Embed Size (px)
Citation preview

1 Сборочный инструмент.
1.1 Стандартный сборочный инструмент
Номенклатура стандартного сборочного инструмента для закручивания винтов и га-
ек определена ГОСТ29308 - 92, а наиболее часто используемые виды приведены в таб. 1
Таблица 1
Эскиз инструмента Наименование ин-
струмента
Основной па-
раметр
ГОСТ
Ключи гаечные с
открытым зевом
односторонние
S = 3,2 - 85 мм
ГОСТ2841- 80
Ключи гаечные с
открытым зевом
односторонние
укороченные
S = 85 – 225 мм
ГОСТ3108 - 71
Ключи гаечные с
открытым зевом
двусторонние
= -
мм
ГОСТ2839 - 80
Ключи гаечные
комбинированные
= -
мм
ГОСТ16983-80
Ключи гаечные
кольцевые двусто-
ронние коленчатые
= -
мм
ГОСТ2906-80
Ключи для круглых
шлицевых гаек а= 1,4 –14мм
= 12 – 250
мм
ГОСТ16984-79
Ключи рожковые
H= 22-120 мм
ГОСТ6394-73
Ключи кольцевые
односторонние с
четырехгранным
зевом
S = 5 – 41 мм
ГОСТ18848-78
Ключи для винтов
с внутренним шес-
тигранником
S = 2,5 – 36 мм
ГОСТ11737-74

Ключи торцевые с
внутренним шести-
гранником
S = 8 – 65 мм
Ключи торцевые с
наружным шести-
гранником
S = 7 – 27 мм
Ключи гаечные
разводные
S = 12 – 110 мм
ГОСТ7275-75
Сменные головки с
внутренним шести-
гранным зевом
S = 3,2 – 55 мм
а = 6,3 – 20 мм
ГОСТ25604-83
Шарниры
S1 = S2 = 6,3 –
12,5 мм
ГОСТ25603-83
Отвертка для вин-
тов без головки с
прямым шлицом
М1,2 – М20
d= 0,8–13,0 мм
ГОСТ17199-88
Тип 1
Исполнение 1
Отвертка для круг-
лых гаек со шли-
цом на торце
а ∙ b =
0,3∙3,3 – 3,5∙20
d = 3 – 10 мм
ГОСТ 17199-88
Тип 1
Исполнение 2
Отвертка для вин-
тов и шурупов с
прямым шлицем
d = 1,7–15 мм
= 3,0-10 мм
ГОСТ 17199-88
Тип 2
Исполнение 1
ГОСТ 17199-88
Тип 2
Исполнение 2
Отвертки двусто-
ронние изогнутые
для винтов с пря-
мым шлицем
d = 4–11 мм
ГОСТ 17199-88
Тип 2
Исполнение 3
Отвертки двусто-
ронние изогнутые
для винтов с кре-
стообразным шли-
цем
d = 4–10 мм
ГОСТ 17199-88
Тип 2
Исполнение 4
Отвертки для вин-
тов и шурупов с
крестообразным
шлицем со стерж-
нем круглого сече-
ния и шестигран-
d = 5–15 мм
= 6 –10 мм
S = 8 – 19 мм
ГОСТ 17199-88
Тип 2
Исполнение 5
ГОСТ 17199-88
Тип 2

ным поводком под
ключ
Исполнение 6
Отвертка со стерж-
нем квадратного
сечения для винтов
и шурупов с пря-
мым шлицем
а = 8 – 17 мм
ГОСТ 17199-88
Тип 2
Исполнение 7
Отвертка для вин-
тов и шурупов с
прямым шлицем и
деревянной ручкой
М2 – М8
d = 3–10 мм
ГОСТ 17199-88
Тип 2
Исполнение 8
Отвертка для вин-
тов и шурупов с
прямым шлицем с
накладками
М2,5 – М10
ГОСТ 17199-88
Тип 2
Исполнение 9
Ключи гаечные
торцевые с внут-
ренним шестигран-
ником
S = 3,2-75мм
ГОСТ25787-83
ГОСТ25788-83
ГОСТ25789-83
Стержни привод-
ные для сменных
головок с присое-
динительным квад-
ратом
S = 6,3-25мм
ГОСТ25601-83
Стержни поворот-
ные для сменных
головок с присое-
динительным квад-
ратом
S = 6,3-25мм
ГОСТ25601-83
Коловорот для
сменных головок с
присоединитель-
ным квадратом
S = 6,3-12,5мм
ГОСТ25602-83

Ключ трещеточный
для сменных голо-
вок с присоедини-
тельным квадратом
S = 6,3-25мм
ГОСТ22402-77
Ключ трещеточный
реверсивный с при-
соединительным
квадратом
S = 6,3-25мм
ГОСТ22402-77
Отвертка реверсив-
ная с винтовым
храповым меха-
низмом
Отвертка ударная
для сменных голо-
вок
Вставки для руч-
ных и механизиро-
ванных отверток
S=3-11,2мм
ГОСТ29306-92
Удлиннитель шар-
нирный с внутрен-
ним и наружным
присоединитель-
ными квадратами
Вставка – удлини-
тель с наружным
присоединитель-
ным квадратом и
шестигранником
Удлинитель к тор-
цевым ключам с
наружным и внут-
ренним присоеди-
нительным квадра-
том
S = 6,3 – 25мм
ГОСТ25600-83
Несмотря на достаточно большое количество различных типов стандартного сбо-
рочного инструмента, приведенного в таб. 1, в ряде случаев сборку невозможно выпол-
нить без использования специальных отверток и ключей, которые при этом существенно
снижают трудоемкость операции. Рассмотрим несколько конструкция такого специально-
го сборочного инструмента.

1.2 Специальные отвертки.
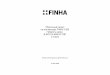
На Рис 5 показано несколько видов специальных отверток.
Отвертки, показанные на Рис 6а, используются для закручивания винтов больших
типоразмеров находящихся в ограниченном, труднодоступном пространстве. На Рис 5б
показана отвертка с вильчатым захватом для удержания винтов, которая отличается от
обычной отвертки тем, что на ее стержень 1, установлены пружина 3 и фигурная планка 2
с загнутым разрезным концом, при этом пружина 3 верхним торцем упирается в верхний
отогнутый конец планки 2, а нижним торцем в штифт 4, запрессованный в стержень 1 от-
вертки. Для удержания винта необходимо нажать на верхний отогнутый конец планки 2,
при этом ее нижний отогнутый конец выходит за лезвие отвертки и в его паз вставляется
винт. Затем планка 2 отпускается и под действием пружины 3 подводит головку винта к
лезвию отвертки (винт необходимо повернуть, таким образом, чтобы лезвие вошло в его
Рис 5 Конструкция специальных отверток

прорезь) и удерживает его в таком положении. На Рис 5в показана отвертка с ломающим-
ся стержнем, которая состоит из двух частей верхней (ведущей) и нижней (ведомой) со-
единенных шарниром и нежесткой пружины, установленной в месте соединения частей
отвертки. На Рис 5г показана конструкция предельной отвертки. Она содержит стержень 1
с лезвием и квадратным хвостовиком, вставленным во втулку 2, выполненную за одно
целое с болтом 7. На втулке 2 выполнены кулачки, которые контактируют с ответными
кулачками простаки 3, вставленной в пазы рукоятки 5, а на болт 7 надета пружина 4, под-
жатая гайкой 6, для установки которой на болт 7 рукоятка отвертки 5 выполнена с резьбо-
вой крышкой 8. Если при закручивание отверткой винта усилие его затяжки и соответст-
венно крутящий момент создаваемый отверткой, на который она настраивается регули-
ровкой усилия сжатия пружины 4, превышает допустимую величину, указанная пружина
сжимается и зубья втуки 2 проскальзывают относительно ответных зубьев проставки 3,
что приводит при вращающейся рукоятке 5 к остановке стержня 1 и процесс затяжки вин-
та прекращается. На Рис 5д показана конструкция отвертки для закручивания специаль-
ный малогабаритных резьбовых вставок, представляющих собою втулку с наружной резь-
бой и прерывистым пазом на верхнем торце, в который и вставляется отвертка данного
вида при закручивании. На Рис 5е показана конструкция цанговой отвертки, которая по
сравнению с обычной отверткой оснащена надетой на нее трубкой с прорезями в районе
лезвия 1, образующими упругие лепестки, удерживающие винт, установленный в отвер-
стие трубки со стороны нижнего торца, при его установке в резьбовое отверстие корпус-
ной детали. На Рис 5ж показана конструкция отвертки с подвижным сердечником, кото-
рая состоит из корпуса 1 имеющего форму ступенчатой трубы, в отверстие которой встав-
лен и поджат пружиной 8 сердечник 9, нижняя часть которого составляет среднюю часть
лезвия отвертки, при этом верхний торец пружины 8 упирается в подвижный сухарь 2,
шарнирно соединенный с опорной тарелкой 3. Сухарь 2 выполнен полым, а по бокам име-
ет две винтообразные канавки 7, при этом в отверстие сухаря 2 входит верхний конец сер-
дечника 9 со штифтом 6, таким образом, что штифт 6 проходит через сердечник 9 и рас-
полагается в винтовых канавках 7. Сухарь 2 и сердечник 9 удерживаются внутри корпуса
1 отвертки посредствам гайки 4 и шпонки 5. Для захвата и удержания отверткой закручи-
ваемого винта необходимо нажать на тарелку 3, при этом сухарь 2 опускается и сжимает
пружину 8, а сердечник 9 под воздействием штифтом 6, скользящим по винтовым канав-
кам 7 поворачивается и его лезвие становится продолжением лезвия отвертки. После этого
головка закручиваемого винта устанавливается в лезвие отвертки и нажим на тарелку 3
прекращается, в результате чего под действием пружины 8 сухарь 2 поднимается и сер-
дечник 9 стремится повернуться вокруг вертикальной оси и таким образом обеспечивает
удержание винта. На Рис 5и показана конструкция отвертки, лезвие которой состоит из
двух плоских пружин, которые в свободном положении разведены в стороны. Для удер-
жания такой отверткой закручиваемого винта ее лезвия вручную сводятся вместе и вво-
дятся в паз на головке винта, при этом окончательная затяжка установленного винта осу-
ществляется обычной отверткой. На Рис 5к показан конструкция отвертки с пружинным
лезвием 1, которое входит в паз 3, выполненный в основном лезвии отвертки, при этом
верхняя часть пружинного лезвия 1 крепится к рукоятке отвертки, а нижняя часть уста-
новлена на оси, закрепленной на основном лезвии отвертки. На нижнем конце пружинно-
го лезвия 1 для улучшения фиксации головки винта выполнен выступ 2, а само пружинное
лезвие 1 изогнуто таким образом, что в свободном состоянии расстояние между ее концом
и концом основного лезвия отвертки больше ширины паза на головке устанавливаемого

винта. Для захвата такой отверткой закручиваемого винта необходимо нажать на пружин-
ное лезвие 1, при этом ее конец поворачивается на оси и смыкается с основным лезвием
отвертки, после чего паз в головке винта устанавливается на лезвие отвертки, а после от-
пускания пружинного лезвия фиксируется на ней.
Кроме отверток, традиционная конструкция которых предусматривает совершение
вращательного движения для закручивания и откручивания болтов и винтов (см. таб. 1)
используются отвертки, в которых предусмотрено для этого поступательное (см. Рис 6) и
ударное движение (см. Рис 7).
Реверсивная отвертка с винтовым храповым механизмом, показанная на Рис 7, со-
держит вращающийся относительно продольной оси стержень, на всей длине которого
выполнена двойная спиральная канавка, которая преобразует усилие прикладываемое к
рукоятке отвертки и направленное в осевом направлении во вращательное движение
стержня, создавая при этом крутящий момент необходимый для закручивания винта. В
центральной части отвертки выполнена муфта с двухпозиционной кнопкой, переключение
которой меняет направление вращения стержня отвертки, что позволяет осуществлять за-
кручивание и откручивание винтов. Основным преимуществом отвертки данного типа яв-
ляется ускорение процесса закручивания и откручивания винтов без применения привод-
ных устройств – гайковертов.
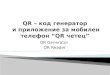
На Рис 7 показана конструкция ударной отвертки . Она состоит из корпуса 1 со сту-
пенчатой полостью 2, в большой ступени 3 которой размещена гайка 4 с резьбовым
стержнем 5, соединенным с поршнем 14 и патроном 6, для установки сменного инстру-
мента (отвертки 7, ключа 8), а в меньшей ступени 10 полости 2 размещен поршень 11 со
штоком 12, в верхней части которого закреплена головка 13. Камера 15, образованная
двумя поршнями 11 и 14 уплотненными манжетами 27 и 28 заполнена рабочей жидко-
стью. Гайка 4 зафиксирована в осевом положение относительно корпуса 1 посредствам
шариковой опоры 16, а втулка 17 с закрепленной на ней шпонкой 19, служащая для пере-
ключения режимов работы отвертки, фиксируется относительно корпуса 1 посредствам
фиксатора 18. Резьба гайки 4 и стержня 5 выполнена не самотормозящейся. На наружной
поверхности гайки 4, поршня 14 и в стенке корпуса 1 выполнены продольные пазы 20, 21,
22, предназначенные для размещения шпонки 19. На верхнем торце корпуса 1 установле-
на направляющая втулка 23 для штока 12, а также гайка 24 и защитная крышка 25.
При закручивании гаек (болтов, винтов) втулка 17 со шпонкой 19 устанавливается в
верхнее фиксированное положение, при этом шпонка 19 входит в паз 21 на поршне 14,
делая невозможным его вращение, а гайка 4 при таком положении шпонки наоборот по-
лучает возможность вращаться в направлении противоположное направлению резьбы в
стержне 5. Затем сборщик устанавливает патрон 6, например с ключом 8, на шестигран-
ник закручиваемого болта или гайки, после чего, держа рукой за корпус 1 поворачивает
Рис 6 Отвертка реверсивная с винтовым храповым механизмом

его пока поршень 14 не упрется в торец ступенчатой полости 2. При этом за счет наличия
рабочей жидкости в ступени 10 полости 2 поршень 11 со штоком 12 поднимутся вверх и
займут верхнее рабочее положение. После этого к головке 13 штока 12 прикладывается
усилие (при необходимости может производиться удар) которое поршнем 12 посредствам
рабочей жидкости передается поршню 14, который вместе с резьбовым стержнем 5 пере-
мещается вниз и заставляет, зафиксированную в осевом направлении гайку 4 вращаться
вместе с патроном 6 и ключом 8, что приводит к затяжке крепежного элемента. Ввиду
разности диаметров поршней 11 и 14 имеет место мультипликация усилия прикладывае-
мого к штоку 12, величина которой пропорциональна отношению квадратов диаметра
поршней.
При раскручивании гаек, болтов и винтов втулка 17 со шпонкой 19 устанавливается
в нижнее фиксированное положение, при этом шпонка 19 входит в паз 20 на гайке 4, делая
невозможным его вращение, а поршень 14 и резьбовой стержень 5, при этом, наоборот
получают возможность вращения, направление которого совпадает с направлением резь-
бы стержня 5. Затем сборщик устанавливает патрон 6, например с отверткой 7, в шлиц на
головке откручиваемого винта или шурупа, после чего, держа рукой за корпус 1 повора-
чивает его пока поршень 14 не упрется в торец ступенчатой полости 2. При этом за счет
наличия рабочей жидкости в ступени 10 полости 2 поршень 11 со штоком 12 поднимутся
вверх и займут верхнее рабочее положение. После этого к головке 13 штока 12 приклады-
вается усилие (при необходимости может производиться удар) которое поршнем 12 по-
средствам рабочей жидкости передается поршню 14, который вместе с резьбовым стерж-
нем 5 перемещается вниз. Поскольку гайка 4 в данном случае зафиксирована, как в осе-
вом положении, так и от поворота, то резьбовой стержень, контактируя с ее резьбовым
отверстием, начинает вращаться в направлении соответствующем направлению его резь-
бы, и находясь в контакте с патроном 6, вращает его вместе с ключом 7 в том же направ-
лении. Если необходимо сорвать заржавевший болт или гайку то по головке 13 штока 12
Рис 7 Ударная отвертка со сменными битами

наносится удар, сила которого увеличивается благодаря эффекту мультипликации рас-
смотренному ранее.
Для затяжки ответственных резьбовых соединений применяются предельные и ди-
намометрические отвертки, показанные на Рис 8 (варианты конструкции таких отверток
показаны на Рис 8). На Рис 8а показана предельная динамометрическая отвертка для за-
тяжки резьбовых соединений малых типоразмеров, развивающая регулируемый крутящий
момент М = 0,3 – 30сНм, на Рис 8б показана шкальная динамометрическая отвертка соз-
дающая регулируемый крутящий момент М = 0,3 – 400сНм, на Рис 8в показана предель-
ная динамометрическая отвертка, развивающая регулируемый крутящий момент М = 5,0 –
500сНм, на Рис 8гпоказана предельная динамометрическая отвертка, предназначенная для
затяжки резьбовых соединений больших типоразмеров, развивающая регулируемый кру-
тящий момент М = 2,0 – 2000сНм
1.3 Специальные гаечные ключи.
Для затяжки гаек больших типоразмеров, когда использование приводного инстру-
мента – гайковерта неэффективно или вообще невозможно применяются ключи мультип-
ликаторы, которые во много раз увеличивают крутящий момент развиваемый слесарем,
при вращении рукоятки ключа. На Рис 9 показана конструкция ключа мультипликатора со
встроенным планетарно – эксцентриковым редуктором.
Рис 8 Динамометрические отвертки
Рис 8 Динамометрические отвертки

Он содержит головку 1, в нижней части которой выполнен внутренний шестигран-
ник и наружный зубчатый венец, при этом верхняя часть головки своей наружной поверх-
ностью посредствам игл – роликов 3 находится в контакте с эксцентриковой крышкой 2,
при этом, головка 1 удерживается от осевого смещения шайбой 4 и винтом 5. Эксцентри-
ковая крышка 2 находится внутри корпуса 6 ключа, контактируя с ним посредствам игл –
роликов 7, и фиксируется в осевом положении кольцом 8 и винтами 9. Ролики – иглы 3 и 7
расположены друг относительно друга концентрично. Крышка 2 снабжен рукояткой 10, а
корпус 6 удлиненным выступом, который стопорит ключ от проворота при закручивании
гайки простым упором в любой выступ на собираемом изделии. На нижней части отвер-
стия корпуса 6 выполнена зубчатая поверхность, находящаяся в зацеплении с зубчатым
венцом головки 1. При вращении рукоятки 10 эксцентриковая крышка 2 сообщает замед-
ленное планетарное движение головке 1, зубья наружного венца которого при этом обка-
тываются по внутренним зубьям корпуса 6, за счет чего происходит увеличение крутяще-
го момента приложенного к закручиваемой гайке.
На Рис 10 показаны серийно выпускаемые ключи мультипликаторы различных ти-
поразмеров.
Рис 9 Конструкция ключа мультипликатора
Рис 10 Ключи мультипликаторы

На Рис 10а показан ключ мультипликатор с передаточным отношением i= 5 и кру-
тящим моментом М = 2700 Нм, на Рис 10б – ключ мультипликатор с i= 5 и М = 3400Нм,
на Рис 10в – ключ мультипликатор с i= 5 и М = 4500Нм
На Рис 11 показана конструкция ключа с магазином для гаек, который используется
для предварительного накручивания (наживления) большого количества гаек одного ти-
поразмера, позволяя значительно экономить время на установку гаек в головку ключа.
Он состоит из корпуса 1 с рукояткой 10, на нижнем резьбовом конце которого по-
средствам гайки 2 закреплен стакан 9, с пружиной 4, верхний торец которой упирается в
шайбу 3, а нижний постоянно поджимает толкатель 5 с столбу гаек 6 установленных в
нижней части стакана 9, которые подлежат закручиванию, на соответствующие крепеж-
ные элементы, например шпильки. Кроме того, в нижней части стакана 9 расположены
три шарика 8 постоянно поджатых в радиальном направлении плоскими пружинами 7, и
служащими фиксатором столба гаек, препятствующим их самопроизвольному выпадению
из стакана 9 под собственным весом. Перед началом установки гаек они устанавливаются
в стакан 9 ключа и удерживаются в нем шариками 8 подпружиненными пружинами 7. Для
наживления гаек, ключ с установленными в его стакане 9 гайками 6 устанавливается, на-
пример на торец шпильки и вращая рукоятку 10 корпуса 1 ключа производят наживление
нижней гайки, которая при этом преодолевая усилие пружин 7 разводит шарики 8 и выхо-
дит из отверстия стакана 9, освобождая место для следующей гайки подлежащей установ-
ке.
Одним из основных недостатков стандартных разводных гаечных ключей заключа-
ется в том, что настройка на заданный размер осуществляется медленно и выполняется
методом подбора за несколько подходов. Этого недостатка лишен разводной гаечный
ключ, показанный на Рис 12
Рис 11 Торцевой ключ с магазином для гаек

Такой разводной 1 ключ содержит корпус 1, подвижную губку 2, червяк 3, ходовой
винт 4, гашетку 5, вкладыш 6, винт 7. Корпус ключа 1 выполнен за одно целое из головки
8 и рукоятки 9, при этом на головке 8 сформирована неподвижная губка 10. Внутри го-
ловки 8 образованы в одной плоскости канал 11 для размещения червяка 3, канал 12 для
размещения ствольной части подвижной губки 2, канал 13 для размещения ходового вин-
та 4. Расстояние между осями каналов 11,12,13 выбрано таким, что они соединяются меж-
ду собой, обеспечивая, тем самым, зацепление червяка 3 и подвижной губки 2, а также
цилиндрических колес 14 и 15, закрепленных на соответствующих цапфах червяка 3 и хо-
дового винта 4, а в каналах 11 и 13 установлен вкладыш 6. На головке 8 ключа имеется паз
16, перпендикулярный плоскости 17 и пересекающийся с каналом 12. Боковые стенки 18
паза 16 служат направляющими для подвижной губки 2 в головке 8 ключа. В головке 8
выполнен открытый паз 19 пересекающийся с каналом 12 для расположения в нем высту-
пающей части подвижной губки 2. На наружной поверхности головки 8 образована пло-
щадка 20 и выполнен сквозной паз 21 для сочленения гашетки 5 с ходовым винтом 4. Для
первоначальной установки гашетки 5 в правом конце паза 21 выполнено отверстие 22. На
головке 8 также выполнено резьбовое отверстие 23, в которое устанавливается винт 7 для
соединения вкладыша 6 с головкой 8. На подвижной губке 2 образован цилиндрический
ствол 24, сопрягающийся с каналом 12, на котором выполнены зубья 25 находящиеся в
Рис 12 Разводной гаечный ключ с механизмом для быстрой и точной на-
стройки на размер закручиваемого болта или гайки

зацеплении с червяком 3. На гашетке 5 образован бурт 26, обеспечивающий ее фиксиро-
ванное перемещение в пазу 21, а также выступ 27 для ее сочленения с ходовым винтом 4 .
Регулировка величины раскрытия зева ключа осуществляется следующим образом.
Перемещается гашетка 5 вдоль паза 21 в головке 8 ключа, сочленение которой с ходовым
винтом 4 приводит последний во вращение, передаваемое через зубчатые колеса 14, 15
червяку 3, при этом за счет зацепления червяка 3 с зубьями 25 подвижной губки 2 ключа
она перемещается вправо или влево в зависимости от направления движения гашетки 5.
Предлагаемая конструкция обеспечивает более точную и быструю настройку раскрытия
зева по сравнению со стандартным ключом, конструкция которого содержит только кор-
пус, подвижную губку и зацепляющийся с ней червяк (см. таб. 1) за счет того, что плавное
перемещение гашетки 5 преобразуется во вращение ходового винта 4, пропорционально
повороту которого смещается подвижная губка 2, и таким образом, можно получить на-
много меньшую величину перемещения подвижной губки 2, чем при вращении вручную
червяка в стандартном разводном ключе.
Основным требованием при сборке ответственных резьбовых соединений является
обеспечение установленной величины момента затяжки, поэтому для выполнения таких
соединений применяются гаечные ключи оснащаемые механизмом ограничивающим ве-
личину развиваемого крутящего момента, которые получили название ключи «предель-
ного момента». Типовая конструкция такого механизма, встраиваемого в ключ, показана
на Рис 13
Этот механизм состоит из кулачка 1 с радиусной выборкой и хвостовиком 2 несу-
щим торцевую головку, которая непосредственно контактирует с закручиваемым болтом
или гайкой, ролика 3 шарнирно установленного на рычаге 4, оси 5 которая находится в
постоянном контакте с толкателем 6,= поджатым к ней пружиной 7 и расположенным в
рукоятке 8 ключа. При закручивании резьбового соединения, пока момент вращения не
превышает величину настройки механизма, ролик 3 находится в радиусной выборке ку-
лачка 1 (см Рис 13а). При достижении в резьбовом соединении крутящего момента равно-
го моменту затяжки пружина 7 сжимается толкатель 6 смещается и позволяет рычагу 4
повернуться по часовой вместе с роликом 3, который при этом выходит из выборки ку-
лачка 1, что дает возможность последнему остается неподвижным вместе с установленной
не нем торцевой головкой (см. Рис 13б).
Рис 13 Конструкция ключа «предельного момента» с
цилиндрической пружиной

Однако такая конструкция ключа «предельного момента» не позволяет получить
точную величину момента затяжки собираемого резьбового соединения, поскольку при
сжатии пружины ее силовая характеристика существенно изменяется. Конструкция клю-
ча «предельного момента» показанная на Рис 14 за счет замены пружины сжатия на пло-
скую пружину позволяет уменьшить диапазон колебания момента затяжки резьбового со-
единения. Этот ключ содержит кулачковый диск 1 с рабочей головкой 2, двуплечий ры-
чаг 3, плоскую пружину 4, закрепленную на корпусе 5, который посредствам микромет-
рической резьбы 6 соединен с рукояткой 7, а также опору 8 установленную в рукоятке 7 и
стопорное кольцо 10 с квадратным отверстием под ключ. Один конец рычага 3 взаимо-
действует с диском 1, а другой – с пружиной 4. Жесткость пружины 4 регулируется пере-
мещением рукоятки 7 с опорой 8 относительно корпуса 5 с пружиной 4, с отсчетом пре-
дельного момента по шкале пары 9 корпуса 5.
Однако предлагаемая конструкция ключа «предельного момента» имеет недостаток,
заключающийся в малом диапазоне регулировки развиваемого им момента затяжки. На
Рис 15 показана конструкция ключа «предельного момента» позволяющая обеспечить бо-
лее точную настройку и широкий диапазон регулировки момента затяжки резьбового со-
единения.Этот «предельный ключ» состоит из кулачкового диска 1 с рабочей головкой, на
оси которой крепится храповик 2. Кулачковый диск 1 имеет четыре попарно диаметрально
расположенных углубления, в которые входят два ролика 3, нагруженных плоской пру-
жиной 4, имеющей форму охватывающей петли, концы которой закреплены в зажиме 5, а
последний соединен со стержнем микрометрической пары 6, расположенной в рукоятке 7
ключа. Настройка ключа на заданный момент затяжки резьбового соединения осуществ-
ляется регулировкой усилия прижима роликов 3 к углублениям кулачкового диска 1 пру-
жиной 4, путем вкручивания и выкручивания микрометрической винтовой пары 6. При
закручивании резьбового соединения, пока момент вращения не превышает величину на-
стройки ключа, ролики 3 находится в углублении кулачкового диска 1 (см. Рис 15).При
достижении в резьбовом соединении крутящего момента равного моменту затяжки роли-
Рис 14 Конструкция ключа «предельного момента»
с плоской пружиной

ки 3, преодолевая усилие прижима пружины 4, выходят из углублений кулачкового диска
1 и вращение затягиваемого крепежного элемента (болта, гайки) прекращается.
Серийно выпускаемые предельные ключи с моментом затяжки М = 2,5 – 3000 Нм
показаны на Рис 16
Предельные ключи, оснащенные шкалой, позволяющей производить контроль раз-
виваемого крутящего момента в процессе затяжки резьбового соединения получили на-
звание «динамометрические» ключи (см. Рис 17).
Рис 15 Ключ «предельного момента» обеспечивающий точную
настройку и широкий диапазон регулировки момента затяжки
резьбового соединения.
Рис 16 Серийно выпускаемые предельные ключи

Общие технические требования которым должны отвечать предельные и динамо-
метрические ключи (отвертки) установлены ГОСТ Р 51254 – 99, согласно которого оба
указанных типа ключей (отверток) называются моментными ключами (отвертками). Се-
рийно выпускаемые динамометрические ключи с моментом затяжки М = 0,2 – 6000 Нм
показаны на Рис 18. При этом динамометрические шкальные ключи могут иметь механи-
ческую (см. Рис 18а, б) и электронную (см. Рис 18в, г) шкалу.
Рис 17 Динамометрический ключ
Рис 18 Серийно выпускаемые динамометрические ключи

1.4 Инструмент для закручивания шпилек.
Для закручивания шпилек применяется специальный инструмент, который по спо-
собу удержания шпильки делится на две группы: инструмент удерживающий шпильку за
резьбу и инструмент удерживающий шпильку за поясок. На Рис 19 показан инструмент
для закручивания шпилек с удержанием за резьбу.
На Рис 19а показан инструмент для закручивания и выкручивания шпилек состоя-
щий из корпуса, выполненного в виде втулки 2 с приваренной к ней рукояткой 5, в отвер-
стии которой выполнены два вида резьбы, со стороны нижнего торца резьба соответст-
вующая закручиваемой шпильке, а со стороны верхнего торца упорная или прямоугольная
резьба в которую вкручен стопорный винт 3 с пяткой 4. Для закручивания шпильки 1 ее
вворачивают во втулку 2 до упора в пяту 4, после чего на несколько ниток закручивают в
резьбовое отверстие корпусной детали вместе с инструментом, и далее, вращая инстру-
мент за рукоятку 5, закручивают шпильку до упора. Затем гаечным ключом ослабляют
затяжку стопорного винта 3, и после этого скручивают с установленной в корпусную де-
таль шпильки 1 инструмент вращая его за рукоятку 5. Инструмент показанный на Рис
19б по своей конструктивной схеме и принципу работы аналогичен рассмотренному и от-
личается только формой и размерами корпуса и рукоятки, поскольку предназначен для
работы со шпильками больших типоразмеров. Отличие инструмента показанного на Рис
19г от рассмотренного ранее заключается в том, что на корпусе 2 отсутствует рукоятка, и
его вращение при закручивании шпильки выполняется гаечным ключом, для чего наруж-
ная поверхность корпуса выполнена шестигранной. Кроме того для регулирования глуби-
ны закручивания шпилька в корпус 2 на его нижней части выполнена наружная резьба, на
которую накручивается упорная резьбовая втулка 4, которая контрится гайкой 3. На Рис
Рис 19 Инструмент для закручивания шпилек,
удерживающий шпильку за резьбу

19в показана конструкция инструмента для закручивания шпилек с разрезной резьбовой
втулкой. Он содержит корпус 1, в центральном отверстии которого расположена разрез-
ная резьбовая втулка 2, внутренняя резьба которой соответствует резьбе устанавливаемой
шпильки, а также зажимные ролики 3, расположенные в фигурных пазах центрального
отверстия корпуса 1 с возможностью контактирования с лысками, выполненными на
резьбовой втулке 2. Зажим шпильки предварительно закручиваемой в резьбовую втулку 2
осуществляется при вращении корпуса 1 по часовой стрелке, при этом наклонные стенки
его фигурных пазов заставляют зажимные ролики 3 смещаться в радиальном направлении
и воздействуя на лыски резьбовой втулки 2 сжимать ее, фиксируя, таким образом, верх-
ний резьбовой конец закручиваемой шпильки. После закручивания до упора шпильки
корпус 1 вращают против часовой стрелки, при этом зажимные ролики 3 возвращаются в
исходное положение и резьбовая втулка 2 разжимаясь, освобождает верхний резьбовой
конец шпильки, посте чего инструмент свободно скручивается с установленной и затяну-
той шпильки. Инструмент, показанный на Рис 19д состоит из головки 1 с центральным
отверстие в нижней части которого нарезана резьба, для установки закручиваемой шпиль-
ки, при этом на ее цилиндрической части выполнены наклонные пазы 2 (угол наклона па-
зов равен ) в которые входит штифт 5 неподвижно закрепленный в стержне 3, снаб-
женным рукояткой 4 и пятой 6, расположенной на его нижнем торце. При закручивании
шпильки ее предварительно вворачивают в резьбовое отверстие головки 1 инструмента до
упора в пяту 6 стержня 3, после чего, вместе с инструментом на несколько ниток вворачи-
вают в корпусную деталь, в которую она должна быть закручена и начинают вращать ру-
коятку 4 стержня 3 по часовой стрелке. В результате этого стержень 3 поворачивается на
некоторый угол, и за счет контакта закрепленного в нем штифта 5 с наклонными пазами 2,
смещаясь в осевом направлении вниз и пятой 6, зажимает верхний резьбовой конец
шпильки, а затем закручивает ее в корпусную деталь до упора. После этого инструмент
вращается против часовой стрелки, при этом стержень 3 при повороте на некоторый угол
за счет контакта закрепленного в нем штифта 5 с наклонными пазами 2 смещается в осе-
вом направлении вверх и освобождает верхний резьбовой конец шпильки и далее свобод-
но сходит с нее. Инструмент, показанный на Рис 19е состоит из корпуса 5, выполненного
в виде втулки, в отверстии которой на осях 2 шарнирно установлены губки 1, с вклады-
шем 4 расположенным в образованной ими внутренней цилиндрической полости, а также
нижней 3 и верхней 8 кулачковых полумуфт находящихся при отсутствии внешней на-
грузки в разведенном положении посредствам установленной между ними пружины 6.
Губки 1 в исходном положении (при отсутствии внешней нагрузки) также разведены ус-
тановленной между ними пружиной 7. Корпус 5 посредствам внутренней резьбы выпол-
ненной на его верхнем конце соединен с ответной резьбой 1 верхней полумуфты 8, а по-
средствам конусного отверстия выполненного на его нижнем конце контактирует с ответ-
ной конусной поверхностью губок 1. Верхняя полумуфта 8 имеет удлиненный конец шес-
тигранного сечения, для соединения и последующего вращения инструмента гайковертом.
При закручивании шпильки, последнюю вворачивают в резьбовое отверстие корпусной
детали на 2 - 3 нитки резьбы, а затем на ее верхний резьбовой конец накручивается инст-
румент до упора во вкладыш 4, затем шестигранный конец верхней полумуфты инстру-
мента устанавливается в шпиндель гайковерта. После этого сборщик нажимает на гайко-
верт, шпиндель которого воздействуя на верхнюю полумуфту 8 смещает ее вниз, сжимая
при этом пружину 6, в результате чего, опускается вниз и корпус 5 и своим конусным от-
верстием сводит губки 1, которые зажимают верхний резьбовой конец закручиваемой

шпильки. Далее включается вращение шпинделя гайковерта и зажатая губками 1 инстру-
мента шпилька закручивается до упора в корпусную деталь. После этого гайковерт вклю-
чается на реверс и под действием пружины 6 кулачки полумуфт 3 и 8 разъединяются и
корпус 5 вместе с верхней полумуфтой 8 поднимаются вверх, освобождая зажимные губ-
ки 1, которые под действием пружины 7 расходятся и освобождают верхний резьбовой
конец шпильки, позволяя беспрепятственно снять с последней инструмент. Инструмент
показанный на Рис 19ж содержит стакан 6 соединенный посредствам пальца 9 с верхней
полумуфтой 10 имеющей хвостовик, а в нижней части соединенный посредствам наруж-
ной резьбы с упорной чашкой 12. В отверстии стакана 6 расположена втулка 8, на верхнем
торце которой выполнены кулачки имеющие возможность контактировать с верхней по-
лумуфтой 10 с шестигранным верхним концом для соединения со шпинделем гайковерта.
В отверстии втулки 8 расположены зажимные губки 1, шарнирно установленные на оси 4,
а в средней части втулки 8 расположены отверстия, в которых находятся шарики 7,
имеющие возможность контактировать с соответствующими углублениями в стакане 6 ,
при этом на нижнем торце втулки 8 выполнено коническое отверстие, контактирующее с
ответной конической поверхностью зажимных губок 1. В нижней части внутренней по-
лости губок 1 выполнена резьба для захвата и удержания закручиваемой шпильки, торец
верхнего резьбового конца которой при ее установке упирается в подпружиненный пру-
жиной 3 упор 2. Палец 9 соединяющий стакан 6 с полумуфтой 10 фиксируется от выпа-
дения кольцом 11. Высота выступающей части шпильки регулируется положением чашки
12 и фиксируется гайкой 5. При закручивании шпильки ее предварительно вворачивают в
корпусную деталь она 2 – 3 нитки резьбы, а затем устанавливают на нее инструмент, в ко-
тором втулка 8 опущена, шарики 7 находятся в углублениях стакана 6, зажимные губки 1
разведены конусной поверхностью подпружиненного упора 2 (данное исходное положе-
ние инструмента фиксируется шариками 7, при их нахождении в углублении стакана 6).
Когда закручиваемая шпилька упрется в упор 2, зажимные губки 1 начинают сжиматься и
входят в отверстие втулки 8, контактируя с ней по конусной поверхности, в результате
чего, верхний резьбовой конец шпильки надежно зажимается. Затем шестигранный конец
верхней полумуфты инструмента вставляется в отверстие шпинделя гайковерта и послед-
ний осуществляет вращение инструмента по часовой стрелки, в результате чего зажатая за
верхний резьбовой конец шпилька до упора вкручивается в корпусную деталь. Для осво-
бождения закрученной шпильки инструмент поднимают вверх, при этом зажимные губки
1 выходят из втулки 8 и расходятся. На Рис 19и показана конструкция комбинированного
инструмента позволяющего закручивать в корпусную деталь шпильку, а затем наворачи-
вать на нее гайку, который для выполнения этих операций имеет два рабочих положения.
Он состоит из корпуса 6, в нижней части которого выполнено отверстие с расположенной
в нем резьбовой втулкой 1 во внутреннюю резьбу, которой устанавливается закручивае-
мая шпилька, при этом верхняя выступающая часть корпуса 6 выполнена шестигранной
для возможности установка инструмента в шпиндель гайковерта. В средней части корпу-
са 6 выполнено глухое отверстие, в котором установлен подпружиненный фиксатор 2 с
двумя радиусными канавками, имеющими возможность поочередно контактировать с ша-
риком 4 расположенным в отверстии корпуса 6, кроме того, в своей верхней части фикса-
тор 2 посредствам штифта 7 соединен с переключающим кольцом 5, а в нижней части он
выполнен с наружной резьбой контактирующей с внутренней резьбой втулки 1. Для фик-
сации шарика 4 на наружной цилиндрической поверхности средней части корпуса 6 рас-
положено фиксирующее кольцо 3. При закручивании шпильки, последняя предварительно

вкручивается в резьбовую втулку 1 до упора в торец фиксатора 2, после чего верхним
шестигранным выступом корпуса 6 инструмент устанавливается в шпиндель гайковерта и
включается его вращение по часовой стрелке, в результате чего шпилька до упора вкручи-
вается в корпусную деталь. Затем включается реверс гайковерта и инструмент свинчива-
ется со шпильки. Для последующего накручивания на шпильку гайки инструмент перево-
дится во второе рабочее положение, для чего фиксирующее кольцо 3 поднимается вверх,
тем самым освобождая шарик 4, затем за кольцо 5 фиксатор переводится в верхнее поло-
жении и кольцо 3 вновь опускается вниз фиксируя положение фиксатора 2 шариком 4.
После этого в нижнее шестигранное отверстие корпуса 6 устанавливается закручиваемая
гайка, которая затем наворачивается гайковертом на предварительно установленную
шпильку, после чего инструмент снимается с закрученной гайки.
На Рис 20 показан инструмент для закручивания шпилек при использовании зажима
шпильки за поясок. Инструмент, показанный на Рис 20а содержит корпус 3 с рукояткой 5,
выполненный в виде трубки с центральным отверстием 4 для установки закручиваемой
шпильки и поводка 6 в котором выполнено отверстие параллельное основному отверстию
4, в котором на оси 1 закреплен зажимной ролик 2 с рукояткой 7, выполненный в виде
эксцентрика с накатанной наружной поверхностью, контактирующей при зажиме с закру-
Рис 20 Инструмент для закручивания шпилек,
удерживающий шпильку за поясок

чиваемой шпилькой. Перед закручиванием шпилька вворачивается в резьбовое отверстие
корпусной детали на 2 – 3 витка, а затем на ее верхний конец одевается корпус 3 инстру-
мента, а затем поворотом зажимного ролика 2 за его рукоятку 7 осуществляется зажим
шпильки находящейся в отверстии 4 корпуса 3, при этом накатанная наружная поверх-
ность зажимного ролика 2 контактирует с пояском шпильки. Далее вращением по часовой
стрелке корпуса 3 рукояткой 5 зажатая шпилька закручивается до упора в корпусную де-
таль. После этого зажимной ролик 2 с помощью его рукоятки 7 отводится от пояска за-
крученной шпильки и инструмент снимается. Инструмент, показанный на Рис 20б отлича-
ется от ранее рассмотренного тем, что он для ускорения процесса закручивания шпильки
1 корпус 3, снабженный зажимным роликом 2 жестко закреплен на нижнем конце колово-
рота 5 . Инструмент для закручивания шпилек с цанговым зажимом показанный на Рис
20в содержит корпус 5, выполненный в виде втулки с внутренней конической поверхно-
стью в нижней части, снабженной рукояткой 6 и резьбовым отверстием в котором уста-
новлении стопорный винт 4, а также цанговую оправку 1 установленную в отверстии кор-
пуса 5, на верхнем резьбовом конце которой расположен вороток 2, выполненный в виде
гайки с двумя рукоятками. Перед закручиванием шпилька вворачивается в резьбовое от-
верстие корпусной детали на 2 – 3 витка резьбы, а затем на ее верхний конец одевается
инструмент, таким образом, чтобы ее выступающая часть вошла в отверстие цанговой оп-
равки 1. Затем выполняется поворот воротка 2, в результате чего цанговая оправка 1 под-
нимается вверх относительно корпуса 5, при этом за счет контакта с коническим отвер-
стием последнего лепестки цанги сводятся и осуществляют зажим закручиваемой шпиль-
ки за поясок (в это время корпус для предотвращения его поворота удерживается за руко-
ятку 6). Далее инструмент за рукоятку 6 вращается по часовой стрелке, и зажатая в нем
шпилька закручивается в корпусную деталь до упора. Для освобождения закрученной
шпильки вороток 2 поворачивается в противоположную сторону, разжимая тем самым
цангу, что позволяет беспрепятственно снять инструмент. На Рис 20г показана конструк-
ция инструмента для закручивания шпилек с зажимными роликами, которое состоит из
корпуса 4 с хвостовиком для его установки в шпиндель гайковерта и отверстием на ниж-
нем торце в котором расположен сепаратор 2 с комплектом медных зажимных роликов 1,
зафиксированный стопорным кольцом 3.В корпусе 4 выполнены фигурные пазы, с по-
верхностью которых контактируют зажимные ролики 1. Перед закручиванием шпилька
вворачивается в резьбовое отверстие корпусной детали на 2 – 3 витка резьбы, а затем на ее
верхний конец одевается инструмент, таким образом, чтобы ее выступающая часть вошла
в отверстие сепаратора 2. Затем включается вращение гайковертапо часовой стрелке, в
шпиндель которого установлен инструмент, в результате этого в самый начальный мо-
мент за счет фигурных пазов в корпусе 4 зажимные ролики 1 смещаются в радиальном
направлении и зажимают шпильку за поясок, после чего выполняется ее закручивание в
корпусную деталь до упора. После этого кратковременно включается реверсивное враще-
ние шпинделя гайковерта и зажимные ролики 1, возвращаясь в исходное положение, ос-
вобождают закрученную шпильку, позволяя беспрепятственно снять с нее инструмент.

1.5 Инструмент для затяжки крепежа в труднодоступных местах.
В ряде случаев для получения более совершенной с точки зрения выходных пара-
метров конструкции узла, механизма или изделия в целом, приходится сознательно идти
на ухудшение условий его сборки (например, при снижении габаритных размеров и мас-
сы), которое часто заключается в наличии ограниченного доступа к крепежным элементам
(болтам, гайкам) поскольку они располагаются в труднодоступных местах. Поэтому для
установки и монтажа этих крепежных элементов необходим специальный инструмент.
Рассмотрим несколько примеров конструкции такого специального сборочного инстру-
мента
На Рис 21 показана конструкция специального ключа с рукояткой, вынесенной из
зоны установки крепежного элемента большого типоразмера.
Этот ключ состоит из стержня 1 на верхнем конце которого выполнена головка 2, а в
нижней части пята 3, при этом в головке установлена рукоятка 4, а пята имеет открытый
паз 5 ширина которого соответствует размеру под ключ Sзатягиваемой гайки.
На Рис 22 показана конструкция торцевого ключа позволяющего закручивать бол-
ты и гайки, находящиеся в труднодоступных местах, ось которых расположена под лю-
бым углом до к оси вращения ключа. Этот торцевой ключ содержит рабочую головку
1 с квадратом 2 для присоединения сменных насадок и рукоятку 3. Рабочая головка 1 и
рукоятка 3 соединены между собой шарнирной муфтой 4 состоящей из шарниров 5 и 6. На
рабочей головке 1 установлена вилка 7 с возможностью вращения, зафиксированная от
продольного перемещения кольцом 8. Щеки 9 вилки 7 соединены со щеками 10 вилки 11
шарниром 12. При этом вилка 11 установлена на рукоятке 3 с возможностью вращения и
продольного перемещения. В месте шарнирного соединения на щеках 9 и 10 выполнены
Рис 21 Конструкция специального ключа с рукояткой, вынесенной из зо-
ны установки крепежного элемента большого типоразмера.

выступы 13.
Ключ работает следующим образом. Рабочую головку 1 квадратом 2 присоединяют
к сменной насадке и устанавливают последнюю на закручиваемую деталь. Сгибая ключ,
выбирают удобное для работы положение рукоятки 3 (при этом она занимает положенеие
под углом α относительно оси рабочей головки 2 за счет шарнира 12. Отклонение рукоят-
ки 3 на угол α сопровождается отклонением шарниров 5 и 6 шарнирной муфты 4 на соот-
ветствующие углы φ и ϒ и смещением рукоятки 3 относительно вилки 11. Так, как рабо-
чая головка 1 и рукоятка 3 имеют возможность вращаться в вилках 7 и 11 соответственно,
и в тоже время вилка 7 зафиксирована от осевого перемещения относительно рабочей го-
ловки 1 кольцом 8, то при вращении рукоятки 3 (приложении крутящего момента) шар-
нирная муфта 4 передает вращение рабочей головке 1 при сохранении заданного про-
странственного положения. Сдвоенная шарнирная муфта работоспособна если углы φ и
ϒ, каждый не превышают угол . В силу этого максимальный угол отклонения ру-
коятки 3 относительно рабочей головки 1 равен и ограничивается упорами 13.
Рис 22 Торцевой ключ, позволяющего закручивать
болты и гайки, ось которых расположена под лю-
бым углом до к оси вращения ключа.

На Рис 23показана конструкция торцевого ключа для закручивания болтов и
винтов в труднодоступных местах с увеличенной гибкостью. Такой торцевой ключ
состоит из стебля 1 соединенного с рабочей головкой 2 и представляющего собой
последовательно соединенные ступенчатые звенья 3, стянутые гибким элементом 4,
например тросом, поджатым пружиной 5. Стебель 1 ключа заключен в эластичную
защитную оболочку 6 и жестко соединен с полой рукояткой 7. Каждое отдельное
звено 3 выполнено в виде ступенчатого переходника, состоящего из втулки 8, со-
единенной посредствам винтов 9 со стержнем 10, при этом выступающая из втулки
8 часть стержня 10 имеет сферическую 11 и коническую 12 части, а часть стержня 10
находящаяся во втулке выполнена с коническим гнездом 14. При соединении звень-
ев в единую цепь посредствам троса 4 выступающая сферическая часть 11 втулки 8
одного звена 3 контактирует с коническим гнездом 14 конца стержня 10 соседнего
звена 3. На обоих торцах втулки 8 выполнены зубья 13, посредствам которых они
контактируют в собранном виде. Пружина 5 крепится на рукоятке 7 посредствам
шайбы 15 и гайки 16
При приложении усилия к рукоятке 7 жестко соединенный с ней стебель 1 вос-
принимает это усилие и передает его через сцепленные звенья 13 втулок 8 следую-
щему звену 3 стебля 1 и так до головки 2, в которой крепится рабочий инструмент.
За счет прдольного и углового смещения звеньев 3 относительно друг друга стебель
1 может быть изогнут и пропущен в обход элементов конструкции изделия закры-
вающих доступ к подлежащим закручиванию крепежным элементам. При повороте
одного звена 3 относительно другого сферическая часть 11 стержня 10 выполняет
роль шарнира и одновременно оси вращения, обеспечивая надежную работу зубча-
того зацепления втулок 8 соседних звеньев стебля 1. Коническая часть 12 стержня
Рис 23 Торцевой ключ для закручивания болтов и винтов в труд-
нодоступных местах с увеличенной гибкостью

10 является ограничителем поворота одного звена 3 относительно другого. На-
стройка момента передаваемого ключом осуществляется путем регулировки усилия
пружины 5, которая выполняется при помощи гайки 15.
На Рис 24 Показана конструкция отвертки с гибким удлиненным валом для за-
кручивания резьбовых элементов в труднодоступных местах. Отвертка содержит
рукоятку 1 с приводом вращательного движения 2, связанный с ним патрон 3, с ус-
тановленным в нем гибким удлинительным валом 4, второй конец которого связан с
инструментом 5. Гибкий удлинительный вал 4 состоит из плотно навитых друг на
друга концентрично расположенных спиральных пружин 6, 7, 8 и охватывающей их
гибкой оболочки 9, на соответствующих концах которой расположены цилиндриче-
ские крепежные элементы 10 и 11 с уступами 12 и 13. В цилиндрических крепежных
элементах 10 и 11 размещены соответствующие цилиндрические участки 14 и 15,
выполненные на концах гибкого удлинительного вала 4. В патроне 3 выполнено
шестигранное отверстие 16 для установки в нем хвостовика 17 верхнего конца гиб-
кого удлинительного вала 4, а на нижнем конце удлинительного вала 4 выполнено
шестигранное отверстие 18 для установки хвостовика 19 инструмента 5. Крепление
верхнего конца удлинительного вала 4 в патроне 3 осуществляется упругими лепе-
стками 20, а крепление хвостовика 19 инструмента 5 на нижнем конце удлинитель-
ного вала 4 осуществляется посредствам шарика 21. Гибкий удлинительный вал 4
снабжен пружиной 22, нижний торец которой упирается в уступ 12 цилиндрическо-
го крепежного элемента 10, а верхний торец – в торец цилиндрического участка 14.
Рис 24 Отвертки с гибким удлиненным валом для закручивания
резьбовых элементов в труднодоступных местах.

Работает отвертка следующим образом. Рабочий инструмент 5 устанавливает-
ся например в шлиц на головке закручиваемого винта, находящегося в труднодос-
тупном месте, при этом, гибкий удлинительный вал 4 изгибается таким образом,
чтобы сборщику было удобно осуществлять нажим на рукоятку 1 отвертки. После
этого включается привод 2 и вращательное движение посредствам пружин 6, 7, 8,
находящихся внутри гибкой оболочки 9, гибкого вала 4 передается рабочему инст-
рументу 5, который осуществляет затяжку резьбового соединения находящегося в
труднодоступном месте.
В ряде случаев необходимо устанавливать затягивать, а затем раскручивать и сни-
мать крепежные элементы, место расположения которых невозможно определить ни «на
ощупь», ни визуально, поскольку они находятся в закрытом объеме. На Рис 25 показана
конструкция инструмента обеспечивающего выполнение таких операций вслепую.
Рис 25 Инструмент для установки затяжки и последующего снятия
крепежных деталей, находящихся в закрытом объеме.

Этот инструмент содержит корпус 1, в центральном отверстии которого установлен
вороток 2, имеющий гнезда 3 в которых расположены торцевые ключи 4, подпружинен-
ные в осевом направлении пружинами 5, а между корпусом 1 и воротком 2 установлена
втулка 6 с пазом 7, внутренней резьбой 8 и фиксатором 9, входящим в кольцевую проточ-
ку 10 в воротке 2. Втулка 6 подпружинена в соевом направлении относительно воротка 2
пружиной 11. Корпус 1 имеет фиксатор 12, стопорящий втулку 6 от проворота, а также
посадочную цилиндрическую поверхность 13 с ограничительным буртом 14 и ограничи-
тельный фланец 15, рукоятки 16 и фиксатор 17 ограничивающий величину опускания во-
ротка 2. Вороток 2 имеет рукоятки 18, а ключи 4 в своей нижней части снабжены голов-
ками 19 с внутренним шестигранником. Подлежащая установке и съему резьбовая пробка
20 ввернута в корпусную деталь 21 и зафиксирована болтами 22.
Инструмент работает следующим образом. Корпус 1 за рукоятки 16 опускается в
проем над местом установки или съема пробки 20 до тех пор, пока его цилиндрическая
часть 13 не будет одета на деталь 21 и бурт 14 сядет на ее торец, что гарантирует совпаде-
ние осей корпуса 1 и детали 21. При этом, ограничивающий фланец 15 фиксирует осевое
положение корпуса 1. Затем вороток 2 с втулкой 6 за рукоятки 18 устанавливается в кор-
пус 1, таким образом, чтобы фиксатор 12 попал в паз 7 втулки 6. Вращением воротка 2 от-
носительно вертикальной оси за рукоятки 18 добиваются совмещения осей тоцевых клю-
чей 4 с осями болтов 22. При совпадении осей вороток 2 опускается до соприкосновения
с торцем резьбовой пробки 20, а хвостовики 19 ключей 4 приподнимаются сжимая пру-
жины 5. При совмещении зевов торцевых ключей 4 с шестигранником головок болтов 22,
они встают на свои места. Далее вращая ключи откручивают болты 22, освобождая проб-
ку 20 от стопорения, а затем вращая вороток 2 за рукоятки 18 вывинчивают пробку 20 из
корпуса детали 21, при этом она навинчивается на резьбу 8 втулки 6 и поднимает при этом
вороток 2, поэтому об окончании процесса отвинчивания пробки 20 судят по величине
подъема воротка 2 равной толщине пробки 20. Вывернутую пробку 20 извлекают вместе с
инструментом. Установка и закручивание пробки 20 и болтов 22 в корпус 21 осуществля-
ется в обратном порядке, при этом она вместе с болтами 22 установленными в шести-
гранные отверстия 19 торцевых ключей 4, предварительно вкручивается в резьбу 8 втулки
6, после чего осуществляется установка и центрирование корпуса 1 относительно детали
21, как было описано ранее.
Одним из наиболее часто применяемых способов стопорения болтов и гаек является
применение отгибных стопорных шайб, при этом, особенно для больших типоразмеров
крепежных элементов, процесс отгибки шайбы вызывает определенную сложность по
причине отсутствия стандартного инструмента для выполнения этой операции.
На Рис 26 показана конструкция специального ключа для отгибки стопорных шайб.
Этот ключ содержит корпус 1 с головкой 2, в которой размещен рычаг 3, а также винто-
вой механизм, состоящий из рукоятки 4, резьбовой втулки 5 и винта 6. В нижней части
головка 2 снабжена отверстием, имеющим форму шестигранника, размер которого соот-
ветствует величине головки болта или гайки, которые стопорятся стопорной планкой.
Рычаг 3, установленный на оси 8, имеет паз 7, а его нижнее плечо 9 имеет отогнутый ко-
нец 10, взаимодействующий при выполнении операции отгибки со стопорной шайбой 11,
при этом верхнее ведущее плечо 12 рычага 3 посредствам оси 13 связано с винтом 6. В
головке 2 размещен копир 14 с профилем 15, форма которого определяет конфигурацию
отгибаемого выступа стопорной шайбы 11.

Работает ключ следующим образом. Головка 2 ключа своим шестигранным отвер-
стием устанавливается, например на головку болта подлежащего стопорению планкой,
таким образом, чтобы отогнутый конец 10 рычага 3 находился напротив отгибаемого кон-
ца стопорной шайбы 11. Затем рукоятка 4 винтового механизма приводится во вращение,
в результате чего винт 6 перемещается вверх и через ось 13 поворачивает верхнее ведущее
плечо 12 рычага 3 по часовой стрелке, которое одновременно своим пазом 7 обкатывается
по оси 8. При этом, контактная поверхность приводного плеча 12 рычага 3 контактирует с
профилем 15 копира 14, а отогнутый конец 10 нижнего плеча 9 рычага производит гибку
стопорной шайбы 11. При дальнейшем вращении рукоятки 4 резьбового механизма при-
водное плечо 12 рычага 3 изменяет направление движения и перемещается вверх по копи-
ру 14. Конец 10 рычага 3 повторяет это движение и прижимает отогнутый конец стопор-
ной шайбы 11 к боковой грани головки болта.
Литература.
1. Игнатьев Н. П. Проектирование сборочной оснастки
и оборудования. Азов 2014 г.
2. Замятин В.К. Технология и оснащение сборочного производства машиностроения
М:. Машиностроение 1995 г.
3. Новиков М.П. Основы технологии сборки машин. М:. Машиностроение 1980 г.
4. Сборка и монтаж изделий в машиностроении. Том 1 Под редакцией Корсакова В.С.,
Замятина В.К. М:. Машиностроение 1985 г.
Рис 26 Специальный ключ для отгибки стопорных шайб

Статья написана на основании соответствующего раздела справочно – мето-
дического пособия Игнатьева Н П «Проектирование сборочной оснастки и оборудова-
ния» Азов 2014г. В пособии содержится весь необходимый материал для проектиро-
вания различных типов сборочного инструмента, в том числе для выполнения слож-
ных сборочных работ, который в том числе позволяет механизировать и автомати-
зировать процесс сборки, а также приводится большое количество примеров его ори-
гинальных конструкций, применяемых для сборки основных видов соединений и типов
механизмов, систематизированных по функциональному назначению.