Embed Size (px)
Citation preview

1
Topic: PC blend dyeing method
Prepared by: Anik Deb
Batch: 17th
Senior project report

2
1.0 Introduction:
In textile industry polyester / cotton (P/C) blends have dominant market share having share of 58.45% in worldwide - market. These blends are famous due to their aesthetic value and user friendly performance. Limitations of both fibers are balanced adequately by blending these two fibers making perfect blend. However, the P/C blends posses some challenges to dyer as polyester shows a hydrophobic character while cotton shows a hydrophilic character making it inevitable to dye them with chemically different class of dyes. According to BTMA (Bangladesh textile mills association) Bangladesh have more than 236 Dyeing industries.(http://www.btmadhaka.com/)Cotton fabrics are known to be more comfortable than the polyester fabrics. Commercially polyester/cotton blended fabrics are dyed by two-bath or one-bath two-step dyeing method employing suitable dyes and chemicals for each fiber (R. J. Beech, Fibre-Reactive Dyes, Logos Press, London, UK, 1970).The step of dyeing PC fabric are followed by two ways which are known as the two bath and one bath.Two bath dyeing methods are relatively long and compli-cated. The one-bath two-step dyeing procedure is shorter as compared to two-bath method, but the drawbacks are lower dye ability and poor reproducibility1(J. M. Cardamone and J. D. Turner, “Cationic applications for union dyeing wool/cotton blends,”TextileChemistandColorist & American Dyestu Reporter, vol. 32, no. 6,ff pp. 49–53, 2000.) 2( S. D. Kim, J. L. Lee, C. H. Ahn, K. S. Kim, and K. S. Lee, “Dyeing of N/P union fabric with reactive disperse dyes,” Journal of Korean Society of Dyers and Finishers, vol. 16, no. 1, pp. 26–33, 2004.) 3 (S. N. Croft, D. M. Lewis, R. Orita, and T. Sugimoto, “Neutral-fixing reactive dyes for cotton. Part 1—synthesis and application of quaternized S-triazinyl reactive dyes,” Journal of theSocietyofDyersandColourists, vol.108, no.4, pp.195–199, 1992.) There are main reason to used reactive dye to dyeing cotton because the dye contains a reactive group and this reactive group makes covalent bond with the fiber polymer and act as an integral part of fiber. This covalent bond is formed between the dye molecules and the terminal –OH (hydroxyl) group of cellulosic fibers on between the dye molecules and the terminal –NH2 (amino) group of polyamide or wool fibers. One-bath method for dyeing of polyester/cotton blends with reactive & disperse dyes using supercritical carbon dioxide as a solvent at 393 K and 20 MPa was successfully Investigated by shingo et al (M. Shingo, K. Katsushi, H. Toshio, and M. Kenji, “One-bath dyeing of polyester/cotton blends with reactive disperse dyes in supercritical carbon dioxide,” Textile Research Journal, vol. 74, no. 11, pp. 989–994, 2004). Dyeing cotton/polyester blend fabrics with one bath dyes would reduce the use of expensive machinery, consumption of water, dyes, other chemicals and energy. So it is an attractive idea to the modern dyer.A very recent research work reported by Najafi et al. [H. Najafi, R. Assefipour, M. Hajilari, and H. R. Movahed, “One bath method dyeing of polyester/cotton blend fabric with sulphatoethylsulphonyl disperse/reactive dyes treatment by chitin biopolymer,” African Journal of Biotechnology, vol. 8, no. 6, pp. 1127–1135, 2009] discussed the process of dyeing polyester/cotton fabrics using disperse/reactive dyestuff in one-bath dyeing process after coating the fabric with chitin biopolymer and then dyed with sulphato ethyl sulphonyl disperse/reactive dyes. Reports are available on the use of single solvent assisted dyeing of polyester and
Senior project report

3
polyester/cotton blends 1 (J. W. Davis, “The preparation and dyeing of polyester-cotton fabrics,” Journal of the Society of Dyers and Colourists, vol. 89, no. 3, pp. 77–80, 1973) 2 (A. Bendak and W. M. Raslan, “Dyeability improvement of polyester pretreated with some alkoxides,” Journal of Applied Polymer Science, vol. 108, no. 1, pp. 7–13, 2008) Daystar Textilfarben GMBH & Co. has patented dyeing of polyester/cotton blends fabrics with disperse and reactive dyes in a one-bath process in alkaline medium using disperse dyes which are stable in alkaline medium (Daystar Textilfarben GMBH & Co, Dyeing Polyester-Cotton Blend Fabrics, World Intellectual Property Organization, Geneva, Switzerland, 2009) The present work was undertaken to establish a new method for dyeing polyester/cotton blends by pretreating the fibre blend using no aqueous azeotropic solvent mixture to get improved dyeing results. The term Azeotrope (Greek) means “to boil unchanged”, that is, the vapour boiling from a liquid has the same composition as the liquid. The composition of the ternary mixture swas fixed by referring to azeotropic data published by Ryland[G. Ryland, “Liquid mixtures of constant boiling point,” Journal of the American Chemical Society, vol. 22, p. 384, 1899.]AndLecat [M. Lecat, La Tension de Vapeur des Melanges de Liquides L’Azeotropisme, Lamartin, Bruxelles, Belgium, 1918.].The polyester/cotton blend of 80:20 composition was treated with two di erent azeotropic solventff mixtures for various durations and their physical, structural, chemical, and dyeing behavior was analyzed.
1.1Significance of the Study: This topic is very important for the people who are involved in the textile industry. This project work will help them to understand about the one bath dyeing process and also help them to understand the cost analysis of textile industry.
1.2 Objective: By doing this project I have understood the one bath blend dyeing process. We know our economy is very much dependent on textile industry and textile is one of the largest industries in our country so I think it will change business strategies which will helps us to implement in future. Moreover, by doing this project I will understand the basic difference between two bath and one bath dyeing process. And it will also help me to understand the buyer’s psychology.
1.3 Methodology: By taking help of the primary data I will make this research project more effective. I will collect data from various types of journal and also from different textile manufacturers. And it will help me to understand about the demand and supply of the blend fabric. Moreover, I did primary research which was consisted by the opinions of different employees and researcher who is working in that sector.
1.4 Limitations of the Study: There are some limitations of the study. Time constraint is a big factor here. Because it takes lot of time to make the project more effective and suitable for everyone. Moreover, data availability is another big issue here because company does not want to disclose all the confidential information about their production and also blend dyeing process is not available in Bangladesh.
Senior project report

4
2.0 Literature Review
2.1 Cotton fiber:
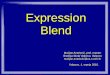
A cotton fibre consists of a cuticle, primary wall, secondary wall and a lumen. Cotton fiber has natural twist along the entire length of the fiber called convolutions. The convolutions and kidney shape cross section of the cotton fiber enable it to make only random contact with the skin. This type of contact is more compatible with the human skin physiology and therefore more comfortable. Long fibers have about 300 convolutions per inch and short fibers have 200 or less. Cotton fiber is a cellulosic fiber, which is actually the most pure natural form of cellulose. Cotton fiber is about 94% of cellulose. The rest of the materials are protein, peptic substances, ash, fat and wax, organic acid, sugar etc which are primarily located in the primary wall and some in the lumen. Cotton contains carbon, hydrogen and oxygen with reactive hydroxyl groups. Cotton may have as many as 10,000 glucose monomers per molecule.
It is very long, linear polymer about 5000 nm in length and 0.8 nm thick. The most important chemical group on the cotton polymer are hydroxyl groups (-OH) groups and methyl groups (-CH2OH). Cotton is a crystalline fiber. Its polymer system is about 65-70% crystalline and about 30-35% amorphous. Different properties of cotton fiber which make it useful in many situations or purpose such as capacity to absorb moisture, high strength, high absorbency, good conductivity of heat, luster appearance. Other properties are-
The diameter of cotton fiber is 16-20 micron. The tenacity of cotton fiber is 3-4.9 gm/denier at dry condition and 3.6-6.0 gm/denier at
wet condition. The color of the cotton fiber is generally white, grey and cream. The elongation of cotton fiber is good. The breaking elongation is about 8-10%. The moisture regain percentage of cotton is 8.5%.
Senior project report
Figure 2.1: Micro structure of cotton fiber

5
Cotton fibers are resistant to alkalis but it weakened and destroyed by the acids. Cotton fiber is relatively easy to dye and print.
2.2Cotton Fabric: Cotton fabric which is made from cotton fiber and used as comfortable, durable and suitable in any weather. Cotton fabric is used as a wide range of wearing apparels, blouses, T-shirts, polo shirts, dresses, children’s wear, sportswear, swimwear, suits, jackets, skirts, trousers, sweaters and hosiery. Moreover, cotton fabric are immensely used as home fashion such as curtains, draperies, bedspreads, sheets, towels, table cloths, table mats, napkins etc.
2.3 Polyester Fiber: Polyester is a man-made polymer material. Polyester was first introduced as a groups of polymers in W.H. Characters laboratory, who led by the DuPont company in America during the 1920s and 1930s to develop synthetic fiber. A group of British scientist took up Carothers, work in 1939. In 1941 they created the first usable polyester fiber called Terylene. Another polyester fiber is produced which called Dacron in 1952. In 1959 another polyester fibre called Kodel was developed by Eastman Chemical Products. Polyester has hydrocarbon back bones characterized by the presence of carboxyl ate ester groups distributed either regularly along the main polymer chain. The fibre forming polyester may be obtained from dicarboxylic acids with diols, hydroxyl acid. Commercially, aromatic polyester is applied using ethylene glycol (EG) and dimethyl terephthalete (DMT), or ethylene glycol and terepthalic acid (TPA) to produce polyethylene terepthalete (PET). Before 1970, polyester was exclusively produced on a commercial scale from ethylene glycol and dimethyl terephthalate. After 1970, Mobil Co. and Amoco Co. Polyester fibre is a manufactured fibre in which the fibre forming substance is a long chain synthetic polymer composed at least 85% by weight of an ester of a substituted aromatic carboxylic acid, including but not restricted to substituted terephthalic units, p(-R-O-CO-C6H4-CO-O-)X and para substituted hydroxi-benzoate units, p(-R-O-CO-C6H4-O-)X. The para substituted hydroxy benzoate units in PET are ethylene groups (CH2-CH2). The most widely used polyester fibre is made from the linear polymer poly (ethylene terephthalate), and this polyester class is generally referred to simply as PET.
Polyethylene terephthalate (PET) is a condensation polymer and is industrially produced by either terephthalic acid or dimethyl terephthalate with ethylene glycol. Other polyester fibres of interest to the nonwovens field include:
Terephthalic Acid (TPA), produced directly from p-xylene with bromide –controlled oxidation.
Senior project report

6
Dimethyl Terephthalate (DMT), made in the early stages by esterification of terephthalic acid. However a different process involving two oxidation and esterification stages now accounts for most DMT.
Ethylene Glycol (EG) initially generated as an intermediate product by oxidation of ethylene. Further ethylene glycol is obtained by reaction of ethylene oxide with water.
2.4 Characteristics of Polyester Fiber: Polyester fibers are extremely strong. Polyester is very durable resistant to most chemicals, stretching and shrinking, wrinkle resistant, and mildew and abrasion resistant. Polyester is hydrophobic in nature. It can be used for insulation by manufacturing hollow fibers. The physical and chemical properties of polyester fibers are:
Polyester fibers have good moisture transport and dry quickly. They can be used where lightness and fineness are primary requirements. Fabrics that composed by 100% polyester or blends with an appropriately high proportion
are very crease resistant and retain shape even when affected by moisture. Polyester fibers are very well suited to blend with different naturals fibers. High tenacity ensures above average wear qualities. The average fineness of polyester is about 0.5-1.5 denier. The tenacity of polyester at dry condition is 3.5-7.0 and in wet condition 3.5-7.0. The moisture regain percentage is very minimum that is 0.4. The percentage of elongation at break in dry condition is 15-45 and wet condition is 15-
45. The specific gravity is 1.36-1.41. The melting point is about 260-270. Resistance to weathering well. Polyester is damaged by concentrated alkali. Resistance to most of the chemicals.
2.5 Polyester Fabric: Polyester is a very popular synthetic fabric. All polyester fabric is made primarily from petroleum. The polymerization or chain reaction involving ethylene creates polyester, which was patented in 1941, is widely available and is relatively inexpensive. Polyester fabric that is made from petroleum bi-products. It is very durable and easy to care for and is usually manufactured in a variety of weights and textures. It is used for to take clothing, industrial fabric and home furnishings. Knit fabrics such as jersey are what T-shirt and sweatshirts are made by polyester. They are able to stretch and are available in medium and light weights. The nice thing about knit fabrics with polyester is that they can move easily, which makes them great for used in sports uniforms. Another plus is that it won’t shrink as much as garment made out of 100% natural fibres, which lengthens the life of the fabric. There are all kinds of woven fabrics that can be made with polyester but some of the most common ones are denim, shirting, twill and basket weave fabrics. These are fabrics that do not stretch, unless pulled on the bias (Diagonally across the weave). Twills and denim can be especially sturdy when the fibre content including polyester. In fact, jeans are often made with a poly cotton fabric in order to give a fabric more sheen or even a metallic look, while making a strong and more
Senior project report

7
flexible. Shirts with label boasting “wrinkle free” are more likely to contain polyester because it keeps the fabrics light without creasing or wrinkling as easily as 100 percent cotton shirts. Basket weave fabric has a texture that is popular for table cloths and tear resistant, close structured, flame retardant and UV protected. Polyester fabrics are used in banners, pennants, small, table and glossy flags, complex images, table cloths, 3D effects and also in umbrella.
2.6 Polyester Cotton Blended Fabric: Polyester cotton is a blended fabric made of both the artificial polyester and the natural cotton. The blend is perfect for clothing as it brings both benefits of the two fabrics together. The fabric thus remains lightness and coolness of the cotton and polyester gives the strength and durability. This blend is usually comfortable by combining the natural effects of cotton for softness and moisture adsorption with the no iron crispness of polyester. The most common polyester cotton blend is found 65% polyester and 35% cotton, 80% cotton and 20% polyester etc. Individually polyester and cotton has some drawbacks. Cotton fibers are expensive, wrinkles easily, they shrink, burn easily and not resilient. They have a tendency to absorb water. Polyester fibers are hard, low elasticity, non absorbent and tendency to pilling. When cotton and polyester fibers are blended and made polyester cotton blended fabric, it removes this problem and gives many improve feature to the blended fabric. Polyester cotton blended fabric only shrinks slightly in comparing to a garments or fabric that is made of 100% cotton. Moreover, the combination of polyester cotton blended fabrics is less costly.
2.7 Dyeing of Polyester Cotton Blended Fabric: An advantage of incorporating polyester in cotton from dyer’s point of view is that it can withstand relatively severe preparation necessary for cotton before dyeing. On polyester cotton dyeing, the degree of staining is less, prolonged boiling favors migration of disperse dyes to polyester without severe attack on cellulose and the stain can be removed by reduction cleaning. Reactive dyes give negligible staining on polyester. Several possible batches wise dyeing methods for polyester cotton are based on the use of disperse dyes and various classes of dye for cotton fibers, depending on the requirements of the hue, depth and fastness of the shades and cost consideration. B class disperse dyes may be used for low cost one bath process based on carrier dyeing with direct or sulphur dyes for the cotton fibers. Disperse and direct dyes can be applied in a cheap, simple, one bath process but fastness is inadequate. Medium to full depths can be obtained with disperse and vat dyes in one bath two stage sequence, but instability of vat dyes at high temperature may create a problem In economical dyeing process may also be used with disperse and reactive dyes for bright and fast shade and optimum fastness. Many of the hot brand reactive dyes are sufficiently stable to withstand the conditions of high temperature dyeing and they can be dyeing one bath two step dyeing sequence. Carrier method is not recommended as the carriers have restraining action on the exhaustion and fixation of the reactive dyes. The cold brand reactive dyes may be applied with disperses dyes separately by pad batch method before dyeing polyester component.
Senior project report

8
3.0 Blending:
Blending is the combining of different fibers together intimately to achieve a desired product characteristic. Blends can influence coloring, strength, softness, absorbency, ease of washing, resistance to wrinkling, ease of spinning, cost, etc.
Fiber blending
3.1 Advantages of Blending:
When two different types of fibers are blended, the properties of these two different fibers are synergized. For instance, in the blend of cotton and polyester, cotton provides the absorbency and polyester provides the strength.
Blending is done to produce a fabric, which is economical by combining the aesthetic comfort properties of the natural fibers with the easy care and strength properties of synthetic fibers.
Blending also helps to provide the fabric’s light weight with all desirable characteristics Improving spinning, weaving and finishing efficiency and the uniformity of product.
3.2 Methods of Blending: Blending can be done at the opening stage, drawing etc.
1. In the initial opening stage of the blow room operation, the fibers are spread one on top of the other and fed into the blending feeder.
2. The blending can also be done in the carding stage.3. Similarly the blending can be done at drawing or roving stage.4. A filament yarn blended contains yarns of different deniers (denier is the yarn numbering
system used for filament yarns) blended together.
Senior project report

9
3.3 Blends fabrics:Blended fabrics are created when two or more different kinds of fibers are mixed together to create a new fabric with unique properties. Throughout history, blended fabrics have been developed to cater to specific needs, combining the attributes of different fibers to achieve a desired outcome. Polyester and cotton, which combines the properties of natural and synthetic fibers, is one of the most common blended fabrics. Natural fibers are sourced from plants and animals and require only manual separation and recombining for the fibers to be useable. Synthetics are scientifically developed from chemicals such as petroleum and require heavy processing to create the fibers. Cotton is breathable, light and soft, making it very comfortable to wear as clothing against the skin. However it can also wrinkle or shrink when washed. Polyester is strong, doesn't wrinkle or shrink and holds colors well. However, it doesn't breathe and can be uncomfortable and smelly to wear. Blending these two fabrics creates a material that is comfortable, resistant to wrinkles and holds its shape and color well. Polyester and cotton has been a popular choice for business shirts as it is comfortable to wear each day but is easy to care for and lasts a long time.
Other popular blended fabrics include:
Elastane (spandex) and cotton: A natural mix for sport clothing as elastane is stretchy and durable while cotton lets your skin breathe and controls odors. Also good for skinny jeans.
Wool and polyester: This is a great blend for winter coats and jerseys as the wool is warm and breathable even when wet. The polyester adds strength and keeps the shape of the garment.
Linen and silk: Linen creases easily while silk doesn't. By adding silk to linen, a garment won't crease as readily and will drape better.
Cotton, polyester, and viscose: The benefits of polyester/cotton but with the added silkiness and drape of viscose. Viscose is classed as a semi-synthetic in that it comes from a natural source (bamboo) but requires hard processing to develop the fibers from pulp.
Senior project report

10
4.0 Materials and Method:
4.1 Diagram of Methodology: In order to dyeing of polyester cotton blended fabric in the one bath dyeing process and comparing the result with the conventional process same fabric were dyed both one bath and two bath method. During dyeing both samples are taken and the properties of the both samples were measured.
4.2 Reactive Dye: The molecular structures of reactive dyes resemble those of acid and simple direct cotton dyes, but with an added reactive group. Typical structures include the azo (a), anthraquinone (b), triphenodioxazine. The key structural features of a reactive dye are the chromophoric system, the sulphonate groups for water solubility, the reactive group, and the bridging group that attaches the reactive group either directly to the chromophore or to some other part of the dye molecule. The chromophoric system consist of azo, quinoid carbonyl, nitroso, nitro-group, carbonyl, vinyl group (-N=N-, C=O, -NO, -NO2, >C=O, -C=C-) etc unsaturated group. Each of these structural features can influence the dyeing and fastness properties. Most commercial ranges of reactive dyes have a complete gamut of colors, many of which are particularly bright. Reactive dyes often have quite simple structures that can be synthesised with a minimum of colored isomers and bi products that tend to dull the shade of the
Senior project report

11
more complex polyazo direct dyes. Some colors are difficult to obtain with simple chromophores. Dark blue and navy reactive dyes are often rather dull copper complexes of azo dyes and the production of bright green reactive dyes remains a problem.
In this reaction (a) is the nucleophilic substitution reactions of reactive with cellulose and (b) is nucleophilic addition reaction of reactive dye with cellulose.
A wide range of possible fibre-reactive groups has been examined and evaluated by the dyestuff manufacturers. The final choices for commercial dyes are limited by a number of constraints. The reactive group must exhibit adequate reactivity towards cotton, but be of lower reactivity towards water that can deactivate it by hydrolysis. The hydrolysis of the dye’s reactive group is similar to its reaction with cellulose but involves a hydroxyl ion in water rather than a cellulosate ion in the fibre. In addition, the dye–fibre bond, once formed, should have adequate stability to withstand repeated washing. Other factors involved are the ease of manufacture, the dye stability during storage and the cost of the final reactive dye.
4.3 Disperse Dye: The majority of disperse dyes are low molecular weight, non-ionic mono-azo and anthraquinone derivatives. Polar substituent is usually present in the dye molecule so that the dye has the slight solubility in water required for dyeing. Hydroxyethylamino groups (NH-CH2-CH2-OH) are typical of such substituent. The interaction of such polar groups with the water, by dipole interactions and hydrogen bonds, is crucial for water solubility. Dipole forces and hydrogen bonds, as well as dispersion forces, also bind the dye molecules to polar groups in the fibers.
Senior project report

12
Some typical disperse dye structures
There are many thousands of azo disperse dye structures because of the numerous substitution patterns possible in the diverse diazonium ion and coupling components. Colors that are less typical of simple azo compounds, such as greenish-yellow and blue are also possible using more specialized components. These may have heterocyclic units or cyano substituent. There is also a limited number of other chromophores providing disperse dyes with particular properties. Anthraquinone disperse dyes are usually 1-hydroxy or 1-amino derivatives. These have bright colors ranging from red through to blue. Simple anthraquinone dyes have low molar absorptivities compared to azo compounds and therefore give dyeings of lower color yield. Apart from a few bright pinks and blues, anthraquinone disperse dyes are gradually being replaced. In their manufacture, the production of the required intermediate chemicals, and of the dyes themselves, often involves complex reactions under pressure. The reaction equipment is more sophisticated than that used for the simpler azo coupling reaction. In addition, anthraquinone-1-sulphonic acids are key intermediates and the sulphonation reactions for their preparation use a mercuric ion catalyst. The environmental threat of mercury in the chemical plant effluent has led to increasingly stringent regulations for its containment and therefore increased production costs. There are no true green or black disperse dyes. Dyes with both red and blue light absorption bands for greens, or with several overlapping absorption bands for blacks, are difficult to prepare. A major constraint for disperse dye structures is the relatively low molecular weight that the dye must have to be slightly water-soluble and to be able penetrate into hydrophobic synthetic fibres. A combination of blue and yellow dyes gives green dyeing. Blacks require an after treatment of the dyeing involving diazotization of the absorbed dye containing a free primary amino group followed by reaction with a coupling component. Black disperse dyes may also be mixtures of dull orange, rubine and navy dyes. Many disperse dyes are mixtures generated by the reactions used in their synthesis. Techniques such as thin layer chromatography are useful for establishing the number of components.
Senior project report

13
4.4 Calculation for Amount of Dyes and Chemicals:
Laboratory Process: During the lab dip, little amount of dyes and other chemicals were required. For this reason stock solution is prepared. Stock solution ensured accurate amount of dyes and chemicals for a process which can be measured by following formula.
Required chemicals =
Required dyes =
Bulk Production:
Amount of Chemicals = Total liquor × Recipe rate
Amount of Dyes = Fabric weight × Shade%
Recipe for laboratory process: Shade = 1%
Fabric weight = 10 gm. M: L = 1:20.
Dispersing agent: 0.8 gm/l.
Sequestering agent: 0.5 gm/l.
Wetting agent: 0.5 gm/l.
Leveling agent: 0.2 gm/l.
Soda ash (Na2CO3): 2 gm/l.
Salt: 1gm/l.
Detergent: 0.3 gm/l.
Acetic acid: 0.1 gm/l.
Recipe calculation:
Senior project report
Shade% × fabric weight
Stock Solution %
Here 1000 is mention 1000 cc/ml =1 litter.

14
Here the sample is PC blend fabric where polyester is 65% and cotton is 35%. So here we used reactive dye for cotton and disperse dye for polyester. Total amount of dyes calculation is given below:
Polyester portion for 10 gm sample is = 6.5 gm.
Cotton portion for 10 gm sample is = 3.5 gm.
Reactive dye required = Shade% × fabric weight
Stock Solution %
1% × 3.5 gm (1% stock)
1%
= 3.5 ml.
Disperse dye required = Shade% × fabric weight
Stock Solution %
1% × 6.5 gm
1%
= 6.5 ml.
Chemical calculation:
Required chemicals =
Total liquor: (10 × 20) = 200 ml.
1. Dispersing agent: 0.8 × 200/ 1000 × 1%
= 16 ml.
2. Sequestering agent: 0.5 × 200/ 1000× 1%
Senior project report

15
= 10 ml.
3. Wetting agent: 0.5 × 200/ 1000 × 1%
= 10 ml.
4. Leveling agent: 0.2 × 200/ 1000 × 1%
= 4 ml.
5. Soda ash: 2 × 200/ 1000 × 1%
= 40 ml.
6. Salt: 1 × 200/ 1000 × 1%
= 20 ml.
Total solution: (3.5+6.5+16+10+10+4+40+20)
= 110 ml.
So, water required: (200 – 110) = 90 ml.
PH controller:
Acetic acid: 0.1 × 200/ 1000 × 1%
= 2 ml.
After treatment chemical:
Detergent: 0.3 × 200/ 1000 × 1%
= 6 ml
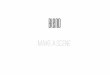
4.5 Dyeing Procedure:
1. Set the dye bath with substrate at room temperature and add dispersing agent, leveling agent, Wetting agent, acetic acid and other auxiliaries, then run the dye bath for 5-10 minutes. 2. Add both dyes and raise the temperature 90- 130 at the rate of 1-2° C/min for 50 to 60 minute.3. Lower down the bath temperature to 80°c and add glauber Salt or sodium chloride and Soda ash. Run the bath for one hour at the same temperature. 4. Lower down the bath temperature to 70 – 80°c and rinsing with cold water.5. Drip the dye bath and carry on the after treatment process.
Senior project report

16
After Treatment Process:1. Treat the fabric with suitable fixing agent for improving the wet fastness properties of dyed fabric. 2. Detergent wash or soap wash according to recommendation for 15 minutes with 90°C.3. Rinse twice with hot and cold water and then 4. Neutralize with acetic acid. 140°C 60 min
130°C
100°C 15 min
(Salt+ soda) 60 min. 90°C
80°C 1/2°C/min 80°C
Soap wash
50°C
Dyes+chemical Rinsing (cold)
30°C & auxiliaries.
25°C
0°C
30 60 90 120 150 180 210
Time (min)
Fig: dyeing curve
4.6 Fiber and dye-specific properties:
To understand why so much effort is spent on dyeing PC blends despite the problematic cost situation, it is worthwhile looking at some fiber and dye-specific aspects. Reactive dyeing have to be fixed in an alkaline medium usually soda ash alone or in combination with caustic soda are used to set the pH at 9-11.. This greatly reduces the yield of common disperse dyes.
4.7 Sensitivity to reduction: some reactive dyes are extremely sensitive to reducing agents. This sensitivity is found at all steps in the process, especially after application of the dyes. Although some disperse dyes are sensitive to reduction during the dyeing phase, reductive clearing is normally carried out after dyeing as it improves the fastness properties of the dyed substrate.
Senior project report

17
4.8 Fixation conditions:Reactive dyes are water-soluble and are therefore fixed to the cellulosic fiber in a moist medium. In conventional continuous dyeing methods, that means fixation in saturated steam. However, the disperse dyes used for Polyester is fixed by thermo soling, i.e. at temperatures of around 210-220°C. Cellulosic fibers have a tendency to discolor in such conditions As a result of these completely different dyeing requirements, multistep processes using several liquors have been developed for continuous dyeing of PC blends.
4.9 Effect of humidity in dye bath solution:
4.10 Limitations:
1. Due to Limitations in lab accessibility, it was not possible to follow all laboratory trials in production for different shade%.
2. Due to limitations of lab dyeing machine dyes of different brand could not be used. 3. Due to lack of testing machine all the test could not be tested.
From the above discussions we can easily find out that the limitation to get the RFT dyeing is the manual measurement of dyes and chemicals. If we can minimize this problem then we can get the Right First Time dyeing. For increasing RFT efficiency this problem should be minimized.I am trying to find out the solutions of this problem. The solutions are given below-----
Dyed sample for 1% shade:
Senior project report

18
Senior project report

19
5. Physical test for dyed sample:
5.1 Color Fastness to Rubbing :( AATCC)
Sample condition Grey scale result Dry: 4-5(acceptable)
Wet: 4(acceptable)
5.2. Color fastness to washing: ISO 105 CO6 (After wash with multifiber)
The test was occurred by 40°C.
Test description Result
Color change in shade staining in acetate: 4-5
Color change in shade staining in cotton: 4-5
Color change in shade staining in nylon: 4-5
Color change in shade staining in polyester: 4
Color change in shade staining in acrylic: 4-5
Color change in shade staining in wool: 4-5
5.3 Color fastness to light :( AATCC)
Sample Grade
Test no: 1 4
Test no: 2 4
Test no: 3 4
5.4. Color fastness to perspiration :( AATCC)
Sample Grade
Color change in acidic solution: 4
Color change in alkaline solution: 4-5
Senior project report

20
6. One bath dyeing cost analysis for industrial bulk production:
Graphical Representation of Amount of Time
The graph showed that the one bath dyeing method required 1010 min time where as two bath method needed 1100 min. So that the one bath dyeing method saves 90 min. As a result the one bath dyeing method provides the following benefits:
Production will be increase. Labor cost will be decrease. Product can be delivers to the buyer within certain time. So buyer will satisfy to the
company’s authority. Save machine running cost. I.e. electricity, gas, and power cost.
Cost Saves for Extra Time
1KW hour = 1 unit of electricity 1 unit cost =5.5Tk (Approximately) Dyeing machine is 60 KW capacity So it consume 60×1=60 unit per hour Cost =60×5.5 =330Tk/hr
Since one bath dyeing method save 90 (1 hour 30 min) minutes, So it saves 330×1.5= 495Tk (approx.) energy cost. So proposed one bath dyeing method saves 880Tk/1000kg (approx.) with 90 minute time.
Senior project report

21
Conclusion:
P/C blend fabric was successfully dyed by one-bath one-step dyeing process. This process was not cumbersome as other process because here all the existing chemicals were used which has not needed any special requirements. The novelty of undertake study is successful by maintaining the right process with the existing dyes and chemicals as is to give complete shade gamut, which will open up new avenues to dyeing factory owner to cater to the blend dyeing needs of the textile processors. The work is based on the well established process of dyeing however will emerge in readymade dyes as option to dyers to get rid of cumbersome shade matching at their end. Also, this one-bath one-step dyeing process has potential in offering savings in time, energy, water and labor. This process can be able to save approximately Tk.880 per 1000 kg of fabric with 90 minutes time. This research work demonstrates the specific possibility of a commercially acceptable dyeing process for P/C blend using one bath method.
Senior project report

22
Bibliography:
1. Arthur D Broadbent; “Basic principles of Textile Coloration”. Society of Dyers and Colorist (SDC), Bradford, West Yorkshire BDI 2JB, England, 2001
2. Dyeing of polyester/cotton blends by R.B.Chavan Department of textile technology IIT Delhi
3. Chemical processing of textiles-1,NCUTE 4. Textile research journal Nov, 2004. 5. African journal of biotechnology vol.8(6),pp.1127-1135,20March,2009 6. International Scholarly Research Network ISRN Materials Science Volume 2011, Article
ID 907493, 12 pages. 7. Journal of the Textile Association – March-April 2007. 8. Textile research division, National research center Dokki, Cairo, Egypt –Dec-2002 Fibers
and polymers2008, vol 9, No2, 128-133.9. Dr. Engr. Md. Nazirul Islam; “Apparel Fibers”. Mirpur, Dhaka, Bangladesh, 2008. 10. E.P.G. Gohl and L.D. Vilensky; “Textile Science”. New Delhi, India, 1983. 11. Raghavendra R. Hedge, Atul Dahiya and M. G. Kamath; “Nonwoven Fabrics Polyester
Fibers”;www.engr.utk.edu/mse/textiles/polyester%20fiber.htm, 2004, (accessed 20 May 2014) .
12. Vilensky Dahiya, “Polyester Fabrics”; www.thomasnet.com/products/fabrics-27220532-htm, 2003, (accessed 20 May 2014).
13. Missouri;“Project Cotton- Chemical Composition of Cotton Fibers”; www.cotton.missouri.edu/Classroom-Chemical%20Composition.html, 2008, (accessed 21 May 2014).
14. Xiao GAO and Praveen Kumar Jangala; “Polyester Cotton Blended Fabrics”. Chaina, 2004.
15. C. R. Meena, Abhinav Nathany, R. V. Adhivarekar and N. Sekar, One bath dyeing process for PC blend fabric using physical mixture of reactive/disperse dyeing, Department of Dyestuffs, Institute of Chemical Technology, Matunga, Mumbai, 2013.
16. “Maintenance Manager, Alim Knit Tex Limited”; Nayapara, Kashimpur, Gazipur, 2014.
Senior project report

23
Senior project report