Embed Size (px)
DESCRIPTION
第二章 金属切削机床的基本知识. §1 机床的类型与结构. 一、机床的 类型 机床种类很多 , 可以有不同的分类方法; 1. 按加工方式、对象和主要用途 分 车 ( C )床、 钻 ( Z )床、 镗 ( T )床、 磨 ( M )床、 铣 ( X )床、 刨 ( B )插床、 拉 ( L )床、 螺纹 ( S )加工机床、齿轮( Y )加工机床、 锯 ( G )床、 其他 ( Q )机床及 特种加工 机床。. 2. 按加工工件和机床质量 分为: - PowerPoint PPT Presentation
Citation preview
成形工艺基础-切削2 1
第二章 金属切削机床的基本知识第二章 金属切削机床的基本知识
成形工艺基础-切削2 2
§1 §1 机床的类型与结构机床的类型与结构
一、机床的一、机床的类型 机床种类很多 , 可以有不同的分类方法; 1. 按加工方式、对象和主要用途按加工方式、对象和主要用途分 车( C )床、钻( Z )床、镗( T )床、
磨( M )床、铣( X )床、刨( B )插床、拉( L )床、螺纹( S )加工机床、齿轮( Y )加工机床、锯( G )床、其他( Q )机床及特种加工机床。
成形工艺基础-切削2 3
2. 按加工工件和机床质量按加工工件和机床质量分为:
仪表机床、中小机床、大型机床( 10 ~ 30t )、重型机床( 30 ~ 100t )和超重型机床( > 100t) 。
3. 按适用范围分:
通用机床、专门机床和专用机床。
4. 按加工精度分:
普通精度级、精密和高精度机床
成形工艺基础-切削2 4
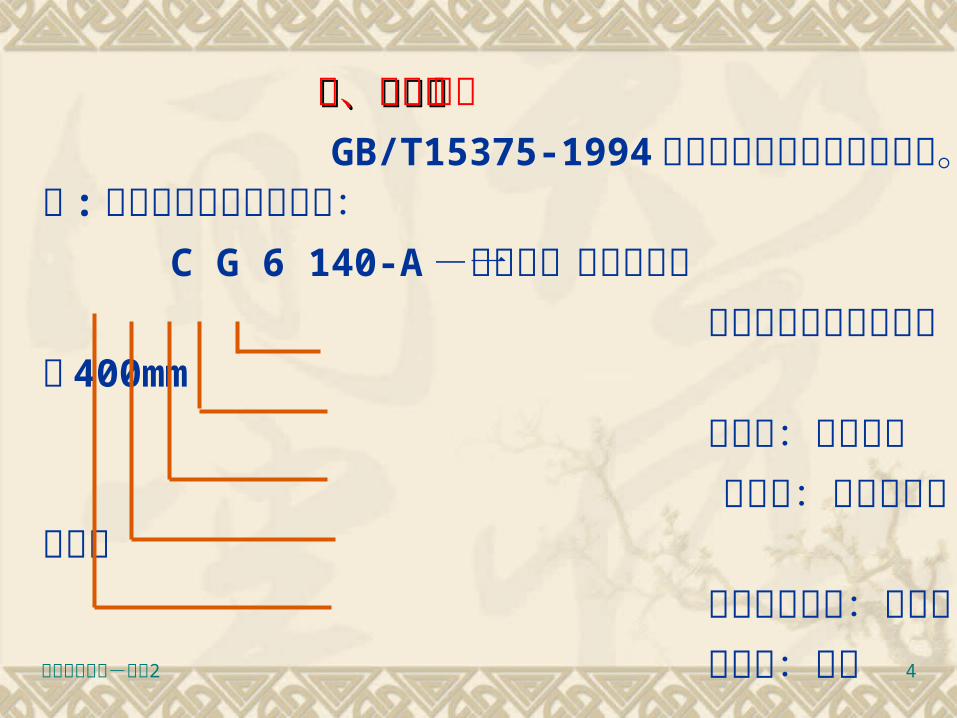
二、机床的二、机床的编号 GB/T15375-1994 规定了机床型号的编制
方法。如 : 普通车床型号举例如下: C G 6 140-A -表示第一次重大改进 主参数加工工件回转直径 400mm 系代号:卧式车床 组代号:落地及卧式车床组 通用特性代号:高精度 类代号:车床
成形工艺基础-切削2 5
企业中正在使用的车床型号 , 如 C616 , CA6140 等是按 1959 年“ GB” 或 1985 年以前机械工业部“部标”规定编制的;
在新 GB 中还规定允许使用“厂标”表示,如: CX5112A/WFCX5112A/WF ,为瓦房店瓦房店机床厂生产的最大
车削直径为 1250mm ,经第一次重大改进的数显单柱立式车床。
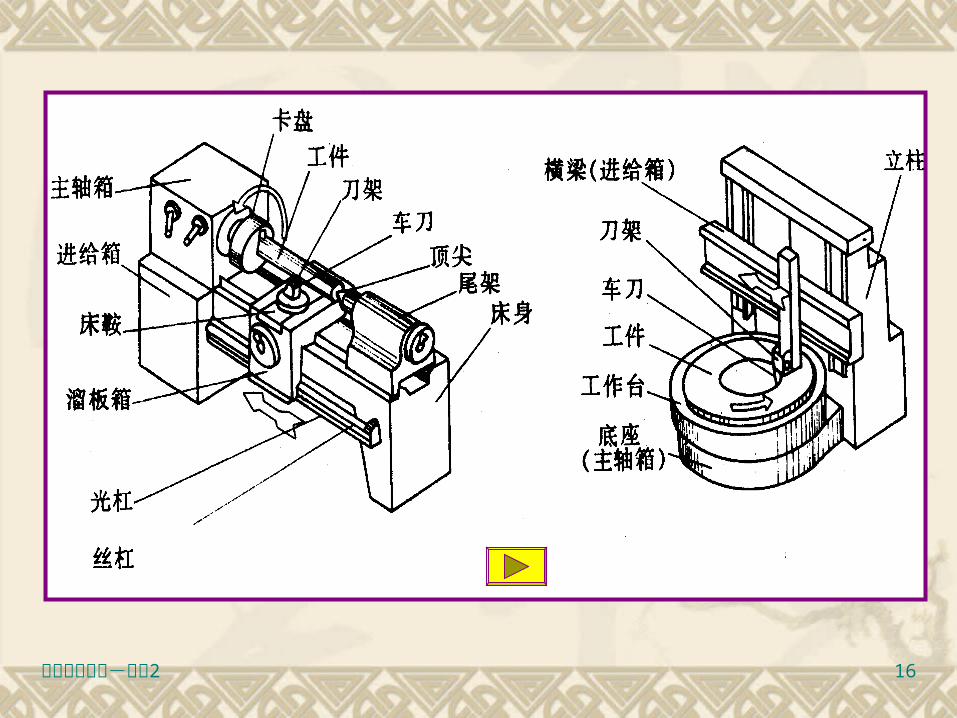
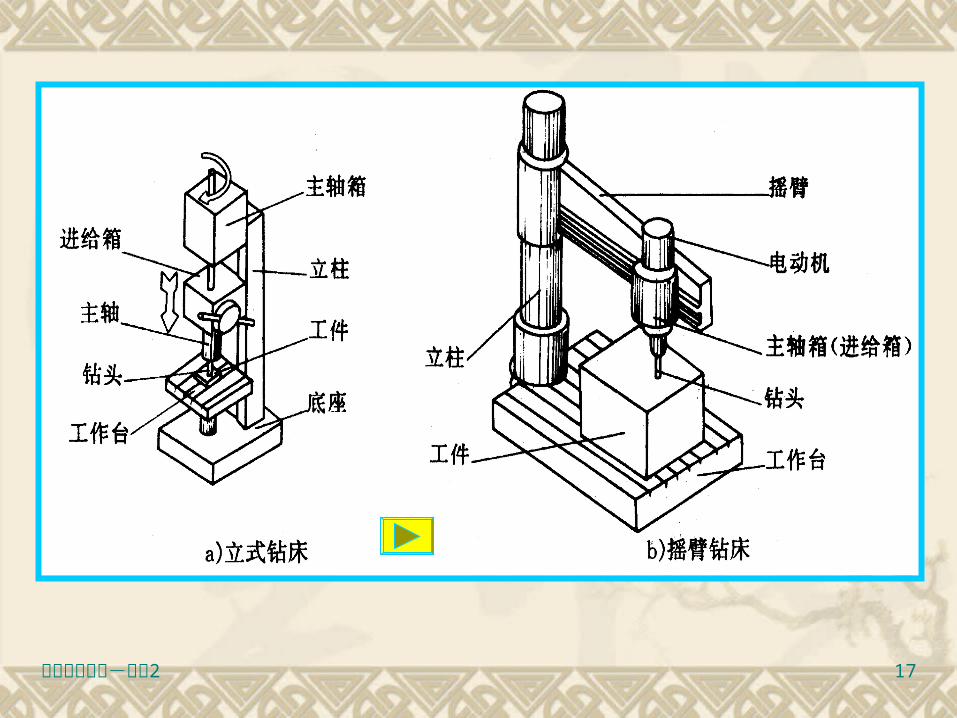
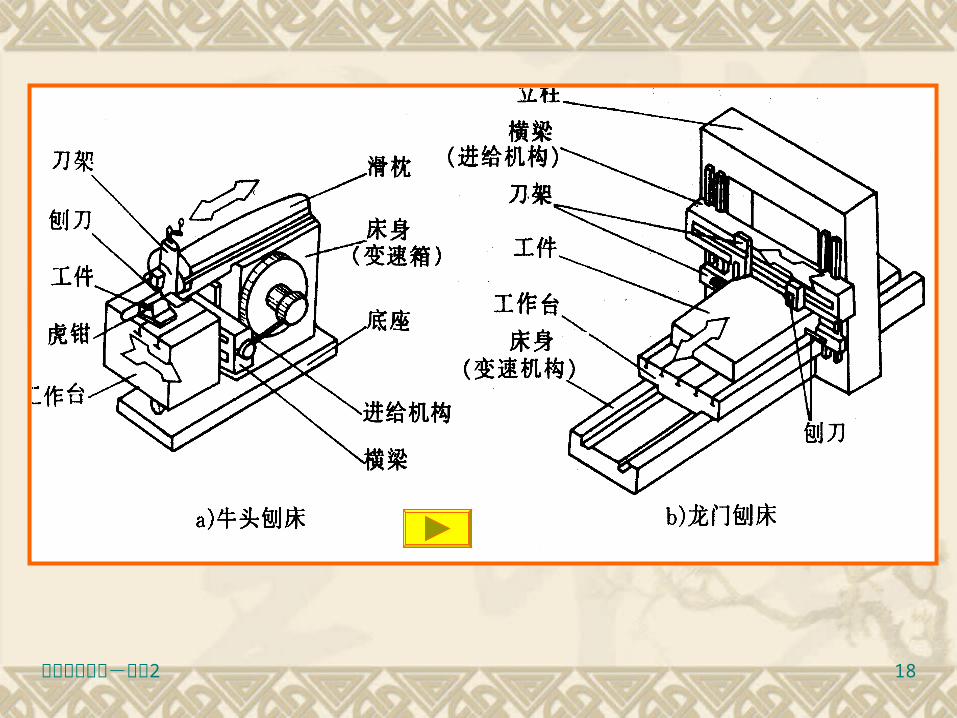
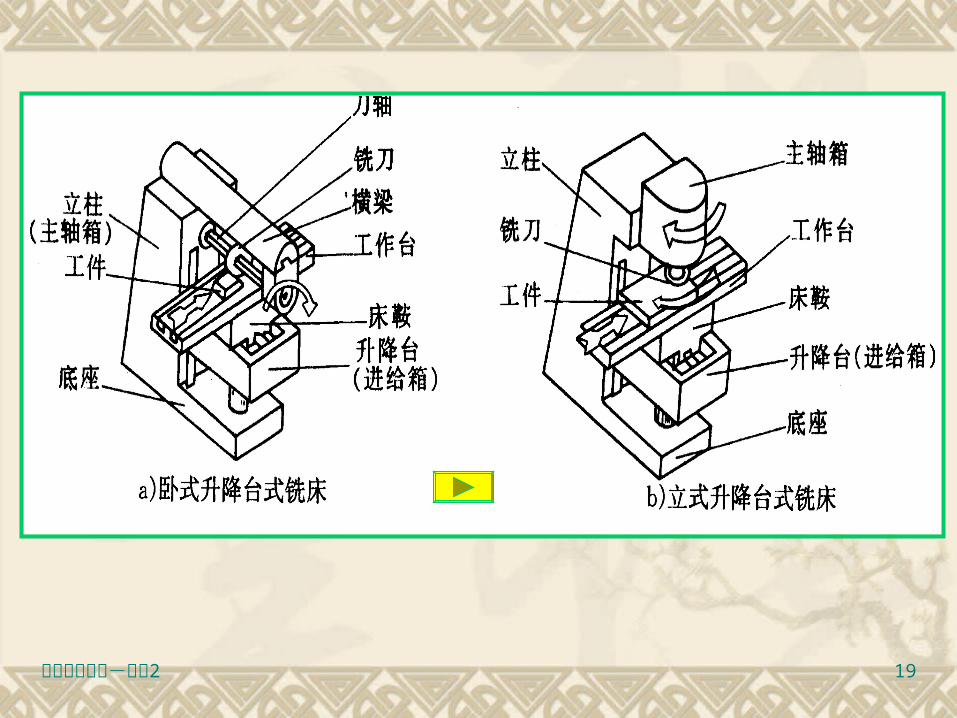
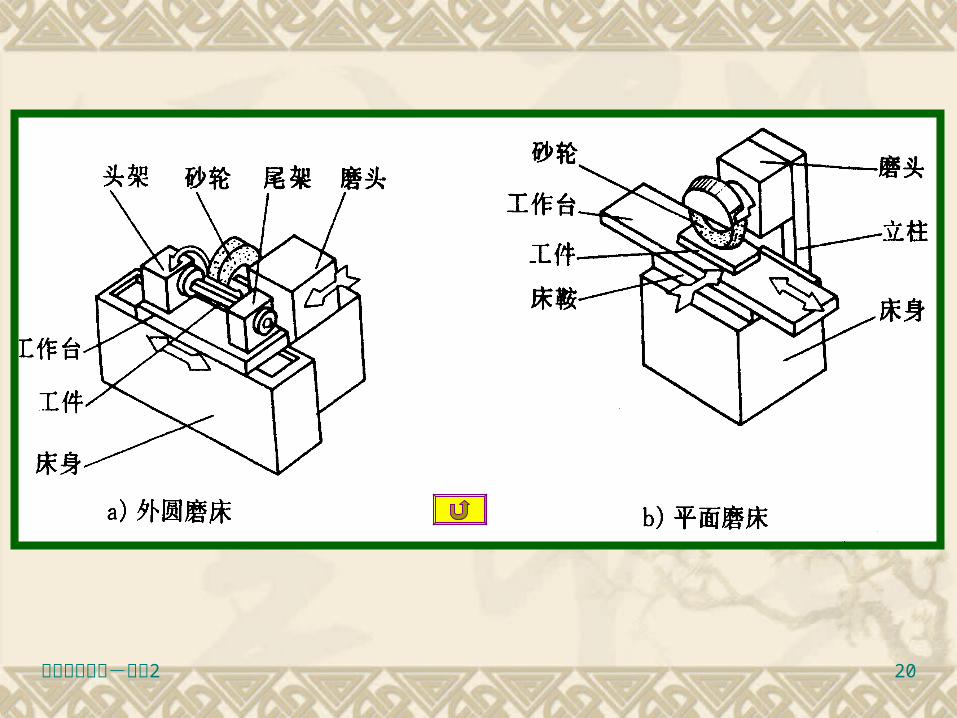
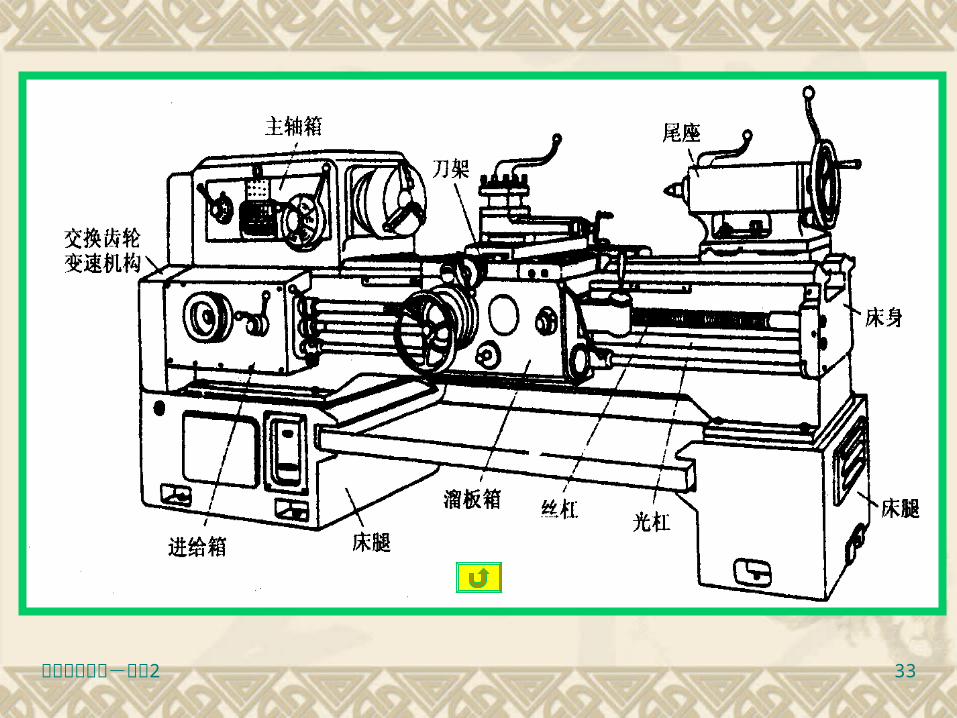
三、常见机床的基本构造 机床主要组成部分:
成形工艺基础-切削2 6
§2 §2 机床的传动机床的传动
主传动部件 : 如主轴箱 , 变速箱 , 磨床磨头等。
进给传动部件 : 进给机构 , 磨床液压传动机构。
工件安装装置 : 如车床的卡盘 , 尾座 , 工作台。
刀具安装装置 : 如刀架,刀轴,砂轮轴等。
支承件和动力源 : 如电动机。
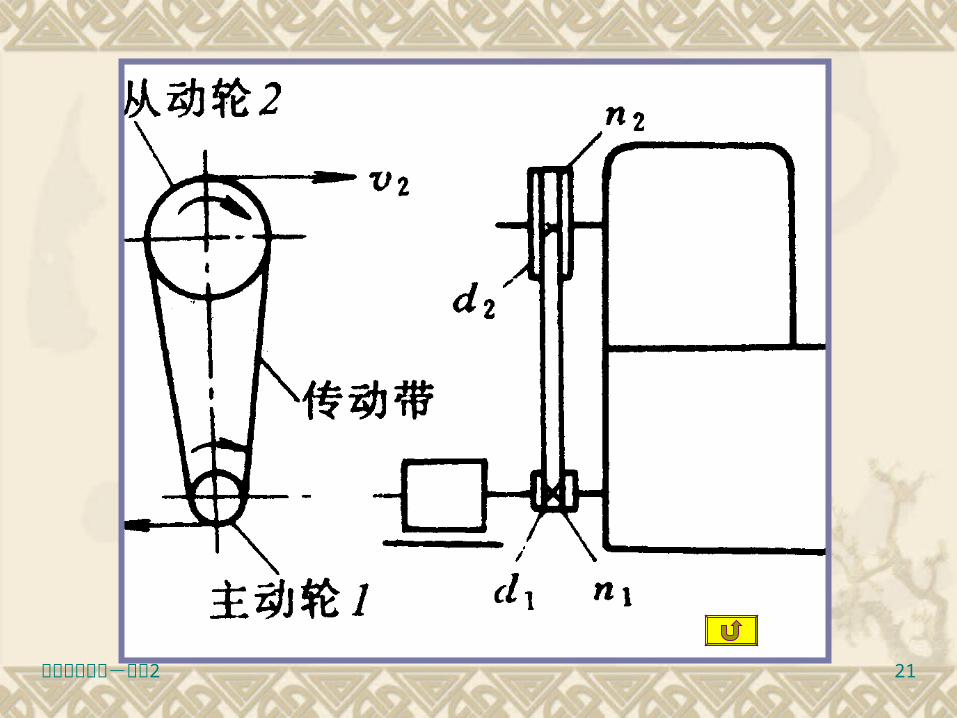
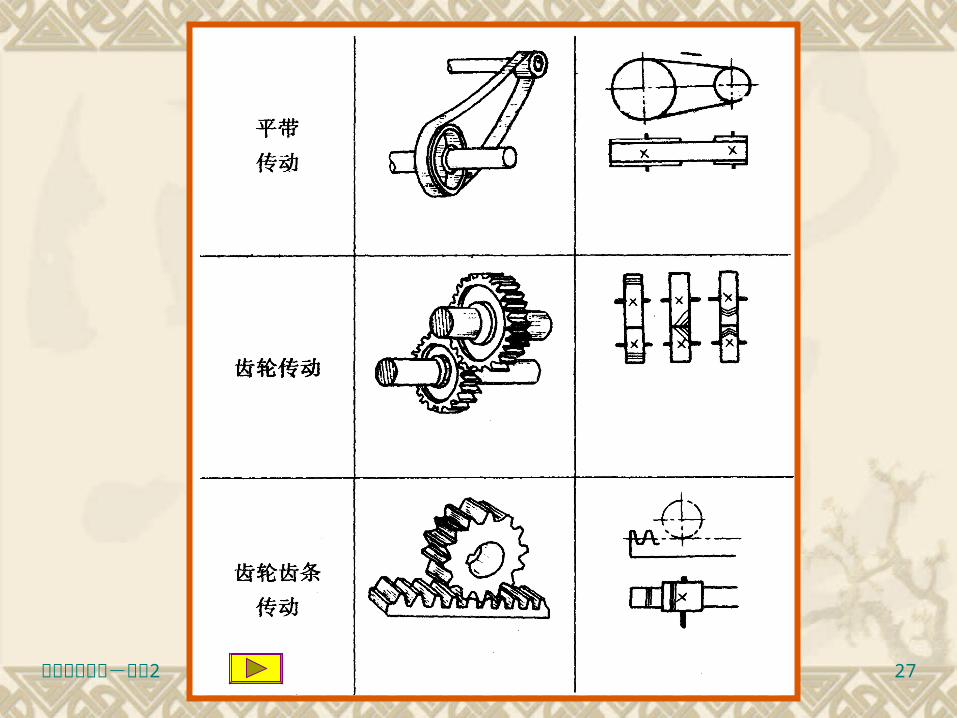
一、机床的机械传动 1.1. 带传动;传动;
成形工艺基础-切削2 7
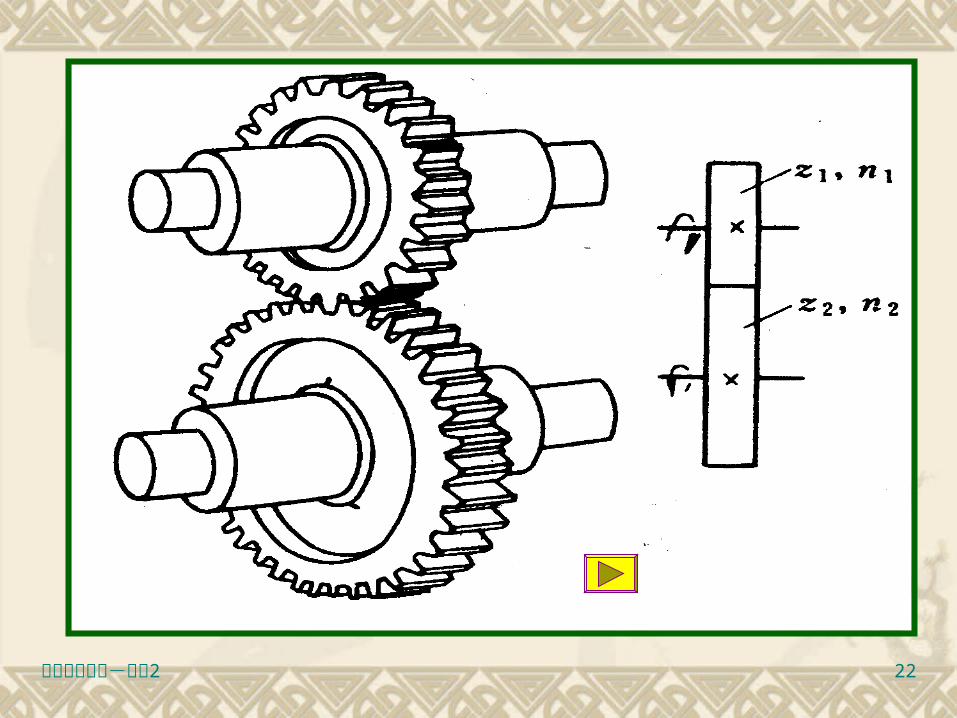
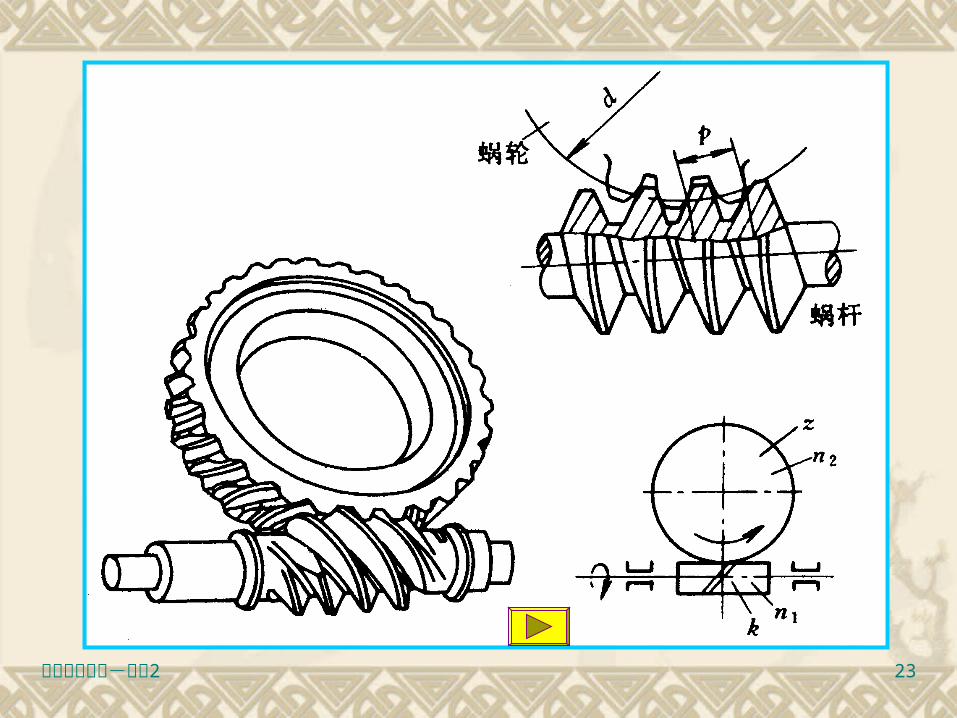
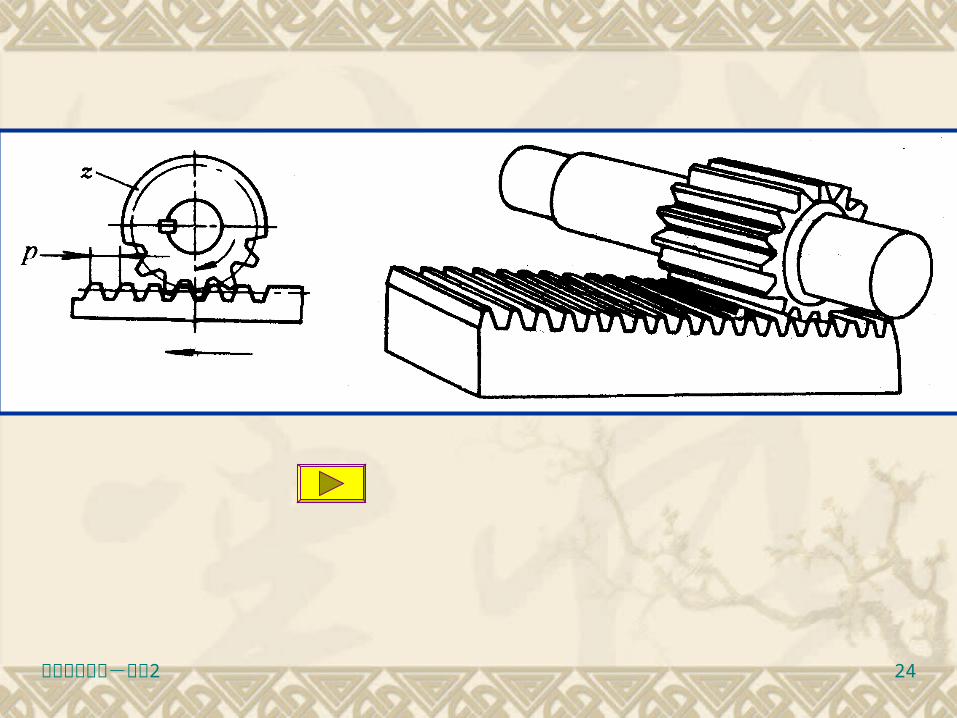
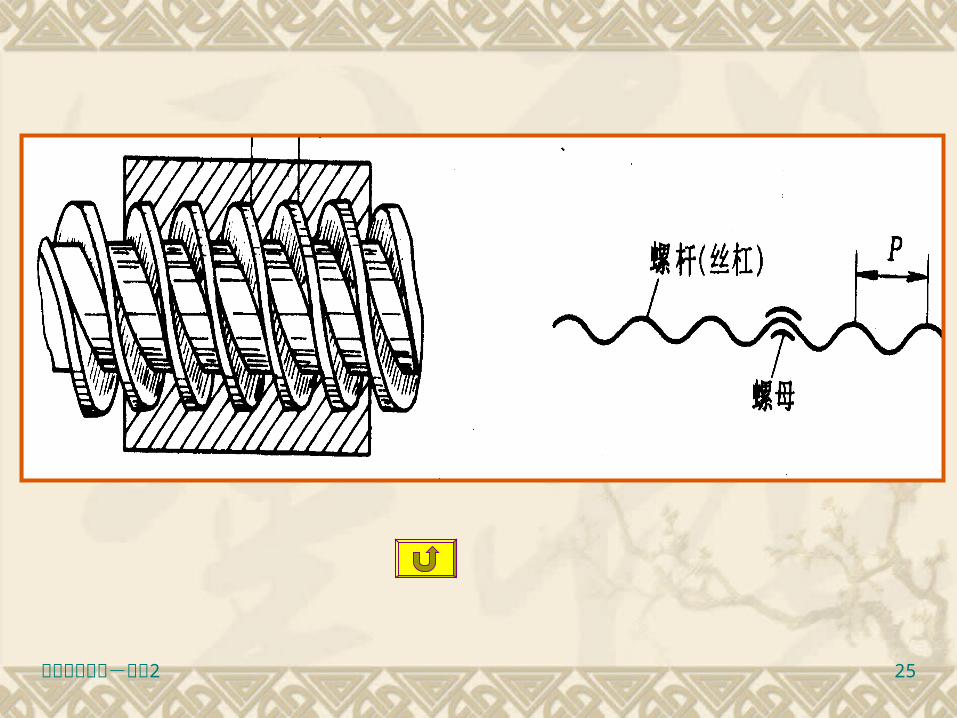
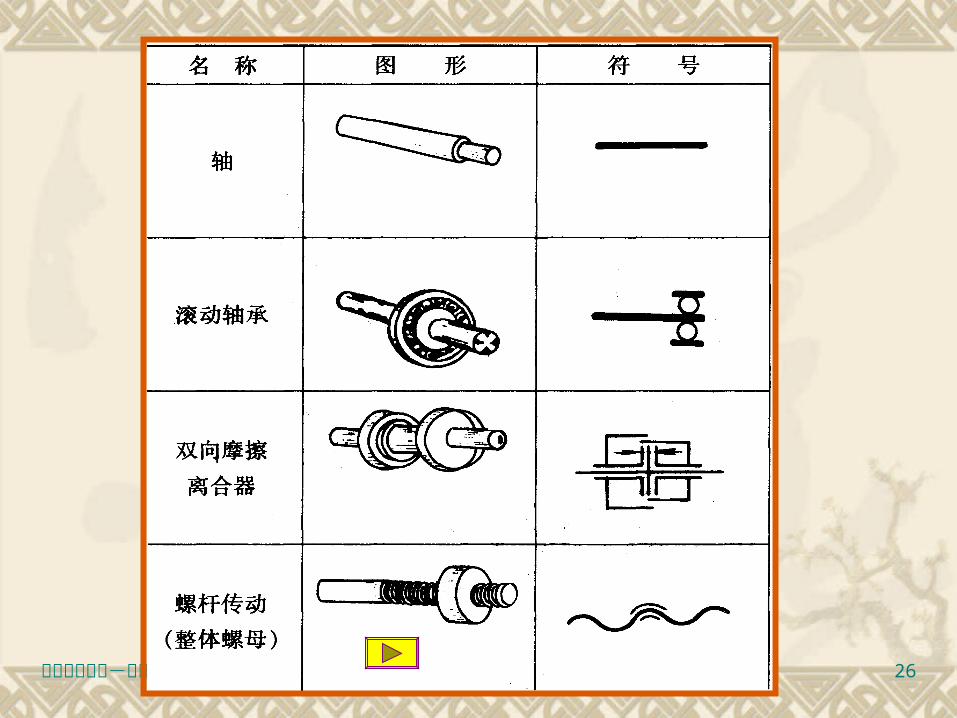
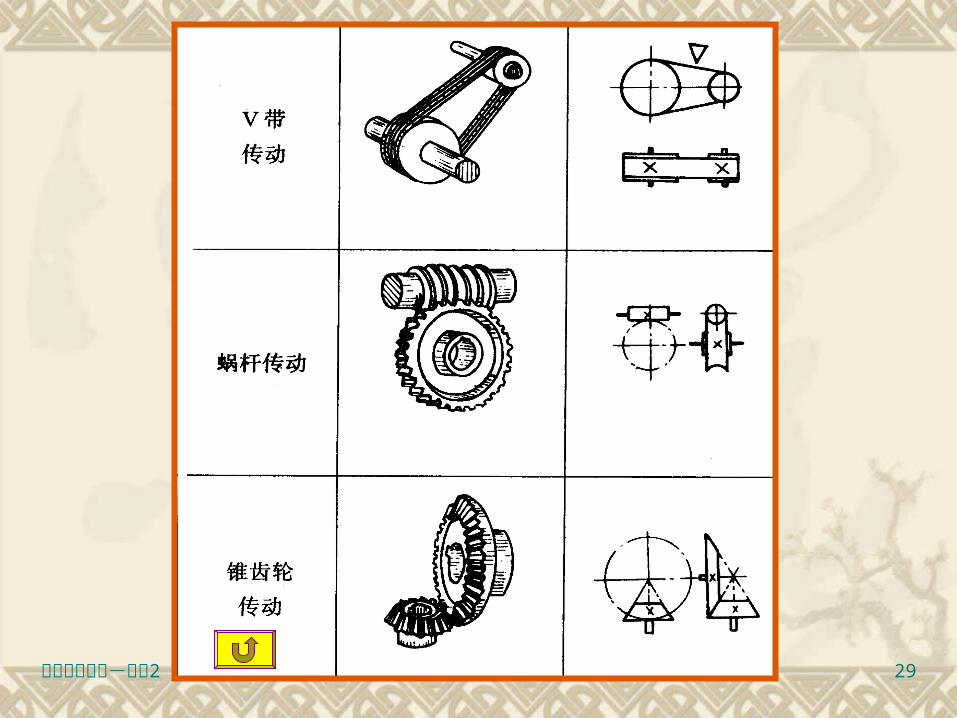
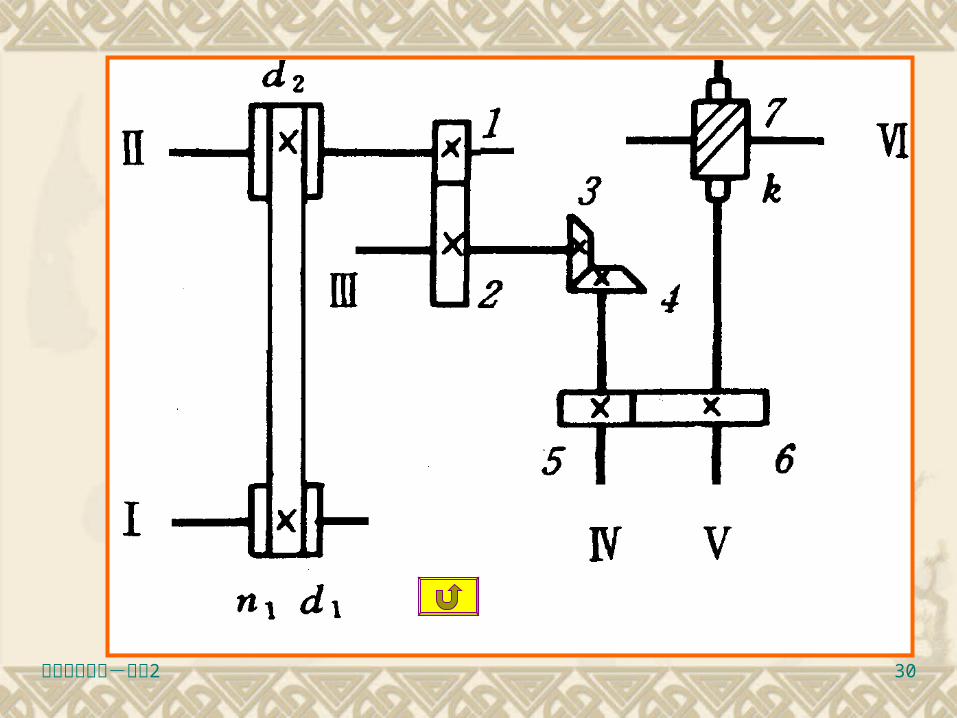
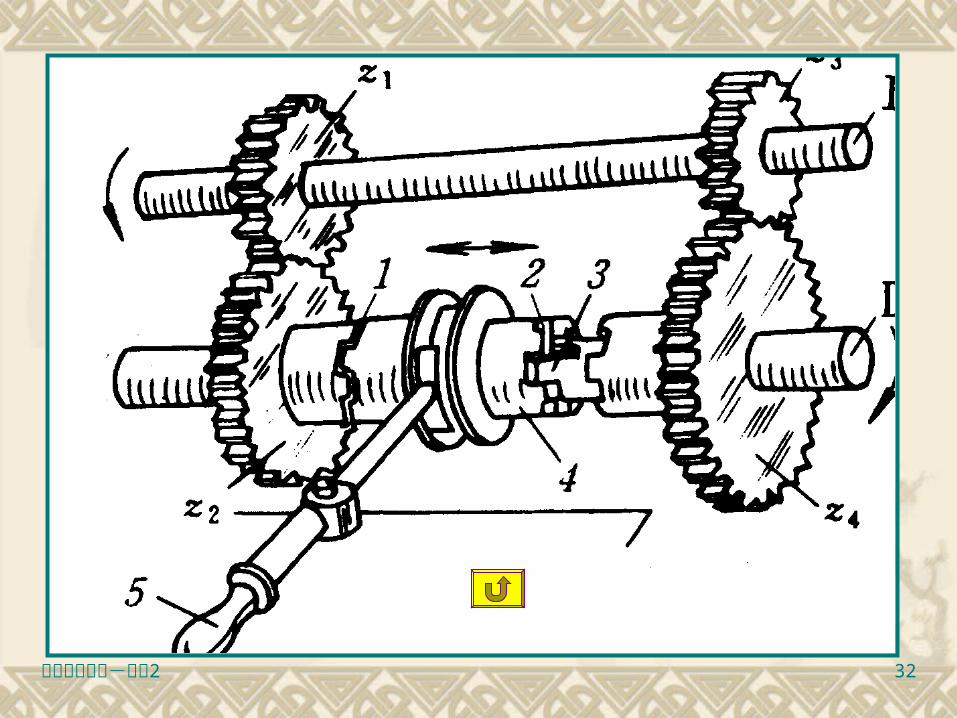
2.2. 齿轮传动; 齿轮传动; 3.3. 蜗杆传动; 蜗杆传动; 4.4. 齿轮齿条传动;齿轮齿条传动; 5. 螺杆传动; 6. 传动示意简图 二、传动链及其传动比 传动链是指实现从首端件向末端件传递运动
的一系列传动件的总和,它是由若干传动副按一定方法依次组合起来的。
成形工艺基础-切削2 8
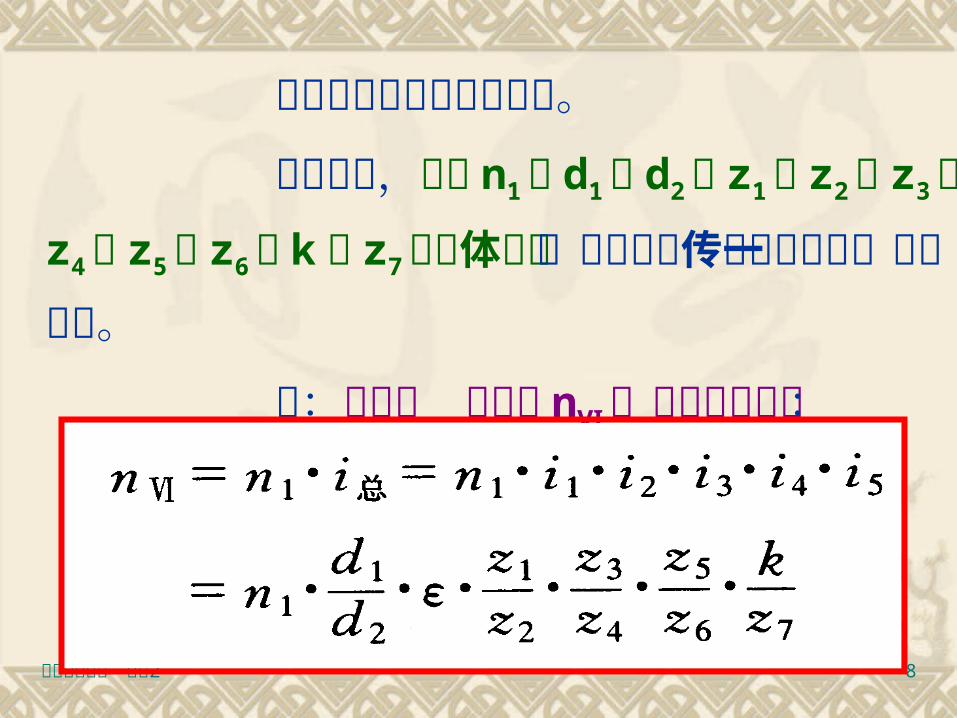
前述四图表为其简化符号。
在本例中,已知 n1 、 d1 、 d2 、 z1 、 z2 、 z
3 、 z4 、 z5 、 z6 、 k 、 z7 的具体数字,便可求出传动链中任何一轴的转速。
如:求轴Ⅵ 的转速 nⅥ,可按下式计算:

成形工艺基础-切削2 9
式中: i1~i5—分别为传动链中相应传动副的传动比 .
i 总—传动链的总传动比, i 总= i1·i2·i3·i4·i5,即传动链的总传动比等于传动链中各传动副传动比的乘积。
三、机床常用的变速机构 机床在对工件进行切削加工时,需求各种不
同的切削速度,最好是无级变速机床,但在实际中,一般机床多通过变速机构,来选取接近要求的转速。
成形工艺基础-切削2 10
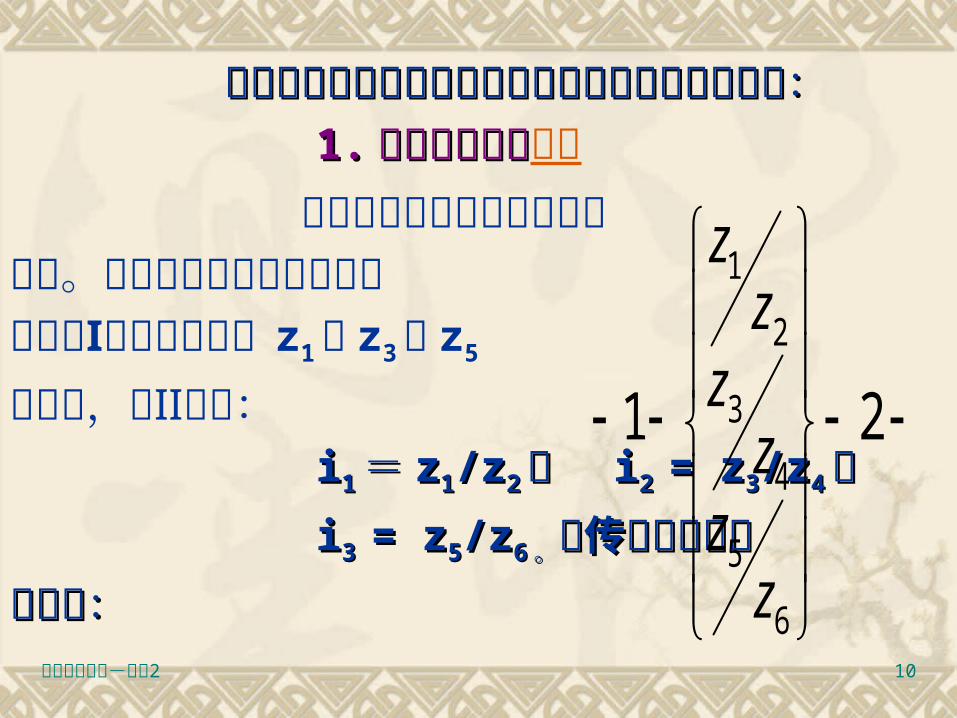
机床变速基本形式是应用齿轮箱中的两种变速机床变速基本形式是应用齿轮箱中的两种变速机构:机构:
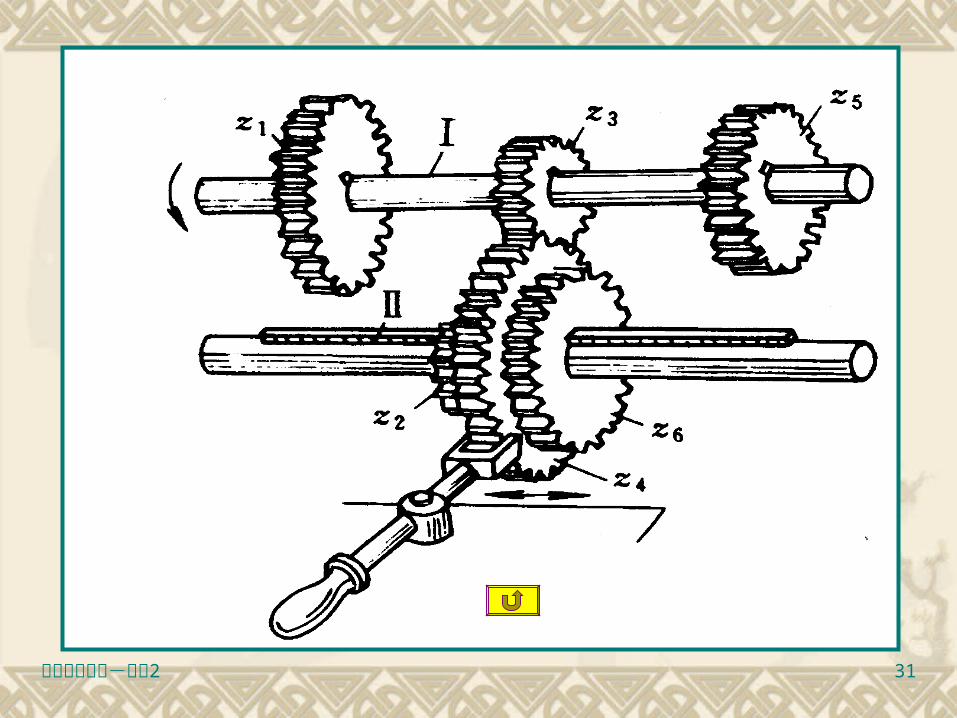
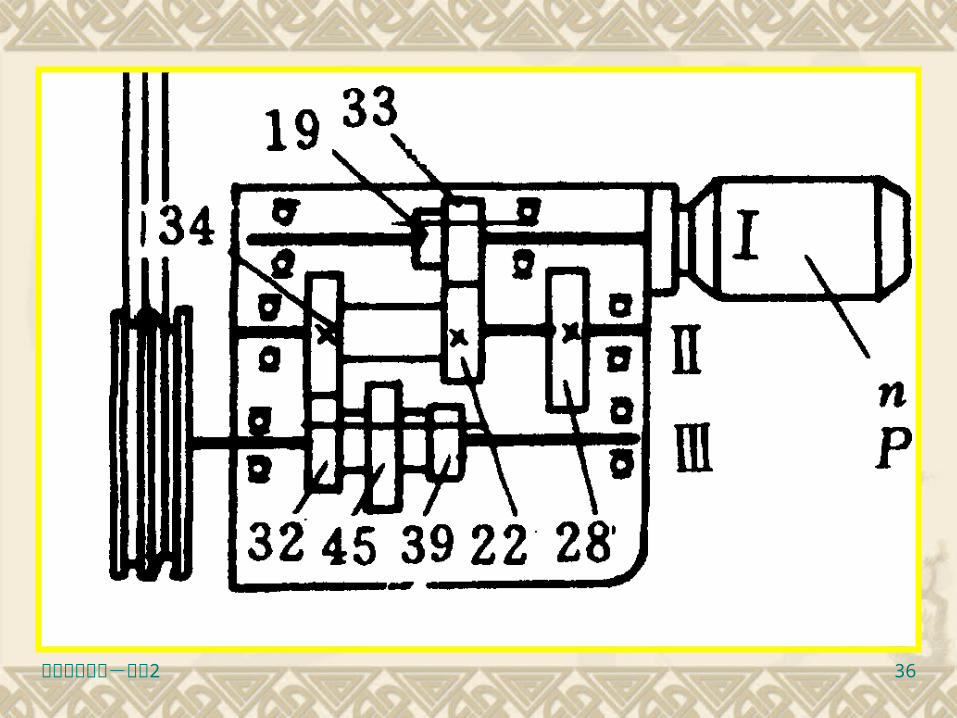
1.1.滑动齿轮变速滑动齿轮变速机构 从动轴Ⅱ上,装有三联滑动齿轮。通过手柄可使它们分别与主动轴Ⅰ上的固定齿轮 z1 、 z3 、 z5
相啮合,轴Ⅱ可得: ii11== zz11/z/z22 ; ; ii2 2 = z= z33/z/z44 ;; ii3 3 = z= z55/z/z66 。。其传动链的形式其传动链的形式表示为:表示为:
21
6
5
4
3
2
1
zzz
zz
z
成形工艺基础-切削2 11
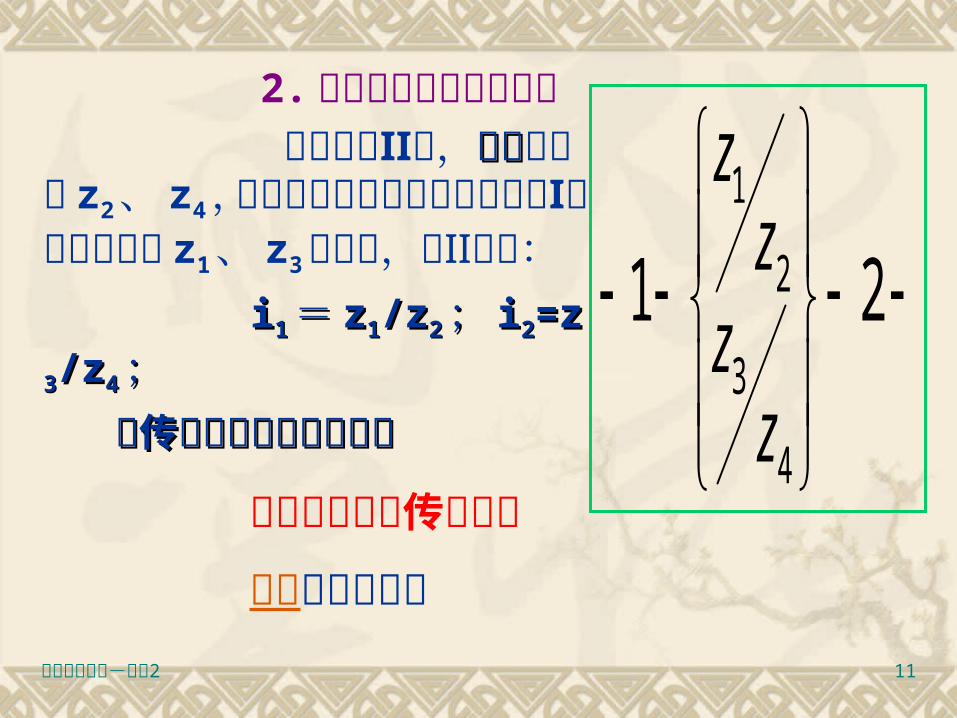
2.离合器式齿轮变速机构 在从动轴Ⅱ上,空套空套有齿
轮 z2 、 z4 ,它们分别可以和固定在主动轴Ⅰ上的固定齿轮 z1 、z3相啮合,轴Ⅱ可得:
ii11== zz11/z/z22 ;; ii22=z=z33/z/z44 ;; 其传动链的形式表示为:其传动链的形式表示为:
21
4
3
2
1
zzz
z
四、卧式车床传动简介
常见车床外观图
成形工艺基础-切削2 12
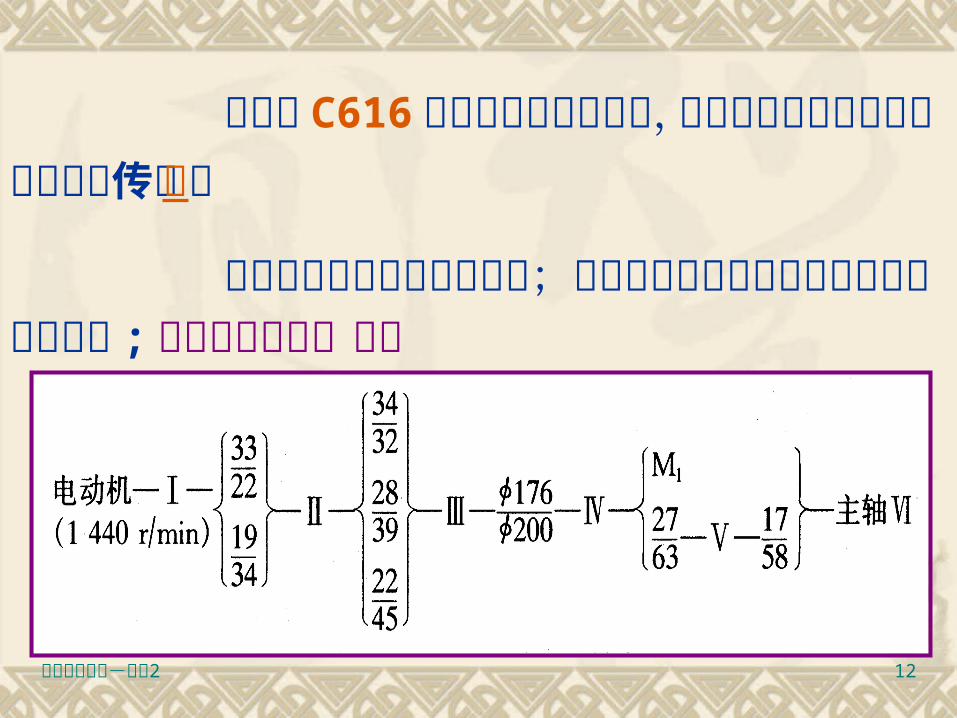
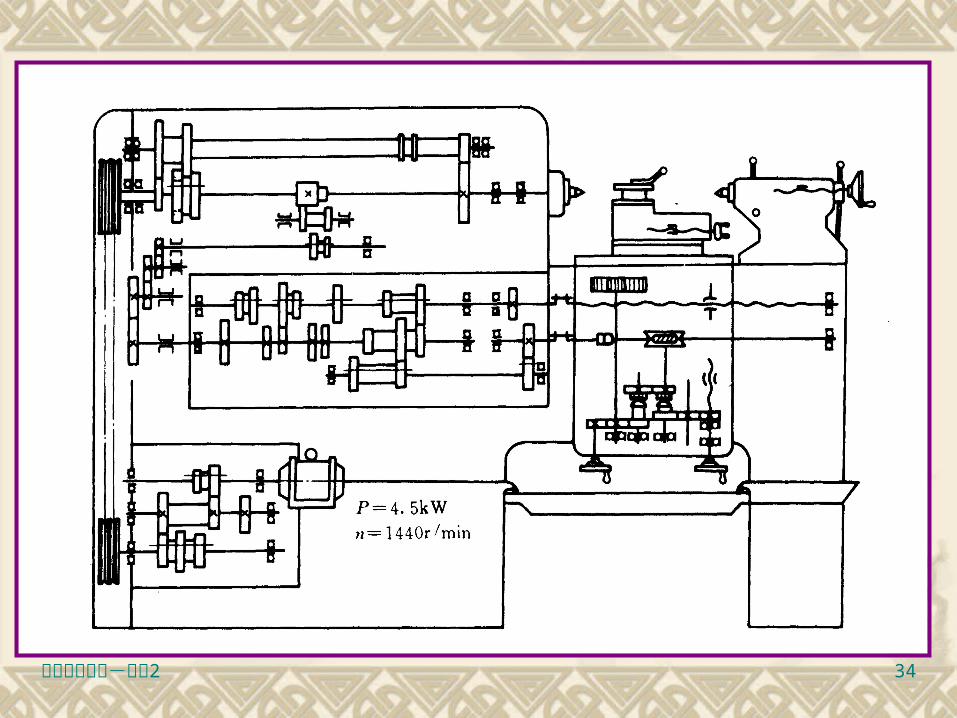
本课以 C616 型普通卧式车床为例,用国标规定简图符号表达的机床传动链。
图中罗马数字表示轴的编号;阿拉伯数字表示是以齿轮齿数代表齿轮名 ;下式为主运动传动链

成形工艺基础-切削2 13
进给运动传动链详见邓本 P37 五、机床机械传动的组成 1. 定比传动机构 2. 变速机构 3.换向机构 4.操纵机构 5. 箱体及其他装置 六、机械传动的优缺点六、机械传动的优缺点
成形工艺基础-切削2 14
优点: 1. 传动比准确; 2. 结构简单,传递扭矩大; 3.故障易查,好维修。
缺点:请同学们参见邓本 P38 ,自己总结
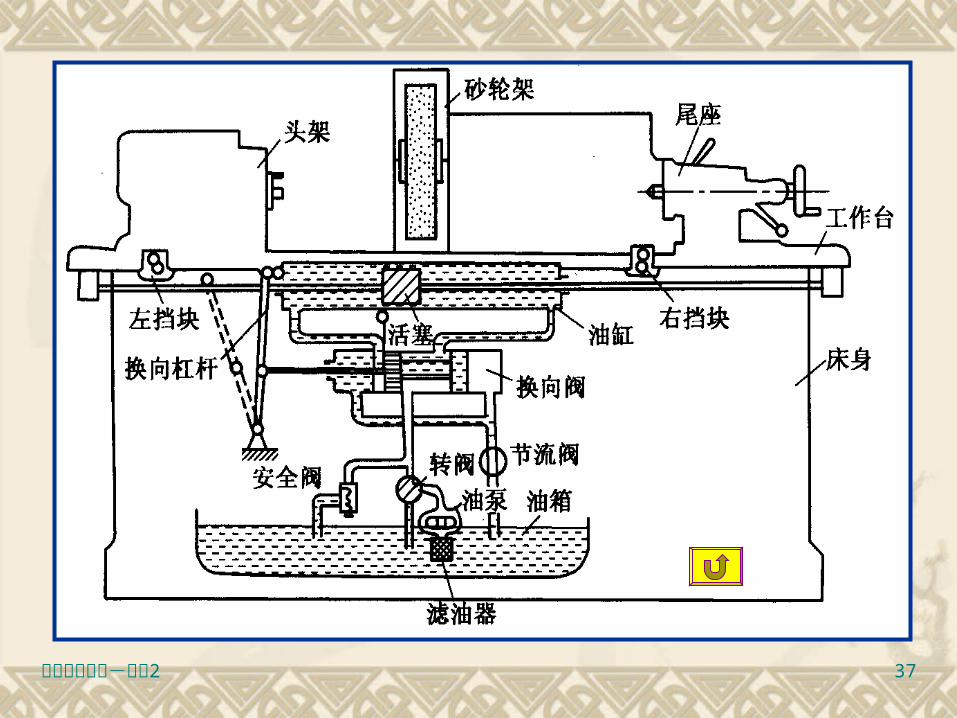
七、机床的液压传动
1.外圆磨床液压传动简介
2. 机床液压传动组成
成形工艺基础-切削2 15
①动力元件-泵; ②执行机构-缸、马达; ③控制元件-阀; ④辅助装置-箱、管、表; ⑤工作介质。
3.优缺点(自己归纳)
成形工艺基础-切削2 16
成形工艺基础-切削2 17
成形工艺基础-切削2 18
成形工艺基础-切削2 19
成形工艺基础-切削2 20
成形工艺基础-切削2 21
成形工艺基础-切削2 22
成形工艺基础-切削2 23
成形工艺基础-切削2 24
成形工艺基础-切削2 25
成形工艺基础-切削2 26
成形工艺基础-切削2 27

成形工艺基础-切削2 28
成形工艺基础-切削2 29
成形工艺基础-切削2 30
成形工艺基础-切削2 31
成形工艺基础-切削2 32
成形工艺基础-切削2 33
成形工艺基础-切削2 34

成形工艺基础-切削2 35
成形工艺基础-切削2 36
成形工艺基础-切削2 37

成形工艺基础-切削2 38
TNA400车铣中心 CHD6126车铣中心
CHD6163车铣中心TNA300 车铣中心





























