Embed Size (px)
Citation preview

직 종 설 명 서
▣ 직종명 : 금형 (Plastic Die Engineering)
순 서순 서
1. 직종정의 ······················································································1
2. 작업범위 ·······················································································1
3. 경기과제에 관한 사항 ·································································1
4. 사용재료 ·······················································································2
5. 경기진행절차 ···············································································6
6. 경기장 시설 및 선수지참공구 ·····················································8
7. 사출금형 제작 ············································································19
8. 채점에 관한 사항 ······································································23
9. 안전 및 기타 ·············································································30
10. 공통사항 ··················································································30
11. 적용시기 ··················································································30

- 1 -
1 직종정의ᄎ
m 플라스틱 제품을 생산하기 위한 사출금형제작 직종
m 2D, 3D모델링을 활용한 사출금형설계
m CAM소프트웨어를 활용한 머시닝센터 기계가공 작업
m 수공구 및 사상공구를 이용한 사상작업
m 완성된 금형의 사출작업
2 작업범위ᄎ
m 경기과제는 이론을 바탕으로 한 실기 작업으로 구성한다. m 사출금형 설계 작업은 CAD 소프트웨어를 활용하여 고정측 코어(Cavity), 가동측
코어(Core), Core받침판, 상밀판, 이젝터핀, 스프루락핀, 리턴핀 등을 모델링
하여 도면화작업 한다. m CAM 시스템 활용 NC DATA생성 후 머시닝센터로 기계가공 작업을 한다. m 줄, 수공구, 전동공구를 이용하여 사상 작업 및 조립작업을 한다. m 금형 제작 완성 후 사출성형기에 장착하여 플라스틱 제품(샘플)을 사출한다.
3 경기과제에 관한 사항ᄎ
가. 과제공개 및 출제
m 경기용 과제는 대회 사전에 공개하는 것을 원칙으로 한다. m 과제의 공개시기, 범위 등은 국제기능올림픽대회 한국위원회에서 따로 정한다 m 공개 방법은 마이스터넷 홈페이지(http://meister.hrdkorea.or.kr)를 통해한다.
- 2 -
나. 과제별 시간배정
m 과제 완성시간은 지방기능경기대회 : 11시간 기준으로 한다.(One cavity) 전국기능경기대회 : 12시간 기준으로 한다.(Two cavity)순번 과 제 명 주 요 작 업 내 용 시 간
(전국대회) 비 고
1 사출금형설계 및 Tooling (CAD/CAM)
3D 및 2D 도면화 2.0(2.5)캐비티, 코어, 코어받침판,
밀핀고정판, 리턴핀, 이젝터핀, 스프루락핀
CAM 프로그램 2.0(2.5) 캐비티 또는 코어
2 사출금형 부품 가공 머시닝센터가공 3.5캐비티, 코어, 코어받침판,
밀핀고정판, 리턴핀, 이젝터핀, 스프루락핀
3 사출금형사상 및 조립 수작업 및 사상 후 조립 3.0 드릴링,사상 및 지급 부품 조립 완성
4 사출성형 시사출 및 자동사출샘플 채취 0.5
사출조건은 선수가 요구,장비조작은 장비 전문 엔지니어 본인이 샘플 채취, 측정용 제공
계 11(12)시간
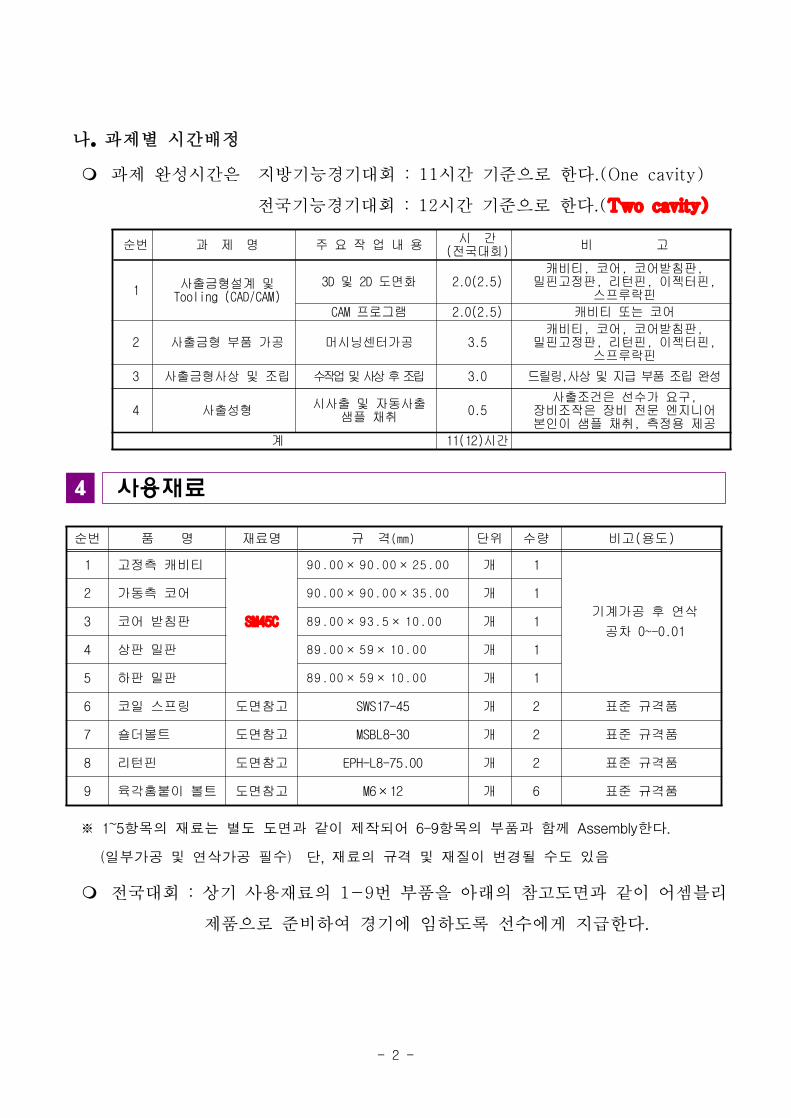
4 사용재료ᄎ
순번 품 명 재료명 규 격(mm) 단위 수량 비고(용도)
1 고정측 캐비티
SM45C
90.00× 90.00× 25.00 개 1
기계가공 후 연삭
공차 0~-0.01
2 가동측 코어 90.00× 90.00× 35.00 개 1
3 코어 받침판 89.00× 93.5× 10.00 개 1
4 상판 밀판 89.00× 59× 10.00 개 1
5 하판 밀판 89.00× 59× 10.00 개 1
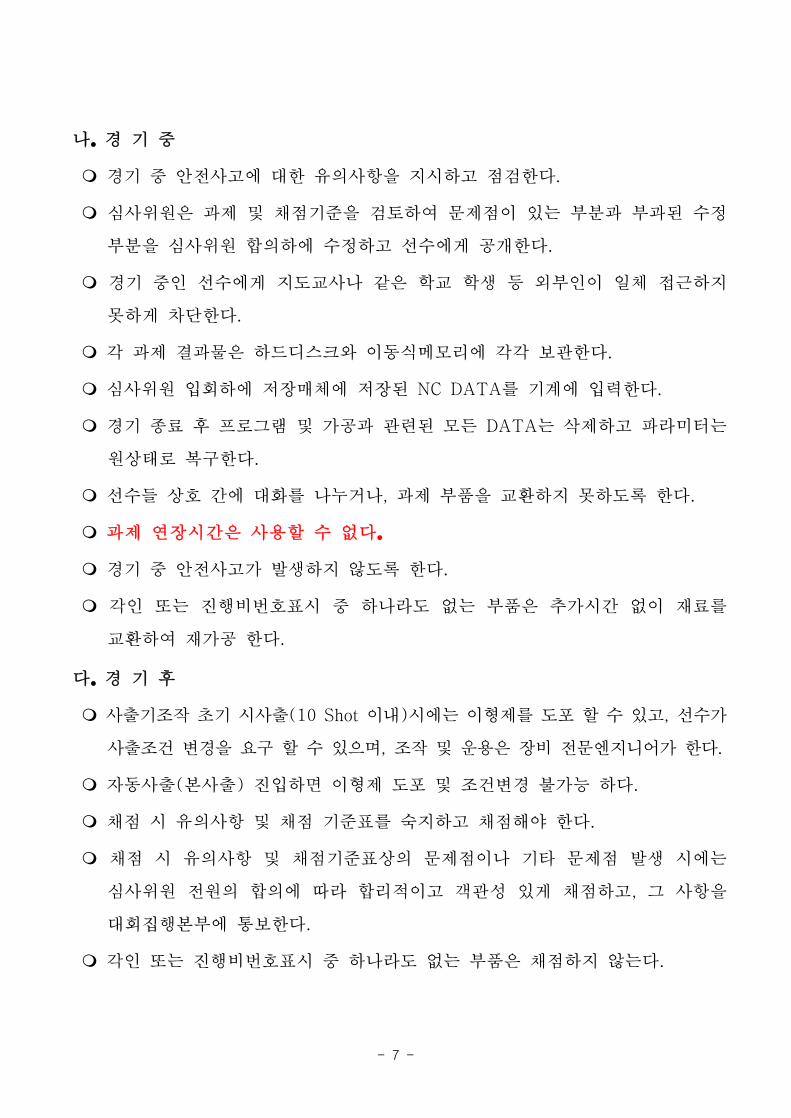
6 코일 스프링 도면참고 SWS17-45 개 2 표준 규격품
7 숄더볼트 도면참고 MSBL8-30 개 2 표준 규격품
8 리턴핀 도면참고 EPH-L8-75.00 개 2 표준 규격품
9 육각홈붙이 볼트 도면참고 M6×12 개 6 표준 규격품
※ 1~5항목의 재료는 별도 도면과 같이 제작되어 6-9항목의 부품과 함께 Assembly한다.
(일부가공 및 연삭가공 필수) 단, 재료의 규격 및 재질이 변경될 수도 있음
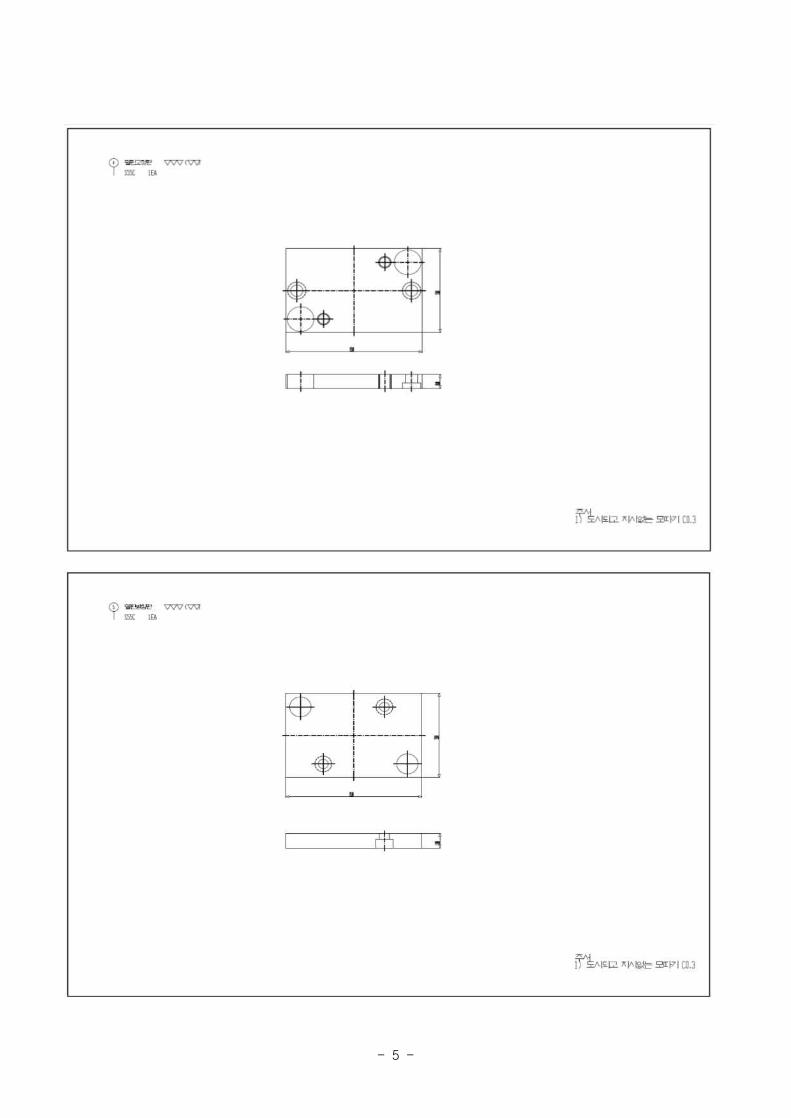
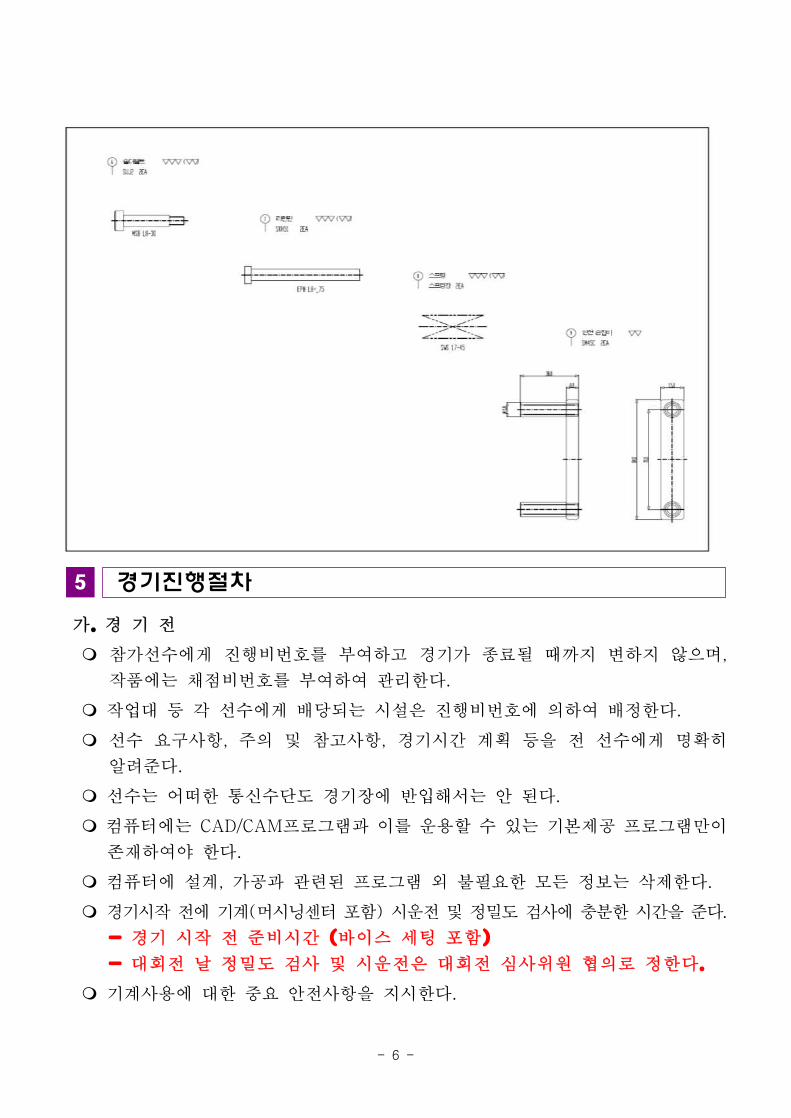
m 전국대회 : 상기 사용재료의 1-9번 부품을 아래의 참고도면과 같이 어셈블리제품으로 준비하여 경기에 임하도록 선수에게 지급한다.
- 3 -
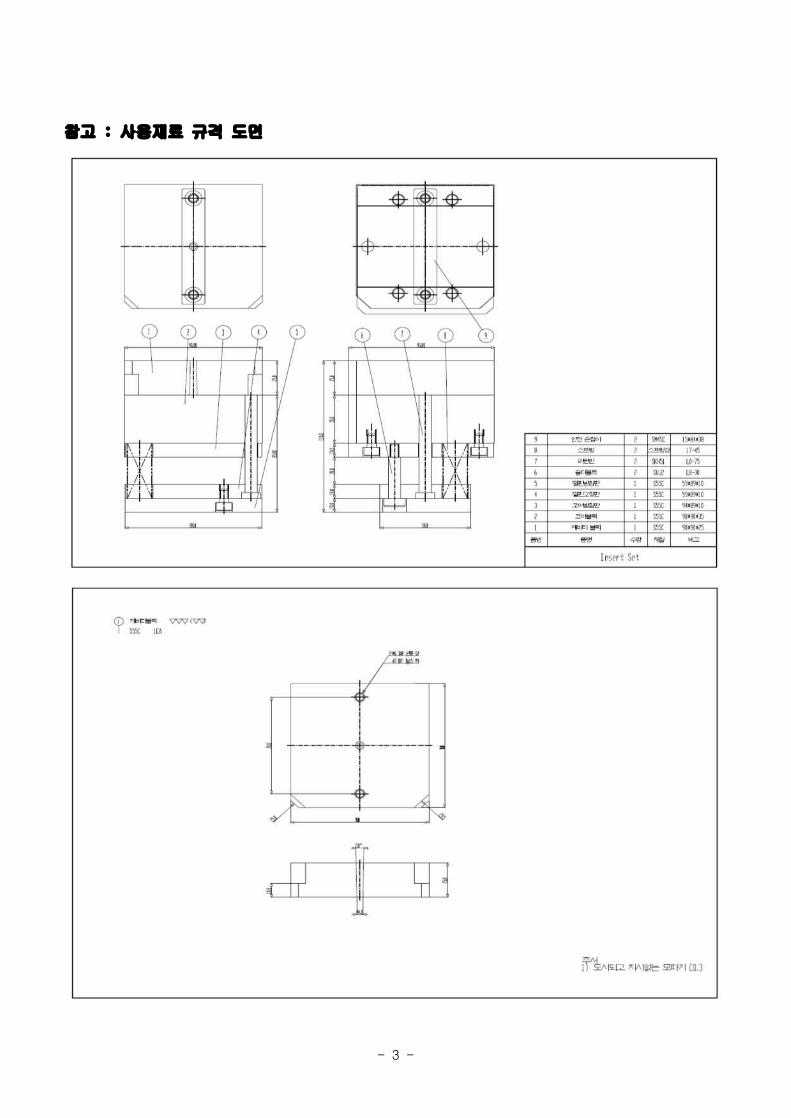
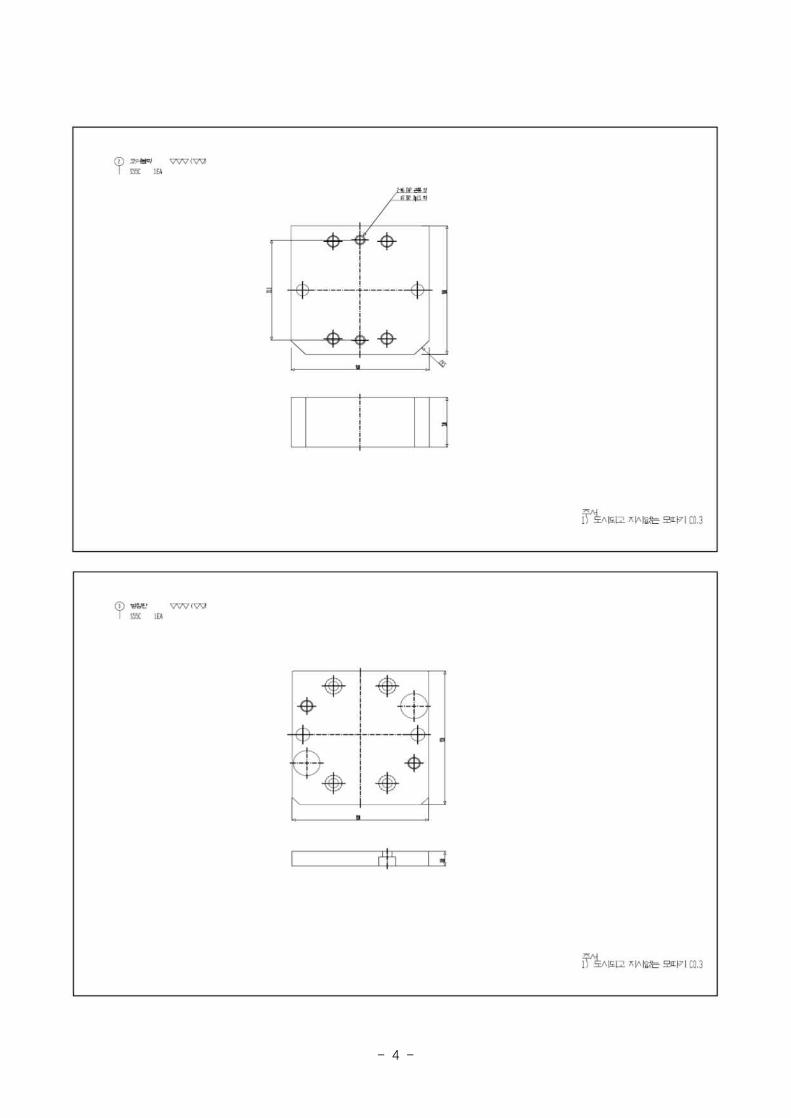
참고 : 사용재료 규격 도면
- 4 -
- 5 -
- 6 -
5 경기진행절차ᄎ
가. 경 기 전
m 참가선수에게 진행비번호를 부여하고 경기가 종료될 때까지 변하지 않으며, 작품에는 채점비번호를 부여하여 관리한다.
m 작업대 등 각 선수에게 배당되는 시설은 진행비번호에 의하여 배정한다. m 선수 요구사항, 주의 및 참고사항, 경기시간 계획 등을 전 선수에게 명확히
알려준다. m 선수는 어떠한 통신수단도 경기장에 반입해서는 안 된다. m 컴퓨터에는 CAD/CAM프로그램과 이를 운용할 수 있는 기본제공 프로그램만이
존재하여야 한다. m 컴퓨터에 설계, 가공과 관련된 프로그램 외 불필요한 모든 정보는 삭제한다. m 경기시작 전에 기계(머시닝센터 포함) 시운전 및 정밀도 검사에 충분한 시간을 준다.
- 경기 시작 전 준비시간 (바이스 세팅 포함) - 대회전 날 정밀도 검사 및 시운전은 대회전 심사위원 협의로 정한다.
m 기계사용에 대한 중요 안전사항을 지시한다.
- 7 -
나. 경 기 중
m 경기 중 안전사고에 대한 유의사항을 지시하고 점검한다. m 심사위원은 과제 및 채점기준을 검토하여 문제점이 있는 부분과 부과된 수정
부분을 심사위원 합의하에 수정하고 선수에게 공개한다. m 경기 중인 선수에게 지도교사나 같은 학교 학생 등 외부인이 일체 접근하지
못하게 차단한다. m 각 과제 결과물은 하드디스크와 이동식메모리에 각각 보관한다. m 심사위원 입회하에 저장매체에 저장된 NC DATA를 기계에 입력한다. m 경기 종료 후 프로그램 및 가공과 관련된 모든 DATA는 삭제하고 파라미터는
원상태로 복구한다. m 선수들 상호 간에 대화를 나누거나, 과제 부품을 교환하지 못하도록 한다. m 과제 연장시간은 사용할 수 없다. m 경기 중 안전사고가 발생하지 않도록 한다. m 각인 또는 진행비번호표시 중 하나라도 없는 부품은 추가시간 없이 재료를
교환하여 재가공 한다. 다. 경 기 후
m 사출기조작 초기 시사출(10 Shot 이내)시에는 이형제를 도포 할 수 있고, 선수가 사출조건 변경을 요구 할 수 있으며, 조작 및 운용은 장비 전문엔지니어가 한다.
m 자동사출(본사출) 진입하면 이형제 도포 및 조건변경 불가능 하다. m 채점 시 유의사항 및 채점 기준표를 숙지하고 채점해야 한다. m 채점 시 유의사항 및 채점기준표상의 문제점이나 기타 문제점 발생 시에는
심사위원 전원의 합의에 따라 합리적이고 객관성 있게 채점하고, 그 사항을
대회집행본부에 통보한다. m 각인 또는 진행비번호표시 중 하나라도 없는 부품은 채점하지 않는다.

- 8 -
6 경기장 시설 및 선수지참공구ᄎ
가. 경기장 시설 장비목록
순번 장 비 명 규 격(L×W×H) 단위
필요수량비 고(용도) 대회 구분별 필수
활용인원 수량
1 작업대 1500×750×800 대 1 1 사상, 조립용
2 머시닝센터(2호 이상/BT40)
3200×2400×2400 대 4 1 동일기종 설치(10000RPM 이상)
바이스 포함
3 컴퓨터(CAD/CAM)i5 이상
신규장비일것모든장비 동일제품
대 1 1 여유분 10명당 1대
경기장 PC에소프트웨어1,2 설치.컴퓨터관리자 상주64비트,16기가,윈도
우7
4 키보드 및 마우스 MKS-1000 PLUS SET SET 40 1 여유분 10명당 1SET 경기장 컴퓨터 주변기기
5 소프트웨어1 AUTO CAD INVENTOR 2015
copy 1 1 소프트웨어 관리자 상주 심사장이 요구하는 소프트웨어 전체
6 소프트웨어2 MASTER CAM X7 copy 1 1 소프트웨어 관리자 상주 심사장이 요구하는 소프트웨어 전체
7 사출성형기 35톤 ~ 55톤 범위(수평형) 대 20 1 전국대회 경기장에는
2대 비치 요망
별첨 1참조대회장여건에 따라
상이
8 몰드베이스사출기 및 과제 규격과
호환(2단 금형)
대 13 1시 사출 작업 위한
사출기 부착용스프루 부시 포함
사출 작업 위한사출기 부착용
9 밀핀 절단기 700 x 500 x 500 대 20 1 경기장에 2대 비치 요망
10 3차원측정기 2500 x 2500 x 2500 대 40 1사출제품 및 사출금형
측정 치공구 포함(측정기 해당 업체)
측정기 관리자 상주모니터링시스템 포함
11 2차원측정기 150mm이상 대 20 1
12 프린터 A4, A3 용지 대 20 1 긴급 복사 및 고속 출력가능한 프린터 설계경기장
13 복사기 A4, A3 용지 대 40 1 심사위원 회의실
14 콤프레셔 3HP 이상 대 1 1 호스, 퀵체인지, 커넥션, 건
15 벤치 드릴링머신 ∅13용 대 20 1
16 CF카드 선수용(2GB) 개 1 1
17 CF카드 어댑터 MCT 장착용 개 4 1
18 CF카드 Reader기 선수용 개 5 1
19작품 보관통
300*200*150 통 1 1 MCT제품 보관용
20 150*100*100 통 1 1 사출품 보관용
21 캠 시뮬레이션용프로그램 Cimco Editor 프로그램 개 40 1 MCT 심사용
컴퓨터에 설치 CAM검증용 P/G
22 사출성형용 수지 GPPS (25SPI) 포 20 1 20KG 2포
23 채점용 측정기
버니어캘리퍼스, 내외측 마이크로미터(0~25, 25~50, 50~75)게이블록(103개조)
셋 40 1 신품에 준할것 채점용(사전 검수할 것)
* 기타 금형에 필요한 장비

- 9 -
나. 선수 지참목록
m 사용공구 및 측정기류
순번 공 구 명 규 격 단위 수량 비고(용도)
1 밀링바이스 및 해당부속품 150 mm 개 1
2 평엔드밀 ∅ 1.5 ~ 12 개 필요수표준길이∅1.5-4 mm∅2-6 mm
3 볼엔드밀 B2 ~ B4 개 필요수 표준길이∅2-5 mm
4 코너R 엔드밀 R0.5, R1, R1.5, R2 개 필요수 표준길이
5 챔퍼밀 사용금지 삭제해야함
6 드릴 ∅2.0~10 (0.1 mm단위) 조 1 KSB4153 참조
7 테이퍼 드릴, 리머 M5 개 1 스프루 홀
8 정밀드릴바이스 0~100 mm 개 1
9 센터드릴 ∅1.5 ~ 3 개 각
10 카운터보어 M3~6 개 각1
11 리머 ∅2.0,2.5,3,4,5,6,8,10(H7용) 개 각1
12 머신탭 M3~6 개 각1
13 렌치세트 M2~12용 조 1 조립작업
14 각종 척류 및 머신관련 공구(엔드밀척, 드릴척, 평행대 등) 각종(BT40) 조 1 장비와 호환
(머시닝센터)
15 각종 수공구(망치, 핀 펀치, 센터 펀치 등) 각종 조 1
16 에어 또는 전기그라인더 ∅3 mm용 개 1 척킹 직경
17 샌드페이퍼 각종 장 10 사상용
18 오일스톤 각종 조 각1 사상용
19 다이아몬드 콤파운드 각종 개 각1 경면사상용
20 버니어캘리퍼스 0~150 mm 개 각1
21 외/내측 마이크로미터 0~75 mm 조 각1 규격별
22 깊이 마이크로미터 0~50 mm 조 각1 규격별
23 인디게이터 0.002~0.01 mm 조 각1 분해능
24 디스크 마이크로미터 0~75 mm 조 각1 규격별
25 하이트게이지 0~150 mm 개 1 또는 2차원 측정기
26 블럭게이지 47품 1급 이상 개 1
27 정밀직각자 100 ×70 개 1
28 R-게이지 R1~R15 조 1
29 정밀정반 300×450 개 1 주철 또는 석정반
30 이젝터 핀 ∅2.0,2.5,3,4,5,6,8,10mm 조 각10 KS 규격을 준용함
선수 설계도면과 일치여부확인
31 탁상드릴링 머신 가공범위: ∅1~13 mm 대 1 구멍가공용
32 이젝터핀 절단기 가공범위: ∅1~13 mm 대 1
33 보안경, 안전화, 작업복, 방진마스크 선수 착용 사이즈 조 1 안전보호구
착용필수
※ 일부 공구는 사용 장비에 따라 바뀔 수 있으며, 규격에 준하는 공구 및 측정기를 사용한다.
- 10 -
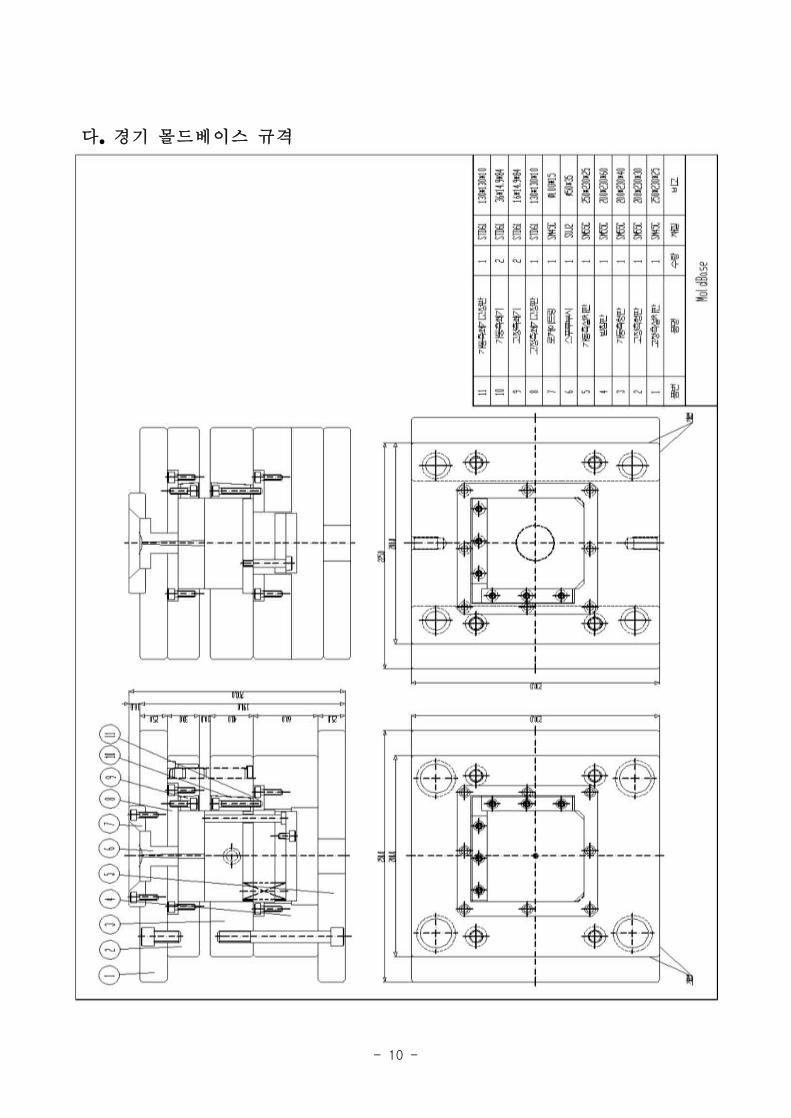
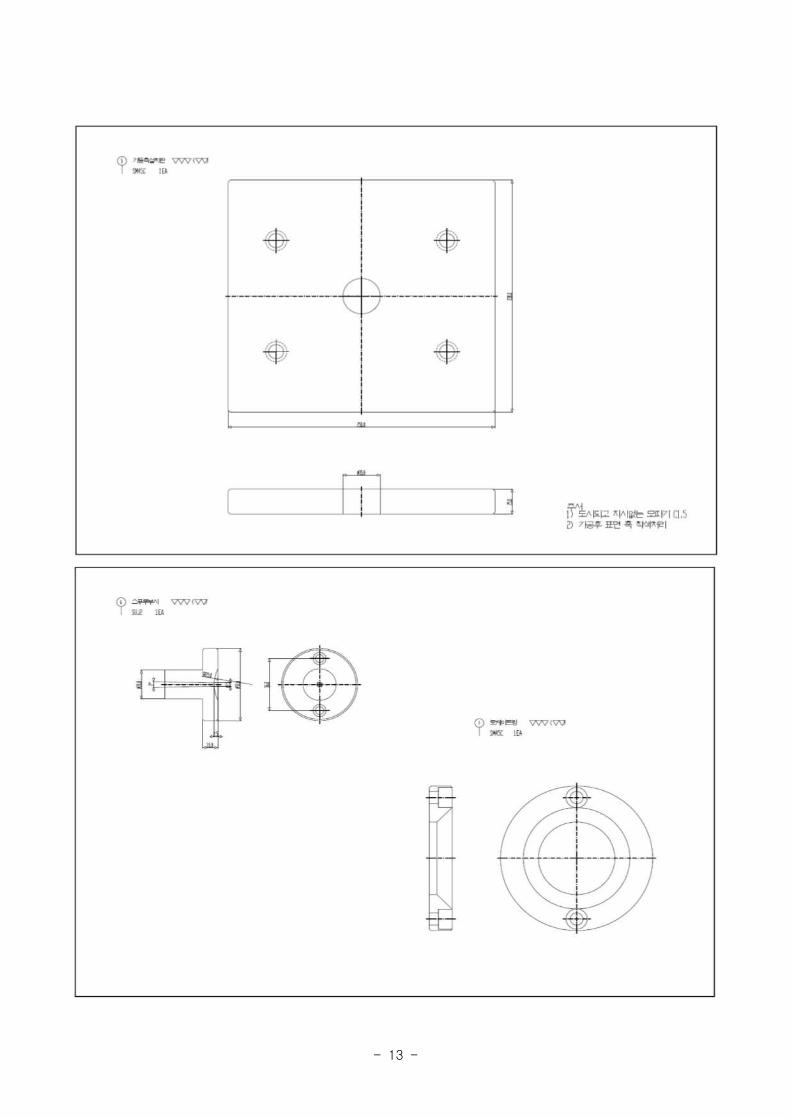
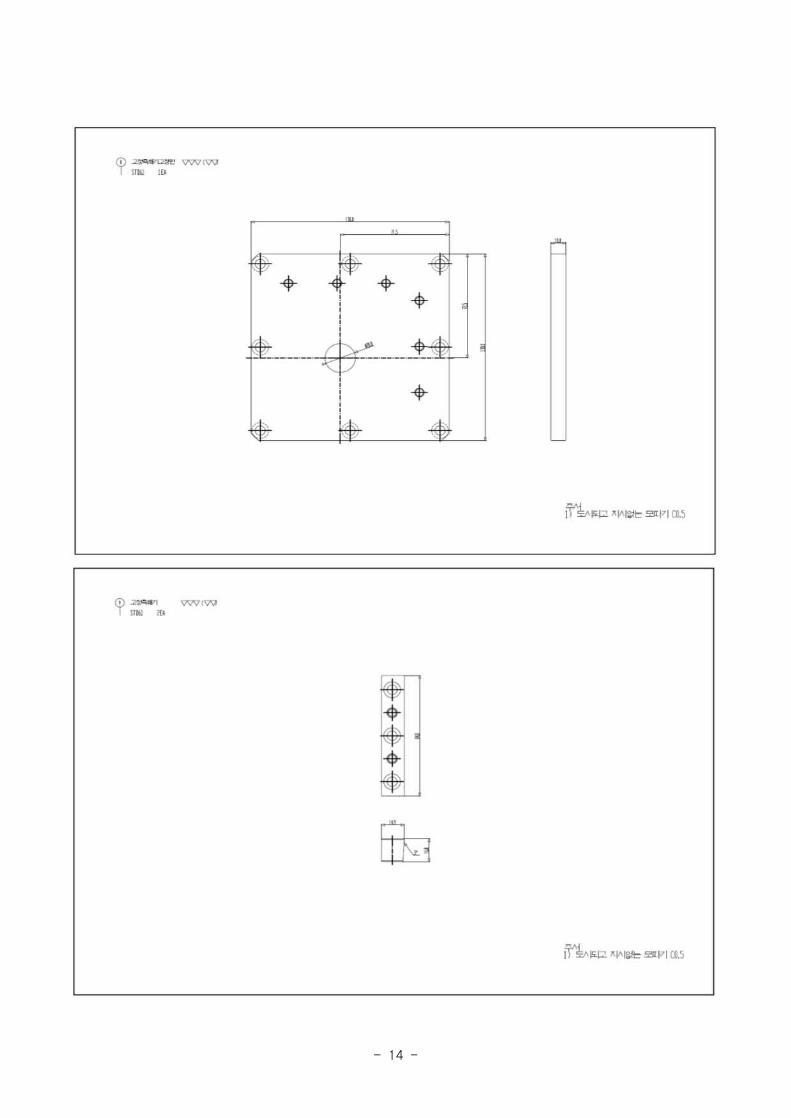
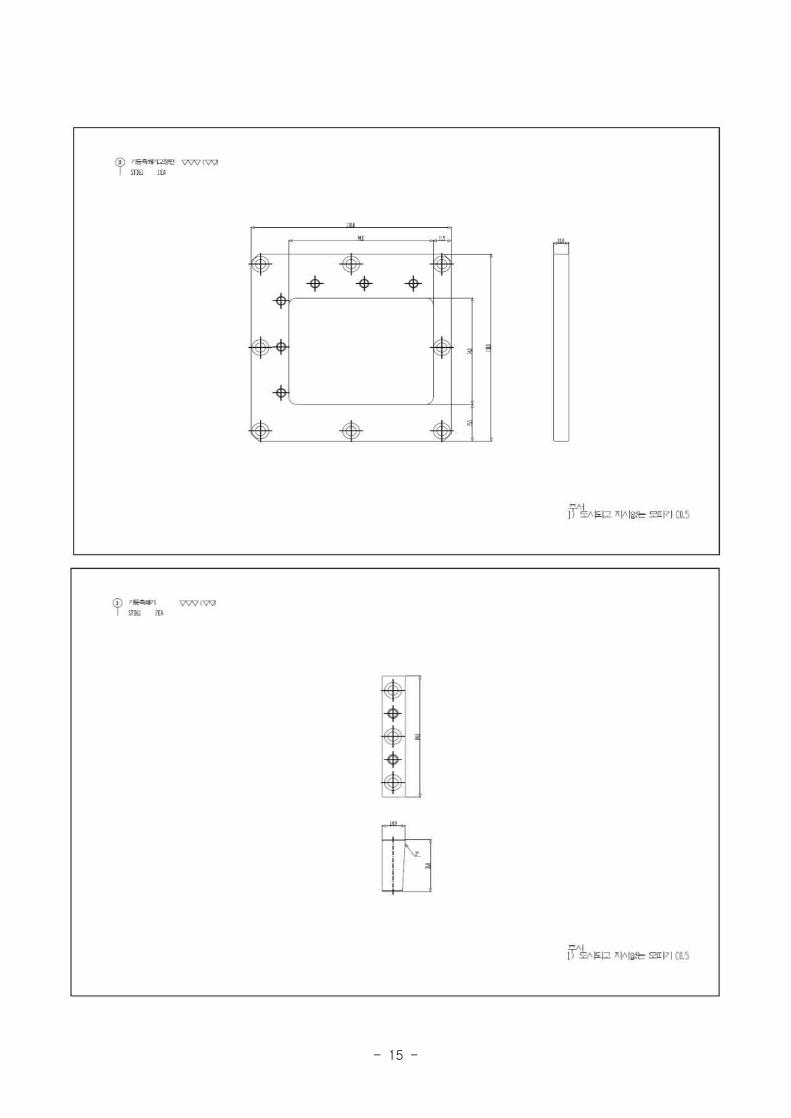
다. 경기 몰드베이스 규격

- 11 -

- 12 -
- 13 -
- 14 -
- 15 -
- 16 -
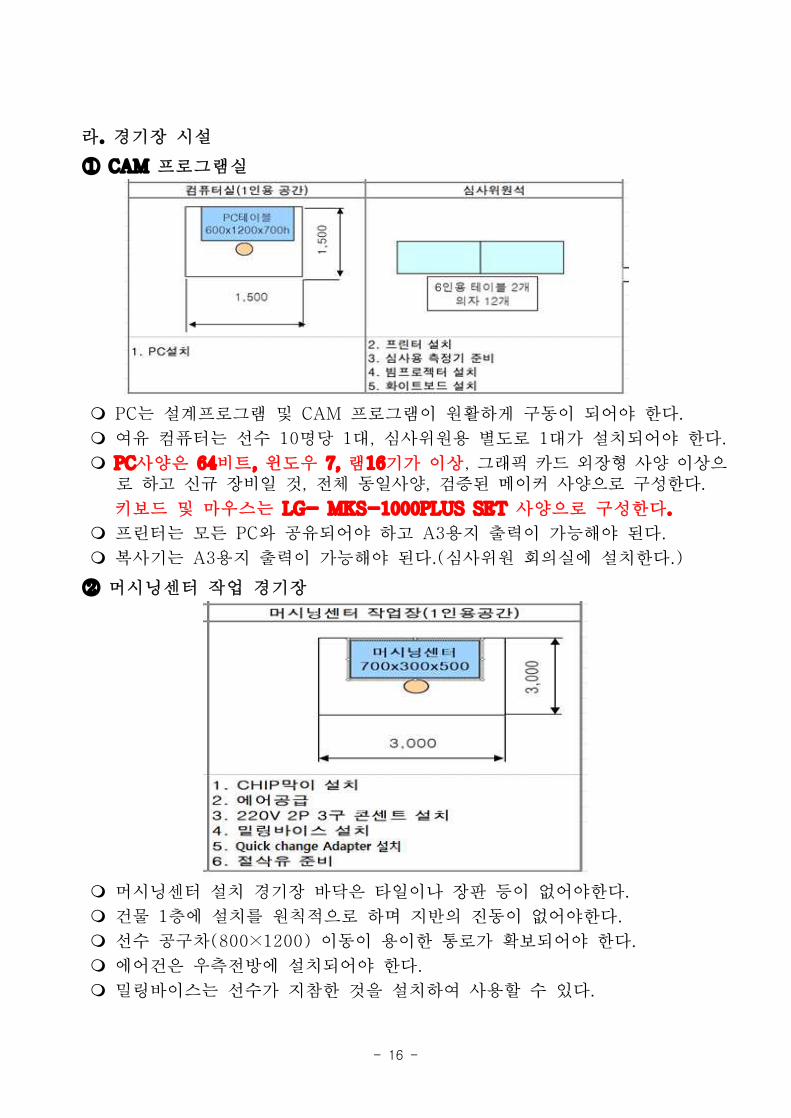
라. 경기장 시설
① CAM 프로그램실
m PC는 설계프로그램 및 CAM 프로그램이 원활하게 구동이 되어야 한다. m 여유 컴퓨터는 선수 10명당 1대, 심사위원용 별도로 1대가 설치되어야 한다. m PC사양은 64비트, 윈도우 7, 램16기가 이상, 그래픽 카드 외장형 사양 이상으
로 하고 신규 장비일 것, 전체 동일사양, 검증된 메이커 사양으로 구성한다. 키보드 및 마우스는 LG- MKS-1000PLUS SET 사양으로 구성한다. m 프린터는 모든 PC와 공유되어야 하고 A3용지 출력이 가능해야 된다. m 복사기는 A3용지 출력이 가능해야 된다.(심사위원 회의실에 설치한다.) ② 머시닝센터 작업 경기장
m 머시닝센터 설치 경기장 바닥은 타일이나 장판 등이 없어야한다. m 건물 1층에 설치를 원칙적으로 하며 지반의 진동이 없어야한다. m 선수 공구차(800×1200) 이동이 용이한 통로가 확보되어야 한다. m 에어건은 우측전방에 설치되어야 한다. m 밀링바이스는 선수가 지참한 것을 설치하여 사용할 수 있다.

- 17 -
③ 사상 작업 경기장
m 선수용 공구박스 부분은 공간만 확보할 것(개인지참) m 보조작업대는 선수용 공구박스로 교체할 수 있다. m 에어공급 및 3구분기를 설치한다. m LINE에 수분이 제거되어 압축공기가 공급되어야 한다. m 220V 3상 전원 및 콘센트를 설치한다. ④ 사출 작업 경기장
m 수평형 사출성형기 사양 (30∼55ton 범위)
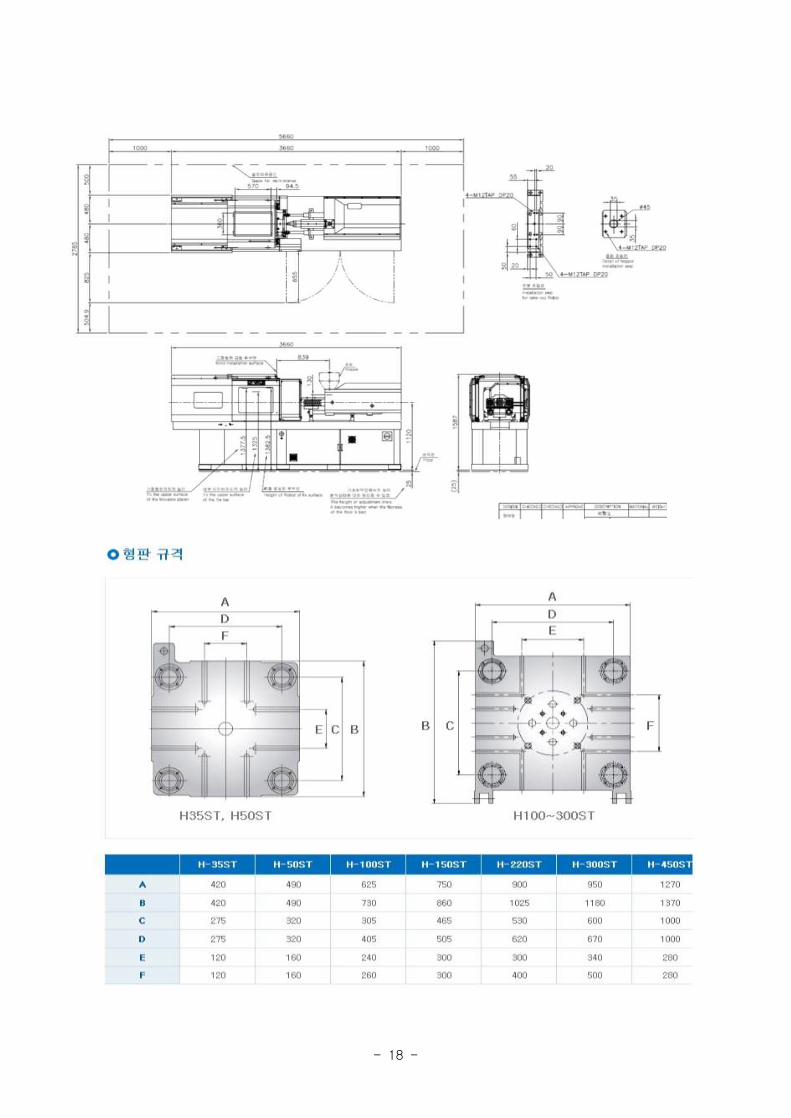
- 18 -

- 19 -
⑤ 정밀 측정실
m 3차원 측정기를 설치하되 항온시설이 설치되어야 한다. m 심사위원 측정테이블이 2개 이상 설치되어야 한다. m 게이지블록, 마이크로미터, 2차원측정기 등 개별측정기가 배치되어야 한다. m 채점용PC, 프린터, 빔 프로젝터 등이 설치되어야 한다. m 3차원 측정 및 일반 측정 모습을 모니터링 할 수 있도록 시스템이 설치되어야 한다.7 사출금형 제작ᄎ
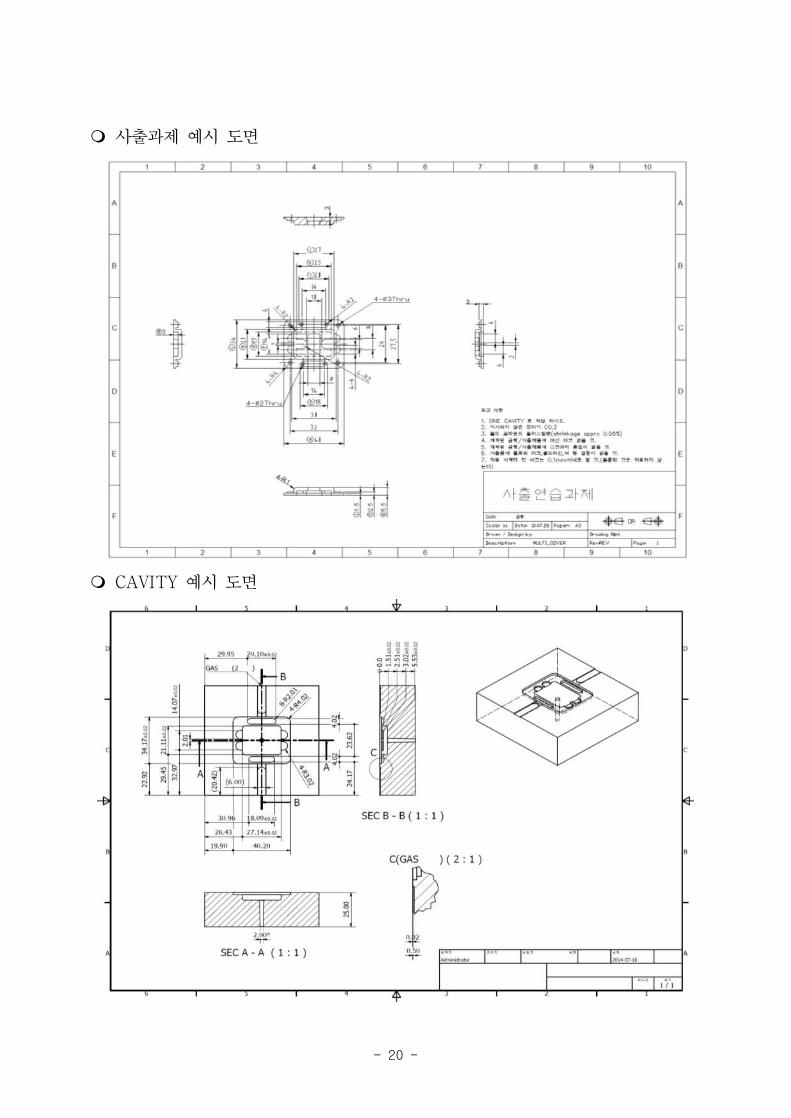
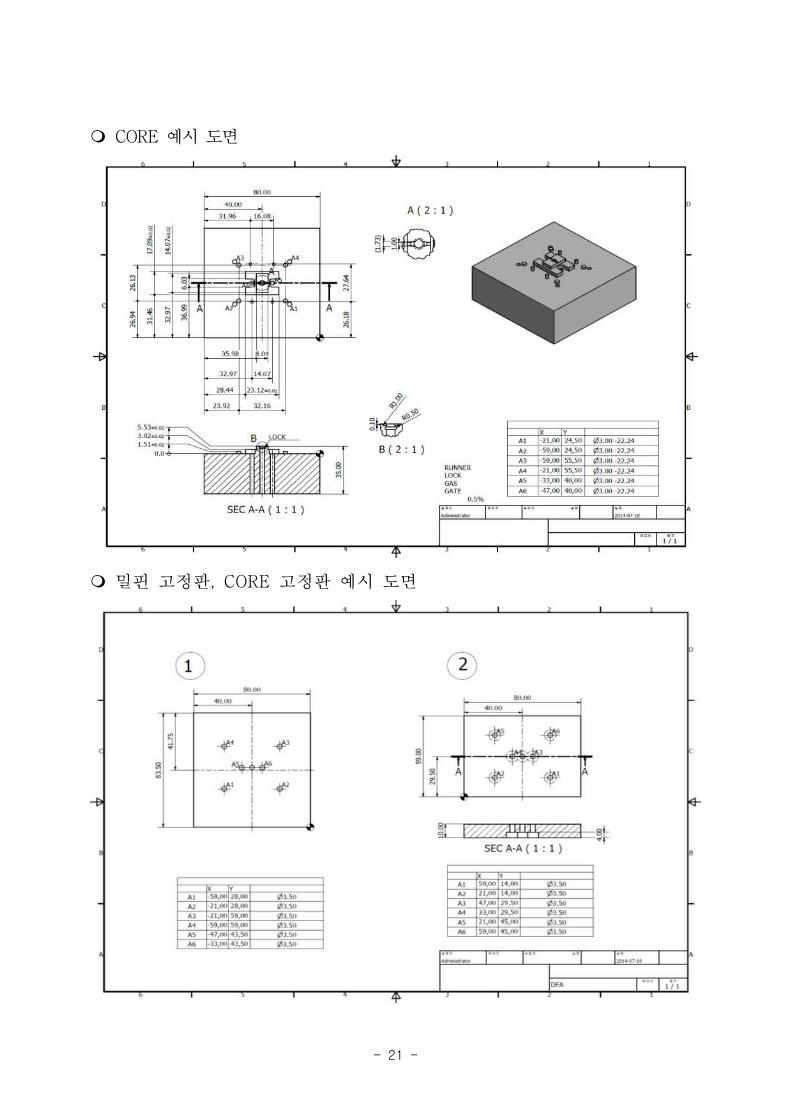
가. 설계공정 m 2D, 3D 설계프로그램을 활용하여 설계한다. m 성형물을 스케치, 설계프로그램을 이용하여 모델링 형상화한다. m 제품모델링을활용하여수축률을적용하고절단면을결정하여코어, 캐비티를 모델링한다. m 코어 받침판, 밀핀 고정판, 밀핀 등을 모델링한다. m 모델링한 각 부품들을 도면화하여 치수, 지시, 주서, 공차 등을 KS 제도기법에
맞게 기입하여 제출한다.※ 단, 설계프로그램의 금형 관련 기능은 사용할 수 없다.
- 20 -
m 사출과제 예시 도면
m CAVITY 예시 도면
- 21 -
m CORE 예시 도면
m 밀핀 고정판, CORE 고정판 예시 도면

- 22 -
나. CAM 공정 m CAM 소프트웨어를 이용하여 NC DATA를 추출한다. m 홀, 황삭, 정삭, 잔삭 등을 MASTER CAM 등의 소프트웨어를 이용하여 NC
DATA를 제출할 수 있어야 한다. m 설계에서 완성한 모델링, 도면을 활용하여 CAM작업을 실시한다. m 2D스케치, 3D모델링을 CAM 작업 시 병행하여 사용할 수 있다. m 캐비티 포켓작업, 가스빼기 등의 NC DATA를 추출한다. m 코어 드릴링, 리머, 윤곽, LOCK장치 등의 NC DATA를 추출한다. m 코어 받침판, 상 밀판에 드릴링, 자리파기 등의 NC DATA를 추출한다. 다. 가공 공정
m CAM 공정에서 제출한 NC DATA를 사용하여 기계가공(머시닝센터)을 한다. m 기계가공 시 CAM DATA를 수정할 수 없으며, 기계조작판에서만 수정이 가능하다. m 선수는 재료의 상태를 확인하고 제출된 제품에는 각인이 반드시 있어야한다.
(※ 각인 또는 진행비번호가 없는 제품은 채점대상에서 제외한다.) m 기계가공 시 사상작업을 할 수 없으며, 단 모서리처리, BURR제거 등은 할 수 있다. m 기계가공 제품은 코어, 캐비티, 코어 받침판, 상밀판으로 제한한다. m 기계가공은 자동, 반자동, 수동 등을 병행하여 작업할 수 있다. m 기계가공 작업 시 특수공구는 사용할 수 없다. 라. 사상 작업
m 기계가공 제품을 수공구를 이용하여 경면 사상 및 조립작업을 한다. m 경면 사상은 오일스톤, 사포, 컴파운드 등을 이용하여 작업한다. m 사상 작업 시 전동공구 및 초음파 사상기를 활용할 수 있다. m 밀핀 절단기를 사용하여 이젝터 핀을 제작한다. m 밀핀은 표준 규격제품을 사용하고 가공되지 않아야한다. m 드릴링 머신은 드릴링, 리밍, 카운터 보링, 홀 모따기 등에 활용할 수 있다. m 경면 사상 완료 후 조립하여 제출한다.
- 23 -
마. 사출 작업
m 조립된 금형을 몰드 베이스 장착 후 사출 작업을 실시한다. m 사출 작업은 전문 엔지니어가 조작하고 선수는 조건을 제시한다. m 사출 작업은 시험사출(수동사출)과 본 사출(자동사출)로 나눈다. m 시험사출 작업 시 용량, 압력 등 조건을 변경할 수 있다. m 시험사출 작업은 10회로 제한하고 사출조건은 선수본인이 제시하여야 한다.
- 사출제품이 성형되는데 문제가 없는 기본 포맷에서 시작 m 사출 작업(시험사출 및 본사출)의 시간은 총30분 이내로 제한하고 불필요한
시간을 지연시키는 행위 등은 경고조치 할 수 있다.(시험사출 20분, 본사출10분 이내에 실시하며, 금형 장착시간은 제외한다.
m 본사출 작업은 10회 실시한다. m 본사출 중 장비를 조작하거나 조건을 조정할 수 없다. m 본사출 완료 된 제품 중 선수 본인이 2개 선택하여 채점용으로 제출한다. m 시험사출 작업 시 사출품에 문제가 있더라도 금형의 탈착을 할 수 없다.
- 사출성형 불량 시 스프루 부시 박힌 것만 엔지니어가 빼준다. 코어, 캐비티 성형부 박힌 것은 선수가 직접 뺀다.
m 조립이 되지 않은 금형은 사출작업을 할 수 없다.8 채점에 관한 사항ᄎ
m 채점은 과제출제위원이 정한 채점기준에 의하며 채점기준은 경기직전에 과제와 함께 공개함을 원칙으로 한다.
m 채점기준은 최종 선정된 과제에 따라 상이할 수 있다. 가. 설계 채점
m 설계 채점은 채점표를 기준으로 채점한다. m 채점 부위 별 배점제를 바탕으로 채점한다. m 심사위원 견해나 기준으로 채점할 수 없다. m 선수가 금형 설계 작업 중 설계프로그램의 금형관련 기능을 사용하였을 경우
부정행위로 간주하고 설계과제 전체를 채점하지 않는다.

- 24 -
나. 성형품 채점
m 선수가 제출한 성형품을 기준으로 채점한다. m 성형품 측정은 3차원 측정을 기본으로 한다. 단, 성형품 상태가 3차원 측정이
불가능 할 경우 심사위원이 직접 측정한다.(성형품 측정 비디오메타 측정 추천) m 공차측정 시 BURR, 밀핀자국, 게이트 등은 피하여 측정한다. m 파손 부위 존재 시 해당 공차는 채점하지 않는다. m 형상상이 시 해당 부위 전체의 공차는 채점하지 않는다. m BURR, 찍힘 부위, 밀핀부위 돌출(오목)길이가 1mm 이상 시 형상상이로 간주한다. m 성형품에서 제시된 도형 부위가 없는 경우(미가공)에는 그 부위를 형상상이로
간주한다.(R, C 제외1.0 이하일 경우) 다. 사출 양산성 채점
m 사출 양산성은 5점 만점에 1회당 0.5점으로 채점한다. m 본사출 중 완제품의 자동취출이 중단될 경우 자유낙하한 제품만 양산횟수로 인정한다. m 채점용 제품은 자동사출(본사출) 작업에 의한 제품만 선택하여 제출 가능하고,
시사출 제품은 채점용으로 제출할 수 없다. 라. 금형 채점
m 선수가 제출한 금형의 조립 및 작동상태를 확인 하고 선수가 직접 금형을
분해하고 측정을 위한 청소를 마친 후에 제출한다. m 금형 측정은 3차원 측정을 기본으로 한다. 단, 금형 상태가 3차원 측정이 불
가능 할 경우 심사위원이 직접 측정한다. m 채점순서는 주관채점(외관)후 3차원 측정을 한다. m 형상상이 시 해당 부위 전체의 공차는 채점하지 않는다. m 과절삭 부위가 1mm 이상일 시 형상상이로 간주한다. 마. 채점기준표 (예시) ① 주요항목별 배점
일련번호 주 요 항 목
채점방법배점
득점주관적채점 객관적채점
A 금형설계(2D, 3D) ○ ○ 20B 금형 ○ ○ 30C 사출 공정 ○ 5D 성형품 ○ ○ 45E 재료교환 ○ 0 1개당 -3점
합 계 100

- 25 -
② 세부 주요항목별 배점
항목 번호 내용 도면값 만점 득점 비고
A 세부항목별 채점표 참조 (보조채점표)
A 설계총점
20
B
1캐비티 금형외관(제품부위) 2
국제대회 방식에 준하는
4등급제 적용
코어 금형외관(제품부위) 2 등급제
2 밀핀 유동 1 사출작업 시 리턴핀 작동유무
3금형 정밀치수
(수축률 적용 설계치수)
설계치수
±0.01mm20
사출제품 도면표기 ±0.05
정밀치수 20개소 1.0점씩
4금형 일반치수
(수축률 적용 설계치수)
설계치수
±0.1mm5
사출제품 도면표기 ±0.1
일반치수 10개소 0.5점씩
5 설계도면과 일치여부 (감점 항목) -3
1개소 상이마다 –1점
(밀핀, 게이트 등의 위치, 형상)
최대 –3점 범위 감점
B 금형총점
30
C 1 양산성 5
1 Shot 0.5점
(자동 사출작업 시 완제품 자유
낙하 횟수) 10 Shot test
C 사출공정총점
5
D
1 정밀치수 ±0.05mm 26 도면표시부 20개소 1.3점
2 일반치수 ±0.1mm 9 도면표시부 10개소 0.9점
3 BURR상태 2 등급제
4 밀핀 자국 (제품기준) 2 돌출량 ±0.1초과 (등급제)
5 엔드밀 자국 2 등급제
6
성형결함
(스크래치, 패인 홈, 플로마크, 웰
드라인, 크랙, 기포 등)
4 등급제
D 사출 제품총점
45
E 재료교환 재료교환 1개당 -3점
- 금형설계 및 금형제작의 경우 각 작업별 제한된 시간 내 완성되지 못하더라도 제출된 상태까지 채점할 수
있는 부분은 채점토록 한다.
- 사출작업의 경우 최초 시험사출 10개 이내에서 실시하고, 총 10개의 자동 사출작업을 진행하여 양산성을
채점토록하고, 해당선수가 본 사출품 중 2개를 직접 선정하여(1개는 게이트 절단, 1개는 게이트가 포함된
상태) 측정용으로 제출하여 성형제품의 측정을 진행한다,
- 만약 자동 사출작업(본 사출)이 되지 않아서 본 사출 완제품이 하나도 나오지 않은 경우는 채점하지 않는다.
- 경기 진행 및 채점 세부내용은 심사장 및 심사위원이 합의하여 변경할 수 있다.(경기시작 전)
- 채점표는 경기시작 전 공개하여 선수들이 제품의 특성을 파악하여 수행할 수 있도록 한다.
- 26 -
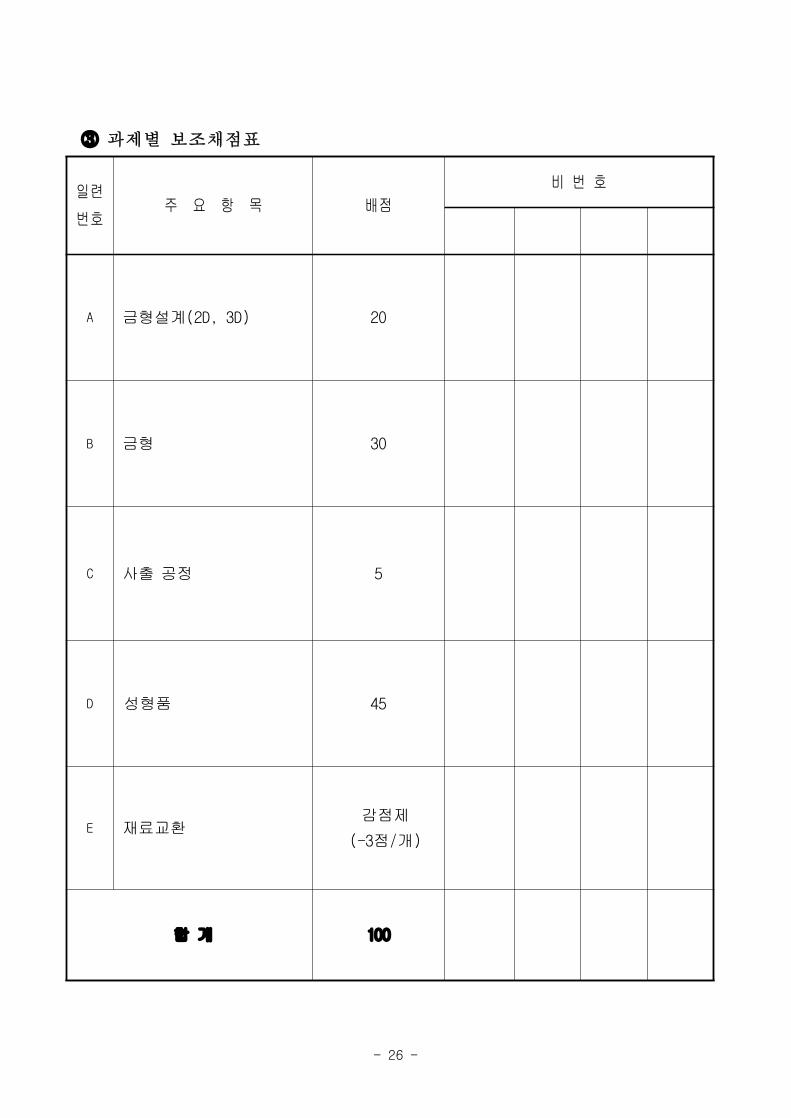
③ 과제별 보조채점표
일련
번호 주 요 항 목 배점
비 번 호
A 금형설계(2D, 3D) 20
B 금형 30
C 사출 공정 5
D 성형품 45
E 재료교환감점제
(-3점/개)
합 계 100
- 27 -
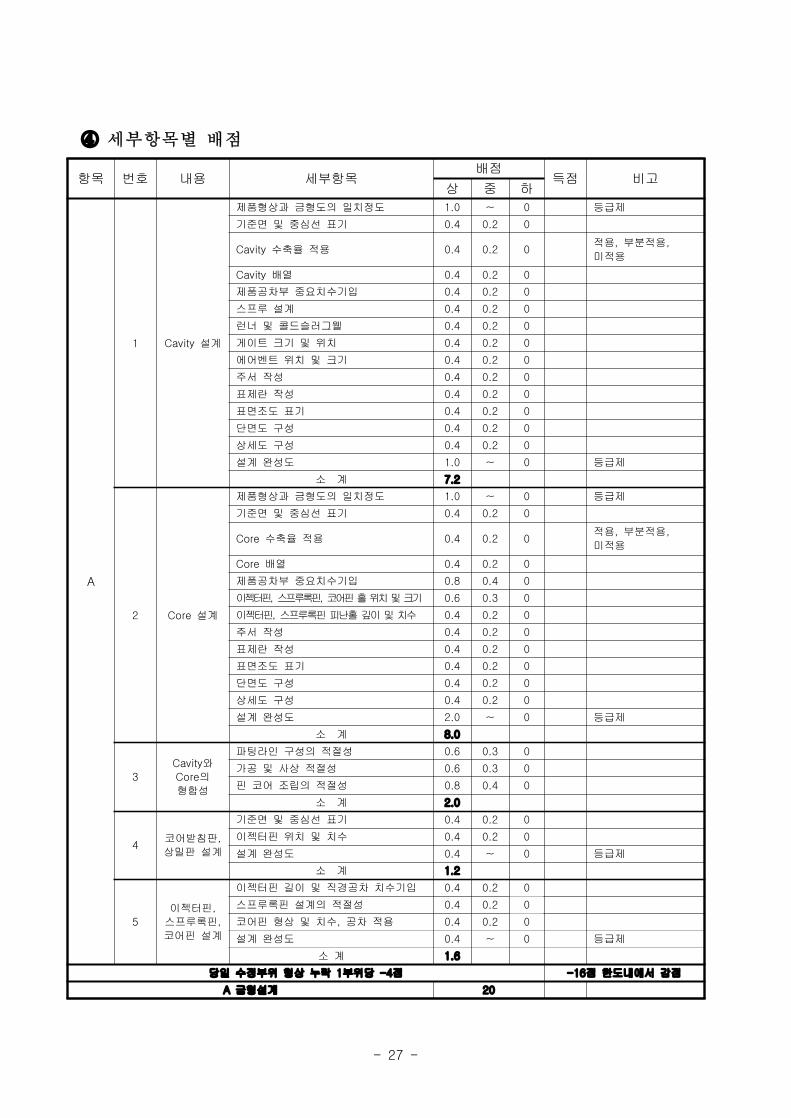
④ 세부항목별 배점
항목 번호 내용 세부항목배점
득점 비고상 중 하
A
1 Cavity 설계
제품형상과 금형도의 일치정도 1.0 ~ 0 등급제
기준면 및 중심선 표기 0.4 0.2 0
Cavity 수축율 적용 0.4 0.2 0적용, 부분적용,
미적용
Cavity 배열 0.4 0.2 0
제품공차부 중요치수기입 0.4 0.2 0
스프루 설계 0.4 0.2 0
런너 및 콜드슬러그웰 0.4 0.2 0
게이트 크기 및 위치 0.4 0.2 0
에어벤트 위치 및 크기 0.4 0.2 0
주서 작성 0.4 0.2 0
표제란 작성 0.4 0.2 0
표면조도 표기 0.4 0.2 0
단면도 구성 0.4 0.2 0
상세도 구성 0.4 0.2 0
설계 완성도 1.0 ~ 0 등급제
소 계 7.2
2 Core 설계
제품형상과 금형도의 일치정도 1.0 ~ 0 등급제
기준면 및 중심선 표기 0.4 0.2 0
Core 수축율 적용 0.4 0.2 0적용, 부분적용,
미적용
Core 배열 0.4 0.2 0
제품공차부 중요치수기입 0.8 0.4 0
이젝터핀, 스프루록핀, 코어핀 홀 위치 및 크기 0.6 0.3 0
이젝터핀, 스프루록핀 피난홀 깊이 및 치수 0.4 0.2 0
주서 작성 0.4 0.2 0
표제란 작성 0.4 0.2 0
표면조도 표기 0.4 0.2 0
단면도 구성 0.4 0.2 0
상세도 구성 0.4 0.2 0
설계 완성도 2.0 ~ 0 등급제
소 계 8.0
3
Cavity와
Core의
형합성
파팅라인 구성의 적절성 0.6 0.3 0
가공 및 사상 적절성 0.6 0.3 0
핀 코어 조립의 적절성 0.8 0.4 0
소 계 2.0
4코어받침판,
상밀판 설계
기준면 및 중심선 표기 0.4 0.2 0
이젝터핀 위치 및 치수 0.4 0.2 0
설계 완성도 0.4 ~ 0 등급제
소 계 1.2
5
이젝터핀,
스프루록핀,
코어핀 설계
이젝터핀 길이 및 직경공차 치수기입 0.4 0.2 0
스프루록핀 설계의 적절성 0.4 0.2 0
코어핀 형상 및 치수, 공차 적용 0.4 0.2 0
설계 완성도 0.4 ~ 0 등급제
소 계 1.6
당일 수정부위 형상 누락 1부위당 -4점 -16점 한도내에서 감점
A 금형설계 20
- 28 -
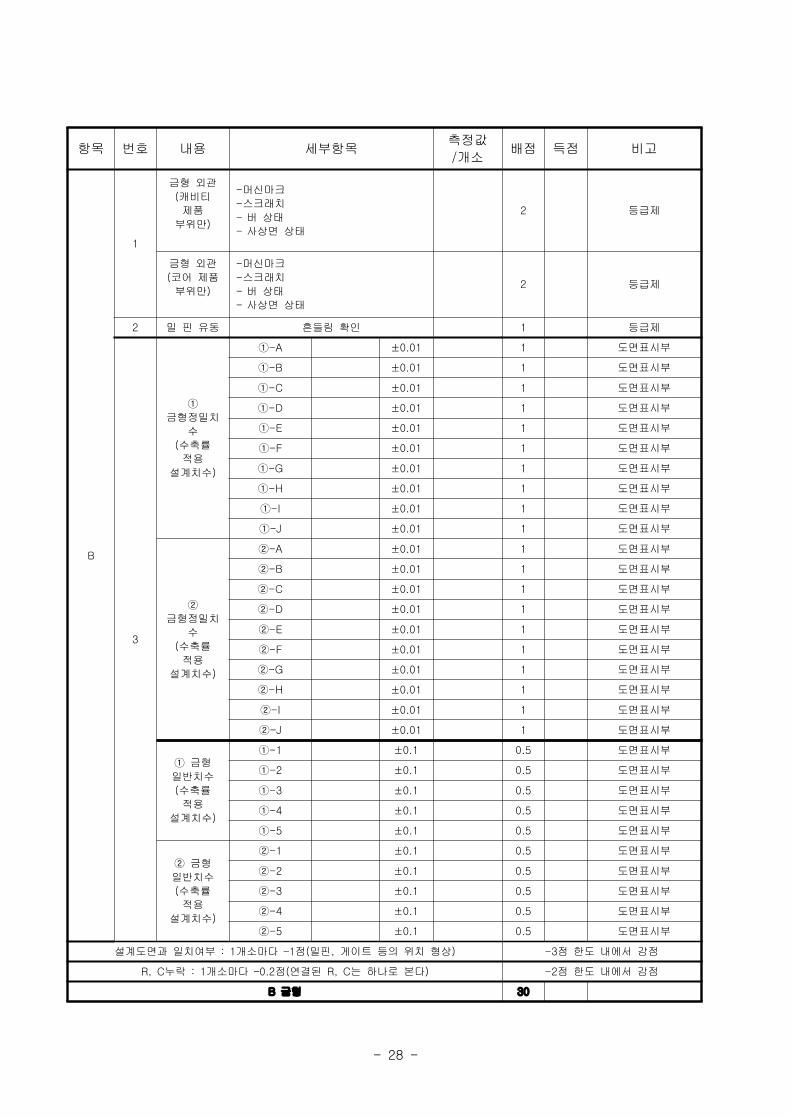
항목 번호 내용 세부항목측정값
/개소배점 득점 비고
B
1
금형 외관
(캐비티
제품
부위만)
-머신마크
-스크래치
- 버 상태
- 사상면 상태
2 등급제
금형 외관
(코어 제품
부위만)
-머신마크
-스크래치
- 버 상태
- 사상면 상태
2 등급제
2 밀 핀 유동 흔들림 확인 1 등급제
3
①
금형정밀치
수
(수축률
적용
설계치수)
①-A ±0.01 1 도면표시부
①-B ±0.01 1 도면표시부
①-C ±0.01 1 도면표시부
①-D ±0.01 1 도면표시부
①-E ±0.01 1 도면표시부
①-F ±0.01 1 도면표시부
①-G ±0.01 1 도면표시부
①-H ±0.01 1 도면표시부
①-I ±0.01 1 도면표시부
①-J ±0.01 1 도면표시부
②
금형정밀치
수
(수축률
적용
설계치수)
②-A ±0.01 1 도면표시부
②-B ±0.01 1 도면표시부
②-C ±0.01 1 도면표시부
②-D ±0.01 1 도면표시부
②-E ±0.01 1 도면표시부
②-F ±0.01 1 도면표시부
②-G ±0.01 1 도면표시부
②-H ±0.01 1 도면표시부
②-I ±0.01 1 도면표시부
②-J ±0.01 1 도면표시부
① 금형
일반치수
(수축률
적용
설계치수)
①-1 ±0.1 0.5 도면표시부
①-2 ±0.1 0.5 도면표시부
①-3 ±0.1 0.5 도면표시부
①-4 ±0.1 0.5 도면표시부
①-5 ±0.1 0.5 도면표시부
② 금형
일반치수
(수축률
적용
설계치수)
②-1 ±0.1 0.5 도면표시부
②-2 ±0.1 0.5 도면표시부
②-3 ±0.1 0.5 도면표시부
②-4 ±0.1 0.5 도면표시부
②-5 ±0.1 0.5 도면표시부
설계도면과 일치여부 : 1개소마다 –1점(밀핀, 게이트 등의 위치 형상) -3점 한도 내에서 감점
R, C누락 : 1개소마다 –0.2점(연결된 R, C는 하나로 본다) -2점 한도 내에서 감점
B 금형 30
- 29 -
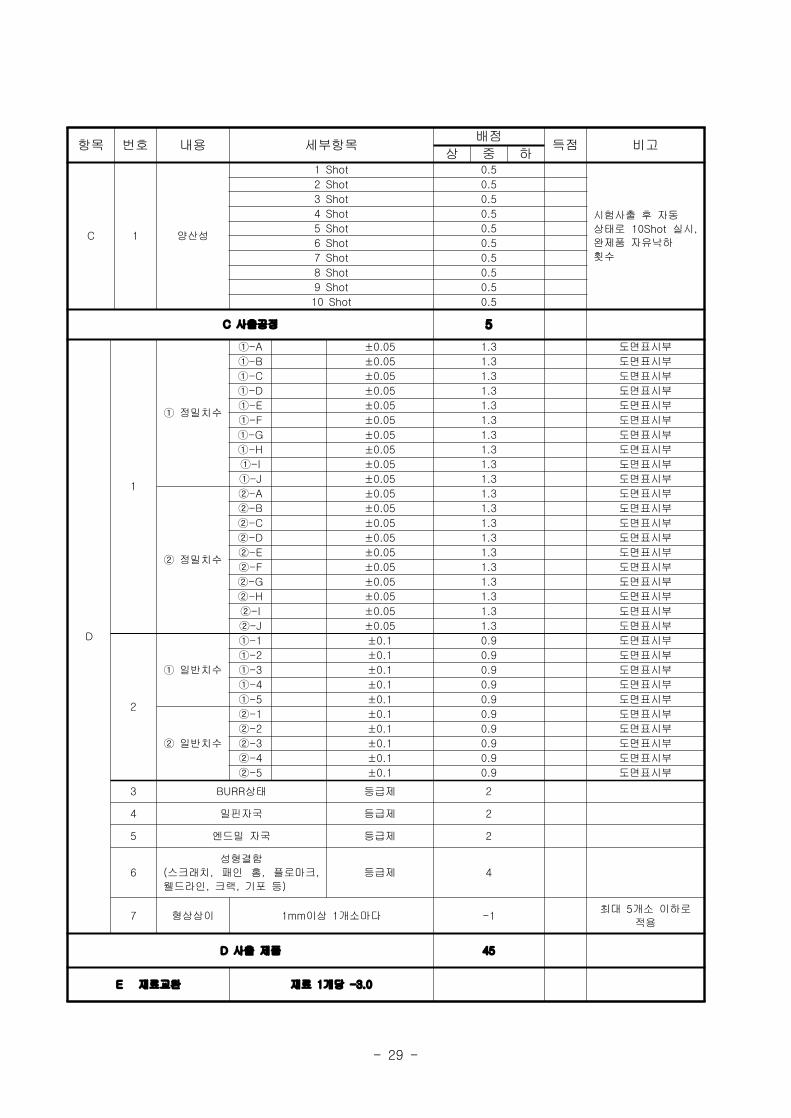
항목 번호 내용 세부항목배점
득점 비고상 중 하
C 1 양산성
1 Shot 0.5
시험사출 후 자동
상태로 10Shot 실시,
완제품 자유낙하
횟수
2 Shot 0.5
3 Shot 0.5
4 Shot 0.5
5 Shot 0.5
6 Shot 0.5
7 Shot 0.5
8 Shot 0.5
9 Shot 0.5
10 Shot 0.5
C 사출공정 5
D
1
① 정밀치수
①-A ±0.05 1.3 도면표시부
①-B ±0.05 1.3 도면표시부
①-C ±0.05 1.3 도면표시부
①-D ±0.05 1.3 도면표시부
①-E ±0.05 1.3 도면표시부
①-F ±0.05 1.3 도면표시부
①-G ±0.05 1.3 도면표시부
①-H ±0.05 1.3 도면표시부
①-I ±0.05 1.3 도면표시부
①-J ±0.05 1.3 도면표시부
② 정밀치수
②-A ±0.05 1.3 도면표시부
②-B ±0.05 1.3 도면표시부
②-C ±0.05 1.3 도면표시부
②-D ±0.05 1.3 도면표시부
②-E ±0.05 1.3 도면표시부
②-F ±0.05 1.3 도면표시부
②-G ±0.05 1.3 도면표시부
②-H ±0.05 1.3 도면표시부
②-I ±0.05 1.3 도면표시부
②-J ±0.05 1.3 도면표시부
2
① 일반치수
①-1 ±0.1 0.9 도면표시부
①-2 ±0.1 0.9 도면표시부
①-3 ±0.1 0.9 도면표시부
①-4 ±0.1 0.9 도면표시부
①-5 ±0.1 0.9 도면표시부
② 일반치수
②-1 ±0.1 0.9 도면표시부
②-2 ±0.1 0.9 도면표시부
②-3 ±0.1 0.9 도면표시부
②-4 ±0.1 0.9 도면표시부
②-5 ±0.1 0.9 도면표시부
3 BURR상태 등급제 2
4 밀핀자국 등급제 2
5 엔드밀 자국 등급제 2
6
성형결함
(스크래치, 패인 홈, 플로마크,
웰드라인, 크랙, 기포 등)
등급제 4
7 형상상이 1mm이상 1개소마다 -1최대 5개소 이하로
적용
D 사출 제품 45
E 재료교환 재료 1개당 -3.0
- 30 -
9 안전 및 기타ᄎ
m 기계작업 중에는 보안경과 긴 바지, 안전화 및 두발상태가 긴 경우 모자를
착용하여야 한다.
m 모든 안전복장은 안전규정에 따라 착용하여야 한다.
※ 안전 보호구 미착용이나 안전에 위배되는 작업을 하는 경우 반드시 감점처리 한다.
10 공통사항ᄎ
m 직종설명서의 내용은 과제출제 및 경기진행, 심사채점 과정 등에서 사전 예고
없이 일부 변경될 수 있음.
m 직종설명의 내용보다는 경기과제, 채점 기준표, 시행자료(시행시 유의사항,
경기장 시설목록, 선수지참재료목록, 선수지참공구목록 등) 등이 우선함
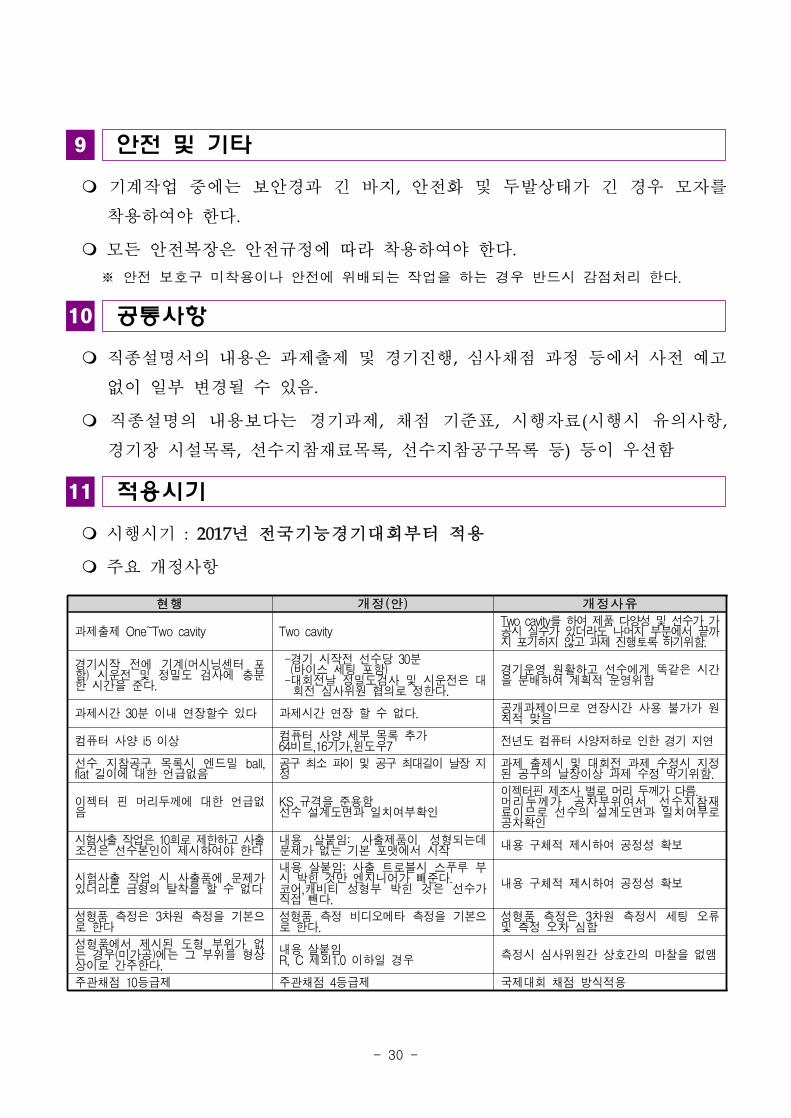
11 적용시기ᄎ
m 시행시기 : 2017년 전국기능경기대회부터 적용
m 주요 개정사항
현행 개정(안) 개정사유
과제출제 One~Two cavity Two cavityTwo cavity를 하여 제품 다양성 및 선수가 가공시 실수가 있더라도 나머지 부분에서 끝까지 포기하지 않고 과제 진행토록 하기위함.
경기시작 전에 기계(머시닝센터 포함) 시운전 및 정밀도 검사에 충분한 시간을 준다.
-경기 시작전 선수당 30분(바이스 세팅 포함)-대회전날 정밀도검사 및 시운전은 대회전 심사위원 협의로 정한다.
경기운영 원활하고 선수에게 똑같은 시간을 분배하여 계획적 운영위함
과제시간 30분 이내 연장할수 있다 과제시간 연장 할 수 없다. 공개과제이므로 연장시간 사용 불가가 원칙적 맞음
컴퓨터 사양 i5 이상 컴퓨터 사양 세부 목록 추가64비트,16기가,윈도우7 전년도 컴퓨터 사양저하로 인한 경기 지연
선수 지참공구 목록시 엔드밀 ball,flat 길이에 대한 언급없음
공구 최소 파이 및 공구 최대길이 날장 지정
과제 출제시 및 대회전 과제 수정시 지정된 공구의 날장이상 과제 수정 막기위함.
이젝터 핀 머리두께에 대한 언급없음
KS 규격을 준용함선수 설계도면과 일치여부확인
이젝터핀 제조사 별로 머리 두께가 다름.머리두께가 공차부위여서 선수지참재료이므로 선수의 설계도면과 일치여부로공차확인
시험사출 작업은 10회로 제한하고 사출조건은 선수본인이 제시하여야 한다
내용 살붙임: 사출제품이 성형되는데문제가 없는 기본 포맷에서 시작 내용 구체적 제시하여 공정성 확보
시험사출 작업 시 사출품에 문제가있더라도 금형의 탈착을 할 수 없다
내용 살붙임: 사출 트로블시 스푸루 부시 박힌 것만 엔지니어가 빼준다.코어,캐비티 성형부 박힌 것은 선수가직접 뺀다.
내용 구체적 제시하여 공정성 확보
성형품 측정은 3차원 측정을 기본으로 한다
성형품 측정 비디오메타 측정을 기본으로 한다.
성형품 측정은 3차원 측정시 세팅 오류및 측정 오차 심함
성형품에서 제시된 도형 부위가 없는 경우(미가공)에는 그 부위를 형상상이로 간주한다.
내용 살붙임R, C 제외1.0 이하일 경우 측정시 심사위원간 상호간의 마찰을 없앰
주관채점 10등급제 주관채점 4등급제 국제대회 채점 방식적용









![[장치구성 및 범례] - HRDKOREAmeister.hrdkorea.or.kr/uploads/docform/20181540168758072... · 2018. 10. 22. · plc, hmi 결선도. 110~230v ac 24vdc24vdc24vdc l+ ml+ ml+ m l1](https://img.pdfslide.tips/doc/110x75/61106820edbd8437ea0b1044/e-e-ee-2018-10-22-plc-hmi-ee-110230v-ac-24vdc24vdc24vdc.jpg)










![DYNAUDIO MC15 - TAEIN Speaker Group...DYNAUDIO MC15 음악을 공략하는 화려한 펀치! Multimedia active speakers [PC-FI Group Test ] March 2010 PC-fi CHoiCe 113 test.indd 113](https://img.pdfslide.tips/doc/110x75/60bc52c39c763b4d5e296580/dynaudio-mc15-speaker-group-dynaudio-mc15-oe-eee-eoe.jpg)




