Embed Size (px)
DESCRIPTION
0.5mm. 中空バルブ 軽量化:エンジンの 高出力化,低燃費化. 多段深絞り加工 内面性状の悪化. 内面しごき加工による ステンレス多段深絞り容器の表面粗さの低減. 塑性加工研究室 池口真人. カム. バルブ. ピストン. ガソリンエンジン. 10mm. 多段深絞り加工により得られた容器の外観写真. ステンレス鋼板 SUS305. 直径: 50mm, 板厚: 1.0mm. (e) 4 段. (c) 2 段. (d) 3 段. (b)1 段. (a) 素板. (j)9 段. (f)5 段. (h)7 段. (i)8 段. - PowerPoint PPT Presentation
Citation preview

内面しごき加工による ステンレス多段深絞り容器の表面粗さの低減
塑性加工研究室 池口真人
ピストン
カム
バルブ
ガソリンエンジン
多段深絞り加工
内面性状の悪化
中空バルブ
軽量化:エンジンの 高出力化,
低燃費化
0.5mm
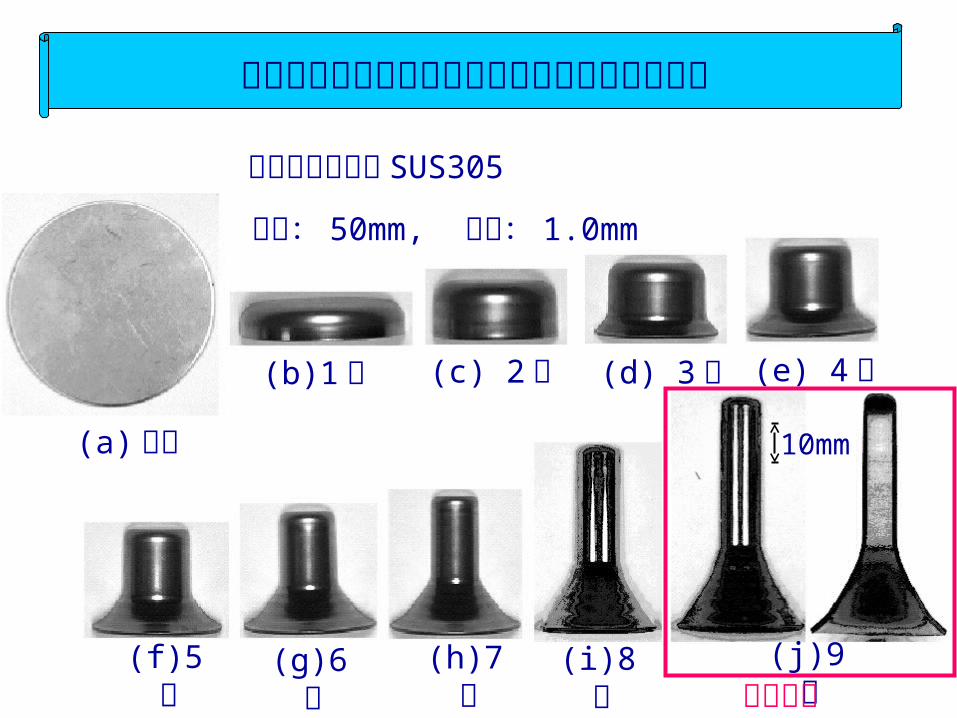
多段深絞り加工により得られた容器の外観写真
直径: 50mm, 板厚: 1.0mm
ステンレス鋼板 SUS305
(a) 素板
(b)1 段 (c) 2 段 (d) 3 段 (e) 4 段
(f)5 段 (g)6段
(h)7 段 (i)8段
(j)9段対象容器
10mm
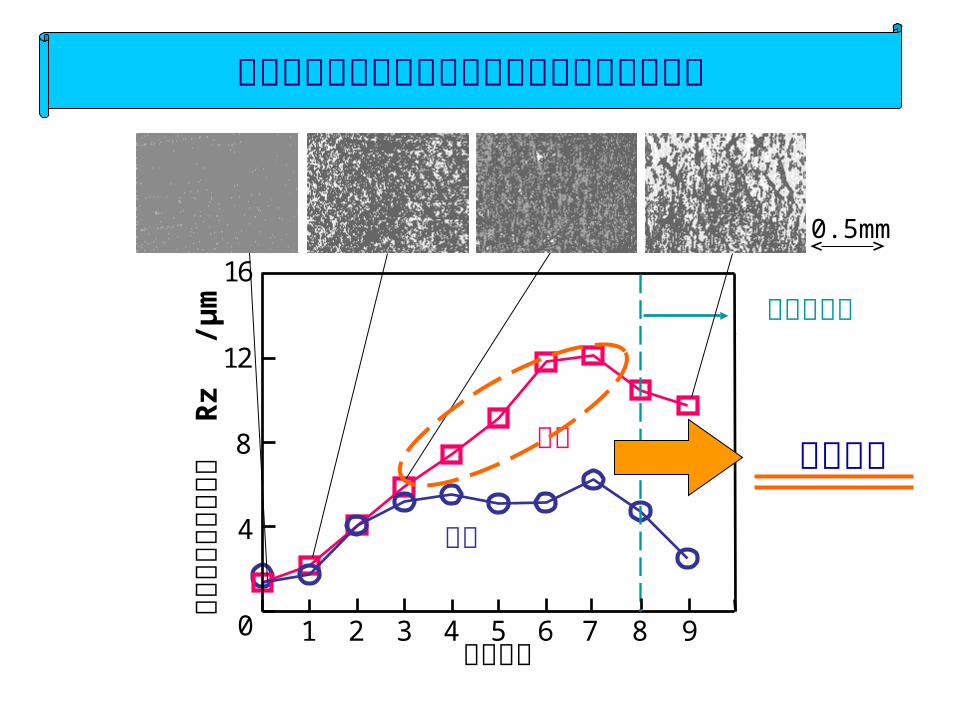
多段深絞り加工により得られた容器の表面粗さ
0 1 2 3 4 5 6 7 8 9
4
8
12
16
周方
向平
均最
大高
さ
Rz
/
μm
絞り段数
外面
内面
しごき絞り
0.5mm
粗さ増加
ストリッパ
ポンチ (SKD)
容器
φ8.99
φ7.39
ダイス (SKD)
3°
15°
1
15°
1
15°
φ8.99
φ9.03
コンテナ(SKD)
ポンチ (SKD)
54
容器
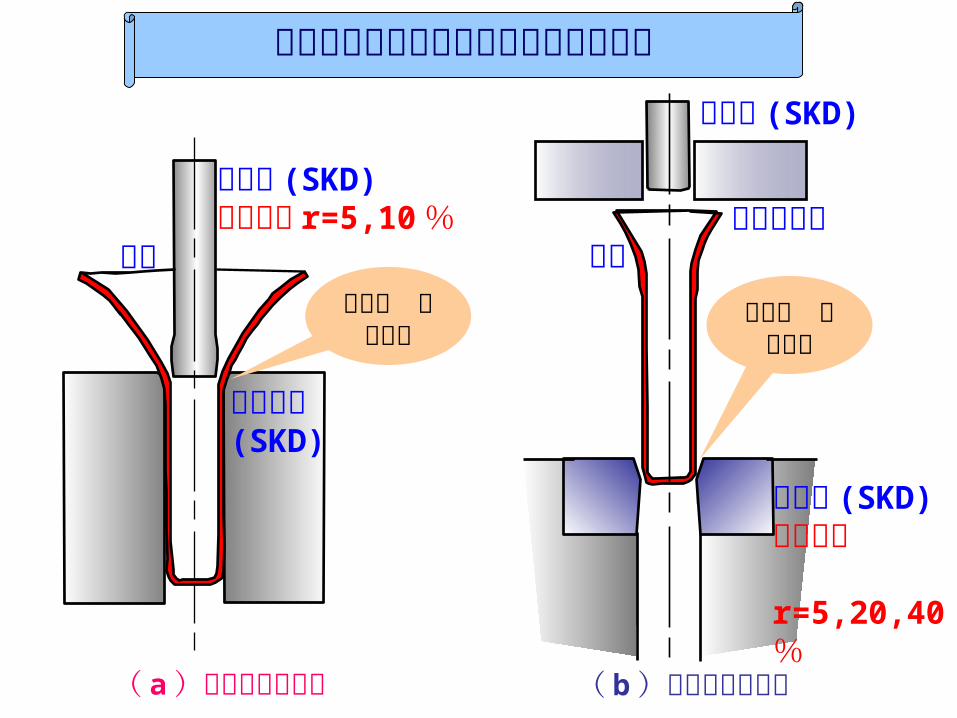
内面平滑化を目的としたしごき加工法
塩素系 プレ
ス油
ポンチ (SKD)しごき率 r=5,10%
容器
コンテナ(SKD)
ポンチ (SKD)
ストリッパ 容器
ダイス (SKD)しごき率 r=5,20,40%
塩素系 プレ
ス油
( b )外面しごき加工( a )内面しごき加工

加工後断面写真と肉厚分布
( a )内面しごき( b )外面しごき
5mm
加工後の肉厚分布
未加工部
未加工部 カップ角部からの距離 / mm
肉厚
ひず
み
0 10 20 30 40 50-0.4
-0.3
-0.2
-0.1
未加工部
クリアランス
加工前内面しごき外面しごき
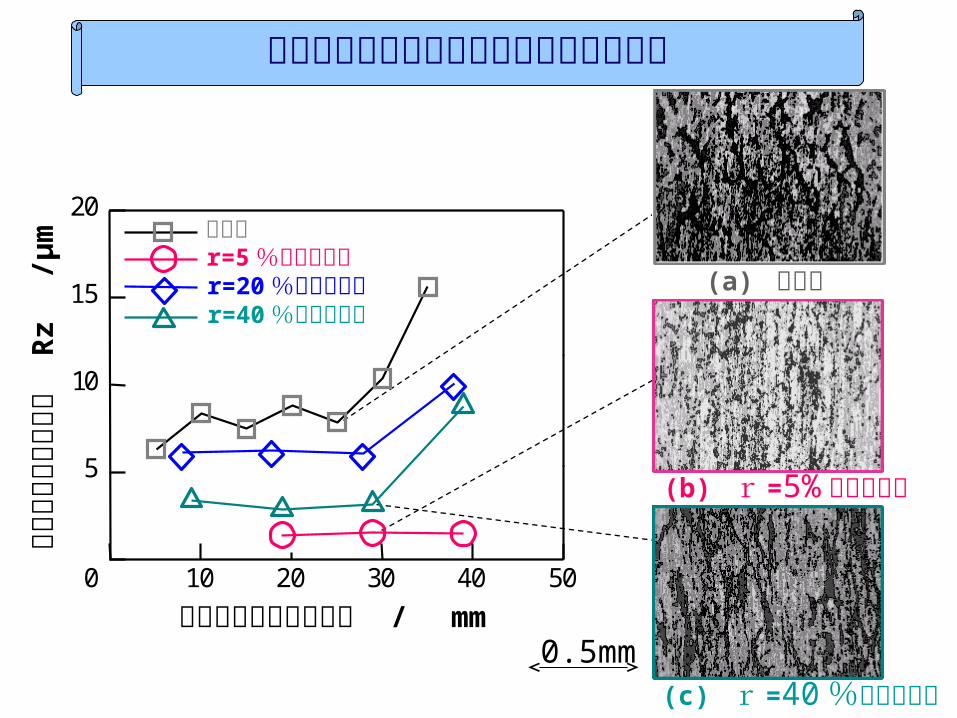
内面しごき加工と外面しごき加工の比較
0.5mm
(b) r =5% 内面しごき
(a) 加工前
(c) r =40%外面しごき
0 10 20 30 40 50
5
10
15
20加工前r=5%内面しごきr=20%外面しごきr=40%外面しごき
カップ角部からの距離 / mm
周方
向平
均最
大高
さ
Rz
/
μm
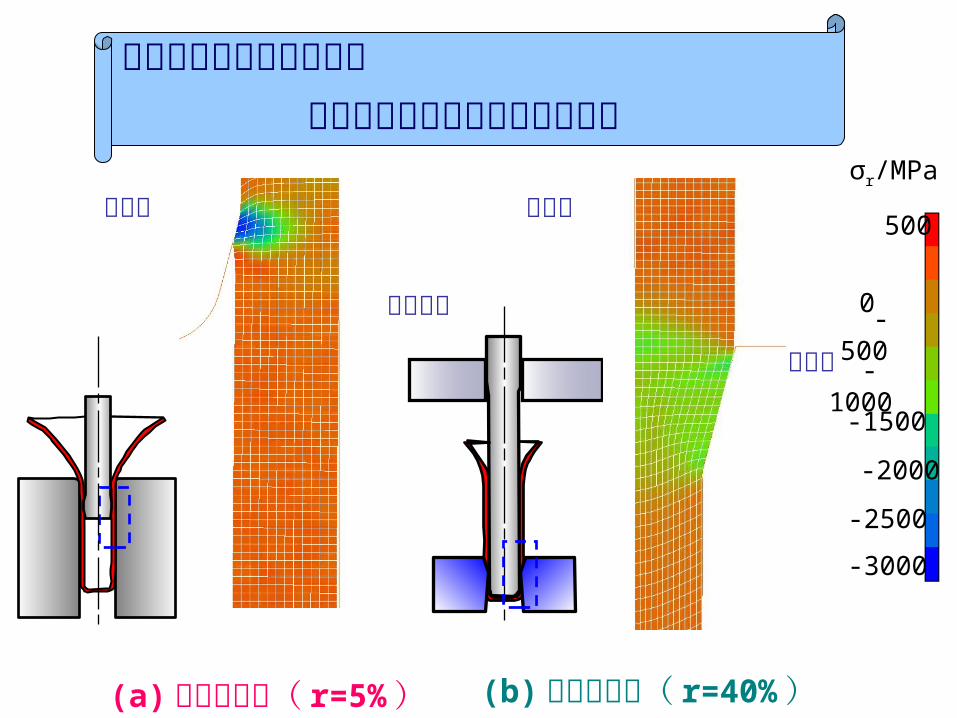
-2500
0
500
-500
-1000
-1500
-2000
-3000
σr/MPa
ダイス
(b) 外面しごき( r=40%)
コンテナ
ポンチポンチ
シミュレーションによる しごき加工の半径方向応力解析
(a) 内面しごき( r=5%)
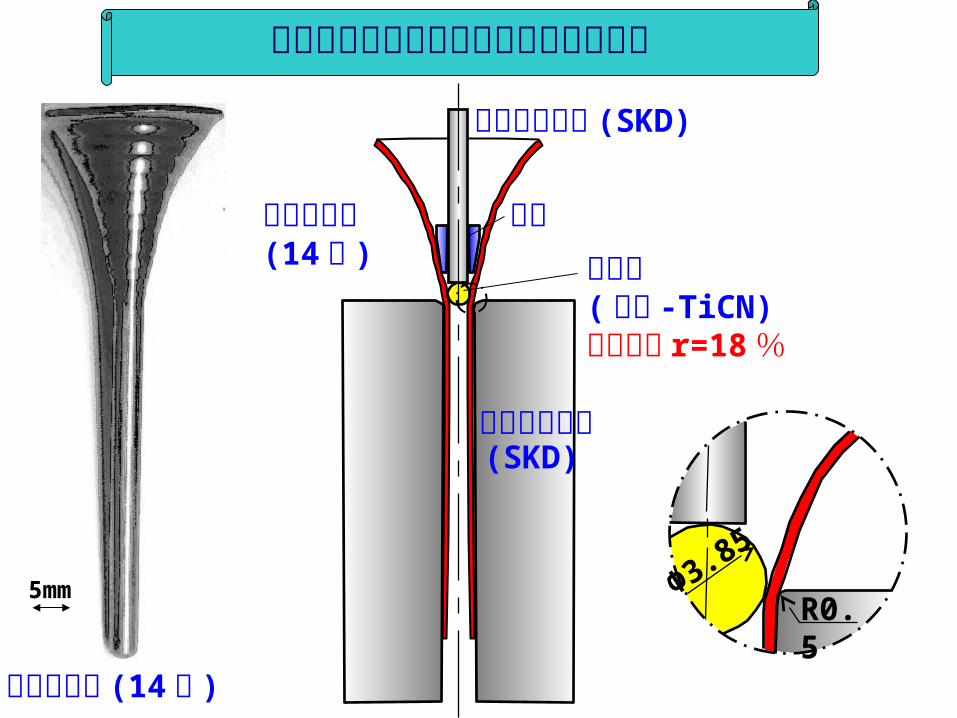
バルブ部品への内面しごき加工の適用
R0.5Φ3.85
バルブ部品 (14 段 )
5mm
87
押込みポンチ (SKD)
ボール( 超硬 -TiCN)
バルブ部品(14 段 )
(SKD)
支え
57
分割コンテナ
Φ4.98( バルブ部品 )
Φ5.01( コンテナ )
押込みポンチ (SKD)
ボール( 超硬 -TiCN)しごき率 r=18 %
バルブ部品(14 段 )
(SKD)
支え
分割コンテナ
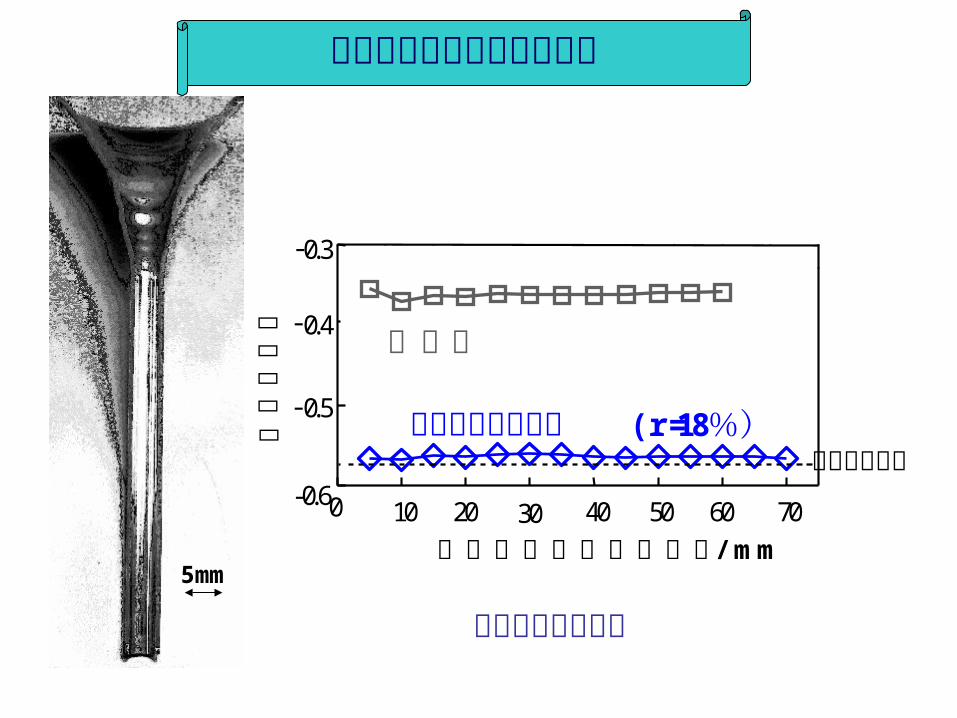
加工後断面写真と肉厚分布
肉厚
ひず
み
カップ角部からの距離/mm
加工前
内面しごき加工後 (r=18%)
0 10 20 30 40 50 60 70-0.6
-0.5
-0.4
-0.3
クリアランス
加工後の肉厚分布5mm
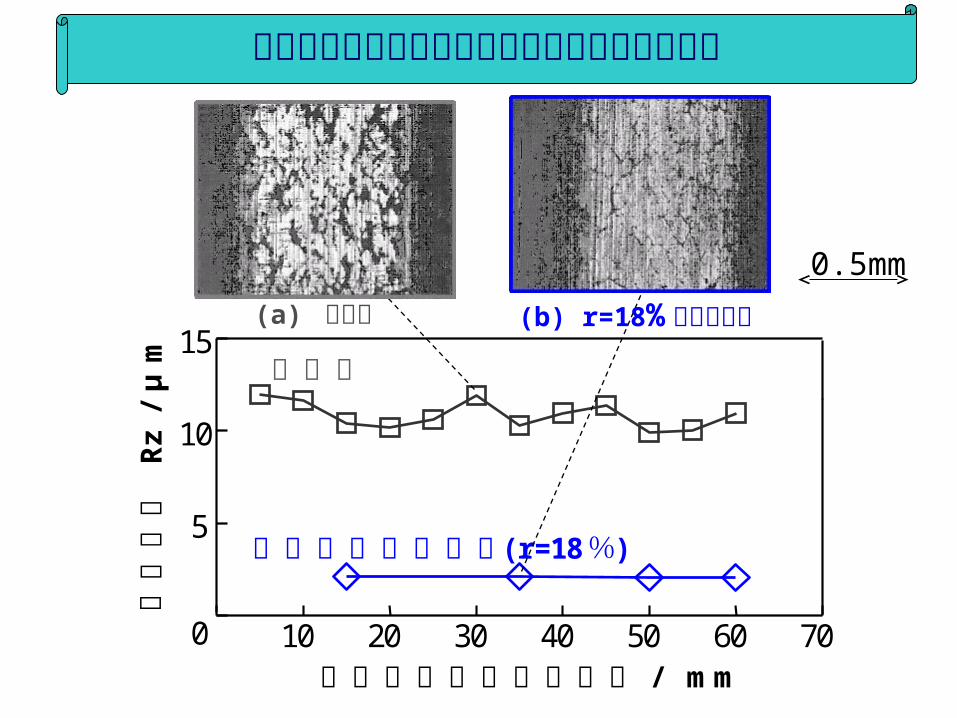
ボールによるバルブ部品の内面しごき加工結果
最大
高さ
R
z /
μm
カップ角部からの距離 / mm
加工前
内面しごき加工後(r=18%)
0 10 20 30 40 50 60 70
5
10
15
0.5mm
(a) 加工前 (b) r=18% 内面しごき
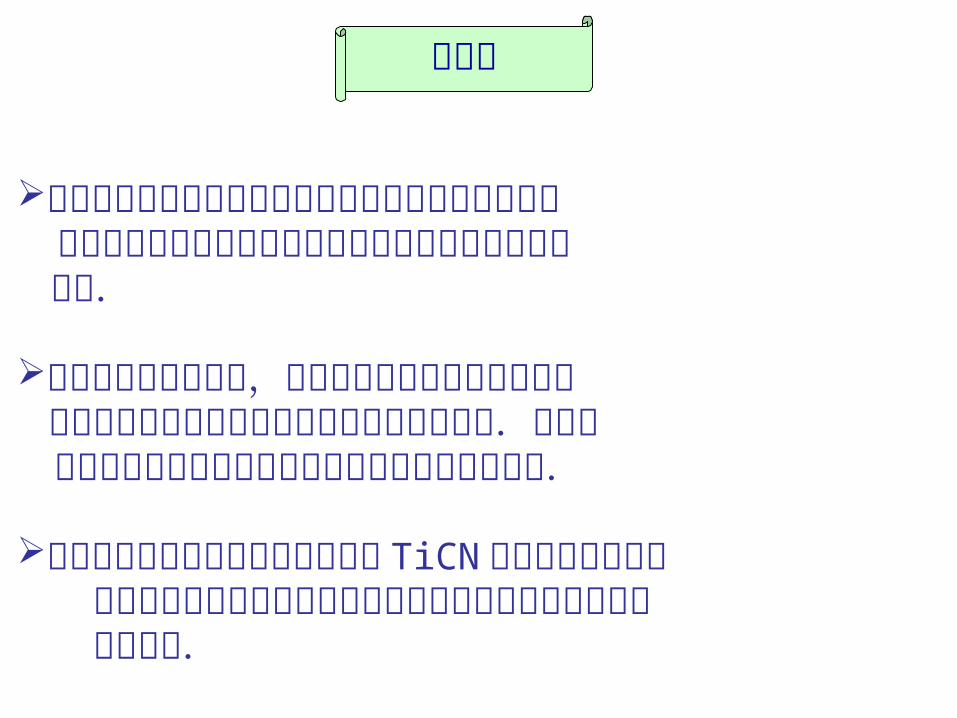
まとめ
多段深絞り加工により得られた容器の内面粗さを比 較的低いしごき率の内面しごき加工で大幅に低減で きた.
外面しごき加工では,高いしごき率を用いても内面 しごき加工より内面粗さを低減できなかった.これは 内面に発生する半径方向応力が小さいためである.
中空エンジンバルブ部品に対して TiCN 処理した超硬ボー ルを用いて内面しごき加工を行い,内面粗さを大幅に低 減できた.


















![[Unlocked] ステンレスユニットシェルフ ステンレス …...Title [Unlocked] ステンレスユニットシェルフ ステンレス棚セット組立・取扱説明書](https://img.pdfslide.tips/doc/110x75/5e3c822773ea2e3d7926dc26/unlocked-ffffffffff-fff-title-unlocked.jpg)









