Embed Size (px)
Citation preview
Análisis de la capacidad de un proceso.Fiabilidad del proceso de control.
Objetivo: Determinar la capacidad de un proceso y su fiabilidad
Msc. Mercedes Guillermina Godoy BarbosaDocente de Control estadistico
CAPACIDAD DE PROCESOS
• La capacidad de proceso es el grado de aptitud que tiene un proceso para cumplir con las especificaciones técnicas deseadas.
• Cuando la capacidad de un proceso es alta, se dice que el proceso es capaz.
• Cuando se mantiene estable a lo largo del tiempo, se dice que el proceso está bajo control.
• Cuando no ocurre esto se dice que el proceso no es adecuado para el trabajo o requiere de inmediatas modificaciones.
Definiciones básicas.
• Proceso: Éste se refiere a alguna combinación única de máquinas, herramientas, métodos, materiales y personas involucradas en la producción.
• Capacidad o habilidad: Esta palabra se usa en el sentido de aptitud, basada en el desempeño probado, para lograr resultados que se puedan medir.
• Capacidad del proceso: Es la aptitud del proceso para producir productos dentro de los límites de especificaciones de calidad.
Definiciones Básicas
• Capacidad medida: Esto se refiere al hecho de que la capacidad del proceso se cuantifica a partir de datos que, a su vez, son el resultado de la medición del trabajo realizado por el proceso.
• Capacidad inherente: Se refiere a la uniformidad del producto que resulta de un proceso que se encuentra en estado de control estadístico, es decir, en ausencia de causas especiales o atribuibles de variación.
• Variabilidad natural: Los productos fabricados nunca son idénticos sino que presentan cierta variabilidad, cuando el proceso está bajo control, solo actúan las causas comunes de variación en las características de calidad.
• Valor Nominal: Las características de calidad tienen un valor ideal óptimo que es el que desearíamos que tuvieran todas las unidades fabricadas pero que no se obtiene, aunque todo funcione correctamente, debido a la existencia de la variabilidad natural.

Como evaluar la capacidad de un proceso?
• Mientras los procesos no sufran modificaciones o reajustes, para evaluar su capacidad suele recurrirse a algunas de las siete herramientas de la calidad, tales como: Histogramas, Gráficos de control , Planillas de inspección
• Cuando el proceso se ve modificado, por ejemplo con la implementación de una nueva máquina, o con un reajuste de métodos, debe efectuarse un estudio de índices de capacidad.
Clasificación de los Índices de capacidad según su posición y alcance temporal en:1) Respecto a su posición.
Índices centrados con respecto a los límites.Índices descentrados con respecto a los límites.Solo con límite superior.Solo con límite inferior.
2) Respecto a su alcance temporalA corto plazo: Capacidad potencialA largo plazo: Capacidad global
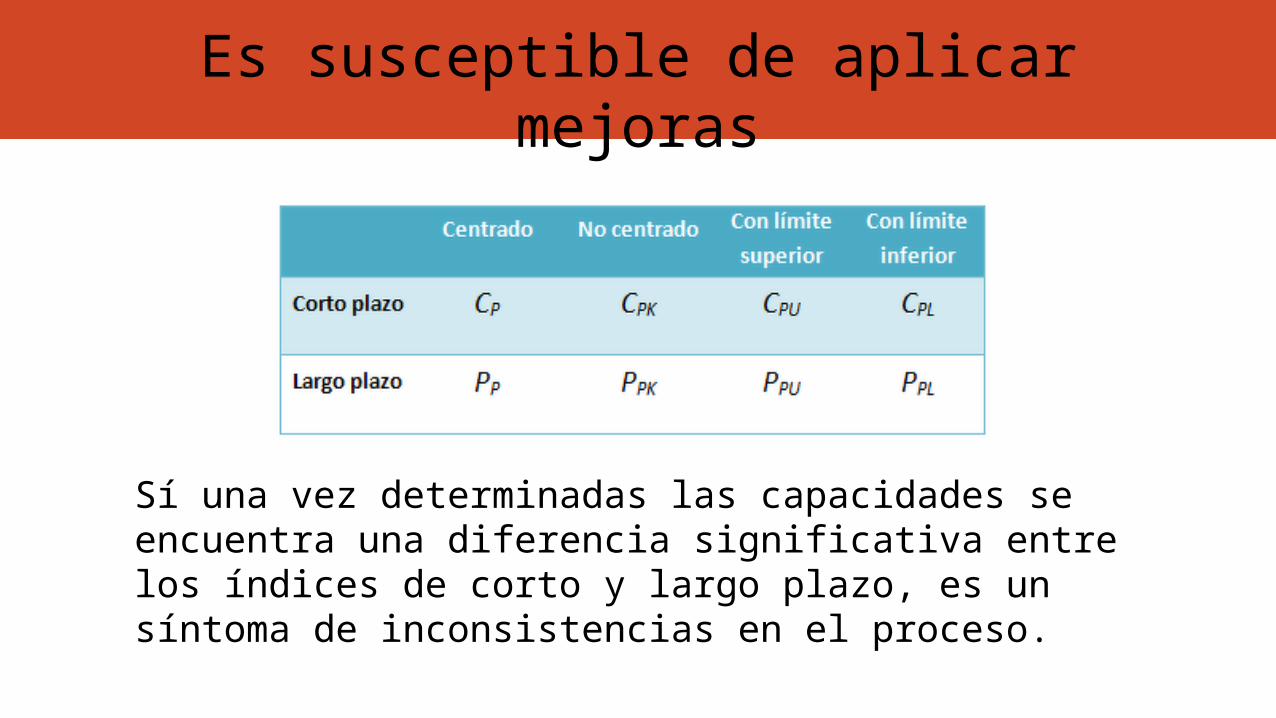
Es susceptible de aplicar mejoras
Sí una vez determinadas las capacidades se encuentra una diferencia significativa entre los índices de corto y largo plazo, es un síntoma de inconsistencias en el proceso.

Índice Cp
• Donde d2 es una constante que depende del tamaño de muestra
La medida de la capacidad potencial del proceso para cumplir con tales especificaciones de calidad nos la proporciona el índice de capacidad del proceso (Cp). Donde
J.M. Juran, Análisis y planeación de la Calidad, Tercera Edición Mc. Graw Hill, Pp.404

Para una mejor interpretación del índice observe la siguiente gráfica
El Cp compara el ancho de las especificaciones (tolerancia) con la amplitud de la variación (dispersión natural) del proceso. Sí la variación del proceso es mayor que la amplitud de las especificaciones, entonces el Cp < 1, lo que sería evidencia de que no se está cumpliendo con las especificaciones. Sí el Cp > 1 es una evidencia de que el proceso es potencialmente capaz de cumplir con las especificaciones.

Interpretación cualitativa del índice Cp.

Si el proceso no es apto para producir las unidades dentro de las especificaciones establecidas deben adoptarse diversas medidas, dentro de las que se encuentran:
• Mejorar el proceso. • Cambiar el proceso por uno mejor.• Cambiar la especificación (No recomendado).• Rediseñar el producto.• Inspeccionar al 100% (Ineficiente).• Obtener una desviación o permiso de aceptación (Temporal).• Tercerizar la elaboración de la parte (En caso de ser posible).• Dejar de hacer el producto (No recomendado)
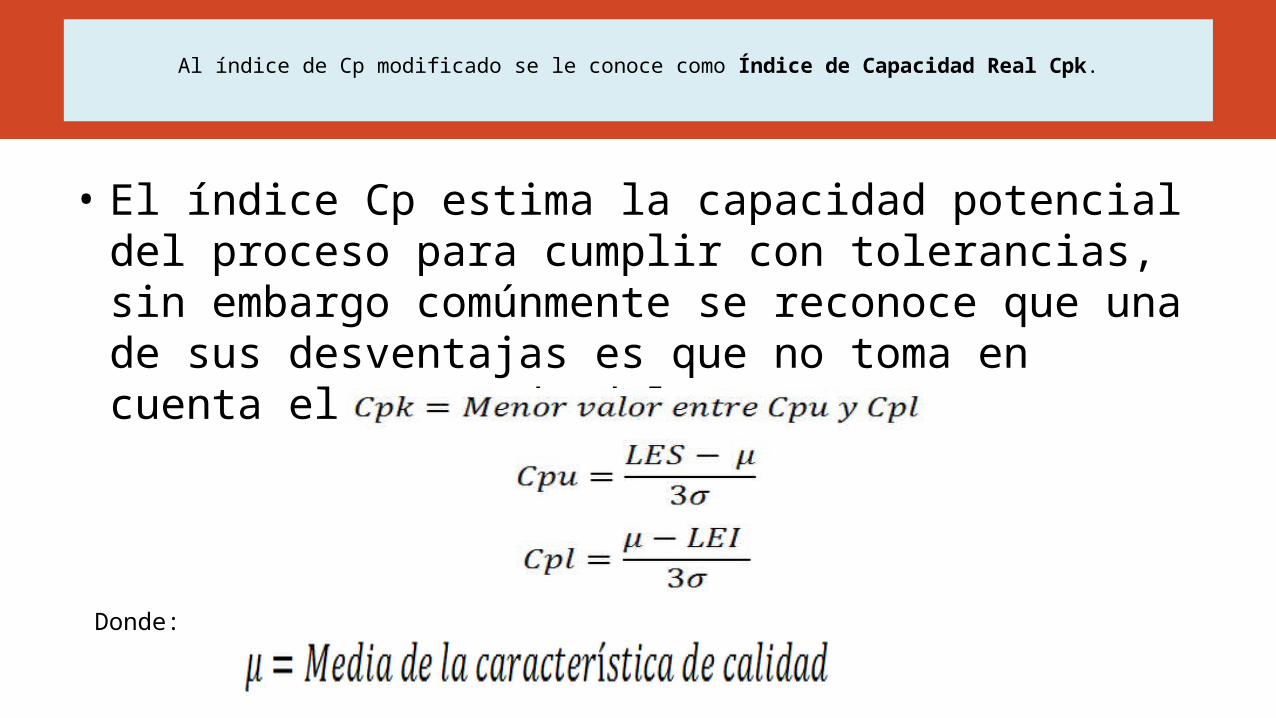
Al índice de Cp modificado se le conoce como Índice de Capacidad Real Cpk.
• El índice Cp estima la capacidad potencial del proceso para cumplir con tolerancias, sin embargo comúnmente se reconoce que una de sus desventajas es que no toma en cuenta el centrado del proceso.
Donde:

• El índice Cpk = Cp cuando la media del proceso se ubique en el punto medio de las especificaciones.
• Sí el proceso no está centrado entonces el valor de Cpk < Cp.• Cpk > 1 indican que el proceso está fabricando artículos que
cumplen con las especificaciones.• Cpk < 1 indican que el proceso está produciendo artículos
fuera de las especificaciones.• Cpk ≤ 0 indican que la media del proceso está fuera de las
especificaciones.
Índice de Capacidad Real Cpk
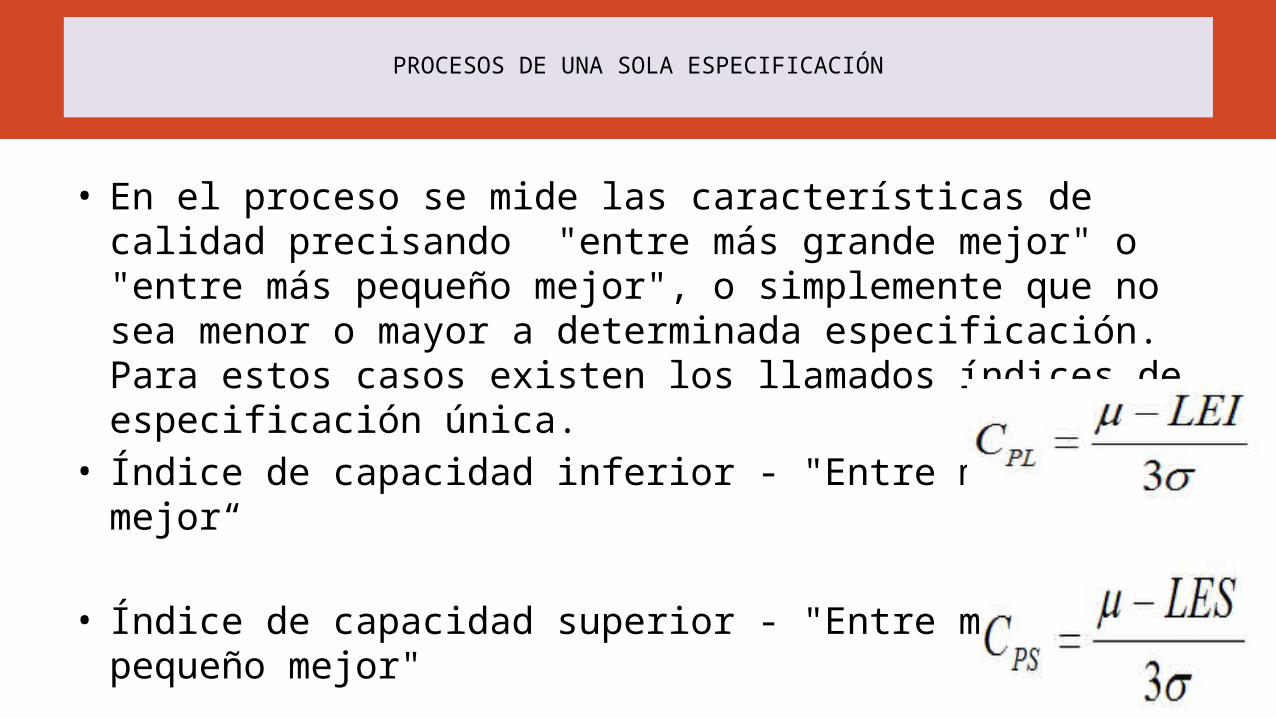
PROCESOS DE UNA SOLA ESPECIFICACIÓN
• En el proceso se mide las características de calidad precisando "entre más grande mejor" o "entre más pequeño mejor", o simplemente que no sea menor o mayor a determinada especificación. Para estos casos existen los llamados índices de especificación única.
• Índice de capacidad inferior - "Entre más grande mejor“
• Índice de capacidad superior - "Entre más pequeño mejor"
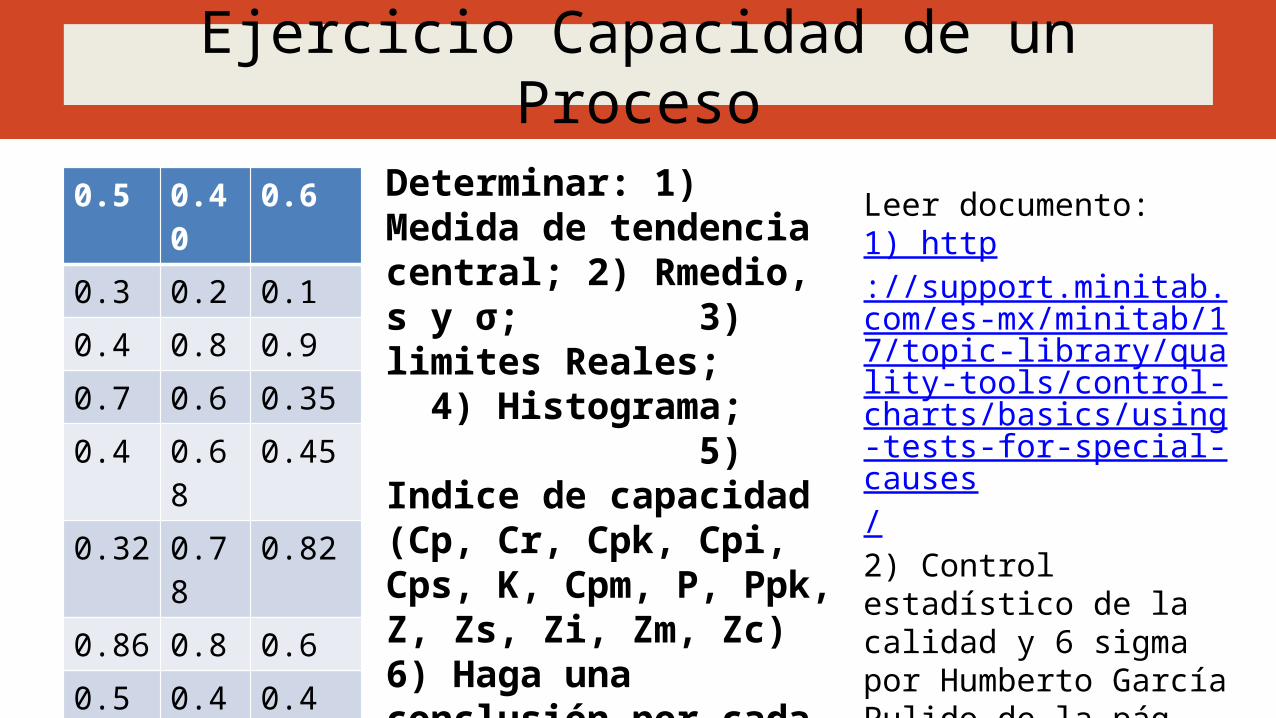
Ejercicio Capacidad de un Proceso
0.5 0.40 0.60.3 0.2 0.10.4 0.8 0.90.7 0.6 0.350.4 0.68 0.450.32 0.78 0.820.86 0.8 0.60.5 0.45 0.40.43 0.32 0.30.21 0.25 0.86
Leer documento:1) http://support.minitab.com/es-mx/minitab/17/topic-library/quality-tools/control-charts/basics/using-tests-for-special-causes/2) Control estadístico de la calidad y 6 sigma por Humberto García Pulido de la pág. 98 a 118
Determinar: 1) Medida de tendencia central; 2) Rmedio, s y σ; 3) limites Reales; 4) Histograma; 5) Indice de capacidad (Cp, Cr, Cpk, Cpi, Cps, K, Cpm, P, Ppk, Z, Zs, Zi, Zm, Zc)6) Haga una conclusión por cada caso y una general
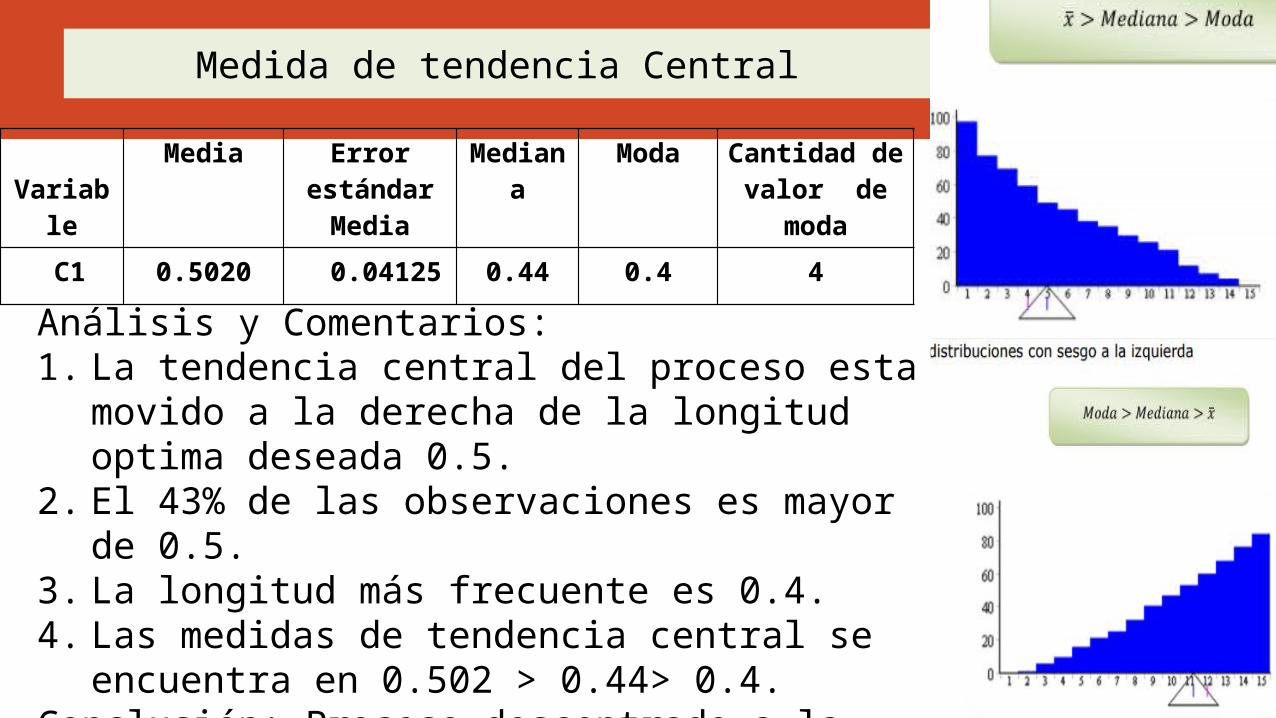
Medida de tendencia Central
Variable
Media Error estándar
Media
Mediana
Moda Cantidad de valor de
moda
C1 0.5020 0.04125 0.44 0.4 4
Análisis y Comentarios:1. La tendencia central del proceso esta movido a la
derecha de la longitud optima deseada 0.5. 2. El 43% de las observaciones es mayor de 0.5.3. La longitud más frecuente es 0.4.4. Las medidas de tendencia central se encuentra
en 0.502 > 0.44> 0.4.Conclusión: Proceso descentrado a la derecha con µ = 0.502
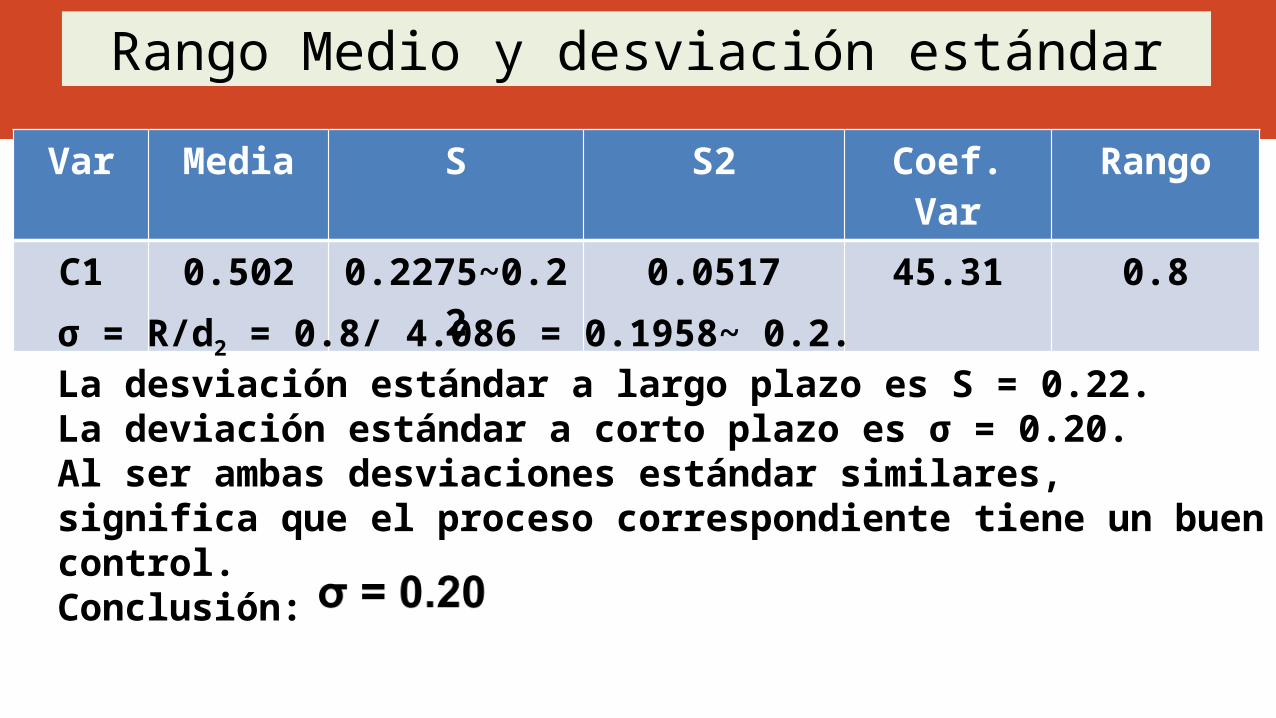
Rango Medio y desviación estándar
Var Media S S2 Coef.Var
Rango
C1 0.502 0.2275~0.22 0.0517 45.31 0.8
σ = R/d2 = 0.8/ 4.086 = 0.1958~ 0.2.La desviación estándar a largo plazo es S = 0.22.La deviación estándar a corto plazo es σ = 0.20.Al ser ambas desviaciones estándar similares, significa que el proceso correspondiente tiene un buen control. Conclusión:

Factores
• Factores para estimar s a partir de R, s ó σ RMS y σR a partir de R

Limites Reales
Análisis y Comentario• Limites Reales = µ± 3σ LS = 0.502 + 3* 0.2 = 1.102• LI = 0.502-3*0.2 = - 0.098 ~ 0• La longitud varia entre 0 – 1.102 (Variación = 1.102-0 = 1.102)
con promedio de 0.502. La variación es menor a la tolerada 1.102 < 1.2 (variación normal debe ser 1.102- (-0.098)= 1.2).
• El limite inferior supera especificación inferior 0, por lo que se están cortando capas que exceden la longitud aceptable.
Conclusión: Variación Real del proceso aceptable pero se están cortando capas que exceden la longitud aceptable.
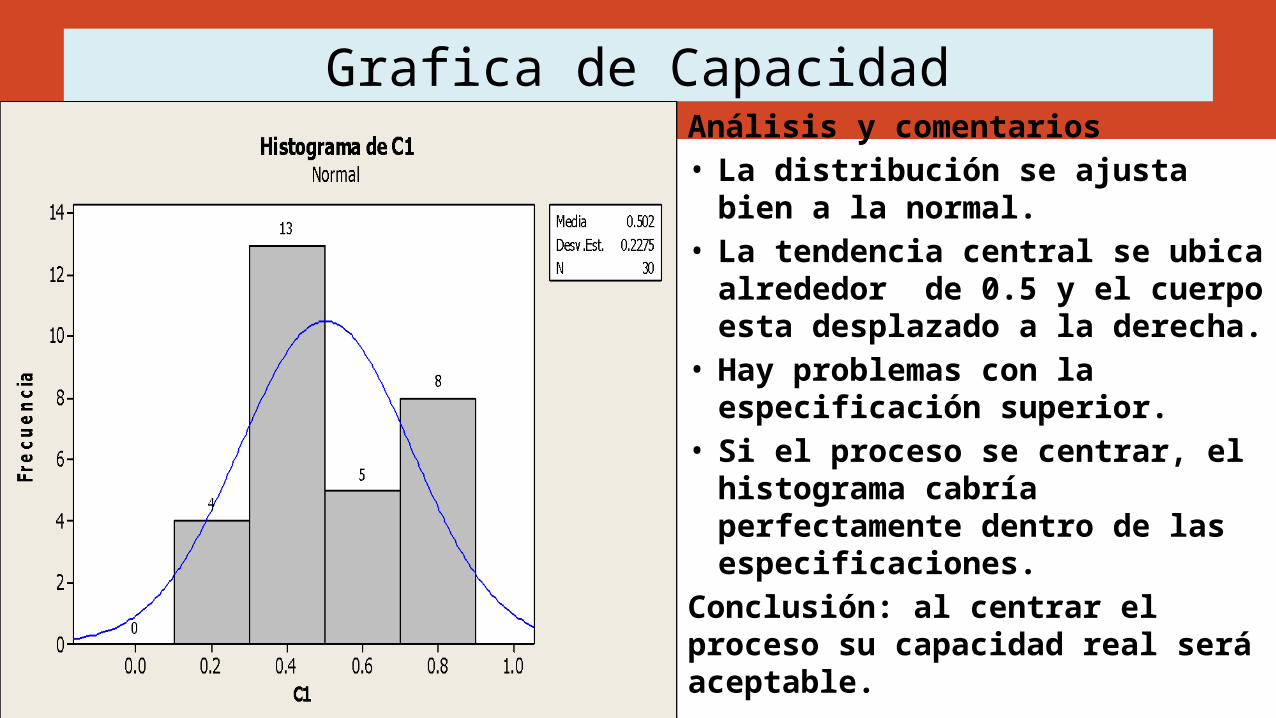
Grafica de CapacidadAnálisis y comentarios• La distribución se ajusta bien a
la normal.• La tendencia central se ubica
alrededor de 0.5 y el cuerpo esta desplazado a la derecha.
• Hay problemas con la especificación superior.
• Si el proceso se centrar, el histograma cabría perfectamente dentro de las especificaciones.
Conclusión: al centrar el proceso su capacidad real será aceptable.
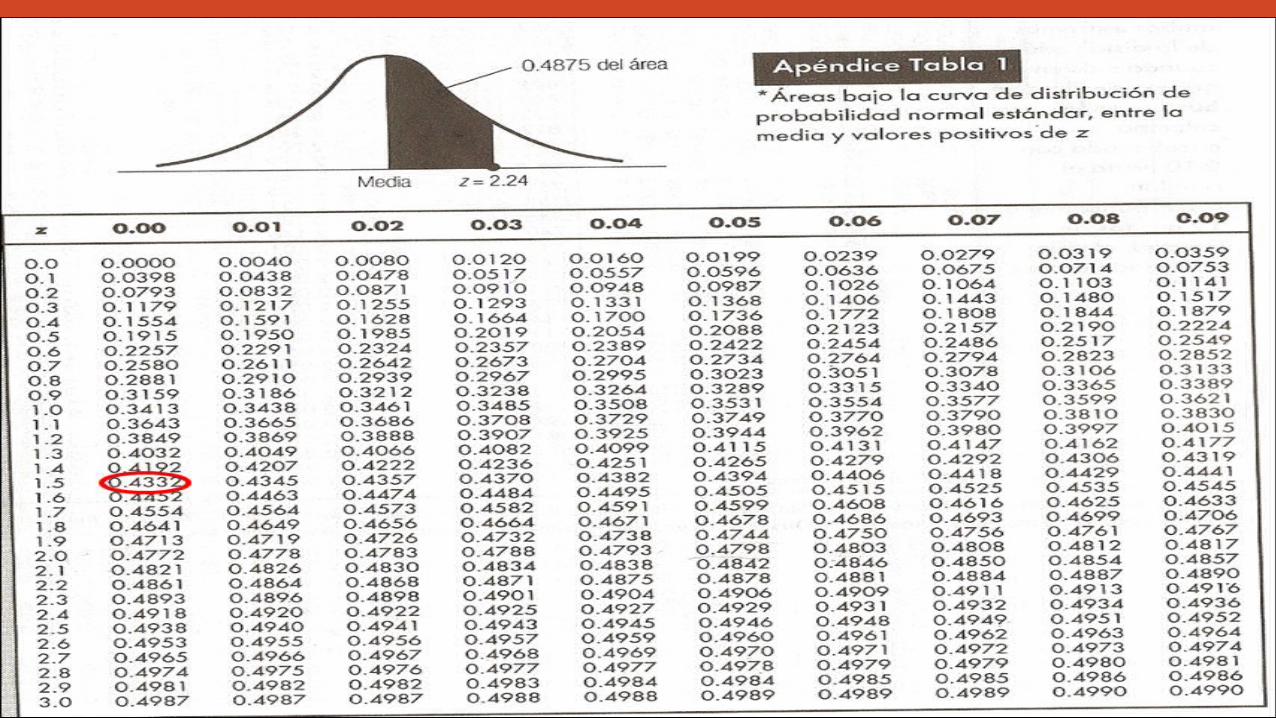
% Fuera de especificaciones• Aproximadamente el 68% de todos los valores de una población
normalmente distribuida se encuentra dentro de ± 1 desviación estándar de la media.
Aproximadamente el 95.5% de todos los valores de una población normalmente distribuida se encuentra dentro de ± 2 desviaciones estándar de la media.
Aproximadamente el 99.7% de todos los valores de una población normalmente distribuida se encuentra dentro de ± 3 desviaciones estándar de la media.
• Para Z = 3 P = 0.4987 y Para Z= -3 P = 0.4987• P = 1- 0.4987-0.4987 = 0.0026 0.26 %↝
Métrica Seis Sigma
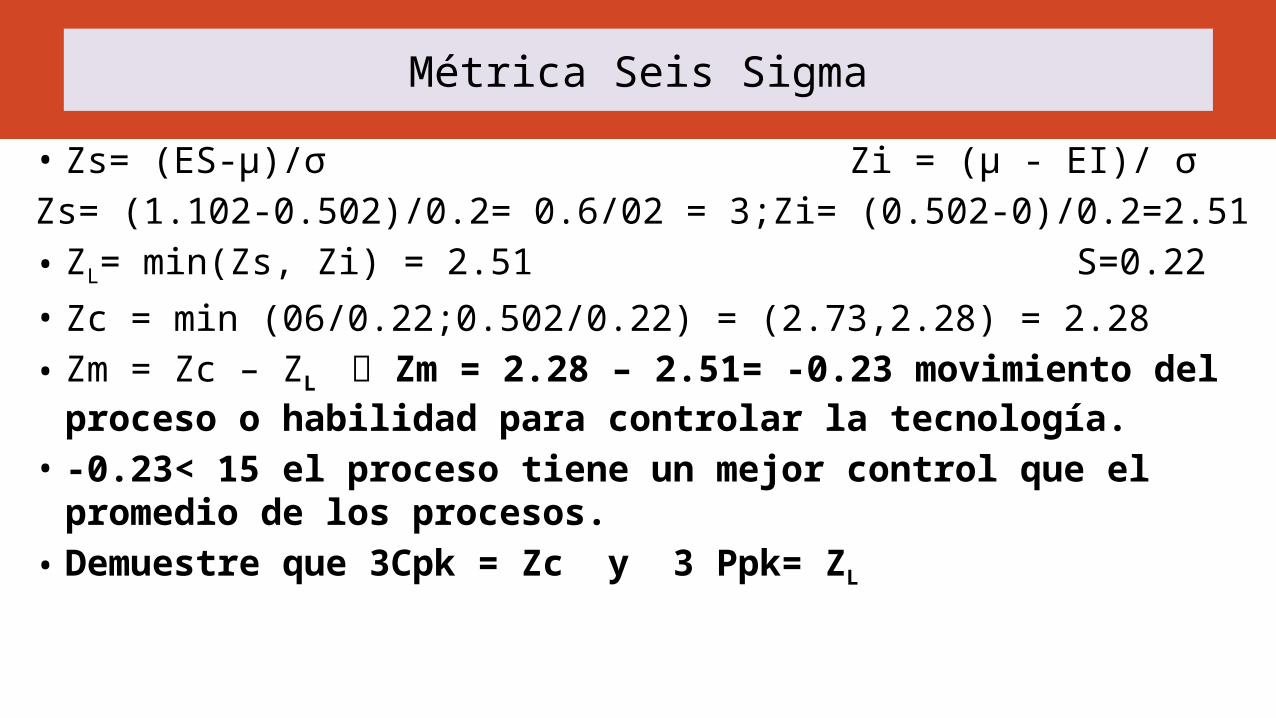
• Zs= (ES-µ)/σ Zi = (µ - EI)/ σZs= (1.102-0.502)/0.2= 0.6/02 = 3;Zi= (0.502-0)/0.2=2.51• ZL= min(Zs, Zi) = 2.51 S=0.22• Zc = min (06/0.22;0.502/0.22) = (2.73,2.28) = 2.28 • Zm = Zc – ZL Zm = 2.28 – 2.51= -0.23 movimiento del
proceso o habilidad para controlar la tecnología.• -0.23< 15 el proceso tiene un mejor control que el
promedio de los procesos. • Demuestre que 3Cpk = Zc y 3 Ppk= ZL

Índice de Capacidad
Cp = (1.102-0)/6(0.22) Cp= 0.8348 Cr = 1/0.8348 Cr= 1.1978Cpi = (0.502 – 0)/(3(0.22)) Cpi=0.76 Cps= (1.102-0.502)/(3*0.22)= 0.909Cpk = min(0.76, 0.909) = 0.76 donde Cpk < Cp por lo que la media del proceso esta alejada del centro de las especificaciones. Es una capacidad no satisfactoria.OjO : Si Cpk > 1.25 en un proceso ya existente se considera que el proceso tiene capacidad satisfactoria.Si Cpk =0 o negativo indica que la media del proceso esta fuera de especificaciones.
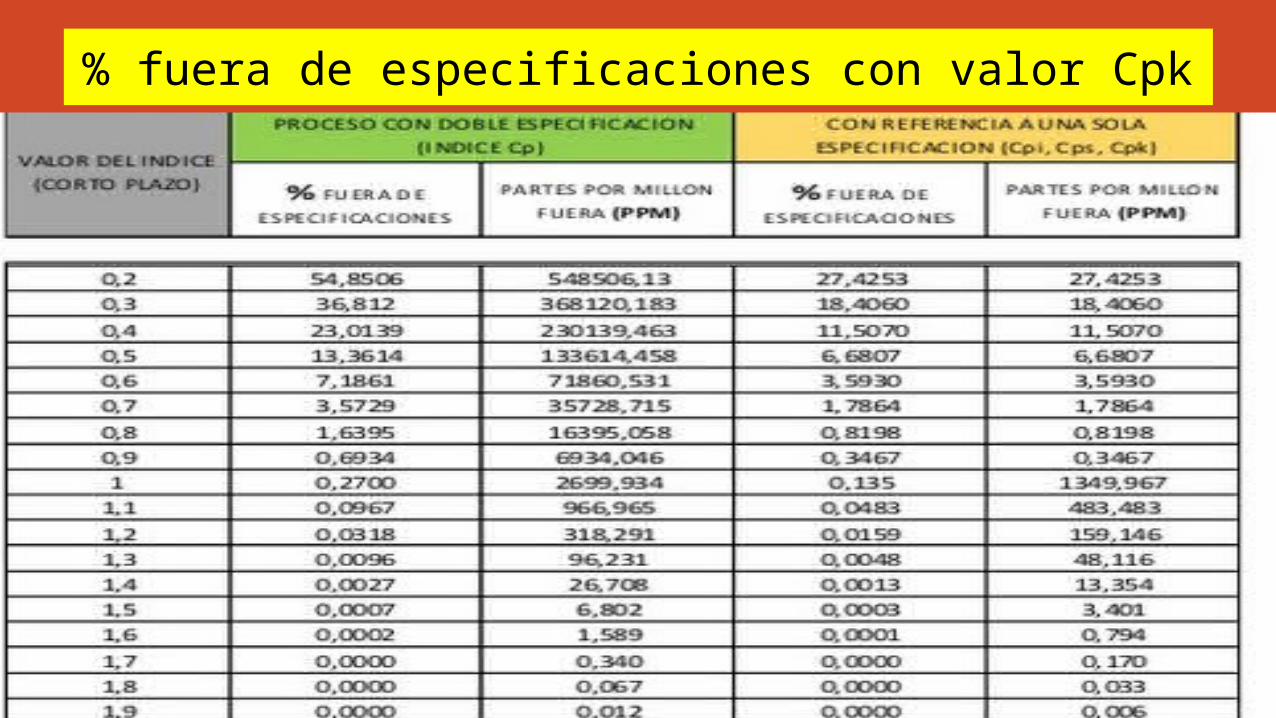
% fuera de especificaciones con valor Cpk
Índice centrado del Proceso, K
K = (μ – N) *100/0.5(ES-EI) K = 0.502-0.5)*100/0.5(0.102-0)• K= 3.92 % • Si K > 20% indica un proceso muy descentralizado, lo cual
contribuye de forma significativa a que la capacidad del proceso para cumplir especificaciones sea baja.
• N es la calidad del objetivo y óptimo cualquier desviación lleva un detrimento a la calidad.
Índice Taguchi
• Según Taguchi (1986) debe estar orientado a reducir la variabilidad alrededor del valor nominal, N y no sólo cumplir con especificaciones.
• Cpm = (ES – EI) / 6 Ϯ donde Ϯ = • Cpm= (1.102-0)/(6 )= 0.9183• Si Cpm < 1 el proceso no cumple con las especificaciones
puede ser por exceso de variabilidad o por problema de centrado.

Índice de desempeño potencial del proceso
• Pp = (1.102-0)/(6*0.2) = 0.918• Ppk = min ((0.502-0)/(3*0.2): (1.102-0.502)/(3*0.2))• Ppk = min (0.836; 1) = 0.836• Desviación estándar que se utiliza es a largo plazo.

Resumiendo Índice de Capacidad
Índice de Capacidad
Cp= 0.8348
Cr = 1.1978
Cpk = 0.76
Cpm = 0.9183
K = 3.92 %
La capacidad potencial del proceso no es adecuado porque Cp es menor que 1.Capacidad real del proceso es mala porque Cpk y Cpm son menores que 1.Los problemas de capacidad se debe a que el proceso esta descentralizado.Conclusión: Hacer los ajustes necesarios o cambios para que que articulo tenga sus especificaciones.Conclusión General: Si no tiene idea como centralizar el proceso hacer en equipo una lluvia de ideas o aplicar el diseño de experimentos para encontrar las variables de entrada que mueven la salida.Es necesario monitorear el proceso para evaluar los cambios del proceso y prevenir que no haya incremento
Preguntas• ¿Cuándo se dice que un proceso es capaz o hábil?• ¿Qué mide el índice Cp?• Qué significa que un proceso esta
descentralizado?• Si una característica de calidad debe estar entre
30 ± 2 y σ = 0.5 con μ = 29.3. Interprete Cp, Cpk, K, Cr y Cpm?
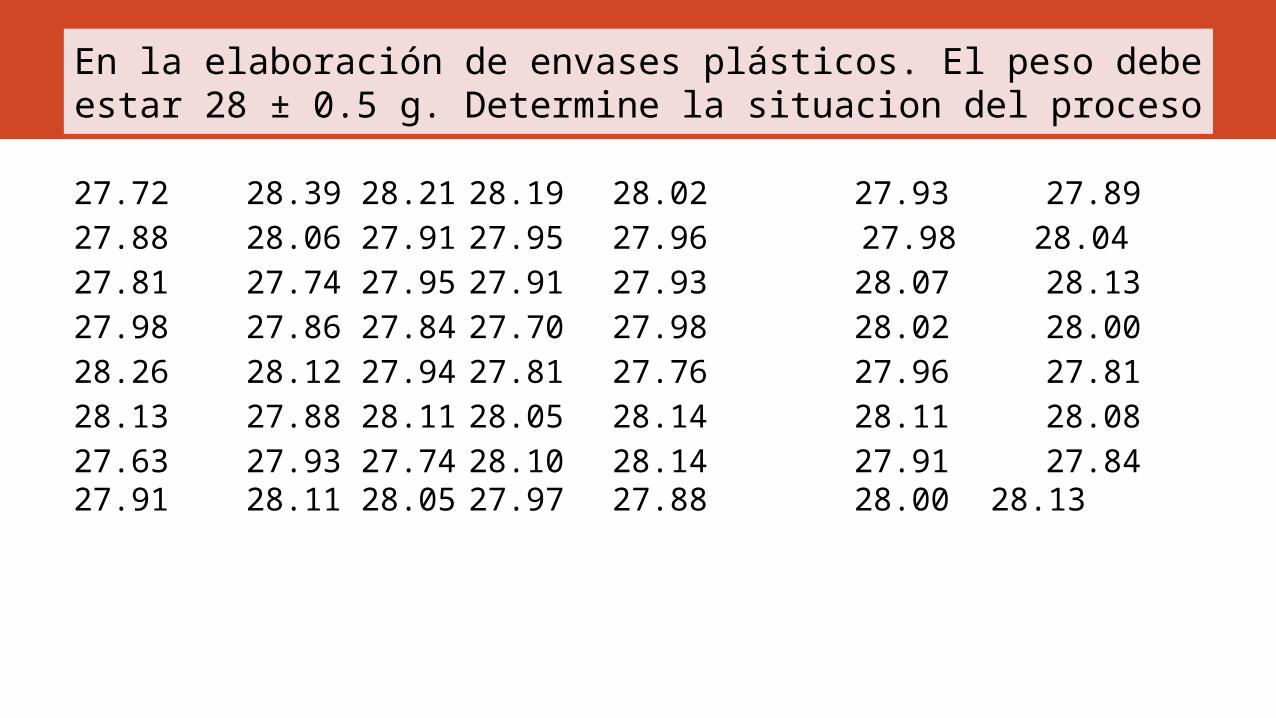
En la elaboración de envases plásticos. El peso debe estar 28 ± 0.5 g. Determine la situacion del proceso
27.72 28.39 28.21 28.19 28.02 27.93 27.8927.88 28.06 27.91 27.95 27.96 27.98 28.0427.81 27.74 27.95 27.91 27.93 28.07 28.1327.98 27.86 27.84 27.70 27.98 28.02 28.0028.26 28.12 27.94 27.81 27.76 27.96 27.8128.13 27.88 28.11 28.05 28.14 28.11 28.0827.63 27.93 27.74 28.10 28.14 27.91 27.84 27.91 28.11 28.05 27.97 27.88 28.00 28.13