Báo cáo thực tập Tốt Nghiệp Công ty LD Phạm - Asset
PHẦN 1: TỔNG QUAN VỀ CÔNG TY
GVHD: - 1 -
Báo cáo thực tập Tốt Nghiệp Công ty LD Phạm - Asset
I. LỊCH SỬ HÌNH THÀNH VÀ PHÁT TRIỀN CỦA CÔNG TY
Tên của công ty: CÔNG TY LIÊN DOANH PHẠM – ASSET
Địa chỉ: Lô D4/1 đường 1B KCN Vĩnh Lộc, quận Bình Tân, Tp.HCM.
Email: [email protected]
ĐT: (08)37653284/37653285/37653286
Công ty Liên doanh Phạm – Asset được cấp giấy phép hoạt động vào 3/11/2002 và đến
5/5/2004 mới chính thức đi vào hoạt động.
Công ty Liên doanh Phạm – Asset là loại hình doanh nghiệp liên doanh. Công ty có mặt
bằng tương đối rộng tạo điều kiện thuận lợi cho việc bố trí xây dựng Công ty, Công ty lại nằm
gần Thành phố nên vấn đề giao dịch buôn bán thuận lợi.
Từ ngày Công ty chính thức đi vào hoạt động cho đến nay đã sản xuất các mặt hàng:
bánh snack, cháo ăn liền, đậu phộng nước cốt dừa, đậu phộng muối, bột canh…đạt chất lượng
cao, hợp vệ sinh an toàn thực phẩm, đáp ứng được nhu cầu của khách hàng và thị hiếu của
người tiêu dùng trong và ngoài nước. Công ty đã xuất khẩu các mặt hàng qua các nước như:
Nga, Campuchia, Malaysia…Nhưng bên cạnh đó công ty cũng đã nhập khẩu một số mặt hàng
như: Hương liệu, seosoning, các hóa chất để phục vụ cho việc sản xuất các sản phẩm có chất
lượng cao.
Công ty không ngừng cải tiến khoa học kỹ thuật, đào tạo công nhân viên có trình độ kỹ
thuật chuyên môn để hoàn thành tốt công việc được giao và ngày càng nâng cao chất lượng sản
phẩm, tạo ra các mẫu mã mới đáp ứng được nhu cầu của khách hàng và luôn đứng vững trên
thị trường.
II. PHƯƠNG HƯỚNG SẢN XUẤT VÀ PHÁT TRIỂN CỦA CÔNG TY
Sử dụng hợp lý và có hiệu quả các nguồn vốn. Thực hiện bảo tồn và phát triển các
nguồn vốn , tài sản của công ty nhằm đem lại hiệu quả cao nhất.
Mở rộng sản xuất các mặt hàng cao cấp có giá trị kinh tế cao để đáp ứng các nhu cầu
xuất khẩu và thu nhiều lợi nhuận góp phần gia tăng thu nhập quốc dân , đẩy mạnh tốc độ phát
triển của công ty và đảm bảo đời sống của công nhân viên.
Thay đổi máy móc trang thiết bị hiện đại theo công nghệ tiên tiến nhằm đẩy mạnh
năng xuất sản xuất.
GVHD: - 2 -
Báo cáo thực tập Tốt Nghiệp Công ty LD Phạm - Asset
Thường xuyên cải tiến mẫu mã, đa dạng hóa sản phẩm , nâng cao chất lượng sản phẩm,
tạo uy tín và sức cạnh tranh vững mạnh trên thị trường trong và ngoài nước.
Mở các lớp huấn luyên về nghiệp vụ nâng cao tay nghề cho công nhân.
Phát triển mọi nguồn hàng, đẩy mạnh sản xuất kinh doanh theo hướng xuất khẩu thị
trường trong và ngoài nước.
Tổ chức hệ thống các đại lý và các cửa hàng giới thiệu sản phẩm của công ty nhằm mở
rộng thị trường.
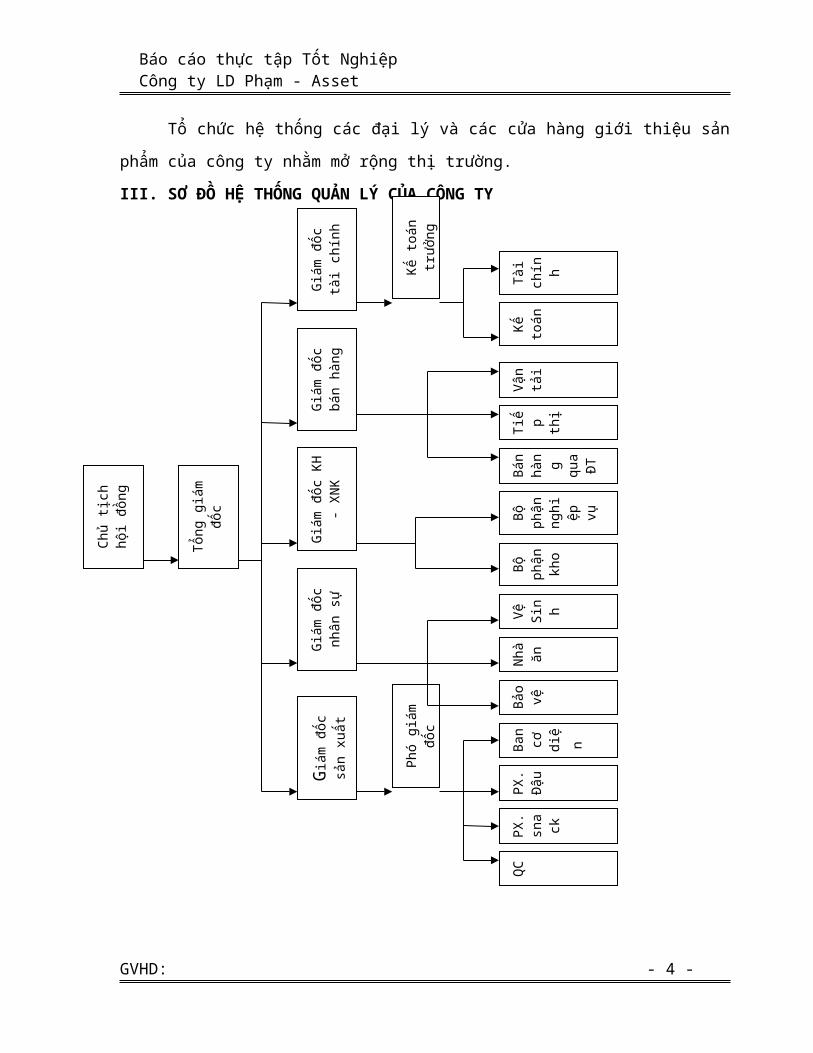
III. SƠ ĐỒ HỆ THỐNG QUẢN LÝ CỦA CÔNG TY
GVHD: - 3 -
Chủ
tịch
hội
đồ
ng
Tổn
g gi
ám đ
ốc
Giá
m đ
ốc b
án
hàng
Giá
m đ
ốc tà
i ch
ính
Giá
m đ
ốc K
H -
X
NK
Giá
m đ
ốc n
hân
sựG
iám
đốc
sản
xu
ất
Phó
giá
m đ
ốcK
ế to
án tr
ưởng
QC
PX
.sn
ac k
PX
.Đ
ậuB
an
cơ
diện
Bảo
vệ
Nhà
ăn
Vệ
Sin
hB
ộ ph
ận
kho
Bộ
phận
ng
hiệ
p vụ
Bán
hà
n g qua
ĐT
Tiế
p th
ịV
ận
tải
Kế
toán
Tài
ch
ính
Báo cáo thực tập Tốt Nghiệp Công ty LD Phạm - Asset
♣ Nhiệm vụ các thành viên trong ban giám đốc và các phòng ban chức năng:
III.1. Giám đốc
Là người có quyền lớn nhất ở công ty. Là người chỉ đạo sản xuất và thực hiện kế hoạch
sản xuất kinh doanh trong công ty, chủ trương quyền hành, ký hợp đồng kinh tế, hợp tác liên
doanh liên kết, có quyền tự chủ trong Công ty trong việc thực hiện xuất nhập khẩu.
Có quyền thực hiện các phòng ban theo nguyên tắc quy định chung và chịu trách nhiệm
với quyết định của mình.
Điều hành hoạt động của công ty theo đúng điều lệ của Công ty, điều hành các phòng
ban làm việc có tổ chức và đạt hiệu quả cao.
Chịu trách nhiệm toàn bộ sản xuất kinh doanh của Công ty.
III.2. Phó giám đốc
Là người hỗ trợ cho giám đốc và chịu trách nhiệm của mình trước giám đốc về phần
việc mà mình phụ trách như: hành chính, thay mặt giám đốc ký các hợp đồng. Toàn bộ hoạt
động tài chính kế toán được giao cho kế toán trưởng.
III.3. Phòng tổ chức hành chính
Tham mưu cho giám đốc về việc tổ chức lực lượng lao động, tiền lương, tham gia phối
hợp cùng với bảo vệ báo cáo kịp thời với Giam đốc công tác bảo vệ và phòng cháy chữa cháy,
tổ chức thực hiện về mặt công tác hành chính quản trị như:
Quản trị nhân sự, tổ chức cán bộ, tuyễn dụng nhân sự, lập kế họch phát triển nguồn
nhân sự và chịu trách nhiệm trước Ban Giám Đốc về nhân sự.
Dự báo, xác định nhu cầu về nhân sự.
Lập kế hoach tiền lương, xây dựng thang lương, bảng lương và phân phối tiền lương.
III.4. Phòng kinh doanh
Tham mưu cho giám đốc thực hiện kế hoạch sản xuất kinh doanh theo mùa vụ, quý,
tháng, năm. Giúp Giám đốc trong việc tổ chức công tác xuất nhập khẩu hàng hóa. Tổ chức
kiểm tra máy móc, bảo quản hàng hóa vật tư, thành phẩm.
III.5. Phòng điều hành sản xuất
Điều hành mọi hoạt động tổ chức sản xuất của công ty. Phân công lao động trong từng
bộ phận sản xuất một cách hợp lý nhất.
III.6. Phòng kỹ thuật
GVHD: - 4 -
Báo cáo thực tập Tốt Nghiệp Công ty LD Phạm - Asset
Tổ chức kiểm tra quá trình sản xuất của Công ty. Phân công lao động trong từng bộ
phận sản xuất một cách hợp lý nhất.
Tổ chức kiểm tra quá trình sản xuất, chất lượng sản xuất, định mức kỹ thuật, ứng dụng toàn
bộ kỹ thuật vào quá trình sản xuất của công ty.
III.8. Phòng tài chính – kế toán
Tham mưu về quản lý tài chính, các khoản thu, chi. Thực hiện kế hoạch tài chính của
Công ty.
III.9. Phòng thí nghiệm
Kiểm tra chất lượng nguyên vật liệu nhập vào.
Kiểm tra chất lượng của thành phẩm, bán thành phẩm.
Kiểm tra quy trình đóng gói của sản phẩm.
IV. SƠ ĐỒ MẶT BẰNG THIẾT KẾ CỦA CÔNG TY (xem trang 6)
V. TÌNH HÌNH SẢN XUẤT TIÊU THỤ SẢN PHẨM CỦA CÔNG TY
Công ty hiện nay một mặt đang duy trì sản xuất các sản phẩm sẵn có, một mặt đang
nghiên cứu cho ra các sản phẩm mới như: Snack tôm rang nước dừa, đậu phộng vị dâu…để
đáp ứng nhu cầu, khẩu vị của mọi người và làm đa dạng hơn chủng loại sản phẩm của công ty.
Từ đó, công ty sẽ thu hút được nhiều khách hàng hơn.
Sản phẩm của công ty được tiêu thụ rộng rãi trong và ngoài nước. TP. Hồ Chí Minh,
Hà Nội, Đà Lạt…là những thị trường tiêu thụ sản phẩm nhiều nhất của công ty. Bên cạnh đó là:
Malaysia, Campuchia và Nga là thị trường tiêu thụ sản phẩm ngoài nước cảu công ty.
Các sản phẩm của công ty
Bảng 1: Sản phẩm của công ty
Sản phẩm Phân loại
Bánh snackSnack gà nướng, tôm, mực, cà chua, pho mai hành, khoai tây,
thịt nướng, miếng cay, bắp và mật ong…
Cháo ăn liền Cháo dinh dưỡng, thịt bằm, thập cẩm…
Đậu phộngĐậu phộng nước cốt dừa, thịt nướng, phô mai, đậu phộng
muối…
Bột canh Các loại hương vị
GVHD: - 5 -
Báo cáo thực tập Tốt Nghiệp Công ty LD Phạm - Asset
Trà – Cà phê Trà hòa tan, Cà phê Mirano, Cà phê jojo
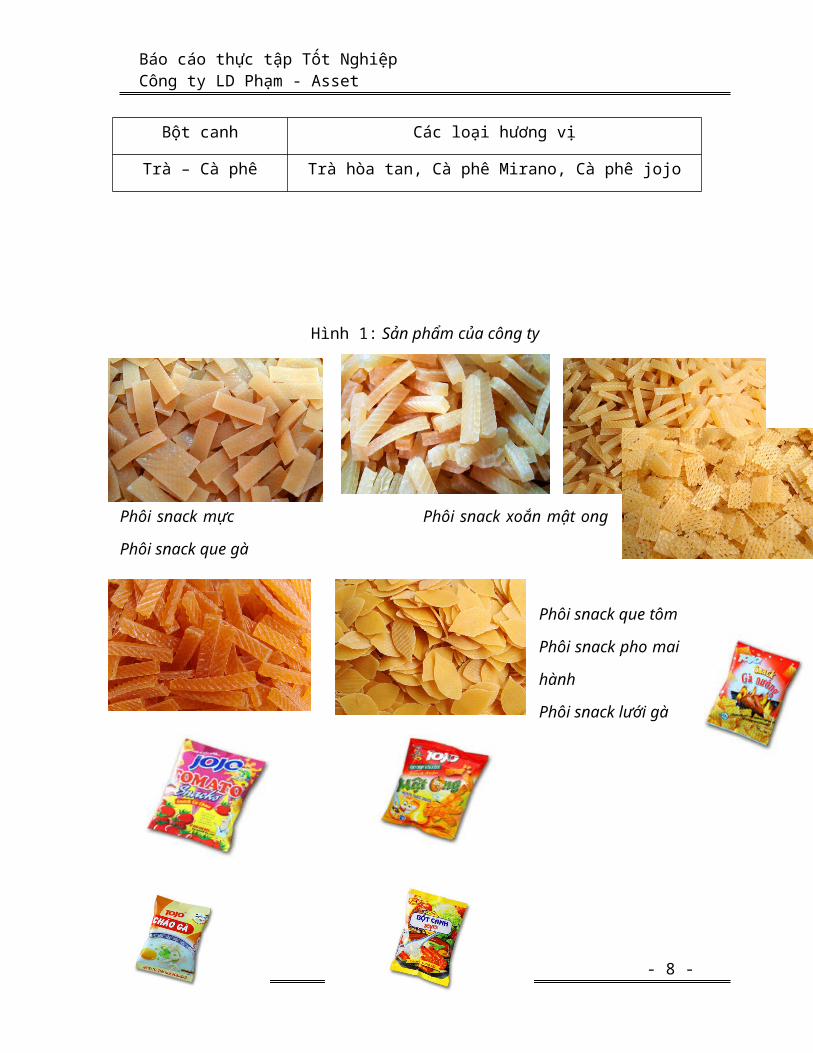
Hình 1: Sản phẩm của công ty
Phôi snack mực Phôi snack xoắn mật ong Phôi
snack que gà
Phôi snack que tôm
Phôi snack pho mai
hành Phôi
snack lưới gà
GVHD: - 6 -
Báo cáo thực tập Tốt Nghiệp Công ty LD Phạm - Asset
Sơ đồ mặt bằng công ty
GVHD: - 7 -
Trạm
điện
Phòng
bảo vệ
Cổng
vào
Phòng cảm
quanKho sản phẩm Nhà để
xePhòng kinh
doanh Phòng
bao gói
PHÂN XƯỞNG SẢN XUẤT
Nơi
chứa
bao bì
Kho
chứa
phế liệu
Phòng kế
toán
Phòng
Giám Đốc Phòng
đông
lạnh
Lò hơi
Phòng
lựa đậu
Kho dầu
chạy lò
hơi
Phòng điều
hành sản
xuất
Phòng thí
nghiệm
Phòng bột
canh cháo
Đóng
gói bột
canh
Phòng kỹ
thuật
Phòng xay
cháoPhòng lạnh
Phòng rang đậu
Phòng ăn Phòng bóc vỏ đậu
Phòng vệ
sinhPhòng xay dừa
Phòng quay
đậu
Báo cáo thực tập Tốt Nghiệp Công ty LD Phạm - Asset
PHẦN 2: QUY TRÌNH CÔNG NGHỆ SẢN
XUẤT BÁNH SNACK
GVHD: - 8 -
Báo cáo thực tập Tốt Nghiệp Công ty LD Phạm - Asset
CHƯƠNG I: NGUYÊN LIỆU SẢN XUẤT BÁNH SNACK
I.1. CÁC NGUỒN NGUYÊN LIỆU CỦA CÔNG TY
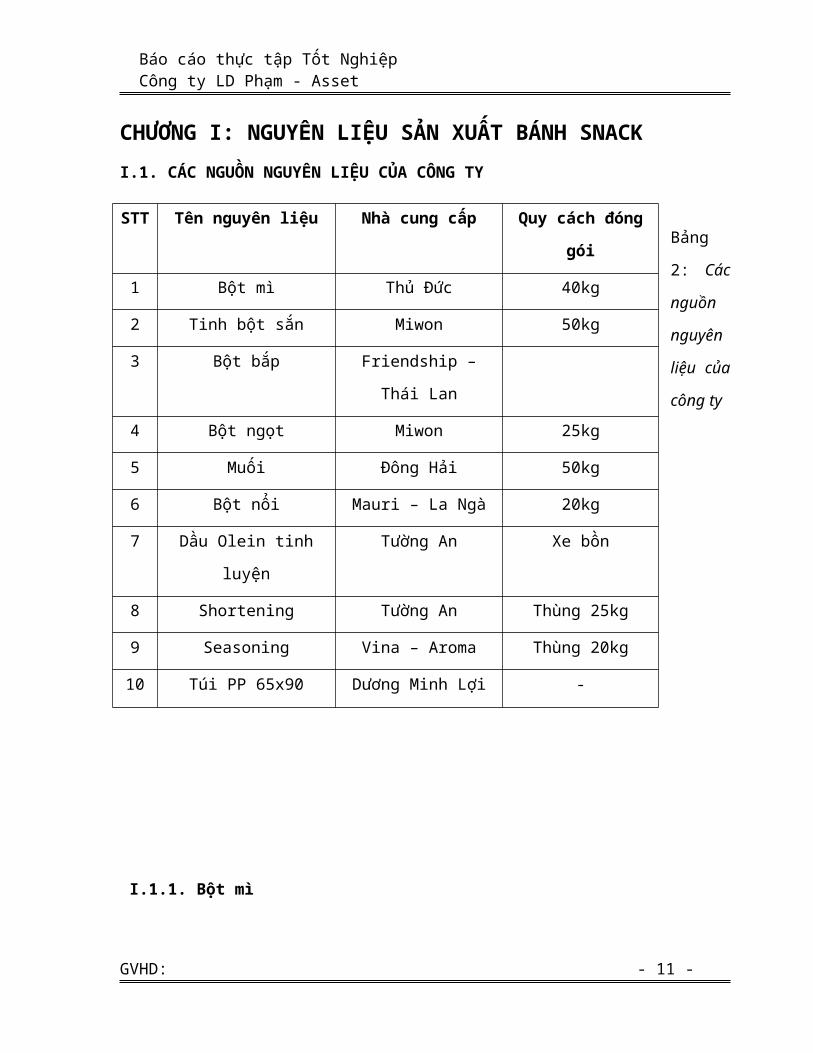
Bảng 2: Các nguồn nguyên liệu của công ty
I.1.1. Bột mì
Bột mì là sản phẩm được chế biến từ hạt lúa mì bằng quá trình nghiền. Trong quá trình
này vỏ cám và phôi được tách ra và phần còn lại của hạt lúa mì (nội nhũ) được nghiền nhỏ đến
độ mịn thích hợp (ra thành phẩm là bột mì).
Có 2 loại bột mì:
Bột mì trắng được sản xuất từ lúa mì trắng triticum. Lúa mì trắng có 2 loại: Lúa mì
cứng và lúa mì mềm ( tùy vào chất lượng gluten).
Bột mì đen được sản xuất từ lúa mì đen secale.
Thành phần hóa học của bột mì:
I.1.1.1. Gluxit
Chiếm từ 70 – 90% chất khô của bột mì trong đó tinh bột chiếm khoảng 80% gluxit bột
mì. Ngoài ra trong thành phần gluxit bột mì còn có chứa các hợp chất khác như dextrin,
pentozan, cellulose, hemicellulose.
GVHD: - 9 -
STT Tên nguyên liệu Nhà cung cấp Quy cách đóng gói
1 Bột mì Thủ Đức 40kg
2 Tinh bột sắn Miwon 50kg
3 Bột bắp Friendship – Thái Lan
4 Bột ngọt Miwon 25kg
5 Muối Đông Hải 50kg
6 Bột nổi Mauri – La Ngà 20kg
7 Dầu Olein tinh luyện Tường An Xe bồn
8 Shortening Tường An Thùng 25kg
9 Seasoning Vina – Aroma Thùng 20kg
10 Túi PP 65x90 Dương Minh Lợi -
Báo cáo thực tập Tốt Nghiệp Công ty LD Phạm - Asset
I.1.1.2. Tinh bột
Là thành phần quan trọng nhất của bột mì, có ảnh hưởng lớn đến chất lượng của bột
nhào sau này.
Tinh bột lúa mì có cấu trúc dạng hạt tròn, với kích thước hạt từ 5 – 50 µm. Tinh bột
gồm hai cấu tử là amylose và amylopectin.
Độ lớn và độ nguyên của hạt tinh bột có ảnh hưởng đến tính rắn chắc, khả năng hút
nước và hàm lượng đường trong bột nhào.
I.1.1.3. Dextrin
Dextrin chiếm khoảng 1 – 5% gluxit bột mì. Nó là sản phẩm được tạo ra khi tinh bột bị
thủy phân dưới tác dụng của hệ enzyme amylase của bột mì và ít liên kết với nước.
Khối lượng phân tử và tính chất của dextrin phụ thuộc vào mức độ thủy phân tinh bột.
I.1.1.4. Pentozan
Pentozan là các polysaccharide của các đường có chứa 5C chiếm khoảng 1,2 – 3,5%
gluxit bột mì.
Các pentozan có tính háo nước, khi trương nở tạo huyền phù đặc, ảnh hưởng đến tính
chất vật lý của bột nhào.
Pentozan trong bột mì gồm hai loại là pentozan tan trong nước và pentozan không tan
trong nước. Chúng khác nhau ở mức độ phân nhánh: pentozan không tan có mức độ thủy phân
nhánh tốt hơn.
I.1.1.5. Cellulose và hemicellulose
Cellulose chiếm khoảng 0,1 – 2,3% còn hemicellulose chiếm khoảng 2– 8% gluxit bột
mì.
Chúng không có ý nghĩa vế mặt dinh dưỡng nhưng giúp tăng nhu động ruột và giúp tiêu
hóa tốt.
Các loại đường glucose, fructose, maltose, saccharose: chiếm khoảng 0,1 – 1% gluxit
bột mì, chúng tham gia vào các phản ứng maillard tạo màu cho sản phẩm. Còn đối với các loại
bánh có lên men thì các đường này là nguồn thức ăn cho vi sinh vật.
GVHD: - 10 -
Báo cáo thực tập Tốt Nghiệp Công ty LD Phạm - Asset
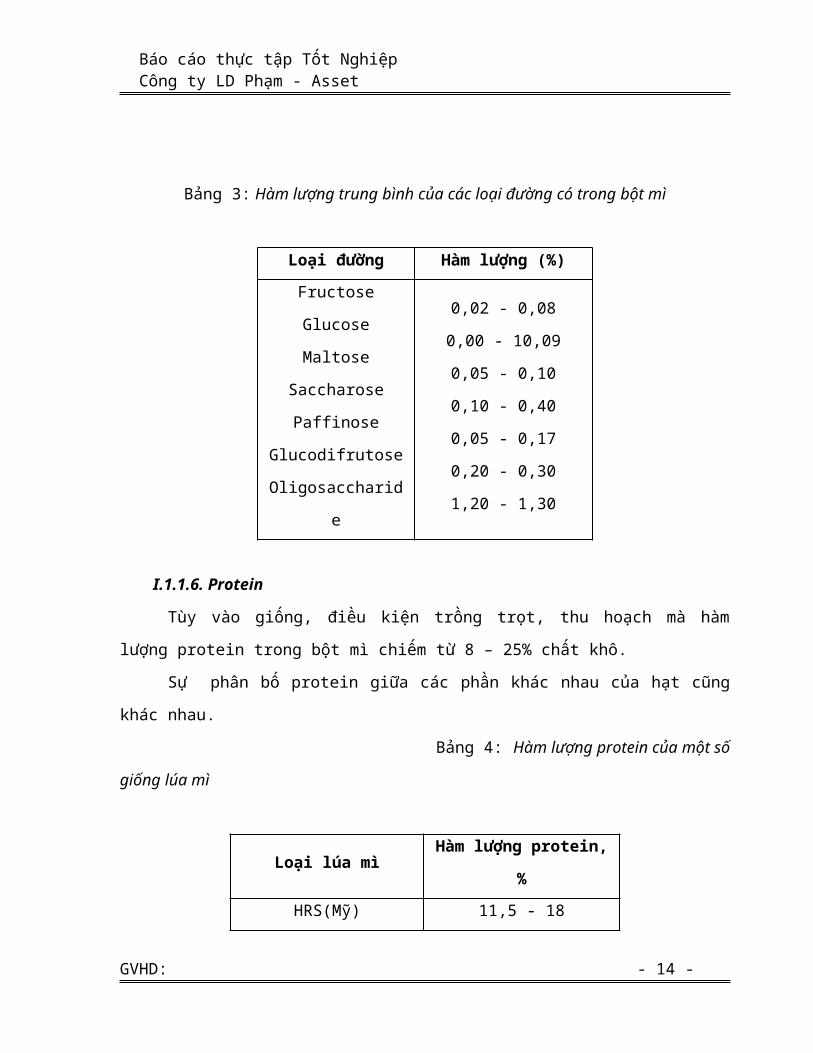
Bảng 3: Hàm lượng trung bình của các loại đường có trong bột mì
Loại đường Hàm lượng (%)
Fructose
Glucose
Maltose
Saccharose
Paffinose
Glucodifrutose
Oligosaccharide
0,02 - 0,08
0,00 - 10,09
0,05 - 0,10
0,10 - 0,40
0,05 - 0,17
0,20 - 0,30
1,20 - 1,30
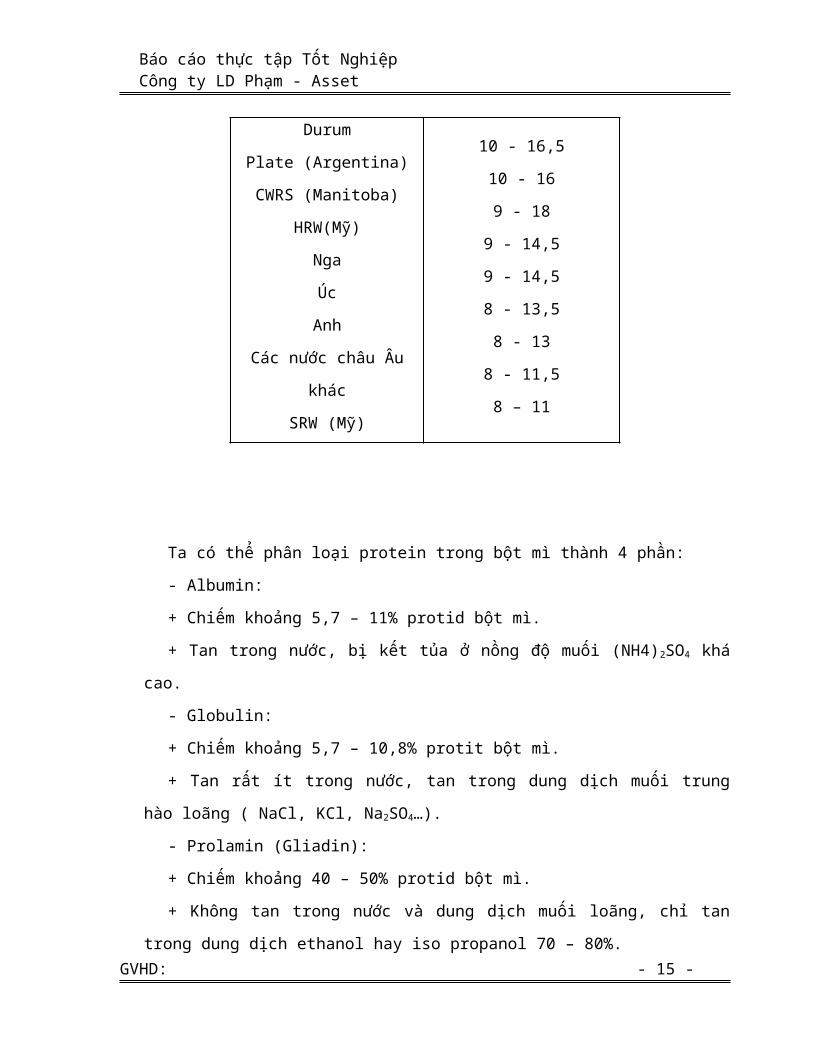
I.1.1.6. Protein
Tùy vào giống, điều kiện trồng trọt, thu hoạch mà hàm lượng protein trong bột mì
chiếm từ 8 – 25% chất khô.
Sự phân bố protein giữa các phần khác nhau của hạt cũng khác nhau.
Bảng 4: Hàm lượng protein của một số giống lúa mì
Loại lúa mì Hàm lượng protein, %
HRS(Mỹ)
Durum
Plate (Argentina)
CWRS (Manitoba)
HRW(Mỹ)
Nga
Úc
Anh
Các nước châu Âu khác
SRW (Mỹ)
11,5 - 18
10 - 16,5
10 - 16
9 - 18
9 - 14,5
9 - 14,5
8 - 13,5
8 - 13
8 - 11,5
8 – 11
GVHD: - 11 -
Báo cáo thực tập Tốt Nghiệp Công ty LD Phạm - Asset
Ta có thể phân loại protein trong bột mì thành 4 phần:
- Albumin:
+ Chiếm khoảng 5,7 – 11% protid bột mì.
+ Tan trong nước, bị kết tủa ở nồng độ muối (NH4)2SO4 khá cao.
- Globulin:
+ Chiếm khoảng 5,7 – 10,8% protit bột mì.
+ Tan rất ít trong nước, tan trong dung dịch muối trung hào loãng ( NaCl, KCl,
Na2SO4…).
- Prolamin (Gliadin):
+ Chiếm khoảng 40 – 50% protid bột mì.
+ Không tan trong nước và dung dịch muối loãng, chỉ tan trong dung dịch ethanol hay
iso propanol 70 – 80%.
+ Gliadin đặc trưng cho độ co dãn của bột nhào. Các gliadin của lúa mì thường ở dạng
đơn chuỗi. Gliadin có tính đa hình rất lớn.
- Glutelin (glutenin):
+ Chiếm khoảng 34 – 55% protid bột mì.
+ Chỉ tan trong dung dịch kiềm hoặc axit loãng.
+ Glutenin có cấu trúc bậc 4 phức tạp, đặc trưng cho độ đàn hồi của bột nhào vì khi
ngậm nước có khả năng tạo khuôn hay màng mỏng chắc, đàn hồi, có tính cố kết cao và
chịu được kéo căng.
+ Do glutenin có tính ưa béo bề mặt cao và có khả năng liên hợp với các hợp phần lipid
nên đã tạo ra màng mỏng không thấm đối với khí CO2.
Protein bột mì có các tính chất công nghệ sau:
- Là chất tạo hình, tạo bộ khung, hình dáng, trạng thái, độ cứng, độ đặc, độ dai và độ
đàn hồi cho sản phẩm thực phẩm.
- Có khả năng tạo gel cho sản phẩm.
- Tạo bột nhão (paste) có tính cố kết, dẻo và giữ khí để khi gia nhiệt tạo cấu trúc xốp
cho sản phẩm thực phẩm.
- Có khả năng tạo màng, nhũ hóa, làm bền bọt.
- Cố định mùi vì protein có thể hấp thụ vật lý hoặc hóa học các chất mùi qua tương tác
Van der Waals hoặc qua liên kết đồng hóa trị, liên kết tĩnh điện.
GVHD: - 12 -
Báo cáo thực tập Tốt Nghiệp Công ty LD Phạm - Asset
I.1.1.7. Lipid
Lipid chiếm khoảng 2 - 3% bột mì với thành phần gồm:
- Chất béo trung tính (chiếm khoảng ¾).
- Các phosphatide, sterine.
- Các sắc tố và các vitamin tan trong béo.
Chất béo này giúp cho khung gluten đàn hồi hơn. Trong quá trình bảo quản, các lipid
có thể bị thủy phân tạo ra các acid béo làm tăng độ chua của bột. Mặt khác, các acid béo cũng
có thể bị oxy hóa làm bột có mùi khó chịu.
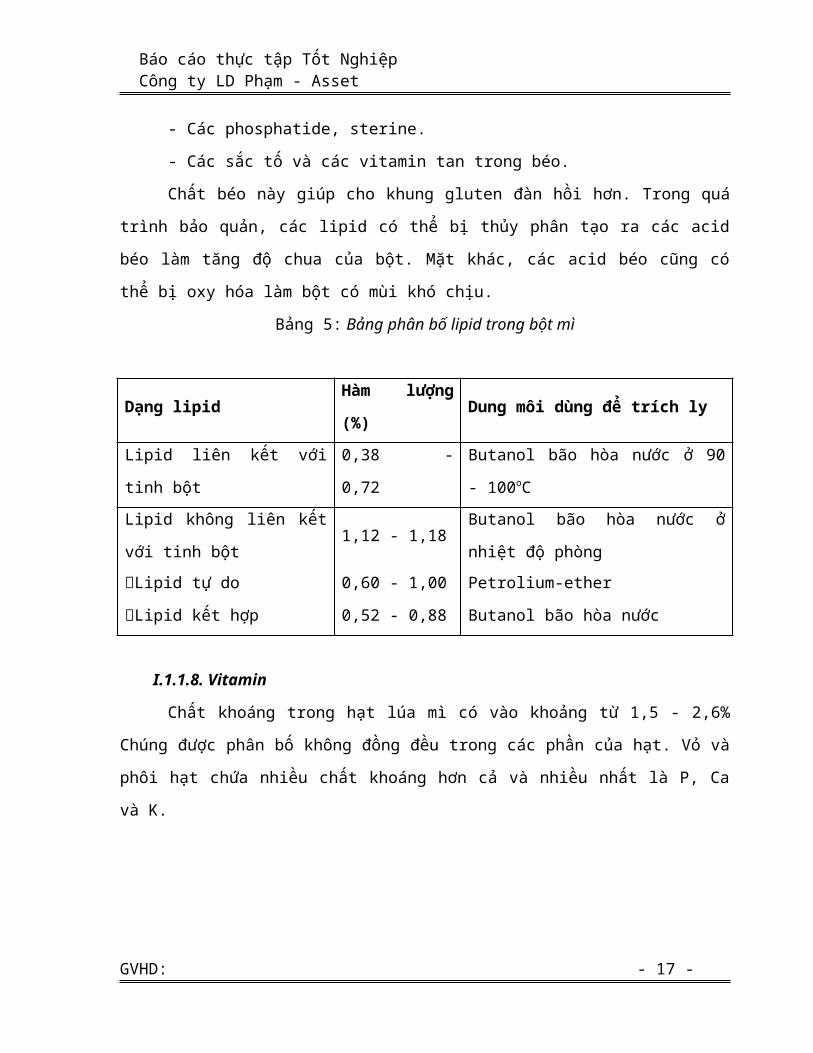
Bảng 5: Bảng phân bố lipid trong bột mì
Dạng lipid Hàm lượng (%) Dung môi dùng để trích ly
Lipid liên kết với tinh bột0,38 - 0,72
Butanol bão hòa nước ở 90 - 100oC
Lipid không liên kết với tinh
bột1,12 - 1,18
Butanol bão hòa nước ở nhiệt độ phòng
Lipid tự do
Lipid kết hợp
0,60 - 1,00
0,52 - 0,88
Petrolium-ether
Butanol bão hòa nước
I.1.1.8. Vitamin
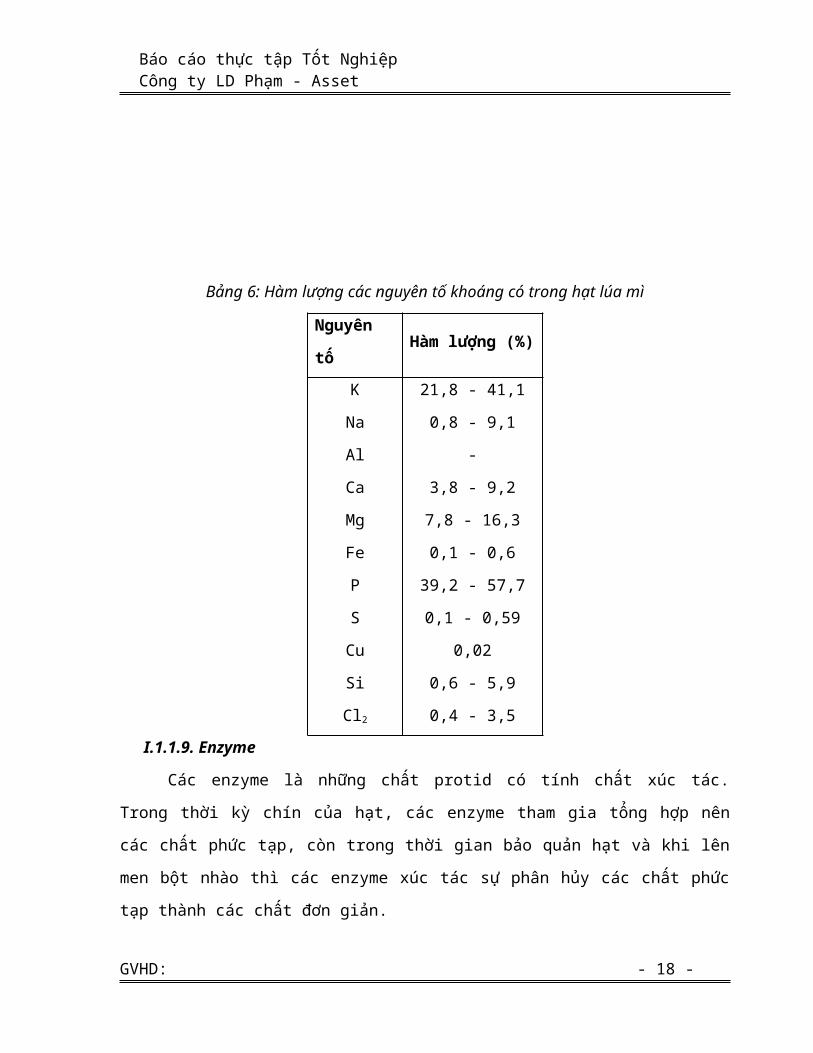
Chất khoáng trong hạt lúa mì có vào khoảng từ 1,5 - 2,6% Chúng được phân bố không
đồng đều trong các phần của hạt. Vỏ và phôi hạt chứa nhiều chất khoáng hơn cả và nhiều nhất
là P, Ca và K.
GVHD: - 13 -
Báo cáo thực tập Tốt Nghiệp Công ty LD Phạm - Asset
Bảng 6: Hàm lượng các nguyên tố khoáng có trong hạt lúa mì
Nguyên tố Hàm lượng (%)
K
Na
Al
Ca
Mg
Fe
P
S
Cu
Si
Cl2
21,8 - 41,1
0,8 - 9,1
-
3,8 - 9,2
7,8 - 16,3
0,1 - 0,6
39,2 - 57,7
0,1 - 0,59
0,02
0,6 - 5,9
0,4 - 3,5
I.1.1.9. Enzyme
Các enzyme là những chất protid có tính chất xúc tác. Trong thời kỳ chín của hạt, các
enzyme tham gia tổng hợp nên các chất phức tạp, còn trong thời gian bảo quản hạt và khi lên
men bột nhào thì các enzyme xúc tác sự phân hủy các chất phức tạp thành các chất đơn giản.
Hai loại enzyme có ý nghĩa quan trọng nhất trong công nghệ sản xuất bao gồm hệ
enzyme protease và hệ enzyme amylase.
Hệ amylase trong bột mì gồm α và β – amylase.
I.1.2. Tinh bột khoai mì
Tinh bột cũng là thành phần quan trọng trong quá trình sản xuất bánh. Công thức hóa
học là (C6H10O5)n - một polysacarit carbohydrates chứa hỗn hợp amylose và amylopectin.
Amylaza cho màu xanh với Iot, dễ hòa tan với nước nóng và tạo nên dung dịch có độ
nhớt không cao.
Amylopectin cho màu tím đỏ với Iot, chỉ hòa tan khi đun nóng và tạo nên dung dịch có
độ nhớt cao.
Độ lớn và độ nguyên của hạt tinh bột có ảnh hưởng đến tính rắn chắc, khả năng hút
nước và hàm lượng đường trong bột nhào, hạt tinh bột nhỏ và tinh bột vỡ sẽ bị đường hóa
nhanh hơn trong quá trình sản xuất.
GVHD: - 14 -
Báo cáo thực tập Tốt Nghiệp Công ty LD Phạm - Asset
Tinh bột mang lại cho thực phẩm các đặc tính về mặt cấu trúc nhờ những thay đổi trong
và sau khi nấu. Các tính chất quan trọng của tinh bột ảnh hưởng lớn đến cấu trúc thực phẩm:
I.1.2.1. Khả năng hấp thụ nước và sự hồ hóa tinh bột
Khi hòa tan tinh bột vào nước, đầu tiên các phân tử nước sẽ thâm nhập vào giữa các
phân tử tinh bột có kích thước lớn và tương tác với các nhóm hoạt động của tinh bột, tạo ra lớp
vỏ nước và làm cho mắt xích nào đó của phân tử bị yếu đi. Kết quả, phân tử tinh bột bị xê dịch,
” rão” rồi trương lên. Qúa trình trương này xảy ra không hạn chế sẽ làm bung các phân tử tinh
bột và hệ chuyển thành dạng dung dịch.
I.1.2.2. Khả năng tạo sợi
Tinh bột cũng có khả năng tạo sợi, tính chất này ứng dụng để sản xuất các sản phẩm
dạng sợi, các sản phẩm dạng sợi cần có độ bền, độ dai tốt.
I.1.2.3. Khả năng phồng nở
Khi chiên rán tinh bột trong chất béo ở nhiệt độ cao, chất béo có xu hướng tụ tập lại với
nhau do tương tác kỵ nước và có khả năng xuyên thấm qua các vật liệu gluxit như tinh bột,
cellulose,…Nhiệt cũng làm tinh bột hồ hóa và chín. Phần không khí trong các khối bột – không
thấm được qua các lớp màng tinh bột đã được tẩm béo – sẽ giản nở và làm phồng nở khối tinh
bột. Đây là cơ sở để sản xuất các sản phẩm cần có độ phồng nở tốt
I.1.2.4. Khả năng tạo màng
Giống như các hợp chất cao phân tử khác, tinh bột có khả màng tạo màng tốt. Để tạo
màng, các phân tử tinh bột sẽ dàn phẳng ra, sắp xếp lại và tương tác trực tiếp với nhau nhờ các
lien kết hydro và/ hoặc gián tiếp thông qua các phân tử nước.
I.1.2.5. Khả năng tạo gel và thái hóa hồ tinh bột
a. Sự hình thành gel hồ tinh bột
Khi để nguội hồ tinh bột thì các phân tử sẽ tương tác với nhau và sắp xếp lại một cách
có trật tự để tạo thành gel tinh bột.
Tinh bột bột còn có khả năng đồng tạo gel với protein, nhờ tương tác này mà khả năng
giữ nước, độ cứng và độ đàn hồi của gel protein được tốt hơn.
Vì tinh bột chứa cả amylose và amylopectin nên trong gel tinh bột có cả vùng kết tinh
và vùng vô định hình. Tham gia vào vùng kết tinh có các phân tử amylase và các đoạn mạch
ngắn của amylopectin kết dính với nhau. Cấu trúc nhiều nhánh của amylopectin sẽ cản trở sự
giàn phẳng và sự kết tinh. Vùng kết tinh vừa nằm trong các hạt đã trương vừa nằm trong dung
GVHD: - 15 -
Báo cáo thực tập Tốt Nghiệp Công ty LD Phạm - Asset
dịch sẽ tạo độ bền và độ đàn hồi cho gel; còn phần của các đại phân tử amylose và amylopectin
nối vào phần kết tinh nhưng nằm trong phần vô định hình sẽ tạo cho gel một áp suất nhất định
để không bị phá hủy.
b. Sự thái hóa gel tinh bột
Khi để một thời gian dài, các gel tinh bột sẽ co lại và tách nước. Hiện tượng đó gọi là
sự thái hóa.
I.1.2.6. Độ trong của hồ
Độ trong của tinh bột có ý nghĩa rất quan trọng đối với nhiều sản phẩm thực phẩm, nó
làm tăng giá trị cảm quan của các thực phẩm.
I.1.2.7. Khả năng tạo độ nhớt
Độ nhớt và độ dẻo của tinh bột là một trong những tính chất quan trọng ảnh hưởng đến
chất lượng và kết cấu của nhiều loại thực phẩm. Do khả năng tập hợp lại với nhau và giữ được
nhiều phân tử nước.
I.1.3. Bột bắp
Bột bắp giúp tạo cấu trúc dai và mùi thơm cho bánh bên cạnh đó bột bắp cũng chứa
nhiều giá trị dinh dưỡng góp phần tăng dinh dưỡng cho bánh. Bắp có hàm lượng amylose cao
thích hợp để tạo ra sản phẩm bánh snack có độ cứng và giòn, nở ít. Nếu muốn sản phẩm nở tốt
nên chọn giống bắp có hàm lượng amylopectin cao.
I.1.4. Đường
Đường có tác dụng tạo thêm vị ngọt cho bánh. Ngoài ra đường giúp cho quá trình lên
men ở giai đoạn đầu khi mà bản thân của amylaza chưa kịp phân hủy tinh bột thành đường
saccarozơ (C12H22O11).
I.1.5. Muối
Thành phần chính của muối ăn là NaCl chiếm 99.95%. Ngoài ra, trong muối còn có
nước, MgSO4, MgCl2, KCl, CaSO4 và một số chất không tan như cát, bùn…Có thể trộn vào
muối ăn một vài chất như: MgCO3, Mg(OH)2.nH2O, MgO để chống hiện tượng muối ăn bị vón
cục, kết tảng.
Vai trò của muối:
Muối thực hiện chủ yếu trong chức năng nhào bột, làm cho khả năng kết dính của
Gluten chặt hơn trong quá trình nhào bột, giữ nồng độ của Gluten, làm tăng khả năng hút nước
GVHD: - 16 -
Báo cáo thực tập Tốt Nghiệp Công ty LD Phạm - Asset
của bột. Muối có tác dụng như thế là nhờ vào sự tác động qua lại giữa muối và Protein hoặc
hạn chế ảnh hưởng của nó vào những enzyme phân giải Protein.
Muối thực hiện chủ yếu trong chức năng nhào bột, làm cho khả năng kết dính của
Gluten chặt hơn trong quá trình nhào bột, giữ nồng độ của Gluten, làm tăng khả năng hút nước
của bột. Muối có tác dụng như thế là nhờ vào sự tác động qua lại giữa muối và Protein hoặc
hạn chế ảnh hưởng của nó vào những enzyme phân giải Protein.
Muối ngăn chặn hiệu lực hoạt động của enzyme trong lúc chế biến.
Muối kiểm soát tốc độ xay trong quá trình sấy. Điều này rất quan trọng trong trường
hợp nhà sản xuất không khống chế được máy sấy ở nhiệt độ và độ ẩm có thể kiểm soát được.
Thành phần của muối cao làm giảm tốc độ của sự mất nước trên bề mặt tấm bột, đồng thời làm
tăng cường sự di chuyển của nước từ bên trong ra ngoài. Như vậy, hàm lượng muối sẽ quyết
định nhiệt độ và độ ẩm của sản phẩm.
Muối kiểm soát độ đặc của bột nhào và độ đặc thay đổi phụ thuộc vào nhiệt độ của bột
nhào
I.1.6. Bột ngọt
Bột ngọt là muối mono natri của axit L-glutamic được làm từ khoai mì và mật rỉ đường,
thường gặp dưới dạng bột hoặc tinh thể màu trắng ngậm một phân tử nước. Có vai trò là chất
điều vị cho sản phẩm.
Công thức hóa học của bột ngọt:
HOOC – CH2 – CH2 – CH(NH2) – COONa
Khi trung hòa axit glutamic chuyển thành glutamat natri kết tinh có vị ngọt dịu trong
nước, gần giống với vị của thịt nhờ đó mà sản phẩm hấp dẫn hơn.Tuy nhiên, không được sử
dụng bột ngọt quá liều lượng cho phép10g/kg nguyên liệu cho vào sản xuất.
I.1.7. Bột nở
Bột nở được dùng để làm tăng độ trương nở của sản phẩm, giảm khối lượng của
nguyên liệu.
Thường dùng hai loại bột nở là: Natrihydrocacbonat (NaHCO3) hoặc amonicacbonat
(NH4)2CO3.
Natrihidrocacbonat có dạng màu bột trắng, không mùi, tan trong nước.
GVHD: - 17 -
Báo cáo thực tập Tốt Nghiệp Công ty LD Phạm - Asset
Khi ở nhiệt độ cao thì hidrocacbonat sẽ bị phân hủy:
2NaHCO3 = Na2CO3 + CO2 + H2O
Trong đó có khoảng 50% khí CO2 sinh ra làm cho bánh phồng nở.
Amonicacbonat là tinh thể màu trắng có mùi amoniac, hòa tan trong nước ở nhiệt độ
cao chúng sẽ bị phân hủy theo phương trình.
(NH4)2CO3 = 2NH3 + CO3 + H2O
I.1.8. Dầu thực vật
Dầu thực vật dùng để chiên bánh, làm cho bánh chín, có vị béo, thơm ngon hơn và dễ
thấm gia vị hơn.
Trong sản xuất công ty thường sử dụng dầu Olein vì dầu này có điểm khác hơn dầu
khác là không có mùi nên không gây ảnh hưởng tới mùi vị của bánh, hàm lượng axit tự do
thấp, điểm chảy trượt thấp, có nhiều sinh tố A.
Dầu thực vật được cấu tạo từ glycerin và axit béo. Acid béo chủ yếu là acid Oleic
chiếm tỷ lệ cao nhất 34,8 – 49,5%.
Công thức phân tử của acid Oleic: C17H33COOH.
Công thức cấu tạo của acid Oleic: CH3-(CH2)7-CH=CH-(CH2)7-COOH
Ngoài ra, trong dầu thực vật còn chiếm một lượng nhỏ các chất như: phosphatid, sáp,
chất nhựa, chất gây mùi, các sinh tố, steroid...
Phosphatid: Là những hợp chất glycerin phức tạp, trong đó có gốc axit phosphoric và
bazơ nitơ. Hàm lượng phosphatid được thu hồi bằng phương pháp hydrat hóa, phosphatid được
ứng dụng trong các sản phẩm dạng nhũ tương, chế biến bánh kẹo.
Steroid: Là những rượu cao phân tử có cấu tạo phức tạp và phân bố rộng rãi trong tự
nhiên. Trong dầu thực vật, steroid tồn tại ở dạng phitosterol.
Các chất tạo màu: Dầu thực vật có màu sắc là do sự tồn tại của một số chất màu có tính
tan trong dầu, chất phổ biến là carotenoid. Chúng gồm có 60 – 70 màu khác nhau từ vàng sáng
đến đỏ thẫm. Ngoài ra, còn có một số hợp chất gây màu khác như màu đen do hợp chất nhựa,
hợp chất Gosipol.
Các sinh tố: Dầu mỡ có chứa một số sinh tố quan trọng tan trong dầu như: A, D, E...
GVHD: - 18 -
Báo cáo thực tập Tốt Nghiệp Công ty LD Phạm - Asset
I.1.9. Seasoning
Seasoning (gia vị) là thành phần không thể thiếu trong nguyên liệu sản xuất bánh.
Vì nó quyết định hương vị của bánh, tạo cảm giác ngon miệng, tăng cường giá trị dinh dưỡng.
Tùy vào từng loại bánh mà nhà sản xuất dùng các loại seasoning khác nhau.
Trong sản xuất bánh snack que tôm đỏ người ta sử dụng bột tôm và bột hành.
Trong seasoning có chứa rất nhiều chất:
- Chất béo như: bột phô mai, bột cream, bột bơ …
- Củ gia vị: bột hành, bột tỏi …
- Cây gia vị: bột tiêu, bột ớt, bột mù tạc …
- Hương vị tổng hợp: các chất tạo mùi vị như cây hay củ gia vị hay mùi sữa.
- Chất kích thích hương vị: Các chất có bản như mononatri glutamate,
dinatriinosinate, dinatri guanylate.
- Chất tạo ngọt: đường tinh luyện, bột ngọt, dextrose, fructose …
- Acid: acid citric, acid lactic, acid malic, acid acetic.
I.1.10. Nước
Chức năng quan trọng nhất là sự hủy hợp, làm dẻo gluten hình thành trong giai đoạn
nhào bột, sự cân xứng của nước với bột nhào ảnh hưởng rất lớn đến chất lượng bánh sau này.
Nếu ít nước bột sẽ khô, cán tấm sẽ không đều, khi cắt dễ bị gãy. Còn nhiều nước quá bột dễ bị
dính ướt, khó cắt, tốn thời gian và nhiệt lượng sấy phôi.
Trong nước có tới hơn 100 nguyên tố hóa học và rất nhiều hợp chất vô cơ và hữu cơ
khác. Để bánh đạt được chất lượng cao như mong muốn thì nước đưa vào sản xuất phải đảm
bảo sạch, không lẫn các chất gây ảnh hưởng tới chất luợng của bánh. Đăc biệt là nước phải loại
bỏ độ cứng, độ cứng của nuớc < 7-9 mg/l, các chất khoáng phân hủy trong nước như: sắt,
canxi, magiê, đồng, nhôm…..xuất hiện sẽ gây nên sự hydrat hóa thất thường của bột mì. Mặt
khác ion sắt và đồng hoạt động như chất xúc tác làm ôi và xuất hiện các màu sắc không mong
muốn cho sản phẩm.
I.2. ĐIỀU KIỆN VẬN CHUYỂN NGUYÊN LIỆU
Nguyên liệu được vận chuyển bằng nhiều phương pháp khác nhau như: tàu xe, tàu bè…
nhưng phải đảm bảo độ an toàn cho nguyên liệu.
GVHD: - 19 -
Báo cáo thực tập Tốt Nghiệp Công ty LD Phạm - Asset
Các phương tiện phải sạch sẽ và có mái che.
Trước khi xếp nguyên liệu lên xe cần phải vệ sinh sạch sẽ.
Không được vận chuyển nguyên liệu trên những phương tiện bẩn hoặc trước đó mới
chứa hàng hóa có mùi đặc biệt, có tính độc hại.
Chất hàng lên phương tiện vận chuyển phải nhẹ nhàng, không đè nén quá mức lên
nhau.
I.3. LƯU KHO – BẢO QUẢN NGUYÊN LIỆU.
Nguyên liệu trước khi lưu kho cần phải kiểm tra về các thông số hóa lý, hóa học, sinh
học, các chỉ số và tính cảm quan cho nguyên liệu.
Nguyên liệu phải được chia theo nhóm, loại và được sắp xếp lên pallet và lưu vào kho.
Kho phải đảm bảo sạch sẽ, không dột…(phải đạt yêu cầu về kho).
Nguyên liệu phải được bảo quản nơi khô ráo, thoáng mát, sạch sẽ. Trong quá trình bảo
quản phải thường xuyên kiểm tra nguyên liệu tránh sự xâm nhập của côn trùng, sâu mọt. Mỗi
loại nguyên liệu phải bảo quản ở mỗi nơi khác nhau. Riêng seasoning thì phải bảo quản trong
kho lạnh.
GVHD: - 20 -
Báo cáo thực tập Tốt Nghiệp Công ty LD Phạm - Asset
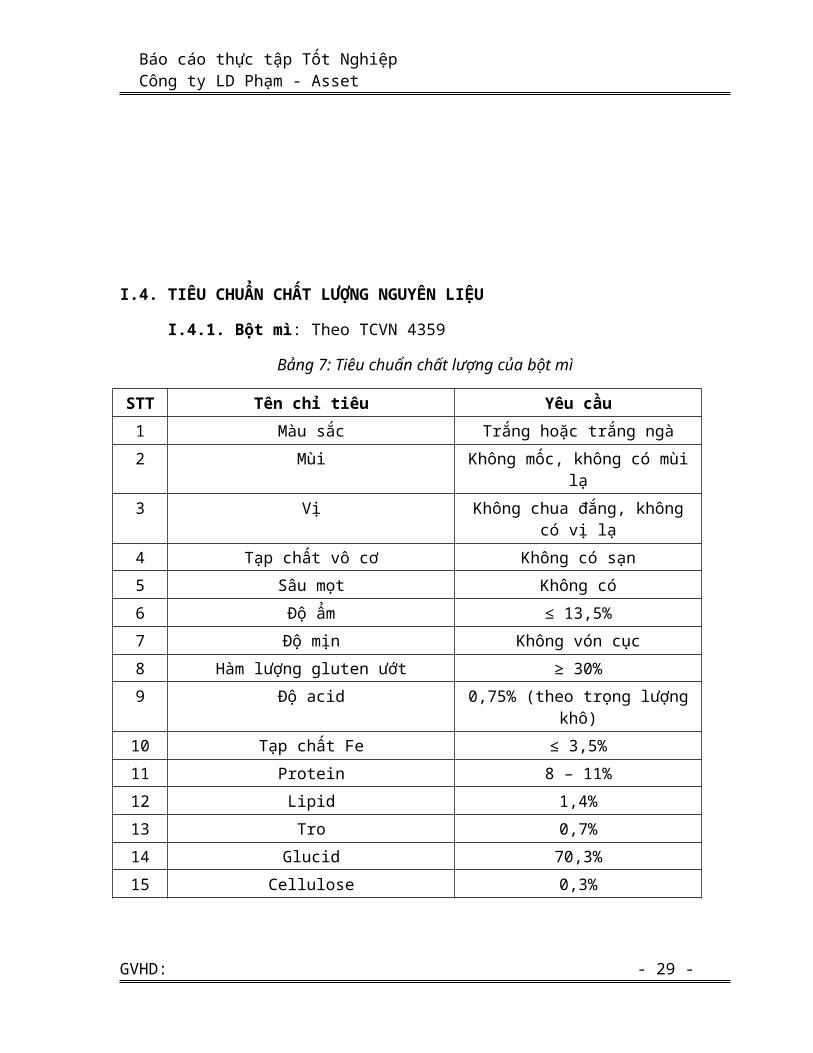
I.4. TIÊU CHUẨN CHẤT LƯỢNG NGUYÊN LIỆU
I.4.1. Bột mì: Theo TCVN 4359
Bảng 7: Tiêu chuẩn chất lượng của bột mì
STT Tên chỉ tiêu Yêu cầu
1 Màu sắc Trắng hoặc trắng ngà
2 Mùi Không mốc, không có mùi lạ
3 Vị Không chua đắng, không có vị lạ
4 Tạp chất vô cơ Không có sạn
5 Sâu mọt Không có
6 Độ ẩm ≤ 13,5%
7 Độ mịn Không vón cục
8 Hàm lượng gluten ướt ≥ 30%
9 Độ acid 0,75% (theo trọng lượng khô)
10 Tạp chất Fe ≤ 3,5%
11 Protein 8 – 11%
12 Lipid 1,4%
13 Tro 0,7%
14 Glucid 70,3%
15 Cellulose 0,3%
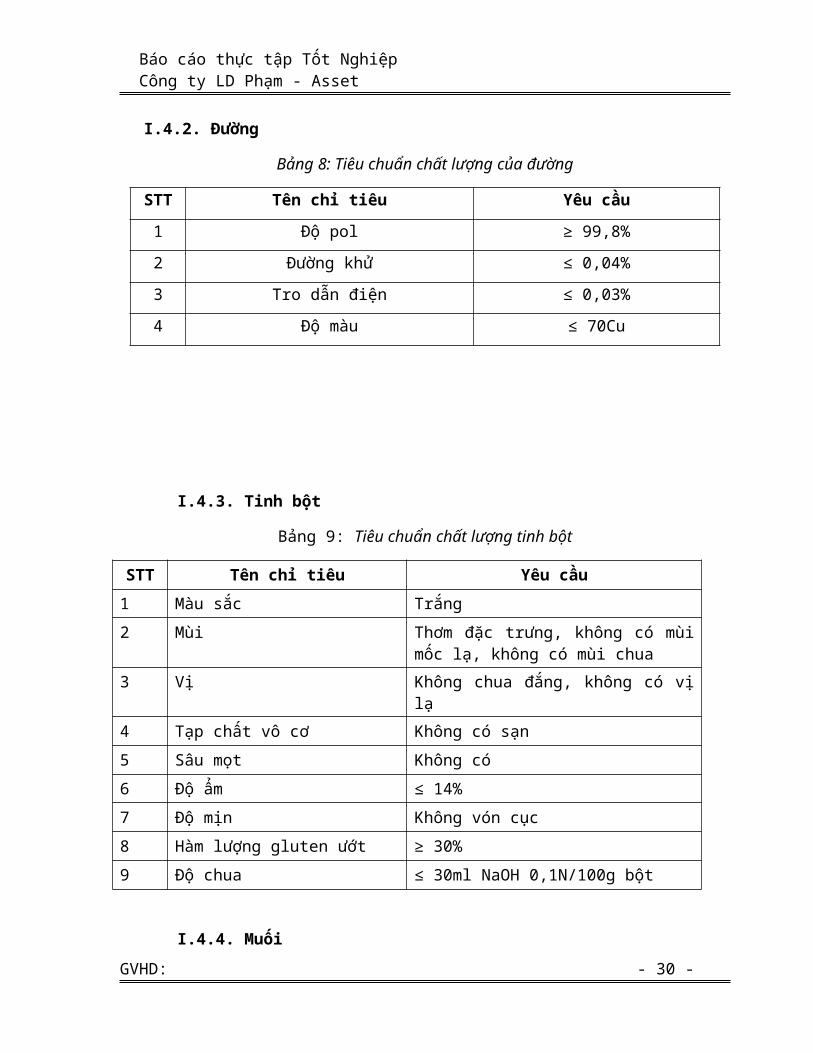
I.4.2. Đường
Bảng 8: Tiêu chuẩn chất lượng của đường
STT Tên chỉ tiêu Yêu cầu
1 Độ pol ≥ 99,8%
2 Đường khử ≤ 0,04%
3 Tro dẫn điện ≤ 0,03%
4 Độ màu ≤ 70Cu
GVHD: - 21 -
Báo cáo thực tập Tốt Nghiệp Công ty LD Phạm - Asset
I.4.3. Tinh bột
Bảng 9: Tiêu chuẩn chất lượng tinh bột
STT Tên chỉ tiêu Yêu cầu
1 Màu sắc Trắng
2 Mùi Thơm đặc trưng, không có mùi mốc lạ, không có mùi chua
3 Vị Không chua đắng, không có vị lạ
4 Tạp chất vô cơ Không có sạn
5 Sâu mọt Không có
6 Độ ẩm ≤ 14%
7 Độ mịn Không vón cục
8 Hàm lượng gluten ướt ≥ 30%
9 Độ chua ≤ 30ml NaOH 0,1N/100g bột
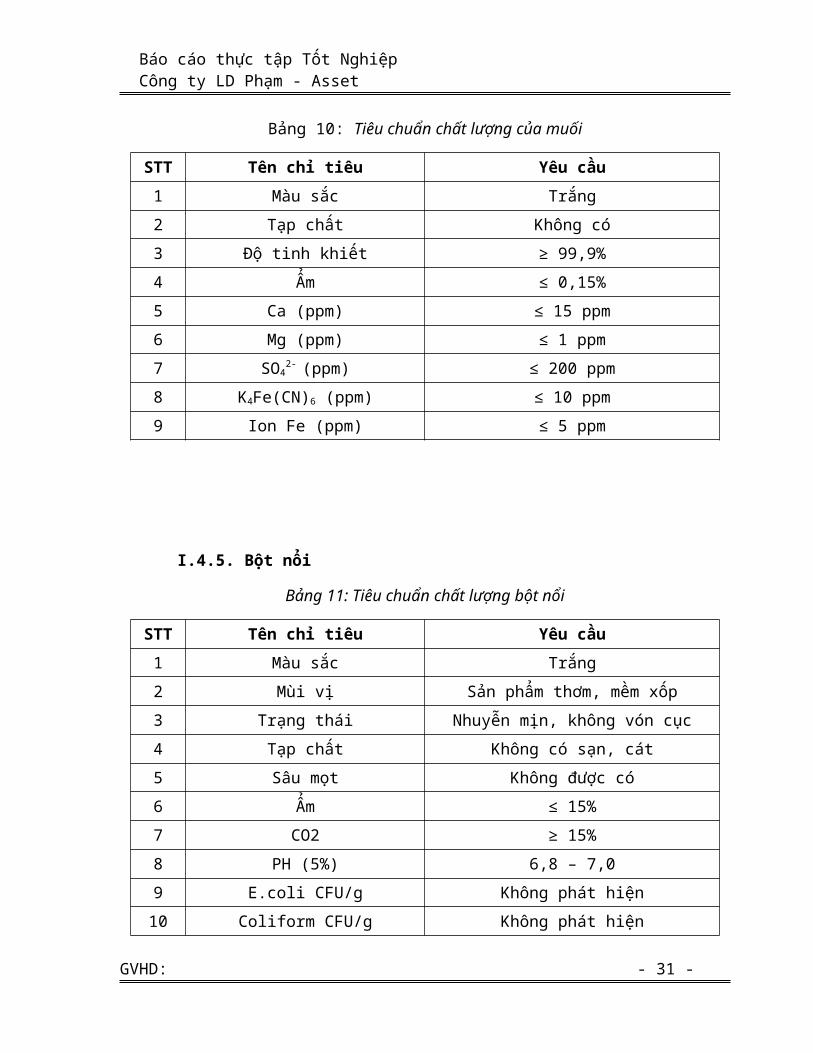
I.4.4. Muối
Bảng 10: Tiêu chuẩn chất lượng của muối
STT Tên chỉ tiêu Yêu cầu
1 Màu sắc Trắng
2 Tạp chất Không có
3 Độ tinh khiết ≥ 99,9%
4 Ẩm ≤ 0,15%
5 Ca (ppm) ≤ 15 ppm
6 Mg (ppm) ≤ 1 ppm
7 SO42- (ppm) ≤ 200 ppm
8 K4Fe(CN)6 (ppm) ≤ 10 ppm
9 Ion Fe (ppm) ≤ 5 ppm
GVHD: - 22 -
Báo cáo thực tập Tốt Nghiệp Công ty LD Phạm - Asset
I.4.5. Bột nổi
Bảng 11: Tiêu chuẩn chất lượng bột nổi
STT Tên chỉ tiêu Yêu cầu
1 Màu sắc Trắng
2 Mùi vị Sản phẩm thơm, mềm xốp
3 Trạng thái Nhuyễn mịn, không vón cục
4 Tạp chất Không có sạn, cát
5 Sâu mọt Không được có
6 Ẩm ≤ 15%
7 CO2 ≥ 15%
8 PH (5%) 6,8 – 7,0
9 E.coli CFU/g Không phát hiện
10 Coliform CFU/g Không phát hiện
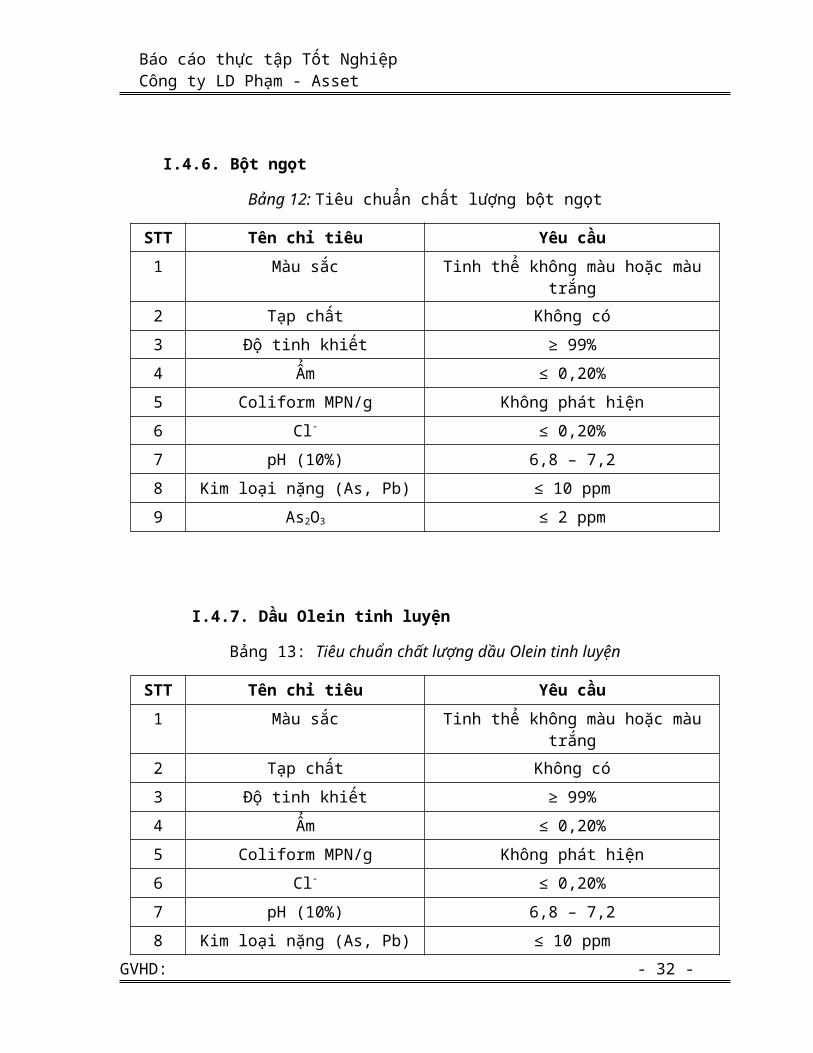
I.4.6. Bột ngọt
Bảng 12: Tiêu chuẩn chất lượng bột ngọt
STT Tên chỉ tiêu Yêu cầu
1 Màu sắc Tinh thể không màu hoặc màu trắng
2 Tạp chất Không có
3 Độ tinh khiết ≥ 99%
4 Ẩm ≤ 0,20%
5 Coliform MPN/g Không phát hiện
6 Cl- ≤ 0,20%
7 pH (10%) 6,8 – 7,2
8 Kim loại nặng (As, Pb) ≤ 10 ppm
9 As2O3 ≤ 2 ppm
I.4.7. Dầu Olein tinh luyện
GVHD: - 23 -
Báo cáo thực tập Tốt Nghiệp Công ty LD Phạm - Asset
Bảng 13: Tiêu chuẩn chất lượng dầu Olein tinh luyện
STT Tên chỉ tiêu Yêu cầu
1 Màu sắc Tinh thể không màu hoặc màu trắng
2 Tạp chất Không có
3 Độ tinh khiết ≥ 99%
4 Ẩm ≤ 0,20%
5 Coliform MPN/g Không phát hiện
6 Cl- ≤ 0,20%
7 pH (10%) 6,8 – 7,2
8 Kim loại nặng (As, Pb) ≤ 10 ppm
9 As2O3 ≤ 2 ppm
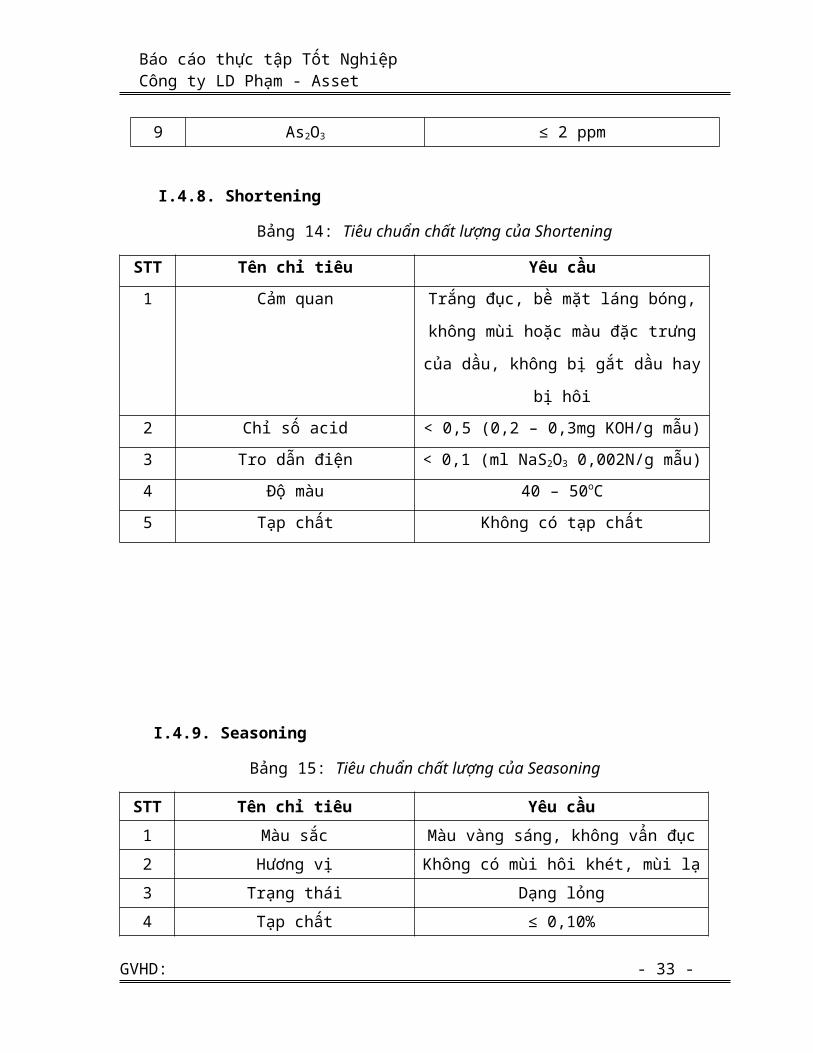
I.4.8. Shortening
Bảng 14: Tiêu chuẩn chất lượng của Shortening
STT Tên chỉ tiêu Yêu cầu
1 Cảm quan Trắng đục, bề mặt láng bóng, không mùi
hoặc màu đặc trưng của dầu, không bị gắt
dầu hay bị hôi
2 Chỉ số acid < 0,5 (0,2 – 0,3mg KOH/g mẫu)
3 Tro dẫn điện < 0,1 (ml NaS2O3 0,002N/g mẫu)
4 Độ màu 40 – 50oC
5 Tạp chất Không có tạp chất
I.4.9. Seasoning
Bảng 15: Tiêu chuẩn chất lượng của Seasoning
GVHD: - 24 -
Báo cáo thực tập Tốt Nghiệp Công ty LD Phạm - Asset
STT Tên chỉ tiêu Yêu cầu
1 Màu sắc Màu vàng sáng, không vẩn đục
2 Hương vị Không có mùi hôi khét, mùi lạ
3 Trạng thái Dạng lỏng
4 Tạp chất ≤ 0,10%
5 Seosoning vị thịt
Ẩm
Muối (NaCl)
E.coli CFU/g
Coliform CFU/g
≤ 7,0%
17,0 – 19,0%
Không phát hiện
≤ 10%
6 Seasoning vị hải sản
Ẩm
Muối (NaCl)
E.coli CFU/g
Coliform CFU/g
≤ 6,0%
19,5 – 23,5%
Không phát hiện
≤ 10
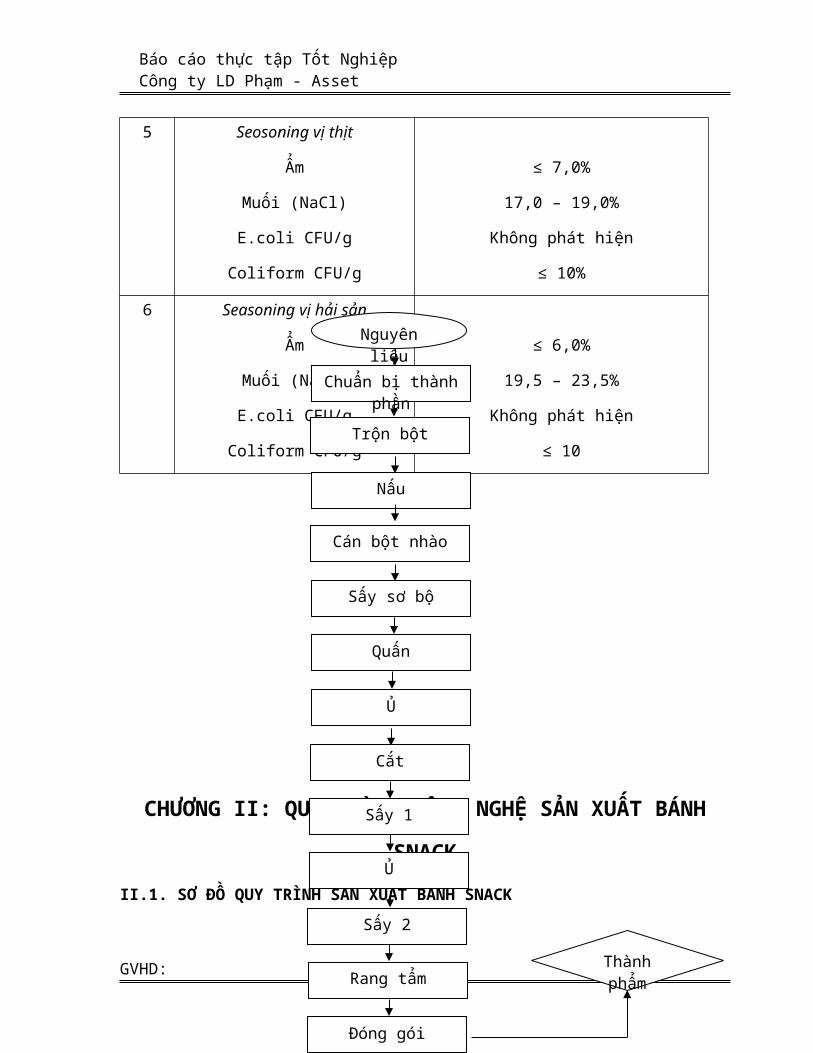
CHƯƠNG II: QUY TRÌNH CÔNG NGHỆ SẢN XUẤT BÁNH
SNACK
II.1. SƠ ĐỒ QUY TRÌNH SẢN XUẤT BÁNH SNACK
GVHD: - 25 -
Nguyên liệu
Chuẩn bị thành phần
Trộn bột
Nấu
Cán bột nhào
Sấy sơ bộ
Quấn
Ủ
Cắt
Sấy 1
Ủ
Sấy 2
Rang tẩm
Đóng gói
Thành phẩm
Báo cáo thực tập Tốt Nghiệp Công ty LD Phạm - Asset
II.2. THUYẾT MINH QUY TRÌNH
II.2.1. Cân nguyên liệu
II.2.1.1. Mục đích
GVHD: - 26 -
Báo cáo thực tập Tốt Nghiệp Công ty LD Phạm - Asset
Cân nguyên liệu cho đúng khối lượng, chuẩn bị cho quá trình trộn.
II.2.1.2. Yêu cầu
Nguyên liệu được cân đúng theo công thức.
Vô bao đúng yêu cầu, chuẩn bị cho quá trình trộn.
II.2.1.3. Cách tiến hành
Tiến hành cân từng loại nguyên liệu theo đúng khối lượng.
II.2.1.4. Các biến đổi trong quá trình cân
Quá trình cân không làm biến đổi tính chất nguyên liệu
II.2.1.5. Các thông số kỹ thuật
- Các thành phần giống nhau của tất cả các loại phôi gồm: bột mì, bột gạo, bột sắn, bột
bắp, đường, muối, bột nở.
- Riêng bột ngọt không sử dụng ở các dòng snack ngọt.
- Với các loại phôi khác nhau thì mỗi loại bột trên sử dụng một lượng khác nhau.
- Ngoài ra do tính chất của từng dòng sản phẩm mà còn có mỗi loại bột riêng biệt góp
phần tạo hương vị đặc trưng như bột hành, bột bò, bột ớt, bột mực, bột gà, bột tôm, bột
bí, bột heo…
- Ngoài những loại bột công ty còn sử dụng nguyên liệu tươi như khoai tây, bột khoai
tây, tôm tươi hoặc có nước mắm trong các dòng sản phẩm snack hiện tại.
II.2.2. Trộn bột
II.2.2.1. Mục đích
Trộn đều các thành phần nguyên liệu.
II.2.2.2. Yêu cầu
Các thành phần của nguyên liệu tạo thành hỗn hợp đồng nhất.
II.2.2.3. Cách tiến hành: ( có trình bày kỹ ở phần Máy và thiết bị).
Đổ bột và gia vị vào bồn trộn.
Đóng nắp và cài đặt thời gian.
Khi đạt thời gian trộn, máy tự động ngưng, ta tiến hành tháo bột vào bao theo quy định.
II.2.2.4. Các biến đổi trong quá trình trộn
Quá trình trộn không gây ra sự biến đổi trong thành phần nguyên liệu.
GVHD: - 27 -
Báo cáo thực tập Tốt Nghiệp Công ty LD Phạm - Asset
II.2.2.5. Các thông số kỹ thuật
Khối lượng một mẻ trộn: 513kg. Sau đó chia thành 21mẻ nhỏ, mỗi mẻ khoảng 24kg.
Nếu có bột chêm mỗi mẻ giảm còn 21kg
Thời gian trộn: 15 phút
II.2.3. Nấu
II.2.3.1. Mục đích
- Khuấy trộn hỗn hợp đồng nhất.
- Làm chín hỗn hợp, chuyển từ khối bột rời sang dạng paste.
- Tiêu diệt vi sinh vật.
- Tạo điều kiện thuận lợi cho công đoạn cán.
II.2.3.2. Yêu cầu
Bột đi qua công đoạn này phải chín đều, không được sống, màu sắc đồng đều, không
quá khô hoặc quá nhão.
II.2.3.3. Cách tiến hành ( có trình bày kỹ ở phần Máy và thiết bị).
- Trước khi nấu phải vệ sinh nồi nấu bằng hơi 5 phút cho sạch sẽ, cho máy chạy không
tải xem hơi vào máy có đủ không, sau đó kiểm tra đạt yêu cầu thì bắt đầu nấu.
- Khi nấu ta đổ bao bột đã trộn vào tiếp đó cho khoảng 200gr shortening vào ( để giảm
độ dính của bột vào thành nồi, ngoài ra còn làm cho bánh có vị béo, thơm ngon hơn).
- Nếu có bột chêm ta giảm lượng bột ban đầu và lượng nước lại. Bột chêm có bột ướt
và bột khô:
+ Bột ướt: Rìa của quá trình cắt, đem ngâm trong nước lạnh đến khi nào mềm thì vớt ra
nấu. Phần rơi vãi trong quá trình sấy đem xay khô rồi ngâm nước lạnh khoảng 2h trước khi
nấu.
+ Bột khô: Tại công đoạn cán có bộ phận cắt rìa tấm bột để đảm bảo độ dày đều và độ
nhẵn cho tấm bột, phần rìa cắt ra còn mềm ta đem đi nấu lại ngay mà không cần ngâm.
- Khi đã cho các thứ ở trên vào nồi nấu, ta bắt đầu cho máy hoạt động. Một phút đầu
trộn bột khô, thời gian nấu một mẻ là 11 phút: 2 phút 30 giây đầu ta nấu nửa hơi và 8 phút 30
giây sau nấu hết hơi. Lượng nước cho vào nấu khoảng 7 – 10 lít ( máy tự động canh). Nhiệt độ
nấu bằng nhiệt độ hơi áp suất bão hòa, dưới áp suất hơi là 4 – 5kg/cm2 trong khoảng 11 phút.
- Khi bột chín nắp nồi tự động mở ra và ta mở nắp dưới xả bột xuống máng
II.2.3.4. Các biến đổi trong quá trình nấu
GVHD: - 28 -
Báo cáo thực tập Tốt Nghiệp Công ty LD Phạm - Asset
a. Biến đổi vật lý:
- Biến đổi về nhiệt độ: Trong quá trình đun nóng, do sự chênh lệch về nhiệt độ giữa
khối bột và nguồn nhiệt, nguyên liệu tăng dần nhiệt độ, nhiệt độ tăng dần từ ngoài vào trong
khối bột. Những điểm có cùng khoảng cách đến nguồn nhiệt thì nhiệt độ bằng nhau. Do vậy
vật liệu sẽ hình thành trường nhiệt độ trong đó lớp ngoài cùng cao nhất, ở trung tâm thì nhiệt
độ thấp nhất
- Sự truyền nhiêt trong vật liệu bằng cách dẫn nhiệt.
- Sự biến đổi trạng thái vật liệu: khi đun nóng vật liệu biến đổi trạng thái tồn tại, chuyển
từ dạng rắn sang dạng paste.
- Sự thay đổi thể tích: thể tích của vật liệu tăng lên khi nấu do sự trương nở của tinh bột
và bột mì.
- Sự biến đổi màu sắc: Nguyên nhân làm thay đổi màu sắc là do sự thay đổi khả năng
hấp thụ và phản xạ ánh sáng của vật liệu do tác động của nhiệt độ cao.
b. Biến đổi về hóa học:
Các chỉ tiêu như độ nhớt, độ hòa tan…cũng dễ bị thay đổi ở nhiệt độ cao, độ nhớt tăng,
nhiệt độ làm tăng tốc độ của một số phản ứng. Kết quả của sự xúc tiến các phản ứng hóa học là
sự biến đổi thành phần hóa học trong vật liệu, một số tạo thành pectin, chất thơm, chất làm
tăng chất lượng sản phẩm.
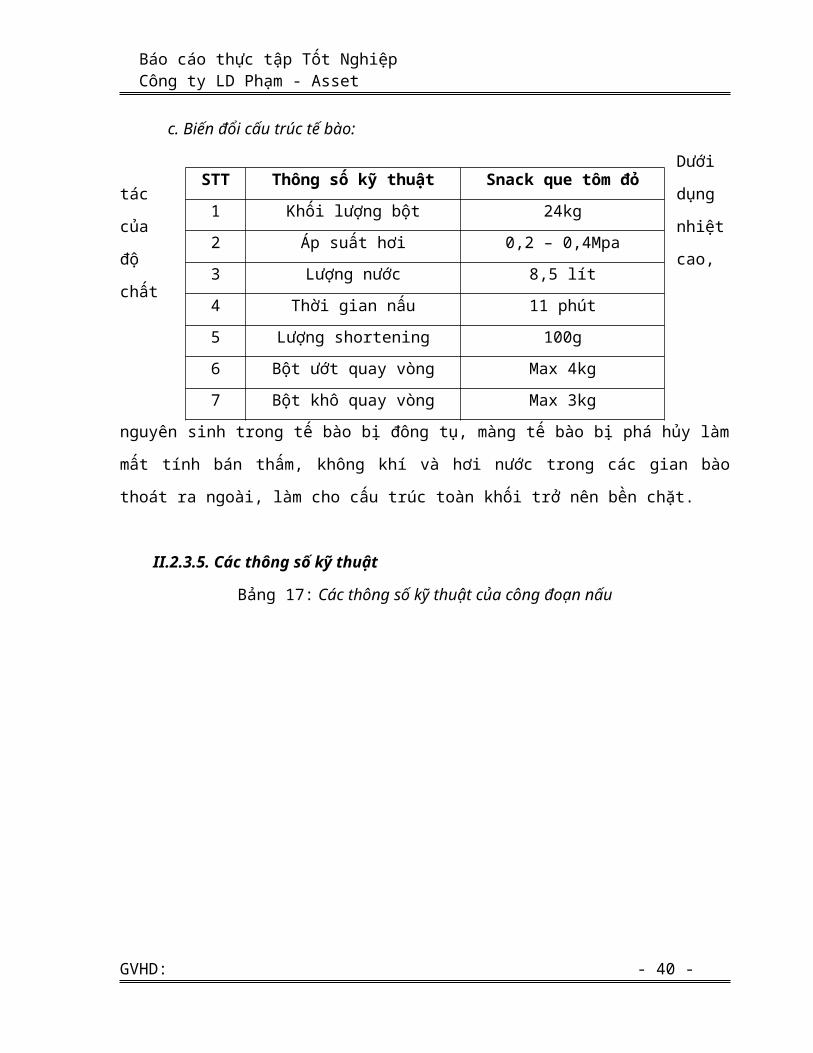
c. Biến đổi cấu trúc tế bào:
Dưới tác dụng của nhiệt độ cao, chất nguyên sinh trong tế bào bị đông tụ, màng tế bào
bị phá hủy làm mất tính bán thấm, không khí và hơi nước trong các gian bào thoát ra ngoài,
làm cho cấu trúc toàn khối trở nên bền chặt.
II.2.3.5. Các thông số kỹ thuật
Bảng 17: Các thông số kỹ thuật của công đoạn nấu
GVHD: - 29 -
Báo cáo thực tập Tốt Nghiệp Công ty LD Phạm - Asset
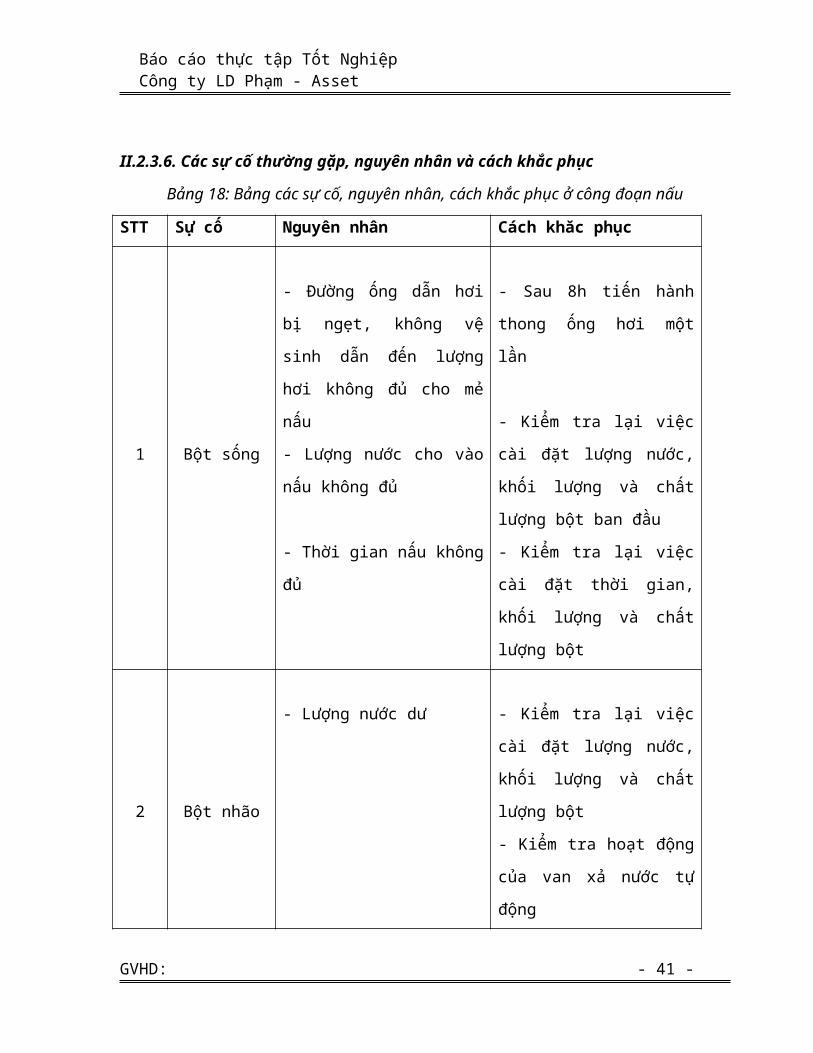
II.2.3.6. Các sự cố thường gặp, nguyên nhân và cách khắc phục
Bảng 18: Bảng các sự cố, nguyên nhân, cách khắc phục ở công đoạn nấu
STT Sự cố Nguyên nhân Cách khăc phục
1 Bột sống
- Đường ống dẫn hơi bị ngẹt,
không vệ sinh dẫn đến lượng
hơi không đủ cho mẻ nấu
- Lượng nước cho vào nấu
không đủ
- Thời gian nấu không đủ
- Sau 8h tiến hành thong ống
hơi một lần
- Kiểm tra lại việc cài đặt
lượng nước, khối lượng và
chất lượng bột ban đầu
- Kiểm tra lại việc cài đặt thời
gian, khối lượng và chất
lượng bột
2 Bột nhão
- Lượng nước dư - Kiểm tra lại việc cài đặt
lượng nước, khối lượng và
chất lượng bột
- Kiểm tra hoạt động của van
xả nước tự động
GVHD: - 30 -
STT Thông số kỹ thuật Snack que tôm đỏ
1 Khối lượng bột 24kg
2 Áp suất hơi 0,2 – 0,4Mpa
3 Lượng nước 8,5 lít
4 Thời gian nấu 11 phút
5 Lượng shortening 100g
6 Bột ướt quay vòng Max 4kg
7 Bột khô quay vòng Max 3kg
Báo cáo thực tập Tốt Nghiệp Công ty LD Phạm - Asset
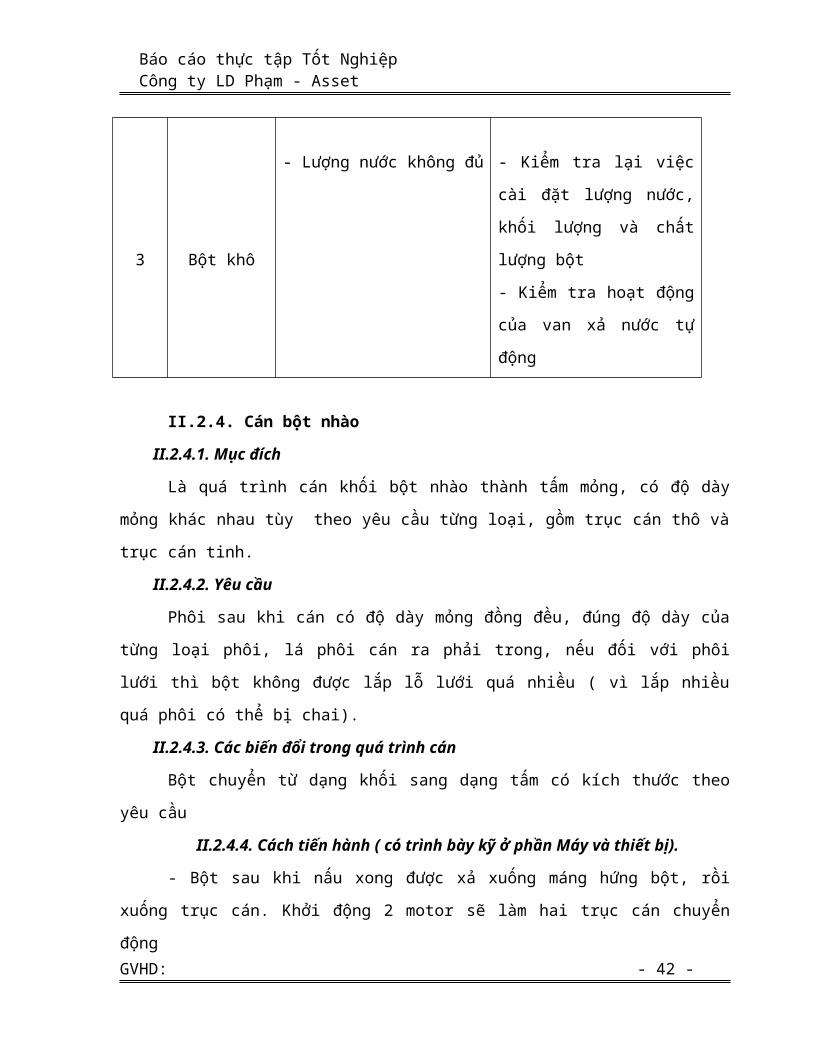
3 Bột khô
- Lượng nước không đủ - Kiểm tra lại việc cài đặt
lượng nước, khối lượng và
chất lượng bột
- Kiểm tra hoạt động của van
xả nước tự động
II.2.4. Cán bột nhào
II.2.4.1. Mục đích
Là quá trình cán khối bột nhào thành tấm mỏng, có độ dày mỏng khác nhau tùy theo
yêu cầu từng loại, gồm trục cán thô và trục cán tinh.
II.2.4.2. Yêu cầu
Phôi sau khi cán có độ dày mỏng đồng đều, đúng độ dày của từng loại phôi, lá phôi cán
ra phải trong, nếu đối với phôi lưới thì bột không được lắp lỗ lưới quá nhiều ( vì lắp nhiều quá
phôi có thể bị chai).
II.2.4.3. Các biến đổi trong quá trình cán
Bột chuyển từ dạng khối sang dạng tấm có kích thước theo yêu cầu
II.2.4.4. Cách tiến hành ( có trình bày kỹ ở phần Máy và thiết bị).
- Bột sau khi nấu xong được xả xuống máng hứng bột, rồi xuống trục cán. Khởi động 2
motor sẽ làm hai trục cán chuyển động
+ Trục cán thô: Cán bột thành tấm có độ dày khoảng 5mm, gồm có 2 trục đặt song song
nhau và có chiều quay ngược nhau, cặp trục có thể quay được nhờ tay quay.
+ Trục cán tinh: Bột qua trục cán tinh sẽ mịn và mỏng hơn, độ dài sẽ tăng lên do lúc
này protein trương nở hoàn toàn.
- Cán tinh cũng gồm có hai trục cán nhưng có trục cán nhỏ hơn trục cán thô
- Đối với trục cán thô ta có thể điều chỉnh cho bột cán nhiều hay ít trong quá trình cán
còn trục cán tinh được giữ cố định khi đã đạt được độ dày cần thiết.
- Để có được tấm phôi đẹp thì ta phải điều chỉnh phôi đi qua giữa trục cán, phôi phải
chạy liên tục không đứt quãng. Đồng thời nó còn phụ thuộc vào chất lượng phôi sau khi nấu
(nếu bột nấu qúa khô hay quá nhão cũng ảnh hưởng đến quá trình cán). Bột sau khi nấu phải
GVHD: - 31 -
Báo cáo thực tập Tốt Nghiệp Công ty LD Phạm - Asset
cán ngay (nếu không bột sẽ bị khô cứng lại không cán được). Sau khi bột cán xong theo băng
tải vào thiết bị sấy sơ bộ.
II.2.4.5. Các thông số kỹ thuật
- Chiều rộng phôi cán 340 +/- 10mm
- Bề dày phôi cán: 1,5 – 1,7 mm
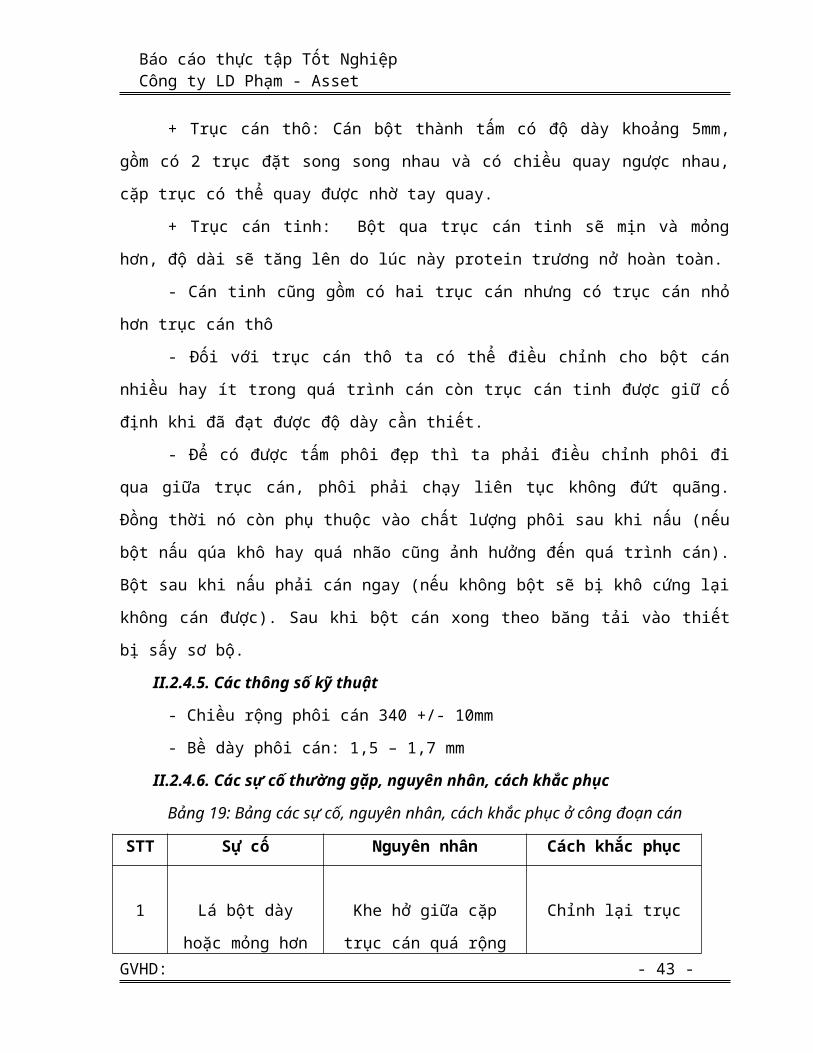
II.2.4.6. Các sự cố thường gặp, nguyên nhân, cách khắc phục
Bảng 19: Bảng các sự cố, nguyên nhân, cách khắc phục ở công đoạn cán
STT Sự cố Nguyên nhân Cách khắc phục
1 Lá bột dày hoặc
mỏng hơn quy định
Khe hở giữa cặp trục cán quá
rộng hoặc quá hẹp
Chỉnh lại trục cán tinh
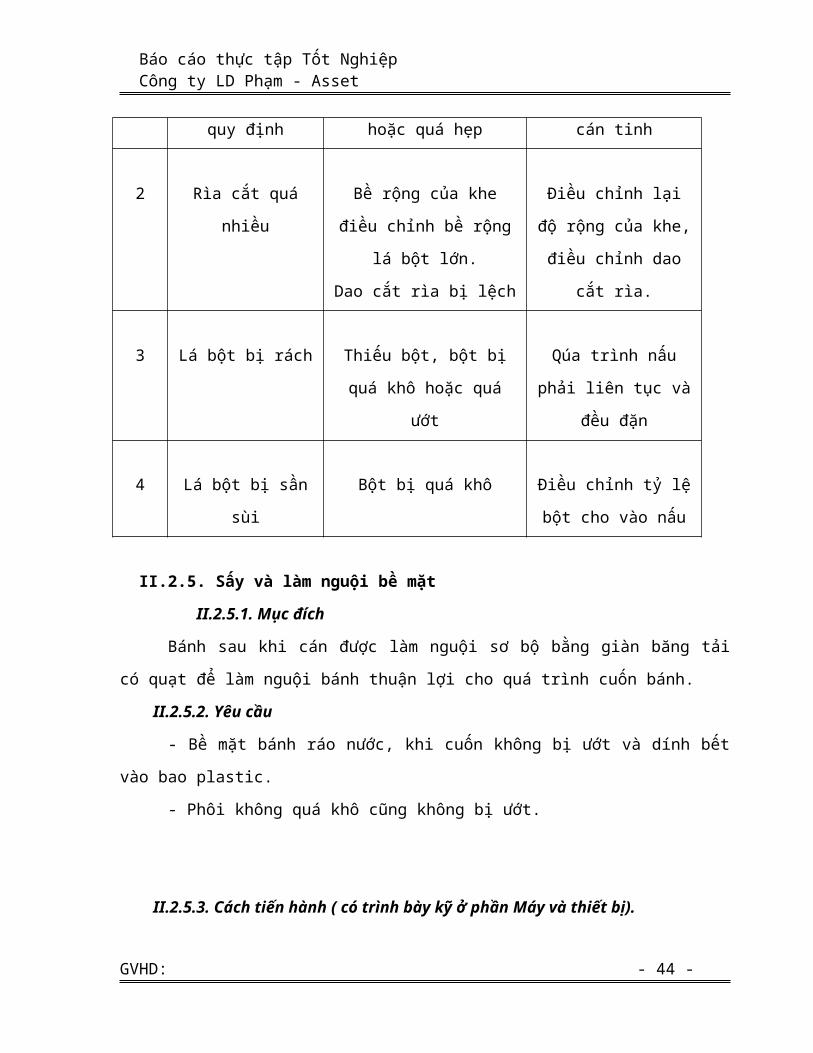
2 Rìa cắt quá nhiều Bề rộng của khe điều chỉnh
bề rộng lá bột lớn.
Dao cắt rìa bị lệch
Điều chỉnh lại độ rộng
của khe, điều chỉnh dao
cắt rìa.
3 Lá bột bị rách Thiếu bột, bột bị quá khô
hoặc quá ướt
Qúa trình nấu phải liên
tục và đều đặn
4 Lá bột bị sần sùi Bột bị quá khô Điều chỉnh tỷ lệ bột cho
vào nấu
II.2.5. Sấy và làm nguội bề mặt
II.2.5.1. Mục đích
Bánh sau khi cán được làm nguội sơ bộ bằng giàn băng tải có quạt để làm nguội bánh
thuận lợi cho quá trình cuốn bánh.
II.2.5.2. Yêu cầu
- Bề mặt bánh ráo nước, khi cuốn không bị ướt và dính bết vào bao plastic.
- Phôi không quá khô cũng không bị ướt.
GVHD: - 32 -
Báo cáo thực tập Tốt Nghiệp Công ty LD Phạm - Asset
II.2.5.3. Cách tiến hành ( có trình bày kỹ ở phần Máy và thiết bị).
Không khí được đốt nóng nhờ calorife có tác dụng làm ráo bề mặt phôi trên băng tải,
tiếp đó phôi tiếp tục theo băng tải qua hệ thống 4 quạt để làm nguội phôi theo yêu cầu.
II.2.5.4. Các biến đổi trong quá trình sấy và làm nguội
Ẩm trên bề mặt khuếch tán nhẹ. Các liên kết nội sắp xếp lại hỗ trợ quá trình định hình.
II.2.5.5. Các thông số kỹ thuật
- Nhiệt độ lá phôi sau sấy sơ bộ: 50oC
- Nhiệt độ lá phôi sau khi làm nguội: 26 – 30oC
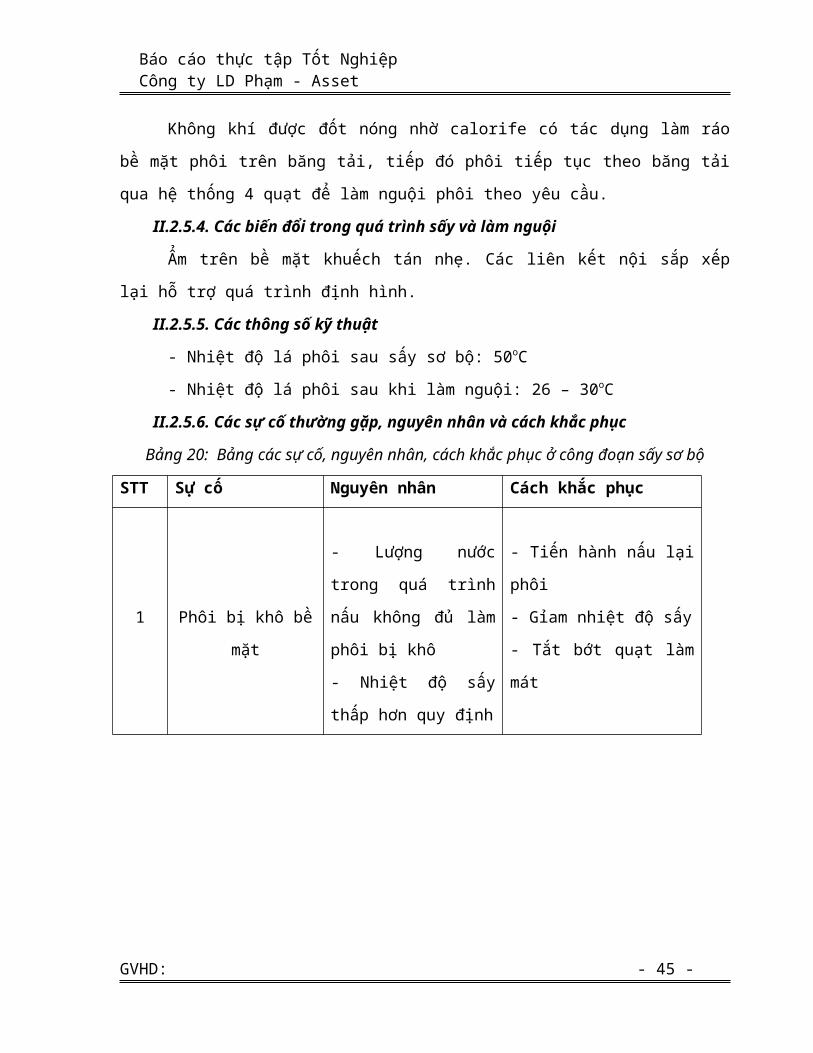
II.2.5.6. Các sự cố thường gặp, nguyên nhân và cách khắc phục
Bảng 20: Bảng các sự cố, nguyên nhân, cách khắc phục ở công đoạn sấy sơ bộ
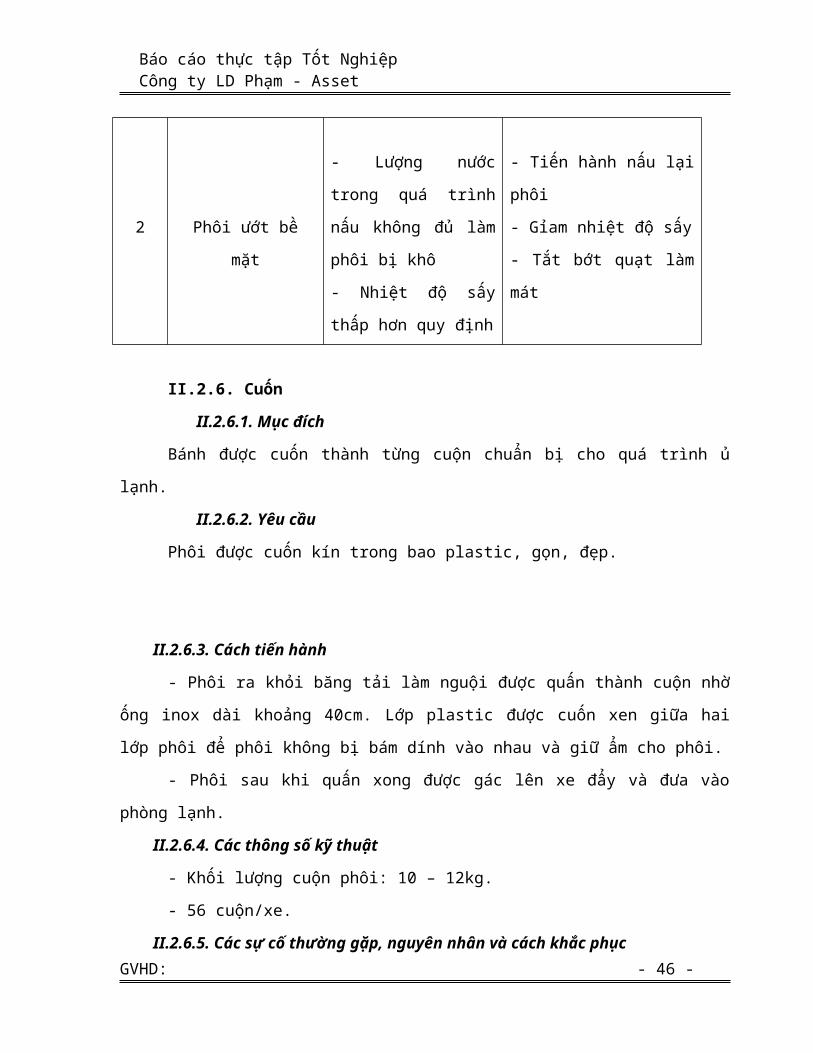
STT Sự cố Nguyên nhân Cách khắc phục
1Phôi bị khô bề mặt
- Lượng nước trong quá
trình nấu không đủ làm
phôi bị khô
- Nhiệt độ sấy thấp hơn
quy định
- Tiến hành nấu lại phôi
- Gỉam nhiệt độ sấy
- Tắt bớt quạt làm mát
2Phôi ướt bề mặt
- Lượng nước trong quá
trình nấu không đủ làm
phôi bị khô
- Nhiệt độ sấy thấp hơn
quy định
- Tiến hành nấu lại phôi
- Gỉam nhiệt độ sấy
- Tắt bớt quạt làm mát
II.2.6. Cuốn
II.2.6.1. Mục đích
Bánh được cuốn thành từng cuộn chuẩn bị cho quá trình ủ lạnh.
II.2.6.2. Yêu cầu
Phôi được cuốn kín trong bao plastic, gọn, đẹp.
GVHD: - 33 -
Báo cáo thực tập Tốt Nghiệp Công ty LD Phạm - Asset
II.2.6.3. Cách tiến hành
- Phôi ra khỏi băng tải làm nguội được quấn thành cuộn nhờ ống inox dài khoảng
40cm. Lớp plastic được cuốn xen giữa hai lớp phôi để phôi không bị bám dính vào nhau và giữ
ẩm cho phôi.
- Phôi sau khi quấn xong được gác lên xe đẩy và đưa vào phòng lạnh.
II.2.6.4. Các thông số kỹ thuật
- Khối lượng cuộn phôi: 10 – 12kg.
- 56 cuộn/xe.
II.2.6.5. Các sự cố thường gặp, nguyên nhân và cách khắc phục
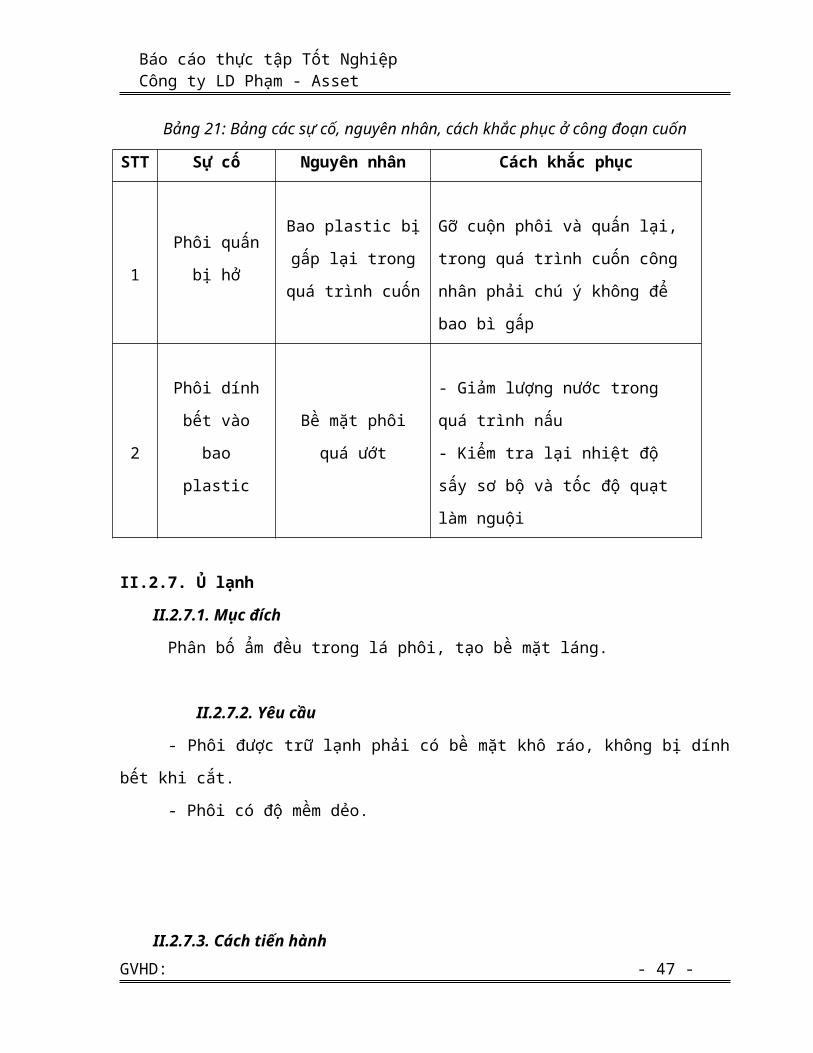
Bảng 21: Bảng các sự cố, nguyên nhân, cách khắc phục ở công đoạn cuốn
STT Sự cố Nguyên nhân Cách khắc phục
1Phôi quấn bị hở
Bao plastic bị gấp lại
trong quá trình cuốn
Gỡ cuộn phôi và quấn lại, trong quá
trình cuốn công nhân phải chú ý không
để bao bì gấp
2
Phôi dính bết
vào bao plasticBề mặt phôi quá ướt
- Giảm lượng nước trong quá trình nấu
- Kiểm tra lại nhiệt độ sấy sơ bộ và tốc
độ quạt làm nguội
II.2.7. Ủ lạnh
II.2.7.1. Mục đích
Phân bố ẩm đều trong lá phôi, tạo bề mặt láng.
II.2.7.2. Yêu cầu
- Phôi được trữ lạnh phải có bề mặt khô ráo, không bị dính bết khi cắt.
- Phôi có độ mềm dẻo.
II.2.7.3. Cách tiến hành
GVHD: - 34 -

Báo cáo thực tập Tốt Nghiệp Công ty LD Phạm - Asset
- Trước khi đưa phôi vào phòng lạnh cần vệ sinh phòng lạnh sạch sẽ, điều chỉnh nhiệt
độ phòng đạt 18 – 25oC.
- Đẩy xe chứa các cuộn phôi vào, tiến hành trữ lạnh.
II.2.7.4. Các biến đổi trong quá trình ủ
Có sự phân bố lại ẩm của lá phôi trong quá trình ủ lạnh,nhằm định hình lại cấu trúc, gia
tăng kết cấu bền chặt của lá phôi, làm cho lá phôi có độ mềm dẻo thuận tiện cho công đoạn tạo
hình, nhờ quá trình ủ lạnh mà phôi sau quá trình sấy có bề mặt lán, không bị rạn nứt.
II.2.7.5. Các thông số kỹ thuật
- Nhiệt độ trữ lạnh: 18 – 25oC.
- Thời gian trữ lạnh: 12 – 24h.
II.2.7.6. Các sự cố thường gặp, nguyên nhân và cách khắc phục
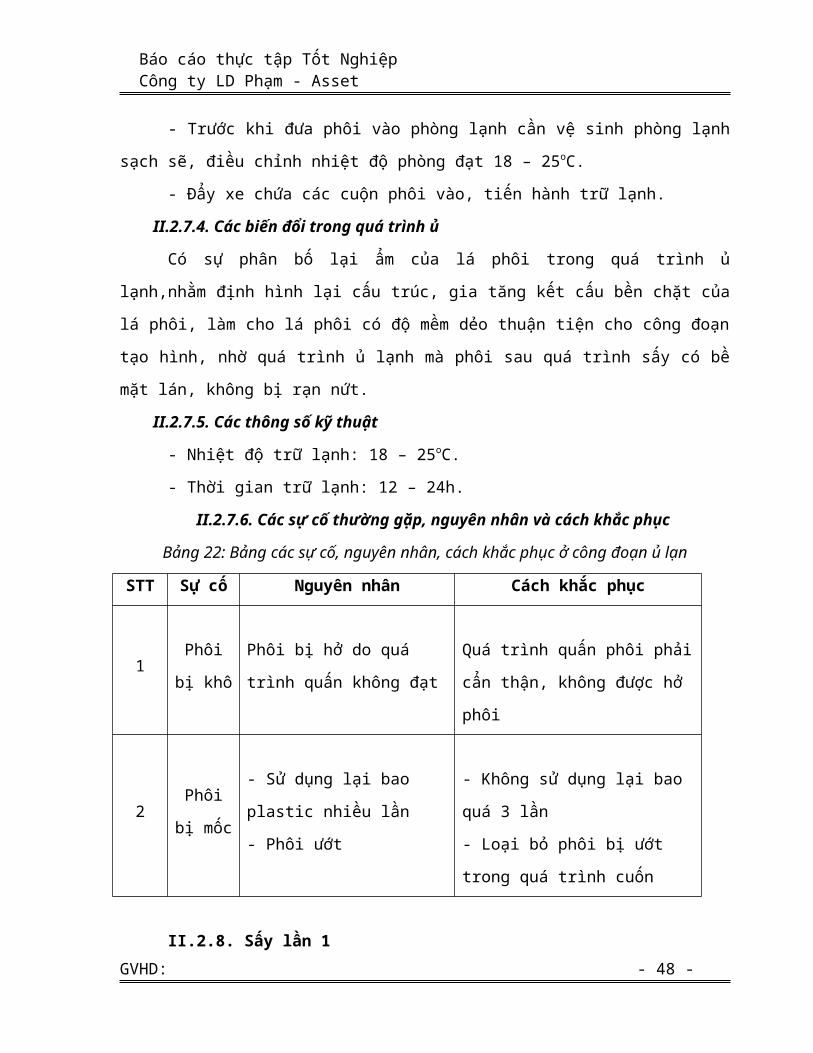
Bảng 22: Bảng các sự cố, nguyên nhân, cách khắc phục ở công đoạn ủ lạn
STT Sự cố Nguyên nhân Cách khắc phục
1Phôi bị
khôPhôi bị hở do quá trình quấn
không đạt
Quá trình quấn phôi phải cẩn thận,
không được hở phôi
2Phôi bị
mốc
- Sử dụng lại bao plastic nhiều
lần
- Phôi ướt
- Không sử dụng lại bao quá 3 lần
- Loại bỏ phôi bị ướt trong quá trình
cuốn
II.2.8. Sấy lần 1
II.2.8.1. Mục đích
Sấy phôi đến độ ẩm quy định, sấy làm giảm lượng nước tự do có trong phôi, làm cho vi
sinh vật khó phát triển để bảo quản sản phẩm lâu hơn. Ngoài ra sấy còn có tác dụng định hình
lại cấu trúc của phôi.
II.2.8.2. Yêu cầu
- Phôi sấy đạt độ ẩm quy định.
- Phôi không bị dính vào nhau.
II.2.8.3. Cách tiến hành
GVHD: - 35 -
Báo cáo thực tập Tốt Nghiệp Công ty LD Phạm - Asset
Đổ phôi vào máy sấy, phôi theo hệ thống băng tải sau đó tiến hành sấy phôi theo các
thông số kỹ thuật.
II.2.8.4. Các biến đổi trong quá trình sấy 1
- Phôi có hiện tượng giảm thể tích, giảm khối lượng do sự bay hơi nước.
- Giai đoạn đầu cuả quá trình sấy, do sự chênh lệch áp suất hơi tại bề mặt nguyên liệu
và trong tác nhân sấy, nhờ đó mà các phân tử nước tại bề mặt nguyên liệu sẽ bốc hơi.
- Giai đoạn sau, xảy ra sự chênh lệch ẩm tại bề mặt và tâm của nguyên liệu, nhờ vậy mà
ẩm tại tâm nguyên liệu sẽ khuếch tán ra vùng bề mặt. Quá trình đi chuyển ẩm xảy ra đến khi
đạt độ ẩm quy định.
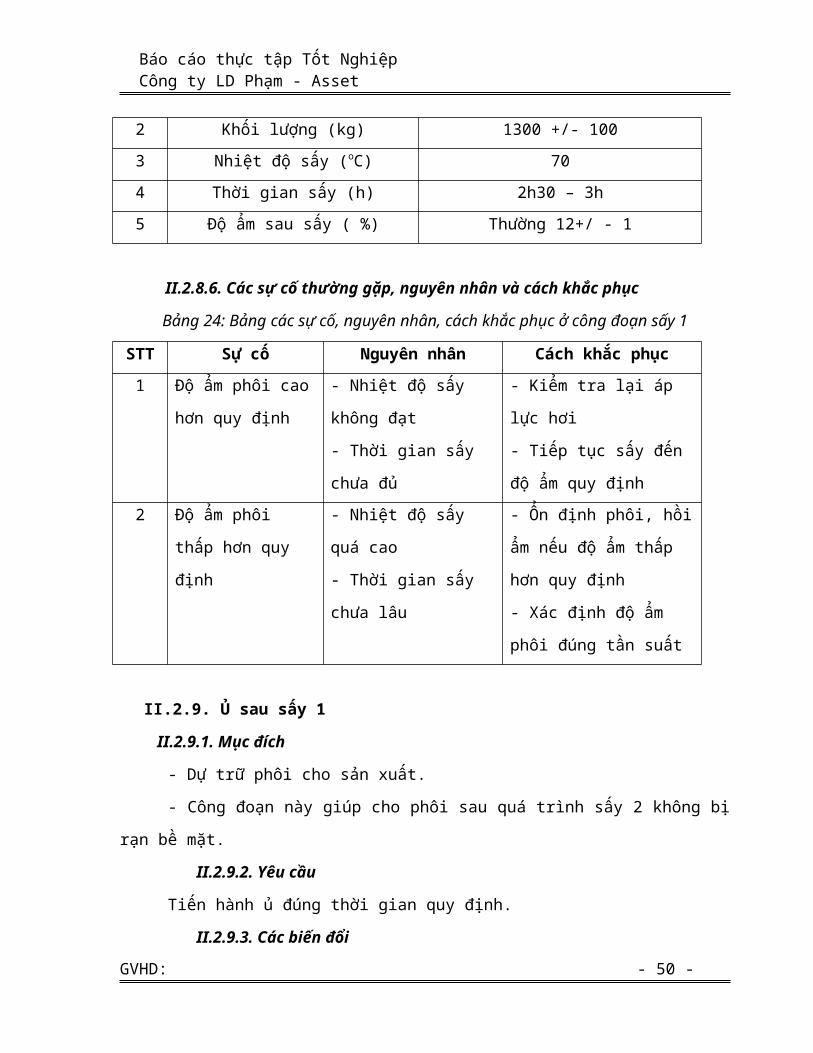
II.2.8.5. Các thông số kỹ thuật
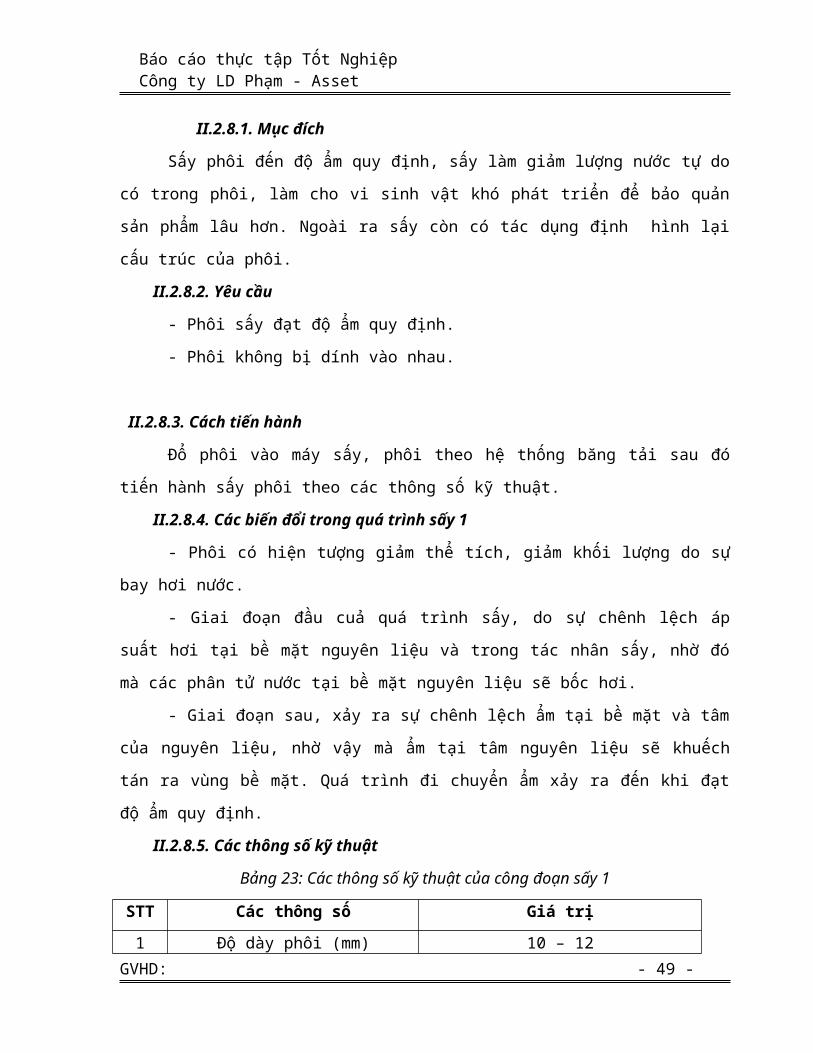
Bảng 23: Các thông số kỹ thuật của công đoạn sấy 1
STT Các thông số Giá trị
1 Độ dày phôi (mm) 10 – 12
2 Khối lượng (kg) 1300 +/- 100
3 Nhiệt độ sấy (oC) 70
4 Thời gian sấy (h) 2h30 – 3h
5 Độ ẩm sau sấy ( %) Thường 12+/ - 1
II.2.8.6. Các sự cố thường gặp, nguyên nhân và cách khắc phục
Bảng 24: Bảng các sự cố, nguyên nhân, cách khắc phục ở công đoạn sấy 1
STT Sự cố Nguyên nhân Cách khắc phục
1 Độ ẩm phôi cao hơn
quy định
- Nhiệt độ sấy không đạt
- Thời gian sấy chưa đủ
- Kiểm tra lại áp lực hơi
- Tiếp tục sấy đến độ ẩm
quy định
2 Độ ẩm phôi thấp hơn
quy định
- Nhiệt độ sấy quá cao
- Thời gian sấy chưa lâu
- Ổn định phôi, hồi ẩm nếu
độ ẩm thấp hơn quy định
- Xác định độ ẩm phôi đúng
tần suất
II.2.9. Ủ sau sấy 1
GVHD: - 36 -
Báo cáo thực tập Tốt Nghiệp Công ty LD Phạm - Asset
II.2.9.1. Mục đích
- Dự trữ phôi cho sản xuất.
- Công đoạn này giúp cho phôi sau quá trình sấy 2 không bị rạn bề mặt.
II.2.9.2. Yêu cầu
Tiến hành ủ đúng thời gian quy định.
II.2.9.3. Các biến đổi
Ẩm phân bố đều trong phôi.
II.2.9.4. Cách tiến hành
Xếp các bao phôi vào pallet, chuyển vào phòng chứa và giữ ở nhiệt độ phòng.
II.2.9.5. Các thông số kỹ thuật
- Nhiệt độ ủ: nhiệt độ phòng.
- Thời gian ủ: ít nhất 3 ngày mới đem sử dụng cho các công đoạn sau (sấy 2 và rang
chiên)
II.2.10. Sấy lần 2
II.2.10.1. Mục đích
Sau giai đoạn sấy lần 1, phôi bánh hình thành lớp vở cứng bên ngoài nhằm tránh hiện
tượng thoát ẩm ở giai đoạn ủ tiếp theo. Vì sự có mặt của lớp vỏ này, nếu đột ngột rang nở sẽ
dẫn đến cháy mà chưa chín, nên mục đích của giai đoạn sấy 2 là để nâng dần nhiệt độ trong
phôi cũng như giảm ẩm để tạo điều kiện tối ưu cho quá trình rang.
II.2.10.2. Yêu cầu
Phôi được sấy đến độ ẩm quy định.
II.2.10.3. Các biến đổi trong quá trình sấy
Quá trình sấy 2 xảy ra quá trình khuếch tán ẩm tương tự quá trình sấy 1, tuy nhiên ẩm
khuếch tán chậm trong thời gian dài đến độ ẩm quy định.
II.2.10.4. Cách tiến hành
- Đổ phôi vào thùng quay, đậy nắp, khởi động cho thùng quay.
- Bật điện trở, tiến hành sấy ở điều kiện nhiệt độ và thời gian quy định.
GVHD: - 37 -
Báo cáo thực tập Tốt Nghiệp Công ty LD Phạm - Asset
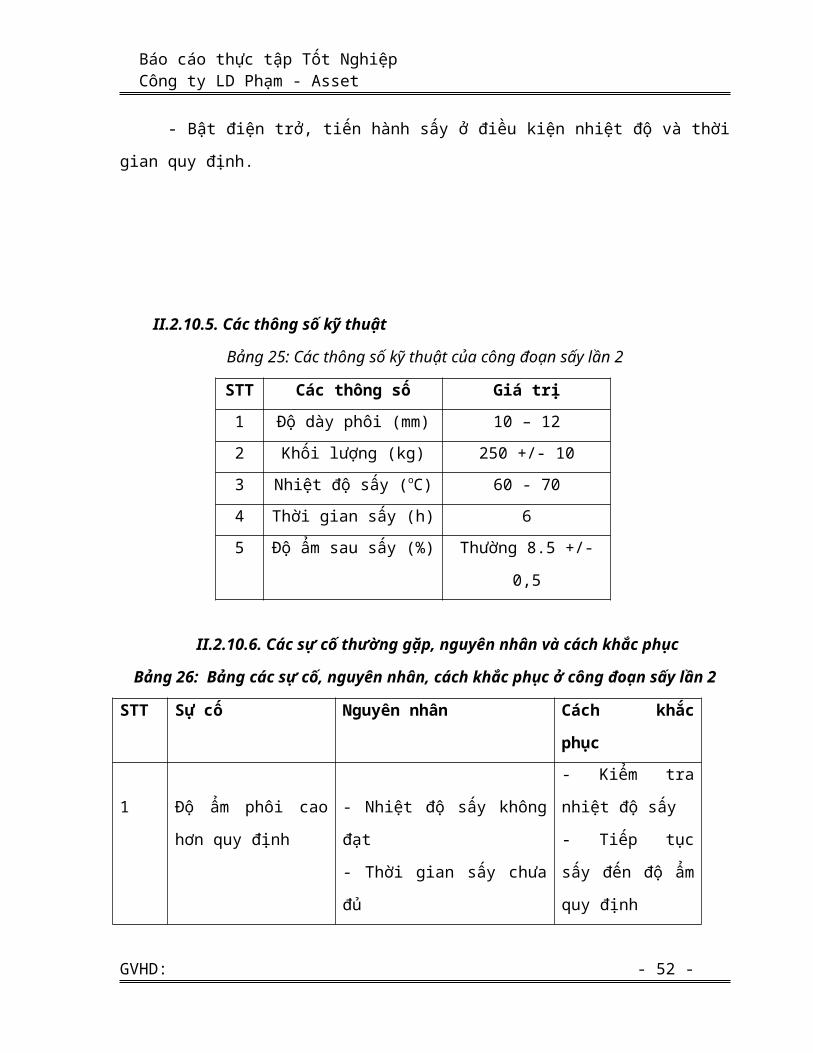
II.2.10.5. Các thông số kỹ thuật
Bảng 25: Các thông số kỹ thuật của công đoạn sấy lần 2
STT Các thông số Giá trị
1 Độ dày phôi (mm) 10 – 12
2 Khối lượng (kg) 250 +/- 10
3 Nhiệt độ sấy (oC) 60 - 70
4 Thời gian sấy (h) 6
5 Độ ẩm sau sấy (%) Thường 8.5 +/- 0,5
II.2.10.6. Các sự cố thường gặp, nguyên nhân và cách khắc phục
Bảng 26: Bảng các sự cố, nguyên nhân, cách khắc phục ở công đoạn sấy lần 2
STT Sự cố Nguyên nhân Cách khắc phục
1 Độ ẩm phôi cao hơn
quy định
- Nhiệt độ sấy không đạt
- Thời gian sấy chưa đủ
- Kiểm tra nhiệt độ
sấy
- Tiếp tục sấy đến
độ ẩm quy định
II.2.11. Rang
II.2.11.1.Mục đích
Làm chín, tạo dáng và màu sắc cho sản phẩm. Ngoài ra, rang còn giúp làm thủy phần
sản phẩm, tiêu diệt vi sinh vật, kéo dài thời gian bảo quản sản phẩm.
II.2.11.2. Yêu cầu
Phôi sau quá trình rang không bị sống hay cháy. Màu sắc phôi đồng đều, phôi nở, giòn.
II.2.11.3. Cách tiến hành
Nâng nhiệt độ bồn rang đến nhiệt độ quy định. Sau đó, đưa phôi từ công đoạn sấy 2 vào
bồn rang bằng hệ thống gàu tải. Tiến hành rang theo các thông số kỹ thuật quy định ứng với
từng sản phẩm. Phôi sau rang được chuyển ra bằng băng tải vào bồn tẩm. Trong quá trình di
chuyển qua băng tải, các phôi không đạt yêu cầu được loại bỏ.
GVHD: - 38 -
Báo cáo thực tập Tốt Nghiệp Công ty LD Phạm - Asset
II.2.11.4. Các biến đổi của quá trình rang
a. Biến đổi vật lý:
Quá trình rang làm xảy ra nhiều biến đổi trong nguyên liệu, điển hình như sự gia tăng
nhiệt độ, sự khuếch tán chất béo từ môi trường gia nhiệt vào bên trong sản phẩm, sự hòa tan và
khuếch tán từ nguyên liệu đi vào môi trường gia nhiệt… Những biến đổi ở trên làm nguyên
liệu thay đổi: tỷ trọng giảm, thể tích tăng.
b. Biến đổi hóa học:
Nhiệt độ cao trong quá trình rang là tác nhân thúc đẩy nhiều phản ứng hóa học xảy ra
trong đó có hai phản ứng quan trọng ảnh hưởng đến giá trị cảm quan của thực phẩm: Phản ứng
Mailard và phản ứng Caramen hóa. Hai phản ứng này làm cho sản phẩm rang có màu sậm,
ngoài ra còn góp phần tạo nên mùi đặc trưng cho sản phẩm.
Trong quá trình rang còn xảy ra nhiều phản ứng khác, ví dụ như các phản ứng phân hủy
vitamin làm giảm giá trị dinh dưỡng.
c. Biến đổi hóa lý:
Trong quá trình rang, nhiệt độ cao sẽ làm nước trong thực phẩm chuyển pha, hiện
tượng này làm cho bánh sau khi rang có độ ẩm thấp hơn trước khi rang.
Biến đổi sinh học và hóa sinh:
Quá trình rang làm giảm mật độ vi sinh vật trong thực phẩm, tăng thời gian bảo quản
thực phẩm.
Trong quá trình này xảy ra phản ứng làm biến tính protein.
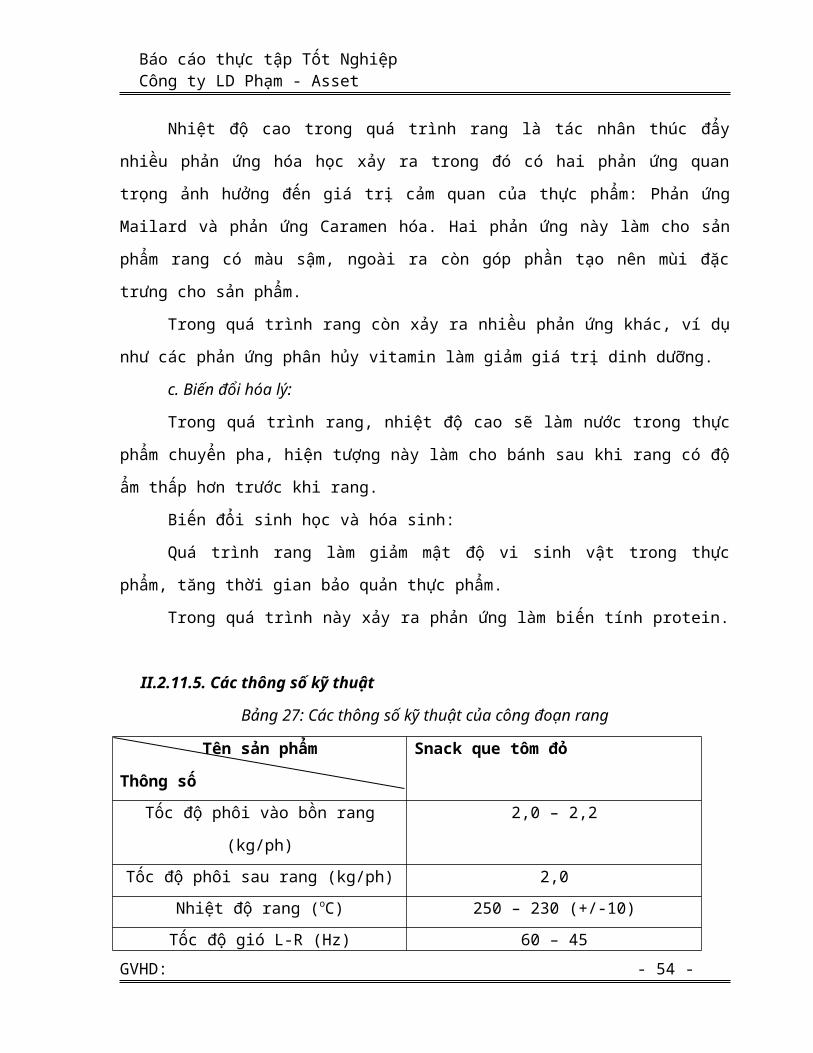
II.2.11.5. Các thông số kỹ thuật
Bảng 27: Các thông số kỹ thuật của công đoạn rang
Tên sản phẩm
Thông số
Snack que tôm đỏ
Tốc độ phôi vào bồn rang (kg/ph) 2,0 – 2,2
Tốc độ phôi sau rang (kg/ph) 2,0
Nhiệt độ rang (oC) 250 – 230 (+/-10)
Tốc độ gió L-R (Hz) 60 – 45
Tốc độ bồn rang 44 – 46
Độ rung 70
GVHD: - 39 -
Báo cáo thực tập Tốt Nghiệp Công ty LD Phạm - Asset
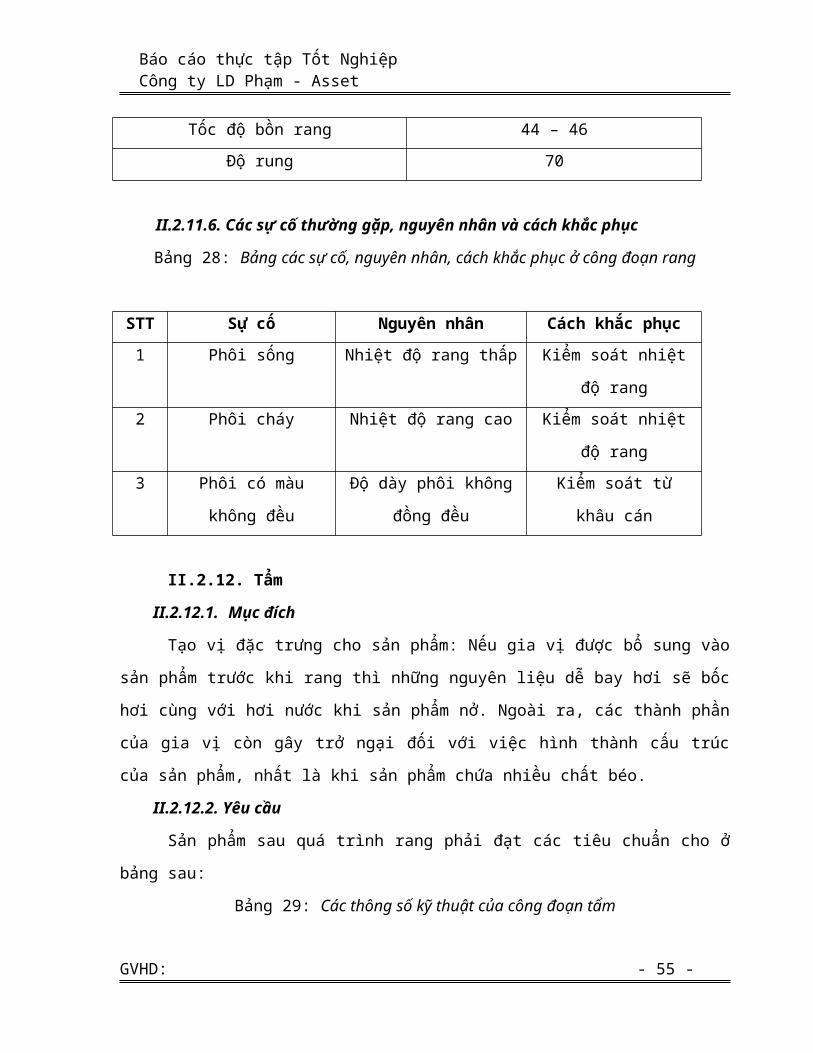
II.2.11.6. Các sự cố thường gặp, nguyên nhân và cách khắc phục
Bảng 28: Bảng các sự cố, nguyên nhân, cách khắc phục ở công đoạn rang
STT Sự cố Nguyên nhân Cách khắc phục
1 Phôi sống Nhiệt độ rang thấp Kiểm soát nhiệt độ rang
2 Phôi cháy Nhiệt độ rang cao Kiểm soát nhiệt độ rang
3 Phôi có màu không đều Độ dày phôi không đồng
đều
Kiểm soát từ khâu cán
II.2.12. Tẩm
II.2.12.1. Mục đích
Tạo vị đặc trưng cho sản phẩm: Nếu gia vị được bổ sung vào sản phẩm trước khi rang
thì những nguyên liệu dễ bay hơi sẽ bốc hơi cùng với hơi nước khi sản phẩm nở. Ngoài ra, các
thành phần của gia vị còn gây trở ngại đối với việc hình thành cấu trúc của sản phẩm, nhất là
khi sản phẩm chứa nhiều chất béo.
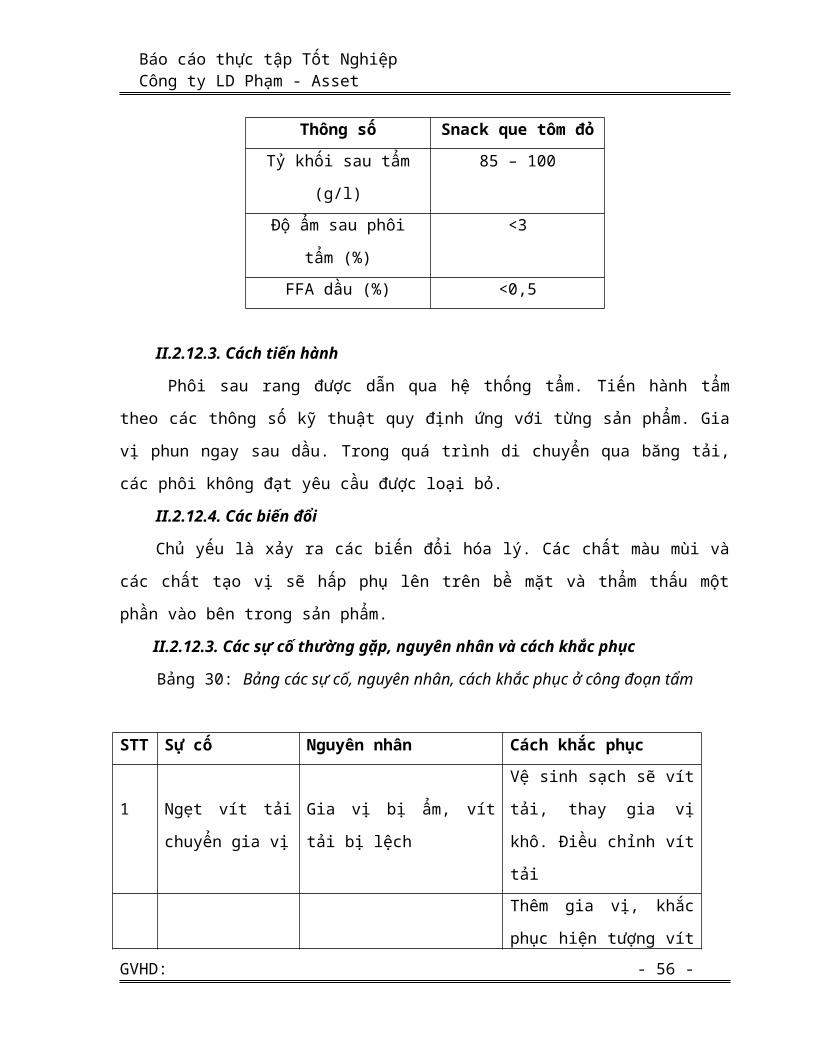
II.2.12.2. Yêu cầu
Sản phẩm sau quá trình rang phải đạt các tiêu chuẩn cho ở bảng sau:
Bảng 29: Các thông số kỹ thuật của công đoạn tẩm
Thông số Snack que tôm đỏ
Tỷ khối sau tẩm (g/l) 85 – 100
Độ ẩm sau phôi tẩm (%) <3
FFA dầu (%) <0,5
II.2.12.3. Cách tiến hành
Phôi sau rang được dẫn qua hệ thống tẩm. Tiến hành tẩm theo các thông số kỹ thuật
quy định ứng với từng sản phẩm. Gia vị phun ngay sau dầu. Trong quá trình di chuyển qua
băng tải, các phôi không đạt yêu cầu được loại bỏ.
II.2.12.4. Các biến đổi
GVHD: - 40 -
Báo cáo thực tập Tốt Nghiệp Công ty LD Phạm - Asset
Chủ yếu là xảy ra các biến đổi hóa lý. Các chất màu mùi và các chất tạo vị sẽ hấp phụ lên
trên bề mặt và thẩm thấu một phần vào bên trong sản phẩm.
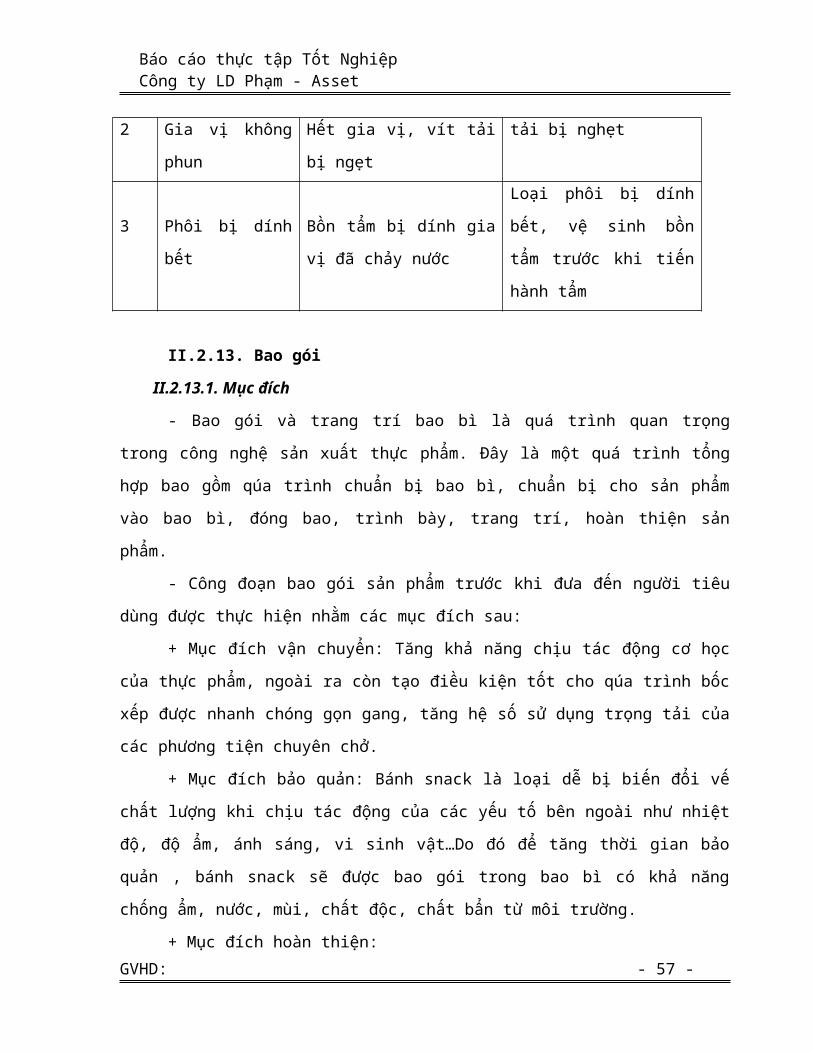
II.2.12.3. Các sự cố thường gặp, nguyên nhân và cách khắc phục
Bảng 30: Bảng các sự cố, nguyên nhân, cách khắc phục ở công đoạn tẩm
STT Sự cố Nguyên nhân Cách khắc phục
1 Ngẹt vít tải chuyển
gia vị
Gia vị bị ẩm, vít tải bị lệch
Vệ sinh sạch sẽ vít tải, thay
gia vị khô. Điều chỉnh vít tải
2 Gia vị không phun Hết gia vị, vít tải bị ngẹt
Thêm gia vị, khắc phục hiện
tượng vít tải bị nghẹt
3 Phôi bị dính bết Bồn tẩm bị dính gia vị đã
chảy nước
Loại phôi bị dính bết, vệ
sinh bồn tẩm trước khi tiến
hành tẩm
II.2.13. Bao gói
II.2.13.1. Mục đích
- Bao gói và trang trí bao bì là quá trình quan trọng trong công nghệ sản xuất thực
phẩm. Đây là một quá trình tổng hợp bao gồm qúa trình chuẩn bị bao bì, chuẩn bị cho sản
phẩm vào bao bì, đóng bao, trình bày, trang trí, hoàn thiện sản phẩm.
- Công đoạn bao gói sản phẩm trước khi đưa đến người tiêu dùng được thực hiện nhằm
các mục đích sau:
+ Mục đích vận chuyển: Tăng khả năng chịu tác động cơ học của thực phẩm, ngoài ra
còn tạo điều kiện tốt cho qúa trình bốc xếp được nhanh chóng gọn gang, tăng hệ số sử dụng
trọng tải của các phương tiện chuyên chở.
+ Mục đích bảo quản: Bánh snack là loại dễ bị biến đổi vế chất lượng khi chịu tác động
của các yếu tố bên ngoài như nhiệt độ, độ ẩm, ánh sáng, vi sinh vật…Do đó để tăng thời gian
bảo quản , bánh snack sẽ được bao gói trong bao bì có khả năng chống ẩm, nước, mùi, chất
độc, chất bẩn từ môi trường.
+ Mục đích hoàn thiện:
GVHD: - 41 -
Báo cáo thực tập Tốt Nghiệp Công ty LD Phạm - Asset
Hoàn thiện giúp tăng hình thức bề ngoài cho sản phẩm, làm cho sản phẩm hấp dẫn hơn,
đây được xem như một chỉ tiêu chất lượng quan trọng trong toàn bộ các chỉ tiêu đánh giá chất
lượng sản phẩm.
Giúp người tiêu dùng dễ nhận biết một số tính chất cuả sản phẩm thông qua những
thông tin trên bao bì.
Việc chia sản phẩm ra thành nhiều gói có khối lượng khác nhau giúp thuận tiện cho
người bán và hợp với túi tiền người tiêu dùng.
II.2.13.2. Yêu cầu
- Mối ghép ở lưng không bị xì, không lệch bụng.
- Mối ghép trên và dưới không bị xì hay nhăn mối ghép.
- Lượng không khí (độ phồng) đạt yêu cầu.
- Ngày sản xuất và hạn sử dụng được in rõ ràng và đúng vị trí.
II.2.13.3. Cách tiến hành
Bánh snack sau khi rang tẩm được vận chuyển vào phòng bao gói. Tại đây bánh sẽ
được máy đóng gói với khối lượng 9g, 18g hoặc 24g. Sản phẩm sau khi ra khỏi máy sẽ được
kiểm tra các chỉ tiêu nếu đạt yêu cầu sẽ được đóng bịch (20 gói/bịch) qua máng đẩy và được
ghép mí bằng máy ghép mí. Bánh snack đóng bịch được cân 5 phút/lần, nếu đạt khối lượng sẽ
được đóng thành cây hoặc thùng (10 bịch/ cây – thùng).
II.2.13.4. Các biến đổi trong quá trình bao gói
Tác động cơ học làm phôi dễ vỡ
II.2.13.5. Các thông số kỹ thuật
Bảng 31: Các thông số kỹ thuật của công đoạn bao gói
STT Thông số kỹ thuật Snack que tôm đỏ
1 Khối lượng tịnh 6g/7g/9g/10g/18g/20g/24g
2 Lượng không khí 33/43 ± 2mm
3 Mối ghép ở lưng Không xì, không lệch bụng
<2mm
4 Mối ghép trên và dưới Không xì
5 Ghi code EXP: NNTTNN
II.2.13.6. Các sự cố thường gặp, nguyên nhân và cách khắc phục
GVHD: - 42 -
Báo cáo thực tập Tốt Nghiệp Công ty LD Phạm - Asset
Bảng 32: Bảng các sự cố, nguyên nhân, cách khắc phục ở công đoạn bao gói
STT Sự cố Phương pháp điều chỉnh
1 Khối lượng gói bánh không đạt Cài đặt lại máy
2 Mối ghép ở lưng bị lệch, bị trắng Điều chỉnh lại
3 Mối ghép bị hở Vệ sinh lại bộ phận hàn nhiệt
4 Máy cắt không đúng vị trí Điều chỉnh vị trí bao bì
5 Lượng không khí không đạt Điều chỉnh áp suất khí nén
6 Máy bị nghẹt Điều chỉnh lại máy
7 Các gói bánh dính vào nhau Thay dao cắt
II.2.13.7. Độ phồng của bao bì sản phẩm bánh snack
Bảng 33: Bảng thể hiện độ phồng của bao bì sản phẩm bánh snack
Stt SP ĐV Loại
SP
KL
bao bì
Target Range
T
Range
2T
Hold Độ
phồng
ĐPĐL
1 Snack Gram 24 5.10 29.10 26.94 24.78 <24.78 54 – 56 50 – 52
2 Snack 18 2.40 20.40 18.78 17.16 <17.16 42 – 45 38 – 40
3 Snack 15 2.50 17.50 16.15 14.80 <14.80 42 – 45 38 – 40
4 Snack 14 2.40 16.40 15.14 13.88 <13.88 42 – 45 38 – 40
5 Snack 12 2.20 14.20 13.12 12.04 <13.89 42 – 45 38 – 40
6 Snack 9 1.60 10.60 9.79 8.98 <8.98 34 – 36 30 – 32
7 Snack 7 1.60 8.60 7.97 7.34 <7.34 34 - 36 30 - 32
Chú thích: ĐPĐL: Độ phồng Đà Lạt
II.2.13.8. Đặc điểm bao bì dùng làm bánh snack
GVHD: - 43 -
Báo cáo thực tập Tốt Nghiệp Công ty LD Phạm - Asset
Bánh snack có cấu trúc giòn, xốp, khô và với những tính chất đặc trưng như: nhẹ, tỷ
trọng thấp, dòn, có độ nở phồng cao, hình dạng sản phẩm đa dạng nên bao bì bánh snack
thường có cấu tạo 5 lớp:
- Lớp ngoài (graphics carrier).
- Lớp mực in.
- Lớp kết dính.
- Lớp ngăn cách.
- Lớp làm kín.
Lớp ngoài (graphics carrier): được làm bằng OPP (Oriented Polypropylene) có tác dụng
tăng cường chống ẩm, tăng độ cứng cho bao bì tráng thủng lỗ, tránh trầy xước để bảo vệ lớp
mực in bên trong
Lớp mực in: chưa tất cả các thông tin về sản phẩm theo quy định về việc ghi nhãn cho
bao bì hiện hành. Nội dung ghi nhãn hàng hóa trên bao bì sản phẩm:
Định lượng
Ngày sản xuất
Hạn sử dụng
Thành phần dinh dưỡng
Hướng dẫn sử dụng
Hướng dẫn bảo quản
Lớp kết dính: được làm bằng PE (Polypropylene), PVDC (Polyvinylidene dichloride)
hay EVOH (Ethylene Vinyl Alcohol) kết hợp với OPP… có tác dụng kết dính như keo dán.
Lớp ngăn cách: thường làm bằng OPP có tráng nhôm, có tác dụng ngăn cản sự tiếp xúc
với môi trường, có thể ngăn được tới 99,9% ánh sáng.
Lớp làm kín: làm bằng nhựa PP, nhựa PP sẽ chảy ra để làm kín bao bí khi ghép mí
CHƯƠNG III: MÁY VÀ THIẾT BỊ TRONG SẢN XUẤT BÁNH
SNACK
GVHD: - 44 -
Báo cáo thực tập Tốt Nghiệp Công ty LD Phạm - Asset
III.1. CÂN
Sử dụng cân bàn 50kg và cân 25kg.
III.2. THIẾT BỊ TRỘN BỘT
III.2.1. Sơ đồ cấu tạo
III.2.2. Nguyên lý hoạt động
- Khi mở dòng điện, cánh khuấy quay trộn đều khối bột.
- Bơm hút nguyên liệu sau trộn.
III.2.3. Hướng dẫn vận hành
III.2.3.1. Chuẩn bị
- Kiểm tra áp suất khí nén đạt 4kg/cm2 (áp mở nắp).
- Kiểm tra có vật lạ bên trong bồn.
- Chuẩn bị nguyên vật liệu theo yêu cầu sản xuất.
III.2.3.2. Vận hành
- Bật công tắc nguồn, nhấn nút mở nắp nhập nguyên liệu.
- Nhấn nút đóng nắp.
GVHD: - 45 -
Báo cáo thực tập Tốt Nghiệp Công ty LD Phạm - Asset
- Cài đặt thời gian và tốc độ quay của cánh khuấy.
- Nhấn nút ON để máy bắt đầu hoạt động.
- Sau khi hoạt động hết thời gian quy định máy tự tắt.
- Nhấn nút ON ở bơm để lấy nguyên liệu sau trộn.
III.2.3.4. Ngưng máy
- Ngắt nguồn điện chính.
- Ngắt nguồn khí nén.
III.3. THIẾT BỊ NỒI NẤU
III.3.1. Sơ đồ cấu tạo
III.3.2. Thông số kỹ thuật
- Điện thế: 3 pha – 380 Volt.
- Sức chứa lò nấu: 25 – 30kg bột/mẻ.
GVHD: - 46 -
Báo cáo thực tập Tốt Nghiệp Công ty LD Phạm - Asset
- Công suất motor: 7Hp.
III.3.3. Nguyên lý hoạt động
- Cho nguyên liệu và phụ gia (bột quay vòng, bột chêm, shoterning) vào bồn. Trong đó,
có khoảng 22kg bột trộn và 3 – 4kg bột quay vòng hoặc bột chêm. Lượng bột chêm cho vào
mỗi mẻ nấu không quá 3kg.
- Cài đặt áp suất nấu và thời gian nấu cho từng loại phôi. Đối với phôi dạng que thì áp
suất.
- Trong quá trình là 0.4 – 0.5Mpa (4 – 5kg/cm2), và thời gian nấu là 11 phút. Trong
vòng 2 phút 30 giây đầu là quá trình nâng nhiệt đạt đến nhiệt độ yêu cầu, 8 phút 30 giây còn lại
là quá trình nấu chín khối bột.
- Khởi động cho motor kéo các tay trộn hoạt động để trộn đều hỗn hợp trong bồn.
- Mở van cho nước vào bồn. Với nguyên liệu không có bột chêm thì lượng nước trong
mỗi lần nấu là 8 lít, nếu có bột chêm thì lượng nước cần dùng còn 5 – 6 lít.
- Mở van cho hơi nóng vào nấu chín bột trong nồi. Khối bột được cánh khuấy (9) khuấy
đều. Trong thời gian đầu, với lượng nước được cho vào, khối bột sẽ xảy ra quá trình hồ hóa
tinh bột, thời gian còn lại, hơi nóng cấp vào nồi sẽ nấu chín khối bột. Khối bột chín từ ngoài
vào tâm nên nhiệt độ bề mặt khối bột lớn hơn tâm khối bột. Nhiệt độ bề mặt bột khi chín (lúc
mới mở nắp) đo bằng súng bắn nhiệt là 87,60C.
- Mở nắp cho khối bột đã chín rơi xuống khâu cán.
III.3.4. Hướng dẫn vận hành
III.3.4.1. Chuẩn bị
- Kiểm tra vệ sinh lò nấu (tạp chất, côn trùng, vật lạ, mùi lạ, …), kiểm tra hơi có vào đủ
không.
- Bật công tắc ON (1) để mở nguồn điện, ON (2) để khởi động động cơ, vặn công tắc
OFF Man Auto qua Auto, bật nút Cycle Start đóng nắp trên và cho máy chạy không tải trong
khoảng 5 phút, nếu thấy không có gì bật công tắc OFF ngừng máy.
III.3.4.2. Vận hành
Cho bột, gia vị, dầu shortening vào bồn nấu, bật nút Cycle Start đóng nắp trên và bắt
đầu cho máy chạy theo quy trình tự động: 1 phút đầu trộn khô, sau 1 phút trộn bột khô đồng hồ
GVHD: - 47 -
Báo cáo thực tập Tốt Nghiệp Công ty LD Phạm - Asset
1 bắt đầu chạy, lúc này ta đang nấu nửa hơi với áp suất hơi là từ 4 – 5kg/cm 2. Khi trên đồng hồ
hiện thời gian 2 phút 30 giây thì đồng hồ 1 tắt, khi đó đồng hồ 2 bắt đầu chạy, lúc này ta đang
nấu hết hơi với áp suất hơi 4 – 5kg/cm2. Khi đồng hồ 2 hiện thời gian 8 phút 30 giây thì đồng
hồ tắt, đồng thời nắp trên của bồn nấu cũng mở ra, bột đã được nấu chín, bấm nút ON (4) để
mở nắp đáy cho bột xuống máng để chuẩn bị cho nấu mẻ mới.
III.3.4.3. Ngưng máy
- Bật công tắc OFF để tắt máy, tắt nguồn điện.
- Vệ sinh toàn bộ lò nấu, nơi nấu.
III.4 MÁY CÁN BỘT
III.4.1. Sơ đồ cấu tạo
III.4.2. Nguyên lý hoạt động
- Máy cán bột là thiết bị gồm hai cặp lô cán thô (2) và cán tinh (3). Hai lô trong mỗi cặp
có chiều quay ngược nhau. Khoảng cách giữa cặp lô cán thô được điều chỉnh bởi tay chỉnh lô
cán thô (4). Trong đó, lô cán thô là cặp lô cố định, bề mặt trơn, nhẵn nên còn được gọi là lô
trơn. Khối bột sau nấu được chuyển xuống máng hứng bột (1) đi qua cặp lô này sẽ được cán sơ
bộ, khối bột được định hình thành tấm bột. Tấm bột tiếp tục đi qua lô cán tinh ngay bên dưới
GVHD: - 48 -
Báo cáo thực tập Tốt Nghiệp Công ty LD Phạm - Asset
để định hình cho sản phẩm. Tùy theo từng loại phôi mà người công nhân sẽ điều chỉnh khoảng
cách giữa hai cặp lô này và thay loại cặp lô tương ứng: gồm các lô trơn, lô gai, lô que, lô lá với
độ dày phôi khác nhau tùy từng loại sản phẩm. Độ dày là bột nằm trong khoảng 1.1 - 4 mm.
Độ dày lá bột phụ thuộc vào khoảng cách giữa hai lô là chủ yếu. Ngoài ra, còn phụ thuộc vận
tốc hai lô so với băng tải, quạt gió thổi mát,trục chắn.
- Lá bột theo băng tải (8) đến bộ phận dao cắt biên (7). Hai bên rìa của lá bột được cắt
đi, đạt bề ngang tiêu chuẩn. Lá bột tiếp tục theo băng tải làm nguội đến thiết bị sấy sơ bộ.
III.4.3. Hướng dẫn vận hành
III.4.3.1. Chuẩn bị
- Kiểm tra, vệ sinh máy (tạp chất, côn trùng, vật lạ, …).
- Công nhân sử dụng keo trong dán kín dọc theo lô trơn để bảo vệ mặt lô, đảm bảo độ
nhẵn cho tấm bột.
- Kiểm tra lô chạy đúng theo yêu cầu sản phẩm.
- Công tắc điều chỉnh tốc độ lô và băng tải ở chế độ OFF và ZERO.
- Nhấn công tắc chính và bật công tắc điều chỉnh tốc độ.
- Cho máy chạy không tải, bật nút 1, 2, 3, 4, 5, 6 để kiểm tra lô cán, băng tải quạt, máy
quấn phôi, mở máy sấy, nếu thấy bình thường thì mới bắt đầu cán.
III.4.3.2. Vận hành
- Khi bột đã nấu được thả xuống, bật nút số 1 để mở lô cán thô. Khi bột qua lô cán thô
nhấn nút số 2 đề mở lô cán tinh hoạt động, hiệu chỉnh tốc độ lô từ thấp lên cao.
- Dùng tay đưa bột vào lô trên và dưới để điều chỉnh độ dày của lá phôi tùy từng loại
phôi (có thể kiểm tra bằng thước đo đặc biệt).
- Khi bột được ép thành tấm, dùng tay tách tấm bột và đưa lên băng tải làm nguội.
- Kiểm tra độ dày tấm bột theo yêu cầu, hiệu chỉnh nếu cần thiết.
- Hiệu chỉnh vận tốc băng tải và quạt cho phù hợp theo yêu cầu chất lượng.
- Đưa lá bột qua dao cắt biên, trên đường đi có quạt thổi nguội.
III.5. THIẾT BỊ SẤY SƠ BỘ
GVHD: - 49 -
Báo cáo thực tập Tốt Nghiệp Công ty LD Phạm - Asset
III.5.1. Sơ đồ cấu tạo
III.5.2. Nguyên tắc hoạt động
- Thiết bị sấy sơ bộ là thiết bị sấy kiểu băng tải gồm một phòng hình chữ nhật dài
khoảng 75 – 80m, trong phòng có 6 buồng sấy (4). Bên trong buồng sấy gồm 7 tầng sấy giúp
kéo dài thời gian tiếp xúc giữa lá phôi với nhiệt. Nhiệt độ tại mọi điểm trong phòng sấy là như
nhau. Nhiệt độ của lá bột được đo bằng sensor gắn ở vị trí đầu của phòng sấy sơ bộ, và đây
cũng là nhiệt độ đánh giá chung cho bộ phận này. Quá trình sấy sơ bộ giúp giảm ẩm lá phôi
đến độ ẩm thích hợp cho quá trình ủ lạnh tiếp theo.
- Lá phôi sau cắt rìa tiếp tục được băng tải (5) đưa lên tầng 7. Băng tải (5) chuyển động
lần lượt qua 6 buồng sấy, xuống từng tầng băng tải, theo chiều ngược nhau.
- Khi vừa ra khỏi buồng sấy, lá phôi được thiết bị quạt gió (6) thổi mát, rồi theo máng
dẫn (7) đến khu vực cuốn. Phôi sau khi được cuốn trong nilong sẽ được đem vào phòng ủ lạnh.
III.5.3. Hướng dẫn vận hành
GVHD: - 50 -
Báo cáo thực tập Tốt Nghiệp Công ty LD Phạm - Asset
- Khi máy sấy hoạt động, ta phải mở cho van hơi vào, van thoát nước ngưng và cài đặt
nhiệt độ sấy.
- Kết thúc vận hành: bật các nút 1, 2, 3, 4, 5, 6 để cắt lô cán phôi, lô cán tinh, băng tải
vào quạt sấy, quạt, băng tải trong máy sấy, máy quấn phôi.
- Đóng van hơi lại, tắt nguồn điện, vệ sinh máy, nơi làm việc.
III.6. MÁY CẮT PHÔI
III.6.1. Sơ đồ cấu tạo
III.6.2. Nguyên lý hoạt động
- Khi dòng điện mở, dòng điện gây nên chuyển động tròn của hệ thống bánh đà, hệ
thống này được nối với hệ thống cắt và băng chuyền bằng tay quay, nhờ vậy chuyển động tròn
của bánh đà chuyển thành chuyển động tịnh tiến của hệ thống cắt và dây chuyền.
- Tùy từng loại phôi mà sử dụng loại dao cắt tương ứng. Phôi lá – dao dạng lá, phôi que
– dao dạng que…
GVHD: - 51 -
Báo cáo thực tập Tốt Nghiệp Công ty LD Phạm - Asset
- Phôi sau cắt được theo máng ra ngoài.
III.6.3. Hướng dẫn vận hành
III.6.3.1. Chuẩn bị
- Kiểm tra kích thước dao cắt dọc xem có phù hợp với kích thước ngang sản phẩm cần
cắt không, thay thế nếu cần thiết.
- Kiểm tra bước cắt dao cắt dọc xem có phù hợp với kích thước dọc của sản phẩm cần
cắt không, hiệu chỉnh nếu cần thiết.
- Cắm ổ điện, bật công tắc cho máy chạy không tải ở tốc độ chậm, kiểm tra tình trạng
hoạt động máy xem có gì bất thường không.
III.6.3.2. Vận hành
- Bật công tắc máy.
- Đưa phôi cắt vào máy.
- Hiệu chỉnh tốc độ cắt hợp lý.
- Luôn kiểm tra sản phẩm cắt trong khi cắt.
- Nếu có hiện tượng bất thường như: tiếng kêu lạ, sản phẩm cắt không đều, không
đứt… tắt máy bằng nút dừng khẩn cấp và báo bảo trì.
III.6.3.3. Tắt máy
- Tắt máy, rút ổ cắm nguồn.
- Lấy hết sản phẩm khỏi máy.
III.7. THIẾT BỊ SẤY 1
III.7.1 Sơ đồ cấu tạo
GVHD: - 52 -
Báo cáo thực tập Tốt Nghiệp Công ty LD Phạm - Asset
III.7.2. Thông số kỹ thuật
- Vận tốc băng tải: 60Hz.
- Nguồn điện: 380V/ 50Hz.
- Năng suất: max: 2 tấn/h.
III.7.3. Nguyên lý hoạt động
Thiết bị sấy 1 là thiết bị sấy kiểu băng tải gồm một phòng hình chữ nhật. Trong phòng
có ba băng tải vô tận (6) (main conveyor) và các băng tải vô tận (3), (4), (5) bên ngoài phòng
sấy để đưa vật liệu sấy chuyển động. Hệ thống các băng tải chuyển động nhờ các tang quay.
Băng tải (6) được làm bằng lưới kim loại, băng tải (4), (5): được làm bằng sợi bông tẩm cao su,
băng tải (3) được làm bằng nhựa, có các gờ để đưa các vật liệu lên cao. Không khí được đốt
nóng bằng caloripher (10), được quạt (8) hút và đẩy về phía băng tải (6).
Phôi sau công đoạn cắt được nạp vào băng tải (3), được băng tải (3) đưa lên cao và đi
vào băng tải (4), sau đó tiếp tục vào băng tải (5). Nhờ băng tải (5) chuyển động qua lại và rung
mà phôi được rải đều xuống băng tải (6) trong phòng sấy. Ở đây, phôi chuyền động theo các
băng tải có chiều ngược nhau, do đó được xáo trộn và tiếp xúc đều với không khí nóng. Sau
khi đi hết đoạn băng tải cuối cùng của hệ thống băng tải (6), phôi được chuyển về băng tải (6)
GVHD: - 53 -
Báo cáo thực tập Tốt Nghiệp Công ty LD Phạm - Asset
dưới cùng, đến máng hứng phôi (2) bên ngoài buồng sấy, kết thúc một chu trình. Quá trình kết
thúc khi phôi đạt được độ ẩm quy định. Phôi được tháo ra tại máng hứng phôi, lúc này băng tải
của máng hứng (2) sẽ chuyển động ngược chiều với lúc sấy phôi. Phôi được chuyển vào kho
dự trữ, chuẩn bị đưa vào công đoạn sấy 2.
III.7.4. Hướng dẫn vận hành
III.7.4.1. Chuẩn bị
- Sử dụng đầy đủ trang thiết bị bảo hộ lao động.
- Kiểm tra hệ thống hơi, gió của máy.
- Mở, kiểm tra hệ thống điện của máy.
- Vận hành thử máy, khi thấy an toàn, chuẩn bị sấy.
III.7.4.2. Vận hành
- Bật công tắc chính.
- Bật công tắc băng tải.
- Vặn công tắc băng tải rải ở chế độ CHANGING.
- Bật công tắc LIFT – UP CONVEYOR.
- Bật công tắc FEEDER CONVEYOR.
- Bật các công tắc quạt gió.
- Cho phôi vào phễu băng tải nâng.
- Mở van hơi và điều chỉnh nhiệt độ mong muốn.
III.7.4.3. Ngưng máy
- Đóng van hơi.
- Chuyển công tắc băng tải rải phôi ở chế độ DISCHARGE.
- Khi không còn phôi cũ trên băng tải, cấp phôi mẻ tiếp theo vào băng tải nâng hoặc tắt
máy.
III.8. THIẾT BỊ SẤY 2
GVHD: - 54 -
Báo cáo thực tập Tốt Nghiệp Công ty LD Phạm - Asset
III.8.1. Sơ đồ cấu tạo
Chú thích:
1 – Đèn 5 – Stop
2 – Nút hòa nhiệt 6 – Cửa thoát ẩm
3 – Công tắc mở nhiệt 7 – Motor
4 – Start 8 – Lồng sấy
III.8.2. Nguyên tắc hoạt động
- Khi mở dòng điện, động cơ chuyển điện năng thành chuyển động quay của hệ thống
lồng sấy.
- Tại hệ thống calorifer điện năng chuyển thành nhiệt năng sấy phôi.
- Mở nắp nhập liệu cho phôi vào bốn ngăn của lồng sấy, tối đa mỗi ngăn chứa 60kg.
- Đóng nắp lại, tiến hành cài đặt thời gian sấy, tốc độ lồng quay.
III.8.3. Hướng dẫn vận hành
III.8.3.1. Chuẩn bị
- Chuẩn bị phôi sấy theo yêu cầu.
- Vệ sinh sạch sẽ buồng sấy và khu vực xung quanh.
GVHD: - 55 -
Báo cáo thực tập Tốt Nghiệp Công ty LD Phạm - Asset
III.8.3.2. Vận hành
- Cho phôi vào lồng sấy.
- Đóng nắp.
- Điều chỉnh thời gian sấy.
- Bật công tắc ON.
- Điều chỉnh nhiệt độ theo yêu cầu, bật công tắc nhiệt độ.
- Trong quá trình vận hành, luôn theo dõi nhiệt độ hiển thị trên bảng điều khiển.
III.8.3.3. Tắt máy.
- Sau khi kết thúc thời gian sấy, nhấn công tắc OFF để tắt máy.
- Kết thúc quá trình sấy lấy phôi ra, vệ sinh thiết bị.
III.9. THIẾT BỊ RANG
III.9.1. Sơ đồ cấu tạo
III.9.2. Nguyên tắc hoạt động
- Thiết bị rang bao gồm phòng rang (1), trong đó có bồn rang (2) là một hình trụ nằm
ngang, làm từ thép không rỉ, chịu được nhiệt độ cao và có thể chuyển động quay quanh trục
ngang. Bên trong bồn rang (2) có các cánh để tăng diện tích tiếp xúc và hướng dòng vật liệu.
GVHD: - 56 -
Báo cáo thực tập Tốt Nghiệp Công ty LD Phạm - Asset
Bồn rang được đốt nóng trực tiếp bên ngoài bằng ngọn lửa đốt từ gas (được dẫn trong đường
ống (4)).
- Phôi sau công đoạn sấy 2 được đưa tới khâu rang chuẩn bị rang. Phôi được chuyển
vào phễu tiếp liệu (3) nhờ hệ thống gàu tải. Từ phễu tiếp liệu, phôi được phân phối vào bồn
rang (2) với tốc độ quay tùy theo yêu cầu kỹ thuật. Bồn rang (2) quay và được đốt nóng tới
nhiệt độ yêu cầu. Phôi đi bên trong bồn rang và được đảo trộn liên tục. Khi phôi đi hết đoạn
đường bên trong bồn rang, sẽ chín và được chuyển ra băng tải, tiếp tục đi vào bồn tẩm. Vì
chiều dài băng tải, tốc độ băng tải là cố định nên nhiệt độ khi rang cùng hai yếu tố trên phải
phù hợp với nhau để đảm bảo miếng phôi vừa chín và nhiệt của lá phôi khi vào phun dầu, phun
gia vị là 60 – 700C.
III.9.3. Hướng dẫn vận hành
III.9.3.1. Chuẩn bị
- Tắt công ắc chính, vệ sinh phía bên trong thông qua cửa kiểm tra của quạt thổi.
- Mở van khí gas đốt, kiểm tra áp suất gas là 250 – 300 mm Aq.
III.9.3.2. Vận hành
- Bật công tắc chính trong hộp điện điều khiển, khởi động bồn quay và điều chỉnh tốc
độ mong muốn trên inverter (khoảng 10 – 100 Hz).
- Bật công tắc quạt trái và phải, cài đặt tốc độ thấp nhất trên inverter (khoảng 25 – 60
Hz).
- Cài đặt nhiệt độ rang theo yêu cầu. bật công tắc đốt trái, phải (chú ý: Bộ đốt trái nằm
bên phải bảng điều kiển và ngược lại).
- Vận hành bộ đốt lửa:
+ Đưa nhiệt độ bồn rang lên theo yêu cầu. Cho phôi vào phễu cấp, hiệu chỉnh cửa cấp
phôi và bật công tắc bộ rung. Hiệu chỉnh cấp phôi hợp lý.
+ Khi phôi được đưa vào bồn quay, bật ON công tắc đèn kiểm tra cả hai phía buồng
máy. Mở lỗ thông hơi phía bên trái, sau đó mở lá chắn gió bên dưới đèn kiểm tra. Lúc này ta có
thể nhìn vào trong bồn rang. Kiểm tra dòng sản phẩm bên trong và hiệu chỉnh tốc độ quạt gió
bên trái để vừa đủ nằm trên đệm khí. Nếu phôi bị thổi văng ra, nghĩa là tốc độ quạt quá mạnh,
hiệu chỉnh lại cho hợp lý. Hiệu chỉnh tương tự với phía bên phải. Sau hiệu chỉnh, tắt công tắc
đèn kiểm ra và đóng lá chắn gió lại, đóng các lỗ thông hơi.
GVHD: - 57 -
Báo cáo thực tập Tốt Nghiệp Công ty LD Phạm - Asset
+ Kiểm tra sản phẩm đầu ra, hiệu chỉnh tốc độ bồn rang và nhiệt độ trái, phải buồng đốt
để có sản phẩm theo yêu cầu.
+ Sản phẩm nên được cấp liên tục trong quá trình rang.
III.9.3.3. Ngưng máy
- Tắt công tắc bộ rung cấp phôi, chờ sản phẩm ra hết khỏi bồn rang.
- Tắt bộ đốt, khóa van gas. Vẫn để quạt thổi cho tới khi bồn rang giảm nhiệt độ dưới
1000C. Mở cửa kiểm tra của quạt gió cho bồn nguội nhanh.
- Khi nhiệt độ bồn rang giảm về bình thường, tắt máy và quạt.
- Tắt công tắc chính.
III.10. HỆ THỐNG TẨM GIA VỊ
III.10.1. Sơ đồ cấu tạo
III.10.2. Nguyên tắc hoạt động
- Hệ thống tẩm gia vị bao gồm: phễu nạp gia ví (1), bên trong có cánh khuấy (2) để
phân phối gia vị vào vít tải (3). Vít tải (3) bao gồm một trục vít xoắn ốc quay được trong lòng
một máng hình trụ, vận chuyển gia vị theo phương nằm ngang. Bộ phận phun gia vị (4) là một
phễu hình hoa sen, bên trong có các cánh quay. Đường ống dẫn dầu (5), dẫn dầu đã được gia
GVHD: - 58 -
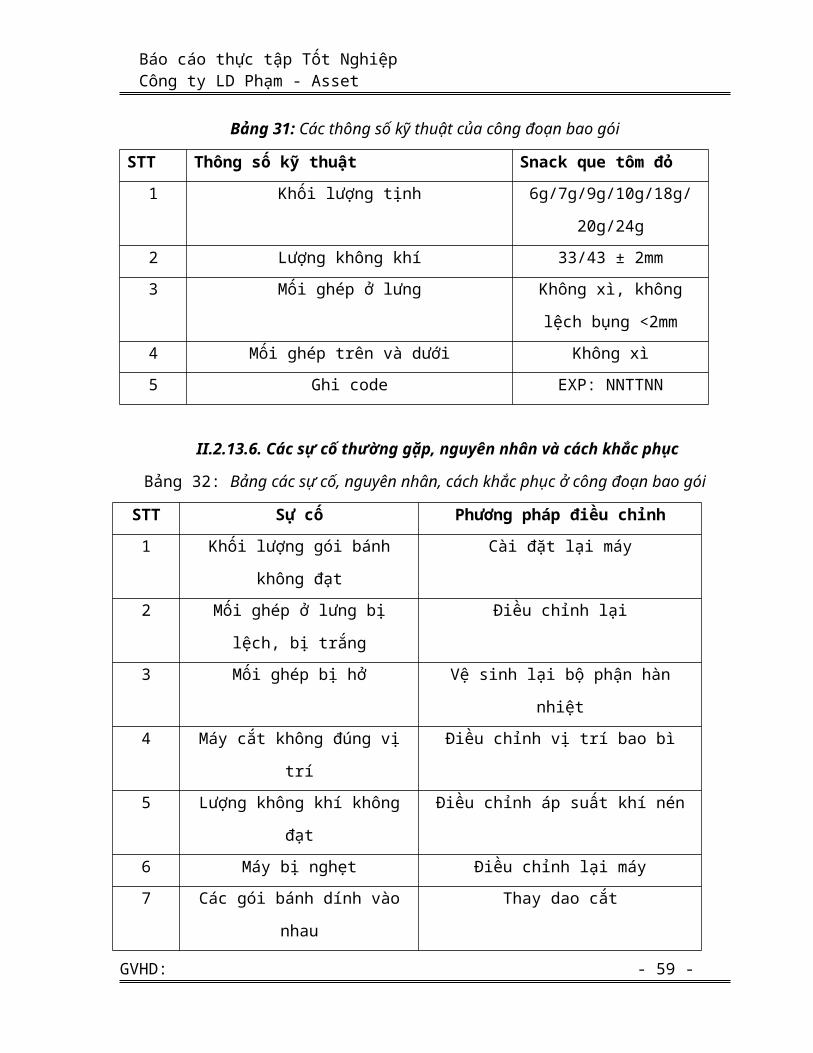
Báo cáo thực tập Tốt Nghiệp Công ty LD Phạm - Asset
nhiệt từ bồn chứa dầu đến vòi phun dầu (6). Bồn tẩm (7) là một bồn hình trụ rỗng nằm ngang,
có thể quay quanh trục theo phương ngang, trong bồn có các cánh hướng dòng.
- Gia vị được nạp vào phễu nạp (1), được cánh khuấy (2) khuấy trộn để phân phối vào
vít tải (3). Tại đây gia vị sẽ được vận chuyển theo phương ngang đến bộ phận phun gia vị (4).
Dầu trong bồn chứa dầu sẽ được gia nhiệt đến nhiệt độ quy định rồi được bơm vào vòi phun
dầu (6).
- Phôi vừa rang xong ở công đoạn rang, sẽ được băng tải chuyển tới bồn tẩm (7). Phôi
sẽ được tẩm dầu và gia vị ở đoạn đầu của bồn tẩm (7). Dầu sẽ được phun trước gia vị, nhưng
khi quan sát thì chúng gần như được phun cùng lúc. Dầu sẽ phủ một lớp áo lên phôi giúp gia vị
bám vào phôi dễ dàng hơn. Sau đó tiếp tục chuyển động theo chuyển động quay của bồn tẩm
đến cuối bồn tẩm. Nhờ chuyển động quay, phôi sẽ được xáo trộn, thấm đều gia vị và dầu. Phôi
sẽ được lấy ra ở cuối bồn tẩm.
III.10.3. Hướng dẫn vận hành
III.10.3.1. Chuẩn bị
- Mở công tắc chính.
- Phễu cấp sản phẩm được mở lớn nhất.
- Cho gia vị vào bồn chứa, hiệu chỉnh lượng gia vị cần tẩm.
- Cho dầu tẩm vào bồn, đưa điện trở vào trong bồn và bật công tắc gia nhiệt, cài đặt
nhiệt độ khoảng 50 – 600C (không bật công tắc gia nhiệt khi chưa đưa điện trở vào trong dầu).
- Khi nhiệt độ dầu đạt yêu cầu, hiệu chỉnh tia và lượng dầu cần tẩm.
III.10.3.2. Vận hành
- Nhấn công tắc CONVEYOR ON, cho sản phẩm đã rang – chiên vào phễu hứng.
- Nhấn công tắc TUNBER ON cung cấp gia vị tẩm, hiệu chỉnh tốc độ quay đưa gia vị
ra bằng núm kiểm soát tốc độ.
- Nhấn công tắc PUMP ON để bật bơm dầu tẩm, hiệu chỉnh tốc độ phun dầu.
- Mở van khí nén để thổi gia vị vào bánh, điều chỉnh lượng khí nén phù hợp.
- Bật công tắc FEEDER ON để cho gia vị vào bánh, hiệu chỉnh lượng cung cấp bằng
núm vặn trên bảng điều khiển.
- Bật công tắc để trộn đều gia vị bên trong bồn chứa (bật công tắc trong khi vít đẩy gia
vị đang hoạt động).
- Sử dụng đầy đủ trang thiết bị bảo hộ lao động được cấp.
GVHD: - 59 -
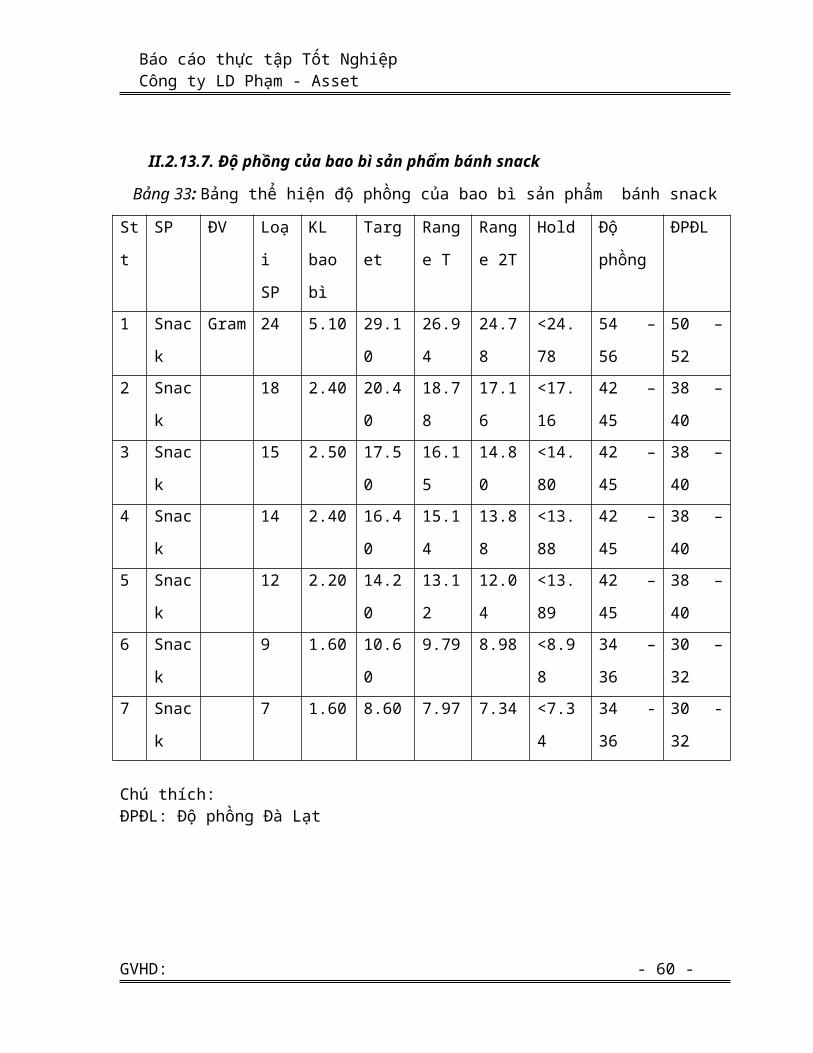
Báo cáo thực tập Tốt Nghiệp Công ty LD Phạm - Asset
- Vận hành thử máy 5 phút, khi thấy máy hoạt động tốt, chuẩn bị gia vị, dầu để sản
xuất.
III.11. MÁY BAO GÓI
III.11.1. Sơ đồ cấu tạo
III.11.2. Đặc tính kỹ thuật
- Sử dụng hơi nén để vận hành máy.
- Công suất đóng gói trung bình 50 – 60 gói/phút.
- Nhiệt độ ép ngang: 127 +/ - 50C.
- Nhiệt độ ép bụng: 138 +/ - 50C.
- Lượng không khí ứng với gói 9g/18g: 33/34 +/- 2nm3.
III.11.3. Nguyên lý hoạt động
GVHD: - 60 -
Báo cáo thực tập Tốt Nghiệp Công ty LD Phạm - Asset
Khi máy tự động làm việc, băng giấy bóng (cuộn) sẽ tạo thành ống, và từng chu kỳ sẽ
cho ra một lượng sản phẩm nhất định. Bộ phận hàn nhiệt tạo ra một mí thẳng đứng và một mí
ngang ngăn ống giấy thành những bao đựng sản phẩm. Trên giấy bóng có in nhãn hiệu của
công ty.
III.11.4. Hướng dẫn vận hành
Trước khi vận hành kiểm tra vệ sinh máy (tạp chất, côn trùng, vật lạ, …), điều chỉnh
con số của máy in date, điều chỉnh nhiệt độ ép bao bì, lắp cuộn bao gói vào vị trí, sau đó điều
chỉnh vị trí bao bì cho đúng.
Tiến hành cho phôi vào máng hứng, vận hành máy bằng cách bấm nút Start trên hộp
điều chỉnh. Phôi được tiếp liên tục trong quá trình đóng gói.
Kết thúc máy bằng cách nhấn nút stop trên hộp điều chỉnh, kiểm tra thiết bị trước khi ra
về.
III.12. NỒI HƠI
Lò hơi được xem như quả tim của nhà máy. Nếu lò hơi gặp sự cố thì xem như nhà máy
ngưng hoạt động. Vì vậy công việc vận lò hơi là rất quan trọng và nguy hiểm. Người vận hành
lò hơi phải là người có kinh nghiệm, có chứng chỉ ngành nghề được nhà nước cấp. Hệ thống lò
hơi được nhà nước quản lý và kiểm định theo định kỳ.
III.12.1. Sơ đồ cấu tạo
GVHD: - 61 -
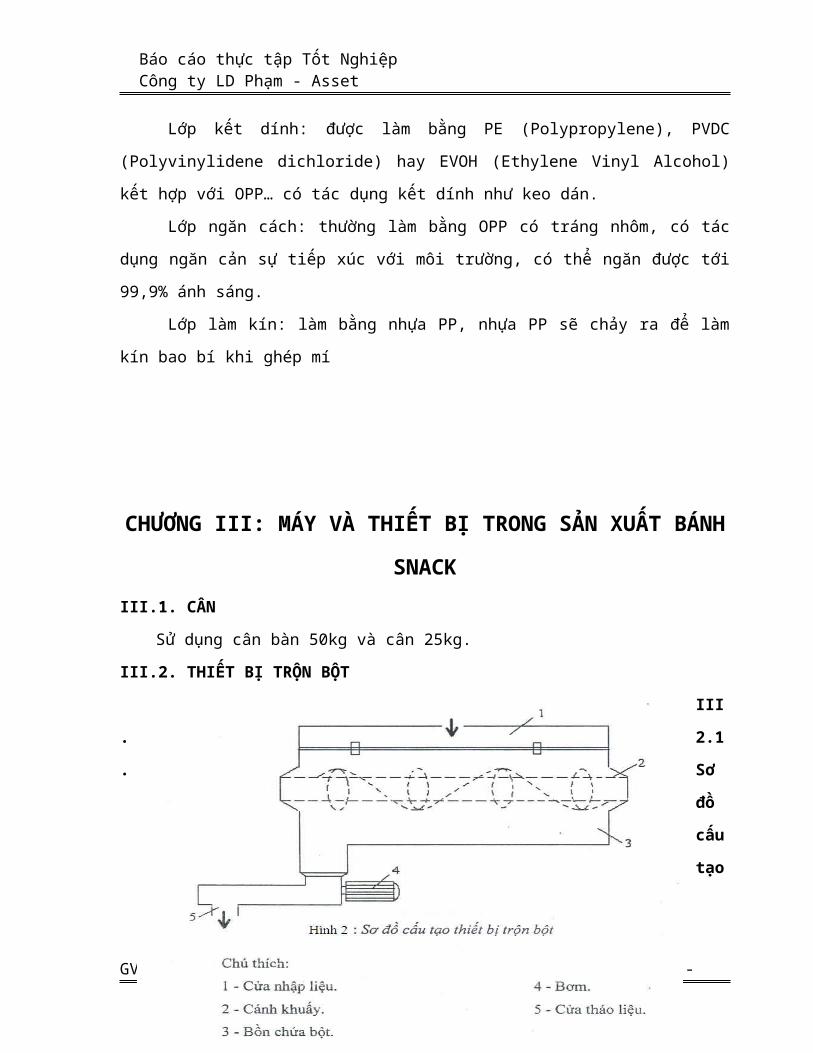
Báo cáo thực tập Tốt Nghiệp Công ty LD Phạm - Asset
Chú thích:
1 – Đồng hồ áp suất 6 – Ống lửa
2 – Van hơi chính 7 - Ống khói
3 – Van an toàn 8 – Bồn dầu FO để đốt
4 – Nước 9 – Đường về dầu FO
5 – Hơi nước 10 – Đường nước vào
11 – Đường vô dầu FO 13 – Máy nén khí
12 – Xả đáy 14 – Gas mồi
15 – Bộ đốt dầu FO
III.12.2. Các thông số nồi hơi
- Nguyên liệu đốt: dầu FO.
- Chế độ đốt tự động.
- Công suất định mức:10kg/cm2.
GVHD: - 62 -
Báo cáo thực tập Tốt Nghiệp Công ty LD Phạm - Asset
- Diện tích truyền nhiệt: 34.61m2.
- Kiểu nối: ống lò, ống lùa nằm ngang.
- Công suất: 2400kg/h.
Các hệ thống phụ của lò hơi:
Hệ thống cấp nước từ bể chính.
Hệ thống thu hồi nước ngưng tụ.
Hệ thống cấp dầu từ bể chính.
Hệ thống cấp hơi cho các phân xưởng.
GVHD: - 63 -
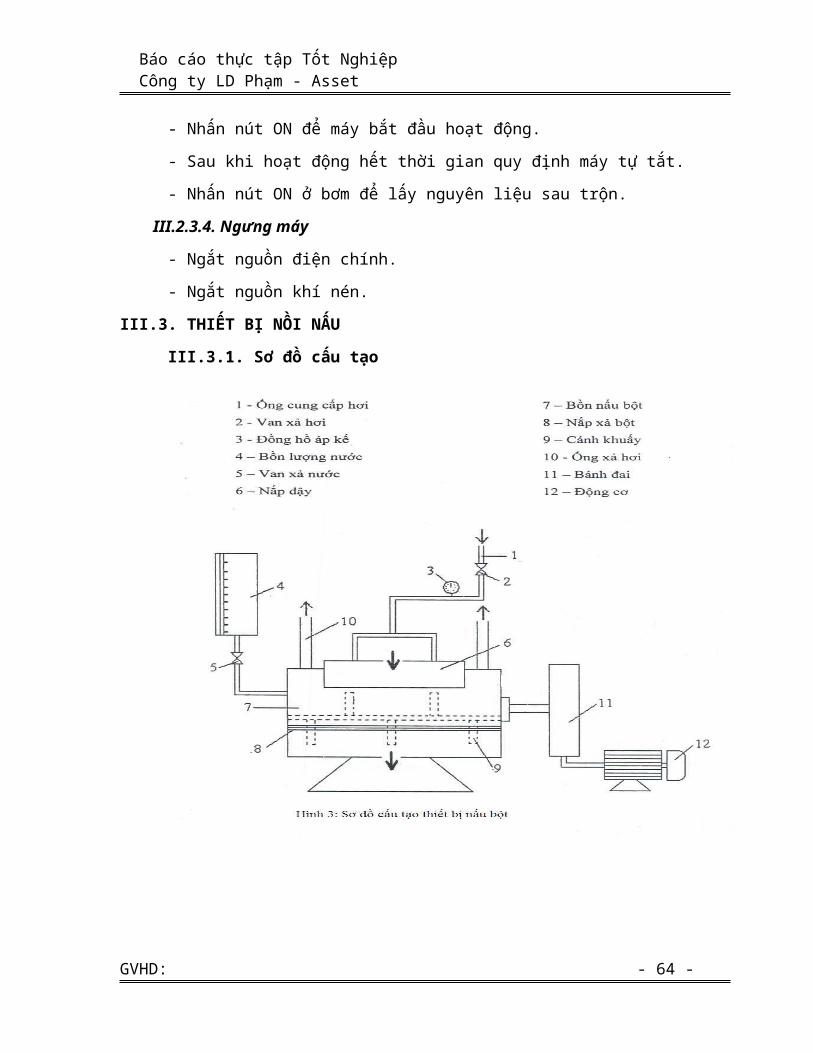
Báo cáo thực tập Tốt Nghiệp Công ty LD Phạm - Asset
CHƯƠNG IV: AN TOÀN LAO ĐỘNG – PHÒNG CHÁY CHỮA
CHÁY
IV.1. AN TOÀN LAO ĐỘNG
Các qui định về thao tác vận hành, sửa chữa được quy định cụ thể tại mỗi thiết bị:
IV.1.1. Máy trộn bột
- Chỉ những người đã được huấn luyện mới được vận hành thiết bị
- Không vận hành thiết bị khi các tấm chắn an toàn thiếu hoặc không ở đúng vị trí
ban đầu hoặc hệ thống dây điện không an toàn
- Không đùa giỡn khi đang vận hành
- Có ít nhất người trở lên khi thao tác bên trong bồn
- Không đưa tay vào các cơ cấu đang chuyển động. Không tự ý căn chỉnh, sữa chữa. Tắt
máy và báo bảo trì nếu nghe tiếng động lạ hoặc thấy có dấu hiệu bất thường.
- Công nhân khi vận hành thiết bị phải đeo khẩu trang.
- Khi sửa chữa máy phải cúp cầu dao điện và treo bảng “cấm đóng điện”.
Lưu ý: Không để bất kỳ đồ vật nào vào tủ điện
IV.1.2. Nồi nấu
- Chỉ những người đã được huấn luyện mới được vận hành thiết bị
- Không vận hành thiết bị khi các tấm chắn an toàn thiếu hoặc không ở đúng vị trí
ban đầu hoặc hệ thống dây điện không an toàn
- Không đùa giỡn khi đang vận hành
- Không đưa tay vào các cơ cấu đang chuyển động. Không tự ý căn chỉnh, sữa
chữa. Tắt máy và báo bảo trì nếu nghe tiếng động lạ hoặc thấy có dấu hiệu bất thường.
- Phải đóng nắp đinh, nắp đáy của thiết bị trước khi tiến hành nấu.
- Phải tắt máy trước khi mở nắp đinh và đáy để đẩy khối bột ra.
- Khi sửa chữa máy phải cúp cầu dao điện và treo bảng “cấm đóng điện”.
Lưu ý: Không để bất kỳ đồ vật nào vào tủ điện
IV.1.3. Máy cán bột
- Chỉ những người đã được huấn luyện mới được vận hành thiết bị
- Không vận hành thiết bị khi các tấm chắn an toàn thiếu hoặc không ở đúng vị trí
ban đầu hoặc hệ thống dây điện không an toàn
GVHD: - 64 -
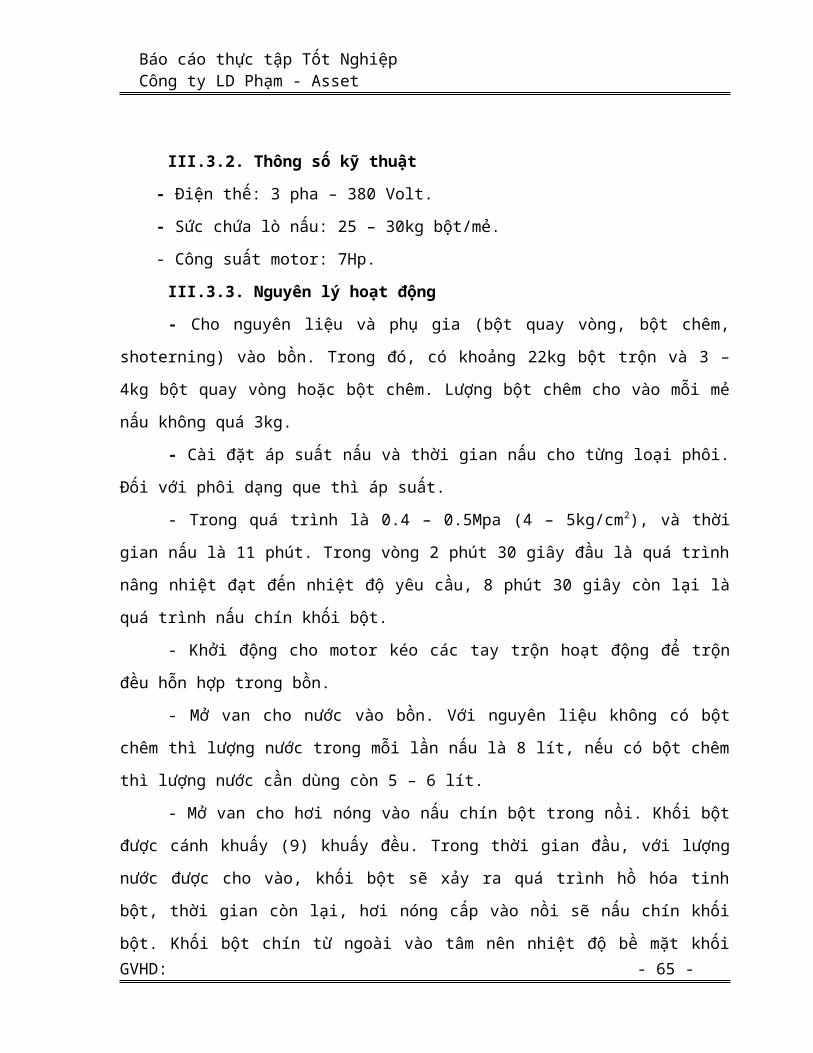
Báo cáo thực tập Tốt Nghiệp Công ty LD Phạm - Asset
- Không đùa giỡn khi đang vận hành
- Không được đưa tay vào trong lô cán khi cán đang chạy.
- Không được đưa tay vào dao cắt rìa phôi, phải tắt máy trước khi lấy bột dính vào
dao cắt.
- Khi sửa chữa máy phải cúp cầu dao điện và treo bảng “cấm đóng điện”.
Lưu ý: Không để bất kỳ đồ vật nào vào tủ điện
IV.1.4. Thiết bị sấy sơ bộ
- Chỉ những người đã được huấn luyện mới được vận hành thiết bị
- Không vận hành thiết bị khi các tấm chắn an toàn thiếu hoặc không ở đúng vị trí
ban đầu hoặc hệ thống dây điện không an toàn
- Không đùa giỡn khi đang vận hành
- Nghiêm cấm đưa tay vào thiết bị sấy sơ bộ.
- Phải tắt thiết bị sấy trước khi đưa tay vào bắt dải phôi cán.
- Khi sửa chữa máy phải cúp cầu dao điện và treo bảng “cấm đóng điện”.
I.V.5. Máy sấy 1
- Không đùa giỡn khi đang vận hành máy.
- Chỉ những người vận hành máy mới được điều khiển máy hoạt động.
- Không vận hành thiết bị khi các tấm chắn an toàn thiếu hoặc không ở đúng vị trí
ban đầu hoặc hệ thống dây điện không an toàn
- Không mở các cánh cửa bên hông khi máy đang vận hành
- Khi máy gặp sự cố không tự sửa chữa, tắt máy và báo với người có trách nhiệm.
- Khi sửa chữa máy phải cúp cầu dao điện và treo bảng “cấm đóng điện”.
I.V.1.6. Máy sấy 2
- Chỉ những người vận hành máy mới được điều khiển máy hoạt động.
- Không vận hành thiết bị khi các tấm chắn an toàn thiếu hoặc không đúng vị trí ban đầu
hoặc hệ thống dây điện không an toàn.
- Không đùa giỡn khi đang vận hành máy.
- Không đưa tay vào các cơ cấu đang chuyển động. Không tự ý cân chỉnh, sửa chữa. Tắt
máy bảo trì nếu nghe tiếng kêu lạ và có dấu hiệt bất thường.
- Khi sửa chữa máy phải cúp cầu dao điện và treo bảng “cấm đóng điện”.
Lưu ý: Không để đồ vật nào trong tủ điện.
GVHD: - 65 -
Báo cáo thực tập Tốt Nghiệp Công ty LD Phạm - Asset
I.V.1.7. Thiết bị rang tẩm
- Chỉ những người vận hành máy mới được điều khiển máy hoạt động.
- Không vận hành thiết bị khi các tấm chắn an toàn thiếu hoặc không đúng vị trí ban đầu
hoặc hệ thống dây điện không an toàn.
- Không đùa giỡn khi đang vận hành máy.
- Kiểm tra các mối nối ống gas, xem có bị xì gas không. Khóa gas và báo bảo trì nếu bị xì
- Tuyệt đối không bỏ vị trí khi đang sản xuất.
- Không thò tay vào khi máy đang hoạt động.
- Không cho người không có trách nhiệm vào trong khu vực sản xuất.
- Khi có sự cố không được tự ý sửa chữa, tắt máy, thong báo cho người có trách nhiệm.
- Chỉ những người vận hành máy mới được sử dụng máy
IV.2. PHÒNG CHÁY CHỮA CHÁY (PCCC)
IV.2.1. Nội quy PCCC
Để đảm bảo tài sản nhà nước, tính mạng và tài sản nhân dân, bảo vệ sản xuất và trật tự
chung. Nay quy định về PCCC như sau:
Điều 1: Việc PCCC là nghĩa vụ của mỗi công dân.
Điều 2: Mỗi công dân phải tích cực đề phòng không để nạn cháy xảy ra, đồng thời
chuẩn bị sẵn sàng về lực lượng, phương tiện để khi cần chữa cháy kịp thời và có hiệu quả.
Điều 3: Phải thận trọng trong việc dùng lửa, các nguồn nhiệt, hóa chất và các chất dễ
cháy nổ, độc hại, phóng xạ. Triệt để tuân thủ về các quy định PCCC.
Điều 4: Cấm câu, mắc, sử dụng nguồn điện tùy tiện, sau giờ làm việc phải kiểm tra các
thiết bị tiêu thụ điện. Chú ý đến đèn, quạt, bếp điện trước lúc ra về. Không để hàng hóa, vật tư
áp sát vào hông đèn, dây điện, phải tuân thủ nghiêm ngặt về kiểm tra an toàn trong sử dụng
đèn.
Điều 5: Vật tư, hàng hóa phải xếp gọn gàng, đảm bảo khoảng cách an toàn PCCC tạo
điều kiện thuận lợi cho việc bảo vệ, kiểm tra và cứu chữa khi cần thiết. Không dùng khóa mở
nắp phuy xăng và các dung môi dễ cháy bằng sắt, thép.
Điều 6: Khi giao nhận hàng, xe không được nổ máy trong kho, nơi chứa nhiều chất dễ
cháy và khi đậu phải hướng đầu xe ra ngoài.
Điều 7: Trên các lối đi lại nhất là lối thoát hiểm không được để chướng ngại vật.
GVHD: - 66 -
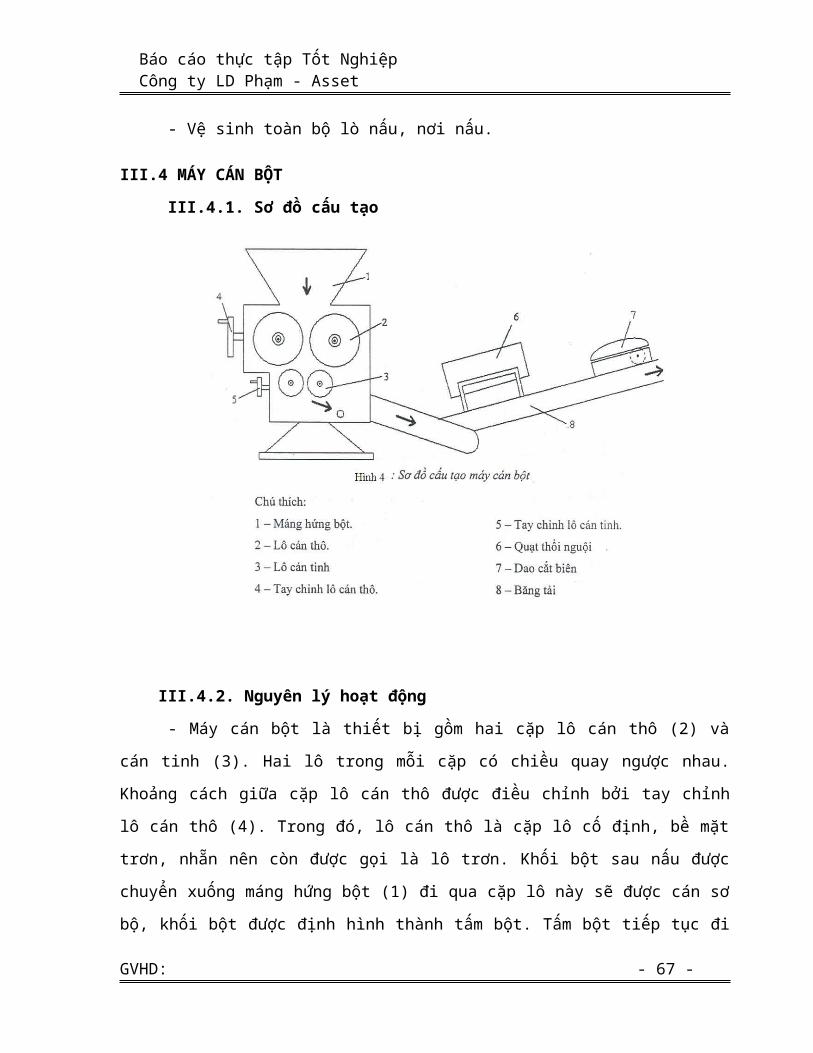
Báo cáo thực tập Tốt Nghiệp Công ty LD Phạm - Asset
Điều 8: Đơn vị hoặc cá nhân có thành tích phòng cháy chữa cháy sẽ được khen thưởng,
người nào vi phạm các quy định trên tùy trách nhiệm nặng nhẹ mà bị xử lý thi hành kỹ luật
hành chính đến truy tố theo pháp luật hiện hành.
IV.2.2. Tiêu lệnh chữa cháy.
Bước 1: Khi xảy ra cháy phải báo động gấp.
Bước 2: Cúp cầu dao điện nơi xảy ra cháy.
Bước 3: Dùng bình chữa cháy, cát và nước để dập cháy.
Bước 4: Điện thoại số 114 đội chữa cháy chuyên nghiệp.
IV.2.3. Vị trí đặt thiết bị PCCC tại khu vực sản xuất bánh snack
Bên cạnh cửa vào khu vực sản xuất.
Trên phòng nấu.
Bên cạnh cửa vào kho lạnh.
Sau thiết bị sấy 1.
Bên cạnh cửa ra vào nồi hơi.
GVHD: - 67 -
Báo cáo thực tập Tốt Nghiệp Công ty LD Phạm - Asset
CHƯƠNG V: XỬ LÝ NƯỚC THẢI, PHẾ THẢI VÀ VỆ SINH
CÔNG NGHIỆP
V.1. XỬ LÝ PHẾ THẢI VÀ VỆ SINH CÔNG NGHIỆP
V.1.1. Xử lý phế phẩm và phụ phẩm
V.1.1.1 Các công đoạn sinh phế phẩm, phụ phẩm
GVHD: - 68 -
Đóng gói
Bột bị khô, nhão,bột chưa chín
Nguyên liệu
Chuẩn bị thành phần
Trộn bột
Nấu
Cán bột nhào
Sấy sơ bộ
Quấn
Ủ
Cắt
Ủ
Sấy 1
Sấy 2
Rang tẩm
Râu lá bộtBột cán không đúng chuẩn
Rìa phôi,Phôi không đúng chuẩn
Phôi sống, phôi cháy
Bao gói không đạt yêu cầu
Thành phẩm
Báo cáo thực tập Tốt Nghiệp Công ty LD Phạm - Asset
a. Công đoạn nấu
Bột khô, bột nhão, bột chưa chín: đem nấu lại.
b. Công đoạn cán
Râu lá bột, lá bột cán không đúng chuẩn: gọi là bột quay vòng, được thêm vào cùng với
bột ở công đoạn nấu để nấu lại, khối lượng cho vào không quá: 4kg/mẻ nấu.
c. Công đoạn cắt
- Rìa phôi, phôi cắt không đúng chuẩn: được đem ngâm trong nước đến khi mềm, sau
đó được thêm vào cùng với bột ở công đoạn nấu để nấu lại, khối lượng cho vào không quá:
4kg/mẻ nấu.
- Nếu rìa phôi, phôi cắt không đúng chuẩn còn lại quá nhiều, không nấu lại hết thì
được sấy thật khô, sau đó xay thành bột, bột này gọi là bột chêm, để bổ sung vào nồi nấu, nấu
lại. Khối lượng bột chêm bổ sung vào không quá 3kg/mẻ nấu.
d. Công đoạn rang, tẩm
Phôi bị sống, bị cháy, phôi có kích thước không đúng chuẩn được lựa ra và đem bán
cho cơ sở chăn nuôi.
e. Công đoạn bao gói
- Những gói không đạt yêu cầu được xé bỏ bao bì, thu lại phôi để bao gói lại.
- Những phôi đổ, bể nát sẽ được thu gom, bán cho cơ sở chăn nuôi.
V.1.1.2. Quy định phế liệu
a. Khu vực để bao bì khô gồm:
- Bao bì snack
- Bao bì cháo
- Thùng carton
- Bao bột: Tinh bột, bột bắp,
- Lõi giấy: Phòng gói.
b. Khu vực để nguyên liệu khô gồm:
- Bột quét sàn: Trộn, nấu.
- Phối chế: Sàn phế sấy 1và sấy 2, phế cắt.
- Bột dạng se khô: Bột nấu, cắt, cán, quấn.
- Phối chế sau rang tẩm, phối chế phòng gói.
GVHD: - 69 -
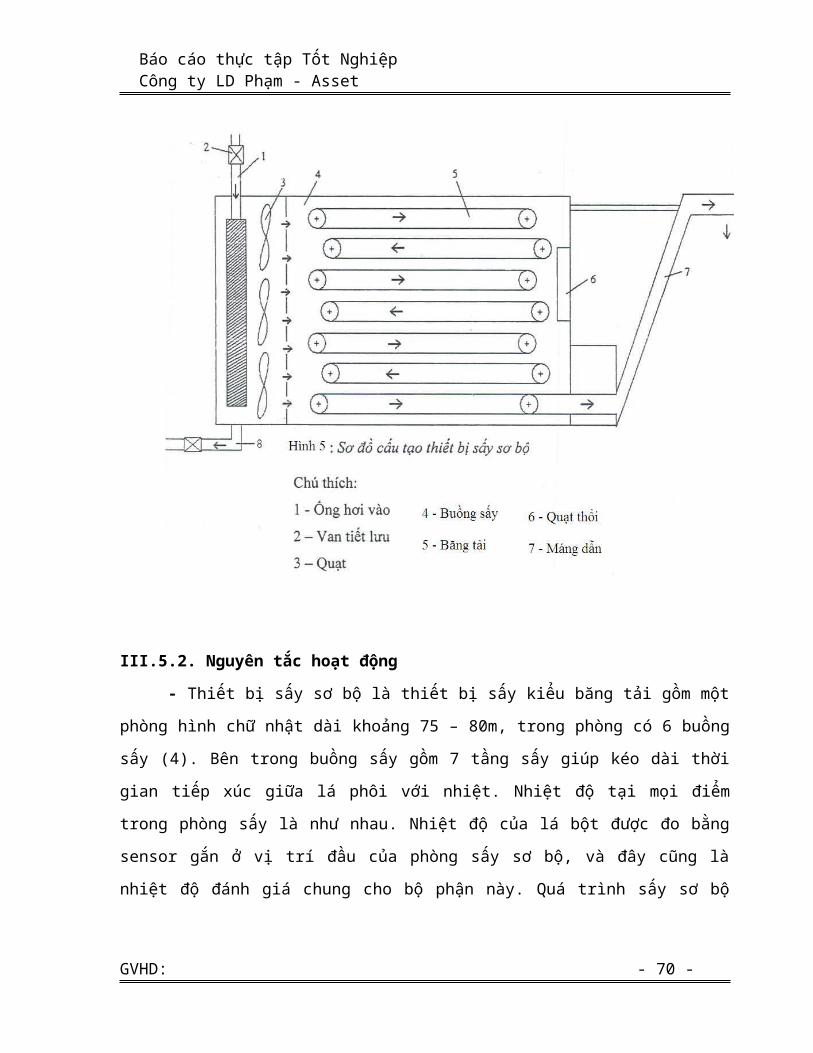
Báo cáo thực tập Tốt Nghiệp Công ty LD Phạm - Asset
c. Khu vực để bột ướt gồm:
- Bột vệ sinh ống thông hơi, nồi nấu.
- Bột hốt máng máy cán.
d. Rác thải
Chổi hư, cây lau nhà hư, giẻ lau…
Lưu ý:
Tất cả bao bì, thùng carton phải được cột gọn gàng.
Các bao bột phải được cột lại 20 cái 1bao.
Bột khô, bánh phế cột lại.
Bột ướt đổ vào xô nhựa.
V.1.2 Vệ sinh công nghiệp
V.1.2.1 Quy định vệ sinh cá nhân về an toàn thực phẩm
a. Mục đích
Nhằm đảm bảo vệ sinh an toàn thực phẩm trong quá trình chế biến bảo quản, đáp ứng
các yêu cầu luật định và thống nhất chuẩn mực kiểm tra vệ sinh cá nhân tại phân xưởng.
b. Đối tượng quy định
Công nhân sản xuất.
c. Nội dung yêu cầu
- Công nhân phải rửa tay sạch trước khi vào khu vực sản xuất:
+ Bước 1: Rửa sơ bộ bằng nước sạch cho ướt cả hai bàn tay.
+ Bước 2: Lấy nước rửa tay từ bình, bôi lên hai bàn tay.
+ Bước 3: Chà rửa kỹ hai lòng bàn tay.
+ Bước 4: Chà rửa kỹ hai mu bàn tay.
+ Bước 5: Chà rửa các ngón tay và các kẽ ngón tay.
+ Bước 6: Rửa hai bàn tay bằng nước sạch.
+ Bước 7: Sấy khô hai bàn tay bằng máy sấy.
- Mặc bảo hộ đầy đủ, đội nón đúng quy định.
- Đầu tóc gọn gàng, móng tay cắt ngắn.
- Không đeo đồng hồ, nữ trang.
- Không ăn quà vặt, khạc nhổ, ngậm tăm, đùa giỡn trong khu vực sản xuất.
GVHD: - 70 -
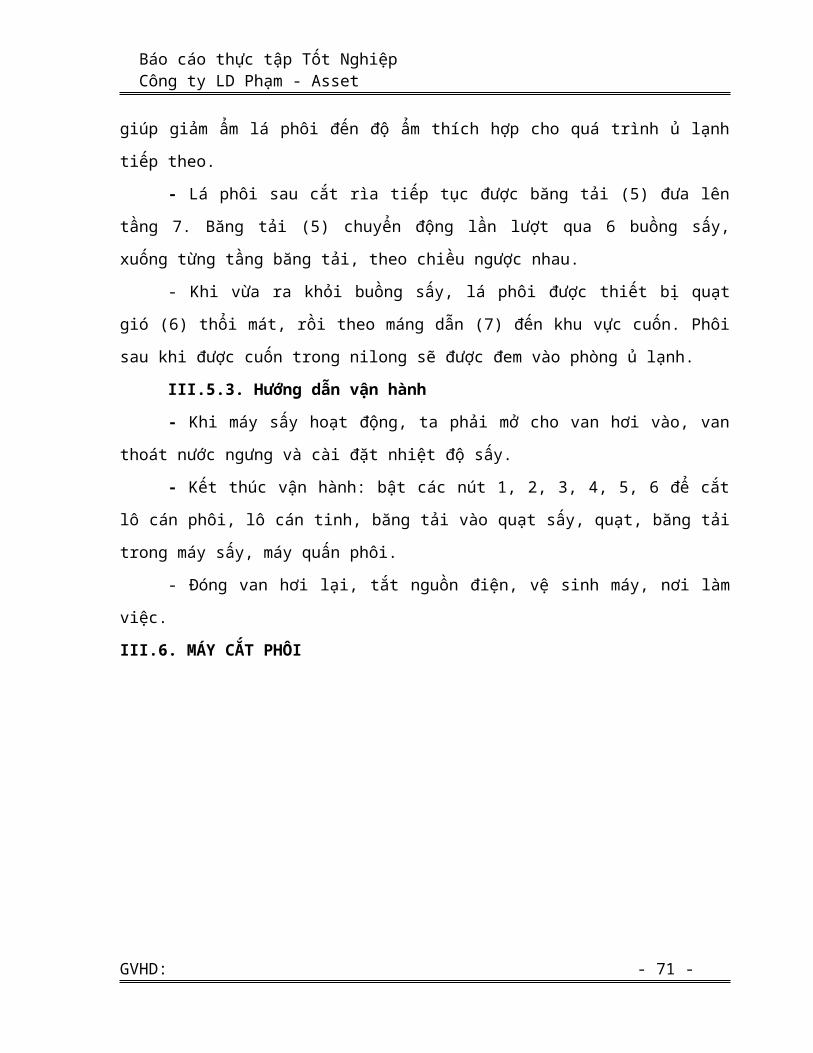
Báo cáo thực tập Tốt Nghiệp Công ty LD Phạm - Asset
d. Giám sát thực hiện
Nhân viên kỹ thuật có nhiệm vụ kiểm tra vệ sinh an toàn thực phẩm tại các công đoạn
sản xuất theo đúng chỉ tiêu, tần suất quy định.
V.1.2.2 Quy định vệ sinh máy móc thiết bị
Bảng 33: Quy định vệ sinh máy móc thiết bị
STTTên thiết
bịQuy định vệ sinh Tần suất
1 Máy trộn
bột.
- Trước khi vệ sinh phải tắt cầu dao điện.
- Dùng hơi khô để thổi bụi trong thiết bị ra ngoài.
Dùng chổi quét sạch thiết bị và khu vực xung quanh.
Dùng khăn ướt lau sạch bên trong và xung quanh thiết
bị.
- Tháo một số bộ phận cần thiết của máy, lau rửa sạch
bằng nước hoặc cồn (700C).
- Vào đầu và
cuối ca sản
xuất.
- 1 lần/tuần.
2 Nồi nấu. - Trước khi vệ sinh phải tắt cầu dao điện.
- Dùng hơi khô, chổi quét, khăn ướt vệ sinh hai đầu
trục bên trong, bên ngoài, máng hứng bột đen, máng
trượt.
- Dùng nước lau rửa sạch các bồn ngâm bột rìa, bột
chêm.
- Vệ sinh các hộc chứa bột sau nồi nấu.
- Vệ sinh ống thoát hơi.
- Tháo một số bộ phận cần thiết của máy, lau rửa sạch
bằng nước hoặc cồn (70%).
- 4h/lần.
- 1 mẻ/lần.
- 2h/lần.
- 8h/lần.- 1 tuần/lần.
3 Máy cán
bột.
- Trước khi vệ sinh phải tắt cầu dao điện.
- Dùng hơi xịt bụi, bột bám dính trên máy và thành
máy, phễu hứng bột, sau đó dùng khăn ướt lau sạch.
Lau chùi các lô cán.
-Sau mỗi lần
thay trục cán.
GVHD: - 71 -
Báo cáo thực tập Tốt Nghiệp Công ty LD Phạm - Asset
- Tháo một số bộ phận cần thiết của máy, lau rửa sạch
bằng nước hoặc cồn. - 1 tuần/lần.
4 Máy cắt - Trước khi vệ sinh phải tắt cầu dao điện.
- Lau chùi các dao cắt và bụi bám trên các chi tiết máy. - 1ca/ lần.
5 Thiết bị
sấy sơ bộ.
- Trước khi vệ sinh phải tắt cầu dao điện.
- Dùng hơi để xịt bụi, bột dính trên bề mặt băng tải.
Dùng chổi quét lại, rồi dùng khăn ướt lau sạch.
- Vệ sinh bộ trao đổi nhiệt theo lịch. (hướng dẫn bảo trì
dự phòng).
- 1 tuần/lần.
6 Máy sấy
1.
- Cho máy chạy không tải một thời gian ngắn để đảm
bảo không còn phôi trong máy, tránh sự lẫn lộn giữa
các loại phôi khi vận hành máy tiếp theo.
- Trước khi vệ sinh phải tắt cầu dao điện.
- Vệ sinh xung quanh máy bằng chổi, hơi xịt, khăn ướt.
- 1 mẻ/lần.
- 8h/lần.
7 Máy sấy
2.
- Trước khi vệ sinh phải tắt cầu dao điện.
- Vệ sinh các bụi và phôi bám trên thành máy, bên
trong máy và khu vực sản xuất.
- 1 mẻ/lần.
8Thiết bị
rang.
- Trước khi vệ sinh phải tắt cầu dao điện.
- Vệ sinh phía trong buồng máy bằng cách mở cửa
kiểm tra và lau chùi bên trong.
- Vệ sinh xung quanh máy.
- 4h/lần.
V.2. HỆ THỐNG SỬ LÝ NƯỚC THẢI CỦA NHÀ MÁY
GVHD: - 72 -
Báo cáo thực tập Tốt Nghiệp Công ty LD Phạm - Asset
V.2.1. Các máy móc và thiết bị của hệ thống
Bảng 34: Bảng liệt kê máy và thiết bị của hệ thống
STT Tên máy hoặc thiết bị Quy cách Số lượng Ghi chú
1 Bồn phản ứng V = 10m3 04 Hiếu khí
2 Bơm nước thải Q = 5m3/h
N = 0.75KW
04 Bơm chìm
3 Máy thổi khí Q = 5m3/h 04 -
4 Hệ thống đường ống dẫn
khí, nước thải và các van
liên quan
- - -
5 Hệ thống điều khiển và dây - 01 -
6 Song chắn rác - - -
V.2.2 Sơ đồ cấu tạo hệ thống xử lý nước thải
V.2.3. Nguyên lý hoạt động
GVHD: - 73 -
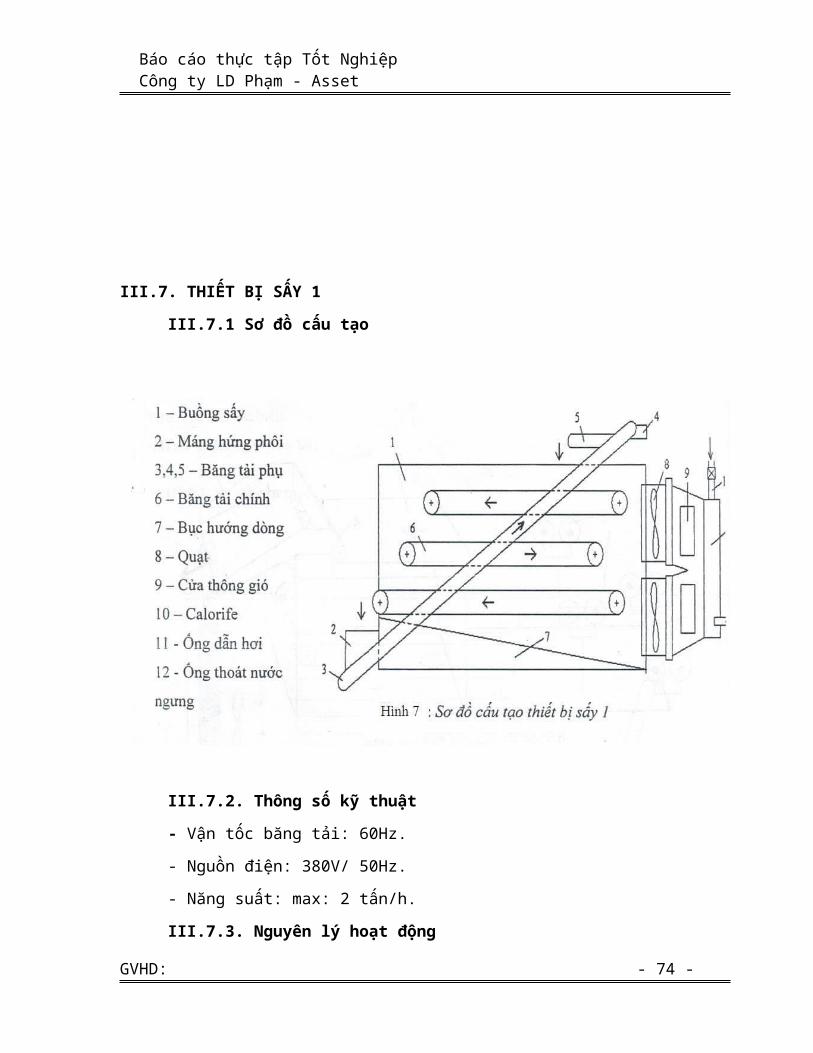
Báo cáo thực tập Tốt Nghiệp Công ty LD Phạm - Asset
Đây là hệ thống xử lý nước thải bằng phương pháp lên men hiếu khí hoạt động từng mẻ
nối tiếp (SBR). Sử dụng chế phẩm vi sinh B560 HV của công ty Bio – Sytem International Inc.
(USA).
Nước thải của nhà máy đi theo đường ống (8), bị đập (10) ngăn lại, do đó sẽ chảy vào các
hố (1), (2), (3). Các hố chứa nước thải (1), (2), (3) được xây ngầm dưới mặt đất và được thông
với nhau. Bơm (7) sẽ bơm nước thải từ hố (1) lên bồn xử lý nước thải. Bồn xử lý nước thải là
một bồn hình trụ, bên trong được cấy sẵn một lượng chế phẩm vi sinh B560 HV. Máy nén khí
(6) tạo ra khí nén sục vào bồn xử lý nước thải, tạo ra một môi trường hiếu khí trong thời gian t,
sau khi xử lý xong, để lắng nước. Chế phẩm vi sinh sẽ lắng xuống đáy bồn, nước thải xử lý sẽ
được tháo ra qua van (9).
V.2.4. Quy trình vận hành
V.2.4.1.Kiểm tra
- Nguồn điện cung cấp.
- Tình trạng của bồn phản ứng, đường ống dẫn khí, nước (độ kín, van, …).
- Song chắn rác ( độ thông thoáng).
- Tình trạng hoạt động của máy bơm, máy thổi khí (độ rung, tiếng ồn của bạc đạn, nhớt
của máy thổi khí).
- Chất lượng nước thải từ công đoạn nấu (nếu chứa phôi nhiều, bột hoặc dầu nhớt phải
báo ngay cho quản đốc phân xưởng Pallet).
V.2.4.2. Vận hành
- Bơm nước thải từ hố gas vào bồn phản ứng theo từng đợt (tùy thuộc vào lượng nước
thải ra từ công đoạn nấu).
- Máy thổi khí hoạt động từ 2h – 3h tự động tắt 30 phút sau đó lại tiếp tục chạy với chu
trình trên. Tuyệt đối không được tắt máy thổi khí bằng tay.
- Nếu hệ thống và men vi sinh hoạt động ổn định, tùy thuộc vào chất lượng nước thải
trong bồn phản ứng, theo cảm quan nếu thấy nước chuyển sang màu nâu vàng (nước thải mới
bơm vào có màu trắng đục) lấy mẫu nước để lắng, quan sát nếu thấy phần nước bên trên tương
đối trong, bùn hoạt tính lắng ở dưới có màu vàng thì có thể tắt máy thổi khí, để lắng bùn
khoảng 1h và mở van xả bỏ phần nước phía trên bồn phản ứng ra ngoài.
- Sau đó khóa van xả, tiếp tục bơm nước vào, mở máy thổi khí, bắt đầu lại quy trình.
GVHD: - 74 -
Báo cáo thực tập Tốt Nghiệp Công ty LD Phạm - Asset
- Theo thời gian, lượng bùn hoạt tính (sinh khối) trong bồn phản ứng có thể tăng lên về
mặt khối lượng. Trong đó, có một phần bị thoái hóa, cần phải xả bỏ bớt và thêm men mới vào.
- Tùy thuộc vào lượng nước thải thực tế mà điều chỉnh các thông số cho phù hợp:
+ Thời gian của chu trình xử lý.
+ Lượng xả bỏ sinh khối định kỳ.
+ Khối lượng men cần thêm vào.
- Lịch vận hành thực tế:
+ Theo thực tế, thời gian xử lý 1 mẻ: 10h.
+ Thời gian lắng: 1h.
+ Thời gian xả nước: 1h.
+ Số mẻ xử lý trong 1 ngày: 2 mẻ.
V.2.5. CHẾ PHẨM VI SINH SỬ DỤNG
Nhà máy sử dụng chế phẩm vi sinh B560 HV của công ty Bio – System International
Inc.(USA). Sản phẩm vi sinh này bao gồm hệ vi sinh vật ( hơn 14 chủng vi sinh) đã được chọn
lọc, làm cho thích nghi và có tốc độ nhân sinh khối lớn , đặc biệt thích nghi cao cho mục đích
xử lý nước thải ngành thực phẩm.
V.2.5.1. Lợi ích của B560
- Giúp thiết lập hệ vi sinh trong hệ thống mới.
- Nâng cao chất lượng nước thải đầu ra, tăng hiệu quả xử lý cho hệ thống.
- Giảm mùi và ngăn tạo bọt.
- Giảm BOD, COD, TSS.
- Tăng hiệu quả lắng, giảm ảnh hưởng của hệ thống khi bị quá tải và bị sốc của chất thải.
- Giảm phát sinh bùn.
- Giảm chi phí tiêu thụ hóa chất.
- Ngăn cản hình thành các ”filaments” – các vi khuẩn hình sợi, là nguyên nhân gây
” nổi bọt”, ”nổi bùn” trong hệ thống.
GVHD: - 75 -
Báo cáo thực tập Tốt Nghiệp Công ty LD Phạm - Asset
V.2.5.2. Liều lượng sử dụng
- Giai đoạn nuôi cấy ban đầu (20 ngày):
Cấy cho bể hiếu khí, sử dụng B560 HV (Q = 5m3/day, COD = 500mg/l), khử mùi và
giảm COD, BOD, TSS)
Tổng lượng vi sinh sử dụng cho bể hiếu khí trong 20 ngày đầu nuôi cấy là 0.3 kg BOD
- Giai đoạn duy trì hệ thống ( ngày 21 trở đi):
B560 HV = 5gr/day
Bổ sung N và P là rất cần thiết để đảm bảo tỷ lệ C:N:P = 100:10:1.
GVHD: - 76 -
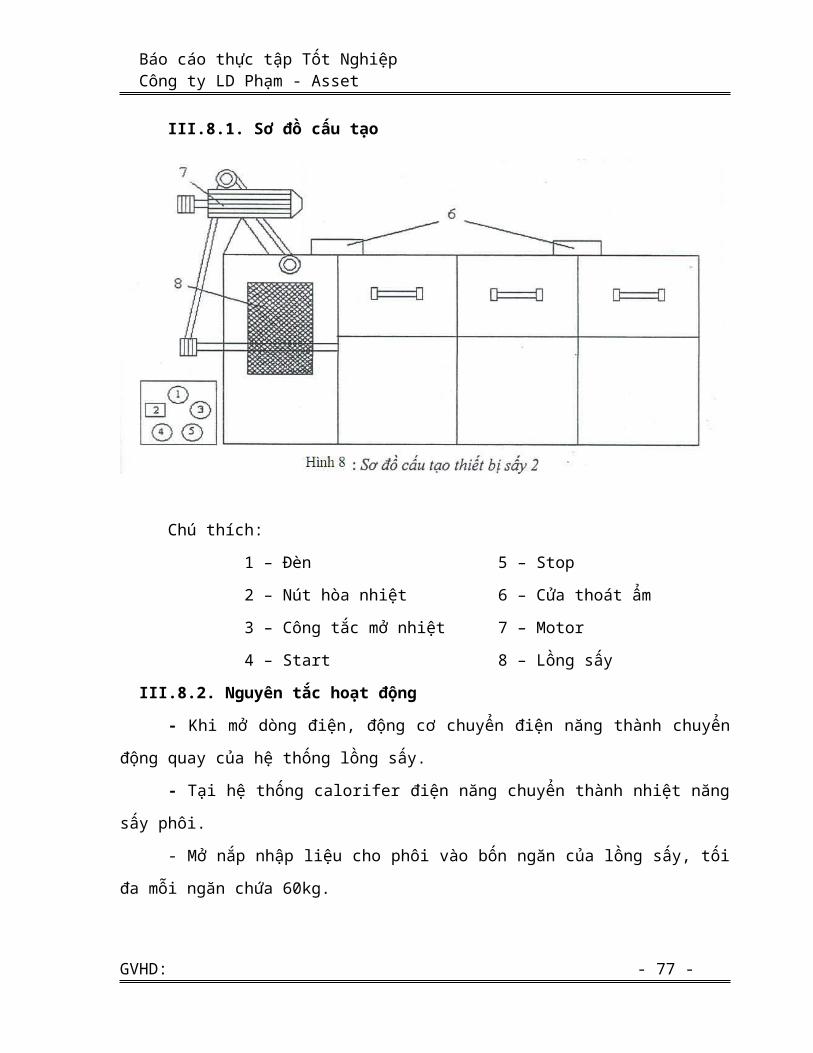
Báo cáo thực tập Tốt Nghiệp Công ty LD Phạm - Asset
PHẦN 3: PHÂN TÍCH – KIỂM TRA CHẤT
LƯỢNG TRONG QUY TRÌNH SẢN XUẤT
BÁNH SNACK
GVHD: - 77 -
Báo cáo thực tập Tốt Nghiệp Công ty LD Phạm - Asset
CHƯƠNG I: PHƯƠNG PHÁP LẤY MẪU – LƯU MẪU
I.1. PHƯƠNG PHÁP LẤY MẪU
Mục đích:
Lấy mẫu là một quá trình lấy mẫu nguyên liệu, bán thành phẩm, thành phẩm nhằm xác
định phẩm chất qua 3 quá trình: cảm quan, hóa lý và vi sinh.
Ý nghĩa:
Quyết định kết quả phân tích.
I.1.1. Đối với nguyên vật liệu
I.1.1.1 Bột mì, tinh bột, đường, muối
- Lấy mẫu từ các bao đựng bột, đường, muối bằng xiêm lấy mẫu. Trước khi đặt xiêm
vào bao thì xiêm phải được làm sạch. Đặt xiêm theo hướng vào phần giữa của bao và hướng từ
dưới lên trên, máy xiêm úp xuống sau đó phải xoay xiêm 1800 rồi rút ra.
- Đối với những bao không xiêm được thì lấy mẫu bằng cách mở miệng bao.
- Tùy theo số lượng trong lô hàng mà lượng bao được lấy mẫu được quy định trong
bảng sau:
Dùng phương pháp lấy mẫu ngẫu nhiên để tìm bao được chỉ định, lấy mẫu và xiêm
các bao đã được chỉ định. Lấy mẫu vào khai inox khoảng 3 kg và trộn đều. Sau đó dàn đều lên
khai hình vuông rồi chia hình vuông theo đường chéo thành 4 phần, lấy 2 phần đối diện sau đó
trộn đều và tiếp tục lặp lại quá trình chia mẫu như trên cho đến khi lượng mẫu khoảng 300
500g rồi chia làm 2 mẫu, 1 mẫu đem thử nghiệm còn 1 mẫu đem lưu.
- Tần suất lấy mẫu: Mỗi khi hàng nhập về.
I.1.1.2 Dầu thực vật Olein
GVHD: - 78 -
Số bao trong lô hàng Số bao được lấy mẫu
Nhỏ hơn 5 Tất cả
Từ 6100 Không ít hơn 5
Lớn hơn 100 Không ít hơn 5%
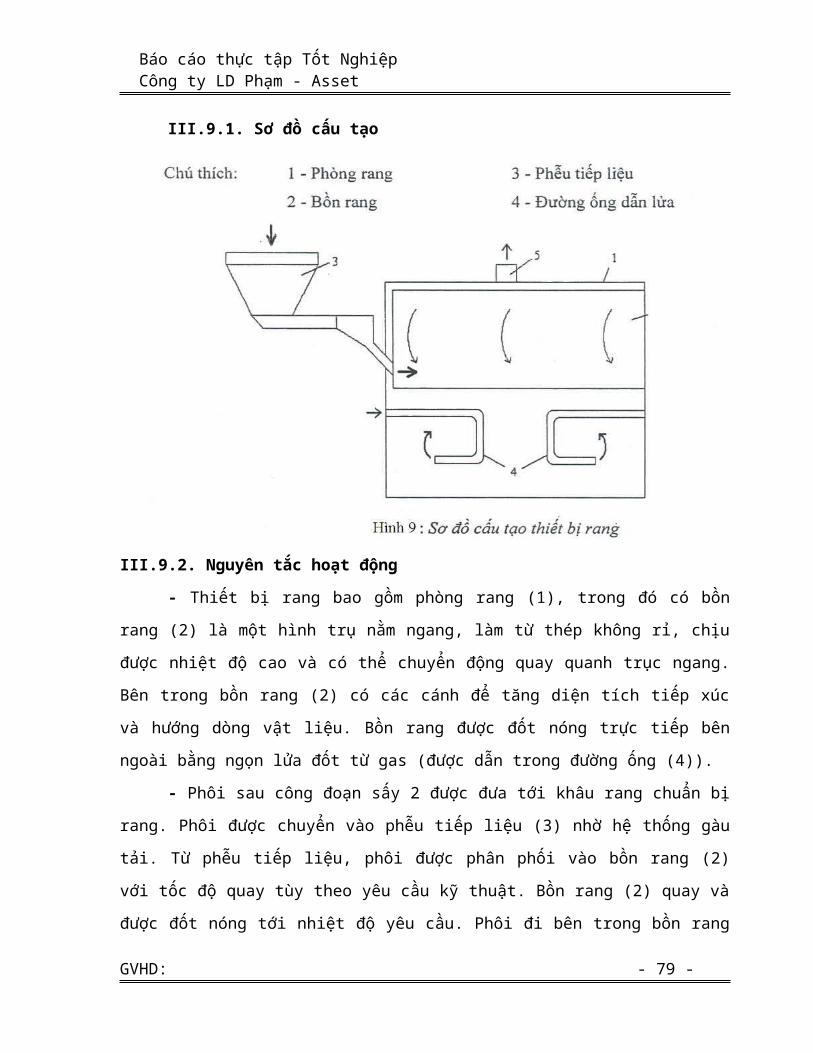
Báo cáo thực tập Tốt Nghiệp Công ty LD Phạm - Asset
- Lấy một can bất kỳ trong lô hàng nhập. Rót dầu ra becher 500 ml khô, sạch.
- Dùng đũa thủy tinh khuấy trộn đều và chia thành 2 phần bằng nhau, 1 phần dùng để
làm thí nghệm, còn 1 phần để lưu mẫu.
- Tần suất lấy mẫu: Mỗi khi hàng nhập về.
I.1.2 Đối với bánh bán thành phẩm và thành phẩm
I.1.2.1 Phôi sấy 1
- Chờ nhiệt độ nguội đến 400C. Khi phôi đang chảy xuống băng tải rồi dùng hộp nhựa
hứng mẫu, sau 13 phút lại lấy mẫu lần nữa. Cứ tiếp tục làm như thế khoảng 45 lần, lượng
mẫu được từ 150200 g, trộn đều mẫu rồi đem xay khoảng 100g.
- Tần suất lấy mẫu: khi sấy phôi được 2h30 phút.
I.1.2.2 Phôi sấy 2
- Mở nắp ngoài của máy sấy, chờ cho lồng quay đến nút (mở - đóng) của lồng sấy rồi
dùng hộp nhựa đựng mẫu lấy mẫu ở 2 ngăn liên tiếp nhau (trong mỗi lồng sấy thì có 4 ngăn)
khoảng một lượng 150200g, trộn đều mẫu rồi đem xay khoảng 100g.
- Tần suất lấy mẫu: Khi sấy phôi được 6h.
I.1.2.3 Mẫu bánh sau rang và sau tẩm
a. Sau rang:
- Dùng ca nhựa khô, sạch (>5l), có nắp đậy (vì mẫu này dùng để làm ẩm), hứng mẫu
khi mẫu đã được rang xong, qua máy ly tâm để ráo dầu và chạy xuống băng tải.
- Tần suất lấy mẫu: mỗi giờ lấy 1 lần.
b. Sau tẩm:
- Dùng ca nhựa khô, sạch (>5l), có quai sách hứng mẫu bánh ở ngay lồng quay sau khi
đã tẩm gia vị
- Tần suất lấy mẫu: mỗi giờ lấy 1 lần
I.1.2.4 Hàm lượng muối và béo trong bánh
a. Hàm lượng muối:
- Khi xác định hàm lượng muối thì ta lấy mẫu trực tiếp từ băng tải sau khi bánh mới
chiên xong (sau chiên) và sau khi tẩm gia vị (sau tẩm).
- Tần suất thực hiện:
GVHD: - 79 -
Báo cáo thực tập Tốt Nghiệp Công ty LD Phạm - Asset
+ Đối với bánh sau chiên: sau 1h làm 1 lần.
+ Đối với bánh sau tẩm: sau 1h làm một lần.
b. Hàm lượng béo:
- Mẫu dùng để xác định hàm lượng béo được lấy từ mẫu dùng để xác định muối.
- Tần suất thực hiện: Mỗi ngày chỉ xác định hàm lượng béo một lần vào đầu ca.
I.1.2.5 Bánh đã đóng gói
- Xuống trực tiếp phóng đóng gói để lấy mẫu.
- Lấy mỗi máy là 2 gói nếu có 2 máy đang đóng gói trở lên.
- Lấy 4 gói nếu chỉ có 1 máy đang đóng gói.
- Tần suất lấy mẫu: Sau 4h lấy 1 lần.
I.2. PHƯƠNG PHÁP LƯU MẪU
I.2.1. Bột mì, tinh bột, muối, đường
- Khối lượng mẫu lưu: 150300g.
- Lưu mẫu vào bao ni lông màu trắng.
- Ghi phiếu lưu mẫu: nơi sản xuất của nguyên liệu, tên của mặt hàng, ngày giờ kiểm,
tên người kiểm rồi bỏ tờ phiếu này vào trong gói chứa bột mẫu lưu.
- Lưu mẫu trong tủ lưu.
- Thời gian lưu: khoảng 1 tháng, sau khi đã sản xuất hết nguyên vật liệu nhập về.
I.2.2. Dầu
- Khối lượng lưu khoảng: 150300g.
- Lưu vào chai bằng nhựa, có nút đậy kín hoặc trong bao nilon màu trắng
- Ghi phiếu lưu mẫu: nơi sản xuất của nguyên liệu, tên của loại dầu, ngày giờ kiểm, tên
người kiểm sau đó gián tờ phiếu này ở bên ngoài chai.
- Lưu mẫu trong tủ lưu
- Thời gian lưu mẫu: Khoảng 1 tháng, sau khi đã sản xuất hết nguyên liệu nhập về.
I.2.3. Phôi sấy và bánh sau rang tẩm
GVHD: - 80 -
Báo cáo thực tập Tốt Nghiệp Công ty LD Phạm - Asset
- Các mẫu này không cần lưu vì chỉ làm trong ngày, trong ca.
- Nếu làm chưa kịp có thể đựng mẫu trong hủ nhựa có nắp đậy, kín rồi ghi ký hiệu tên
của từng loại và thời gian lấy mẫu.
I.2.4 Bánh đã đóng gói
- Số lượng lưu tùy thuộc vào sự hoạt động của máy mà lấy mẫu lưu nhiều hay ít, cứ
một máy đóng gói thì lấy hai mẫu để lưu.
- Ghi phiếu mẫu: tên sản phẩm, số máy đóng gói, tên người đóng gói, ngày giờ lấy mẫu
lưu, tên người lấy mẫu.
- Thời gian lưu mẫu: 6 tháng.
GVHD: - 81 -
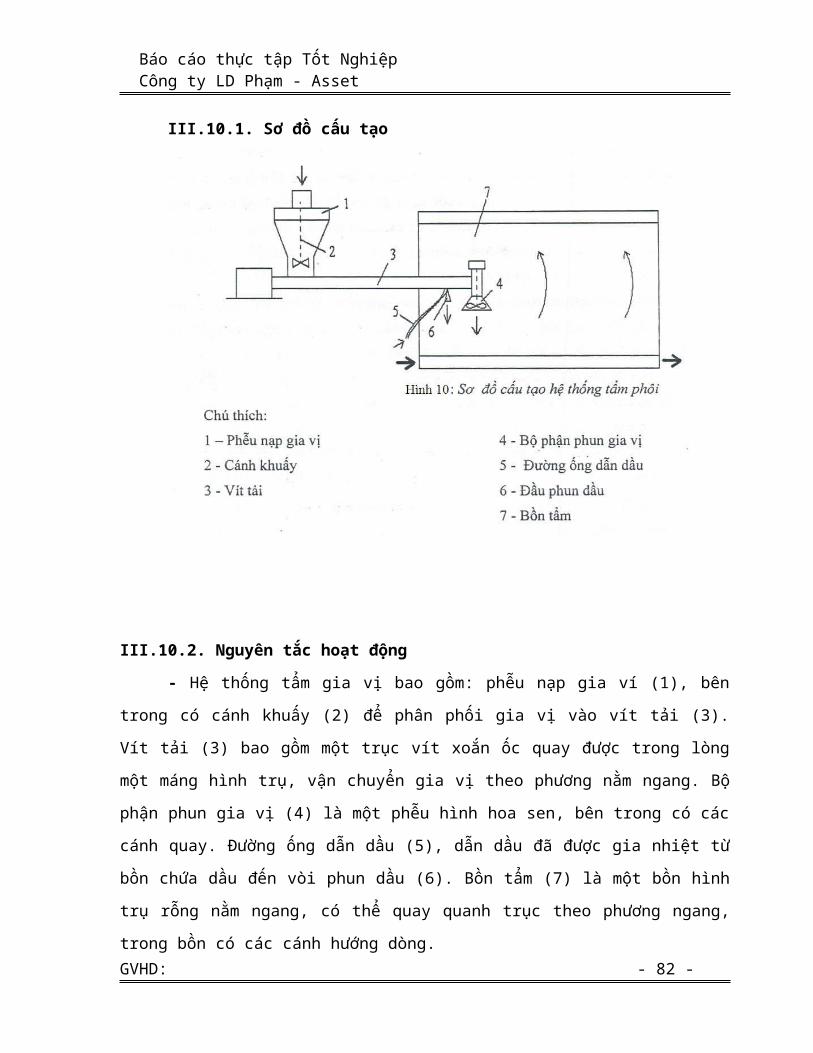
Báo cáo thực tập Tốt Nghiệp Công ty LD Phạm - Asset
CHƯƠNG II: PHÂN TÍCH CÁC CHỈ TIÊU NGUYÊN VẬT
LIỆU
Mục đích của việc thử nghiệm: là thống nhất yêu cầu kỹ thuật, kiểm tra thử nghiệm để
đánh giá chất lượng của các nguyên vật liệu nhập vào.
Phạm vi áp dụng: áp dụng cho các nguyên vật liệu nhập vào.
II.1. XÁC ĐỊNH ĐỘ ẨM CỦA BỘT MÌ VÀ TINH BỘT
II.1.1. Nguyên tắc
Ẩm có trong mẫu được làm bay hơi nước bằng máy sấy ẩm Kett ở nhiệt độ 1350C trong
thời gian 30 phút. Sau khi sấy xong máy sẽ tự động hiện lên hàm lượng ẩm cần xác định.
II.1.2. Dụng cụ
- Khay inox.
- Xiêm inox.
- Máy Kett.
- Muỗng inox.
II.1.3. Quy trình
- Reset kết quả của lần sấy trước để máy tare về 0.00g.
- Trộn đều mẫu.
- Dùng thìa inox để lấy mẫu.
- Khi máy hiện lên điều kiện sấy thì đưa mẫu vào.
- Cân đủ 5.000.02g rồi nhấn nút start để máy tự động sấy.
- Đủ thời gian sấy 30 phút máy sẽ báo hiệu sấy xong. Trên màn hình của máy sẽ hiện
lên kết quả cần xác định.
II.1.4. Ưu và nhược điểm của máy Kett
II.1.4.1. Ưu điểm
- Nhanh.
- Dễ sử dụng.
II.1.4.2. Nhược điểm
Kết quả không chính xác.
GVHD: - 82 -
Báo cáo thực tập Tốt Nghiệp Công ty LD Phạm - Asset
II.1.5. Nguyên nhân sai số và cách khắc phục
II.1.5.1. Nguyên nhân
- Dụng cụ lấy mẫu không được sạch và khô.
- Để mẫu ngoài không khí sẽ làm tăng độ ẩm.
- Máy hoạt động nhiều nên bị nóng.
II.1.5.2. Cách khắc phục
- Dụng cụ lấy mẫu phải khô và sạch.
- Lấy mẫu về phải làm ngay hoặc đựng trong bao, hủ kín.
- Chờ máy nguội rồi tiến hành làm.
II.2. XÁC ĐỊNH ĐỘ CHUA CỦA BỘT MÌ VÀ TINH BỘT
Mục đích: xác định độ chua, nhằm đánh giá mức độ chế biến và bảo quản của bột.
Phạm vi áp dụng: áp dụng cho bột mì, tinh bột, bột nếp, bột ngô…
II.2.1. Nguyên tắc
Mẫu bột dược cân vào bình tam giác và hòa tan bột bằng nước cất. Sau đó chuẩn bằng
dung dịch NaOH 0.1N với sự có mặt của chỉ thị phenolphtalein 1%. Điểm tương đương nhận
được khi dung dịch có màu hồng.
II.2.2. Dụng cụ
- Thìa inox.
- Bình tam giác.
- Đũa thủy tinh.
- Bình tia.
- Cân phân tìch số lẻ.
- Buret 25ml, vạch chia 0.1ml.
II.2.3. Hóa chất
- Dung dịch NaOH 0.1N.
- Chỉ thị phenolphtalein 1%.
- Nước cất.
GVHD: - 83 -
Báo cáo thực tập Tốt Nghiệp Công ty LD Phạm - Asset
II.2.4. Quy trình
- Cân 1.00g mẫu bột vào bình nón sạch, tránh để bột dính lên thành bình nón.
- Hòa tan khoảng 40ml nước cất vào mẫu bột.
- Dùng đũa thủy tinh khuấy cho bột tan.
- Dùng bình tia tráng đũa và xung quanh thành bình khoảng ml nước cất.
- Cho vào bình nón 45 giọt chỉ thị PP 1%.
- Tiến hành chuẩn bằng dung dịch NaOH 0.1N vào bình nón đến khi dung dịch chuyển
thành màu hồng. Ghi thể tích của NaOH 0.1N tiêu tốn V.
II.2.5. Công thức tính kết quả
Trong đó:
VNaOH: Thể tích của NaOH 0.1N tiêu tốn
K: Hệ số hiệu chỉnh của NaOH
10: Hệ số chuyển nồng độ của dung dịch NaOH 0.1N thành NaOH 1N
m: Khối lượng mẫu.
II.2.6. Ưu nhược điểm của phương pháp
II.2.6.1. Ưu điểm
- Đây là phương pháp chuẩn độ trực tiếp nên đơn giản, dễ thực hiện
- Thiết bị cũng đơn giản.
- Cho kết quả nhanh.
II.2.6.2 Nhược điểm
Do chuẩn độ bằng tay nên việc nhận màu tại điểm tương đương không được chính xác.
II.2.7. Nguyên nhân gây sai số và cách khắc phục
II.2.7.1. Nguyên nhân gây sai số
- Hóa chất pha không đúng nồng độ.
- Nhận màu tại điểm tương đương không chính xác.
- Bột dính lên thành bình.
GVHD: - 84 -
10.
.100.
m
kVX
NaOH
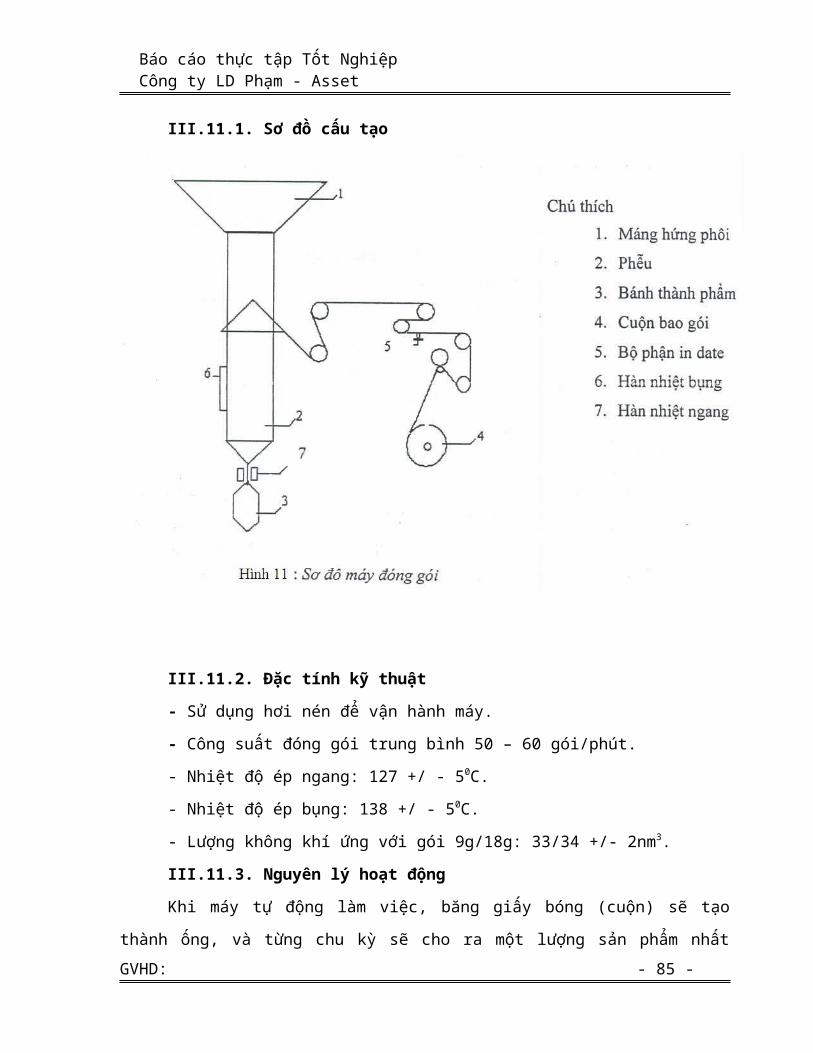
Báo cáo thực tập Tốt Nghiệp Công ty LD Phạm - Asset
II.2.7.2. Cách khắc phục
- Pha hóa chất đúng nồng độ.
- Thao tác chuẩn độ phải thật cẩn thận.
- Khi cân mẫu tránh để cho bột dính lên thành nếu có dính phải dùng bình tia xịt nước
cất cho mẫu xuống hết.
- Khi chuẩn phải lắc tròn đều và chuẩn từng giọt NaOH 0.1N xuống từ từ.
II.3. XÁC ĐỊNH GLUTEN ƯỚT TRONG BỘT MÌ
Gluten ướt trong bột mì là: Là một loại chất có tính dẻo đàn hồi, bao gồm gliadin và
glutenin.
Mục đích: Đánh giá độ kết dính, đàn hồi của bột mì.
Phạm vi áp dụng: Áp dụng cho bột mì.
II.3.1. Nguyên tắc
Bột mì được nhào với dung dịch đệm NaCl trung tính. Sau đó loại bỏ phần dư thừa của
dung dịch vắt và phần bã còn lại là gluten.
II.3.2. Dụng cụ
- Cân kỹ thuật 0.01g.
- Tô sứ 200ml.
- Rây nylon.
II.3.3. Hóa chất
- Dung dịch NaCl trung tính
- Dung dịch KI
II.3.4. Quy trình
- Cân khoảng 50g bột trên cân kỹ thuật 0.01g, cho lượng bột cân vào tô sứ và cho
khoảng 20ml nước muối (khoảng 1620% NaCl).
- Dùng đũa thủy tinh trộn đều cho đến khi thành khối bột đồng nhất.
- Dùng đẩu ngón tay vét các mảnh bột dính vào đũa và chén.
- Lăn khối bột thành hình cầu và để yên khoảng 20 phút ở nhiệt độ phòng (để cho
gluten ổn định).
GVHD: - 85 -
Báo cáo thực tập Tốt Nghiệp Công ty LD Phạm - Asset
- Sau đó rửa gluten dưới tia nước nhỏ trên rây, cho khối bột trên vào lòng bàn tay trái
nắm các ngón tay lại và đưa vào vòi nước (tránh gluten trôi theo nước), đồng thời dùng tay
phải điều chỉnh vòi nước chảy nhẹ, để tránh mất gluten phải đặt phía trái 1 rây nylon. Tiếp tục
rửa dưới dòng nước nhẹ cho đến khi hết tinh bột.
- Xác định việc rửa hoàn thành bằng cách nhỏ 23 giọt nước vắt từ gluten vào cốc
nước trong, thấy nước không đục thì đã hết tinh bột, còn nếu thấy nước trong cốc đục thì phải
tiếp tục rửa cho đến hết. Hoặc có thể xác định lượng tinh bột đã hết chưa bằng cách nhỏ 12
giọt dung dịch KI vào khối bột nếu thấy màu xanh xuất hiện thì chưa hết tinh bột.
- Khi rửa xong dùng tay vắt hết nước trong gluten, ép gluten giữa lòng bàn tay, thỉnh
thoảng thấm bằng khăn khô. Gluten đã vắt khô với độ chính xác 0.01g.
II.3.5. Công thức tính kết quả
Trong đó:
m0: Khối lượng cân (g)
m1: Khối lượng gluten ướt (g)
II.3.6. Nguyên nhân gây sai số và cách khắc phục
II.3.6.1. Nguyên nhân gây sai số
- Rửa khối bột trên vòi nước quá mạnh, lượng gluten sẽ trôi theo dòng nước chảy, gây
nên sai số thiếu.
- Tinh bột chưa được rửa trôi hết, gây nên sai số dư.
- Gluten chưa được vắt khô, gây nên sai số dư.
II.3.6.2. Cách khắc phục
- Vòi nước luôn được điều chỉnh chảy với tốc độ nhỏ đều.
- Trước khi ngưng rửa thì lượng tinh bột phải được loại trừ hết.
- Lau khô khối gluten trước khi cân.
GVHD: - 86 -
%Gluten ướt =
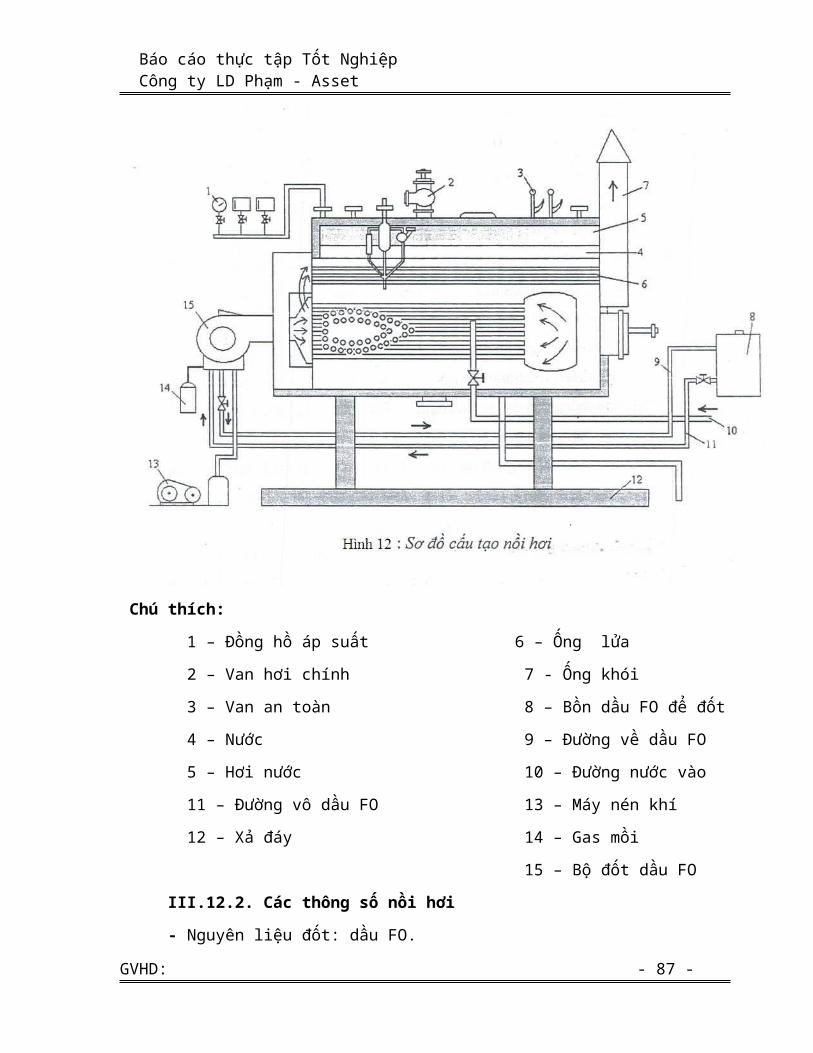
Báo cáo thực tập Tốt Nghiệp Công ty LD Phạm - Asset
II.4. XÁC ĐỊNH CHỈ SỐ PEROXYT TRONG DẦU OLEIN
(Phương pháp kiểm tra theo TCVN 6121-1996 ISO 3960:1977)
Mục đích: đánh giá mức độ oxy hóa dầu
Phạm vi áp dụng: cho các loại dầu thực vật nhập vào trong quá trình sản xuất của
nhà máy.
Định nghĩa: chỉ số peroxide là số mili đương lượng của dung dịch chuẩn Na2S2O3
0.01N tiêu tốn trong 1 kg dầu.
II.4.1. Nguyên tắc
- Xử lý mẫu dầu trong môi trường acid Acetic- Cloroform bằng dung dịch Kaliodua.
- Sau đó chuẩn Iod tự do bằng natri thiosulfate 0.01N với chỉ thị hồ tinh bột 1%. Điểm
tương đương nhận được khi dung dịch có màu tím nâu đến không màu.
Phương trình phản ứng:
R1-CH-CH-R2 + 2KI + 2CH3COOH
R1-CH-CH-R2 + 2CH3COOK + H2O
O – O O
I2 2Na2S2O3 HTB Na2S2O6 2NaI
II.4.2. Dụng cụ
- Cân phân tích 4 số lẻ.
- Erlen 250ml có nắp đậy.
- Buret 25ml vạch chia 0.1 ml.
- Pipep 1ml, 2ml.
- Ống đong 50ml.
II.4.3. Hóa chất
- Dung dịch Na2S2O3 0.01N pha từ ống chuẩn.
- Hỗn hợp CH3COOH: CHCl3 = 3:2.
- Hồ tinh bột 1% trong nước cất, đun nóng trên bếp điện và khuấy cho tan hoàn toàn.
- Dung dịch KI bão hòa.
GVHD: - 87 -
Báo cáo thực tập Tốt Nghiệp Công ty LD Phạm - Asset
II.4.4. Quy trình
- Cân chính xác 5g 0.05g(*), cân 4 số lẻ, dầu mẫu vào bình Erlen 250ml có nút nhám
đậy, cẩn thận không cho mẫu dính vào thành bình.
- Cho vào Erlen 50ml hỗn hợp dung môi (CH3COOH: CHCl3 = 3:2) đậy nắp lắc đều
cho mẫu hòa tan.
- Cho vào chính xác 1 ml dung dịch KI bão hòa, đậy nắp.
- Bắt đầu tính thời gian 1 phút, lắc 4 lần, mỗi lần 15s.
- Chính xác 1 phút sau cho ngay vào bình hỗn hợp 50ml nước cất và lắc đều 2ml HBT
1%, lắc đều, nếu hỗn hợp xuất hiện màu tím nâu chứng tỏ có peroxide, nếu không có sự thay
đổi.
- Chuẩn độ từ từ bằng dung dịch Na2S2O3 0.01N cho đến khi màu tím nâu biến mất.
II.4.5. Công thức tính kết quả
Trong đó:V:thể tích tiêu tốn của dung dịch Na2S2O30.01N
Chú ý:
Nếu lượng cân khác (*) thì kết quả được tính theo công thức:
Trong đó:
V: Thể tích tiêu tốn của dung dịch Na2S2O3 0.01N
0.01: Nồng độ của Na2S2O3
m: Khối lượng mẫu cân được
II.4.6. Nguyên nhân gây sai số và cách khắc phục
II.4.6.1. Nguyên nhân gây sai số
- Erlen rửa chưa sạch, bình sau khi sấy chưa được khô.
- Mẫu dính lên thành bình.
- Hóa chất pha chưa đúng nồng độ, hoặc tỷ lệ dung môi chưa đúng
GVHD: - 88 -
POV(meq/kg) = V.2
PoV (meq/kg) =
Báo cáo thực tập Tốt Nghiệp Công ty LD Phạm - Asset
(CH3COOH:CHCl3 khác tỷ lệ 3:2)
- Thao tác phân tích chưa đúng để oxy xâm nhập vào.
- Dùng dung dịch KI đã pha từ ngày hôm trước vì:
KI + O2 (kk) I3-
(vàng)
I3- + S2O3
2- S4O62- + I-
- Lượng I3- sinh ra phản ứng với S2O3
2- dẫn đến sai dư.
II.4.6.2. Cách khắc phục
- Erlen phải được rửa thật sạch và sấy khô.
- Khi cân mẫu tránh để mẫu dính lên thành bình.
- Pha hóa chất đúng nồng độ tỷ lệ, cho hóa chất vào phải đúng trình tự: mẫu + hỗn hợp
dung môi + dd KI bão hòa + H2O cất + HTB.
- Thao tác nhanh, gọn, chính xác để tránh oxy xâm nhập vào.
- Pha dung dịch KI dùng trong ngày.
II.5. XÁC ĐỊNH CHỈ SỐ ACID BÉO TỰ DO TRONG DẦU OLEIN
(Phương pháp kiểm theo TCVN 6127:1996 ISO 660:1983).
Mục đích: đánh giá chất lượng, quy trình công nghệ sản xuất của dầu.
Phạm vi áp dụng: áp dụng cho dầu trước khi nhập về và trong quá trình chiên
bánh.
Định nghĩa: chỉ số acid là số mg KOH dùng để trung hòa acid tự do trong 1g
lipid.
II.5.1. Nguyên tắc
Sử dụng dung môi Isopropanol trung tính để tách acid béo tự do ra khỏi mẫu. Sau đó
đun mẫu trên bếp điện cho tan béo rồi đem chuẩn bằng dung dịch NaOH 0.1N với chỉ thị
phenolphtalein 1%, điểm tương đương nhận đựơc khi dung dịch có màu hồng bền trong 30
giây
II.5.2. Dụng cụ
- Erlen hoặc becher 250 ml
- Bếp điện có lưới amiăng.
GVHD: - 89 -
Báo cáo thực tập Tốt Nghiệp Công ty LD Phạm - Asset
- Ống đong 50ml.
- Buret 25ml có vạch chia 0.1ml
- Cân phân tích 2 số lẻ.
II.5.3. Hóa chất
- Dung môi Isopropanol (CH3)2CHOH) 99.5% đã được trung hòa bằng chỉ thị PP 1% và
NaOH 0.1N cho đến khi có màu hồng nhạt.
- Dung dịch NaOH 0.1N.
- Chỉ thị Phenolphtalein 1% (chỉ thị PP được pha trong cồn 960)
II.5.4. Quy trình
- Mở nhiệt của bếp điện.
- Cân 28.20g dầu vào becher 250ml khô và sạch.
- Rót 50ml hỗn hợp dung môi (CH3)CHOH vào ống đong rồi chuyển vào becher chứa
mẫu.
- Đun trên bếp điện cho tan béo đến khi có xuất hiện bọt khí lăn tăn thì nhất xuống.
- Nhỏ 45 giọt chỉ thị PP 1% vào dung dịch, lắc tròn đều rồi đem chuẩn bằng dung
dịch NaOH 0.1N cho đến khi có xuất hiện màu hồng bền trong 30 giây thì đọc kết quả thể tích
tiêu tốn của chất chuẩn từ buret.
II.5.5. Công thức tính kết quả
Chỉ số acid:
AV mgKOH/g) = . F = =
Trong đó:
ĐgNaOH: Đương lượng gam của NaOH
F: Hệ số chuyển từ NaOH thành KOH
M: Khối lượng mẫu
Vì là dầu cọ Olein nên hàm lượng của acid béo tự do được tính theo acid Oleic.
%FFA = = =
GVHD: - 90 -
Báo cáo thực tập Tốt Nghiệp Công ty LD Phạm - Asset
Trong đó :
mĐg: Là mili đương lượng gam của acid oleic
m: Khối lượng mẫu .
N: Nồng độ đương lượng của NaOH.
V: Thể tích của NaOH tiêu tốn.
Vậy:
II.5.6. Nguyên nhân gây sai số và cách khắc phục
II.5.6.1 Nguyên nhân sai số
- Becher chưa khô và sạch.
- Khi cân mẫu bị dính lên thành cốc.
- Dung môi Isopropanol chưa được trung hòa hoặc quá trung hòa (dung môi sẽ có màu
hồng đậm).
- Đun quá sôi dung dịch sẽ làm cho chỉ số acid béo tự do tăng.
- Khi đun dung dịch xong nhưng lại không chuẩn luôn, dung dịch bị nguội.
- Thao tác chuẩn quá nhanh hoặc quá chậm.
- Do đây là phương pháp chuẩn độ trực tiếp bằng tay nên khi nhận màu tại điểm tương
đương của mỗi người là khác nhau.
II.5.6.2. Cách khắc phục
- Becher phải tuyệt đối sạch và khô.
- Tránh để cho mẫu dính lên thành becher, nếu bị dính phải dùng dung môi tráng cho
mẫu trôi xuống.
- Dung môi phải được trung hòa cho chính xác.
- Đun dung dịch cho tới khi béo tan hết (có xuất hiện bọt khí) phải nhất ngay cốc
xuống.
- Đun xong thì đem chuẩn luôn, ban đầu thì chuẩn hơi nhanh nhưng khi gần tới điểm
tương đương thì chuẩn chậm lại từng giọt.
GVHD: - 91 -
Báo cáo thực tập Tốt Nghiệp Công ty LD Phạm - Asset
CHƯƠNG III: PHÂN TÍCH CÁC CHỈ TIÊU BÁN THÀNH
PHẨM VÀ THÀNH PHẨM
III.1. XÁC ĐỊNH ĐỘ ẨM
Có 2 phương pháp xác định đô ẩm
- Xác định độ ẩm bằng tủ sấy có quạt cưỡng bức (Oven). Đây là phương pháp chính để
xác định độ ẩm vì nó cho độ chính xác cao. Do vậy mà phương pháp này được dùng để xác
định hệ số hiệu chỉnh của phương pháp đo ẩm nhanh bằng infrared (máy sấy ẩm có đèn: HR83
và KETT).
- Xác định độ ẩm bằng máy sấy ẩm HR83 và KETT.
Mục đích:
Kiểm tra độ ẩm của bán thành phẩm để điều chỉnh độ ẩm cho phù hợp với yêu cầu
đưa ra trước khi chuyển đến các giai đoạn sau.
Phạm vi áp dụng:
Áp dụng cho phôi sấy 1, phôi sấy 2 và phôi sau chiên.
III.1.1 Xác định độ ẩm có quạt cưỡng bức
III.1.1.1. Nguyên tắc
Mẫu sau khi đã được xay nhỏ, mịn , trộn đều, đem sấy ở nhiệt độ 10320C trong
thời gian 4h30’.
III.1.1.2. Dụng cụ
- Tủ sấy có quạt cưỡng bức.
- Cân phân tích có 4 số lẻ.
- Chén nung bằng inox.
- Giấy bạc để đậy chén nung.
- Thìa inox để lấy mẫu.
III.1.1.3. Quy trình
- Mẫu sấy 1, sấy 2 được trộn điều, xay nhỏ trong cối xay còn mẫu sau chiên thì được
xay trong máy xay. Các mẫu sau khi xay xong được trộn đểu lại 1 lần nữa.
- Tare cân về 0,000 cân và ghi khối lượng của chén nung + nắp chén bằng giấy bạc:W1.
GVHD: - 92 -
Báo cáo thực tập Tốt Nghiệp Công ty LD Phạm - Asset
- Lấy nắp ra đặt chén nung đựng mẫu lên cân, tare cân về 0. Cân khối lượng mẫu
5g 10%, ghi: W2.
- Đậy nắp lại và chuyển chén mẫu vào tủ sấy đã ở nhiệt độ cần sấy .
- Sau thời gian 4h30’, chuyển chén mẫu và nắp đậy vào bình hút ẩm. Chờ khoảng 15
phút hoặc cho đến khi chén nguội ở nhiệt độ phòng thì lấy chén ra để cân.
- Tare cân về 0,000 cân chén mẫu + nắp đậy ghi: W3.
- Nếu thấy có nghi ngờ về kết quả thì tiếp tục sấy thêm 30 phút nữa trong cùng nhiệt độ
đến khối lượng không đổi là được.
Chú ý: Mẫu sau chiên dùng để làm ẩm, mẫu này cũng dùng để xác định hàm lượng
muối và lipid.
III.1.1.4. Công thức tính kết quả
Trong đó :
W1:khối lượng của chén nung và nắp.
W2: khối lượng mẫu.
W3: khối lượng của chén + nắp+ mẫu sau khi sấy.
III.1.1.5. Ưu nhược điểm của phương pháp
a. Ưu điểm
- Cho kết quả có độ chính xác cao
- Là phương pháp trọng tài để làm chuẩn
- Xác định hệ số hiệu chuẩn
b. Nhược điểm
Thời gian xác định lâu.
III.1.1.6. Nguyên nhân gây sai số và cách khắc phục
a. Nguyên nhân gây sai số
- Các lồng sấy gia nhiệt không đều.
- Đảo trộn mẫu trước và sau khi xay chưa đều.
-Xay mẫu chưa nhỏ.
GVHD: - 93 -
% Ẩm = .100
Báo cáo thực tập Tốt Nghiệp Công ty LD Phạm - Asset
- Chén nung đang còn dính mẫu của lần sấy trước.
- Trong thời gian quy định sấy là 4h30’ nhưng lượng ẩm chưa được bay hết gây nên sai
số dư.
b. Cách khắc phục
- Thông báo cho người quản lý ở dưới xưởng điều chỉnh nhiệt độ sấy cho đúng quy
định.
- Đảo trộn đều mẫu trước khi xay.
- Mẫu phải được xay nhỏ,mịn.
- Chén nung, nắp phải sạch và được sấy cùng nhiệy độ của sấy mẫu trong 30phút sau
đó cân bằng nhiệt trong bình hút ẩm trước khi cân mẫu.
- Phải sấy mẫu đến khối lượng không đổi.
III.1.2. Xác định độ ẩm bằng máy sấy ẩm HR83 và KETT
Giữa hai máy sấy ẩm HR83 và KETT thì máy HR83 cho kết quả chính xác hơn do vậy
mà máy HR83 được sử dụng trong việc xác định độ ẩm của bán thành phẩm nhiều hơn, còn
máy KETT chỉ thường sử dụng khi xác định ẩm của bột và đậu phộng khi nhập về.
III.1.2.1. Nguyên tắc
Mẫu sau khi xay nhỏ, mịn, trộn đếu và tùy theo từng loại mẫu khác nhau mà ta cài đặt
chế độ sấy khác nhau.
- Đối với mẫu sấy 1: sấy ở nhiệt độ 1200C trong thời gian15 phút.
- Đối với mẫu sấy 2: sấy ở nhiệt độ 1200C trong thời gian 10 phút.
- Đối với mẫu sau chiên: sấy ở nhiệt độ 900C trong thời gian 5 phút.
III.1.2.2. Dụng cụ
- Máy sấy ẩm HR83.
- Thìa inox lấy mẫu.
III.1.2.3. Quy trình
- Các mẫu được trộn đều trước khi xay, mẫy sấy 1 và sấy 2 được xay trong cối xay còn
mẫu sau chiên được xay trong máy xay. Sau khi xay xong dùng thìa trộn đều lại một lần nữa.
- Reset để máy xóa kết quả của lần sấy trước.
- Chọn phương pháp để sấy:
+ Sấy 1: chọn phương pháp 01.
GVHD: - 94 -
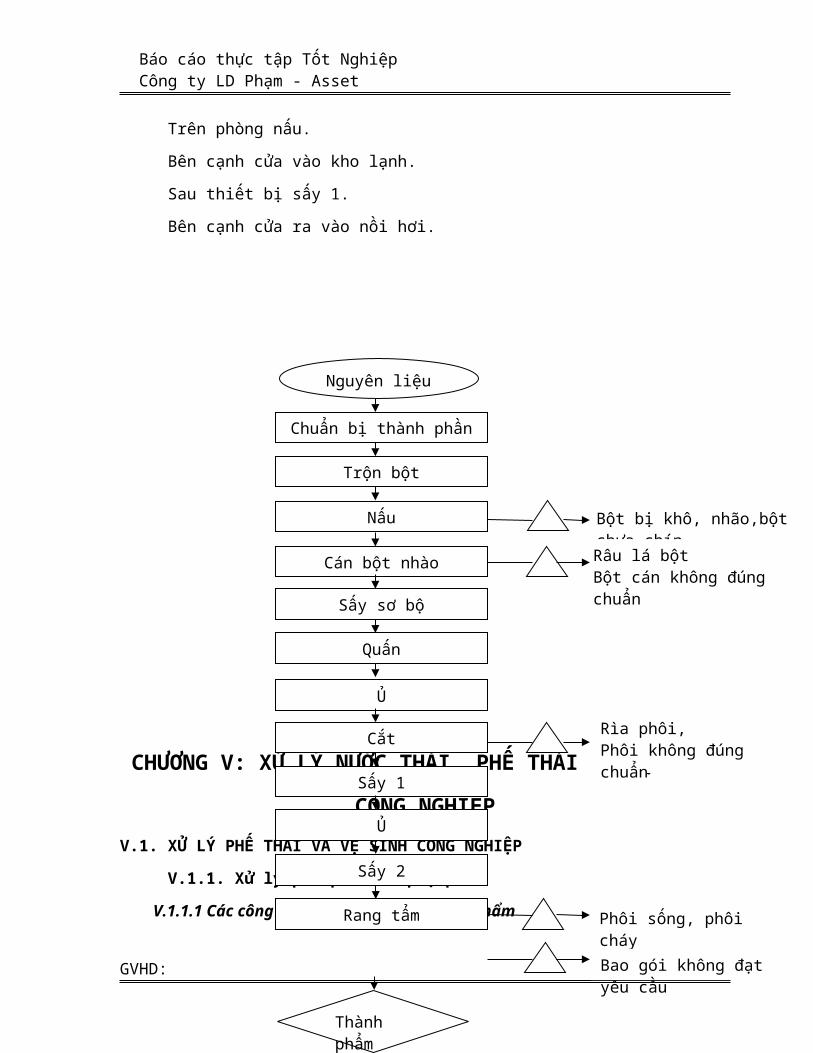
Báo cáo thực tập Tốt Nghiệp Công ty LD Phạm - Asset
+ Sấy 2: chọn phương pháp 02.
+ Sau chiên, sau tẩm: chọn phương pháp 03.
- Nhấn nút O/T để máy trở về 0.0000g.
- Dùng thìa inox để lấy mẫu: đối với mẫu sấy 1và sấy 2 thì lượng cân là 3g10%.
- Nhấn nút start để máy bắt đầu đo.
- Đủ thời gian cài đặt sấy máy sẽ báo kêu, hiện kết quả của hàm lượng % ẩm trên màn
hình.
III.1.2.4. Ưu nhược điểm của phương pháp
a. Ưu điểm
Cho kết quả nhanh.
b. Nhược điểm
Kết quả không chính xác.
III.1.2.5. Nguyên nhân gây sai số và cách khắc phục
a. Nguyên nhân gây sai số
- Đảo trộn và đồng nhất chưa đều.
- Các lồng sấy gia nhiệt không điều.
- Xay mẫu chưa nhỏ.
- Vệ sinh đĩa cân chưa sạch.
- Tần suất dùng máy nhiều gây nóng máy
- Đĩa cân bị méo do sử dụng nhiều, hoặc đĩa cân bị lệch, máy sẽ không trả được về số
0.000g.
b. Cách khắc phục
- Đảo trộn mẫu đều trước khi và sau khi xay.
- Thông báo cho người quản lý dưới xưởng điều chỉnh gia nhiệt theo đúng quy định.
- Xay mẫu phải nhỏ, mịn.
- Quét sạch hết mẫu của lần sấy trước còn dính trên đĩa cân.
- Chờ máy nguội xuống nhiệt độ 400C thì mới sử dụng tiếp (thời gian chờ máy nguội rất
lâu do vậy mà ta nên làm máy nguội bằng cách quạt cho máy nhanh nguội).
- Thay đĩa cân mới.
Ghi chú:
GVHD: - 95 -

Báo cáo thực tập Tốt Nghiệp Công ty LD Phạm - Asset
- Đối với thiết bị Oven thì mỗi lần làm ẩm cần 2 chén nung, còn thiết bị HR83 thì mỗi
lần làm chỉ có một kết quả.
- Các mẫu sau sấy 1 và sấy 2 cũng được tiến hành làm như trên mỗi ngày rồi từ đó tính
ra kết quả trung bình hàm lượng ẩm của từng thiết bị trong 1 tháng. Hệ số hiệu chỉnh của mỗi
tháng được tính như sau:
Từ các hệ số hiệu chỉnh trên mà mỗi khi làm ẩm HR83 phải cộng thêm hoặc trừ
bớt đi hệ số hiệu chỉnh để ra kết quả của ẩm cần xác định.
III.2. XÁC ĐỊNH TỶ KHỐI
Mục đích
Đánh giá được độ phồng nở của bánh để điều chỉnh thời gian và nhiệt độ sấy của phôi
cũng như khối lượng phôi đem chiên, nhiệt độ chiên.
Phạm vi áp dụng
Áp dụng cho bánh sau chiên và sau tẩm.
Định nghĩa
Tỷ khối là khối lượng của bánh so với thể tích của bánh chiếm chổ trong không khí.
Đơn vị của tỷ khối được tính theo g/l.
III.2.1. Nguyên tắc
Mẫu bánh được lấy trực tiếp từ băng tải rồi đem cân khối lượng trên cân điện tử, dùng
tấm gạt để gạt bánh cho bằng. Sau đó đọc kết quả từ thước đo.
III.2.2. Dụng cụ
- Ca chia vạch 5l.
- Cân có 2 số lẻ.
- Tấm gạt tròn có tay cầm ở giữa và có đường kính nhỏ hơn ca 5l.
- Thước đo dài hơn 25mm.
- Bình đựng mẫu > 5l không cần nắp, có quai xách.
GVHD: - 96 -
HSHC = % ẩm Oven - % ẩm HR83
Báo cáo thực tập Tốt Nghiệp Công ty LD Phạm - Asset
III.2.3. Quy trình
- Lấy mẫu bánh trực tiếp từ băng tải vào bình đựng mẫu, đem vào phòng cân để cân.
- Cho mẫu vào ca chia vạch 5l.
- Cân lượng mẫu W có thể tích từ 38004200ml.
- Đưa ca chia vạch 5l lên cách mặt bàn khoảng 25mm và cho ca trượt xuống bàn trong
lòng 2 bàn tay, làm như vậy đến 10 lần.
- Dùng ngón tay nhẹ nhàng gạt ngang mặt trên của sản phẩm.
- Đặt tấm gạt vào ca để xác định thể tích.
- Đọc và ghi kết quả thể tích của sản phẩm chiếm chỗ trong ca.
III.2.4. Công thức tính kết quả
Trong đó:
W: khối lượng của bánh (g).
V: thể tích đo được (l).
III.2.5. Nguyên nhân gây sai số và cách khắc phục
III.2.5.1. Nguyên nhân
Xóc bánh không đều, làm cho các miếng bánh nằm không ngay nên thể tích khi đo sẽ
cao và dẫn đến tỷ trọng thấp.
III.2.5.2. Khắc phục
Xóc cho bánh nằm ngay ngắn trước khi đặt tấm gạt để đo.
Nhận xét :
- Khi thể tích của bánh càng cao thì tỷ khối của bánh càng thấp, độ phồng cao.
-NKhi thể tích của bánh càng thấp thì tỷ khối của bánh càng cao, độ phồng thấp.
III.3. XÁC ĐỊNH HÀM LƯỢNG MUỐI
GVHD: - 97 -
Tỷ khối (g/l) =
Báo cáo thực tập Tốt Nghiệp Công ty LD Phạm - Asset
Mục đích
Đây là phương pháp gốc dùng để xác định hàm lượng muối trong bánh nhằm điều
chỉnhgia vị cho phù hợp với yêu cầu cần đưa ra.
Phạm vi áp dụng
Áp dụng cho bánh sau chiên, sau khi tẩm gia vị và thành phần % seasoning có trong sản
phẩm. Và xác định hệ số hiệu chỉnh của muối ăn tinh khiết.
III.3.1. Nguyên tắc
Mẫu bánh sau khi đã được xay nhỏ và trộn đều, rồi hòa tan bằng dung dịch H2SO4
0.02N. Sau đó dùngmáy chuẩn độ điện thế MetterDL55 với sự có mặt của chất chuẩn AgNO3
0.1N để xác định hàm lượng muối có trong mẫu.
Phương trình phản ứng:
NaCl + AgNO3 H2SO4 NaNO3 + AgCl (màu trắng)
III.3.2. Dụng cụ
- Cân phân tích 4 số lẻ.
- Máy chuẩn độ điện thế MetterDL55.
- Tủ sấy.
- Bình hút ẩm.
- Cốc nhựa 100ml.
- Thìa inox.
III.3.3. Hóa chất
- Dung dịch AgNO3 0.1N (được pha từ chất chuẩn gốc).
- Dung dịch H2SO4 0.02N (được pha từ chất chuẩn gốc).
- Dung dịch KNO3 1M.
- Dung dịch NaClO3 3%.
III.3.4. Quy trình
III.3.4.1. Kiểm tra độ tinh khiết của muối ăn
GVHD: - 98 -
Báo cáo thực tập Tốt Nghiệp Công ty LD Phạm - Asset
- Mỗi đầu ca trước khi xác định hàm lượng muối có trong bánh thì phải kiểm tra lại hệ
số hiệu chỉnh của muối. Thường thì kiểm tra hệ số hiệu chỉnh nằm trong khoảng f= 0.991.01.
- Sấy muối ở nhiệt đô 1200C trong thời gian 1h30’.
- Sau thời gian sấy xong thì cho vào bình hút ẩm.
- Đặt cốc nhựa đựng mẫu lên cân, tare cân về 0.0000g, rồi cân khoảng từ 0.030.05g
muối tinh khiết.
- Cho vào cốc chứa mẫu 60ml nước cất.
- Gắn cốc chứa dung dịch mẫu vào máy, cài đặt máy để máy tự động chuẩn độ.
- Nhấn nút result, nút OK để được kết quả cần xác định.
III.3.4.2. Xác định muối trong bánh sau chiên, sau tẩm
- Muối trong bánh sau chiên:
+ Cân 150g bánh, xay thật nhỏ, mịn, trộn đều, dùng chổi quét thật sạch xung quanh
máy và dao xay. Sau đó chuyển sang ca nhựa khác trộn đều lại lần nữa bằng thìa inox.
+ Đặt cốc nhựa lên cân rồi tare về 0.0000g, cân từ 1.5 1.7g mẫu vào cốc.
+ Sau đó thực hiện các thao tác hoàn toàn giống với việc chuẩn độ muối tinh khiết ở
trên.
+ Máy sẽ hiện lên % muối có trong bánh sau chiên.
- Muối trong bánh sau tẩm: làm hoàn toàn tưong tự như bánh sau chiên.
III.3.5. Công thức tính kết quả
Dựa vào % của muối trong bánh sau chiên, sau tẩm và % của muối trong gia vị mà nơi
sản xuất đã xác định và cho ta số liệu của từng lô hàng khác nhau. Từ đó ta tính được hàm
lượng seasoning (gia vị) có trong bánh như sau:
Trong đó:
m0: hàm lượng % của muối trong seasoning.
m1: hàm lượng % của muối trong bánh sau chiên.
GVHD: - 99 -
%Seasoning =
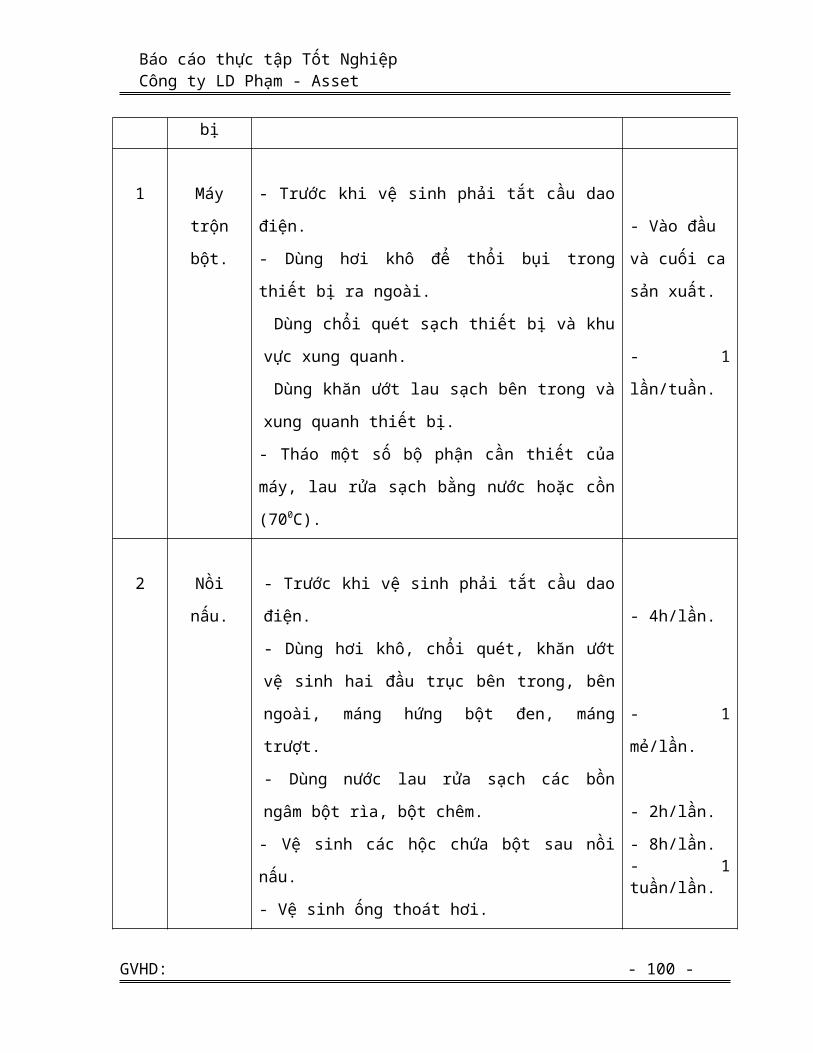
Báo cáo thực tập Tốt Nghiệp Công ty LD Phạm - Asset
m2: hàm lượng % của muối trong bánh sau tẩm.
III.3.6. Ưu và nhược điểm của phương pháp
III.3.6.1. Ưu điểm
- Cho kết quả có độ chính xác cao.
- Nhanh.
- Tiết kiệm được thời gian cho người phân tích.
III.3.6.2. Nhược điểm
- Thiết bị khá đắt tiền.
- Các thao tác cài đặt máy phức tạp.
III.3.7. Nguyên nhân gây sai số và cách khắc phục
III.3.7.1. Nguyên nhân
- Xay mẫu chưa nhỏ.
- Trộn mẫu không đều.
- Không quét hết lượng mẫu còn bám ở máy và dao xay.
- Dụng cụ lấy mẫu và máy xay còn dính mẫu của lần trước.
- Do sử dụng máy nhiều mà diện cực Ag bị đen.
III.3.7.2. Khắc phục
- Xay mẫu thật nhỏ, trộn đều mẫu để mẫu đồng nhất.
- Luôn chú ý quét sạch dụng cụ lấy mẫu cũng như máy và dao xay.
- Ngâm điện cực trong dung dịch Natrihypochlorit 3% trong 1 4h. thay dung dịch
trong điện cực 2 tuần 1 lần và sau khi rửa điện cực với dung dịch Natrihypocholorit 3%, xối
sạch điện cực trong nước không ion, sau đó ngâm qua đêm với dung dịch KNO3 1M.
III.4. XÁC ĐỊNH HÀM LƯỢNG DẦU BẰNG PHƯƠNG PHÁP SOXHLET
Mục đích
Kiểm tra hàm lượng béo có trong bánh để điều chỉnh thời gian ráo dầu và thời gian ly
tâm trong quá trình chiên.
Phạm vi áp dụng
GVHD: - 100 -
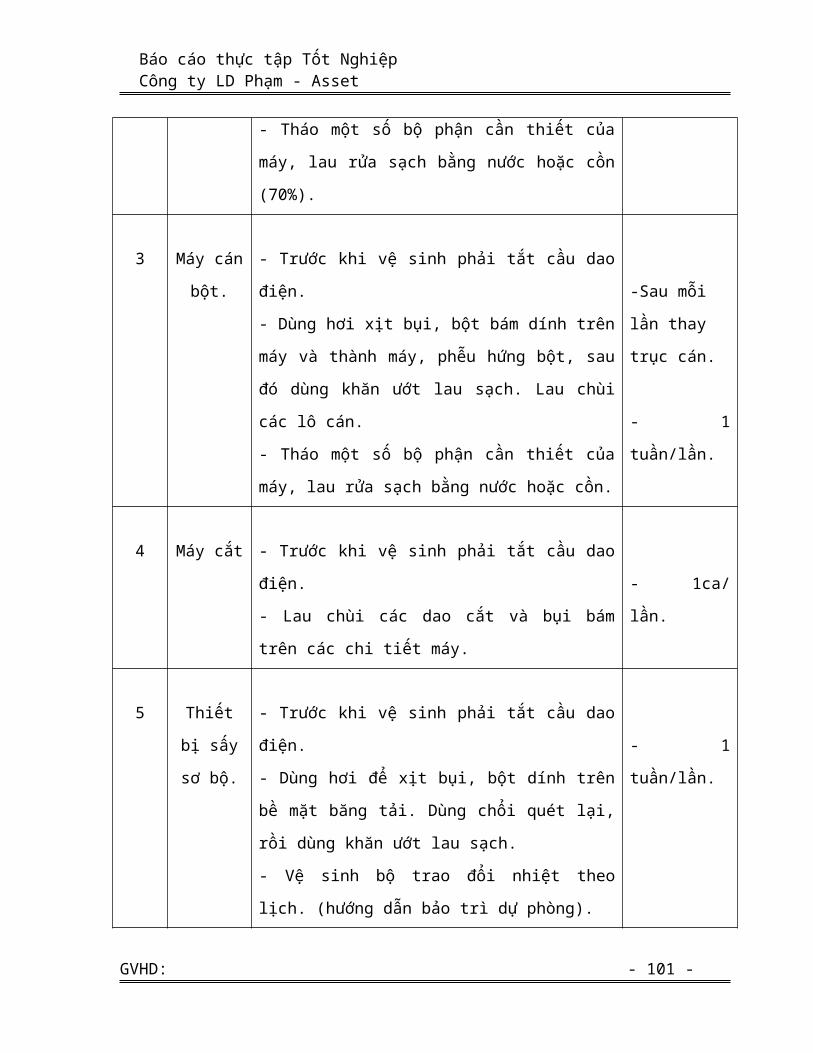
Báo cáo thực tập Tốt Nghiệp Công ty LD Phạm - Asset
Áp dụng cho bánh sau chiên trước khi chuyển sang giai đoạn tẩm gia vị.
III.4.1. Nguyên tắc
Lipid có trong mẫu bánh được tách ra bằng dung môi petroleum ether nhờ hệ thống
trích ly tự động soxhlet. Lượng lipid thu được đem sấy và cân. Từ đó ta tính ra được hàm
lượng lipid có trong mẫu.
III.4.2. Dụng cụ
- Máy trích ly tự động soxhlet.
- Cốc thủy tinh: 2 cái.
- Túi đựng mẫu: 2 cái.
- Giấy lọc.
- Kẹp giữ túi: 2 cái.
- Đá bọt.
- Tủ sấy.
- Bình hút ẩm.
- Cân phân tích 4 số lẻ.
- Ống đong 100ml.
- Thìa inox lấy mẫu.
III.4.3. Hóa chất
Dung môi petroleum ether.
III.4.4. Quy trình
- Mẫu bánh sau chiên được xay nhỏ và trộn đều (lấy mẫu từ mẫu làm ẩm và muối).
- Cho vào mỗi cốc trích 1 viên đá bọt và sấy khô trong tủ sấy khoảng 1h cùng điều kiện
nhiệt độ như sấy mẫu rồi cho vào bình hút ẩm để cân bằng nhiệt độ.
- Cân cốc trích bằng cân phân tích 4 số lẻ, ghi chính xác khối lượng: W1 (0.0001)
- Cân khoảng 3g mẫu trên giấy lọc, ghi chính xác khối lượng: W2, gói lại vào túi trích.
- Chèn túi trích vào kẹp giữ túi và đặt vào cốc trích.
- Rót 150ml dung môi ra ống đong và chuyển vào cốc trích.
GVHD: - 101 -
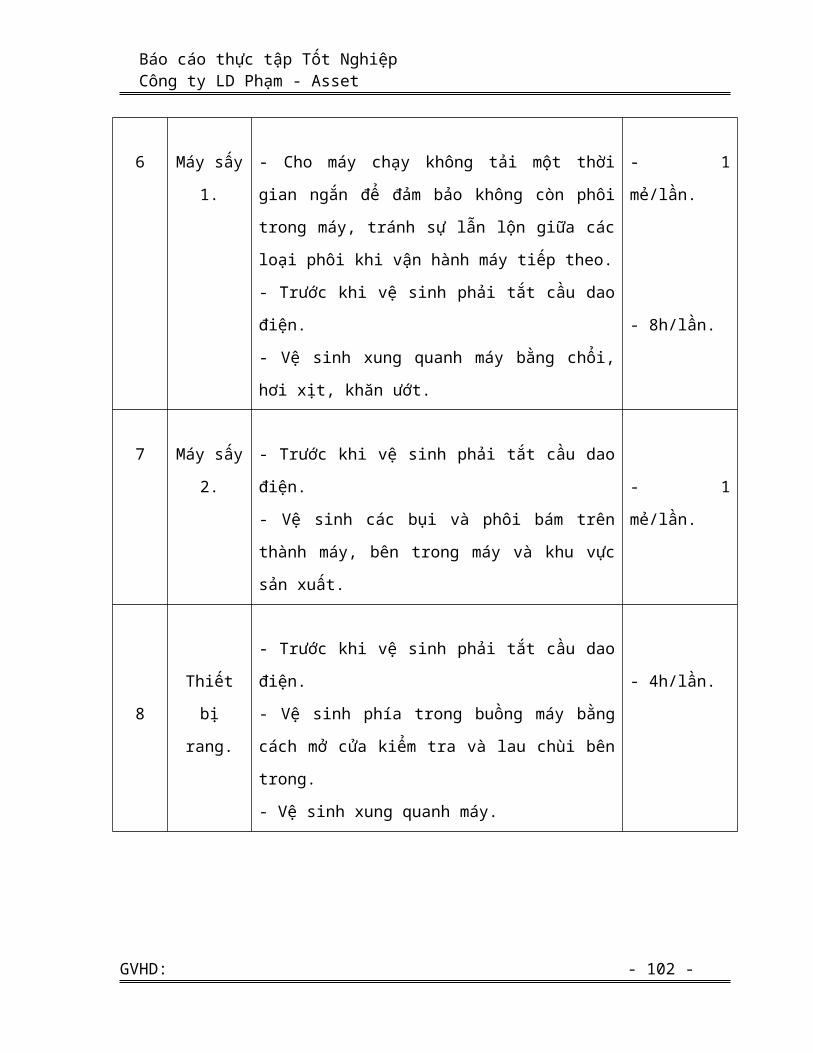
Báo cáo thực tập Tốt Nghiệp Công ty LD Phạm - Asset
- Đặt cốc trích vào máy trích ly.
- Khóa vang thoát dung môi.
- Mở nước xả.
- Cài đặt chương trình trích ly.
- Máy sẽ tự động trích ly trong khoảng thời gian 2h32’.
- Sau khi trích ly xong cửa buồng mẫu sẽ tự động mở lên.
- Khóa nước, tắt máy, thu hồi dung môi.
- Lấy cốc mẫu ra và cho vào tủ sấy, sấy ở nhiệt độ 1030C 20C cho đến khi khối lượng
không đổi.
- Sau khi sấy song cho cốc vào bình hút ẩm để cân bằng nhiệt.
- Cân cốc, ghi khối lượng: W3.
III.4.5. Công thức tính kết quả
Trong đó:
w1: là khối lượng của cốc trích và viên đá bọt trước khi trích ly.
w2: là khối lượng mẫu.
w3: là khối lượng của cốc trích và viên đá bọt sau khi trích ly.
III.4.6. Ưu và nhược điểm của phương pháp
III.4.6.1. Ưu điểm
- Hệ thống chưng cất tự động nên ít tốn thời gian và công sức của người phân tích.
- Lượng lipid được trích ra khỏi mẫu hoàn toàn.
III.4.6.2. Nhược điểm
- Phương pháp này chỉ áp dụng cho mẫu ở dạng rắn, bột.
- Hàm lượng béo có trong mẫu phải lớn thì mới áp dụng được phương pháp này.
GVHD: - 102 -
%Lipid =
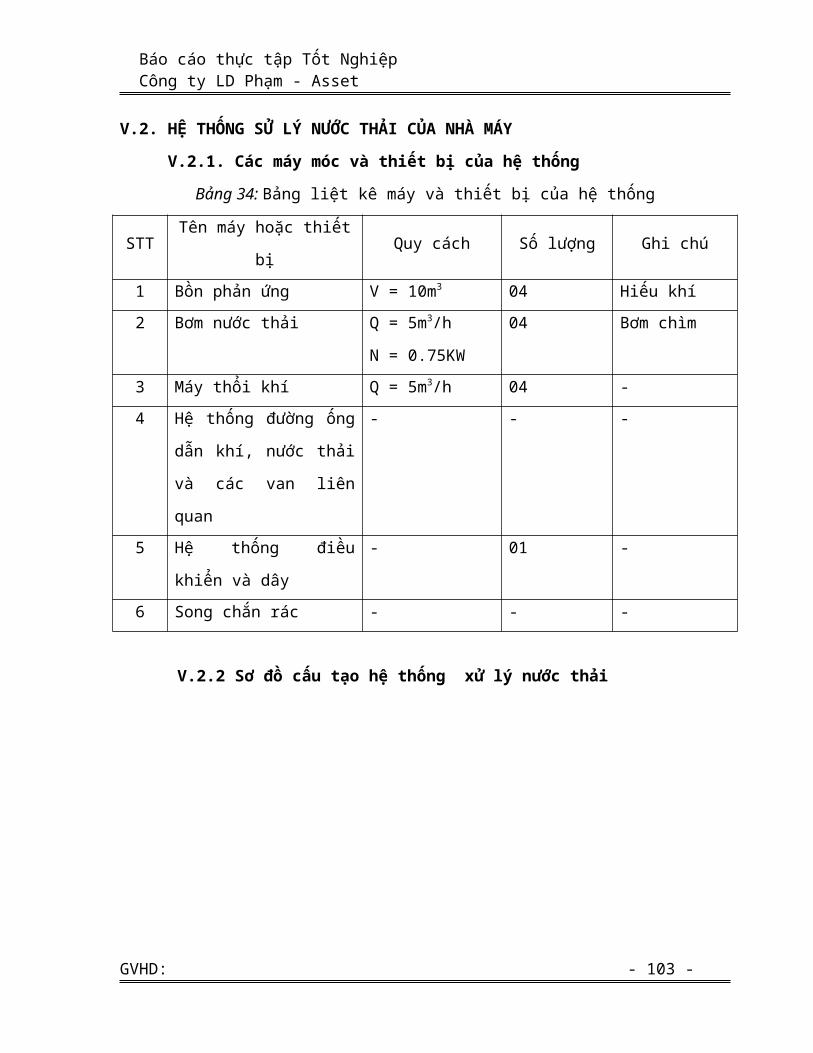
Báo cáo thực tập Tốt Nghiệp Công ty LD Phạm - Asset
III.4.7. Nguyên nhân gây sai số, sự cố và cách khắc phục
III.4.7.1. Nguyên nhân
- Khi cân mẫu, mẫu dính lên túi trích.
- Khi cho dung môi vào cốc rót mạnh tay sẽ làm cho mẫu bị nổi lên trên và tràn vào
cốc trích.
III.4.7.2. Sự cố
Trong quá trình trích ly bị mất điện, nước sẽ không chạy vào để làm nguội ống sinh hàn
bên trong máy và thời gian trích ly sẽ bị sai lệch.
III.4.7.3. Khắc phục
Cân mẫu cẩn thận, dùng thìa lấy mẫu cho gọn, tránh để thìa mẫu chạm vào thành túi
trích.
Đặt miệng ống đong chứa dung môi vào góc của cốc rồi nhẹ nhàng chuyển dung môi
vào cốc.
GVHD: - 103 -
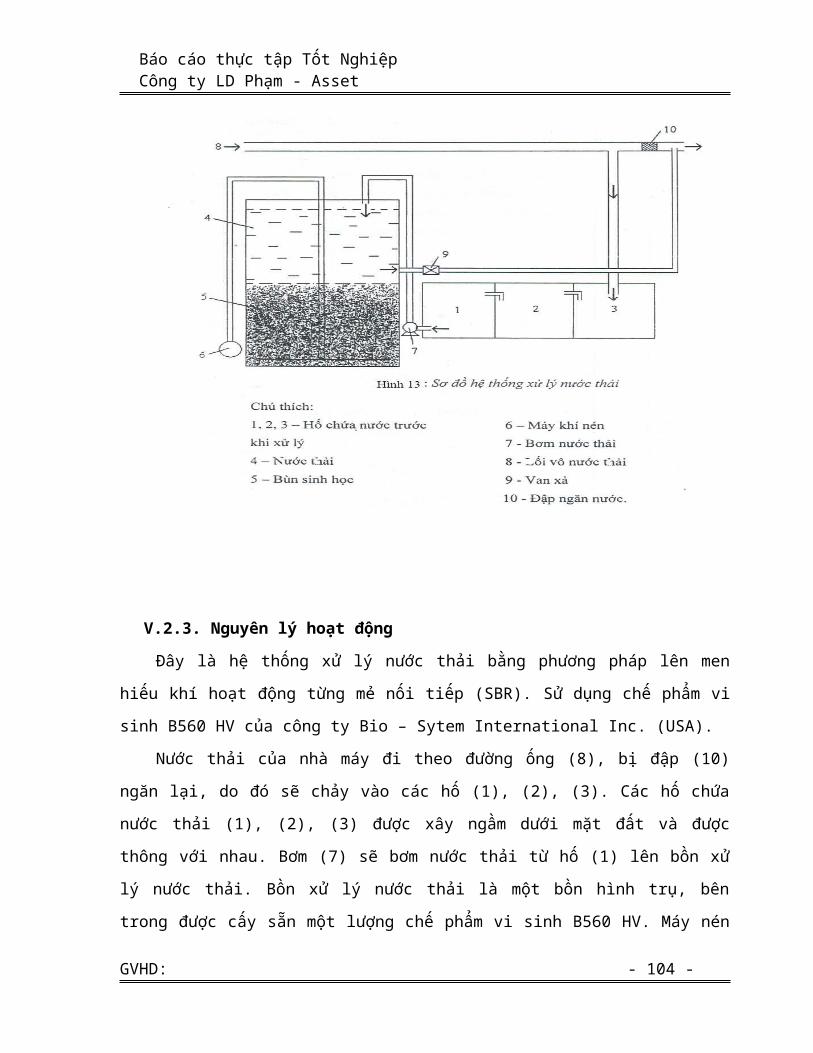
Báo cáo thực tập Tốt Nghiệp Công ty LD Phạm - Asset
BIỆN PHÁP XỬ LÝ KẾT QUẢ
Bảng 34: Bảng xử lý kết quả các chỉ tiêu bán thành phẩm và thành phẩm
Các chỉ tiêu Thông số Xử lý
Độ ẩm
Đạt tiêu chuẩn
Ẩm cao, thành phẩm không đạt yêu cầu. Ta
lưu hàng lại và kiểm tra ẩm bằng phương
pháp Oven.
Nếu ẩm đạt tiêu chuẩn ta cho xuất hàng.
Nếu ẩm vượt tiêu chuẩn ta xé bỏ hàng.
Tỷ khối (g/l) <52
>68
Tỷ khối thấp, ta hạ nhiệt độ chảo chiên.
Tỷ khối cao, tăng nhiệt độ chảo chiên.
%SSN
Nếu >5,5
Nếu <8,5,
Nếu >8,5
5,5≤%SSN≤6,7
và
7,3≤%SSN≤8,5
Bánh nhạt, lưu hàng, kiểm tra lại.
Cho xuất hàng.
Bánh nặm, lưu hàng, kiểm tra lại.
Cho xuất hàng.
Xé hàng.
Bánh ở ngoài vùng tiêu chuẩn ta cần báo để
điều chỉnh lại cho đến lúc đạt tiêu chuẩn.
% dầu trong
bánh sau chiên<21% và >27%
Lưu hàng, kiểm tra lại.
Nếu nằm trong vùng cho phép ta cho xuất
hàng.
Nếu nằm ngoài vùng cho phép ta xé bỏ hàng
GVHD: - 104 -
Báo cáo thực tập Tốt Nghiệp Công ty LD Phạm - Asset
CHƯƠNG IV: KIỂM TRA KHỐI LƯỢNG – HÀM LƯỢNG
KHÔNG KHÍ – QUY CÁCH ĐÓNG GÓI CỦA BAO THÀNH
PHẨM.
Mục đích chung
Xác định khối lượng, hàm lượng không khí, quy cách đóng gói của bao thành phẩm để
đảm bảo yêu cầu đưa ra.
Phạm vi áp dụng
Áp dụng cho thành phẩm đã đóng gói, trước khi xuất kho.
IV.1. KIỂM TRA KHỐI LƯỢNG BAO THÀNH PHẨM
IV.1.1. Nguyên tắc
Bao thành phẩm được lấy từ mỗi máy và kiểm tra bằng cân phân tích.
IV.1.2. Dụng cụ
Cân phân tích 1 số lẻ.
IV.1.3. Quy trình
- Tare cân về 0.0g
- Cân khối lượng của bao thành phẩm (10 gói/lần).
- Ghi lại số cân được.
IV.1.4. Công thức tính
IV.2. KIỂM TRA HÀM LƯỢNG KHÔNG KHÍ TRONG BAO THÀNH PHẨM
IV.2.1. Nguyên tắc
Bao thành phẩm được lấy từ mỗi máy và dùng thước cặp Miyutoyo để kiểm tra.
IV.2.2. Dụng cụ
Thước cặp Miyutoyo 5 tấc.
GVHD: - 105 -
Khối lượng tịnh = Khối lượng bao thành phẩm - khối lượng bao rỗng
Báo cáo thực tập Tốt Nghiệp Công ty LD Phạm - Asset
IV.2.3. Quy trình
- Chỉnh thước về đúng vị trí 0.
- Đo chiều dày của bao thành phẩm (10gói/ lần).
- Ghi lại số đo được.
IV.3. KIỂM TRA QUY CÁCH ĐÓNG GÓI
IV.3.1. Nguyên tắc
Bao thành phẩm được lấy từ mỗi máy sau đó quan sát bằng mắt thường và dùng thau
nước sạch để kiểm tra độ kín của bao.
IV.3.2. Dụng cụ
Thau nước sạch.
IV.3.3. Quy trình
- Quan sát bằng mắt thường để kiểm tra code.
- Kiểm tra ngoại quan mối ghép bụng như: nhăn, lòi mí…
- Kiểm tra ngoại quan mối ghép đầu.
- Nhúng bao thành phẩm vào thau nước sạch.
- Quan sát có bọt khí nổi lên lên mặt nước hay không (nếu có chứng tỏ bao bị xì, phải
thông báo cho bảo trì điều chỉnh máy).
- Ghi nhận các điểm quan sát được.
GVHD: - 106 -
Báo cáo thực tập Tốt Nghiệp Công ty LD Phạm - Asset
TÀI LIỆU THAM KHẢO
[1]. Đống Thị Anh Đào, Kỹ thuật bao bì thực phẩm, Nhà xuất bản Đại học Quốc gia TPHCM,
2008.
[2]. Lê Văn Việt Mẫn, Lại Quốc Đạt, Nguyễn Thị Hiền, Tôn Nữ Minh Nguyệt, Trần Thị Thu
Trà, Công Nghệ Chế Biến Thực Phẩm, Nhà xuất bản Đại học Quốc gia TPHCM, 2009.
[3]. Hoàng Kim Anh, Hóa học thực phẩm, Nhà xuất bản Khoa Học Kỹ Thuật, 2008.
[4]. Nguyễn Thị Hiền, Công nghệ sản xuất mì chính và các sản phẩm lên men cổ truyền, Nhà
xuất bản Khoa Học Kỹ Thuật, 2006.
Http://pham-asset.com/shop_index.php?ac=18
Http://vi.wikipedia.org/wiki/B%E1%BB%99t_m%C3%AC
GVHD: - 107 -
Recommended

















