Embed Size (px)
Citation preview

MEMORIAS DEL 14 CONGRESO INTERNACIONAL ANUAL DE LA SOMIM 17 al 19 DE SEPTIEMBRE, 2008 PUEBLA, MÉXICO
ISBN 978-968-9773-03-8 Derechos Reservados © 2008, SOMIM 417
INVESTIGACIÓN DE ESQUEMAS PARAMÉTRICOS DE DISEÑO CONCEPTUAL PARA EL SELLADO DE AMPOLLETAS PLÁSTICAS
Gustavo Olivares Guajardo, Carlos A. Vázquez Jiménez, Alejandro C. Ramírez Reivich, Marcelo López Parra Facultad de Ingeniería, Universidad Nacional Autónoma de México, Edificio de Posgrado en Ingeniería, Sección de Mecánica, 2do. Piso,
Circuito Exterior, Ciudad Universitaria, CP. 04510, México Distrito Federal. Teléfonos (55) 56223007 y 3008
[email protected], [email protected], [email protected], [email protected]
RESUMEN El presente artículo describe la investigación en torno al uso de esquemas conceptuales de diseño representados de forma paramétrica y generados a partir de trabajo experimental y de campo. El objeto de dicho proceso es el de explorar e identificar las posibilidades que este tipo de procedimiento de diseño puede aportar para generar nuevas opciones de diseño. Se ha considerado tomar como caso de estudio el desarrollo de nuevos sistemas de producción industrial para el problema del sellado de ampolletas plásticas termo-formables. Este caso de estudio se propuso para entender y evaluar la construcción de espacios paramétricos de solución representados en forma de esquemas conceptuales de diseño que son detallados en este artículo. El uso de esquemas de diseño representados en forma paramétrica permite identificar de manera rápida y simple las implicaciones, tendencias, cambios, mejoras, fortalezas y debilidades de cada espacio de solución. ABSTRACT The paper describes the research around the use of conceptual design schemes represented in parametric forms and generated through experimental and field work. The objective of this process is to explore and identify the possibilities that this kind of design procedure could contribute to generate new design solution options. It has been considered to take as case study the development of new manufacturing production systems for the problem of sealing thermo-forming plastic ampoules. This case study was proposed to understand and evaluate the construction of solution parametric spaces represented in the form of conceptual design schemes that are detailed in this article. The use of design schemes represented in a parametric form allows identifying in a quick and simple way the implications, tendencies, changes, improvements, strengths and weaknesses of every solution space.
Fig. 1 Ampolleta plástica termo-formable en proceso de calentamiento por radiación para sellado.
MEMORIAS DEL 14 CONGRESO INTERNACIONAL ANUAL DE LA SOMIM 17 al 19 DE SEPTIEMBRE, 2008 PUEBLA, MÉXICO
ISBN 978-968-9773-03-8 Derechos Reservados © 2008, SOMIM 418
INTRODUCCIÓN Las actuales exigencias económicas, comerciales y normativas han desalentado el uso de contenedores de vidrio, provocando que las empresas que tienen la necesidad de contener sus productos en envases estén migrando paulatinamente a la utilización de contenedores de plástico. El cambio en el material del contenedor de vidrio a plástico presenta diferentes retos a superar y problemas a resolver, entre ellos se encuentran el llenado y el sellado del mismo. Una empresa multinacional de cosméticos, que se encuentra establecida en México, tomó la decisión de desarrollar tecnología en México para poder satisfacer las necesidades de su mercado y continuar siendo competitiva de manera global. Para lograrlo la empresa ha trabajado conjuntamente con la UNAM a través de su Centro de Diseño Mecánico e Innovación Tecnológica (CDMIT) durante los últimos diez años. La colaboración Universidad-Empresa ha permitido proponer diversas soluciones a los problemas del llenado y sellado del contenedor, que en lo sucesivo se denominará ampolleta plástica termo-formable; Ramírez [1]. Las propuestas de solución han derivado en el desarrollo de equipos cuyas innovaciones tecnológicas para el llenado y sellado de ampolletas plásticas termo-formables han posicionado a la empresa a la vanguardia en la producción industrial de ampolletas termo-formables y a la Universidad en el estado del arte en cuanto al llenado y sellado de ampolletas plásticas termo-formables se refiere. El presente trabajo se ha enfocado a la investigación del problema del sellado de ampolletas plásticas termo-formables de Policloruro de Vinilo (PVC). A lo largo de la última década se han experimentado e implementado diversas soluciones para resolver el problema y esto ha permitido que se comprenda dicho fenómeno con mayor detalle. Es por eso que el enfoque propuesto para resolver el problema es a través de la utilización de esquemas conceptuales de diseño representados de forma paramétrica, que recopilan y ordenan de una manera estructurada el conocimiento generado con anterioridad; Olivares [2]. Se ha comprobado que los esquemas conceptuales de diseño representados de forma paramétrica son herramientas útiles que ofrecen la oportunidad de determinar los espacios de solución de los factores más relevantes del proceso de sellado; Hollins [3]; y así establecer un punto de arranque para iniciar un proceso de diseño. Parafraseando a Glegg, podemos afirmar lo siguiente: “Si empezamos en cualquier punto, no
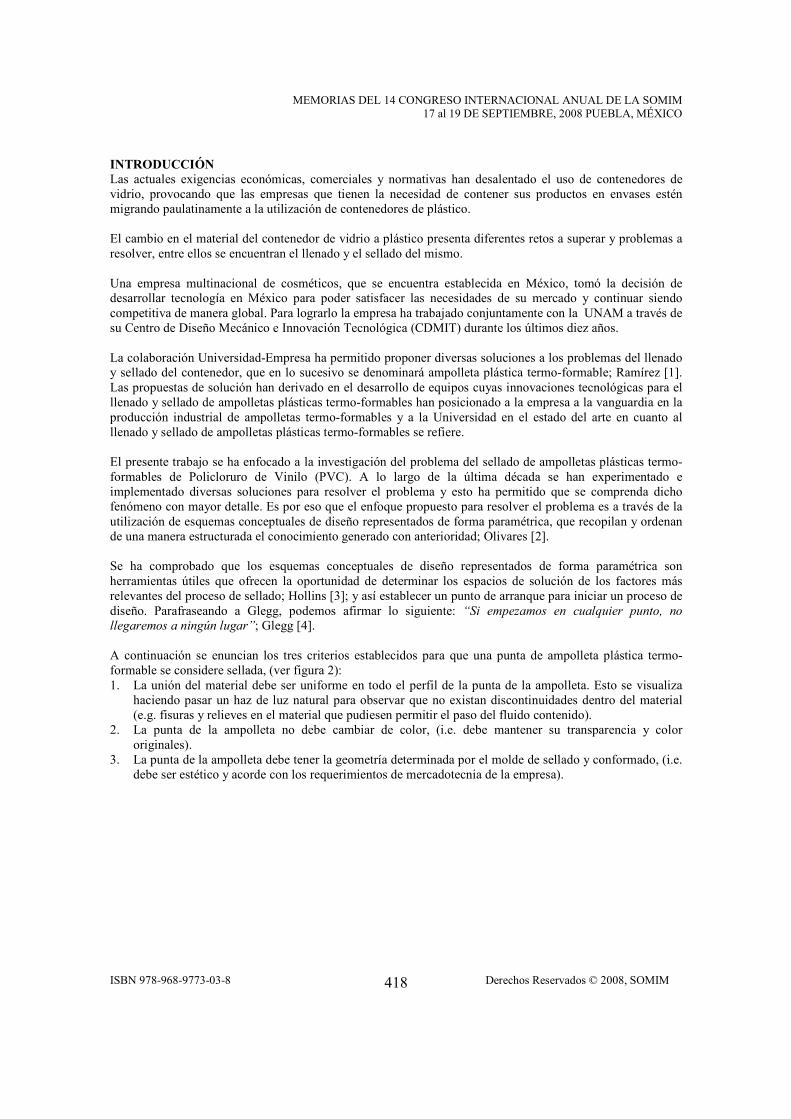
llegaremos a ningún lugar”; Glegg [4]. A continuación se enuncian los tres criterios establecidos para que una punta de ampolleta plástica termo-formable se considere sellada, (ver figura 2): 1. La unión del material debe ser uniforme en todo el perfil de la punta de la ampolleta. Esto se visualiza
haciendo pasar un haz de luz natural para observar que no existan discontinuidades dentro del material (e.g. fisuras y relieves en el material que pudiesen permitir el paso del fluido contenido).
2. La punta de la ampolleta no debe cambiar de color, (i.e. debe mantener su transparencia y color originales).
3. La punta de la ampolleta debe tener la geometría determinada por el molde de sellado y conformado, (i.e. debe ser estético y acorde con los requerimientos de mercadotecnia de la empresa).
MEMORIAS DEL 14 CONGRESO INTERNACIONAL ANUAL DE LA SOMIM 17 al 19 DE SEPTIEMBRE, 2008 PUEBLA, MÉXICO
ISBN 978-968-9773-03-8 Derechos Reservados © 2008, SOMIM 419
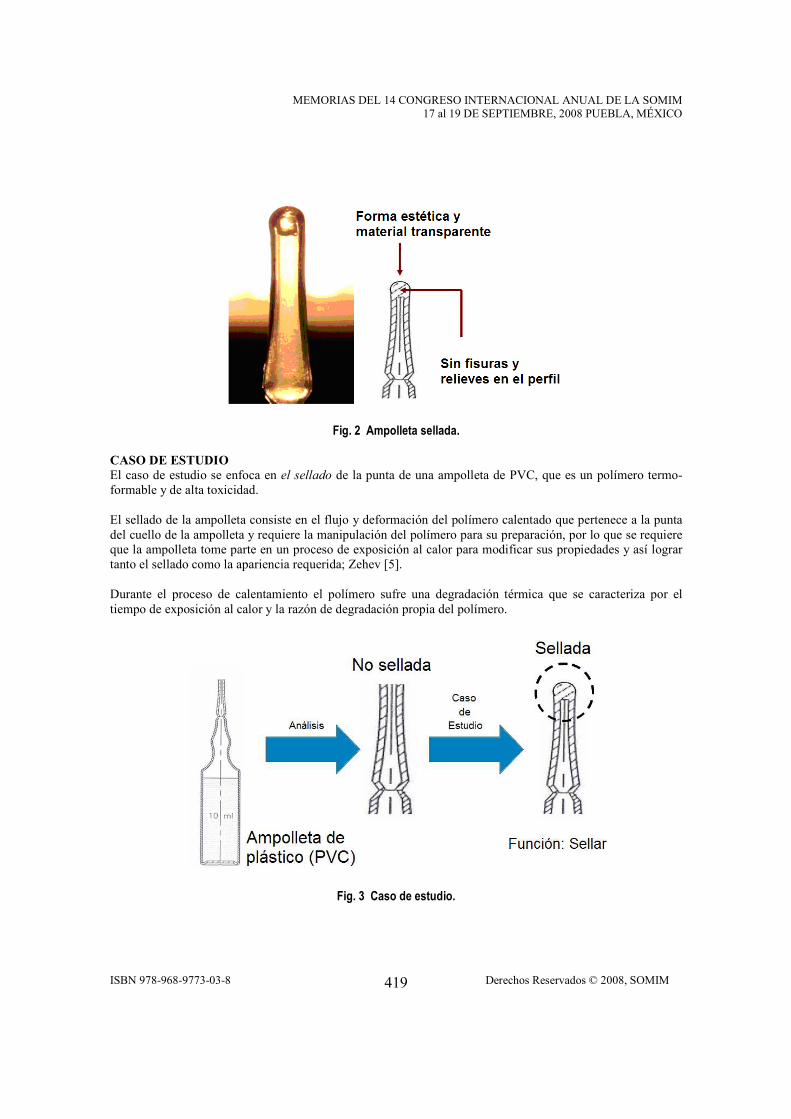
Fig. 2 Ampolleta sellada. CASO DE ESTUDIO El caso de estudio se enfoca en el sellado de la punta de una ampolleta de PVC, que es un polímero termo-formable y de alta toxicidad. El sellado de la ampolleta consiste en el flujo y deformación del polímero calentado que pertenece a la punta del cuello de la ampolleta y requiere la manipulación del polímero para su preparación, por lo que se requiere que la ampolleta tome parte en un proceso de exposición al calor para modificar sus propiedades y así lograr tanto el sellado como la apariencia requerida; Zehev [5]. Durante el proceso de calentamiento el polímero sufre una degradación térmica que se caracteriza por el tiempo de exposición al calor y la razón de degradación propia del polímero.
Fig. 3 Caso de estudio.
MEMORIAS DEL 14 CONGRESO INTERNACIONAL ANUAL DE LA SOMIM 17 al 19 DE SEPTIEMBRE, 2008 PUEBLA, MÉXICO
ISBN 978-968-9773-03-8 Derechos Reservados © 2008, SOMIM 420
Parámetros que intervienen en el fenómeno de sellado de ampolletas plásticas termo-formables Para comprender de mejor manera el problema del sellado de ampolletas plásticas termo-formables es necesario identificar y estudiar los diferentes parámetros que intervienen en el fenómeno de sellado. A continuación se enuncian aquellos parámetros que han sido identificados y estudiados: • Temperatura de calentamiento en la punta de la ampolleta. • Temperatura del molde de sellado. • Temperatura ambiente. • Tiempo de exposición a la fuente de calor. • Fuerza del molde de sellado. • Forma final de conformado. • Las características geométricas de la ampolleta, que cuenta con un diámetro exterior del cuello de la
ampolleta de 6 [mm] y un espesor de 0.5 [mm]. • Temperatura de moldeo que se encuentra entre 10°C y 20°C por arriba de la transición vítrea (Tg), que
para el PVC que es de 140°C. Esta temperatura es la necesaria para preparar la punta del cuello de la ampolleta para sellado.
• El valor numérico de kPVC indica que el PVC es un pobre conductor de calor. • La forma cilíndrica de la punta de la ampolleta es un factor para que la temperatura Tg no sea uniforme
en un tiempo corto de exposición al calor. • Las condiciones térmicas para moldeo y sellado de la punta de la ampolleta se encuentran a partir de la
temperatura de moldeo Tg, (i.e. 160°C), hasta la temperatura de degradación del material, (i.e. 200°C). • Por tratarse de PVC su degradación se manifiesta cuando pierde transparencia (toma una coloración café)
y se quema sin producir flama debido a su condición de material auto-extinguible. • El humo de PVC es altamente tóxico por el componente de cloro que se degrada, por lo que se requiere
de ventilación especial en la zona de operación donde son realizados los experimentos.
Requerimientos de Diseño (RD) A continuación se presentan los requerimientos de diseño del sistema ideal para el sellado de ampolletas termo-formables. • Rango de temperatura de moldeo [160°C a 200°C]. • Diseño modular con la capacidad de sellar ampolletas con diferentes longitudes de cuello. • Eficiencia de sellado (η) de 99.999% (razón de ampolletas selladas y total de ampolletas procesadas). • Cumplir con las especificaciones de sellado previamente mencionadas. • Razón de sellado automático de 240 ampolletas por minuto. METODOLOGÍA La metodología de trabajo esta comprendida por el desarrollo de las siguientes actividades: 1. Análisis funcional del problema del sellado de ampolletas plásticas termo-formables; Pahl [7]. 2. Desarrollo de un banco de pruebas para simular las cuatro funciones que se requieren para sellar
ampolletas termo-plásticas. 3. Recopilación de datos experimentales obtenidos en el banco de pruebas; French [8], (i.e. trabajo
experimental en el banco de pruebas). 4. Recopilación de datos de campo utilizando máquinas en funcionamiento, (i.e. trabajo de campo). 5. Análisis de datos experimentales y de campo, (i.e. resultados). 6. Desarrollo de esquemas conceptuales paramétricos para el sellado de ampolletas termo-plásticas
utilizando la información recabada experimentalmente y en campo.
MEMORIAS DEL 14 CONGRESO INTERNACIONAL ANUAL DE LA SOMIM 17 al 19 DE SEPTIEMBRE, 2008 PUEBLA, MÉXICO
ISBN 978-968-9773-03-8 Derechos Reservados © 2008, SOMIM 421
1. Análisis funcional del problema del sellado de ampolletas plásticas termo-formables. Para transitar de una ampolleta abierta a una ampolleta sellada, el proceso comprende al menos cuatro funciones principales, que deben tomarse en cuenta para poder elaborar esquemas de diseño conceptual de sellado de ampolletas plásticas termo-formables. Las funciones en cuestión y la secuencia en que normalmente ocurren se presentan en la figura 4.
Fig. 4 Diagrama funcional.
A continuación se expone cada una de las funciones. • Sujeción. Corresponde al proceso de posicionar espacialmente de forma rígida y precisa la ampolleta
durante el proceso de sellado. • Calentamiento. Es el fenómeno mediante el cual el material aumenta su temperatura para alcanzar las
condiciones de fundición y moldeo. Para realizar esta función, el PVC es expuesto a los tres esquemas existentes de transferencia de calor: contacto, convección y radiación.
• Sellado. Es el fenómeno mediante el cual el material fundido de la punta de la ampolleta se suelda y como resultado se obtiene un solo componente de material en todo el perfil de la punta de la ampolleta.
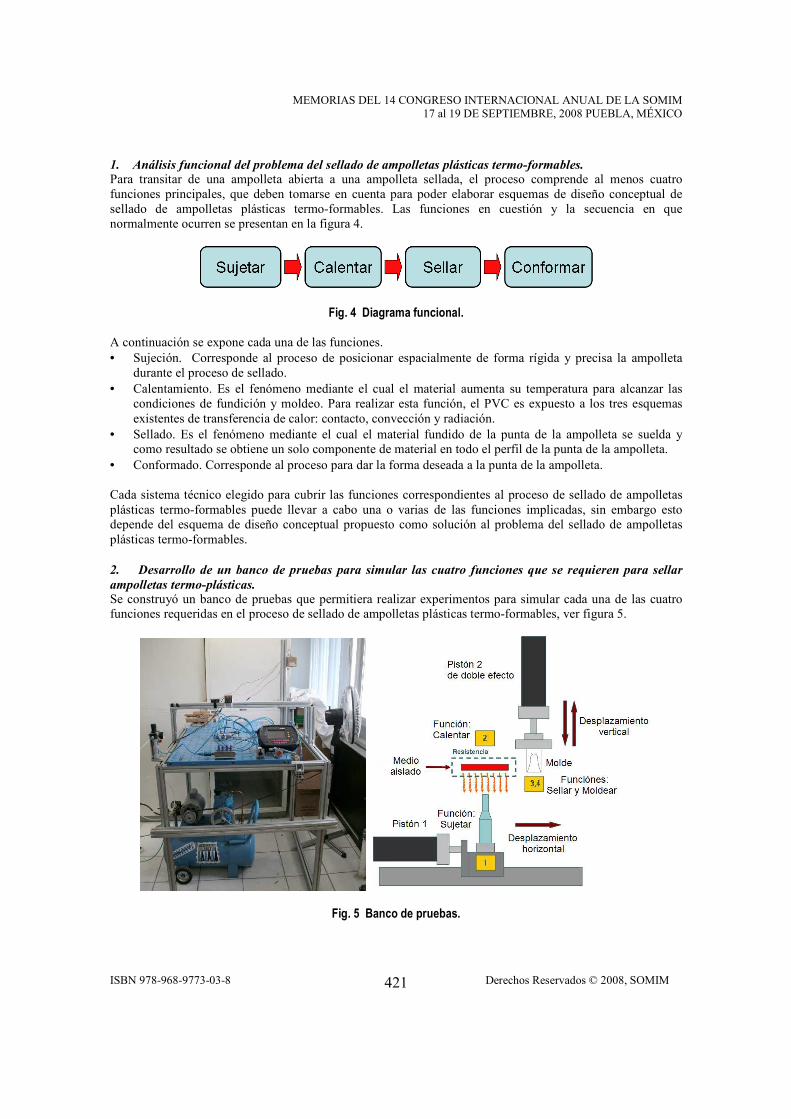
• Conformado. Corresponde al proceso para dar la forma deseada a la punta de la ampolleta. Cada sistema técnico elegido para cubrir las funciones correspondientes al proceso de sellado de ampolletas plásticas termo-formables puede llevar a cabo una o varias de las funciones implicadas, sin embargo esto depende del esquema de diseño conceptual propuesto como solución al problema del sellado de ampolletas plásticas termo-formables. 2. Desarrollo de un banco de pruebas para simular las cuatro funciones que se requieren para sellar
ampolletas termo-plásticas. Se construyó un banco de pruebas que permitiera realizar experimentos para simular cada una de las cuatro funciones requeridas en el proceso de sellado de ampolletas plásticas termo-formables, ver figura 5.
Fig. 5 Banco de pruebas.
MEMORIAS DEL 14 CONGRESO INTERNACIONAL ANUAL DE LA SOMIM 17 al 19 DE SEPTIEMBRE, 2008 PUEBLA, MÉXICO
ISBN 978-968-9773-03-8 Derechos Reservados © 2008, SOMIM 422
El banco de pruebas consta de: • Una estructura que soporta los elementos y sistemas que sujetan, calientan, sellan y conforman una
ampolleta a la vez. • Un sistema de sujeción que esta integrado por un soporte en el cual se asienta la ampolleta y es
desplazado horizontalmente por un pistón. • Un sistema de calentamiento que utiliza los esquemas conceptuales de transferencia de calor por
contacto, convección y radiación. Para el caso de radiación es utilizada una resistencia, para el caso de convección es utilizada una pistola de aire caliente y finalmente para el caso de contacto es adherida una resistencia al molde que en este caso cubre las funciones de calentado, sellado y conformado a la vez.
• Un sistema de sellado y conformado que consiste en un molde que es desplazado verticalmente hacia la punta del cuello de la ampolleta mediante un pistón. El molde sella y conforma de manera semiesférica la ampolleta.
La construcción del banco de pruebas permitió mediante experimentación la obtención de información que ha sido estudiada, analizada y establece las relaciones entre los diversos parámetros que intervienen en el fenómeno del sellado de las ampolletas plásticas termo-formables. 3. Recopilación de datos experimentales obtenidos con el banco de pruebas, (i.e. trabajo experimental en
el banco de pruebas). Se desarrollaron los siguientes experimentos: • Experimentación utilizando tres diferentes esquemas de calentamiento, (i.e. contacto, convección y
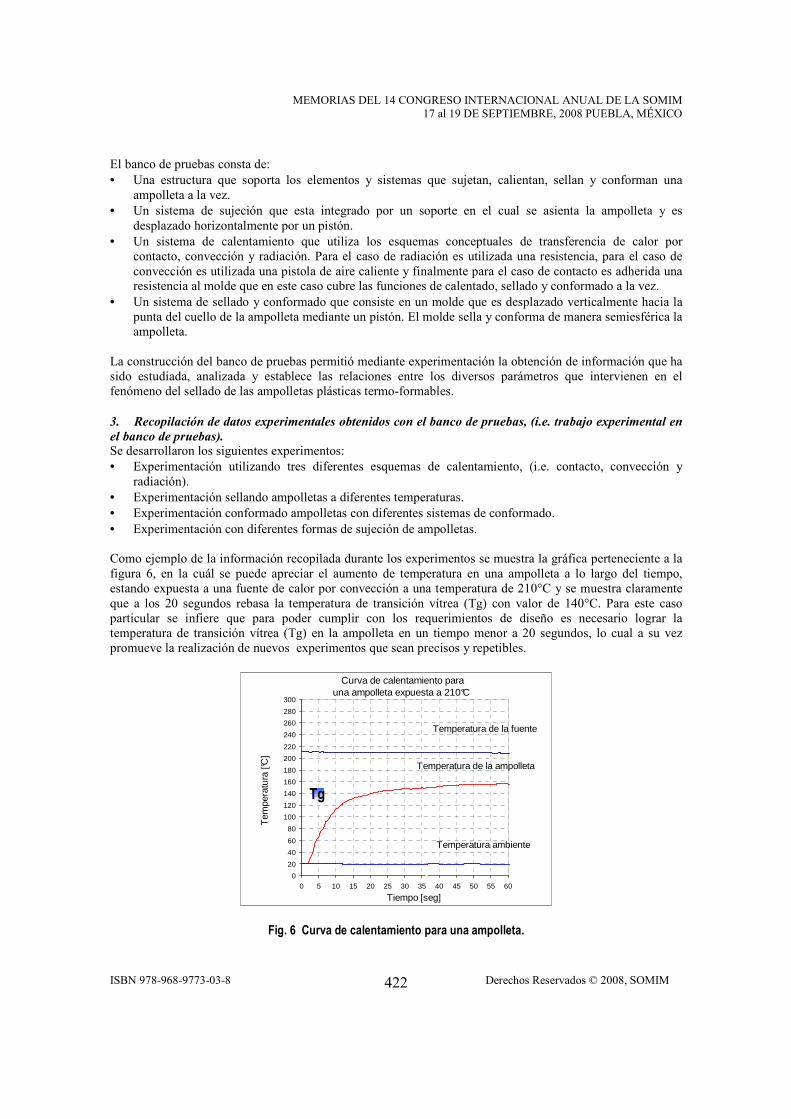
radiación). • Experimentación sellando ampolletas a diferentes temperaturas. • Experimentación conformado ampolletas con diferentes sistemas de conformado. • Experimentación con diferentes formas de sujeción de ampolletas. Como ejemplo de la información recopilada durante los experimentos se muestra la gráfica perteneciente a la figura 6, en la cuál se puede apreciar el aumento de temperatura en una ampolleta a lo largo del tiempo, estando expuesta a una fuente de calor por convección a una temperatura de 210°C y se muestra claramente que a los 20 segundos rebasa la temperatura de transición vítrea (Tg) con valor de 140°C. Para este caso particular se infiere que para poder cumplir con los requerimientos de diseño es necesario lograr la temperatura de transición vítrea (Tg) en la ampolleta en un tiempo menor a 20 segundos, lo cual a su vez promueve la realización de nuevos experimentos que sean precisos y repetibles.
Fig. 6 Curva de calentamiento para una ampolleta.
Curva de calentamiento para una ampolleta expuesta a 210°C
0
20
40
60
80
100
120
140
160
180
200
220
240
260
280
300
0 5 10 15 20 25 30 35 40 45 50 55 60
Tiempo [seg]
Tem
pera
tura
[°C
]
Temperatura de la fuente
Temperatura de la ampolleta
Temperatura ambiente
Tg
Tg
MEMORIAS DEL 14 CONGRESO INTERNACIONAL ANUAL DE LA SOMIM 17 al 19 DE SEPTIEMBRE, 2008 PUEBLA, MÉXICO
ISBN 978-968-9773-03-8 Derechos Reservados © 2008, SOMIM 423
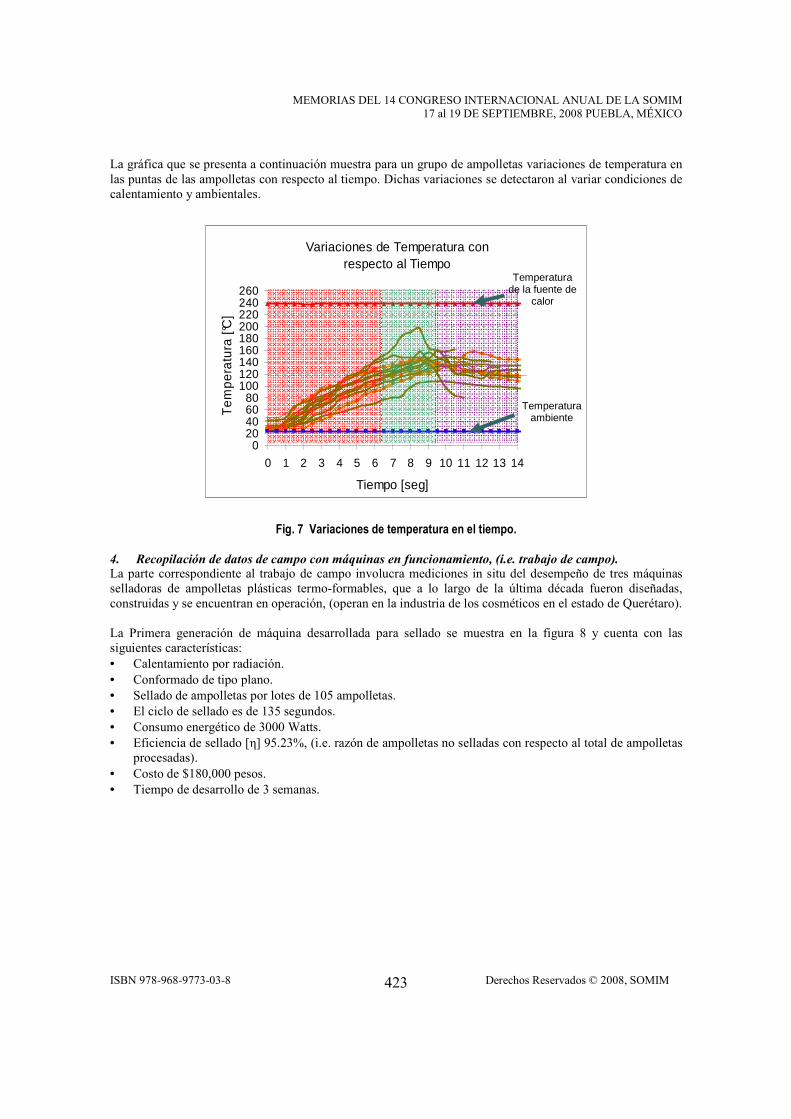
La gráfica que se presenta a continuación muestra para un grupo de ampolletas variaciones de temperatura en las puntas de las ampolletas con respecto al tiempo. Dichas variaciones se detectaron al variar condiciones de calentamiento y ambientales.
Fig. 7 Variaciones de temperatura en el tiempo.
4. Recopilación de datos de campo con máquinas en funcionamiento, (i.e. trabajo de campo). La parte correspondiente al trabajo de campo involucra mediciones in situ del desempeño de tres máquinas selladoras de ampolletas plásticas termo-formables, que a lo largo de la última década fueron diseñadas, construidas y se encuentran en operación, (operan en la industria de los cosméticos en el estado de Querétaro). La Primera generación de máquina desarrollada para sellado se muestra en la figura 8 y cuenta con las siguientes características: • Calentamiento por radiación. • Conformado de tipo plano. • Sellado de ampolletas por lotes de 105 ampolletas. • El ciclo de sellado es de 135 segundos. • Consumo energético de 3000 Watts. • Eficiencia de sellado [η] 95.23%, (i.e. razón de ampolletas no selladas con respecto al total de ampolletas
procesadas). • Costo de $180,000 pesos. • Tiempo de desarrollo de 3 semanas.
Variaciones de Temperatura con respecto al Tiempo
020406080
100120140160180200220240260
0 1 2 3 4 5 6 7 8 9 10 11 12 13 14
Tiempo [seg]
Tem
pera
tura
[°C
]
Temperatura de la fuente de
calor
Temperatura ambiente

MEMORIAS DEL 14 CONGRESO INTERNACIONAL ANUAL DE LA SOMIM 17 al 19 DE SEPTIEMBRE, 2008 PUEBLA, MÉXICO
ISBN 978-968-9773-03-8 Derechos Reservados © 2008, SOMIM 424
Fig. 8 Primera generación de máquina desarrollada para sellado de ampolletas. Se puede observar en la gráfica de la figura 9 que para una temperatura de operación de la fuente de calor de 300°C la máquina requiere alrededor de 1200 segundos para estabilizar su operación.
Fig. 9 Curva de calentamiento para la máquina selladora de la primera generación.
Comportamiento maquina 1 generación en el tiempo
0
20
40
60
80
100
120
140
160
180
200
220
240
260
280
300
320
0 300 600 900 1200
tiempo [seg]
Tem
peratura [ºC]
Temperatura de salida
Temperatura Ambiente
Tiempo [seg]
Curva de calentamiento para la máquina de la primera generación
Región de trabajo

MEMORIAS DEL 14 CONGRESO INTERNACIONAL ANUAL DE LA SOMIM 17 al 19 DE SEPTIEMBRE, 2008 PUEBLA, MÉXICO
ISBN 978-968-9773-03-8 Derechos Reservados © 2008, SOMIM 425
La Segunda generación de máquina desarrollada para sellado se muestra en la figura 10 y cuenta con las siguientes características: • Calentamiento por convección. • Conformado de tipo semiesférico. • Sellado de ampolletas por lotes de 105 ampolletas. • El ciclo de sellado es de 75 segundos. • Consumo energético de 4500 Watts. • Eficiencia de sellado [η] 99.97%. • Costo de $1,800,000 pesos. • Tiempo de desarrollo de 32 semanas.
Fig. 10 Segunda generación de máquina.
El desempeño de la máquina de la segunda generación en cuanto a calentamiento de ampolletas se refiere es estable y se puede observar con claridad en la figura 11.
Fig. 11 Desempeño de calentamiento para la máquina de la segunda generación.
Comportamiento maquina 2 generación en el tiempo.
0
20
40
60
80
100
120
140
160
180
200
220
0 60 120 180 240 300 360 420 480 540 600 660 720 780 840 900 960 1020 1080
tiempo [seg]
Temperatura [°C]
Temperatura Salida
Temperatura Ambiente
Temperatura de salida
Temperatura ambiente
Curva de calentamiento para la máquina de la segunda generación
Tiempo [seg]
MEMORIAS DEL 14 CONGRESO INTERNACIONAL ANUAL DE LA SOMIM 17 al 19 DE SEPTIEMBRE, 2008 PUEBLA, MÉXICO
ISBN 978-968-9773-03-8 Derechos Reservados © 2008, SOMIM 426
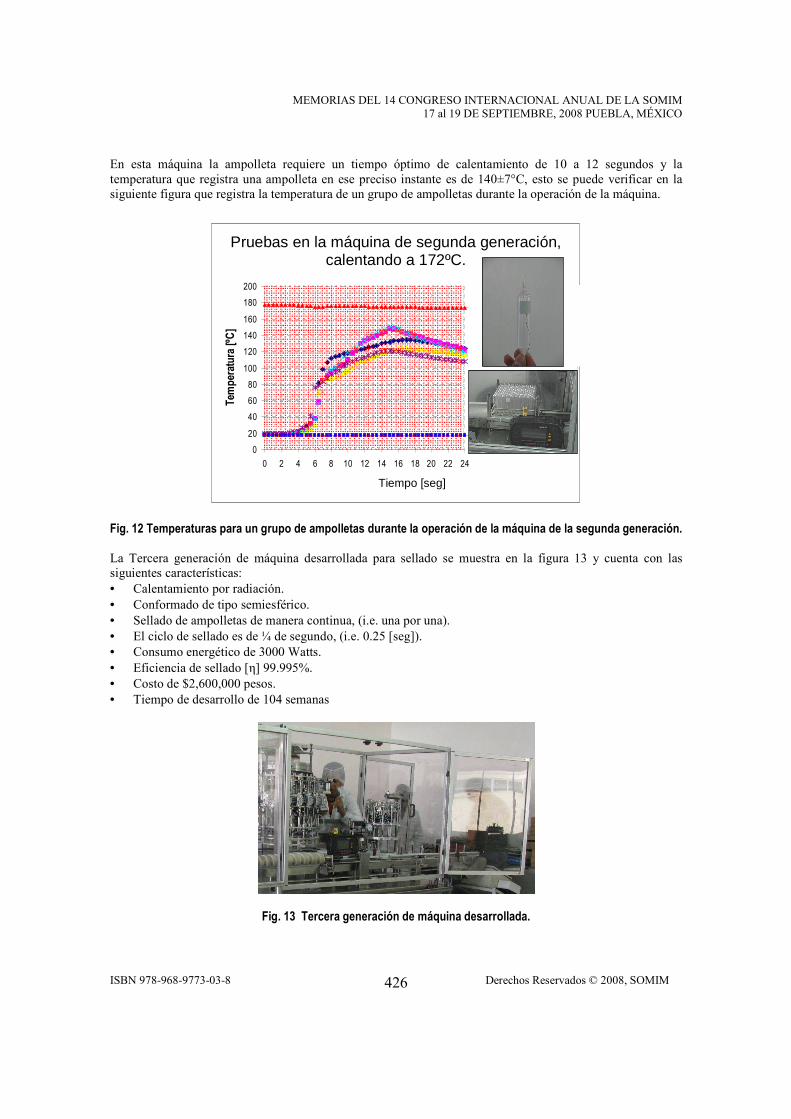
En esta máquina la ampolleta requiere un tiempo óptimo de calentamiento de 10 a 12 segundos y la temperatura que registra una ampolleta en ese preciso instante es de 140±7°C, esto se puede verificar en la siguiente figura que registra la temperatura de un grupo de ampolletas durante la operación de la máquina.
Fig. 12 Temperaturas para un grupo de ampolletas durante la operación de la máquina de la segunda generación.
La Tercera generación de máquina desarrollada para sellado se muestra en la figura 13 y cuenta con las siguientes características: • Calentamiento por radiación. • Conformado de tipo semiesférico. • Sellado de ampolletas de manera continua, (i.e. una por una). • El ciclo de sellado es de ¼ de segundo, (i.e. 0.25 [seg]). • Consumo energético de 3000 Watts. • Eficiencia de sellado [η] 99.995%. • Costo de $2,600,000 pesos. • Tiempo de desarrollo de 104 semanas
Fig. 13 Tercera generación de máquina desarrollada.
Tercera serie de experimentos
Pruebas a 172 [ºC]
0
20
40
60
80
100
120
140
160
180
200
0 2 4 6 8 10 12 14 16 18 20 22 24
tiempo [seg]
Tem
peratura [ºC]
Prueba 16C
Prueba 17C
Prueba 18C
Prueba 19C
Prueba 20C
Temp Amb
Temp Fuente Calor
Pruebas en la máquina de segunda generación, calentando a 172ºC.
Tiempo [seg]

MEMORIAS DEL 14 CONGRESO INTERNACIONAL ANUAL DE LA SOMIM 17 al 19 DE SEPTIEMBRE, 2008 PUEBLA, MÉXICO
ISBN 978-968-9773-03-8 Derechos Reservados © 2008, SOMIM 427
La precisión y la repetibilidad de la 3ª generación de máquina son los aspectos de mayor cuidado y detalle para lograr una eficiencia del 99.995% y para ello se han realizado pruebas para lograr una temperatura de calentamiento estable. En la siguiente figura se puede observar que el sistema requiere de una calibración precisa para contar con un desempeño sin oscilaciones en el calentamiento de las ampolletas.
Fig. 14 Curva de calentamiento para la máquina de tercera generación.
Las máquinas selladoras de ampolletas plásticas termo-formables que fueron desarrolladas y que son objeto de estudio del trabajo de campo de esta investigación poseen un esquema de diseño conceptual que integra las funciones de la siguiente manera:
Fig. 15 Integración de las funciones en el esquema de diseño conceptual de las máquinas estudiadas.
5. Análisis de datos experimentales y de campo, (i.e. resultados). Para ganar entendimiento acerca del problema del sellado de ampolletas, para identificar las relaciones entre parámetros inherentes al fenómeno de sellado de ampolletas plásticas termo-formables y para poder identificar los espacios de solución correspondientes al problema del sellado de ampolletas, se recopilaron, estudiaron y analizaron los datos experimentales y de campo para construir relaciones paramétricas. Las relaciones paramétricas representan los espacios y tendencias de solución para cada esquema de diseño conceptual propuesto para resolver el problema en cuestión. Los espacios de solución son multidimensionales y la visualización se logra mediante la graficación de las relaciones entre parámetros y la obtención de relaciones matemáticas. Para el problema en cuestión se ha decidido trabajar estableciendo relaciones entre tres diferentes parámetros involucrados en el fenómeno de sellado. A continuación se presentan tres casos para el análisis y mapeo de los diversos espacios de solución al problema de sellado de ampolletas.
Comportamiento maquina 3 generacion en el tiempo
0
20
40
60
80
100
120
140
160
180
200
220
240
260
280
300
320
340
0 300 600 900 1200 1500 1800 2100 2400 2700 3000 3300 3600
tiempo [seg]
Tem
peratura [°C]
Temperatura 1er punto
resistencia
Temperatura 2do punto
resistencia
Temperatura 3er punto
resistencia
Curvas de calentamiento para la máquina de tercera generación.
Tiempo [seg]
Registros oscilatorios similares de
temperatura en 3 diferentes puntos de la
zona de calentamiento.
Sujetar Calentar Sellar y Conformar
MEMORIAS DEL 14 CONGRESO INTERNACIONAL ANUAL DE LA SOMIM 17 al 19 DE SEPTIEMBRE, 2008 PUEBLA, MÉXICO
ISBN 978-968-9773-03-8 Derechos Reservados © 2008, SOMIM 428
6. Desarrollo de esquemas conceptuales paramétricos para el sellado de ampolletas termo-plásticas
utilizando la información recabada experimentalmente y en campo.
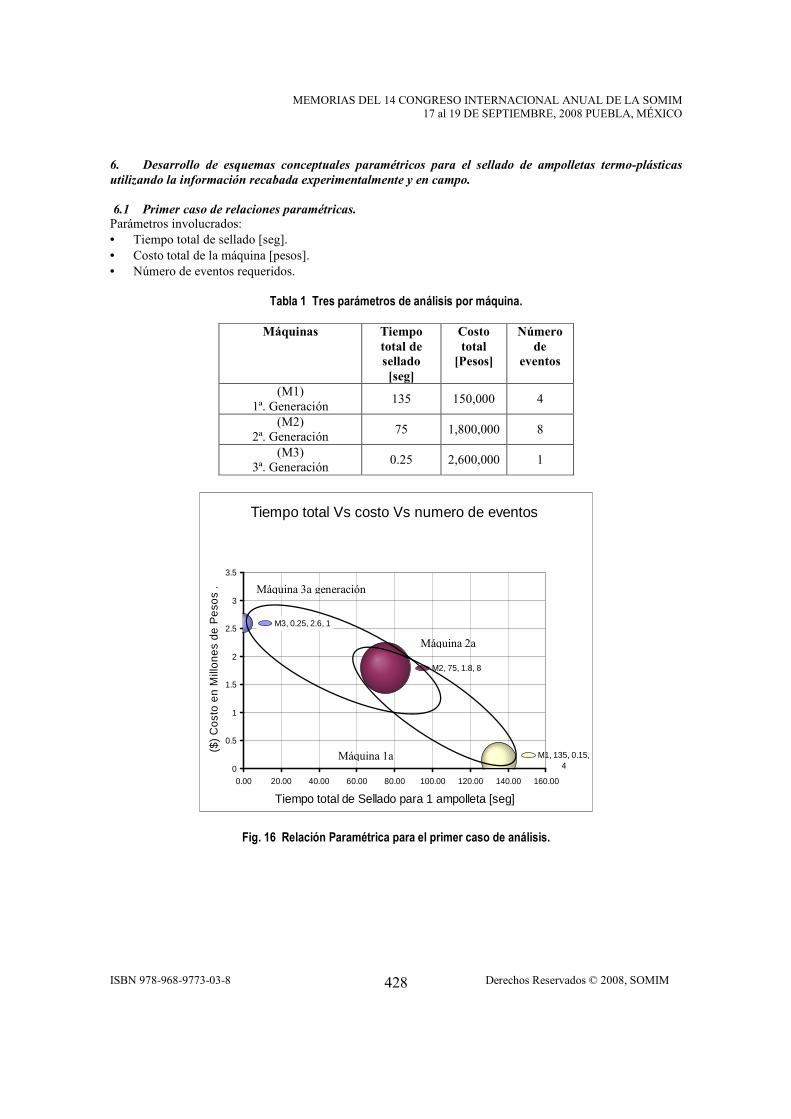
6.1 Primer caso de relaciones paramétricas. Parámetros involucrados: • Tiempo total de sellado [seg]. • Costo total de la máquina [pesos]. • Número de eventos requeridos.
Tabla 1 Tres parámetros de análisis por máquina.
Máquinas Tiempo total de sellado [seg]
Costo total
[Pesos]
Número de
eventos
(M1) 1ª. Generación
135 150,000 4
(M2) 2ª. Generación
75 1,800,000 8
(M3) 3ª. Generación
0.25 2,600,000 1
Fig. 16 Relación Paramétrica para el primer caso de análisis.
Tiempo total Vs costo Vs numero de eventos
M3, 0.25, 2.6, 1
M2, 75, 1.8, 8
M1, 135, 0.15, 40
0.5
1
1.5
2
2.5
3
3.5
0.00 20.00 40.00 60.00 80.00 100.00 120.00 140.00 160.00
Tiempo total de Sellado para 1 ampolleta [seg]
($)
Cos
to e
n M
illon
es
de P
eso
s .
Máquina 2a
Máquina 3a generación
Máquina 1a
MEMORIAS DEL 14 CONGRESO INTERNACIONAL ANUAL DE LA SOMIM 17 al 19 DE SEPTIEMBRE, 2008 PUEBLA, MÉXICO
ISBN 978-968-9773-03-8 Derechos Reservados © 2008, SOMIM 429
6.1.1 Análisis del primer caso de relaciones paramétricas.
• El sellado de conformado semiesférico aumenta de forma significativa de costo si se requiere abatir tiempos de sellado, además de que involucra una disminución en las operaciones.
• El sellado de conformado plano es significativamente de menor costo al sellado semiesférico y sus posibilidades de abatir tiempos de sellado son relativamente de menor costo a las del sellado semiesférico.
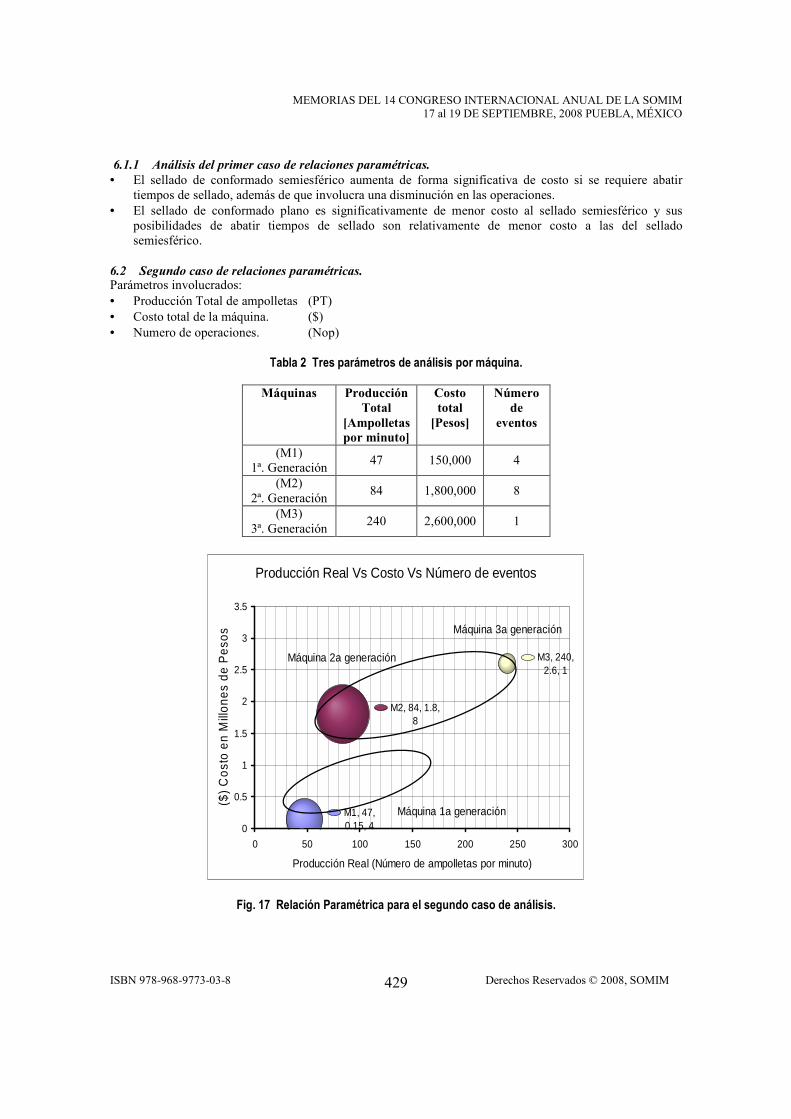
6.2 Segundo caso de relaciones paramétricas. Parámetros involucrados: • Producción Total de ampolletas (PT) • Costo total de la máquina. ($) • Numero de operaciones. (Nop)
Tabla 2 Tres parámetros de análisis por máquina.
Máquinas Producción Total
[Ampolletas por minuto]
Costo total
[Pesos]
Número de
eventos
(M1) 1ª. Generación
47 150,000 4
(M2) 2ª. Generación
84 1,800,000 8
(M3) 3ª. Generación
240 2,600,000 1
Fig. 17 Relación Paramétrica para el segundo caso de análisis.
Producción Real Vs Costo Vs Número de eventos
M1, 47, 0.15, 4
M2, 84, 1.8, 8
M3, 240, 2.6, 1
0
0.5
1
1.5
2
2.5
3
3.5
0 50 100 150 200 250 300
Producción Real (Número de ampolletas por minuto)
($)
Cos
to e
n M
illon
es d
e P
esos
Máquina 3a generación
Máquina 2a generación
Máquina 1a generación
MEMORIAS DEL 14 CONGRESO INTERNACIONAL ANUAL DE LA SOMIM 17 al 19 DE SEPTIEMBRE, 2008 PUEBLA, MÉXICO
ISBN 978-968-9773-03-8 Derechos Reservados © 2008, SOMIM 430
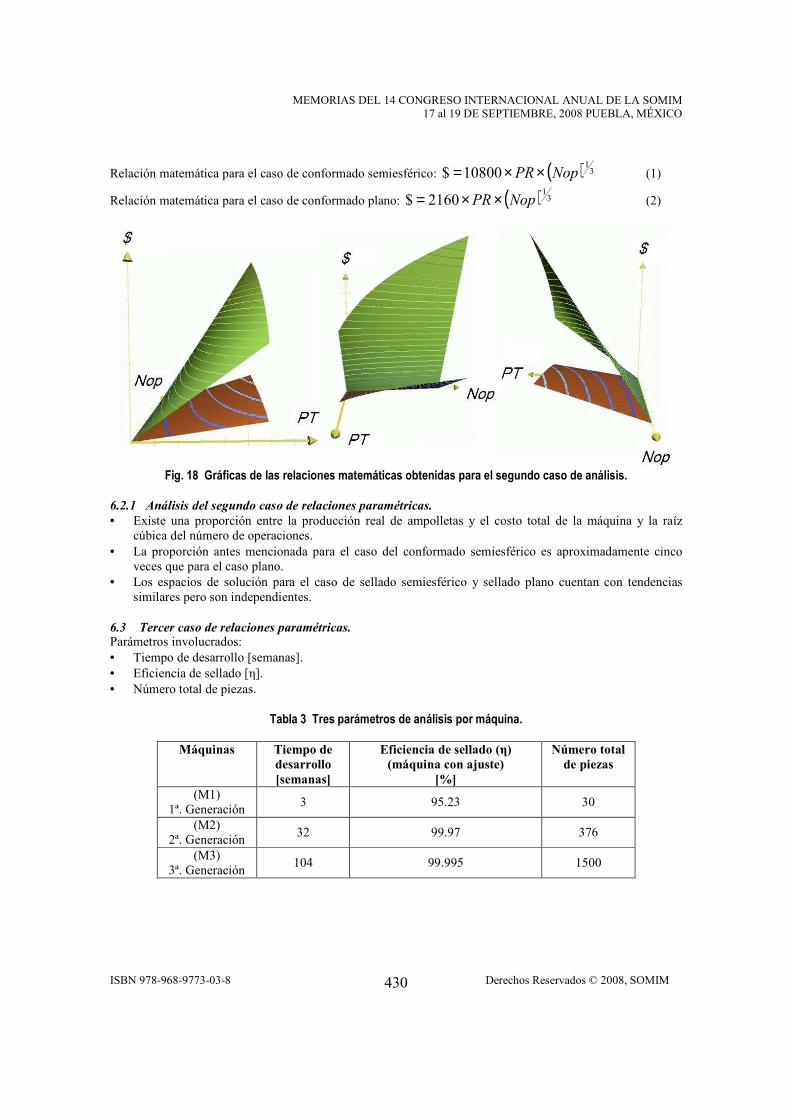
Relación matemática para el caso de conformado semiesférico: ( ) 31
10800$ NopPR ××= (1)
Relación matemática para el caso de conformado plano: ( ) 31
2160$ NopPR ××= (2)
Fig. 18 Gráficas de las relaciones matemáticas obtenidas para el segundo caso de análisis.
6.2.1 Análisis del segundo caso de relaciones paramétricas.
• Existe una proporción entre la producción real de ampolletas y el costo total de la máquina y la raíz cúbica del número de operaciones.
• La proporción antes mencionada para el caso del conformado semiesférico es aproximadamente cinco veces que para el caso plano.
• Los espacios de solución para el caso de sellado semiesférico y sellado plano cuentan con tendencias similares pero son independientes.
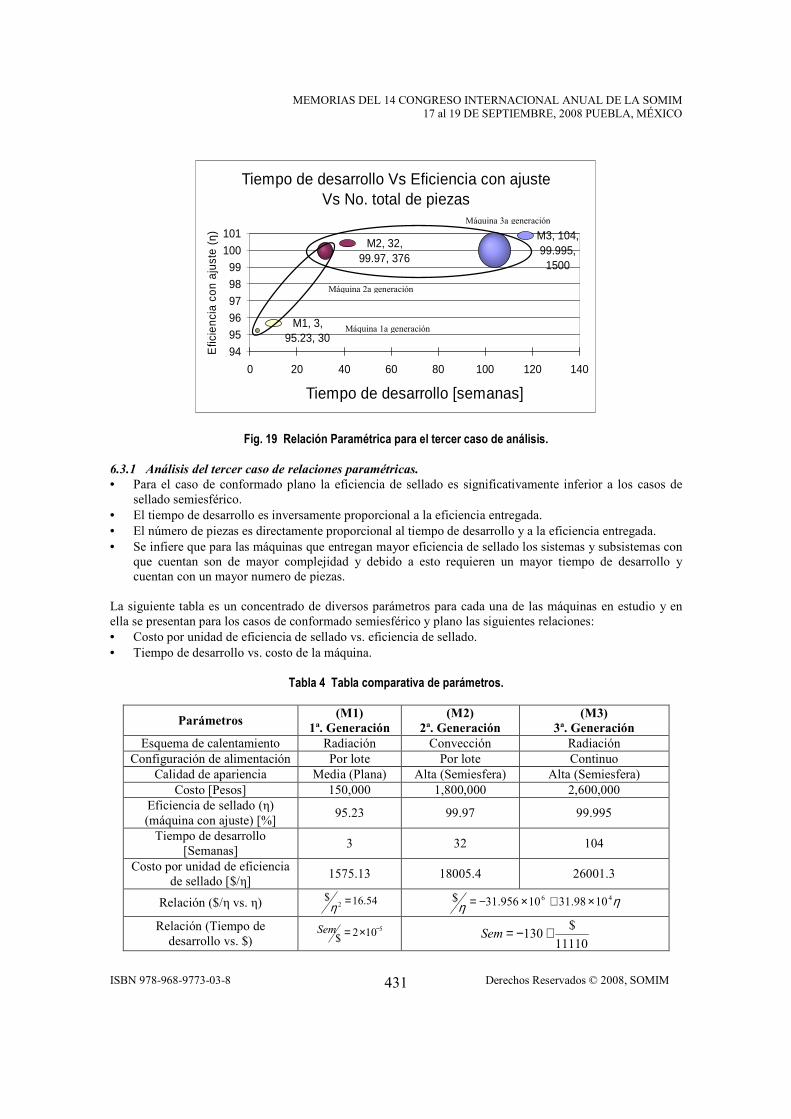
6.3 Tercer caso de relaciones paramétricas. Parámetros involucrados: • Tiempo de desarrollo [semanas]. • Eficiencia de sellado [η]. • Número total de piezas.
Tabla 3 Tres parámetros de análisis por máquina.
Máquinas Tiempo de desarrollo [semanas]
Eficiencia de sellado (η) (máquina con ajuste)
[%]
Número total de piezas
(M1) 1ª. Generación
3 95.23 30
(M2) 2ª. Generación
32 99.97 376
(M3) 3ª. Generación
104 99.995 1500
MEMORIAS DEL 14 CONGRESO INTERNACIONAL ANUAL DE LA SOMIM 17 al 19 DE SEPTIEMBRE, 2008 PUEBLA, MÉXICO
ISBN 978-968-9773-03-8 Derechos Reservados © 2008, SOMIM 431
Fig. 19 Relación Paramétrica para el tercer caso de análisis. 6.3.1 Análisis del tercer caso de relaciones paramétricas.
• Para el caso de conformado plano la eficiencia de sellado es significativamente inferior a los casos de sellado semiesférico.
• El tiempo de desarrollo es inversamente proporcional a la eficiencia entregada. • El número de piezas es directamente proporcional al tiempo de desarrollo y a la eficiencia entregada. • Se infiere que para las máquinas que entregan mayor eficiencia de sellado los sistemas y subsistemas con
que cuentan son de mayor complejidad y debido a esto requieren un mayor tiempo de desarrollo y cuentan con un mayor numero de piezas.
La siguiente tabla es un concentrado de diversos parámetros para cada una de las máquinas en estudio y en ella se presentan para los casos de conformado semiesférico y plano las siguientes relaciones: • Costo por unidad de eficiencia de sellado vs. eficiencia de sellado. • Tiempo de desarrollo vs. costo de la máquina.
Tabla 4 Tabla comparativa de parámetros.
Parámetros (M1)
1ª. Generación (M2)
2ª. Generación (M3)
3ª. Generación Esquema de calentamiento Radiación Convección Radiación
Configuración de alimentación Por lote Por lote Continuo Calidad de apariencia Media (Plana) Alta (Semiesfera) Alta (Semiesfera)
Costo [Pesos] 150,000 1,800,000 2,600,000 Eficiencia de sellado (η) (máquina con ajuste) [%]
95.23 99.97 99.995
Tiempo de desarrollo [Semanas]
3 32 104
Costo por unidad de eficiencia de sellado [$/η]
1575.13 18005.4 26001.3
Relación ($/η vs. η) 54.16$2 =η
ηη46 1098.3110956.31$ ×+×−=
Relación (Tiempo de desarrollo vs. $)
5102$−×=Sem
11110
$130 +−=Sem
Tiempo de desarrollo Vs Eficiencia con ajuste Vs No. total de piezas
M2, 32, 99.97, 376
M3, 104, 99.995,
1500
M1, 3, 95.23, 30
94
95
9697
98
99100
101
0 20 40 60 80 100 120 140
Tiempo de desarrollo [semanas]
Efic
ienc
ia c
on a
just
e (η
) Máquina 3a generación
Máquina 2a generación
Máquina 1a generación
MEMORIAS DEL 14 CONGRESO INTERNACIONAL ANUAL DE LA SOMIM 17 al 19 DE SEPTIEMBRE, 2008 PUEBLA, MÉXICO
ISBN 978-968-9773-03-8 Derechos Reservados © 2008, SOMIM 432
CONCLUSIONES • La planeación de los experimentos y el trabajo de campo requieren de una definición precisa de los
requerimientos de diseño para el sellado de las ampolletas plásticas y de conocer las propiedades mecánicas y químicas del material con que se esta trabajando.
• El desarrollo de experimentos precisos y repetibles de laboratorio y de campo permiten validar la elaboración de esquemas paramétricos de diseño conceptual y sus correspondientes implicaciones.
• Una interpretación adecuada de los esquemas paramétricos de diseño conceptual permite identificar regiones de solución. Su uso ofrece una significativa reducción en el riesgo económico y de desempeño que existe al tomar decisiones durante etapa de diseño conceptual.
• Para el análisis funcional del fenómeno de sellado de ampolletas en las máquinas bajo estudio se tiene que el molde denominado “dado” efectúa las dos funciones finales (sellado y conformado). Sin embargo los esquemas de diseño conceptual dependen principalmente del dominio del la función calentamiento.
• Es importante señalar que el análisis de la tendencia de las curvas de calentamiento en cada uno de los tres esquemas de diseño conceptual experimentados esta relacionado directamente con la forma final de la punta de la ampolleta.
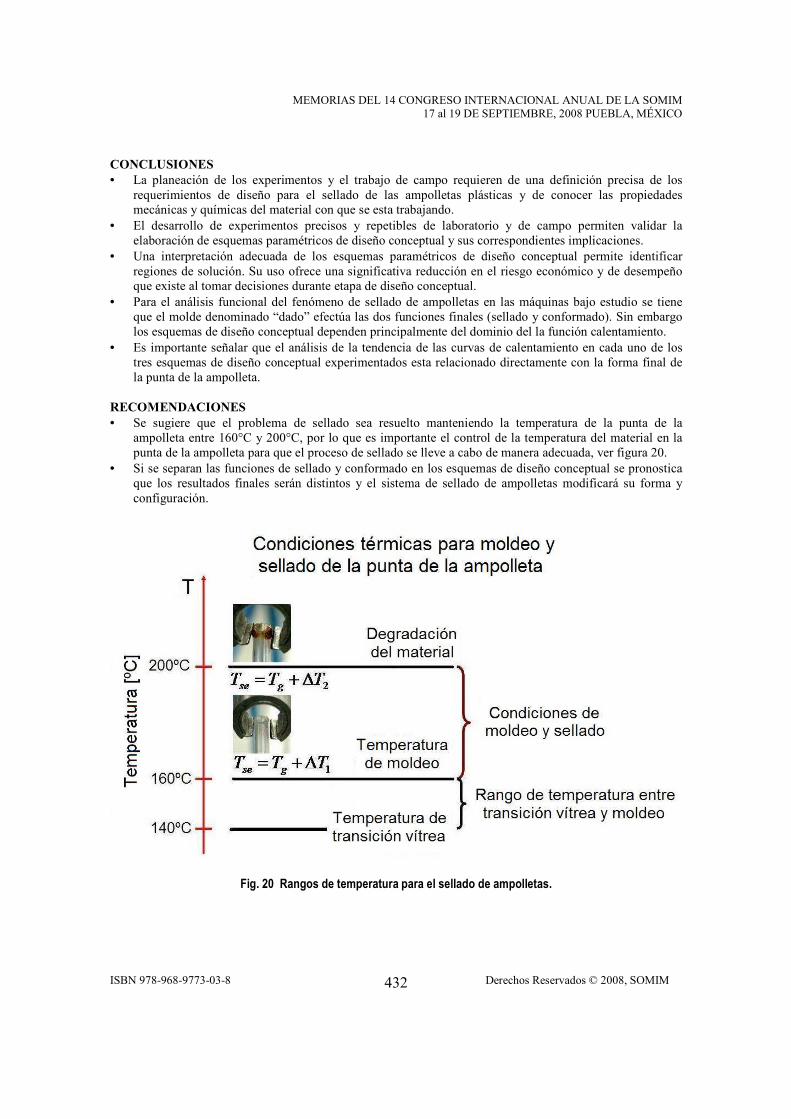
RECOMENDACIONES • Se sugiere que el problema de sellado sea resuelto manteniendo la temperatura de la punta de la
ampolleta entre 160°C y 200°C, por lo que es importante el control de la temperatura del material en la punta de la ampolleta para que el proceso de sellado se lleve a cabo de manera adecuada, ver figura 20.
• Si se separan las funciones de sellado y conformado en los esquemas de diseño conceptual se pronostica que los resultados finales serán distintos y el sistema de sellado de ampolletas modificará su forma y configuración.
Fig. 20 Rangos de temperatura para el sellado de ampolletas.
MEMORIAS DEL 14 CONGRESO INTERNACIONAL ANUAL DE LA SOMIM 17 al 19 DE SEPTIEMBRE, 2008 PUEBLA, MÉXICO
ISBN 978-968-9773-03-8 Derechos Reservados © 2008, SOMIM 433
BIBLIOGRAFÍA
[1] Ramírez, R., 1995, “Comparative Design Study of Quarter Turn Pneumatic Valve actuators”, PhD Thesis, Lancaster University, Lancaster England, 1st Ed.
[2] Olivares, G. and Ramírez, R., 2007, “Análisis y Elaboración de Esquemas como Solución a Problemas de Diseño”, Proceedings of the XIII SOMIM Conference, ISBN 968-9173-02-2, Durango, México.
[3] Hollins, et al., 1994, “Successful Product Design”, Butterworth & Co, England.
[4] Glegg G., 1971, “The Selection of Design”, Cambrige University Press. England.
[5] Zehev, T. and Costas, G., 2006, “Principles of polymer processing”, J. Wiley, New York, U.S.A.
[6] Aurisicchio, M., et al., 2006, “Characterising in detail the information requests of engineering designers”, Proceedings of IDETC’06. ASME Conference, Philadelphia, Pennsylvania, USA.
[7] Pahl, G. and Beitz, W., 1984, “Engineering Design”, The Design Council, Springer-Verlag, London.
[8] French, M., 1998, “Conceptual Design for Engineers”, The Design Council, Springer-Verlag, London, 3rd Ed.
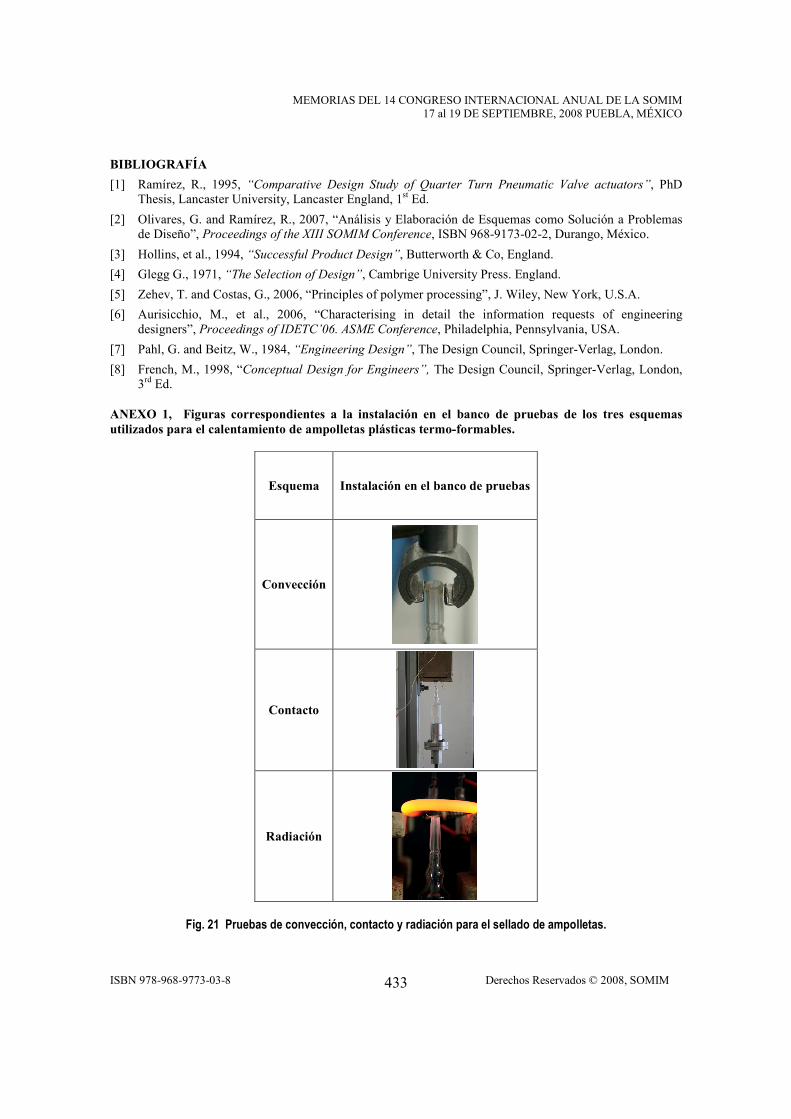
ANEXO 1, Figuras correspondientes a la instalación en el banco de pruebas de los tres esquemas utilizados para el calentamiento de ampolletas plásticas termo-formables.
Esquema Instalación en el banco de pruebas
Convección
Contacto
Radiación
Fig. 21 Pruebas de convección, contacto y radiación para el sellado de ampolletas.
MEMORIAS DEL 14 CONGRESO INTERNACIONAL ANUAL DE LA SOMIM 17 al 19 DE SEPTIEMBRE, 2008 PUEBLA, MÉXICO
ISBN 978-968-9773-03-8 Derechos Reservados © 2008, SOMIM 434
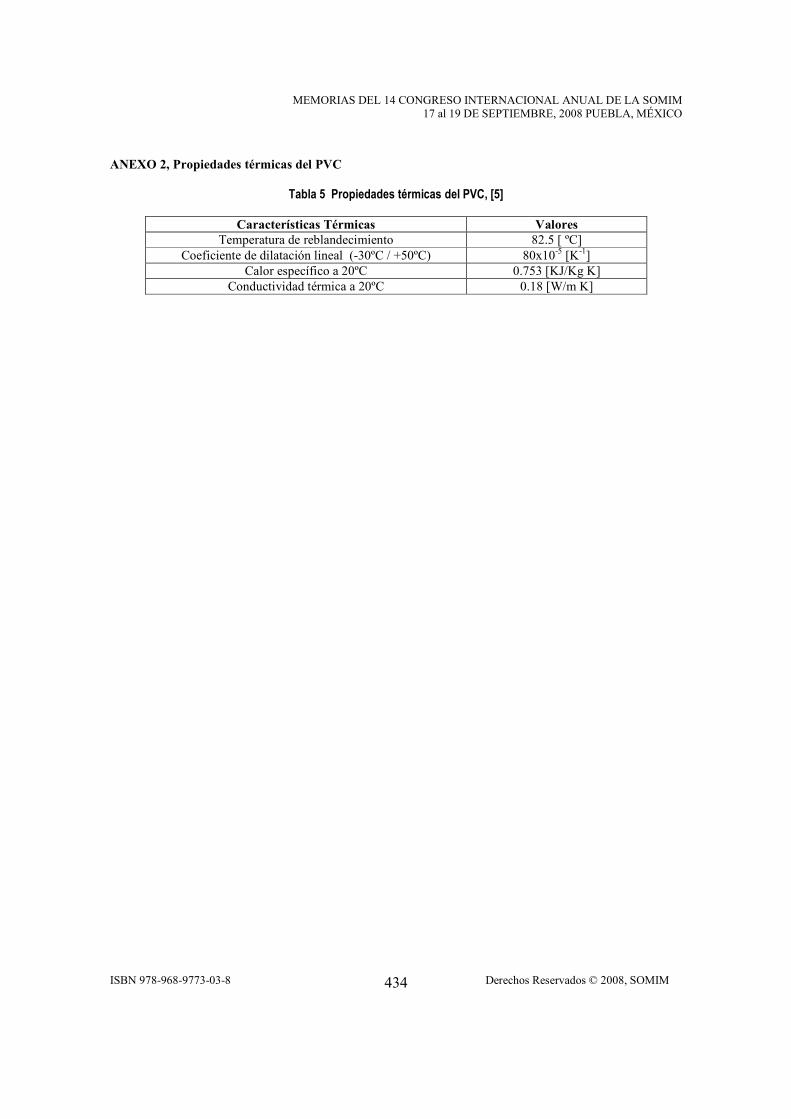
ANEXO 2, Propiedades térmicas del PVC
Tabla 5 Propiedades térmicas del PVC, [5]
Características Térmicas Valores Temperatura de reblandecimiento 82.5 [ ºC]
Coeficiente de dilatación lineal (-30ºC / +50ºC) 80x10-5 [K-1] Calor específico a 20ºC 0.753 [KJ/Kg K]
Conductividad térmica a 20ºC 0.18 [W/m K]




























