Kata pengantar
Puji dan syukur penulis hanturkan kehadirat ALLAH SWT, yang mana atas rahmat
dan hidayahnya sehingga penulis dapat menyelesaikan laporan praktek laboratorium ini
dengan baik dan tepat pada waktunya. Laporan ini wajib disusun oleh mahasiswa politeknik
yang telah menyelesaikan satu jobnya di bengkel yang bertujuan sebagai pemahaman
terhadap job yang telah dikerjakan.
Terimakasih yang sebesar – besarnya penulis ucapkan kepada ibuk ROZITA st mt
selaku instruktur pembimbing praktek surface tester dan juga teman – teman dan semua
pihak yang telah membantu hingga terselesaikannya laporan ini.
Penulis menyadari bahwa masih banyak kekurangan dalam penulisan laporan ini, oleh
karena itu penulis sangat mengharapkan kritikan dan saran yang bersifat membangun dari
perbaikan dimasa yang akan datang.
Harapan penulis semoga laporan ini dapat bermamfaat bagi pembaca pada umumnya
dan penulis khususnya, dengan kerendahan hati dan tangan terbuka penulis ucapkan
terimakasih.
Padang, 14 desember 2012
Indra wahyudi
DAFTAR ISI
KATA PENGANTAR
DAFTAR ISI
BAB I : PENDAHULUAN
1.1 : Latar Belakang
1.2 : Tujuan
BAB II : TEORI DASAR
BAB III : ALAT DAN PERLENGKAPAN
BAB IV : LANGKAH PENGERJAAN
BAB V : ANALISA
BAB VI : PENUTUP
6.1 : Kesimpulan
6.2 : Saran
Bab I
I.1 latar belakang
Akurasi dari suatu hasil penguiian dan pengukuran mutlak harus dicapai secara
maksimal, untuk mencapai akurasi dimaksud harus diketahui dan diatasi berbagai faktor yang
akan memperkecil tingkat akurasi hasil pengujian. diantaranya adalah faktor Alat Ukur,
Manusia, Metode Pengujian yang akan digunakan, dan penggunaan Specimen uji yang benar.
Dari pengamatan yang dilakukan pada hasil uji kekerasan logam atau pengujian logam
lainnya didapati penyimpangan hasil uji yang mencolok pada pengujian yang ditakukan
dengan metode, teknik pengujian dan alat uji yang sama, diduga hat ini terjadi karena
pengaruh tingkat kekasaran permukaan uji yang berbeda dari speciment uji yang digunakan.
Untuk itu telah dilakukan penelitian tentang pengaruh kekasaran permukaan logam terhadap
akurasi' hasil uji kekeraian logam serta batasan tingkat kekasaran yang tepat untuk
mendapatkan akurasi hasil pengujian yang tinggi.
I.2 tujuan praktek
Adapun tujuan dari praktikum uji kekasaran permukaan ini adalah :
1. Untuk mengetahui kekasaran permukaan pada suatu benda yang dihasilkan oleh
proses produksi mesin.
2. Menetukan pengerjaan mesin berdasarkan hasil pengukuran
3. Mampu menggunakan alat surface rougness measurement.
I.3 metode penelitian
Adapun metode penelitian yang penulis gunakan adalah :
1. Teory yang didapat dari instrukturr dan literatur dari berbagai sumber.
2. Hasil pengujian yang dilakukan saat praktikum.
Bab II
Landasan teory
II.1 pengertian uji kekasaran permukaan
Kekasaran ialah faktor yang mementukan permukaan suatu benda 'halus" atau "kasar"
yang dinyatakan dalam bentuk:
Penyimpangan rata-rata aritmatik dari garis rata-rata profil (Ra).
Ketidak rataan ketinggian maksimum (Rmax).
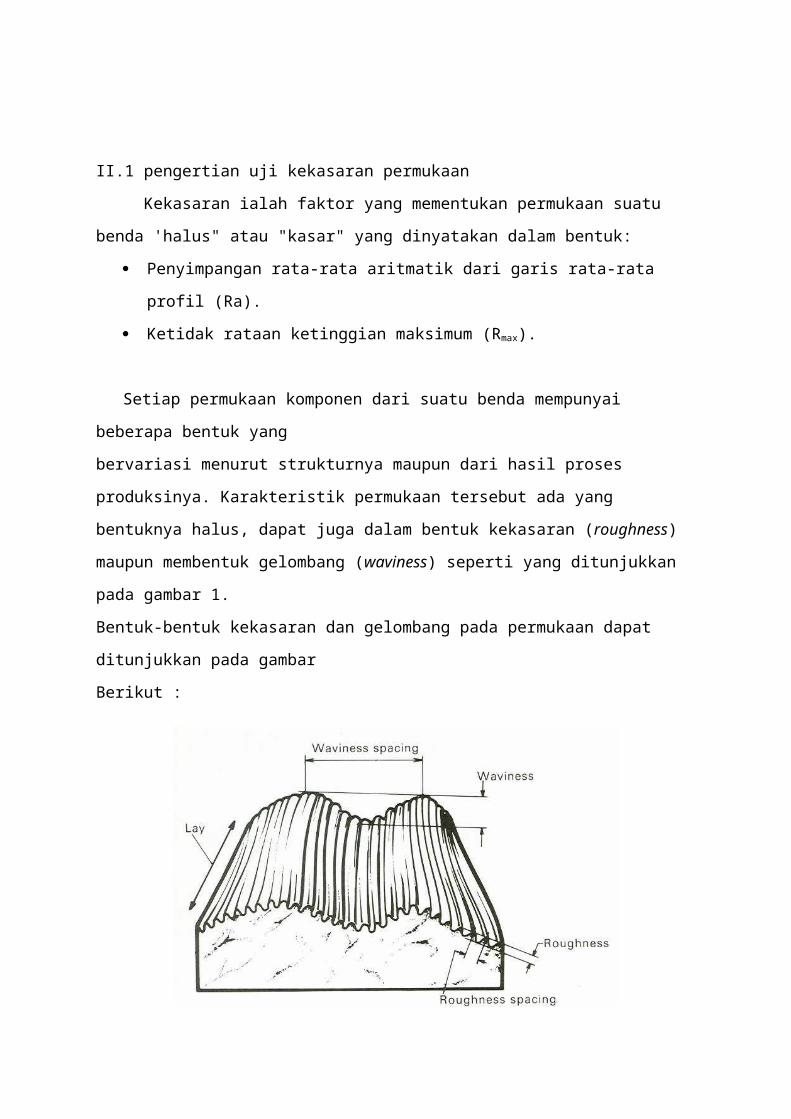
Setiap permukaan komponen dari suatu benda mempunyai beberapa bentuk yang
bervariasi menurut strukturnya maupun dari hasil proses produksinya. Karakteristik
permukaan tersebut ada yang bentuknya halus, dapat juga dalam bentuk kekasaran
(roughness) maupun membentuk gelombang (waviness) seperti yang ditunjukkan pada
gambar 1.
Bentuk-bentuk kekasaran dan gelombang pada permukaan dapat ditunjukkan pada gambar
Berikut :
Gambar 2.1 Bentuk Kekasaran dan Penggelombangan Pada Permukaan.
Roughness/kekasaran didefinisikan sebagai ketidakhalusan bentuk yang menyertai
proses produksi yang disebabkan oleh pengerjaan mesin, sedangkan penggelombangan
adalah komponen tekstur dimana kekasaran saling menumpuk. Hal ini disebabkan oleh
faktor-faktor seperti penyimpangan mesin, getaran, berbagai penyebab regangan pada bahan
dan pengaruh-pengaruh lainnya(2,3,4). Nilai kekasaran dinyatakan dalam Roughness Average
(Ra). Ra didefinisikan sebagai ratarata aritmatika dan penyimpangan mutlak profil kekasaran
dari garis tengah rata-rata(2,3,4).
II.2 Metode dan Teknik Pengukuran Kekasaran Permukaan
Pengukuran kekasaran permukaan dilakukan dengan metode sentuh (dengan
menggunakan alat pengukur sentuh) yang bekerja secara mekanik elektrik, menghasilkan
profilograin dari sebuah permukaan dan berbagai besaran kekasaran permukaan seperti Ra,
Rt, Rz, Rmax, dan lain-lain secara langsung.
Pengukuran kekasaran permukaan berpedoman pada DIN 7182 mengenai penyimpangan
dimensi, DIN 7184 mengenai penyimpangan bentuk dengan tebal : lebar = 1 : 1000 (patokan
harga) dan DIN 4768 mengenai kekasaran dengan dalam : lebar = 1 : 5 sampai 1 : 150
(patokan harga).
Gambar 2.2 alat surface roughness measurement
Bab III
Proses praktikum
III.1 peralatan dan bahan uji
Adapun Peralatan dan bahan uji yang digunakan untuk praktek surface tester adalah :
Surface rougness tester measurement
Composite pocket set no. 130
10 buah speciment uji kekasaran.
III.2 proses percobaan
Letakkan benda uji ditempat yang datar
Hidupkan surface rougness measurement tester
Sentukan ujung sensor alat uji pada permukaan benda yang akan di uji ( tangkai harus
dalam posisi bebas )
Tekan tombol start dan stop untuk memulai melakukan pembacaan.
Tunggu beberapa saat hingga sensor berjalan dan melakukan pembacaan terhadap
permukaan suatu benda.
Catat hasil pembacaan alat terhadap suatu bidang permukaan benda uji
Lakukan beberapa kali dan bandingkan ukuran yang dihasilkan alat dengan plat
standart kekerasan benda dan jenis pengerjaan.
Bab IV
Data hasil percobaan
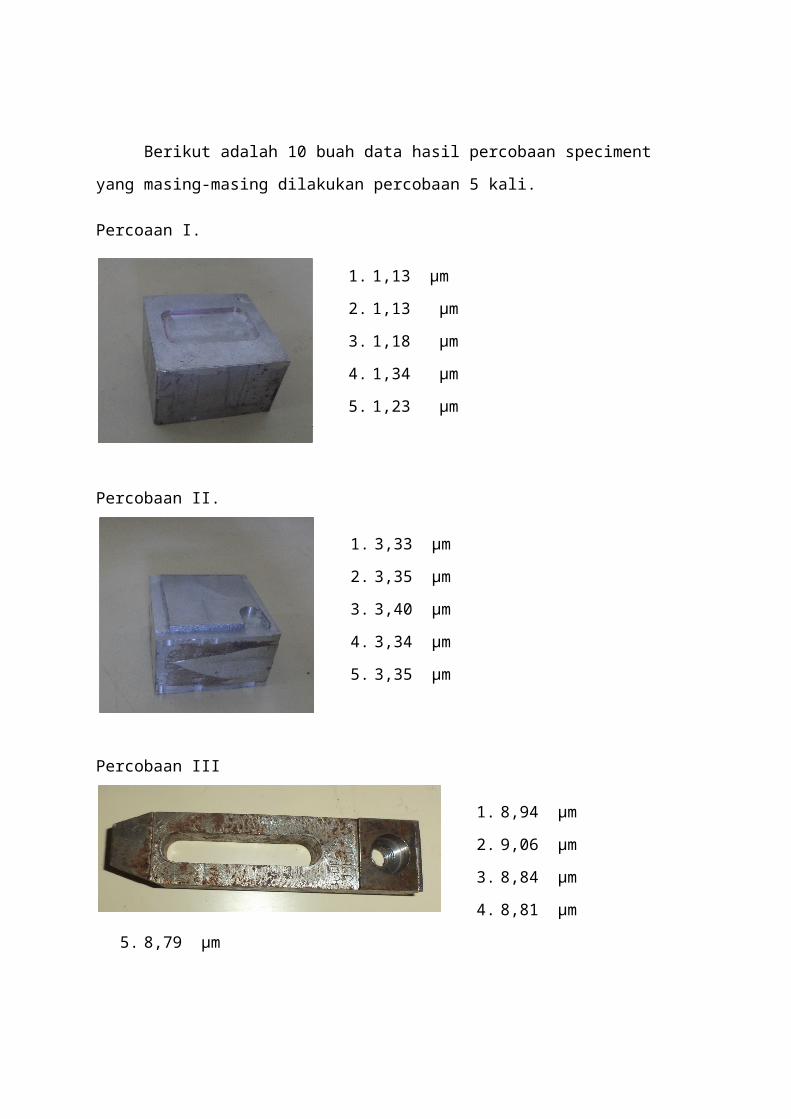
Berikut adalah 10 buah data hasil percobaan speciment yang masing-masing
dilakukan percobaan 5 kali.
Percoaan I.
1. 1,13 μm
2. 1,13 μm
3. 1,18 μm
4. 1,34 μm
5. 1,23 μm
Percobaan II.
1. 3,33 μm
2. 3,35 μm
3. 3,40 μm
4. 3,34 μm
5. 3,35 μm
Percobaan III
1. 8,94 μm
2. 9,06 μm
3. 8,84 μm
4. 8,81 μm
5. 8,79 μm
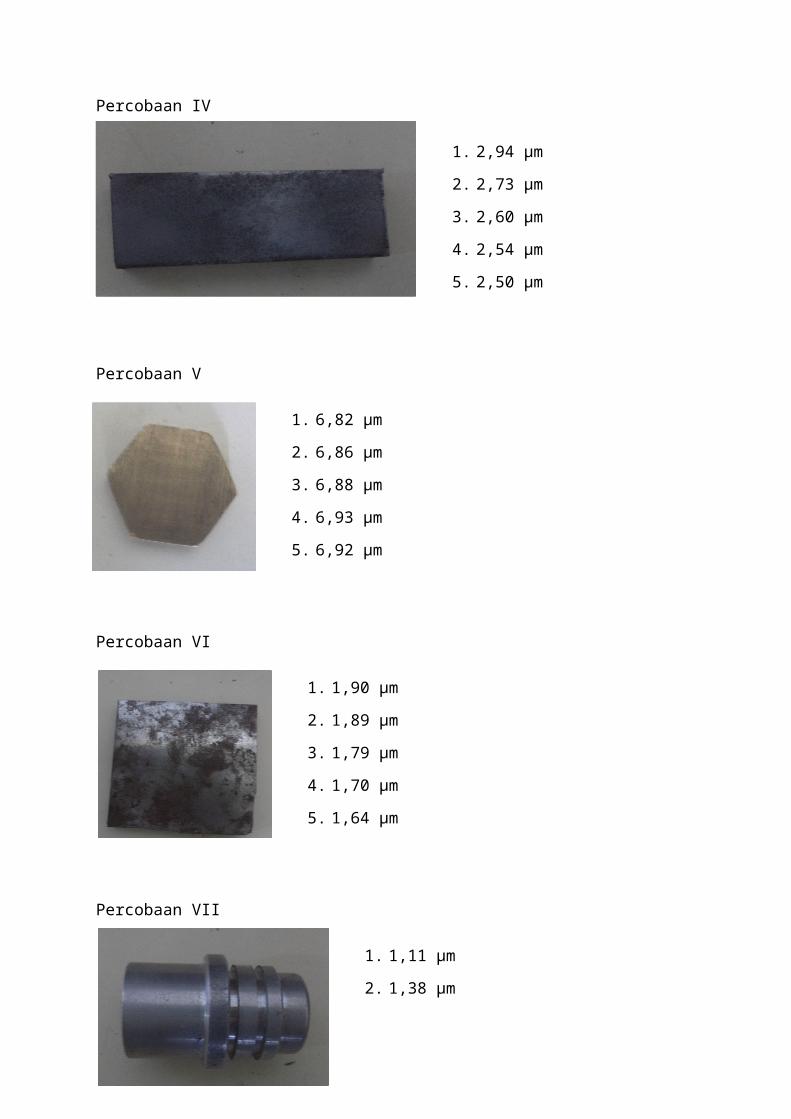
Percobaan IV
1. 2,94 μm
2. 2,73 μm
3. 2,60 μm
4. 2,54 μm
5. 2,50 μm
Percobaan V
1. 6,82 μm
2. 6,86 μm
3. 6,88 μm
4. 6,93 μm
5. 6,92 μm
Percobaan VI
1. 1,90 μm
2. 1,89 μm
3. 1,79 μm
4. 1,70 μm
5. 1,64 μm
Percobaan VII
1. 1,11 μm
2. 1,38 μm
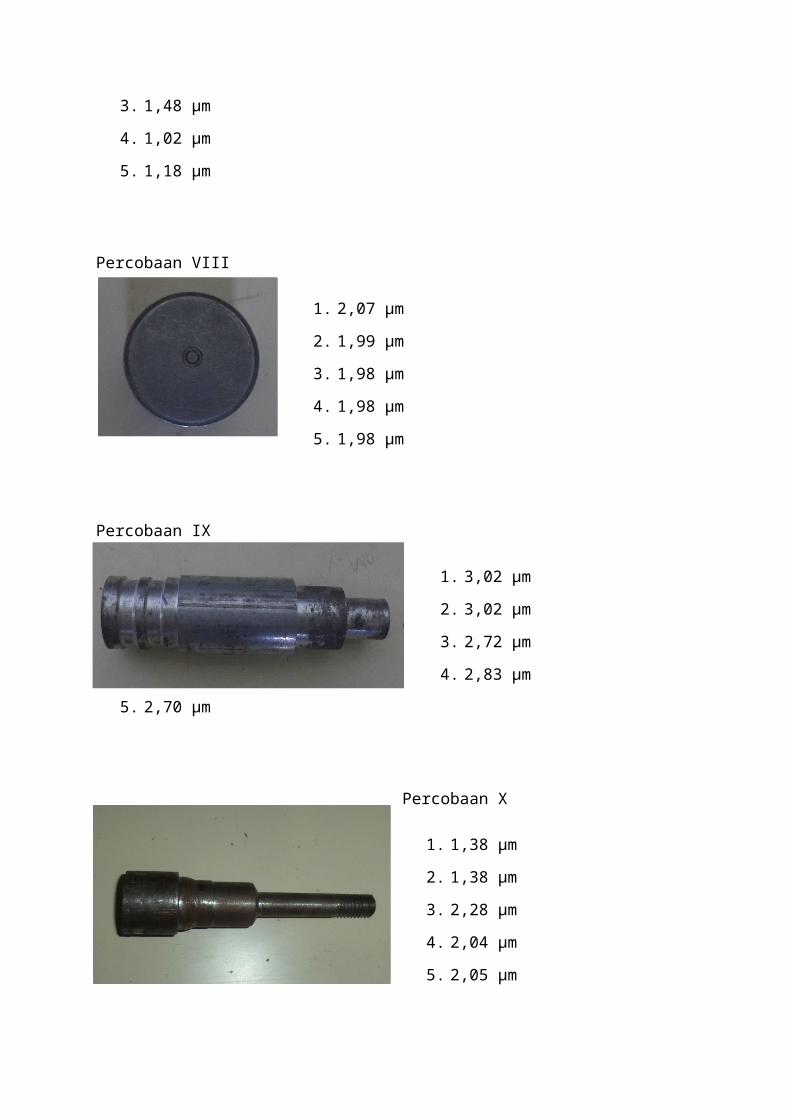
3. 1,48 μm
4. 1,02 μm
5. 1,18 μm
Percobaan VIII
1. 2,07 μm
2. 1,99 μm
3. 1,98 μm
4. 1,98 μm
5. 1,98 μm
Percobaan IX
1. 3,02 μm
2. 3,02 μm
3. 2,72 μm
4. 2,83 μm
5. 2,70 μm
Percobaan X
1. 1,38 μm
2. 1,38 μm
3. 2,28 μm
4. 2,04 μm
5. 2,05 μm
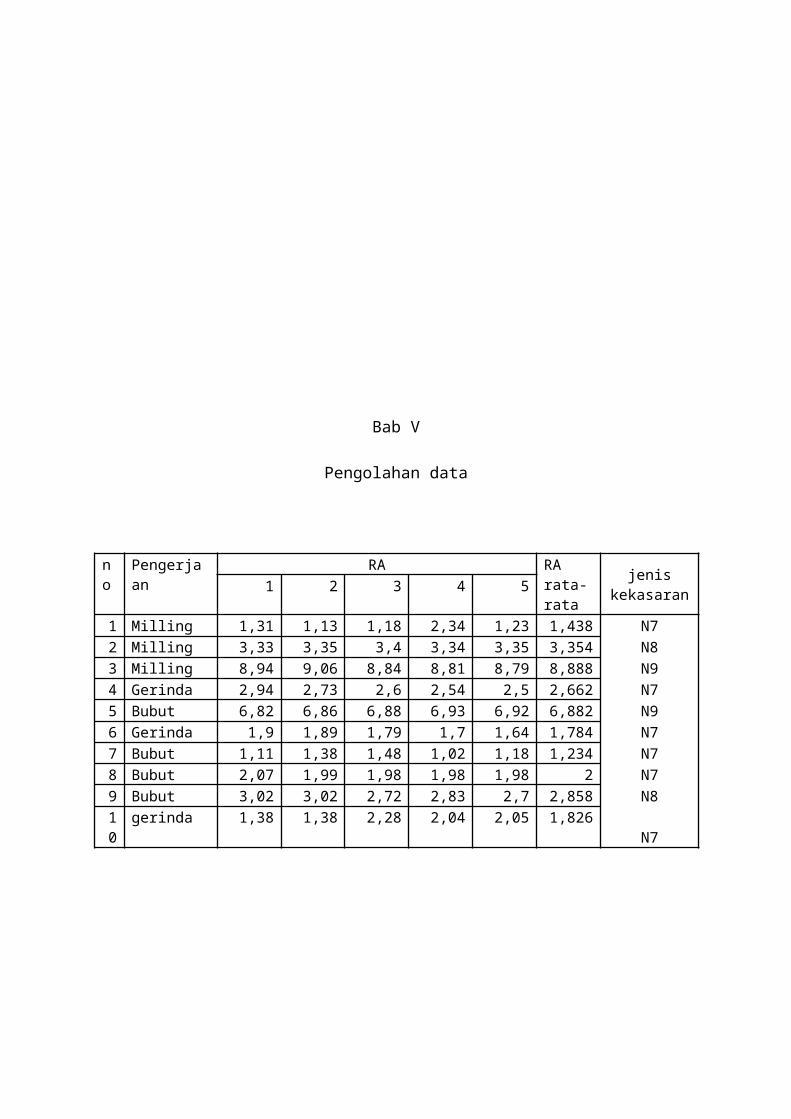
Bab V
Pengolahan data
no Pengerjaan RA RA rata-rata
jenis kekasaran1 2 3 4 5
1 Milling 1,31 1,13 1,18 2,34 1,23 1,438 N72 Milling 3,33 3,35 3,4 3,34 3,35 3,354 N83 Milling 8,94 9,06 8,84 8,81 8,79 8,888 N94 Gerinda 2,94 2,73 2,6 2,54 2,5 2,662 N75 Bubut 6,82 6,86 6,88 6,93 6,92 6,882 N96 Gerinda 1,9 1,89 1,79 1,7 1,64 1,784 N77 Bubut 1,11 1,38 1,48 1,02 1,18 1,234 N78 Bubut 2,07 1,99 1,98 1,98 1,98 2 N79 Bubut 3,02 3,02 2,72 2,83 2,7 2,858 N8
10 gerinda 1,38 1,38 2,28 2,04 2,05 1,826 N7
Bab VI
Analisa data percobaan
Berdasarkan data – data yang penulis olah maka penulis dapat menarik analisa
sebagai berikut :
1. Kekasaran permukaan dipengaruhi oleh pisau / pahat mesin.
2. Kekasaran permukaan suatu benda akan mempengaruhi fungsi dan effisiensi dari
suatu benda kerja
3. Temperature dan suhu adalah dua factor yang mempengaruhi kekasaran permukaan
benda kerja saat proses permesinan.
4. Pada saat melakukan pengambilan data terhadap beberapa speciment ada permukaan
yang berkarat dan menyebabkan data yang diperoleh besar karena permukaan telah
berubah akibat perkaratannya.
5. Kekasaran logam sangat berpengaruh ketika melakukan uji kekerasan logam.
Bab VII
Penutup
VII.1 kesimpulan
Dari pengujian yang telah dilakukan maka penulis dapat menarik kesimpulan sebagai
berikut :
1. Benda 1 = N7
2. Benda 2 = N8
3. Benda 3 = N9
4. Benda 4 = N7
5. Benda 5 = N9
6. Benda 6 = N7
7. Benda 7 = N7
8. Benda 8 = N7
9. Benda 9 = N8
10. Benda 10 = N7
VII.2 saran
Adapun saran yang dapat penulis berikan yaitu :
Lakukan suatu pekerjaan dengan teliti dan fokus
Sewaktu melakukan pengukuran pastikan tangkai alat surface roughness tester dalam
keadaan bebas / tidak tersentuh bagian atasnya.
Bertanyalah jika ada yang ragu kepada instruktur pembimbing.
Daftar pustaka
Cokro widodo.2001. ilmu pengetahuan bahan.wordpress.com.10-12-2012
Neiman j.2005.uji kekerasan.google.com.10-12-2012
Recommended

















