Embed Size (px)
DESCRIPTION
Presented by Greg McMillan as short course for ISA St. Louis section on December 10, 2010.
Citation preview

Standards
Certification
Education & Training
Publishing
Conferences & Exhibits
ISA Saint Louis Short Course Dec 9-10, 2010
Advanced pH Measurementand Control - Day 2

Welcome
• Gregory K. McMillan – Greg is a retired Senior Fellow from Solutia/Monsanto and an ISA Fellow.
Presently, Greg contracts as a consultant in DeltaV R&D via CDI Process & Industrial. Greg received the ISA “Kermit Fischer Environmental” Award for pH control in 1991, the Control Magazine “Engineer of the Year” Award for the Process Industry in 1994, was inducted into the Control “Process Automation Hall of Fame” in 2001, was honored by InTech Magazine in 2003 as one of the most influential innovators in automation, and received the ISA Life Achievement Award in 2010. Greg is the author of numerous books on process control, his most recent being Essentials of Modern Measurements and Final Elements for the Process Industry. Greg has been the monthly “Control Talk” columnist for Control magazine since 2002. Greg’s expertise is available on the web site: http://www.modelingandcontrol.com/

TT 6-7
TC 6-7TC 6-7
TT 6-8
TC 6-8TC 6-8
Jacket Water
Bioreactor
AT 6-1
AT 6-4
VSD
AY6-2AY6-2
FT 6-1B
FT 6-4
Substrate
AC 6-1AC 6-1
FT 6-2
Air
pH
AC 6-2AC 6-2
Dissolved O2
Vent
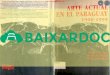
Bioreactor 1 Control Diagram
PT 6-3
PC 6-3PC 6-3
kPa
VSD
VSD
VSD
VSD
AT 6-2
AC 6-4AC 6-4
Batch Drain
AT 6-5
Biomass
Substrate
Basic Reagent
(%)
(%)
(%)
RCAS (g/liter)
(%)
AT 6-6
Product
Splitter
AY6-1AY6-1
Splitter
MC6-1B
MC6-3
MC6-4
MC6-2
VSD
Acidic Reagent
(%)MC6-1A
FT 6-1A
oC
TV6-8 Coolant
MPCbiomass growth rate (kg/hr)
net production rate (kg/hr)
AT 6-9
Dissolved CO2
Estimators from adapted virtual plant:
kPa
kg/sec
kg/sec
kg/sec
kg/sec
FT 6-3
kg/sec
oC
oC
RCAS (g/liter)
Bioreactor Control - 1

Bioreactor
VSD
VSD
TC 41-7
AT 41-4s2
AT 41-4s1
AT 41-2
AT 41-1
TT 41-7
AT 41-6
LT 41-14
Glucose
Glutamine
pH
DO
Product
Heater
VSD
VSD
VSD
AC 41-4s1
AC 41-4s2
Media
Glucose
Glutamine
VSD
Inoculums
VSD
Bicarbonate
AY 41-1
AC 41-1Splitter
AC 41-2
AY 41-2Splitter
CO2
O2
Air
Level
Drain
0.002 g/L
7.0 pH
2.0 g/L
2.0 g/L
37 oC
MFC
MFC
MFC
AT 41-5x2
Viable Cells
AT 41-5x1
Dead Cells
Bioreactor Control - 2

Cardinal pH Model Kinetics
0.0000
0.1000
0.2000
0.3000
0.4000
0.5000
0.6000
0.7000
0.8000
0.9000
1.0000
6.00 6.20 6.40 6.60 6.80 7.00 7.20 7.40 7.60 7.80 8.00
pH
pH
Gro
wth
Rat
e F
acto
r
pH Growth Rate Factor pH Growth Rate Factor

Convenient pH Model Kinetics
2maxmin
maxmin
)()()(
)()(
optpHpHpHpHpHpH
pHpHpHpH
vHr
pHmax = maximum pH for viable cells (8 pH)
pHmin = minimum pH for viable cells (6 pH)
pHopt = optimum pH for viable cell growth (6.8 pH)

Feed
Reagent
Reagent
ReagentThe period of oscillation (4 x process dead time) and filter time(process residence time) is proportional to volume. To preventresonance of oscillations, different vessel volumes are used.
Small first tank provides a faster responseand oscillation that is more effectively filtered by the larger tanks downstream
Big footprintand high cost!
Traditional System for Minimum Variability

Reagent
Reagent
Feed
Reagent
Traditional System for Minimum Reagent Use Traditional System for Minimum Reagent Use
The period of oscillation (total loop dead time) must differ by morethan factor of 5 to prevent resonance (amplification of oscillations)
The large first tank offers more cross neutralization of influents
Big footprintand high cost!

Consequences of Poor Dynamics and Tuning
• The peak error is inversely proportional to the controller gain• The integrated error is inversely proportional to the controller gain but is
also proportional to the reset time• The maximum controller gain is proportional to the process time
constant to loop dead time ratio• The minimum reset time is proportional to the dead time • The minimum peak error is inversely proportional to the ratio of the
process time constant to loop dead time• The oscillation period is proportional to the loop dead time• The integrated error is proportional to the loop dead time squared• Most of the process time constant seen by the loop is lost for excursions
on steep slopes of the titration curve• If you can increase the ratio of process time constant to loop dead time,
you can reduce the excursion along the titration curve and hence the change in process gain (slope) seen by the loop. In other words poor control begets poorer control by the introduction of greater nonlinearity

Basic Neutralization System - Before
Static Mixer
AC 1-1
Neutralizer
Feed
Discharge
AT 1-1
FT 1-1
FT 2-1
AC 2-1
AT 2-1 FC
1-2
FT 1-2
2diameters
ReagentStage 1
ReagentStage 2
Can you spot the opportunities forprocess control improvement?

Basic Neutralization System - AfterFeedforward
Summer
Static Mixer
AC 1-1
Neutralizer
Feed
Discharge
AT 1-1
FT 1-1
FT 2-1
AT 2-1
FC 1-2
FT 1-2
10-20diameters
ReagentStage 1
ReagentStage 2
FC 2-1
AC 2-1
10-20diameters
f(x)
RSP
SignalCharacterizer
*1
*1
*1 - Isolation valve closes when control valve closes

Tight pH Control with Minimum Capital Investment
Influent
FC 1-2
FT 1-2
Effluent AC 1-1
AT 1-1
FT 1-1
10 to 20 pipe
diameters
f(x)
*IL#1
Re
ag
en
t
High Recirculation Flow
Any Old TankSignal
Characterizer
*IL#2
LT 1-3
LC 1-3
IL#1 – Interlock that prevents back fill ofreagent piping when control valve closes
IL#2 – Interlock that shuts off effluent flow untilvessel pH is projected to be within control band
Eductor

Methods of Reducing Reagent Delivery Delays
• Locate reagent throttle valve at the injection point
• Mount automatic on-off isolation valve at the injection point
• Reduce diameter and length (volume) of injector or dip tube
• Dilute the reagent upstream to increase reagent flow rate
• Inject reagent into vessel side just past baffles
• Inject reagent into recirculation line just before vessel entry
• Inject reagent into feed line just before vessel entry
• Reduce reagent control valve sticktion and deadband
The benefits of feedforward are realized only if the correction arrives at aboutthe same time as the disturbance at the point of the pH measurement. Since the disturbance is usually in a high flow influent stream, any reagent delivery delays severely diminish the effectiveness of feedforward besides feedback control because the disturbance hits the pH measurement before the correction.

High Uniformity Reagent Dilution Control
Water
FC 1-2
FT 1-2
DilutedReagent
DC 1-1
DT 1-1
FT 1-1
Rea
gen
t
High Recirculation Flow
Any Old Tank
LT 1-3
LC 1-3
Eductor
FC 1-1
Ratio
Density
RSP
RSP
Big old tank acts an effective filter ofreagent concentration fluctuations

Cascade pH Control to Reduce Downstream Offset
M
AT 1-2
Static Mixer
Feed
AT 1-1
FT 1-1
FT 1-2
Reagent
10 to 20pipe
diameters
Sum FC 1-1
Filter
Coriolis MassFlow Meter
f(x)
AC 1-1
AC 1-2
PV signalCharacterizer
RSP
f(x)
Flow Feedforward
SP signalcharacterizer
Trim of Inline Set Point
IntegralOnly
Controller
Linear ReagentDemand Controller
Any Old Tank

Full Throttle Batch pH Control
Batch Reactor
AT 1-1
10 to 20 pipe
diameters
Filter
Delay
Sub Div
Sum
t
Cutoff
PastpH
Rate ofChangepH/t
Mul
Total System Dead Time
ProjectedpHNew pH
Old pH
Batch pH End Point
Predicted pHReagent
Section 3-5 in New Directions in Bioprocess Modeling and Control shows how this strategy is used as a head start for a PID controller

Linear Reagent Demand Batch pH Control
Batch Reactor
AC 1-1
AT 1-1
10 to 20 pipe
diameters
f(x)
Master Reagent DemandAdaptive PID Controller
Static Mixer
AC 1-1
AT 1-1
10 to 20 pipe
diameters
Secondary pHPI Controller
Signal CharacterizerUses Online
Titration Curve
FT 1-1
FC 1-1
FQ 1-1
FT 1-2
Online Curve Identification
Influent #1
Reduces injection and mixing delays and enables some crossneutralization of swings between acidic and basic influent. It issuitable for continuous control as well as fed-batch operation.
Influent #2

Linear Reagent Demand Control
• Signal characterizer converts PV and SP from pH to % Reagent Demand
– PV is abscissa of the titration curve scaled 0 to 100% reagent demand– Piecewise segment fit normally used to go from ordinate to abscissa of curve– Fieldbus block offers 21 custom space X,Y pairs (X is pH and Y is % demand)– Closer spacing of X,Y pairs in control region provides most needed compensation– If neural network or polynomial fit used, beware of bumps and wild extrapolation
• Special configuration is needed to provide operations with interface to:
– See loop PV in pH and signal to final element– Enter loop SP in pH– Change mode to manual and change manual output
• Set point on steep part of curve shows biggest improvements from: – Reduction in limit cycle amplitude seen from pH nonlinearity– Decrease in limit cycle frequency from final element resolution (e.g. stick-slip)– Decrease in crossing of split range point– Reduced reaction to measurement noise– Shorter startup time (loop sees real distance to set point and is not detuned)– Simplified tuning (process gain no longer depends upon titration curve slope)– Restored process time constant (slower pH excursion from disturbance)

Pulse Width and Amplitude Modulated Reagent
Neutralizer
AC 1-1
Reagent
AT 1-1
10 to 20 diameters
PWM
Faster cheaperon-off valve ispulse width modulated
PD Controller
Cycle Time = SystemDead Time
Throttle valve positionsets pulse amplitude
Pulse width modulation is linear. The additionof pulse amplitude modulation introduces asevere nonlinearity but greatly increases thesensitivity and rangeability of reagent addition

Case History 1- Existing Control System
Mixer
AttenuationTank
AY
AT
middle selector
AY
splitter
AC
AT
FT
FT
AT
AY
ATAT AT
AY
ATAT AT
Mixer
AY
FT
Stage 2Stage 1
middle selector
AC
Waste
Waste
middle selector
FuzzyLogic
RCAS RCAS
splitter
AY
filter
AYROUT
kicker

Case History 1 - New Control System
Mixer
AttenuationTank
AY
AT
middle selector
AY
splitter
AT
FT
FT
AT
AY
ATAT AT
AY
ATAT AT
Mixer
AY
FT
Stage 2Stage 1
middle selector
Waste
Waste
middle selectorRCAS RCAS
splitter
AY
filter
AYROUT
kickerAC-1 AC-2
MPC-2
MPC-1

Case History 1 - Opportunities for Reagent Savings
pH
Reagent to Waste Flow Ratio
Reagent Savings
2
12
Old Set Point
New Set Point
Old RatioNew Ratio

Case History 1 - Online Adaptation and Optimization
Actual PlantOptimization(MPC1 and MPC2)
Tank pH and 2nd Stage Valves
Stage 1 and 2 Set Points
Virtual Plant
Inferential Measurement(Waste Concentration)
and Diagnostics
Adaptation(MPC3)
Actual Reagent/Waste Ratio
(MPC SP)
ModelInfluent Concentration
(MPC MV)
Model Predictive Control (MPC)For Optimization of Actual Plant
Model Predictive Control (MPC)For Adaptation of Virtual Plant
Virtual Reagent/Influent Ratio
(MPC CV)
Stage 1 and 2 pH Set Points

Case History 1 - Online Model Adaptation Results
Adapted Influent Concentration(Model Parameter)
Actual Plant’sReagent/Influent
Flow Ratio
Virtual Plant’sReagent/Influent
Flow Ratio

Case History 2 - Existing Neutralization System
Water93%
Acid
50%
Caustic
Pit
Cation Anion
To EO
Final acid
adjustment
Final caustic
adjustment
AT

Case History 2 - Project Objectives
• Safe• Responsible• Reliable
– Mechanically– Robust controls, Operator friendly– Ability to have one tank out of service
• Balance initial capital against reagent cost• Little or no equipment rework

Case History 2 - Cost Data
• 93%H2SO4 spot market price $2.10/Gal
• 50% NaOH spot market price $2.30/Gal
2k Gal 5k Gal 10k Gal 20k Gal 40k Gal
Tank $20k $30k $50k $80k $310k
Pump $25k $35k $45k $75k $140k

Case History 2 - Challenges
• Process gain changes by factor of 1000x• Final element rangeability needed is 1000:1• Final element resolution requirement is 0.1%• Concentrated reagents (50% caustic and 93% sulfuric)• Caustic valve’s ¼ inch port may plug at < 10% position• Must mix 0.05 gal reagent in 5,000 gal < 2 minutes• Volume between valve and injection must be < 0.05 gal • 0.04 pH sensor error causes 20% flow feedforward error• Extreme sport - extreme nonlinearity, sensitivity, and
rangeability of pH demands extraordinary requirements for mechanical, piping, and automation system design

Really big tank and thousands of miceeach with 0.001 gallon of acid or caustic
or
modeling and control
Case History 2 - Choices Case History 2 - Choices

Case History 2 - Tuning for Conventional pH Control Case History 2 - Tuning for Conventional pH Control

Gain 10x larger
Case History 2 - Tuning for Reagent Demand Control Case History 2 - Tuning for Reagent Demand Control

One of many spikes from stick-slip of water valve
Tank 1 pH for Reagent Demand Control
Tank 1 pH for Conventional pH Control
Start of Step 2(Regeneration)
Start of Step 4(Slow Rinses)
Case History 2 - Process Test Results Case History 2 - Process Test Results

• If Tank pH is within control band, reduce tank level rapidly to minimum. (CL#1a). If Tank pH is out of control band, close valve to downstream system and send effluent to the other tank if it has more room (CL#1b).
• For caustic reagent valve signals of 0-10%, set control valve at 10%, pulse width modulate isolation valve proportional to loop output, and increase loop filter time and reset time to smooth out pulses (CL#2)
• If reagent valves are near the split range point, periodically (e.g. every 5 minutes) shut the reagent valves and divert feed to other tank for 15 seconds to get tank pH reading (CL#3).
• Coordinate opening and closing of reagent isolation valves with the opening and closing of reagent control valves (CL#4)
• If feed is negligible and tank pH is within control band, shut off the recirculation pump (CL#5)
Case History 2 - Control Logic Case History 2 - Control Logic

Signal characterizer translates PV and SP from pH to % Reagent Demand
– PV is abscissa of the titration curve scaled 0 to 100% reagent demand– Piecewise segment fit normally used to go from ordinate to abscissa of curve– Fieldbus block offers 21 custom space X,Y pairs (X is pH and Y is % demand)– Closer spacing of X,Y pairs in control region provides needed compensation
Special configuration is needed to provide operations with pH interface:– See loop PV in pH and enter loop SP in pH
Set point on steep part of curve shows biggest improvements from – Reduction in limit cycle amplitude seen from pH nonlinearity– Decrease in limit cycle frequency from final element resolution (e.g. stick-slip)– Decrease in crossing of split range point– Reduced reaction to measurement noise– Shorter startup time (loop sees real distance to set point and is not detuned)– Simplified tuning (process gain no longer depends upon titration curve slope)– Restored process time constant (slower pH excursion from disturbance)
Benefit depends more upon on slopes rather than accuracy of points of titration curve (more robust than feedforward)
Case History 2 - Reagent Demand Control Case History 2 - Reagent Demand Control

Streams, pumps, valves, sensors, tanks, and mixersare modules from DeltaV composite template library.
Each wire is a pipe that is a processstream data array(e.g. pressure, flow,temperature, density,heat capacity, and concentrations)
First principleconservation ofmaterial, energy,components, and ion charges
Case History 2 - Dynamic Model in the DCS Case History 2 - Dynamic Model in the DCS

• Study shows potential project savings overwhelm reagent savings• Modeling removes uncertainty from design
– First principle relationships show how well mechanical, piping, and automation system deal with nonlinearity, sensitivity, and rangeability
• Modeling enables prototyping of control improvements– Linear reagent demand control speeds up response from PV on flat and
reduces oscillations from the PV on steep part of titration curve– Control logic optimizes pH loops to minimize downtime and inventory to
maximize availability and minimize energy use– Pulse width modulation of caustic at low valve positions minimizes plugging– Recirculation within tank and between tanks offers maximum flexibility and
continuous, semi-continuous, and batch modes of operation– Periodic observation of tank pH to determine best mode of operation
Case History 2 - Summary Case History 2 - Summary

Adapted Reagent Demand Control
Neutralizer
AC 1-1
AT 1-1
10 to 20 diameters
f(x)
Master Reagent DemandAdaptive PID Controller
Static Mixer
AC 1-1
AT 1-1
10 to 20 diameters
Secondary pHPI Controller
Signal CharacterizerUses Online
Titration Curve
FT 1-1
FC 1-1
FQ 1-1
FT 1-2
Online Curve Identification
Influent
Reduces injection and mixing delays and enables somecross neutralization in continuous and batch operations

Speed of Response Seen by pH Loop
pH
Reagent FlowInfluent Flow
6
8
10
12
2
4
pH2
pH1
pH3
Fastest process response seen byLoop at inflection point (e.g. 7 pH)
Slow
Slow
(1) Excursion from pH1 to pH2 acceleration makes response look like a runaway to loop
(2) Excursion from pH2 to pH3 deceleration is not enough to show true process time constant Apparent loss of investment in large well mixed volume can be restored
by signal characterization of pH to give abscissa as controlled variable!

Speed of Response Seen by pH Loop
d o
0
1
2
curve 0 = Self-Regulatingcurve 1 = Integratingcurve 2 = Runaway
Time(minutes)
pH
0
pH
Ramp
Acceleration
Open Loop Time Constant
Total LoopDead Time
CO(% step inController
Output)
Batch processes have less self-regulation because there is no discharge flow.If there is no consumption of reagent in the batch by a reaction, the pH response is only in one direction for a given reagent. If there is no split ranged acid and base reagent in the batch, PD instead of PID and predictive strategies are used.

• For a first order plus deadtime process, only nine (9) models are evaluated each sub-iteration, first gain is determined, then deadtime, and last time constant.
• After each iteration, the bank of models is re-centered using the new gain, time constant, and deadtime
First Order Plus Deadtime Process
Estimated Gain, time constant, and deadtime
Multiple Model parameterInterpolation with re-centering
Changing process input
sKe DT
1
Gain
Tim
e C
onst
ant
Dead time
1
2
3
First Order plus Dead Time Model Identification
Changes in the process model can be used to diagnose changesin the influent and the reagent delivery and measurement systems

Model and tuning is scheduled based on pH
Scheduling of Learned Dynamics and Tuning

Adaptive Control Efficiently Achieves Optimum
hourly cost of excess reagent
hourly cost of excess reagent
total cost ofexcess reagent
total cost ofexcess reagent
pH
pH

Adaptive Control Efficiently Rejects Loads
hourly costof excess
hourly cost of excess
pH
total costof excessreagent
total cost of excessreagent
pH

Adaptive Control is Stable on Steep Slopes
pH
pH

Recently Developed Adaptive Control
• Anticipates nonlinearity by recognizing old territory– Model and tuning settings are scheduled per operating region
– Remembers what it has learned for preemptive correction
• Demonstrates efficiency improvement during testing– Steps can be in direction of optimum set point– Excess reagent useage rate and total cost can be displayed online
• Achieves optimum set point more efficiently– Rapid approach to set point in new operating region
• Recovers from upsets more effectively– Faster correction to prevent violation
– More efficient recovery when driven towards constraint
• Returns to old set points with less oscillation – Faster and smoother return with less overshoot

PID Valve Sensitivity and Rangeability Solution 1
Neutralizer AC 1-1a
AT 1-1
PID Controller
Large(Coarse)
Small(Fine)
AC 1-1b
P only Controller
Reagent
Difficult to tune

Neutralizer AC 1-1
AT 1-1
PID Controller
Large Small
ZC 1-1
I only Controller
Reagent
PID Valve Sensitivity and Rangeability Solution 2 PID Valve Sensitivity and Rangeability Solution 2
Difficult to tune

manipulated variables
Small (Fine)Reagent Valve SP
NeutralizerpH PV
Small (Fine)Reagent Valve SP
cont
rolled
va
riab
le
MPC Large (Coarse)Reagent Valve SP
cont
rolled
va
riab
le
null
Model Predictive Controller (MPC) setup for rapid simultaneous throttling of a fine and coarse control valves that addressesboth the rangeability and resolution issues. This MPC canpossibly reduce the number of stages of neutralization needed
MPC Valve Sensitivity and Rangeability Solution MPC Valve Sensitivity and Rangeability Solution

MPC Valve Sensitivity and Rangeability Solution MPC Valve Sensitivity and Rangeability Solution

MPC Valve Sensitivity and Rangeability Solution

MPC Valve Sensitivity and Rangeability Solution
Successive Load Upsets Process Set Point Change Trim Valve Set Point Change
CriticalProcess Variable
CoarseValve
TrimValve

MPC Maximization of Low Cost Reagent
manipulated variables
High Cost FastFeed SP
Critical PV(normal PE)
Low Cost SlowFeed SP
(lowered PE)
contr
olled
vari
able
Maximize
MPC Low Cost SlowFeed SP
null
opti
miz
ati
on
vari
able

MPC Maximization of Low Cost Reagent

MPC Maximization of Low Cost Reagent
Riding Max SPon Lo Cost MV
Riding Min SPon Hi Cost MV
Critical CV
Lo Cost Slow MV
Hi Cost Fast MV
LoadUpsets
Set PointChanges
LoadUpsets
Set PointChanges
Low Cost MV Maximum SP Increased
Low Cost MV Maximum SP Decreased
Critical CV

MPC Maximization of Low Cost Reagent
manipulated variables
SupplementalReagent Flow SP
Cheap Reagent Flow PV
Neutralizer pH PV
Acidic Feed Flow SP
Supplemental Reagent
Valve Position
con
trolled
v
ari
ab
lecon
str
ain
t
vari
ab
le
MPC
disturbance variable
Acid Feed Flow SP
null
op
tim
izati
on
v
ari
ab
le
nullMaximize
Note that cheap reagent valve is wide open and feed is maximized to keep supplemental reagent valve at minimum throttle position for minimum stick-slip

Review of Key Points
• More so than for any other loop, it is important to reduce dead time for pH control because it reduces the effect of the nonlinearity
• The effectiveness of feedforward control greatly depends upon the ability to eliminate reagent delivery delays
• If there is a reproducible influent flow measurement use flow feedforward, otherwise use a head start or full throttle logic for startup
• The reliability and error of a pH feedforward is unacceptable if the influent pH measurement is on the extremities of the titration curve
• Except for fast inline systems, use cascade control of pH to reagent flow to compensate for pressure upsets and enable flow feedforward
• Use adaptation of the charge balance model pH or online identification of the titration curve to compensate for a distortion of the curve
• Linear reagent demand can restore the time constant and capture the investment in well mixed vessels, provide a unity gain for the process variable, simply and improve controller tuning, suppress oscillations and noise on the steep part of the curve, and speed up startup and recovery from the flat part of the curve

Review of Key Points
• Nearly all the previously develop adaptive controllers are playing catch up and do not reveal the process model or the imbedded tuning rules
• New adaptive controllers will remember changes in the process model as a function of operating point and preemptively schedule tuning
• Changes in the process model can be used to predict and analyze changes in the influent, reagent, valve, and sensor
• The use of reagent demand control can free up the adaptive controller to find the changes in titration curve and make a MPC more effective
• Use a wide open reagent valve that is shut based on a predicted online pH measurement to provide the fastest pH batch or startup
• Use pulse width and amplitude modulation of a proportional plus derivative controller output to mimic lab titration for batch pH control
• Use online titration curve identification and linear reagent demand control for extremely variable and sharp titration curvature
• Model predictive control (MPC) can adapt online process models and improve reagent resolution and rangeability and minimize reagent costs

Advanced Application Notes

A Funny Thing Happened (E-Book Online)

Elimination of Lime Delay and Lag Times
FC 1-1
FT 1-1
AC 3-1
AT 3-1
LC 1-1
LT 1-1Liquid Waste
Storage
Lime Conveyor
< HC 2-1
Delay Lag Sum
RSP
Rotary Valve Speed
ConveyorTransportation
Delay
LimeDissolution Lag Time
FeedforwardSummer
LowSignal
Selector
Neutralizer
LimeHopper
Manual Loader