
PerfectSense
Indicações de aplicação / armazenamento
Descrição de produto PerfectSense
PerfectSense define-se como uma nova categoria de placas decorativas ultra brilhantes e foscas em versão Premium
baseando-se na qualidade comprovada EGGER MDF, para aplicação em mobiliário de alta qualidade e acabamentos. Graças
a um revestimento inovador à base de tecnologia UV, todas as decorações EGGER podem ser oferecidas como PerfectSense
Matt com propriedade antidedadas ou PerfectSense Gloss com textura de superfície e efeito de profundidade especial.
Indicações de aplicação PerfectSense
As seguintes informações de aplicação baseiam-se em diferentes séries de testes com os melhores resultados de processa-
mento em cooperação com a Leitz GmbH & Co.KG
Leitz GmbH & Co. KG
www.leitz.at
Directivas de processamento gerais
No processamento do EGGER PerfectSense devem ser observados todos os valores de referência da tabela, de acordo com
os procedimentos de processamento, para a escolha da velocidade de corte (vc) e de avanço do dente (fz).
Procedimentos de processamento Velocidade de corte vc m/s
Serras 60 – 90
Maquinagem 60 – 80
Fresas 50 – 70
Brocas 0.5 – 2.0
Procedimentos de processamento Avanço do dente
Serras 0.05 – 0.12
Maquinagem 0.12 – 0.16
Fresas 0.50 – 0.8
Brocas 0.10 – 0.15
Estes parâmetros estão relacionados com o diâmetro da ferramenta (D), número de dentes (Z), número de rotações (n) e
velocidade do avanço (vf) na utilização da máquina. A selecção acertada destes factores é responsável por um bom início
de processamento.
2
As seguintes fórmulas aplicam-se para o cálculo da velocidade de corte, avanço do dente e velocidades:
vc – Velocidade de corte [m/s]vc = D • π • n / 60 • 1000
D – Diâmetro da ferramenta [mm] n – Rotações da ferramenta [min-1]
fz – Avanço do dente [mm] fz = vf • 1000 / n • z
vf – Velocidade do avanço [m/min]
n – Rotações da ferramenta [min-1] z – Número de dentes
vf – Velocidade do avanço [m/min-1]vf = fz • n • z / 1000
fz – Avanço do dente [mm]
n – Rotações da ferramenta [min-1] z – Número de dentes
Material de corte
Basicamente podem ser utilizadas tanto as ferramentas com ponta de carboneto (HW) como as pontas de diamante
(DP- Diamante policristalino). Para obter um prolongamento da vida útil com volumes de corte elevados, recomenda-se a
utilização de ferramentas com pontas de diamante (DP).
Ferramentas geral
Para o processamento do EGGER PerfectSense recomendam-se ferramentas com pontas de corte novas ou renovadas, para
obter uma óptima qualidade de cantos.
Corte de placas com lâminas de serra circular
GeralA ter em consideração:
→ Face (lado da decoração com película) para cima → Ter em atenção à projecção correta da serra (ver tabela) → Ajustar rotações e número de dentes na velocidade de avanço → Recomenda-se a utilização de um riscador de serra circular para um corte limpo na parte inferior da placa
Dependendo da projecção da serra, alterar o ângulo de entrada e de saída e com isso a qualidade do canto de corte. Se o
canto de corte superior não for limpo deve-se ajustar a lâmina da serra para cima. Com um corte não limpo na parte inferior
deve ajustar a lâmina da serra para baixo. Como tal, deve-se calcular o ajuste de altura mais adequado.
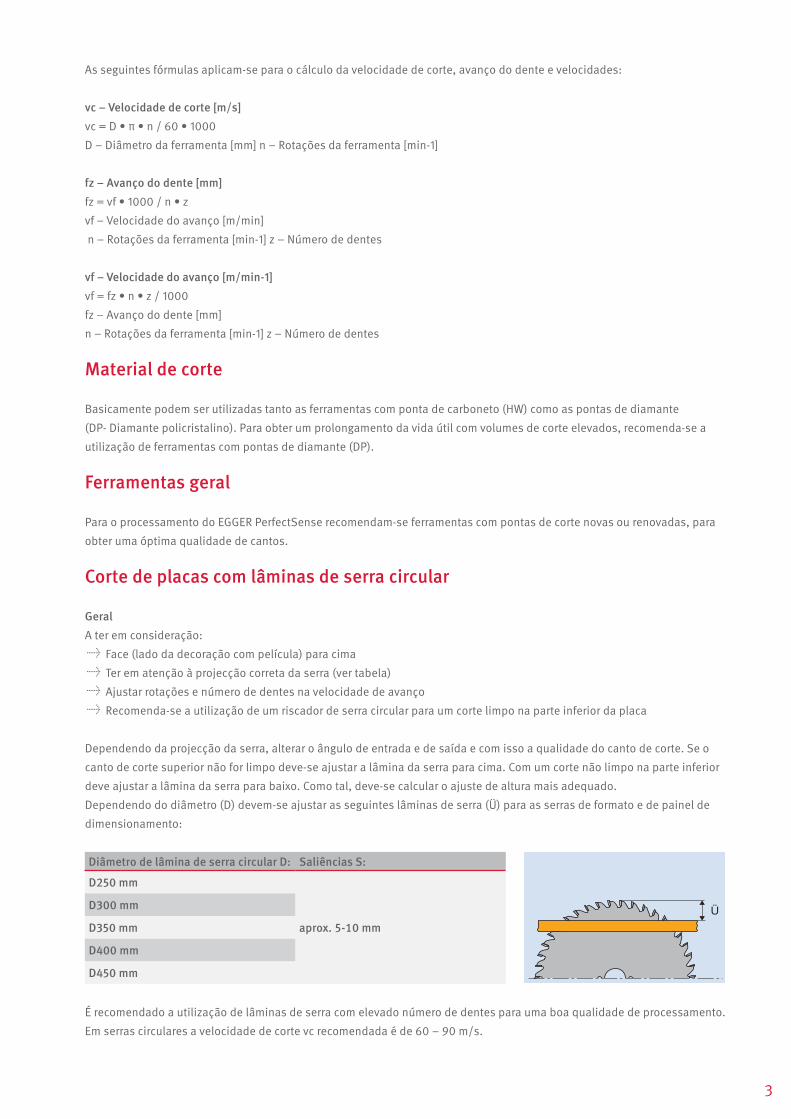
Dependendo do diâmetro (D) devem-se ajustar as seguintes lâminas de serra (Ü) para as serras de formato e de painel de
dimensionamento:
Diâmetro de lâmina de serra circular D: Saliências S:
D250 mm
aprox. 5-10 mm
D300 mm
D350 mm
D400 mm
D450 mm
É recomendado a utilização de lâminas de serra com elevado número de dentes para uma boa qualidade de processamento.
Em serras circulares a velocidade de corte vc recomendada é de 60 – 90 m/s.
Ü
3
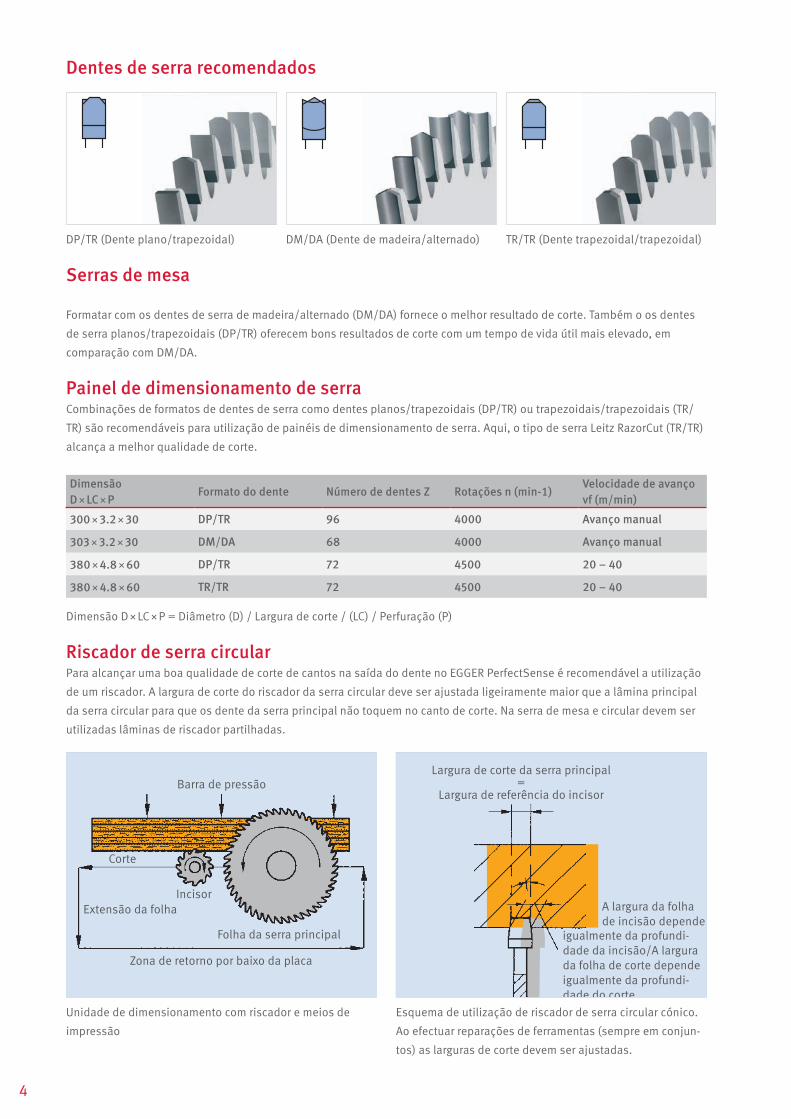
Dentes de serra recomendados
Serras de mesa
Formatar com os dentes de serra de madeira/alternado (DM/DA) fornece o melhor resultado de corte. Também o os dentes
de serra planos/trapezoidais (DP/TR) oferecem bons resultados de corte com um tempo de vida útil mais elevado, em
comparação com DM/DA.
Painel de dimensionamento de serra Combinações de formatos de dentes de serra como dentes planos/trapezoidais (DP/TR) ou trapezoidais/trapezoidais (TR/
TR) são recomendáveis para utilização de painéis de dimensionamento de serra. Aqui, o tipo de serra Leitz RazorCut (TR/TR)
alcança a melhor qualidade de corte.
DimensãoD × LC × P
Formato do dente Número de dentes Z Rotações n (min-1)Velocidade de avanço vf (m/min)
300 × 3.2 × 30 DP/TR 96 4000 Avanço manual
303 × 3.2 × 30 DM/DA 68 4000 Avanço manual
380 × 4.8 × 60 DP/TR 72 4500 20 – 40
380 × 4.8 × 60 TR/TR 72 4500 20 – 40
Dimensão D × LC × P = Diâmetro (D) / Largura de corte / (LC) / Perfuração (P)
Riscador de serra circularPara alcançar uma boa qualidade de corte de cantos na saída do dente no EGGER PerfectSense é recomendável a utilização
de um riscador. A largura de corte do riscador da serra circular deve ser ajustada ligeiramente maior que a lâmina principal
da serra circular para que os dente da serra principal não toquem no canto de corte. Na serra de mesa e circular devem ser
utilizadas lâminas de riscador partilhadas.
DP/TR (Dente plano/trapezoidal) DM/DA (Dente de madeira/alternado) TR/TR (Dente trapezoidal/trapezoidal)
Barra de pressão
Incisor
Folha da serra principal
Zona de retorno por baixo da placa
Extensão da folha
Corte
Unidade de dimensionamento com riscador e meios de
impressão
Largura de corte da serra principal=
Largura de referência do incisor
A largura da folha de incisão depende
igualmente da profundi-dade da incisão/A largura da folha de corte depende igualmente da profundi-dade do corte.
Esquema de utilização de riscador de serra circular cónico.
Ao efectuar reparações de ferramentas (sempre em conjun-
tos) as larguras de corte devem ser ajustadas.
4

Fresagem em fresa de mesa ou sistemas contínuos Para se conseguir cantos sem rachadelas na camada exterior devem ser utilizadas ferramentas de junção com ângulo de
eixo mútuo. Para isto recomenda-se cabeças de corte de diamante como a Leitz WhisperCut com um ângulo de eixo de 30° a 50°. A extracção de material deve ser o menor possível e não deve ultrapassar os 2 mm.
Para bons resultados de fresagem é vantajosa a utilização de ferramentas com maior precisão de concentricidade e
balanceamento, que pode ser alcançado através da utilização de interfaces de centragem como sistemas de tensão hidro,
tomadas HSK ou sistemas de encolher.
Em trabalhos com avanço manual em fresas de mesa, devem ser utilizadas apenas ferramentas com a indicação "MAN" ou
"BG-Test". Além disso, a gama de rotações indicada na ferramente não deve ser nem inferior nem superior, por razões de
segurança. As ferramentas para o avanço manual apenas devem ser utilizadas em sentido contrário.
Os parâmetros de utilização da fresa de juntas devem ser seleccionadas de modo a que o avanço de dente (fz)seja entre 0,4
e 0,7 mm:
Diâmetro D [mm] Rotações n [min-1] Número de dentes ZVelocidade de avanço vf (8m/min)
85 12000 3 15-20
125 9000 3 14-20
180 6000 6 20-25
Fragmentador para máqunas contínuas
Recomendam-se fragmentadores compactos de diamante que fazem pouco atrito e pressão de corte. O tipo Leitz Diamaster
DT PLUS montado no elemento de tensão Hydro é especialmente apropriado para maior concentricidade e excentricidade
axial e qualidade de processamento e tempo de vida útil da ferramenta excelente. A velocidade de corte (vc) é de 80 m/s na
rotação normal (n) 6000 min-1 e diâmetro (D) 250. Os parâmetros de utilização e número de dentes do fragmentador devem
ser seleccionados de modo a que o avanço de dente (fz) seja entre 0,12 e 0,16 mm.
DimensãoD × LC × P [mm]
Rotações n [min-1]Número dedentes Z
Velocidade de avanço vf [m/min]
250 × 10 × 60 6000 24 15 – 24
250 × 10 × 60 6000 36 25 – 35
250 × 10 × 60 6000 48 35 – 45
250 × 10 × 60 6000 60 45 – 55
Dimensão D × LC × P = Diâmetro (D) / Largura de corte / (LC) / Perfuração (P)
Leitz DP Kompaktzerspaner Diamaster
DT Plus
5
Aplicação de cantos com película de protecçãoPara a aplicação de cantos que estão protegidos com uma película de protecção da superfície, recomenda-se a utilização de
meios de separação, refrigeração e de limpeza disponíveis no mercado. Após o iniciar o canto, o anti aglomerante pode ser
pulverizado no primeiro cilindro de impressão ou directamente na superfície da placa e do canto. Se durante a aplicação na
unidade de fluxo contínuo se soltar a película de protecção, recomenda-se o controlo e limpeza das sapatas bem como da
utilização de um lubrificante, para minimizar o atrito entre a película de protecção e a sapata. Para proteger o canto o mais
possível de factores externos, a película de protecção só deve ser retirada aquando a montagem final do móvel.
Os cantos PerfectSense Gloss e PerfectSense Matt são adequados para a aplicação em unidade de fluxo contínuo e centros
de processamento. Tenha em atenção as indicações de aplicação Cantos de segurança EGGER ABS.
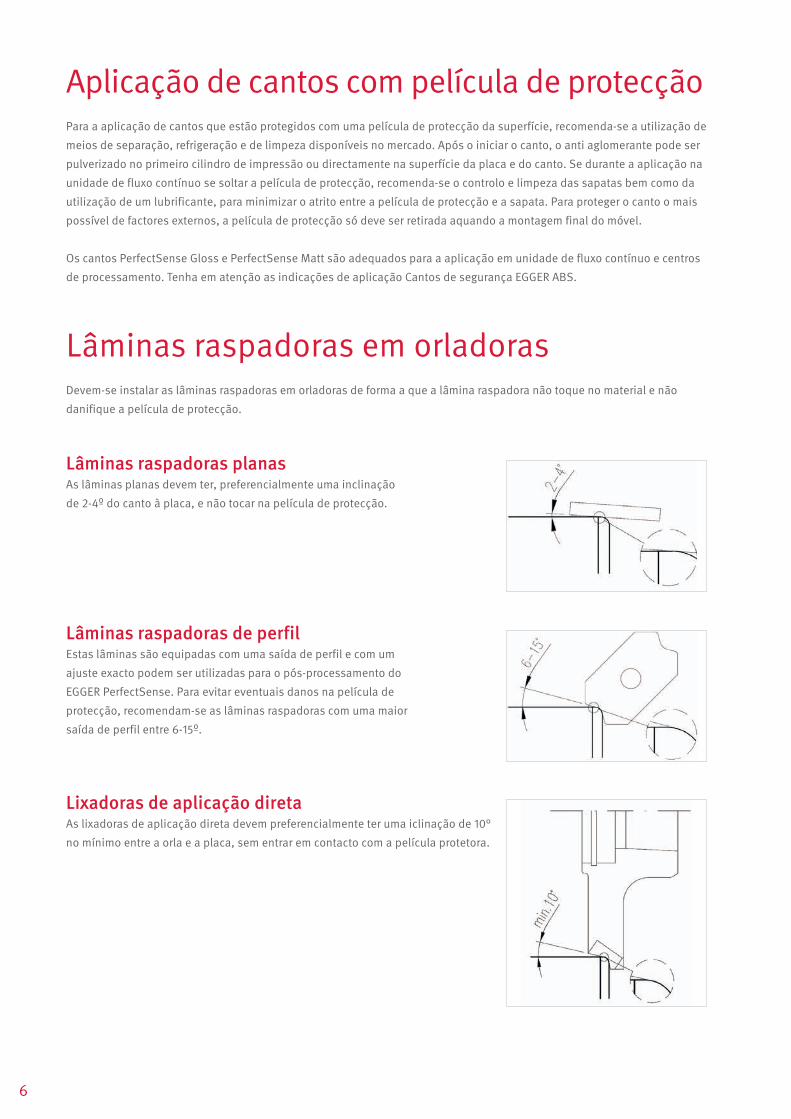
Lâminas raspadoras em orladorasDevem-se instalar as lâminas raspadoras em orladoras de forma a que a lâmina raspadora não toque no material e não
danifique a película de protecção.
Lâminas raspadoras planasAs lâminas planas devem ter, preferencialmente uma inclinação
de 2-4º do canto à placa, e não tocar na película de protecção.
Lâminas raspadoras de perfilEstas lâminas são equipadas com uma saída de perfil e com um
ajuste exacto podem ser utilizadas para o pós-processamento do
EGGER PerfectSense. Para evitar eventuais danos na película de
protecção, recomendam-se as lâminas raspadoras com uma maior
saída de perfil entre 6-15º.
Lixadoras de aplicação diretaAs lixadoras de aplicação direta devem preferencialmente ter uma iclinação de 10°
no mínimo entre a orla e a placa, sem entrar em contacto com a película protetora.
6
Processamento de ranhuras Para o processamento de ranhuras devem ser seleccionadas ferramentas com um maior número de dentes para uma
qualidade de cantos ideal. O avanço do dente (fz) deve-se mover entre 0,03-0,06 mm no processamento em paralelismo (PLL)
Diâmetro D [mm] Rotações n [min-1] Número de dentes ZVelocidade de avanço vf [m/min]
180 6000 36 7 – 14
200 6000 48 8 – 16
Máquinas CNC estacionáriasPara o processamento em fresadoras e centros de processamento são mais adequadas as fresas inteiriças de metal duro em
espiral (FMD) ou de preferência fresadores de ponta de diamante (DP).
Serve para assegurar uma boa tensão da ferramenta na máquina. Para apoiar o aspirador de vácuo podem ser utilizadas
tensores mecânicos adicionais. Mandris de encolhimento estáveis e rígidos do tipo Leitz Thermo-Grip® são recomendados
para uma maior precisão de concentricidade, balanceamento e para qualidade de corte perfeita. Um bom resultado de
processamento só pode ser alcançado com suficiente rigidez da máquina. As máquinas tipo gantry rígidas são o ideal.
Dados de utilização recomendados:Rotações n = 20.000 – 24.000 min-1
Avanço (vf) em corte completo:
Z1 = 8m/min
Z2 = 16m/min
Z3 = 24m/min
DimensãoD × CU × E [mm]
Número de dentes Z Sentido de rotação Versão Leitz ID-Nr.
16 × 28 × 20 2 + 2 RL Diamaster Pro 191042
20 × 28 × 20 2 + 2 RL Diamaster Quattro 91235
20 × 28 × 20 3 + 3 RL Diamaster Plus³ 191051
12 × 24 × 12 2 + 2 RL Diamaster Pro, Nesting 191060
Dimensão D × CU × DE [mm] = Diâmetro (D) / Comprimento útil (CU) / dimensão do eixo (E)
Outras dimensões disponíveis a pedido
7
BrocasPara perfurar são utilizadas brocas de metal duro (FMD) em espiral, brocas para entalhaduras ou Forstner. Em centros de
processamento CNC, recomenda-se a utilização da broca Forstner no mandril principal em vez do conjuntos de mandris,
para maior estabilidade. O processamento de perfuração para furação de entalhaduras e furos de ajuste encontra-se na
contra página.
Broca para entalhadura
Rotações n [min-1] 4000 – 6000
Velocidade de avanço vf [m/min] 2 – 4
As furações de entalhaduras podem ser efectuadas com brocas de metal duro. Recomenda-se a utilização de ferramentas
que causem pouca pressão de corte. A viabilidade técnica no que respeita a aplicação e a resultante qualidade de canto
deve ser verificada individualmente pelo utilizador.
Broca forstner
Rotações n [min-1] 3000 – 4500
Velocidade de avanço vf [m/min] 1 – 2
Os furos de ajuste podem ser feitos com brocas Forstner de metal duro com geometria de ângulo modificada na broca de
desbaste. Para isso, recomenda-se a utilização das seguintes ferramentas Leitz:
DimensãoD × CU × CT [mm]
Número dedentes Z
VersãoLeitz IDLL
Leitz IDRL
15 × 70 Z 2 / V2 Trados HW 37203 37204
20 × 70 Z 2 / V2 Trados HW 37205 37206
25 × 70 Z 2 / V2 Trados HW 37207 37208
26 × 70 Z 2 / V2 Trados HW 37209 37210
30 × 70 Z 2 / V2 Trados HW 37211 37212
35 × 70 Z 2 / V2 Trados HW 37213 37214
Dimensão D × CU × CT [mm] = Diâmetro (D) / Comprimento útil (CU) / Comprimento total (CT)
Vida útilA vida útil das ferramentas depende de uma série de factores que, no âmbito destas directivas de processamento,
não podem ser derivados de uma indicação de vida útil. As informações sobre os parâmetros de ferramentas e de
processamento são valores recomendados. Constelações mecânicas ou relacionadas com o fluxo podem levar a parâmetros
divergentes. Um ajuste ideal da máquina, ferramentas e materiais, bem como os requisitos específicos do cliente, apenas
podem ser efectuados no local acompanho por um técnico de aplicação Leitz. Devido aos elevados padrões de qualidade
e ao especial acabamento da superfície do EGGER PerfectSense, pode-se esperar um encurtamento da vida útil das
ferramentas, em comparação com as placas revestidas comuns da EGGER, devido aos factores acima indicados.
8
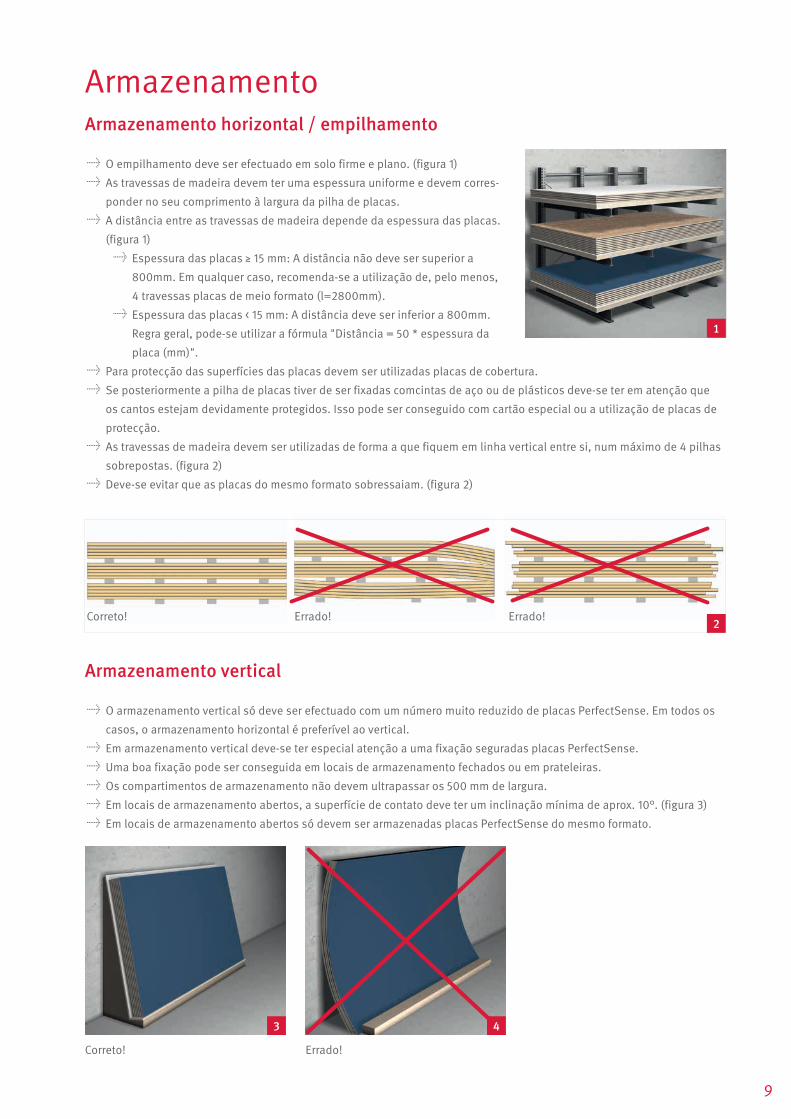
ArmazenamentoArmazenamento horizontal / empilhamento
→ O empilhamento deve ser efectuado em solo firme e plano. (figura 1) → As travessas de madeira devem ter uma espessura uniforme e devem corres-
ponder no seu comprimento à largura da pilha de placas. → A distância entre as travessas de madeira depende da espessura das placas.
(figura 1) → Espessura das placas ≥ 15 mm: A distância não deve ser superior a
800mm. Em qualquer caso, recomenda-se a utilização de, pelo menos,
4 travessas placas de meio formato (l=2800mm). → Espessura das placas < 15 mm: A distância deve ser inferior a 800mm.
Regra geral, pode-se utilizar a fórmula "Distância = 50 * espessura da
placa (mm)". → Para protecção das superfícies das placas devem ser utilizadas placas de cobertura. → Se posteriormente a pilha de placas tiver de ser fixadas comcintas de aço ou de plásticos deve-se ter em atenção que
os cantos estejam devidamente protegidos. Isso pode ser conseguido com cartão especial ou a utilização de placas de
protecção. → As travessas de madeira devem ser utilizadas de forma a que fiquem em linha vertical entre si, num máximo de 4 pilhas
sobrepostas. (figura 2) → Deve-se evitar que as placas do mesmo formato sobressaiam. (figura 2)
Correto! Errado!
1
3 4
Armazenamento vertical
→ O armazenamento vertical só deve ser efectuado com um número muito reduzido de placas PerfectSense. Em todos os
casos, o armazenamento horizontal é preferível ao vertical. → Em armazenamento vertical deve-se ter especial atenção a uma fixação seguradas placas PerfectSense. → Uma boa fixação pode ser conseguida em locais de armazenamento fechados ou em prateleiras. → Os compartimentos de armazenamento não devem ultrapassar os 500 mm de largura. → Em locais de armazenamento abertos, a superfície de contato deve ter um inclinação mínima de aprox. 10°. (figura 3) → Em locais de armazenamento abertos só devem ser armazenadas placas PerfectSense do mesmo formato.
Correto! Errado! Errado! 2
9
Manuseamento e transporte → Durante o transporte, deve-se evitar a humidade (ex., proteger da exposição directa com uma película de protecção, ou
com camiões fechados) → A carga deve ser segurada com meios de fixação adequados (cintas de aperto, etc.) para que não escorregue nem caia. → Para evitar que a carga escorregue podem ser utilizados tapetes
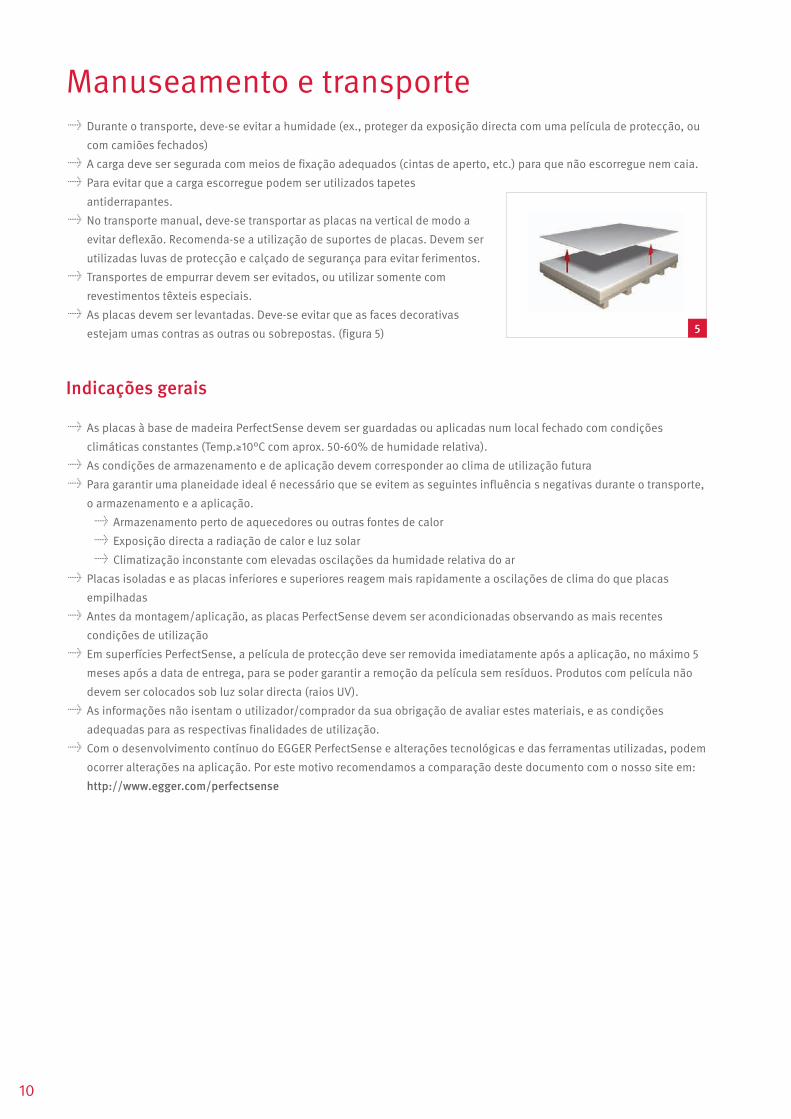
antiderrapantes. → No transporte manual, deve-se transportar as placas na vertical de modo a
evitar deflexão. Recomenda-se a utilização de suportes de placas. Devem ser
utilizadas luvas de protecção e calçado de segurança para evitar ferimentos. → Transportes de empurrar devem ser evitados, ou utilizar somente com
revestimentos têxteis especiais. → As placas devem ser levantadas. Deve-se evitar que as faces decorativas
estejam umas contras as outras ou sobrepostas. (figura 5)
Indicações gerais
→ As placas à base de madeira PerfectSense devem ser guardadas ou aplicadas num local fechado com condições
climáticas constantes (Temp.≥10°C com aprox. 50-60% de humidade relativa). → As condições de armazenamento e de aplicação devem corresponder ao clima de utilização futura → Para garantir uma planeidade ideal é necessário que se evitem as seguintes influência s negativas durante o transporte,
o armazenamento e a aplicação. → Armazenamento perto de aquecedores ou outras fontes de calor → Exposição directa a radiação de calor e luz solar → Climatização inconstante com elevadas oscilações da humidade relativa do ar
→ Placas isoladas e as placas inferiores e superiores reagem mais rapidamente a oscilações de clima do que placas
empilhadas → Antes da montagem/aplicação, as placas PerfectSense devem ser acondicionadas observando as mais recentes
condições de utilização → Em superfícies PerfectSense, a película de protecção deve ser removida imediatamente após a aplicação, no máximo 5
meses após a data de entrega, para se poder garantir a remoção da película sem resíduos. Produtos com película não
devem ser colocados sob luz solar directa (raios UV). → As informações não isentam o utilizador/comprador da sua obrigação de avaliar estes materiais, e as condições
adequadas para as respectivas finalidades de utilização. → Com o desenvolvimento contínuo do EGGER PerfectSense e alterações tecnológicas e das ferramentas utilizadas, podem
ocorrer alterações na aplicação. Por este motivo recomendamos a comparação deste documento com o nosso site em:
http://www.egger.com/perfectsense
5
10

Outros documentos
Ficha técnica: PerfectSense Gloss / Matt
Indicações de aplicação: Cantos de segurança EGGER ABS
Nota provisória:
Estas indicações de aplicação foram criadas em conformidade com os nossos melhores conhecimentos e com especial
cuidado. Não nos responsabilizamos por erros de impressão, erros de normas ou enganos. Além disso, poderão verificar-
se alterações técnicas decorrentes do desenvolvimento contínuo da EGGER PerfectSense, assim como de alterações nas
normas e documentos do direito público. Por conseguinte, o conteúdo deste folheto de instruções técnicas não pode servir
de instruções de utilização nem de fundamento para qualquer obrigação legal.
11

Para mais informações envie o código QR ao lado com o seu smartphone
PT_1
1585
14_0
3/16
Sob
rese
rva
de a
lter
açõe
s té
cnic
as o
u er
ros
de im
pres
são.
www.egger.com/zoom
OUTROS PAÍSES
FRITZ EGGER GmbH & Co. OG
Holzwerkstoffe
Weiberndorf 20
6380 St. Johann in Tirol
Austria
t +43 50 600-10159
f +43 50 600-90159
PORTUGAL
ZOOM Assistance
t +33 811 701 100
Serviço 0,06 €
+ Preço de uma chamada internacional
segundo a tabela do seu operador
Recommended

















