Embed Size (px)
Citation preview
Application of Value Stream Mapping for Reduction of Cycle Time in a Machining
Process
Sumit Bhattacharya 851
Sathish Kumar 863
Abstract
• This Case Study deals with implementation of lean manufacturingtechniques in crankshaft manufacturing system at an automotivemanufacturing plant in South India.
• Lean Manufacturing was selected to meet the quality, cost and deliverytargets.
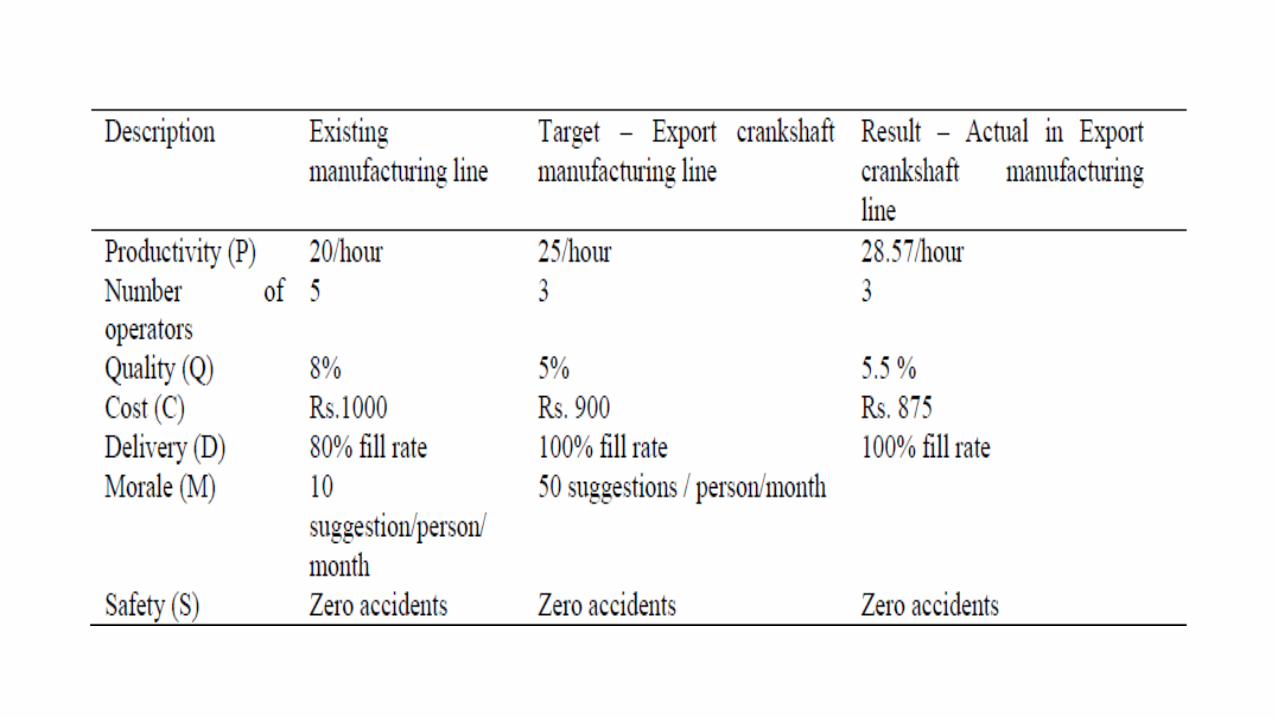
• After Implementing lean manufacturing, manufacturing lead timereduced by 40%, defects were reduced, high process capabilityachieved, quick response to customer demands.
Problems in existing system
• High Additional processing time
• More number of workers
• Consumes more resources
• More inventory
• More scrap
• High Cycle time
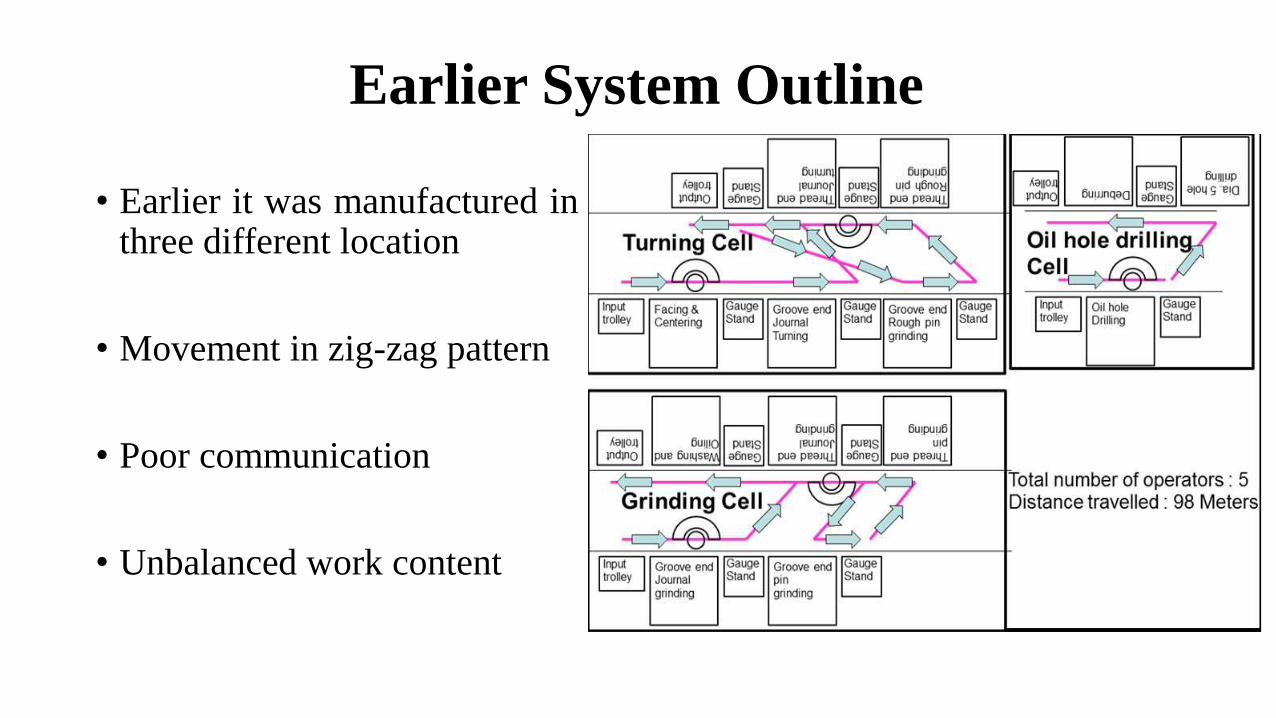
Earlier System Outline
• Earlier it was manufactured inthree different location
• Movement in zig-zag pattern
• Poor communication
• Unbalanced work content
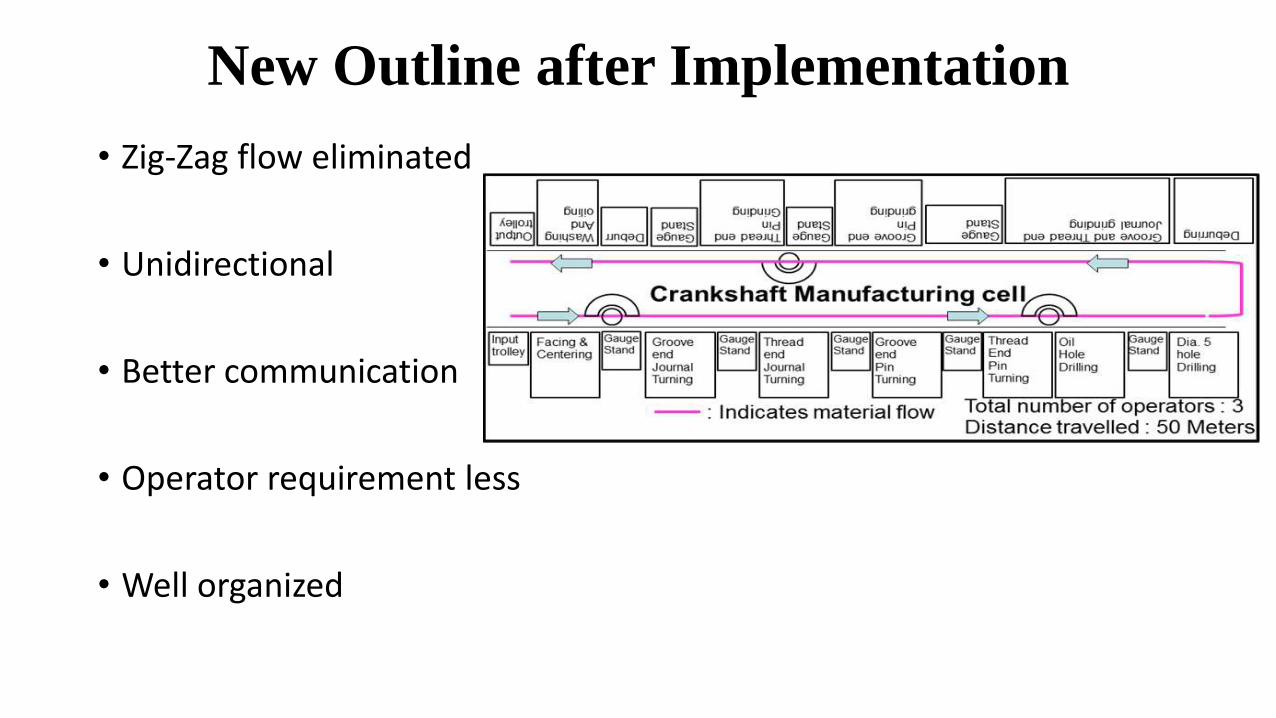
New Outline after Implementation
• Zig-Zag flow eliminated
• Unidirectional
• Better communication
• Operator requirement less
• Well organized
Value Stream Mapping
• Method of lean manufacturing which uses symbols, metrics andarrows to show and improve flow of inventory and informationrequired to produce a product or service.
• Value stream mapping allows one to determine where the wasteoccurs.
• This helps in identifying various factors: Value added time, Non Valueadded time, cycle time, changeover time.
• This helps in identifying and eliminating waste.
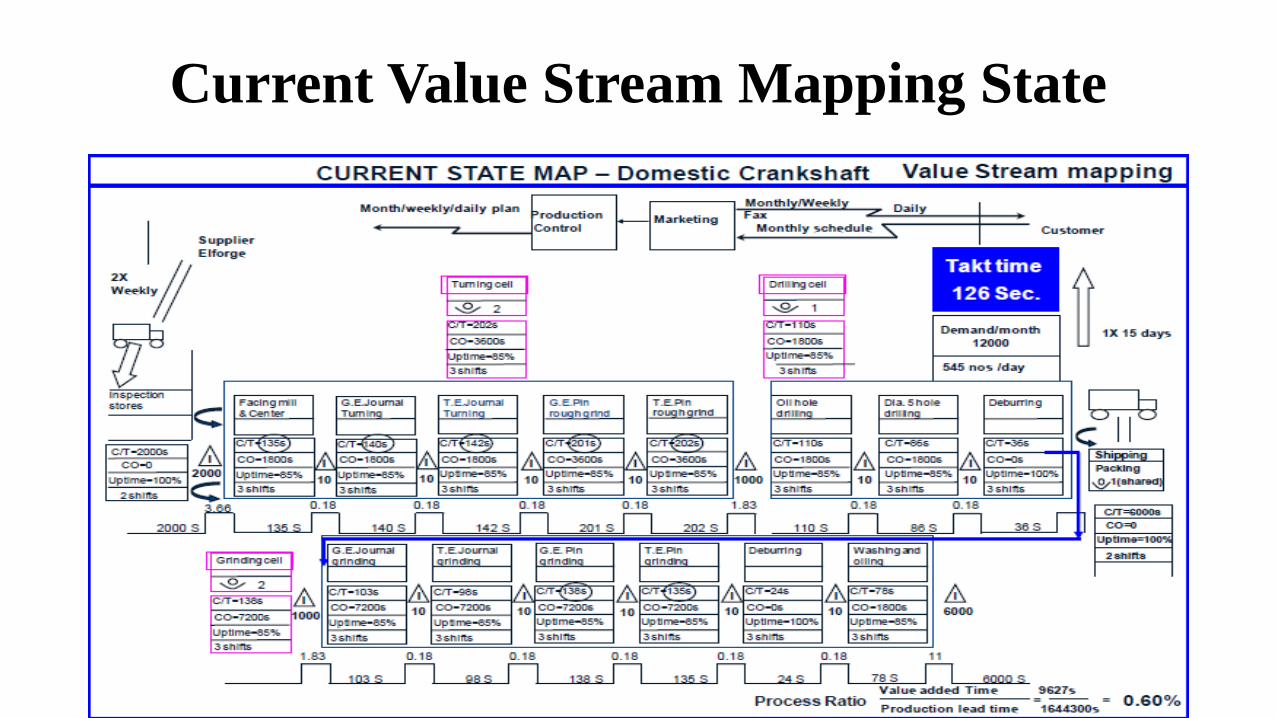
Current Value Stream Mapping State
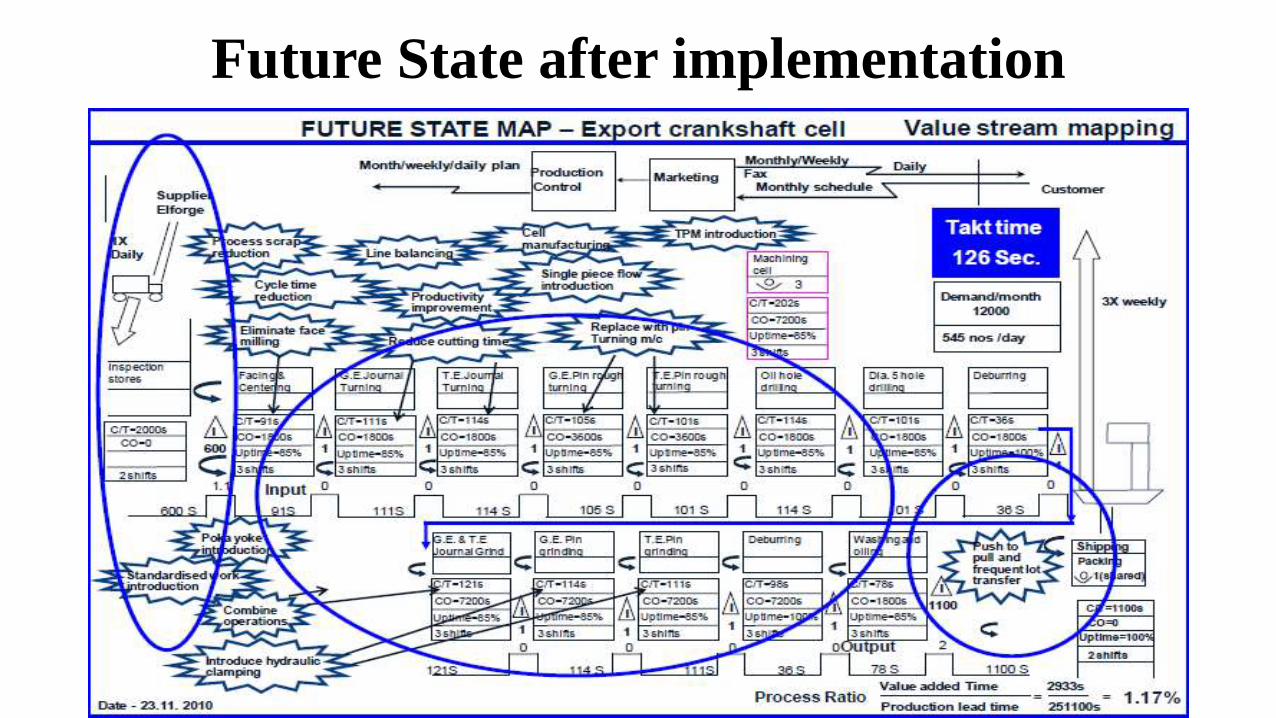
Future State after implementation
• KAIZEN 1: Implement the Modified Process by eliminate and combine operation.
• KAIZEN 2: Implement the modified process by optimizing the process parameters.
• KAIZEN 3: Implement the modified process by tooling improvement and introduce CNC lathe.
Results after Implementation
• Single piece flow for crankshaft manufacturing system wasestablished.
• The non- value adding activities were eliminated
• Quick response to customer demand to supply frequently in small lots
• Complete manufacturing was established to meet customerrequirements and quality.
Conclusion
• Implementation of Lean Manufacturing in crank shaft manufacturingcell would eliminate the 8 non-value adding wastes like overproduction, waiting, unnecessary transport movement, defects andunused employee creativity.
• This would also improve the flexibility of the production process.
References
1. K. Venkataramana, B.Vijaya Ramnath, V.Muthu Kumar, C.Elanchezhian, 2014 ‘Application of Value Stream Mapping for Reduction of Cycle Time in a Machining Process’, 3rd International Conference on Materials Processing and Characterisation.