Embed Size (px)
Citation preview

REPASO
CIRCUITOS DE CONTROL CON CONTACTORES
Activado y desactivado secuencial de tres contactores
Se requiere que tres contactores se activen en la siguientesecuencia: K1 – K2 – K3 mediante el accionamiento de susrespectivos pulsantes P1, P2, P3 y se desactiven en la secuenciaK3 – K2 – K1 de igual manera con el uso de pulsadores P6, P5,P4 respectivamente.

Mando alternado de contactores
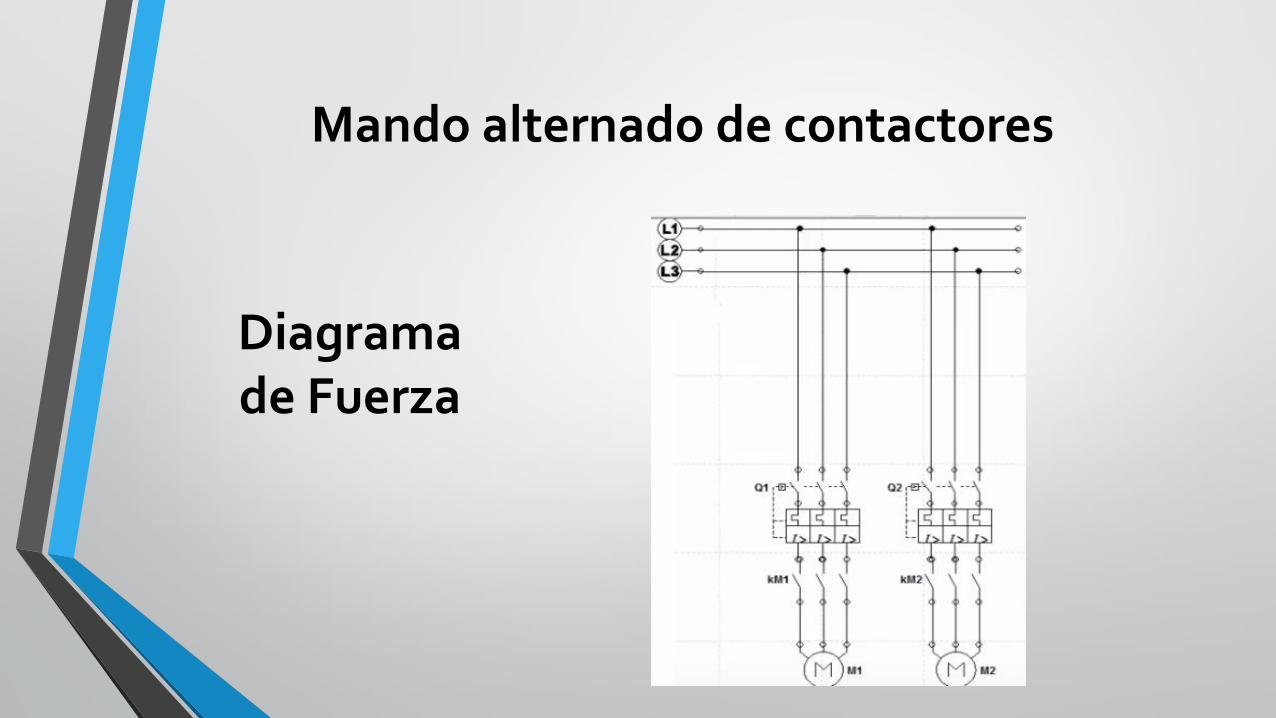
Mando alternado de contactores
Diagrama de Fuerza
REPASO
CIRCUITOS DE CONTROL CON TEMPORIZADORES
Formas de Operación de los Relés de Tiempo
•ON DELAY (Retardo posterior a la energización del relé)
•OFF DELAY (retardo posterior a la des energización)
• Pulso dependiente del tiempo de energización del relé
• Pulso Independiente de la energización del relé
• Ciclo Repetitivo o cíclico.
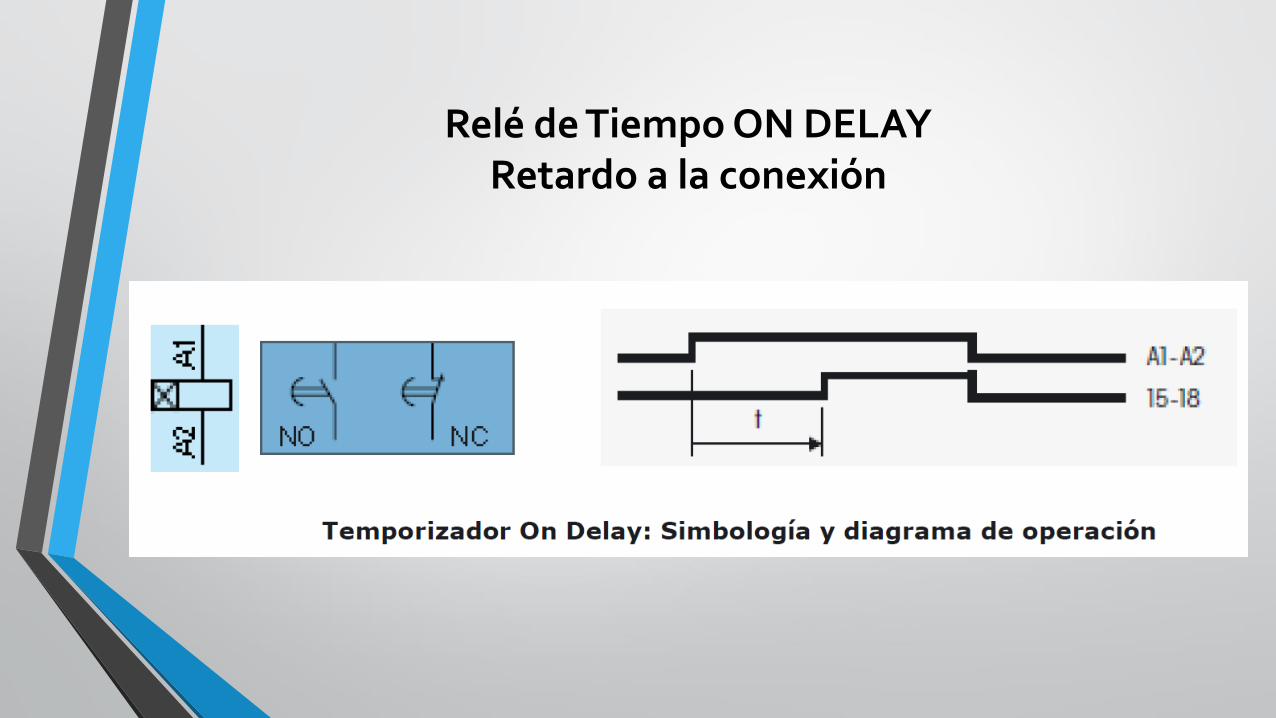
Relé de Tiempo ON DELAYRetardo a la conexión
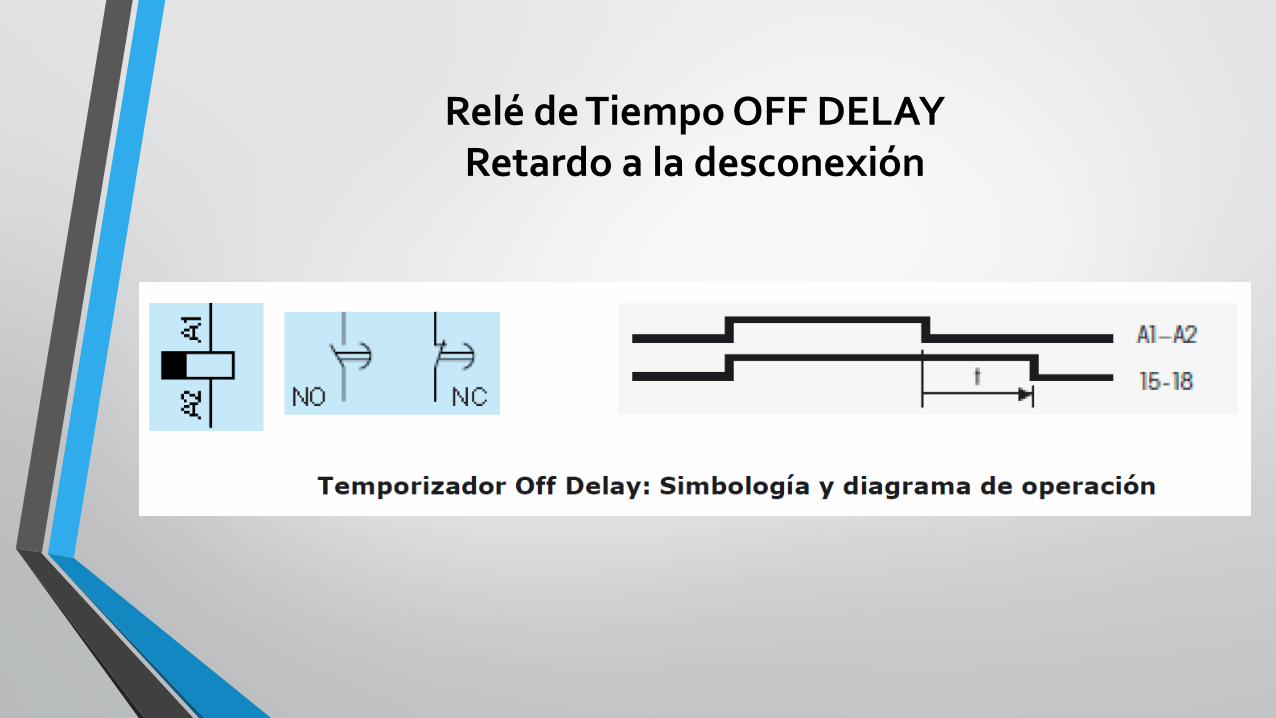
Relé de Tiempo OFF DELAYRetardo a la desconexión
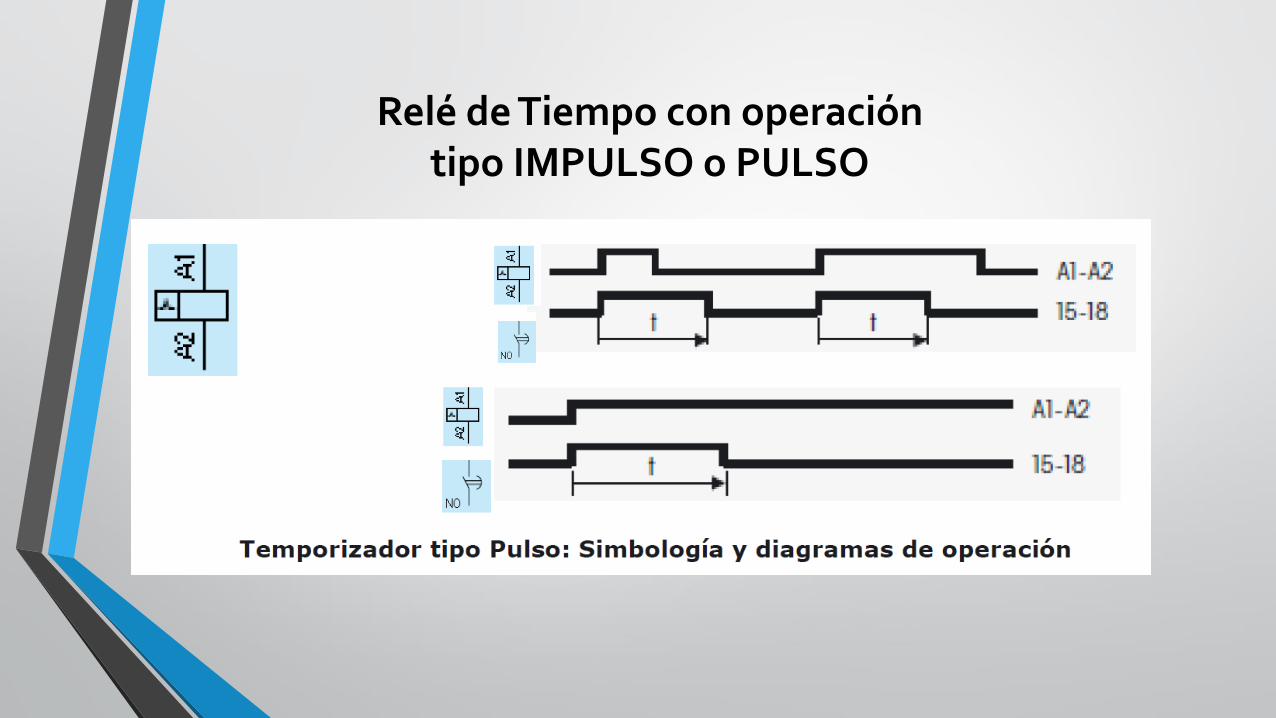
Relé de Tiempo con operación tipo IMPULSO o PULSO
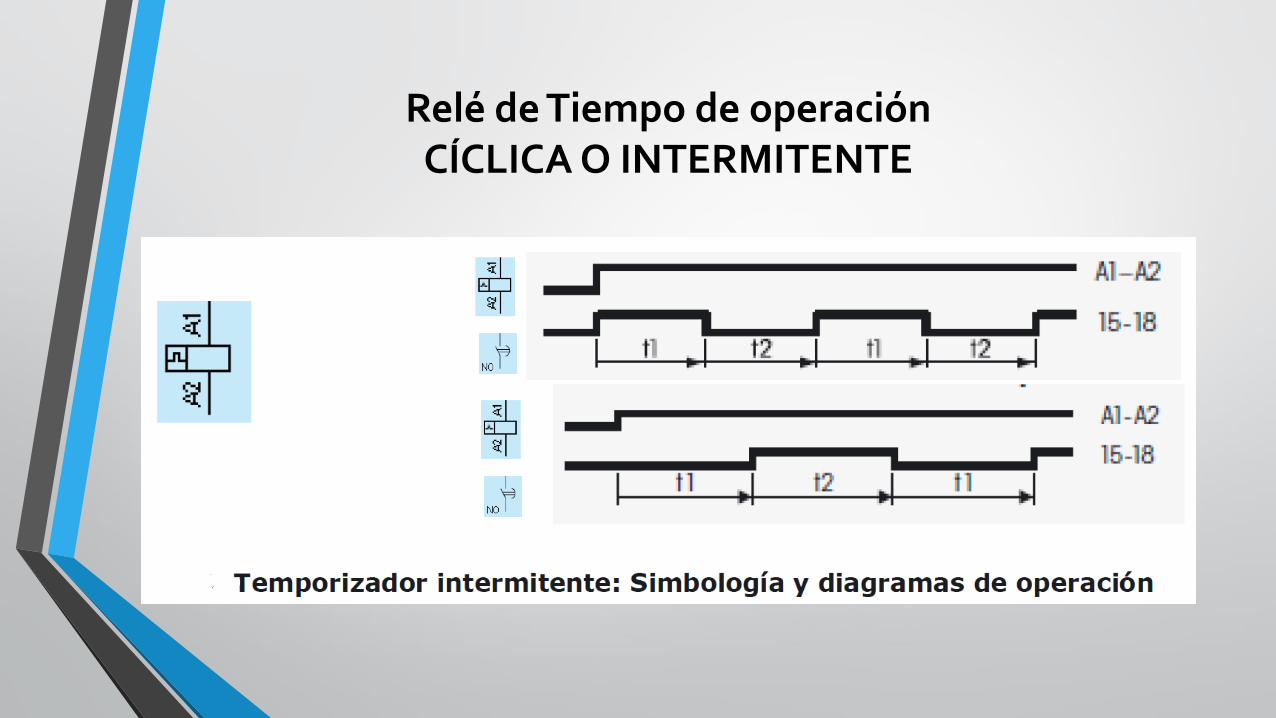
Relé de Tiempo de operación CÍCLICA O INTERMITENTE
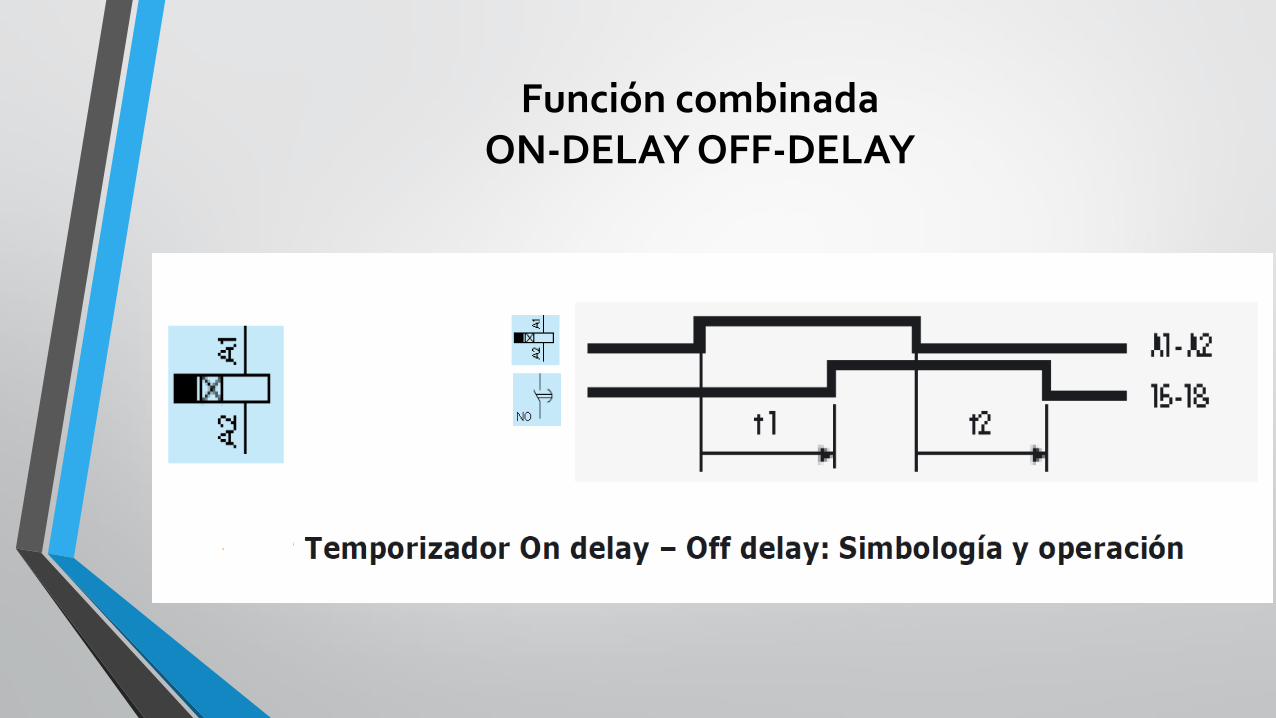
Función combinada ON-DELAY OFF-DELAY
CONTROLADORES LÓGICOS PROGRMABLES
PLC’S

Antecesores al PLC
Ing. Cristian Tasiguano
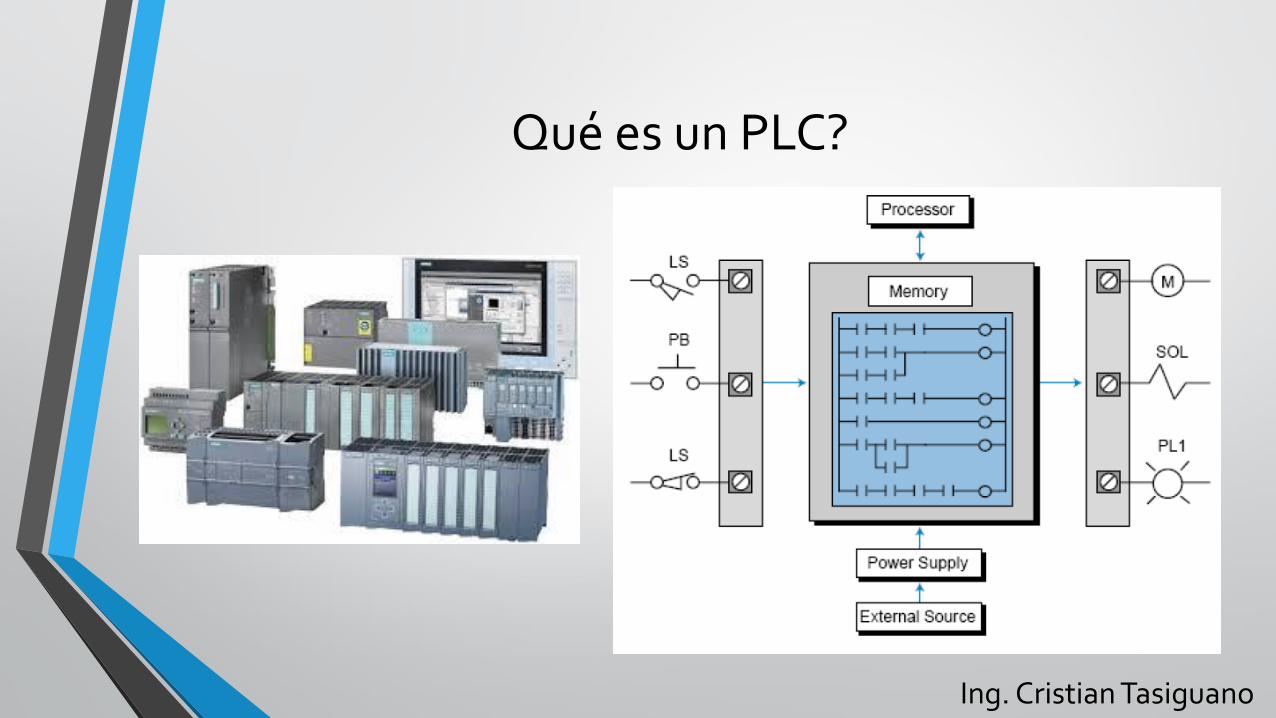
Qué es un PLC?
Ing. Cristian Tasiguano
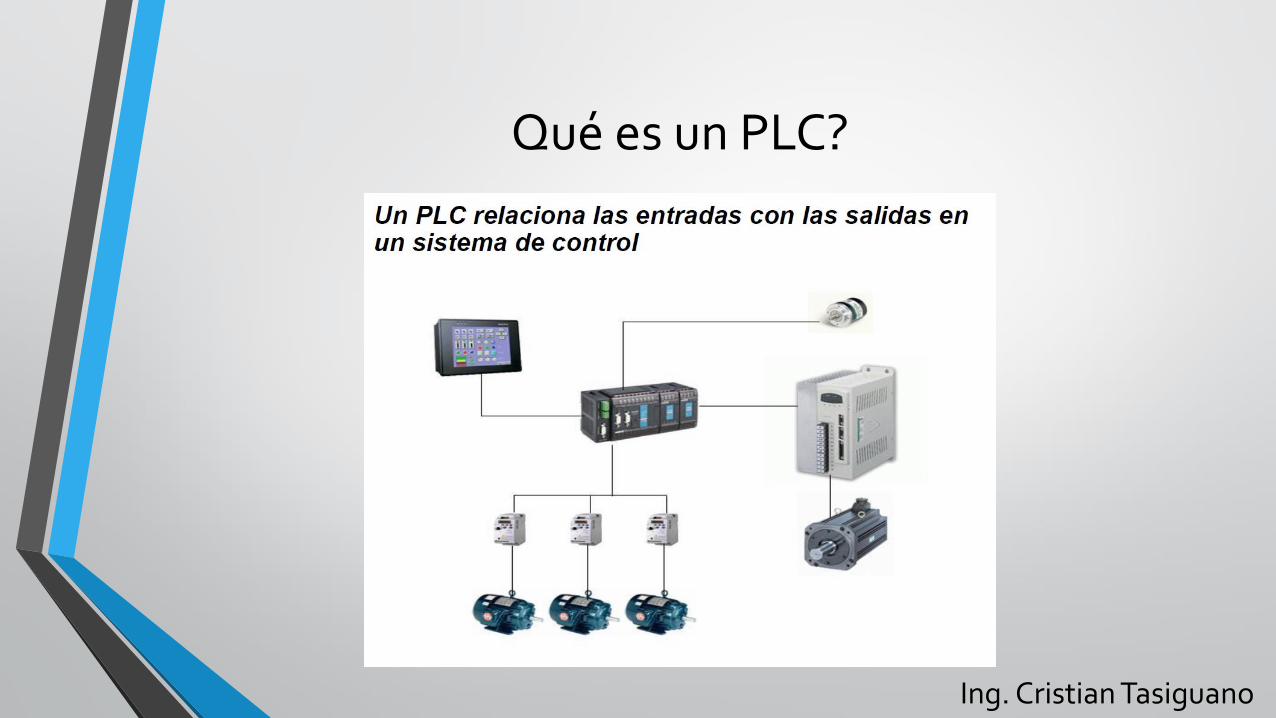
Qué es un PLC?
Ing. Cristian Tasiguano
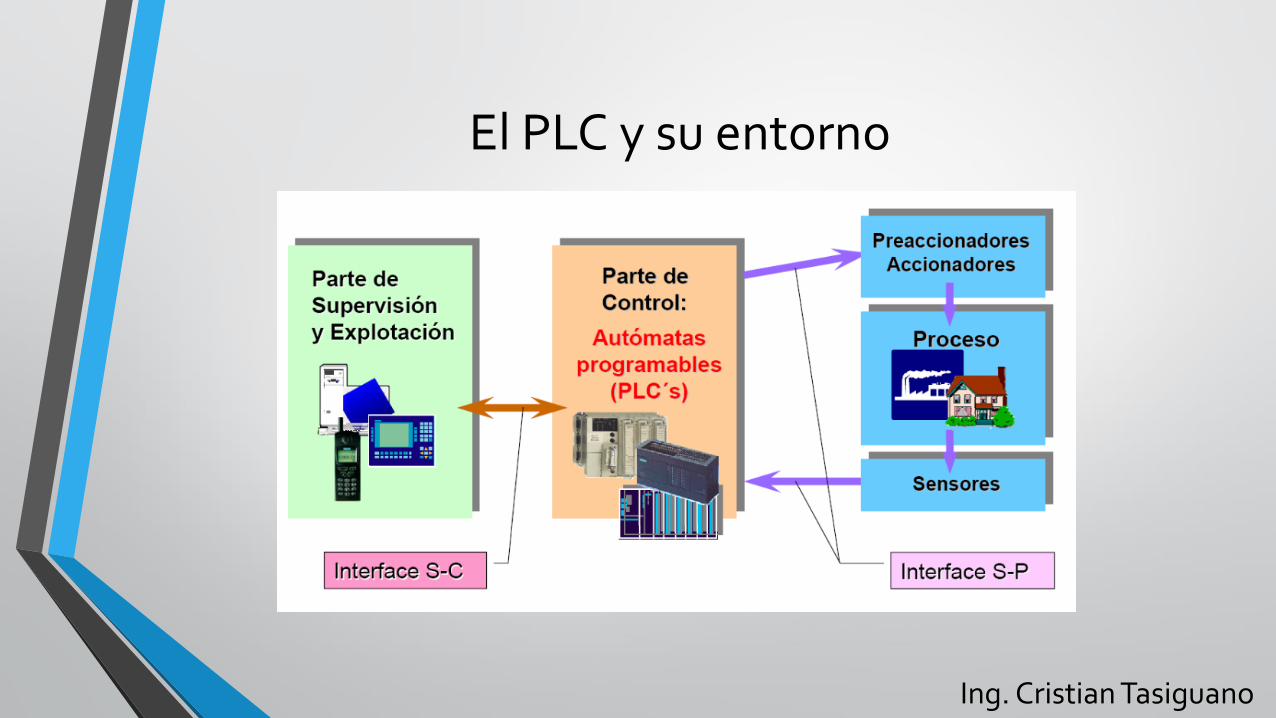
El PLC y su entorno
Ing. Cristian Tasiguano
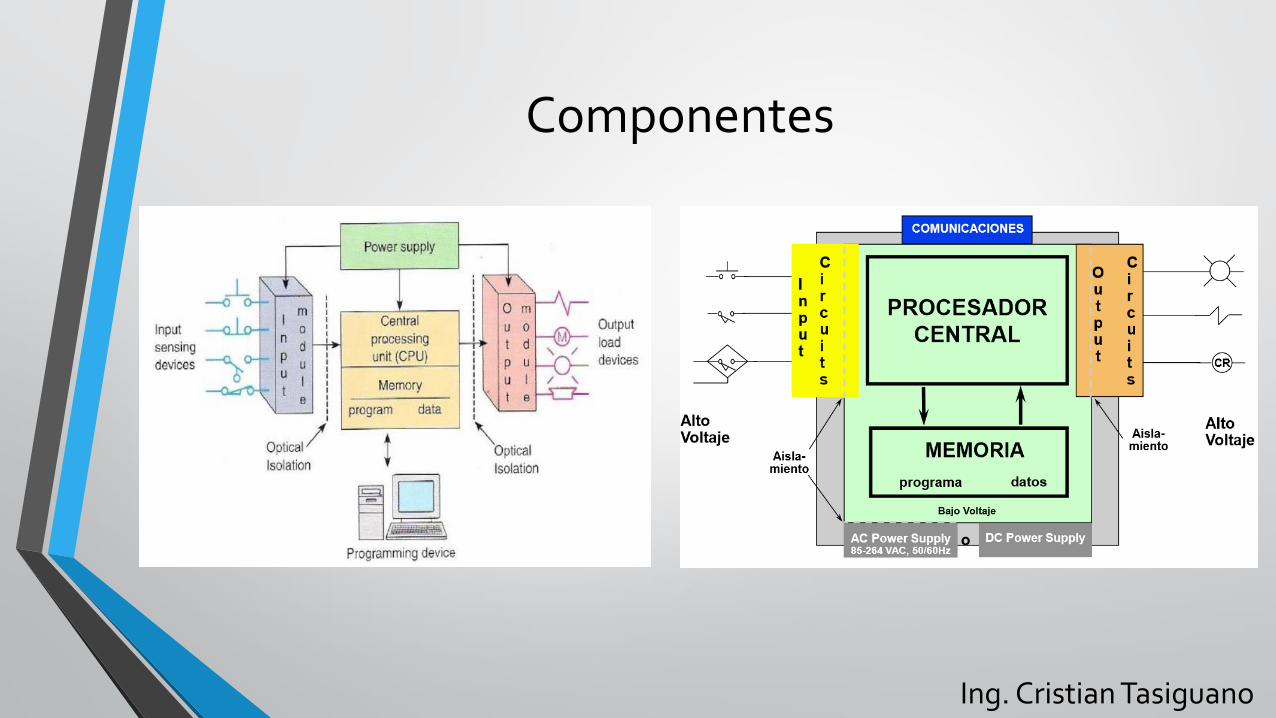
Componentes
Ing. Cristian Tasiguano
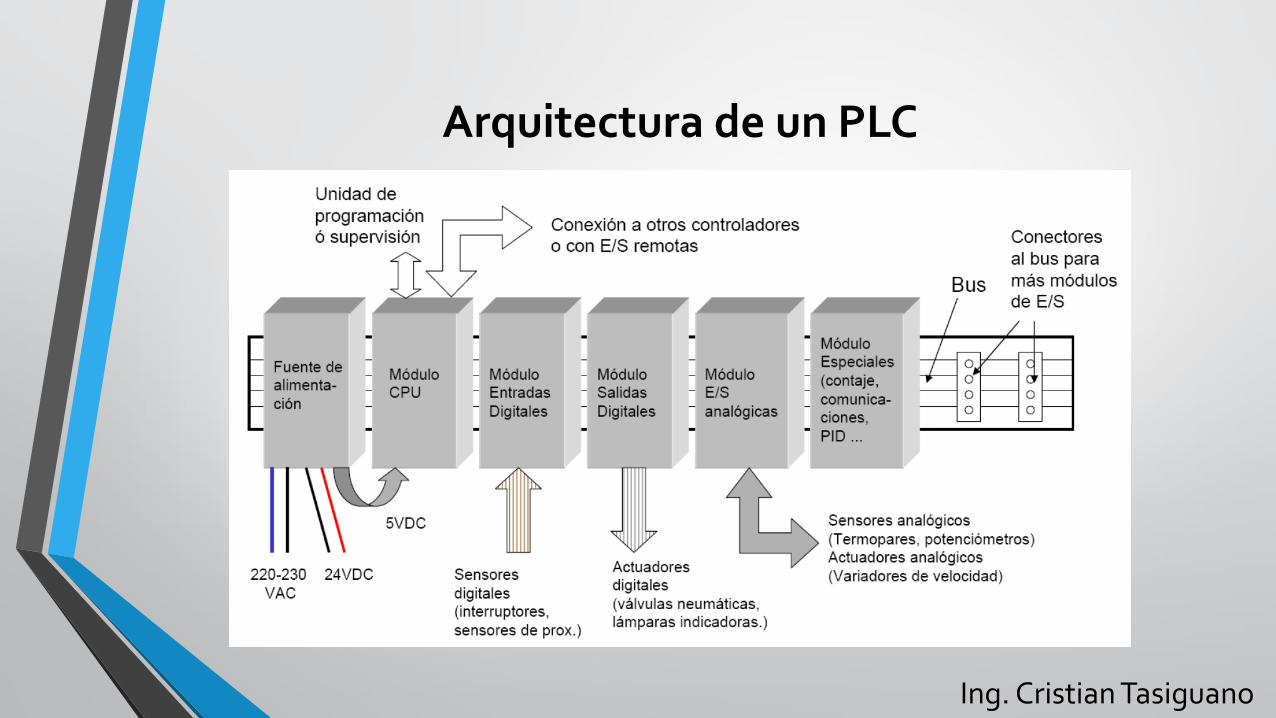
Arquitectura de un PLC
Ing. Cristian Tasiguano
Elementos de Entradas
Ing. Cristian Tasiguano
• Pulsantes
• Switches selectores
• Sensores de Posición
• Sensores de Nivel
• Sensores fotoeléctricos
• Sensores de proximidad
• Contactos auxiliares de
contactores
• Finales de carrera
• Encoders
• Sensores de temperaturaRTD’s
• Sensores de presión
• Fotosensores

Elementos de Entradas Digitales
Ing. Cristian Tasiguano

Señal de entrada analógica
Ing. Cristian Tasiguano
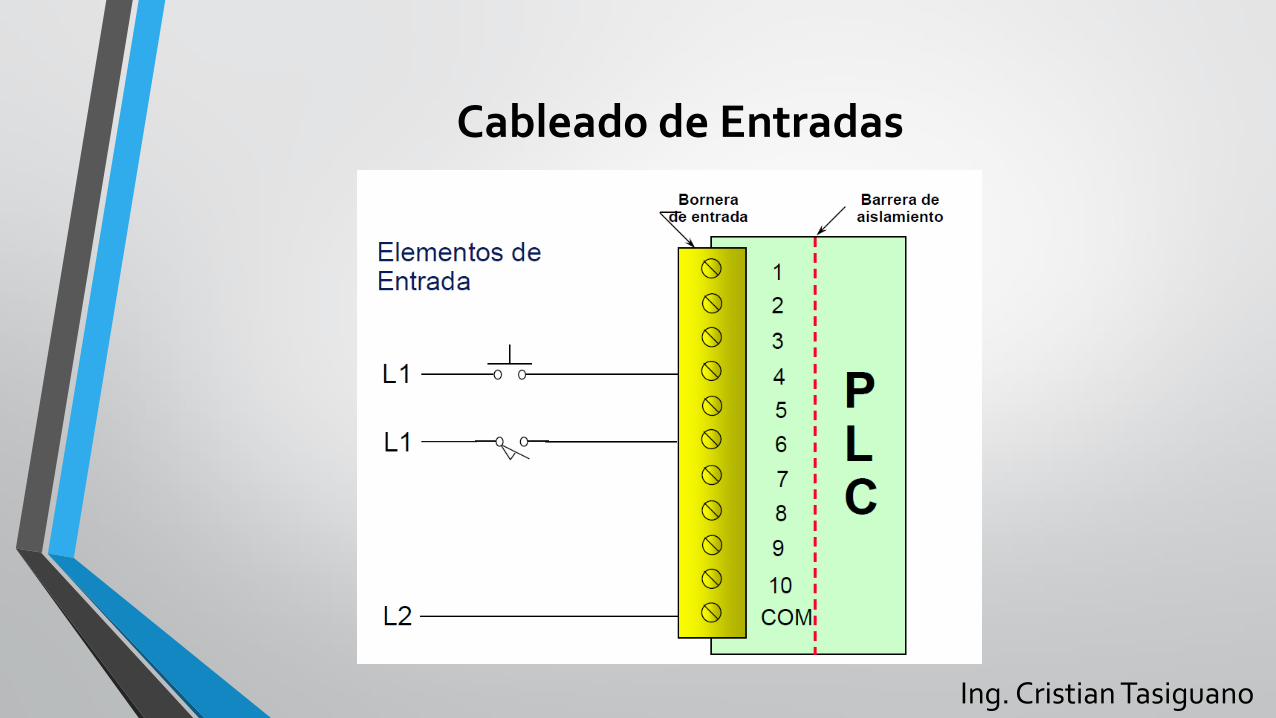
Cablead0 de Entradas
Ing. Cristian Tasiguano
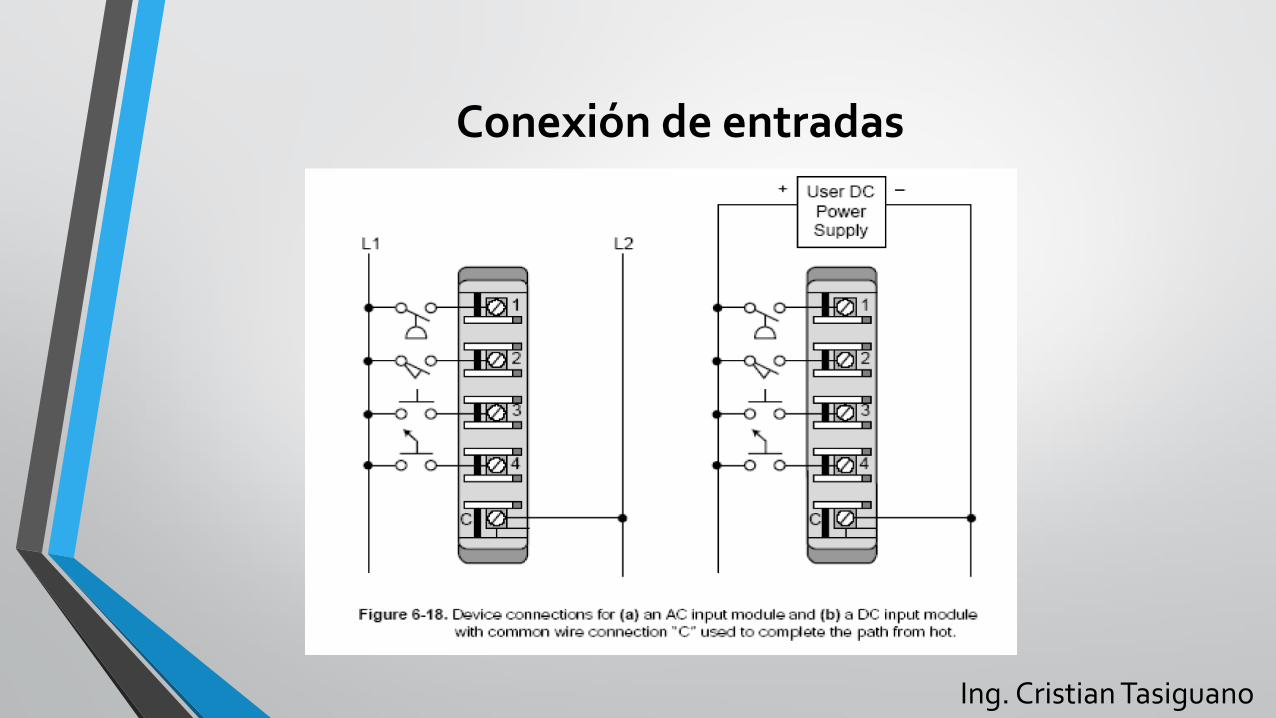
Conexión de entradas
Ing. Cristian Tasiguano
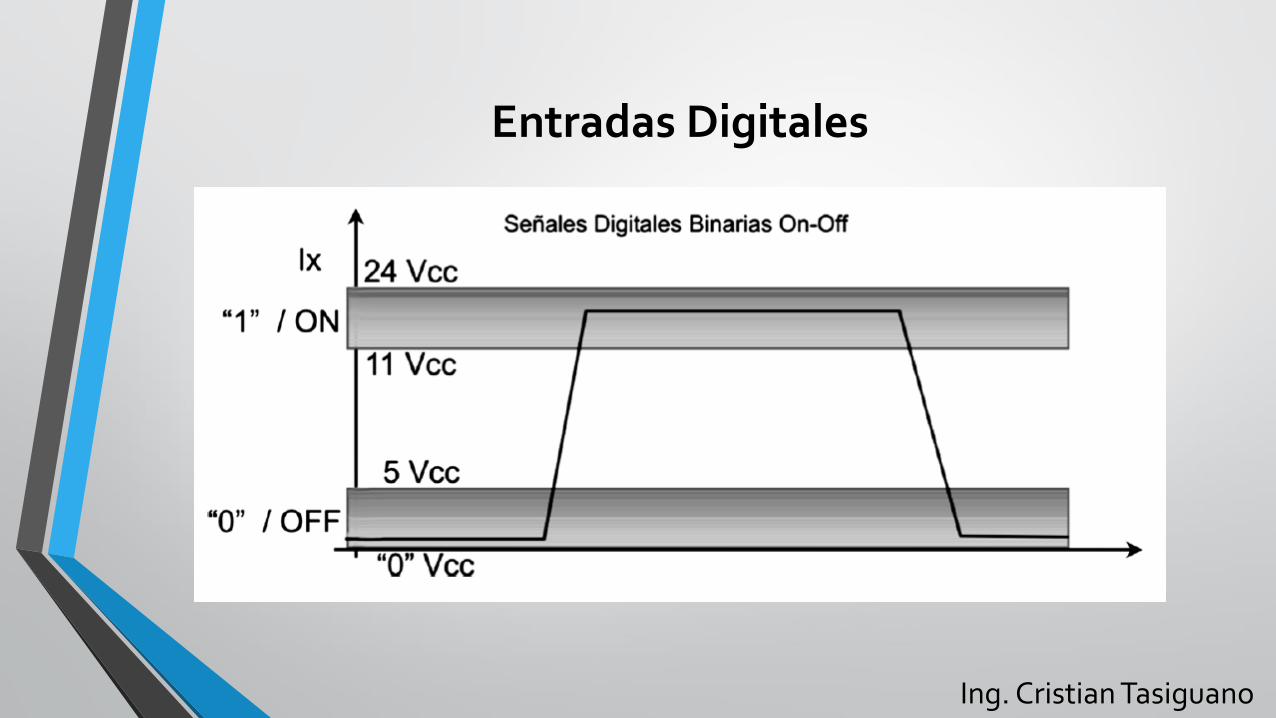
Entradas Digitales
Ing. Cristian Tasiguano
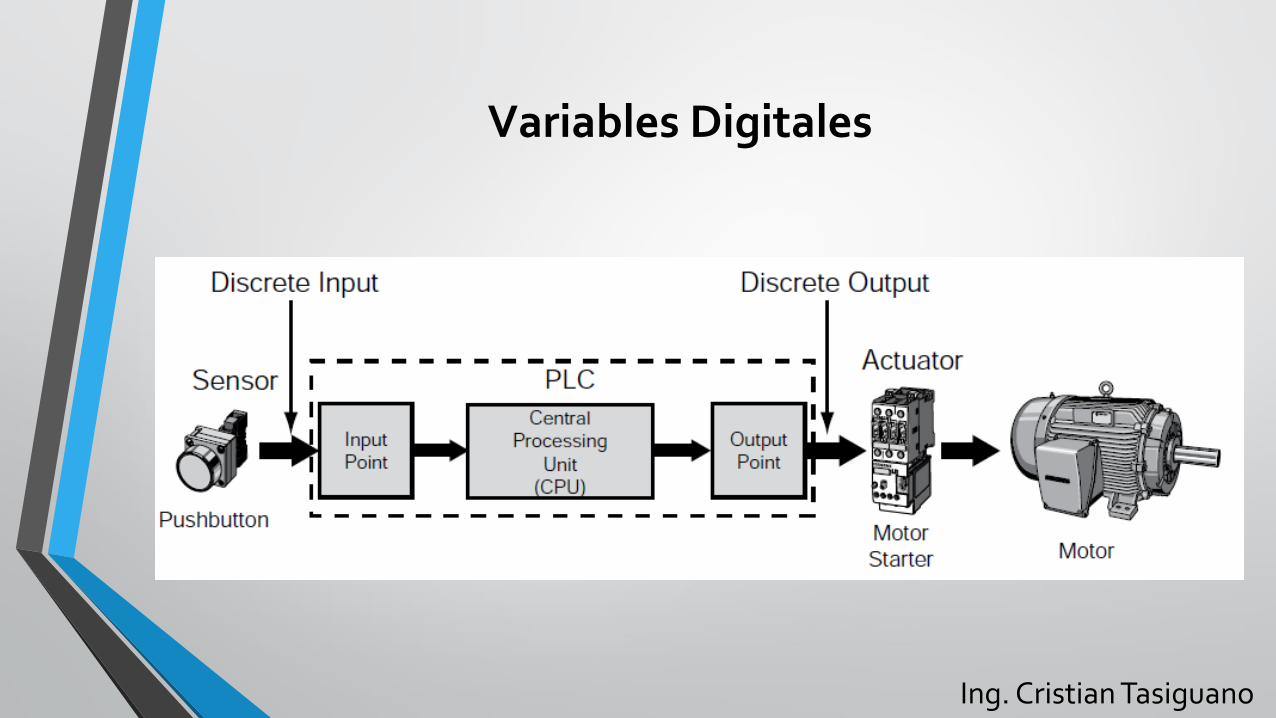
Variables Digitales
Ing. Cristian Tasiguano
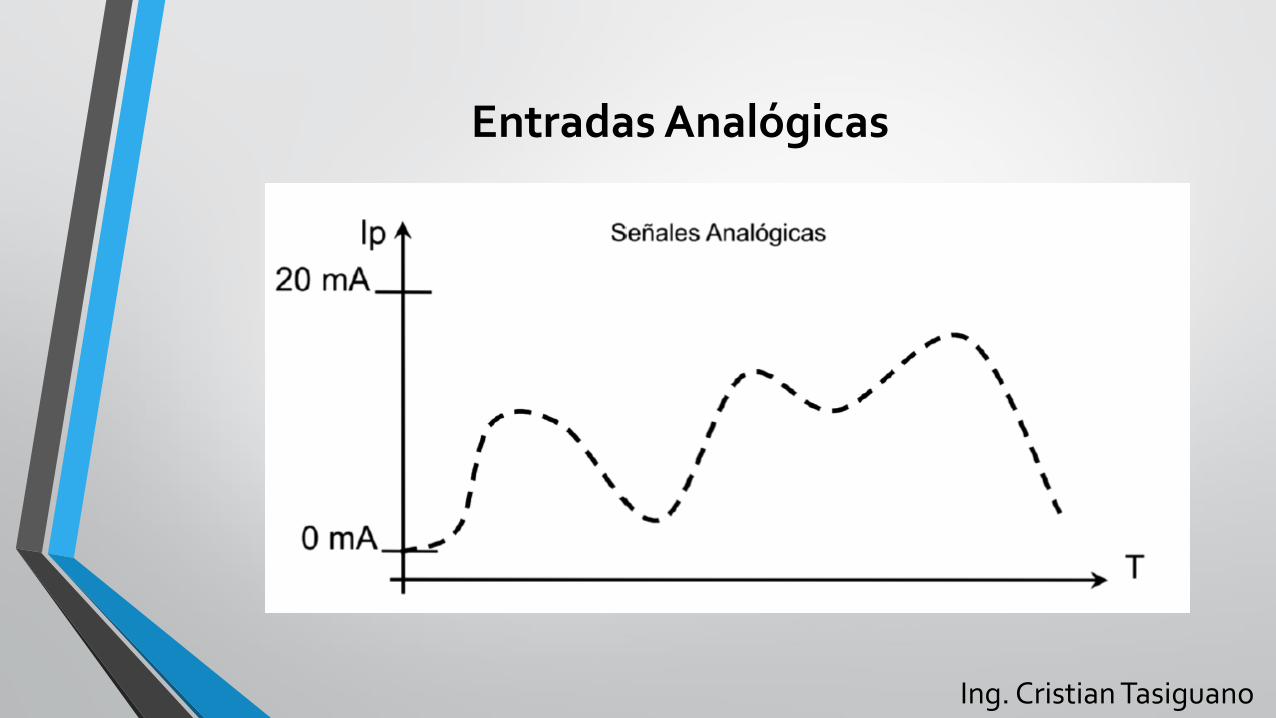
Entradas Analógicas
Ing. Cristian Tasiguano
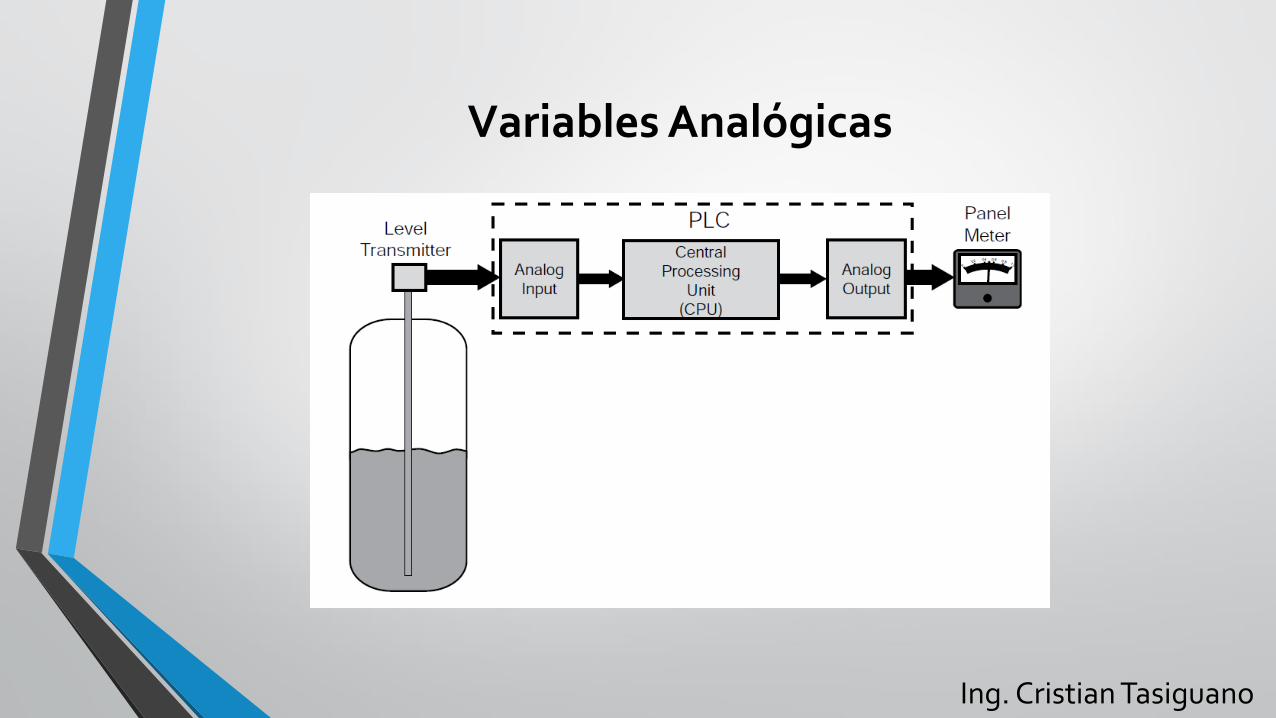
Variables Analógicas
Ing. Cristian Tasiguano
Elementos de Salida
Ing. Cristian Tasiguano
• Electroválvulas
• Contactores
• Solenoides
• Relés de Control
• Alarmas
• Luces
• Sirenas
• Trenes de pulsos

Elementos de Salida o actuadores
Ing. Cristian Tasiguano
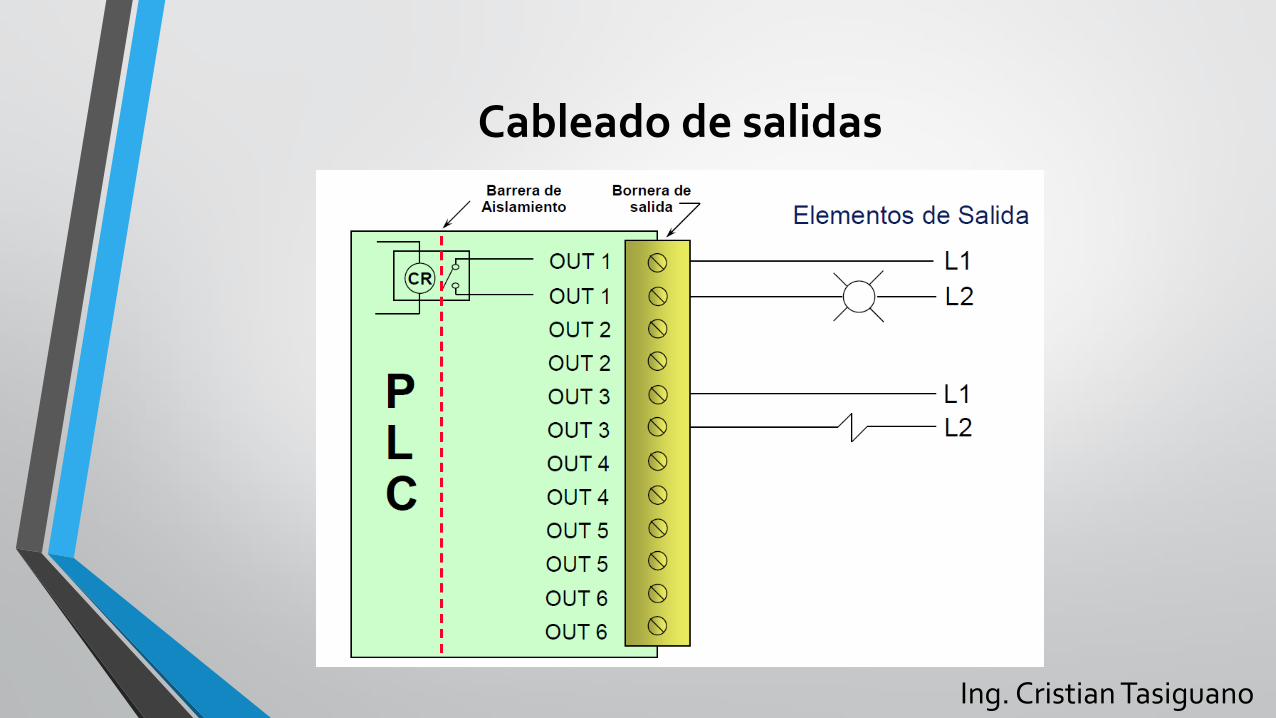
Cableado de salidas
Ing. Cristian Tasiguano
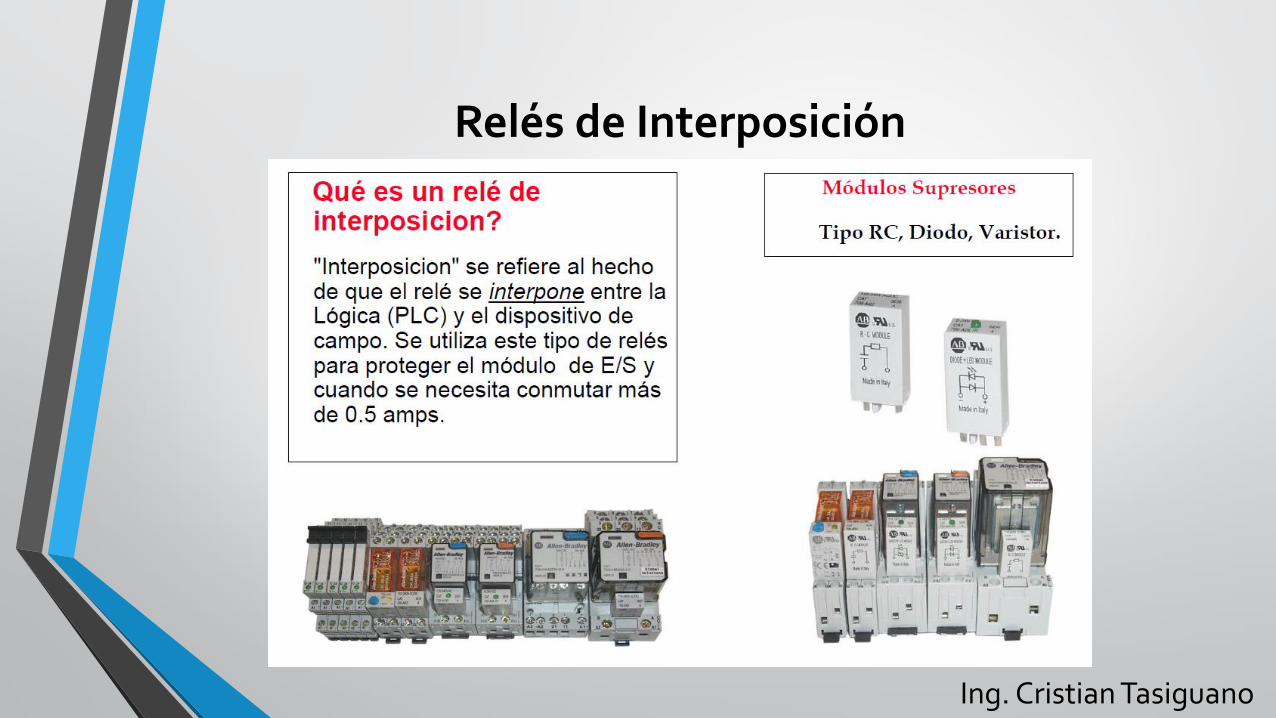
Relés de Interposición
Ing. Cristian Tasiguano
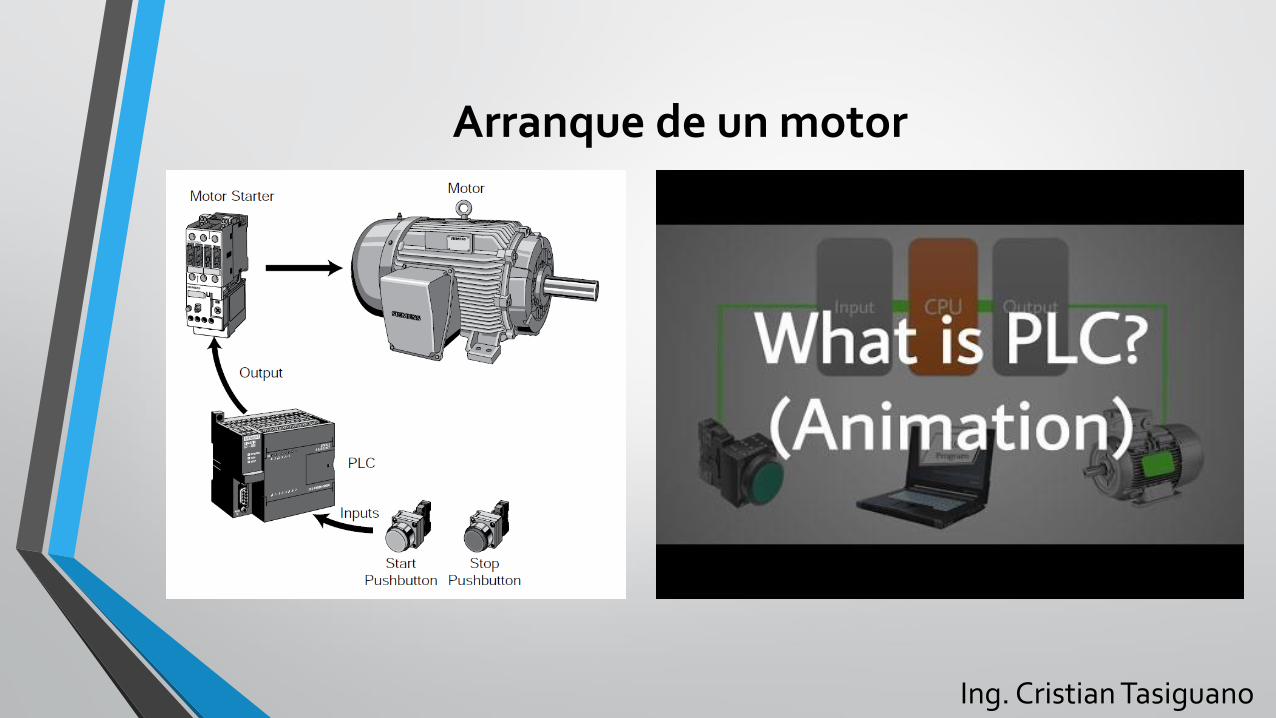
Arranque de un motor
Ing. Cristian Tasiguano
Tipos de conexión de las salidas
Ing. Cristian Tasiguano
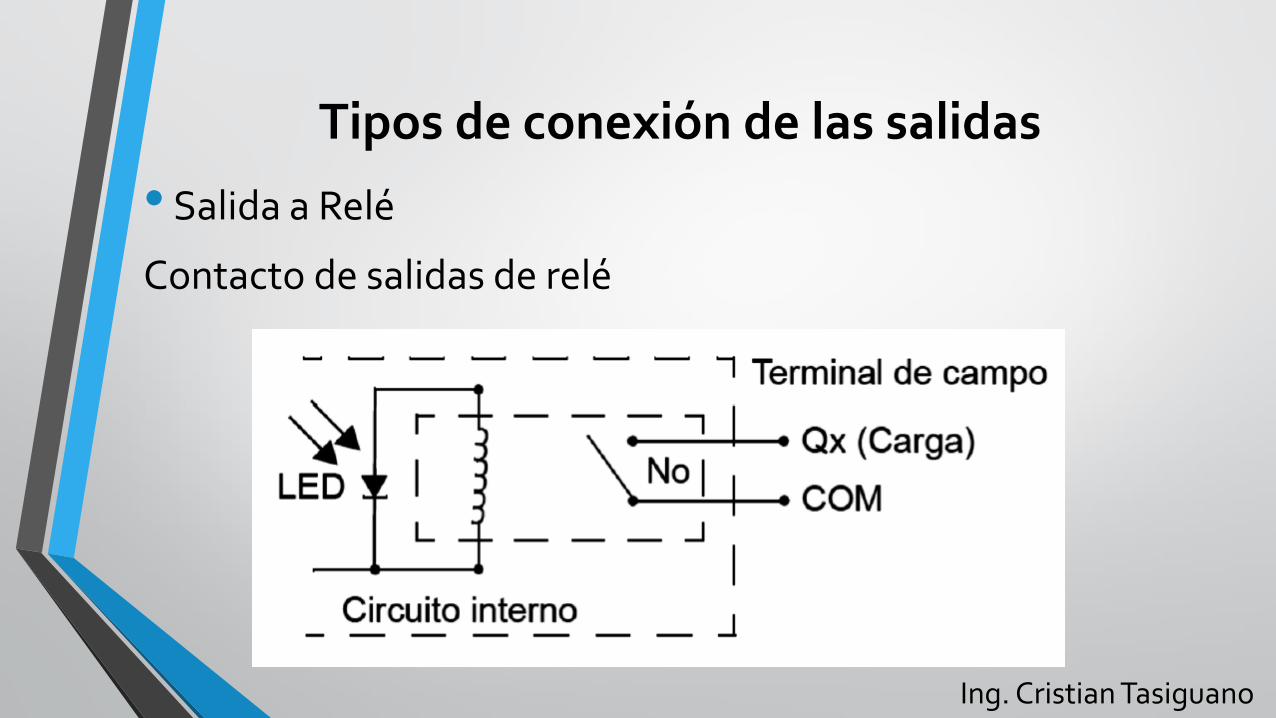
• Salida a Relé
Contacto de salidas de relé
Tipos de conexión de las salidas
Ing. Cristian Tasiguano
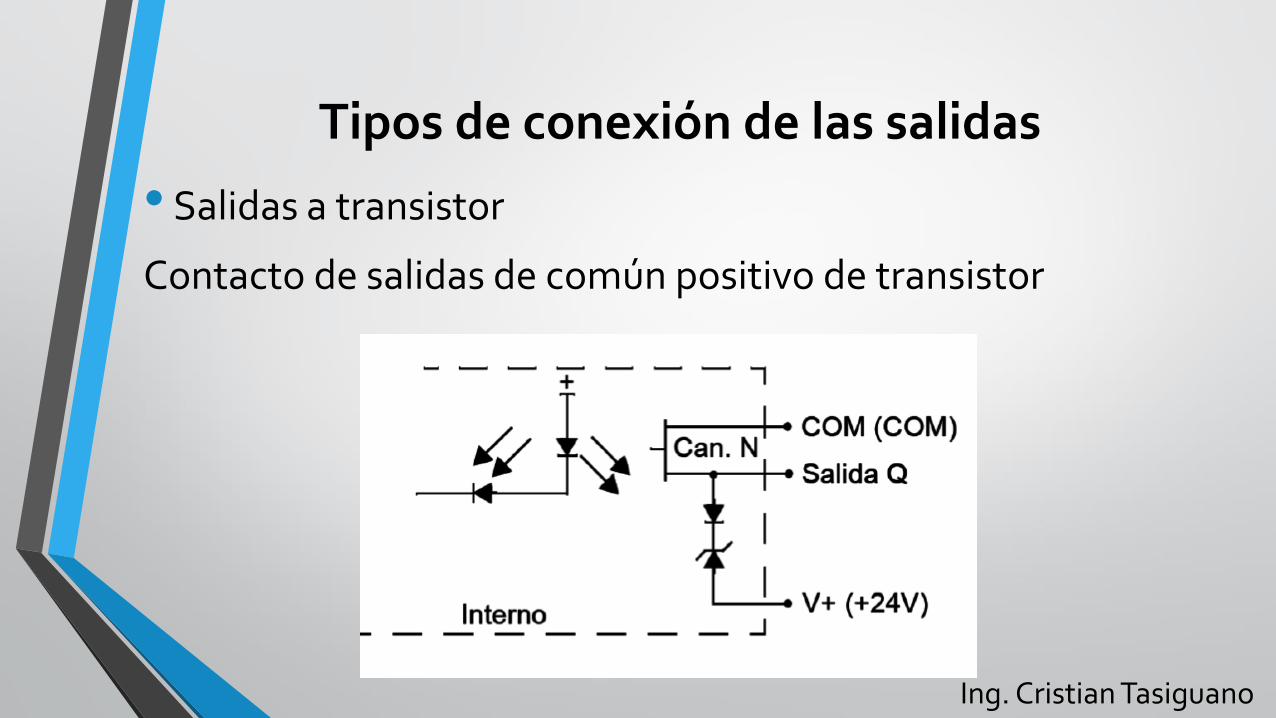
• Salidas a transistor
Contacto de salidas de común positivo de transistor
Tipos de conexión de las salidas
Ing. Cristian Tasiguano
• Salidas por TRIAC:
Manejan corrientes alternas. Al igual que los transistores, por ser semiconductores tienenuna vida útil mucho mayor que la del relé, que es un elemento electromecánico.
• Salidas Analógicas: Los módulos de salida analógica permiten que el valor de unavariable numérica interna del autómata se convierta en tensión o corriente.
Internamente en el PLC se realiza una conversión digital analógica (D/A), puesto que elautómata sólo trabaja con señales digitales. Esta conversión se realiza con una precisión oresolución determinada (número de bits) y en un intervalo determinado de tiempo(período muestreo).
Esta tensión o intensidad puede servir de referencia de mando para actuadores queadmitan mando analógico, como pueden ser las válvulas proporcionales, los variadores develocidad, las etapas de los tiristores de los hornos, los reguladores de temperatura, etc.Permitiendo al autómata realizar funciones de regulación y control de procesos continuos.
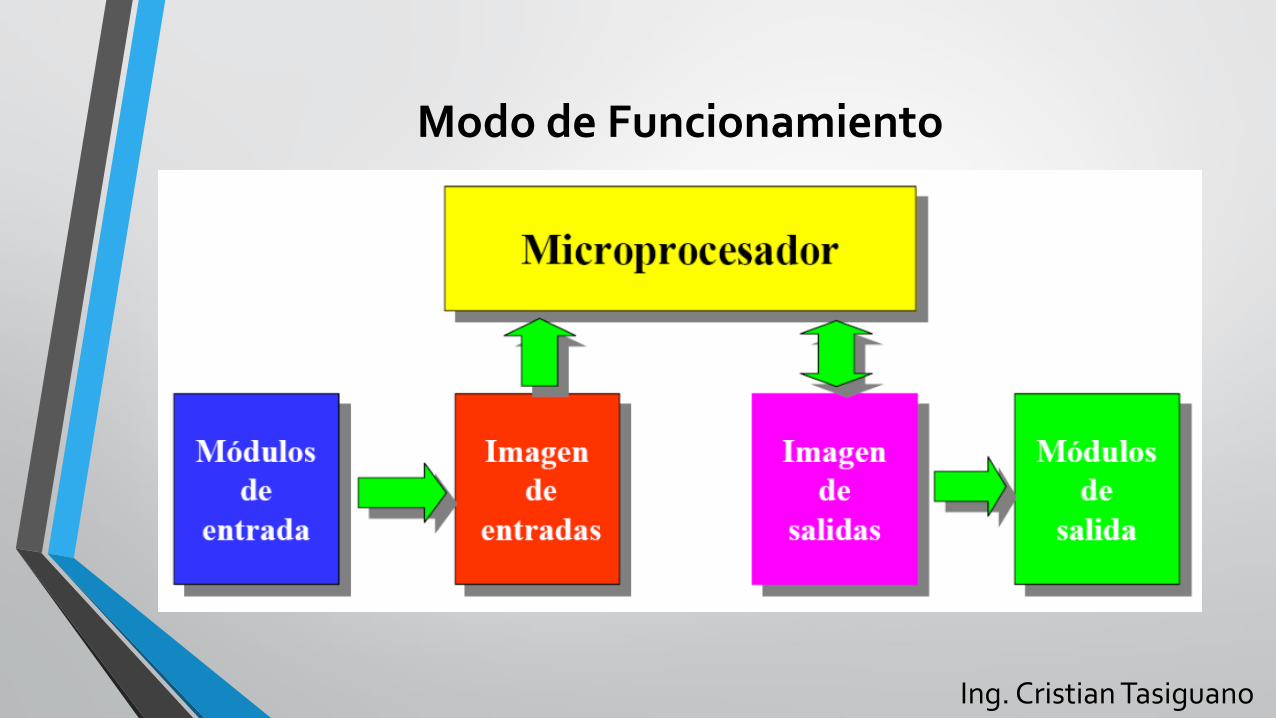
Modo de Funcionamiento
Ing. Cristian Tasiguano
La secuencia básica de operación del autómata se puede dividir en tres fasesprincipales:
• Lectura de señales desde la interfaz de entradas.
• Procesado del programa para obtención de las señales de control.
• Escritura de señales en la interfaz de salidas.
A fin de optimizar el tiempo, la lectura y escritura de las señales se realiza a lavez para todas las entradas y salidas. Entonces, las entradas leídas de losmódulos de entrada se guardan en una memoria temporal (Imagen entradas).
A esta acude la CPU en la ejecución del programa, y según se va obteniendolas salidas, se guardan en otra memoria temporal (imagen de salida). Unavez ejecutado el programa completo, estas imágenes de salida setransfieren todas a la vez al módulo de salida.
Modo de Funcionamiento
Ing. Cristian Tasiguano
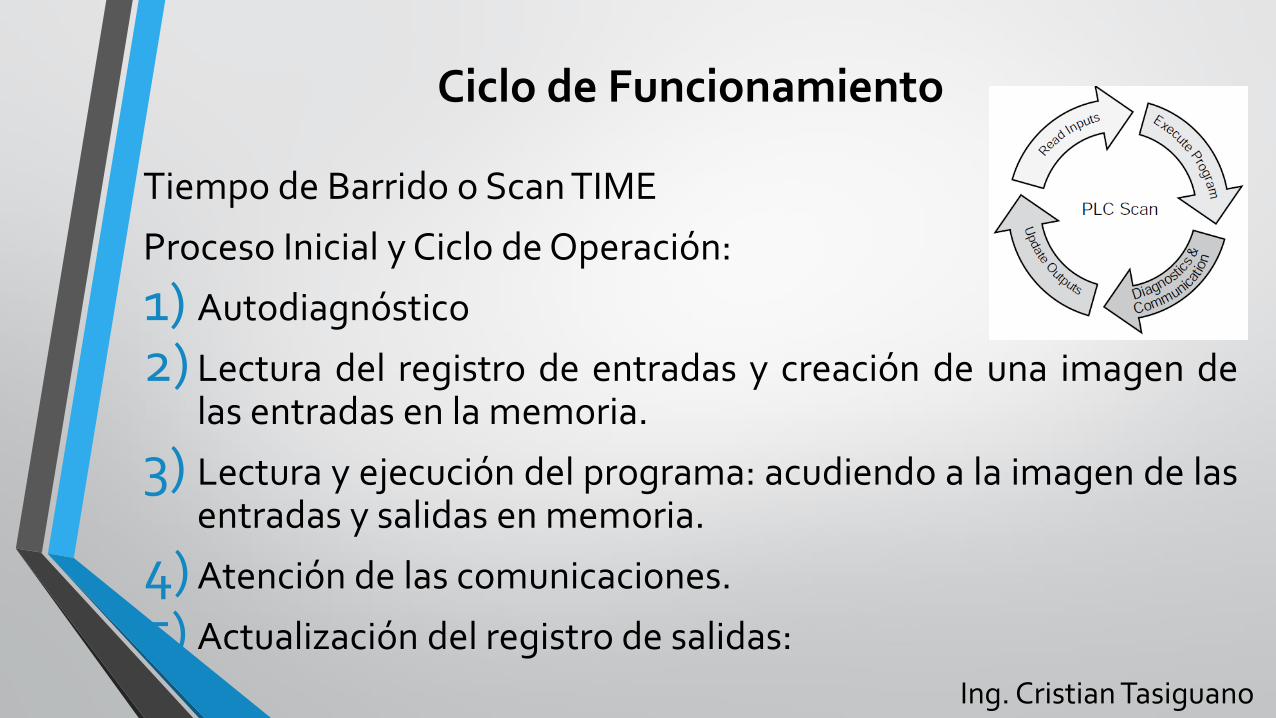
Ciclo de Funcionamiento
Ing. Cristian Tasiguano
Tiempo de Barrido o Scan TIME
Proceso Inicial y Ciclo de Operación:
1) Autodiagnóstico
2) Lectura del registro de entradas y creación de una imagen delas entradas en la memoria.
3) Lectura y ejecución del programa: acudiendo a la imagen de lasentradas y salidas en memoria.
4) Atención de las comunicaciones.
5) Actualización del registro de salidas:
Entradas y Salidas Especiales
Ing. Cristian Tasiguano
Dentro del sistema de E/S de un PLC se pueden instalar módulos dedicados atareas especiales que no pueden ser resueltas eficientemente por la CPU.
Así es que se pueden encontrar algunos módulos denominados especiales,como los siguientes:
• Entradas de termocupla: Incluye un microprocesador para linealización de laseñal de entrada, y una junta fría para compensación.
• Entradas de RTD: Incluye un microprocesador para linealización de la entrada.
• Entrada de pulsos de alta velocidad: Las frecuencias que pueden leer vanhasta más de 100 kHz y sirven para conectar encoders, caudalímetros aturbina, etc. En muchos casos, la entrada puede discriminar el sentido de giro,efectuar conteos ascendentes y descendentes.
Módulos Inteligentes
Ing. Cristian Tasiguano
Con el objeto de descargar a la CPU de tareas que le insumen un tiempo que no esaceptable, o para las que ésta no está preparada, se dispone de módulos inteligentes.Algunos de estos módulos cuentan con sus propias E/S, mientras que otros aprovechan laestructura de E/S que ofrece el PLC. Una característica de estos módulos es que sufuncionamiento es independiente de la CPU, por lo que, en caso de falla de ésta, losmódulos siguen operando.
• Módulo BASIC
• Módulo PID
• Módulo ASCII
• Módulo de Posicionamiento
• Módulo de Computador integrado
Configuraciones de PLC’s
Ing. Cristian Tasiguano
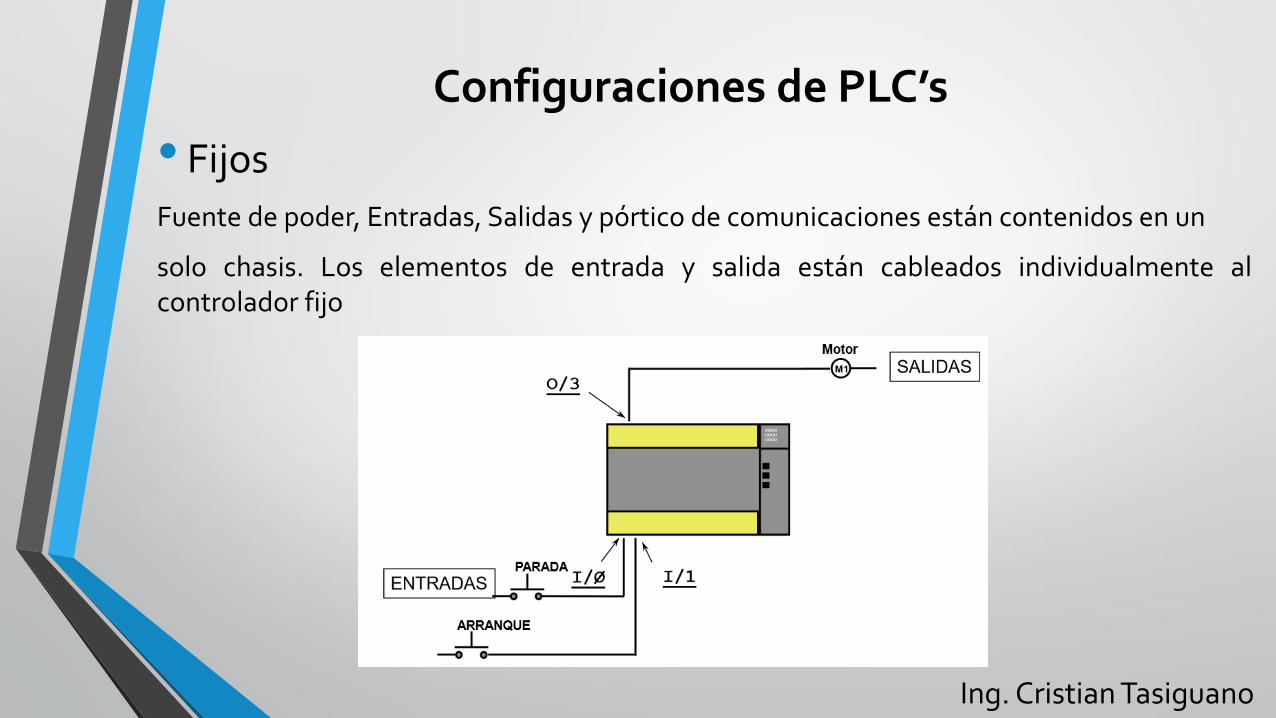
• Fijos
Fuente de poder, Entradas, Salidas y pórtico de comunicaciones están contenidos en un
solo chasis. Los elementos de entrada y salida están cableados individualmente alcontrolador fijo
Configuraciones de PLC’s
Ing. Cristian Tasiguano
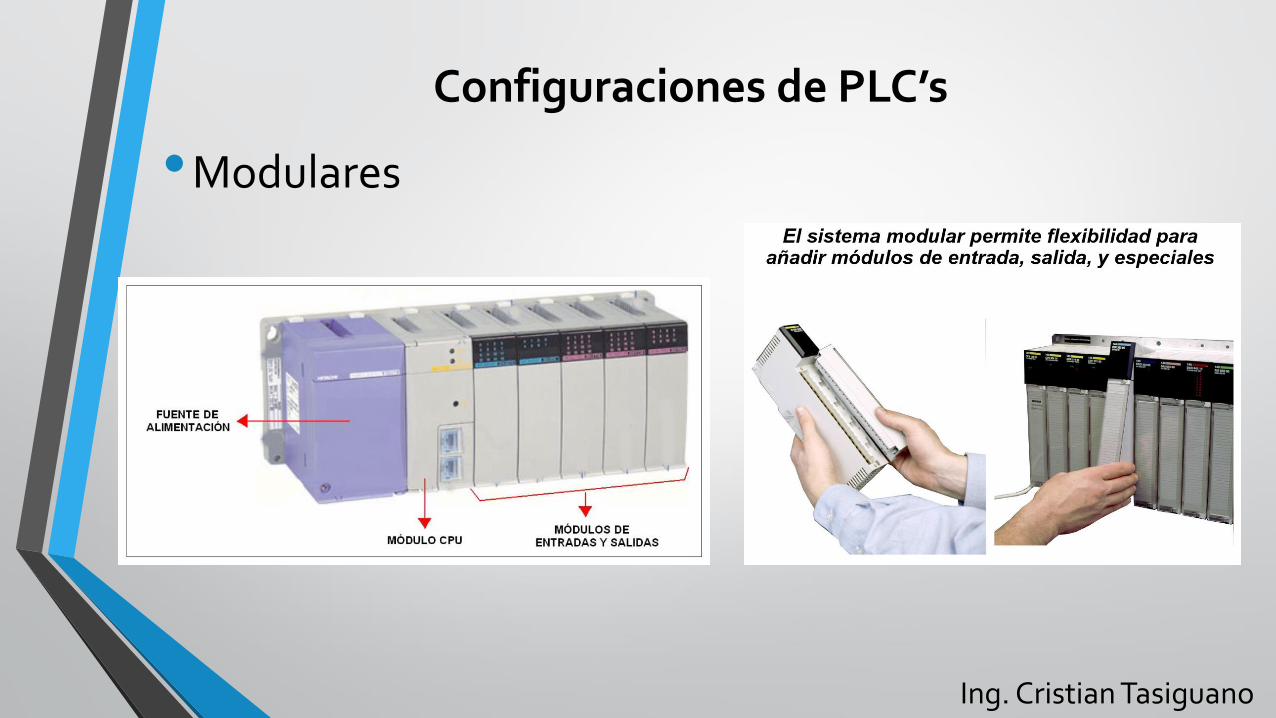
•Modulares
Configuraciones de PLC’s
Ing. Cristian Tasiguano
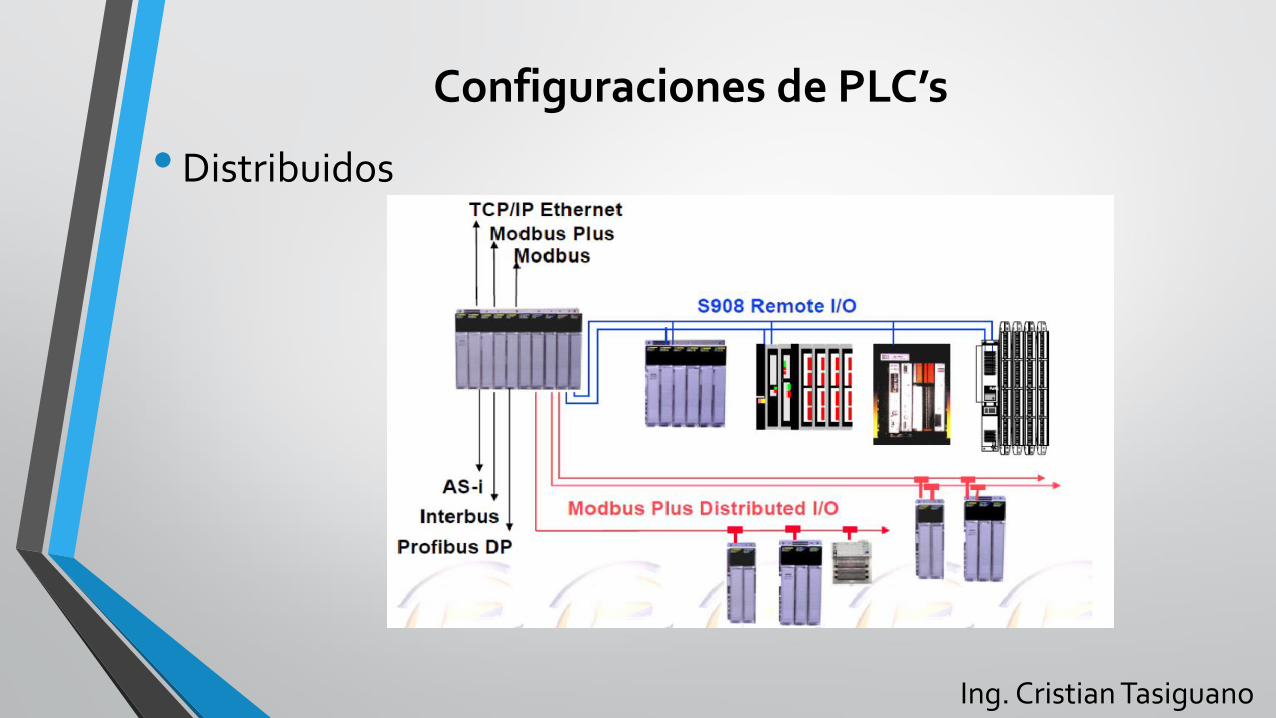
•Distribuidos
Configuraciones de PLC’s
Ing. Cristian Tasiguano
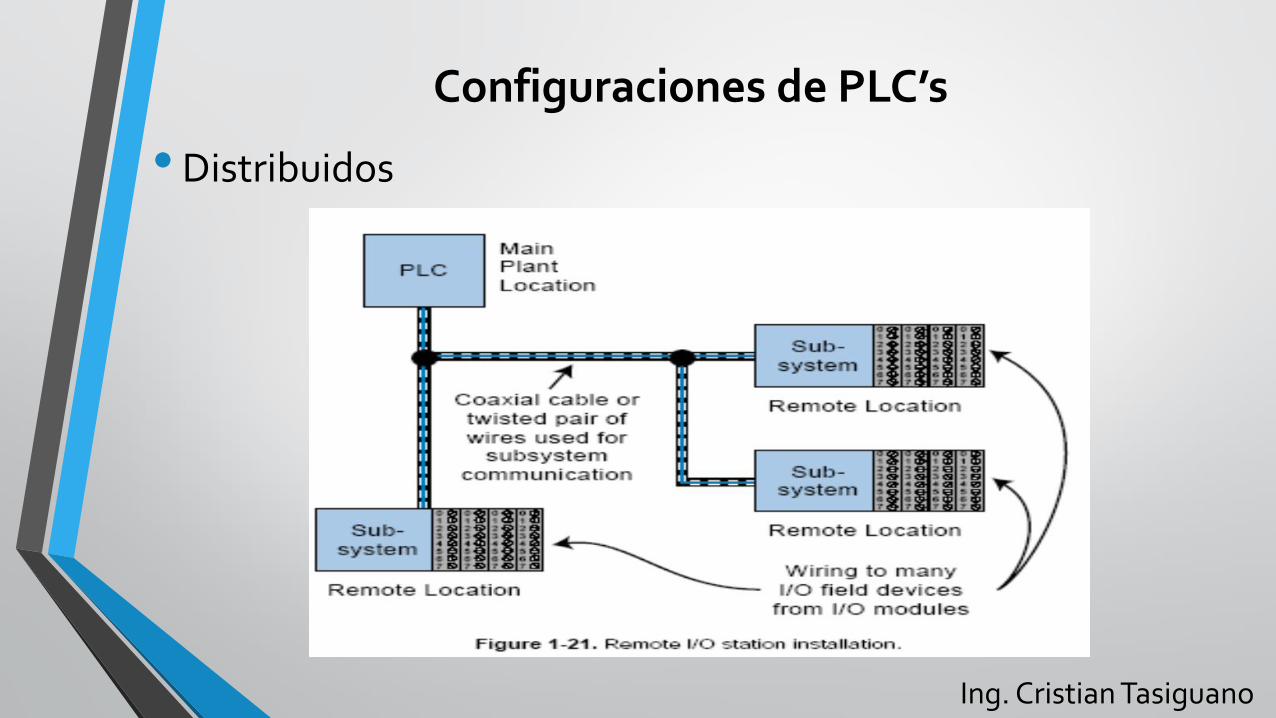
•Distribuidos
Ing. Cristian Tasiguano
Ventajas
• Son un gasto efectivo para controlar sistemas complejos.
• Son flexibles y pueden ser aplicados para controlar otros sistemas de manera rápida yfácil.
• Su capacidad computacional permite diseñar controles mas complejos.
• La ayuda para resolver problemas permite programar fácilmente y reduce el tiempode inactividad del proceso.
• Sus componentes confiables hacen posible que pueda operar varios años sin fallas.
• Capacidad de entradas y salidas.
• Monitoreo.
• Velocidad de operación.
• Están diseñados para trabajar en condiciones severas como: vibraciones, camposmagnéticos, humedad, temperaturas extremas.
Ing. Cristian Tasiguano
Ventajas • Gran versatilidad.
• Facilidad en la programación.
• Simplificación en el diseño de las instalaciones.
• Mayor rapidez en el desarrollo del proceso.
• Capacidad para detección y corrección rápida de averías.
• Menor tiempo de elaboración de proyectos debido a que no es necesario dibujar el esquema de contactos.
• Posibilidad de añadir modificaciones sin costo añadido en otros componentes.
• Mínimo espacio de ocupación.
• Menor costo de mano de obra de la instalación.
• Mantenimiento económico.
• Posibilidad de gobernar varias máquinas con el mismo PLC
• Menor tiempo de puesta en funcionamiento.
Ing. Cristian Tasiguano
Desventajas
• Necesidad de personal calificado para la operación y programación deestos dispositivos, lo que obliga a adiestrar a uno de los técnicos ental sentido.
• El costo inicial de lo que implica automatizar una tarea con un PLC esmuy elevado.
• La gran desventaja de un PLC es que antes de automatizar una tareaen la industria, es necesario tener en cuenta todos los detalles de loque se debe hacer para que nada salga mal.
• La tarea o el proceso depende total y enteramente del código de laprogramación. Por ello, el programa debe estar muy bien hecho.
Ing. Cristian Tasiguano
Consideraciones técnicas para la selección de PLC’s
• Espacio reducido.
• Procesos de producción periódicamente cambiantes.
• Procesos secuenciales.
• Maquinaria de procesos variables.
• Instalaciones de procesos complejos y amplios.
• Chequeo de programación centralizada de las partes del proceso.
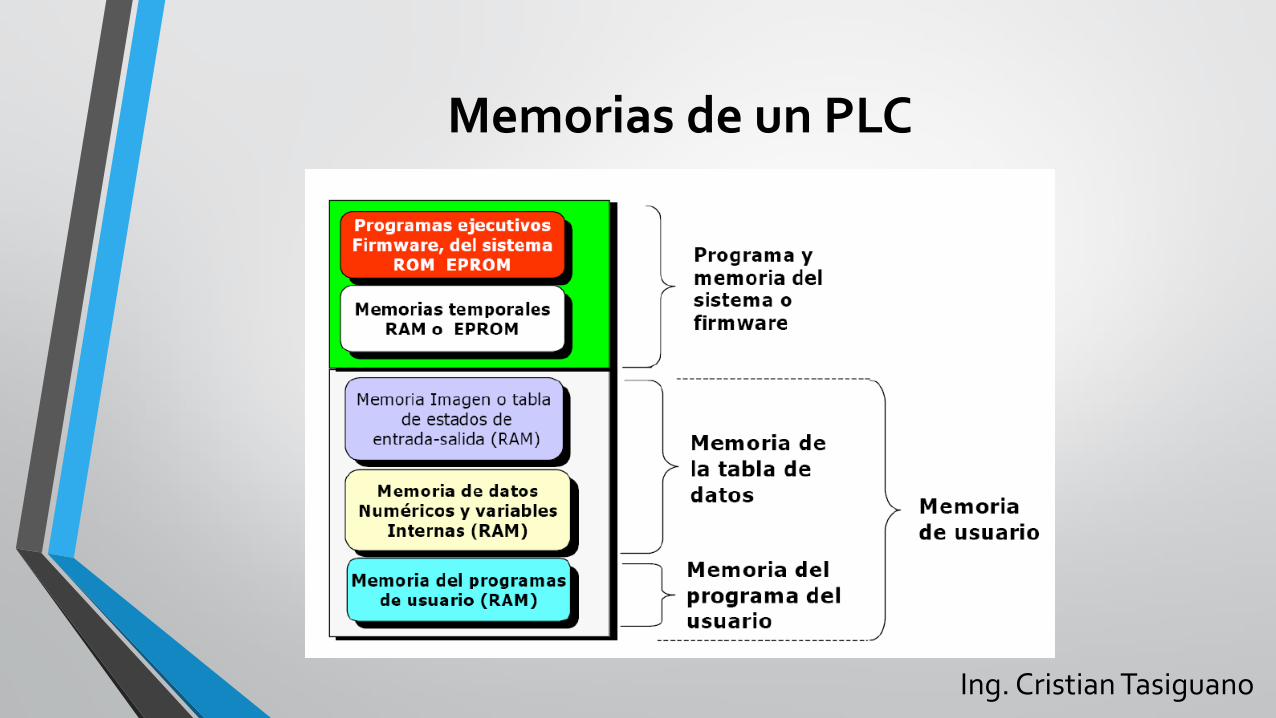
Memorias de un PLC
Ing. Cristian Tasiguano
Memorias de un PLC
Ing. Cristian Tasiguano
• Random Access Memory (RAM)
• Read Only Memory (ROM)
• Erasable Programmable Read Only Memory (EPROM)
Qué es Software, hardware y firmware?
Firmware
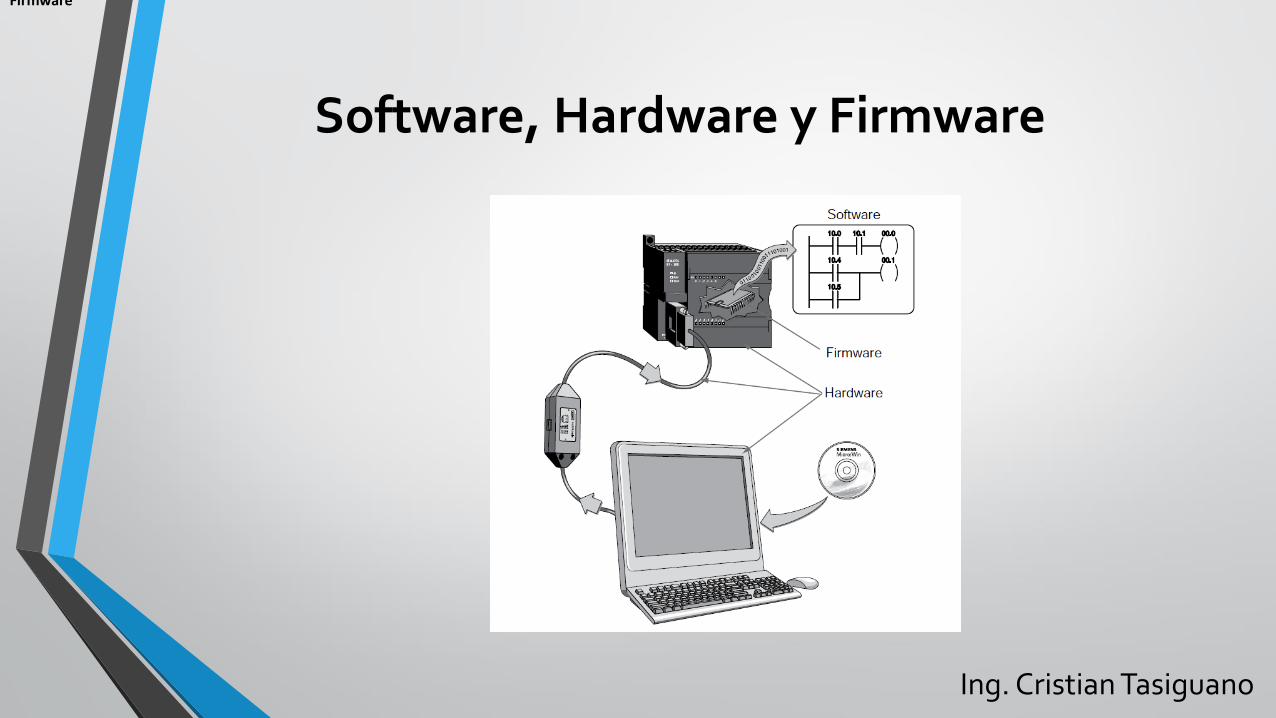
Software, Hardware y Firmware
Ing. Cristian Tasiguano
Firmware
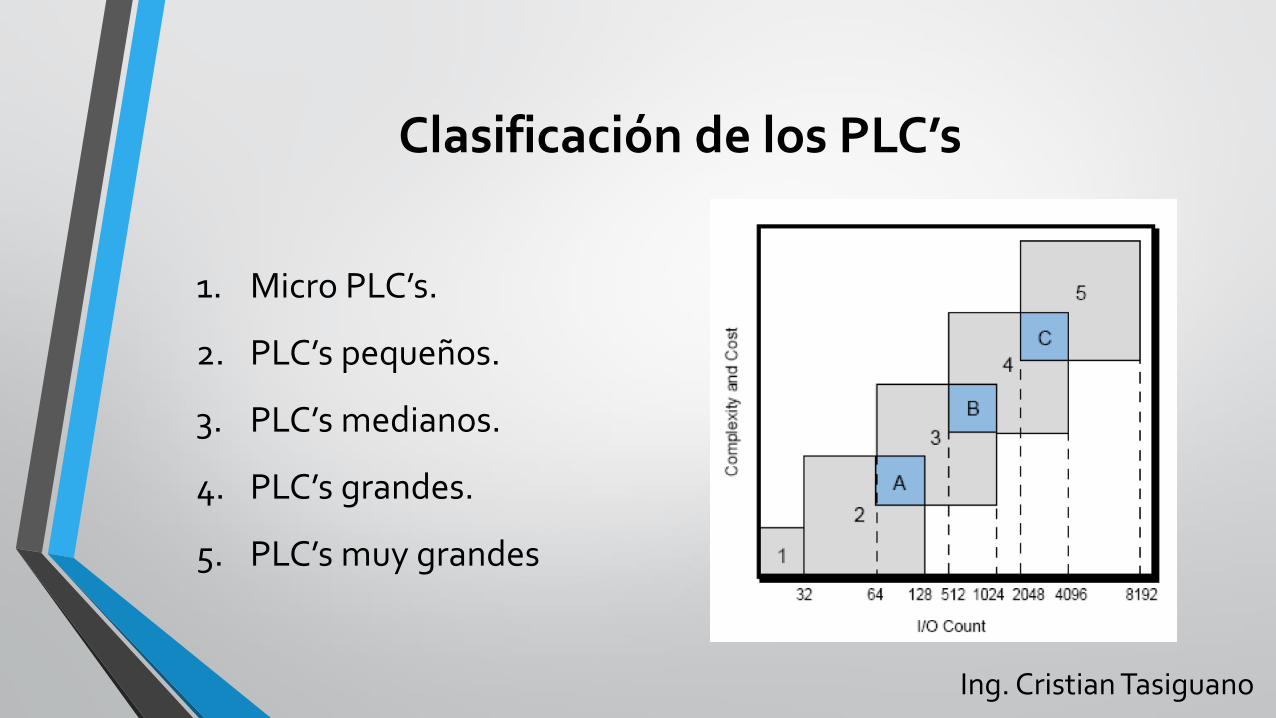
Clasificación de los PLC’s
Ing. Cristian Tasiguano
1. Micro PLC’s.
2. PLC’s pequeños.
3. PLC’s medianos.
4. PLC’s grandes.
5. PLC’s muy grandes
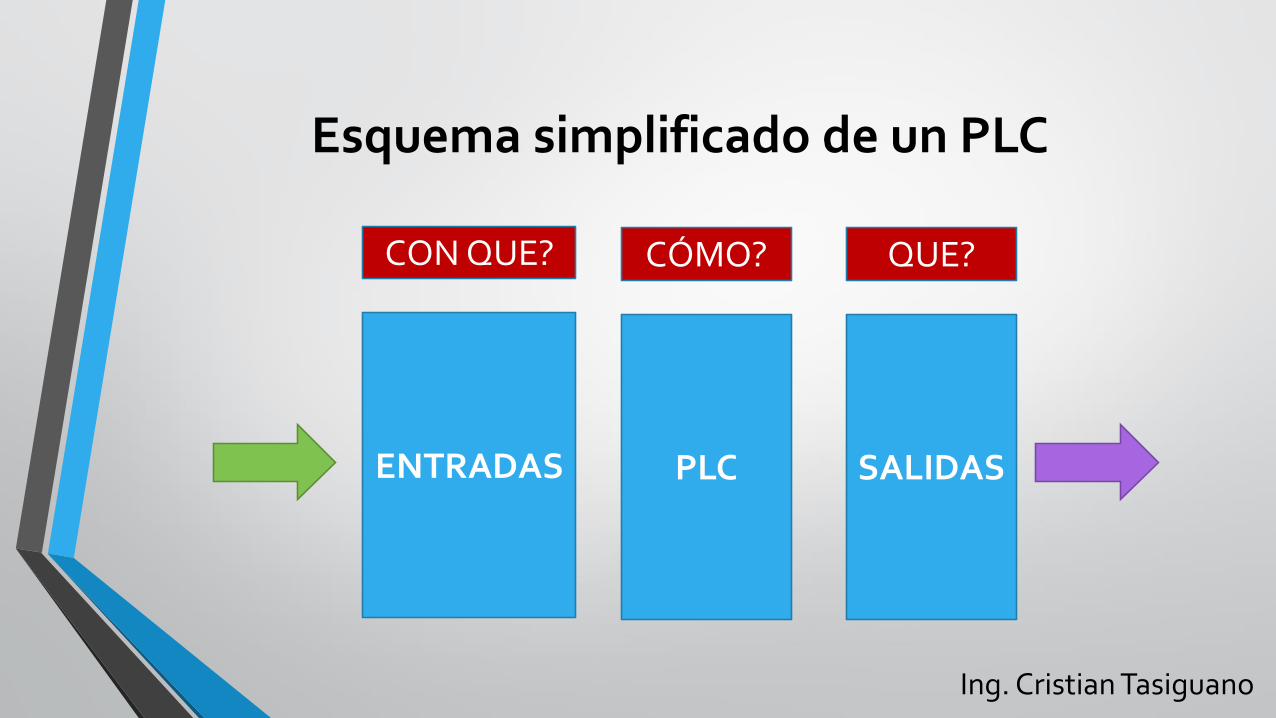
Esquema simplificado de un PLC
Ing. Cristian Tasiguano
ENTRADAS PLC SALIDAS
CÓMO? QUE?CON QUE?


![Comercial _1º Semestre_ - Revisado [RBN]](https://img.pdfslide.tips/doc/110x75/549110d8b47959763e8b51ee/comercial-1o-semestre-revisado-rbn.jpg)