD
V začetku diplomskega dela bomo predstavili zgodovino nastanka CNC-tehnologije in
prihodnost nekaterih metodologij zapisa CNC-programa s STEP-tehnologijo Na to bomo
izvedli primerjavo med programoma za CNC-programiranje strojev DEPOCAM 6 in UGS
NX4 ter primerjali nekatere osnovne funkcije obdelav s programoma Izvedli bomo tudi
primerjavo časa izdelave obdelovanca v programskem okolju Za to primerjavo bomo vnašali
v oba programa enake parametre odrezavanja pomike enako število obratov parametre
orodja in ugotavljali kakšen je čas operacij 2D in 3D med programoma Vršili bomo
primerjavo med programoma z vidika
finančnega vložka
popolnosti funkcij
uporabniške prijaznosti
časovne zahtevnosti
možnosti dogradnje postprocesorjev za krmilje CNC-strojev
arhiviranja orodij
časa izobraževanja
časa izdelave izračunov poti orodja
Za primerjanje programske opreme smo se odločili da bi ugotovili katere so dobre in
slabe strani programov in kako lahko določimo področje uporabe v proizvodnji Z vidika
primerjave je glede CNC-programske opreme napisanega premalo da bi ob nakupu takšne
opreme lahko primerjali lastnosti med programi in opravili najboljšo izbiro Veliko podjetij se
ob nakupu programske opreme odloči napačno ker se izbere programska oprema ki ne
dosega optimalnih rezultatov na strojih v določeni proizvodnji (orodjarstvo serijska
proizvodnja) S takšnimi odločitvami podjetja izgubijo finančna sredstva in tudi
konkurenčnosti proti drugim podjetjim
Univerza v Mariboru ndash Fakulteta za strojništvo Diplomsko delo
- 2 -
2 ZGODOVINSKI OPIS RAZVOJA CNC-TEHNOLOGIJE
Želji po napredku ki je prisotna v slehernem od nas ves čas botrujejo okoliščine ki jo
vzpodbujajo in včasih tudi usmerjajo Tako lahko le za redke izume trdimo da so plod
popolnoma neodvisne ideje V večini primerov so to izsledki temeljnih znanstvenih disciplin
kot sta matematika in fizika Na področju aplikativnih znanosti pa so izumi večinoma
pogojeni z razvojem tehnike in znanosti nasploh To še posebej velja za razvoj obdelovalnih
strojev kjer zgodovino poleg temeljnih znanosti krojijo še mnogi družbeni dejavniki ter
trenutne potrebe trga
Tako je prvi NC-stroj nastal zaradi potreb vojaške industrije ki je potrebovala orodje za
izdelavo vse zahtevnejših letal in letalskih pogonov Seveda bi si ta industrija podobne stroje
želela že prej vendar zanje čas še ni ˝dozorel˝ Pred njimi so morali nastati nekateri izumi in
ideje ki so ustvarili podlago in sprožili željo po izdelavi raquoSistema za neposredno krmiljenje
položaja vreten obdelovalnih strojev preko izhoda računskega strojalaquo kot se je glasil opis
naročila projekta ameriške vojske ki ga je prevzel John Parsons na MIT in ga danes štejemo
za izumitelja NC-stroja
Slika 21 Prvi zapis funkcij na luknjast trak
Univerza v Mariboru ndash Fakulteta za strojništvo Diplomsko delo
- 3 -
21 Mejniki razvoja NC-tehnologije
Idejo o krmiljenju naprav po vnaprej določenem scenariju lahko zasledimo že v 14 stoletju
ko so zvonove krmilili s posebnimi bodičastimi valji in na ta način dobili želeno ˝melodijo˝
ki se je lahko večkrat ponovila Razvoj sistema numerično vodenih obdelovalnih strojev je s
podobnimi izumi v tesni zvezi na njegov nastanek in nezadržni razcvet pa močno vpliva
razvoj elektronike in računalniške tehnike
V nadaljevanju je podanih nekaj ključnih zgodovinskih mejnikov razvoja krmilne tehnike
in numerično krmiljenih strojev
1808 je Joseph M Jacquard uporabil pločevinaste kartice z luknjicami za krmiljenje
tkalskih strojev in tako iznašel prenosljiv nosilec podatkov
1863 je M Fourneaux patentiral avtomatski klavir znan pod imenom Pianola Srce
klavirja je poleg običajnih klavirskih sestavnih delov vsebovalo približno 30 cm širok
papirnat trak z luknjicami (slika 21) skozi katere je stisnjen zrak krmilil mehanično
tipkovnico in igral melodije kodirane na papirnatem traku To metodo so nato
razvijali da je bilo mogoče regulirati tudi zvok jakost ter hitrost igranja kar je
omogočilo precej natančno izvedbo klavirskih skladb
Slika 22 Prvi računalniki
Univerza v Mariboru ndash Fakulteta za strojništvo Diplomsko delo
- 4 -
1938 je Claude E Shannon med pripravo svoje doktorske naloge na Massachusetts
Institute of technology (MIT) prišel do spoznanja da sta avtomatski preračun ter
prenos podatkov mogoča samo v dvojiški obliki in ob uporabi Boolove algebre ter da
so elektronska stikala edine praktično uporabne komponente za ta namen
1946 sta dr John W Mauchly in dr J Presper Eckert izdelala in dobavila ameriški
vojski prvi digitalni računalnik Eniac (slika 22)
1949ndash1952 je John Parsons v okviru MIT po naročilu ameriških letalskih sil razvil
˝Sistem za neposredno krmiljenje položaja vreten obdelovalnih strojev preko izhoda
računskega stroja˝ in kot dokaz o delovanju oblikoval izdelek Parsons je s svojim
projektom podal štiri ključna izhodišča za nadaljnji razvoj ideje o numeričnem
krmiljenju
o izračunana pot orodja se hrani na luknjani kartici
o luknjane kartice se na stroju avtomatično berejo
o kontrolira se gibanje orodja
o na osnovi teh podatkov se opravlja gibanje po koordinatnih poteh s servomotorji
Univerza v Mariboru ndash Fakulteta za strojništvo Diplomsko delo
- 5 -
Slika 23 Prvi numerično krmiljen obdelovalni stroj
1952 je pričel na MIT delovati prvi numerično krmiljeni obdelovalni stroj z imenom
Cincinnati Hydrotel z navpičnim vretenom Krmilje je bilo izvedeno z elektronkami
omogočalo je hkratno premikanje treh osi (3D-linearna interpolacija) in dobivalo
podatke preko dvojiško kodiranih luknjanih trakov (slika 23) S temi stroji je bilo
možno izdelati vedno zahtevnejše integralne dele za potrebe letalske industrije Šlo je
za izdelke ki jih je bilo možno natančno opisati z malo matematičnimi podatki vendar
zelo težko ročno izdelati
1954 odkupi podjetje Bendix Parsonsove patentne pravice in proizvede prvi
industrijsko izdelan NC-stroj prav tako z uporabo elektronk
1957 postavijo ameriške letalske sile (US Air Force) prve NC-rezkalne stroje v svoje
delavnice
Univerza v Mariboru ndash Fakulteta za strojništvo Diplomsko delo
- 6 -
1958 je bil predstavljen prvi programski jezik s simboli imenovan APT in sicer v
povezavi z računalnikom IBM 704 Pomeni začetek strojnega programiranja
1960 predstavijo nemški proizvajalci na sejmu v Hannovru svoje prve NC-stroje Za
numerična krmilja pričnejo v tem letu uporabljati tranzistorska vezja
1963 je bil izdelan prvi specialni NC-stroj
1965 iznajdejo avtomatični izmenjevalnik orodja
1968 postanejo z uporabo IC-tehnike (integralna vezja) krmilja manjša in
zanesljivejša
1969 uporabijo v podjetju SUNDSTRAND Omnicontrol v ZDA prve DNC-naprave
1970 iznajdejo avtomatično menjavo obdelovancev z menjavo transportnih palet
1972 omogočijo prvi NC-stroji s serijsko vgrajenim miniračunalnikom razvoj novi
generaciji zmogljivejših računalniško krmiljenih strojev ki pa so jih kmalu zamenjali
CNC-stroji z mikroprocesorji
1974 je bil izdelan prvi večoperacijski CNC-obdelovalni stroj
1975 iznajdejo avtomatične korekture orodja (povratni hod)
Univerza v Mariboru ndash Fakulteta za strojništvo Diplomsko delo
- 7 -
1976 pričnejo za krmilja CNC-strojev uporabljati mikroprocesorje
1977 iznajdejo avtomatični nadzor življenjske dobe orodja (AC-krmilja)
1978 so zasnovani prvi prilagodljivi proizvodni sistemi (POS)
1980 so programska orodja ki so jih razvili in pričeli integrirati v CNC-stroje
omogočila programiranje neposredno na strojih in sprožila spopade za in proti
krmiljem z ročnim vnosom podatkov CNC-krmilja že vsebujejo podprograme za
pomoč pri izdelavi programov za proizvodnjo
1984 postavijo zelo zmogljivi CNC-stroji podprti s programskimi orodji z grafičnim
prikazom nova merila za programiranje proizvodnje
198687 omogočajo standardni programski in računalniški vmesniki povezavo strojev
v avtomatizirano tovarno na podlagi računalniških mrež (CIM in JIT)
Univerza v Mariboru ndash Fakulteta za strojništvo Diplomsko delo
- 8 -
1920
1930
1940
1950
1960
1970
1980ČA
S N
ASTA
NKA
TEHNOLOŠKI NIVO
RAZVOJ CNC PROGRAMIRANJA
UNIVERZALNE
PRODUKCIJSKE
AVTOMATI
Slika 24 Prikaz razvoja CNC-programiranja
22 Razvoj numerično krmiljenih strojev v Sloveniji
Pri nas so se prvi NC-stroji pojavili okrog leta 1976 in sicer v Železarni Ravne kjer sta bila
proizvajalca Pratt amp Whitney na tedanji Višji tehniški šoli v Mariboru ter na Fakulteti za
strojništvo v Ljubljani pa vrste Cincinnati Milacron Med prve moderno opremljene tovarne
prištevamo še Litostrojevo tovarno viličarjev kjer se je proizvodnja na sodobnih CNC-strojih
začela leta 1979 Na območju nekdanje Jugoslavije so prvi NC-stroj pognali v Prvomajski v
Zagrebu ( prikaz razvoja slika 24)
Naše tovarne se z izdelavo računalniško krmiljenih stružnic in vrtalno-rezkalnih strojev za
obdelavo kovin niso ukvarjale Poleg bogate ponudbe iz tujine so s tovrstnimi stroji tovarne
bivše Jugoslavije opremljali Prvomajska iz Zagreba in še nekateri drugi proizvajalci Med
našimi proizvajalci velja omeniti Iskro ki je izdelala krmilnik CNC-2T Litostroj je izdelal
Univerza v Mariboru ndash Fakulteta za strojništvo Diplomsko delo
- 9 -
več različnih CNC-preoblikovalnih strojev in linij za razrez pločevine v Gorenju so izdelali
robota itd
Precej več je bilo narejenega na razvoju programske opreme za računalniško načrtovanje
izdelovalnega procesa (CAP) kjer beležimo nekaj odmevnih izdelkov s področja
računalniškega programiranja NC-strojev in upravljanja proizvodnih procesov
23 NC-stroji CNC-stroji in DNC-obrati
Prvotni koncept numeričnega krmiljenja (NC) je s pojavom miniračunalnikov še bolj pa s
pojavom mikroračunalnikov prerasel v dosti naprednejši CNC-koncept CNC je okrajšava za
Computerized Numerical Control v bistvu pa pomeni krmilje z vgrajenim računalnikom
Vgrajen računalnik je olajšal upravljanje stroja omogočil izvajanje zahtevnejših računskih
operacij na njem (interpolacije višjega reda) izboljšal pomnilniške kapacitete krmilja
predvsem pa omogočil povezovanje krmilijstrojev v industrijske računalniške mreže (slika
25)
Slika 25 Prikaz numeričnega upravljanja računalnika
Univerza v Mariboru ndash Fakulteta za strojništvo Diplomsko delo
- 10 -
To zadnjo lastnost s pridom uporablja koncept DNC-obrata Kratica pomeni Direct
Numerical Control ali neposredno numerično krmiljenje gre pa za idejo osrednjega
nadzornega računalnika ki upravlja več CNC-strojev ˝Upravljanje˝ je v večini primerov
omejeno na osrednje shranjevanje NC-programov ter prenos le-teh od računalnika do strojev
in nazaj Seveda lahko ima osrednji računalnik tudi bolj zahtevne naloge kot so zbiranje
podatkov o delovanju strojev upravljanje toka materiala in celo upravljanje proizvodnje
Zaradi stalnega padanja cen elektronskih komponent in hitrega razvoja mikroračunalniške
tehnologije najdemo danes NC-stroje le še v arhivih in zgodovinskih učbenikih sicer pa so
moderni numerično krmiljeni stroji izključno CNC-stroji
24 Adaptivno krmiljenje (AC)
Iz jedra osnove numerično krmiljenih strojev ne smemo izpustiti adaptivnega krmiljenja s
katerim skušamo numerično krmiljene stroje avtomatizirati do te mere da bomo med
obratovanjem lahko vplivali na sam proces odrezavanja in s tem tudi na glavni čas obdelave
Vsa do sedaj omenjena avtomatizacija namreč služi le skrajševanju pomožnih in pripravnih
časov ki jih lahko z umno organizacijo in uporabo sistemov za avtomatsko menjavo
obdelovancev tudi izničimo
Adaptivno krmiljeni sistemi pa z avtomatskimi napravami vplivajo na proces odrezavanja
in sicer z namenom skrajševanja glavnega časa obdelave AC-sistemi so torej posebna oblika
krmilja kjer je postopek odrezavanja vključen v regulacijski krog
Postopek odrezavanja je navadno vnaprej predviden in določen z osnovnimi odrezovalnimi
parametri (globina rezanja podajanje rezalna hitrost) ki so izračunani glede na neke
standardne delovne pogoje Ti pogoji pa lahko od dejanskih bistveno odstopajo kar lahko s
tipali zaznamo kot na primer manjšo obremenitev stroja in podobno V tem primeru lahko
parametre spremenimo in tako vplivamo na glavni obdelovalni čas Podobno lahko z
merjenjem odrivne sile na orodju zaznamo obrabljenost orodja in ga pravočasno zamenjamo ndash
še preden proizvedemo izmet Numerično krmiljen stroj opremljen s potrebnimi tipali in
krmiljem ki ta tipala nadzoruje imenujemo adaptivno krmiljen stroj
Univerza v Mariboru ndash Fakulteta za strojništvo Diplomsko delo
- 11 -
25 Prilagodljivi obdelovalni sistemi (POS)
Prilagodljive obdelovalne sisteme (POS) bi lahko imenovali tudi izpopolnjena nadgradnja
DNC-sistema Prilagodljiv obdelovalni sistem je skupek CNC-strojev ki so med sabo fizično
in podatkovno (logično) povezani Za fizično povezavo skrbi transportni oziroma logistični
sistem za podatkovno pa računalniško omrežje in osrednji nadzorni računalnik V takšen
sistem povezujemo stroje z namenom večje avtomatizacije delovnega procesa in s tem
skrajšanja proizvodnih časov POS se od DNC razlikuje predvsem po vlogi nadzornega
računalnika ki tukaj poleg obdelovalnega regulira še logistični sistem (slika 26)
Prilagodljivi obdelovalni sistemi so namenjeni izdelavi tehnološko podobnih delov
omogočajo pa optimizacijo celotnega sistema in s tem hitrejše ter učinkovitejše odpravljanje
motenj v procesu
Slika 26 Prikaz povezljivosti CNC-sistema s postprocesorjem
26 Vpliv NC-tehnologij na obdelovalno tehniko
Z novimi iznajdbami na področju elektronike in elektrotehnike (tranzistor integrirana vezja
hellip) so se na področju izdelave krmilnih naprav za numerično krmiljene strojev odprle številne
nove možnosti V prvi fazi je napredek tekel predvsem v smeri povečanja sposobnosti
krmilnih enot kjer je bil vrhunec dosežen z vgradnjo računalnika v krmilje (slika 27) V
Univerza v Mariboru ndash Fakulteta za strojništvo Diplomsko delo
- 12 -
drugi fazi pa so elektronske komponente začeli vgrajevati tudi v ostale dele stroja da bi s tem
dvignili nivo avtomatizacije ter dodatno skrajšali pripravljalni in nastavni čas Hiter napredek
je omogočilo predvsem hitro padanje cen elektronskih komponent ki so v začetnem obdobju
predstavljale levji delež stroškov izdelave numerično krmiljenega stroja danes pa pomenijo
že manj kot 10 odstotkov vrednosti celotnega stroja ( slika 28)
0
20
40
60
80
100
120
1960
1962
1964
1966
1968
1970
1972
1974
1976
1978
1980
1982
1984
1986
1988
1990
RELEJNA TEHNIKA IN ELEKTRONSKE CEVI
TRANZISTORKSA TEHNIKA
TEHNIKA INTEGRIRANIH VEZIJ
INEGRACIJA Z MINIRAČUNALNIKI (CNC 1)
MIKROPROCESORSKA INEGRACIJA(CNC 2)
VLSI TEHNIKA (CNC 3)
Slika 27 Prikaz padanja deleža elektronskih komponent
Z vključitvijo mikroračunalnika v krmilje stroja so se odprle dodatne možnosti za dvig
avtomatizacije proizvodnje predvsem pa za izdelavo vse zahtevnejših oblik Obenem se
pojavijo tudi težnje da bi večji del programerskih funkcij postavili neposredno na krmilje
stroja K sreči so se te težnje kmalu izgubile saj bi danes to pomenilo da bi stroj vreden
nekaj 100 tisoč evrov namesto svoje ciljne funkcije opravljal delo osebnega računalnika
vrednega nekaj 300 evrov Je pa omenjeni trend pustil pozitivne posledice pri razvoju
konvencionalnih univerzalnih strojev Ti so danes prav tako že opremljeni s krmilji vendar je
postavitev vseh elementov še vedno prirejena človeku ki s strojem dela in ne avtomatskim
strežnim napravam kot je to običaj pri ˝čistih˝ numerično krmiljenih strojih
S pojavom CNC-strojev pa se je zgodila še ena velika sprememba ki je bila posledica
vgrajenega računalnika Pokazala se je namreč potreba po zmogljivejši in vse zahtevnejši
programski opremi Le-ta je kmalu začela predstavljati večji del vrednosti stroja kot pa
Univerza v Mariboru ndash Fakulteta za strojništvo Diplomsko delo
- 13 -
njegove mehanske komponente Oba navedena vzroka neuporabnost stroja če se na njem
izvaja programiranje in stroški programske opreme sta privedla do ločevanja programerskih
funkcij od čistih krmilno-komunikacijskih funkcij krmilja Tako se danes z redkimi
izjemami programiranje strojev izvaja na ločenih grafičnih postajah kjer se s pomočjo
simulacijskih programov izvede tudi preizkušanje NC-programov Od tod pa se preverjeni
NC-programi preko računalniških mrež prenašajo do CNC-strojev
0
20
40
60
80
100
1967
1968
1969
1970
1971
1972
1973
1974
1975
1976
1977
1978
1979
1980
1981
1982
1983
1984
Slika 28 Prikaz naraščanja stroškov programske opreme
27 Prihodnost razvoja
Od prihodnosti na področju razvoja numerično krmiljenih strojev pričakujemo predvsem
večje možnosti povezovanja v računalniška omrežja Te so namreč še vedno odvisne od
standardnih serijskih vmesnikov tipa RS 232 na katere se potem priklapljajo najrazličnejše
zunanje komunikacijske naprave Zaradi omejitev serijske komunikacije je seveda močno
omejena tudi izmenjava podatkov med strojem in nadzornim računalnikom ki bo v prihodnje
nujna zato pričakujemo tudi ukinjanje nekaterih funkcij CNC-krmilja ki sodijo bolj na
STROŠKI PROGRAMSKE OPREME
STROŠKI STROJNE OPREME
Univerza v Mariboru ndash Fakulteta za strojništvo Diplomsko delo
- 14 -
področje grafičnih delovnih postaj Namesto teh bo prišlo do vključevanja omrežnih
protokolov kot sta TCPIP in IPXSPX kar bo omogočilo neposredno povezovanje v
arhitekturo odjemalecstrežnik s čimer se bo pojavila tretja generacija DNC-konceptov
Nenazadnje bo prej ali slej moralo priti do ukinitve trenutnega standarda NC-kodnega zapisa
ki s svojo omejenostjo že predstavlja oviro Pričakujemo lahko pojav novega standarda z
izrazno bogatejšim kodiranjem ali celo pojav poprocesorjev integriranih v krmilja CNC-
strojev
Zelo pomembno za prihodnji razvoj numerično krmiljenih strojev in s tem povezane
tehnologije je nadaljnje upadanje deleža velikoserijske in masovne proizvodnje v
strojegradnji kar je posledica tržnih sprememb Potrebe trga se vedno bolj nagibajo k večji
individualizaciji dobrin kar pomeni prilagajanje posameznih izdelkov posebnim
individualnim potrebam kupca V takšnih razmerah pa sta nujni velika prilagodljivost in
odzivna sposobnost proizvodnega sistema za kar so numerično krmiljeni obdelovalni stroji
vedno bolj prilagojeni (slika 29)
MasovnaSerijska
Individualna
Maloserijska
Deleži numeričnih strojev v proizvodnji
Slika 29 Deleži numeričnih strojev v proizvodnji
Univerza v Mariboru ndash Fakulteta za strojništvo Diplomsko delo
- 15 -
3 TREND NA PODROČJU CNC-TEHNOLOGIJE
STEP-NC se uporablja v proizvodnji frezanja vrtanja struženja konturnega rezanja in je
prihodnost CNC-programiranja Povezovanje sistemov z boljšim ga naredi bolj
interoperabilnega omogoča hitrejše programiranje ter varnejše delo Tako lahko z uporabo
koncepta fleksibilne proizvodnje s tem sistemom prihranimo ogromno denarja
31 Predstavitev tehnologije STEP-NC
V preteklih letih se je ogromno dogajalo v smeri razvoja elektronske tehnologije kot tudi na
področju programske opreme ki sta tesno povezani tehnologiji kateri sta imeli ogromen vpliv
na današnje numerične CNC-stroje in krmilja
Numerični stroji in krmilniki so postali bolj inteligentni fleksibilni z več spomina
oziroma kapacitete ter z veliko boljšo povezavo v skupnem internem omrežju (slika 31) To
vodi v spremembo oblikovanja DNC-sistema ki temelji na prejšnjem DNC-sistemu Z DNC-
sistemom podatkov dobimo bolj primerne sposobnosti shranjevanja ne samo v centralnih
DNC-serverjih ampak tudi v CNC-krmilnikih ali CNC-terminalih Sprememba arhiviranja
pomeni zahtevo DNC-programske opreme naj se spremenijo tako DNC v celoti z vsemi
osnovnimi funkcijami tega sistema kakor tudi distribucija NC-podatkov v obeh smereh do
CNC-stroja Tako naj bi zadovoljili današnje zahteve da dovoljujejo uporabnikom gradnjo
spreminjanje podatkov v odnosu med obdelovancem (3D-zapis) s 3D in drugimi
podatkovnimi programi kot so denimo program za arhiviranje podatkov orodij informacij
risb obdelovanca proizvodnih podatkov strojnih parametrov Vse želje uporabnikov bazirajo
na tem kako povezati vse sisteme preko interneta ter tako pridobiti na večji fleksibilnosti
sistema oziroma proizvodnje Takšni sistemi omogočajo večjo preglednost podatkov s čimer
se samo spreminjanje podatkov ne vrši v spremembi glavnih funkcij le-teh Sedanji problemi
s podatki ki prihajajo na stroj po drugih sistemih kot so enosmerni sistem NC v CNC
povzročajo pri transformiranju izgubo osnovnih podatkov Težavo pa predstavlja tudi
Univerza v Mariboru ndash Fakulteta za strojništvo Diplomsko delo
- 16 -
kasnejše popravljanje podatkov na stroju kar privede v naslednji fazi do izgube le-teh STEP-
tehnologija pa nam omogoča boljšo preglednost ter bolj natančen zapis podatkov
Slika 31 Prikaz heterogenega DNC-sistema
32 STEP-proizvodnja
STEP-proizvodnja temelji na DNC-sistemu z zmožnostjo za shranjevanje v DNC-serverju
in tudi v CNC-terminalu To predstavlja velik izziv za DNC-programsko opremo v
implimentarnih osnovnih funkcijah
Posredovalcu ki temelji na DNC-programski opremi z asistenco (ADNC) je
predlagano kako reševati probleme znotraj samega omrežja ter prenosa podatkov Njegova
naloga je zbirati distribute NC-informacij in jih transformirati oz prenesti varno in seveda
v celotni obliki z vsemi pripadajočimi funkcijami NC-program z zbranimi strojnimi
podatki znotraj omrežja ne izgubi veličinskih funkcij Zato dobiva tehnologija STEP-NC
nove razsežnosti nadaljnjega razvoja v smeri kako s sestavo agentov ki temeljijo na
asistenci (agenti AP s platformo agenta JADE) nadzorovati spremembe transformacij NC-
programov
Univerza v Mariboru ndash Fakulteta za strojništvo Diplomsko delo
- 17 -
33 Informacijski model
STEP integrira več kot deset objektnih modelov s takšno povezljivostjo pa dobimo boljši
informacijski sistem ki zajema inženirsko kolaborativno delo upravljanje oskrbovalne
verige avtomatizacijo tovarne mikro obdelavo Med objektnimi modeli je mnogo
pomembnih relacij (slika 32)
Slika 32 Prikaz prednosti uporabe STEP-tehnologije
34 Lastnosti STEP-NC
Eliminacija 4500+ postprocesorjev
Varnejši bolj prilagodljivi obdelovalni stroji
Out-sourcing kontrole kvalitete
Projicirani prihranki pri procesiranju
Univerza v Mariboru ndash Fakulteta za strojništvo Diplomsko delo
- 18 -
35 Sedanji problemi
Trenutno aktualni proces je neučinkovit
Konstrukcija pošilja nepopolne podatke
Proizvodnja dela popravke a jih ne dokumentira
Končni rezultat je krmilni program ki dela le na enem stroju pri enem dobavitelju
RS274D ISO DIN66025 (G-koda) je stara 50 let
CMM za preverjanje geometrije komponent so obsežne (slika 33)
Slika 33 Obsežne CMM za preverjanje geometrije komponent
V uporabi imamo NC-programiranje z RS274D ki ima v zapisu še vedno G-kodo Ta
nima tako bogatega zapisa integriranih podatkov kot STEP-NC kar prikazuje navedeni
primer - razlike med obema zapisoma (slika 34)
Univerza v Mariboru ndash Fakulteta za strojništvo Diplomsko delo
- 19 -
Slika 34 Prikaz standardne G-kode v zapisih programov CNC
N05 G54
N10 G00 Z10000
N15 G91 G0 Z200
N20 T5 D1 WW
N30 G90 M5
N35 G00 X0000 Y-150000 N40 G00 Z5000
N45 M08
N50 S3183000
N55 M03
N60 F1477000
N65 G00 X60000 Y-150000 N70 G00 Z5000
N75 G00 X60000 Y-150000 N80 G01 Z-0500
Stroju specifični
program komponente s
podatki o gibanju osi
ki ga generira
postprocesor
Dobavitelj specifične
razrešitve originalnega
standarda
Samo primitivni gibalni
in priklopni ukazi
Ni standardiziranega
podatkovnega formata
za procesiranje krivulj
in softiciranih NC-
tehnologij
Idealen za papirni
trak
STEP-NC nadomešča G-kodo z
bogatim integriranim
podatkovnim formatom
Univerza v Mariboru ndash Fakulteta za strojništvo Diplomsko delo
- 20 -
Slika 35 Prikaz pomembnih relacij v tehnologiji STEP-NC
36 Funkcionalnost STEP-tehnologije
Korist in funkcionalnost STEP-tehnologije sta danes na področju boljše kontrole procesov
kjer s pomočjo te tehnologije zajamemo bolj natančno funkcijo zapisa daljic in lokov (TCP-
zapis) K temu spadajo tudi vse tolerirane krivulje ter produkti geometrije obdelovanca s
čimer je izboljšan zapis v STEP-tehnologiji veliko bolj natančen ( slika 35)
Nadaljnje razvijanje STEP-tehnologije v odvisnosti koristi in funkcionalnosti poteka v
smeri boljšega določevanja parametrov značilnosti toleranc značilnosti vrtilnih ciklov ki
spadajo v skupino boljšega monitoringa procesov Naslednja najnovejša skupina STEP-
tehnologije je fleksibilna proizvodnja z boljšim zapisom parametričnih operacij nadzorovanje
delovnih korakov tolerirane površine pogojne operacije Na ta način dobimo na osnovnem
nivoju zgradbe samega krmiljenja procesa tako imenovano pametno krmilje ki je zgrajeno iz
CAM-zapisa z dvosmerno povezavo z zapisovalnikom (DLL) ta pa je v povezavi z AP-238
datotekami (SUBS) in je enosmerno povezan s kontrolo podatkov ter STEP-NC-
simulatorjem vse skupaj pa je v povezavi s krmilnikom HMI do krmilnika gibov Krmilnik
Univerza v Mariboru ndash Fakulteta za strojništvo Diplomsko delo
- 21 -
HMI sestavljata pretvornik (DL) in gibalnik ukazov (TCP) Vse to sestavlja osnovni nivo
konfiguracije katerega smo vstavili v obstoječe CNC-komponente Vstavili smo zapisovalnik
(DLL) in pretvornik (DL) ki omogočata eliminacijo postprocesorjev hitrejšo operaterjevo
potrditev programa ter optimalno kreiranje poti na stroju Če pa krmilnik HMI dopolnimo z
nadzornim (DLL) in CNC-polnilnikom pa dobimo konfiguracijo nadzora procesa Ta nam
dovoljuje verifikacijo pravilnosti operacij krmilnika čase operativnih parametrov indifikacijo
značilnosti operacije orodij za vsak delovni potek
37 STEP-tehnologija kot nov jezik za CNC-krmilje
Za kompleksnejše obdelovance je tehnologija STEP-NC popolna saj gre za nedvoumen
model komponent in procesov Združuje obdelovalne procese potrebe po orodjih geometriji
tolerancah in PDM S CNC-sistemom naredi bolj interoperabilnega omogoča hitrejše
programiranje varnejše delo Tako lahko z uporabo koncepta fleksibilne proizvodnje s tem
sistemom prihranimo ogromno denarja
38 STEP-tehnologija kot problemsko orientirano programiranje
Z datoteko AP-238 opisujemo kaj in tudi kako saj s tem dosežemo da iz surovca
naredimo geometrijo odstranjujemo značilnosti spreminjamo vrstni red z ustreznimi orodji
ki ustrezajo tem zahtevam AP-238 dovoli krmilniku tudi izbiro gibov orodja S tem
nadomestimo prejšnjo obliko zapisa s standardno kodo G ki opisuje samo kako (premakni
orodje na to lokacijo premakni orodje na to lokacijo in tako naprej za tisoč ukazov)
Univerza v Mariboru ndash Fakulteta za strojništvo Diplomsko delo
- 22 -
4 PRIMERJAVA MED PROGRAMOMA DEPOCAM 6 IN UGS
NX4 ZA PROGRAMIRANJE NC-STROJEV
41 Pomembnosti programov za programiranje CNC-strojev
Danes imamo na trgu veliko izbiro programov paketov za CAM-programiranje pri katerih
vsak po svoje odlično služi svojemu namenu naloga uporabnika pa je da ob investiciji pri
nakupu takšnega paketa ve kakšna je njegova namembnost in kaj bo z njim počel da ga bo
lahko optimalno izkoristil tudi v prihodnosti
Paketi CAM-programiranja se danes razlikujejo v detajlih ki jih uporabniki začetniki niti
ne opazijo To pride najbolj do izraza pri jalovih hodih oz poteh ki so generirane pri samem
programiranju in se od programa do programa razlikujejo To so zelo pomembni parametri v
odvisnosti koliko časa bomo porabili za izdelavo izdelka na CNC-stroju z najbolj
optimalnimi potmi s katerimi bomo prihranili pri času izdelave Tukaj ne smemo pozabiti da
tudi sekvence poti vplivajo na čas in obstojnost orodja Orodja in njihova obstojnost pomenijo
velik delež stroškov in če te parametre držimo na optimumu prihranimo na letni ravni
ogromno časa in denarja ter podaljšamo delovanje orodij Lahko bi rekli da so ti parametri
najbolj zaželeni seveda pa ne smemo pozabiti na samo programsko okolje različnih
programov paketov
Nekateri paketi so zelo nazorni pregledni hitro učeči enostavni za uporabo v tem oziru
pa se med seboj tudi precej razlikujejo V različnih panogah kot je denimo orodjarstvo s
svojo kompleksno strukturo z izdelavo preciznih segmentov orodja z različnimi trdotami
(kaljene površine) s postopki obdelave in s svojo unikatnostjo predstavljajo velik izziv za
ponudnike CAM-paketov ter skrbno izbiro le-teh Še tako podobni vgradni strojni vložki se
lahko med sabo zelo razlikujejo po strategiji obdelave Vse to vodi managerje v orodjarnah
da čim bolj združujejo posamezne operacije znotraj organizacijske strukture kot so
detajliranje in izdelava tehnologije posameznih pozicij ali pa programiranje ter posluževanje
Univerza v Mariboru ndash Fakulteta za strojništvo Diplomsko delo
- 23 -
strojev ipd Zato je zelo pomembno da je CAM-programski paket generiran tako da zelo
hitro preračunava posamezne sekvence da ne pride zaradi tega do zastojev na strojih
V nadaljevanju bomo primerjali dva programa za programiranje CNC-strojev in sicer
paketa DEPOCAM 6 in UGS NX 4 ki se že v sami osnovi zelo razlikujeta
42 Opis programa za NC-programiranje DEPOCAM 6
DEPOCAM prihaja iz hiše NC Graphics ustanovljene leta 1993 njegov izumitelj pa je bil
Arthur Flutter leta 1977 v Cambridgeu v Veliki Britaniji S podjetjem Depocam GmbH je
leta 1993 ta program v celoti zaživel na trgu ponudnikov CAM-paketov Združitev v NC
Graphics je bila želja proizvajalca da ponudi svojim kupcem celovit paket od strojev orodij
programskih paketov ki bazirajo na dolgoletnih izkušnjah operaterjev v industriji To
povezovanje proizvajalca s kupcem pa je seveda obrodilo sadove v enostavnosti
programskega okolja ter dobrih optimumih rezalnih parametrov
Program se v praksi ne trži kot samostojna enota ampak v sklopu investicije primernega
orodjarskega stroja ustreznega rezilnega orodja in v racionalni uporabi rezilnega orodja To
seveda ne pomeni da je program kot posamezna komponenta neučinkovit nasprotno pomeni
konkurenčno prednost pred ostalimi ravno zaradi zaključenega paketa
S tem paketom lahko združimo dvoje delovnih mest (programerja in operaterja) v eno in
tako dosežemo
prenos odgovornosti za doseganje planov v podjetju na operaterja programerja saj
ima operater glavno vlogo pri doseganju proizvodnih normativov
dvig splošnega nivoja znanja na vse zaposlene v proizvodnji
15-odstotni dvig produktivnosti in obdelovalno kvaliteto saj imajo vsi zaposleni
vpogled v končni CAD-model na računalniku ob stroju
Univerza v Mariboru ndash Fakulteta za strojništvo Diplomsko delo
- 24 -
43 Delovno okolje DEPOCAM 6
Delovno okolje v programu za CNC-programiranje strojev je program namenjen
programiranju 3-osnih in 3+2-osnih CNC-strojev V delovnem okolju je opaziti da so vse
funkcije programa prikazane v orodnih vrsticah ker pomeni da uporabnik ni preobremenjen z
nešteto prikazanimi funkcijami ki dajejo vtis nepreglednosti in neuporabnih ukazov To je
nazoren primer kako enostaven je po svoji namembnosti uporabniku ki mora spoznati samo
določena pravila (ukazi na miški) in že lahko ustvari enostavne programe za CNC-
programiranje Ikone ali shematsko drevo na levi strani omogočajo vklop modela funkcije
operacije obdelave s tem pa lahko natančno primerjamo med dvema različnima obdelavama
poti orodja
Model uvozimo v obliki ( x_t iges Catia V4 in Catia V5 hellip) nastavimo koordinatni
sistem tako da transformiramo model po ordinatah x y z rotiramo zrcalimo v željeni
položaj za kasnejše vpetje na stroj Ko je model postavljen v pravilno lego v koordinatnem
sistemu (ujemanje s pozicijo koordinatnega sistema stroja) lahko mere po x y z preverimo
tako da se z miško postavimo na željeno površino in v orodni vrstici desno spodaj se nam
prikazujejo vrednosti dolžin x y z koordinat Tako v dveh korakih v delovnem okolju
določimo pozicijo 3D-modela moteče pri tem pa je seveda to da se model kopira med sabo
(levo orodno drevo) kar lahko ob nepazljivosti povzroči kasnejšo zmedo med modeloma če
prejšnjega ne izbrišemo Pri vsaki izbiri obdelave nam ob vnosu orodja ni potrebno vnašati
parametrov kot so premer orodja njegova dolžina ampak iz arhiva v katerega smo vnesli
te parametre samo izberemo željeno orodje z vsemi parametri (slika 41) S tem se izognemo
dolgotrajnemu vpisovanju v menije za določanje parametrov orodja hkrati pa se vodi
evidenca orodij v uporabi
Univerza v Mariboru ndash Fakulteta za strojništvo Diplomsko delo
- 25 -
Slika 41 Prikaz delovnega okolja DEPOCAM 6
44 Opis programa za NC-programiranje UGS NX4
Programski paket UGS NX4 izhaja iz podjetja Siemens kjer se je pred tem imenoval
Unigraphics in ga je leta 1991 razvil Douglas McDonnell Njegov razvoj je temeljil na
združitvi I-DEAS v NX-program ki služi za vzvratno inženirstvo ter oblikovanje v 3D-
oblikah Tako lahko iz CAID-formata ustvarimo CAD CAM-format UGS NX4 se že v
osnovi močno razlikuje od programa DEPOCAM 6 ki je namenski program za
programiranje Področja uporabe sistema UGS NX4 so
zahtevni industrijski ˝desing˝
modeliranje komponent in velikih sklopov
izdelave tehnične dokumentacije
Navigator ˝prikaz modela in vsehoperacij˝
Opravilna vrstica za izbiro varnostnih linij in zaznavo površin hellip
Opravilna
vrstica za izbiro
obdelovalnih
Opravilna vrstica
za izbiro različnih
pogledov modela
Osnovna opravilna vrstica -zavesni meni
Prikaz procesiranja programa -proces Manager
Univerza v Mariboru ndash Fakulteta za strojništvo Diplomsko delo
- 26 -
engineering
zahtevna NC-tehnologija ndash programiranje
uporaba v kemični industriji
Industrijsko oblikovanje predstavljajo CAD CAM CAE izdelava orodij ki se deli v NX
Shepe studio in Imageware
CAD-delovno okolje zajema modeliranje zahtevnih free-form oblik velikih sklopov z
modeliranjem komponent iz pločevine (sheet metel) modeliranje cevovodov električne
povezave izdelave tehnične dokumentacije
CAE obsega različne digitalne analize izdelka z različnimi programskimi paketi NX
Scenario NX Master FEM NX Nastran s katerimi lahko simuliramo določeno stanje raznih
obremenitev toplotno gibanje trdnost ter toplotna stanja
CAM zajema različne programske pakete ndash 2D-programiranje 3D-programiranje 3- in 5-
osno programiranje ter programiranje vseh strojev v orodjarstvu (frezalnih strojev stružnic
žične erozije ) Za uporabnika ima program integrirane PMI-orodne vrstice in dialog ki
predstavljajo veliko število ikon v orodnih vrsticah te pa so slikovno ponazorjene
Program se uporablja v Združenih državah Amerike predvsem v letalski industriji v
Evropi pa ni toliko razširjen Sam program ki je precej obširnejši za CNC-programiranje je v
primerjavi z DEPOCAM 6 vsesplošni in je ustrezna izbira tudi pri 3D-modeliranju
Pomembno je tudi da lahko izdelek z UGS NX4 spreminjamo popravljamo ali celo
skonstruiramo 3D-risbo možnosti za slednje z DEPOCAM 6 nimamo Tu je vidna prva
velika razlika med programoma saj izhaja DEPOCAM 6 iz drugih stališč kot UGS NX4 ki
zajema večjo obdelavo podatkov in je zato za uporabnika precej zahtevnejši z vidika obsega
programa
Univerza v Mariboru ndash Fakulteta za strojništvo Diplomsko delo
- 27 -
45 Delovno okolje UGS NX4
Kot je razvidno se UGS NX4 zelo razlikuje s stališča glavnih gradnikov programa ker
zajema tudi 3D-modeliranje in analiziranje narisanega izdelka Tako se že UGS-delovno
okolje močno razlikuje od specifičnega programa DEPOCAM Vsebuje namreč ogromno
število ikon funkcij ki pa niso povezane samo za CNC-programiranje ampak tudi za 3D-
modeliranje analiziranje (slika 42) Delovno okolje je za uporabnika kompleksnejše zato
potrebuje dodatno izobraževanje da lahko začne z delom po pravilih funkcij programa
Običajno se za takšne zahtevne programe organizira izobraževanje pri podjetju ki program
prodaja in traja približno mesec dni Kljub temu pa kompleksnost delovnega okolja
predstavlja velik izziv za uporabnika saj omogoča program veliko večje število pristopov oz
možnosti kako bomo izbrali obdelave na našem izdelku Po drugi strani pa lahko
nepoznavanje zmožnosti programskega paketa predstavlja tudi problem kajti tako izgubljamo
čas programiranja in same obdelave z napačno obdelavo pa skrajšamo tudi obstojnost orodij
in poslabšamo kvaliteto obdelave
Slika 42 Prikaz delovnega okolja UGS NX4
Ustvarjanje programa orodja geometrije operacije metode
Osnovna opravilna vrstica -zavesni meni
Postavitev koordinatnega sistema
Navigator ˝hitri dostop do operacij in pregled˝
Univerza v Mariboru ndash Fakulteta za strojništvo Diplomsko delo
- 28 -
5 PRAKTIČNI PRIMER PROGRAMIRANJA S
PROGRAMOMA DEPOCAM 6 IN UGS NX4
V tem delu diplomske naloge bomo predstavili nekatere pomembne funkcije za izdelavo
CNC-programa Za primerljivost programov po funkcijah ter specifičnem pomenu ju moramo
najprej vsaj malo opisati (slika 51 slika 52)
51 Slikovni prikaz funkcij za programiranje DEPOCAM 6 in UGS NX4
Slika 51 Prikaz funkcij za programiranje DEPOCAM 6
Navigator ˝prikaz modela in vsehoperacij˝ s katerimi opravljamo vsepomembne funkcije
Funkcije za določevanje varnostnih mej
Pregled postprocesiranja operacij
Univerza v Mariboru ndash Fakulteta za strojništvo Diplomsko delo
- 29 -
Slika 52 Prikaz funkcij za programiranje UGS NX4
52 Uvoz modela ndash primerjava
Omenjena programa se zelo razlikujeta od same postavitve modela v koordinatni sistem do
funkcij operacij ki jih uporabljamo zato je tudi uvoz modela v delovno okolje različen kar
bomo opisali v naslednjem poglavju
Pregled postprocesiranja operacij in simulacija rezalnih poti 2D 3D
Nastavitev vseh parametrov odrezavanja
Navigator operacij vklop označevanje in postprocesiranje operacij
Določevanje obdelovalnih površin in varnostnih mej
Univerza v Mariboru ndash Fakulteta za strojništvo Diplomsko delo
- 30 -
53 Postavitev in uvoz modela z DEPOCAM 6
Model uvozimo v program v obliki formata prt Enostavno odpremo kot vsak drug dokument
v zavesnem meniju (FILE-OPEN) določimo smeri koordinatnega sistema tako da
transformiramo model v željen položaj v samem koordinatnem sistemu Postavimo se na
triangulacijsko površino pogledamo pod lastnosti ali je bila prestavitev uspešna (x y z) ter
izbrišemo v levi orodni vrstici prejšnji model Takšen način se uporablja kadar imamo model
poljubno v prostoru vendar je model vzporeden s koordinatnim sistemom
54 Postavitev in uvoz modela z UGS NX4
Model s končnico prt odpremo v zavesnem meniju (FILE-OPEN) poiščemo mapo v kateri je
shranjen 3D-model in potrdimo V večini primerov se model najprej odpre v funkciji
GETEWAY Iz nje preidemo na funkcijo MANUFACTORING z dvoklikom na levi gumb
miške aktiviramo koordinatni sistem ki ga lahko prestavimo v točko na začetek ali polovico
premice krožnice če pa ga želimo postaviti na polovico pravokotne površine si moramo
dorisati pravokotnik in diagonalo pravokotnika ter prestaviti koordinatni sistem na polovico
diagonale Za surovec s katerim orišemo obdelovanec uporabimo ikono BLOCK izberemo
možnost določitve dveh diagonalnih točk in vpišemo višino Ko smo naredili in pregledali
surovec se je potrebno prestaviti iz funkcije MODELING v MANUFACTORING Pri prvem
odpiranju modela in surovca se pojavi okno MASHINING ENVIRONMENT V njem
potrdimo ikono INITIALIZE Določiti je potrebno tudi ime programa v opravilni vrstici in
sicer aktiviramo okno MANUFACTORING CREAT odpremo prvo ikono CREATE
PROGRAM izberemo skupino in vpišemo ime programa
Univerza v Mariboru ndash Fakulteta za strojništvo Diplomsko delo
- 31 -
55 Priprava površin s programom DEPOCAM 6
V kolikor želimo obdelovati rezilne vložke za orodja za pločevino ali pa gravure za orodja za
plastiko je potrebno površine nekoliko podaljšati da lahko izdelamo oster rob na vložku To
storimo tako da potrdimo model izberemo katero površino želimo podaljšati in potrdimo
ukaz GEOMETRY (Untrim surfaces) Pri obdelavi je zaželeno da imamo čim manj
prekinjenih rezov (izvrtine utori manjši sedeži) Da dobimo boljše obdelovalne pogoje in
daljšo življenjsko dobo rezilnega orodja si pred obdelavo model zakrpamo (funkcija
Externally trim surfaces) To storimo tako da potrdimo model izberemo površino na kateri
zakrpamo luknjo in izberemo ukaz GEOMETRY (Externally trim surfaces)
Paralelno premikanje površin (Offset surfaces)
Da površine navidezno premikamo recimo da moramo celotno obliko obdelovanca
znižati za 05 mm si lahko pomagamo tako da potrdimo model izberemo površino ki
jo želimo premakniti in izberemo ukaz GEOMETRY (Offset surfaces) Vpišemo še
številčno vrednost in sicer kolikšen naj bo premik površine
Izdelava robnih krivulj (Extract P-curves)
Kadar potrebujemo robne krivulje okrog posameznih površin lahko to storimo z
ukazom GEOMETRY (Extract P-curves) Te krivulje lahko izkoristimo za 2D-
rezkanje po konturi v prostoru (Along curve passed)
Izdelava paralelnih površin
Pred pričetkom grobe obdelave orodjarskega vložka je potrebno preučiti ustrezno
strategijo izdelave Kar hitro se nam lahko zgodi da grobo obdelamo kos z ene strani
ko pa ga želimo obdelati s spodnje strani ugotovimo da ga ne moremo več vpeti saj
surovec ni več vzporeden Zato si pred pričetkom grobe obdelave izdelamo najmanj tri
paralelne površine ki nam služijo kot nastavki za obdelavo vložka z zadnje strani To
naredimo tako da model najprej postavimo v pogled TOP ndash z vrha Nato z ukazom
BOUNDARIES (Create new folder) naredimo okvirje oziroma meje Prikličemo ukaz
GEOMETRY (Planar patch) in iz mej nastanejo paralelne površine Na koncu te še
združimo z osnovnim modelom
Univerza v Mariboru ndash Fakulteta za strojništvo Diplomsko delo
- 32 -
Vstavljanje raquoFilletlaquo poljubnih radiusov
Fillet nam omogoča za določeno območje na modelu vstavljanje poljubnih radiusov V
praksi se to uporablja takrat kadar moramo radius na modelu povečati Fillet nam
omogoči da grafično vidimo kako bo model izgledal pred obdelavo Ukaz izvedemo
tako da potrdimo model in določeno območje katerega želimo spremeniti Nato z
ukazom GEOMETRY (Fillet) definiramo velikost radia in dobimo željen rezultat
Zgoraj omenjenih šest prijemov rabe geometrije modelov lahko uporabimo tudi v
medsebojni kombinaciji
56 Priprava površin s programom UGS NX4
Za pripravo površin uporabljamo 3D-ekstrudirani model ki ga narišemo okrog našega
obdelovanca in ga določimo v navigatorju (desna stran menija) WORKPIECE Z dvoklikom
se odpre okno MILL GEOMETRY ki nam omogoča določitev surovca (Part) in obdelovanca
(Blank) Nastavimo lahko material ime premik (offset) surovca Določimo lahko tudi izbor
delov površin ki se jih moramo skozi celotno obdelavo izogibati (strojni primež ) Pri
izboru vsake od teh funkcij moramo biti pozorni da smo pravilno določili obdelovanec in
surovec to pa lahko preverimo na ikoni DISPLAY (prikaži)
Paralelno premikanje površin (Offset surfaces)
Da dosežemo navidezno premikanje površin ki jih želimo obdelati dimenzijsko večje
ali manjše lahko to določimo že v prvi fazi ko definiramo surovec in obdelovanec
(Workpiece) ali pa v meniju kjer izberemo obdelovalni postopek FINAL FLOOR
STOCK (končna površina z dodatkom)
Izdelava robnih črt krivulj
Za omejitev poti orodij si moramo okrog surovca obdelovanca narisati premice
krivulje ki bodo omejile pot orodja med obdelavo V zgornji orodni vrstici imamo
Univerza v Mariboru ndash Fakulteta za strojništvo Diplomsko delo
- 33 -
ikono za risanje premic krivulj krožnic pravokotnikov Z izbiro teh funkcij narišemo
željene meje obdelovalnih površin
Vstavljanje krpanje površin
Če imamo na obdelovancu utor in želimo površino predhodno porezkati na višino ter
doseči da nam pri tem orodje ne bo rezkalo utora lahko zakrpamo površino z ikono
FILLETS v zgornji orodni vrstici
57 Določevanje varnostnih mej z DEPOCAM 6
V tem podpoglavju bomo skušali definirati področja ndash meje (Boundaries) na CAD-modelu
Meje se potrebujejo zato da povedo kje na modelu bomo ali ne bomo obdelovali Obstaja
veliko načinov za definicijo mej
Ročno izdelana meja
Najbolj uporabna je ročno definirana meja Naredimo jo z ukazom BOUNDARIES
(Create new folder)
Vlečenje po modelu
Potrdimo model nato pa se s kurzorjem postavimo na željeno mesto na modelu Z
dvoklikom aktiviramo začetek nato poljubno klikamo po površini mejo pa
zaključimo z enim klikom na začetek Meja je sestavljena iz puščic in kvadratkov Z
naknadnim klikanjem po teh simbolih lahko mejo zožujemo raztegujemo ipd
Kreiranje kvadratnih mej
Kvadratno mejo dobimo tako da potrdimo model pritisnemo ctrl + leva tipka na
miški in narišemo poljubno velik kvadrat Tudi tega lahko kasneje spreminjamo
Kreiranje okroglih mej
Univerza v Mariboru ndash Fakulteta za strojništvo Diplomsko delo
- 34 -
Okroglo mejo dobimo tako da potrdimo model pritisnemo shift + leva tipka na miški
in narišemo poljubno velik krog Tudi krog lahko kasneje spreminjamo
Izdelava uokvirjene meje obdelovanca (Boundaries box)
Ta meja nam pokaže veliko o geometriji obdelovanca hkrati pa nam služi tudi za
postavitev koordinatnega sistema oz ničelne točke
Obrisna meja (Silhouette boundary)
Že sama beseda pove da gre za obris oz mejo posameznih površin na modelu za
katere se pač odločimo da jih bomo obdelovali Postopek je tak da najprej potrdimo
model na modelu označimo površino za katero želimo narediti obris in potrdimo
ukaz SILHOUETTE BOUNDARY Rezultat je obris površine v ravnini x-y na neki
višini
Odkrivanje področij obdelave na horizontalnih površinah modela (Shallow
areas)
Ta funkcija je zelo priročna da odkrijemo področja obdelave ločeno na horizontalnih
in vertikalnih površinah modela To nam omogoča ločeno obdelavo sten in ravnih
površin S takim načinom dela prihranimo predvsem pri stroških rezilnega orodja
(ploščic) ter času obdelave
58 Določevanje varnostnih mej z UGS NX4
Varnostne meje določimo s pomočjo izbire operacij v katerih imamo funkcijo za definiranje
varnostnih mej kot je npr ikona CHECK Vse črte krivulje si moramo narisati vnaprej da jih
lahko kasneje določimo kot varnostne meje Uporablja se tudi funkcija OFFSET CURVE in
sicer označimo željeno krivuljo ter jo prestavimo v izbrano pozicijo Pogosto je v rabi tudi
funkcija TRANSFORM ki jo najdemo v zgornji orodni vrstici (Edit-Transform) Z njo lahko
kopiramo prestavljamo rotiramo premice modele točke
Univerza v Mariboru ndash Fakulteta za strojništvo Diplomsko delo
- 35 -
Obstaja torej več poti kako določiti varnostno mejo postopki se med seboj zelo
razlikujejo vedno pa izberemo najustreznejšo možnost
59 Določevanje obdelovalnih operacij z DEPOCAM 6
Odkrivanje področij obdelave za poljubno rezilno orodje (Cutter contact
areas)
Preden pričnemo z grobo obdelavo kosa lahko prihranimo veliko časa če odkrijemo
točno določeno področje kjer bo orodje obdelovalo To naredimo s funkcijo CUTTER
CONTACT AREAS
Operacija Core roughing passes
V tem primeru gre za grobo obdelavo kjer počistimo material v obliki horizontalnih
presekov od zunaj navznoter Je zelo primerna za obdelavo odprtih pestičev saj začne
za vsak nivo obdelave rezilno orodje obdelovati izven obdelovanca s čimer se
zmanjša obremenitev rezilnih ploščic
Operacija Area clearance passes
Tudi v tem primeru gre za grobo obdelavo pri kateri počistimo material v obliki
horizontalnih presekov Tokrat se rezilno orodje vkopava v surovec v obliki spirale
pri čemer je celoten cikel obdelave nekoliko hitrejši vendar se zaradi večje obrabe
rezalnih ploščic in posledično pogoste menjave le-teh čas obdelave nekoliko podaljša
Operacija Rest roughing
Ta sekvenca je nujno potrebna preden začnemo s polfino obdelavo Pri grobi obdelavi
se pojavijo zelo visoke stopnice med ploskvami (2ndash25 mm) katere bi hitro uničile
kroglična orodja zato jih je potrebno znižati na čim bolj konstanten dodatek po celotni
površini Tako kasneje tudi nimamo težav pri polfini obdelavi
Univerza v Mariboru ndash Fakulteta za strojništvo Diplomsko delo
- 36 -
Gre za rezkanje ostankov po grobi obdelavi Te dobimo tako da najprej potrdimo
eno izmed sekvenc grobe obdelave in aktiviramo ukaz REST ROUGHING Vpišemo
s katerim orodjem bomo izvedli obdelavo ostankov in aktiviramo preračunavanje
Rezultat so poti katere je potrebno še povezati z jalovimi hodi (linkanje)
Operacija Horizontal area passes
V tem primeru gre za fino obdelavo horizontalnih površin predvsem s toričnimi
rezilnimi orodji V praksi je takšna obdelava zelo zaželena z vidika kakovosti in časa
obdelave
Operacija Perpendicular raster passes
Pri tej operaciji gre za fino in polfino obdelavo strmih sten kot so npr obdelave
Raster passes Ta obdelava jim je zelo podobna le da nam ob strmih stenah program
sam preračuna dodatno sekvenco in dodatne poti za lepšo površino
Operacija Radial passes
V tem primeru govorimo o radialni obdelavi ki pride v poštev predvsem pri vlečnih
vložkih da naredimo obdelavo v smeri vleka
Operacija Spiral passes
Gre za obdelavo v obliki spirale ki se uporablja za specifične kose v industriji
(lopatice rotorji hellip)
Operacija Along boundary
To je obdelava pri kateri potuje orodje po robu modela in riše sled glede na
predhodno določeno mejo Ta način se uporablja za zarisovanje sledi na obdelovancih
oz v orodjarstvu tudi za ˝lovljenje˝ ničelne točke na tistih obdelovancih na katerih
izvajamo dodelave in nimamo ustrezne konstrukcijske dokumentacije Prav tako jo
uporabljamo za razne napise ipd
Operacija Along curve passes
Gre za obdelavo po krivulji kjer lahko obdelujemo s korekcijo Tak način se koristi za
rezkanje sedežev s tolerančno mero kjer je potrebno več prehodov po isti poti da
Univerza v Mariboru ndash Fakulteta za strojništvo Diplomsko delo
- 37 -
pridemo do pravilne dimenzije (tolerančne mere) Ponavadi s to obdelavo obdelujemo
okvirje vložkov in tolerančne sedeže
510 Določevanje obdelovalnih operacij z UGS NX4
Kreiranje operacij za 2D-programiranje Create operation
Izberemo peto ikono v zgornji orodni vrstici (Create operation) tako določimo v oknu
ki se nam odpre način obdelave (Subtype operacijo) S klikom na puščice izberemo
prej vnesene podatke (ime programa geometrijo ndash workpiece orodje metodo
rezkanja vpišemo ime oziroma naziv operacije) Naziv operacije naj bo razumljiv
tako da že iz njega razberemo kaj operacija pomeni V 2D-operacije lahko izbiramo
naslednje obdelave
Obdelava Face milling area
Uporabljamo jo za poravnavo ravnih ploskev ko moramo npr poravnati jekleno
ploščo
Obdelava Face milling
Uporaba te obdelave nam omogoča rezkanje ravnin otokov
Obdelava Face milling manual
Ta obdelava je skoraj enaka kot prejšnji dve vendar ima dodatno možnost da lahko
izbiramo način poti orodja
Obdelava Planar mill
Z njo lahko s pomočjo 2D-funkcije naredimo stopničaste stene ali poševne stene v
uporabi za grobo obdelavo
Univerza v Mariboru ndash Fakulteta za strojništvo Diplomsko delo
- 38 -
Obdelava Planar profile
Omenjena obdelava nam je v pomoč da lahko s hitro funkcijo rezkamo po določeni
2D-obliki ali po določenem profilu
Obdelava Rough follow
Za izdelavo različnih utorov se večinoma poslužujemo te obdelave saj nam z
enakomernim čiščenjem dna rezkane površine naredi zadovoljivo kvaliteto površine
Obdelava Rough zigzag
To je obdelava s katero moramo na obdelovancu doseči pravilno hrapavost površine s
posebnimi potmi orodja ndash neprekinjen rez
Obdelava Rough zig
S to obdelavo moramo na obdelovancu doseči pravilno hrapavost površine s
posebnimi potmi orodja ndash prekinjen rez v eni smeri
Obdelava Cleanup corners
Kadar želimo počistiti vogale iz predhodne obdelave ki imajo radius R5 mi pa
potrebujemo radius R1 uporabimo to obdelavo
Obdelava Finish walls
Za dokončno oblikovanje stene uporabimo to obdelavo saj nam omogoča da je stena
obdelovanca kvalitetno obdelana
Obdelava Finish floor
Takšna obdelava je primerna za končno obdelavo ravnih površin
Za izbrano operacijo moramo v oknu operacije nastaviti še CONTROL POINTS
(nastavitev točke začetka obdelave) če nam po DEFAULTU ne ustreza Z izbiro metode
premikanja orodja (Method in Automatic) nastavimo pod kakšnimi pogoji naj se le-to
premika Pri funkciji nastavitve rezalnih parametrov CUTTING so nastavitve od operacije do
operacije različne in se spreminjajo za vsako metodo posebej zato moramo zelo dobro
Univerza v Mariboru ndash Fakulteta za strojništvo Diplomsko delo
- 39 -
poznati funkcije obdelav Za nastavitev obdelave v vogalih uporabimo funkcijo CORNER
Določiti moramo tudi ravnino na katero se mora orodje dvigovati za hitre gibe Nastavitev
pomikov opravimo s funkcijo FEED-RATES s funkcijo MACHINE pa opravimo nastavitve
stroja orodja kompenzacije te nastavitve so za vse operacije enake
511 Analiza rezalnih poti DEPOCAM 6
Preračun ostankov obdelave od predhodnega rezilnega orodja
Strategija obdelave je takšna da navadno obdelujemo od večjega orodja k manjšemu Seveda
pa je potrebno vedno med eno in drugo obdelavo preračunati ostanke obdelave od
predhodnega orodja V ta namen poznamo dve funkciji in sicer Detect theoretical rest areas
in Detect rest areas V obeh primerih gre za isto stvar razlika je samo kdaj uporabiti prvo in
kdaj drugo Detect theoretical rest areas uporabimo če preračunavamo ostanke na
obdelovancih kateri so bili predhodno že narejeni na njih pa potrebujemo samo modifikacije
(spremembe) Primer Po nekem teoretičnem modelu se izdela vlečni vložek Sledi preizkus v
stiskalnici kjer se ugotovi da je potrebno npr povečati vlečne radiuse iz R3 v R5 V takem
primeru se preračuna samo teoretični ostanek od prehodnega orodja
Merjenje in analiziranje modelov
Zaželeno je da si pred pričetkom programiranja vzamemo nekaj trenutkov za analizo in
merjenje modela saj nam bo to v veliko pomoč pred definiranjem strategije obdelave
Merjenje radiusov poteka tako da najprej vklopimo žični model potrdimo funkcijo merjenja
radiusa in s klikom na radius izmerimo velikost le-tega Ostalo merjenje dolžinskih mer pa
naredimo tako da s kurzorjem dotaknemo željeno mesto na modelu v spodnji vrstici
programske maske pa se nam izpisujejo koordinate v prostoru (x y in z) Prav tako lahko
merimo poljubne dolžine tako da se s kurzorjem postavimo na poljuben rob pritisnemo ctrl +
desna tipka na miški in vlečemo miško Ob kurzorju se nam vleče puščica z mero
Najenostavneje se kolizije rešimo na ta način da si ob definiranju rezilnega orodja ob vnosu
osnovnih parametrov (premera in dolžine) vrišemo še držalo orodja katerega nam program ob
Univerza v Mariboru ndash Fakulteta za strojništvo Diplomsko delo
- 40 -
preračunavanju sekvenc tudi upošteva Če pravilno vrišemo orodje in držalo praviloma do
trka ne more priti
Urejevanje poti obdelovanja
Ko preračunamo sekvence se nam prikažejo poti obdelave katere je mogoče pred
povezovanjem (linkanjem) tudi brisati Ta dobrodošla funkcija nam omogoča brisanje tistih
poti za katere vemo da jih ne potrebujemo in da nam bodo podaljšale čas izdelave To
storimo na sledeči način
model s preračunanimi potmi postavimo v tisti položaj v katerem bomo
ustrezno brisali dele poti
izdelamo ročno mejo (Boundaries) v tistem pogledu v katerem želimo rezati
poti
potrdimo mejo in preračunano sekvenco pritisnemo desno tipko na miški in
povemo ali hočemo brisati poti znotraj meje ki smo jo narisali ali izven nje
sledi še povezovanje (linkanje) editiranih poti
512 Analiza rezalnih poti UGS NX4
V vsakem oknu za kreiranje operacij imamo spodaj funkcijo TOOL PATH Z njo nastavljamo
barve črte poti orodja pri prikazu na zaslonu in verifikaciji poti Po nastavitvah vseh
parametrov s klikom na ikono sprožimo izračun poti orodja Verifikacijo narejene poti lahko
izbiramo na več načinov najboljši je tisti ko nam simulacija prikaže ostanke obdelave Če je
pot orodja pravilno izbrana se v navigatorju pod PATH prikaže zelena kljukica ki pomeni da
je pot orodja pravilno izračunana
Merjenje in analiziranje modelov
V orodni vrstici imamo ikono kot prikaz slike merila Tako merimo vse funkcije kot so
razdalje premeri radiusi kotnost centričnost in sicer se postavimo na željeno pozicijo
krajišča stečišča polmera točke
Univerza v Mariboru ndash Fakulteta za strojništvo Diplomsko delo
- 41 -
513 Primerjava z vidika programiranja
Danes nam veliki CADCAM-sistemi (Catia Unigraphics ProE hellip) ponujajo CAM-sisteme
za katere zatrjujejo da so najboljši Najpogosteje se uporabniki srečajo z velikim sistemom
šele na začetnih izobraževanjih vodenih s strani programskih hiš ki ponujajo predvsem
teoretično uporabo sekvenc Ko gremo s tem znanjem v praktično uporabo (na stroju)
pogosto ugotovimo da moramo v ponujenih menijih vse preveč nastavljati obrobne
parametre ki pa so v programu DEPOCAM 6 že nastavljeni na optimalne vrednosti v UGS
NX4 pa te možnosti ni To je razlog da so začetne obdelave na stroju navadno prava
polomija Pri programu DEPOCAM 6 so že v začetni fazi vsi parametri nastavljeni na
optimum tako so gibi orodij bolj prilagojeni naši obdelavi s čimer dosežemo manjšo izgubo
časa in manjšo obrabo orodja
514 Praktični primer ndash čas obdelave narejene z DEPOCAM 6 in UGS NX4
Za praktičen primer bomo vzeli segment narisanega 3D-orodja in ga primerjali s programoma
DEPOCAM 6 in UGS NX4 Obdelava obdelovanca orodja bo potekala s postopkom čelnega
frezanja s 3-osnim CNC-strojem Kakšen stroj bomo uporabljali nastavimo v meniju pri
programu UGS NX4 DEPOCAM 6 Da bodo parametri primerjave enakovredni oz realni
bomo vzeli enake parametre obdelave frezanja
V naslednjih korakih bomo primerjali samo funkcije za programiranje časovne izdelave
simulacije obdelave v tem primeru v 2D in 3D ter primerjali potrebne funkcije da bomo
prišli do končnega rezultata kako dolgo bomo izdelek delali na CNC-stroju (časovni
parameter)
Univerza v Mariboru ndash Fakulteta za strojništvo Diplomsko delo
- 42 -
Časovna primerjava 2D-simulacije
Pri enakih parametrih izdelujemo luknje v 2D z orodjem 20R2 Če primerjamo čase
simulacije obdelave programov DEPOCAM 6 ter UGS NX4 ugotovimo da traja izdelava z
UGS NX4 3978 časa več kot z DEPOCAM 6 (slika 53 slika 54) Ob uporabi
dvojedrnega procesorja in delovnega pomnilnika 2 Gb opravimo delo s programom
DEPOCAM 6 v eni uri in 43 minutah s programom UGS NX4 pa šele v treh urah in 27
minutah
Slika 53 Prikaz primera primerjave programa 2D v DEPOCAM 6
Univerza v Mariboru ndash Fakulteta za strojništvo Diplomsko delo
- 43 -
Slika 54 Prikaz poti orodja pri 2D v UGS NX4
Časovna primerjava 3D-simulacije
Pri enakih parametrih opravimo grobo frezanje v 3D z orodjem 52R3 Če primerjamo čase
simulacije obdelave programov DEPOCAM 6 ter UGS NX4 ugotovimo da traja izdelava z
UGS NX4 4566 časa več kot z DEPOCAM 6 Ob uporabi dvojedrnega procesorja in
delovnega pomnilnika 2 Gb opravimo delo s programom DEPOCAM 6 v 14 urah in 43
minutah s programom UGS NX4 pa šele v 31 urah in 13 minutah (slika 55 slika 56 slika)
Univerza v Mariboru ndash Fakulteta za strojništvo Diplomsko delo
- 44 -
Slika 55 Prikaz 3D-programa ndash groba obdelava v DEPOCAM 6
Slika 56 Prikaz 3D-programa ndash groba obdelava v UGS NX4
Univerza v Mariboru ndash Fakulteta za strojništvo Diplomsko delo
- 45 -
6 PRIMERJAVA PROGRAMOV Z VIDIKA UPORABNIKA
61 Kriteriji primerjave
Na sliki 61 smo zbrali najpomembnejše kriterije (lastnosti) za primerjavo med programoma
PROGRAM LASTNOSTI
DEPOCAM 6 UGS NX4
Popolnost funkcij enostavna uporaba z že vpisanimi parametri
preveliko število funkcij (nepopolno dodelane)
Uporabniška prijaznost lepo pregledano nasičenost z ikonamifunkcijami
Časovna zahtevnost enostavno učenje za 3-osne stroje
zelo kompleksen program za katerega potrebujemo vsaj
osnovno šolanje
Kakovost programa hitro delovanje z zelo redkimi napakami pri izračunih poti
orodja
pogoste napake pri izračunu poti orodja ter dolg čas
izračuna
Razširljivost dokup dodatnih funkcij za 3+2-osno programiranje
dokup paketov CAM CAD CAE
Odprtost programa zaradi enostavnosti zelo odprt zapleten delno odprt odprt z vidika nadgradnje
Finančni vložek približno 12000 euro približno 5640 euro
Možnosti dogradnjepostprocesorjev za
krmilje CNC-strojev
zajema 20 postprocesorjev+nadgradnja
(Heidenhain 530i)
zajema 100 postprocesorjev+nadgradnja
(Heidenhain 530i)
Arhiv orodij možnost arhiviranja parametrov orodij
nima možnosti arhiviranja parametrov orodij
Čas izdelave izračuna poti orodja
hitra počasna
Čas izobraževanja 40 ur 4 x 40 ur
Slika 61 Prikaz primerjave nekaterih pomembnih lastnosti programov
Univerza v Mariboru ndash Fakulteta za strojništvo Diplomsko delo
- 46 -
Popolnost funkcij se v obeh programih odraža v različnih smereh ndash DEPOCAM 6 s svojo
enostavnostjo ne preobremeni uporabnika Funkcije so tudi grafično zelo nazorno prikazane
in enostavne za uporabo saj je potrebno vpisati le malo parametrov Moteče pa je lahko to da
se nam vsakič ko spremenimo kakšen parameter ustvari kopija le-tega npr če prestavimo
koordinatni sistem se nam kopira 3D-model Če nismo pozorni in ne izbrišemo predhodnega
lahko programiramo model v napačnem koordinatnem sistemu
Pri UGS NX4 pa imamo na voljo ogromno število funkcij ki so grafično zelo
izpopolnjene vendar moramo vse parametre vsakič ponovno vpisati Pojavljajo se tudi napake
funkcij ko moramo nprza potrditev klikniti BACK namesto običajnega OK (funkcija
transform - kopiranje) Takšne sicer malenkosti pa lahko imajo velik začetni vpliv na
uporabnika saj smo z nepopolnostjo funkcij v položaju zmedenosti Ima pa ta program to
dobro lastnost da je ob vsaki funkciji slikovna obrazložitev vpisanega parametra
Uporabniška prijaznost je poudarjena v programu DEPOCAM 6 kjer imamo manjše
število funkcij v zelo lepem preglednem načinu orodnih vrstic Manjka mogoče samo to da
bi se ob izbiri obdelave pojavili slikovni prikazi kaj katera funkcija pomeni Vsekakor lahko s
tem programom hitro določimo operacijo obdelave z majhnim številom vpisov parametrov v
njihova polja saj so ob nakup paketa že vpisani najbolj idealni parametri
Pri programu UGS NX4 pa uporabnika z izdelavo grafike ikon presenetita videz in nazorni
prikaz slik raznih obdelav moteče pa je nenehno vpisovanje parametrov v veliko število polj
za določevanje rezalnih orodnih parametrov Preveč funkcij povzroči zmedenost uporabnika
sploh zato ker nekaterih sploh ne uporabljamo
Časovna zahtevnost je manjša pri DEPOCAM 6 saj je program hitro učeč in sicer na 40-
urnem tečaju organiziranem pri zastopniku programske opreme
UGS NX4 pa zahteva zaradi svoje obširnosti precej več časa za učenje programiranja
CNC-strojev predviden je začetni tečaj 4 x 40 ur ki ga organizira zastopnik v Sloveniji
Odprtost programa si DEPOCAM 6 ustvarja s preprosto uporabo vendar je glede
nadgradnje z vidika funkcij nekoliko zaprt ampak moramo razumeti da gre za specifični
program
UGS NX4 pa je delno odprt zaradi svoje zapletenosti je pa zelo odprt za nadgradnjo z
drugimi programskimi paketi
Univerza v Mariboru ndash Fakulteta za strojništvo Diplomsko delo
- 47 -
Finančni vložek ob nakup predstavlja veliko breme za podjetje še posebej če to ni veliko
Tako stane osnovni paket DEPOCAM 6 približno 12000 euro UGS NX4 pa je cenejši in stane
približno 5640 euro
Možnosti dogradnje postprocesorjev za krmilje CNC-strojev imata oba programa pri
čemer upoštevamo da ima DEPOCAM 6 v osnovi 20 postprocesorjev in možnost nadgradnje
s plačilom UGS NX4 pa ima v osnovnem paketu 100 postprocesorjev in možnost nadgradnje
v željen postprocesor
Arhiv orodij ima DEPOCAM 6 in sicer z vpisanimi vsemi parametri (radij dolžina orodja
premer radij konice orodja itd) UGS NX4 pa takšnega arhiva orodij nima
Čas izdelave izračuna poti orodja je pri DEPOCAM 6 kratek še posebej pri 3D-
programiranju UGS NX4 pa ima do 50 daljši čas izračuna poti orodja v primerjavi z
DEPOCAM 6
Čas izobraževanja je pri DEPOCAM 6 zaradi večje prijaznosti do uporabnika krajši (40-urni
tečaj) medtem ko UGS NX4 zaradi obsežnosti od uporabnika zahteva več časa za osvojitev
osnovnih znanj programiranja (4 x 40-urni tečaj) in nadgradnje znanja (3 x 40-urni tečaj)
62 Ugotovitve
S praktičnim primerom in z opisom nekaj osnovnih funkcij smo primerjali dva programa za
CNC-programiranje CNC-strojev z ugotovitvijo da se med seboj precej razlikujeta že v
samem delovnem okolju in vse do programiranja z različnimi funkcijami
DEPOCAM 6 je precej primernejši za podjetja ki izdelujejo orodja v obratih z več CNC-
stroji kot pa za majhno podjetje z enim ali dvema strojema saj je finančni vložek 52 večji
kot pri programu UGS NX4 S tega vidika je UGS NX4 veliko boljši za majhna podjetja
prototipne oddelke kjer nimamo oddelka konstrukcije S takšnim paketom lahko narišemo
sprogramiramo analiziramo obdelovanec z manjšim finančnim vložkom ndash vse naredimo z
enim programom CAD CAM V zakup seveda jemljemo določene pomanjkljivosti tega
programa kot so čas izdelave programa čas izdelave na CNC-stroju večja obraba orodij
Vsak uporabnik se mora seveda vprašati kakšna bo namembnost programiranja ter koliko
Univerza v Mariboru ndash Fakulteta za strojništvo Diplomsko delo
- 48 -
časa bomo potrebovali za samo izdelavo programa in izdelka kakšna bo obraba orodij zaradi
slabo izračunanih poti orodja ter kolikšni bodo dodatni stroški opreme
Iz povedanega sledi da včasih z nakupom nepravilne (cenejše) programske opreme
izgubimo preveč časa in denarja zato je zelo pomembno preizkusiti in preučiti namembnost
programa ndash za kaj ga bomo uporabljali (orodjarstvo serijska proizvodnja hellip) saj s pravo
odločitvijo olajšamo delo uporabnikom in privarčujemo denar
Univerza v Mariboru ndash Fakulteta za strojništvo Diplomsko delo
- 49 -
7 SKLEP
Danes postaja tehnologija CNC-strojev s hitro rastjo vedno bolj kompleksnih obdelovancev
vse bolj zapletena zato je nujno razvijati različne primere metodologij z vsemi segmenti
ustvarjanja in prenosa informacij
Na podlagi zgodovinskih dejstev vidimo da je prišlo od sredine 50-tih let prejšnjega
stoletja do ogromnega porasta CNC-strojev Sama oblika in prenos NC-podatkov se bosta
morala spremeniti saj v takšni obliki ne zadovoljujeta več natančnosti NC-zapisa Vse
smernice potekajo k povezovanju strojev v sinhronizirana omrežja z vmesniki ki skrbijo da
pri prenosih podatkov ne prihaja do izgube informacij Spremembe se vršijo tudi v nenehni
izboljšavi postprocesorjev ki lahko s svojo zanesljivostjo generirajo podatke o gibanju osi s
pretvorbo v standardni zapis CNC-kode CNC-zapis ima vpliv na samo premikanje osi stroja
in z dobrim zapisom (postprocesiranjem) ki zajema bolj natančne parametre funkcij dobimo
boljšo kvaliteto krivulj z bolj nadzorovanimi delovnimi gibi
Ena takšnih metodologij je STEP-tehnologija ki prinaša nove prijeme pri reševanju
takšnih problemov in pomeni prihodnost nadgradnje sedanje metodologije Seveda pa
predstavlja za podjetja največji strošek programska oprema CNC-programiranja Da izberemo
najboljši programski paket se moramo ravnati po določenih kriterijih s katerimi zadovoljimo
potrebe proizvodnje CNC-strojev
Z opravljeno primerjavo dveh programov za CNC-programiranje (DEPOCAM 6 in UGS
NX4) smo spoznali različnost njunih funkcij delovnega okolja prijaznosti do uporabnika ter
zahtevnosti programske opreme Preizkusili smo tudi kakšna sta časa obdelave pri enakih
rezalnih parametrih Zaključimo lahko da sta programa različna že v samem konceptu
nastanka kjer je DEPOCAM 6 veliko bolj specifičen s svojo enostavnostjo kot programski
paket UGS NX4 Podjetje kot je Depo ponuja celovit paket stroja rezalnih orodij
programske opreme in nudi razvojno usmerjenost pri kateri ob preizkušanju svojih rezalnih
orodij dopolnjujejo programsko opremo z optimalnimi parametri poti in rezalnih sekvenc
parametrov Temu nasproti stoji cenovno zelo ugoden program UGS NX4 ki nam omogoča
popravljanje in modeliranje obdelovanca sta pa časa izdelave programa in izdelave
obdelovanca CNC-programa daljša za približno 40
Univerza v Mariboru ndash Fakulteta za strojništvo Diplomsko delo
- 50 -
S tem diplomskim delom smo želeli med drugim opozoriti da je še kako pomembno
katero programsko opremo bomo kupili kakšna bo namembnost programiranja koliko časa
bomo potrebovali za samo izdelavo programa in izdelka kakšna bo obraba orodij zaradi slabo
izračunanih poti orodja ter kolikšni bodo dodatni stroški ob dokupu opreme Z ozaveščenim
nakupom programskega paketa lahko namreč privarčujemo ogromno denarja in časa podjetju
saj lahko že s preprosto primerjavo programske opreme ugotovimo kateri programski paket je
za naše podjetje najboljši
Univerza v Mariboru ndash Fakulteta za strojništvo Diplomsko delo
- 51 -
8 VIRI
[1] Balič Jože CADCAM postopki univerzitetni učbenik Maribor Fakulteta za
strojništvo 2002
[2] Kraut Bojan Krautov strojniški priročnik 14 slovenska izdaja izdajo pripravila Jože
Puhar Jože Stropnik Ljubljana Littera picta 2003
[3] Ren Zoran Škerget Leopold Hriberšek Matjaž Kuhn Guumlnther (ur) Advanced
computational engineering mechanics proceedings of the 1 Workshop Maribor
Slovenia October 9-112003 Maribor Faculty of Mechanical Engineering 2003
[4] Strojnotehnološki priročnik 7 izdaja Ljubljana Tehniška založba Slovenije 1998
[5] Balič Jože Mikložič Andrej Kovačič Marjan Automatic generation of NC program
V Katalinić B (ur) DAAAM International scientific book 2003 Vienna DAAAM
International 2003
[6] Engineers Toolbox The advanced online resource for engineering calculations and
reference [svetovni splet] Engrasp Inc Dostopno na WWW
httpwwwengineerstoolboxcom [452009]
[7] Breznikar Igor Računalniško podprto programiranje v orodjarni s sistemom Depocam
seminarska naloga Maribor Fakulteta za strojništvo 2008
[8] STEP-NC Hlebanja Gorazd [svetovni splet] Engrasp Inc Dostopno na WWW
wwwsteptoolscomlibrarystepnc [452009]
[9] Seminarska NC-stroji Univerza za strojništvo Maribor [svetovni splet] Engrasp Inc
Dostopno na WWW httpmajauni-mbsisloseminarskeNC-
strojiDodatnoZgodovinski20pregledhtm [652009]
[10] NC-Graphics Wikipedia [svetovni splet] Engrasp Inc Dostopno na WWW
httpenwikipediaorgwikiNC Graphics [852009]
[11] UGS NX Wikipedia [svetovni splet] Engrasp Inc Dostopno na WWW
httpenwikipediaorgwikiUGS_NX [1252009]
Univerza v Mariboru ndash Fakulteta za strojništvo Diplomsko delo
- 52 -
9 PRILOGE
Življenjepis
Osebni podatki
Ime in priimek Primož Koležnik
Datum rojstva 12 12 1978
Državljanstvo Slovensko
Naslov Andraž nad Polzelo 87e 3313 Polzela
12121978 Rojen v Slovenj Gradcu
1998-1999 Zaključena Osnovna šola Radlje ob Dravi
1999 Vpis v Srednjo strojna šola v Mariboru smer strojni tehnik
2001 Prva zaposlitev Gorenje dd in delo v oddelku preoblikovanje pločevine linija
za izdelavo pločevinastih vrat ohišji tovarna hladilne tehnike
2003 Vpis na fakulteto za strojništvo v Mariboru Visoko šolski program smer
proizvodnjo strojništvo izredno
2003 -
2004
Zadolžitev dela tehnika proizvodnje toplotno izoliranje vrat in ohišji v programu
hladilne tehnike
2005 -
2006
Statistični pregled aparatov v programu hladilne tehnike službe zagotavljanje
kakovosti
2006 - Dela v obratni merilnici službe zagotavljanje kakovosti hladilne tehnike
Univerza v Mariboru ndash Fakulteta za strojništvo Diplomsko delo
- 53 -
2007
2007- 2008 Delo v proizvodnji mojster linije za prevzemanje končnih aparatov
2008
2009
Delo v prototipni CNC programiranje in operater na CNC stroju
Delo v Gorenje Orodjarna programer in oparater CNC frezalnih strojev
Prosti čas
Pohodništvo
Kolesarjenje
Obnavljanje starodobnikov
Univerza v Mariboru ndash Fakulteta za strojništvo Diplomsko delo
UNIVERZA V MARIBORU
FAKULTETA ZA STROJNIŠTVO
Primož KOLEŽNIK
Maribor junij 2009
PRIMERJAVA MED PROGRAMOMA DEPOCAM IN UGS NX4 ZA PROGRAMIRANJE CNC-STROJEV
KAZALO vsebine
1 1 UVOD
3 21 Mejniki razvoja NC-tehnologije
9 23 NC-stroji CNC-stroji in DNC-obrati
10 24 Adaptivno krmiljenje (AC)
11 25 Prilagodljivi obdelovalni sistemi (POS)
11 26 Vpliv NC-tehnologij na obdelovalno tehniko
15 3 TREND NA PODROČJU CNC-TEHNOLOGIJE
20 36 Funkcionalnost STEP-tehnologije
21 37 STEP-tehnologija kot nov jezik za CNC-krmilje
21 38 STEP-tehnologija kot problemsko orientirano programiranje
22 4 PRIMERJAVA MED PROGRAMOMA DEPOCAM 6 IN UGS NX4 ZA PROGRAMIRANJE NC-STROJEV
22 41 Pomembnosti programov za programiranje CNC-strojev
23 42 Opis programa za NC-programiranje DEPOCAM 6
24 43 Delovno okolje DEPOCAM 6
25 44 Opis programa za NC-programiranje UGS NX4
28 51 Slikovni prikaz funkcij za programiranje DEPOCAM 6 in UGS NX4
30 53 Postavitev in uvoz modela z DEPOCAM 6
30 54 Postavitev in uvoz modela z UGS NX4
31 55 Priprava površin s programom DEPOCAM 6
33 57 Določevanje varnostnih mej z DEPOCAM 6
34 58 Določevanje varnostnih mej z UGS NX4
35 59 Določevanje obdelovalnih operacij z DEPOCAM 6
37 510 Določevanje obdelovalnih operacij z UGS NX4
40 512 Analiza rezalnih poti UGS NX4
41 513 Primerjava z vidika programiranja
45 6 PRIMERJAVA PROGRAMOV Z VIDIKA UPORABNIKA
49 7 SKLEP
51 8 VIRI
52 9 PRILOGE
KAZALO SLIK
2 Slika 21 Prvi zapis funkcij na luknjast trak
5 Slika 23 Prvi numerično krmiljen obdelovalni stroj
9 Slika 25 Prikaz numeričnega upravljanja računalnika
11 Slika 26 Prikaz povezljivosti CNC-sistema s postprocesorjem
12 Slika 27 Prikaz padanja deleža elektronskih komponent
13 Slika 28 Prikaz naraščanja stroškov programske opreme
14 Slika 29 Deleži numeričnih strojev v proizvodnji
16 Slika 31 Prikaz heterogenega DNC-sistema
17 Slika 32 Prikaz prednosti uporabe STEP-tehnologije
18 Slika 33 Obsežne CMM za preverjanje geometrije komponent
19 Slika 34 Prikaz standardne G-kode v zapisih programov CNC
20 Slika 35 Prikaz pomembnih relacij v tehnologiji STEP-NC
25 Slika 41 Prikaz delovnega okolja DEPOCAM 6
27 Slika 42 Prikaz delovnega okolja UGS NX4
28 Slika 51 Prikaz funkcij za programiranje DEPOCAM 6
29 Slika 52 Prikaz funkcij za programiranje UGS NX4
42 Slika 53 Prikaz primera primerjave programa 2D v DEPOCAM 6
43 Slika 54 Prikaz poti orodja pri 2D v UGS NX4
44 Slika 55 Prikaz 3D-programa ndash groba obdelava v DEPOCAM 6
44 Slika 56 Prikaz 3D-programa ndash groba obdelava v UGS NX4
45 Slika 61 Prikaz primerjave nekaterih pomembnih lastnosti programov
1 UVOD
2 ZGODOVINSKI OPIS RAZVOJA CNC-TEHNOLOGIJE
Slika 21 Prvi zapis funkcij na luknjast trak
21 Mejniki razvoja NC-tehnologije
Slika 22 Prvi računalniki
Slika 23 Prvi numerično krmiljen obdelovalni stroj
1920193019401950196019701980ČAS NASTANKATEHNOLOŠKI NIVO
RAZVOJ CNC PROGRAMIRANJA
UNIVERZALNEPRODUKCIJSKEAVTOMATI
22 Razvoj numerično krmiljenih strojev v Sloveniji
23 NC-stroji CNC-stroji in DNC-obrati
Slika 25 Prikaz numeričnega upravljanja računalnika
24 Adaptivno krmiljenje (AC)
25 Prilagodljivi obdelovalni sistemi (POS)
Slika 26 Prikaz povezljivosti CNC-sistema s postprocesorjem
26 Vpliv NC-tehnologij na obdelovalno tehniko
0204060801001201960196219641966196819701972197419761978198019821984198619881990RELEJNA TEHNIKA IN ELEKTRONSKE CEVITRANZISTORKSA TEHNIKATEHNIKA INTEGRIRANIH VEZIJINEGRACIJA Z MINIRAČUNALNIKI (CNC 1)MIKROPROCESORSKA INEGRACIJA(CNC 2)VLSI TEHNIKA (CNC 3)
Slika 27 Prikaz padanja deleža elektronskih komponent
020406080100196719681969197019711972197319741975197619771978197919801981198219831984
Slika 28 Prikaz naraščanja stroškov programske opreme
27 Prihodnost razvoja
MasovnaSerijskaIndividualnaMaloserijska
Deleži numeričnih strojev v proizvodnji
Slika 29 Deleži numeričnih strojev v proizvodnji
3 TREND NA PODROČJU CNC-TEHNOLOGIJE
31 Predstavitev tehnologije STEP-NC
Slika 31 Prikaz heterogenega DNC-sistema
32 STEP-proizvodnja
33 Informacijski model
Slika 32 Prikaz prednosti uporabe STEP-tehnologije
34 Lastnosti STEP-NC
35 Sedanji problemi
Slika 33 Obsežne CMM za preverjanje geometrije komponent
Slika 34 Prikaz standardne G-kode v zapisih programov CNC
Slika 35 Prikaz pomembnih relacij v tehnologiji STEP-NC
36 Funkcionalnost STEP-tehnologije
37 STEP-tehnologija kot nov jezik za CNC-krmilje
38 STEP-tehnologija kot problemsko orientirano programiranje
4 PRIMERJAVA MED PROGRAMOMA DEPOCAM 6 IN UGS NX4 ZA PROGRAMIRANJE NC-STROJEV
41 Pomembnosti programov za programiranje CNC-strojev
42 Opis programa za NC-programiranje DEPOCAM 6
43 Delovno okolje DEPOCAM 6
Slika 41 Prikaz delovnega okolja DEPOCAM 6
44 Opis programa za NC-programiranje UGS NX4
45 Delovno okolje UGS NX4
Slika 42 Prikaz delovnega okolja UGS NX4
5 PRAKTIČNI PRIMER PROGRAMIRANJA S PROGRAMOMA DEPOCAM 6 IN UGS NX4
51 Slikovni prikaz funkcij za programiranje DEPOCAM 6 in UGS NX4
Slika 51 Prikaz funkcij za programiranje DEPOCAM 6
Slika 52 Prikaz funkcij za programiranje UGS NX4
52 Uvoz modela ndash primerjava
53 Postavitev in uvoz modela z DEPOCAM 6
54 Postavitev in uvoz modela z UGS NX4
55 Priprava površin s programom DEPOCAM 6
56 Priprava površin s programom UGS NX4
57 Določevanje varnostnih mej z DEPOCAM 6
58 Določevanje varnostnih mej z UGS NX4
59 Določevanje obdelovalnih operacij z DEPOCAM 6
510 Določevanje obdelovalnih operacij z UGS NX4
511 Analiza rezalnih poti DEPOCAM 6
512 Analiza rezalnih poti UGS NX4
513 Primerjava z vidika programiranja
514 Praktični primer ndash čas obdelave narejene z DEPOCAM 6 in UGS NX4
Slika 53 Prikaz primera primerjave programa 2D v DEPOCAM 6
Slika 54 Prikaz poti orodja pri 2D v UGS NX4
Slika 55 Prikaz 3D-programa ndash groba obdelava v DEPOCAM 6
Slika 56 Prikaz 3D-programa ndash groba obdelava v UGS NX4
6 PRIMERJAVA PROGRAMOV Z VIDIKA UPORABNIKA
61 Kriteriji primerjave
Na sliki 61 smo zbrali najpomembnejše kriterije (lastnosti) za primerjavo med programoma
Slika 61 Prikaz primerjave nekaterih pomembnih lastnosti programov
62 Ugotovitve
7 SKLEP
8 VIRI
9 PRILOGE
Opravilna vrstica za izbiro varnostnih linij in zaznavo površin hellip13
13
Opravilna vrstica za izbiro obdelovalnih operacij13
13
Opravilna vrstica za izbiro različnih pogledov modela13
13
Osnovna opravilna vrstica - zavesni meni13
13
Stroju specifični program komponente s podatki o gibanju osi ki ga generira postprocesor13
Dobavitelj specifične razrešitve originalnega standarda13
Samo primitivni gibalni in priklopni ukazi 13
Ni standardiziranega podatkovnega formata za procesiranje krivulj in softiciranih NC-tehnologij13
13
N05 G5413
N10 G00 Z1000013
N15 G91 G0 Z20013
N20 T5 D1 WW13
N30 G90 M513
N35 G00 X0000 Y-150000 N40 G00 Z500013
N45 M0813
N50 S318300013
N55 M0313
N60 F147700013
N65 G00 X60000 Y-150000 N70 G00 Z500013
N75 G00 X60000 Y-150000 N80 G01 Z-050013
13
13
Idealen za papirni trak13
13
STEP-NC nadomešča G-kodo z bogatim integriranim podatkovnim formatom13
13
Navigator ˝prikaz modela in vseh operacij˝13
13
Prikaz procesiranja programa - proces Manager13
13
Ustvarjanje programa orodja geometrije operacije metode13
13
Osnovna opravilna vrstica -zavesni meni13
13
Postavitev koordinatnega sistema13
13
Navigator ˝hitri dostop do operacij in pregled˝13
13
Navigator ˝prikaz modela in vseh operacij˝ s katerimi opravljamo vse pomembne funkcije13
13
Funkcije za določevanje varnostnih mej13
13
Pregled postprocesiranja operacij13
13
Pregled postprocesiranja operacij in simulacija rezalnih poti 2D 3D13
13
Nastavitev vseh parametrov odrezavanja13
13
Navigator operacij vklop označevanje in postprocesiranje operacij13
13
Določevanje obdelovalnih površin in varnostnih mej13
13
13
13
13
13
13
13
13
13
13
STROŠKI STROJNE OPREME13
13
STROŠKI PROGRAMSKE OPREME13
13
13
13
Univerza v Mariboru ndash Fakulteta za strojništvo Diplomsko delo
- VII -
KAZALO SLIK
Slika 21 Prvi zapis funkcij na luknjast trak2Slika 22 Prvi računalniki 3Slika 23 Prvi numerično krmiljen obdelovalni stroj5Slika 25 Prikaz numeričnega upravljanja računalnika 9Slika 26 Prikaz povezljivosti CNC-sistema s postprocesorjem11Slika 27 Prikaz padanja deleža elektronskih komponent12Slika 28 Prikaz naraščanja stroškov programske opreme 13Slika 29 Deleži numeričnih strojev v proizvodnji14Slika 31 Prikaz heterogenega DNC-sistema 16Slika 32 Prikaz prednosti uporabe STEP-tehnologije 17Slika 33 Obsežne CMM za preverjanje geometrije komponent 18Slika 34 Prikaz standardne G-kode v zapisih programov CNC 19Slika 35 Prikaz pomembnih relacij v tehnologiji STEP-NC 20Slika 41 Prikaz delovnega okolja DEPOCAM 625Slika 42 Prikaz delovnega okolja UGS NX4 27Slika 51 Prikaz funkcij za programiranje DEPOCAM 628Slika 52 Prikaz funkcij za programiranje UGS NX4 29Slika 53 Prikaz primera primerjave programa 2D v DEPOCAM 6 42Slika 54 Prikaz poti orodja pri 2D v UGS NX443Slika 55 Prikaz 3D-programa ndash groba obdelava v DEPOCAM 6 44Slika 56 Prikaz 3D-programa ndash groba obdelava v UGS NX4 44Slika 61 Prikaz primerjave nekaterih pomembnih lastnosti programov 45
Univerza v Mariboru ndash Fakulteta za strojništvo Diplomsko delo
- VIII -
UPORABLJENE KRATICE
AAM (Application Activity Model) Model področja
aktivnosti
AIC (Application Interpreted Constructs) Deljivi resursi
AIM (Application Interpreted Model) Aplikacijski
interpretirani model
AP (Applicatin Protocol) Aplikacijski protokol
API (Application Programming Interface) Aplikacijski programski
˝interfejs˝
CAD (Computer Aided Design) Računalniško podprte
oblikovanje
CAE (Computer Aided Engineering) Računalniško podprte
tehnične analize
CAM (Computer Aided Manufacturing) Računalniško podprta
proizvodnja
CAPP (Computer Aided Process Planning) Računalniško podprto
načrtovanje procesa
CNC (Computer Numerical Control) Računalniško numerično
krmilje
NC (Numerical Control) Numerično krmiljenje
DNC (Direct Numerical Control) Neposredno numerično
krmiljenje
ADNC (Application Direct Numerical Control) Aplikacijsko neposredno
numerično krmilje
Univerza v Mariboru ndash Fakulteta za strojništvo Diplomsko delo
- IX -
CAID (Centre of Applied Industrial Design) Center za dizajn
PMI (Product and Manufacturing Information) Produktni in proizvodni
podatki
PDM (Pruduct Data Management) Upravljanje s podatki v
proizvodnji
PLM (Product Lifecycle Management) Računalniško podprt
sistem za spremljanje
razvojnega cikla izdelka
IGES (Initial Graphics Exchange Standard) Standard za razumevanje
proizvodnje
ISO (International Organization for
Standardization)
Mednarodna
organizacija za
standardizacijo
STEP-NC (STEP Numeric Control) Razširjeni STEP
standard za NC-stroje
STEP (Standard for the Exchange of Product Model
Data)
Standard za razumevanje
podatkov proizvodnje
Univerza v Mariboru ndash Fakulteta za strojništvo Diplomsko delo
- 1 -
1 UVOD
V začetku diplomskega dela bomo predstavili zgodovino nastanka CNC-tehnologije in
prihodnost nekaterih metodologij zapisa CNC-programa s STEP-tehnologijo Na to bomo
izvedli primerjavo med programoma za CNC-programiranje strojev DEPOCAM 6 in UGS
NX4 ter primerjali nekatere osnovne funkcije obdelav s programoma Izvedli bomo tudi
primerjavo časa izdelave obdelovanca v programskem okolju Za to primerjavo bomo vnašali
v oba programa enake parametre odrezavanja pomike enako število obratov parametre
orodja in ugotavljali kakšen je čas operacij 2D in 3D med programoma Vršili bomo
primerjavo med programoma z vidika
finančnega vložka
popolnosti funkcij
uporabniške prijaznosti
časovne zahtevnosti
možnosti dogradnje postprocesorjev za krmilje CNC-strojev
arhiviranja orodij
časa izobraževanja
časa izdelave izračunov poti orodja
Za primerjanje programske opreme smo se odločili da bi ugotovili katere so dobre in
slabe strani programov in kako lahko določimo področje uporabe v proizvodnji Z vidika
primerjave je glede CNC-programske opreme napisanega premalo da bi ob nakupu takšne
opreme lahko primerjali lastnosti med programi in opravili najboljšo izbiro Veliko podjetij se
ob nakupu programske opreme odloči napačno ker se izbere programska oprema ki ne
dosega optimalnih rezultatov na strojih v določeni proizvodnji (orodjarstvo serijska
proizvodnja) S takšnimi odločitvami podjetja izgubijo finančna sredstva in tudi
konkurenčnosti proti drugim podjetjim
Univerza v Mariboru ndash Fakulteta za strojništvo Diplomsko delo
- 2 -
2 ZGODOVINSKI OPIS RAZVOJA CNC-TEHNOLOGIJE
Želji po napredku ki je prisotna v slehernem od nas ves čas botrujejo okoliščine ki jo
vzpodbujajo in včasih tudi usmerjajo Tako lahko le za redke izume trdimo da so plod
popolnoma neodvisne ideje V večini primerov so to izsledki temeljnih znanstvenih disciplin
kot sta matematika in fizika Na področju aplikativnih znanosti pa so izumi večinoma
pogojeni z razvojem tehnike in znanosti nasploh To še posebej velja za razvoj obdelovalnih
strojev kjer zgodovino poleg temeljnih znanosti krojijo še mnogi družbeni dejavniki ter
trenutne potrebe trga
Tako je prvi NC-stroj nastal zaradi potreb vojaške industrije ki je potrebovala orodje za
izdelavo vse zahtevnejših letal in letalskih pogonov Seveda bi si ta industrija podobne stroje
želela že prej vendar zanje čas še ni ˝dozorel˝ Pred njimi so morali nastati nekateri izumi in
ideje ki so ustvarili podlago in sprožili željo po izdelavi raquoSistema za neposredno krmiljenje
položaja vreten obdelovalnih strojev preko izhoda računskega strojalaquo kot se je glasil opis
naročila projekta ameriške vojske ki ga je prevzel John Parsons na MIT in ga danes štejemo
za izumitelja NC-stroja
Slika 21 Prvi zapis funkcij na luknjast trak
Univerza v Mariboru ndash Fakulteta za strojništvo Diplomsko delo
- 3 -
21 Mejniki razvoja NC-tehnologije
Idejo o krmiljenju naprav po vnaprej določenem scenariju lahko zasledimo že v 14 stoletju
ko so zvonove krmilili s posebnimi bodičastimi valji in na ta način dobili želeno ˝melodijo˝
ki se je lahko večkrat ponovila Razvoj sistema numerično vodenih obdelovalnih strojev je s
podobnimi izumi v tesni zvezi na njegov nastanek in nezadržni razcvet pa močno vpliva
razvoj elektronike in računalniške tehnike
V nadaljevanju je podanih nekaj ključnih zgodovinskih mejnikov razvoja krmilne tehnike
in numerično krmiljenih strojev
1808 je Joseph M Jacquard uporabil pločevinaste kartice z luknjicami za krmiljenje
tkalskih strojev in tako iznašel prenosljiv nosilec podatkov
1863 je M Fourneaux patentiral avtomatski klavir znan pod imenom Pianola Srce
klavirja je poleg običajnih klavirskih sestavnih delov vsebovalo približno 30 cm širok
papirnat trak z luknjicami (slika 21) skozi katere je stisnjen zrak krmilil mehanično
tipkovnico in igral melodije kodirane na papirnatem traku To metodo so nato
razvijali da je bilo mogoče regulirati tudi zvok jakost ter hitrost igranja kar je
omogočilo precej natančno izvedbo klavirskih skladb
Slika 22 Prvi računalniki
Univerza v Mariboru ndash Fakulteta za strojništvo Diplomsko delo
- 4 -
1938 je Claude E Shannon med pripravo svoje doktorske naloge na Massachusetts
Institute of technology (MIT) prišel do spoznanja da sta avtomatski preračun ter
prenos podatkov mogoča samo v dvojiški obliki in ob uporabi Boolove algebre ter da
so elektronska stikala edine praktično uporabne komponente za ta namen
1946 sta dr John W Mauchly in dr J Presper Eckert izdelala in dobavila ameriški
vojski prvi digitalni računalnik Eniac (slika 22)
1949ndash1952 je John Parsons v okviru MIT po naročilu ameriških letalskih sil razvil
˝Sistem za neposredno krmiljenje položaja vreten obdelovalnih strojev preko izhoda
računskega stroja˝ in kot dokaz o delovanju oblikoval izdelek Parsons je s svojim
projektom podal štiri ključna izhodišča za nadaljnji razvoj ideje o numeričnem
krmiljenju
o izračunana pot orodja se hrani na luknjani kartici
o luknjane kartice se na stroju avtomatično berejo
o kontrolira se gibanje orodja
o na osnovi teh podatkov se opravlja gibanje po koordinatnih poteh s servomotorji
Univerza v Mariboru ndash Fakulteta za strojništvo Diplomsko delo
- 5 -
Slika 23 Prvi numerično krmiljen obdelovalni stroj
1952 je pričel na MIT delovati prvi numerično krmiljeni obdelovalni stroj z imenom
Cincinnati Hydrotel z navpičnim vretenom Krmilje je bilo izvedeno z elektronkami
omogočalo je hkratno premikanje treh osi (3D-linearna interpolacija) in dobivalo
podatke preko dvojiško kodiranih luknjanih trakov (slika 23) S temi stroji je bilo
možno izdelati vedno zahtevnejše integralne dele za potrebe letalske industrije Šlo je
za izdelke ki jih je bilo možno natančno opisati z malo matematičnimi podatki vendar
zelo težko ročno izdelati
1954 odkupi podjetje Bendix Parsonsove patentne pravice in proizvede prvi
industrijsko izdelan NC-stroj prav tako z uporabo elektronk
1957 postavijo ameriške letalske sile (US Air Force) prve NC-rezkalne stroje v svoje
delavnice
Univerza v Mariboru ndash Fakulteta za strojništvo Diplomsko delo
- 6 -
1958 je bil predstavljen prvi programski jezik s simboli imenovan APT in sicer v
povezavi z računalnikom IBM 704 Pomeni začetek strojnega programiranja
1960 predstavijo nemški proizvajalci na sejmu v Hannovru svoje prve NC-stroje Za
numerična krmilja pričnejo v tem letu uporabljati tranzistorska vezja
1963 je bil izdelan prvi specialni NC-stroj
1965 iznajdejo avtomatični izmenjevalnik orodja
1968 postanejo z uporabo IC-tehnike (integralna vezja) krmilja manjša in
zanesljivejša
1969 uporabijo v podjetju SUNDSTRAND Omnicontrol v ZDA prve DNC-naprave
1970 iznajdejo avtomatično menjavo obdelovancev z menjavo transportnih palet
1972 omogočijo prvi NC-stroji s serijsko vgrajenim miniračunalnikom razvoj novi
generaciji zmogljivejših računalniško krmiljenih strojev ki pa so jih kmalu zamenjali
CNC-stroji z mikroprocesorji
1974 je bil izdelan prvi večoperacijski CNC-obdelovalni stroj
1975 iznajdejo avtomatične korekture orodja (povratni hod)
Univerza v Mariboru ndash Fakulteta za strojništvo Diplomsko delo
- 7 -
1976 pričnejo za krmilja CNC-strojev uporabljati mikroprocesorje
1977 iznajdejo avtomatični nadzor življenjske dobe orodja (AC-krmilja)
1978 so zasnovani prvi prilagodljivi proizvodni sistemi (POS)
1980 so programska orodja ki so jih razvili in pričeli integrirati v CNC-stroje
omogočila programiranje neposredno na strojih in sprožila spopade za in proti
krmiljem z ročnim vnosom podatkov CNC-krmilja že vsebujejo podprograme za
pomoč pri izdelavi programov za proizvodnjo
1984 postavijo zelo zmogljivi CNC-stroji podprti s programskimi orodji z grafičnim
prikazom nova merila za programiranje proizvodnje
198687 omogočajo standardni programski in računalniški vmesniki povezavo strojev
v avtomatizirano tovarno na podlagi računalniških mrež (CIM in JIT)
Univerza v Mariboru ndash Fakulteta za strojništvo Diplomsko delo
- 8 -
1920
1930
1940
1950
1960
1970
1980ČA
S N
ASTA
NKA
TEHNOLOŠKI NIVO
RAZVOJ CNC PROGRAMIRANJA
UNIVERZALNE
PRODUKCIJSKE
AVTOMATI
Slika 24 Prikaz razvoja CNC-programiranja
22 Razvoj numerično krmiljenih strojev v Sloveniji
Pri nas so se prvi NC-stroji pojavili okrog leta 1976 in sicer v Železarni Ravne kjer sta bila
proizvajalca Pratt amp Whitney na tedanji Višji tehniški šoli v Mariboru ter na Fakulteti za
strojništvo v Ljubljani pa vrste Cincinnati Milacron Med prve moderno opremljene tovarne
prištevamo še Litostrojevo tovarno viličarjev kjer se je proizvodnja na sodobnih CNC-strojih
začela leta 1979 Na območju nekdanje Jugoslavije so prvi NC-stroj pognali v Prvomajski v
Zagrebu ( prikaz razvoja slika 24)
Naše tovarne se z izdelavo računalniško krmiljenih stružnic in vrtalno-rezkalnih strojev za
obdelavo kovin niso ukvarjale Poleg bogate ponudbe iz tujine so s tovrstnimi stroji tovarne
bivše Jugoslavije opremljali Prvomajska iz Zagreba in še nekateri drugi proizvajalci Med
našimi proizvajalci velja omeniti Iskro ki je izdelala krmilnik CNC-2T Litostroj je izdelal
Univerza v Mariboru ndash Fakulteta za strojništvo Diplomsko delo
- 9 -
več različnih CNC-preoblikovalnih strojev in linij za razrez pločevine v Gorenju so izdelali
robota itd
Precej več je bilo narejenega na razvoju programske opreme za računalniško načrtovanje
izdelovalnega procesa (CAP) kjer beležimo nekaj odmevnih izdelkov s področja
računalniškega programiranja NC-strojev in upravljanja proizvodnih procesov
23 NC-stroji CNC-stroji in DNC-obrati
Prvotni koncept numeričnega krmiljenja (NC) je s pojavom miniračunalnikov še bolj pa s
pojavom mikroračunalnikov prerasel v dosti naprednejši CNC-koncept CNC je okrajšava za
Computerized Numerical Control v bistvu pa pomeni krmilje z vgrajenim računalnikom
Vgrajen računalnik je olajšal upravljanje stroja omogočil izvajanje zahtevnejših računskih
operacij na njem (interpolacije višjega reda) izboljšal pomnilniške kapacitete krmilja
predvsem pa omogočil povezovanje krmilijstrojev v industrijske računalniške mreže (slika
25)
Slika 25 Prikaz numeričnega upravljanja računalnika
Univerza v Mariboru ndash Fakulteta za strojništvo Diplomsko delo
- 10 -
To zadnjo lastnost s pridom uporablja koncept DNC-obrata Kratica pomeni Direct
Numerical Control ali neposredno numerično krmiljenje gre pa za idejo osrednjega
nadzornega računalnika ki upravlja več CNC-strojev ˝Upravljanje˝ je v večini primerov
omejeno na osrednje shranjevanje NC-programov ter prenos le-teh od računalnika do strojev
in nazaj Seveda lahko ima osrednji računalnik tudi bolj zahtevne naloge kot so zbiranje
podatkov o delovanju strojev upravljanje toka materiala in celo upravljanje proizvodnje
Zaradi stalnega padanja cen elektronskih komponent in hitrega razvoja mikroračunalniške
tehnologije najdemo danes NC-stroje le še v arhivih in zgodovinskih učbenikih sicer pa so
moderni numerično krmiljeni stroji izključno CNC-stroji
24 Adaptivno krmiljenje (AC)
Iz jedra osnove numerično krmiljenih strojev ne smemo izpustiti adaptivnega krmiljenja s
katerim skušamo numerično krmiljene stroje avtomatizirati do te mere da bomo med
obratovanjem lahko vplivali na sam proces odrezavanja in s tem tudi na glavni čas obdelave
Vsa do sedaj omenjena avtomatizacija namreč služi le skrajševanju pomožnih in pripravnih
časov ki jih lahko z umno organizacijo in uporabo sistemov za avtomatsko menjavo
obdelovancev tudi izničimo
Adaptivno krmiljeni sistemi pa z avtomatskimi napravami vplivajo na proces odrezavanja
in sicer z namenom skrajševanja glavnega časa obdelave AC-sistemi so torej posebna oblika
krmilja kjer je postopek odrezavanja vključen v regulacijski krog
Postopek odrezavanja je navadno vnaprej predviden in določen z osnovnimi odrezovalnimi
parametri (globina rezanja podajanje rezalna hitrost) ki so izračunani glede na neke
standardne delovne pogoje Ti pogoji pa lahko od dejanskih bistveno odstopajo kar lahko s
tipali zaznamo kot na primer manjšo obremenitev stroja in podobno V tem primeru lahko
parametre spremenimo in tako vplivamo na glavni obdelovalni čas Podobno lahko z
merjenjem odrivne sile na orodju zaznamo obrabljenost orodja in ga pravočasno zamenjamo ndash
še preden proizvedemo izmet Numerično krmiljen stroj opremljen s potrebnimi tipali in
krmiljem ki ta tipala nadzoruje imenujemo adaptivno krmiljen stroj
Univerza v Mariboru ndash Fakulteta za strojništvo Diplomsko delo
- 11 -
25 Prilagodljivi obdelovalni sistemi (POS)
Prilagodljive obdelovalne sisteme (POS) bi lahko imenovali tudi izpopolnjena nadgradnja
DNC-sistema Prilagodljiv obdelovalni sistem je skupek CNC-strojev ki so med sabo fizično
in podatkovno (logično) povezani Za fizično povezavo skrbi transportni oziroma logistični
sistem za podatkovno pa računalniško omrežje in osrednji nadzorni računalnik V takšen
sistem povezujemo stroje z namenom večje avtomatizacije delovnega procesa in s tem
skrajšanja proizvodnih časov POS se od DNC razlikuje predvsem po vlogi nadzornega
računalnika ki tukaj poleg obdelovalnega regulira še logistični sistem (slika 26)
Prilagodljivi obdelovalni sistemi so namenjeni izdelavi tehnološko podobnih delov
omogočajo pa optimizacijo celotnega sistema in s tem hitrejše ter učinkovitejše odpravljanje
motenj v procesu
Slika 26 Prikaz povezljivosti CNC-sistema s postprocesorjem
26 Vpliv NC-tehnologij na obdelovalno tehniko
Z novimi iznajdbami na področju elektronike in elektrotehnike (tranzistor integrirana vezja
hellip) so se na področju izdelave krmilnih naprav za numerično krmiljene strojev odprle številne
nove možnosti V prvi fazi je napredek tekel predvsem v smeri povečanja sposobnosti
krmilnih enot kjer je bil vrhunec dosežen z vgradnjo računalnika v krmilje (slika 27) V
Univerza v Mariboru ndash Fakulteta za strojništvo Diplomsko delo
- 12 -
drugi fazi pa so elektronske komponente začeli vgrajevati tudi v ostale dele stroja da bi s tem
dvignili nivo avtomatizacije ter dodatno skrajšali pripravljalni in nastavni čas Hiter napredek
je omogočilo predvsem hitro padanje cen elektronskih komponent ki so v začetnem obdobju
predstavljale levji delež stroškov izdelave numerično krmiljenega stroja danes pa pomenijo
že manj kot 10 odstotkov vrednosti celotnega stroja ( slika 28)
0
20
40
60
80
100
120
1960
1962
1964
1966
1968
1970
1972
1974
1976
1978
1980
1982
1984
1986
1988
1990
RELEJNA TEHNIKA IN ELEKTRONSKE CEVI
TRANZISTORKSA TEHNIKA
TEHNIKA INTEGRIRANIH VEZIJ
INEGRACIJA Z MINIRAČUNALNIKI (CNC 1)
MIKROPROCESORSKA INEGRACIJA(CNC 2)
VLSI TEHNIKA (CNC 3)
Slika 27 Prikaz padanja deleža elektronskih komponent
Z vključitvijo mikroračunalnika v krmilje stroja so se odprle dodatne možnosti za dvig
avtomatizacije proizvodnje predvsem pa za izdelavo vse zahtevnejših oblik Obenem se
pojavijo tudi težnje da bi večji del programerskih funkcij postavili neposredno na krmilje
stroja K sreči so se te težnje kmalu izgubile saj bi danes to pomenilo da bi stroj vreden
nekaj 100 tisoč evrov namesto svoje ciljne funkcije opravljal delo osebnega računalnika
vrednega nekaj 300 evrov Je pa omenjeni trend pustil pozitivne posledice pri razvoju
konvencionalnih univerzalnih strojev Ti so danes prav tako že opremljeni s krmilji vendar je
postavitev vseh elementov še vedno prirejena človeku ki s strojem dela in ne avtomatskim
strežnim napravam kot je to običaj pri ˝čistih˝ numerično krmiljenih strojih
S pojavom CNC-strojev pa se je zgodila še ena velika sprememba ki je bila posledica
vgrajenega računalnika Pokazala se je namreč potreba po zmogljivejši in vse zahtevnejši
programski opremi Le-ta je kmalu začela predstavljati večji del vrednosti stroja kot pa
Univerza v Mariboru ndash Fakulteta za strojništvo Diplomsko delo
- 13 -
njegove mehanske komponente Oba navedena vzroka neuporabnost stroja če se na njem
izvaja programiranje in stroški programske opreme sta privedla do ločevanja programerskih
funkcij od čistih krmilno-komunikacijskih funkcij krmilja Tako se danes z redkimi
izjemami programiranje strojev izvaja na ločenih grafičnih postajah kjer se s pomočjo
simulacijskih programov izvede tudi preizkušanje NC-programov Od tod pa se preverjeni
NC-programi preko računalniških mrež prenašajo do CNC-strojev
0
20
40
60
80
100
1967
1968
1969
1970
1971
1972
1973
1974
1975
1976
1977
1978
1979
1980
1981
1982
1983
1984
Slika 28 Prikaz naraščanja stroškov programske opreme
27 Prihodnost razvoja
Od prihodnosti na področju razvoja numerično krmiljenih strojev pričakujemo predvsem
večje možnosti povezovanja v računalniška omrežja Te so namreč še vedno odvisne od
standardnih serijskih vmesnikov tipa RS 232 na katere se potem priklapljajo najrazličnejše
zunanje komunikacijske naprave Zaradi omejitev serijske komunikacije je seveda močno
omejena tudi izmenjava podatkov med strojem in nadzornim računalnikom ki bo v prihodnje
nujna zato pričakujemo tudi ukinjanje nekaterih funkcij CNC-krmilja ki sodijo bolj na
STROŠKI PROGRAMSKE OPREME
STROŠKI STROJNE OPREME
Univerza v Mariboru ndash Fakulteta za strojništvo Diplomsko delo
- 14 -
področje grafičnih delovnih postaj Namesto teh bo prišlo do vključevanja omrežnih
protokolov kot sta TCPIP in IPXSPX kar bo omogočilo neposredno povezovanje v
arhitekturo odjemalecstrežnik s čimer se bo pojavila tretja generacija DNC-konceptov
Nenazadnje bo prej ali slej moralo priti do ukinitve trenutnega standarda NC-kodnega zapisa
ki s svojo omejenostjo že predstavlja oviro Pričakujemo lahko pojav novega standarda z
izrazno bogatejšim kodiranjem ali celo pojav poprocesorjev integriranih v krmilja CNC-
strojev
Zelo pomembno za prihodnji razvoj numerično krmiljenih strojev in s tem povezane
tehnologije je nadaljnje upadanje deleža velikoserijske in masovne proizvodnje v
strojegradnji kar je posledica tržnih sprememb Potrebe trga se vedno bolj nagibajo k večji
individualizaciji dobrin kar pomeni prilagajanje posameznih izdelkov posebnim
individualnim potrebam kupca V takšnih razmerah pa sta nujni velika prilagodljivost in
odzivna sposobnost proizvodnega sistema za kar so numerično krmiljeni obdelovalni stroji
vedno bolj prilagojeni (slika 29)
MasovnaSerijska
Individualna
Maloserijska
Deleži numeričnih strojev v proizvodnji
Slika 29 Deleži numeričnih strojev v proizvodnji
Univerza v Mariboru ndash Fakulteta za strojništvo Diplomsko delo
- 15 -
3 TREND NA PODROČJU CNC-TEHNOLOGIJE
STEP-NC se uporablja v proizvodnji frezanja vrtanja struženja konturnega rezanja in je
prihodnost CNC-programiranja Povezovanje sistemov z boljšim ga naredi bolj
interoperabilnega omogoča hitrejše programiranje ter varnejše delo Tako lahko z uporabo
koncepta fleksibilne proizvodnje s tem sistemom prihranimo ogromno denarja
31 Predstavitev tehnologije STEP-NC
V preteklih letih se je ogromno dogajalo v smeri razvoja elektronske tehnologije kot tudi na
področju programske opreme ki sta tesno povezani tehnologiji kateri sta imeli ogromen vpliv
na današnje numerične CNC-stroje in krmilja
Numerični stroji in krmilniki so postali bolj inteligentni fleksibilni z več spomina
oziroma kapacitete ter z veliko boljšo povezavo v skupnem internem omrežju (slika 31) To
vodi v spremembo oblikovanja DNC-sistema ki temelji na prejšnjem DNC-sistemu Z DNC-
sistemom podatkov dobimo bolj primerne sposobnosti shranjevanja ne samo v centralnih
DNC-serverjih ampak tudi v CNC-krmilnikih ali CNC-terminalih Sprememba arhiviranja
pomeni zahtevo DNC-programske opreme naj se spremenijo tako DNC v celoti z vsemi
osnovnimi funkcijami tega sistema kakor tudi distribucija NC-podatkov v obeh smereh do
CNC-stroja Tako naj bi zadovoljili današnje zahteve da dovoljujejo uporabnikom gradnjo
spreminjanje podatkov v odnosu med obdelovancem (3D-zapis) s 3D in drugimi
podatkovnimi programi kot so denimo program za arhiviranje podatkov orodij informacij
risb obdelovanca proizvodnih podatkov strojnih parametrov Vse želje uporabnikov bazirajo
na tem kako povezati vse sisteme preko interneta ter tako pridobiti na večji fleksibilnosti
sistema oziroma proizvodnje Takšni sistemi omogočajo večjo preglednost podatkov s čimer
se samo spreminjanje podatkov ne vrši v spremembi glavnih funkcij le-teh Sedanji problemi
s podatki ki prihajajo na stroj po drugih sistemih kot so enosmerni sistem NC v CNC
povzročajo pri transformiranju izgubo osnovnih podatkov Težavo pa predstavlja tudi
Univerza v Mariboru ndash Fakulteta za strojništvo Diplomsko delo
- 16 -
kasnejše popravljanje podatkov na stroju kar privede v naslednji fazi do izgube le-teh STEP-
tehnologija pa nam omogoča boljšo preglednost ter bolj natančen zapis podatkov
Slika 31 Prikaz heterogenega DNC-sistema
32 STEP-proizvodnja
STEP-proizvodnja temelji na DNC-sistemu z zmožnostjo za shranjevanje v DNC-serverju
in tudi v CNC-terminalu To predstavlja velik izziv za DNC-programsko opremo v
implimentarnih osnovnih funkcijah
Posredovalcu ki temelji na DNC-programski opremi z asistenco (ADNC) je
predlagano kako reševati probleme znotraj samega omrežja ter prenosa podatkov Njegova
naloga je zbirati distribute NC-informacij in jih transformirati oz prenesti varno in seveda
v celotni obliki z vsemi pripadajočimi funkcijami NC-program z zbranimi strojnimi
podatki znotraj omrežja ne izgubi veličinskih funkcij Zato dobiva tehnologija STEP-NC
nove razsežnosti nadaljnjega razvoja v smeri kako s sestavo agentov ki temeljijo na
asistenci (agenti AP s platformo agenta JADE) nadzorovati spremembe transformacij NC-
programov
Univerza v Mariboru ndash Fakulteta za strojništvo Diplomsko delo
- 17 -
33 Informacijski model
STEP integrira več kot deset objektnih modelov s takšno povezljivostjo pa dobimo boljši
informacijski sistem ki zajema inženirsko kolaborativno delo upravljanje oskrbovalne
verige avtomatizacijo tovarne mikro obdelavo Med objektnimi modeli je mnogo
pomembnih relacij (slika 32)
Slika 32 Prikaz prednosti uporabe STEP-tehnologije
34 Lastnosti STEP-NC
Eliminacija 4500+ postprocesorjev
Varnejši bolj prilagodljivi obdelovalni stroji
Out-sourcing kontrole kvalitete
Projicirani prihranki pri procesiranju
Univerza v Mariboru ndash Fakulteta za strojništvo Diplomsko delo
- 18 -
35 Sedanji problemi
Trenutno aktualni proces je neučinkovit
Konstrukcija pošilja nepopolne podatke
Proizvodnja dela popravke a jih ne dokumentira
Končni rezultat je krmilni program ki dela le na enem stroju pri enem dobavitelju
RS274D ISO DIN66025 (G-koda) je stara 50 let
CMM za preverjanje geometrije komponent so obsežne (slika 33)
Slika 33 Obsežne CMM za preverjanje geometrije komponent
V uporabi imamo NC-programiranje z RS274D ki ima v zapisu še vedno G-kodo Ta
nima tako bogatega zapisa integriranih podatkov kot STEP-NC kar prikazuje navedeni
primer - razlike med obema zapisoma (slika 34)
Univerza v Mariboru ndash Fakulteta za strojništvo Diplomsko delo
- 19 -
Slika 34 Prikaz standardne G-kode v zapisih programov CNC
N05 G54
N10 G00 Z10000
N15 G91 G0 Z200
N20 T5 D1 WW
N30 G90 M5
N35 G00 X0000 Y-150000 N40 G00 Z5000
N45 M08
N50 S3183000
N55 M03
N60 F1477000
N65 G00 X60000 Y-150000 N70 G00 Z5000
N75 G00 X60000 Y-150000 N80 G01 Z-0500
Stroju specifični
program komponente s
podatki o gibanju osi
ki ga generira
postprocesor
Dobavitelj specifične
razrešitve originalnega
standarda
Samo primitivni gibalni
in priklopni ukazi
Ni standardiziranega
podatkovnega formata
za procesiranje krivulj
in softiciranih NC-
tehnologij
Idealen za papirni
trak
STEP-NC nadomešča G-kodo z
bogatim integriranim
podatkovnim formatom
Univerza v Mariboru ndash Fakulteta za strojništvo Diplomsko delo
- 20 -
Slika 35 Prikaz pomembnih relacij v tehnologiji STEP-NC
36 Funkcionalnost STEP-tehnologije
Korist in funkcionalnost STEP-tehnologije sta danes na področju boljše kontrole procesov
kjer s pomočjo te tehnologije zajamemo bolj natančno funkcijo zapisa daljic in lokov (TCP-
zapis) K temu spadajo tudi vse tolerirane krivulje ter produkti geometrije obdelovanca s
čimer je izboljšan zapis v STEP-tehnologiji veliko bolj natančen ( slika 35)
Nadaljnje razvijanje STEP-tehnologije v odvisnosti koristi in funkcionalnosti poteka v
smeri boljšega določevanja parametrov značilnosti toleranc značilnosti vrtilnih ciklov ki
spadajo v skupino boljšega monitoringa procesov Naslednja najnovejša skupina STEP-
tehnologije je fleksibilna proizvodnja z boljšim zapisom parametričnih operacij nadzorovanje
delovnih korakov tolerirane površine pogojne operacije Na ta način dobimo na osnovnem
nivoju zgradbe samega krmiljenja procesa tako imenovano pametno krmilje ki je zgrajeno iz
CAM-zapisa z dvosmerno povezavo z zapisovalnikom (DLL) ta pa je v povezavi z AP-238
datotekami (SUBS) in je enosmerno povezan s kontrolo podatkov ter STEP-NC-
simulatorjem vse skupaj pa je v povezavi s krmilnikom HMI do krmilnika gibov Krmilnik
Univerza v Mariboru ndash Fakulteta za strojništvo Diplomsko delo
- 21 -
HMI sestavljata pretvornik (DL) in gibalnik ukazov (TCP) Vse to sestavlja osnovni nivo
konfiguracije katerega smo vstavili v obstoječe CNC-komponente Vstavili smo zapisovalnik
(DLL) in pretvornik (DL) ki omogočata eliminacijo postprocesorjev hitrejšo operaterjevo
potrditev programa ter optimalno kreiranje poti na stroju Če pa krmilnik HMI dopolnimo z
nadzornim (DLL) in CNC-polnilnikom pa dobimo konfiguracijo nadzora procesa Ta nam
dovoljuje verifikacijo pravilnosti operacij krmilnika čase operativnih parametrov indifikacijo
značilnosti operacije orodij za vsak delovni potek
37 STEP-tehnologija kot nov jezik za CNC-krmilje
Za kompleksnejše obdelovance je tehnologija STEP-NC popolna saj gre za nedvoumen
model komponent in procesov Združuje obdelovalne procese potrebe po orodjih geometriji
tolerancah in PDM S CNC-sistemom naredi bolj interoperabilnega omogoča hitrejše
programiranje varnejše delo Tako lahko z uporabo koncepta fleksibilne proizvodnje s tem
sistemom prihranimo ogromno denarja
38 STEP-tehnologija kot problemsko orientirano programiranje
Z datoteko AP-238 opisujemo kaj in tudi kako saj s tem dosežemo da iz surovca
naredimo geometrijo odstranjujemo značilnosti spreminjamo vrstni red z ustreznimi orodji
ki ustrezajo tem zahtevam AP-238 dovoli krmilniku tudi izbiro gibov orodja S tem
nadomestimo prejšnjo obliko zapisa s standardno kodo G ki opisuje samo kako (premakni
orodje na to lokacijo premakni orodje na to lokacijo in tako naprej za tisoč ukazov)
Univerza v Mariboru ndash Fakulteta za strojništvo Diplomsko delo
- 22 -
4 PRIMERJAVA MED PROGRAMOMA DEPOCAM 6 IN UGS
NX4 ZA PROGRAMIRANJE NC-STROJEV
41 Pomembnosti programov za programiranje CNC-strojev
Danes imamo na trgu veliko izbiro programov paketov za CAM-programiranje pri katerih
vsak po svoje odlično služi svojemu namenu naloga uporabnika pa je da ob investiciji pri
nakupu takšnega paketa ve kakšna je njegova namembnost in kaj bo z njim počel da ga bo
lahko optimalno izkoristil tudi v prihodnosti
Paketi CAM-programiranja se danes razlikujejo v detajlih ki jih uporabniki začetniki niti
ne opazijo To pride najbolj do izraza pri jalovih hodih oz poteh ki so generirane pri samem
programiranju in se od programa do programa razlikujejo To so zelo pomembni parametri v
odvisnosti koliko časa bomo porabili za izdelavo izdelka na CNC-stroju z najbolj
optimalnimi potmi s katerimi bomo prihranili pri času izdelave Tukaj ne smemo pozabiti da
tudi sekvence poti vplivajo na čas in obstojnost orodja Orodja in njihova obstojnost pomenijo
velik delež stroškov in če te parametre držimo na optimumu prihranimo na letni ravni
ogromno časa in denarja ter podaljšamo delovanje orodij Lahko bi rekli da so ti parametri
najbolj zaželeni seveda pa ne smemo pozabiti na samo programsko okolje različnih
programov paketov
Nekateri paketi so zelo nazorni pregledni hitro učeči enostavni za uporabo v tem oziru
pa se med seboj tudi precej razlikujejo V različnih panogah kot je denimo orodjarstvo s
svojo kompleksno strukturo z izdelavo preciznih segmentov orodja z različnimi trdotami
(kaljene površine) s postopki obdelave in s svojo unikatnostjo predstavljajo velik izziv za
ponudnike CAM-paketov ter skrbno izbiro le-teh Še tako podobni vgradni strojni vložki se
lahko med sabo zelo razlikujejo po strategiji obdelave Vse to vodi managerje v orodjarnah
da čim bolj združujejo posamezne operacije znotraj organizacijske strukture kot so
detajliranje in izdelava tehnologije posameznih pozicij ali pa programiranje ter posluževanje
Univerza v Mariboru ndash Fakulteta za strojništvo Diplomsko delo
- 23 -
strojev ipd Zato je zelo pomembno da je CAM-programski paket generiran tako da zelo
hitro preračunava posamezne sekvence da ne pride zaradi tega do zastojev na strojih
V nadaljevanju bomo primerjali dva programa za programiranje CNC-strojev in sicer
paketa DEPOCAM 6 in UGS NX 4 ki se že v sami osnovi zelo razlikujeta
42 Opis programa za NC-programiranje DEPOCAM 6
DEPOCAM prihaja iz hiše NC Graphics ustanovljene leta 1993 njegov izumitelj pa je bil
Arthur Flutter leta 1977 v Cambridgeu v Veliki Britaniji S podjetjem Depocam GmbH je
leta 1993 ta program v celoti zaživel na trgu ponudnikov CAM-paketov Združitev v NC
Graphics je bila želja proizvajalca da ponudi svojim kupcem celovit paket od strojev orodij
programskih paketov ki bazirajo na dolgoletnih izkušnjah operaterjev v industriji To
povezovanje proizvajalca s kupcem pa je seveda obrodilo sadove v enostavnosti
programskega okolja ter dobrih optimumih rezalnih parametrov
Program se v praksi ne trži kot samostojna enota ampak v sklopu investicije primernega
orodjarskega stroja ustreznega rezilnega orodja in v racionalni uporabi rezilnega orodja To
seveda ne pomeni da je program kot posamezna komponenta neučinkovit nasprotno pomeni
konkurenčno prednost pred ostalimi ravno zaradi zaključenega paketa
S tem paketom lahko združimo dvoje delovnih mest (programerja in operaterja) v eno in
tako dosežemo
prenos odgovornosti za doseganje planov v podjetju na operaterja programerja saj
ima operater glavno vlogo pri doseganju proizvodnih normativov
dvig splošnega nivoja znanja na vse zaposlene v proizvodnji
15-odstotni dvig produktivnosti in obdelovalno kvaliteto saj imajo vsi zaposleni
vpogled v končni CAD-model na računalniku ob stroju
Univerza v Mariboru ndash Fakulteta za strojništvo Diplomsko delo
- 24 -
43 Delovno okolje DEPOCAM 6
Delovno okolje v programu za CNC-programiranje strojev je program namenjen
programiranju 3-osnih in 3+2-osnih CNC-strojev V delovnem okolju je opaziti da so vse
funkcije programa prikazane v orodnih vrsticah ker pomeni da uporabnik ni preobremenjen z
nešteto prikazanimi funkcijami ki dajejo vtis nepreglednosti in neuporabnih ukazov To je
nazoren primer kako enostaven je po svoji namembnosti uporabniku ki mora spoznati samo
določena pravila (ukazi na miški) in že lahko ustvari enostavne programe za CNC-
programiranje Ikone ali shematsko drevo na levi strani omogočajo vklop modela funkcije
operacije obdelave s tem pa lahko natančno primerjamo med dvema različnima obdelavama
poti orodja
Model uvozimo v obliki ( x_t iges Catia V4 in Catia V5 hellip) nastavimo koordinatni
sistem tako da transformiramo model po ordinatah x y z rotiramo zrcalimo v željeni
položaj za kasnejše vpetje na stroj Ko je model postavljen v pravilno lego v koordinatnem
sistemu (ujemanje s pozicijo koordinatnega sistema stroja) lahko mere po x y z preverimo
tako da se z miško postavimo na željeno površino in v orodni vrstici desno spodaj se nam
prikazujejo vrednosti dolžin x y z koordinat Tako v dveh korakih v delovnem okolju
določimo pozicijo 3D-modela moteče pri tem pa je seveda to da se model kopira med sabo
(levo orodno drevo) kar lahko ob nepazljivosti povzroči kasnejšo zmedo med modeloma če
prejšnjega ne izbrišemo Pri vsaki izbiri obdelave nam ob vnosu orodja ni potrebno vnašati
parametrov kot so premer orodja njegova dolžina ampak iz arhiva v katerega smo vnesli
te parametre samo izberemo željeno orodje z vsemi parametri (slika 41) S tem se izognemo
dolgotrajnemu vpisovanju v menije za določanje parametrov orodja hkrati pa se vodi
evidenca orodij v uporabi
Univerza v Mariboru ndash Fakulteta za strojništvo Diplomsko delo
- 25 -
Slika 41 Prikaz delovnega okolja DEPOCAM 6
44 Opis programa za NC-programiranje UGS NX4
Programski paket UGS NX4 izhaja iz podjetja Siemens kjer se je pred tem imenoval
Unigraphics in ga je leta 1991 razvil Douglas McDonnell Njegov razvoj je temeljil na
združitvi I-DEAS v NX-program ki služi za vzvratno inženirstvo ter oblikovanje v 3D-
oblikah Tako lahko iz CAID-formata ustvarimo CAD CAM-format UGS NX4 se že v
osnovi močno razlikuje od programa DEPOCAM 6 ki je namenski program za
programiranje Področja uporabe sistema UGS NX4 so
zahtevni industrijski ˝desing˝
modeliranje komponent in velikih sklopov
izdelave tehnične dokumentacije
Navigator ˝prikaz modela in vsehoperacij˝
Opravilna vrstica za izbiro varnostnih linij in zaznavo površin hellip
Opravilna
vrstica za izbiro
obdelovalnih
Opravilna vrstica
za izbiro različnih
pogledov modela
Osnovna opravilna vrstica -zavesni meni
Prikaz procesiranja programa -proces Manager
Univerza v Mariboru ndash Fakulteta za strojništvo Diplomsko delo
- 26 -
engineering
zahtevna NC-tehnologija ndash programiranje
uporaba v kemični industriji
Industrijsko oblikovanje predstavljajo CAD CAM CAE izdelava orodij ki se deli v NX
Shepe studio in Imageware
CAD-delovno okolje zajema modeliranje zahtevnih free-form oblik velikih sklopov z
modeliranjem komponent iz pločevine (sheet metel) modeliranje cevovodov električne
povezave izdelave tehnične dokumentacije
CAE obsega različne digitalne analize izdelka z različnimi programskimi paketi NX
Scenario NX Master FEM NX Nastran s katerimi lahko simuliramo določeno stanje raznih
obremenitev toplotno gibanje trdnost ter toplotna stanja
CAM zajema različne programske pakete ndash 2D-programiranje 3D-programiranje 3- in 5-
osno programiranje ter programiranje vseh strojev v orodjarstvu (frezalnih strojev stružnic
žične erozije ) Za uporabnika ima program integrirane PMI-orodne vrstice in dialog ki
predstavljajo veliko število ikon v orodnih vrsticah te pa so slikovno ponazorjene
Program se uporablja v Združenih državah Amerike predvsem v letalski industriji v
Evropi pa ni toliko razširjen Sam program ki je precej obširnejši za CNC-programiranje je v
primerjavi z DEPOCAM 6 vsesplošni in je ustrezna izbira tudi pri 3D-modeliranju
Pomembno je tudi da lahko izdelek z UGS NX4 spreminjamo popravljamo ali celo
skonstruiramo 3D-risbo možnosti za slednje z DEPOCAM 6 nimamo Tu je vidna prva
velika razlika med programoma saj izhaja DEPOCAM 6 iz drugih stališč kot UGS NX4 ki
zajema večjo obdelavo podatkov in je zato za uporabnika precej zahtevnejši z vidika obsega
programa
Univerza v Mariboru ndash Fakulteta za strojništvo Diplomsko delo
- 27 -
45 Delovno okolje UGS NX4
Kot je razvidno se UGS NX4 zelo razlikuje s stališča glavnih gradnikov programa ker
zajema tudi 3D-modeliranje in analiziranje narisanega izdelka Tako se že UGS-delovno
okolje močno razlikuje od specifičnega programa DEPOCAM Vsebuje namreč ogromno
število ikon funkcij ki pa niso povezane samo za CNC-programiranje ampak tudi za 3D-
modeliranje analiziranje (slika 42) Delovno okolje je za uporabnika kompleksnejše zato
potrebuje dodatno izobraževanje da lahko začne z delom po pravilih funkcij programa
Običajno se za takšne zahtevne programe organizira izobraževanje pri podjetju ki program
prodaja in traja približno mesec dni Kljub temu pa kompleksnost delovnega okolja
predstavlja velik izziv za uporabnika saj omogoča program veliko večje število pristopov oz
možnosti kako bomo izbrali obdelave na našem izdelku Po drugi strani pa lahko
nepoznavanje zmožnosti programskega paketa predstavlja tudi problem kajti tako izgubljamo
čas programiranja in same obdelave z napačno obdelavo pa skrajšamo tudi obstojnost orodij
in poslabšamo kvaliteto obdelave
Slika 42 Prikaz delovnega okolja UGS NX4
Ustvarjanje programa orodja geometrije operacije metode
Osnovna opravilna vrstica -zavesni meni
Postavitev koordinatnega sistema
Navigator ˝hitri dostop do operacij in pregled˝
Univerza v Mariboru ndash Fakulteta za strojništvo Diplomsko delo
- 28 -
5 PRAKTIČNI PRIMER PROGRAMIRANJA S
PROGRAMOMA DEPOCAM 6 IN UGS NX4
V tem delu diplomske naloge bomo predstavili nekatere pomembne funkcije za izdelavo
CNC-programa Za primerljivost programov po funkcijah ter specifičnem pomenu ju moramo
najprej vsaj malo opisati (slika 51 slika 52)
51 Slikovni prikaz funkcij za programiranje DEPOCAM 6 in UGS NX4
Slika 51 Prikaz funkcij za programiranje DEPOCAM 6
Navigator ˝prikaz modela in vsehoperacij˝ s katerimi opravljamo vsepomembne funkcije
Funkcije za določevanje varnostnih mej
Pregled postprocesiranja operacij
Univerza v Mariboru ndash Fakulteta za strojništvo Diplomsko delo
- 29 -
Slika 52 Prikaz funkcij za programiranje UGS NX4
52 Uvoz modela ndash primerjava
Omenjena programa se zelo razlikujeta od same postavitve modela v koordinatni sistem do
funkcij operacij ki jih uporabljamo zato je tudi uvoz modela v delovno okolje različen kar
bomo opisali v naslednjem poglavju
Pregled postprocesiranja operacij in simulacija rezalnih poti 2D 3D
Nastavitev vseh parametrov odrezavanja
Navigator operacij vklop označevanje in postprocesiranje operacij
Določevanje obdelovalnih površin in varnostnih mej
Univerza v Mariboru ndash Fakulteta za strojništvo Diplomsko delo
- 30 -
53 Postavitev in uvoz modela z DEPOCAM 6
Model uvozimo v program v obliki formata prt Enostavno odpremo kot vsak drug dokument
v zavesnem meniju (FILE-OPEN) določimo smeri koordinatnega sistema tako da
transformiramo model v željen položaj v samem koordinatnem sistemu Postavimo se na
triangulacijsko površino pogledamo pod lastnosti ali je bila prestavitev uspešna (x y z) ter
izbrišemo v levi orodni vrstici prejšnji model Takšen način se uporablja kadar imamo model
poljubno v prostoru vendar je model vzporeden s koordinatnim sistemom
54 Postavitev in uvoz modela z UGS NX4
Model s končnico prt odpremo v zavesnem meniju (FILE-OPEN) poiščemo mapo v kateri je
shranjen 3D-model in potrdimo V večini primerov se model najprej odpre v funkciji
GETEWAY Iz nje preidemo na funkcijo MANUFACTORING z dvoklikom na levi gumb
miške aktiviramo koordinatni sistem ki ga lahko prestavimo v točko na začetek ali polovico
premice krožnice če pa ga želimo postaviti na polovico pravokotne površine si moramo
dorisati pravokotnik in diagonalo pravokotnika ter prestaviti koordinatni sistem na polovico
diagonale Za surovec s katerim orišemo obdelovanec uporabimo ikono BLOCK izberemo
možnost določitve dveh diagonalnih točk in vpišemo višino Ko smo naredili in pregledali
surovec se je potrebno prestaviti iz funkcije MODELING v MANUFACTORING Pri prvem
odpiranju modela in surovca se pojavi okno MASHINING ENVIRONMENT V njem
potrdimo ikono INITIALIZE Določiti je potrebno tudi ime programa v opravilni vrstici in
sicer aktiviramo okno MANUFACTORING CREAT odpremo prvo ikono CREATE
PROGRAM izberemo skupino in vpišemo ime programa
Univerza v Mariboru ndash Fakulteta za strojništvo Diplomsko delo
- 31 -
55 Priprava površin s programom DEPOCAM 6
V kolikor želimo obdelovati rezilne vložke za orodja za pločevino ali pa gravure za orodja za
plastiko je potrebno površine nekoliko podaljšati da lahko izdelamo oster rob na vložku To
storimo tako da potrdimo model izberemo katero površino želimo podaljšati in potrdimo
ukaz GEOMETRY (Untrim surfaces) Pri obdelavi je zaželeno da imamo čim manj
prekinjenih rezov (izvrtine utori manjši sedeži) Da dobimo boljše obdelovalne pogoje in
daljšo življenjsko dobo rezilnega orodja si pred obdelavo model zakrpamo (funkcija
Externally trim surfaces) To storimo tako da potrdimo model izberemo površino na kateri
zakrpamo luknjo in izberemo ukaz GEOMETRY (Externally trim surfaces)
Paralelno premikanje površin (Offset surfaces)
Da površine navidezno premikamo recimo da moramo celotno obliko obdelovanca
znižati za 05 mm si lahko pomagamo tako da potrdimo model izberemo površino ki
jo želimo premakniti in izberemo ukaz GEOMETRY (Offset surfaces) Vpišemo še
številčno vrednost in sicer kolikšen naj bo premik površine
Izdelava robnih krivulj (Extract P-curves)
Kadar potrebujemo robne krivulje okrog posameznih površin lahko to storimo z
ukazom GEOMETRY (Extract P-curves) Te krivulje lahko izkoristimo za 2D-
rezkanje po konturi v prostoru (Along curve passed)
Izdelava paralelnih površin
Pred pričetkom grobe obdelave orodjarskega vložka je potrebno preučiti ustrezno
strategijo izdelave Kar hitro se nam lahko zgodi da grobo obdelamo kos z ene strani
ko pa ga želimo obdelati s spodnje strani ugotovimo da ga ne moremo več vpeti saj
surovec ni več vzporeden Zato si pred pričetkom grobe obdelave izdelamo najmanj tri
paralelne površine ki nam služijo kot nastavki za obdelavo vložka z zadnje strani To
naredimo tako da model najprej postavimo v pogled TOP ndash z vrha Nato z ukazom
BOUNDARIES (Create new folder) naredimo okvirje oziroma meje Prikličemo ukaz
GEOMETRY (Planar patch) in iz mej nastanejo paralelne površine Na koncu te še
združimo z osnovnim modelom
Univerza v Mariboru ndash Fakulteta za strojništvo Diplomsko delo
- 32 -
Vstavljanje raquoFilletlaquo poljubnih radiusov
Fillet nam omogoča za določeno območje na modelu vstavljanje poljubnih radiusov V
praksi se to uporablja takrat kadar moramo radius na modelu povečati Fillet nam
omogoči da grafično vidimo kako bo model izgledal pred obdelavo Ukaz izvedemo
tako da potrdimo model in določeno območje katerega želimo spremeniti Nato z
ukazom GEOMETRY (Fillet) definiramo velikost radia in dobimo željen rezultat
Zgoraj omenjenih šest prijemov rabe geometrije modelov lahko uporabimo tudi v
medsebojni kombinaciji
56 Priprava površin s programom UGS NX4
Za pripravo površin uporabljamo 3D-ekstrudirani model ki ga narišemo okrog našega
obdelovanca in ga določimo v navigatorju (desna stran menija) WORKPIECE Z dvoklikom
se odpre okno MILL GEOMETRY ki nam omogoča določitev surovca (Part) in obdelovanca
(Blank) Nastavimo lahko material ime premik (offset) surovca Določimo lahko tudi izbor
delov površin ki se jih moramo skozi celotno obdelavo izogibati (strojni primež ) Pri
izboru vsake od teh funkcij moramo biti pozorni da smo pravilno določili obdelovanec in
surovec to pa lahko preverimo na ikoni DISPLAY (prikaži)
Paralelno premikanje površin (Offset surfaces)
Da dosežemo navidezno premikanje površin ki jih želimo obdelati dimenzijsko večje
ali manjše lahko to določimo že v prvi fazi ko definiramo surovec in obdelovanec
(Workpiece) ali pa v meniju kjer izberemo obdelovalni postopek FINAL FLOOR
STOCK (končna površina z dodatkom)
Izdelava robnih črt krivulj
Za omejitev poti orodij si moramo okrog surovca obdelovanca narisati premice
krivulje ki bodo omejile pot orodja med obdelavo V zgornji orodni vrstici imamo
Univerza v Mariboru ndash Fakulteta za strojništvo Diplomsko delo
- 33 -
ikono za risanje premic krivulj krožnic pravokotnikov Z izbiro teh funkcij narišemo
željene meje obdelovalnih površin
Vstavljanje krpanje površin
Če imamo na obdelovancu utor in želimo površino predhodno porezkati na višino ter
doseči da nam pri tem orodje ne bo rezkalo utora lahko zakrpamo površino z ikono
FILLETS v zgornji orodni vrstici
57 Določevanje varnostnih mej z DEPOCAM 6
V tem podpoglavju bomo skušali definirati področja ndash meje (Boundaries) na CAD-modelu
Meje se potrebujejo zato da povedo kje na modelu bomo ali ne bomo obdelovali Obstaja
veliko načinov za definicijo mej
Ročno izdelana meja
Najbolj uporabna je ročno definirana meja Naredimo jo z ukazom BOUNDARIES
(Create new folder)
Vlečenje po modelu
Potrdimo model nato pa se s kurzorjem postavimo na željeno mesto na modelu Z
dvoklikom aktiviramo začetek nato poljubno klikamo po površini mejo pa
zaključimo z enim klikom na začetek Meja je sestavljena iz puščic in kvadratkov Z
naknadnim klikanjem po teh simbolih lahko mejo zožujemo raztegujemo ipd
Kreiranje kvadratnih mej
Kvadratno mejo dobimo tako da potrdimo model pritisnemo ctrl + leva tipka na
miški in narišemo poljubno velik kvadrat Tudi tega lahko kasneje spreminjamo
Kreiranje okroglih mej
Univerza v Mariboru ndash Fakulteta za strojništvo Diplomsko delo
- 34 -
Okroglo mejo dobimo tako da potrdimo model pritisnemo shift + leva tipka na miški
in narišemo poljubno velik krog Tudi krog lahko kasneje spreminjamo
Izdelava uokvirjene meje obdelovanca (Boundaries box)
Ta meja nam pokaže veliko o geometriji obdelovanca hkrati pa nam služi tudi za
postavitev koordinatnega sistema oz ničelne točke
Obrisna meja (Silhouette boundary)
Že sama beseda pove da gre za obris oz mejo posameznih površin na modelu za
katere se pač odločimo da jih bomo obdelovali Postopek je tak da najprej potrdimo
model na modelu označimo površino za katero želimo narediti obris in potrdimo
ukaz SILHOUETTE BOUNDARY Rezultat je obris površine v ravnini x-y na neki
višini
Odkrivanje področij obdelave na horizontalnih površinah modela (Shallow
areas)
Ta funkcija je zelo priročna da odkrijemo področja obdelave ločeno na horizontalnih
in vertikalnih površinah modela To nam omogoča ločeno obdelavo sten in ravnih
površin S takim načinom dela prihranimo predvsem pri stroških rezilnega orodja
(ploščic) ter času obdelave
58 Določevanje varnostnih mej z UGS NX4
Varnostne meje določimo s pomočjo izbire operacij v katerih imamo funkcijo za definiranje
varnostnih mej kot je npr ikona CHECK Vse črte krivulje si moramo narisati vnaprej da jih
lahko kasneje določimo kot varnostne meje Uporablja se tudi funkcija OFFSET CURVE in
sicer označimo željeno krivuljo ter jo prestavimo v izbrano pozicijo Pogosto je v rabi tudi
funkcija TRANSFORM ki jo najdemo v zgornji orodni vrstici (Edit-Transform) Z njo lahko
kopiramo prestavljamo rotiramo premice modele točke
Univerza v Mariboru ndash Fakulteta za strojništvo Diplomsko delo
- 35 -
Obstaja torej več poti kako določiti varnostno mejo postopki se med seboj zelo
razlikujejo vedno pa izberemo najustreznejšo možnost
59 Določevanje obdelovalnih operacij z DEPOCAM 6
Odkrivanje področij obdelave za poljubno rezilno orodje (Cutter contact
areas)
Preden pričnemo z grobo obdelavo kosa lahko prihranimo veliko časa če odkrijemo
točno določeno področje kjer bo orodje obdelovalo To naredimo s funkcijo CUTTER
CONTACT AREAS
Operacija Core roughing passes
V tem primeru gre za grobo obdelavo kjer počistimo material v obliki horizontalnih
presekov od zunaj navznoter Je zelo primerna za obdelavo odprtih pestičev saj začne
za vsak nivo obdelave rezilno orodje obdelovati izven obdelovanca s čimer se
zmanjša obremenitev rezilnih ploščic
Operacija Area clearance passes
Tudi v tem primeru gre za grobo obdelavo pri kateri počistimo material v obliki
horizontalnih presekov Tokrat se rezilno orodje vkopava v surovec v obliki spirale
pri čemer je celoten cikel obdelave nekoliko hitrejši vendar se zaradi večje obrabe
rezalnih ploščic in posledično pogoste menjave le-teh čas obdelave nekoliko podaljša
Operacija Rest roughing
Ta sekvenca je nujno potrebna preden začnemo s polfino obdelavo Pri grobi obdelavi
se pojavijo zelo visoke stopnice med ploskvami (2ndash25 mm) katere bi hitro uničile
kroglična orodja zato jih je potrebno znižati na čim bolj konstanten dodatek po celotni
površini Tako kasneje tudi nimamo težav pri polfini obdelavi
Univerza v Mariboru ndash Fakulteta za strojništvo Diplomsko delo
- 36 -
Gre za rezkanje ostankov po grobi obdelavi Te dobimo tako da najprej potrdimo
eno izmed sekvenc grobe obdelave in aktiviramo ukaz REST ROUGHING Vpišemo
s katerim orodjem bomo izvedli obdelavo ostankov in aktiviramo preračunavanje
Rezultat so poti katere je potrebno še povezati z jalovimi hodi (linkanje)
Operacija Horizontal area passes
V tem primeru gre za fino obdelavo horizontalnih površin predvsem s toričnimi
rezilnimi orodji V praksi je takšna obdelava zelo zaželena z vidika kakovosti in časa
obdelave
Operacija Perpendicular raster passes
Pri tej operaciji gre za fino in polfino obdelavo strmih sten kot so npr obdelave
Raster passes Ta obdelava jim je zelo podobna le da nam ob strmih stenah program
sam preračuna dodatno sekvenco in dodatne poti za lepšo površino
Operacija Radial passes
V tem primeru govorimo o radialni obdelavi ki pride v poštev predvsem pri vlečnih
vložkih da naredimo obdelavo v smeri vleka
Operacija Spiral passes
Gre za obdelavo v obliki spirale ki se uporablja za specifične kose v industriji
(lopatice rotorji hellip)
Operacija Along boundary
To je obdelava pri kateri potuje orodje po robu modela in riše sled glede na
predhodno določeno mejo Ta način se uporablja za zarisovanje sledi na obdelovancih
oz v orodjarstvu tudi za ˝lovljenje˝ ničelne točke na tistih obdelovancih na katerih
izvajamo dodelave in nimamo ustrezne konstrukcijske dokumentacije Prav tako jo
uporabljamo za razne napise ipd
Operacija Along curve passes
Gre za obdelavo po krivulji kjer lahko obdelujemo s korekcijo Tak način se koristi za
rezkanje sedežev s tolerančno mero kjer je potrebno več prehodov po isti poti da
Univerza v Mariboru ndash Fakulteta za strojništvo Diplomsko delo
- 37 -
pridemo do pravilne dimenzije (tolerančne mere) Ponavadi s to obdelavo obdelujemo
okvirje vložkov in tolerančne sedeže
510 Določevanje obdelovalnih operacij z UGS NX4
Kreiranje operacij za 2D-programiranje Create operation
Izberemo peto ikono v zgornji orodni vrstici (Create operation) tako določimo v oknu
ki se nam odpre način obdelave (Subtype operacijo) S klikom na puščice izberemo
prej vnesene podatke (ime programa geometrijo ndash workpiece orodje metodo
rezkanja vpišemo ime oziroma naziv operacije) Naziv operacije naj bo razumljiv
tako da že iz njega razberemo kaj operacija pomeni V 2D-operacije lahko izbiramo
naslednje obdelave
Obdelava Face milling area
Uporabljamo jo za poravnavo ravnih ploskev ko moramo npr poravnati jekleno
ploščo
Obdelava Face milling
Uporaba te obdelave nam omogoča rezkanje ravnin otokov
Obdelava Face milling manual
Ta obdelava je skoraj enaka kot prejšnji dve vendar ima dodatno možnost da lahko
izbiramo način poti orodja
Obdelava Planar mill
Z njo lahko s pomočjo 2D-funkcije naredimo stopničaste stene ali poševne stene v
uporabi za grobo obdelavo
Univerza v Mariboru ndash Fakulteta za strojništvo Diplomsko delo
- 38 -
Obdelava Planar profile
Omenjena obdelava nam je v pomoč da lahko s hitro funkcijo rezkamo po določeni
2D-obliki ali po določenem profilu
Obdelava Rough follow
Za izdelavo različnih utorov se večinoma poslužujemo te obdelave saj nam z
enakomernim čiščenjem dna rezkane površine naredi zadovoljivo kvaliteto površine
Obdelava Rough zigzag
To je obdelava s katero moramo na obdelovancu doseči pravilno hrapavost površine s
posebnimi potmi orodja ndash neprekinjen rez
Obdelava Rough zig
S to obdelavo moramo na obdelovancu doseči pravilno hrapavost površine s
posebnimi potmi orodja ndash prekinjen rez v eni smeri
Obdelava Cleanup corners
Kadar želimo počistiti vogale iz predhodne obdelave ki imajo radius R5 mi pa
potrebujemo radius R1 uporabimo to obdelavo
Obdelava Finish walls
Za dokončno oblikovanje stene uporabimo to obdelavo saj nam omogoča da je stena
obdelovanca kvalitetno obdelana
Obdelava Finish floor
Takšna obdelava je primerna za končno obdelavo ravnih površin
Za izbrano operacijo moramo v oknu operacije nastaviti še CONTROL POINTS
(nastavitev točke začetka obdelave) če nam po DEFAULTU ne ustreza Z izbiro metode
premikanja orodja (Method in Automatic) nastavimo pod kakšnimi pogoji naj se le-to
premika Pri funkciji nastavitve rezalnih parametrov CUTTING so nastavitve od operacije do
operacije različne in se spreminjajo za vsako metodo posebej zato moramo zelo dobro
Univerza v Mariboru ndash Fakulteta za strojništvo Diplomsko delo
- 39 -
poznati funkcije obdelav Za nastavitev obdelave v vogalih uporabimo funkcijo CORNER
Določiti moramo tudi ravnino na katero se mora orodje dvigovati za hitre gibe Nastavitev
pomikov opravimo s funkcijo FEED-RATES s funkcijo MACHINE pa opravimo nastavitve
stroja orodja kompenzacije te nastavitve so za vse operacije enake
511 Analiza rezalnih poti DEPOCAM 6
Preračun ostankov obdelave od predhodnega rezilnega orodja
Strategija obdelave je takšna da navadno obdelujemo od večjega orodja k manjšemu Seveda
pa je potrebno vedno med eno in drugo obdelavo preračunati ostanke obdelave od
predhodnega orodja V ta namen poznamo dve funkciji in sicer Detect theoretical rest areas
in Detect rest areas V obeh primerih gre za isto stvar razlika je samo kdaj uporabiti prvo in
kdaj drugo Detect theoretical rest areas uporabimo če preračunavamo ostanke na
obdelovancih kateri so bili predhodno že narejeni na njih pa potrebujemo samo modifikacije
(spremembe) Primer Po nekem teoretičnem modelu se izdela vlečni vložek Sledi preizkus v
stiskalnici kjer se ugotovi da je potrebno npr povečati vlečne radiuse iz R3 v R5 V takem
primeru se preračuna samo teoretični ostanek od prehodnega orodja
Merjenje in analiziranje modelov
Zaželeno je da si pred pričetkom programiranja vzamemo nekaj trenutkov za analizo in
merjenje modela saj nam bo to v veliko pomoč pred definiranjem strategije obdelave
Merjenje radiusov poteka tako da najprej vklopimo žični model potrdimo funkcijo merjenja
radiusa in s klikom na radius izmerimo velikost le-tega Ostalo merjenje dolžinskih mer pa
naredimo tako da s kurzorjem dotaknemo željeno mesto na modelu v spodnji vrstici
programske maske pa se nam izpisujejo koordinate v prostoru (x y in z) Prav tako lahko
merimo poljubne dolžine tako da se s kurzorjem postavimo na poljuben rob pritisnemo ctrl +
desna tipka na miški in vlečemo miško Ob kurzorju se nam vleče puščica z mero
Najenostavneje se kolizije rešimo na ta način da si ob definiranju rezilnega orodja ob vnosu
osnovnih parametrov (premera in dolžine) vrišemo še držalo orodja katerega nam program ob
Univerza v Mariboru ndash Fakulteta za strojništvo Diplomsko delo
- 40 -
preračunavanju sekvenc tudi upošteva Če pravilno vrišemo orodje in držalo praviloma do
trka ne more priti
Urejevanje poti obdelovanja
Ko preračunamo sekvence se nam prikažejo poti obdelave katere je mogoče pred
povezovanjem (linkanjem) tudi brisati Ta dobrodošla funkcija nam omogoča brisanje tistih
poti za katere vemo da jih ne potrebujemo in da nam bodo podaljšale čas izdelave To
storimo na sledeči način
model s preračunanimi potmi postavimo v tisti položaj v katerem bomo
ustrezno brisali dele poti
izdelamo ročno mejo (Boundaries) v tistem pogledu v katerem želimo rezati
poti
potrdimo mejo in preračunano sekvenco pritisnemo desno tipko na miški in
povemo ali hočemo brisati poti znotraj meje ki smo jo narisali ali izven nje
sledi še povezovanje (linkanje) editiranih poti
512 Analiza rezalnih poti UGS NX4
V vsakem oknu za kreiranje operacij imamo spodaj funkcijo TOOL PATH Z njo nastavljamo
barve črte poti orodja pri prikazu na zaslonu in verifikaciji poti Po nastavitvah vseh
parametrov s klikom na ikono sprožimo izračun poti orodja Verifikacijo narejene poti lahko
izbiramo na več načinov najboljši je tisti ko nam simulacija prikaže ostanke obdelave Če je
pot orodja pravilno izbrana se v navigatorju pod PATH prikaže zelena kljukica ki pomeni da
je pot orodja pravilno izračunana
Merjenje in analiziranje modelov
V orodni vrstici imamo ikono kot prikaz slike merila Tako merimo vse funkcije kot so
razdalje premeri radiusi kotnost centričnost in sicer se postavimo na željeno pozicijo
krajišča stečišča polmera točke
Univerza v Mariboru ndash Fakulteta za strojništvo Diplomsko delo
- 41 -
513 Primerjava z vidika programiranja
Danes nam veliki CADCAM-sistemi (Catia Unigraphics ProE hellip) ponujajo CAM-sisteme
za katere zatrjujejo da so najboljši Najpogosteje se uporabniki srečajo z velikim sistemom
šele na začetnih izobraževanjih vodenih s strani programskih hiš ki ponujajo predvsem
teoretično uporabo sekvenc Ko gremo s tem znanjem v praktično uporabo (na stroju)
pogosto ugotovimo da moramo v ponujenih menijih vse preveč nastavljati obrobne
parametre ki pa so v programu DEPOCAM 6 že nastavljeni na optimalne vrednosti v UGS
NX4 pa te možnosti ni To je razlog da so začetne obdelave na stroju navadno prava
polomija Pri programu DEPOCAM 6 so že v začetni fazi vsi parametri nastavljeni na
optimum tako so gibi orodij bolj prilagojeni naši obdelavi s čimer dosežemo manjšo izgubo
časa in manjšo obrabo orodja
514 Praktični primer ndash čas obdelave narejene z DEPOCAM 6 in UGS NX4
Za praktičen primer bomo vzeli segment narisanega 3D-orodja in ga primerjali s programoma
DEPOCAM 6 in UGS NX4 Obdelava obdelovanca orodja bo potekala s postopkom čelnega
frezanja s 3-osnim CNC-strojem Kakšen stroj bomo uporabljali nastavimo v meniju pri
programu UGS NX4 DEPOCAM 6 Da bodo parametri primerjave enakovredni oz realni
bomo vzeli enake parametre obdelave frezanja
V naslednjih korakih bomo primerjali samo funkcije za programiranje časovne izdelave
simulacije obdelave v tem primeru v 2D in 3D ter primerjali potrebne funkcije da bomo
prišli do končnega rezultata kako dolgo bomo izdelek delali na CNC-stroju (časovni
parameter)
Univerza v Mariboru ndash Fakulteta za strojništvo Diplomsko delo
- 42 -
Časovna primerjava 2D-simulacije
Pri enakih parametrih izdelujemo luknje v 2D z orodjem 20R2 Če primerjamo čase
simulacije obdelave programov DEPOCAM 6 ter UGS NX4 ugotovimo da traja izdelava z
UGS NX4 3978 časa več kot z DEPOCAM 6 (slika 53 slika 54) Ob uporabi
dvojedrnega procesorja in delovnega pomnilnika 2 Gb opravimo delo s programom
DEPOCAM 6 v eni uri in 43 minutah s programom UGS NX4 pa šele v treh urah in 27
minutah
Slika 53 Prikaz primera primerjave programa 2D v DEPOCAM 6
Univerza v Mariboru ndash Fakulteta za strojništvo Diplomsko delo
- 43 -
Slika 54 Prikaz poti orodja pri 2D v UGS NX4
Časovna primerjava 3D-simulacije
Pri enakih parametrih opravimo grobo frezanje v 3D z orodjem 52R3 Če primerjamo čase
simulacije obdelave programov DEPOCAM 6 ter UGS NX4 ugotovimo da traja izdelava z
UGS NX4 4566 časa več kot z DEPOCAM 6 Ob uporabi dvojedrnega procesorja in
delovnega pomnilnika 2 Gb opravimo delo s programom DEPOCAM 6 v 14 urah in 43
minutah s programom UGS NX4 pa šele v 31 urah in 13 minutah (slika 55 slika 56 slika)
Univerza v Mariboru ndash Fakulteta za strojništvo Diplomsko delo
- 44 -
Slika 55 Prikaz 3D-programa ndash groba obdelava v DEPOCAM 6
Slika 56 Prikaz 3D-programa ndash groba obdelava v UGS NX4
Univerza v Mariboru ndash Fakulteta za strojništvo Diplomsko delo
- 45 -
6 PRIMERJAVA PROGRAMOV Z VIDIKA UPORABNIKA
61 Kriteriji primerjave
Na sliki 61 smo zbrali najpomembnejše kriterije (lastnosti) za primerjavo med programoma
PROGRAM LASTNOSTI
DEPOCAM 6 UGS NX4
Popolnost funkcij enostavna uporaba z že vpisanimi parametri
preveliko število funkcij (nepopolno dodelane)
Uporabniška prijaznost lepo pregledano nasičenost z ikonamifunkcijami
Časovna zahtevnost enostavno učenje za 3-osne stroje
zelo kompleksen program za katerega potrebujemo vsaj
osnovno šolanje
Kakovost programa hitro delovanje z zelo redkimi napakami pri izračunih poti
orodja
pogoste napake pri izračunu poti orodja ter dolg čas
izračuna
Razširljivost dokup dodatnih funkcij za 3+2-osno programiranje
dokup paketov CAM CAD CAE
Odprtost programa zaradi enostavnosti zelo odprt zapleten delno odprt odprt z vidika nadgradnje
Finančni vložek približno 12000 euro približno 5640 euro
Možnosti dogradnjepostprocesorjev za
krmilje CNC-strojev
zajema 20 postprocesorjev+nadgradnja
(Heidenhain 530i)
zajema 100 postprocesorjev+nadgradnja
(Heidenhain 530i)
Arhiv orodij možnost arhiviranja parametrov orodij
nima možnosti arhiviranja parametrov orodij
Čas izdelave izračuna poti orodja
hitra počasna
Čas izobraževanja 40 ur 4 x 40 ur
Slika 61 Prikaz primerjave nekaterih pomembnih lastnosti programov
Univerza v Mariboru ndash Fakulteta za strojništvo Diplomsko delo
- 46 -
Popolnost funkcij se v obeh programih odraža v različnih smereh ndash DEPOCAM 6 s svojo
enostavnostjo ne preobremeni uporabnika Funkcije so tudi grafično zelo nazorno prikazane
in enostavne za uporabo saj je potrebno vpisati le malo parametrov Moteče pa je lahko to da
se nam vsakič ko spremenimo kakšen parameter ustvari kopija le-tega npr če prestavimo
koordinatni sistem se nam kopira 3D-model Če nismo pozorni in ne izbrišemo predhodnega
lahko programiramo model v napačnem koordinatnem sistemu
Pri UGS NX4 pa imamo na voljo ogromno število funkcij ki so grafično zelo
izpopolnjene vendar moramo vse parametre vsakič ponovno vpisati Pojavljajo se tudi napake
funkcij ko moramo nprza potrditev klikniti BACK namesto običajnega OK (funkcija
transform - kopiranje) Takšne sicer malenkosti pa lahko imajo velik začetni vpliv na
uporabnika saj smo z nepopolnostjo funkcij v položaju zmedenosti Ima pa ta program to
dobro lastnost da je ob vsaki funkciji slikovna obrazložitev vpisanega parametra
Uporabniška prijaznost je poudarjena v programu DEPOCAM 6 kjer imamo manjše
število funkcij v zelo lepem preglednem načinu orodnih vrstic Manjka mogoče samo to da
bi se ob izbiri obdelave pojavili slikovni prikazi kaj katera funkcija pomeni Vsekakor lahko s
tem programom hitro določimo operacijo obdelave z majhnim številom vpisov parametrov v
njihova polja saj so ob nakup paketa že vpisani najbolj idealni parametri
Pri programu UGS NX4 pa uporabnika z izdelavo grafike ikon presenetita videz in nazorni
prikaz slik raznih obdelav moteče pa je nenehno vpisovanje parametrov v veliko število polj
za določevanje rezalnih orodnih parametrov Preveč funkcij povzroči zmedenost uporabnika
sploh zato ker nekaterih sploh ne uporabljamo
Časovna zahtevnost je manjša pri DEPOCAM 6 saj je program hitro učeč in sicer na 40-
urnem tečaju organiziranem pri zastopniku programske opreme
UGS NX4 pa zahteva zaradi svoje obširnosti precej več časa za učenje programiranja
CNC-strojev predviden je začetni tečaj 4 x 40 ur ki ga organizira zastopnik v Sloveniji
Odprtost programa si DEPOCAM 6 ustvarja s preprosto uporabo vendar je glede
nadgradnje z vidika funkcij nekoliko zaprt ampak moramo razumeti da gre za specifični
program
UGS NX4 pa je delno odprt zaradi svoje zapletenosti je pa zelo odprt za nadgradnjo z
drugimi programskimi paketi
Univerza v Mariboru ndash Fakulteta za strojništvo Diplomsko delo
- 47 -
Finančni vložek ob nakup predstavlja veliko breme za podjetje še posebej če to ni veliko
Tako stane osnovni paket DEPOCAM 6 približno 12000 euro UGS NX4 pa je cenejši in stane
približno 5640 euro
Možnosti dogradnje postprocesorjev za krmilje CNC-strojev imata oba programa pri
čemer upoštevamo da ima DEPOCAM 6 v osnovi 20 postprocesorjev in možnost nadgradnje
s plačilom UGS NX4 pa ima v osnovnem paketu 100 postprocesorjev in možnost nadgradnje
v željen postprocesor
Arhiv orodij ima DEPOCAM 6 in sicer z vpisanimi vsemi parametri (radij dolžina orodja
premer radij konice orodja itd) UGS NX4 pa takšnega arhiva orodij nima
Čas izdelave izračuna poti orodja je pri DEPOCAM 6 kratek še posebej pri 3D-
programiranju UGS NX4 pa ima do 50 daljši čas izračuna poti orodja v primerjavi z
DEPOCAM 6
Čas izobraževanja je pri DEPOCAM 6 zaradi večje prijaznosti do uporabnika krajši (40-urni
tečaj) medtem ko UGS NX4 zaradi obsežnosti od uporabnika zahteva več časa za osvojitev
osnovnih znanj programiranja (4 x 40-urni tečaj) in nadgradnje znanja (3 x 40-urni tečaj)
62 Ugotovitve
S praktičnim primerom in z opisom nekaj osnovnih funkcij smo primerjali dva programa za
CNC-programiranje CNC-strojev z ugotovitvijo da se med seboj precej razlikujeta že v
samem delovnem okolju in vse do programiranja z različnimi funkcijami
DEPOCAM 6 je precej primernejši za podjetja ki izdelujejo orodja v obratih z več CNC-
stroji kot pa za majhno podjetje z enim ali dvema strojema saj je finančni vložek 52 večji
kot pri programu UGS NX4 S tega vidika je UGS NX4 veliko boljši za majhna podjetja
prototipne oddelke kjer nimamo oddelka konstrukcije S takšnim paketom lahko narišemo
sprogramiramo analiziramo obdelovanec z manjšim finančnim vložkom ndash vse naredimo z
enim programom CAD CAM V zakup seveda jemljemo določene pomanjkljivosti tega
programa kot so čas izdelave programa čas izdelave na CNC-stroju večja obraba orodij
Vsak uporabnik se mora seveda vprašati kakšna bo namembnost programiranja ter koliko
Univerza v Mariboru ndash Fakulteta za strojništvo Diplomsko delo
- 48 -
časa bomo potrebovali za samo izdelavo programa in izdelka kakšna bo obraba orodij zaradi
slabo izračunanih poti orodja ter kolikšni bodo dodatni stroški opreme
Iz povedanega sledi da včasih z nakupom nepravilne (cenejše) programske opreme
izgubimo preveč časa in denarja zato je zelo pomembno preizkusiti in preučiti namembnost
programa ndash za kaj ga bomo uporabljali (orodjarstvo serijska proizvodnja hellip) saj s pravo
odločitvijo olajšamo delo uporabnikom in privarčujemo denar
Univerza v Mariboru ndash Fakulteta za strojništvo Diplomsko delo
- 49 -
7 SKLEP
Danes postaja tehnologija CNC-strojev s hitro rastjo vedno bolj kompleksnih obdelovancev
vse bolj zapletena zato je nujno razvijati različne primere metodologij z vsemi segmenti
ustvarjanja in prenosa informacij
Na podlagi zgodovinskih dejstev vidimo da je prišlo od sredine 50-tih let prejšnjega
stoletja do ogromnega porasta CNC-strojev Sama oblika in prenos NC-podatkov se bosta
morala spremeniti saj v takšni obliki ne zadovoljujeta več natančnosti NC-zapisa Vse
smernice potekajo k povezovanju strojev v sinhronizirana omrežja z vmesniki ki skrbijo da
pri prenosih podatkov ne prihaja do izgube informacij Spremembe se vršijo tudi v nenehni
izboljšavi postprocesorjev ki lahko s svojo zanesljivostjo generirajo podatke o gibanju osi s
pretvorbo v standardni zapis CNC-kode CNC-zapis ima vpliv na samo premikanje osi stroja
in z dobrim zapisom (postprocesiranjem) ki zajema bolj natančne parametre funkcij dobimo
boljšo kvaliteto krivulj z bolj nadzorovanimi delovnimi gibi
Ena takšnih metodologij je STEP-tehnologija ki prinaša nove prijeme pri reševanju
takšnih problemov in pomeni prihodnost nadgradnje sedanje metodologije Seveda pa
predstavlja za podjetja največji strošek programska oprema CNC-programiranja Da izberemo
najboljši programski paket se moramo ravnati po določenih kriterijih s katerimi zadovoljimo
potrebe proizvodnje CNC-strojev
Z opravljeno primerjavo dveh programov za CNC-programiranje (DEPOCAM 6 in UGS
NX4) smo spoznali različnost njunih funkcij delovnega okolja prijaznosti do uporabnika ter
zahtevnosti programske opreme Preizkusili smo tudi kakšna sta časa obdelave pri enakih
rezalnih parametrih Zaključimo lahko da sta programa različna že v samem konceptu
nastanka kjer je DEPOCAM 6 veliko bolj specifičen s svojo enostavnostjo kot programski
paket UGS NX4 Podjetje kot je Depo ponuja celovit paket stroja rezalnih orodij
programske opreme in nudi razvojno usmerjenost pri kateri ob preizkušanju svojih rezalnih
orodij dopolnjujejo programsko opremo z optimalnimi parametri poti in rezalnih sekvenc
parametrov Temu nasproti stoji cenovno zelo ugoden program UGS NX4 ki nam omogoča
popravljanje in modeliranje obdelovanca sta pa časa izdelave programa in izdelave
obdelovanca CNC-programa daljša za približno 40
Univerza v Mariboru ndash Fakulteta za strojništvo Diplomsko delo
- 50 -
S tem diplomskim delom smo želeli med drugim opozoriti da je še kako pomembno
katero programsko opremo bomo kupili kakšna bo namembnost programiranja koliko časa
bomo potrebovali za samo izdelavo programa in izdelka kakšna bo obraba orodij zaradi slabo
izračunanih poti orodja ter kolikšni bodo dodatni stroški ob dokupu opreme Z ozaveščenim
nakupom programskega paketa lahko namreč privarčujemo ogromno denarja in časa podjetju
saj lahko že s preprosto primerjavo programske opreme ugotovimo kateri programski paket je
za naše podjetje najboljši
Univerza v Mariboru ndash Fakulteta za strojništvo Diplomsko delo
- 51 -
8 VIRI
[1] Balič Jože CADCAM postopki univerzitetni učbenik Maribor Fakulteta za
strojništvo 2002
[2] Kraut Bojan Krautov strojniški priročnik 14 slovenska izdaja izdajo pripravila Jože
Puhar Jože Stropnik Ljubljana Littera picta 2003
[3] Ren Zoran Škerget Leopold Hriberšek Matjaž Kuhn Guumlnther (ur) Advanced
computational engineering mechanics proceedings of the 1 Workshop Maribor
Slovenia October 9-112003 Maribor Faculty of Mechanical Engineering 2003
[4] Strojnotehnološki priročnik 7 izdaja Ljubljana Tehniška založba Slovenije 1998
[5] Balič Jože Mikložič Andrej Kovačič Marjan Automatic generation of NC program
V Katalinić B (ur) DAAAM International scientific book 2003 Vienna DAAAM
International 2003
[6] Engineers Toolbox The advanced online resource for engineering calculations and
reference [svetovni splet] Engrasp Inc Dostopno na WWW
httpwwwengineerstoolboxcom [452009]
[7] Breznikar Igor Računalniško podprto programiranje v orodjarni s sistemom Depocam
seminarska naloga Maribor Fakulteta za strojništvo 2008
[8] STEP-NC Hlebanja Gorazd [svetovni splet] Engrasp Inc Dostopno na WWW
wwwsteptoolscomlibrarystepnc [452009]
[9] Seminarska NC-stroji Univerza za strojništvo Maribor [svetovni splet] Engrasp Inc
Dostopno na WWW httpmajauni-mbsisloseminarskeNC-
strojiDodatnoZgodovinski20pregledhtm [652009]
[10] NC-Graphics Wikipedia [svetovni splet] Engrasp Inc Dostopno na WWW
httpenwikipediaorgwikiNC Graphics [852009]
[11] UGS NX Wikipedia [svetovni splet] Engrasp Inc Dostopno na WWW
httpenwikipediaorgwikiUGS_NX [1252009]
Univerza v Mariboru ndash Fakulteta za strojništvo Diplomsko delo
- 52 -
9 PRILOGE
Življenjepis
Osebni podatki
Ime in priimek Primož Koležnik
Datum rojstva 12 12 1978
Državljanstvo Slovensko
Naslov Andraž nad Polzelo 87e 3313 Polzela
12121978 Rojen v Slovenj Gradcu
1998-1999 Zaključena Osnovna šola Radlje ob Dravi
1999 Vpis v Srednjo strojna šola v Mariboru smer strojni tehnik
2001 Prva zaposlitev Gorenje dd in delo v oddelku preoblikovanje pločevine linija
za izdelavo pločevinastih vrat ohišji tovarna hladilne tehnike
2003 Vpis na fakulteto za strojništvo v Mariboru Visoko šolski program smer
proizvodnjo strojništvo izredno
2003 -
2004
Zadolžitev dela tehnika proizvodnje toplotno izoliranje vrat in ohišji v programu
hladilne tehnike
2005 -
2006
Statistični pregled aparatov v programu hladilne tehnike službe zagotavljanje
kakovosti
2006 - Dela v obratni merilnici službe zagotavljanje kakovosti hladilne tehnike
Univerza v Mariboru ndash Fakulteta za strojništvo Diplomsko delo
- 53 -
2007
2007- 2008 Delo v proizvodnji mojster linije za prevzemanje končnih aparatov
2008
2009
Delo v prototipni CNC programiranje in operater na CNC stroju
Delo v Gorenje Orodjarna programer in oparater CNC frezalnih strojev
Prosti čas
Pohodništvo
Kolesarjenje
Obnavljanje starodobnikov
Univerza v Mariboru ndash Fakulteta za strojništvo Diplomsko delo
UNIVERZA V MARIBORU
FAKULTETA ZA STROJNIŠTVO
Primož KOLEŽNIK
Maribor junij 2009
PRIMERJAVA MED PROGRAMOMA DEPOCAM IN UGS NX4 ZA PROGRAMIRANJE CNC-STROJEV
KAZALO vsebine
1 1 UVOD
3 21 Mejniki razvoja NC-tehnologije
9 23 NC-stroji CNC-stroji in DNC-obrati
10 24 Adaptivno krmiljenje (AC)
11 25 Prilagodljivi obdelovalni sistemi (POS)
11 26 Vpliv NC-tehnologij na obdelovalno tehniko
15 3 TREND NA PODROČJU CNC-TEHNOLOGIJE
20 36 Funkcionalnost STEP-tehnologije
21 37 STEP-tehnologija kot nov jezik za CNC-krmilje
21 38 STEP-tehnologija kot problemsko orientirano programiranje
22 4 PRIMERJAVA MED PROGRAMOMA DEPOCAM 6 IN UGS NX4 ZA PROGRAMIRANJE NC-STROJEV
22 41 Pomembnosti programov za programiranje CNC-strojev
23 42 Opis programa za NC-programiranje DEPOCAM 6
24 43 Delovno okolje DEPOCAM 6
25 44 Opis programa za NC-programiranje UGS NX4
28 51 Slikovni prikaz funkcij za programiranje DEPOCAM 6 in UGS NX4
30 53 Postavitev in uvoz modela z DEPOCAM 6
30 54 Postavitev in uvoz modela z UGS NX4
31 55 Priprava površin s programom DEPOCAM 6
33 57 Določevanje varnostnih mej z DEPOCAM 6
34 58 Določevanje varnostnih mej z UGS NX4
35 59 Določevanje obdelovalnih operacij z DEPOCAM 6
37 510 Določevanje obdelovalnih operacij z UGS NX4
40 512 Analiza rezalnih poti UGS NX4
41 513 Primerjava z vidika programiranja
45 6 PRIMERJAVA PROGRAMOV Z VIDIKA UPORABNIKA
49 7 SKLEP
51 8 VIRI
52 9 PRILOGE
KAZALO SLIK
2 Slika 21 Prvi zapis funkcij na luknjast trak
5 Slika 23 Prvi numerično krmiljen obdelovalni stroj
9 Slika 25 Prikaz numeričnega upravljanja računalnika
11 Slika 26 Prikaz povezljivosti CNC-sistema s postprocesorjem
12 Slika 27 Prikaz padanja deleža elektronskih komponent
13 Slika 28 Prikaz naraščanja stroškov programske opreme
14 Slika 29 Deleži numeričnih strojev v proizvodnji
16 Slika 31 Prikaz heterogenega DNC-sistema
17 Slika 32 Prikaz prednosti uporabe STEP-tehnologije
18 Slika 33 Obsežne CMM za preverjanje geometrije komponent
19 Slika 34 Prikaz standardne G-kode v zapisih programov CNC
20 Slika 35 Prikaz pomembnih relacij v tehnologiji STEP-NC
25 Slika 41 Prikaz delovnega okolja DEPOCAM 6
27 Slika 42 Prikaz delovnega okolja UGS NX4
28 Slika 51 Prikaz funkcij za programiranje DEPOCAM 6
29 Slika 52 Prikaz funkcij za programiranje UGS NX4
42 Slika 53 Prikaz primera primerjave programa 2D v DEPOCAM 6
43 Slika 54 Prikaz poti orodja pri 2D v UGS NX4
44 Slika 55 Prikaz 3D-programa ndash groba obdelava v DEPOCAM 6
44 Slika 56 Prikaz 3D-programa ndash groba obdelava v UGS NX4
45 Slika 61 Prikaz primerjave nekaterih pomembnih lastnosti programov
1 UVOD
2 ZGODOVINSKI OPIS RAZVOJA CNC-TEHNOLOGIJE
Slika 21 Prvi zapis funkcij na luknjast trak
21 Mejniki razvoja NC-tehnologije
Slika 22 Prvi računalniki
Slika 23 Prvi numerično krmiljen obdelovalni stroj
1920193019401950196019701980ČAS NASTANKATEHNOLOŠKI NIVO
RAZVOJ CNC PROGRAMIRANJA
UNIVERZALNEPRODUKCIJSKEAVTOMATI
22 Razvoj numerično krmiljenih strojev v Sloveniji
23 NC-stroji CNC-stroji in DNC-obrati
Slika 25 Prikaz numeričnega upravljanja računalnika
24 Adaptivno krmiljenje (AC)
25 Prilagodljivi obdelovalni sistemi (POS)
Slika 26 Prikaz povezljivosti CNC-sistema s postprocesorjem
26 Vpliv NC-tehnologij na obdelovalno tehniko
0204060801001201960196219641966196819701972197419761978198019821984198619881990RELEJNA TEHNIKA IN ELEKTRONSKE CEVITRANZISTORKSA TEHNIKATEHNIKA INTEGRIRANIH VEZIJINEGRACIJA Z MINIRAČUNALNIKI (CNC 1)MIKROPROCESORSKA INEGRACIJA(CNC 2)VLSI TEHNIKA (CNC 3)
Slika 27 Prikaz padanja deleža elektronskih komponent
020406080100196719681969197019711972197319741975197619771978197919801981198219831984
Slika 28 Prikaz naraščanja stroškov programske opreme
27 Prihodnost razvoja
MasovnaSerijskaIndividualnaMaloserijska
Deleži numeričnih strojev v proizvodnji
Slika 29 Deleži numeričnih strojev v proizvodnji
3 TREND NA PODROČJU CNC-TEHNOLOGIJE
31 Predstavitev tehnologije STEP-NC
Slika 31 Prikaz heterogenega DNC-sistema
32 STEP-proizvodnja
33 Informacijski model
Slika 32 Prikaz prednosti uporabe STEP-tehnologije
34 Lastnosti STEP-NC
35 Sedanji problemi
Slika 33 Obsežne CMM za preverjanje geometrije komponent
Slika 34 Prikaz standardne G-kode v zapisih programov CNC
Slika 35 Prikaz pomembnih relacij v tehnologiji STEP-NC
36 Funkcionalnost STEP-tehnologije
37 STEP-tehnologija kot nov jezik za CNC-krmilje
38 STEP-tehnologija kot problemsko orientirano programiranje
4 PRIMERJAVA MED PROGRAMOMA DEPOCAM 6 IN UGS NX4 ZA PROGRAMIRANJE NC-STROJEV
41 Pomembnosti programov za programiranje CNC-strojev
42 Opis programa za NC-programiranje DEPOCAM 6
43 Delovno okolje DEPOCAM 6
Slika 41 Prikaz delovnega okolja DEPOCAM 6
44 Opis programa za NC-programiranje UGS NX4
45 Delovno okolje UGS NX4
Slika 42 Prikaz delovnega okolja UGS NX4
5 PRAKTIČNI PRIMER PROGRAMIRANJA S PROGRAMOMA DEPOCAM 6 IN UGS NX4
51 Slikovni prikaz funkcij za programiranje DEPOCAM 6 in UGS NX4
Slika 51 Prikaz funkcij za programiranje DEPOCAM 6
Slika 52 Prikaz funkcij za programiranje UGS NX4
52 Uvoz modela ndash primerjava
53 Postavitev in uvoz modela z DEPOCAM 6
54 Postavitev in uvoz modela z UGS NX4
55 Priprava površin s programom DEPOCAM 6
56 Priprava površin s programom UGS NX4
57 Določevanje varnostnih mej z DEPOCAM 6
58 Določevanje varnostnih mej z UGS NX4
59 Določevanje obdelovalnih operacij z DEPOCAM 6
510 Določevanje obdelovalnih operacij z UGS NX4
511 Analiza rezalnih poti DEPOCAM 6
512 Analiza rezalnih poti UGS NX4
513 Primerjava z vidika programiranja
514 Praktični primer ndash čas obdelave narejene z DEPOCAM 6 in UGS NX4
Slika 53 Prikaz primera primerjave programa 2D v DEPOCAM 6
Slika 54 Prikaz poti orodja pri 2D v UGS NX4
Slika 55 Prikaz 3D-programa ndash groba obdelava v DEPOCAM 6
Slika 56 Prikaz 3D-programa ndash groba obdelava v UGS NX4
6 PRIMERJAVA PROGRAMOV Z VIDIKA UPORABNIKA
61 Kriteriji primerjave
Na sliki 61 smo zbrali najpomembnejše kriterije (lastnosti) za primerjavo med programoma
Slika 61 Prikaz primerjave nekaterih pomembnih lastnosti programov
62 Ugotovitve
7 SKLEP
8 VIRI
9 PRILOGE
Opravilna vrstica za izbiro varnostnih linij in zaznavo površin hellip13
13
Opravilna vrstica za izbiro obdelovalnih operacij13
13
Opravilna vrstica za izbiro različnih pogledov modela13
13
Osnovna opravilna vrstica - zavesni meni13
13
Stroju specifični program komponente s podatki o gibanju osi ki ga generira postprocesor13
Dobavitelj specifične razrešitve originalnega standarda13
Samo primitivni gibalni in priklopni ukazi 13
Ni standardiziranega podatkovnega formata za procesiranje krivulj in softiciranih NC-tehnologij13
13
N05 G5413
N10 G00 Z1000013
N15 G91 G0 Z20013
N20 T5 D1 WW13
N30 G90 M513
N35 G00 X0000 Y-150000 N40 G00 Z500013
N45 M0813
N50 S318300013
N55 M0313
N60 F147700013
N65 G00 X60000 Y-150000 N70 G00 Z500013
N75 G00 X60000 Y-150000 N80 G01 Z-050013
13
13
Idealen za papirni trak13
13
STEP-NC nadomešča G-kodo z bogatim integriranim podatkovnim formatom13
13
Navigator ˝prikaz modela in vseh operacij˝13
13
Prikaz procesiranja programa - proces Manager13
13
Ustvarjanje programa orodja geometrije operacije metode13
13
Osnovna opravilna vrstica -zavesni meni13
13
Postavitev koordinatnega sistema13
13
Navigator ˝hitri dostop do operacij in pregled˝13
13
Navigator ˝prikaz modela in vseh operacij˝ s katerimi opravljamo vse pomembne funkcije13
13
Funkcije za določevanje varnostnih mej13
13
Pregled postprocesiranja operacij13
13
Pregled postprocesiranja operacij in simulacija rezalnih poti 2D 3D13
13
Nastavitev vseh parametrov odrezavanja13
13
Navigator operacij vklop označevanje in postprocesiranje operacij13
13
Določevanje obdelovalnih površin in varnostnih mej13
13
13
13
13
13
13
13
13
13
13
STROŠKI STROJNE OPREME13
13
STROŠKI PROGRAMSKE OPREME13
13
13
13
Univerza v Mariboru ndash Fakulteta za strojništvo Diplomsko delo
- VIII -
UPORABLJENE KRATICE
AAM (Application Activity Model) Model področja
aktivnosti
AIC (Application Interpreted Constructs) Deljivi resursi
AIM (Application Interpreted Model) Aplikacijski
interpretirani model
AP (Applicatin Protocol) Aplikacijski protokol
API (Application Programming Interface) Aplikacijski programski
˝interfejs˝
CAD (Computer Aided Design) Računalniško podprte
oblikovanje
CAE (Computer Aided Engineering) Računalniško podprte
tehnične analize
CAM (Computer Aided Manufacturing) Računalniško podprta
proizvodnja
CAPP (Computer Aided Process Planning) Računalniško podprto
načrtovanje procesa
CNC (Computer Numerical Control) Računalniško numerično
krmilje
NC (Numerical Control) Numerično krmiljenje
DNC (Direct Numerical Control) Neposredno numerično
krmiljenje
ADNC (Application Direct Numerical Control) Aplikacijsko neposredno
numerično krmilje
Univerza v Mariboru ndash Fakulteta za strojništvo Diplomsko delo
- IX -
CAID (Centre of Applied Industrial Design) Center za dizajn
PMI (Product and Manufacturing Information) Produktni in proizvodni
podatki
PDM (Pruduct Data Management) Upravljanje s podatki v
proizvodnji
PLM (Product Lifecycle Management) Računalniško podprt
sistem za spremljanje
razvojnega cikla izdelka
IGES (Initial Graphics Exchange Standard) Standard za razumevanje
proizvodnje
ISO (International Organization for
Standardization)
Mednarodna
organizacija za
standardizacijo
STEP-NC (STEP Numeric Control) Razširjeni STEP
standard za NC-stroje
STEP (Standard for the Exchange of Product Model
Data)
Standard za razumevanje
podatkov proizvodnje
Univerza v Mariboru ndash Fakulteta za strojništvo Diplomsko delo
- 1 -
1 UVOD
V začetku diplomskega dela bomo predstavili zgodovino nastanka CNC-tehnologije in
prihodnost nekaterih metodologij zapisa CNC-programa s STEP-tehnologijo Na to bomo
izvedli primerjavo med programoma za CNC-programiranje strojev DEPOCAM 6 in UGS
NX4 ter primerjali nekatere osnovne funkcije obdelav s programoma Izvedli bomo tudi
primerjavo časa izdelave obdelovanca v programskem okolju Za to primerjavo bomo vnašali
v oba programa enake parametre odrezavanja pomike enako število obratov parametre
orodja in ugotavljali kakšen je čas operacij 2D in 3D med programoma Vršili bomo
primerjavo med programoma z vidika
finančnega vložka
popolnosti funkcij
uporabniške prijaznosti
časovne zahtevnosti
možnosti dogradnje postprocesorjev za krmilje CNC-strojev
arhiviranja orodij
časa izobraževanja
časa izdelave izračunov poti orodja
Za primerjanje programske opreme smo se odločili da bi ugotovili katere so dobre in
slabe strani programov in kako lahko določimo področje uporabe v proizvodnji Z vidika
primerjave je glede CNC-programske opreme napisanega premalo da bi ob nakupu takšne
opreme lahko primerjali lastnosti med programi in opravili najboljšo izbiro Veliko podjetij se
ob nakupu programske opreme odloči napačno ker se izbere programska oprema ki ne
dosega optimalnih rezultatov na strojih v določeni proizvodnji (orodjarstvo serijska
proizvodnja) S takšnimi odločitvami podjetja izgubijo finančna sredstva in tudi
konkurenčnosti proti drugim podjetjim
Univerza v Mariboru ndash Fakulteta za strojništvo Diplomsko delo
- 2 -
2 ZGODOVINSKI OPIS RAZVOJA CNC-TEHNOLOGIJE
Želji po napredku ki je prisotna v slehernem od nas ves čas botrujejo okoliščine ki jo
vzpodbujajo in včasih tudi usmerjajo Tako lahko le za redke izume trdimo da so plod
popolnoma neodvisne ideje V večini primerov so to izsledki temeljnih znanstvenih disciplin
kot sta matematika in fizika Na področju aplikativnih znanosti pa so izumi večinoma
pogojeni z razvojem tehnike in znanosti nasploh To še posebej velja za razvoj obdelovalnih
strojev kjer zgodovino poleg temeljnih znanosti krojijo še mnogi družbeni dejavniki ter
trenutne potrebe trga
Tako je prvi NC-stroj nastal zaradi potreb vojaške industrije ki je potrebovala orodje za
izdelavo vse zahtevnejših letal in letalskih pogonov Seveda bi si ta industrija podobne stroje
želela že prej vendar zanje čas še ni ˝dozorel˝ Pred njimi so morali nastati nekateri izumi in
ideje ki so ustvarili podlago in sprožili željo po izdelavi raquoSistema za neposredno krmiljenje
položaja vreten obdelovalnih strojev preko izhoda računskega strojalaquo kot se je glasil opis
naročila projekta ameriške vojske ki ga je prevzel John Parsons na MIT in ga danes štejemo
za izumitelja NC-stroja
Slika 21 Prvi zapis funkcij na luknjast trak
Univerza v Mariboru ndash Fakulteta za strojništvo Diplomsko delo
- 3 -
21 Mejniki razvoja NC-tehnologije
Idejo o krmiljenju naprav po vnaprej določenem scenariju lahko zasledimo že v 14 stoletju
ko so zvonove krmilili s posebnimi bodičastimi valji in na ta način dobili želeno ˝melodijo˝
ki se je lahko večkrat ponovila Razvoj sistema numerično vodenih obdelovalnih strojev je s
podobnimi izumi v tesni zvezi na njegov nastanek in nezadržni razcvet pa močno vpliva
razvoj elektronike in računalniške tehnike
V nadaljevanju je podanih nekaj ključnih zgodovinskih mejnikov razvoja krmilne tehnike
in numerično krmiljenih strojev
1808 je Joseph M Jacquard uporabil pločevinaste kartice z luknjicami za krmiljenje
tkalskih strojev in tako iznašel prenosljiv nosilec podatkov
1863 je M Fourneaux patentiral avtomatski klavir znan pod imenom Pianola Srce
klavirja je poleg običajnih klavirskih sestavnih delov vsebovalo približno 30 cm širok
papirnat trak z luknjicami (slika 21) skozi katere je stisnjen zrak krmilil mehanično
tipkovnico in igral melodije kodirane na papirnatem traku To metodo so nato
razvijali da je bilo mogoče regulirati tudi zvok jakost ter hitrost igranja kar je
omogočilo precej natančno izvedbo klavirskih skladb
Slika 22 Prvi računalniki
Univerza v Mariboru ndash Fakulteta za strojništvo Diplomsko delo
- 4 -
1938 je Claude E Shannon med pripravo svoje doktorske naloge na Massachusetts
Institute of technology (MIT) prišel do spoznanja da sta avtomatski preračun ter
prenos podatkov mogoča samo v dvojiški obliki in ob uporabi Boolove algebre ter da
so elektronska stikala edine praktično uporabne komponente za ta namen
1946 sta dr John W Mauchly in dr J Presper Eckert izdelala in dobavila ameriški
vojski prvi digitalni računalnik Eniac (slika 22)
1949ndash1952 je John Parsons v okviru MIT po naročilu ameriških letalskih sil razvil
˝Sistem za neposredno krmiljenje položaja vreten obdelovalnih strojev preko izhoda
računskega stroja˝ in kot dokaz o delovanju oblikoval izdelek Parsons je s svojim
projektom podal štiri ključna izhodišča za nadaljnji razvoj ideje o numeričnem
krmiljenju
o izračunana pot orodja se hrani na luknjani kartici
o luknjane kartice se na stroju avtomatično berejo
o kontrolira se gibanje orodja
o na osnovi teh podatkov se opravlja gibanje po koordinatnih poteh s servomotorji
Univerza v Mariboru ndash Fakulteta za strojništvo Diplomsko delo
- 5 -
Slika 23 Prvi numerično krmiljen obdelovalni stroj
1952 je pričel na MIT delovati prvi numerično krmiljeni obdelovalni stroj z imenom
Cincinnati Hydrotel z navpičnim vretenom Krmilje je bilo izvedeno z elektronkami
omogočalo je hkratno premikanje treh osi (3D-linearna interpolacija) in dobivalo
podatke preko dvojiško kodiranih luknjanih trakov (slika 23) S temi stroji je bilo
možno izdelati vedno zahtevnejše integralne dele za potrebe letalske industrije Šlo je
za izdelke ki jih je bilo možno natančno opisati z malo matematičnimi podatki vendar
zelo težko ročno izdelati
1954 odkupi podjetje Bendix Parsonsove patentne pravice in proizvede prvi
industrijsko izdelan NC-stroj prav tako z uporabo elektronk
1957 postavijo ameriške letalske sile (US Air Force) prve NC-rezkalne stroje v svoje
delavnice
Univerza v Mariboru ndash Fakulteta za strojništvo Diplomsko delo
- 6 -
1958 je bil predstavljen prvi programski jezik s simboli imenovan APT in sicer v
povezavi z računalnikom IBM 704 Pomeni začetek strojnega programiranja
1960 predstavijo nemški proizvajalci na sejmu v Hannovru svoje prve NC-stroje Za
numerična krmilja pričnejo v tem letu uporabljati tranzistorska vezja
1963 je bil izdelan prvi specialni NC-stroj
1965 iznajdejo avtomatični izmenjevalnik orodja
1968 postanejo z uporabo IC-tehnike (integralna vezja) krmilja manjša in
zanesljivejša
1969 uporabijo v podjetju SUNDSTRAND Omnicontrol v ZDA prve DNC-naprave
1970 iznajdejo avtomatično menjavo obdelovancev z menjavo transportnih palet
1972 omogočijo prvi NC-stroji s serijsko vgrajenim miniračunalnikom razvoj novi
generaciji zmogljivejših računalniško krmiljenih strojev ki pa so jih kmalu zamenjali
CNC-stroji z mikroprocesorji
1974 je bil izdelan prvi večoperacijski CNC-obdelovalni stroj
1975 iznajdejo avtomatične korekture orodja (povratni hod)
Univerza v Mariboru ndash Fakulteta za strojništvo Diplomsko delo
- 7 -
1976 pričnejo za krmilja CNC-strojev uporabljati mikroprocesorje
1977 iznajdejo avtomatični nadzor življenjske dobe orodja (AC-krmilja)
1978 so zasnovani prvi prilagodljivi proizvodni sistemi (POS)
1980 so programska orodja ki so jih razvili in pričeli integrirati v CNC-stroje
omogočila programiranje neposredno na strojih in sprožila spopade za in proti
krmiljem z ročnim vnosom podatkov CNC-krmilja že vsebujejo podprograme za
pomoč pri izdelavi programov za proizvodnjo
1984 postavijo zelo zmogljivi CNC-stroji podprti s programskimi orodji z grafičnim
prikazom nova merila za programiranje proizvodnje
198687 omogočajo standardni programski in računalniški vmesniki povezavo strojev
v avtomatizirano tovarno na podlagi računalniških mrež (CIM in JIT)
Univerza v Mariboru ndash Fakulteta za strojništvo Diplomsko delo
- 8 -
1920
1930
1940
1950
1960
1970
1980ČA
S N
ASTA
NKA
TEHNOLOŠKI NIVO
RAZVOJ CNC PROGRAMIRANJA
UNIVERZALNE
PRODUKCIJSKE
AVTOMATI
Slika 24 Prikaz razvoja CNC-programiranja
22 Razvoj numerično krmiljenih strojev v Sloveniji
Pri nas so se prvi NC-stroji pojavili okrog leta 1976 in sicer v Železarni Ravne kjer sta bila
proizvajalca Pratt amp Whitney na tedanji Višji tehniški šoli v Mariboru ter na Fakulteti za
strojništvo v Ljubljani pa vrste Cincinnati Milacron Med prve moderno opremljene tovarne
prištevamo še Litostrojevo tovarno viličarjev kjer se je proizvodnja na sodobnih CNC-strojih
začela leta 1979 Na območju nekdanje Jugoslavije so prvi NC-stroj pognali v Prvomajski v
Zagrebu ( prikaz razvoja slika 24)
Naše tovarne se z izdelavo računalniško krmiljenih stružnic in vrtalno-rezkalnih strojev za
obdelavo kovin niso ukvarjale Poleg bogate ponudbe iz tujine so s tovrstnimi stroji tovarne
bivše Jugoslavije opremljali Prvomajska iz Zagreba in še nekateri drugi proizvajalci Med
našimi proizvajalci velja omeniti Iskro ki je izdelala krmilnik CNC-2T Litostroj je izdelal
Univerza v Mariboru ndash Fakulteta za strojništvo Diplomsko delo
- 9 -
več različnih CNC-preoblikovalnih strojev in linij za razrez pločevine v Gorenju so izdelali
robota itd
Precej več je bilo narejenega na razvoju programske opreme za računalniško načrtovanje
izdelovalnega procesa (CAP) kjer beležimo nekaj odmevnih izdelkov s področja
računalniškega programiranja NC-strojev in upravljanja proizvodnih procesov
23 NC-stroji CNC-stroji in DNC-obrati
Prvotni koncept numeričnega krmiljenja (NC) je s pojavom miniračunalnikov še bolj pa s
pojavom mikroračunalnikov prerasel v dosti naprednejši CNC-koncept CNC je okrajšava za
Computerized Numerical Control v bistvu pa pomeni krmilje z vgrajenim računalnikom
Vgrajen računalnik je olajšal upravljanje stroja omogočil izvajanje zahtevnejših računskih
operacij na njem (interpolacije višjega reda) izboljšal pomnilniške kapacitete krmilja
predvsem pa omogočil povezovanje krmilijstrojev v industrijske računalniške mreže (slika
25)
Slika 25 Prikaz numeričnega upravljanja računalnika
Univerza v Mariboru ndash Fakulteta za strojništvo Diplomsko delo
- 10 -
To zadnjo lastnost s pridom uporablja koncept DNC-obrata Kratica pomeni Direct
Numerical Control ali neposredno numerično krmiljenje gre pa za idejo osrednjega
nadzornega računalnika ki upravlja več CNC-strojev ˝Upravljanje˝ je v večini primerov
omejeno na osrednje shranjevanje NC-programov ter prenos le-teh od računalnika do strojev
in nazaj Seveda lahko ima osrednji računalnik tudi bolj zahtevne naloge kot so zbiranje
podatkov o delovanju strojev upravljanje toka materiala in celo upravljanje proizvodnje
Zaradi stalnega padanja cen elektronskih komponent in hitrega razvoja mikroračunalniške
tehnologije najdemo danes NC-stroje le še v arhivih in zgodovinskih učbenikih sicer pa so
moderni numerično krmiljeni stroji izključno CNC-stroji
24 Adaptivno krmiljenje (AC)
Iz jedra osnove numerično krmiljenih strojev ne smemo izpustiti adaptivnega krmiljenja s
katerim skušamo numerično krmiljene stroje avtomatizirati do te mere da bomo med
obratovanjem lahko vplivali na sam proces odrezavanja in s tem tudi na glavni čas obdelave
Vsa do sedaj omenjena avtomatizacija namreč služi le skrajševanju pomožnih in pripravnih
časov ki jih lahko z umno organizacijo in uporabo sistemov za avtomatsko menjavo
obdelovancev tudi izničimo
Adaptivno krmiljeni sistemi pa z avtomatskimi napravami vplivajo na proces odrezavanja
in sicer z namenom skrajševanja glavnega časa obdelave AC-sistemi so torej posebna oblika
krmilja kjer je postopek odrezavanja vključen v regulacijski krog
Postopek odrezavanja je navadno vnaprej predviden in določen z osnovnimi odrezovalnimi
parametri (globina rezanja podajanje rezalna hitrost) ki so izračunani glede na neke
standardne delovne pogoje Ti pogoji pa lahko od dejanskih bistveno odstopajo kar lahko s
tipali zaznamo kot na primer manjšo obremenitev stroja in podobno V tem primeru lahko
parametre spremenimo in tako vplivamo na glavni obdelovalni čas Podobno lahko z
merjenjem odrivne sile na orodju zaznamo obrabljenost orodja in ga pravočasno zamenjamo ndash
še preden proizvedemo izmet Numerično krmiljen stroj opremljen s potrebnimi tipali in
krmiljem ki ta tipala nadzoruje imenujemo adaptivno krmiljen stroj
Univerza v Mariboru ndash Fakulteta za strojništvo Diplomsko delo
- 11 -
25 Prilagodljivi obdelovalni sistemi (POS)
Prilagodljive obdelovalne sisteme (POS) bi lahko imenovali tudi izpopolnjena nadgradnja
DNC-sistema Prilagodljiv obdelovalni sistem je skupek CNC-strojev ki so med sabo fizično
in podatkovno (logično) povezani Za fizično povezavo skrbi transportni oziroma logistični
sistem za podatkovno pa računalniško omrežje in osrednji nadzorni računalnik V takšen
sistem povezujemo stroje z namenom večje avtomatizacije delovnega procesa in s tem
skrajšanja proizvodnih časov POS se od DNC razlikuje predvsem po vlogi nadzornega
računalnika ki tukaj poleg obdelovalnega regulira še logistični sistem (slika 26)
Prilagodljivi obdelovalni sistemi so namenjeni izdelavi tehnološko podobnih delov
omogočajo pa optimizacijo celotnega sistema in s tem hitrejše ter učinkovitejše odpravljanje
motenj v procesu
Slika 26 Prikaz povezljivosti CNC-sistema s postprocesorjem
26 Vpliv NC-tehnologij na obdelovalno tehniko
Z novimi iznajdbami na področju elektronike in elektrotehnike (tranzistor integrirana vezja
hellip) so se na področju izdelave krmilnih naprav za numerično krmiljene strojev odprle številne
nove možnosti V prvi fazi je napredek tekel predvsem v smeri povečanja sposobnosti
krmilnih enot kjer je bil vrhunec dosežen z vgradnjo računalnika v krmilje (slika 27) V
Univerza v Mariboru ndash Fakulteta za strojništvo Diplomsko delo
- 12 -
drugi fazi pa so elektronske komponente začeli vgrajevati tudi v ostale dele stroja da bi s tem
dvignili nivo avtomatizacije ter dodatno skrajšali pripravljalni in nastavni čas Hiter napredek
je omogočilo predvsem hitro padanje cen elektronskih komponent ki so v začetnem obdobju
predstavljale levji delež stroškov izdelave numerično krmiljenega stroja danes pa pomenijo
že manj kot 10 odstotkov vrednosti celotnega stroja ( slika 28)
0
20
40
60
80
100
120
1960
1962
1964
1966
1968
1970
1972
1974
1976
1978
1980
1982
1984
1986
1988
1990
RELEJNA TEHNIKA IN ELEKTRONSKE CEVI
TRANZISTORKSA TEHNIKA
TEHNIKA INTEGRIRANIH VEZIJ
INEGRACIJA Z MINIRAČUNALNIKI (CNC 1)
MIKROPROCESORSKA INEGRACIJA(CNC 2)
VLSI TEHNIKA (CNC 3)
Slika 27 Prikaz padanja deleža elektronskih komponent
Z vključitvijo mikroračunalnika v krmilje stroja so se odprle dodatne možnosti za dvig
avtomatizacije proizvodnje predvsem pa za izdelavo vse zahtevnejših oblik Obenem se
pojavijo tudi težnje da bi večji del programerskih funkcij postavili neposredno na krmilje
stroja K sreči so se te težnje kmalu izgubile saj bi danes to pomenilo da bi stroj vreden
nekaj 100 tisoč evrov namesto svoje ciljne funkcije opravljal delo osebnega računalnika
vrednega nekaj 300 evrov Je pa omenjeni trend pustil pozitivne posledice pri razvoju
konvencionalnih univerzalnih strojev Ti so danes prav tako že opremljeni s krmilji vendar je
postavitev vseh elementov še vedno prirejena človeku ki s strojem dela in ne avtomatskim
strežnim napravam kot je to običaj pri ˝čistih˝ numerično krmiljenih strojih
S pojavom CNC-strojev pa se je zgodila še ena velika sprememba ki je bila posledica
vgrajenega računalnika Pokazala se je namreč potreba po zmogljivejši in vse zahtevnejši
programski opremi Le-ta je kmalu začela predstavljati večji del vrednosti stroja kot pa
Univerza v Mariboru ndash Fakulteta za strojništvo Diplomsko delo
- 13 -
njegove mehanske komponente Oba navedena vzroka neuporabnost stroja če se na njem
izvaja programiranje in stroški programske opreme sta privedla do ločevanja programerskih
funkcij od čistih krmilno-komunikacijskih funkcij krmilja Tako se danes z redkimi
izjemami programiranje strojev izvaja na ločenih grafičnih postajah kjer se s pomočjo
simulacijskih programov izvede tudi preizkušanje NC-programov Od tod pa se preverjeni
NC-programi preko računalniških mrež prenašajo do CNC-strojev
0
20
40
60
80
100
1967
1968
1969
1970
1971
1972
1973
1974
1975
1976
1977
1978
1979
1980
1981
1982
1983
1984
Slika 28 Prikaz naraščanja stroškov programske opreme
27 Prihodnost razvoja
Od prihodnosti na področju razvoja numerično krmiljenih strojev pričakujemo predvsem
večje možnosti povezovanja v računalniška omrežja Te so namreč še vedno odvisne od
standardnih serijskih vmesnikov tipa RS 232 na katere se potem priklapljajo najrazličnejše
zunanje komunikacijske naprave Zaradi omejitev serijske komunikacije je seveda močno
omejena tudi izmenjava podatkov med strojem in nadzornim računalnikom ki bo v prihodnje
nujna zato pričakujemo tudi ukinjanje nekaterih funkcij CNC-krmilja ki sodijo bolj na
STROŠKI PROGRAMSKE OPREME
STROŠKI STROJNE OPREME
Univerza v Mariboru ndash Fakulteta za strojništvo Diplomsko delo
- 14 -
področje grafičnih delovnih postaj Namesto teh bo prišlo do vključevanja omrežnih
protokolov kot sta TCPIP in IPXSPX kar bo omogočilo neposredno povezovanje v
arhitekturo odjemalecstrežnik s čimer se bo pojavila tretja generacija DNC-konceptov
Nenazadnje bo prej ali slej moralo priti do ukinitve trenutnega standarda NC-kodnega zapisa
ki s svojo omejenostjo že predstavlja oviro Pričakujemo lahko pojav novega standarda z
izrazno bogatejšim kodiranjem ali celo pojav poprocesorjev integriranih v krmilja CNC-
strojev
Zelo pomembno za prihodnji razvoj numerično krmiljenih strojev in s tem povezane
tehnologije je nadaljnje upadanje deleža velikoserijske in masovne proizvodnje v
strojegradnji kar je posledica tržnih sprememb Potrebe trga se vedno bolj nagibajo k večji
individualizaciji dobrin kar pomeni prilagajanje posameznih izdelkov posebnim
individualnim potrebam kupca V takšnih razmerah pa sta nujni velika prilagodljivost in
odzivna sposobnost proizvodnega sistema za kar so numerično krmiljeni obdelovalni stroji
vedno bolj prilagojeni (slika 29)
MasovnaSerijska
Individualna
Maloserijska
Deleži numeričnih strojev v proizvodnji
Slika 29 Deleži numeričnih strojev v proizvodnji
Univerza v Mariboru ndash Fakulteta za strojništvo Diplomsko delo
- 15 -
3 TREND NA PODROČJU CNC-TEHNOLOGIJE
STEP-NC se uporablja v proizvodnji frezanja vrtanja struženja konturnega rezanja in je
prihodnost CNC-programiranja Povezovanje sistemov z boljšim ga naredi bolj
interoperabilnega omogoča hitrejše programiranje ter varnejše delo Tako lahko z uporabo
koncepta fleksibilne proizvodnje s tem sistemom prihranimo ogromno denarja
31 Predstavitev tehnologije STEP-NC
V preteklih letih se je ogromno dogajalo v smeri razvoja elektronske tehnologije kot tudi na
področju programske opreme ki sta tesno povezani tehnologiji kateri sta imeli ogromen vpliv
na današnje numerične CNC-stroje in krmilja
Numerični stroji in krmilniki so postali bolj inteligentni fleksibilni z več spomina
oziroma kapacitete ter z veliko boljšo povezavo v skupnem internem omrežju (slika 31) To
vodi v spremembo oblikovanja DNC-sistema ki temelji na prejšnjem DNC-sistemu Z DNC-
sistemom podatkov dobimo bolj primerne sposobnosti shranjevanja ne samo v centralnih
DNC-serverjih ampak tudi v CNC-krmilnikih ali CNC-terminalih Sprememba arhiviranja
pomeni zahtevo DNC-programske opreme naj se spremenijo tako DNC v celoti z vsemi
osnovnimi funkcijami tega sistema kakor tudi distribucija NC-podatkov v obeh smereh do
CNC-stroja Tako naj bi zadovoljili današnje zahteve da dovoljujejo uporabnikom gradnjo
spreminjanje podatkov v odnosu med obdelovancem (3D-zapis) s 3D in drugimi
podatkovnimi programi kot so denimo program za arhiviranje podatkov orodij informacij
risb obdelovanca proizvodnih podatkov strojnih parametrov Vse želje uporabnikov bazirajo
na tem kako povezati vse sisteme preko interneta ter tako pridobiti na večji fleksibilnosti
sistema oziroma proizvodnje Takšni sistemi omogočajo večjo preglednost podatkov s čimer
se samo spreminjanje podatkov ne vrši v spremembi glavnih funkcij le-teh Sedanji problemi
s podatki ki prihajajo na stroj po drugih sistemih kot so enosmerni sistem NC v CNC
povzročajo pri transformiranju izgubo osnovnih podatkov Težavo pa predstavlja tudi
Univerza v Mariboru ndash Fakulteta za strojništvo Diplomsko delo
- 16 -
kasnejše popravljanje podatkov na stroju kar privede v naslednji fazi do izgube le-teh STEP-
tehnologija pa nam omogoča boljšo preglednost ter bolj natančen zapis podatkov
Slika 31 Prikaz heterogenega DNC-sistema
32 STEP-proizvodnja
STEP-proizvodnja temelji na DNC-sistemu z zmožnostjo za shranjevanje v DNC-serverju
in tudi v CNC-terminalu To predstavlja velik izziv za DNC-programsko opremo v
implimentarnih osnovnih funkcijah
Posredovalcu ki temelji na DNC-programski opremi z asistenco (ADNC) je
predlagano kako reševati probleme znotraj samega omrežja ter prenosa podatkov Njegova
naloga je zbirati distribute NC-informacij in jih transformirati oz prenesti varno in seveda
v celotni obliki z vsemi pripadajočimi funkcijami NC-program z zbranimi strojnimi
podatki znotraj omrežja ne izgubi veličinskih funkcij Zato dobiva tehnologija STEP-NC
nove razsežnosti nadaljnjega razvoja v smeri kako s sestavo agentov ki temeljijo na
asistenci (agenti AP s platformo agenta JADE) nadzorovati spremembe transformacij NC-
programov
Univerza v Mariboru ndash Fakulteta za strojništvo Diplomsko delo
- 17 -
33 Informacijski model
STEP integrira več kot deset objektnih modelov s takšno povezljivostjo pa dobimo boljši
informacijski sistem ki zajema inženirsko kolaborativno delo upravljanje oskrbovalne
verige avtomatizacijo tovarne mikro obdelavo Med objektnimi modeli je mnogo
pomembnih relacij (slika 32)
Slika 32 Prikaz prednosti uporabe STEP-tehnologije
34 Lastnosti STEP-NC
Eliminacija 4500+ postprocesorjev
Varnejši bolj prilagodljivi obdelovalni stroji
Out-sourcing kontrole kvalitete
Projicirani prihranki pri procesiranju
Univerza v Mariboru ndash Fakulteta za strojništvo Diplomsko delo
- 18 -
35 Sedanji problemi
Trenutno aktualni proces je neučinkovit
Konstrukcija pošilja nepopolne podatke
Proizvodnja dela popravke a jih ne dokumentira
Končni rezultat je krmilni program ki dela le na enem stroju pri enem dobavitelju
RS274D ISO DIN66025 (G-koda) je stara 50 let
CMM za preverjanje geometrije komponent so obsežne (slika 33)
Slika 33 Obsežne CMM za preverjanje geometrije komponent
V uporabi imamo NC-programiranje z RS274D ki ima v zapisu še vedno G-kodo Ta
nima tako bogatega zapisa integriranih podatkov kot STEP-NC kar prikazuje navedeni
primer - razlike med obema zapisoma (slika 34)
Univerza v Mariboru ndash Fakulteta za strojništvo Diplomsko delo
- 19 -
Slika 34 Prikaz standardne G-kode v zapisih programov CNC
N05 G54
N10 G00 Z10000
N15 G91 G0 Z200
N20 T5 D1 WW
N30 G90 M5
N35 G00 X0000 Y-150000 N40 G00 Z5000
N45 M08
N50 S3183000
N55 M03
N60 F1477000
N65 G00 X60000 Y-150000 N70 G00 Z5000
N75 G00 X60000 Y-150000 N80 G01 Z-0500
Stroju specifični
program komponente s
podatki o gibanju osi
ki ga generira
postprocesor
Dobavitelj specifične
razrešitve originalnega
standarda
Samo primitivni gibalni
in priklopni ukazi
Ni standardiziranega
podatkovnega formata
za procesiranje krivulj
in softiciranih NC-
tehnologij
Idealen za papirni
trak
STEP-NC nadomešča G-kodo z
bogatim integriranim
podatkovnim formatom
Univerza v Mariboru ndash Fakulteta za strojništvo Diplomsko delo
- 20 -
Slika 35 Prikaz pomembnih relacij v tehnologiji STEP-NC
36 Funkcionalnost STEP-tehnologije
Korist in funkcionalnost STEP-tehnologije sta danes na področju boljše kontrole procesov
kjer s pomočjo te tehnologije zajamemo bolj natančno funkcijo zapisa daljic in lokov (TCP-
zapis) K temu spadajo tudi vse tolerirane krivulje ter produkti geometrije obdelovanca s
čimer je izboljšan zapis v STEP-tehnologiji veliko bolj natančen ( slika 35)
Nadaljnje razvijanje STEP-tehnologije v odvisnosti koristi in funkcionalnosti poteka v
smeri boljšega določevanja parametrov značilnosti toleranc značilnosti vrtilnih ciklov ki
spadajo v skupino boljšega monitoringa procesov Naslednja najnovejša skupina STEP-
tehnologije je fleksibilna proizvodnja z boljšim zapisom parametričnih operacij nadzorovanje
delovnih korakov tolerirane površine pogojne operacije Na ta način dobimo na osnovnem
nivoju zgradbe samega krmiljenja procesa tako imenovano pametno krmilje ki je zgrajeno iz
CAM-zapisa z dvosmerno povezavo z zapisovalnikom (DLL) ta pa je v povezavi z AP-238
datotekami (SUBS) in je enosmerno povezan s kontrolo podatkov ter STEP-NC-
simulatorjem vse skupaj pa je v povezavi s krmilnikom HMI do krmilnika gibov Krmilnik
Univerza v Mariboru ndash Fakulteta za strojništvo Diplomsko delo
- 21 -
HMI sestavljata pretvornik (DL) in gibalnik ukazov (TCP) Vse to sestavlja osnovni nivo
konfiguracije katerega smo vstavili v obstoječe CNC-komponente Vstavili smo zapisovalnik
(DLL) in pretvornik (DL) ki omogočata eliminacijo postprocesorjev hitrejšo operaterjevo
potrditev programa ter optimalno kreiranje poti na stroju Če pa krmilnik HMI dopolnimo z
nadzornim (DLL) in CNC-polnilnikom pa dobimo konfiguracijo nadzora procesa Ta nam
dovoljuje verifikacijo pravilnosti operacij krmilnika čase operativnih parametrov indifikacijo
značilnosti operacije orodij za vsak delovni potek
37 STEP-tehnologija kot nov jezik za CNC-krmilje
Za kompleksnejše obdelovance je tehnologija STEP-NC popolna saj gre za nedvoumen
model komponent in procesov Združuje obdelovalne procese potrebe po orodjih geometriji
tolerancah in PDM S CNC-sistemom naredi bolj interoperabilnega omogoča hitrejše
programiranje varnejše delo Tako lahko z uporabo koncepta fleksibilne proizvodnje s tem
sistemom prihranimo ogromno denarja
38 STEP-tehnologija kot problemsko orientirano programiranje
Z datoteko AP-238 opisujemo kaj in tudi kako saj s tem dosežemo da iz surovca
naredimo geometrijo odstranjujemo značilnosti spreminjamo vrstni red z ustreznimi orodji
ki ustrezajo tem zahtevam AP-238 dovoli krmilniku tudi izbiro gibov orodja S tem
nadomestimo prejšnjo obliko zapisa s standardno kodo G ki opisuje samo kako (premakni
orodje na to lokacijo premakni orodje na to lokacijo in tako naprej za tisoč ukazov)
Univerza v Mariboru ndash Fakulteta za strojništvo Diplomsko delo
- 22 -
4 PRIMERJAVA MED PROGRAMOMA DEPOCAM 6 IN UGS
NX4 ZA PROGRAMIRANJE NC-STROJEV
41 Pomembnosti programov za programiranje CNC-strojev
Danes imamo na trgu veliko izbiro programov paketov za CAM-programiranje pri katerih
vsak po svoje odlično služi svojemu namenu naloga uporabnika pa je da ob investiciji pri
nakupu takšnega paketa ve kakšna je njegova namembnost in kaj bo z njim počel da ga bo
lahko optimalno izkoristil tudi v prihodnosti
Paketi CAM-programiranja se danes razlikujejo v detajlih ki jih uporabniki začetniki niti
ne opazijo To pride najbolj do izraza pri jalovih hodih oz poteh ki so generirane pri samem
programiranju in se od programa do programa razlikujejo To so zelo pomembni parametri v
odvisnosti koliko časa bomo porabili za izdelavo izdelka na CNC-stroju z najbolj
optimalnimi potmi s katerimi bomo prihranili pri času izdelave Tukaj ne smemo pozabiti da
tudi sekvence poti vplivajo na čas in obstojnost orodja Orodja in njihova obstojnost pomenijo
velik delež stroškov in če te parametre držimo na optimumu prihranimo na letni ravni
ogromno časa in denarja ter podaljšamo delovanje orodij Lahko bi rekli da so ti parametri
najbolj zaželeni seveda pa ne smemo pozabiti na samo programsko okolje različnih
programov paketov
Nekateri paketi so zelo nazorni pregledni hitro učeči enostavni za uporabo v tem oziru
pa se med seboj tudi precej razlikujejo V različnih panogah kot je denimo orodjarstvo s
svojo kompleksno strukturo z izdelavo preciznih segmentov orodja z različnimi trdotami
(kaljene površine) s postopki obdelave in s svojo unikatnostjo predstavljajo velik izziv za
ponudnike CAM-paketov ter skrbno izbiro le-teh Še tako podobni vgradni strojni vložki se
lahko med sabo zelo razlikujejo po strategiji obdelave Vse to vodi managerje v orodjarnah
da čim bolj združujejo posamezne operacije znotraj organizacijske strukture kot so
detajliranje in izdelava tehnologije posameznih pozicij ali pa programiranje ter posluževanje
Univerza v Mariboru ndash Fakulteta za strojništvo Diplomsko delo
- 23 -
strojev ipd Zato je zelo pomembno da je CAM-programski paket generiran tako da zelo
hitro preračunava posamezne sekvence da ne pride zaradi tega do zastojev na strojih
V nadaljevanju bomo primerjali dva programa za programiranje CNC-strojev in sicer
paketa DEPOCAM 6 in UGS NX 4 ki se že v sami osnovi zelo razlikujeta
42 Opis programa za NC-programiranje DEPOCAM 6
DEPOCAM prihaja iz hiše NC Graphics ustanovljene leta 1993 njegov izumitelj pa je bil
Arthur Flutter leta 1977 v Cambridgeu v Veliki Britaniji S podjetjem Depocam GmbH je
leta 1993 ta program v celoti zaživel na trgu ponudnikov CAM-paketov Združitev v NC
Graphics je bila želja proizvajalca da ponudi svojim kupcem celovit paket od strojev orodij
programskih paketov ki bazirajo na dolgoletnih izkušnjah operaterjev v industriji To
povezovanje proizvajalca s kupcem pa je seveda obrodilo sadove v enostavnosti
programskega okolja ter dobrih optimumih rezalnih parametrov
Program se v praksi ne trži kot samostojna enota ampak v sklopu investicije primernega
orodjarskega stroja ustreznega rezilnega orodja in v racionalni uporabi rezilnega orodja To
seveda ne pomeni da je program kot posamezna komponenta neučinkovit nasprotno pomeni
konkurenčno prednost pred ostalimi ravno zaradi zaključenega paketa
S tem paketom lahko združimo dvoje delovnih mest (programerja in operaterja) v eno in
tako dosežemo
prenos odgovornosti za doseganje planov v podjetju na operaterja programerja saj
ima operater glavno vlogo pri doseganju proizvodnih normativov
dvig splošnega nivoja znanja na vse zaposlene v proizvodnji
15-odstotni dvig produktivnosti in obdelovalno kvaliteto saj imajo vsi zaposleni
vpogled v končni CAD-model na računalniku ob stroju
Univerza v Mariboru ndash Fakulteta za strojništvo Diplomsko delo
- 24 -
43 Delovno okolje DEPOCAM 6
Delovno okolje v programu za CNC-programiranje strojev je program namenjen
programiranju 3-osnih in 3+2-osnih CNC-strojev V delovnem okolju je opaziti da so vse
funkcije programa prikazane v orodnih vrsticah ker pomeni da uporabnik ni preobremenjen z
nešteto prikazanimi funkcijami ki dajejo vtis nepreglednosti in neuporabnih ukazov To je
nazoren primer kako enostaven je po svoji namembnosti uporabniku ki mora spoznati samo
določena pravila (ukazi na miški) in že lahko ustvari enostavne programe za CNC-
programiranje Ikone ali shematsko drevo na levi strani omogočajo vklop modela funkcije
operacije obdelave s tem pa lahko natančno primerjamo med dvema različnima obdelavama
poti orodja
Model uvozimo v obliki ( x_t iges Catia V4 in Catia V5 hellip) nastavimo koordinatni
sistem tako da transformiramo model po ordinatah x y z rotiramo zrcalimo v željeni
položaj za kasnejše vpetje na stroj Ko je model postavljen v pravilno lego v koordinatnem
sistemu (ujemanje s pozicijo koordinatnega sistema stroja) lahko mere po x y z preverimo
tako da se z miško postavimo na željeno površino in v orodni vrstici desno spodaj se nam
prikazujejo vrednosti dolžin x y z koordinat Tako v dveh korakih v delovnem okolju
določimo pozicijo 3D-modela moteče pri tem pa je seveda to da se model kopira med sabo
(levo orodno drevo) kar lahko ob nepazljivosti povzroči kasnejšo zmedo med modeloma če
prejšnjega ne izbrišemo Pri vsaki izbiri obdelave nam ob vnosu orodja ni potrebno vnašati
parametrov kot so premer orodja njegova dolžina ampak iz arhiva v katerega smo vnesli
te parametre samo izberemo željeno orodje z vsemi parametri (slika 41) S tem se izognemo
dolgotrajnemu vpisovanju v menije za določanje parametrov orodja hkrati pa se vodi
evidenca orodij v uporabi
Univerza v Mariboru ndash Fakulteta za strojništvo Diplomsko delo
- 25 -
Slika 41 Prikaz delovnega okolja DEPOCAM 6
44 Opis programa za NC-programiranje UGS NX4
Programski paket UGS NX4 izhaja iz podjetja Siemens kjer se je pred tem imenoval
Unigraphics in ga je leta 1991 razvil Douglas McDonnell Njegov razvoj je temeljil na
združitvi I-DEAS v NX-program ki služi za vzvratno inženirstvo ter oblikovanje v 3D-
oblikah Tako lahko iz CAID-formata ustvarimo CAD CAM-format UGS NX4 se že v
osnovi močno razlikuje od programa DEPOCAM 6 ki je namenski program za
programiranje Področja uporabe sistema UGS NX4 so
zahtevni industrijski ˝desing˝
modeliranje komponent in velikih sklopov
izdelave tehnične dokumentacije
Navigator ˝prikaz modela in vsehoperacij˝
Opravilna vrstica za izbiro varnostnih linij in zaznavo površin hellip
Opravilna
vrstica za izbiro
obdelovalnih
Opravilna vrstica
za izbiro različnih
pogledov modela
Osnovna opravilna vrstica -zavesni meni
Prikaz procesiranja programa -proces Manager
Univerza v Mariboru ndash Fakulteta za strojništvo Diplomsko delo
- 26 -
engineering
zahtevna NC-tehnologija ndash programiranje
uporaba v kemični industriji
Industrijsko oblikovanje predstavljajo CAD CAM CAE izdelava orodij ki se deli v NX
Shepe studio in Imageware
CAD-delovno okolje zajema modeliranje zahtevnih free-form oblik velikih sklopov z
modeliranjem komponent iz pločevine (sheet metel) modeliranje cevovodov električne
povezave izdelave tehnične dokumentacije
CAE obsega različne digitalne analize izdelka z različnimi programskimi paketi NX
Scenario NX Master FEM NX Nastran s katerimi lahko simuliramo določeno stanje raznih
obremenitev toplotno gibanje trdnost ter toplotna stanja
CAM zajema različne programske pakete ndash 2D-programiranje 3D-programiranje 3- in 5-
osno programiranje ter programiranje vseh strojev v orodjarstvu (frezalnih strojev stružnic
žične erozije ) Za uporabnika ima program integrirane PMI-orodne vrstice in dialog ki
predstavljajo veliko število ikon v orodnih vrsticah te pa so slikovno ponazorjene
Program se uporablja v Združenih državah Amerike predvsem v letalski industriji v
Evropi pa ni toliko razširjen Sam program ki je precej obširnejši za CNC-programiranje je v
primerjavi z DEPOCAM 6 vsesplošni in je ustrezna izbira tudi pri 3D-modeliranju
Pomembno je tudi da lahko izdelek z UGS NX4 spreminjamo popravljamo ali celo
skonstruiramo 3D-risbo možnosti za slednje z DEPOCAM 6 nimamo Tu je vidna prva
velika razlika med programoma saj izhaja DEPOCAM 6 iz drugih stališč kot UGS NX4 ki
zajema večjo obdelavo podatkov in je zato za uporabnika precej zahtevnejši z vidika obsega
programa
Univerza v Mariboru ndash Fakulteta za strojništvo Diplomsko delo
- 27 -
45 Delovno okolje UGS NX4
Kot je razvidno se UGS NX4 zelo razlikuje s stališča glavnih gradnikov programa ker
zajema tudi 3D-modeliranje in analiziranje narisanega izdelka Tako se že UGS-delovno
okolje močno razlikuje od specifičnega programa DEPOCAM Vsebuje namreč ogromno
število ikon funkcij ki pa niso povezane samo za CNC-programiranje ampak tudi za 3D-
modeliranje analiziranje (slika 42) Delovno okolje je za uporabnika kompleksnejše zato
potrebuje dodatno izobraževanje da lahko začne z delom po pravilih funkcij programa
Običajno se za takšne zahtevne programe organizira izobraževanje pri podjetju ki program
prodaja in traja približno mesec dni Kljub temu pa kompleksnost delovnega okolja
predstavlja velik izziv za uporabnika saj omogoča program veliko večje število pristopov oz
možnosti kako bomo izbrali obdelave na našem izdelku Po drugi strani pa lahko
nepoznavanje zmožnosti programskega paketa predstavlja tudi problem kajti tako izgubljamo
čas programiranja in same obdelave z napačno obdelavo pa skrajšamo tudi obstojnost orodij
in poslabšamo kvaliteto obdelave
Slika 42 Prikaz delovnega okolja UGS NX4
Ustvarjanje programa orodja geometrije operacije metode
Osnovna opravilna vrstica -zavesni meni
Postavitev koordinatnega sistema
Navigator ˝hitri dostop do operacij in pregled˝
Univerza v Mariboru ndash Fakulteta za strojništvo Diplomsko delo
- 28 -
5 PRAKTIČNI PRIMER PROGRAMIRANJA S
PROGRAMOMA DEPOCAM 6 IN UGS NX4
V tem delu diplomske naloge bomo predstavili nekatere pomembne funkcije za izdelavo
CNC-programa Za primerljivost programov po funkcijah ter specifičnem pomenu ju moramo
najprej vsaj malo opisati (slika 51 slika 52)
51 Slikovni prikaz funkcij za programiranje DEPOCAM 6 in UGS NX4
Slika 51 Prikaz funkcij za programiranje DEPOCAM 6
Navigator ˝prikaz modela in vsehoperacij˝ s katerimi opravljamo vsepomembne funkcije
Funkcije za določevanje varnostnih mej
Pregled postprocesiranja operacij
Univerza v Mariboru ndash Fakulteta za strojništvo Diplomsko delo
- 29 -
Slika 52 Prikaz funkcij za programiranje UGS NX4
52 Uvoz modela ndash primerjava
Omenjena programa se zelo razlikujeta od same postavitve modela v koordinatni sistem do
funkcij operacij ki jih uporabljamo zato je tudi uvoz modela v delovno okolje različen kar
bomo opisali v naslednjem poglavju
Pregled postprocesiranja operacij in simulacija rezalnih poti 2D 3D
Nastavitev vseh parametrov odrezavanja
Navigator operacij vklop označevanje in postprocesiranje operacij
Določevanje obdelovalnih površin in varnostnih mej
Univerza v Mariboru ndash Fakulteta za strojništvo Diplomsko delo
- 30 -
53 Postavitev in uvoz modela z DEPOCAM 6
Model uvozimo v program v obliki formata prt Enostavno odpremo kot vsak drug dokument
v zavesnem meniju (FILE-OPEN) določimo smeri koordinatnega sistema tako da
transformiramo model v željen položaj v samem koordinatnem sistemu Postavimo se na
triangulacijsko površino pogledamo pod lastnosti ali je bila prestavitev uspešna (x y z) ter
izbrišemo v levi orodni vrstici prejšnji model Takšen način se uporablja kadar imamo model
poljubno v prostoru vendar je model vzporeden s koordinatnim sistemom
54 Postavitev in uvoz modela z UGS NX4
Model s končnico prt odpremo v zavesnem meniju (FILE-OPEN) poiščemo mapo v kateri je
shranjen 3D-model in potrdimo V večini primerov se model najprej odpre v funkciji
GETEWAY Iz nje preidemo na funkcijo MANUFACTORING z dvoklikom na levi gumb
miške aktiviramo koordinatni sistem ki ga lahko prestavimo v točko na začetek ali polovico
premice krožnice če pa ga želimo postaviti na polovico pravokotne površine si moramo
dorisati pravokotnik in diagonalo pravokotnika ter prestaviti koordinatni sistem na polovico
diagonale Za surovec s katerim orišemo obdelovanec uporabimo ikono BLOCK izberemo
možnost določitve dveh diagonalnih točk in vpišemo višino Ko smo naredili in pregledali
surovec se je potrebno prestaviti iz funkcije MODELING v MANUFACTORING Pri prvem
odpiranju modela in surovca se pojavi okno MASHINING ENVIRONMENT V njem
potrdimo ikono INITIALIZE Določiti je potrebno tudi ime programa v opravilni vrstici in
sicer aktiviramo okno MANUFACTORING CREAT odpremo prvo ikono CREATE
PROGRAM izberemo skupino in vpišemo ime programa
Univerza v Mariboru ndash Fakulteta za strojništvo Diplomsko delo
- 31 -
55 Priprava površin s programom DEPOCAM 6
V kolikor želimo obdelovati rezilne vložke za orodja za pločevino ali pa gravure za orodja za
plastiko je potrebno površine nekoliko podaljšati da lahko izdelamo oster rob na vložku To
storimo tako da potrdimo model izberemo katero površino želimo podaljšati in potrdimo
ukaz GEOMETRY (Untrim surfaces) Pri obdelavi je zaželeno da imamo čim manj
prekinjenih rezov (izvrtine utori manjši sedeži) Da dobimo boljše obdelovalne pogoje in
daljšo življenjsko dobo rezilnega orodja si pred obdelavo model zakrpamo (funkcija
Externally trim surfaces) To storimo tako da potrdimo model izberemo površino na kateri
zakrpamo luknjo in izberemo ukaz GEOMETRY (Externally trim surfaces)
Paralelno premikanje površin (Offset surfaces)
Da površine navidezno premikamo recimo da moramo celotno obliko obdelovanca
znižati za 05 mm si lahko pomagamo tako da potrdimo model izberemo površino ki
jo želimo premakniti in izberemo ukaz GEOMETRY (Offset surfaces) Vpišemo še
številčno vrednost in sicer kolikšen naj bo premik površine
Izdelava robnih krivulj (Extract P-curves)
Kadar potrebujemo robne krivulje okrog posameznih površin lahko to storimo z
ukazom GEOMETRY (Extract P-curves) Te krivulje lahko izkoristimo za 2D-
rezkanje po konturi v prostoru (Along curve passed)
Izdelava paralelnih površin
Pred pričetkom grobe obdelave orodjarskega vložka je potrebno preučiti ustrezno
strategijo izdelave Kar hitro se nam lahko zgodi da grobo obdelamo kos z ene strani
ko pa ga želimo obdelati s spodnje strani ugotovimo da ga ne moremo več vpeti saj
surovec ni več vzporeden Zato si pred pričetkom grobe obdelave izdelamo najmanj tri
paralelne površine ki nam služijo kot nastavki za obdelavo vložka z zadnje strani To
naredimo tako da model najprej postavimo v pogled TOP ndash z vrha Nato z ukazom
BOUNDARIES (Create new folder) naredimo okvirje oziroma meje Prikličemo ukaz
GEOMETRY (Planar patch) in iz mej nastanejo paralelne površine Na koncu te še
združimo z osnovnim modelom
Univerza v Mariboru ndash Fakulteta za strojništvo Diplomsko delo
- 32 -
Vstavljanje raquoFilletlaquo poljubnih radiusov
Fillet nam omogoča za določeno območje na modelu vstavljanje poljubnih radiusov V
praksi se to uporablja takrat kadar moramo radius na modelu povečati Fillet nam
omogoči da grafično vidimo kako bo model izgledal pred obdelavo Ukaz izvedemo
tako da potrdimo model in določeno območje katerega želimo spremeniti Nato z
ukazom GEOMETRY (Fillet) definiramo velikost radia in dobimo željen rezultat
Zgoraj omenjenih šest prijemov rabe geometrije modelov lahko uporabimo tudi v
medsebojni kombinaciji
56 Priprava površin s programom UGS NX4
Za pripravo površin uporabljamo 3D-ekstrudirani model ki ga narišemo okrog našega
obdelovanca in ga določimo v navigatorju (desna stran menija) WORKPIECE Z dvoklikom
se odpre okno MILL GEOMETRY ki nam omogoča določitev surovca (Part) in obdelovanca
(Blank) Nastavimo lahko material ime premik (offset) surovca Določimo lahko tudi izbor
delov površin ki se jih moramo skozi celotno obdelavo izogibati (strojni primež ) Pri
izboru vsake od teh funkcij moramo biti pozorni da smo pravilno določili obdelovanec in
surovec to pa lahko preverimo na ikoni DISPLAY (prikaži)
Paralelno premikanje površin (Offset surfaces)
Da dosežemo navidezno premikanje površin ki jih želimo obdelati dimenzijsko večje
ali manjše lahko to določimo že v prvi fazi ko definiramo surovec in obdelovanec
(Workpiece) ali pa v meniju kjer izberemo obdelovalni postopek FINAL FLOOR
STOCK (končna površina z dodatkom)
Izdelava robnih črt krivulj
Za omejitev poti orodij si moramo okrog surovca obdelovanca narisati premice
krivulje ki bodo omejile pot orodja med obdelavo V zgornji orodni vrstici imamo
Univerza v Mariboru ndash Fakulteta za strojništvo Diplomsko delo
- 33 -
ikono za risanje premic krivulj krožnic pravokotnikov Z izbiro teh funkcij narišemo
željene meje obdelovalnih površin
Vstavljanje krpanje površin
Če imamo na obdelovancu utor in želimo površino predhodno porezkati na višino ter
doseči da nam pri tem orodje ne bo rezkalo utora lahko zakrpamo površino z ikono
FILLETS v zgornji orodni vrstici
57 Določevanje varnostnih mej z DEPOCAM 6
V tem podpoglavju bomo skušali definirati področja ndash meje (Boundaries) na CAD-modelu
Meje se potrebujejo zato da povedo kje na modelu bomo ali ne bomo obdelovali Obstaja
veliko načinov za definicijo mej
Ročno izdelana meja
Najbolj uporabna je ročno definirana meja Naredimo jo z ukazom BOUNDARIES
(Create new folder)
Vlečenje po modelu
Potrdimo model nato pa se s kurzorjem postavimo na željeno mesto na modelu Z
dvoklikom aktiviramo začetek nato poljubno klikamo po površini mejo pa
zaključimo z enim klikom na začetek Meja je sestavljena iz puščic in kvadratkov Z
naknadnim klikanjem po teh simbolih lahko mejo zožujemo raztegujemo ipd
Kreiranje kvadratnih mej
Kvadratno mejo dobimo tako da potrdimo model pritisnemo ctrl + leva tipka na
miški in narišemo poljubno velik kvadrat Tudi tega lahko kasneje spreminjamo
Kreiranje okroglih mej
Univerza v Mariboru ndash Fakulteta za strojništvo Diplomsko delo
- 34 -
Okroglo mejo dobimo tako da potrdimo model pritisnemo shift + leva tipka na miški
in narišemo poljubno velik krog Tudi krog lahko kasneje spreminjamo
Izdelava uokvirjene meje obdelovanca (Boundaries box)
Ta meja nam pokaže veliko o geometriji obdelovanca hkrati pa nam služi tudi za
postavitev koordinatnega sistema oz ničelne točke
Obrisna meja (Silhouette boundary)
Že sama beseda pove da gre za obris oz mejo posameznih površin na modelu za
katere se pač odločimo da jih bomo obdelovali Postopek je tak da najprej potrdimo
model na modelu označimo površino za katero želimo narediti obris in potrdimo
ukaz SILHOUETTE BOUNDARY Rezultat je obris površine v ravnini x-y na neki
višini
Odkrivanje področij obdelave na horizontalnih površinah modela (Shallow
areas)
Ta funkcija je zelo priročna da odkrijemo področja obdelave ločeno na horizontalnih
in vertikalnih površinah modela To nam omogoča ločeno obdelavo sten in ravnih
površin S takim načinom dela prihranimo predvsem pri stroških rezilnega orodja
(ploščic) ter času obdelave
58 Določevanje varnostnih mej z UGS NX4
Varnostne meje določimo s pomočjo izbire operacij v katerih imamo funkcijo za definiranje
varnostnih mej kot je npr ikona CHECK Vse črte krivulje si moramo narisati vnaprej da jih
lahko kasneje določimo kot varnostne meje Uporablja se tudi funkcija OFFSET CURVE in
sicer označimo željeno krivuljo ter jo prestavimo v izbrano pozicijo Pogosto je v rabi tudi
funkcija TRANSFORM ki jo najdemo v zgornji orodni vrstici (Edit-Transform) Z njo lahko
kopiramo prestavljamo rotiramo premice modele točke
Univerza v Mariboru ndash Fakulteta za strojništvo Diplomsko delo
- 35 -
Obstaja torej več poti kako določiti varnostno mejo postopki se med seboj zelo
razlikujejo vedno pa izberemo najustreznejšo možnost
59 Določevanje obdelovalnih operacij z DEPOCAM 6
Odkrivanje področij obdelave za poljubno rezilno orodje (Cutter contact
areas)
Preden pričnemo z grobo obdelavo kosa lahko prihranimo veliko časa če odkrijemo
točno določeno področje kjer bo orodje obdelovalo To naredimo s funkcijo CUTTER
CONTACT AREAS
Operacija Core roughing passes
V tem primeru gre za grobo obdelavo kjer počistimo material v obliki horizontalnih
presekov od zunaj navznoter Je zelo primerna za obdelavo odprtih pestičev saj začne
za vsak nivo obdelave rezilno orodje obdelovati izven obdelovanca s čimer se
zmanjša obremenitev rezilnih ploščic
Operacija Area clearance passes
Tudi v tem primeru gre za grobo obdelavo pri kateri počistimo material v obliki
horizontalnih presekov Tokrat se rezilno orodje vkopava v surovec v obliki spirale
pri čemer je celoten cikel obdelave nekoliko hitrejši vendar se zaradi večje obrabe
rezalnih ploščic in posledično pogoste menjave le-teh čas obdelave nekoliko podaljša
Operacija Rest roughing
Ta sekvenca je nujno potrebna preden začnemo s polfino obdelavo Pri grobi obdelavi
se pojavijo zelo visoke stopnice med ploskvami (2ndash25 mm) katere bi hitro uničile
kroglična orodja zato jih je potrebno znižati na čim bolj konstanten dodatek po celotni
površini Tako kasneje tudi nimamo težav pri polfini obdelavi
Univerza v Mariboru ndash Fakulteta za strojništvo Diplomsko delo
- 36 -
Gre za rezkanje ostankov po grobi obdelavi Te dobimo tako da najprej potrdimo
eno izmed sekvenc grobe obdelave in aktiviramo ukaz REST ROUGHING Vpišemo
s katerim orodjem bomo izvedli obdelavo ostankov in aktiviramo preračunavanje
Rezultat so poti katere je potrebno še povezati z jalovimi hodi (linkanje)
Operacija Horizontal area passes
V tem primeru gre za fino obdelavo horizontalnih površin predvsem s toričnimi
rezilnimi orodji V praksi je takšna obdelava zelo zaželena z vidika kakovosti in časa
obdelave
Operacija Perpendicular raster passes
Pri tej operaciji gre za fino in polfino obdelavo strmih sten kot so npr obdelave
Raster passes Ta obdelava jim je zelo podobna le da nam ob strmih stenah program
sam preračuna dodatno sekvenco in dodatne poti za lepšo površino
Operacija Radial passes
V tem primeru govorimo o radialni obdelavi ki pride v poštev predvsem pri vlečnih
vložkih da naredimo obdelavo v smeri vleka
Operacija Spiral passes
Gre za obdelavo v obliki spirale ki se uporablja za specifične kose v industriji
(lopatice rotorji hellip)
Operacija Along boundary
To je obdelava pri kateri potuje orodje po robu modela in riše sled glede na
predhodno določeno mejo Ta način se uporablja za zarisovanje sledi na obdelovancih
oz v orodjarstvu tudi za ˝lovljenje˝ ničelne točke na tistih obdelovancih na katerih
izvajamo dodelave in nimamo ustrezne konstrukcijske dokumentacije Prav tako jo
uporabljamo za razne napise ipd
Operacija Along curve passes
Gre za obdelavo po krivulji kjer lahko obdelujemo s korekcijo Tak način se koristi za
rezkanje sedežev s tolerančno mero kjer je potrebno več prehodov po isti poti da
Univerza v Mariboru ndash Fakulteta za strojništvo Diplomsko delo
- 37 -
pridemo do pravilne dimenzije (tolerančne mere) Ponavadi s to obdelavo obdelujemo
okvirje vložkov in tolerančne sedeže
510 Določevanje obdelovalnih operacij z UGS NX4
Kreiranje operacij za 2D-programiranje Create operation
Izberemo peto ikono v zgornji orodni vrstici (Create operation) tako določimo v oknu
ki se nam odpre način obdelave (Subtype operacijo) S klikom na puščice izberemo
prej vnesene podatke (ime programa geometrijo ndash workpiece orodje metodo
rezkanja vpišemo ime oziroma naziv operacije) Naziv operacije naj bo razumljiv
tako da že iz njega razberemo kaj operacija pomeni V 2D-operacije lahko izbiramo
naslednje obdelave
Obdelava Face milling area
Uporabljamo jo za poravnavo ravnih ploskev ko moramo npr poravnati jekleno
ploščo
Obdelava Face milling
Uporaba te obdelave nam omogoča rezkanje ravnin otokov
Obdelava Face milling manual
Ta obdelava je skoraj enaka kot prejšnji dve vendar ima dodatno možnost da lahko
izbiramo način poti orodja
Obdelava Planar mill
Z njo lahko s pomočjo 2D-funkcije naredimo stopničaste stene ali poševne stene v
uporabi za grobo obdelavo
Univerza v Mariboru ndash Fakulteta za strojništvo Diplomsko delo
- 38 -
Obdelava Planar profile
Omenjena obdelava nam je v pomoč da lahko s hitro funkcijo rezkamo po določeni
2D-obliki ali po določenem profilu
Obdelava Rough follow
Za izdelavo različnih utorov se večinoma poslužujemo te obdelave saj nam z
enakomernim čiščenjem dna rezkane površine naredi zadovoljivo kvaliteto površine
Obdelava Rough zigzag
To je obdelava s katero moramo na obdelovancu doseči pravilno hrapavost površine s
posebnimi potmi orodja ndash neprekinjen rez
Obdelava Rough zig
S to obdelavo moramo na obdelovancu doseči pravilno hrapavost površine s
posebnimi potmi orodja ndash prekinjen rez v eni smeri
Obdelava Cleanup corners
Kadar želimo počistiti vogale iz predhodne obdelave ki imajo radius R5 mi pa
potrebujemo radius R1 uporabimo to obdelavo
Obdelava Finish walls
Za dokončno oblikovanje stene uporabimo to obdelavo saj nam omogoča da je stena
obdelovanca kvalitetno obdelana
Obdelava Finish floor
Takšna obdelava je primerna za končno obdelavo ravnih površin
Za izbrano operacijo moramo v oknu operacije nastaviti še CONTROL POINTS
(nastavitev točke začetka obdelave) če nam po DEFAULTU ne ustreza Z izbiro metode
premikanja orodja (Method in Automatic) nastavimo pod kakšnimi pogoji naj se le-to
premika Pri funkciji nastavitve rezalnih parametrov CUTTING so nastavitve od operacije do
operacije različne in se spreminjajo za vsako metodo posebej zato moramo zelo dobro
Univerza v Mariboru ndash Fakulteta za strojništvo Diplomsko delo
- 39 -
poznati funkcije obdelav Za nastavitev obdelave v vogalih uporabimo funkcijo CORNER
Določiti moramo tudi ravnino na katero se mora orodje dvigovati za hitre gibe Nastavitev
pomikov opravimo s funkcijo FEED-RATES s funkcijo MACHINE pa opravimo nastavitve
stroja orodja kompenzacije te nastavitve so za vse operacije enake
511 Analiza rezalnih poti DEPOCAM 6
Preračun ostankov obdelave od predhodnega rezilnega orodja
Strategija obdelave je takšna da navadno obdelujemo od večjega orodja k manjšemu Seveda
pa je potrebno vedno med eno in drugo obdelavo preračunati ostanke obdelave od
predhodnega orodja V ta namen poznamo dve funkciji in sicer Detect theoretical rest areas
in Detect rest areas V obeh primerih gre za isto stvar razlika je samo kdaj uporabiti prvo in
kdaj drugo Detect theoretical rest areas uporabimo če preračunavamo ostanke na
obdelovancih kateri so bili predhodno že narejeni na njih pa potrebujemo samo modifikacije
(spremembe) Primer Po nekem teoretičnem modelu se izdela vlečni vložek Sledi preizkus v
stiskalnici kjer se ugotovi da je potrebno npr povečati vlečne radiuse iz R3 v R5 V takem
primeru se preračuna samo teoretični ostanek od prehodnega orodja
Merjenje in analiziranje modelov
Zaželeno je da si pred pričetkom programiranja vzamemo nekaj trenutkov za analizo in
merjenje modela saj nam bo to v veliko pomoč pred definiranjem strategije obdelave
Merjenje radiusov poteka tako da najprej vklopimo žični model potrdimo funkcijo merjenja
radiusa in s klikom na radius izmerimo velikost le-tega Ostalo merjenje dolžinskih mer pa
naredimo tako da s kurzorjem dotaknemo željeno mesto na modelu v spodnji vrstici
programske maske pa se nam izpisujejo koordinate v prostoru (x y in z) Prav tako lahko
merimo poljubne dolžine tako da se s kurzorjem postavimo na poljuben rob pritisnemo ctrl +
desna tipka na miški in vlečemo miško Ob kurzorju se nam vleče puščica z mero
Najenostavneje se kolizije rešimo na ta način da si ob definiranju rezilnega orodja ob vnosu
osnovnih parametrov (premera in dolžine) vrišemo še držalo orodja katerega nam program ob
Univerza v Mariboru ndash Fakulteta za strojništvo Diplomsko delo
- 40 -
preračunavanju sekvenc tudi upošteva Če pravilno vrišemo orodje in držalo praviloma do
trka ne more priti
Urejevanje poti obdelovanja
Ko preračunamo sekvence se nam prikažejo poti obdelave katere je mogoče pred
povezovanjem (linkanjem) tudi brisati Ta dobrodošla funkcija nam omogoča brisanje tistih
poti za katere vemo da jih ne potrebujemo in da nam bodo podaljšale čas izdelave To
storimo na sledeči način
model s preračunanimi potmi postavimo v tisti položaj v katerem bomo
ustrezno brisali dele poti
izdelamo ročno mejo (Boundaries) v tistem pogledu v katerem želimo rezati
poti
potrdimo mejo in preračunano sekvenco pritisnemo desno tipko na miški in
povemo ali hočemo brisati poti znotraj meje ki smo jo narisali ali izven nje
sledi še povezovanje (linkanje) editiranih poti
512 Analiza rezalnih poti UGS NX4
V vsakem oknu za kreiranje operacij imamo spodaj funkcijo TOOL PATH Z njo nastavljamo
barve črte poti orodja pri prikazu na zaslonu in verifikaciji poti Po nastavitvah vseh
parametrov s klikom na ikono sprožimo izračun poti orodja Verifikacijo narejene poti lahko
izbiramo na več načinov najboljši je tisti ko nam simulacija prikaže ostanke obdelave Če je
pot orodja pravilno izbrana se v navigatorju pod PATH prikaže zelena kljukica ki pomeni da
je pot orodja pravilno izračunana
Merjenje in analiziranje modelov
V orodni vrstici imamo ikono kot prikaz slike merila Tako merimo vse funkcije kot so
razdalje premeri radiusi kotnost centričnost in sicer se postavimo na željeno pozicijo
krajišča stečišča polmera točke
Univerza v Mariboru ndash Fakulteta za strojništvo Diplomsko delo
- 41 -
513 Primerjava z vidika programiranja
Danes nam veliki CADCAM-sistemi (Catia Unigraphics ProE hellip) ponujajo CAM-sisteme
za katere zatrjujejo da so najboljši Najpogosteje se uporabniki srečajo z velikim sistemom
šele na začetnih izobraževanjih vodenih s strani programskih hiš ki ponujajo predvsem
teoretično uporabo sekvenc Ko gremo s tem znanjem v praktično uporabo (na stroju)
pogosto ugotovimo da moramo v ponujenih menijih vse preveč nastavljati obrobne
parametre ki pa so v programu DEPOCAM 6 že nastavljeni na optimalne vrednosti v UGS
NX4 pa te možnosti ni To je razlog da so začetne obdelave na stroju navadno prava
polomija Pri programu DEPOCAM 6 so že v začetni fazi vsi parametri nastavljeni na
optimum tako so gibi orodij bolj prilagojeni naši obdelavi s čimer dosežemo manjšo izgubo
časa in manjšo obrabo orodja
514 Praktični primer ndash čas obdelave narejene z DEPOCAM 6 in UGS NX4
Za praktičen primer bomo vzeli segment narisanega 3D-orodja in ga primerjali s programoma
DEPOCAM 6 in UGS NX4 Obdelava obdelovanca orodja bo potekala s postopkom čelnega
frezanja s 3-osnim CNC-strojem Kakšen stroj bomo uporabljali nastavimo v meniju pri
programu UGS NX4 DEPOCAM 6 Da bodo parametri primerjave enakovredni oz realni
bomo vzeli enake parametre obdelave frezanja
V naslednjih korakih bomo primerjali samo funkcije za programiranje časovne izdelave
simulacije obdelave v tem primeru v 2D in 3D ter primerjali potrebne funkcije da bomo
prišli do končnega rezultata kako dolgo bomo izdelek delali na CNC-stroju (časovni
parameter)
Univerza v Mariboru ndash Fakulteta za strojništvo Diplomsko delo
- 42 -
Časovna primerjava 2D-simulacije
Pri enakih parametrih izdelujemo luknje v 2D z orodjem 20R2 Če primerjamo čase
simulacije obdelave programov DEPOCAM 6 ter UGS NX4 ugotovimo da traja izdelava z
UGS NX4 3978 časa več kot z DEPOCAM 6 (slika 53 slika 54) Ob uporabi
dvojedrnega procesorja in delovnega pomnilnika 2 Gb opravimo delo s programom
DEPOCAM 6 v eni uri in 43 minutah s programom UGS NX4 pa šele v treh urah in 27
minutah
Slika 53 Prikaz primera primerjave programa 2D v DEPOCAM 6
Univerza v Mariboru ndash Fakulteta za strojništvo Diplomsko delo
- 43 -
Slika 54 Prikaz poti orodja pri 2D v UGS NX4
Časovna primerjava 3D-simulacije
Pri enakih parametrih opravimo grobo frezanje v 3D z orodjem 52R3 Če primerjamo čase
simulacije obdelave programov DEPOCAM 6 ter UGS NX4 ugotovimo da traja izdelava z
UGS NX4 4566 časa več kot z DEPOCAM 6 Ob uporabi dvojedrnega procesorja in
delovnega pomnilnika 2 Gb opravimo delo s programom DEPOCAM 6 v 14 urah in 43
minutah s programom UGS NX4 pa šele v 31 urah in 13 minutah (slika 55 slika 56 slika)
Univerza v Mariboru ndash Fakulteta za strojništvo Diplomsko delo
- 44 -
Slika 55 Prikaz 3D-programa ndash groba obdelava v DEPOCAM 6
Slika 56 Prikaz 3D-programa ndash groba obdelava v UGS NX4
Univerza v Mariboru ndash Fakulteta za strojništvo Diplomsko delo
- 45 -
6 PRIMERJAVA PROGRAMOV Z VIDIKA UPORABNIKA
61 Kriteriji primerjave
Na sliki 61 smo zbrali najpomembnejše kriterije (lastnosti) za primerjavo med programoma
PROGRAM LASTNOSTI
DEPOCAM 6 UGS NX4
Popolnost funkcij enostavna uporaba z že vpisanimi parametri
preveliko število funkcij (nepopolno dodelane)
Uporabniška prijaznost lepo pregledano nasičenost z ikonamifunkcijami
Časovna zahtevnost enostavno učenje za 3-osne stroje
zelo kompleksen program za katerega potrebujemo vsaj
osnovno šolanje
Kakovost programa hitro delovanje z zelo redkimi napakami pri izračunih poti
orodja
pogoste napake pri izračunu poti orodja ter dolg čas
izračuna
Razširljivost dokup dodatnih funkcij za 3+2-osno programiranje
dokup paketov CAM CAD CAE
Odprtost programa zaradi enostavnosti zelo odprt zapleten delno odprt odprt z vidika nadgradnje
Finančni vložek približno 12000 euro približno 5640 euro
Možnosti dogradnjepostprocesorjev za
krmilje CNC-strojev
zajema 20 postprocesorjev+nadgradnja
(Heidenhain 530i)
zajema 100 postprocesorjev+nadgradnja
(Heidenhain 530i)
Arhiv orodij možnost arhiviranja parametrov orodij
nima možnosti arhiviranja parametrov orodij
Čas izdelave izračuna poti orodja
hitra počasna
Čas izobraževanja 40 ur 4 x 40 ur
Slika 61 Prikaz primerjave nekaterih pomembnih lastnosti programov
Univerza v Mariboru ndash Fakulteta za strojništvo Diplomsko delo
- 46 -
Popolnost funkcij se v obeh programih odraža v različnih smereh ndash DEPOCAM 6 s svojo
enostavnostjo ne preobremeni uporabnika Funkcije so tudi grafično zelo nazorno prikazane
in enostavne za uporabo saj je potrebno vpisati le malo parametrov Moteče pa je lahko to da
se nam vsakič ko spremenimo kakšen parameter ustvari kopija le-tega npr če prestavimo
koordinatni sistem se nam kopira 3D-model Če nismo pozorni in ne izbrišemo predhodnega
lahko programiramo model v napačnem koordinatnem sistemu
Pri UGS NX4 pa imamo na voljo ogromno število funkcij ki so grafično zelo
izpopolnjene vendar moramo vse parametre vsakič ponovno vpisati Pojavljajo se tudi napake
funkcij ko moramo nprza potrditev klikniti BACK namesto običajnega OK (funkcija
transform - kopiranje) Takšne sicer malenkosti pa lahko imajo velik začetni vpliv na
uporabnika saj smo z nepopolnostjo funkcij v položaju zmedenosti Ima pa ta program to
dobro lastnost da je ob vsaki funkciji slikovna obrazložitev vpisanega parametra
Uporabniška prijaznost je poudarjena v programu DEPOCAM 6 kjer imamo manjše
število funkcij v zelo lepem preglednem načinu orodnih vrstic Manjka mogoče samo to da
bi se ob izbiri obdelave pojavili slikovni prikazi kaj katera funkcija pomeni Vsekakor lahko s
tem programom hitro določimo operacijo obdelave z majhnim številom vpisov parametrov v
njihova polja saj so ob nakup paketa že vpisani najbolj idealni parametri
Pri programu UGS NX4 pa uporabnika z izdelavo grafike ikon presenetita videz in nazorni
prikaz slik raznih obdelav moteče pa je nenehno vpisovanje parametrov v veliko število polj
za določevanje rezalnih orodnih parametrov Preveč funkcij povzroči zmedenost uporabnika
sploh zato ker nekaterih sploh ne uporabljamo
Časovna zahtevnost je manjša pri DEPOCAM 6 saj je program hitro učeč in sicer na 40-
urnem tečaju organiziranem pri zastopniku programske opreme
UGS NX4 pa zahteva zaradi svoje obširnosti precej več časa za učenje programiranja
CNC-strojev predviden je začetni tečaj 4 x 40 ur ki ga organizira zastopnik v Sloveniji
Odprtost programa si DEPOCAM 6 ustvarja s preprosto uporabo vendar je glede
nadgradnje z vidika funkcij nekoliko zaprt ampak moramo razumeti da gre za specifični
program
UGS NX4 pa je delno odprt zaradi svoje zapletenosti je pa zelo odprt za nadgradnjo z
drugimi programskimi paketi
Univerza v Mariboru ndash Fakulteta za strojništvo Diplomsko delo
- 47 -
Finančni vložek ob nakup predstavlja veliko breme za podjetje še posebej če to ni veliko
Tako stane osnovni paket DEPOCAM 6 približno 12000 euro UGS NX4 pa je cenejši in stane
približno 5640 euro
Možnosti dogradnje postprocesorjev za krmilje CNC-strojev imata oba programa pri
čemer upoštevamo da ima DEPOCAM 6 v osnovi 20 postprocesorjev in možnost nadgradnje
s plačilom UGS NX4 pa ima v osnovnem paketu 100 postprocesorjev in možnost nadgradnje
v željen postprocesor
Arhiv orodij ima DEPOCAM 6 in sicer z vpisanimi vsemi parametri (radij dolžina orodja
premer radij konice orodja itd) UGS NX4 pa takšnega arhiva orodij nima
Čas izdelave izračuna poti orodja je pri DEPOCAM 6 kratek še posebej pri 3D-
programiranju UGS NX4 pa ima do 50 daljši čas izračuna poti orodja v primerjavi z
DEPOCAM 6
Čas izobraževanja je pri DEPOCAM 6 zaradi večje prijaznosti do uporabnika krajši (40-urni
tečaj) medtem ko UGS NX4 zaradi obsežnosti od uporabnika zahteva več časa za osvojitev
osnovnih znanj programiranja (4 x 40-urni tečaj) in nadgradnje znanja (3 x 40-urni tečaj)
62 Ugotovitve
S praktičnim primerom in z opisom nekaj osnovnih funkcij smo primerjali dva programa za
CNC-programiranje CNC-strojev z ugotovitvijo da se med seboj precej razlikujeta že v
samem delovnem okolju in vse do programiranja z različnimi funkcijami
DEPOCAM 6 je precej primernejši za podjetja ki izdelujejo orodja v obratih z več CNC-
stroji kot pa za majhno podjetje z enim ali dvema strojema saj je finančni vložek 52 večji
kot pri programu UGS NX4 S tega vidika je UGS NX4 veliko boljši za majhna podjetja
prototipne oddelke kjer nimamo oddelka konstrukcije S takšnim paketom lahko narišemo
sprogramiramo analiziramo obdelovanec z manjšim finančnim vložkom ndash vse naredimo z
enim programom CAD CAM V zakup seveda jemljemo določene pomanjkljivosti tega
programa kot so čas izdelave programa čas izdelave na CNC-stroju večja obraba orodij
Vsak uporabnik se mora seveda vprašati kakšna bo namembnost programiranja ter koliko
Univerza v Mariboru ndash Fakulteta za strojništvo Diplomsko delo
- 48 -
časa bomo potrebovali za samo izdelavo programa in izdelka kakšna bo obraba orodij zaradi
slabo izračunanih poti orodja ter kolikšni bodo dodatni stroški opreme
Iz povedanega sledi da včasih z nakupom nepravilne (cenejše) programske opreme
izgubimo preveč časa in denarja zato je zelo pomembno preizkusiti in preučiti namembnost
programa ndash za kaj ga bomo uporabljali (orodjarstvo serijska proizvodnja hellip) saj s pravo
odločitvijo olajšamo delo uporabnikom in privarčujemo denar
Univerza v Mariboru ndash Fakulteta za strojništvo Diplomsko delo
- 49 -
7 SKLEP
Danes postaja tehnologija CNC-strojev s hitro rastjo vedno bolj kompleksnih obdelovancev
vse bolj zapletena zato je nujno razvijati različne primere metodologij z vsemi segmenti
ustvarjanja in prenosa informacij
Na podlagi zgodovinskih dejstev vidimo da je prišlo od sredine 50-tih let prejšnjega
stoletja do ogromnega porasta CNC-strojev Sama oblika in prenos NC-podatkov se bosta
morala spremeniti saj v takšni obliki ne zadovoljujeta več natančnosti NC-zapisa Vse
smernice potekajo k povezovanju strojev v sinhronizirana omrežja z vmesniki ki skrbijo da
pri prenosih podatkov ne prihaja do izgube informacij Spremembe se vršijo tudi v nenehni
izboljšavi postprocesorjev ki lahko s svojo zanesljivostjo generirajo podatke o gibanju osi s
pretvorbo v standardni zapis CNC-kode CNC-zapis ima vpliv na samo premikanje osi stroja
in z dobrim zapisom (postprocesiranjem) ki zajema bolj natančne parametre funkcij dobimo
boljšo kvaliteto krivulj z bolj nadzorovanimi delovnimi gibi
Ena takšnih metodologij je STEP-tehnologija ki prinaša nove prijeme pri reševanju
takšnih problemov in pomeni prihodnost nadgradnje sedanje metodologije Seveda pa
predstavlja za podjetja največji strošek programska oprema CNC-programiranja Da izberemo
najboljši programski paket se moramo ravnati po določenih kriterijih s katerimi zadovoljimo
potrebe proizvodnje CNC-strojev
Z opravljeno primerjavo dveh programov za CNC-programiranje (DEPOCAM 6 in UGS
NX4) smo spoznali različnost njunih funkcij delovnega okolja prijaznosti do uporabnika ter
zahtevnosti programske opreme Preizkusili smo tudi kakšna sta časa obdelave pri enakih
rezalnih parametrih Zaključimo lahko da sta programa različna že v samem konceptu
nastanka kjer je DEPOCAM 6 veliko bolj specifičen s svojo enostavnostjo kot programski
paket UGS NX4 Podjetje kot je Depo ponuja celovit paket stroja rezalnih orodij
programske opreme in nudi razvojno usmerjenost pri kateri ob preizkušanju svojih rezalnih
orodij dopolnjujejo programsko opremo z optimalnimi parametri poti in rezalnih sekvenc
parametrov Temu nasproti stoji cenovno zelo ugoden program UGS NX4 ki nam omogoča
popravljanje in modeliranje obdelovanca sta pa časa izdelave programa in izdelave
obdelovanca CNC-programa daljša za približno 40
Univerza v Mariboru ndash Fakulteta za strojništvo Diplomsko delo
- 50 -
S tem diplomskim delom smo želeli med drugim opozoriti da je še kako pomembno
katero programsko opremo bomo kupili kakšna bo namembnost programiranja koliko časa
bomo potrebovali za samo izdelavo programa in izdelka kakšna bo obraba orodij zaradi slabo
izračunanih poti orodja ter kolikšni bodo dodatni stroški ob dokupu opreme Z ozaveščenim
nakupom programskega paketa lahko namreč privarčujemo ogromno denarja in časa podjetju
saj lahko že s preprosto primerjavo programske opreme ugotovimo kateri programski paket je
za naše podjetje najboljši
Univerza v Mariboru ndash Fakulteta za strojništvo Diplomsko delo
- 51 -
8 VIRI
[1] Balič Jože CADCAM postopki univerzitetni učbenik Maribor Fakulteta za
strojništvo 2002
[2] Kraut Bojan Krautov strojniški priročnik 14 slovenska izdaja izdajo pripravila Jože
Puhar Jože Stropnik Ljubljana Littera picta 2003
[3] Ren Zoran Škerget Leopold Hriberšek Matjaž Kuhn Guumlnther (ur) Advanced
computational engineering mechanics proceedings of the 1 Workshop Maribor
Slovenia October 9-112003 Maribor Faculty of Mechanical Engineering 2003
[4] Strojnotehnološki priročnik 7 izdaja Ljubljana Tehniška založba Slovenije 1998
[5] Balič Jože Mikložič Andrej Kovačič Marjan Automatic generation of NC program
V Katalinić B (ur) DAAAM International scientific book 2003 Vienna DAAAM
International 2003
[6] Engineers Toolbox The advanced online resource for engineering calculations and
reference [svetovni splet] Engrasp Inc Dostopno na WWW
httpwwwengineerstoolboxcom [452009]
[7] Breznikar Igor Računalniško podprto programiranje v orodjarni s sistemom Depocam
seminarska naloga Maribor Fakulteta za strojništvo 2008
[8] STEP-NC Hlebanja Gorazd [svetovni splet] Engrasp Inc Dostopno na WWW
wwwsteptoolscomlibrarystepnc [452009]
[9] Seminarska NC-stroji Univerza za strojništvo Maribor [svetovni splet] Engrasp Inc
Dostopno na WWW httpmajauni-mbsisloseminarskeNC-
strojiDodatnoZgodovinski20pregledhtm [652009]
[10] NC-Graphics Wikipedia [svetovni splet] Engrasp Inc Dostopno na WWW
httpenwikipediaorgwikiNC Graphics [852009]
[11] UGS NX Wikipedia [svetovni splet] Engrasp Inc Dostopno na WWW
httpenwikipediaorgwikiUGS_NX [1252009]
Univerza v Mariboru ndash Fakulteta za strojništvo Diplomsko delo
- 52 -
9 PRILOGE
Življenjepis
Osebni podatki
Ime in priimek Primož Koležnik
Datum rojstva 12 12 1978
Državljanstvo Slovensko
Naslov Andraž nad Polzelo 87e 3313 Polzela
12121978 Rojen v Slovenj Gradcu
1998-1999 Zaključena Osnovna šola Radlje ob Dravi
1999 Vpis v Srednjo strojna šola v Mariboru smer strojni tehnik
2001 Prva zaposlitev Gorenje dd in delo v oddelku preoblikovanje pločevine linija
za izdelavo pločevinastih vrat ohišji tovarna hladilne tehnike
2003 Vpis na fakulteto za strojništvo v Mariboru Visoko šolski program smer
proizvodnjo strojništvo izredno
2003 -
2004
Zadolžitev dela tehnika proizvodnje toplotno izoliranje vrat in ohišji v programu
hladilne tehnike
2005 -
2006
Statistični pregled aparatov v programu hladilne tehnike službe zagotavljanje
kakovosti
2006 - Dela v obratni merilnici službe zagotavljanje kakovosti hladilne tehnike
Univerza v Mariboru ndash Fakulteta za strojništvo Diplomsko delo
- 53 -
2007
2007- 2008 Delo v proizvodnji mojster linije za prevzemanje končnih aparatov
2008
2009
Delo v prototipni CNC programiranje in operater na CNC stroju
Delo v Gorenje Orodjarna programer in oparater CNC frezalnih strojev
Prosti čas
Pohodništvo
Kolesarjenje
Obnavljanje starodobnikov
Univerza v Mariboru ndash Fakulteta za strojništvo Diplomsko delo
UNIVERZA V MARIBORU
FAKULTETA ZA STROJNIŠTVO
Primož KOLEŽNIK
Maribor junij 2009
PRIMERJAVA MED PROGRAMOMA DEPOCAM IN UGS NX4 ZA PROGRAMIRANJE CNC-STROJEV
KAZALO vsebine
1 1 UVOD
3 21 Mejniki razvoja NC-tehnologije
9 23 NC-stroji CNC-stroji in DNC-obrati
10 24 Adaptivno krmiljenje (AC)
11 25 Prilagodljivi obdelovalni sistemi (POS)
11 26 Vpliv NC-tehnologij na obdelovalno tehniko
15 3 TREND NA PODROČJU CNC-TEHNOLOGIJE
20 36 Funkcionalnost STEP-tehnologije
21 37 STEP-tehnologija kot nov jezik za CNC-krmilje
21 38 STEP-tehnologija kot problemsko orientirano programiranje
22 4 PRIMERJAVA MED PROGRAMOMA DEPOCAM 6 IN UGS NX4 ZA PROGRAMIRANJE NC-STROJEV
22 41 Pomembnosti programov za programiranje CNC-strojev
23 42 Opis programa za NC-programiranje DEPOCAM 6
24 43 Delovno okolje DEPOCAM 6
25 44 Opis programa za NC-programiranje UGS NX4
28 51 Slikovni prikaz funkcij za programiranje DEPOCAM 6 in UGS NX4
30 53 Postavitev in uvoz modela z DEPOCAM 6
30 54 Postavitev in uvoz modela z UGS NX4
31 55 Priprava površin s programom DEPOCAM 6
33 57 Določevanje varnostnih mej z DEPOCAM 6
34 58 Določevanje varnostnih mej z UGS NX4
35 59 Določevanje obdelovalnih operacij z DEPOCAM 6
37 510 Določevanje obdelovalnih operacij z UGS NX4
40 512 Analiza rezalnih poti UGS NX4
41 513 Primerjava z vidika programiranja
45 6 PRIMERJAVA PROGRAMOV Z VIDIKA UPORABNIKA
49 7 SKLEP
51 8 VIRI
52 9 PRILOGE
KAZALO SLIK
2 Slika 21 Prvi zapis funkcij na luknjast trak
5 Slika 23 Prvi numerično krmiljen obdelovalni stroj
9 Slika 25 Prikaz numeričnega upravljanja računalnika
11 Slika 26 Prikaz povezljivosti CNC-sistema s postprocesorjem
12 Slika 27 Prikaz padanja deleža elektronskih komponent
13 Slika 28 Prikaz naraščanja stroškov programske opreme
14 Slika 29 Deleži numeričnih strojev v proizvodnji
16 Slika 31 Prikaz heterogenega DNC-sistema
17 Slika 32 Prikaz prednosti uporabe STEP-tehnologije
18 Slika 33 Obsežne CMM za preverjanje geometrije komponent
19 Slika 34 Prikaz standardne G-kode v zapisih programov CNC
20 Slika 35 Prikaz pomembnih relacij v tehnologiji STEP-NC
25 Slika 41 Prikaz delovnega okolja DEPOCAM 6
27 Slika 42 Prikaz delovnega okolja UGS NX4
28 Slika 51 Prikaz funkcij za programiranje DEPOCAM 6
29 Slika 52 Prikaz funkcij za programiranje UGS NX4
42 Slika 53 Prikaz primera primerjave programa 2D v DEPOCAM 6
43 Slika 54 Prikaz poti orodja pri 2D v UGS NX4
44 Slika 55 Prikaz 3D-programa ndash groba obdelava v DEPOCAM 6
44 Slika 56 Prikaz 3D-programa ndash groba obdelava v UGS NX4
45 Slika 61 Prikaz primerjave nekaterih pomembnih lastnosti programov
1 UVOD
2 ZGODOVINSKI OPIS RAZVOJA CNC-TEHNOLOGIJE
Slika 21 Prvi zapis funkcij na luknjast trak
21 Mejniki razvoja NC-tehnologije
Slika 22 Prvi računalniki
Slika 23 Prvi numerično krmiljen obdelovalni stroj
1920193019401950196019701980ČAS NASTANKATEHNOLOŠKI NIVO
RAZVOJ CNC PROGRAMIRANJA
UNIVERZALNEPRODUKCIJSKEAVTOMATI
22 Razvoj numerično krmiljenih strojev v Sloveniji
23 NC-stroji CNC-stroji in DNC-obrati
Slika 25 Prikaz numeričnega upravljanja računalnika
24 Adaptivno krmiljenje (AC)
25 Prilagodljivi obdelovalni sistemi (POS)
Slika 26 Prikaz povezljivosti CNC-sistema s postprocesorjem
26 Vpliv NC-tehnologij na obdelovalno tehniko
0204060801001201960196219641966196819701972197419761978198019821984198619881990RELEJNA TEHNIKA IN ELEKTRONSKE CEVITRANZISTORKSA TEHNIKATEHNIKA INTEGRIRANIH VEZIJINEGRACIJA Z MINIRAČUNALNIKI (CNC 1)MIKROPROCESORSKA INEGRACIJA(CNC 2)VLSI TEHNIKA (CNC 3)
Slika 27 Prikaz padanja deleža elektronskih komponent
020406080100196719681969197019711972197319741975197619771978197919801981198219831984
Slika 28 Prikaz naraščanja stroškov programske opreme
27 Prihodnost razvoja
MasovnaSerijskaIndividualnaMaloserijska
Deleži numeričnih strojev v proizvodnji
Slika 29 Deleži numeričnih strojev v proizvodnji
3 TREND NA PODROČJU CNC-TEHNOLOGIJE
31 Predstavitev tehnologije STEP-NC
Slika 31 Prikaz heterogenega DNC-sistema
32 STEP-proizvodnja
33 Informacijski model
Slika 32 Prikaz prednosti uporabe STEP-tehnologije
34 Lastnosti STEP-NC
35 Sedanji problemi
Slika 33 Obsežne CMM za preverjanje geometrije komponent
Slika 34 Prikaz standardne G-kode v zapisih programov CNC
Slika 35 Prikaz pomembnih relacij v tehnologiji STEP-NC
36 Funkcionalnost STEP-tehnologije
37 STEP-tehnologija kot nov jezik za CNC-krmilje
38 STEP-tehnologija kot problemsko orientirano programiranje
4 PRIMERJAVA MED PROGRAMOMA DEPOCAM 6 IN UGS NX4 ZA PROGRAMIRANJE NC-STROJEV
41 Pomembnosti programov za programiranje CNC-strojev
42 Opis programa za NC-programiranje DEPOCAM 6
43 Delovno okolje DEPOCAM 6
Slika 41 Prikaz delovnega okolja DEPOCAM 6
44 Opis programa za NC-programiranje UGS NX4
45 Delovno okolje UGS NX4
Slika 42 Prikaz delovnega okolja UGS NX4
5 PRAKTIČNI PRIMER PROGRAMIRANJA S PROGRAMOMA DEPOCAM 6 IN UGS NX4
51 Slikovni prikaz funkcij za programiranje DEPOCAM 6 in UGS NX4
Slika 51 Prikaz funkcij za programiranje DEPOCAM 6
Slika 52 Prikaz funkcij za programiranje UGS NX4
52 Uvoz modela ndash primerjava
53 Postavitev in uvoz modela z DEPOCAM 6
54 Postavitev in uvoz modela z UGS NX4
55 Priprava površin s programom DEPOCAM 6
56 Priprava površin s programom UGS NX4
57 Določevanje varnostnih mej z DEPOCAM 6
58 Določevanje varnostnih mej z UGS NX4
59 Določevanje obdelovalnih operacij z DEPOCAM 6
510 Določevanje obdelovalnih operacij z UGS NX4
511 Analiza rezalnih poti DEPOCAM 6
512 Analiza rezalnih poti UGS NX4
513 Primerjava z vidika programiranja
514 Praktični primer ndash čas obdelave narejene z DEPOCAM 6 in UGS NX4
Slika 53 Prikaz primera primerjave programa 2D v DEPOCAM 6
Slika 54 Prikaz poti orodja pri 2D v UGS NX4
Slika 55 Prikaz 3D-programa ndash groba obdelava v DEPOCAM 6
Slika 56 Prikaz 3D-programa ndash groba obdelava v UGS NX4
6 PRIMERJAVA PROGRAMOV Z VIDIKA UPORABNIKA
61 Kriteriji primerjave
Na sliki 61 smo zbrali najpomembnejše kriterije (lastnosti) za primerjavo med programoma
Slika 61 Prikaz primerjave nekaterih pomembnih lastnosti programov
62 Ugotovitve
7 SKLEP
8 VIRI
9 PRILOGE
Opravilna vrstica za izbiro varnostnih linij in zaznavo površin hellip13
13
Opravilna vrstica za izbiro obdelovalnih operacij13
13
Opravilna vrstica za izbiro različnih pogledov modela13
13
Osnovna opravilna vrstica - zavesni meni13
13
Stroju specifični program komponente s podatki o gibanju osi ki ga generira postprocesor13
Dobavitelj specifične razrešitve originalnega standarda13
Samo primitivni gibalni in priklopni ukazi 13
Ni standardiziranega podatkovnega formata za procesiranje krivulj in softiciranih NC-tehnologij13
13
N05 G5413
N10 G00 Z1000013
N15 G91 G0 Z20013
N20 T5 D1 WW13
N30 G90 M513
N35 G00 X0000 Y-150000 N40 G00 Z500013
N45 M0813
N50 S318300013
N55 M0313
N60 F147700013
N65 G00 X60000 Y-150000 N70 G00 Z500013
N75 G00 X60000 Y-150000 N80 G01 Z-050013
13
13
Idealen za papirni trak13
13
STEP-NC nadomešča G-kodo z bogatim integriranim podatkovnim formatom13
13
Navigator ˝prikaz modela in vseh operacij˝13
13
Prikaz procesiranja programa - proces Manager13
13
Ustvarjanje programa orodja geometrije operacije metode13
13
Osnovna opravilna vrstica -zavesni meni13
13
Postavitev koordinatnega sistema13
13
Navigator ˝hitri dostop do operacij in pregled˝13
13
Navigator ˝prikaz modela in vseh operacij˝ s katerimi opravljamo vse pomembne funkcije13
13
Funkcije za določevanje varnostnih mej13
13
Pregled postprocesiranja operacij13
13
Pregled postprocesiranja operacij in simulacija rezalnih poti 2D 3D13
13
Nastavitev vseh parametrov odrezavanja13
13
Navigator operacij vklop označevanje in postprocesiranje operacij13
13
Določevanje obdelovalnih površin in varnostnih mej13
13
13
13
13
13
13
13
13
13
13
STROŠKI STROJNE OPREME13
13
STROŠKI PROGRAMSKE OPREME13
13
13
13
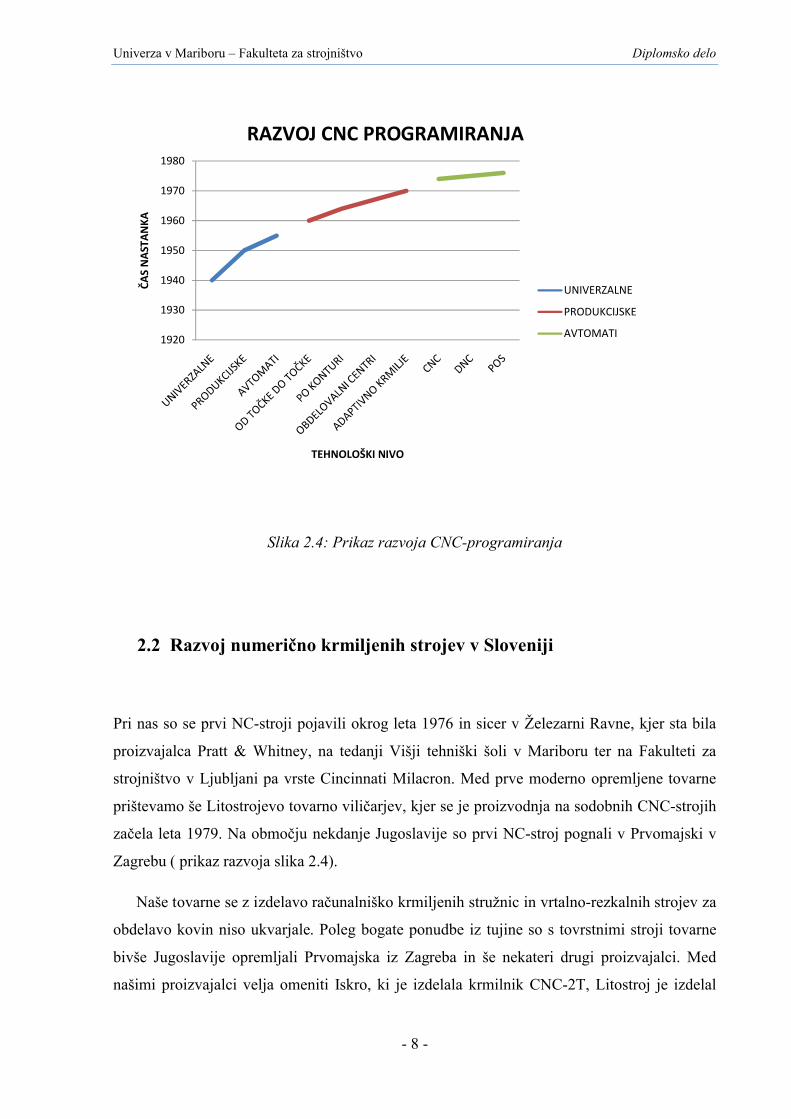
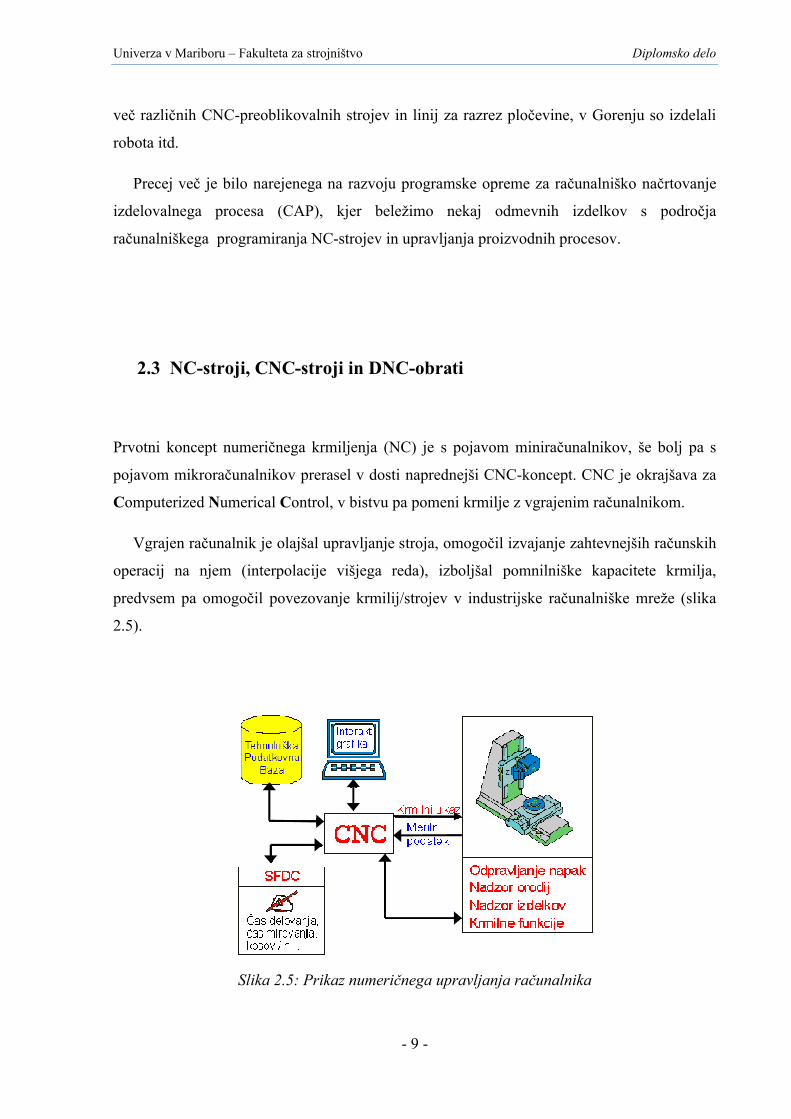
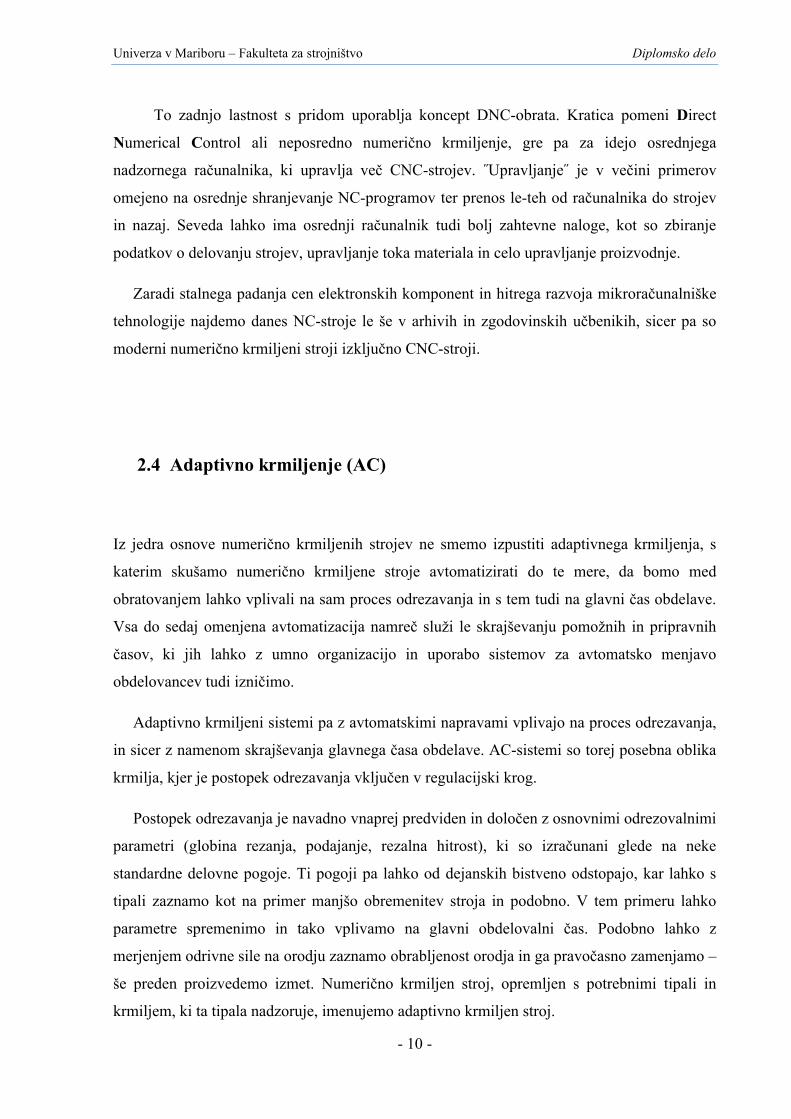
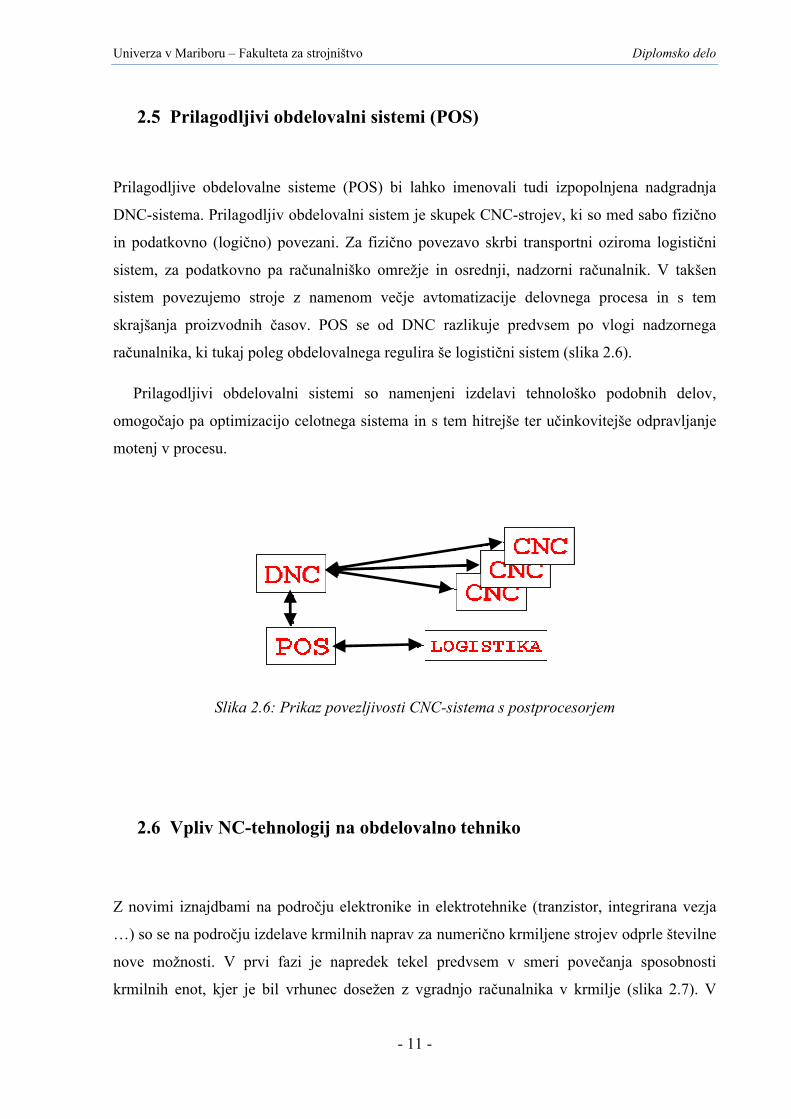
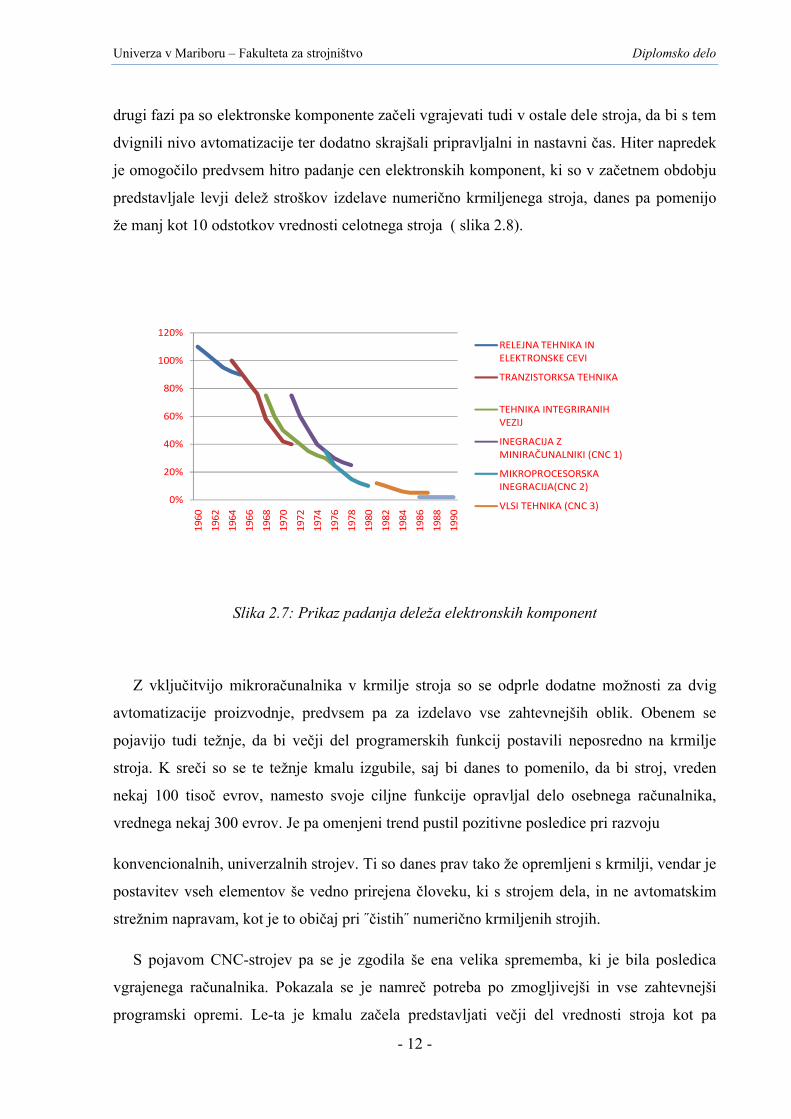
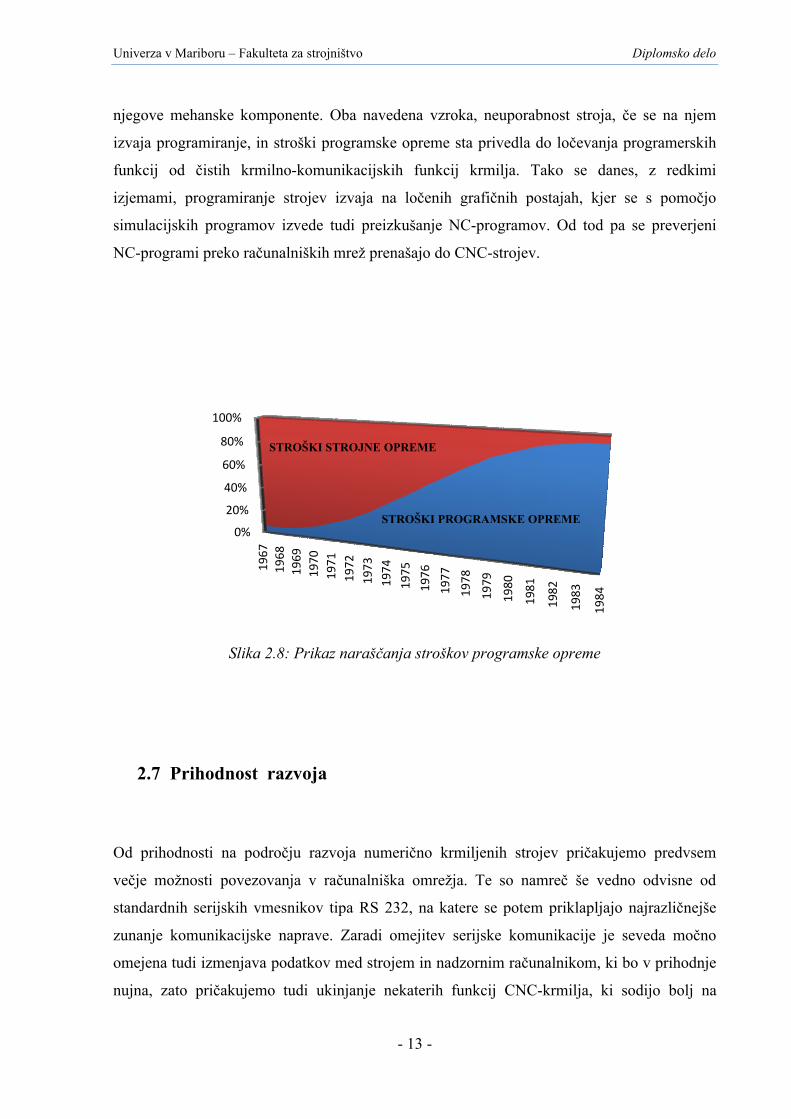
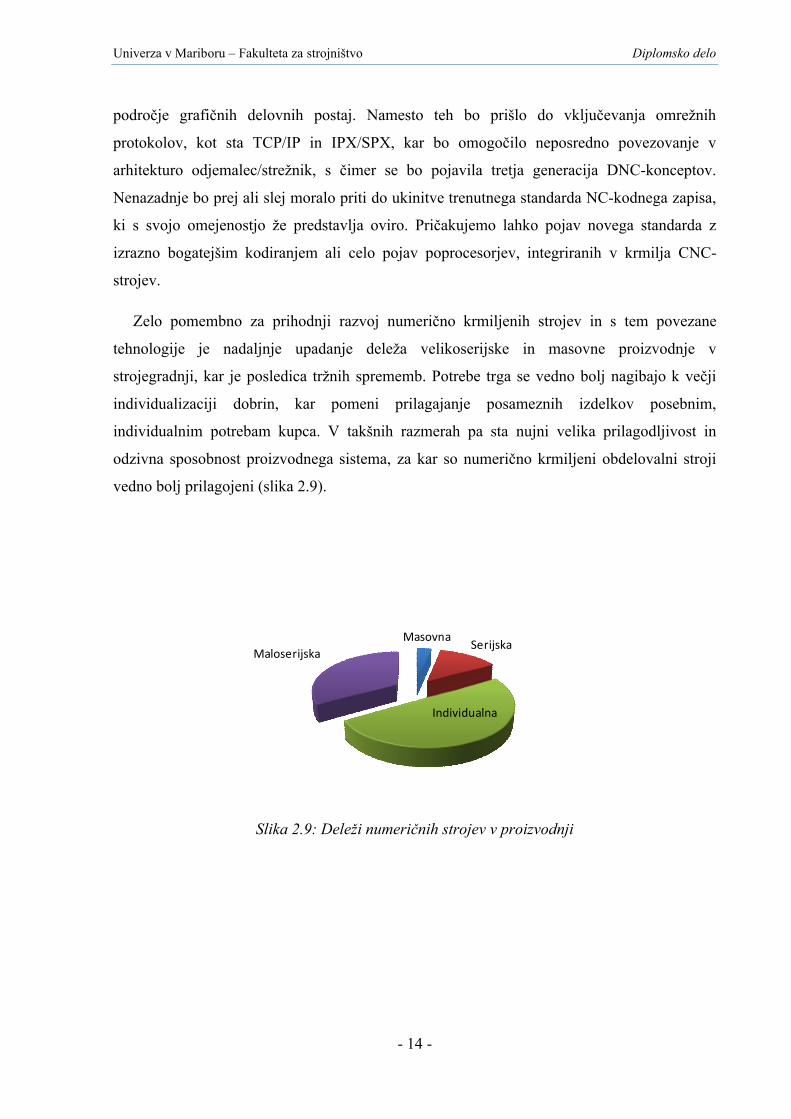

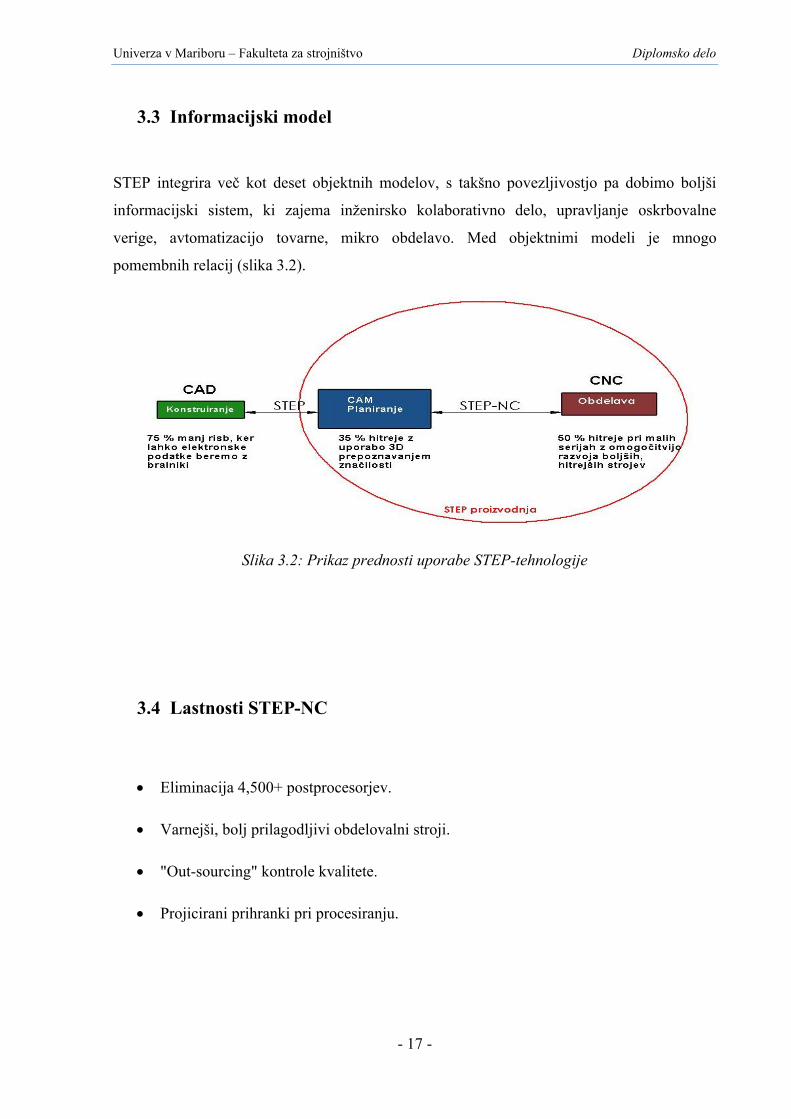
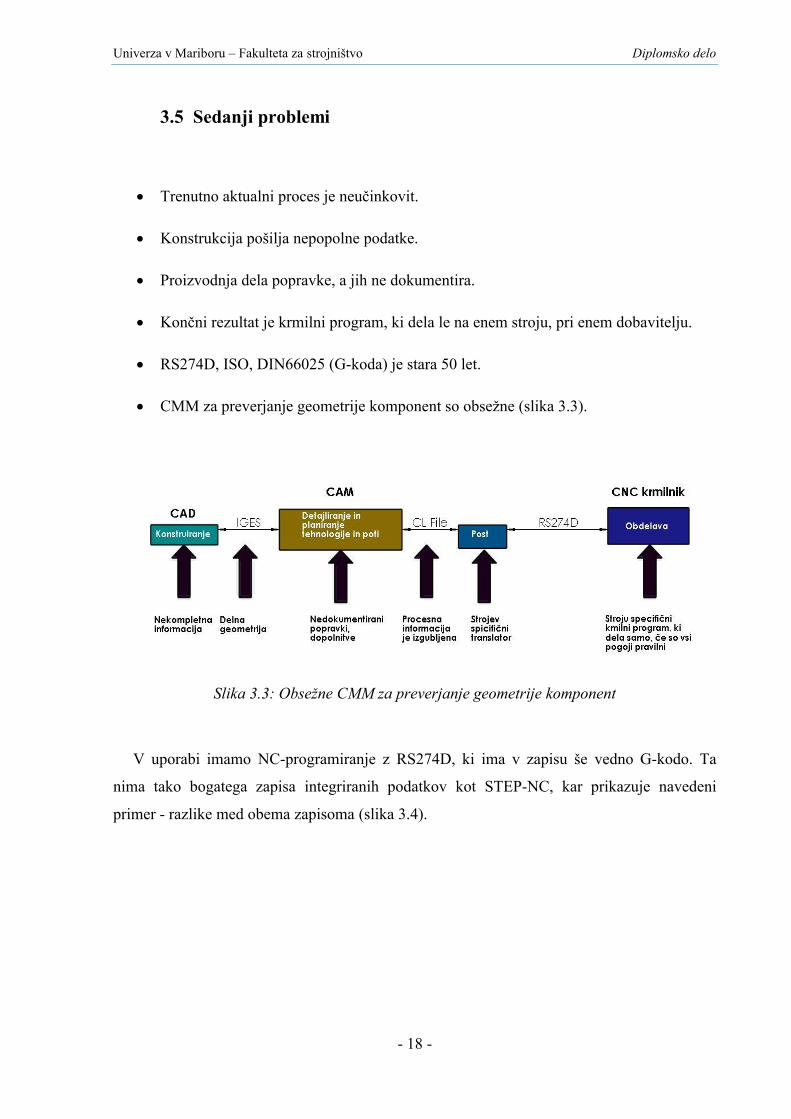
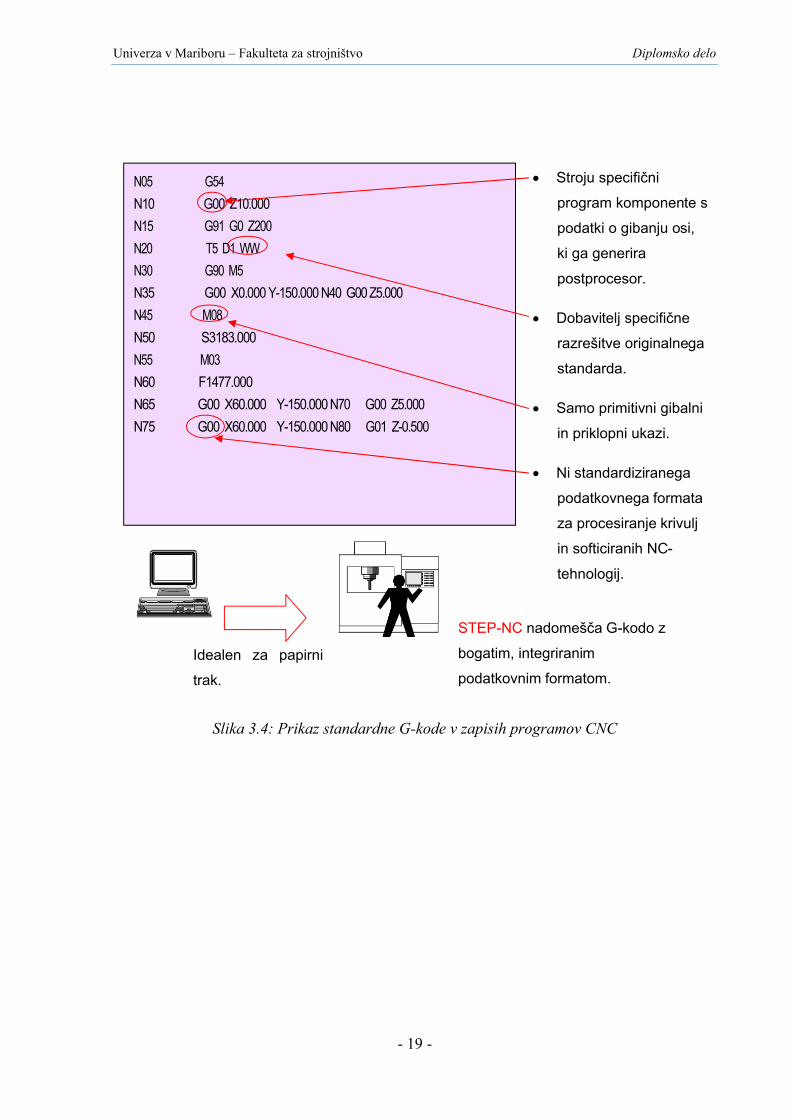
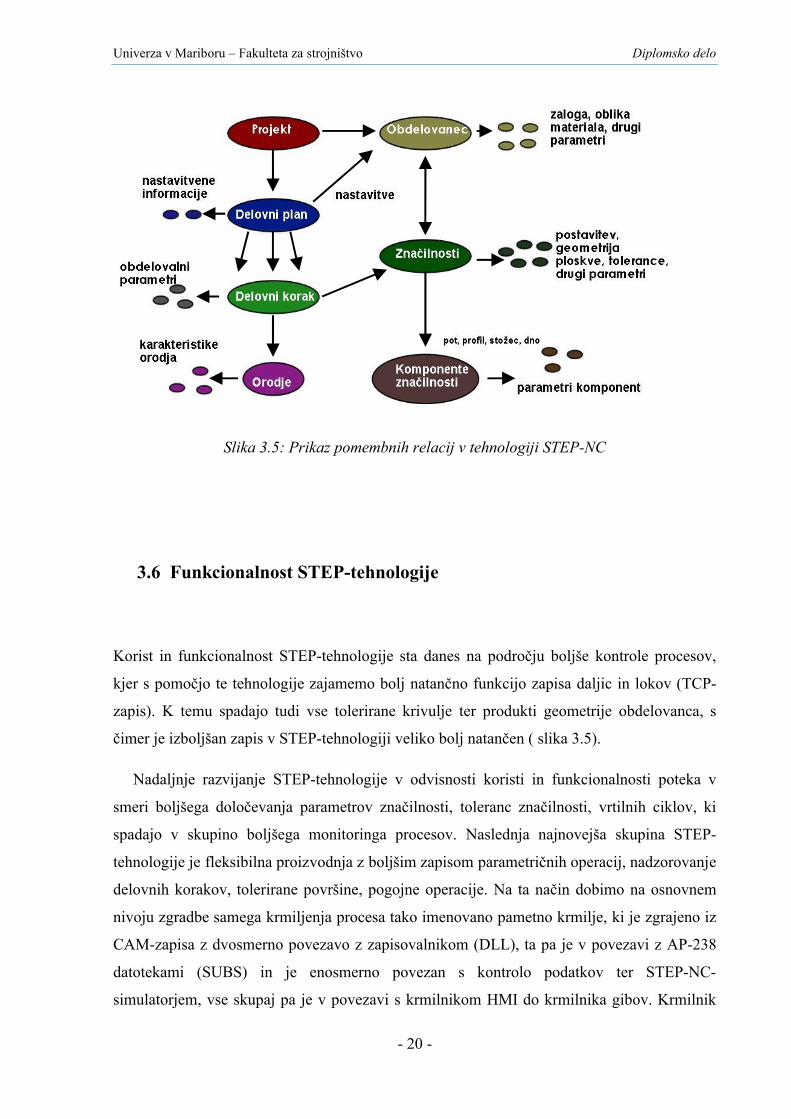
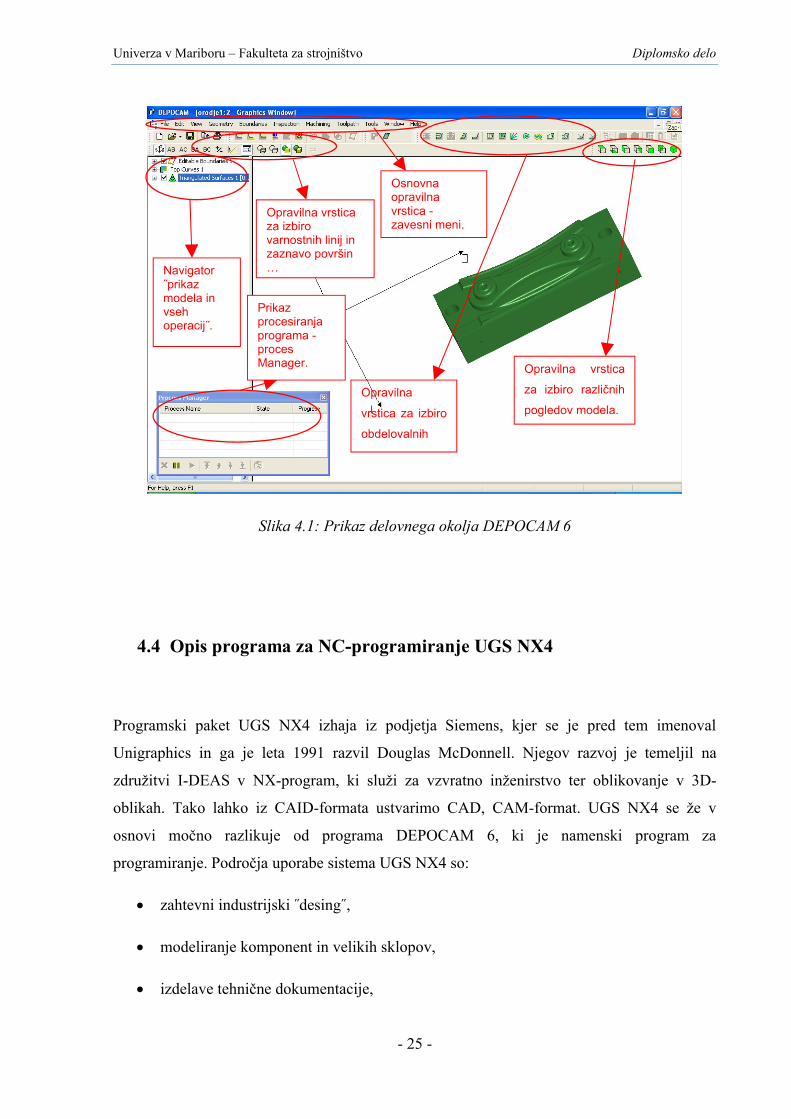
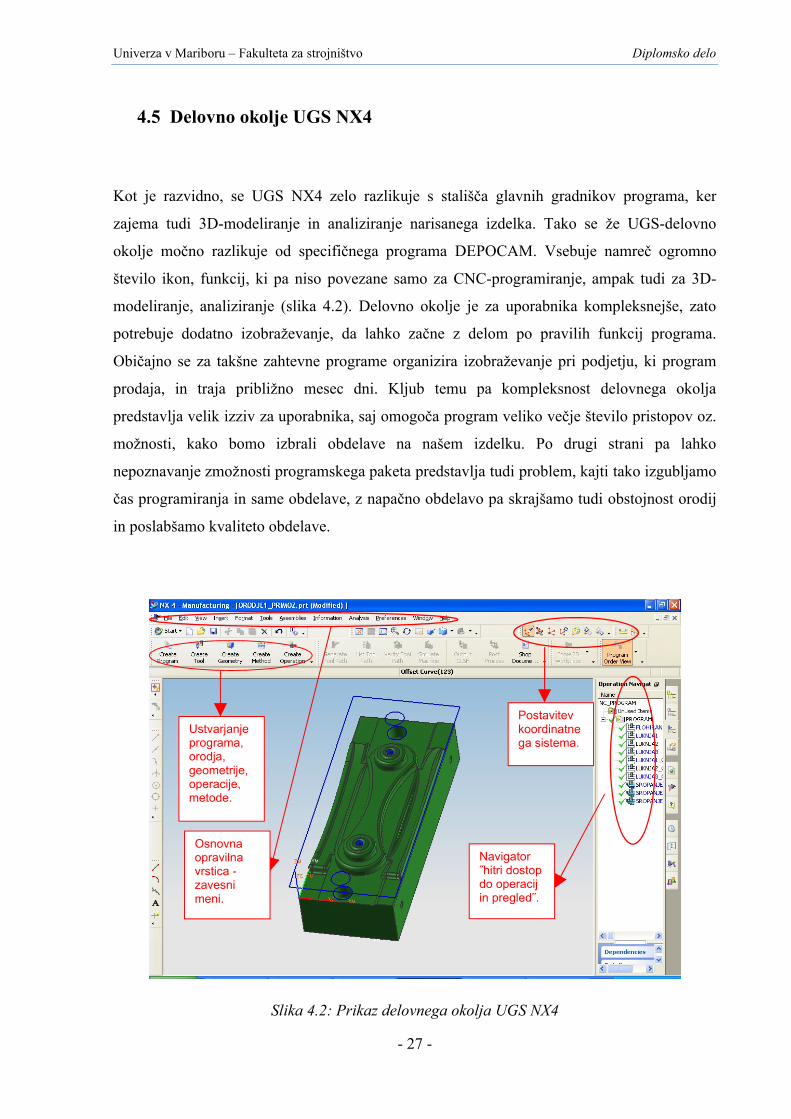
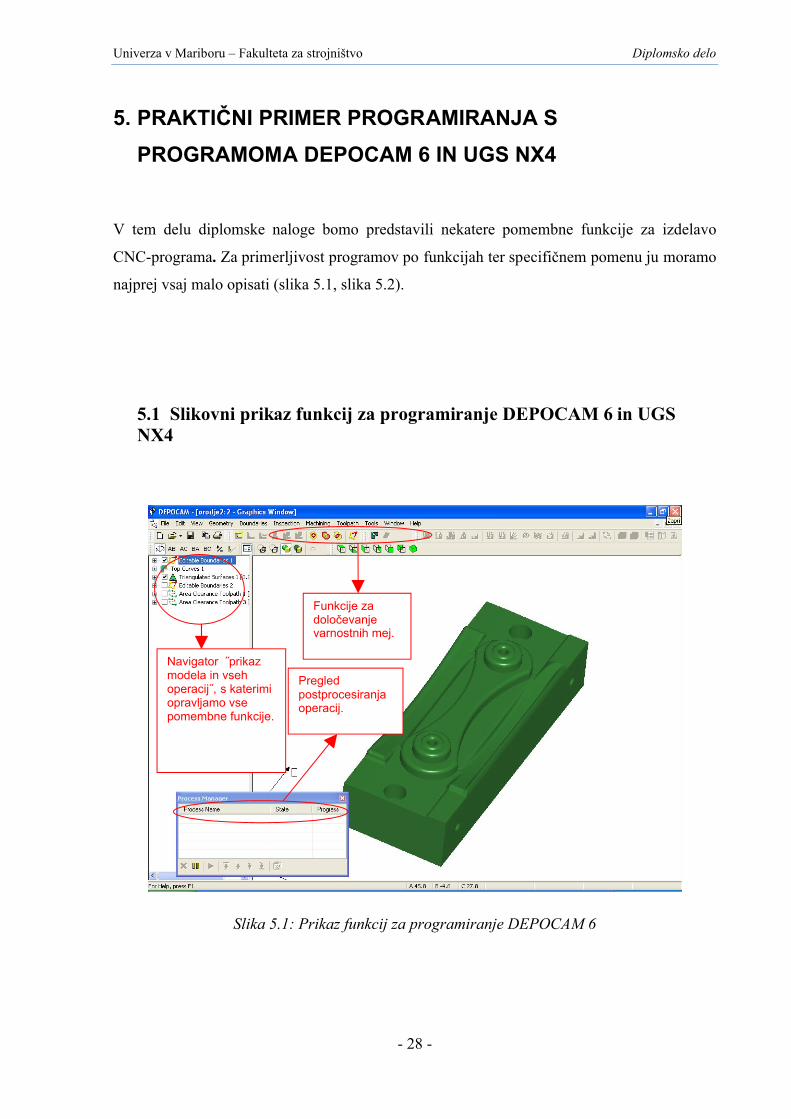
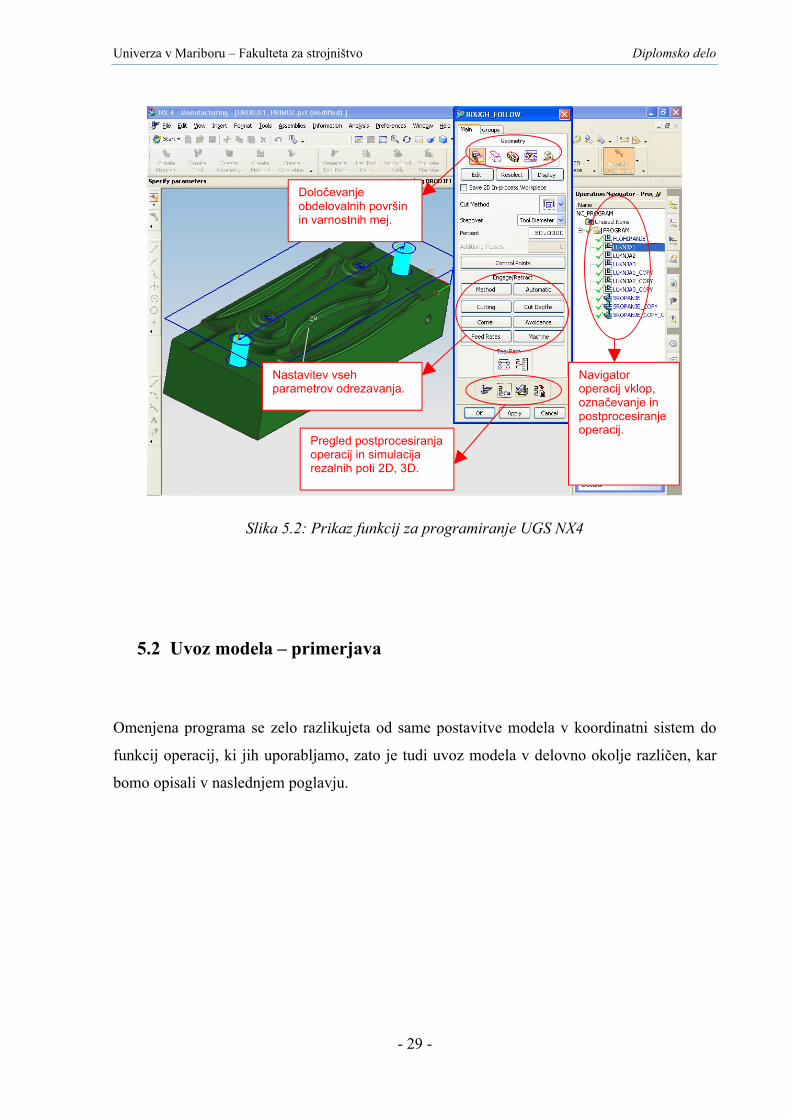
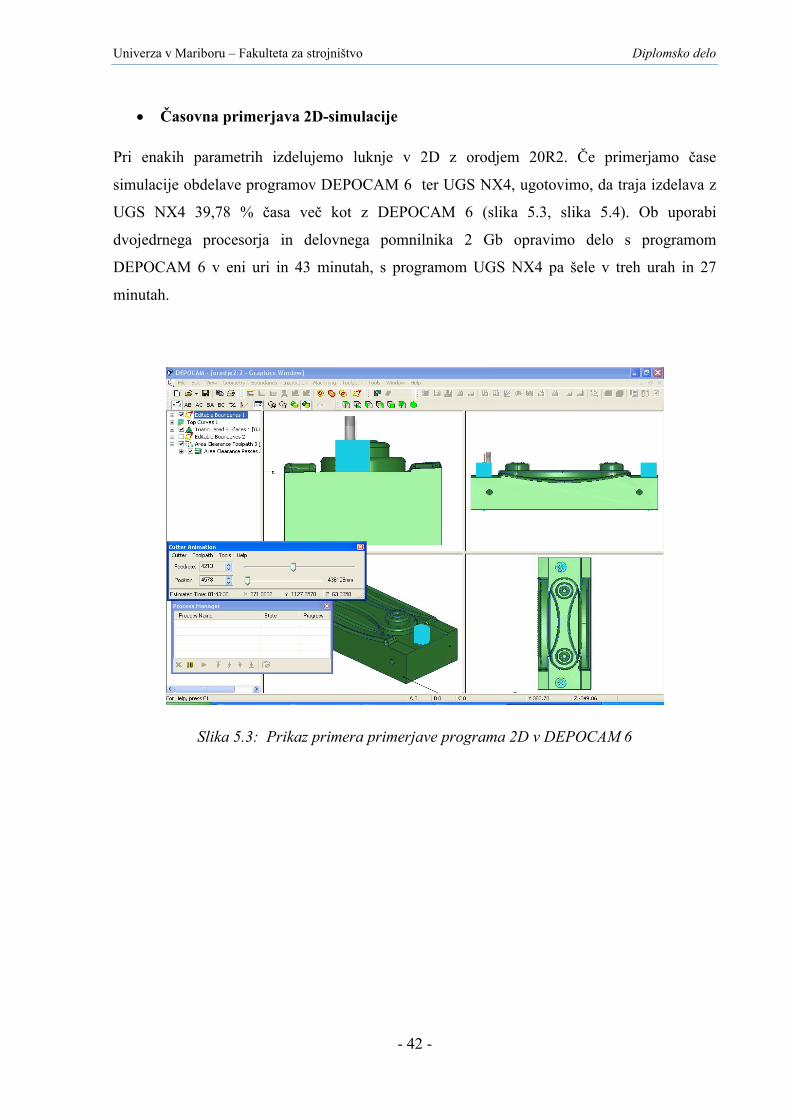
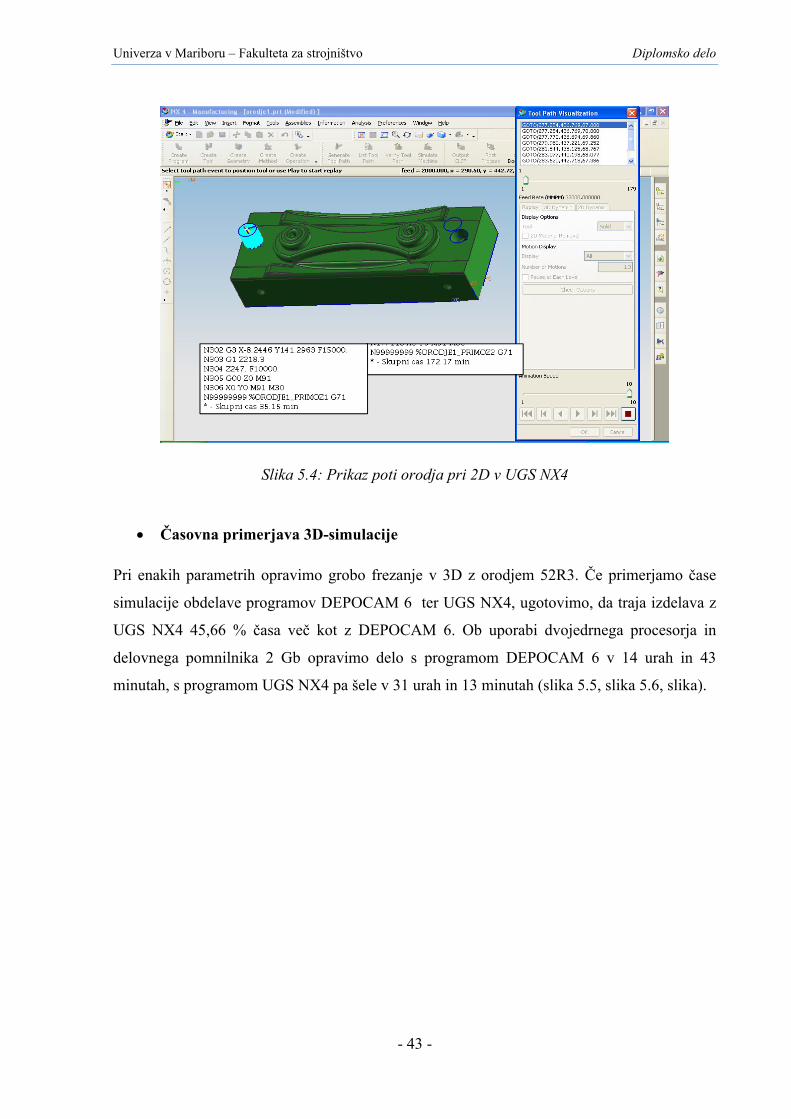
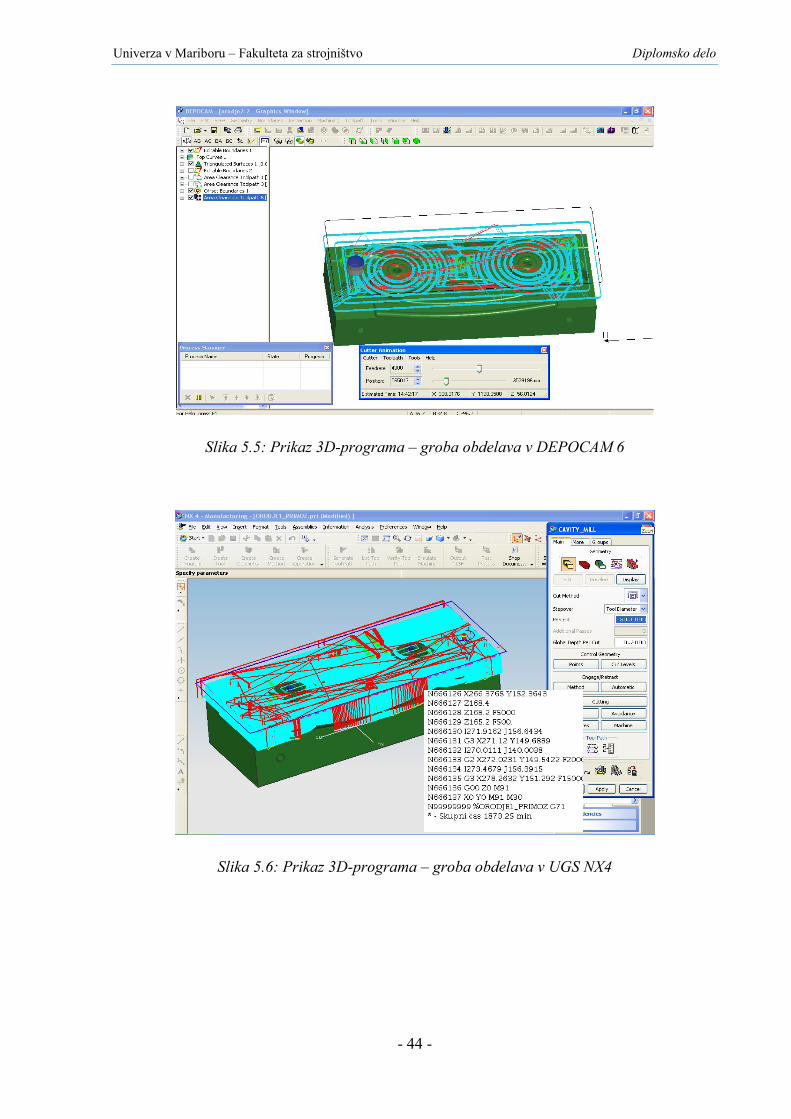
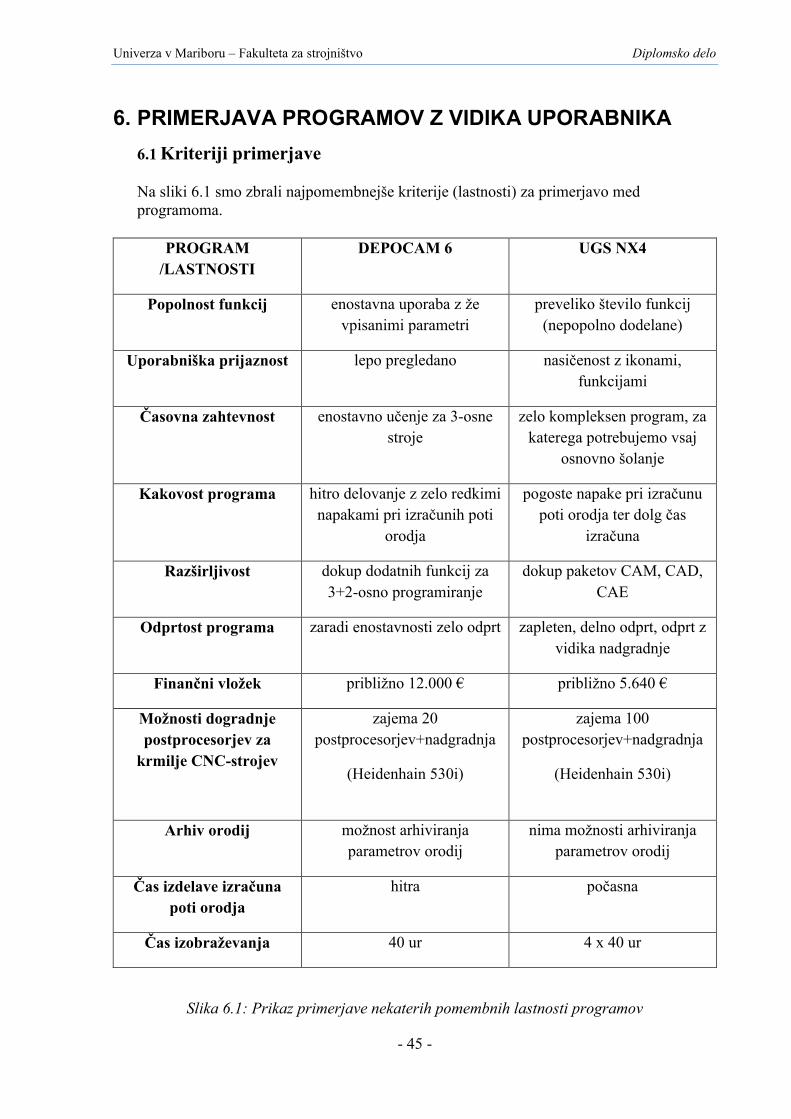
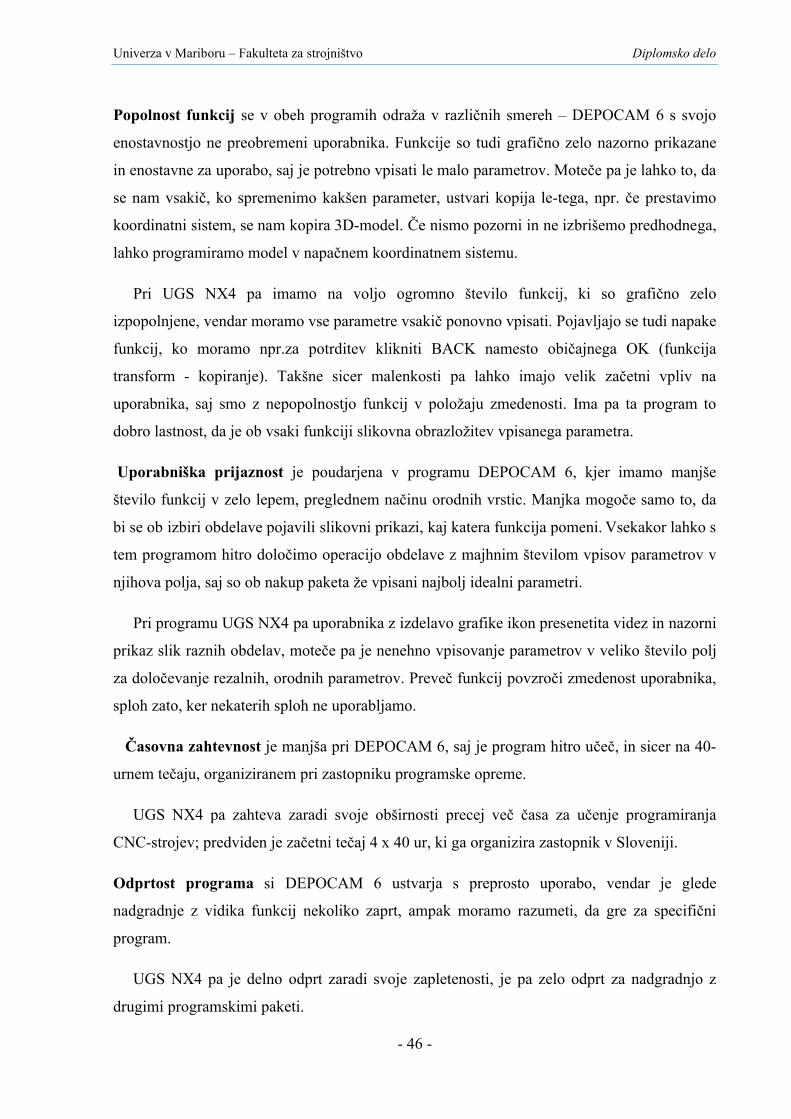










Recommended

















