Embed Size (px)
Citation preview

1
ИНСТИТУТ ПО МЕХАНИКА - БАН
Дисертационен труд
за присъждане на образователна научна степен –Доктор
на тема:
ДЕТЕРМИНИСТИЧНО-ВЕРОЯТНОСТЕН ПОДХОД ПРИ
ИЗПИТВАНЕ НА УМОРА В AlSi7Mg И AlCu6Mn СПЛАВИ
Научна специалност “Приложна механика“
Инж.Георги Добрев
Научен консултант: доц.д-р Александър Попов
Рецензенти: Проф.д.т.н Васил Кавърджиков
Проф.д.т.н Иван Пършоров
2018 г

2
СЪДЪРЖАНИЕ
Стр.
УВОД 3
ГЛАВА 1. СЪСТОЯНИЕ НА ИЗСЛЕДВАНИЯТА ВЪРХУ УМОРА НА ЛЯТИ
АЛУМИНИЕВИ СПЛАВИ 18
1.1. Основни характеристики на микроструктурата на AlSi7Mg,
AlCu6Mn сплави. 18
1.2. Причини за умора при алуминиеви ляти съединения 22
1.3 Цели и задачи на дисертацията 69
ГЛАВА 2. ДЕТЕРМИНИСТИЧЕН ПОДХОД ПРИ ИЗПИТВАНЕ НА УМОРА 70
2.1. Определяне на граница на умора в Al отливки ,класически подход 70
2.2. Влиаяние на- AlD , Si – зърна върху умора на AlSi7Mg сплави. 81
2.3. Изследване влияние на модофикатора върху Si –зърна ,α-матрицата
и H2 пористост върху уморната якост на AlSi7Mg сплав 84
2.4. Определяне на акустичние свойства и среден размер на α-
матрицата и Si –зърна, чрез ултразвук. 104
2.5. Пластичната зона пред-пукнатината изразена , чрез LTL VV ;; . 128
2.5.1. Кинетика на уморната пукнатина - DhOr при, AlSi7Mg,AlCu6Mn. 129
2.6. Оценяване на граница на пластичност чрез ултразвук 139 2.7. Оценяване на граница на умора чрез ултразвук. 143 2.7.1. Задача на Бусинеск при обемно напрегнато състояние. 148 2.7.2. Модел за определяне на константата SC за AlSi7Mg сплави. 148
2.7.3. Определяне на зависимост DHB . 150
ГЛАВА 3 ВЕРОЯТНОСТЕН ПОДХОД ПРИ ИЗПИТВАНЕ НА УМОРА 182 3.1. Плътност на разпределение )( 1Wp на случайната величина
1 . 182
3.1.1 Оценки за параметрите ba; в )( 1Wp чрез апроксимации. 183
3.1.2 Робастни оценки за параметрите ba; в )( 1Wp . 184
3.1.3 Връзка между плътностите на разпределение )( 1p и )(DpW . 184
3.1.4. Пoлучаване на оценки за параметрите , от 1Wp чрез D . 185
3.2 Числови характеристики на случайната величина 1 . 186
3.2.1 Уравнения за параметрите на разпределението на Вейбул )(DpW . 187
3.2.2 Получаване на оценки за Е( 1 ) и D 1 чрез D . 187
3.3. Вероятностна оценка на уморното разрушаване. 188
3.3.1 Апроксимации на кривите на Вьолер. 189
3.3.2 Брой на цикли до разрушаване на изпитвания образец - 1N . 190
3.3.3 Математическо очакване и диспарсия на случайната величина 1N . 190
ГЛАВА 4 ИЗВОДИ 193
ГЛАВА 5. ПРИНОСИ 197
5.1. Практическа приложимост на резултатите. 198
5.2. Публикации по тема на дисертацията. 198
ЛИТЕРАТУРА 200
.

3
УВОД
Под умора на материала се разбира разрушаване в условията на многократно
повтарящо се натоварване, протичащо във времето по определен закон,между две
гранични значения фиг.1. Изясняване механизма на разрушаване от умора повдига
въпросите:
Какви причини довеждат до промяна на механичните и физични свойства в AlSi7Mg,
AlCu6Mn,под въздействие на циклично изменящи се локални напрежения, довеждащи
до деформации, поява вътрешни дефекти и прерастването им в уморни пукнатини?
Уморнaта дълготрайност на материала за Fe –C съединения А)и AlSi отливки B)
разгледана като S-N криви на фиг.1, дава възможност да се определи границата на
умора σ-1 като функционално зависим параметър от вида на микроструктурата .
Фиг.1. Циклично натоварване .
Натоварването може да бъде стационарно циклично или нестационарно, което
съответства на случаен спектър на натоварване. Условно се разглеждат две гранични
значения на натоварване –σmax,σ min, дадени на фиг.2.
Фиг.2 Параметри при циклично натоварване
където :
σ max -максимално напрежение на цикъла;
-σ
min
+σ
max
t T
σ m
ax
σ m
ax
in
σ a
σ
m

4
σ min-минимално напрежение на цикъла ;
σa = (σmax - σmin)/2 - амплитуда на цикъла;
σ m = (σmax+σmin)/2-средно напрежение на цикъла;
Δσ = σmax – σmin = 2σa – амплитуда на цикъла;
R = ( σmin – σmax ) – коефициент на асиметрия на цикъла ;
Т – период на цикъла, ƒ= 1/T – [Hz]; Свойството на материалите да не се разрушават при многократно циклично натоварване се
нарича съпротивление на умора. Основна цел при изпитването на умора е установяване на
граница на умора - 1 , съгласно [29],[40].
(1) 11 N ,
където 1N - брой на цикли до разрушаване на изпитвания образец, съответстващ на 1 .
Прието е, че 1N (107÷108), при многоциклова умора, за малоциклова умора 1N (104÷105).
Резултат от това изпитване е построяването на криви на умора (криви на Вьолер) .
В монография на Золоторевски е дадена, ароксимация на кривите на Вьолер [20].
(2)
N.1max ,
където: α,β-параметри на кривата (S –N – крива), илюстрира дълготрайността на
материала под въздействие на променливо циклично натоварване разгледана на фиг.3.
Тя представлява такова напрежение над което материала се разрушава. Пълната S –N
диаграма включва напреженията от якостта на опън σB до уморната граница. Върху
кривата се очертават три области, малоцикова област (102
< N ≈ 105) , като обхваща
високите напрежения в интервал σs до σB.. Деформацията- а в тази област е
значителна, наблюдава се еластична - е и пластична - p компонента (механичен
хистерезис) и зараждане на пукнатина. Приема се универсално уравнение на Менсон
до N=106 цикли [25] [4].
(3) 6,06,012,05,3 NeN
E
Ba
.
Амплитудата на деформация е максимална до ~103
цикли , след което намалява
зависимост от вида на материала. Средноциклова област (105<N>10
7), обхваща
напреженията между σs до σ-1 . В тази област се наблюдава развитие на уморната
пукнатина. Отделните области произтичат от факта в различният механизъм за
натрупване на уморни повреди, зараждане на микропукнатини. Физическа граница на
умора (4) от фиг.1А се наблюдава при материали показващи изразена граница на
провлачване –σs при изпитване на опън. Вторият тип фиг.1B е най-често при метали
със стенноцентрирана решетка. Като базовият брой цикли -N е условно определен [40].

5
(4)
7
7
10
0
10 N
Nmт
a ,
където :cotg (m) –ъгъл на наклона на кривата при σ-1(N107)
m
lnN0
При изпитване на умора се наблюдава статистическо разсейване на получените резултати
показано на фиг.4. nkN kk ,.....,2,1;, .
Фиг.4 Вьолерови криви за AlCu4SiMg ,Ст-C(0,42÷50)% [119]
В практиката са се наложили статистически методи за апроксимация на кривите на Вьолер
фиг.5 [5].В монография на Гусев [16] е посочена зависимост ,(5) , [25]
(5) r
m PCN . ,
където : m,C(Pr)-Параметри на кривата на Вьолер .
σ σB
ln N
s
105
σ-1
107
Фиг.3 Пълна условна уморна диаграма ,N- брой цикли.
σ

6
)(N
01,0rP
0 1,0rP
5,0rP
1 99,0rP
0 0N 1N N
Фиг.5 Детерминистично – стохастично описание на изпитване на умора.
Където: и N съответно напрежение и брой на цикли , Pr – вероятност, граница на
умора - 1 . дълготрайност - 1N . 0 -зараждане на уморна пукнатина.
Аналитично , разсейване на експериментални данни от изпитване на умора се представят чрез,
функция на разпределение - kNF ; на случайна величина- σk(N). В литературата [11] се
показва, че в разглеждания случай вида на ;NFW е подходящо разпределението на Вейбул
т.е[31].
(6) ;NFW = Nk exp1 ,
където:k,α,γ-параметри на Вейбул.
Като можем да определим вероятността );( NFP Wr ,за поява на напрежение в материала
след N цикли [31].
- Планиране и изпитване на умора включва,методи и вид на натоварване.
-Опитното определяне на характеристики на съпротивление срещу уморно разрушаване
–граница на умора ,σ-1(конзолно), ограничено разрушаване –N107 [28].
-Машини за изпитване на умора, oбекти за изпитване на умора ,пробни тела.
Проведени са изпитвания на конзолно огъване ,за определяне на уморната якост .Като
за целта е използван стенд за конзолно с ротационно огъване –UBM [116],посочен на
фиг.6.Използваните образци са разгледани на фиг.7.

7
а ) b)
Фиг.6 Стенд за конзолно огъване -UBM разгледан на снимка, а) в работен режим
b)[116]
Фиг.7 Образец за конзолно огъване на UBM [116].
Образците са изработени съгласно стандарт VEB-520 [ 116] ,шлифовани механично с
поредица от щкурки 800 , 1200,полирани с водна емулсия на Cr2O3 и диамантена паста
до получаване на огледална повърхност.Работните натоварвания се изменят в
границите от 170MPa до 90MPa,критерият за якост на умора е 107 цикли , коефициент
на асиметрия R=-1,като честотата е 70Hz.
1 х 45
0,01
48
120
48
32
f7
,5f 7
0.0
13
0.0
28
f1
2f 7
-0
.01
6
-0.0
34

8
l [mm]
Фиг.8 Схема на натоварване на конзолно огъване на изпитателен стенд UBM [116].
Определяне на работните натоварвания [116].
(7) lcplpM b .).(.1 ,
където : l=100 mm,c=1,32,d [mm]-диаметър на образеца .
(8) 333
9,10185).(
.
32..)(
.
32.][
d
cp
d
lcp
d
MMPa b
a
.
Лабораторните изпитвания и построяването на уморните диаграми (S-N криви ) е при
контрол на натоварването , като се задава ,постоянна стойност на амплитудата на
прилаганото усилие σа , до разрушаване на пробното тяло. Характерна особеност на
резонансните машини е тази ,че честотата на задаване на натоварването, зависи в
определени граници от свойствата на изпитвания материал.
Метод на стълбицата (Метод на Диксон –Муд) [30].
Използват се пробни тела (15÷30). Избират се няколко нива на напрежения на равни
интервали, в зоната на средното квадратично отклонение на предполагаемата граница
на умора. Пробните тела се изпитват до определен брой цикли.
P[kgf]
Mb =P1.l
9
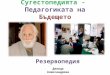
Табл.1 Изпитване на пробни тела по метод на стълбица (Диксон –Муд),[30]
0-неразрушено пробно тяло,x-разрушено пробно тяло.
σi,MPa
Номер на опита
i
n i
i ni
i 2ni
1 2 3 4 5 6 7 8 9 10 11 12 13 14 15 16 17 18 19 20 21 Σ 10 22 54
520 x x x x 3 4 12
36
500
x
0
0
x
x
x
0
0
2 4 8 16
480 0 0 x 0 0 x 0 1 2 2 2
460 0 0 0 0 0 0
Средната стойност на границата на умора σ-1(опън-натиск) , се изчислява по формулата
(9)
5,0
.01
N
nid i ,
където:σ 0 – минимално ниво на напрежението;
d 0 – разлика между напреженията на две съседни нива ;
i-пореден номер на нивото.
- Схема на резонансно натоварване (опън –натиск). изпитателен стенд „AMSLER”[54].
Фиг.9 Работна схема на резонансен товар (опън-натиск)[49].
1.Основна маса ,2.Противотежест,3.Епруветка ,4.Динамометър,5.Пружина за
предварително натягане ,6.Шпиндел,7.Прожекционна оптика ,8.Управляващ генератор
,9.Динамометрична скала ,10.Задействащ магнит.

10
Използвана е машина „Amsler”,произведена от „Alfred .J.Amsler &.Co” , Schaffhausen-
Швейцария,съгласно стандрат [54]. Машината е с възможности за определяне на
резонансен (опън –натиск) изпитване на умора. Възможно е също така количествено
определяне на затихването на колебания в материала и модули на еластичност.
Машината работи на резонансен принцип, при което работната честота винаги точно
съвпада със собствената честота на машината. Собствената честота се определя от
еластичността на образеца за изпитване и големината на движещата се маса. Измерване
на усилието става , посредством динамометър.Еластичната част на машината се
образува от изпитваното тяло 3 ,динамометъра 4. Собствената честота се определя от
големината на масите 1 и 2 и пружинните константи на 3 и4.
(10) M
Cf
2
1,
където : C,M-Пружинни константи съгласно стандарт [54].
Честотата на цикличното натоварване е f = 166Hz. Коефициент на асиметрия е R=-1
Фиг. 10 Образец за резонансен товар (опън –натиск)[54].
Инициирането и развитието на уморният процес може да бъде представено
схематично на фиг.11.
.
Фиг.11 Схема на уморният процес
ПЪЛЕН УМОРЕН ЖИВОТ
Ф3,6
12.5
R18
1
37 ± 0,5
11
A
Финално
разрушаване
Макро
Пукнатина
Къса
уморна
пукнатина
Пластични
уморни
деформации.
Микро процеси.
Период на зараждане I-фаза II-фаза III -фаза

11
Процеса на разрушаване от умора , започва с образуване на пукнатина, със
субмикроскопични размери и завършва с макроскопично разделяне на образеца[18].
Микроструктурата в момент на зараждане на пукнатината има дължина 10-4
mm
[15].Зараждането на пукнатината е (5 до 10) % от общото време на изпитване. Важни
механични свойства на металите и сплавите , подлежащи на изледване в насточщата
работа са съпротивление и разрушаване от умора при ляти алуминиеви
сплави.Съгласно фиг.11 еластичното и крехко разрушаване ,включва в себе си два
стадия :
1)Зараждане на пукнатина
2)Разпространение на пукнатината в ляти AlSi ,AlCu сплави.
При зараждане на пукнатината съгласно малоцикловата умора,принципно не се
различават. Качественото различие при тях е скорост на разпространение на
пукнатината при динамични уморни натоварвания.
При крехкото разрушаване скоростта на пукнатината е много голяма .
Тя достига (0,4÷0,5) от скоростта на разпространение на звука-V в образеца. За
алуминиевите сплави изпитанията се провеждат с разпространение на надлъжна VL, и
напречна VT звукова вълна. При еластичното разрушаване пукнатината се
разпространява със скорост съезмерима със скоростта на деформация на
образеца.Енергоемкостта при еластичното разрушаване е по голяма ,затова и
пластичната деформация и зоната на пластичност rp е с по-голям обем.Работата за
предвижване на пукнатината е значително по –голяма.Във втория стадии на
разрушаване се наблюдават :
1)Инкубационен период –когато скоростта на пукнатината постепенно нараства .
2)Период на забавен растеж на пукнатината .
3)Постоянна скорост на пукнатината .
4)Лавинообразен период на растежна пукнатината .
Първите три периода са докретични ,когато процеса на разрушаване може да се
контролира с вида на модефикатори , термообработка .Четвъртия период е задкритичен
необратимо разрушаване .
В поликристалните тела се наблюдават вътрезърнесто (транскритично) и
междузърнесто (интеркристално) разрушаване .
- Механика на разрушаване, линейно еластична механика , пластична зона пред фронта
на пукнатината .
Линейната механика на разрушаване е развита от Griffith , в която за първи път в
релативна зависимост участват σа ,дължината на пукнатината lc и повърхностната
енергия – γ0 .
В случай на плоско напрегнато състояние за (11) ac (ПНС) и плоско деформирано
състояние (ПДС) –(11.1) [14] ,[15].
(11) c
al
E
.
..2 0
, (11.1)
c
al
E
2
0
1
2
.
Зависимост (11),(11.1) се разглеждат като енергетичен критерии за развитие на
уморната пукнатина . Орован и Ирвин забелязват ,че пред фронта на развиващата се

12
пукнатина се наблюдава пластична деформация . Въвежда се представата за обща
енергия на разрушаването – γ0б .
(12) 0.2 plob ,
В практиката се е наложил подход въведен от Ирвин ,като силов критерии за уморното
разрушаване,представляващ коефициент на интензивност на напрежението –KI
][ MMPa ,В дадения случай ICI KK
(13) caIC lK . .
където: ICK - критичен коефициент на интензивност на напрежение,силов критерии на
механика на разрушаването при плоско деформирано състояние –(ПДС). [14].
В случай на плоско напрегнато състояние (ПНС) ,силовият критерий на разрушаване
ще бъде CI KK . Критична стойност на коефициент на интензивност на напрежението
KIC за даден материал е максималната стройност на IK над която материала се
разрушава IK KIC.
Коефициентът на интензивност на напрежение е функция от приложеното номинално
напрежение –σc ,геометрията на пукнатината ,формата и размерите на тялото и не
зависи от координатите на точката в зоната пред фронта на пукнатината [14]. KIC ни
дава представа за критично номинално напрежение ca при което започва развитие
на пукнатината lc Пред фронта на пукнатината ,при натоварване се образува пластична
зона с характерна форма и размери- pr . Развитието на пукнатината се наблюдава,когато
коефициента на интензивност на напрежение –KI достига своите критични стойности
KI ≡KC [14].
(14)
2/1
4
c
Cl
GK
,
където:
G- модул на срязване.
cl -дължина на уморната пукнатина .
γ-повърхностна грифитовска енергия.
Фиг.12 Пластична зона пред фронта на пукнатината при ПНС.
r
σy
p Pc
σ s
rp

13
Момента ,когато напрежението пред фронта на пукнатината достигне границата на
провлачване –σ s в точката PC , започва формиране на пластична зона,деформацията
се осъществява без повишаване на напрежението,
(15) 2
2
2 s
Ip
Kr
.
В процеса на циклично натоварване ,пред фронта на пукнатината се образуват две
пластични зони , статична и пластична[14], [15].
Фиг.13 Пластична деформация пред уморна пукнатина ,1-статична пластична
зона ;2-циклична пластична зона ;3-зона на предразрушаване.
2.Причини за циклично разрушаване . Зараждане и развитие на уморна пукнатина .
При натоварване на дадено тяло, в него се появява деформация, която най-често
довежда до разрушаване на тялото. Явлението разрушаване (загуба на сцепление между
частиците в тялото) е предмет на механиката на разрушаването. Интерес за
инженерната практика представляват оценяване на критическо състояние на
равновесие на тела с повредености. Ако се направи класификация на полето на
напрежение в околнастта на върха на пукнатина, то може да се запишат три основни
видове свободни повърхности коrато съответстват на три типа деформации при
разпукване.
Тип I Тип II Тип III
Фиг.14
В механика на разрушаването се различават три основни типове пукнатини [128]:
Тип I – Пукнатини на отцепване (разкъсване). При този вид деформирането
протича така, че повърхностите на пукнатината се отдалечават една от друга, като се
запазва симетрия.
Тип I I – Пукнатини на напречен срез (напречно плъзгане). При този вид
преместването на точките в следствие на деформацията е в посока успоредна на фронта
на пукнатината.
Тип I I I – Пукнатини на надлъжен срез (надлъжно плъзгане). При този вид
1
2
3

14
преместването но точките в следствие на деформацията е в посока перпендикулярна на
фронта на пукнатината.
Произволно поле на деформация или преместване в околността на върха на
пукнатината може да бъде представено като сума от трите вида деформиране и
разпукване.
Създадени са амплитудни аналитични теории които показват нарастването на вече
инициираната пукнатина в определено силово поле от Грифитс-Ирвин [14],[15] .
Нека имаме твърдо тяло с пукнатина тип I. В общия случай тензора на напрежението
във върха на пукнатината е даден на (16).
(16)
yxz
Ixy
zI
x
yzxzI
y
r
K
r
K
r
K
,2
3cos
2cos
2sin
2
,0,2
3sin
2sin1
2cos
2
,0,2
3sin
2sin1
2cos
2
Силовото поле е разгледано в полярни координати r,θ, на фиг.15 Резултатите от
решението на (16) matr ( ij ), i , j = 1, 2, 3, определят големината на еластичното поле
пред върхът на пукнатината.
Фиг.15 Вид на напрегнатото състояние пред върха на пукнатината .
Коефициента на интензивност на напрежение IK се свързва с енергията необходима за
предвижване на пукнатината на единица дължина , която можем да представим
схематично в табл .2

15
Табл.2 Теоретичен модел на разрушаване на материала при умора
Геометрия Аналитични зависимости
l
b
Опън на пластина с пукнатина [5]
(16.1) IK = l. )(2 , = l / b < 0.7,
където:
)(2 =
4
0
)1(k
K
K
K a ,
0a = 1.12; 1a = 0.23; 2a = 10.6,
3a = 21.7; 4a = 30.4.
Скоростта на развитие на уморната пукнатина dNda / ,за еденица цикъл-N e определена
от Парис разгледана на фиг.14 Съгласно зависимост (17), [28].
(17) mKCdNda / ,
където: lc = a дължина на пукнатината [m] ,N-Брой цикли .
C,m – са експериментално получени стойности .
m=(2,5÷3,5);
Разгледани са модели за определяне, параметрите в уравнение на Парис за AlSi7Mg
[64].
(18) 995,0410.5536)( NNC ,
(19) 2323 10.947510.215710.1225)( ZZZm ,
където: m(Z)=2,56 )956,093,0(2
1 A
AZ .
Пукнатиноустойчивостта на материала в циклично пластичната зона фиг.13 се изменя
в диапазона: .
(20) IIC KKK max .
Понижаването на KIC означава , че разрушаването на материала протича в условиата на
крехко разрушаване и процес на окрехкостяване , особено в зоната на многоцикловата
умора [15].
(21) )( ICKK
KfdN
damil
ICMAX
, max
min
K
KR ,
minmax
minmax
21KK
KKm
,

16
(22) mBAC . където minmax KKK .
В случай на пулсиращ цикъл Кmin=0, :[ 66]
(23) BmAC logloglog ,
където:
ICKRm
dN
daC
1
1loglog ,
За Al сплави се разглеждат модели (24), представени в табл.3 [66].
(24) )10.26,4log()10.5,2log(log 26 mC ,
)10.86,2log()10.5,2log(log 26 mC ,
Табл.3 Характеристики на умора за AlSi сплави [66]
Алуминии КIC(MPa.m0,5
) da/dN(m/cycle) m C
2219-Т62 28,2 3,5.10-6
2,87 2,40.10-10
2219-Т82 27,3 3,5.10-6
3,30 6,27.10-11
6061-Т62 25,0 3,5.10-6
3,20 1,63.10-10
7075-Т73 27,3 3,5.10-6
2,98 1,80.10-10
Пукнатината се развива стъпално . Дискретното развитие на пукнатината създава
характерен уморен лом [14]. Скоростта на уморната пукнатина е характеристика която
зависи от видът на натоварване и свойствата на сплавта[53],
(25) 07,1510.75,1 adN
da за Al 2024-T3 ,
ΔKTh, ΔК-Праг и интервал на коефициента на интензивност напрежение.
В литературата по механика на разрушаването [28],[31], разгледаната зависимост (17),
където микропукнатина, с размер „а“ ,N-брой цикли до разрушаване , ΔК,C,m-са
коефициенти на материала, подлежащи на определяне, чрез експеримент. Класическата
картина в този случай е дадена на фиг.16. Тъй като в механика на разрушаването
[31],най- общо се приема ,че :
(26) abhYK IC .);( ,
където : ):( bhY тарировъчна (коректираща) функция зависеща от геометрията на
образеца .lc = а-дължина на пукнатината [40],[50].
Приема се , че ICp Kr *[31], скоростта на пукнатината се разглежда , чрез зависимост :
(27) 00 *
00
m
p
m
Pl rCdN
daC
dN
da ,

17
където: *
pr -попрвка на Ирвин [31],
(28) aKn
n
E
kIpl
212
;
c
an ,
1k ,
n
i
iDc
1 2,
където:
υ- коефициент на Пуасон . D - средна стойност на зърната [μm].
Фиг.16 Кинетична диаграма на уморно разрешаване [50]
Уравнение (17) ни дава представа за физическата природа на метала .
Диаграмата на фиг.16 представя скоростта на уморна пукнатина. Описва се с
уравнение на Ярема –Микитишин , [ 52].
(29)
q
fc
tr
KK
KKC
dN
da
max
max
0 ,
където: ICfc KK -циклична жилавост на разрушаване .C0.q-коефициенти на регресия .
Други закони представящи пуканатината при постоянно амплитудно натоварване са:
(30) NaaaNa explglg 00 ,
където N –брой на циклите ,β-параметър звисещ от натоварването и геометрията на
материала,a – дължина на пукнатината ,а0 –начална инециирана пукнатина .
За прогнозиране на уморната пукнатина при различни натоварвания се въвежда
следната зависимост.
(31) N
saa )/(
012exp .

18
ГЛАВА 1. СЪСТОЯНИЕ НА ИЗСЛЕДВАНИЯТА ВЪРХУ УМОРА НА ЛЯТИ
АЛУМИНИЕВИ СПЛАВИ
1.1. Основни характеристики на микроструктурата на AlSi7Mg, AlCu6Mn сплави.
Разтворимостта на Si в твърдия Al е около 0,1% при 2000C.Максималната разтворимост
на Si 1,65% се получава при 577,20C
Двата елемента образуват евтектикум със
съдържание на Si 11,7%. При 577,20C .Si и Al не образуват интермретални съединения .
Структурата на AlSi подевтектична лята сплав,показана на фиг.17 е съставена от α
твърд разтвор на Si в Al и двойна евтектика на α+Si.В надевтектичните алуминиево –
силициеви сплави Si е отделна фаза .Подевтектичните и евтектични силумини имат
много добри леарски свойства –голяма тънколивкост, малка склонност към пукнатини
,малък процент на линейно свиване и висока херметичност. Надевтектичните силумини
имат значително по лоши леарски свойства, но са с малък коефичиент на линейно
разширение .използват се за бутала с вътрешно горене. При стареене от преситения α
твърд разтвор се отделя Si който коагулира в достатъчно големи частици. Кристалната
решетка на Al се деформира незначително, поради което термообработката не води до
значително подобряване на механичните свойства. Силумините имат малка склонност
към образуване на пукнатини, повишена вероятност за газова пористост в процес на
кристализация. Наличието на Mg повишава якостните показатели. Образува химично
съединение Mg2Si, което има уякчаващо действие. Влошава леарските и пластични
свойства на силумините. При термообработка се отделя като финнодисперсни фази
Гине-Престон води до уякчаване. Макар и в малки концентрации 0,2% до 1,5% Mg
повишава якостните показатели. Подобряване на якостта е чрез модифициране.
Наличието на голямо количество алуминиево-силициева евтектика подобрява
херметичността. При AlCu6Mn ,наличие на Cu повишава якостта и твърдостта, но
понижава пластичните свойства. Наличие на Fe формира грубокристални съединения,
понижаващи силно механичните качества, като зависят от съдържание на Si[41]. По-
голямата силициева евтектика при AlSi7Mg подобрява леарските качества, структурата
се състои от фазите AlD , SiD , Mg2Si и фаза кристализирсаща на едри пластинчати
частици намалява якостта и пластичността Al4Si2Fe.За да се подобрят свойствата
леарските сплави се добавя Mn, образува крехки съединения, както и фазата CuAl2,
довежда до окрехкостяване на материала[41]. AlSi7Mg притежава добри леарски и
маханични свойства .Леене ,чрез пясъчни форми ,кукили и под налягане. При леене на
детайли, подложени на ударни натоварвания, се предпочита пред сплав AlSi10Mg, тъй
като склонността й към макровсмукнатини е по-малка. AlSi7Mg е подходяща за
изработване на детайли за самолети, прибой, корпуси на помпи, карбуратори,
домакински съдове. Работната температура небива да превишава 1850C. Като това
довежда до темична умора и поява на нови фази AlD .

19
Максималната разтворимост на Cu в α твърд разтвор е 5,65% при 5480C, при стайна
температура спада до 0,1% . В структурата на отливки от алуминиево-медни сплави
освен α-твърд разтвор съществува и фазата CuAl2, която е много крехка. Алуминиево-
медните сплави се уякчават при термична обработка (закаляване и не пълно стареене) и
са едни от алуминиевите сплави с най – висока якост на опън. Имат повишена
склонност към образуване на горещи пукнатини. Като легиращи елементи се
употребява Ti,Mg,Mn. Вредни примеси са Fe и Si. Fe влошава якостните показатели и
пластичността на сплавите . Si понижава температурата на топене на сплавите и пречи
за постигане на максимални резултати при термообработка [41]. Алуминиево медните
сплави притежават плътност ρ = (2,68 ÷2,84 )g/cm3 (2680÷2850)kg/m3 при 200C
и якостни характеристики Е =71÷74 GPa, σ s =180MPa σ-1 – 91MPa] [38].
На поликристално ниво конструкционните AlSi ляти сплави статистически са не
еднородни, обословени от различни дендритни структури,евтектика и интерметални
съединения,фази на Гине-Престон след стареене. Условно представяне на структурата
на ляти AlSi сплави след кристализация при 200C е представена на фиг.18.
А) Б)
Микроструктура на AlCu6Mn с добре
изразена α ≡ AlD алуминиева зърнеста
матрица. D1
За AlSi≡ AlD ≡ DAS
D2
DASDn
Dn
k
KAl
1
1матрица D3
D4
Dn
AlD -Средна стойност на алуминиевата
матрица . .
.
DAl твърда фаза и евтектика CuAl
Фиг.17 Микрошлиф на сплав AlCu6Mn

20
V = 100: 1
В)
Фиг.18 Вид на Al матрица А) и Б) в AlSi7Mg0,3, определяне на DASDAl ,В) [2,3]
От фиг.18 следва , че хомогенността и размерите на DAS(dendrite arm spacing) и
SDAS(secondary dendrite arm spacing ) посочени на фиг.18 А) определят граница на
пластичност – s , и граница на умора – 1 . Зависимост на s от AlD на мезониво може
да бъде определена чрез модел на Хол-Петч [20,32,46]:
(32) S = 0 + yK2/1
AlD ,
където 0 и yK са константи на материала , AlD -среден диаметър на зърната, 0 -
нарича се „напрежение на Пийерс-Набаро”. Тя отчита напрежението на триене - ,
което компенсира силите, преодолявани от дислокациите при тяхното движение в
зърното т.е. 0 ≡ Триенето се определя с уравнението [20,32,46]:
(32.1) =1
2Gexp
d
a
)1(
.2
,
където - коефициент на Поасон, G – модул на хлъзгане, a - разстояние между
съседни плоскости по които се хлъзгат дислокациите [32], d – междуатомно разстояние
в направлението на хлъзгане [32]. За поликристали, каквито са алуминиевите сплави ,
тъй като в тях винаги има микродефекти, се приема допускането, че величината d
a≈0,1.
Имайки в предвид горното допускане, за уравнение (32.1.), за напрежението на Пийерс-
Набаро, се получава равенството:
(32,2) 0 = ( ) G,
където ( ) =
)1(
2
exp
)1(
2,0
.
Константата yK се нарича „напрежение на Петч”. Тя отчита интердендритното
разрушаване, преминаване на дислокации от едно зърно в друго. Тази константа се
определя с равенството [32]:
mmm
mm
Vn
mmLDAS 28027,0
100.9
25
.

21
(32.3) yK =cos
2G2/1
)1(25
b,
където: е ъгълът на максимална разориентация на посоките на хлъзгане по дадено
направление ,b е модул на вектора на Бюргерс.
За стенноцентрирана решетка за Al параметър на атомната клетката - a е
nma 404,0 , като се има предвид поява на деформации по направление 011 вектора на
Бюргерс може да се представи във вид,
nma
ab 282,02.202,00112
0115,0 222 ,
В направление 011 , приемаме за 4/ , напрежението на Петч се свежда до
равенството:
(32.4) yK = 0K ( )G,
където 0K = 25)4/cos(
2 b, ( ) =
1
1.
Дендритната Al –фаза и Si евтектика са качествени параметри за характеризиране на
микроструктурата, α-матрицата може да бъде и зърнеста както се вижда от фиг.17.
Прогнозирането на уморната якост ,би довело до намаляване на себестойността на
уморните тестове. Големината на дендритните разклонения указват най-голямо
влияние върху уморните резултати при ниски натоварвания и голям брой цикли. Sr над
300ppm води до образуване на иглообразни кластерни конфигурации от вида
(Al)x(Si)y(Sr)z довеждащо до изменение на морфологията на структурата [5].
За широк клас ляти сплави, разпределението на размерите на DAS e несиметрично и
добре се описва с параметрични уравнения, представено за AlCu6Mn , [11], [80] :
P→ 0 , DAS → DASmin ,
(32.5)
min/1exp1)( DASDASVDASPDAS
,
където: DASmin- минимална отчетена стойност на α-матрицата .
P0(DAS)- интегрална функция на разпределение .
VDAS,β- параметри за разпределение .
P-благоприятна възможност .
От модела разгледан в работа [4], и приемем условието за равномерност на функциите
на преместванията и деформациите в границите на един елемент, разделен на краен
брой под елементи, от тук следва, че като разделим микроструктурата на линейна
мрежа от под-елементи –Ω. Линиите на мрежата и заедно с намиращите се върху тях
точки ще се преместят по осите (111) съгласно деформацията за стенноцентрирана
решетка със същите стойности , както и мрежата от крайни елементи при всеки етап на
деформацията, от където следва, че изменение големината на вторичните дендрити –
DAS и фази, явяващи се регресий, зависищи от приложеното усилие –σa[MPa],

22
подчинено на зависимост (33). Не регулярната AlSi структура показва ,че амплитудното
уморно натоварване –σa[MPa] е в пряка зависимост от вътрешната критична
повърхностна енергия-γ.
(33)
n
id
i
kia
S1
,
където : d
iS - площ на фазите в Al-Si сплави.
Tук ε- отговаря на сумарното действие на неуточнените в явна форма регресори и се
явява неопределеност, зависеща от броя на Si,Mg- частици и броя на нововъзникналите
повърхностни екструзии. Уморният процес е следствие на локална термодинамична
сила, довеждаща до изменение на повърхностната енергия , анизотропията на Si към Al
фаза. Както и афинитета му на взаимодействие и образуване и трансформация на
фазите. Като имаме предвид оценката на термичната обработка, изразяваща със
сфероидизация на Si частици,изменение на площа и формата на фазите. Това ни дава
право да търсим термодинамична сила, породена от многоцикловото наоварване.
Повърхностното критично напрежение-k
зависи от повърхностната енергия –γк
съгласно [4]:
(34) kd lS
1,
Като използваме уравнение на Хел –Печ, можем да получим локалната якост на
материала[11] .
Където :l – дължина на пукнатината.
(35) )sin(/1)(),(
fкъдетоf
DAS
KS
kL ,
където:
θ-ъгъл на ориентация на фазите по отношение на главното напрежение.
f( θ)- функция описваща анизотропия на материала .
SL-локална якост за дадения дендрит .
К-коефициент на интензивност на напрежение [11],[4].
1.2. Причини за умора при алуминиеви ляти съединения .
Уморната якост и свойства на Al сплави , зависят от начина на получаване на сплавта.
Количествените съотношения на разтворимост в основната матрица и евтектика и
наличие на фази с критични радиуси и пори, довежда до поява на крехки центрове
равни на граница на еластичност на материала Me FF
.При амплитудни циклични
натоварвания не регулярно разтворените Si, Fe атоми представляват концентратори на
напрежение . Влияние на структурното състояние на алуминиеви ляти сплави върху зараждане и
разпространение на уморни пукнатини ,повдига въпроса и за поведение на материала
при циклично натоварване и факторите обуславящи уморния процес. Умората може да

23
бъде свързана с това, че е локален процес на деформация в материала [44]. При това
определяшо се явява високото локално напрежение в обема на алуминиевата сплав,
съезмеримо с якостта и размерите на неговите структурни съставляващи. Умората на
сплавта се обуславя от вида на външното циклично натоварване, състоянието на
повърхностния слой , фактори представляващи концентрация на напрежение, мащабен
фактор. Определящи за уморното разрушение са също не осреднени характеристики
на съпротивление и деформация както и вида на разрушаването, (еластично, крехко)
зависещи от химичния фазовия състав, структурните състаляващи в алуминиевата
сплав след термообработка. Освен това зависимост от структурното състояние на
алуминиевта сплав в цикличната и статична зона на деформиране на материала повреме
на малоциклово уморно натоварване, протичат фазови превръщания, които съществено
влияят на закономерността на зараждане, разпространение и посока на направление на
уморна малоциклова деформация. Като основен и важен структурен фактор за якостта
на поликристалния материал при циклични натоварвания ,вляещ върху вида на
разрушаване, зараждане и разпространение на уморна пукнатина е големината на
фазите и едрината на дендритната структура [24]. Като някой фази могат да бъдат и
ефективна бариера и предпоставка за вида на разрушаване (елатично или крехко)[44].
Kато се вземе под внимание и тяхния размер - D в алуминиевите сплави и съединения
най-голямо влияние на съпротивление от умора ,оказват размера на фазите, които биват
крехки и пластични,размера на основната матрица и едрината на дентрината
структура. Затова освен големината на основната α матрица, след процес на стареене ,
появата на съединения от типа CuAl2, Mg2Si, FeAl3 ,Al12Cu2Mg9, без да увличават
значително относителната плътност на метериала повишават твърдостта и
устойчивостта на разрушаване от умора. В практиката са се наложили сплави
показващи съпротива на разрушаване от умора с няколко порядъка по –добра с
понижена разтворимост в твърдо състояние: Al-Si, Al-Cu, Al-Mg. Като появата на
микроструктура от типа α+CuAl2, β+Al3Mg2 ,α+Mg2Si след стареене и хомогенизация и
вид и размери - D на основните матрици, фази и структурни съставляващи е
определящ фактор за разрушаване от умора. Освен това с намаляване на размера на
основните компоненти границата на умора расте. От това следва, че съществува
закономерност, между умора на материала –σ-1 и размера на основните компоненти -
D . Може да се изрази с формула аналогична на зависимост на Хол-Петч . Цикличната
якост 1 на материала зависи от размера на зърната и се изменя в съответствие с
уравнение (36) [24].
(36) 2/1)(
01
~~
DK y
Al .
Цикличната граница на провлачване, може да се определи от крива на циклично
деформиране с допускане на пластична деформация 0,2%. В общият случай значението
на статичната граница на провлачаване –σs лежи по-горе от цикличната граница на
провлачване. Такава линейна зависимост на граница на умора-σ-1 от размера на
основните компоненти, може винаги да се очаква в случай, когато измеримите
характеристики (α-матрица(SDAS) , Si – зърнеста евтектика, химични съедединения от
типа Mg2Si,FeAl3,CuAl2) определят процеса на умора като поява на екструзии и

24
интрузии(дислокационни линии на пълзене) наблюдавани на повърхността на образеца
и в обема като границите на определни фази и структурни компоненти се явяват
препятствие за тяхното развитие. В болшинството амплитудни натоварвания, още в
стадии на циклично уякчаване се формира дислокационна структура, която влияе на
процеса на следващо зараждане на уморна пукнатина . В работа [33] е посочено, че при
амплитудна деформация ±0,002%, след няколко цикъла се получават плоскост на
пълзене по направление {111}а след 2.103÷3.10
3 цикли се наблюдават деформации
25μm2 по направление {111},{100},{110},като имаме предвид уморния малоциклов
хистерезис дефомациите намаляват рязко около границата на малоцикловата умора 105
цикли до 8μm2. При еластичното разрушаване пукнатината се разпространява със
скорост съезмерима със скоростта на деформация в образеца. Енергоемкостта при
еластичното разрушаване е по –голяма, затова и пластичната деформация и зоната на
пластичност –rp са с по –голям обем от крехкото разрушаване. Работата за
предвижване на еластичната пукнатина е значително по –голяма [22]. При
алуминиевите сплави зависимост на структурните съставляващи от съпротивата на
умора би била и връзката и очакваното взаимодействие на вторичните фази Mg2Si , от
наличие на пори и дефекти след термообработка. На основа на анализа на досегашните
изследвания дислокационна структура в алуминиевите сплави се образува при (опън-
натиск) с ултразвукова честота 17,7кHz.[35]. От кривата на Вьолер в работа.[33],
границата на умора σ-1 при (опън –натиск) за алуминии 99%, трябва да се очаква при
амплитуда на напрежение σа равна на 3,7kgf/mm2 (36MPa) при 10
6 цикли,при
2,7kgf/mm2 (26MPa) след 5.10
6цикли,и не разрушаване на образеца при 1,8kgf/mm
(17MPa) след 108цикли.
Като се вземе предвид структурата на AlSi7Mg сплав, модифицирана със Sr състояща
се от α-матрица и Si сфероидизирана евтектика след термообработка Т6 формиращи се
крехки фази на Гине –Престон Mg2Si. Причини за поява на вътрешно напрежение –τ,
може да бъде нарушаване, условие на равновесие (37) , когато радиусът на Si зърна е с
размери 10-4
÷10-5
см [6].
(37) rC
C 310
,
където : r e радиус на микроструктурната α-фаза , Si –зърна . C-концентрация на α-фаза.
ΔC –Разлика в концентрациите на разтворени компоненти .
За образци изработени от А356 (AlSi7Mg), при работна температура 200C ,
σa=120MPa,20kHz и скоростта на развитие на пукнатината (10-10
÷10- 9
)m/s,големината
на пластичната зона e r = (8 ÷ 15)μm [7]. Основни параметри на микроструктурата
характеризиращи границата на умора са първични дендрити – DAS ,вторични дендрити
SDAS . Тяхното образуване и нарастване се извършва в температурно поле съгласно
следните зависимости [120],
(38) ba
L RAGDAS ,
(39) n
sCtSDAS ,
където: GL- температурен градиент ,R- обем на DAS ,ts – време на кристализация,
представляващ течно-кристален интервал може да бъде оценено като отношение на
температурен градиент и скорост на охлаждане ,a,b,n,A C –const отнасящи се за
сплавта.

25
Якостта на умора се изследва, от съдържанието на H2 и методът на леене представено в
[120]. Важен параметър на микроструктурата се явява скоростта на охлаждане,
довеждаща до отделяния на вторични фази, играещи ключова роля за нерегулярността
на структурата, както и до нехомогенен профил на първични дендрити, и определно
количество на евтектични фази .Тези характеристики дава възможност да се
прогнозира, съотношение между евтектиката - ЕCu,Al %,основната α –матрица и
пористостта [120].
Изведена е интерполационна зависимост, даваща зависимост амплитудно натоварване
σа и дендритната микроструктура [120].
(40) σа = a.DASn ,
където :a,n –const.
Досегашните изследвания за дълготрайността на сплавта са насочени към определяне
чувствителността на структурата ,които се състоят в :
Амплитудните натоварвания зависимост от формата и големина на порите и
дефектите [120].
Основен фактор , който се подлага на изследване и определящ границата на умора е
обем на вторичните пространствени дендрити-SDAS(secondary dendrite arm spaceing).
С помощта на регресионният анализ е изведена следната функционална зависимост.
(41) 52,010
1 5507
SDAS .
Изследвана е сплав Al4,5Si4Cu0,2MgTi,като е измерено съдържание на H2-
0,15mol/100g,при скорост на охлаждане (5,3;1,8;0,25)C0/sec,постигнати са размери на
SDAS-(35,39,57)μm. За тези три стойности ,границата на умора σ-1 при 107цикли е [120]:
SDAS = 57μm ,σ-1 = 75MPa,
DAS = 39μm ,σ-1 = 85MPa ,
SDAS = 35μm ,σ-1 = 115MPa ,
От тези резултати следва, че задача на механиката на разрушаване би представлявала
създаване на модел описващ поведението на двата параметъра SDAS и пористост на
Al- ляти сплави, включващ (количество форма и големина) при процеса на динамично
уморно натоварване. Подобни опити да се анализира дълготрайността на сплавта, като
се отчитат микроструктурните процеси при динамични уморни натоварвания, са
проведени върху образци изработени от автомобилни колела, отляти под ниско
налягане от сплав AlSi7Mg0,3, микроструктурните компоненти са разгледани в табл.4 .
Табл.4 Микроструктурни характеристики на AlSi7Mg0,3[120]
Образец № SDAS [μm] Пористост[%] Пори [μm] Площ [μm2]
1 40 0,23 136 2730
2 28 0,40 216 15270
3 55 0,07 57 1356
Границата на умора –σ-1 е изведена съгласно емпирична зависимост (42), като
уморните резултати са дадени в табл.5.

26
(42) kN /16
10.2%.50%50 )10.2/(6
,
където: σ50% -средна уморна якост, σ50%.2.106- уморна якост при 2.10
6цикли,
к – кспонента от кривата на Вьолер, N-базов брой - 107цикли.
Табл.5 Уморни резултати на AlSi7Mg0,3[120]
Леене образец σ50%MPa.105цикли к σ50%.MPa2.10
6цикли
Тигел 1 192 7,52 130
-Тигел 2 200 5,25 113
Авт.колело 3 172 8 117
Очевидно е ,че от табл.4 и табл.5 по-малките SDAS и минималната пористост ще
гарантират по-добро уморно поведение. При многоциклова умора по-големите пори
действат като инициатор на пукнатинии, също така спомагат за тяхното развитие. При
малоциклова умора SDAS играе главна роля за иницииране на еластично-пластични
деформации. Рафенираните дендрити формират нови фази, като това подобрява
уморната якост на сплавта. За образци изработени от AlSi7Mg0,3 сплав, с много ниска
пористост и по-големи SDAS е наблюдавано добро уморно поведение до %50
10.2 6 цикли
[120]. При малоцикловата умора от голямо значение е да се определи най-оптималната
форма на DAS на Al-Si сплави,от което зависи най-доброто уморно поведение до
104цикли. При многоцикловата умора положителен ефект се получава при намаляване
на пористостта. При отливки получени посредством метод на леене, под ниско
налягане се наблюдава добро съотношение между SDAS и пористостта както и добро
уморно поведение до 2.106
цикли [120]. Основната задача от тези резултати е да се
изследва доколко отношението пористост към α-матрица е фактор определящ
свойствата на материала. Търсенето на рискови предпоставки изменящи това
съотношение за единица цикъл е фундамент на уморно явление. От предишни
изследвания знаем, че уморната дълготрайност на материала е сума от времето за
иницииране и развитие на пукнатината. За да се анализира този процес и да се определи
дълготрайността на материала ,при различни видове дефекти, се изработват образци с
предварително нанесени прорези с различен профил. Изработени са компактни
образци в [21] от сплав A356-T6(AlSi7Mg) с профил на прореза,дадени в табл.6.
Табл.6.Вид на нанесените прорези върху образци от AlSi7Mg сплав.
Вид на иниц.пук. Дълб. на прорез[mm] Иниц.пук.[MPa,цикли] Разруш[MPa, цикли]
□ 2,5 σ а = 80МPa,N= 4.104 σ a =80MPa ,N=6.10
4
○ 1,25 σ а = 70MPa, N=2.104 σ a =70MPa, N=7.10
4
۷ 0,2 σ-а = 50MPa,N=1.104 σ a=50MPa, N=9.10
4
Резултатите от табл.6,показват, че при амплитудни натоварвания, проведени при
стайна температура, главен фактор за инициране на пукнатината ще бъде напрежение
превишаващо границата на еластичност на материала –σe. В сплавта се появяват пори с
критична големина и локални участъци с минимална плътност .

27
За да се изясни уморното явление ,бихме могли да предположим, че:
Необходимо е създаване на модели описващи поведението на линейните и точкови
дислокации при брой цикли за достигане на грифитовска повърхностна енергия –
γ,довеждаща до зараждане на пукнатина в AlSi7Mg сплави. Подобни задачи са
постигнати чрез опити, целящи намаляване времето за инициране на пукнатината .
Това е постигнато посредством, намаляване пористостта и рафиниране на α-матрицата.
Извършени са изследвания на уморната дълготрайност в зависимост от пористостта и
видът на нанесените прорези. По-ниска границата на провлачаване на материала– s
довежа до намаляване прага на инициране на пукнатината – Kth.
Резултатите от изследването на уморния процес, показват, че:
Процеса на деформиране при умора се разглежда като пълзене на дислокации .
Дислокациите стават източник на нови прагови и винтови дислокации,като процесът се
катализира. Пресичането на дислокациите довежда до електрохимични взаимодействия
от които следва.Поява на нови дефекти или анихилация на дислокации . Не
равномерно разблокирване на дислокации в пластичната зона на поликристала,
довежда до локални участъци на деформация и концентриране на напрежение.
При стайни температури и амплитудни натоварвания ,нараства вероятността от крехко
разрушаване.
Следователно развитието на пукнатината представлява съвкупност от еластична
енергия, необходима за образуване на дефекти и работа за тяхното пренасяне. Тази
хипотеза се изследва посредством поведението на дислокациите и тяхната плътност за
единица цикъл [85]. Доказано е, че плътността на дислокациите в пластичната зона,
намалява с развитието на пукнатината [85]. Изследвани са уморни образци с
предварително нанесен прорез от Al-7050-T7651, при различни натоварвания и брой
цикли [85]. Плътността на дислокациите поражда, напрежение на натиск, което
намалява с развитието на пукнатината , както се вижда от табл.7 [83].
Табл.7 Изменение плътността на дислокациите ,при развитие на уморната
пукнатина[85].
σa/σ s 0,57 0,57 0,57 0,57
,%/ FTR NN 20 50 75 95
Kg/mm2 -30 -25 -15 -5
където : σa – Амплитудно циклично натоварване [MPa] , σ0,2 - Напрежение на
провлачване [MPa], ,%/ FTR NN - oтношение на брой цикли ,от нейното зараждане –
TRN , до разрушаването й - FN .
Методът на леене под налягане и процеса на кристализация на сплавта с определен
натиск довежда до изменение, както размерите на Si зърна и предизвиква тяхната
сфероидизация , така и изменение на основната α матрица. Процесът на сфероидизация

28
на Si зърна довежда до намаляване на дендритната фаза ,и повишава уморната якост
[83].
Най – добри якостни резултати са постигнати при AlSi7Mg0,3,отлята при 5730К под
налягане 100MPa. Основната матрица изменя размерите си от 82μm до 38μm.
От това следва, че с изменение на α матрицата се изменят и Si зърна и
интерметалидните фази AlFeSi в евтектиката ,както се вижда в табл.8 [83].
Табл.8 Размери на основните фази в AlSi7Mg0,3 сплав [83].
Основна матрица –ά[μm] Si зърна [μm] Интерметалиди AlFeSi [μm]
38 2,8 1,7
82 4,2 1,9
160 5,6 4,9
Като се има предвид размерите на основните фази-α, се търси функционална
емпирична зависимост, прогнозираща механичната якост на сплавта, подобни
резултати са разгледани в табл.9.[83].
Табл.9 Якостни характеристики на AlSi7Mg0,3сплав.
ά [μm] σB [MPa] s [MPa] HV ][710
1 MPa
38 360 280 100 125
82 340 270 95 118
160 330 250 85 110
При образци с големина на дендритната фаза –DAS -38μm,разрушаването на Si –
евтектика е при 250 MPa , преди достигане на σ s [MPa],както се вижда от табл.9[23].
Това показва и крехкото разрушаване на AlSi7Mg сплави,при динамични
амплитудни натоварвания. Скоростта на развитие на пукнатината в ά-фазата е по –
ниска от тази в интердендритният регион и е 10 -8
[m/цикъл], при използвания метод
на леене под налягане. Скоростта на уморната пукнатина зависи от пластичността и
крехкостта на материала. Изследванията показват ,че скоростта на пукнатината dN/dl
слабо се влияе от разлика в големината на дендритите в отделните плочи [83]. При
различни скорости на охлаждане на сплав AlSi7Mg0,3 е получено, че скоростта на
дифузия е, D = 1.0×10-12
[m2/sec][123]. Това поражда предпоставки за създаване на
модели ,изследващи, плътността на дислокациите в твърдия разтвор на AlSi7Mg0,3 за
единица време ,при динамични натоварвания. Процесът на уякчаване и окрехкостяване
може да се изследва посредством скоростта на пластичната деформация.Като е
използван метод на крайните елементи e изведен модел ,който дава възможност да се
прогнозира иницииране и развитие на уморната пукнатина [79].
(43)
12
22
3
11
n
a
n
aaDADA
E
,
където: .
- скорост на платичната деформация, [m/sec],
σ a- амплитудно натоварване [MPa],

29
σn =1MPa, еластичен модул.[GPa] E = 59533-66.667 T , T – стайна температура [K0],
A1= 4.0×10-7
l/sec, A = 1.0 ×10-12
l/sec, D1= exp(-3223/T), D2 = exp(-7348/T),
Tози модел отчита зародилите се пластични локални деформации, следствие ефекта
на Баушингер. Нарастване плътността на дислокациите, както и възникналото
пълзене по границите на зърната, води до иницииране на напрежения на опън и натиск.
Като зараждането на пукнатината е съпроводено единствено с напрежение на натиск .
Тензометричните характеристики на пластичността и еластичността се изменят в
определен локален сектор . Това би могло да се отчете като се маркират определени
участъци в натоварена и не натоварена област. Изменение на тензометричните
характеристики, пред пукнатината, се определя като се фотографират. Това дава
възможност при определен брой иницииращи цикли и амплитудно натоварване да се
отчете участъкът в който ще се зароди уморната пукнатина [110]. Нарастване броя на
дислокациите е еквивалентно равно на броя на появилите се екструзии и интрузии
[110]. От тук следва, че скоростта на развиващата се пукнатина, и нарастване на
интрузиите, ни дава представа за нейното трансглануларно или зърнесто глануларно
развитие. При деформиране на материали със стенноцентрирана решетка се различават
три стадия, като се отчита и ориентацията на кристалната решетка спрямо действащата
сила от фиг.3,фиг.4.пълна уморна диаграма
При успоредна ориентация на решетката спрямо действащата сила :
1.леко пълзене.
2.линейно уякчаване.
3.динамичен отдих.
При други обстоятелства се наблюдава множествено пълзене. Пълзенето започва
едновременно по няколко взаимно пресичащи се равнини. При зараждане на
пукнатината която се наблюдава в стадии 2, кривата от линейна рязко нараства. При
развиваща се пукнатина в стадии 3 кривата е параболична на пълзене. При развитие на
пукнатината деформационното уякчаване постепенно намалява до разрушаване на
образеца[102]. Най – добро описание на уморния процес, би представлявало решение
на следния въпрос. Да се определи големината, масата и концентрация на
компонентите в пластичната зона, отчитайки изменящо се локално напрежение, под
въздействието на постоянно амплитудно натоварване за единица цикъл.
Анализирани са подобни модели в работа [8]. Като имаме предвид ,че : Развитие на
уморна пукнатина е определящ фактор за крехко разрушаване в материала
съществуват пукнатини ,но при липса на условия за тяхното разпространение, той не се
разрушава. Разрушаването на материала се предхожда от инкубационен период на
сложни, взаимно свързани процеси в различните структурни нива. Под въздействие на
амплитудно натоварване първо се създават дефекти от разкъсване на между атомните
връзки. На макро ниво се появяват пори. Макро пукнатината при определени условия
може да се укаже стабилна или да се развива ускорено или с постоянна скорост.
Появата на дефекти с известна ориентация, довежда до квази анизотропия на
свойствата. Като имаме предвид, че поли кристалният образец представлява
термодинамична система, то при промяна на температурата и амплитудните
натоварвания, ще се изменят и съответните граници на еластичност –σe [MPa], и
коефициентът на интензивност на напрежение –К[MPa.m1/2
]. Бихме могли да очакваме,

30
че при по-ниски температури, крехкостта на материала нараства. Това може да бъде
свързано и с размерите на DAS. Големината на α матрицата предопределя крехкостта
на материала и еластичното му разрушаване. Тези два фактора са свързани с честотата
на амплитудните натоварвания. Съвременните теории допускат, че зараждането на
пукнатината се дължи на пълзене на дислокации, довеждащи до уякчаване на
материала и изменение на границата σs[MPa]. Въведен е параметър на уякчаване –k
отчитащ извършената пластична работа ,от начален момент t0 , до t [8]
(44) t
t
p
jiji dRk
0
,
Ri,j p
ji -тензори на напрежение и деформация.
Проведени са изследвания на уморни образци от AlSi9Cu3 сплав отляти по метод на
противоналягане. Като е отчетен средният диаметър на дефектите (0,61÷0,88)mm е
получена граница на умора 75MPa за 109цикли[100]. Тези резултати показват,че порите
са главен фактор за иницииране на уморна пукнатина, но развитието на пукнатината се
дължи и на други дефекти [100]. Прехода от фаза Ι за къси пукантини към фаза ΙΙ за
дълги пукнатини ,е съпроводен с кинетиката на уморният процес. Разглежданите
модели описващи този процес се съставят посредством наличие на ефективни бариери
намаляващи скоростта на пукнатината. Бариерата представлява стълб от дислокации .
Върхът на пукнатината се развива по посока на плъзгането на стълба на дислокациите
[94]. Късата уморна пукнатина зависи най-много от честотата на амплитудното
натоварване и вид на границите между зърната. При алуминиеви сплави прехода
между късата и дълга пукнатина се наблюдава когато пукнатината достигне размери
0,02mm . Скоростта на пукнатината намалява рязко от 10-6
mm/цикъл до10 -8
mm/цикъл.
От механиката на разрушаване се знае,че нарастване дължината на пукнатината е
функционално зависима от нейната скорост . Дължина на пукнатина 0,06mm
,скоростта на нейното развитие е 10-5
mm/цикъл. При дължина 1mm скоростта е
10-3
mm/цикъл [94]. Размера на дислокациите зависи от обема на дендритите. Колкото
по-голяма е α-матрицата в AlSi7Mg сплави толкова по-малки са инициираните
дислокации, довеждащи до изменение на пластичните характеристики след определен
инкубационен период. Тези изследвания се извършват като се въвежда изчислено
нормализирано отношение, представляващо, дължина на дислокациите-l,към
големината на дендритите –DAS т.е –l/DAS,[94]. Нарастване на нормализираното
отношение l/DAS от 0,04 до 0,4 уякчава материала значително, границата на
провлачване се изменя от σs = 220 MPa и достига до σs = 600MPa [94]. Уморното
поведение на материала зависи съществено от пористостта върху повърхността на
образеца [55]. Изследванията са насочени към това да се определи кои видове пори и
големини, довеждат до зараждане на пукнатината. Резултатите показват, че
амплитудното натоварване и пористостта са функционално зависими. Пори с площ
10μm при амплитудно натоварване 80MPa се развиват в пукнатина, при изменение на
натоварването от тези пори не се заражда пукнатина,това е наблюдавано при 1500C
[55]. Чувствителността на структурата към динамични амплитудни натоварвания за
AlSi сплави зависи най-вече от правилното разположение на атомите на разтворените
елементи ,както и вида на границите между отделните фази и големината на частици от
вторичните фази . Пластичността на AlSiMg сплави се влияе в голяма степен от
ориентацията на дислокациите . От друга страна пластичните свойства както и
границата на умора, са различни за различните образци които се изпитват. Единствено
показателите на еластичните свойства се различават незначително,при отделните
партиди образци. Пластичната деформация възниква внезапно в определен участък на
31
кристала, вероятно под влияние на възникнало напрежение създадено от определен вид
дислокация. Разрушаването не настъпва ако не бъде достигнато напрежение по-голямо
по-величина от напрежение предизвикващо провлачване, следователно разрушаването
на кристалите се обуславя от присъствие на дислокации и тяхното разпространение в
процес на пластично провлачване. Концентрацията на напрежение по границата на
зърната, предизвиква пластично течение . Изследванията досега показват ,че реалните
кристали съдържат слаби звена . Якостта на тези кристали зависи от влиянието на
разтворените атоми и дисперсните частици които инициират и разпространяват
дислокации. Наличието в кристала на граници, понижава повърхностната енергия-γGr
и увеличава границата на провлачване-σs. Това съществено изменя характера на
провлачване и разрушаване на пробните тела . Известно е,че в граничните зони могат
да се натрупат или отделят примеси.Ако трябва да свържем тази предпоставка с
прогнозиране на якостта на материала, то бихме формулирали следните
въпроси,свързани с еластичността.
Доколко количеството на Si и Mg поражда дисперсионни зони на Гине –Престон?
Какво влияние указват границите между фазите върху еластичността и пластичността
както при високи така и при ниски температури? От рентгенографски изследвания е
показано, че уякчаващото влияние върху границата на отделните фази е свързано с
няколко дендритни кластери, притежаващи определен вид ориентация. Като гарантират
точно определени еластични и пластични свойства σm [MPa] = A0[grad]. В
поликристалните материали якостта расте с увеличаване броя на зърната,но границата
на провлачване не зависи от техният размер. Прибавянето на Mg указва най- голямо
влияние върху изменението на параметъра на решетката от 4,0425 Ǻ се изменя на
4,0525 Ǻ. От изследванията на алуминиеви сплави с еднакви DAS и легиране с
различни елементи. Най-оптималните свойства се получават при Mg -0,5% ,Cu -0,029%.
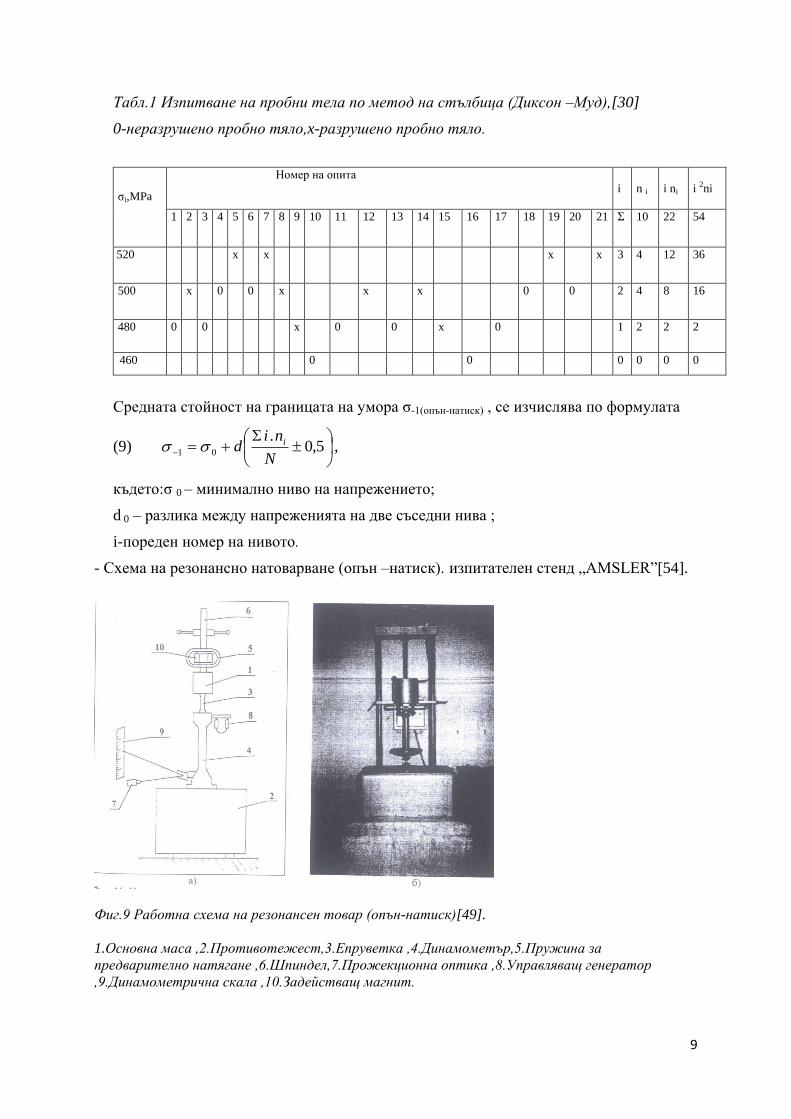
Изучаването на якостните свойства на AlCu сплави се провежда като се изследва
влиянието на дисперсните отделяния CuAl2. Като се има в предвид основната матрица
и средното свободно разстояние между частиците. Резултатите от изследванията на
сплав AlCu от металографският анализ са дадени в табл.10.
Табл.10 Микроструктурни фази и компоненти в AlCu сплави.
Може да се очаква, че границата на провлачване –σs зависи от обема и средното
разстояние между дисперсните фази. AlCu сплави с по-малко количество на
дисперсните фази CuAl2,повишават значително скоростта на уякчаване. За да се изясни
механизма на развитие на уморната пукнатина, трябва да се разгледа механизма на
Вид
Дисперсни
частици
SDAS
[µm]
Средно
разтояние
[cm]
Спектрален анализ %
Cu Si Fe Mn Zn
Малки
Големи
2,4
2,3
0,00096
0,00365
3,5 0,002 0,002 следи 0,0004
Малки
Средни
Големи
2,3
2,3
2,4
0,00078
0,00155
0,0064
4,3
0,002
0,002
0,001
0,0004
Малки
Средни
Големи
2,1
2,2
2,3
0,00062
0,0047
0,0069
5,05
0,003 0,002 0,002 0,0006

32
нарастване плътността на вътрешните несъвършенства и тяхното блокиране. При
динамични натоварвания, може да се очаква, че зоните с по-голяма дислокационна
плътност действат като източници на нови дислокации [39]. Уморни образци от 7075-
Т351 алуминиева лята сплав, са натоварени при коефициенти на асиметрия:
R=0,7, R=0,1 до N= 2.104
цикли като амплитудното натоварване σa се изменя в
интервала (106,2÷152)MPa. Първоначално инициираната пукнатина 0a е 0,3mm
[59].При σa=207MPa,големината на начално инициираната пукнатина е 254,00 a mm
[63].
За прогнозиране на уморната пукнатина при различни натоварвания и нейното
стъпално - дискрептивно развитие, са изведени аналитични зависимости:
(45) mm KCadNda )(/ 2/1
,
където : m = 3, C-const.
(45.1) bDma 3/2
.
-Прогнозиране на уморният живот и граничната дълготрайност на конструкционните
материали зависи от три групи фактори [71].
-Съотношение, между главните и тангенциални напрежения.
-Не еднородно напрегнато състояние в изделието.
-Зависимост от методът на изпитване. Границата на издражливост при схема на
натоварване опън-натиск е по-ниска, от границата на конзолно огъване, [71].
.
(46) 11 8,0
но .
За алуминиевите сплави е известна зависимост между границата на уморен резонанс –
(опън –натиск) -res
1 и якостта на статичен опън –σm , представена чрез формула (47).
(47) m
res 3,01 .
От тук следва, че издръжливостта в не еднородно напрегнато състояние се увеличава
сравнение с еднородното. Границата на издръжливост зависи от формата на образеца и
мащабният фактор. Прогнозирането на уморната дълготрайност би зависила също така
от:
-Издръжливостта на повърхностният слой. Като се различава от вътрешните слоеве ,по
механичната обработка и остатъчните напрежения. Полученият хистерезис на
реалните напрежения дава оценка за границата на издръжливост . За изучаване на

33
явлението умора и прогнозиране издръжливостта на сплавите, най-разпространени са
два способа на циклично натоварване .
-Натоварване с постоянно амплитудно напрежение-σa[MPa].
-Натоварване с постоянна амплитудна деформация.
Сплавите могат да бъдат разделени на циклично уякчаващи се и циклично разякчаващи
се в зависимост от химичният състав, без да се отчита механичната и термична
обработка.
Цикличното уякчаване е следствие на дислокации,образуващи бариера. Източникът на
локален концентратор се образува от вторичните дисперсионни фази, следствие на
механично стареене. Като имаме в предвид това се разглеждат три типа фактори,
довеждащи до иницииране на уморна пукнатина .
-.Зараждане на пукнатината в полуоси на пълзене .
Известни са две хипотези, за зараждане на пукнатина, по-границите на фазите.
Пукнатината възниква следствие на пластична нестабилност ,при създаване на опън
между две фази. Съгласно втората съществува възможност за пъзене между
граничните фази, зависимост от кристалографската им ориентация, спрямо действието
на външната сила. Разположените на повърхността на образеца дисперсни частици
,играят роля за концентратор на напрежение. Досегашните изследвания за AlSi сплави
,показват ,че уморната пуканатина се заражда около частици на вторичните фази . От
металографските наблюдения е доказано, че зараждането на микропукнатината е в
зоната там където се наблюдават кластерни струпвания на атоми. Микропукнатината
първоначално възниква в осите на пълзене,под действие на максимални тангенциални
напрежения. Преход от I към II стадии на разрушаване е свързан с промяна
траекторията на пукнатината. Това може да се анализира с отношението брой цикли за
зараждане – NЗ към брой цикли за разрушаване –Nf ,т.е NЗ/Nf. От друга страна
образуването в повърхностния слой на нови фази, може радикално да измени
механизма на пукнатинообразуване Като имаме в предвид това следва , че:
-Между момента на поява на концентратор на напрежение в структурата и
формирането на микро пукнатина съществува определен брой цикли.
- В пластичната зона ще се зародят окрехкостяващи фази, до началото на магистрална
пукнатина.
Появата на дефекти по Френкел,показва, че дифузията на атоми създава крехки фази,
прогнозиращи посоката на уморната пукнатина. Влияние размера на дендритите върху
цикличната якост на метала ,качествено се поддава на прогнозиране ,благодарение на
корелационната връзка , граница на провлачване –σ0,2 и граница на издръжливост-
–σ-1.Въведен е коефициент на циклична якост –к.
(48) к = σ-1/σB ,
където : σB-якост на опън .

34
Орован извежда извода ,че цикличното уякчаване на сплавите е свързано с
разстоянието между новосформиралите се фази—λ [71],
(49) 3
3
4
r ,
където: β-концентрация на дисперсните фази .r- радиус на частиците .
b - вектор на
Бюргерс .
Съгласно (49) намаляването на това разстояние, довежда до нарастване на σs. Пукнатината може да се зароди в оси на пълзене или около определени кластерни
струпвания. Въвеждат се различни концепции и хипотези за уморните явления. Хемфри
и Юинг, считат, че пукнатината се сформира следствие на триене на плоскости на
пълзене. По –късно се появява хипотезата на Хенсон,той наблюдава увеличение на
осите на пълзене до определено критично ниво. Логическо развитие на това дава
Орован като свързва процеса на локализиран опън, с участък който се уякчава за
определен брой цикли. По-късно Одинг въвежда предположение за ваканционен
механизъм образуващ пукнатината. В рамките на дислокационна теория,бихме
стигнали до извода ,че механизма на пукнатинообразуване е свързан с блокиране на
дислокациите в границите на зърната или взаимодействие на дислокации в осите на
пълзене, като довежда до тяхната анихилация и формиране на дисперсни фази. Анализа
показва, че се формира дислокационна клетъчна структура в пластичната зона пред
пукнатината. Особеността в еволюцията на дислокационната структура в процес на
развиваща се пукнатина показва ,че размера на дислокационните клетки намалява към
върхът на пукнатината .Като имаме в предвид тези резултати и вземем под внимание
размера на пластичната зона-rp , [71].
(50)
s
p
Kr
8
1 .
Oт теорията на Орован –Ирвин следва ,че големината на rp,при различни скорости
(dl/dN) на пукнатината е във функционална зависимост от дължината на плътността на
дислокациите . За сплав Al-4,4Cu-1,5Mg-0,6Mn(2024-T3).Най –голямо количество
уморни екструзии и интрузии се наблюдава от 10-7
÷10-6
m/цикъл, което показва и
големият брой бразди. Разрушаването на материала се разглежда съгласно следните
аспекти:
1.Вид на напрегнато деформирано състояние в окрехкостеният фронт на пукнатината .
2.Форма на развитие на пукнатината.
3.Изменение на механичните свойства на материала за единица цикъл,зависимост от
предисторията на програмното изпитване.
4.Състав и структура на материала и тяхната еволюция в процес на деформиране.
5.Среда и условия на изпитване и тяхната взаимовръзка с изменение структурата на
материала.

35
Като се има в предвид ,че пукнатината расте дискретно ,посредством период ,който
може да включва от един до много хиляди цикли. Този растеж характеризира
структурата и свойствата на алуминиевата сплав. Различните участъци в структурата
притежават съответни механични, металургични,физико-химични фактори,който от
своя страна довеждат до изменение механизма на разрушаване. Следователно
изменения в кинетичната диаграма указват ,видът на α-матрицата,рамер и форма на
образеца,асиметрия на цикъла. При Аl-Cu сплави е изведена емпирична зависимост за
конзолно огъване,която описва добре развитието на пукнатината съгласно:
-Големината на вътрешните напрежения-τ,външното натоварване-σa, асиметрия на
цикъла –R,брой цикли-Nd [71],
(51)
3,1
3,1
0
lg175,05,0037,012,2lg
12
Q
QNRKQNd
.
До прагови значения на отношението Q в интервал1,3÷1,4,зараждане на пукнатина не
се наблюдава. Тук основна роля играят остатъчните напрежения на натиск,в
пластичната зона rp.Двата фактора определящи цикличната дълготрайност на Al-
сплави ,зараждане и скорост на развитие на пукнатината са плод на многобройни
анализи и изпитания. От които следва, че пукнатината- a , расте в условията на
понижаване коефициента на интензивност на напрежение-КI, за определен брой цикли.-
Nd. От аномалното поведение на кривата- KI =f( a ) отчетена по уравнение:
(52) aK aI 2/ .
Следователно коефициента на интензивност на напрежение –КI зависи от:
-Микронееднородността на AlSi сплави,включваща форма и размери на структурните
съставляващи.
-Съпътстващите явления : Отклонение траекторията на пукнатината, зараждане на нова
пукнатина, след изменение на някой условия (асиметрия на цикъла-R,честота и форма
на цикъла).
Съставянето на модели за прогнозиране дълготрайността на материала, включващи:
прага на нейното зараждане -Kth,, коефициента на интензивност при разрушаване на
образеца-Kf,както и растежа на уморната пукнатина за еденица цикъл ii Na , , трябва да
отчитат и статическите фактори на дифузия на основните компоненти в пластичната
зона –rp.От досегашните изследвания са изведени емперични зависимости отчитащи
цикличната пукнатиноустойчивост на AlSi сплави [71].
(53) 1/17 110
RCKn
,
където: параметърът C е определен чрез линейна регресия,посредством следната
зависимост.

36
(54) banC lg ,
за Al –сплави а-1,18 ;b=6,14; n=1÷11; C=10-25
÷10-9
, [
./)( цикълmmMPa n
].
Всички уморни повреди са средоточени в пластичната зона и тук се натрупват нужните
за разрушаване критични причини. Като се има предвид дискрептивното развитие на
пукнатината със стъпка d в интервал ( Kfc1(N1)÷Kfc2(Nk)). За алуминиевите сплави се
въвежда съотношението,
(55) mmK sfCi 4,6/ 22 .
За ултразвукови честоти на цикъла 20кHz ,до скорости 10-13
÷10-14
m/цикъл.
Получена е емпирична зависимост за стъпката на пукнатината –d [71]
(56) 2/)(1
aifci NKA
d
,
където: А-коефициент отчитащ кристалографската плоскост в която протича пластична
деформация.
Скоростта на развитие на уморната пукнатина се изменя съгласно коефициента на
асиметрия на цикъла –R. От своя страна R зависи от микроструктурните изменения.
Изследванията показват, че увеличаването на R от 0,1÷0,8 значително повишава
скоростта на развитие на пукнатината при AlSi сплави и понижава коефициентите
Kth,Kfc. Образци с по-висок праг на умора –Kth са по-чувствителни към асиметрия на
цикъла –R. Тук възниква въпроса за проследяване на нововъзникналите деформации и
дефекти при различните коефициенти на асиметрия-R. Друг основен фактор, който се
изследва е влиянието, честотата и формата на цикъла. Доказано е, че с увеличаване
честотата на натоварване се понижава скоростта на уморната пукнатина за Al сплави.
При (0,01÷100)Hz за 2024Т3 ,K-const, е наблюдавано устойчиво понижаване на
скоростта от 3 до 5 пъти. Доказано е, че синусоидалният цикъл не указва влияние върху
кинетиката на уморната пукнатина. Тенденцията за влияние на честотата на
натоварване върху скоростта на пукнатината се обуславя от следните причини.
1.Влияние скоростта на деформация и динамика на дислокациите ,като това дава
отражение и върху границата на провлачване – σs[MPa].
2.Влияние честотата на цикъла върху ефекта на Баушингер ,като се отчита
хисртерезисният цикъл при процесите на уякчаване ,както и тенденция на
релаксационните процеси .
3.Възможни изменения на температурата в устието на пукнатината.
При алуминиевите сплави е доказано, че не съществува разлика в подвижността на
типовете дислокации ,както при ниски така и при високи честоти на натоварване и
скорости на пластична деформация съгласно (57). Зараждането и скоростта на уморната
пукнатина зависи от :
-Мащабен ефект ,напрегнато деформирано състояние,макроструктура (големина на α-
матрицата и Si евтектика),големина на пластичната зона ,

37
(57) 2/1aK ,
където: Δε-интервал на еластично пластична деформация .
Структурната чувствителност на материала към динамични натоварвания, най-добре
може да се проследи, като се разгледа изменение на скоростта на уморната пукнатина.
Като имаме в предвид, че прагът ( зараждане) на уморната пукнатина- Kth, ще се
повишава с намаляването на основната α-матрица, съгласно изведената зависимост.
(58) 2/1)(DASBAKth ,
където :Кth[ mMPa ],А,B –CONST на материала.
Размера на зародилата се пукнатина ,може да бъде съизмерим със структурни не
еднородности от типа β,π-интерметалиди. Съгласно тези фактори е изведена
емпиричната зависимост за зараждане на уморната пукнатина-Kth [71].
(59) 1QaC ,
(59.1)
2
11
10
QK th,
където: Q,β-const, QQ 0 ,
Зараждане на пукнатината е свързано със следната зависимост ry > d където: ry-rрадиус
на пластичната зона.d – размер на структурен елемент. Сложният кристалографски
характер на развиваща се пукнатина, с направление различно от линията на нормално
разрушаване,се обяснява с наличие на компоненти,създаващи напрежения на
опън.Наблюдавано е, че при повишаване на ΔK и ry >d. Тогава цикличната деформация
се активизира в няколко определени полуоси на пълзене. Изменение характера на
цикличната деформация на материала в пластичната зона се обезпечава от
доминиращото влияние на нормалната компонента на тензора на напрежение и се
реализира типично набраздено разрушаване. Тези изследвания са проведени от
Томкинсон,Форсайт. При такъв способ на разрушаване се отстранява значението на
опъновата деформация и се снижава грапавостта образуваща повърхностите на лома.
Въведен е следният модел по който оценката за растеж на уморната пукнатна,изключва
ролята на опъновата деформация в нейният връх [71],
(60) III
I yyxW
h
x
x
K
K/;;
21
2
max
,
където: III yyx
W
h/; .
фиг.19 Уморна пукнатина
W
yII
YI
h
х

38
Този опростен модел включва:
- Степенно развитие на пукнатината, наблюдава се повишена грапавост на лома.
-Преместване бреговете на пукнатината, зависимост от цикличното амплитудно
натоварване.
Зараждане на пукнатината е сведено до два групи фактори : експлоатационни и
структурни.
Към първите е отнесен параметъра на цикъла на напрежение (интервал на натоварване,
асиметрия , честота,обкръжаваща среда, нейната химична
активност,влажност,температура), и характер на напрегнато-деформирано състояние
във върхът на пукнатината, което определя нейната геометрия и размери.
Основни структурни фактори са :
Химичен състав и микро структурни състояния за единица цикъл. С повишаване
коефициента на асиметрия –R, се предизвиква понижаване, времето за зараждане на
пукнатина и увеличаване скоростта за растеж на пукнатината. Основните фактори,
които ще допринасят до ефекта за затваряне на пукнатината и намаляване скоростта на
развитието и са:
-Размери на вторичните дендрити-DAS[μm], големина на пластичната зона
r[μm], деформация предизвикана от студен механичен наклип-ε%,химичен състав на
структурните съставляващи, температура на изпитване ,разстояние между зърна-λ.
Основните групи фактори които се отчитат до момента от изследователите :
Пукнатината се повлиява от грапавостта на лома,оксидообразуване в зоната на
разрушаване.Доказано е, че при ниски честоти на изпитване, повишаване грапавостта
на лома зависи до голяма степен от горепосочените фактори. Около върхът на
пукнатината се развива нестационарен процес на циклично –пластично деформиране.
Един от най-големите въпроси които трябва да се решават от не линейната механика
на разрушаване е:
Кинетичният процес протичащ при циклично, деформиране и образуване на
пукнатината в зоната на концентрация на напрежение. Проблемите които разглежда
нелинейната механика на малоцикловото деформиране и разрушаване включват:
1.Определяне свойствата на материала при циклично деформиране в широк диапазон
на деформация като се отчита брой цикли и натоварване.
2.Установяване критерия за образуване на пукнатината в условията на еднородно
напрегнато състояние.
3.Анализ на полето на деформация в зоните на концентрация на напрежение и
натрупване на циклични повреди, до момента на образуване на пукнатина.
5. Анализ на условията на прехода на пукнатината от малоцикловото разрушаване в
най-устойчиво гранично състояние.
6.Като се има в предвид, химичният състав и структурните фази, да се изведе критерии
за зараждане и фактори довеждащи до разпространяване на малоцикловата пукнатина.
Решение на подобни проблеми представлява основен въпрос за намиране на метод
определящ дълготрайността на конструкции, работещи при динамични термо
механични натоварвания. Всяка от указаните задачи и проблеми на уморното

39
деформиране и разрушаване е постановка на експериментални изчислителни
изследвания. В практиката най-често се използват диаграми от вида : напрежение-
деформация [71].
(61) msa 2,0/ ,
където:ε-истинска деформация, ε0,2-деформация на границата на провлачване.
m-xарактеристика на уякчаване на материала в еластично-пластичната област
(0≤ m≥ 1).
Най-често за прогнозиране на уморната деформация се използва формула на Ньойбер
(62) a
a
a
R
R
R
e KK
K1
1
,
където: aR -теоретичен коефициент отчитащ концентрация на напрежение, Kε, KRa-
коефициенти изразяващи концентратор на напрежение и деформация.
При проектиране на различни инженерни конструкции, се използват методи за оценка
на уморната пукнатина. За да се определи кинетиката на уморната пукнатина се
въвеждат следните условия:
1.Около върхът на пукнатината се реализира условие за квазикрехко състояние,
определено от видът на натоварване .
2.Изменение на приложеното натоварване за единица цикъл.
За анализа на кинетичната диаграма на уморно разрушаване се използват,
характеристични функции от видът [71] :
(63)
1
Im
m
thax
thfc
KK
KKАФ ,
където : А [106цикли/м],m –са експериментално определени параметри. thfc KK , -
коефициенти на интензивност на напрежение и зараждане на пукнатината и
разрушаване на образеца. axK Im -Получен max.коефициент на интензивност на
напрежение при схема I.
Извеждане на функционална зависимост между вид на рисковите структурни
съставляващи на AlSi7Mg и AlCu сплави довеждащи до напрежения в решетките и
отчитане зараждането на уморната пукнатина е предпоставка да се изведат всички
други свойства на сплавите. Процеси при динамични натоварвания, могат да се
прогнозират като се разглеждат локалните еластични концентратори на напрежение ,
разлика в атомните диаметри и кристалографските ориентации ,които са основни
рискови фактори за зараждане на уморната пукнатина. Можем да прогнозираме
появата на локален концентратор на напрежение и възникване на пори. Изследванията
проведени в тази насока са свързани с формата, размерите ,масата и разпределението
на компонентите в металните съединения. Дълготрайността на сплавите най-често се

40
изследва с модификатори Sr,Na и рафиниране на сплавите с Ti, както и методът на
леене. Изменение на пукнатиноустойчивостта на сплавите е изследвано при различни
термообработки. Подобряване свойствата на А356-Т6 сплав,зависи от видът на леене и
видът на дефектите.
При отливане в пясъчна форма за амплитудно натоварване 160MPa е получена
дълготрайност 3,7.105цикли. При леене в потта, под ниско налягане същата
дълготрайност е постигната при 140MPa[107]. Видът на микроструктурата, дава
възможност да се прогнозира и дълготрайността на материала. Изследванията
проведени върху AlSi7Mg сплави, доказват, че пористостта е главен фактор за
иницииране на пукнатината [111]. Най-често AlSi7Mg сплави се подлагат на следната
термообработка. Хомогенизация -5400C, за 6часа,стареене-190
0C,за 6 часа. Средната
плътност за тази сплав е 2,665g.cm3. Якостта на опън е 223MPa , 280MPa [111]. %.
Oбразците се тестват на сервохидравлични машини. При амплитудни натоварвания
(опън-натиск) до 108,10
9цикли. Изпитванията проведени за AlSi7Mg сплав е при
честота на цикъла 20кHz,Т0C-25
0C и R =-1,Ra=72MPa. Прагът на иницииране на
пукнатината е получен за Кth=4,3[MPa/m1/2
], Kth=3,6MPa/m1/2
. Скоростта наразвитие на
пукнатината е (10-13
÷10-8
)m/cycle [111]. Предполага се ,че намаляването на пористостта
в AlSiMg сплави, довежда до по-голям брой цикли за иницииране на пукнатината
.Интерес представлява, изследване ефекта на микроструктурните фази върху скоростта
на пукнатината. Процесът на образуване на пукнатината би бил съпроводен с
изменение на фазите в локален участък, като се изменя тяхната големина,маса . Якостта
на материала е прогнозируема от видът на формиралите се фази след леене и
термообработка[57]. Поведенето на фазите в локален участък при динамични
натоварвания включващи : големина ,формата, количество на дендритите, и
интерметалидните дефекти представлява огромен интерес за изследване механизма на
уморната пукнатина и устойчивост на AlSiMg сплави. В тази насока се провеждат
изследвания насочени към оценка на уморният живот на AlSi7Mg-T6, зависимост от
видът на структурата, на базата на тези получени резултати се изготвят модели
прогнозиращи якостта на границата на умора на сплавта. При механичен опън най-
голямо влияние оказва формата и големината на DAS и фази на Гине-Престон (Mg2Si).
Изменение на σB от 300MPa до 200MPa,както и на σs OT 230MPa до 160Mpa e свързано с
размера на дендритите от 20μm до 90μm.Изведени са следните емпирични
зависимости [57],
(64) σB = -1.17 DAS + 323.9 ,
(65) σ s = - 0.522 DAS + 234.7.
Дендритите указват влияние и върху КIC,за AlSiMg сплави е 17,4Mpa m1/2
. До този
момент изследванията,разглеждат уморната якост в зависимост от метод на леене и
получените структурни фази . Уморното поведение на материала зависи от големината
на порите[57].
При леене в тигел на AlSi7Mg сплави,големината на порите е по-голяма от 300μm,и
количеството им е повече от 0,4% уморната якост е постигната при 76MPa за
2.106цикли.,при R=-1. При леене под налягане, големината на порите е по-малка от

41
180μm,количеството на порите е 0,4.При амплитудно натоварване 115MPa,получената
дълготрайност е при 2.106цикли [57]. Изследванията проведени за зараждане на
уморната пукнатина ,показват ,че ΔКth нараства, когато се повишава отношението - ΔКth
/Rm. Като от получените резултати при 250 < Rm < 276 Mpa, , ΔKth = 6 ÷7 Mpa. M1/2
,за
290 < Rm < 310 MPa , ΔKth = 4 ÷ 5 Mpa.m1/2
[57], за R = 0.1е изведена следната
емпирична формула за праг на пукнатината ΔKth.
(66) ΔКth = 1,225σB /(σB- 213.1).
Изследванията показват, че големината на дендритите, указват слабо влияние върху
прага на пукнатината. Образци от AlSi7Mg-T6.При DAS =41μm и количество
пористост 0,3% показват следните якостни характеристики Rm 260MPa, R0,2 192MPa,
модул на Юнг –Е-74,8GPa, за ΔKth = 3.95 MPa. m1/2
. Проведените изследвания на
компактни образци с прорези (0,24,0,63,1,30,2,90)mm, се търси устойчивостта на
съществуващата пукнатина при различни натоварвания [57]. Подлагането на AlSi7Mg
сплав на термична обработка Т61, довежда до формиране на остатъчни вътрешни
напрежения [73]. Тези напрежения довеждат до изменение прага на развитие на
пукнатината чувствително от 9-10 MPa .m1/2
до 3,5 -5,5 MPa .m1/2
.
Бързото охлаждане при термообработката довежда до устатъчни напрежения ,които
изменят скоростта на развитие на пукнатината от10-8
mm/цикъл до 10-6
мм/цикъл [73].
Като се изследва поведението на късата и дълга уморна пукнатина. В работа [74] са
изследвани 3 образци от AlSi7Mg на Mg 0,45% Si 1% ,7% и 13%. съдържанието на Fe
<0,02%.Както и модифицирани и немодифицирани пробни тела със AlSi10Sr.Сплавите
са рафинирани със Al5%TiB и подложени на Т61(загряване при 5380C за
1,5часа,естествено стареене за 12 часа, изкуствено стареене за12 часа при 1550C)[74].
От металографският анализ, е показано,че големината на Si зърна е 2,77μm при 7%Si,
не модифицирани със Sr Si зърна имат размери 2,19μm за 7%Si, a модифицираните
2,94μm. При по- високо съдържание на Si 13% без Sr Si зърна достигат размери
2,94μm, при съдържание на Sr Si -2,05μm. Като се има в предвид големината на DAS
(20÷30)μm, количеството на използвания Sr и получените размери на Si зърна. В работа
[74] е изчислен фактора на сфероидизация по формула,
(67) F = P2/(4π.S).
Получени са коефициенти на сфероидизация 1,41;1,21;1,86;1,19.
Получената пористост е по-малка от 0,005%. Изследванията в [74] показват , че якостта
на опън зависи най-много от съдържанието на Si. При 7% модифицирани и не
модифицирани сплави якостта е получена σB =312MPa. Изследванията за развитието на
уморната пукнатина са проведени съгласно стандарт ASTM 647, като са използвани
компакти образци. Изменение на скоростта на пукнатината, както и прагът на
пукнатината ,зависи най-много от съдържанието на Si и морфологията на Si фази. При
не модифицираната AlSi7Mg сплав, скоростта на развитие на пукнатината се изменя в
интервал от (10-8
÷10-1
) mm/цикъл, почти подобна графика е наблюдавана и за
модифицираната сплав със Si при късите уморни пукнатини [74]. При многоцикловата
умора, получените резултати са подобни (10-8
÷10-4
) mm/цикъл при AlSi7Mg0,4 [74].

42
Изменение на съдържанието на Si с 1% съществено изменя, скоростта на
пукнатината,както и коефициента ,праг на зараждане на пукнатината от 4 ,5 MPa .m1/2
на 6 MPa . m1/2
. Провеждат се методи на леене които подобряват фазовия състав и
дълготрайността на материала, посредством горещо изостатично пресоване и
термообработка [74]. Да се анализира поведението на микроструктурните фази, при
наличието на H2 пористост, под въздействие на циклично натоварване е задача за по-
нататъшни изследвания. Хомогенизиране на сплавта посредством термообработка –Т6
и горещо изостатично пресоване се прилага най-често с което се цели намаляване
анизотропията при уморното поведение на AlSi7Mg сплави. Уморните резултати за
образци от AlSi7Mg сплав получена чрез полунепрекъснато леене в пясъчни форми,
показват, че зараждането на пукнатината е наблюдавано при амплитудно натоварване
200MPa след 103цикли. След приложено горещо изостатично пресоване измества
уморната графика на дясно,като зараждането на уморната пукнатина е чак след
5.104цикли. Границата на умора от 95MPa се наблюдава на нива по-високи от 115MPa
за 107цикли[75]. Моделирането на уморния процес е разделено на няколко етапа на
изследване. Разглежда се инкубационен период ,като се отчита броят на циклите до
иницииране на малка пукнатина. Развитие на пукнатината която е по-малка от
големината на дендритите. Вторият етап на изследване е преход от физически малка
пукнатина към магистрална пукнатина [79]. За А356-Т6(AlSi7Mg), физически малката
пукнатина е от (300÷800)μm. Създаването на модели, които да описват
изменение,големината на дендритите и морфологията на порите, при развиваща се
уморна пукнатина е задача на по –задълбочени изследвания, за да се изясни по –добре
пукнатиноустойчивостта на материала. Инкубационният период се разглежда в
досегашните изследвания, като област на циклично-пластичен опън-pFmax [80]. Това
поражда диполно поле и нарастване плътността на енергията на опън, до поява на
дислокация . Зараждането на пукнатината –а е след определен инкубационен брой
цикли -
incN ,определено чрез формула,[80] :
(68) inc
p
CNF
a
2
max .
Локалните пластични деформации- p
eff за AlSi 7Mg –Т6 се подчиняват на закона [80] :
(69)
2
max
2
23
1
2
P
Pp
eff
F .
Съгласно емпиричната формула (69), заражадането на уморната пукнатина за AlSi7Mg
–T6 e получена при пластична деформация 0,30 % за 9.103 цикли. Нарастване на
пукнатината води до намаляване на пластичната деформация до 0,10 % при 107цикли
[80]. Съставени са модели които да описват локалната пластична деформация,
зависимост от приложеното амплитудно натоварване. При σa = 110 MPa , %15,0p
eff
големината на локалната област в която се наблюдава е 100μm , за σa = 180 MPa,
%;3,0p
eff големината локалната област е 800μm. Следователно големината на
локалната пластична деформация зависи от приложеното амплитудно
натоварване,големина на порите и фазите и видът на дифузията. При големина на

43
частиците 3,5 μm ,σa = 165MPa, локалната пластична деформацияp
eff = 0,25%,областта
подложена на опън-натиск, в която се наблюдава тази деформация е 1600μm.
Изменение големината на частиците на 5,5μm, при същото натоварване, големината на
деформационната област се изменя до 1700μ. При големина на микрочастиците 2,5μm,
σa = 110MPa , %15.0p
eff , размера на локалната област е 200μm [80], инкубационният
период за зараждане на пукнатината , се определя от амплитудното натоварване, видът
на кристалната структура подложена на натоварване. Това може да се забележи от
разликата в пластичната деформация при едно и също натоварване. За σa = 110MPa ,
%15,0p
eff при големина на частиците 2,5 μm броят на иницииращите цикли е Ninc =
27.103. При σa = 110 MPa, %15,0p
eff големина на частиците 5,5 μm ,Ninc= 18.103
цикли
[80] . При σa =133 MPa , 2,0p
eff % ,за големина на частиците 2,5μm и 5,5 μm ,
Ninc = 3.103цикли. Това показва ,че анизотропията при уморното поведение се влияе най
-силно от амплитудното натоварване. От изследванията в работа [80] следва, че за
AlSi7Mg сплав когато отношението между частиците е ≈1 за σa = 110MPa зараждане
на пукнатината е след Ninc= 15.103цикли. При отношение на частиците 1,17 ,σa =
110MPa, инкубационните цикли намаляват Ninc =11.103 цикли. При изменение на
натоварването отношението между големината на частиците, не играе съществена роля,
σa= 133MPa броят на иницииращите цикли е около 3.103, както за 1,17μm така и при
1,65μm.Подобни резултати се наблюдават и при различни големина на порите[80]. За
големина на порите 100μm, σa= 110MPa, %15,0p
eff иницииращите цикли е Ninc =
7,5.103. Броят на иницииращите цикли намалява значително при големина на порите
800μm, Ninc = 2.103цикли,σa = 110MPa , %15,0p
eff . При други амплитудни
натоварвания , разликата в големината на порите не указва съществено значение върху
броят на иницииращите цикли [80]. Изменение на пористостта от 200μm до 800μm при
σa =133MPa, предизвиква пластична деформация %2,0p
eff ,като броят на
иницииращите цикли се запазва почти един и същ Ninc =750 цикли[80]. От тези
резултати следва, че анизотропията при уморните свойства за AlSi7Mg се проявява
единствено при 110 MPa. Критичната големина на порите е 800 μm за AlSi7Mg сплав.
Най-голямо изменение на пластичната деформация в статично цикличната област на
уморната пукнатина е наблюдавано при големина на порите в образеца от
(100÷200)μm[80]. Като имаме предвид тези резултати и закона на Шмид τ =τc и като
знаем, че пукнатината се развива при строго определено вътрешно напрежение и
повърхностна енергия определена от Грифитс. Това ни дава право да твърдим ,че
вътрешното критично напрежение за сплавта –τc e свързано с критичната големина на
фазите и тяхната критична маса. Активиращата енергия за генериране на дифузия при
твърди вещества е от 4,18.104 до 4,18.10
5J/mol. Скоростта на дифузия при 20
0C за Аl
сплави е 1,3.10-30
сm2/s която се постига при критични стойности на тангенциалното
напрежение и грифитовската повърхностна енергия при приложено амплитудно
натоварване. Предизвиканата уморна дифузия е породена от взаимодействие на
дислокации и тяхната анихилация. Дислокационните процеси са инициатор на нови

44
фази с критични маси ,създаващи остатъчни вътрешни напрежения ,по който се развива
уморната пукнатина. Изследванията върху уморната якост наAlSi7Mg-T6 се разглеждат
отностно, кинетиката на уморния процес ,зависимост от съдържанието на
хим.елементи. При изменение на съдържанието на Cr,Mn се предизвиква ефекта от
затваряне на пукнатината, довеждащ до изменение на скоростта й [59]. При
съдържание на Cr-0,01%,Mn-0,68%, скоростта на развитие на пукнатината, се изменя в
широк интервал (10-7
÷10-3
)mm/цикъл. С повишаване на Cr-0,30%,Mn-0,90%
значително се изменя този диапазон (. 2.10-6
÷2.10-4
)mm/цикъл, както и коефициента на
интензивност на напрежение ΔК от 2 MPa.m1/2
на ΔК 6 МPa.m1/2
[59]. Основен
окрехкостяващ фактор определящ посоката на пукнатината е отношението между
големината на α-фазата и Si частици за AlSi7Mg сплави. Подобни задачи са били
разгледани от Вейбул[67]. От които следва ,че изменението на обема на фазите ,играе
ключова роля за развитие на пукнатината .
(70)
m
Pk
V
Vp
00
exp1
,
където: p – вероятност за иницииране на пукнатината , Vk= (1/6) π.d3 –критичен обем за
зараждане на пукнатината, V0 =(1/6) π.d3 –начален обем, σ0,σp- нормално и критично
вътрешно напрежение, m = const.
При DAS 26μm,Si зърна 2μm, вероятността за развитие на пукнатина е пренебрежимо
малка p=0,01. Размера на Si частици,като окрехкостяващ фактор за поява на критичен
обем Vk и най-голяма вероятност за развитие на пукнатината –p е при Si =(8÷9)μm и
DAS,65μm[67]. Развитието на умората се влияе до голяма степен и от наличието на
Al2O3,SiO2,MgO ,формиращи различни видове дефекти [60]. Провеждат се изследвания,
като се взема в предвид отношението между дължината и ширината на дефектите -
dl/dw.
За AlSi7Mg dl/dw е получено 1,35, това отношение се явява критично за сплавта,по-
големи стойности, изменят сериозно дълготрайността на материала. Въвеждат се
модели които да прогнозират границата на умора, зависимост от площа на дефектите
[60].
(71)
2
1
.,
)120(56,11
R
дефплощ
HV = 0,224+HV×10
-4 .
Наблюдавано е, че при големина на частиците 10ppm, пукнатината се развива
трансглануларно [97]. Като анизотропията на уморните свойства се доминира от
Al6(Fe,Mn). Анализиране развитието на уморната пукнатина с помощта на
трансмисионна микроскопия,показва, че дислокациите в Al –Cu сплави както и
намаляване скоростта на пукнатината и ефекта от затваряне на пукнатината се дължат
на струпвания на повърхностно активни компоненти ,във върхът на пукнатината [56].
Както при AlSi сплави, така и при AlCu сплави дифузията на определени химични
елементи и тяхната концентрация указва съществено влияние върху якостта на умора.

45
Границата на умора при Al 2,3Cu1,3Mg, e σ-1 = 166MPa за за N = 108цикли, при
Al4Cu0,72Mg,σ-1 = 220MPa,N= 108цикли. При леене под налягане пори с големина,
както и оксиди с 0,02mm2 се разглеждат като ключов фактор за развитие на уморната
пукнатина [61]. При леене под налягане за AlSi7Mg-T6 се разглежда получената
уморна граница в табл.11 при107цикли,като се отчитат основните химични
компоненти, формиращи интерметалиди и фази на Гине-Престон.
Табл.11 Фактори оределящи якостта на AlSi7Mg сплави.
Метод на леене Mg% Fe% σ/1,107цикли. Пори [mm
2]
Леене под
налягане
0,35 0,11 135 MPa 0,02
Тази връзка най-добре се описва със закон на Парис
(72) BAN fa 2/14 ,
където: А= Площ на дефектите[μm] ,B= константа на материала,Nf-брой цикли до
разрушаване,σ a-амплитуда на натоварване[MPa].
Изследванията на умора за AlSi7Mg-T6, са насочени , като се търси връзката между
метод на леене , (най-често под налягане и в пясъчно формоване) и развитието на
пукнатината . Зараждащата се пукнатина и уморна дълготрайност зависи както от
големината на оксидните дефекти и пори , също така са чувствителни и към големината
на лятите дефекти [61]. Като се има предвид анизотропията на материала ,образците се
изрязват от отливката под различни ъгли. Зависимост от това е наблюдавано изменение
на скоростта на уморната пукнатина. При първите образци за R=0,1. Скоростта на
пукнатината се изменя в интервал (105
÷10-2
) mm/цикъл. При следващите образци при
R=0,5,скоростта на пукнатината е (10-4
,10-3
)mm/цикъл [61]. Резултатите от
изследванията на AlSi7Mg –T6 показват, че най-голямо влияние върху границата на
провлачване –σs и уморно поведение ,както при стайна температура така и при по-
високи е прибавянето на елементи като Si,Fe,Ni [70]. Прибавянето на елементи които
модифицират, големината и формата на Si зърна също така повишават нивата на
механичните свойства, независимо от метода на леене и съдържащите се пори. За
AlSi7Mg-T6,E=69,67GPa,σB = 310MPa[103]. Големината на DAS и интерметалидните
формации са свързани със скоростта на охлаждане. При AlSi7Mg0,3 сплав
модифицирана със Sr 0,2%, зависимост от метода на леене се формират оксиди Al2O3
като при леене под налягане, тяхната големина е 5ppm, при леене в пясъчни форми
достига 800÷1200ppm, и понижават уморната граница. Устатъчните вътрешни
напрежения които биха довели до зараждане на пукнатина, са следствие на
изоморфността на решетките. Като Al, Si, Fe, Mn имат кубична решетка с параметър а =
1,267nm. Получените Mn фази β(Al,Fe,Si) са с големина на решетките, a = b = 0,64nm,c
= 4,26nm, при ъгли ά=γ=900,β= 91
0. Зоните на Гине –Престон са най-често с големина
Al2Cu -50nm, при AlCu сплави [103]. Както разтварянето на компонентите в сплавта,
така и отделянето на допълнителни фази при различни амплитудни натоварвания,
създават напрежения превишаващи границата на еластичност на решетката, което би

46
довело до поява на пукнатини. При AlSi12Fe3 –T6 сплав,подложена на конзолно
огъване ,границата на умора ,достига 200MPa за 107цикли.[70]. Като тази якост се
дължи на количеството на Si частици ,и високата еластична граница на матрицата,но и
поради по-малкият размер на Si частици. Създаденият пластичен опън при уморно
натоварване, довежда до акумулиране на микро частици и поява на нови фрактурни
ядра. Това ще определи и рисковият фактор за развитие на уморната пукнатина в
глануларният и трансглануларен режим. Оценката за умора се дава като се изследва
броят на циклите до разрушаване на образеца. Рисков фактор за зараждане на
пукнатина зависи както от големината и формата на DAS при динамично
натоварване,така и от формиране на зони на Котрел. Съставянето на подобни модели
изисква да се разглежда ,поведението на материала в единица цикъл.
Като построява уморните S-N криви при Ra=const,и разглежда броят на циклите до
разрушаване Баскуин въвежда следното уравнение [89],
(73) b
ffa NRR
)2(2
,
където: ΔR = Rmax-Rmin., σ a - амплитуда на натоварване, Rf – изменение на якостта при
определен брой цикли -.if
N , b = - 0,0493 при 108цикли, b= -0,094 при 10
4 цикли [89].
Уморното поведение най-често се изследва в малък участък на натоварване .Основните
модели които описват пластичният опън ,при малоцикловата умора са предложени от
Cofin-Meson, [89].
(74) c
ff
pN )2(
2
,
където: Δε-област на пластичен опън, if
-уморна пластична деформация за определен
брой цикли - fN , c-const.
Този модел се комбинира с Баскуин и включва многоциклова умора [89]
(75) c
ff
b
f
fpea NN
E
R)2()2(
22
,
(76) cEKR Nfll 22 ,
където: ll R , -област на локална деформация и напрежение, N -номинална
деформация при теоретичен опън.
При Al-Si сплави ,големината на пластичната деформация Δε е (100 ÷10
-4)%. За Al-Si
сплави,
εа= (10-1,5
÷ 10-1,3
) за fN = 100 цикли,при fN = 102 ÷ 10
4 цикли, εа = 10
-2%.
Описанието на умора най-често се дефинира с уравнение [105] във вида :
(77) cNR r
m
a ,
където:

47
ΔRa-номинална област на натоварване-[MPa].
Nr – брой на циклите до видима пукнатина ,
m,c-експоненциални коефициенти на S-N кривата [105].
За изпитване на обраци при динамично уморно натоварване за различни Т0C ,Basquin
представя следното уравнение, [87]:
(78) Cb
fa TaN ,
където:Ra – амплитудно натоварване [MPa].
Nf – брой на циклите до разрушаване при дадена Т0C.
a ,b,c – константи на материала .
Малоцикловото уморно поведение при Al сплави зависи основно от вида на
компонентите [68]. Като имаме предвид (77) и (78) следва , че цикличната деформация
ще зависи от инициираният вътрешен опън .Вътрешните напрежения създадени
следствие на дифузионни и дислокационни процеси се измерват чрез ефекта на
Баушингер, посредством ренгенова дифракция. Цикличното поведение зависи от
термообработката и до голяма степен от видът на модификатора в евтектиката и
рафинирането на основната матрица. Информацията за уморният живот е изцяло
свързана с циклична деформация на микроструктурата. Изследванията трябва да
разгледат :
Поведение на компонентите в сплавта при малоциклова умора ,като се отчита модула
на Юнг –Е[GPa],Rm[MPa]. Теоретично моделите целят да изчислят остатъчният опън
или остатъчното вътрешно напрежение в α-матрицата,или около частиците . Обект на
такива изследвания могат да бъдат :
Афинитетът на взаимодействие на компонентите и образувалата се изоморфност на
решетките, от което може да се направи извод за сформиралите се слаби и силни
звена,както и глануларното и трансглануларно развитие на пукнатината . Основни
фактори които биха прогнозирали якостта на умора и могат да бъдат подложени на
изследване са:
-Вид на дислокациите в матрицата и извън нея, разпределение на компонентите и
фазите в структурата след термообработка и видът на тяхната пространствена
конфигурация,(големина на α-матрицата ,морфология на евтектиката и фази на Гине –
Престон), съотношение между Баушингеровият ефект към остатъчните вътрешни
напрежения, поява на вътрешни напрежения след определен брой цикли и тяхното
редуциране след термообработка. Съотношение между малоцикловата умора и
вътрешният пластичен опън. Микроструктурни промени по време на цикличната
деформация и тяхната разлика от статичната. Влиянието на модификаторите и
термообработката върху цикличната деформация. Литературният преглед фокусира
аспекта върху изследванията намалоцикловото и многоциклово уморно поведение на
Al-матрица и металните компоненти. Следователно уморната надеждност на материала,
зависи от следните два фактора :
1) Баушингеров ефект.
2) Циклично деформационно поведение на структурата.

48
Баушингеровият ефект е открит в Al сплави в различни видове фази [68]. От този ефект
следва, че еластичната граница на материала след реверсивно (опън-
натиск)натоварване намалява. След циклично натоварване ,зародилото се вътрешно
напрежение –τ, Браун е извел следната формула [68]:
(79) P
m fDG 22,19 ,
(79.1) D = GP/[G
P-γ(G
p-G
m) ],
където: GP,G
m – модул на срязване в частицата и в матрицата.
f –обем на частиците.
γ- геометричен фактор на частиците ,зависещ от форма и ориентация.
έp- пластична деформация.
Важна информация за уморното разрушаване се явява циклично-пластичната
деформация, която е основана на уморното явление. След подлагане на циклично
натоварване в локалната област се появяват екструзии и интрузии . Изследванията в
малоцикловата област включваща циклично –пластична деформация има следният
аспект .
-При амплитудно натоварване и нарастващ брой цикли, пластичният опън в локалната
област нараства. Кумулативното циклично амплитудно напрежение на опън за целият
процес на умора зависи от :
-Кристалната конфигурция вид на границите между фазите ,разпределение на
вторичните и ново възникнали фази [68]. Малоцикловата деформация за Al сплави
определена от хистерезисната крива е έp= 0,03%. При нарастване на деформацията на
έp- 4,5.10-3
% вътрешното напрежение τ се изменя в интервал (10÷30)MPa . За AlSi
сплави при (Δεp /2) =5 % и се наблюдава от 10 до100 цикъла [68]. Големината на
отделилите се фази при циклично натоварване, се описва с плътността на
разпределение df
(80)
D
dd
Ddf
2exp
2
12
,
където d -диаметър на зоните на Гине –Престон, D- микрокристален параметър
отчитащ,концентрацията на пластичният опън ,или резултатът от не хомогенното
разпределение на зърната при пластичният опън .
Стандартното отклонение от D е фактор ,който описва локалното напрежение при
уморно натоварване. Възникналото вътрешно напрежение на локален пластичен опън е
вследствие на появата на дислокации и дифузионни процеси ,формиращи нови фази.
Средната плътност на дислокациите за AlSi7Mg е ρ = 1015
kg/ m2[68]. Напрежение
възникнало от дислокациите 1се изчислява съгласно:
(81)
a
ax
d
)(
1,
49
където - плътност на дислокациите, x-размери на дислокациите, -а < x < a.
1-тангенциално напрежение
Изследванията проведени върху Al-Cu сплави ,доказват,че различното ориентиране на
зърната, изменя модула на Юнг-Е.
При (111) Е = 76,14GPa,при (222) Е = 76,14GPa,(002),(022) ,E = 63,69GPa ,
E= 72,60GPa[68].
За да се измени якостта на AlSi сплави се добавят карбиди SiC ,и оксиди Al2O3 [103].
SiC частици заемат 15% от обема на сплавта с големина 8,1μm,4,1μm,4,3μm. Al2O3
заемат 30% от сплавта, 4,95μm ,5,05μm,5μm,8μm. Зоните на Гине –Престон са 2÷300Ǻ,
и са 8% от сплавта.Така получената сплав има плътност ρ = 5,7×109kg/cm
2 [68].
Проведената рентгенова дифракция показва ,че съществуват вътрешни остатъчни
напрежения от(80÷100)MPa в различни участъци. При динамични натоварвания
нарастването на вътрешните напрежения над 100MP изменя големината на пластичната
област над 0,5% ,за 200MPa εp достига 1,5%[68]. При различните изследвания се
определя изменение на големината на пластичната деформация –Δε/2,при определен
брой цикли ,за Al12Sn4Si,Δε/2=0,04% при 104 цикли[104]. Като за многоцикловото
натоварване Δε/2 е 0,01% за 50.105цикли. Провеждат се изследвания като се отчита
пористостта в AlSi7Mg-T6 и големина на основните фази ,върху якостта и
дълготрайността на сплавта при средна площ на порите 105μm
2,дадени в табл.12 [117].
Табл.12 Големина на фазите в Al фази.
Сплав SDAS [μm] Si[μm2] Si [μm] σ -1 [MPa]
319 -F 21 3 2,5 80MPa,107цикли.
356-Т6 63 51 14 -//-
При площ на порите 3.104μm
2,за σa = 61MPa,достигната е дълготрайност при
Nf = 8.106цикли,за А356-Т6(АlSi7Mg) сплав [117]. Като се правят сравнения за
големината на α матрицата 63,7μm и площ на порите 3,105μm,за амплитудно
натоварване σa=61MPa,дълготрайността е 2.105цикли [117]. При σa ,68MPa,големина на
порите 105μm
2,Nf=10
6цикли.За (AlSiMg)A356-T6,DAS-63,747μm,с големина на порите
9.105μm
2 дълготрайността е 4.10
6цикли. Провеждат се изследвания отчитащи
големината на порите и влиянието на честотата-f при различни натоварвания [109]. При
Al сплави като се има предвид наличието на пукнатини след леене и ликвация,се
определя теоретично скоростта и развитието на пукнатината (da/dN) [mm/цикъл] от
порядъка
на 10-4
÷10-2
mm/цикъл,по формула на Парис.
(82)
m
K
KC
dN
da
0
0 ,
където ΔК0,C0- за минимална пукнатина, m= 3, 28.
При AlCu сплави, , ΔK= 10÷25MPa.m1/2
[72]. За изследване на пукнатиноустойчивостта
на AlSi7Mg сплави е изведена следната формула [72].

50
(83) /
7,2 2,0
r
rREK ,
където δ- критично разтваряне на пукнатината, r – критично разстояние между
микроструктурните фази.
Подобни изследвания са проведени в работа [96], разгледани в табл.13.
Табл.13.Характеристики на пукнатиноустойчивост на AlSi7Mgсплав
σ 0,2 [MPa] εp % (r/δ) r [μm] Kизч[MPa.m1/2
] Kизм[MPa.m1/2
]
237 0,095 1,11 9,1 19 21,2
253 0,229 0,65 9,7 27,2 24,5
Това доказва, че уморното поведение на сплавта, зависи от остатъчните вътрешни
напрежения, и формиране на нови. По нататъшни изследвания биха могли да бъдат
измерване на остатъчни вътрешни напрежения и тяхното изменение при динамични
натоварвания. Частите на детайлите, както и образците, могат да бъдат изработени по
една и съща технология, но могат да имат различни остатъчни нива на напрежения .
Търсенето на математични модели отчитащи експерименталните стойности на
вътрешните остатъчни и зародили се напрежения при динамични натоварвания
предизвикващи уморното явление е главна задача на пукнатиноустойчивостта на
материала. Математичните модели трябва да отчитат, зараждането на напрежения
предхождащи посоката на развитие на пукнатината, като се търси причината за
трансглануларното и глануларно развитие на пукнатината. Експерименталните
резултати отчитат кои остатъчни вътрешни напрежения, ще доведат до развитие на
пукнатината и ще прогнозират нейната посока.[93]. В работа [93] се разглежда модел
при който коефициента на интензивност на напрежение е свързан с остатъчните
напрежения.
Предимството на този модел е, че коефициента на интензивност на напрежение,
прогнозира вид на напрежение, което би възникнало в сплавта. Вътрешните остатъчни
напрежения и коефициента на интензивност на напрежение, се използват за
прогнозиране на следващите зони с подобни напрежения. Използваната сплав
AlSi0,4Mg в работа [93], разглежда пукнатиноустойчивостта при съдържание на Si
1%,7%13%, като големината на основнатаα- матрица е 280μm и SDAS от 20μm до
30μm. Изследванията са проведени за образци съдържащи и не съдържащи остатъчни
напрежения въведени при процеса на кристализация и термообработка- Т61.
Остатъчните напрежения са компресирани на повърхността на пробата и създават
напрежение на опън в центъра. Те представляват рискови фактори за иницииране на
уморна пукнатина. Приложеното закаляване и стареене повишава якостта на рисковия
участък чрез отделяния на вторични фази,но това няма значително въздействие върху
остатъчните напрежения. Нивата на остатъчните напрежения ,следствие на ликвация за
модифицирани и немодифицирани сплави със Sr са различни [93]. Приложената
термообработка –Т61 включва:
-Загряване -1,5часа.при 5380C,във H2O,естествено стареене -12часа. Икуствено
стареене за 12 часа при 1550C.

51
Нивата на остатъчните напрежения въведени в пробата, чрез закаляване са високи.
Затова е замислено възможност за разпределение на остатъчните напрежения в пробата,
чрез последваща термична обработка при по-високо закаляване[93].
-загряване за 1,5часа при 5380C.
-Закаляване при вряща вода за 1,5min.
-Потопяване на пробите във N2 за 30 min., След това потопяване на пробите във вряща
вода за 15min.
-Естествено стареене за 12 часа.
-Изкуствено стареене за 12 часа при 1550 C.
Като се има предвид изотропността на материала от който са направени образците на
AlSi0,45Mg[60]. Наблюдавано е различна скорост на развитие на пукнатината,
зависища от разпределението на остатъчните вътрешни напрежения на опън. Средната
скорост на развитие на пукнатината е 10-7
mm/цикъл и праг на пукнатината
ΔК=(9÷10)МPa.m1/2
.
При проби без наличие на остатъчни вътрешни напрежения ΔК= 3,5 ÷ 5,5 МPа.м1/2
.
Изменение прага на пукнатината е обяснено като върхът на пукнатината е обект на
изменение на компресирани остатъчни напрежения. Това създава по-висока степен на
затваряне на пукнатината. В работа [93] е изведена формула отчитаща К зависещ от
остатъчните напрежения,
(84) da
d
aZ
EaKres
)()( ,
където Z(a)- функция зависеща от геометрията на образеца и мястото на приложено
напрежение. .
Величината dδ отчита ефекта от отваряне и затваряне на пукнатината .
Процедура за елиминиране на остатъчните напрежения би било:
1.Използване алтернативно закаляване (по-висока температура на водната баня при
закаляване).
Комбинирано закаляване при различни температури на водната баня и различните
разтвори .За AlSi7Mg сплави очакваната стойност за ΔК = 3,5 ÷ 5,5 МPа .м1/2
без
остатъчни напрежения.
Присъствието на остатъчни напрежения може да бъде основа за развитие на пукнатина
и да маркира влиянието от микроструктурните съставляващи. Ефекта от остатъчните
напрежения върху степента на развитие на пукнатината ясно е изразен във ниски ΔК
нива[93]. Уморната пластична деформация създава напрежение на опън и натиск,
което се явява рисков фактор за иницииране на уморната пукнатина.
основен фактор влияещ върху уморният живот са остатъчните вътрешни и
нововъзникнали напрежения на опън и натиск в компонентите на сплавта. Зараждането
на уморната пукнатина е явление свързано с остатъчните напрежения на повърхността .
Компресирането на тези напрежения на повърхностния слой на образеца би изменило
съществено уморната якост.
Пластичната деформация създава дислокации в плоскости (111) при
с.ц.р.Относителното преместване на два слоя ,намиращи се на единица разстояние един

52
от друг създава вътрешни напрежения на пластичен опън –натиск .Тези напрежения са
фактор иницииращ уморната пукнатина ,която ще се зароди в най-плътно опакованите
направления за с.ц.р е (110). Подобряването на уморната якост се дължи на
компресирани остатъчни вътрешни напрежения ,както се вижда от, експерименталните
резултати изследващи уморната якост на AlZnCu –T7451 при прибавяне на 17%Co .W
[86]. Oсновен фактор влияещ върху уморния живот са остатъчните вътрешни и
нововъзникнали напрежения на опън и натиск в компонентите на сплавта. Напрежения
формирани от деформацията на повърхностния слой на материала разглеждат якостта
свързана с локалният участък, зараждащата се пукнатина се явява и граница на
умора.При AlZnCu сплав е разгледано поведението на компресираните остатъчни
напрежения ,след уморната пластична деформация и иницииране на момента на
зараждане на уморната пукнатина (възникнали напрежения на опън –натиск в
повърхностния слой след уморно натоварване. Границата на умора при 370MPa e
N=5.105цикли,за синосоидално натоварване.при 50HZ,R=0,1 [86]. Резултатите от
уморните изпитания на образци съдържащи W,Co ,показват ,че уморният живот
намалява при съдържание на Co 17%,въпреки ,че се наблюдава компресиране на
вътрешни пластични напрежения. Намаляването на аксиалната умора се дължи на
изменение плътността на порите и оксидните включвания. Възникналите остатъчни
пластични уморни напрежения на опън на повърхността са +130MPa до +170MPa в
слой дебел 0,05mm,при съдържание на 17%Co за сплав AlSiCu-T7451[86]. Измервания
на ренгенова дифракция показват, че възникналите пластични напрежения на опън(+)и
натиск(-) при уморни натоварвания биха имали строгоопределена големина за
иницииране на уморният лом. При AlSiCu сплави , е наблюдавано , че на дълбочина от
повърхността на образеца 0,05mm възникналото напрежение е 180MPa,като на 0,25mm
e 110 MPa [86]. Обработката на повърхността на образеца с киселини, съществено
изменя и инициираните напрежения и пукнатиноустойчивостта . За образци от AlSiCu
сплави третирани с киселина H2SO4 при амплитудно натоварване ,304MPa, достигната
дълготрайност е N=9.103цикли, при втората киселина CrO3 при същото натоварване
дълготрайността е N=104 цикли [86]. Тук определяща роля имат ново образувалите се
фази на повърхността отколкото броя на дефектите по Шотки за изменение на
пукнатиноустойчивостта. Изследвания на AlSi7Mg0,5 сплави на ренгенова
дифракция,показва, че съдържат интерметалиди-Al8FeMg3Si6 с хексагонални решетки с
параметри а=0,662nm,c=0,792nm,както и наличие на β фази с тетрагонална решетка-
Al3FeSi2,a=0,607nm и ,c =0,950nm [121]. Възниква въпроса доколко тези параметри,
влошават качеството на сплавта и нейната пукнатиноустойчивост ? Прибавянето на
Mg към AlSi7Mg0,5сплав подобрява термоустойчивостта на сплавта [121].
Tова дава възможност да се експериментира с уякчаване на сплавта с използване на
количество високояки компоненти и термообработка за постигане на оптимални
уморни характеристики. Като се има предвид ,че относителното удължение за AlSi7Mg
сплав намалява от 7% до 3%,при изменение количеството на Fe% от 0,17% до0,6%
[121]. Механичните свойства както и уморната съпротива на AlSi7Mg сплави биха се
възпрепятствали от морфологията и разпределението на някой вторични фази. При
термичните обработки на AlSi7Mg сплави,трябва да се има предвид, че Fe
интерметалиди имат по-ниска точка на топене ,отколкото евтектичната точка на

53
AlSi7Mg сплави. Така,че уморните свойства на AlSi7Mg сплави са пряко зависими от
параметрите на интерметалидните решетки и тяхната кристалографска ориентация.
Структурата гарантира добри якостни показатели на AlSi7Mg сплави при съдържание
на Al- 92,93 %, Mg2Si- 0,64% , Si – 6,18 % , π – Al8FeMg 3Si6- 0,14 % фази,имащи
хексагонални решетки с параметри , а = 0,662 nm , c = 0,792 nm ,ß - фаза Al3FeSi2 с
тетрагонална решетка а = 0,607nm и c = 0,950nm в AlSi7Mg сплави [121].
Изследванията за прогнозиране на уморният живот са свързани с построяване на (ε- N)
криви, като се отчита броя на циклите за иницииране на пукнатината и до разрушаване
на образеца, при различни локални нива на натоварване. Като уморното прогнозиране
се свързва с критичният опън в определен слой [78]. Това показва,че инициирането на
пукнатината от порите, може да бъде контролирано, в зависимост от напрежението на
опън в определените слоеве на повърхността. За изпитания проведени върху сплав
AlSi7Mg сплав ,модифицирани със Na и рафинирана с Ti . Големината на порите са от
порядъка 80μm2 до 100μm
2. Уморният тест е проведен при коефициент на асиметрия
R=-1,0 при 5Hz.Като изследванията са средоточени в :
-В кой пори се наблюдава най-голямо напрежение и се инициира пукнатина ?
При амплитуда на натоварване (60÷100)MPa,и големина на порите 0,4mm,пукнатината
се инициира от наличието на газови пори. При по-ниски напрежения пукнатината се
инициира от вътрешни пукнатини[78]. Като се отчита влиянието на ваканциите и
вътрешните пукнатини в AlSi,AlCu сплави при уморни натоварвания се отчита и
разпределение на плътността на пористостта[88]. Тази пористост зависи от метода на
леене. Постигнатите уморни граници ,за образци от AlCuсплави с високо съдържание
на пори HGAS ,e 104,88 MPa,и ниско съдържание на пори LGAS е 107,64MPa и са
преблизително близки [88]. Пукнатиноустойчивостта на сплавта ще зависи най –вече
от вероятността да се образуват, строгоопределени крехки фази в процеса на
динамично уморно натоварване. Тези ново възникнали фази ще определят големината
на локално напрежение –Δσ и локална деформация- в правило на Neuber, [88] .
(85) eSK t
2 ,
където:
Кт- Теоретичен коефициент на интензивност на напрежение.
Δе-амплитудно номинална деформация на опън.
ΔS-Област на амплитудно номинално напрежение.
-област на локална деформация.
Δσ- Област на локално напрежение .
Промяната на размерите на основната дендритна структура –DAS е в пряка зависимост
от вида на разтворените компоненти и появата на определени фази (Гине-Престон) след
термообработка. Съотношението между σ-1 и параметрите на структурата показва , че
съществува и детерминистична зависимост от количеството на даден химичен елемент
и α-фазата. Както се вижда от фиг.20.

54
Фиг.20 Влияние на съдържание на Cu върху размерите на DAS ,SDAS.
Нарастването на съдържание на Cu от (0÷3)%,има значителен ефект върху размерите на
SDAS [3].
При твърдия разтвор на AlSiMg сплави, изменение големината на α- матрицата и Si
зърна, както и формирането на нови фази, довежда до промяна на междуфазовото
напрежение - τ[MPa]. Това оказва огромно влияние върху пукнатиноустойчивостта и
повърхностната енергия-γ.
Фиг.21.Влияние на съдържание на Si върху размерите на SDAS.
Съдържание на Si от 1% до 8% оказва значителен ефект върху големината на SDAS
[3]. Дендритната Al –фаза и Si евтектика са качествени параметри за характеризиране

55
на микроструктурата. Прогнозирането на уморната якост , би довело до намаляване на
себестойността на уморните тестове. Големината на дендритните разклонения указват
най-голямо влияние върху уморните резултати при ниски натоварвания и голям брой
цикли.Sr над 300ppm води до образуване на иглообразни кластерни конфигурации от
вида (Al)x(Si)y(Sr)z довеждащо до изменение на морфологията на структурата [77].
Характеристики на микроструктурата са параметри , определящи сферойдизацията на
Si частици. Като степента на сферойдизация се определя посредством
формула(86),(87),(88).
(86)
n
k
SiSi An
A1
1,
(87)
n
k
Si
Si
A
nD
1
41
[μm],
(88)
n
k Si
Si
SiA
P
nF
1
2
4
1
[μm
2] ,
където :
А Si- среден брой на силициевите частици в единица област.
DSi-, диаметър на силициевите частици.
F- фактор на сфероидизация.
PSi2 - е периметър на Si частици .
Средното разстояние - dk , между фазите с критичен диаметър –dк, като условно
приемаме , че съществуват Si зърна с критичен диаметър ,изчислено по формула (89).
(89)
n
kSi
dk
Sq
dkN
A
n 1
1 ,
където-Si
dkN –брой на Si рекристализиращи зърна,
съответстващи на брой дефекти с критичен диаметър-dk на площ-Аsq-10[μm2] пред
върхът на пукнатината. За NSi-средно аритметично се получава (5÷9) Si зърна на площ-
10[μm2],следователно λdk се изменя в интервал 1,05[μm] до 1,4[μm].
-Съставяне на модели обуславящи липсата на определен ХЕ,и наличие на пори като
причина за уморен концентратор и развитие на пукнатини.
Количеството-CMg,Cu на повърхностно активни компоненти Mg, Cu предизвиква
пластична деформация -pl
fat .В динамично-температурен интервал от време dN
dj, в
силово уморно поле (90), създава дифузионен поток –j (91) в направление (h k l). Това
води до нарастване или зараждане на нови микро -уякчаващи или микро-разякчаващи
фази [80].
(90)
2/1
)(
4,1
Nh
E
dN
da
,

56
(91) lkh
CDj
CuMg
fat
,.
Дифузният поток –j създава поток от частици с критично вътрешно напрежение –τ=τк,
за единица цикъл-N, в който започва нарастване на развиваща се пукнатина със стъпка
h[μm]. Участъци бедни на Cu,Mg е предпоставка за рисков фактор и концентратор на
напрежение . Възможността да се прогнозират прагови дислокации , както и възлите на
екструзии и интрузии и винтови дислокации определя надежността и дълготрайността
на сплавите. Главната цел за анализиране на явлението умора е съставяне на
модели,отчитащи микроструктурните изменения в AlSi7Mg,AlCu6Mn сплави при
циклични амплитудни натоварвания и риск от зараждане и развитие на уморна
пукнатина. За да търсим решение на тази задача, изработваме образци за уморни и
якостни изпитания и микрошлифове за количествен и качествен металографски анализ
от сплави AlSi7Mg, AlCu6Mn ,получени по метод на полунепрекъснато леене .
Количеството на Cu,Mg,Si на микроструктурните фази в определени интервални
прагове повишава чувствителността на материала –ν, към зараждане на пукнатини
разгледани на табл.14.[81].
Табл.14.Концентрации на компонентите –C% ,повишаващи чувствителността към
зараждане на пукнатини.
Фази ν→νk [min,критична ] ν→min [допустима] Тт [C0]
AlSi Si – 0,75% Si – 2% 660 – 577 C0
AlCu Cu – 3% Cu – 5% 660 - 547 C0
AlMg Mg – 1,2% Mg – 3,5% 660 - 449 C0
AlSiMg Si-0,5%,Mg-0,3% Si -2%,Мg – 3,5% -
От данните в табл.14 следва , че зараждането на пукнатината е във функционална
зависимост (92), (93) от промяна на диаметъра на фазите- kd ,което от своя страна
довежда до изменение на ρ- локалната плътност на материала и ,породено от линейни
дислокации (Чеви-Людерс), повърхностни уморни екструзии [81],
(92) Si
k
Si dCd % ,
(93) CuAlSiMg
k
CuAlSiMg dCd2222 ,, % .
Уравнение (80) ни дава право да твърдим, че възлите на пресичащите се прагови
дислопкации са инициатор на кластерни струпвания, което води до зони на обедняване
и обогатяване на Si явяващ се двигател за иницииране на уморна пукнатина и начало на
винтова дислокация . От своя страна електроотрицателността увлича частици от Mg2Si,
Al2Cu.Това, ще доведе до възникване на нови метастабилни фази. Като имаме
предвид,процесът на разрушаване на материала при динамичните натоварвания, за
интервал от време dN
dh, зоните с по-висока електроотрицателност ще прогнозират и

57
посоката на развитие на пукнатината (h k l). Възникналите локални не еднородни зони
с критични обеми ,при уморните натоварвания се подчиняват на закона (94).
(94) r
VaRT 2ln ,
където R= 8,3145 J/mol/K,V-моларен обем ,r- радиус , - константа на решетката ,γ-
повърхностна грифитовска енергия.
Това води до изменение на количествените характеристики на компонентите във
фазите разгледани в табл.15. [82].
Табл.15.Характеристики на компонентите на сплави AlSi7Mg ,AlCu6Mn
Елемент Реш.конф const-а
T-200C
0
[Ǻ]
const-c
T-200C
0
[Ǻ]
Плътност
[g/cm3]
Aтомен
обем –
[cm3/mol]
Разстояние
м/у най-
близки
съседи –[Ǻ]
Al С.Ц.Р 4.04 - 2,70 9,99 2,86
Si Диамант 5,43 - 2.33 12 2,35
Mg Хексагон. 3,2 5,2 1,74 14 2,19
Cu С.Ц.Р 3,61 - 8,96 7,09 2,55
Sr С.Ц.Р 6,05 - 2,6 3,4 4,30
За сплавта AlSi7Mg параметъра на кристалната решетка на -матрицатa би изменила
големината си зависимост от направлението на пукнатината (h k l) в интервал 460pm
÷ 480pm. Това зависи и от термо-транслацията на Al ,Si атоми за цикъл. Данните от
табл.14 и зависимостите (92),(93), показват ,че съществуват критични големини на
параметъра на решетката- mk
1010.46,3 . която е рискова предпоставка за
глануларно развитие на пукнатината [83] ,[84].
Кристали с близка стойност до критичният им диаметър –dk и концентрация – k% на
еденица площ след термообработка и динамични натоварвания,ще прогнозира и
направлението на уморната пукнатина (h k l). При AlSi7Mg сплави главен фактор за
изменение пластичната зона на уморната пукнатина ,би била морфологията Si
кристали. Като имаме предвид, че възникващите метастабилни фази, след стареене при
1600C изменят междуфазовото напрежение –τ, следствие на появата на
сложнокубичната решетка Mg2Si. с параметър ак -0,639.10-9
m. Като използваме
енергетичната Грифитовска теория, можем да изчислим нарастването на
повърхностната енергия - γGr, (95), зависеща от дислокациите. Като това поражда
вътрешно напрежение - τ, (96), при съдържащи се критична големини на пукнатините
в микроструктурата- hGr (97). Това ,ще доведе до зараждане на винтова дислокация и
еластична пукнатина [85].
(95) 8
EaGr , (96)
rk
fbEr i
теор
2
)(.)(
, (97) 2
a
Gr
GrR
Eh
,
където :

58
k = 1 за винтова дислокация .Прагова дислокация k = 1-υ,υ-коефициент на Пуасон
b -вектор на Бюргерс , rb
[85],
r – разстояние от остта на дислокацията ,до точката в която се изчислява напрежението
β – ъгъл между плоскостта на дислокацията и посоката на натоварване
if -съвкупност от функции от различни направления на всички дислокации,
1if
Ra – амплитудно напрежение [MPa]
τ-коефициент на уякчаване в пластичната област,(междуфазово общо тангенциално
напрежение) [MPa].
Това ни дава основание да твърдим ,че вакантните зони ,ще бъдат запълнени от
повърхностно активни компоненти Mg, Cu от по-богатите участъци с подобна
изоморфност на решетките . Представяме уравнението на Фик във вид (98) [85],
(98) dSlkhd
dC
dN
dD
dt
dd
dN
dSi
fatkk
),.(
%3
.
От което можем да очакваме повърхностни уморни линии , имайки предвид скоростта
на дислокациите
v =(10-10
÷ 10 3
)m/s , и тяхната сумарна плътност ];[1010 2158
1
mn
k
k
както и вектор на Бюргерс - ;10.2 10 mb
,чието произведение ни дава кинетиката на
пластичната деформация [13],
(99) dt
d pl
bvn
k
k
1
.
Като пластичната деформация dt
d pl се изменя в определен,концентрационен градиент ,
lkhd
dC Si
,при приложеното динамично натоварване на единица площ- dS за еденица
цикъл- N.Скоростта на развиващата се пукнатина надвишава дифузионният поток за
определен брой цикли
(100) dN
dm<<
dN
dh.
Това предизвиква възникване на метастабилни фази , бедни на Mg,Cu,Si ,достигащи
свойте критични стойности разгледани в табл.14. Възникването на тези метастабилни
фази предопределя, пластично разрушаване така също и посоката на рзпространение на
пукнатината,базираща се на теорията на Орован –Ирвин, от което следва , че ще се

59
измени повърхностната енергия -MgCu
PlOr
,
.. ,съответно с критична големина на
пукнатината - MgCu
Orh ,[85].
(101) effGr
MgCu
PlOr 3,
. 10 ,
(102) GrGr
Gr
effMgCu
PlOr hhh 3
.
,
. 10
.
Преди процеса на хомогенизация на AlSi7Mg , граничната повърхностна енмергия –γ
е 3,7J/m2.
След приложената термообработка на стареене фазите θ (Mg2Si) ,ще повишат γ до 5,9
J/m2.Главна роля за дълготрайността на сплавта AlSi7Mg играе ,разпределението в
структурата на конфигурацията на θ фази.Като използваме уравнение на Хед (103) ,и
съображенията на Орован- Ирвин можем да заместваме дължината на пукнатината- l с
теоретично изчислената в (102), lh CuMg
PlOr ,
. .Това ни дава право да определим
критичната големина на пукнатините съдържащи се в материала .Тези критични
пукнатини се развиват в магистрални при амплитудни натоварвания –σa[MPa],при
многоциклова умора -– N -104 цикли.Можем да изчислим теоретичната скорост на
пукнатината dN
dlза AlSi7Mg сплави [85],[27],[29].
(103) yaB
a
rE
l
dN
dl2
2,02,0
33
12
,
(104) lK a 1 ,
(105)
2
2,0
1
6
1
Kry
,
където :
mMPaKa[ ]- коефициент на интензивност на напрежението
dN
dh
dN
dlSiMg
PlOr2
. - скорост на развитие на пукнатината [m/cikle]
SiMg
PlOrhl 2
. -дължина на пукнатината по Орован -Ирвин .
Като имаме предвид вида на развитието на пукнатината Nfhk ,за определен
цикличен период за AlSi7Mg сплав ,използвам линейната формула (106) [86].
(106) 3
2,0
2
2562
a
k
SiMg
k
EdN
dh
h
.
Като използваме получените резултати за AlSi7Mg сплави,въвеждаме следните
стойности : σa-80MPa ,за време N = ( 1.104 ÷ 36.10
4) цикли,при честота 40 Hz.

60
Скоростта се изменя в интервал от 2.10-10
m/cycle до 6,9.10
-10 m/cycle.След заместване
в (106) получаваме kh =(1,8μm÷6,5μm). От металографският анализ на фиг.21 ,поради
малката разлика в диаметрите на Si –зърна можем да определим средното разстояние -
dk , от зависимост (89) между фазите с критичен диаметър –dк,като условно приемаме
,че съществуват Si зърна с критичен диаметър ,изразено в неявен вид по формула (107).
(107) );( dkSqdk NAf ,
където-Si
dkN –брой на зърна съответстващи на брой дефекти с критичен диаметър-dk на
площ-Аsq-10[μm2] пред върхът на пукнатината.
Така полученото разстояние се явява стъпка за развитие на пукнатината в ׀ етап от
нейното нарастване , представляващо рисков фактор за поява на зони с
пренапрежение,с дължина -hkкъдето kh < ;Grh [87],[97],[27].
Получените резултати съгласно фиг.19 ни дават право да търсим зависимост от вида
;,,2
.
dN
dhdaf
CuAl
PlOrkk .Като използваме зависимости (101),(102), [97] и вземем предвид
табл.14 за σa [MPa],CuAl
PlOrh 2
. , извършим субституция в (106) , получаваме.
(108) 2,0
3
.
.
.256.10.2
EdN
dh aGr
CuAl
PlOr .
При амплитудно натоварване 20MPa, плътността на дислокациите нараства обратно
пропорционално на посоката на развитие на пукнатината [12] . Развитие на пукнатината
e наблюдавано при повърхностна енергия –γ = 0,84 J/m2, междуфазово напрежение –τ =
30 MPa, модул на срязване –G = 34,33 Gpa ,K = 0,35 MPa.m1/2
. При зараждане на
уморната пукнатина-lc, размерите пластичната зона- ry се изменят
обратнопропроционално на развиващата се пукнатина в интервал (102
÷ 0,1)μm при
развитие на пукнатината от (2÷150)μm [12]. При достигане на пластичната зона , с
размери 0,1 μm, и дължина на пукнатината (150 ÷200)μm, вида на протичащите
дифузни процеси се изменя рязко.
Процесът на умора е съпроводен с уякчаване и разякчаване на материала за цикъл .Това
е породено от силови и температурни флуктуации,довеждащи до фоннонни
деформации, дифузионен поток при динамични натоварвания и поява на ваканции.
Зараждането на зони с не еднородност и поява на локални напрежения при динамични
натоварвания се подчиняват на закона (109), [115],
(109)
TR
NtDVkdd
fatk
dN
dh
)(3
0
3
,
където: VK –моларен критичен обем на фазите Mg2Si, Al2 Cu.(Ǻ),γ – повърхностна
енергия J/m2

61
R – газова константа ,Dfat –коефициент на дифузия прeдизвикан от уморно силово поле
Dfat[ брой атоми /sec.m2],k-константа на Болцман ,t(N)- брой цикли за еденица време.
к – 1,3807 .10-23
J/mol/K,
dN
dhkdd ,0
-диаметър на фазите в началния и единица цикъл.
Квази-крехкият растеж на пукнатината от изходният дефект се наблюдава при T≈0,3TT ,
и в силово уморно поле γ = f (τ) с начална стъпка –hk[115].Създаването на локални
пренапрежения в структурата на разстояние hk <<hGr се дължи на поява на
окрехкостяващи компоненти и фази . Si атоми ,създава фази с критичен диаметър-dk ,за
единица цикъл -dN
dhk . Следователно върхът на пукнатината е генератор на пластична
деформация, предизвикана от кластерни струпвания на Si атоми . Това обославя
възникване на по-слаби електроотрицателни зони бедни на Si, който
“превличат”пукнатината и поток от атоми-j към вакантните места .
(110) CuMgfat
CuMg nDj ,
, ,
където: n Mg,Cu- брой на атомите за еденица цикъл.
Този поток j ,поражда прагови дислокации ,както и възли на винтови дислокации.
Една от основните цели за увеличаване якостта и дълготрайността на материала е
създаване на методология ,за контролиране на пористостта. Решение на подобен
въпрос може да търсим ,като се определят ,факторите прогнозиращи изменение на
якостните характеристики,както и разпространението на пукнатината ,следствие на
създадени микроструктурни уморни дефекти на Шотки и Френкел .Такива
несъвършенства могат да бъдат породени от възникване на нови фази с близка
изоморфност,наличие на H2 и дислокации.За изследването са изготвени пробни тела от
Al-Si сплав,рафинирана с Ti и модифицирана със Sr,отлята и кристализираща в
тигел.Провеждат се тестове за вакумна кристализация (ТВК),за контрол съдържанието
на H2 и наличието на неметални включвания.Изготвят са микрошлифове от динамично
–натоварени и разрушени уморни образци.Количеството на H2 e определено по
формула (111).
(111)
0
2
11
PKH [с.м
3/100g] ,
където : P[mm/Hg]-налягае, К – 0,0434, ρ,ρ0-теоретична и измерена плътност на
пробата, ρ 0[teor]= 2,68g/sm3
,ρ=2,31g/sm3.
Якостните показатели се подобряват посредством модификатора Sr но е свързан също
така и с пористостта сплавта[92].
Тук основна роля играе, формиране на квазитропността на структурата и
зависимостта между скоростта на кристализация –U и вторичните пространствени
дендритни разклонения (DAS). Тази оценка дава възможност за бързо и лесно
прогнозиране на различните параметри на лята микроструктура на AlSi7MgSr [98].
(112) DAS = 58,1094-122,799U + 95,466U2 .

62
Съгласно формула (112) скоростта на кристализация е U=0,4mm/s [98].
Получените резултати потвърждават факта , че степента на кристализация влияе на
лятата микроструктура и върху уморното съпротивление. Големината на дендритната
Al-фаза и Si –евтектика е качествен параметър за характеризиране кристализирането
на микроструктурата. При увеличаване скоростта на кристализация намалява DAS
.Вследствие на това механичните свойства обикновено се подобряват, съпътстващи
това намаление[95]. Големината на дендритните разклонения достига до 30μm при
леене с противоналягане и 100μm за сплав лята в пясъчни форми и води до леарска
текстура и по-добра изоморфност в кристалния блок, което формира и определена
квазитропност на α-матрицата спрямо β-(пластинчата) евтектика . Увеличаването на Mg
води до повишаване на σm, но намалява еластичността на материала. Модификацията на
Si евтектика със Sr променя структурата от дълги пластини към образуване на фибри и
намалява крехкостта и подобрява еластичността .
Съставяне на модели описващи лятата AlSi7Mg0,3 микроструктура ,при различни
натоварвания ,зависят от вида на леене,радиуса на Si частици, химични компоненти и
термообработката. Бихме прогнозирали, че изменение на якостта след леене с
противоналягане на материала зависи от ъгъла на ориентиране на дендритните
разклонения –θ.Големината на дендритните разклонения указват най-голямо влияние
върху уморните резултати при ниски натоварвания и голям брой цикли[95]. Трябва да
се подчертае, че търсенето на такава зависимост е свързано с вероятностния характер
на уморните характеристики. За да се определят оптималните стойности на
α-матрицата, и якостните показатели ,се използат статистични модели [100].
(113) ,7,234522,0
,9,32317,1
DAS
DAS
s
B
където :σB,σs –са якост на опън и граница на провлачване.
Като използваме получените стойности за граница на провлачване –σs от табл.13 и
линейна апроксимираща зависимост (113) може да се изведе, големината на
дендритните кластери –DAS[102].
Основен фактор за равномерно разпределение на вторичните напрежения е
дифузионният процес - DC,при термична обработка формираща видовете фази,техните
размери и форма.Следователно τ зависи от концентрацията в междудендритната
зона на Si%,Sr% ,съгласно уравнение (114) разгледано в работа [103] като го
представим в неявен вид:
(114) dt
dTMPa ,DC (
SiMg
Si
Sr
Si CCC ,, ),

63
където: DC-концентрационен коефициент на дифузия [брой атоми /sec.см2],
SiC -
концентрация на Si в α- матрица ,Sr
SiC - концентрация на Sr в Si евтектика,Mg
SiC -
концентрация на Mg в Si евтектика. max - максимално тангенциално напрежение
Приложена е термична обработка довеждаща до изменение на DAS и възникване на
концентратори на напрежение –τ, съгласно уравнение (115) и (116),[103].
(115) 317,0
0
0 4,39
dt
dT
dt
dTSDASSDAS ,
(116)
dt
dT
dt
dTk 0
0 ,
където к = 1.10 -4
Nm-1
K-1
, SDAS0,-изменение на дендритните кластери при
междуфазово напрежение-τ0 за dt
dT0 и съответно dt
dT за SDAS,
Търсене на модели които да бъдат по-оптимални и с по- ниска себестойност от
детерминистичните изследвания на материала, поставят въпрос, за оценяване на якостни и
мезоструктурни характеристики като използване на безразрушителна методология на
изпитване. В практиката са наложени стохастични модели [36]. За да се намерят
оптималните стойности на Si, основната матрица DAS и якостните характеристики на
сплавта. Бихме могли да използваме от математиката билинейна интерполация (117),
разгледана на фиг.22 със зададени 4 стойности на α-матрицата от фиг.20 и фиг.21 и
полученото количество за DAS,Si-wt% от спектралният анализ ,както и якостните
характеристики σB1,σB2,[19].
фиг.22 Координатна система Rm =f( DAS , Si );
DAS(12)
DAS(22)
DAS(11)
DAS(21)
Si1%
Sr(0,04%)
Si2%
Sr(1,67%)
DAS(?)
Si(?)
Sr(?)
σ B 1
σB2
σB=?

64
(117)
))((
))((),(
1212
22)11(
(?)
BB
BB
mSiSi
SiSiDASRSifDAS
))((
))((
1212
21)21(
BB
BB
SiSi
SiSiDAS
+ ))((
))((
))((
))((
1212
11)22(
1212
12)12(
BB
BB
BB
BB
SiSi
iSSiDAS
SiSi
SiSiDAS
.
Механичните характеристики и модулите на еластичност могат да бъдат определени,
освен чрез детерминистичен анализ , чрез образци за механични изпитания и посредством
ултразвукови изпитвания за AlSi7Mg ,AlCu6Mn алуминиеви спалви.
Структурните фази се определят чрез металографски анализ.
Съществува физичната зависимост:
(118) Vf . ; където λ - дължина на вълна , V-скорост на ултразвукови вълни .
Скоростите на резпространение на ултразвука TL VV ; се определят от
(119)
211
1
EVL , LT VV
)1.(2
.21
,
където Е - модул на еластичност, ρ - плътност , υ коефициент на Поасон [122].
Амплитуда на акустичната вълна се изразява , чрез (120) [122].
(120) )exp(0 XAA ,
(121) X
RA
A
f2
log2log20
)(2
1
,
(122) 2)]1/()1[( R ,
Където 2
1
Z
Z , )2,1(
2,1 LVZ - акустически импеданси, 2X - акустичен тракт , f -
коефициент на затихване, А1,2 - Амплитуда на падаща и отразена вълна .
За поликристални материали се наблюдават три области с различни характеристики на
разсейване на звуковата вълна и връзката със структурата .
-област на релеевско разсейване λ > 43
2 fDD P ,
-област на стохастично разсейване λ˂ 22 fDD P ,
-област на дифузно разсейване λ˂ DRD P / ,
където R средно значение на коефициента на отражение от границите на зърната .
В релеевската област е в сила израз на Пападакис [51] .
(123) 43
, fDVVA TLL ,

65
където: mmNpmmdBL /,/ -коефициент на затихване на ултразвуковите вълни.
abspL ,където ( absр ; )-коефициент на разсейване и поглъщане, abs 0;
TL VV , - надлъжна и напречна скорост на ултразвуковите вълни в материала
),2(,)1()1125/128(),( 5543224 TLTLTL VVVVVVA
Δ-фактор на анизотропия в материала.
Акустичните характеристики на основни алуминиеви сплави използвани в
промишлеността са показани в табл 16. По справочни данни от [ 101] .
За AlCu4Mg1-E = 73,1 GPa, АlMg1SiCu E =69,9 GPa , ρ =2,7g/cm3 ,
Табл.16 Акустични характеристики на алуминиеви сплави
Хим. състав Марка VL [mm/μs] VT [mm/μs] Акустичен импеданс 106 [Pa.s/m]
Pure 99%,Si,Fe 0,9% 1100 6,229 3,073 17,1
AlCu4Mg1 2024-T4 6,375 3,150 ≈ 3,2 17,6
AlMg1SiCu 6061-T6 6,299 3,150 ≈ 3,2 17,0
За алуминиеви сплави обикновено осреднени стойности са представени в
табл.17.табл.18.
Табл.17 Ултразвукова дефектоскопия за алуминиеви сплави [105]
VL[m/s] VT[m/s] ρ [kg/m3] VL.10
6Pa.s/m VT.ρ10
6 Pa.s/m α L [2,5MHZ.10
2m
-1]
6260 3080 2,7 17 8,3 (0,001÷0,05) dB/mm
Табл.18.Експериментални стойности за AlSi6 сплави [69 ]
Материал ρ[g/cm3] Porosity % H2[cm
3100g Al] VL[m/s]
5MHz 10MHz αL- dB/mm
5MHz 10MHz
Al 2,7 0,19÷0,27 0,17÷0,31 6450 6380 0,14 0,19
AlSi6 2,5÷2,68 1,52÷5,54 0,12÷0,2 6588 6563 0,20 0,28
където : )();( TL VV - акустичен импеданси .
За алуминиеви AlSi7Mg сплави в Золоторевски [20] е дадена зависимост за граница на
умора и якост на материала,
(124) B )4,025,0(1 .
Също така за леки алуминиеви сплави и високо съдържание на окрхкостяващи фази
като Al3Mg2 се приема )6,05,0(/1 B [106]. В повечето случай това съотношение
зависи от термичната обработка. За AlSi7Mg0,3Sr при термообработка Т6 от
експерименталните резултати следва , че съотношението трябва да се приеме :
(125) B 34,01 .

66
В работа на Тимошенко,Гудер [45] се разглежда плоскост 1x 2x натоварена със сила от сфера
с диаметър D . Максималното тангенциално напрежениеmax във всяка точка по оста
3xz е
(126)
3
2222 2
31
2
.21
22
1
za
z
za
zqzr
.
Tози израз има максимална стойност при
.27
)1.(2
az [45] където : a радиус
(127) zr 2
1max =
2
1)( q където: )( =
2/1
)1.(2).1(9
2).21(
2
1 ,
=2
2
)/(1
)/(5.0
LT
LT
VV
VV
,
където: HMq е твърдост по Майер - S
FHM , където F – натоварване, S – площ на
кръга на отпечатака в равнината ( 1x 2x ) т.е. S = 4
. 2d. Може да се приеме, че
HM ≈ HB .
В контактната механика е разгледан детерминистичен подход представящ зависимости
между повърхностни характеристики HVHB; и обемни параметри SE ;; на материала.
При внедряване на индентор в еластично-пластични среди [17] имаме:
(128) HVHB 0.93Smeanp 8.2 ,
където : meanp средно налягане в отпечатъка под индентора.
В [17] е представена ф-ла на Хил,
(129)
tg
Ep
SS
mean ..3
1ln1.
3
2 ,
Където: 6.02.0 D
d
R
atg - условие за геометрично подобие на отпечатъците [20]
, [17].
(130) 5
2tg =>
S
meanp
SS
HBE
.
15
2ln1.
3
2 , (131)
SS
EHB
.
15
2ln1.
3
2.
(132) S
HB
S
EC
.
Като приемем средни стойности за AlSi7Mg , AlCu6Mn MPaHB S 5,212,5,95 ,

67
(133) 5
244,0
5,212
5,95
S
HB
,
където:
S
EC
S
E
.
15
2ln1.
3
2, E = 2
2
2
)/(1
)/.(43T
LT
LT VVV
VV
, 2/1
DK yoS
TL VVW ; . 4f . 3D - = 0 , TL VVW ; =
553
42 32
1125
.4
TLL
T
VVV
V [36]
където : S
meanp
S
HM
S
HB
.
- От литературният обзор са изведени следните изводи и принципи:
В досегашните изследвания са разгледани множество работи ,търсещи корелация
между комбинирано въздействие на микроструктурни съставляващи ,термообработка ,
методи на лееене и схеми на уморни натоварвания . Резултатите в повечето работи
показват,че уморната пукнатина се заражда в локално напрегнати области,около газови
пори, крехки интерметални фази. От направеното литературно проучване са изведени,
следните изводи:
1.Границите на зърната притежават способност за провлачване на материала, когато
между тях няма кохерентна връзка.
2 При ниски температури и големи скорости на деформация ,провлачване по границите
не се наблюдава. Напрежения на опън се формират в зависимост от
кристалографските плоскости вътре в зърната. При по-високи температури и ниски
скорости на деформация, първостепенна роля играе опъновата пластична деформация
по границите на зърната.
3.Температурата при която два процеса имат еднакво развитие е еквикохезионна,
зависеща от скоростта на деформация,като оказва влияние на пластическия опън вътре
в зърната или по-границите между фазите.
4.Изследванията показват, че при температури по-ниски от еквикохезионната ,при
динамични амплитудни натоварвания ,между границите на зърната се наблюдава
уякчаване, дължащо се на взаимодействие на различни кристалографски ориентации
на решетките в α-матрицата.
5.При експлоатационни температури по –високи от еквикохезионната ,границите
между отделните фази ,довеждат до понижаване на якостта при динамични
натоварвания.
Критическо напрежение на опън предизвиква деформация на опън в кристала и
нараства при въвеждане на незначително количество легиращи елементи.
-.Якостта на твърдият разтвор винаги превишава якостта на чистите компоненти .
-.Границата на провлачване на сплавта нараства с увеличаване ,концентрацията на
някой от основните компоненти.
-.При големи деформации площа ограничена от крива напрежение –деформация като
правило се увеличава с въвеждане в разтвора на легиращи елементи .
-.В тройните сплави всеки легиращ елемент влияе на якостта ,както и в двойните
сплави.
L

68
В сплавта, появата на критическо напрежение на опън предизвиква деформация на
опън в кристала и нараства при въвеждане на незначително количество легиращи
елементи.
Необходимо е да се изясни ,защо примесите по границите на зърната, понижават
градиента на пластична деформация?Доколко пластичността на AlSi7Mg сплав зависи
от размера на DAS? Доколко големината на α матрицата и изменението на
температурата оказват влияние за глануларното разрушаване?
-В резултат на критичен анализ върху изследванията на умора ,въпросът на
настоящата дисертационна работа може да се формулира по следния начин .
Търсене на модели описващи връзката :
Свойства ↔ структура ↔ обработка ↔ експлоатационни уморни условия,като идеята
за подобна работа идва от [11] .
(134) 1/1ln16
22
2
1max1
EN ,
където за AlSi7MgSr – За термична обработка T6 (хомогенизация 5300C ,
закаляване 1600 ) ψ% = 32% – Относително свиване
Също така и известни монографии по умора на материалите на [16] . На развитие
подлежат въпроси като :
-Определяне , граница на умора 1 ,както и модули на еластичност ( ),,, GKE и
коефициенти на Ламе ),( и големина на структурните компоненти SiAlD , , чрез
ултразвукови методи .
Представени са определени видове изследвания ,свързани с основните теоретични и
експериментални предпоставки за решаване на проблемите разглеждащи акустичните
свойства , якостта и динамичната уморна устойчивост на AlSi ,AlCu сплави .
Въз основа на проведеният литературен анализ и направените изводи на получените
резултати са формулирани насоки и методиката на дисертационната работа .
1.Създаване на функционална зависиомост между фазов състав, на AlSi ляти сплави и
свойствата на материала при циклично натоварване.
2.Определяне на уморната якост зависимост от, големината на фазите DAS, и
структурните съставляващи в евтектиката ,пористостта в Al-Si сплави .
3.Използване на специализирана изпитателана апаратура -конзолно огъване и
резонансно натоварвне.Изчисляване на границите на умора, при ляти AlSi ,AlCu
алуминиеви сплави.
4.Анализиране на получените микроструктурни изменения при динамични
натоварвания
5.Определяне на рисковите фактори за зараждане и развитие на уморни пукнатини,
посредством количествен металографски анализ.
6. Математично моделиране на микроструктурните и якостни характеристики при
различни условия на натоварване ,(конзолно огъване, опън –натиск). Изясняване

69
влиянието на микроструктурата на изследваната сплав върху процеса на уморно
разрушаване след термична обработка и модификация .
7.Оценяване адекватността на предлаганият метод за изследване на уморната
издражливост, чрез сравняване на наличните резултати и експерименталните данни с
микроструктурният количествен анализ .
8. Сравняване на резултатите от проведените експерименти с резултати получени от
предишни изследвания на същите сплави, в условията на натоварване по схема опън –
натиск.
1.3 ЦЕЛИ И ЗАДАЧИ НА ДИСЕРТАЦИЯТА
1. ЦЕЛИ:
ЦЕЛ 1.1. Анализ на съществуващите знания в областта на изпитване на умора
на алуминиеви сплави.
ЦЕЛ 1.2. Получаване на детерминистични зависимости между механични
свойства ( граница на пластичност, якост на опън, твърдост, граница на умора,
критична стойност на коефициент на интензивност на напрежението, модули на
елатичност ) и акустични характеристики за AlSi7Mg И AlCu6Mn сплави.
ЦЕЛ 1.3. Получаване на статистическите характеристики (математическо
очакване, дисперсия, плътност на разпределение) на случайната величина граница на
умора. Оценки чрез акустични характеристики за AlSi7Mg и AlCu6Mn сплави.
ЦЕЛ 1.4. Изводи за приложимаст на получените резултати.
2. ЗАДАЧИ:
ЗАД. 1.1. Получаване на уравнение за безразрушително оценяване на средния
размер на зърната чрез измерване на акустични характеристики на материала, сгласно
ASTM E 494:2015.
ЗАД. 1.2. Получаване на явния вид на коефициентите в
ПОД ЗАД. 1.2.1. Зависимост на Хол-Петч за граница на пластичност,
ПОД ЗАД. 1.2.2. Зависимост на Стро за граница якост,
ПОД ЗАД. 1.2.3. Зависимост на Стро за твърдост по Бринел,
ПОД ЗАД. 1.2.4. Зависимост на Терентиев за граница на умора,
ПОД ЗАД. 1.2.5. Зависимост на Андрейкив за критична стойност на коефициент
на интензивност на напрежението, при плоско деформирано състояние.
ЗАД. 1.3. Извеждане на зависимост на размера на пластичната зона пред
пукнатина чрез измерване на акустични характеристики на материала.
ЗАД. 1.4. Получаване на алгоритъм за оценка на параметрите в модела на
Матвиенко за кинетична диаграма на уморно разрушаване.
ЗАД. 1.5. Получаване на оценки за математическото очакване и дисперсията на
случайният размер на зърната.
ЗАД. 1.6. Получаване на оценка на плътността на разпределение на случайната
величина граница на умора, чрез плътността на разпределение на случайният размер на
зърната.
ЗАД. 1.7. Получаване на система уравнение за оценка на коефициентите в
плътността на разпределение на Вейбул.

70
ГЛАВА 2. ДЕТЕРМИНИСТИЧЕН ПОДХОД ПРИ ИЗПИТВАНЕ НА УМОРА
2.1.Определяне на граница на умора в Al отливки ,класически подход.
В настоящата работа е използвана комбинация от лабораторни методи за получаване и
анализ на резултати. Използваните научно –изследователски методи представляват:
Оптична микроскопия, спектрален анализ, якостни и механични и ултразвукови
изпитвания Изследванията свързани с изготвяне на образците и оценка на получените
резултати в лабораторни условия включват:
Изискванията на специализираните стандарти ,които са съблюдавани при всички
експерименти и анализи.
Материалът използван в представеното изследване е получен при полунепрекъснато
леене на сплав AlSi7Mg.Сплавта е модифицирана с Sb и термообработена по режим
Т6,който представлява:
1.Хомогенизация при 5350C±1
0C за 6 часа.
2.Закаляване във вода при 240C
.
3.Изкуствено стареене при 1600C за 6 часа.
Извършеният спектрален анализ показва химичен състав даден в табл.19.
Табл.19 Химичен състав на AlSi7MgSb сплав.
Si % Mg% Ti% Sb % Cu % Fe % Mn% Ni% Zn% Cr% Pb% Sn%
6,81 0,34 0,11 0,014 0,001 0,12 0,004 0,002 0,01 0,002 0,002 0,01
Якостните изпитвания са проведени на изпитателен стенд-„АMSLER”.
Образците за менханичен опън са изрязани от заготовки с дебелина 30mm, получените
резултати са дадени в Табл.20.
Табл.20.Механични характеристики на AlSi7Mg модифицирана с Sb.
d [mm] L0 [mm] σ B [MPa] σs [MPa] A%
6,02 30 264 169 11,3
6,03 30 255 179 12,3
6,01 30 257 174 16,3
Проведени са изпитания на конзолно огъване ,за определяне на уморната якост.Като за
целта е използван стенд за конзолно с ротационно огъване –UBM [116] посочен на
фиг.6.Използваните образци са разгледани на фиг.7 . Изпитанията са проведени при
стайна температура на симетричен синусоидален цикъл на натоварване.Схемата на
натоварване на конзолно огъване е дадена на фиг.8 [116].
Работните натоварвания се изменят в границите от 169MPa до 88MPa,критерият за
якостта на умора е 107цикли,коефициент на асиметрия R=-1,като честотата е
4000[об/мин].От получените уморни резултати са построени S-N криви, дадени на
фиг.23 като е използван software Mathcad[49].
Границата на умора е изчислена по метода на най-малките квадрати и е
95MPa[116],[39].
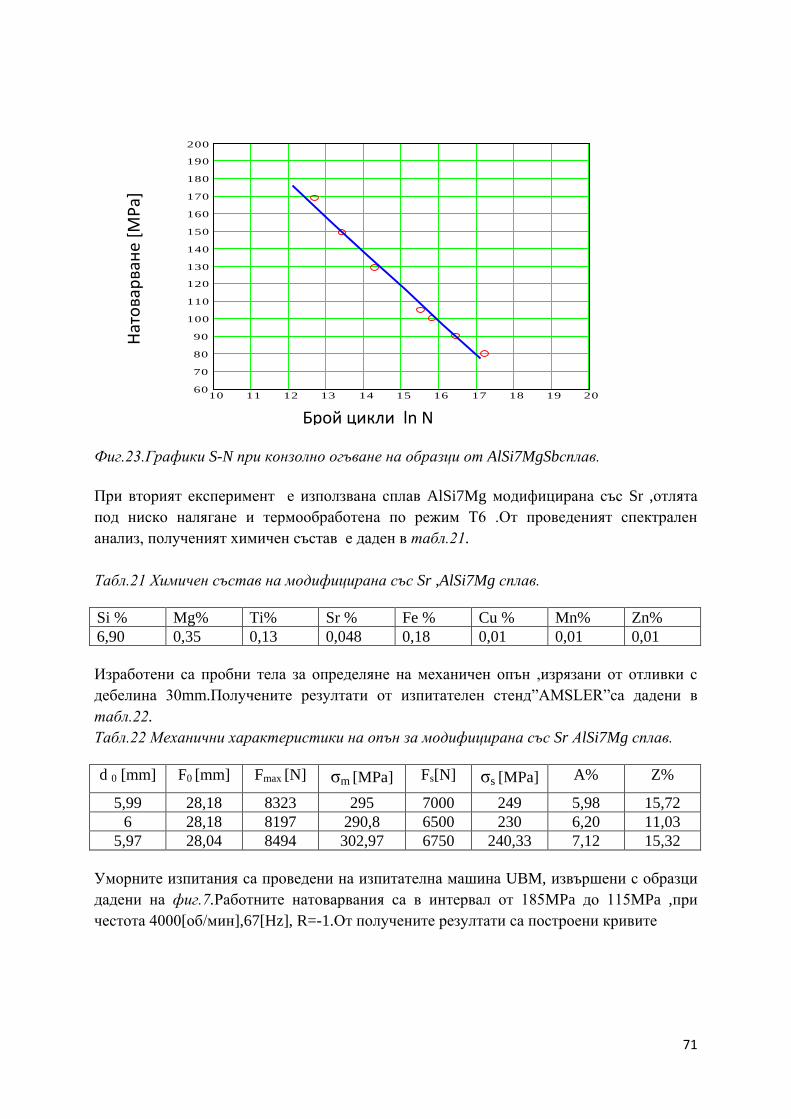
71
Фиг.23.Графики S-N при конзолно огъване на образци от AlSi7MgSbсплав.
При вторият експеримент е използвана сплав AlSi7Mg модифицирана със Sr ,отлята
под ниско налягане и термообработена по режим Т6 .От проведеният спектрален
анализ, полученият химичен състав е даден в табл.21.
Табл.21 Химичен състав на модифицирана със Sr ,AlSi7Mg сплав.
Si % Mg% Ti% Sr % Fe % Cu % Mn% Zn%
6,90 0,35 0,13 0,048 0,18 0,01 0,01 0,01
Изработени са пробни тела за определяне на механичен опън ,изрязани от отливки с
дебелина 30mm.Получените резултати от изпитателен стенд”AMSLER”са дадени в
табл.22.
Табл.22 Механични характеристики на опън за модифицирана със Sr АlSi7Mg сплав.
d 0 [mm] F0 [mm] Fmax [N] σm [MPa] Fs[N] σs [MPa] A% Z%
5,99 28,18 8323 295 7000 249 5,98 15,72
6 28,18 8197 290,8 6500 230 6,20 11,03
5,97 28,04 8494 302,97 6750 240,33 7,12 15,32
Уморните изпитания са проведени на изпитателна машина UBM, извършени с образци
дадени на фиг.7.Работните натоварвания са в интервал от 185MPa до 115MPa ,при
честота 4000[об/мин],67[Hz], R=-1.От получените резултати са построени кривите
Брой цикли ln N
Нат
ова
рва
не
[MP
a]
10 11 12 13 14 15 16 17 18 19 2060
70
80
90
100
110
120
130
140
150
160
170
180
190
200

72
S-N,дадени на фиг.24,с помощта на Software mathcad е изчислена уморна граница
118MPa.
Фиг.24 Графики S-N при конзолно огъване на образци от AlSi7Mg ,сплави
модифицирани със Sr .
- Уморно изпитване на (опън –натиск), проведено на изпитателен
стенд „AMSLER”.
Изследвана е уморната якост при динамично резонансно натоварване,върху образци
модифицирани със Sr и термообработени по режим Т6.Изпитанията са проведени в
условията на пулсиращ резонансен товар –σа,при симетричен синусоидален цикъл,
R=-1 с честота 166Hz [54].Работните натоварвания са в интервал от 20MPa
до120MPa.Като критерии за уморната якост е 107цикли.Образците достигащи тази
граница са натоварени в интервала от 78MPa до 88MPa.
Работната схема на резонансно натоварване е разгледана на фиг.9.
Използвани са 13 пробни тела , съгласно фиг.10.
Резултатите от изпитанията са представени в табл.23 разгледани съгласно табл.1.
(Метод на Диксон –Муд) [30].
Брой цикли ln N
Нат
ова
рва
не
[MP
a]
10 11 12 13 14 15 16 17 18 19 2060
70
80
90
100
110
120
130
140
150
160
170
180
190
200

73
Табл.23 Резултати от уморното изпитване на “AMSLER”,при резонансно (опън
натиск)натоварване.
S,MPa i ni i ni
118 xx 8 2 16
108 x 7 1 7
98 xx 6 2 12
88 0 5 0 0
78 xxx 4 3 12
68 0 3 0 0
58 0 2 0 2
39 0 1 0 1
19 0 0 0 0
Като използваме получените данни в табл.23 ,построени са графични зависимости S-N
дадени на фиг.25, определена е граница на умора по метода на Диксон-Мууд,
представена с формула (9) [30].
MPaN
nid
i
5,865,08
5010195.0
. 1
01
където :
σ-1 - Стойността за границата на умора (при вероятност 50%);
d - Разлика между напреженията на две съседни нива ;
σ0 - Минимално ниво на напрежението ;
i - Пореден номер на пробното тяло ;
ni - събитие на разрушаване (x) или неразрушаване (0) на пробното тяло;
Ni - Брой на разрушените пробни тела .
[MPa]-работно натоварване.
a [MPa] a
Фиг.25 Уморни зависимости за резонансен
(опън –натиск ) товар за AlSi7MgSr сплави.
Брой цикли N.106
0 5 10 15 20 25 30 35 40 45 500
10
20
30
40
50
60
70
80
90
100
110
120
130
140
14 14.5 15 15.5 16 16.5 17 17.5 18 18.5 190
10
20
30
40
50
60
70
80
90
100
110
120
130
140
150
Брой цикли ln N
Нат
ова
рва
не

74
Граница на умора е изчислена по формула (9) е:σ-1=86,5MPa.
За алуминиевите сплави е известна зависимост между границата на уморен резонанс -res
1 и якостта на статичен опън – σB ,представена чрез формула (125);
Изчислената теоретична граница на умора по (125) е res
1 =88,5MPa.
-Обработката на опитните данни и анализ на получените уморни резултати показва:
Така получените уморни резултати са съпоставими с резултатите на образци изрязани
от картер, като сплавта е подложена на изостатично динамично налягане-100MPa [70].
По данни на фирми производители на сплавта,стойностите на уморната якост при
конзолно огъване ,за сплав AlSi7MgSr e 110÷115MPa за уморна издръжливост
50.106цикли.
При проведеното изпитание на резонансно динамично (опън-натиск)натоварване се
получават много добри корелации между експериментално определената якост и
теоретично изведената [107].
Както при реални отливки получени при леене под ниско налягане ,така и при
заготовки получени при полунепрекъснато леене,показват добри корелации на
резултатите и получените уморни граници,88,5MPa и 86,5MPa.
При проектирането на детайли подложени на динамично натоварване е съществено,
познаването на уморната якост .Експерименталните данни получени при изпитване на
образци от отливки за случаите на конзолно огъване и резонансно динамично
натоварване (опън-натиск) биха могли да разширят обсега на приложение на сплави от
типа AlSi7Mg , за по-точно оразмеряване от при изработване на детайлите. Получените
експериментални резултати за резонансно динамично натоварване са с добри
корелационни зависимости с изчисленията. Проведените уморни експерименти на
гладки шлифовани пробни тела отAlSi7MgSr сплави са по –схемите на симетричен
опън-натиск,конзолно огъване при въртене при което е отчетено влиянието на Sr върху
продължителността на уморният живот за AlSi7Mg сплави,и при двете схеми на
натоварване е очевидна. Границата на умора при сплав съдържаща Sr е заначително с
по-висока стойност, отколкото с модификатора Sb.
Уморният процес е съпроводен със зараждане на нехомогенност в материала ,която се
базира до голяма степен с формиране на нови фази в процес на разрушаване на
материала. Границата на умора зависи от видът на дефектите. Това ще бъде плод на по-
задълбочени изследвания и формиране на модели характерни за AlSi7Mg сплави.
Разсейване на получените резултати от изпитванията, на умора както и механичните
свойства на опън показват, че границата на умора е случайна величина регистрирана в
даден интервал представляваща множество от данни. Имайки предвид мезоструктурата
на алуминиевите сплави и едрината на зърната - D можем да смятаме , че
резултатите се склонявт към определен супремум и инфимум. Това довежда до
вероятността да бъде поставен и да бъде разгледан въпроса за нормиране на
пространства от ограничени функции склоняващи се към величина N=107 цикли.
(135) ii CYCLEPCYCLEN 7
1010:7 .

75
Резултатите от лабораторните изпитвания за AlSi7MgSr при конзолно огъване са
представени в Табл, 24 съгласно стандарт : VEB 520 ;[116].
Табл.24 Резултати от изпитване на умора при конзолно натоварване AlSiMg0,3Sr.
σ-1[MPa] 185 166 156 146 137 120 115 88
N.106 0,11 0,18 0,61 1,18 2,24 8,45 12,93 30.10
7
Построена e Вьолерова крива дадена на фиг.26.
0 5000000 10000000 15000000 20000000 25000000 3000000080
100
120
140
160
180
200
80
100
120
140
160
180
200
[M
Pa]
N.107CYCLE
AlSi6,9Mg0,35Sr0,048
Фиг .26 Уморни лабораторни резултати .
Като използваме модели разгледани в работа на Кузмов [30] , граница на умора за
AlSi сплави при база 107 цикли е :
(136) B 4,01
Тъй като имаме за крива на Вьолер ,апроксимация (137) ,
(137) 01 NN m
i
m
a ,
Където : 1098,9118lg156lg
615000lg10lg
lglg
lglg 7
1
0
i
iNNm .
Ако B =295 MPa, то 1 = 118 MPa.
Следователно при конзолно натоварване 118 MPa трябва да се очаква граница на
умора сходяща към :

76
7
10
710
10.378,6185
10.118iN цикли.
От табличните данни за AlSi6,81Mg0,34Sb0,014 следва :
Табл. 25 За изпитване на умора при конзолно натоварване за AlSi6,8Mg0,34Sb0,014
σ-1[MPa] 169 149 129 105 100 90 88
N .106
0,3 0,67 1,59 5,48 7,35 13,8 15,82
0 2000000 4000000 6000000 8000000 10000000 12000000 14000000 16000000 1800000080
100
120
140
160
180
[M
Pa]
N [CYCLE]
AlSi6,81Mg0,34Sb0,014
Фиг .27 Лабораторни резултати
Като имаме предвид Вьолеровата крива, граница на умора се очаква при 95МPa от
където следва : При MPaNMPa БB 95,10,258 1
7 , 6,36,0258
951 m , то
7
6
76
10.62,5169
10.95iN cycle .
Средна стойност за получената дълготрайност за двата резултата е :
(138)
i
Sr
i
Sr
i Nn
N lg1
.
За АlSi7MgSr Sr
iN =0,968 цикли , За AlSi7MgSb , Sb
iN =1,093 цикли.
Разликата в средноаритметичните стойности на 1lg N на резултатите от двата
експеримента както се вижда от релация (138 ), и от фиг .26. и фиг. 27 . Бихме могли
да оценим посредством съдържанието на Sr и Sb . Като се вземе под внимание , че
използване на модификатора оказва значително влияние в мезоструктурата
Следователно Sr довежда до поява на иглообразна зърнестта конфигурация , при лоша
хомогенизация и поява на термична ликвация след леене под налягане 100MPa ,биха

77
могли да се получат крехки - SrD зърна от типа (Al)x (Si)y(Sr)z.Която да повиши HB и
да доведе до локално окрекостяване на материала . Пълна представа за граница на
умора може да се даде като се изпитват няколко плавки от един и същи материал. Като
разгледаме мезоструктурата на изпитваните образци от металографския анализ
съгласно табл.26 е показано разейване на резултатите които се намират в околност на
дадена точка .
Табл . 26 D = AlSi сплави .
Плавки / ][ mD
AlSi7Mg
1D 2D 3D 4D 5D
P1 17,768 22,178 20,808 28,6 37,3
P2 15,374 20,152 21,033 33,8 36,0
P3 19,613 21.719 22,470 30 35,2
P4 17,853 20,137 20,285 28,5 34,9
P5 20,079 26,998 19,719 31,1 35,2
P6 18,789 23,664 21,271 35,4 35,2
P7 15,194 23,542 20,786 33,3 48,2
Като, вземем под внимание получените данни от Фиг.26 ,Фиг.27 ,Табл.26 търсената
стойност на границата на умора σ-1, би представлявала приближение към ограничен
интервал съдържащ под-интервали склоняващи се към( инфимум и супремум) Така ,
че може да бъде определена единствено чрез изследване и оценяване на нейната
дисперсия и математическото и очакване Е .За да получим представа за точката
на сколняване към граница на умора 107
цикли, може да използваме алгоритъм за
оценка на числовите характеристики и параметри на разпределение.:[43].
Тъй като n˂50 [43], то избираме средна стойност на броя цикли от табл .24 и фиг 26 .
(139) 1lg N 25,68
lg8
1 i
iN
(140) 1lg N
7
lg7
1i
iN
6,48.
където : за AlSi7MgSr n=8 броя при AlSi7MgSb n=7.
Определена е медианна оценка за четен брой образци .
(141) 235,624,623,62
1lglg
2
1~lg 15,0
ii NNN .
За нечетен брой образци
(142) 48,6lg~
lg 5,0 i
Sb
NN .

78
Избрана е зависимост характеризираща дисперсията-2
на резултатите от изпитване
на умора .
(143) 76,0lglg1
128
1
2
i
i NNn
÷ 0,43 .
Средноквадратичното отклонение (144) на iNlg при база 107 цикли за крива дадена на
фиг.2 на двете сплави AlSi7MgSr,AlSi7MgSb.
(144) 87,02
lg iNS ÷ 0,65.
Оценката на средноквадратичното отклонение се определя съгласно к = 1,036, к =1,042
(145) 90,087,0.036,1. lg1 iNSkS ÷ 0,68.
Коефициентите на вариация –υ;
(146) 144,0lg 1
1 N
S ÷0,105.
Вероятността-P% на разрушаване на дадено ниво σ а като имаме предвид фамилия от
криви представени на фиг.5 може да се оцени при брой цикли - N ˂ 107 цикли.Чрез
вероятност (147) [27],.
(147)
1n
nP i
i ,
където : in - пореден номер на образеца ,n - борй изпитани образци .
Също така може да се оцени вероятността на разрушаване при две плавки .

79
5,0 5,5 6,0 6,5 7,0 7,5
0
20
40
60
80
100P
%
lgN[CYCLE]
AlSi7Mg0,3Sr0,048
Фиг.28 Вероятност на разрушаване при натоварване σ a и дълготрайност N.
5,4 5,6 5,8 6,0 6,2 6,4 6,6 6,8 7,0 7,2 7,4
10
20
30
40
50
60
70
80
90
P%
lgN[CYCLE]
AlSi7Mg0,3Sb
Фиг.29 Крива на вероятност на разрушаване )(Na при модификатор Sb.
Като се опитаме да оценим влияние на мезоструктурата върху дълготрайността и
границата на умора от данните табл.24,табл.26 може да разгледаме )( iNnlD :

80
5,0 5,5 6,0 6,5 7,0 7,5 8,0 8,515
20
25
30
35
40
45
50
DA
l[m
]
lgN[CYCLE]
AlSi7Mg
Фиг.30 Влияние на AlD върху дълготрайността N на AlSi7Mg.
Като се имама предвид фиг 30 следва , че дълготрайността и границата на умора
нараства при по-малки зърна . Разгледаните графики довеждат до извода , че се
наблюдава непрекъснатост, на резултатите, всеки резултат получен за величината 1
представлява интервал от точки , в околност на 107 цикли. Вероятностният характер
на разрушаване за AlSi7MgSr ,AlSi7MgSb зависи най –много от наличие на много фази
състоящи се от интерметалиди- zyx FeSiAl , не метални включвания като O2, H,
попадащи в метала в процес на топене.В структурата на AlSi фази след термична
обработка присъстват уякчаващи фази след стареене с размери (0,01÷1)μм . За да се
изследват тези сплави при динамични уморни разрушавания ,е необходимо да се
анализира и да се представи оценка за връзкатa, мезоструктурни параметри,
дълготрайност N като се разгледа съответно функция на разпределение 1F и
плътност на разпределение 1P на случаината величина граница на умора. За да
изследваме крехко ,квазикрехко разрушаване и тяхната вероятност ще разгледаме
зависимостта на модул на еластичност – Е от граница на пластичност - s ,големина на
пластичната зона -
yr , дължина на пукнатина – hOr , среден размер на зърната - AlD ,
коефициент на интензивност на напрежение-K IC при плоско деформирано състояние
.До голяма степен разрушаването на материала при периодично натоварване зависи от
концентрация на пластична деформация , така , че анализ на разрушаване от умора и
нейният статистически и вероятностен характер бихме могли да представим с
отношение разглеждащо връзката - SICAlOry EKDhr ,,,,,1
. Следователно
дълготрайността на материала – N е функционално зависима величина от размерите на
формиралата се пластична зона - );( Ory hrN .

81
2.2. Влияние на дендритите - AlD , Si – зърна и интерметалиди върху умора на
AlSi7Mg сплави.
В предстоящото изследване са изготвени пробни тела съгласно фиг.10 и
микрошлифове, взети от реброто ,главината и вътрешния борд на
автомобилна джанта ,от AlSiMg сплави.
Проведен е спектрален анализ на материала от автомобилната джанта, разгледан в
табл.27.
Табл.27 Химичен състав на сплав от автомобилна джанта.
Si% Fe% Mn% Ni% Mg% Cu% Zn% Ti% Sr%
6,87 0,19 0,02 0,03 0,41 0,08 0,06 0,13 0,02
Проведени са якостни изпитвания на опън, получените характеристики са дадени в
табл.28.
Табл.28Механични характеристики на сплавта от автомобилна джанта .
σ B[MPa] s [MPa] A% HB
303 268,84 2,33 100-115
Където: σ B – якост на опън ;
s - граница на провлачване на материала при деформация 0,2%.
А- относително удължение ;
HB-твърдост по Бринел;
σ-1- граница на умора .
R-коефициент на асиметрия.
За да се определи зависимостта между якостни ,уморни характеристики и фазовият
състав ,за целта са изработени микрошлифове за металографски анализ,като пробите са
взети от трите различни участъци(ребро,главина и вътрешен борд).Металографските
наблюдения на фиг.31,а,б,в,показват микроструктурни разлики в размерите на
вторичната α-фаза ,количеството на глобозърнестата –Si, евтектика,както и степента на
сфероидизация на Si зърна.
Фиг.31 микроструктура на автомобилна джанта.
а) ребро DAS- 33,75 μm б)главина DAS- 54,15 μm в)вътрешен борд DAS- 23,75 μm

82
Най-едри дендритни разклонения – SDAS на α-матрицата се наблюдават в главината
SDAS-54,15μm,в страничните ребра α-дендритите са с големина 33,75μm,получени при
скорост на кристализация U = 0,24mm/s като използваме зависимостта DAS=f(U)
[68].Най-голямо издребняване на вторичните дендритни разклонения се наблюдават в
частта от вътрешния борд DAS= 23,75µm, U = 0,47 mm/s [68],това предполага и най-
голямо натоварване в този участък на отливката в работен процес на детайла. Това
може да се потвърди и от резултатите на уморни изпитания на „AMSLER”.Границата
на умора на пробни тела взети от вътрешния борд на автомобилна джанта е 85MPa,при
дълготрайност 11.106цикли.Като динамичните натоварвания са извършени при
синусоидален цикъл(опън-натиск),коефициент на асиметрия R=-1.За образци изрязани
от ребрата и главината ,границата на умора е 78MPa за 107цикли.Като се направи
сравнение между уморните резултати и металографските снимки на Фиг.32 и на
образци от автомобилната джанта преди и след –Т6(фиг.33,фиг.34), следва,че основна
роля за подобряване на сплавта имат следните фактори :
-Методът на леене с противоналягане ,намаляващ пористостта .
-Изменение големините на α –матрицата и Si евтектика,и съотношението между тях.
-Променя степента на сферойдизация –F на Si –зърна , зависимост от
термообработката и видът на модификатора и неговото количество.
-Зависимостта на сплавта от Fe интерметалиди и количеството газови пори e посочен
на фиг.32
Фиг.32 Микроструктура на AlSi7Mg със съдържание на Fe .
Наличие на Fe в AlSi сплави образува съединиения във вид на пластини. Fe
взаймодейства със Si и образува съединения Al9Si2Fe2,α(AlSiFe),β(AlSiFe).За да се
постигнеат добри механични свойства се налага издребняване на евтектиката
фиг.32.Желязото в AlSi не трябва да превишава 0,4%. Допустимото количество на Fe
при отливки, лети в кокили и под налягане, е по-високо от това лети в пясъчни форми .
Наличието на съединения и фази от типа AlSi MnFe, подобряват физикомеханичните
свойства при по-високо съдържание на Fe повишават HB.

83
Проведеният К-тест за сплав от автомобилната джанта ,показва клас B-0,4, като
микроструктурата е разгледана на фиг.33 и фиг.34.
Фиг.33Структура на Al-Si сплав Фиг.34 Al-Si сплав от джанта след Т6
от джанта преди –Т6, Si6,87%,
DAS 33,75μm, HB 100-115;
За да се анализират горните изводи ,и получените якостни и микроструктурни данни до
момента като имаме предвид резултатите в раздел.2.1, възниква въпроса. Доколко
размерите на вторичните пространствени дендритни разклонения –SDAS и Si –
евтектика зависят от видът на модификатора, Sr,Sb? Как влияе режим на термичната
обработка –Т6 върху якостните и уморни показатели за сплав AlSi7MgSr?
Изработени са микрошлифове от разрушените уморни образци на сплав
AlSi7Mg,модифицирана със Sr,както и термообработена по режим Т6(хомогенизация
при 5350C и стареене при 160
0C), за металографски анализ.Микроструктурата е дадена
на фиг.35. Наблюдават се вторични α-матрици,Si-евтектика във форма на фибри в
интердендритната област.
Фиг.35 Структура на AlSi7MgSr с нишковидни зърна на кристали отSi 6,90%
,DAS 33μm,σог
-1-=118Mpa ,HB 80,Nб=107 цикли.U=0,25mm/s .
Като имаме предвид получените уморните резултати от фиг.24,табл.22,табл.23, и
границата на умора 1 ,за конзолно огъване е 118MPa,N-107цикли,и реверсивно (опън-
натиск ) натоварване σ-1=86,5МPa. Бихме могли да търсим емпирична зависимост
между якостни и структурни фактори.
От фиг.35 определената големина на α-матрицата е 33μm, получена при скорост на
кристализация U=0,25mm/s [108]. Тук трябва да се вземе под внимание и
съдържанието на Si-6,90%, Sr -0,048%.от табл.21 и якостните характеристики от

84
табл.22. Получената твърдост за сплавта е 80÷85HB. Изготвени са микрошлифове от
разрушените образци на сплав AlSi7Mg ,модифицирана с Sb-0,001,съгласно табл.19,
също така е термообработена по режим Т6 със съдържание на Si -6,81%.
Микроструктурата е разгледана на фиг.36.На металографската снимка се виждат α-
матрица и добре хомогенизирана Si глобуларна евтектика, както и наличие на Fe
интерметалиди,което предопределя и по-ниските якостни свойства.
фиг.36 Структура на AlSi7MgSb със сфероидизирани Siзърна,Si6,81%,DAS 32,5μm,s,
σог
-195Mpa,Nб=10 7
U=0,27mm/s и интерметалиди Al9Si2Fe2.
От металографската фотография е определена α-матрицата с големина 32,5μm,от работа
[94] e изчислена скоростта на кристализация U = 0,27mm/s.Така получената α-матрица
отговаря на якостните характеристики в табл20,фиг.23 раздел 2.1, твърдостта е
определена 80HB.
2.3 Изследване влияние на модофикатора върху Si –зърна ,α-
матрицата и H2 пористост върху граница на умора на AlSi7Mg сплав.
Съдържанието в твърдия разтвор на H2 в AlSi7Mg е определено посредством (111). H2
е 0,16 см3/100g .
Извършена е проверка състояща се в определянето на неметални включвания –К ТЕСТ.
К-теста показва,че сплав със съдържание на Fe 0,08% ,0,09% е клас B критерии
0,5.Показан на табл.29.
Табл.29 Размери на основните фази в AlSi7Mg0,3
Плътност α [µm] DSi
[µm] β-
AlFeSi[µm
]
Клас-B (0,1÷0,5)
σ -1
=90MPa
NB
= 107
H2[см
3
/100g]
Al 2.3 g/cm3
38 2,8 1,7 Fe -0,08% 13.106
0,16
Si 2.7 g/cm3 82 4,2 1,9 Fe - 0,09% (15÷16).106
-//-
- 160 5,6 4,9 Fe – 0,25% 19.106
-//-

85
Спектралният анализ на сплавта е разгледан в табл.30.
Табл.30 Химичен състав на Al-Siобразци.
Плавки
№
Химичен състав в тегловни %
Si Mg Ti Sr Fe Cu,Zn,Mn,
Образец1 7,13 0,39 0,12 0,020 0,07 <0,01
Образец2 6,98 -//- -//- 0,025 0,08 -//-
Образец3 7,03 -//- -//- 0,022 0,08 -//-
Образец4 6,58 0,29 0,11 --- 0,09 -//-
Образец5 6,70 0,25 0.11 --- 0,09 -//-
Образец6 7,30 0,38 0,02 --- 0,25 -//-
Тези образци са подложени на Т6( хомогенизация при 5350C за 6 часа,и стареене при
1600C за 6 часа).Металографският анализ е посочен на фиг.37. Изработените образци
4,5,6 са с по-голямо съдържание на вредни примеси ,съгласно К –теста,те отговарят на
критерии D и са замърсени с интерметалиди. Следователно за тези образци може да
очакваме по-ниска пластичност. Това може да се забележи и от резултатите на опън
разгледани в табл.31.
Фиг.37 AlSi сплав съдържаща, матрица –α, Si-евтектика интерметалиди Al9Si2Fe2.
Табл.31 Механични характеристики на опън на Al-Si образци.
Плавки S [MPa]
B [MPa] A % HB
Образец 1 246 313 10,0 85
Образец 2 217 290 10,67 87
Образец 3 237 312 11 89
Образец4 195 280 12 83
Образец5 173 260 14,0 85
Образец6 255 316 9,5 90
S – Граница на провлачване ,
σ B –Якост на опън. А-Относително удължение.

86
R-коефициент на асиметрия
σ-1-Граница на умора
HB-Твърдост по Бринел
Проверка на якостта и дълготрайността е извършена на стенд за резонансно и
динамично натоварване „AMSLER”. Уморните характеристики са получени при
синусойдален цикъл на натоварване ,при коефициент на асиметия R=-1,честота
ν=167Hz,при постоянен товар 90MPa. Дълготрайността за образци 1,2 е 19.106цикли,за
образец 3,16.106цикли. Близката мезоморфност и плътност с алуминиевите кристали
2.3 g/cm3, за Si и (2.7 g/cm3) за Al,предполага добра съвместимост и по-малка
деформируемост на структурата . Може да предположим ,че по-високата твърдост HB
-85 на образец 5 от тази на образец 4 е следствие на по-голямо количество
интерметалиди наблюдавано при металографския анализ. Интерметалидите
способстват за изменение на якостните характеристикина σB ,σ0,2.Обема и големината
на β –пластините зависят от съдържанието на Fe, скоростта на кристализация
,модификатора –Sr. Добавянето на Mg, също така изменя β-AlFeSi в π-FeMg3Si6Al8
докато концентрацията на Mg стане постоянна в α-твърдия разтвор. Наличието на тези
компоненти, намалява пластичността и способства за образуване на дислокации и
пукнатини [110]. Проведеният уморен експеримент показва ,че образците с по –високо
съдържание на Mg от 0,29% и съдържание на Fe (0,08÷0,09) имат граница на умора
13.106цикли при 90MPa натоварване. При пробни тела съдържащи Fe -0,25% e
15.106цикли,при същото натоварване.
Образците 1,2,3 модифицирани със Sr и термообработени по –режим Т6 показват по-
добри якостни характеристики,като в структурата се наблюдава добра хомогенност и
сфероидизация на Si атоми. Изследването на вредните примеси е проведено ,чрез
влиянието на образци 4,5,6 изменяши якостните характеристики на пробните
тела1,2,3.Разтопени в тигел при масово съотношение 50%(образец1)+50%(образец 4)
кристализират на въздух 2,3 мин. Изработени са проби тела за якостни и уморни
изпитания ,термообработени по режим Т6 -5350C,за 6 часа и стареене при 160
0C за 6
часа,показват по-ниски якостни и пластични свойства, границата на умора е
σ-1=90МPa, N-13.106цикли. Получените стойности са дадени в табл.32.
Табл.32. Механични характеристики на плавки 1и4,1и5,2и4.
σ B [MPa] S [MPa] A % HB
281 203 13,33 87
293 206 16,67 90
266 194 10,33 89
От разрушените уморни образци са изработени микрошлифове за металографски
анализ.От получените резултати следва, че прогнозата за микросвойствата са пряко
свързани с изменение на Si евтектика Al-дендритни разклонения и тяхното количество
в рисковата зона [109].При следващите пробни тела 50%(образец 1) +50(образец 5 ) се
наблюдава повишаване якостта на опън, постигнатата дълготрайност е
N=10.106цикли,при товар 90MPa. Поради това ,че металографският анализ ,показва
висока замърсеност ,свойствата се формират ,благодарение на отделилите се фази на

87
Гине –Престон при 1600C,β-(пластинчати)-(Si2Mg) фази. За да се потвърди този факт се
прави сравнение на α-матрицата на сплавта с първите два образеца с пробно тяло
50%(образец2)+50(образец 4). Металографският анализ показва ,че вторичните
дендритни раклония-DAS са съезмерими с първите два ,но се наблюдава доста по-
висока нееднородност ,което определя и свойствата на сплавта в табл.32 . Границата на
умора е постигната при σ-1 90MPa за N=13.106цикли. Нарастването на Si частици и
тяхната сфероидизация ,зависи както от времето и термообработката ,също така и от
модификатора Sr .От микроструктурата на образец 1 на фиг.37, може да се определи
изменението на структурата модифицирана със Sr ,за време на кристализация 2,3 мин,
хомогенизирана при 5350C за 6 часа ,подложена на стареене при 160
0C-T6.Като
използваме модели и формули (86÷89).
След термообработката диаметърът на Si частици е Ds=2,5μm,факторът на
сфероидизация е F=1,6μm2,големината на дендритните пространствени разклонения
DAS =45,57μm.Като приемем тези условия за гранични, свойствата на
микроструктурата могат да бъдат изотропни и еднородни [110]. Якостните
характеристики на сплавта зависят от поликристалното състояние т.е стремеж към
минимална повърхностна енергия, при която се гарантират най-добра дълготрайност и
надеждност. Равновесната форма на Si зърно стрмящо се към свободна енергия не
зависища от ориентацията на кристалографските равнини добива сферична форма,
както се вижда от фиг.38.
Фиг.38 Микроструктура на образец-1 с DAS- 45,57μm
Модефицирана с Sr . Термообработена с Т6.
Микроструктурата на AlSi7Mg (0,3-0,4) e с глобуларна ярка фаза α-фаза и тъмна AlSi
евтектика. Отношението на α-фазата към Si евтектика е незначително с нарастване на
Mg от 0,2% към 0,5% Евтектиката модифицирана със Sr показва груба ламелна
структура на фиг.35. Би могло да се прогнозира, че квазитропността на огледалните
фази зависи от метода на леене ,видът на рафиниране, гарантиращ ,най-висока якост
,преди модифициране и термообработка на сплавта [111]. Модифицирането на
силициевта евтектика със Sr променя структурата от дълги пластини към образуване на
фибри и намалява крехкостта и подобрява пластичността. Т6 променя силициевата
евтектика и предизвиква силна сфероидизация ,спомага за обогатяване на α-матрицата
със Sr ,Mg и отделяне на фазата Mg2Si.Модифицираната евтектика се сфероидизира по-
лесно отколкото не –модифицираната.Резултатите от модификацията на Sr и
наблюдаваната сфероидизация на структурата съгласно експеримента ,е ,че се получава
добра сфероидизация на Si зърна след Т6. Съставянето на модели описващи поведение

88
на микроструктурата на лята AlSi7Mg0,3 сплави, при различни динамични
натоварвания, трябва да разглежда видът на леене, радиуса на Si частици и видът на
термообработката. Преди термичната обработка микроструктурата на образец 1,
модифицирана със Sr показва добра сфероидизация ,зависимост от процентното
съдържание на Sr, сравнение с немодифицираната на образец 4 .При термообработката
Si частици се сфероидизират зависимост от скоростта на закаляване. Големината на
дендритните разклонения, указват най-голямо влияние върху уморните резултати при
ниски натоварвания и голям брой цикли[112]. Уморните показатели на образците при
едни и същи условия на натоварване (опън-натиск) показват ,че при образец 1,2,3 за
90MPa при база на изпитване 107цикли.имат добра дълготрайност
(13÷16).106цикли.При 50% от 1,2,3 пробни тела дълготрайността е около или малко над
107цикли,поради по-високата пористост,намаленото съдържание на Ti и видът на α-
матрицата.
Проведено е изследване за определяне якостта и дълготрайността на AlSi сплав от
укачването на автомобил.За целта са изготвени уморни образци ,шлифове за
спектрален и металографски анализ изрязани от зони 1,2,3,4,за статично и динамично
натоварване, проведено на “AMSLER”,разгледан на фиг.39.
Проведеният спектрален анализ ,показва завишено съдържание на Sr в табл.33.
Табл.33 Спектрален анализ на автомобилен детайл.
Si% Mg% Ti% B% Fe% Sr%
7,05 0,3 0,12 0,05 0,01 0,118
От наличието на Ti и B, следва ,че ,големината на α-матрицата зависи от
количественото отношение на Ti и B[113].В структурата се съдържата фазите
TiB2,TiАl3 имащи ключова роля за намаляване на дендритните кластери на (55÷60)μm
при съдържание на Ti 0,10%÷0,15% От металографският анализ за микрошлифовете 2,3
показва ,че големината на α-матрицата е 24μm,за образци 1,4 е 53μm.В сплавта се
наблюдава висока пористост, следствие на по-високото съдържание на Sr
Конфигурацията на детайла предполага ,че е необходимо в зоните подлежащи на по-
високо натоварване структурата да бъде по-устойчива на вътрешни напрежения .От
където се получават и по-добри пластични и уморни характеристики за зона 2 и 3 и е
посочена в табл.34.
Табл.34 Механични характеристики на опън
Евтектиката на AlSi сплав от окачването на автомобил, показан на фиг.39 е
пръчковидна и е заобиколена от матрицата на друга фаза ,съдържаща Ti, Mg
образувани при стареене съединения Si2Mg.
Зони 1,4 Зони 2 Зони 3
σB[MPa] σ0,2[MPa] A% σB[MPa] σ 0,2[MPa] A% σB[MPa] σ0,2[MPa] A%
270,37 198,76 8,00 286,61 210,07 10,44 289,10 211,77 10,78

89
Фиг.39 Автомобилен детайл.
Уморните резултати са очаквани в границата σ-1=(68,12÷105)MPa
Изпитанията са проведени при σа= 60÷90МPa, f = 166Hz, резонансен (опън-натиск ).
Уморната дълготрайност е получена при N = (11,3 ; 12,7; 10,14; 12,8 13,6; 11,7; 10,8;
12,6;) 107 цикли . Границата на умора σ-1 е достигната при 78MPa,N-11,10
6 цикли,като
коефициента на асиметрия и честотата са R=-1,f-183Hz за зона 2.За зона 3 границата на
умора е σ-1=76МPa при N=107цикли, съответно за R=-1,f=166Hz. За зони 1,4 се
получават занижени стойности спрямо другите два образеца .При тях границата на
умора е R-1=78MPa за N=12.106цикли.
Подевтектичната AlSiсплав на автомобилният детайл е съставена от α-твърд разтвор на
Si в Al и двойна евтектика ,както и Si –кристали,коагулирали в процеса на стареене.Fe
в AlSi сплави води до образуване на грубокристални съединения с иглообразна форма,
понижаваща механичните свойства. Химичният състав на тези съединения зависи от
съдържанието на Si. Якостните показатели се подобряват посредством модификатора
Sr но е свързан също така и с пористостта сплавта[115]. Богатите на Тi области
образуват две интерметалидни съединения TiAl,Ti3Al . При решаване на поставената
задача, влияние оказват разглежданите фактори : Механични,свойства на материала,
химични елементи ,изменение на α-дендритните кластери, ориентация на примесните
фази,спрямо α-матрицата. Дисперсията на механичните свойства са пряко свързани с
процеса на пройзводство и елементите в конструкцията [115]. От изрязаните зони 2,3
на фиг.39 са направени шлифове за металографски микроскоп и е определена
големината на DAS =24μm.Съгласно формула (99) скоростта на кристализация е
U=0,4mm/s [98].Фактор за намаляване на якостните характеристики,тук се оказва
модификатора Sr -0,118%,явяващ се повърхностно активно вещество,като изменя
повърхностната енергия при деформиране на материала и сферойдизира Si –зърна ,но
увеличава пористостта .Получените резултати потвърждават факта ,че степента на
кристализация влияе на лятата микроструктура и върху уморното съпротивление.
Големината на дендритната Al-фаза и Si –евтектика е качествен параметър за
характеризиране кристализирането на микроструктурата.При увеличаване скоростта на
кристализация намалява DAS .Вследствие на това механичните свойства обикновено се
подобряват, съпътстващи това намаление[95].Големината на дендритните разклонения
достига до 30μm при леене с противоналягане и 100μm за сплав лята в пясъчни форми и

90
води до леарска текстура и по-добра изоморфност в кристалния блок, което формира и
определена квазитропност на α-матрицата спрямо β-(пластинчата) евтектика
.Увеличаването на Mg води до повишаване на σm но намалява еластичността на
материала.Модификацията на Si евтектика със Sr променя структурата от дълги
пластини към образуване на фибри и намалява крехкостта и подобрява еластичността.
Съставяне на модели описващи лятата AlSi7Mg0,3 микроструктура ,при различни
натоварвания ,зависят от вида на леене,радиуса на Si частици, химични компоненти и
термообработката. Бихме прогнозирали, че изменение на якостта след леене с
противоналягане на материала зависи от ъгъла на ориентиране на дендритните
разклонения –θ.Големината на дендритните разклонения указват най-голямо влияние
върху уморните резултати при ниски натоварвания и голям брой цикли [99]. Трябва да
се подчертае, че търсенето на такава зависимост е свързано с вероятностния характер
на уморните характеристики Съгласно Вагапов , зависимост(19). Като имаме предвид
не симетричното разпределение на фазите при Al-Si сплави,можем да моделираме
уморният процес. Създаването на математични модели описващи лятата
микроструктура при процеса на статично и динамично натоварване са зависимост от
големината на α-матрицата, ориентацията на β-(Fe2SiAl8)-фазите, както и
π(FeMg3Si6Al8) интерметалидни компоненти. Също така и разположението на Si
частици, формиращи линейни дислокации ,довеждащи до уякчаване ,както се вижда от
анализа на фиг.40.
Фиг.40 Деформационна текстура на образец подложен на опън.
След приложеният товар на опън се наблюдава по голямата контактна площ между
границите на α-матрицата.
-Големината на пластичната деформация при уморният процес е взаймосвързана с
масата на фазите около статично -пластичната зона пред пукнатината,както и
размерите и формата на зародилите се пори съглсасно Фиг.40.
От направените изпитания до момента може да обобщят получените резултати .
-.Видът на Si евтектика зависи от количеството Sr явяващ се основен модификатор за
глобузърнеста структура и за пористостта инициираща уморна деформация.
-Процесът на уякчаване при натоварване на AlSi7MgSr сплав е съпроводен с
увеличаване контактната площ между дендритните кластери,

91
-Процесът на умора за AlSi сплави базиран на ефекта на Баушингер е съпроводен със
зараждане на нови фази за еденица цикъл.
Резултатът от опитните данни и техния анализ , предполага че:
1.Якостта на сплавта AlSiMg е правопропроционална на DAS, междуфазовото
напрежение τ и коцентрацията на добавения модификатор Sr разтворен в силициевта
евтектика ,както и формата и размерите на Si кристали.
2. Уякчаването, разякчаването и провлачването при твърдия разтвор на AlSiMg е
изцяло съпроводен с дифузионните процеси на разтворени повърхностно активни
вещества като Mg,Sr от дендритните кластери към силициевата евтектика и обратно .
3 Провлачването на материала е съпроводено с пълзене по гранизите на дендритите и
дифузионен процес.
4.Причина за поява на пукнатина,при опън и умора са места на занижаване на якостта.
5.Възникване на краткотраен дискрептивен температурен и уморно силов ефект
еквивалентен на стапалното нарастване на дължината на пукнатината.
6.Имайки предвид формата на междудендритното пространсво(цилиндрично сферична)
и съдържащите се фази в нея θ,π,β предполагаме, че при уякчаване и разякчаване
дифузията е двустранна.
7.Процеса на развитие на пукнатината се ръководи от кристалографското направление
от наличието на стенноцентрирана α матрица и сложнокубични на химичните
съединения θ,π,β и на Si евтектика .
Възникващите деформации при динамични натоварвания играят съществена роля за
якостта на материала. Границата на провлачване- S е в пряка зависимост най-вече от
наличие на крехки и пластични фази .Поставяме си цел да анализираме междуфазовото
напрежение –τ,възникващо между α матрицата и Si –евтектика, което довежда до
окрехкостяване на материала и зараждане на пукнатина в AlSi7MgSr сплави. Като
допускаме, че вътрешните напрежения и пукнатиноустойчивостта на сплавта, зависят
от концентрацията на Si в α матрицата при циклично натоварване -SiC
,концентрацията на Sr в евтектиката - SrC ,както и от формата и големината на Si
евтектика при термични и уморно дифузионни процеси. Методът за постигане на тази
цел включва. Изследване на микроструктурните и якостни характеристики на
AlSi7MgSr,AlSi7Mg сплави.
Изработваме образци за якостни и уморни изпитания от AlSi7Mgсплав получена чрез
полунепрекъснато леене. Образците са термообработени по режим Т6(хомогенизиране
-5350C за 6 часа,закаляване във H2O,стареене-160
0C за 6 часа.Образците (P1,P2,P3), са
модифицирани със Sr и техният химичен състав е даден в табл.35. Изработени са
образци, не модифицирани със Sr (S1,S2,S3),като хим.състав е разгледан на табл.36.

92
Табл.35.Модифицирани със Sr AlSi7Mg сплави .
Плавки Si% Mg% Ti% Sr% Fe%
P1 7,13 0,39 0,12 0,020 0,07
P2 6,98 0,39 0,12 0,025 0.08
P3 7,03 0,39 0,12 0,022 0.08
Табл.36 Немодифицирани без Sr ,AlSi7Mg сплави.
Плавки Si% Mg% Ti% Sr% Fe%
S1 6,58 0,29 0,11 - 0,09
S2 6,70 0,25 0,11 - 0.09
S3 7,30 0,38 0.02 - 0.25
Като използваме получените стойности за граница на провлачване – S от табл.37 и
линейна апроксимираща зависимост (148) може да се изведе ,големината на
дендритните кластери –DAS[87].
(148) S = 0,522DAS +234,7.
Резултатите за образците Pi,Si са представени в табл.34.
Табл.37 Граница на провлачване- S [MPa] и големина на α-матрицата на AlSi sсплави.
Образци S [MPa] DAS[µm] Образци
S [MPa] DAS[µm]
100%P1 246 21,64 60%P1+40%S1 202 63
100%P2 216 36 60%P1+40%S2 217 33
100%P3 237 <10 60%P2+40%S1 212 43,4
100%S1 195 76 60%P2+40%S2 221 26
100%S2 173 >100 60%P3+40%S1 225 19
100%S3 255 39 90%P3+10%S1 232 <10
Металографският анализ на фиг.41 показва структурата на не модифицираните образци
S1,S2S3,като е отчетено от анализа бяла алуминиева матрица и тъмна Si
евтектика. интердендритния регион е с наличие на интерметалиди Fe-β( Аl9FeMg3Si5) ,
π(Al9FeMg3Si5) фази и пори с големина 20-25μm.
Количествената оценка за очаквана граница на умора при средна стойност
B = 298Mpa съгласно формула (124) може да се очаква в интервал
MPa2,1195,741 .
Проведените изпитания при MPaa 90 при резонансен опън –натиск с честота
f =166Hz ,R=-1 показват доста голямо разсейване на резултатите .Като броя на циклите
N се наблюдава в границите N = (13,7 , 15,2 ,13 , 10 ,10,1,14,5,13,3).107цикли.

93
Фиг .41Металографска фотография на AlSi7Mg сплав без съдържание на Sr, ×200.
За образците P1,P2,P3, концентрацията на Sr е главно в Si евтектика-Sr
SiC ,както се вижда
от фиг.42.Sr изменя структурата на Si кристали ,от голяма люспести структури към
тънки фибри .За сплавта Sr e повърхностно активен компонент и играе главна роля за
изменение на междуфазовото напрежение-τ ,както и грифитовската повърхностна
енергия –γ при многоцикловите натоварвания .
Фиг.42 Микроструктура на сплав AlSi7Mg модифицирана със Sr, ×200
Модификаторът Sr изменя големината на Si зърна от 3,5µm на 4,0µm, докато
големината на DAS-60μm се запазва, както се вижда отФиг.41,фиг42.Модификаторът
изменя единствено размерите и формата на Si зърна,това довежда до изменение на
вътрешното напрежение.Следователно границата на провлачване – S изцяло зависи от
добавения Sr , формата и обема на Si зърна [41].При извършената хомогенизация 5350C
за 6 часа размерът на Si кристали нараства непрекъснато от 3,2÷3,5µm , за
немодифицираните образци (S1, S2, S3), за модифицираните образци (P1 P2 P3) при тях Si
зърна е в интервал 3 ÷ 3,8µm, α матрицата запазва обема си. Като апроксимираме
границата на провлачване – S , получена при Т = 20Cо
(табл.37), спрямо големината на
Si (фиг.43), и DAS, имайки предвид уравнението на Фик –Конобеевски [6],при силово
динамичен температурен процес, за материали работищи при високи температури,и
фрикционна умора, като автомобилни бутала, то уморната якост на материала изцяло
се базира на концентрацията на Mg,Si тяхната електроотрицателност както и в
силициевата евтектика наличието на фази на Гине-Престон(Mg2Si).Зараждането на
нови Si ядра при динамични натоварвания ,довежда до уякчаване на сплавта .Това
показва ,че локалното окрехкостяване на материала при възникналите дифузионно –
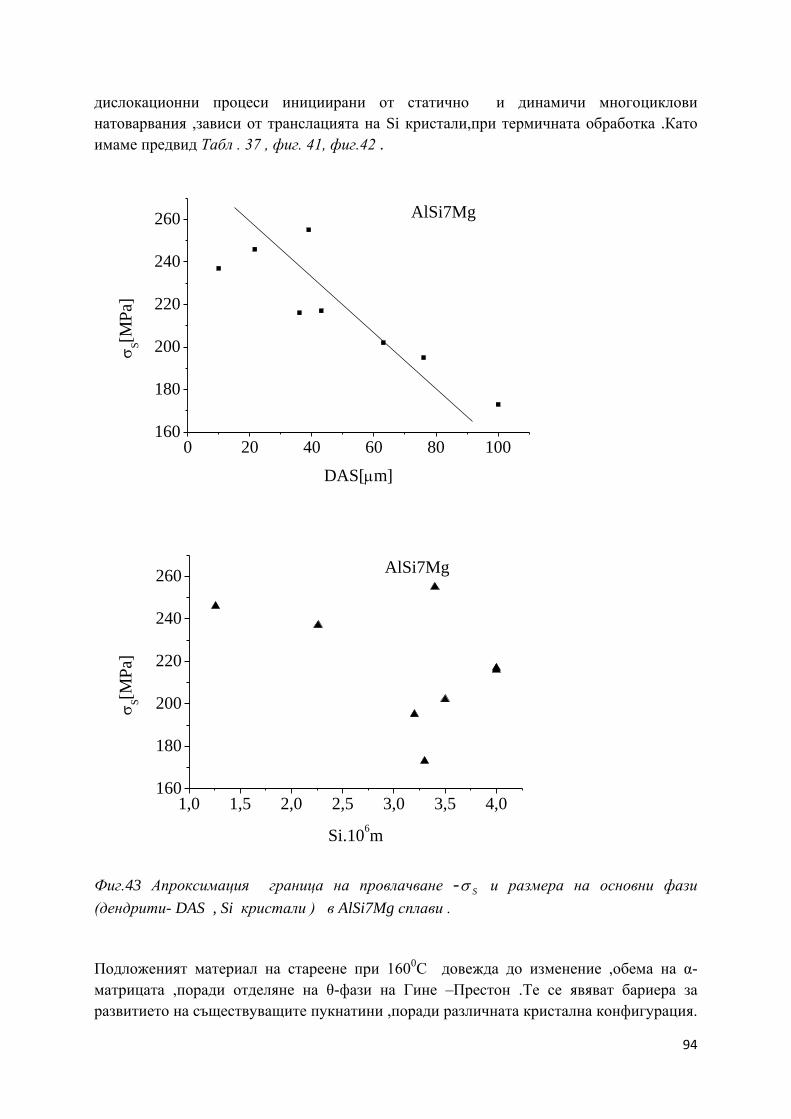
94
дислокационни процеси инициирани от статично и динамичи многоциклови
натоварвания ,зависи от транслацията на Si кристали,при термичната обработка .Като
имаме предвид Табл . 37 , фиг. 41, фиг.42 .
0 20 40 60 80 100160
180
200
220
240
260 AlSi7Mg
S[M
Pa]
DAS[m]
1,0 1,5 2,0 2,5 3,0 3,5 4,0160
180
200
220
240
260AlSi7Mg
S[M
Pa]
Si.106m
Фиг.43 Апроксимация граница на провлачване - S и размера на основни фази
(дендрити- DAS , Si кристали ) в AlSi7Mg сплави .
Подложеният материал на стареене при 1600C довежда до изменение ,обема на α-
матрицата ,поради отделяне на θ-фази на Гине –Престон .Те се явяват бариера за
развитието на съществуващите пукнатини ,поради различната кристална конфигурация.

95
Критичната големина на порите за AlSi7MgSr e около 25μm.При динамични уморни
натоварвания за големина на дендритите DAS =46μm,Si =3μm и пори с големина 20μm
при натоварване 90 MPa, дълготрайността на материала се получава 5.107цикли. За
DAS = 63µm,Si =4,2μm и пори 25 µm дълготрайността е 7.106цикли.
Главната цел за анализиране на явлението умора е съставяне на модели,отчитащи
микроструктурните изменения в AlSi7Mg,AlCu6Mn сплави при циклични амплитудни
натоварвания и риск от зараждане и развитие на уморна пукнатина. За да търсим
решение на тази задача, изработваме образци за уморни и якостни изпитания и
микрошлифове за количествен и качествен металографски анализ от сплави AlSi7Mg,
AlCu6Mn ,получени по метод на полунепрекъснато леене .
От спектралният анализ за AlSi7Mg са получени данни ,съдържащи компоненти дадени
на табл.38.
Табл.38.Спектрален анализ на AlSi7Mg сплави.
Cu % Mg % Si Fe % Ti %
0,004 0,36 7,03 0,14 0.14
Получените механични характеристикиза AlSi7Mg са дадени в табл.39.
Табл.39 Якостни и уморни характеристикина AlSi7Mg сплав.
σ B [MPa] σ 0,2 [MPa] A % HB σ k-o
-1 [MPa] E [GPa]
290 220 6 87,2 110 75
Спектралният анализ за AlCu6Mn е разгледан в табл.40.
Табл.40 Спектрален анализ на AlCu6Mn сплави.
Cu % Mg % Si % Fe % Mn % Zn % Ti %
5,99 0,02 1,37 0,17 0,42 0,08 0,06
Механичните характеристики на AlCu6Mn са дадени в табл.41.
Табл.41 Характеристики на опън за AlCu6Mn сплави.
σ B [MPa] S [MPa] HB A % σ
k-o-1 [MPa] E [GPa]
330 220 87,2 7,8 90 72
където: B , S -Якост на опън и граница на провлачване .А % -Относително удължение
.σ k-o
-1- граница на умора,при конзолно огъване при честота –f = 40[Hz].Е-модул на
Юнг.
HB- твърдост по Бринел.
От проведеният металографски анализ за AlSi7Mg са определени характеристики за Si
–кристали разгледани в табл.42.

96
Табл.42 Количествен микроструктурен анализ на AlSiMg .
Статус Площ [μm2]
SiD [μm] Периметър[μm] F-фактор сфер.
Мин. стойност 0,993593 1,261283 3,500964 1
Мах.стойност 8,339668 4,028485 10,88066 1,438752
Средна стойн. 3,19232 2,263435 6,354305 1,074376
В структурата се наблюдава много добра разпределеност на Si частици в еденица
област както това се вижда от фиг.44.Фактор на закръгленост- -F ≈ 1, гарантира
минимално повърхностно напрежение, постигнато при хомогенизиране 5400 C ,
стареене -1600 . На площ 100μm
2 се наблюдават Si зърна с минимална разлика в
диаметъра –d , изменяща се в интервала 1,26μm до 4μm .Това е предпоставка да се
програмира развитието на пукнатината. Поради липса на бариерни участъци
,скоростта на пукнатината ,ще нараства пропроционално на нейната дължина .
Фиг.44 Металографска фотография на AlSiMg ×1000
Кристали с близка стойност до критичният им диаметър –dk и концентрация – k% на
еденица площ след термообработка и динамични натоварвания,ще прогнозира и
направлението на уморната пукнатина (h k l). При AlSi7Mg сплави главен фактор за
изменение пластичната зона на уморната пукнатина ,би била морфологията Si
кристали.Като имаме предвид, че възникващите метастабилни фази,след стареене при
1600C изменят междуфазовото напрежение –τ ,следствие на появата на
сложнокубичната решетка Mg2Si. с параметър а -0,639.10-9
m. Като използваме
енергетичната Грифитовска теория, можем да изчислим нарастването на
повърхностната енергия - γGr , (95), зависища от дислокациите .Като това поражда
вътрешно напрежение - τ, (96), при садържащи се критична големини на пукнатините в
микроструктурата- hGr (97).
Получените резултати са разгледани в табл.43 [27]. За дължината на пластичната зона
се получава ry ≈1,5.10-3
m , при вътерешно напрежение : τ = 1,19.1010
Pa .

97
Табл.43 Теоритични стойности по Орован –Ирвин за пукмнатиноустойчивост
AlSi7Mg.
σ a[MPa] 118 98 88 78 68 58 39
ciklemdN
dhSiMg
PlOr /2
. 4,3.10
-3 3,1.10
-3 2,5.10
-3 2,2.10
-3 1,93.10
-3 1,7.10
-3 1,37.10
-3
mhSiMg
PlOr
2
. 10.2 3,2 4,6 5,7 7,2 9,5 13 29
]/[1 mMPaK 37,40 37,24 37,22 37,0 37,13 37,0 37,22
Построяваме апроксимираща зависимост от амплитудното натоварване σa[MPa] спрямо
скоростта на развитие на пукнатината- dN
dhSiMg
PlOr2
. на фиг. 45.
-6,4 -6,2 -6,0 -5,8 -5,6 -5,450
60
70
80
90
100
110
120
AlSi7Mg
a[M
Pa]
ln(dh/dN)
Фиг.45 Линейна зависимост амплитудното натоварване σa[MPa] спрямо скоростта
на развитие на пукнатината- dN
dhSiMg
PlOr2
. ;
Сплав AlCu6Mn има тетрагонална решетка с параметър m1010.23,2 ,можем да
очакваме ,че грифитовската енергия е съответно γ= 2J/m 2. При проведеният
количествен металографски анализ е наблюдавано наличието на θ –Al2Cu фази,имащи
хексагонална решетка с параметри а = b = 6,06 .10-10
m ,c = 4,96.10-10
m .Така ,че появата
на тези фази довежда до нарастване на енергията на Грифитс- γ нараства на 4,46J/m2
[106]. Металографската фотография на фиг.46 ,показва значителна разлика в
големините на зърната на еденица площ.

98
фиг.46 Металографска фотография на AlCu6Mn ×200.
Както се вижда от количественият анализ разгледан в табл.44, диаметърът на зърната
-d се изменя в широки граници от 29,03μm до 132,8618μm. Това е предпоставка за
образуване на коагулационни центрове и за междузърнесто и зърнесто развитие на
пукнатината.
Табл.44 Резултати от количественният микроструктурен анализ за AlCu6Mn .
Статус Площ [μm2] D [μm] Периметър[μm] F- факт.сфер.
Мин.Стойн. 407,6572 29,03596 77,63766 1,03387
Макс.Стойн. 7159,294 132,8618 401,3272 1,833857
Средна Стойн. 2514,244 63,38857 194,4373 1,300565
Уморните изпитвания са проведени върху конзолно огъване при R= -1 .Диаграмата e
представена на фиг .47.
Табл.45 Уморни изпитвания за AlCu6Mn
σа [MPa] 185 166 156 146 137 120 115 88
lgN 5,4 5,8 6,16 6,51 6,8 7,81 8,16 11,51
N.106
7,5. 2,5 1,43 3,30 7,8 6,56 1,44 3,2
5 6 7 8 9 10 11 1280
100
120
140
160
180
200
[M
Pa]
lg(N).106CYCLE
AlCu6Mn
Фиг.47 Лабораторни резултати от уморни изпитвания при AlCu6Mn.

99
От лабораторният експеримент следва , че уморната граница съгласно фиг.47 при база
107 цикли е в околността на на измерената стойност 104MPa.
Процесът на трансглануларна уморна пукнатина е съпроводен с изменение на – F,
както и появата на критичните диаметри на зърната съдържащи концентрация –k%
,на окрехкостяващият компонент. Развитието на пукнатината изчислен по модел на
Грифитс,за AlCu6Mn сплав е съпроводена с вътрешно напрежение -τ =
1,14.1010
Pa.Като големината на пластичната зона е ry ≈ 1,10.10-3
m. Критичните
големини на съдържащите се пукнатини CuAl
PlOrh 2
. в сплав AlCu6Mn, съответно при
амплитудни натоварвания Ra довеждащо до развитие на пукнатината са изчислени в
табл.46.
Табл.46 Теоретични резултати за пукнатиноустойчивостта на AlCu6Mn.
σ a[MPa] 118 98 88 78 68 58 39
dN
dhCuAl
PlOr2
.
m/cikle
1,9.10-3
1,38.10-3
1,17.10-3
1,01.10-3
0,8.10-3
0,7.10-3
0,6.10-3
CuAl
PlOrh 2
.
.10-2
[m]
2,30 3,3 4,1 5,2 6,9 9,5 21,1
K1
mMPa
31,7 31.5 31,57 31,51 31,65 31,67 31,74
Можем също така да построим зависимост )(2
.
dN
dhf
CuAl
PlOr
a ,показана на фиг.46.
Различната ориентация на зърната от фиг.46 ,както и тяхната не еднородност и
големина се явява буферна зона. Което предполага допълнителни вътрешни
напрежения “притеглящи” развитието на пукнатината.На фиг.48 се наблюдава
неравномерна скорост на развитие на пукнатината ,с което се прогнозира по-нисък
коефициент на интензивност на напрежение –К1.
-7,2 -7,0 -6,8 -6,6 -6,4 -6,230
40
50
60
70
80
90
100
AlCu6Mn
a[M
Pa]
ln(dh/dN)
Фиг.48 Амплитудно променливо натоварване σa обославящо скоростта на развитие
на пукнатината dN
dhCuAl
PlOr2
.

100
Резултатите от фиг.45 ,фиг48 ,показват ,че скоростта на пукнатината е във
функционална зависимост от съществуващите пукнатини и дефекти и нанесените
допълнителни дължини на прорези. От което може да предположим ,че разстоянието
между Si зърна, поражда еквивалентни глануларни дефекти с критични размери- dk, в
пластичната зона rу.
Появата на дефекти и пукнатини с критична големина -CuMg
PlOrh ,
. ,в строгоопределени
участъци в структурата ,показва ,че посоката и разпространението на пукнатината може
да бъде контролирана. Модела по който ще се развива уморната пукнатина е разгледан
на фиг.49.
От изследванията проведени от Гал, Иънг [81] ,които показват ,че при скорост на
развитие на пукнатината за Al Si7Mg , dN
dhMg
PlOr . < 10-7
m/cycle , както и Kmax < 6 Mpa m1/2
,
се наблюдава междуфазово развитие на пукнатината . Съответно надвишавайки тези
стойности , пукнатината се развива както междуфазово така и глануларно.Това ни дава
основание да предположим ,че тези стойности зависят от концентрацията –CSi% ,Si,
както и от повърностно-активни компоненти Мg,Sr,Cu.Също така и от dk –критичен
размр на фазите kAl dD , kSi dD
фиг.49 Модел на равитие на уморна пукнатина
В третият стадий на бързо нарастване на развиващата се пукнатина (дочупване) на
образеца , якостта зависи повече от Si морфология отколкото от концентрацията на
елементите [81].Поява на крехки , квазикрехки локални зони ,представляващи
предпоставка за направление на уморната пукнатина.
Създаването на един прогностичен модел за якостта на материала, трябва да отчита :
- Поява на точкови дефекти за еденица време при циклични натоварвания .
-Kонцентрацията на химични елементи , тяхното разпределение форма и големина –dk..
Като имаме предвид , че при ниско съдържание на Si около 1% в определени участъци
развитието на пукнатината , преминава от трансглануларно в глануларно [74]. Това ни
1 dk
ry
2dk
3dk

101
дава право да се твърди , че разпространението на пукнатината за сплав AlSi7Mg,
зависи единствено от нововъзникналите фази SiMg2, Аl2Cu , AlSi притежаващи
критичен диаметър – dk.Разпределението в структурата на фази с критични диаметри -
dk ,довеждащи до поява на-τmax, прогнозират направлението на пукнатината ,съгласно
фиг.49. При достигане на работна температура на ниво на начален процес на стареене
на материала. Главен фактор, който би възпрепятствал това направление в етап на
стабилно развитие на пукнатината е ,ефекта от затваряне на пукнатината –δа
,пропроционален на изменение на големината на стъпката-CuMg
PlOrh ,
. и видът на
дифундиращите елементи .Създаването на подобен модел е основен фактор
,повишаващ пукнатиноустойчивостта на AlSi7Mg, AlCu6Mn сплави.Това би дало
възможност многократно да се увеличи ,експлоатационният живот на
материала.Програмирано изменение на структурата на детайла в процес на
експлоатация ,след определен работен етап ,чрез регулиращи термообработки е
съществена част от технологичната експлоатационна работа на един детайл от
AlSi7Mg, AlCu6Mn .По – добро разпределение на Si атоми ,както и намаляване на
повърхностната енергия –γ се постига ,чрез модификатора Sr ,предизвиквайки
сферойдизация на Si евтектика. Може да се направи оценка на появата на пористост в
материала при леене при изостатично налягане. Като имаме предвид (37) следва ,че
под въздействието на термични фононни флукуации , атомите с по-голям радиус, ще се
стремят да попаднат в разтегнатите зони а тези с по-малък радиус в зоните подложени
на натиск [34]. В микроструктурата на AlSi7Mg ще се появят пори и фази с критична
големина съгласно Табл. 12, представляващи концентратор на напрежение.
Досегашните изследвания показват че наличието на пори с определена големина
(0,2÷0,3)mm , и Si частици с размери (0,01)mm се явяват рисков фактор за развитие на
пукнатини. Когато порите са свързани с иницииращата фаза в която започва
развитието на пукнатината, броят на циклите са под 1% от цялата дълготрайност.
Влиянието на пористтостта има малко въздействие при пo- високи натоварвания и
нанесени пукнатини . При иницииране на пукнатината от Si частици , както и от
интерметалиди- FeSiAl5 броят на циклите е от 5 ÷ 20 % от дълготрайността.
Изследванията за AlSi7Mg са насочени към порите намиращи се на повърхността .
Инициирането на уморната пукнатина започва от дефекти с големина 100μm това
могат да бъдат пори и оксиди близо до повърхността. За да се прогнозира умората се
правят опити да се изследват бариери, като граници между дендритите и техните
размери при AlSi7Mg сплави . Опитните резултати при високоциклична умора
показват ,че инициирането на пукнатината при DAS – (15 ÷30) μm отнема 75 % от
целият уморен живот , (DAS-dendrite arm spacing). При DAS >50 μm 15 % , При DAS =
30 μm порите са доминиращ фактор за зараждане на пукнатината. При DAS < 27 μm Si
частици и интерметалиди са доминиращи за зараждане на пукнатина[79]. Пористостта
е съпроводена с пренос на маса ,довеждаща до поява на CuAl2 която е много крехка .
Възникналите концентратори на напрежение при леене под налягане и стареене са
функционално зависими от появата на не еднородни напрежения ,вместване или
заместване на примесни елементи поява на критична допустима минимална маса –mк
и пори , както и поява на крехки фази и кластерни струпвания съгласно Табл.12 .това

102
води до съответен рисков участък и предпоставка за развитие на уморна пукнатина
съгласно фиг.49 . За да се обясни това явление ще използваме уравнения на Фик и
Конобеевски (149) [39]. След съответни преобразувания бихме стигнали до следния
извод :Влияние на примесните елементи, тяхното количество –m и концентрация C%,
при процес на стареене ,довежда до разлика в локалното количество на тези елементи и
поражда пористост . Представената методология дава възможност да се регистрират и
появата на локални напрежения. Разлика в хомогенността на сплавта е основен фактор
за поява точкови дефекти и на уморна пукнатина както е посочено в работа [39]
следователно това се явява предпоставка за развитие на уморна пукнатина фиг.49 и
посока на пукнатината следвайки точкови дефекти . Може да се разгледа модел при
който силициевата евтектика е сфероидизирана под въздействие на T6 и модификатор
Sr , и наличие на сфероидизирана матрица при AlSi и AlCu сплави следователно:
0,, mmCD k
Si
Al
(149) SidCSDdt
dm ,
....)(3)153(
:
,.)152(
,4
34:
,.4
34)151(
,)150(
,4
34,
4
3
3
4,4
3/13/1
0
00
3/2
3
2
3
23
2
0
0
3
2
03
1
03
0
2
0
tCDconstmm
следвакъдетоот
tdconstCDtdCDconstm
dm
емавачулопиемариргетниconstкъдето
constmCDm
CDtd
dm
CSDtd
dm
Фикнауравнениевзаместваме
mS
mrrmrSкъдето
Si
K
t
Sim
m
t
Si
SiSi
Sid
dd
Kt
Разлика в структурата на SiD , AlD ,техните маси и критични концентрации SiC % е
фактор за наличие на крехки участъци и изменение на еластичните модули .
Където:
D дифузен поток който може да се приеме : Eнергия за генериране на дифузия при
твърди вещества е от 4,18.104 до 4,18.10
5J/mol. Скоростта на дифузия при 20
0C за Аl
сплави е 1,3.10-30
сm2/s [80] При различни скорости на охлаждане :
D = 1.0×10-12
[m2/sec][111].
SiC концентрация, на Si в α-матрица , AlD , също така струпване на Si атоми
(коагулация ) следствие на ликвация в евтектиката .

103
dS площ на наблюдавания дефект mAS sq
d 10 съгласно (86), (87) като се има
предвид Табл.37, ( kmm ,0 ) –не хомогенност на стопилката изразяваща се в кластерни
струпвания ,разлика в масите 0m -маса на порите , km -маса на кластерни струпвания.
Следоватвателно при алуминиеви детайли работищи при режим, довеждаш до
температура на стареене (120÷160)0 , може да доведе до поява на пори след време –t.
Уравнение (153) ни позволява да отчетем ,критичната минимална маса –mk,,в основната
матрица зависимост от точкови и линейни дефекти. Уморното поведение и свойства на
AlSi сплави зависят от начина на получаването им и поведението на микроструктурата
в процес на експлоатация . Протичащите уморни процеси може да се изследват чрез
определяне на характеристиките на пластичността. Пластичната деформация може да
бъде моделирана ,като се изследва,DAS, честота и големина натоварване функционално
зависими от различни експлотационни температури съгласно работа [108].
Зависимост от структурата ,качеството на изделието се повлиява чрез избора на сплавта
нейната термообработка ,а при AlSi сплави и от финно разпределение
,хетерогенезиране на Si и Fe .При AlCu сплави съдържанието на Si а при AlSi сплави
Fe съдържание над 0,16% действа неблагоприятно върху якостта на умора при
вибрации едрозърнестата структура намаляват умората на материала , както и липсата
на определени компоненти .Методът на леене обуславя условията на кристализиране на
отливката чрез което се повлиява и върху появата на пори , всмукнатини и
окиси.Краткото време за кристализация при изостатичното налягане, води до
сформиране на по-финна структура и с това към характрно повишаване якостта на
умора и дълготрайността на работа на изделието . При образци от AlSiMg сплави ляти
в кукила с 5 секунди време за кристализация и термообработени по режим Т6
.Уморната якост на конзолно огъване е 100 МPa при дълготрайност 0,5.107
цикли,докато при пробни тела отляти в пясъчни форми с 5 мин. време на кристализация
(30 mm дебелина на плавката ) , границата на умора се намалява 30 MPa за 0,5
.107.При коефициент на асиметрия R = 0,7 уморната дълготрайност е по –добра в
сравнение с R =-1 .Оценката на лятите AlSi сплави чрез ултразвуковият метод , дава
възможност да се регистрират не само леарски дефекти като горещи пукнатини , но и
нехомогенността на отливката , която е предпоставка за наличие на вътрешни
напрежения –τ .Като имаме предвид изводът направен от уравнение на Фик (149) [6] ,
където (153) при експлоатация на материала амплитудните периодични и не
периодични натоварвания за време необходимо за зараждане на уморната пукнатина ,
ще предизвикат термични фононни флуктуации и зараждане на точкови дефекти.

104
2.4 Определяне на акустичните свойства и среден размер на α-
матрицата и Si –зърна , чрез ултразвукови измервания
Технически срдства за измерване на скоростите на разпространение на
ултразвуковите вълни - ( TL VV ; ), съглално ASTM E 494:2015
Фирма LECOEUR Electronique,
Франция
US-Key
Ултразвуково устройство. Точност
на измерване на времето на
разпространение на ултразвуkовите
вълни - TLt ; = 0.001 μs.
Дисплей на лаптоп с ултразвуково US-Key
Фирма PANASONIC Фирма PANASONIC Фирма SONATEST
Пиезопластина Х – Срез Пиезопластина Y - Срез Product Code PW
Скорост на надлъжните
ултразвукови вълни
smmVL /,
Скорост на напречните
ултразвукови вълни
smmVT /,
Калибрационен блок – CBV
VL= 5.93 mm/μs
Фирма MITUTOYO, Япония
Цифров микрометър
Digimatic Micrometer,
Обхват 0-30 mm;
Отчет 0.0001 mm;
Точност S m5.0 .

105
Информационни параметри при ултразвуково изпитване /УЗИ/
.
.
Амплитуди на отразените вълни
)(%~ HFSNp dBS
Време на разпространение на ултразвука st X
P ,)(
Генериращ сигнал
Сигнал от дъното

106
Оценяване на ултразвуковото изпитване на AlSi и AlCu ляти сплави ,се състои в това
да се определят основни акустични характеристики на отливките:(скорост на
разпространение на звука,надлъжна-VL,напречна-VT, коефициент на затихване- L
[11,36]. Зависимост от вида на основната α-матрица и съдържанието на определно
количество Si зърнеста евтектика. Поставя се въпроса за изследване и търсене на
релационна връзка между акустичните ,якостни и уморни характеристики .
Провеждането на ултразвуковите изпитания са съгласно стандарт [ E-494-2010].
Оценяването на механичните свойства ,големината на α- фазите - AlD и модулите на
еластичност могат да бъдат определени посредством ултразвукови измервания .
Изследванията при лятите AlSi7Mg0,3,AlCu6Mn алуминиеви сплави се провеждат с
честоти 2 MHz с диаметър на осезателя 20mm. За AlSi7Mg0,3 – T6, измерените стойности за надлъжната ултразвуковата скорост –VL и
напречната VT са :
VL1 - 6,511 mm/μs, VL2 - 6,468 mm/μs, VL3 - 6,434 mm/μs ,
VT=( 3,1; 3,2; 3,31; 3,3; 3,46 ) mm/μs .
Акустично съпротивление (импеданс ) за AlSi7Mg0,3 сплави.
(154) 33 ./449,17/6500./2680 mskgsmmkgVL ,
(155) 3./871,831,3.2680 mskgVT .
Оценяване на модулите на еластичност чрез ултразвукови измервания при:
плътността на материала ρ=2,680g/cm3 и 2,7g/cm3 и скорости на ултразвука VL= 6,5mm/μs ;
VT = (3,2 ; 3,5) mm/μs.
1.Модул на Юнг – Е
Oпределя се отношението
2
L
T
V
V [36] от:
(156)
)1(2
212
v
v
V
V
L
T
, 51,0
L
T
V
V ; 26466,0
2
L
T
V
V,
(157) GPaVVV
VVЕ T
LT
LT 7831,3.68,226,01
26,0.43
/(1
)/(43 222
.
Този резултат е добър, тъй като табличните стойности за разглежданите алминиеви сплави е в
интервала 71-74 GPа. Относителната грешка E , в този случай, е %4.674
7478
E .
2.Коефициент на Поасон – ν
(158)
32,0
)26,0(1
26,05,0
/1
/5,02
2
LT
LT
VV
VV ,

107
3.Обемен модул –К
(159) ;3
4 22
TL VVK GPaK 70975,6968,2
5,3 , GPaK 50,737,2
2,3 ,
4.Модул на Хлъзгане –G
(160) GPaGGPaVG T 305,3.7,2,648,272,3.7,2 222 ,
5.Коефициенти на Ламе
(161) 22;2 TL VV
GPa61,53)67,29(25,6.7,2 2
GPaVT 67,292,3.7,2 22
Повърхностни вълни на Релей .
Тези вълни се рапространяват в повърхостен слой с дебелина δ по елипса.
(162) mmRV
MHz 89,425,3.5,1.5,1 2 .
Апроксимации на зависимост VR (VL;VT) [36];
(163)
./11,331,3.32,01
32,0.12,187,0
,/31,3,32,0,1
)(12,187,0
smmV
smmVVV
R
TTR
Една от основните характеристики в ултразвуковите измервания е безразрушително
оценяване на DASDAl и определяне на коефициент на затихване-αL за Al сплави
при MHzf 2 , smmVsmmV TL /2,3;/3,6 ,
(164) ;;;; TLLL VVfD .
Като използваме зависимост на Попов (165) ,[36]
(165) 0).;.(34 LTL DfVVW ,
където : 00052,02,3
3
3,6
2
3,6
2,3
1125
14,3.432
1125
.4);(
553
44
553
44
TLL
TTL
VVV
VVVW
,
(165.1) 34 )().;( DfVVW TLL .
Приемаме медианна оценка 20μm за D от табл 37 .

108
Следователно след заместване се получава
(165.2) mmdBmdBL /066,0/662016.00052,0 3 ,
Детерминистичният модел за определяне на зависимост:
-Границата на пластичност , мезоструктурна алуминиева матрица, зърнеста евтектика,
може да се определи чрез зависимостта на Хол-Петч. [46].
(166) 2/1
0),,(
AlyLTLS DKVV .
Където за алуминиеви сплави
Ky = 8,5MPa.mm1/2
≈ 850 MPa.m1/2
, MPaAl 500 , DASD
След определена субституция на (165.1) в (166) се получава :
(167) MPaf
K Lys 240
.00052,0
167,0
40
.
За лята AlSi7Mg сплави , като се има предвид видът на микроструктурата показан на
фиг .50 С доста добре изразена зърнеста Si евтектика и Al дендритна структура.
Големината на зърна е определен чрез съпоставяне на наблюдваната структура при
увеличение 200:1със стандартна еталонна скала. Отчетеният размер на зърната е за
AlSi7Mg е 50μm за AlCu6Mn са отчетени 29μm,63μm,132μm
Фиг.50 Микроструктура на AlSi7Mg0,3
Съгласно металографката фотография на фиг.50 и релация на Хол-Печ (166 ) ни дава
възможност да определим граница на пластичност S .
DAS ≡ -AlSi-матрица AlD
Si-зърнеста евтектика
mброя
mmDAS 50
200
1000.10
6
60
50 x 200увеличение

109
.223)14,24(8505014,24
,172)5,48(850505,48
,186)4,39(850504,39
2/1
3
2/1
2
2/1
1
MPamDAS
MPamDAS
MPamDAS
S
S
S
За лята AlCu6Mn сплав съгласно фиг.51
Фиг.51 Металографска фотография на AlCuMn ×200.
Като имаме предвид данните от Таблица 41 , Табл.44 и металографския анализ следва:
mD
mD
mD
38,63
86,132
03596,291
, 2,87,220 HBMPaS .
От зависимост на Хол –Петч (166) за AlCu сплави се получава
.76,156)86,63(85050
,74,123)86,132(85050
,207)035,29(85050
2,1
2/1
2/1
MPa
MPa
MPa
S
S
S
От механичните изпитания на граф.52 е направена осреднена оценка по модел на Хол-
Печ разгледан на фиг.53.
16 18 20 22 24 26 28 30 32 34 36195
200
205
210
215
220
s[
MP
a]
DAS[m]
AlSi7Mg0,3Sr
20 40 60 80 100 120 140
120
140
160
180
200
220
240
=50+850DAS-1/2
s[M
Pa]
DAS[m]
AlSi7Mg0,3Sr
Фиг.52 Зависимост на DASs Фиг.53 Модел на зависимост DASs
(AlCu) зърна ≡ α-матрица –
≡Статус Площ [μm2] d [μm]
Периметър[μm] F-
факт.сфер.
Мин.Стойн. 407,6572
29,03596 77,63766
1,03387
Макс.Стойн. 7159,294
132,8618 401,3272
1,833857
Средна Стойн. 2514,244
63,38857 194,4373
1,300565
AlD
Cu-евтектика

110
С цел да се обясни статистическата характеристика на структурата и
експерименталните данни при якостни изпитания. Като микроструктурните
компоненти ,определят вероятностния характер на разрушаване на материала.
Статистическия анализ за размерите на Si зърна дава по-ясна картина за якостта на
материала и трансглануларното зараждане и развитие на пукнатина. Корелация за
големината на силициевата зърнеста евтектика и граница на пластичност може да се
изрази , посредством модели: Хол-Петч (166.1) s { 2/1)(
SiD } и вероятностен модел
(168) .
(166.1) 2/1
0
Siys DK ,
Където:, Ky = 8,5MPa.mm1/2
≈ 850 MPa.m1/2
; MPaAl 500 , R = 0,990365255 ~ 99% ,
Разглеждаме стохастичен модел :
(168) bDm Sis 2/1
, R ~ 99% , m = 178,7959212, b = 178,1626857.
Като направим сравнителен анализ за резултати получени от извадка взета от табл 8 и
съставим табл.47.По модели (166.1), (168) полуаваме графики представини на
Фиг.54,Фиг.55.
Табл.47 Извадка от експериментални данни за AlSi7Mg
s s
2/1
SiD 2/1
SiD
Фиг.54 Съотношение Sis D Фиг.55 Функционална зависимост
съгласно модел Хол-Петч. по модел Sis Dbm ,, .
240
250
260
270
280
290
0 0,5 1
s [MPa] SiD [μm]
280 3 0,577
270 4 0,5
250 6 0,408
240
250
260
270
280
290
0 2 4 6 8
2.1
SiD

111
Съставяне на модели ),( SiAls DD , който могат да определят както размерите D ,така
и вид на преобладаващите фази , довежда до вероятността да се направи оценка и за
граница на умора за алуминиевите сплави, като съставим извадка от фиг.50,
табл42,получените резултати са представени в табл.48 и разгледаме следните модели .
Табл.48.Размери на основните фази в AlSi7Mg0,3
Основна матрица - ][ mDAl ][ mDSi -евтектика Интерметалиди - ][ mDAlFeSi
40 2,9 2
80 4,1 2
162 5,3 5
Mоделите (169),(170), описват макроскопичната не еднородност , на количественото
съдържание на фазите α-матрица, Si-евтектика. Предпоставка за наличие на локални
крехки зони в алуминиевата структура и поява на критично тангенциално напрежение
–τmax,при циклично натоварване , е зависимост от вид SiAl DD ,,max1 .
(169) bDmD AlSi ,
Където : R ~ 99,9%, m =0,0247118, b = 2,0268949;
SiD AlSiFeD
AlD AlD
Фиг.56 Функционална зависимост )( AlSi DfD Фиг.57 Зависимост AlAlSiFe DfD
Хомогенността на AlSi7Mg , и AlCu6Mn сплави след К-тест и стареене за поява на
фази на Гине –Престон може да бъде проверена с модели като (170) .
(170) bDmD AlAlSiFe ,
където : R ~ 93.5%; m = 0,00261963;b = 0,5550122.
За да се опише разсейване на резултатите от уморните изпитания, са взети извадки
от получения металографски анализ фиг.50,фиг.51 и якостни изпитания разгледа ни са
вероятностно-детерминистични зависимости . Основните якостни и микроструктурни
0
2
4
6
0 100 200
0
2
4
6
0 100 200

112
свойства могат да бъдат описани със следните модели:За алуминиеви ляти сплави
почти чисти 99% Al могат да бъдат използвани следните зависимости [20], [117],
(171) HB19,01 ,
(172) HBB 26,0 .
След закаляване и стареене
(172.1) HBB 35,0 ,
след субституция се получава за алуминиени сплави:
(172.2) BB 4
373,01 .
След термообработка- (закаляване, хомогенизация, стареене) и добавяне на
модификатори това отношение се свежда до, [106].
(172.3) )33,028,0(/1 B .
Може да съставим изчислителен модел който изразява функционална зависимост
)(HBB за AlSi7Mg ляти сплави потвърждаващ експеримента , показан на Фиг 58 .
Якостните изпитания за обраци изрязани от автомобилен картер са показани на
табл.49.
Табл.49 Образци изрязани от автомобилен детайл
s [MPa] σB[MPa] A% HB
210,07 286,61 10,44 96
214,29 293,04 13,70 100
211,72 292,02 14,26 96
205,61 277,58 8,74 93
205,15 277,68 10,34 90
198,76 270,37 8,00 90
И автомобилна част от AlS лята сплав Табл.50
Табл.50 Образци от зони нa автомобилен картер
s [MPa] σB[MPa] A% HB
215,01 289,50 11,40 98
211,77 289,10 10,78 89
208,81 282,97 8,40 96
217,85 237,50 1,98 82
214,60 243,35 1,96 85
204,11 235,96 2,00 86

113
Модел за изпитване на умора може да бъде съставен като се вземат стойностите от
табл.49 , табл.50
Средна стойност B = 272,5MPa, HB = 91 Следователно за AlSi7Mg0,3Sr-T6
отношението е HB34,01 очакваната граница на умора е 81,6MPa. След резонансен
(опън –натиск ) f =166Hz R=-1са получени резултати при N = (11,5; 12,9; 9,
12,7)106цикли показани на фиг.59, границата на умора е 1 = 75÷80 MPa .
Изпитанията са проведени по метод на степенното натоварване ,съгласно съкратен
модел на разрушаване с 1 или 2 уморни образеца, [106] .
(173) 1
)2()1(
2 / NNm
aa ,
където : m = 6÷7 При база NБ = 107цикли.
)2()1( 02,0 aa , ……………., )()1( 02,0 i
a
i
a -са нива на апмлитудни натоварвания ,+
при неразрушен образец , -при разрушен образец.
За да търсим функционална зависимост, мезоструктура ,механични, уморни и
акустични характеристики са представени изчислителни модели.
80 82 84 86 88 90 92 94 96 98 100 102230
240
250
260
270
280
290
300
B[M
Pa]
HB
AlSi7Mg0,3
10,0 10,5 11,0 11,5 12,0 12,5 13,076,0
76,5
77,0
77,5
78,0
78,5
79,0
79,5
80,0
[M
Pa]
N.106cycle
AlSi7Mg0,3
Фиг.58 Експериментални резултати Фиг.59 Вьолерова крива за автомобилна
за )(HBB ,AlSi7Mg сплави част от AlSi7Mg сплав
Разглеждаме резултати получени от образци изрязани от AlSi плавки дадени в Табл.51
Табл.51
s [MPa] σB[MPa] A% HB
233 313 13,33 93
223 307 17,33 85
237 312 11 87
195 280 12 89
173 259 14 83
255 316 15 85

114
Очаквана граница на умора е B 3,01 =89,3MPa ,NБ = 15.107
цикли.Уморнте
изпитания са проведени на амслер с честота f = 166 Hz, R = -1 .Получените резултати
са дадени в Табл.52 и на Фиг.60.
Табл .52 Уморни изпитания на образци от автомобилни детайли.
][1 MPa 90 88,2 90 90 89,8 90
N107cyclic 13,7 15,47 15 13 15,8 16
Върху полиучените стойности от табл .52 е предствен и изведен апроксимиран модел
(173.1) N56
1 10.89,610.34,89
,
Като вземем предвид табл. 49 , табл.52 търсeните пропроционални отношения между
механичните величини са съответно:
(173.2) B 32,01 ,
(173.3) BHB 33,0 ,
След субституция се получава зависимост от вид : HBfN B ,1 ,
(173.4) HB96,01 ,
(173.3.1) NHB 710.07,136,78
Средната оценка за NHB е разгледана на фиг.60.
13,0 13,5 14,0 14,5 15,0 15,5 16,092,0
92,5
93,0
93,5
94,0
94,5
95,0
95,5
HB
N.107
Фиг.60 Зависимост на HB от дълготрайност N от сплав за автомобилостроенето.

115
Анализ на резултатите от изпитване, граница на умора σ-1 от образци изрязани от
различни участъци от автомобилен детайл посочени на фиг.59 при 107 цикли , показват
много малка дисперсия и добра хомогенизация в сплавта.
Установена е стохастична зависимост между граница на умора 1 и твърдост HV .
При алуминиеви сплави модела е (174).
Като се направи извадка от табл. 7 и се обработят данните, е установена зависимост
между граница на умора σ-1 и твърдост HV при алуминиеви сплави.
(174) bHVm .1 ,
R ~ 98.8% , m = 0,971429 , b = 27 . Разгледана е зависимост (174.1)
(174.1) bDmHV Al , m=0,12356,b=104,8655, R ~ 99,9
Представените модели (174), (174.1) дават възможност да се изследва както
еднородността, така и връзка мезоструктурни и якостни характеристики
),,(1 AlSiFeSiAl DDD . Стойността на локални напрежения, могат да бъдат получени чрез
модели от типа ),,( max AlSiFeAls DD .
1 HV
HV AlD
Фиг.61 Изчислителен модел- )(1 HV Фиг.62 Изчислителен модел- )( AlDHV
Съглано модел (166) и (168) бихме могли да разгледаме функционална зависимост
границата на пластичност σs от α-матрица за AlSi7Mg сплави .
(168.1) bDm Als 2/1)( , m=0,24712 , b=289,7311, R ~ 99,9%.
може да се търси връзка с модел Хол-Печ фиг.63 и якостни изпитвания за AlSi7Mg
сплави на фиг.64.
105
110
115
120
125
130
80 85 90 95 100 105
80
85
90
95
100
105
0 50 100 150 200

116
s B
AlD AlD
Фиг.63 Изчислителен модел- AlS D Фиг.64 Числен модел- AlB D
Получени са зависимости между AlB D на фиг.64 по извадка от Табл.7 за AlSi7Mg.
Съгласно модел базиран на (166) ,разглеждаме
(166.2) bmDmMPa AlB ][][ ,
където : R ~ 94% , m = 0,23227, b = 365,122.
Влияние на модификатора Sr върху уморни и якостни изпитания на AlSi7MgSr бихме
могли да направим посредством, моделиране на емпиричните характеристики между
граница на пластичност – σs и α-матрица. Вземаме извадки от измерванията и
разглеждаме детерминистични резултати от якостните изпитания и сравнителен
анализ с модел Хол-Петч (166).
0 20 40 60 80 100160
180
200
220
240
260
s[
MP
a]
DAS [m]
AlSi7Mg0,3Sr
0 20 40 60 80 100100
150
200
250
300
350
s=
K
yDAS
-1/2
s[M
Pa]
DAS-1/2
[m]
AlSi7Mg0,3Sr
Фиг.65 Емпирична зависимост )(2,0 DAS фиг 66 Модел Хол-Петч- DASS
245
250
255
260
265
270
275
280
285
0 50 100 150 200

117
Като приложим модел Хол –Печ се получава осреднена оценка Фиг.66.
Детерминистичният анализ от Фиг.65 показва вероятностния характер на резултатите ,
това налага възможността да се състави модел:
(168.2) bDms 2/1
. , m = 0,24712, b = 289,7311, R=99,9%.
Широкият интервал на получените резултати от (168.2) са дадени на Фиг.67.
0 20 40 60 80 100
200
220
240
260
280
300
320
S=mDAS
-1/2+b, m=0,25,b=289,73
S[MP
a]
DAS -1/2
[m]
AlSi7Mg0,3Sr
Фиг.67 Зависимост - ),,( 2/1DASbmS
Като вземаме извадки от таблица 37 и съставим Табл.53, разглеждаме следното
отношение (168.3) за влияние на модификатора Sr върху ),( SiAls DD .
Табл.53
Модела на фиг.68 функционална зависимост на големина на зърна ,граница на
пластичност ,съответстващи на еперичните резултати от механични изпитвания .
(168.3) bDmS 2/1
. , R = 0,914273~91,4% , m = 0,921429, b = 281.
Плавки 2/1
D ≡DAS [μm] σ S
[MPa]
P1 63 246
P2 33 216
P3 43 237

118
S
2/1)(
AlD
Фиг.68 Зависимост 2/1
Als Df със Sr
Като съставим релации и за плавки не модифицирани с Sr в този случай
модела е :
(168.4) bDm AlS 2/1
. , R ~ 75%, m = 4 .0, b = 281.0
Табл.54 S
2/1)(
AlD
Фиг .69 Числен модл на зависимост )(2/1
Als Df без Sr .
Съставяме модели с извадка от комбинация на Pi ,Si плавки в Таблица .55 .
Плавки 2/1)(
AlD [µm] S [MPa]
S1 26 195
S2 19 173
S3 10 255
Образци DAS-1/2[µm] S [MPa]
60%P1+40%S
1 22 202
60%P1+40%S
2 36 217
60%P2+40%S
1 10 212
60%P2+40%S
2 76 221
60%P3+40%S
1 100 225
90%P3+10%S
1 39 232

119
Комбинация от плавки със Sr и без Sr където модел (168.5) е представен на фиг.70 :
(168.5) bDmS 2/1
. , R ~ 54,8% , m = 0,16793 , b = 210,246;
σ S
2/1
AlD
Фиг.70 Модел на зависимост на 2/1
AlS D на плавки със и без Sr .
Необходим е робастен модел понeже R=54,8%, като се използва знаков статистически
анализ съгласно зависимост AlS D. ,[36].За да изследваме хомогенността на
сплав AlSi7Mg е необходимо да изследваме отношение между отделните фази.
Подобен модел е представен в Табл.56 .Разглеждаме отношение между големината на
фази, съдържащи се в AlSi и AlCu сплави.Това съотношение дава представа за
пластичността или крехкостта на материала.
Табл. 56 Редуцирани данни за модел знаков статистически анализ [36]
AlD [μm] [µm]
0 0
44 1
122 3
Резултата е разгледан на фиг.71. показващ добра еднородност, между основните
компоненти в AlSi7Mg ляти сплави .
SiD

120
SiD
AlD
Фиг .71 Робастен модел )( AlDSi
Численият модела е (168.6) ,знаков статистически анализ θ = 0,02365.МНК
m = 0,02471
(168.6) AlSi DD .
Разглеждаме функционална зависимост между интерметалиди и основна матрица
Резултатите са представени в табл.57
Табл.57. Редуцирани данни за AlSi7Mg сплав
][, mDAl – AlFeSi,[µm]
0 0
44 0,5
122 3
Графика на фиг.72 показва отношение на AlSiFeD и AlD за AlSi7Mg сплави .
β-AlFeSi [µm]
][ mDAl
Фиг.72 Робастен модел )( AlD

121
Линейният модел е:
(168.7) epsDAl ; където :
)(\;\ AlAlAl DsumDDmed ,
ЗСА → 144825,0 ,МНК- m= 0,026196,
Сравнителен анализ на резултати от изпитвания на алуминиеви сплави , са
представени в табл.58. Като се вземе под внимание табл.14,табл.15, съставяме
модели, (174.2) показващи връзка , между якостните и уморни съотношеня [34].
Разгледаме сплави от типа AlSi7Mg ,AlMg сплави.
Табл.58
Марка Състоян. S [MPa] B [Mpa] Kc,[J/cm2] 1 [Mpa] E [Gpa] HB
AlMg2Mn Валц. 200 250 68 78 67,5 60
AlMg5Mn Отгр. 140 260 30 80 69,2 65
AlSiMg10Mn Лят. 240 290 55 92 71,5 80
(174.2) bmHB1 ; Където :R=0,993944~99.4% , m=0,723077, b=33,92308,
1
HB
Фиг.73 Числен модел на функционална зависимост )(1 HB
Модел за AlSi7Mg сплав е (172.4) bmHBB ; R=1, m=2, b=130
B
HB
Фиг.74 Числен модел на зависимост )(HBB
Разглеждаме сплави от тип AlSiCu , AlCu6Mn ,и съставяме връзка ),(1 BHB .
70
80
90
100
0 20 40 60 80 100
240
250
260
270
280
290
300
0 20 40 60 80 100

122
Табл.59
Mарка Състояние ][MPaS ][MPaB KIC[J/cm2] ][1 MPa E[GPa] HB
AlSi11Cu Лята. 90 130 32 42 72,5 50
AlSi1MgCuMn Отгр. 67 150 135 45 0 30
AlCu2SiMgMn Щамп. 375 450 16 150 0 125
AlCu4Si1MgMn Отгр. 170 200 40 60 0 90
AlCu4MgMn Отгр. 110 220 90 67 67,1 50
За тези сплави бихме могли да изследваме зависимост )(1 HB , моделът е:
(174.2) bmHB1 , R=0,806825~80,7%,m=1,002405,b=3,634021,
1
HB
Фиг.75 Числена зависимост на ляти алуминиеви сплави )(1 HB
Като вземем предвид (171) и (172) подобни отношения бихме могли да изследваме ,
като съставим изчислителен модел даващ доста добра корелация
(172.5) bmHBB ,R ~ 86%, m=2,90378, b=29,63918.
B
HB
Фиг.76.Числителен модел на зависимост на )(HBB за AlSi7Mg сплави.
0
20
40
60
80
100
120
140
160
0 50 100 150
0
100
200
300
400
500
0 50 100 150

123
За дендритни структури се определя сечение на обратното разсейване -SB ,от α-
матрицата и зърнеста Si евтектика .
Sb-се явява характеристика на микроструктурните компоненти .Често пъти при
ултразвукови изследвания , се наблюдават компактни дендритни и интерметални
структури, с размери по-големи от DПП.За тях се определят –Sb .Схемата на пролъчване
е дадена на фиг.77 [105,120]
Фиг.77 Схема на пролъчване .
Условните размери на А и B се определят чрез оконтуряване , с точност r1.Ефективната
отразяваща площ bS се определя чрез площа на оконтуряващата я елипса.
(175) BABASb .785,02
1
2
1
.
Определяне на относителна грешка за среден размер на структурните компоненти е
съглсно металографските фотографии за AlSi7Mg0,3 , AlCu6Mn ,фиг.44,фиг46 e
14,7%[120]:
(176) %100D
D ,
като DПП - (диаметър на пиезопластина) ˃ D . Връзката между двете величини е :
(177) /.4 bSD .
R1
ϕ r1
R2
r2
Sb
B
DAS ≈ Sb
A

124
Измерване на оратно разсейване става , чрез оценяване на сечение на обратното
разсейване от микроструктурата съгласно оптична теорема:
(178) 4
2
/
i
b VS .
Величината Sb се определя от основното уравнение на локацията [49]
(179) dRR
RSRRФ
p
pR
R
b
t
r
2
1
23
22
4
)()()(
,
където : Ф(R) –Диаграма на насоченост ,при работа с максимално ехо Ф(R) =1,
),( 21 RRV
N .
От акустиката следва :
(180)
2
0
p
p
P
P
t
r ,
където t
r
P
Pи
0p
pса съответно отношенията на излъчените и приетите сигнали с
мощност (P) и звуково налягане (p) .
Горното уравнние (179) се записва като интегрално уравнение на Фредхом от I род
отностно ефективната отразяваща площ Sb(R) [49].
(181) 2
1
2
)(R
R
b pdRR
RS,
където са въведени следните означения,
2
0
2,123)(
.4
MAXp
p
N
RRVp
,
,)(2),( 2
11221 rRRRRV
2
21
11
sin1
sin])5,0([5,0
ПППП DRDr , ППD
51,0sin
Решението на (181) се търси чрез квадратурата [49],
(182)
N
k
kb
k
pRSRN
RR
12
12 )(1
,

125
Нека 125,0 RRRk .Решението отностно Sb e :
(183)
2
0
2
1
12
12
4 )(4)(
p
prRRRS
N
k
kb
.
Плътността на разпределение на сечение на обратното разсейване P(Sb) на ултразвука
за алуминиеви отливки има плътност на разпределение,подобен на граница на умора .
(184) P(Sb) ≈ P(σ-1).
Статистическата обработка на данните ни показва , какво е съотношението между
отделните фази .По измерване на размерите на фазите , iD , може да се определи ,
преобладаващите фази в структурата явяващи се предпоставка за своствата на
материала .
Връзка на KIC с механичните свойства на AlSi7Mg сплав SICK ; [36] и уравнение на
Хол –Петч (166) ,и като приемем осреднена стойност за структурните компоненти при
алуминиевите сплави 33μm от металографския анализ .
(166.3) ICSAly
Al
S KDK 2/1
0 )( .
Полученият коефициент на Пуасон за AlSi7Mg e 32,0 и ψ = 32%-относително
свиване
В условие на крехко разрушаване и плоско напрегнато състояние се приема:
Условие за тангенциално пластично напрежение - s на Мизес.
(185) 3
1ss ,
където за KIC , [2],
(186)
1
1ln
1)()(
2
2 EDK SIC ,
(187)
1
1.
1..
3
12
2nl
EDK sIC ,
Приема се DD ; След заместване на (167) в (187) се получава :
(188)
1
1
100052,03
1240
2nl
ED
f
KK
Ly
IC ,
Като вземем под внимание , че ),,( TL VVD , от формула на Хол-Петч ,ψ= 0,32 следва :

126
39,01
1
nl след преобразувания (187) ,(188) се свежда до :
(188.1) SIC
EDK
2
2
1223,0
,
Якостните характеристики на материала зависят до голяма степен от големината на
зърната. Което показва , че бихме могли да търсим оптималната стойност на
материала, при динамични уморни натоварвания съгласно релация (188.1) определена
посредством ултразвукови методи от вид :
(189) )(DKK ICI ,
където : Е = 78 GPa , σs=240MPa, υ=0,32 mD 33 Като вземе предвид данните от
табл.37 като заместим в (188.1) следва:
(189.1) ].[78,1132,01
10.7810.217.10.33.223,0 2/1
2
966 mMPaK IC
.
Резултатите са представени в табл .60
Табл. 60 Числен модел на звисисимост KIC ( AlD ) .
КIC[MPa.m1/2
] 10,15 12,27 6,7 16,9 18,3 13,8 15,7 11,78 13,3 9,7
][ mD 21,64 36 10 76 100 39 63 33 43,4 19
.
От данните получени в табл ,60 е построена графика фиг. 78 за ПДС.
0 20 40 60 80 100
6
8
10
12
14
16
18
20 AlSi7Mg
KIC
DAS [m]
Фиг.78 Зависимост TLSAlIC VVEDK ,,,, за AlSi сплави .

127
Изследване механизма на разрушаване на AlSi7Mg сплави е свързан с еднородността на
сплавта , наличие на пластични и крехки зони, следователно крехкото разрушаване се
определя от модул на еластичност Е и формиралите се локални напрежения . За да
изследваме развитието на уморната пукнатина и нейната кинетика , е необходимо да
разгледаме функционална зависимост представяща връзката : ),( pOr rhfЕ .Като
имаме предвид изведената зависимост (188.1) , разглеждаме алгоритъм при който
разрушаване на материала при динамични уморни натоварвания, кинетика и развитие
на уморната пукнатина е свързан със зависимост между физични величини
LTLSAlporIC VVDrhK ,,,,,, .Като имаме предвид големината на пластичната зона-
pr .
Формиралите се локални напрежения - max , бихме могли да определим чрез
зависимост от тип : max, sp fr .Съставяне на модели показващи еластично
разрушаване при плоско-деформирано (ПДС) и плосконапрегнато състояние –(ПНС)
може да бъде изразена , чрез функционалната връзка: мезоструктура , локални
напрежения. Ще съставим алгоритм и методика за определяне на зависимостта -
).,(max
pAl rDf

128
2.5 Пластична зона пред уморна пукнатина изразена , чрез TLAlp VVDr ,,
Зависимост на– ),,( AlICpOr DKrh за развитие на микропукнатина при,
AlSi7Mg,AlCu6Mn сплави..
За плоско напрегнато състояние ( ПНС) съгласно зависимост (27) и (28) ,ако yy >> S
то следва ,че: **
Pr DrP
** , LTL VVDD ;;
Бихме могли да съставим модел за ПНС LTLp VVDDr ,,
(193) *
Pr = .2
12
S
IK
.
(194) *
Pr =.2
12
S
ICK
=
.2
1
2
D
DK
S
IC
.
За плоско деформирано състояние (ПДС) ако yy >> S , то:
следва *
Pr DrP
*, LTL VVDD ;; ,
(195) *
Pr =
2)21( 2
S
IK
.
yy ПДС
S3
S
х
hor *
Pr
Пукнатина
Фиг.79 Вид на пластичната зона
В механика на разрушаването е получено, че
(190) oraorI hbhYhK .);()( .
За пластичната зона- pr във върха на пукнатината са
получени следните зависимости
- при плоско деформирано състояние /ПДС/ - *
Pr
(191) *
Pr = .4
12
S
ICK
1cossin
2
3 2
тоАко ,0 (191.1) 0*
Pr =
2)21( 2
S
ICK
*
Pr
- при плоско напрегното състояние /ПНС/ - **
Pr
(192) **
Pr = .4
12
S
CK
cos1.21sin
2
3 22
тоАко ,0 (192.1) 0**
Pr = .2
12
S
ICK
**
Pr .

129
(196) *
Pr =
2)21( 2
S
ICK
=
2)21(
2
D
DK
S
IC
,
където *
Pr - Поправка на Ирвин.
Ултразвуковите характеристики и AlD се определят посредством:
ASTMЕ494:2010 => LTL VV ;; =>
4
553
42
.32
1125
.4f
VVV
V
TLL
T 3D - =0,[36]
Следователно като имаме предвид (183.1) и (36) ,където :
2T
ICK = ;...D S 21
E
1
1ln ,[5] и S = 0 + yK D -1/2 [46,20].
Размер на пластичната зона може да бъде изчислена , посредством следния модел :
.=> *
Pr = SEDf ,,,, = TLTLLTL VVVVEVVDf ;,;,;; = > *
Pr = LTL VVf ;;
(197)
dN
rdh pOr
= mKC , (198)
dN
rdh pOr
= 0
0
m
DfC ,
Където :τs- тангенциално напрежение на пластичност, m,m0-коефициенти .
2.5.1 Кинетика на уморна пукнатина изразена чрез отношение - pOr rDh ,
Представен е алгоритъм за построяване на зависимост- )(DhOr .
Където: hOr – дължина на пукнатината .
Съгласно теорията на Грифитс :[27]?
(199) 2
2
a
Gr
Gr
Eh
;[m] - Развитие на пукнатината при амплитудно натоварване - σа
(200) 8
aEGr ;[J/m
2] - повърхностна енергия на Грифитс
(201) GrOr hh )104( ;[m]- Поправка на Орован- Ирвин за слабопластични
материали
(201.1) GrOr hh )1010( 42 ,- Поправка на Орован - Ирвин за пластични материали.
(201.2) effGrpl )1010( 42, -Поправка на Ирвин
L

130
По сравочни данни за AlSi7Mg , Е=75GPa [ 41] изчислената стойност – 78 GPa.
Константа на атомната решетка на Al- ma 1010.4,4 , за Al 92,93% и съдържание
на фази на Гине-Престон Mg2Si-0,64% ,Si -6,18% , интерметалиди
%14,0638 SiFeMgAl е nmcnma 792,0,662,0 .
Константа на решетката за фази на Гине –Престон -Mg2Si - ma 910.639,0 .
Разрушаване на образеца за AlSi7Mg настъпва при σ-1=(0,4÷0,5) σS ,следователно :
(202) OrIC hK 1 ,
(202.1)
2
12
21
s
Or
p
hr
,
Като използваме модел на Фрост – Диксон ,бихме могли да определим :[29],
(203)
1
42
2
a
OraOr Enl
E
h
dN
dh
.
Скорост на пукнатината за цикъл -dN
dhOr при отчитане на еластично-пластична
деформация[29] и модул на Юнг - )/( Ea ˂˂1 то тогава релация (203) се редуцира до :
(203.1)
1
4
2 2
3
aS
OraOr Enl
E
h
dN
hd
.
При хармоничен пулсиращ цикъл - a2 ,може да се представи - AlaAls DD , :
(203.2)
1
2ln
41
242
3
2
3
AlaAlS
a
aS
aOr
D
E
DE
Enl
EdN
dh
.
Ако отчетем , че a > S то тогава , нека и - 82
a
Enl
, следователно, [27] :
(203.3) S
OraOr
E
h
dN
dh
2
3
256 .
Разпространение на пукнатината с отчитане на коефициент на интензивност на
напрежение :
(204) 2
4
Seff
IOr
E
KA
dN
dh
,
където :
2
1 EA
, υ-коефициент на Пуасон ,Е-модул на Юнг.

131
За чист алуминии А= 2.10-2
, при пулсиращ резонансен опън –натиск [29] .
Ако приемем , че : a ˂˂ S , критиченият брой цикли-Nth, до начало на образуване на
пукнатина ще бъде :
(205) 2
2
aOr
eff
thh
EN
.
В (204) се полага
(206) 2/1
0 ,,
LTLyS VVDK ; -е уравнение на Хол –Петч където :
2/12/1 .850.5,8 mMPammMPaK y ; σ0= 50MPa;
Следователно )(DfK I ;
От металографският анализ на различни плавки от AlCu6Mn и AlSi7Mg посочен на
фиг.80,фиг.81 следва :
Определяме големината на зърната - iD .
Фиг.80 Металографска фотография на AlCu6Mn сплави
mmm
D 150200
10.30
2
60 3
1 , mD 80200
6,16
3
502
mброя
mmD 5,141
200
10.3,28
3
85 3
3 , mD 50200
10.10
3
32 3
4
mD 125200
10.25
4
100 3
5 , mDi
i 3,109)(5
1
;

132
Фиг.81 Металография на AlSi7Mg сплави DASD
mD 34200
10.8,6
12
82 3
1 mD 5,55200
10.11,11
9
1003
2
mD 25,41200
10.25,8
4
33 3
3 mDASi
i 58,433
1
Като имаме предвид получената стойност за коефициент на затихване - mdBL /66
L = mmdB /066,0 . 68,8 = mmNp /57,0 в (165.2) ,може да се изведе AlD чрез
акустичните характеристики LLTAl VVD ,, ,
(165.3)
mfVVW
DTL
LAl
93,19
2.00052,0
66
).,(
3,0
4
3,0
4
,
където : 00052,032
1125
.4),(
553
44
TLL
TTL
VVV
VVVW
.
Експериментален метод на пукнатиноустойчивост за AlSi7Mg,AlCu6Mn сплави зависимост от геометрията на образеца фиг.82 може да се изследва, съгласно стандарти
ASTM E647 , ASTM E 399 за определяне на линено еластична якост на
разрушаване .
Изработени са 20 компактни образци разгледани на чертеж.1 [114].
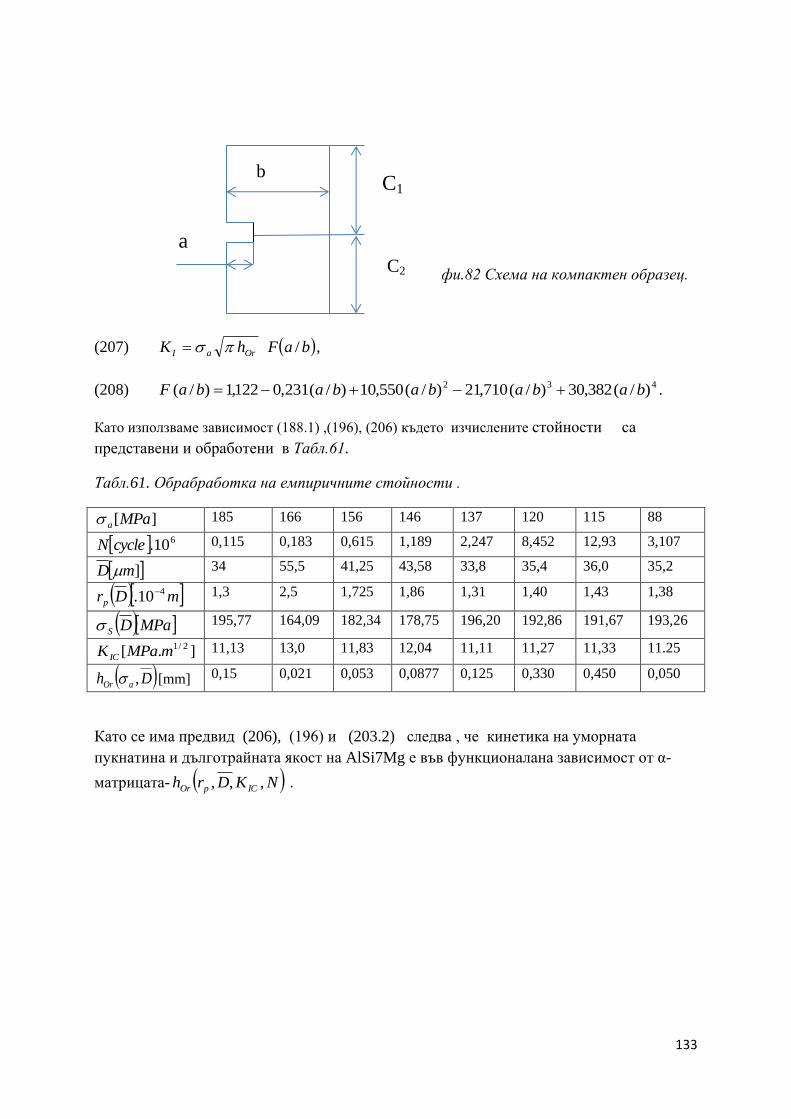
133
фи.82 Схема на компактен образец.
(207) baFhK OraI / ,
(208) 432 )/(382,30)/(710,21)/(550,10)/(231,0122,1)/( bababababaF .
Като използваме зависимост (188.1) ,(196), (206) където изчислените стойности са
представени и обработени в Табл.61.
Табл.61. Обрабработка на емпиричните стойности .
][MPaa 185 166 156 146 137 120 115 88
610.cycleN 0,115 0,183 0,615 1,189 2,247 8,452 12,93 3,107
]mD 34 55,5 41,25 43,58 33,8 35,4 36,0 35,2
mDrp
410. 1,3 2,5 1,725 1,86 1,31 1,40 1,43 1,38
MPaDS 195,77 164,09 182,34 178,75 196,20 192,86 191,67 193,26
].[ 2/1mMPaK IC 11,13 13,0 11,83 12,04 11,11 11,27 11,33 11.25
Dh aOr , [mm] 0,15 0,021 0,053 0,0877 0,125 0,330 0,450 0,050
Като се има предвид (206), (196) и (203.2) следва , че кинетика на уморната
пукнатина и дълготрайната якост на AlSi7Mg е във функционалана зависимост от α-
матрицата- NKDrh ICpOr ,,, .
C1
C2
b
a

134
Чертеж 1 Компактен образец.
Изчисления и обработка на получените стойности за KI на AlSi7Mg отностно вид на
образеца :
(207.1) 2/16 .25,669,1.05,0.10.88 mMPaK I
(208.1) 432/382,30/710,21/550,10/231,0122,1/ bababababaF = 1,904
mmbmma 50,18 36,0/ ba
Построяваме зависимост DASrp съгласно модел (196)

135
30 35 40 45 50 551,2
1,4
1,6
1,8
2,0
2,2
2,4
2,6 AlSi7Mgr p
[10
-4m
]
DAS[m]
Фиг.83 Зависимост, на пластична зона - pr от едрина на зърната AlD
От фиг.83 следва , че най-оптималната устойчивост при динамични натоварвания за
AlSi7Mg0,3 е при стойност: DAS –(32÷37) μm за. Това може да се забележе и от
зависимост ps r на фиг.84.
1,2 1,4 1,6 1,8 2,0 2,2 2,4 2,6160
165
170
175
180
185
190
195
200 AlSi7Mg
s[M
Pa]
rp[10
-4m]
Фиг.84 Зависимост на граница на пластичност - ps r от пластичната зона - pr .

136
Като използваме зависимост (203.2) за хармоничен пулсиращ цикъл ,след интегриране
и преобразувания с Хол-Петч (206) ,следва :
(203.2.1)
ND
Enl
DE
DDhdN
D
Enl
DE
Ddh
AlaAls
Ala
h
AlOr
N
AlaAls
Ala
Or
Or
1
241
242
3
0 02
3
,
(203.2.2)
2/1
2
3
1712
50
4
Or
AlaOr
Ala hND
Enl
hE
DD
,
Представеният модел (196) е при ПДС . Изследването на зависимост от тип
AlporIC DrhK ,,,1 , може да се проведе чрез модели (196),(203.2.1). Склонността на
AlSi7Mg , AlCu6Mn сплави към крехко разрушаване може да бъде разгледано с помоща
на кинетични зависимости от тип:- ),,,,,( 1max sAlp
Or DErfdN
dh,съставяне на
алгоритми описващи връзката между тези величини дава представа за изясняване
механизма на крехкото и квази-крехко разрушаване за алуминиевите сплави.
Влиянието на мезоструктурата е фактор определящ скоростта на развиващата се
пукнатина и дълготрайността на материала при разрушаване от умора .Както се вижда
от фиг.83 устойчивостта на материала е най –добра при DAS (33÷37) μm при
динамични циклични натоварвания.За да се изясни по –добре разрушението при
циклични натоварвания ще представим модели, които описват връзката: големина на
тангенциалното напрежение –τmax ,и пластичната зона, граница на пластичност . Като
използваме ултразвукови измервания , представяме изчислителен алгоритъм за
определяне на зависимостта големина на зърната върху скороста на разрушаване .Като
имаме предвид фиг.79 и (196) , (203.2.1) следва ,че при плоско деформирано
състояние- ПДС за AlSi7Mg сплави съществува NrhfK pOrsIC ,,, . От механиката
се знае , че ако 0pr се наблюдава крехко и при bhr Orp , -квази-крехко , то
съгласно зависимост (196), следва : mrp
410.5,24,1 ˂ 310Orh m така , че при
AlSi, AlCu сплави се наблюдава крехко и квази-крехко разрушаване.

137
0 2 4 6 8 10 12 14
0,0
0,1
0,2
0,3
0,4
0,5AlSi7Mg
hO
r(DA
S)[
mm
]
N. 106[cycle]
Фиг.85 Кинетична диаграма- )(NhOr за AlSi7Mg сплави .
160 165 170 175 180 185 190 195 200
11,0
11,5
12,0
12,5
13,0
AlSi7Mg
KIC
[MP
a.m
1/2]
s[MPa]
Фиг. 86 Зависимост при ПДС на SICK , оптималан стойност 2/1.0,11 mMPa
Построяваме модел, който разглежда дълготрайността на материала в околност на 107
цикли .Зависимостта е граница на умора σ-1 при достигната дължина на пукнатината hOr
в нейната критична стойност посочен на фиг . 87.

138
1,5 2,0 2,5 3,0 3,570
80
90
100
110
120AlSi7Mg-10
7[cycle]
[M
Pa]
hOr
.10-3[m]
Фиг. 87 Функционална зависимост )(1 Orh .
От фиг.87 Бихме могли да предположим , че в околността на 78МPa ще се наблюдава
забавяне на развиваща се пукнатина .Следователно образуваме ранжираният ред по
който се развива пукнатината разгледан на табл.62
Табл.62
σ-1 [MPa] 78 76 65 60
hor[m] 0,00352 0,0037 0,0050 0,0059
Получаваме апроксимиран модел за развитие на пукнатината .
(209) Orh27,356,841 .
Кинетиката на уморната пукнатина за AlSi7Mg , AlCu6Mn може да бъде определена
посредством следният алгоритъм :
(210) minmax KKK .
(211) 0min K -за пулсиращ цикъл .
КC
KI
ICK = K max =
5.0
21223,0
S
ED
t[sec]
Фиг.88 Схема представяща КI и КIC при плоско деформирано състояние-(ПДС)

139
(212) m
ICOR CK
dN
dh ; модел на Парис –Ердоган
Където : При σa ˂ S
(213) trIC
trIC
KK
KK
KK
KKm
minmax
minmax ,
(205.2) 22
22
tr
eff
aOr
eff
trK
E
h
EN
,
effGrpl )1010( 42;-Поправка на Ирвин
8
aEGr ;[J/m
2] - повърхностна енергия на Грифитс
ma 1010.4,4 - константа на атомната решетка на Al .
При хармоничен пулсиращ цикъл - a2 ,(203.2) се представя във вид :
(212.1) m
IC
aS
aOr CKE
nlEdN
dh
1
242
3
,
(212.2) )( IC
Or gKlmgCldN
hdgl ,
2.6 Оценяване на граница на пластичност чрез ултразвукови
измервания.
Като имаме предвид условие за начало на пластично течение на Треска –Сен –Венан.
(214) s 23 max .
При внедряване на сфера в равнина ( ,1x 2x ) имаме еласто-пластичен контакт .
За отчитане на пластичното състояние се използва условие за начало на пластичност на
Треска.
(215) ss 2
1max ,
(216) HB)(2
1max .
Като (216) е решение на задача на Бусинеск за еластични тела [45].

140
Следователно след субституция се получава (217)
(217) SHB 2
1)(
2
13
.
Задачата на Бусинеск се свежда за еласто-пластичен контакт (217.1).
(217.1) HBs )(.3 ,
където :
2/1
2
2
1.2.19
2.21
2
1;
/1
/5,0
LT
LT
VV
VV; ν= (0,32÷0,33)
Ако ν= (0,32÷0,33), то 65.0)( v
За лятите AlSi сплави най-често HB=(100÷115). Като приемем осреднена стойност
107,5HB
(217.2) ,
Разглеждаме условие на Хол-Петч и Бусинеск от което след заместване следва (218):
,
,
където :Ky = 8,5MPa.mm1/2
≈850 MPa.m1/2
; ;
(218) .
Следователно от металографския анализ за следва HB (DAS[μm]).
; ;
Като приемем E= 78GPa ,
Съгасно зависимост представена в работа [ 17] и формула на Jonson [17] (131) следва :
(219) .
Като приложим подход (174) и разгледаме средни стойности за граница на
пластичност –σs [MPa] ,HB за AlSi7Mg сплав дадени в табл.63 разглеждаме модел:
(220) m=0,82; b=133,91 .
MPaS 6,2095,107.65,0.3
2/1
0 )( DK ys
2/1
0 )()(3
DKHB y
MPaAl 500
2/10
)()(3
1D
KHB
Al
yAl
DASD Al
17,40)86,132( mHB 65,85)035,29( mHB 34,80)33( mHB
MPaMPa SS 212,)249;0,179;6,209(
26,3.15
2ln1.
3
2
SS
EHB
bHBmS .

141
Табл.63 Механични характеристики на AlSi7Mg
HB
80 179,6
100 209,6
107,5 249
Фиг.89 Зависимост съгласно числен модел МНК - .
Като имаме предвид (214) ,следователно [17].
( 219.1) .
Приемем средни стойности за AlSi7Mg , AlCu6Mn
Е=78GPa изчислим отношение (214), разглеждаме следният алгоритъм .
(219.2) , ,
E = , , ,
][MPaS
87,95HB 53,212s
80 85 90 95 100 105 110170
180
190
200
210
220
230
240
250
AlSi7Mg
s[M
Pa]
HB
),,( bHBmS
S
HB
S
EC
MPaHB S 5,212,5,95
5
244,0
5,212
5,95
S
HB
SS
EC
HB
26,3.
15
2ln1.
3
2
S
E
2
2
2
)/(1
)/.(43T
LT
LT VVV
VV
2/1
DK yoS HBs )(.3

142
. . - = 0 , = [36] ;
За да се направи анализ и оценка на двете стойности (219) и (219.2) както и изведеният
изчислен резултат (217.1) разглеждаме детерминистико - стохастичен подход в
таб.64 ,като вземаме под внимание действащите напрежения следва:
Табл.64 Модели при едноосно и обемно напрегнато състояние
Избира се = 0,32 , то
Зависимост (217.1) = НB е изведена при хипотеза за едносен опън.
За отчитане на факта, че при внедряване на сфера в равнина имаме обемно
напрегнато състояние се въвежда коефициент - където :
за (219.2) и от (219)
,
.
Избираме средни стойности за HB и изчисляваме σs за AlSi7Mg от детерминистичният
анализ съгласно модел (219.2) за CS=2/5 резултатите са представени в табл.65
За модел (219) където CS=3,26 изчислените резултати са дадени в табл.66.
Табл.65 Изчислени характеристики на AlSi7Mg по модел .
Табл.66 Характеристики за AlSi7Mg получени по модел .
HB
80 169,52
100 211,9
107,5 227,79
TL VVW ; 4f 3D L TL VVW ;
553
42 32
1125
.4
TLL
T
VVV
V
65.0)32,0(
S )(
SC
5
2SC SSCHB четакаCS ,]17[26,3
HBCSS )(1.1.217
),( SSCHB
)),(,( HBCSs
][MPaS
87,95HB ][203 MPaS
HB [MPa]
71,6 179,0
83,84 209,6
99,6 249
S
0,85HB ][53,212 MPaS

143
Фиг. 90 Зависимост ,кривата линия е за
2.7 Оценяване на граница на умора чрез ултразвуков метод
Като се отчита сатистическата особеност на структурата и се разгледат получените
резултати с разсейване на границата на умора е необходимо да се разработят
статистични модели отчитащи макроскопичната нееднородност на алуминиевия
материал. Като вземем под –внимание дендритната структура на основната Al матрица
и зърнестата Si евтектика на сплавта, то якостта и умората на алуминиевите отливки
зависи до голяма степен от критичните рамери на зърнестата евтектика . По оценка на
диаметъра на тези зърна се строи функция на разпределение с оценка на най-
малък и най-голям размер , на Si зърна в евтектиката ,предпоставка за
иницииране и посока на пукнатината .Това позволява да се определи пълна зависимост
между и , , явяващи се причина за наличие на слаби зони в сплавта
,причина за зараждане на пукнатина могат да бъдат големи окрехкостяващи центрове ,
представляващи Dmax с по-голяма твърдост в околност на дадена зона в евтектиката или
Dmin ,Dmax на Si ,Sr зърна или наличие на зони на Гине –Престон след стареене
.Подобна корелация за търсене на крехки зърна в евтектиката и границата на умора се
базира на статистически модели. Това поставя въпроса .Кои компоненти като Si, Mg,
Sr,Cu зърна и фази като Mg2Si ,структурни съставляващи [α(AlSi)тв.разтвор + β(SiAl) +
Mg2Si] и интерметалиди Fe2Si2 в евтектиката съгласно тяхните размери Dmax,Dmin са
фактор за иницииране на трансглануларна пукнатина , [11].
(221) , (221.1) .
70 75 80 85 90 95 100 105 110160
180
200
220
240
260
CS=3,26
CS=2/5AlSi7Mg
s[M
Pa]
HB
)5/2,( Ss CHB 26,3),(, Ss CHB
SiD
minDmaxD
1 minDmaxD
D
DDDP min
min )(
D
DDDP max
max )(

144
Струпването на определени компонети и тяхните размери ,могат да повишат
значително локалната твърдост на сплавта ,като поява на крехка фаза Al3Mg2,която
значително понижава якостните и уморни показатели на сплавта, би иницирала уморна
пукнатина.Размерите на подобни фази като CuAl2 в алуминиево-медните сплави ,който
са изключително крехки представляват предпоставка за зараждане и развитие на
пукнатината.Следователно размерите на подобни фази и съставляващи в
микроструктурата на лятите алуминиеви сплави ,са основен фактор за дълготрайността
на сплавта на уморно натоварване и разрушаване от умора.
Вероятността-P, за наличие на критични размери в сплавта повдига
въпроса и за количествено съотношение на компонентите в сплавта като имаме
предвид табл.12
Като се опитаме да решим тези задачи разглеждаме следните емпирични корелации
В [20] е посочена зависимост (171) за алуминиеви сплави, като резултатите показват ,
че се отнася за алуминиеви сплави с 99% Al, почти чисти не термично обработени
(171) , където :HB твърдост на Бринел .
Като се опитаме да определим микроструктурните фактори довеждащи разрушаване от
умора. Както се знае от металознанието ,якостта на материала зависи от големината на
зърната . Умора на материала зависи от големина на дендритите на Al алуминиевите
сплави .
В монография на Терентиев [44] е дадена зависимост (36) ,за алуминиеви
структури се предстая във вид .
(222) , R = - 1
Където ; - са константи на материала.
За получаване на константите в (222) за алуминиеви сплави AlSi7MgSr, AlCu6Mn
Вземаме предвид съотношенията:
a) Hol-Petch [36]
(223) ,
Където : =50MPa =8.5 MPa.mm1/2
.
b) За алуминиеви сплави с по-ниско съдържание на легиращи компоненти и модификатори
решение на проблема на Бусинеск,за еласто-пластичен контакт ,след заместване в условие на
Треска може да бъде сведен до зависимост (224) [36].
(224) ,
Където : , ,
);( minmax DDDK
HB19.01
AlD
D1
2/1)(
01
~~
Aly
Al DK
)(
0~ Al
)(~ Al
yK
2/1)(
0
DK Al
yS
)(
0
Al )( Al
yK
HB max
2
2
)/(1
)/(5.0
LT
LT
VV
VV
2/1
)1.(2).1(9
2).21(
2
1

145
Където : = 0,32 е коефициент на Пуасон .
c) Условие на Треска за начало на пластичност [36]
(224.1) .
Решение на задачата на Бусинеск за еластични тела е [36]
(224.2) = НB,
където: = , = .
Тогава получаваме след заместване съотношение
(225) ,
За да представим корелационна зависимост между от уравнение (171) и (225)
следва :
и тогава
(226) ,
След субституция (226) в (223) се получава
= + и
(227) = + ,
където: = ; = ; съответно
Ky = 8,5MPa.mm1/2
≈850 MPa.m1/2
, ; ;
От модел (227) и данните от измерванията след заместване , резултата е представен
на Фиг.91.Където .
2/max Ss
max2
1)(
)(
2/1
)1.(2).1(9
2).21(
2
1
2
2
)/(1
)/(5.0
LT
LT
VV
VV
HBS
AlD1
11 19.019.0
HB
HB
S
S
1
1
19.0
1
1
19.0
)(
0
Al )( Al
yK 2/1
AlD
1)(
0~ Al )(~ Al
yK 2/1
AlD
)(
0~ Al
)(
019.0 Al
)(~ Al
yK
)(19.0 Al
yK
MPaAl 500 65,0)(
2/1)()(
0 .46,24865,0
850.19,0~,61,14
65,0
50.19,0~ mMPaKMPa Al
y
Al
DASD Al
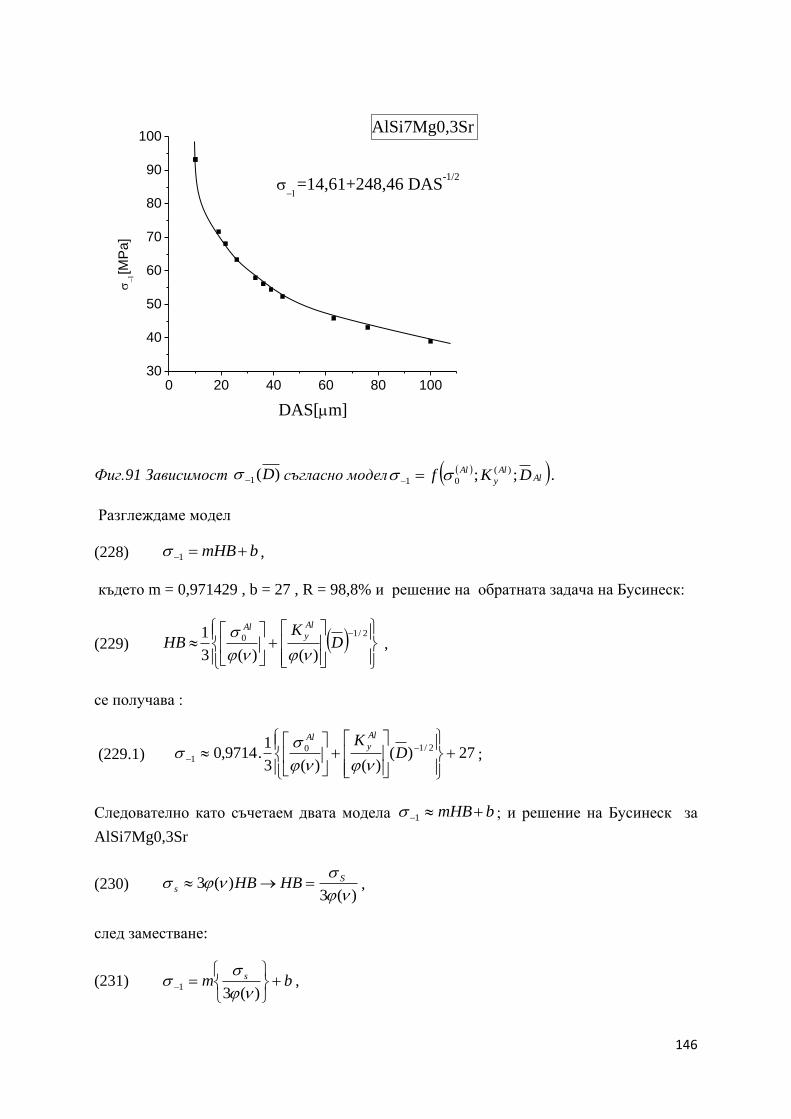
146
Фиг.91 Зависимост съгласно модел .
Разглеждаме модел
(228) ,
където m = 0,971429 , b = 27 , R = 98,8% и решение на обратната задача на Бусинеск:
(229) ,
се получава :
(229.1) ;
Следователно като съчетаем двата модела ; и решение на Бусинеск за
AlSi7Mg0,3Sr
(230) ,
след заместване:
(231) ,
0 20 40 60 80 10030
40
50
60
70
80
90
100
=14,61+248,46 DAS-1/2
[M
Pa
]
DAS[m]
AlSi7Mg0,3Sr
)(1 D Al
Al
y
Al DKf ;; )(
01
bmHB1
2/10
)()(3
1D
KHB
Al
yAl
27)()()(3
1.9714,0 2/10
1
DK Al
yAl
bmHB1
)(3)(3
S
s HBHB
bm s
)(3
1

147
(232) ,
където
,
,
(233) ,
Като използваме данните от табл.8 и модел (233) се получава Фиг.92.
Фиг.92 Зависимост съгласно числен модел .
b
DKm
y
)(3
2/1
0
1
MPaAl 64,2565,0.3
50
)(3
~ 0)(
0
2/1)( .89,43565,0.3
850
)(3
~mMPa
KK
yAl
y
2789,43564,2597,02/1
1
D
0 20 40 60 80 10080
100
120
140
160
180
200
[M
Pa]
DAS[m]
AlSi7Mg0,3Sr
)(1 AlD ),,(1 AlDbmf

148
2.7.1 Задача на Бусинеск при обемно напрегнато състояние
При внедряване на индентор в еластично-пластични среда , AlSi7Mg сплави .
Зависимост (225) = НB е изведена при хипотеза за едносен опън.
При измерване на твърдостта на материала чрез разрушаващи повърхността методи се
наблюдава обемно напрегнато състояние , следователно (225) , се представя във вид :
(234) .
От (218) следва , че :
(234.1) , → (234.2) ,
(234.3) .
Където коефициента СS зависи от вид на материала. При пластичен контакт на сфера с
равнина, съгласно (217.1) за AlSi7Mg , СS е в околност на числото 3. В [16] е дадено, че при
cредното нормално напрежение - в случая на внедряване на сфера в пластична
равнинна среда за AlSi7Mg сплави следва :
(235) (236) ; [16],
Пояснение :
;
Където: За AlSi7Mg сплави получени средни стойности са :
E=78GPa , приемаме , за , и съгласно зависимост (224)
формула на Jonson стойността е: следователно:
(236.1) , (234.1) ,
2.7.2 Модел за определяне на константата за AlSi7Mg сплави
Разглежда се системата (237) , (238) ,
Записва се като (237.1) , (238.1) ,
Иска се (239) , т.е. (240) ,
Съгласно изведеният модел (217.2) където 107,5HB ;
S )(
HBCSS )(
v
DKHB
Al
y
Al
3
2/1
0
2/10
33D
KC
Al
yAl
SS
2/1)(
0
3
DKC
Al
y
Al
S
S
HVHB
HB ]/[ 2mmkgfC SS HBC
mmkgfS
1]/[ 2 8.2C
22
2 1101;/11;1080665,91
mm
kgf
mm
NMPamNPaNNkgf
MPas 5,212 5,107HB
26,3,5
2 SS CC
SHB 5/2 HBs 65,0.26,3
SC
HBCSS )( bHBmS .
)()()( )( ii
S
i
S HBC bHBm ff
S )()( .
)()( f
s
i
S bHBmHBC fii
S )()()( .)(
HB MPaS 6,2095,107.65,0.3

149
Като вземем средните стойности на HB , [MPa],от табл.67 за AlSi7Mg и приложим
проста линейна регресия съгласно [37].
Табл. 67
HB σ S [MPa]
80 209,6
100 179,0
107,5 249
За коефициент CS се получава :
(241) , m = 0,82 ; b=133,91 заместваме в (237) и получаваме (242)
(241.1) ,
(241.2)
(241.3)
(242) ,
(242.1) Ако се приеме, че , то
(242.2) ,
където : m=0,82189, b=133,91
= , = .
S
87,95HB 53,212S
)(
.)(
)(
i
f
S
HB
bHBmC
41,365,0.87,95
91,13387,95.82,0
SC
MPai
S 49,21287,95.65,0.41,3)(
MPabHBm ff
S 52,21291,13387,95.82,0. )()(
)()().()(
)()(
)()()()(
)(
)(
)(
i
ifi
s
i
i
f
i
s
HB
HBbHBmHB
HB
bHBm
1)(
)(
f
s
i
s
bHBmvHB
HBvbHBm f
i
ifi
s )()( ...
)( )(i 65,0)1.(2).1(9
2).21(
2
1 2/1
iii )(i 32,0)/(1
)/(5.02
2
LT
LT
VV
VV

150
2.7.3 Определяне на зависимост .
(243) .
Разглеждат се задачата на Бусинеск за еласто-пластичен контакт (225) т.е.
и зависимост на Хол-Петч , след заместване
(244) ,
се получава зависимост
(245) ,
където зa АlSi7Mg ,
, , = , = ,
. . - = 0 ; [36].
където : , ,
След заместване на (245) в (237) се получава :
(246) ,
Като използваме получените данни от табл.26 за след заместване в (246) следва :
2/1
DfHB
HBHB bDmHB 2/1
.
S HB).( 2/1
DK yoS
2/1
)(.
DKHB yo
DHB
2/1
0
DHHHB y
2/12/1
0 .850.5,8;50 mMPammMPaKMPa y
oH 0
y
y
KH )(
2/1
)1.(2).1(9
2).21(
2
1
2
2
)/(1
)/(5.0
LT
LT
VV
VV
TL VVW ;4f 3D L
553
42 32
1125
.4);(
TLL
TTL
VVV
VVVW
07,1365,0/5,8 yH 9,7665,0/500 H 41,3SC
HBvCDDHHHB SSy )(,07.139,762/12/1
0
2/1
)(56,443,262
Dvvs
)( Al
D

151
Фиг.93 Зависимост съгласно числен модел (242)
Имайки предвид (231) и преобразуваме (234.2) следва :
(247) ,
където : ,m=0,97 ,b=27 ,
След заместване и приемем от табл.26 за граница на умора се получава :
(247.1)
15 20 25 30 35 40 45 50
174,0
174,5
175,0
175,5
176,0
176,5
177,0
AlSi7Mg
s[M
Pa]
DAS[m]
2/1
Ds 2/1
/:)(
Dfs
b
v
DKCmb
v
DKC
m
Al
y
Al
S
Al
y
Al
S
)(9)(3
32/1)()(
0
1
2/1)()(
0
1
MPamMPaK AlAl
y 50,.850 0
2/1 41,3SC
mD 20
MPa30,1622765,0.9
240.41,397,01

152
Фиг.94 Зависимост съгласно числен модел .
Представените модели могат да бъдат разгледани в табл.68 като :
Вероятностно –детерминистичен дуализъм .<=>. при оценяване на
граница на умора, чрез механични свойства и характеристики на микруструктурата.
Табл.68 Вероятностно –детерминистичен дуализъм .<=>.
Материал Известни зависимости Източник
За алуминиеви сплави [6]
Граница на пластичност [36]
Коефициенти на Ламе ;
,
[42]
ASTM E 494-2010
За твърди тела = => =
ASTM E 494-2010
За алминиеви отливки
ляти в кокили ; [18]
Резултат
(248) . ; = (1.2-1.9)
15 20 25 30 35 40 45 50
120
130
140
150
160
170
180AlSi7Mg
[M
Pa]
DAS[m]
41,3,),(,,,, 01 SAl
Al
y
Al CDKbm
HB1 TL VV ;1
HB1 TL VV ;1
HB19.01
HBs )(3
2.2 LV 2
TV 2
TV 22 .2 TL VV
TL VV ;
2
2
)/(1
)/(5.0
LT
LT
VV
VV
2
2
L
T
V
V
1
5.0
34.032.0 33.0
1 LVK2
LV LVK

153
ЗАБЕЛЕЖКА: Няма информация за зависимост в изпитването на умора
ПРИМЕРИ
Алуминиеви отливки
ляти в кокили
Марка
Измерени
K Оценени
Cправочни
данни
%
AlSi11Cu 6,0 1,2 43.9 42 - 4.5 %
AlSi10 6,2 2,1 80.7 80 -0.87 %
AlSi5Cu3MgMn 6,1 1,5 55.8 56 0.36 %
За да определим коефициента К разглрждаме фиг.95
К Оценка на параметъра
Модел:
(249) . ,
Където:
(250) К =
m = 4.5 ; b = - 25.85
R= 0.98198 ~ 98%
Фиг.95 Избор на коефициент K за AlSi7Mg0,3Sr
След заместване на (250) в (249) се получава (248) за AlSi7Mg0,3Sr, VL е (6,511 ; 6,46;
6,434) mm/μs , f = 2 MHz. При измерена скорост VL = 6511 m/s , като използваме
получените резултати в табл 61,и зависимост (249) от фиг.95 за К отчитаме К(VL) = 2,8.
(248.1) ,
Тези резултати напълно съвпадат с лабораторният якостен анализ за AlSi7Mg0,3Sr.
Това ни дава възможността да оценим ултразвуковия безразрушителен контрол и
очакваната граница на умора за AlSi7Mg0,3 съгласно получените данни от фиг.94 и
зависимост (248) получаваме :
(248.2) ,
TL VV ;1
smmVL /, MPaОц ,)(
1MPaСпр ,)(
1
)(
1
)(
1
)(
1
Спр
ОцСпр
LVK
1 bVm L . 2
LV
bVm L .
smmLV /,
MPa70,1188,265112
1
K
MPammmVL
][/ 1
0
0,5
1
1,5
2
2,5
5,9 6 6,1 6,2 6,3

154
Табл. 69 Скорост на звука VL в AlSi7Mg сплави .
Плавки
σ -1[MPa]/VL[mm/μs]
VL1 VL2 VL3 VL4 VL5
P1 7,29 7,0 7,06 6,62 7,11
P2 7,37 6,8 6,78 6,75 7,24
P3 7,16 7,11 6,68 7,43 7,4
Така представеният масив от данни , ни дава право да се оцени граница на умора,
посредством измерване на надлъжната скорост на разпространение в материала VL
Резултат е посочен на фиг.96.
Фиг. 96 Зависимост при К=2,8
Като използваме зависимост (249) измерените стойности за VL (6,511; 6,46; 6,436),
изчислената стойност за K е :
(250.1) ; ;
Съгласно стохастичният модел (249) получената граница за умора –σ-1 e:
(249.1) .
След заместване в (248) ,приемаме средна стойност за K от (250.1) ,
следва :
(248.3) .
120 125 130 135 140 145 150 155
6,6
6,8
7,0
7,2
7,4
VL[m
m/
s]
[MPa]
AlSi7Mg0,3Sr0,048
1LV
4,385,25/51,6.5,4 smmVK L 22,346,6 LVK 085,343,6 K
MPa83,1204,6.85,254,6.5,4 2
1
22,346,6 K
smmVL /12,622,3
83,120

155
Като разгледаме табл 61, и (248) построяваме зависимост представена на фиг.97
Табл. 70 Зависимост на изчислените скорости VL при зададена гарница на умора
,MPa 86,5 88,5 118 95 78 89,3 87 103
5,18 5,24 6,0 5,43 5 5,26 5,19 5,65
Фиг.97 Числен модел , при база N=107цикли при К=3,22
Използваме зависимост (249) при измерени VL , ,
, , следователно като вземе предвид
табл.69,табл.75 построяваме стохастична зависимост разгледана на фиг.98 При
R=99%
1
1
smmVL /,
70 80 90 100 110 120
5,0
5,2
5,4
5,6
5,8
6,0
VLm
m/
s
[MPa]
1LV
MPasmm 23,146/511,61
MPa23,13446,61 MPa45,12843,61

156
Фиг.98 Числен модел при N=107цикли,при К=3,4.
Като се използват данните от табл.69 и съгласно модел (249) при честота на
пролъчване на осезателя 2MHz. ни дава възможност да получим резултат за
дълготрайността на AlSi7Mg0,3Sr съгласно алгоритъм
VL(N107) ↔ ,
1. Използваме получените резултати за дълготрайноста -N на AlSi7Mg сплави, при
база N107
цикли, от табл.52 и съгласно резултатите от ултразвуковото измерване
за VL (6,511 ; 6,46 ; 6,436) mm/μs следва:
(249.2) ,
2.Заместваме получените стойности за VL от табл.70. Резултата е представен в
табл 71.Като направим сравнителен анализ данните от изследвания съгласно фиг.24
за конзолното якостно огъване , където при 40 Hz очакваната граница в околност
107цикли е при 0,26.10
7цикли при 118МPa. Тук иновативността на така представената
работа е , че масива от данни е получен по пътя на ултразвуковият контрол с оценка на
мезоструктурата - при 2MHz пролъчване .
Табл.71 Зависимост на дълготрайността –N(VL)от звукова вълна при AlSi7Mg сплави
[CYCLE].107 49,6 48,0 27,6 42,9 54,5 47,5 49,4 37,0
5,18 5,24 6,0 5,43 5 5,26 5,19 5,65
20 40 60 80 100 120 140 160 180 200 2205,8
6,0
6,2
6,4
6,6
6,8
AlSi7Mg
VL[m
m/
s]
[MPa]
)(1 LV
LVN 1107
Li VN 77 10.9,2610.0,189
D
710N
smmVL /,

157
Фиг.99 Разглежда зависимост-N(VL), за AlSi7Mg0,3Sr0,048, при R = - 0.999
По така изведените резултати може да оценим - ,получават се данни с по-голяма
дълготрайност разгледани на фиг.100, сравнение с честоти при 40Hz и 166Hz което
потвърждава предишните изследвания върху граница на умора на AlSi сплави
представени и разгледани в работа [27,30].Полученият резултат е по модел
за AlSi7Mg .Вземаме предвид изчислени стойностите за VL [mm/μs] от табл.69, за N
модел (249.2.1) , резултатите са посочени на Фиг.100.
(249.2.1) , R= - 0,5
Фиг.100 Дълготрайност при умора зависеща от VL ,2MHz, R=- 0,5
5,0 5,2 5,4 5,6 5,8 6,025
30
35
40
45
50
55 AlSi7MgN
[C
YC
LE
].10
7
vL[mm/s]
)( LVN
),(1 NVL
LVN 77 10.45,110.0,25
6,6 6,8 7,0 7,2 7,4
14,2
14,4
14,6
14,8
15,0
15,2
15,4 AlSi7Mg
N.1
07[C
YC
LE
]
VL[mm/s]

158
Актуалността на представената работа разглеждаща , прогнозиране на граница на
умора –σ-1 на AlSi сплави , представя нови хоризонти на изследвания Така
представените и изведени решения поставят задачата . Да се изследват стохастични
модели заложени в компютърната симулация SOLIDWORKS, след като се получат
данни единствено от ултразвуковия контрол, при изграждане съвремените средства за
проектиране. Сравнителен анализ за определяне на уморното поведение на образци
съгласно Фиг.7 от AlSi7Mg сплави с наличните досегашни софтуерни решения
,показват приближение с получените експериментални резултати фиг.24. Както се
вижда от фиг .101 и лабораторните данни представени на табл.72 .Пресмятане на
напреженията в образци за умора чрез software, показват стойности близки до
лабораторните 112МPa.
Табл. 72 Плавки от AlSi7MgSr конзолно натоварване
Плавки σa= 90 MPa , N = 107 цикли
50%P3 + 50%S2 N = 3338200 -//-
50%S3 + 50%S1 N = 6832543 -//-
50%P1 + 50%S2 N = 10065800 ,N = 5914000
50%P1 + 50%S1 N = 15099200 ,N = 13147200
50%P1 + 50%S2 N = 6972000 , N= 10867000
50%P2 + 50%S1 N = 3585600 N = 10159200
Фиг .101 Software solidworks-конзолно натоварване изчислена граница
Изработени са образци избрани от плавки отляти чрез кокилно леене за уморно
резонансно (опън-натиск) натоварване съглсно фиг,10
Резултатите от опън са дадени в табл .73
MPa1121

159
Табл.73 Якостни изпитвания за AlSi7Mg сплави .
σ B [MPa] σ S[MPa] A% HB
237,50 217,85 1,98 82
243,35 214,60 1,96 85
235,96 204,11 2,00 86
Уморните изпитания за образци от AlSi сплави са по схема фиг.9 резонансен
(опън-натиск ) и са проведени на изпитателен стенд „AMSLER “ представени са в
табл.74 .
Табл. 74 Лабораторни уморни изпитания .
σ a [MPa] Nб- 107цикли,брой цикли Коеф. Асим R , f[Hz]
98 1688000 R = 1 f = 166Hz
78 11393000 R = 1 f = 166 Hz
78 2400000 R = 0,5 f = 166 Hz
78 12793000 R = 0,5 f = 166Hz
78 11138000 R = -1 f = 183 Hz
78 11797000 R = -1 f = 150 Hz
78 10178587 R =1 f = 166 Hz
78 10149479 R = -1 f = 150 Hz
98 8277000 R = -1 f= 166 Hz
98 4988000 R> 0,6 f = 166 Hz
78 12883257 f=180Hz
-Пресмятане на напрежения на образец от AlSi7Mg подложен на резонансно (опън –
натиск ) натоварване . При въвеждане на данни от химичен анализ , в програма
разработена за SOLIDWORKS показва резултат с леко завишение от лабораторните ,
което бихме могли да обясним с влияние на фактори от стохастичен характер като
поведение на материала при реални условия .
Фиг.102 Solidworks резонансно (опън –натиск) натоварване - MPa891

160
Изпитанията на умора и колебания на резултатите може да анализираме по- добре ,
като вземем предвид, един от най-значимите фактори , определените стойности за -
посочени в табл.75, чрез акустичните характеристики VL,VT,αL .Ултразвуковия
контрол и изведените модели ни дават представа за големината на локалното
стериометрично разположение на AlCu зърнеста матрица и дендритната при
AlSi7Mg0,3Sr Ще разгледаме алгоритъм на изследване с иновативен характер при
честоти получени в интервал (20÷200)Hz . Ще направим сравнителен анализ с така
представените модели и якостните лабораторни резултати . Ше си поставим задача да
направим оценка на дълготрайността на AlSi7Mg сплави като се вземе под внимание
кластерните струпвания на DAS при ултразвукови честоти 2MHz, след замествания в
представеният моделен алгоритъм на изпитване и оценка на граница на умора чрез
ултразвуков контрол , може да изчислим и локалните напрежения съответстващи на
границата на умора.
Табл. 75. DAS за различни плавки от AlSi7Mg0,3Sr.
Като използваме изведената зависимости (233),(248.2) и данните от табл.75,
очакваните резултати на умора са дадени в табл.76.
Табл.76 Граница на умора ,зависимост от мезоструктура .
Плавки
σ -1[MPa]
1 2 3 4 5
P1 148,87 138,78 139,64 122,89 141,81
P2 152,11 133,24 129,0 127,64 147,13
P3 143,93 141,65 125,0 154,72 153,61
При изпитване на умора се наблюдава разсейване на резултатите от изпитванията както
по дълготрайност така и по уморна якост (различни свойства на сплавта за различни
плавки процес на изработка на леене в кукила или под налягане и вид ТО от една и
съща марка сплав). Има причини предизвикващи разсейване , свързани с природата на
уморното разрушаване.Резултатите са разгледани на фиг 103.
D
)(1 AlD
Плавки
/DAS[μm]
1 2 3 4 5
P1 19,053 23,663 24,145 33,41 16,9
P2 17,789 26,997 23,206 35,435 22,1
P3 21,093 22,178 30,0 31,135 19,7

161
Фиг .103 Зависимост
така представените резултати са в диапазон от ниски честоти (20÷200)Hzи при базов
борй цикли 107.
Изостатично пресованите отливки ,сравнение с кукилно леене, притежават по висока
плътност [63] изменяща се в границите (2,680÷2,7)g/cm3 Следователно количеството на
зърната в единица площ е по-високо .Това ни дава възможността да направим
косвена оценка за плътността на двете плавки, като се вземе предвид - от
табл.60 ,табл.62 и използваме зависимост (206.2 ) , уравнение на Попов (165) и така
съставеният алгоритъм, стигаме до следният извод разгледан на фиг.104 .
Фиг.104 Зависимост
15 20 25 30 35120
125
130
135
140
145
150
155AlSi7Mg
M
Pa
DAS[m]
),,,,,( 01 KVKD L
Al
y
AlAl
DVL
15 20 25 30 35 40
6,6
6,8
7,0
7,2
7,4
VL[m
m/
s]
DAS[m]
AlSi7MgSr
)( AlL DV

162
-Критерии за разрушаване на AlSi7Mg , AlCu6Mn сплави съгласно метод на
ултразвукова дефектоскопия дава възможност да се състави алгоритъм разглеждащ:
Кинетика на уморната пукнатина изразена , чрез (VL ,VT , ).
Може да се разгледа,алгоритъм за определяне на уморна пукнатина-hor в плосък
образец посредством ултразвукови измервания съгласно схема посочена на фиг .105 .
Фиг. 105 Определяне дължина на пукнатина - .Схема делта.
От изведените зависимости табл.62 , и (248) ,(207),(188.1) следва :
(251) ,
където F(a/b) = 3,928 , K=2,8 ;
(251.1) ,
където .
Дълбочината на пукнатината -hOr може да се определи с методите на ултразвуковото
изпитване, като се използва ъглови ултразвукови осезатели-(SIUI) - ЪО1, ЪО2. Където:
SIUI(Shantou institute of ultrasonic instruments,China)-ЪО1,2(VL),(θ 1,2 =700).
Условия на изпитването и методика на определяне :
Измерват се U и ΔU , Изчислява се (252) където,при S1=S2 следва:
(252) ,
(252.1) ;→ ,
AlD
SLOr Vh ,
1 a
)/(. 2 baFhVKVK OrLLIC
2
2 /
1
baFKV
VKh
L
LIC
Or
5,0
2.
1223,0
SAlLIC
EDVK
)( LOr Vh
UUW 2/
21
2/
tg
UUtg
2
2/
tg
UU
σ а [MPa] Orh σ a [MPa] S1
S2
ЪО1
ЪО2
δ θ 1
1
θ 2
U
2W
ΔU

163
(252.2)
(252.3) ; където : ,
Ако ,то , следователно :
(252.4) .
Използват се измервания за пътя на ултразвука в изпитвания образец –S1,2,mm,и на
времето dt,μs.където :
(252.5) ; като иползваме U,mm,ΔU,mm и dt,μs:
Съществуват следните зависимости:
(252.6) .
Също така разглеждаме втори вариант съгласно зависимост (253) , [36] :
(253) ,
където : ъгъл на пречупване, дава връзка между напречна и надлъжна вълна,
определя се съгласно (ASTM 494-2010).
Разлика във времето dt за разпространение на ултразвуковите вълни се определя от
(253.1) ,
като ; ;
За да се получи пълна картина на акустичното измерване за AlSi7Mg сплав,
разглеждаме следният пример, определящ характеристики на ултразвуковата вълна :
.2/1
122
112/
112/
2/2/
2/1
2
22,1
2/1
2
22,1
2
2
22
2,1
2
2
2
2
2,1
222
2,1
UUtg
S
tgUUS
tgUUS
UUtg
UUSUUS
UUS 2/.2 22,1 2/1
2
22
112
tg
0
21 70 1283.22
sdt
mmWsmmVL
,
,1283,2/,
sdt
mmSsmmVL
,
,.2/,
2,1
sdt
mmW
dt
UU
tgsdt
mmSsmmVL
,
,2/112
,
,.2/, 2
2/1
2
2
2,1
2cos2
.T
Or
Vdth
2
TT VSVSdt // 21
51,0L
T
V
V2/1/19,32 mMPaK I

164
Нека ултразвукова вълна пада перпендикулярно върху пукнатина ,излизаща на
повърхността на образец от AlSi7Mg ,където (VL= 6500 m/s ,ρ = 2680 kg/m3 ) и нека тази
пукнатина е запълнена с вода , 1000 kg/m3).
Тогава трябва да се определят : RA,DA, RE,DE , при отразяване и пропускане на
ултразвукова вълна от материал AlSi7Mg и регистрация на пукнатината ?
Разглеждаме таблица 77.
Табл.77 Характеристики на ултрзвуковата вълна въздействаща върху AlSi7Mg сплави.
Акустичен
импеданс
Коефициент на
отражение по
амплитуда
Коефициент
на пропускане
по амплитуда
Коефициент
на отражение
по енергия
Коефициент на
пропускане по
енергия
където:
ρ- плътност
V-скорост
Като вземем предвид закон за запазване на енергията по :
А) - амплитуда B) - енергия
Откъдето следва :
(254) ,
(255) ,
(256) ,
(257) ,
(258) .
Аналогично RA може да изчислим за следните случаи :
Табл.78 Характеристики на ултразвукови вълни за молекулни съединения [36]
Изпитван
Материал
Въздух H20 Масло
минерално
Cu
Al 1,00 0,72 0,74 0,18
Като използваме зависимост (165) на Попов и табл. 75 за , представено във вид
(165.2) следва че, това ни дава възможността да направим оценка за коефициент на
затихване - :
smVH
L /150002
OH2(
LTVZ ,. 2
21
21
ZZ
ZZRA
21 AA RD EA RR 2 2
21
211
ZZ
ZZDE
122 AA DR 1 EE DR
211 AEE RRD
70,0)842,0(5,1449,17
5,1449,17
1500.10006500.2680
/1500.1000/6500./2680 2
223
smsmmkgRA
714,070,011 22 AA RD
49,070,0 22 AE RR
51,049,011 EE RD
D
L

165
Резултата е разгледан в табл. 79
Табл.79 Коефициент на затихване за AlSi7Mg
P1 57,0 110 117 310 40,15
P2 46,8 163 103 356 88
P3 77 88 224 247 63
Построяваме зависимост посочена на фиг . 106
Фиг.106 Коефициент на затихване - .
Определянена е зависимост коефициент на затихване – ;
Като вземем предвид зависимост (165.2 ) [36] и Хол-Петч , след замествания
разглеждаме (167) , съгласно получените данни от табл.54 ,табл.79 и
фиг.106.Построяваме зависимост: коефициент на затихване –
разгледана на табл.80. фиг .107.
Табл.80
/ /
P1 244 224 222 196 256
P2 250 213 225 193 230
P3 234 230 204 202 241
][/]/[ mDmdB AlL 1L
2L3L
4L5L
15 20 25 30 350,00
0,05
0,10
0,15
0,20
0,25
0,30
0,35
0,40AlSi7MgSr
L[d
B/m
m]
DAS[m]
)(DASL
)()( AlSAlL DD
)()( AlSAlL DD
MPaS mmdBL /1)( AlS D 2)( AlS D 3)( AlS D
4AlS D 5AlS D

166
Фиг.107 Показана е зависимост -
Като се вземе предвид , че съществува корелация , то апроксимация (259) :
(259) ,
където :β0=78,26 ,β1= 14,9 ,R=0,98
показва , че ултразвуков метод на ехата, дава възможност да се определи
пукнатиноустойчивостта на AlSi7Mg в околността на границата на умора-
σа ≈ σ-1 ≈ (78,26÷80) MPa, за база 107 цикли . Следователно :
(260) ,
след като логаритмуваме (261)
(261) , m=4,5;b=-25,85 R=98%
VL=(6,511, 6,468, 6,434) mm/μs,
Бихме могли да съставим зависимост hor (N(σ-1)) и използваме релация (262) (262) ,
След заместване следва
(263) .
190 200 210 220 230 240 250 2600,00
0,05
0,10
0,15
0,20
0,25
0,30
0,35
0,40
AlSi7MgSr
L[d
B/m
m]
S[MPa]
)()( AlSAlL DD
)(1 Orh
)(),,,( 1101 orLTL hDaVV
29,09,149,14
)26,78()( 11
nlnlnl
hnl Or
2
1 ).( LL VbmVN
2
1 ).()( LLL VVKV
).(9,14
)().()( 1
bVm
NVKnlhnl
L
LOr

167
Определянето на зависимост граница на пластичност,умора,ултразвук би могло да се
определи като се използва апроксимация на кривата на Вейбул дадена във Вагапов[11]:
(134.1) ,
където: , E≈78 GPa
След преобразуване се получава:
(134.2)
Полагат се зависимости:
(264) ,
(166.1) = +-1/2
- Хол-Петч
, ; и изведената зависимост
(36.1) = + където :
;
За да определим коефициентите , избираме извадка със средни стойности
, за AlSi7Mg.
, коефициент на корелация R = 1,05 като критерият е
; Следователно :
(134.3) .
Ако имаме предвид разгледаните видове разрушения в работа на Кернщейн [26 ] квазикрехко
и квазивизкозно , това показва, че за да се даде по-ясна оценка за
крива на Вьолер при AlSi, AlCu ,трябва да се разгледа модел от вид
.Съставяме алгоритъм като се вземе предвид (188.1),(196) ,(202) ,(207),(208) и получените
стойности в табл.60,фиг.78, табл.61 , за , , ν = 0,32 ,
следователно :
(202.2) ,
където : ;
-размери на компактен образец съгласно фиг.82 .
2
2
11
1ln
4
1
EDN Als
39,01
1ln,32,0
EEN S30
3097,01
2/1
1
2/1
10
DE
TLS VV , Al
0 Al
yK D
MPaAl 500 2/1)( .850 mMPaK Al
y TL VV ,1
1 );()0(
1 TL VV );()(
1 TL
y VVK 2/1
D
1
2/1
10
2/1
0
0
130
3;;
30
3;
NKVVKNVV Al
yTL
yAl
TL
0 1
mDGPaЕ Al )33,26,20(,)78,74,71(
9
1
9
0 10.540000,10.60
11 R
GPaGPaЕ 8,7710.33.10.54000010.60][ 699
GPaN S 78,71
2/1
1
bhr Orp , bhr Orp ,
1,, OrpIC hrK
mDAl 33 MPas 217
baFhK OrI /.1
928,3/ baF
ba,

168
За ПДС
(196.1) ,
След заместване в (188.1) се получава :
(196.2 ) ,
Резултатите са представени в табл.81
Табл.81
10,15 12,27 6,7 16,9 18,3 13,8 15,7 11,78
185 166 156 146 137 120 115 88
6,25 7,6 8,8 10,0 11,4 14,8 16,9 27,6
3,22 4,7 1,4 8,9 10,47 5,9 7,7 4,3
От табл.81 може да се забележи , че ,както и наблюдаван интервал за,KIC
от което следва квазикрехко разрушаване при AlSi7Mg сплави .Зависимостта е
разгледана на фиг .108. R = 98%
Фиг .108 Зависимост на
Като имаме предвид табл.62,и табл.81 , апроксимиран стохастичен модел (209) и изчислени
стойности в табл .82, и зависимост (209) представена на фиг.109 ,направени медианни оценки
21
ps
AlIC
rDK
AlSAlAlp DEDDr
..
1
21223,0
2
OrpIC hrK ,
2/1., mMPaK IC
MPa,1
mhOr
410,
mrp
410,
Orp hr 2/1. mMPa
)( pIC rK
0 2 4 6 8 10 12
6
8
10
12
14
16
18
20 AlSi7Mg
KIC
,MP
a.m
-1/2
rp,10
-4m
pIC rK

169
за и представени в табл.83 следва , че е във функционална зависимост (265)
съгласно табл.83 и фиг.110
Табл.82 Функционална зависимост
84,557 84,557 84,557 84,556 84,555 84,555 84,554 84,550
6,25 7,6 8,8 10,0 11,4 14,8 16,9 27,6
Фиг 109. Зависимост на ,R = 90%
От фиг.109 следва , че границата на умора е в пряка зависимост както от дължината на
пукнатината - , така и от големината на пластичната зона -
Табл 83 Функционална зависимост при ПДС за AlSi7Mg сплави
11,4 8,8 6,25
10,47 8,9 4,7
(265) ,
където: коефициент на корелация се изменя в интервал [36] следователно R= 0,96
Orh pr Orp hr
Orh1
MPa,1
mhOr
410,
5 10 15 20 25 3084,549
84,550
84,551
84,552
84,553
84,554
84,555
84,556
84,557
84,558AlSi7Mg
,M
Pa
hOr
,10-4m
Orh1
1
Orh pr
pOr rh
mhOr .10, 4
mrp
410,
pOr rh 83,016,2
11 R

170
Фиг.110 Зависимост на за AlSi7Mg сплави .
Като използваме табл .81 и табл.82 и изберем медианни оценки за и и представим
стойностите в табл .84
Табл.84
84,557 84,555 84,550
10,47 8,9 4,7
(265.1) ,
където за R≈0,99%
Вземайки стойностите за, , от табл.84, и изчислявайки по зависимост (265.1) ,
получените данни са представени в табл.85 и фиг.111 .
Табл.85
84,453 84,454 84,451 84,458 84,459 84,4555 84,457 84,454
3,22 4,7 1,4 8,9 10,47 5,9 7,7 4,3
4 5 6 7 8 9 10 11
6
7
8
9
10
11
12
AlSi7Mg
hOr
=2,16+0,83rp
hO
r,10
-4m
rp,10
-4m
pOr rh
1 pr
MPa1
mrp
410,
prMPa 66
1 10.42,910.45,84,
11 R
pr 1
MPa,1
mrp
410,

171
Фиг .111 Отношение на за AlSi7Mg сплави
Като използваме зависимост (196.1) и (196.2) за , и представяме стохастичен
модел (266), за при избрани медианни оценки представени в табл.86.
Табл.86
18,3 16,9 12,27
10,47 8,9 4,7
(266)
където коефициент на корелация се получава R = 1,0
Като съставим табл. 87 със стойности за и построим графика дадена на
фиг.112
Табл.87
10,75 12,32 8,8 16,7 18,43 13,59 14,5 11,89
3,22 4,7 1,4 8,9 10,47 5,9 7,7 4,3
0 2 4 6 8 10 1284,450
84,452
84,454
84,456
84,458
84,460
AlSi7Mg
-1,M
Pa
rp,10
-4m
pr1
AlIC DK
pIC rK 2
2/1., mMPaK IC
mrp
410.
ppIC rrK 106
2 10.06,110.34,7
11 R
pIC rK 2
2/1
2 ., mMPaK IC
mrp
410.

172
Фиг.112 Зависимост на , R=1,0
Разглеждаме пространство p съставено от стойности на KIC , съгласно модели
(196.1),(266) , с което се разглежда корелацията между тях в табл.88.фиг.113.
Табл.88
10,15 12,27 6,7 16,9 18,3 13,8 15,7 11,78
10,75 12,32 8,8 16,7 18,43 13,59 14,5 11,89
0 2 4 6 8 10 12
8
10
12
14
16
18
20
AlSi7Mg
KIC
2(r
p)
rp,10
-4m
pIC rK 2
2/1. mMPa
AlIC DK
pIC rK 2

173
Фиг.113 Показана е корелация на резултатите от два модела за ,R =80%
Резултатите могат да бъдат обобщени в табл. 89 като :
Табл.89 Уморна пукнатина изразена чрез едрина на зърна и пластична зона .
За ПДС , За ПНС ,
- =0,[36] ASTM Е 494:2010 =>
За да се определи иницииране на макропукнатина във ΙΙ фаза на разрушаване на
AlSi7Mg сплави от умора , съгласно фиг.11 .Представяме уравнение (134) разгледано в
монография [11] във вид , като имаме предвид (157), (248)
следователно:
(134.1) ;
Където :
8 10 12 14 16 18 20
6
8
10
12
14
16
18
20K
IC2(r
p)
KIC
MPa.m-1/2
ICK
sAlpICOr EDrKfh ,,,,, 1
*
Orh Drh pOr ,* LTL VVDD ;; **
Orh pOr rDh ,** LTL VVDD ;;
22
1
21,
S
IOrp
Khr
2
12
1,
S
IOrp
Khr
22
1
21,,,
D
DKVhDr
S
IC
LOrAlp
22
2
1
2
1
D
DKKr
S
IC
S
IC
p
4
553
42
.32
1125
.4f
VVV
V
TLL
T 3D L
LTL VV ;;
1max1 ; fN
LTLTLTL
TLTL
VVVVVV
VVEVVN
,,1
1ln
;;16
;; 2
2
1max
2
1
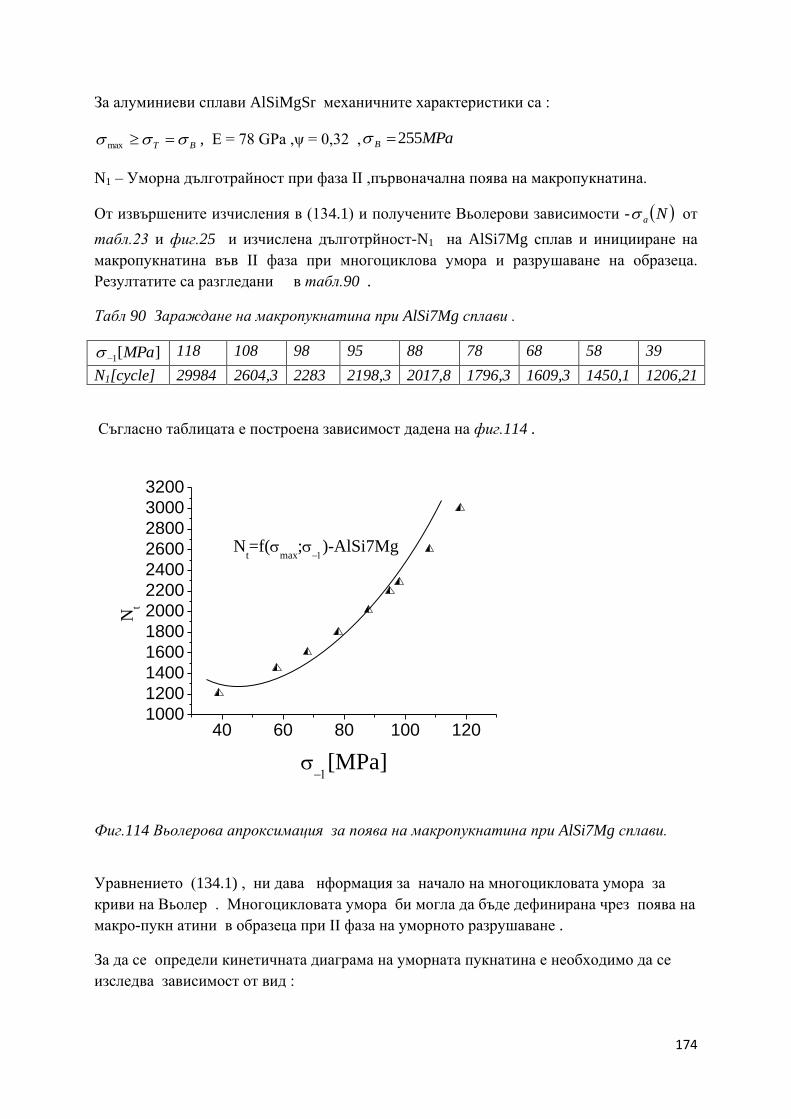
174
За алуминиеви сплави AlSiMgSr механичните характеристики са :
, Е = 78 GPa ,ψ = 0,32 ,
N1 – Уморна дълготрайност при фаза ΙΙ ,първоначална поява на макропукнатина.
От извършените изчисления в (134.1) и получените Вьолерови зависимости - от
табл.23 и фиг.25 и изчислена дълготрйност-N1 на AlSi7Mg сплав и иницииране на
макропукнатина във II фаза при многоциклова умора и разрушаване на образеца.
Резултатите са разгледани в табл.90 .
Табл 90 Зараждане на макропукнатина при AlSi7Mg сплави .
118 108 98 95 88 78 68 58 39
N1[cycle] 29984 2604,3 2283 2198,3 2017,8 1796,3 1609,3 1450,1 1206,21
Съгласно таблицата е построена зависимост дадена на фиг.114 .
Фиг.114 Вьолерова апроксимация за поява на макропукнатина при AlSi7Mg сплави.
Уравнението (134.1) , ни дава нформация за начало на многоцикловата умора за
криви на Вьолер . Многоцикловата умора би могла да бъде дефинирана чрез поява на
макро-пукн атини в образеца при II фаза на уморното разрушаване .
За да се определи кинетичната диаграма на уморната пукнатина е необходимо да се
изследва зависимост от вид :
BT maxMPaB 255
Na
][1 MPa
40 60 80 100 1201000
1200
1400
1600
1800
2000
2200
2400
2600
2800
3000
3200
Nt=f(
max;
)-AlSi7Mg
Nt
[MPa]

175
(134.1.1) , ,
Кинетика на уморната пукнатина ,за единица цикъл –N1 ,бихме могли да
изчислим съгласно зависимост (17) ,[28] .Като имаме предвид (134.1) ,бихме могли да
представим (17) във вид :
(17.1) ,
където : C,mМ –се изчисляват посредством :
(18.1) ,
като за , приемаме
mм(Z)=2,56 , .
Кинетика на уморно разрушаване, схематично може да разгледаме на фиг.115
Фиг. 115 Схема на уморна кинетична диаграм. Зона KMAX→KIC .
За да изследваме ΙΙΙ зона на разрушаване на образеца използваме (197) и (198) модел на
Матвиенко [31] представен във вид :
(198.1) = ,
При ПДС , размер на пластичната зона ,може да представим във вид :
(196.1) = ,
след заместване
1
1dN
dhfN Or IC
Or KfdN
dh
1/ dNdhOr
mOr KCdNdh 1/
995,0
1
4
1 10.5536)( NNC
2323 10.947510.215710.1225)( ZZZm M
)956,093,0(2
1 A
AZ
1dN
dhOr Mm
TLPM VVDrC ;;*
DrP
*
2)21(
2
,,,
D
EDDK
S
SIC
dhOr/dN
VCR
Ι
ΙΙ ΙΙΙ
ΔKth ΔKCR
KMAX→KIC
dhOr/dN→∞

176
(198.2) ,
където : , , mм = 2,57 , ,
При положение , че : N1 =NB=107 цикли то : KIC=13,3.10
6Pa
Като имаме предвид получените резултати в табл.90 и табл .60, и извършени
преобразувания ,изчисленията са обобщени в табл.91.
Табл.91
Нека , разглеждаме зависимост на фиг 116.
Фиг.116 Зависимост
Mm
S
STLIC
M
Or
D
EDVVDKC
dN
dh
22
1
,,)(,,,21
SIC
EDK
2
2
1223,0
32,0 MPaS 217
8995,074995,04 10.610.10.553610.5536 BBM NNC
cyclemD
DVVDKC
dN
dhMm
S
STLIC
M
Or /10.2,1)(,,,21 14
22
1
]/[ cyclemvdN
dhCR
Or ICCR Kfv
6 8 10 12 14 16 18 20
0
5
10
15
20
25AlSi7Mg
VC
R/10-1
4 ,m/c
ycle
KIC
,MPa.m-1/2
ICCR KfV
N1 29984 2604,3 2283 21983 2017,8 1796,3 1609,3 1450,1 1206,2
KIC,, 10,15 12,27 6,7 16,9 18,3 13,8 15,7 11,78 13,3
,μm 21,64 36 10 76 100 39 63 33 43,4
1NC 510.9,1 410.2,2 410.5,2 410.6,2 410.8,2 410.2,3 410.5,3 410.9,3 410.7,4
D

177
Като използваме (134.1) и получените стойност N1 бихме могли да изследваме
, резултатите са представени в табл и на фиг117 .
Фиг.117 Кинетична зависимост при KIC за AlSi7Mg сплави
Основен фактор указващ влияние върху якостта и умората на разглежданите сплави
при експлоатация са размерите на основната α-матрица и съдържащите се
структурни съставляващи. Разлика в размерите на поражда участъци в сплавта с
по – големи вътрешни напрежения - , което нарушава дълготрайността и
издръжливостта на материала . За да се даде обща оценка за хомогенността, DAS и
якостта на материала , посредством ултразвуково пролъчване на AlSi и AlCu сплави, e
изведен алгоритъмъм на изследване:
представен в табл.92
Табл.92 Модел за определяне на механични характеристики .
Модел Зависимост на механични свойства
[36]
1
1dN
dhfN Or
7,0 7,5 8,0 8,5 9,0 9,5 10,0 10,5
0
5
10
15
20
25
VC
R/1
0-1
4,m
/cycl
e
LnN[cycle]
NfdN
dhor
AlD
max
KGEDVV AlTL ;;;,; ICBs KHB,,,, 1
LTL VVD ,, 3/14,/ fVVWD TLL
;; VVL 2/1
0 ;;
DVVKVV TLyTLS
TLBTL VVDKGEVV ;,;;;;
2/1
0 ;;
DVVKVV TL
B
yTL
BAl
B
LT VVDHB ,, 2/1
0 ;,
DVVKVVHB TL
HB
yTL
HB
TL VVD ,,1 2/111
01 ;;
DVVKVV TLyTL

178
За да се определи връзката на акустичните - , мезоструктурните - както
и оценка на якостните параметри на AlSi,AlCu сплави се използва :
Оценка за : От функционална зависимост от (165.3) [24] .
Изработват се шлифове за металографски качествен анализ , съгласно фиг.44 ,
фиг.46 и табл . 44.
Условие на пластичност на Треска за AlSi7Mg и AlCu6Mn сплави .
(215.1) ,
Задача на Бусинеск в теория на еластичността .
(224.1) ,
където:
.
Следователно след извършена субституция се получава:
(224.2) ,
Това ни дава право да приравним лявата страна на това равенство чрез :
Условие на Хол-Петч -
(224.3) ,
където:
Като вземем предвид получените стойности от уравнение (165.3) табл.44 и (224.3)
средните стойности са за AlSi7Mg сплави се получава
следната пропорция :
(224.4)
След преравняване на (224.2) и (224.3) следва :
(224.5)
(224.6) ,
LTL VV ,, AlD
HBSB ,,, 1
AlD LTLAl VVD ,,
LTLs VV ,,23 max
2/,,max HBVV LTL
32,0
)26,0(1
26,05,0
/1
/5,02
2
LT
LT
VV
VV
65,01.2.19
2.21
2
1 2/1
LTLLTLS VVHBVV ,,3,,
AlS D
2/1
0,,
AlyLTLS DKVV
MPammMPaK AlAl
y 50,.5,8 0
2/1
2,87,220 HBMPaS
SSHB 5
24,0
2/1
03
Aly DKHB
2/10
3
1,, D
KVVHB
Al
yAl
LTL

179
Вземайки предвид (224.2) следва :
(224.7) ,
(173.3.1)
След определени субституции
(224.8.1) ,
(224.8.2) ,
(224.9) ,
Като имаме предвид получени резултати за AlSiсплави предстсавени в
табл.49,табл.50,табл.52.
Получават се следните пропроционални отношения
(173.5) ,
(173.5.1)
Като се има предвид (224.7) следва:
(227.1) ,
(227.2) ,
(228.3) ,
Ако се приложи линейна регресия следователно алгоритъмът е следния:
(223.1) ,
(230.1) ,
HBs 3
3
SHB
BTL VVHB 33,0,
Bs 33,0.3
By DK 33,0.32/1
0
2/10
33,0.3
1D
K y
B
HB34,01
B 3,01
3
SHB
3334,0
2/1
01
DK ys
2/10
13
34,0D
K y
2/10
133,0.3
3,0D
K y
2/1
0,
DKVV yTLs
HBVV TLS 3,

180
(230.2) ,
(230.3)
(267) ,
където : ,
(267.1) ,
(267.1.1) ,
(267.1.1.1) ,
(268) ,
където : ,
(268.1) ,
(269) ,
(269.1) ;
където:
Разгледаните якостни , металографски изпитвания на AlSi и AlCu сплави и
аналитичен модел, за определяне на механични уморни и мезоструктурни
характеристики посредством ултразвукови измервания на материала, т.е :
ни дава
възможността да бъдат обобщени чрез, конвергентен интерактивен алгоритъм на
задание : Да се определи чрез акустични характеристики .Удобен вид на
изследване е чрез построяване на интелектуална асоциативна диаграма представена
на фиг.118.
3
SHB
BHB 33,0
bHBmB .
95,0,26,51,43,3 Rbm
bm s
B
3
bDK
my
B
3
2/1
0
bD
Km
B
yB
B
2/10
33
11 bmHB B
948,0,52,22,262,0 11 Rbm
1
2/10
133
bbDK
mmHB
HB
yHB
221 bHBm
2
2/111
0
2133
, bDK
mVVy
TL
27,97,0 22 bm
TLAlICTLAlTLAlTLAlBTLAls VVDKVVDVVDHBVVDVVD ,,,,,,,,,,,),,,,( 1
S

181
.
Фиг .118 Когнитивен модел на асоциативна карта .
Където : -пореден номер на импулса, 50% от екрана .
-акустични характеристики , -размер на зърната ,μm
Коефициент на затихване-
надлъжна- и напречна скорост -
=1,2,3…., широчина на образеца
n
fdB
m
dB NN ,
TLL VV ,, D
mmdBmmNp LL /,*686,8/,
smmVL /, smmVT /,
nm,
?S
?1
Модел за пластичност
където ;
; .
Цифров ултразвуков
дефектоскоп
Шлиф D
Ултразвукови измервания
,
Модел за умора
kъдето ;
; .
,
където
Константи.за.AlSi7MgAlCu6Mn.сплави
Константи.за.AlSi7MgAlCu6Mn.сплави

182
Голям брой детайли ,използвани в авиационната промишленност трябва да издържат на
над 109
цикли при много по-високи честоти от порядък на кHz и MHz. Въвеждането на
ултразвуковият контрол при лабораторните изпитвания значително ускорява методите
и оценките за дълготрайността на материала.
Количествени данни за разсейване на дълготрайността , получени при изпитване на образци от
AlSi7Mg , повдигат въпроса за надеждността на сплавта. Необходимо е да се изясни
1) На какъв закон на разпределение се подчинява разсейването на тази величина ?
2) Какъв е броят цикли , при които за дадено ниво на напреженията , разрушаването ще
бъде най-малко вероятно.
ГЛАВА 3. ВЕРОЯТНОСТЕН ПОДХОД ПРИ ИЗПИТВАНЕ НА УМОРА
3.1. Плътност на разпределение на случайната величина -
Направена е интернет-справка, по ключов израз “Fatigue Limit and Cumulative Distributions
Images”. В този случай, при стационарен процес на разрушаване, случайна величина. има
плътност на разпределение на Вейбул - и функция на разпределение на Вейбул -
.
Фиг.119 Плътност на разпределение на случайна величина граница на умора -
1 )( 1Wp
1
)( 1p
)( 1F
)( 1Wp )( 1WF
1
)( 1Wp
183
В литературата съществуват редица изследвания за граница на умора - и нейната
статистическа същност [11, 44, 34, 43]. За случайната величина е дадено, че има
плътност на разпределение – [14,15] и функция на разпределение
[14,15] на Вейбул т.е.
(267) = ,
(268) = ,
където са параметри на разпределението на Вейбул.
3.1.1 Оценки за параметрите в чрез апроксимации
Параметрите на разпределението на Вейбул се определят от приближените
зависимости
(269) b ≈ + + ; a ≈ ,
където: =0,11119; =0,83559; =0,075989, = , =
.
Като се има предвид получените резултати от уморните изпитвания и изведените
модели за , зависимост от акустичните характеристики , граница на
умора за AlSi7Mg и AlCu6Mn е в интервал : .Съгласно
модел (267),(268),(269), следва: . Функция -
на разпределение на случайна величина граница на умора - е представена на
фиг. 120 .
1
1
)( 1Wp )( 1WF
)( 1Wp
bb
aaa
b 1
1
1 exp
)( 1WF
b
a
1exp1
ba;
ba; )( 1Wp
ba;
0 1
DS
12
2
1
DS
bn
k
bk
n
/1
1
1 )(1
0 1 2 1
n
k
kn 1
1 )(1
DS
2
1
11 )(1
1
n
k
kn
1 ),,( LTL VV
MPa);86;88;98;104;118(1
55,98;62501,0;2,169 abSD )( 1WF
1

184
.
Фиг.120.Функция на разпределение - на случайна величина -
3.1.2 Робастни оценки за параметрите в
За получаване на робастни оценки за параметрите в се използва
следния алгоритъм:
#1. Получаване на експериментални данни от изпитване на умора -
#2. Изчисляване на робастни оценки на средната стойност и
стандартното отклонение - от
(270) =
(271) ,
където : са експериментални данни съгласно ранжирания ред ,
;
#3. Изчисляване на параметрите а и b в разпределението на Вейбул от
(272) а ~ ; b ~ + + ,
3.1.3 Връзка между и
Интересен алтернативен подход за практиката представлява получаването на
аналогични статистически зависимости чрез без наличие на изпитване на
85 90 95 100 105 110 115 120
0,60
0,61
0,62
0,63
0,64
0,65
0,66
0,67
0,68
FW
()
[MPa]
)( 1WF 1
ba; )( 1Wp
ba; )( 1Wp
niiiN ,...,2,1;)(),(
1med
DD SmedS
1med
нечетноn
четноn
nn
n
122
2
1
2
1
11
48148,1
ini
D medS
niiiN ,....2,1;)(),(
)(.......)2()1( 111 n
1med 0 1
DS
med 12
2
1
DS
med
)( 1p )(DpW
)( 1p D

185
умора. Това може да се осъществи като се вземат предвид зависимост - ,[36].
Плътност на разпределение чрез плътността на разпределение .
Разглежда се = .
Следователно = . Използвайки апроксимацията
~ ~ се показва зависимостта на от т.е.
(273) = ,
Където = , = - плътност на
разпределение на Вейбул с параметри a и b т.е.
3.1.4 Пoлучаване на оценки за параметрите от чрез .
Разглеждаме разпределението но Вейбул във вида = .
Параметрите се определят от системата [4, 16].
(274) = ,
(275) = .
Ако се приеме, че = Е( ) = и = D = , то следва, че системата за
параметрите , чрез оценки за , е
(274.1) = ,
(275.1) = ,
където = {1.125 + 0.5 E - 0.375 [E ]2 } ,
= {1.125 + 0.5 D - 0.375 [D ]2}, константите са
обяснени в [44].
Параметрите на разпределението на Вейбул се определят от системата
(274),(275) като:
уравнението за параметъра е
1 D
)( 1p Dp
1 2/1)(
1
)0(
1
DK y
)( 1p
3)0(
11
2)(
12
yK
2)0(
11
2)(
1
y
D
Kp
)(DpD
)(DpD)(DpW )( 1p )(DpW
)( 1p )( 1 )(DpW
)( 1
3)0(
11
2)(
12
yK)(DpW
bb
a
D
a
D
a
bexp
1
)( 1p )( 1Wp
, 1Wp D
1Wp 1
1
1 exp
bb
ba,
aГb
11/1
1
aГ
aГ
11
21 2/2
1s
1 1 D1 1s 1 D2
ba, D
aГb
11/1 D1
aГ
aГb
11
21 2/2 D2
D1)(
1
)0(
1
yK D D 1
D2 2)(
1
yK D D)(
1
)0(
1 , yK
,

186
(276) - = 0 ,
където , явният вид на гама-функциите - е даден в справочника
[1]. Величината се получава чрез измерване на коефициентa на затихване и
скоростите на разпространение на надлъжни и напречни ултразвукови вълни [ 36,51].
уравнението за параметъра , при известен параметър , е
(277) - = 0
Уравненията (276) и (277) са нелинейни и се решават числено по метода на бисекцията,
алгоритъм ZEROIN. За да се реализира този алгоритъм е необходимо да се зададат
инервали за , например 0 100 .В [49] е показано, че алгоритъма ZEROIN е
бързо сходящ и устоойчив.
3.2 Числови характеристики на случайната величина .
От теория на вероятностите е известно, че математическото очакване Е( ) и дисперсията
D( ) са съответно
(278) Е( ) = и D( ) = (x–Е )2 dx,
където е плътност на разпределение на Вейбул. Определяне на числовите
характеристики на случайната величина могат да бъдат изчислени ако са известни
параметрите а и b в разпределението на Вейбул , то оценките Е( ) и D , в явен
вид [4], се представят чрез - гама-функция .
(278.1) Е( ) = a ,
(278.2) D = .
aГ
112 D
aГ
21
D
DD
2
1
2
21 .Г
D
aГ
11
/1b D1
ba, ba,
1
1
S
1
dxxxpW )( 1
1 )(xpW
)(xpW
1
)(DpW 1 1
.Г
1
bГ
11
1
2/1
2 11
21
bГ
bГa

187
3.2.1 Извод на уравнения за параметрите а и b на разпределението на Вейбул .
Зависимостите (278.1) и (278.2) се записват като
(279) Е( ) = a и
(280) D =
Разделя се (280) на (279) = и се получава
уравнение за параметъра в плътността на разпределението на Вейбул
(281) . = 0
Уравнението (281) е нелинейно относно параметъра и се решава числено с процедура
ZEROIN от Matlab 7.0.,дадено в табл 90.
Табл.90 Софтуерен числен модел
Процедура ZEROIN в Matlab 7.0
Тази процедура се използва за реализация на метода на
бисекциите /Метод на Нютон/ [49].
Решението се търси в интервала . Ако той е с
достатъчно тесни граници, то алгоритъма е сходящ
/ при 2-3 итерации / и устойчив.
.
Парметъра a на разпределението на Вейбул се определя от зависимостта
(282) a. . , при известно b.
3.2.2 Получаване на оценки за Е( ) и D чрез
)(DpW
1
bГ
11 1 b
amed/1
1 2ln.
1
2/1
2 11
21
bГ
bГa )( 1 SD
1
1
med
SD
2/1
2 11
21
bГ
bГ b/1
2ln
b )( 1Wp
bГ
bГ
11
21 2 b/2
2ln
2
1
1
med
SD
b
BaA
)(DpW
1
bГ
111
1 1 D

188
Плучени са оценките Е( ) и D при условие, че са налични експериментални данни от
изпитване на умора т.е. разрушително изпитване. Интерес представлява
получаването на оценки за Е( ) и D без разрушаване на изпитвания конструктивен
елемент. Това може да стане като се получат оценки за средния размер на зърната в - , чрез
ултразвукови измервания (ASTM 494:2010).
В материалознанието [44] е получено, че = .
Величините Е( ) и D се определят по правилата изведени за тях в теория на
вероятносите ,съгласно 3.1.4.
(283) Е = {1.125 + 0.5 E - 0.375 [E ]2 } ,
(284) D = {1.125 + 0.5 D - 0.375 [D ]2} ,
Като вземем предвид направените изводи за Al в ГЛАВА 2 следва :
(283.1) ,
(284.1) ,
За AlSi7Mg
(283.2) ,
(284.2) ,
където са константи на материала при дадена температура и дадена скорост на
деформиране [44].
3.3. Вероятностна оценка на уморното разрушаване.
Свойството на материалите да не се разрушават при многократно циклично
въздействие се нарича съпротивление на умора. Основна характеристика на умората на
материалите е граница на умора. За установяване на тази граница се провежда
изпитване на умора. Резултат от това изпитване е построяването на криви на умора
(криви на Вьолер) [20, 44, 16], фиг.121. По своята същност кривите на Вьолер
представляват детерминистично – стохастично описание на изпитване на умора [1].
1 1
nkN kk ,...,2,1;,
1 1
AlD
1 2/1)(
1
)0(
1
DK y
1 1
1)(
1
)0(
1
yK D D 1
1 2)(
1
yK D D 1
0
1
0
0 61,1465,0
50.19,019,0~
MPa
Al
Al
y
Al
yAl
y KmMPaK
K 1
2/1.46,24865,0
850.19,019,0~
0
10
0 64,2565,0.3
50
3
~
MPaAl
yyAl
y KmMPaK
K 1
2/1.89,43565,0.3
850
3
~
)(
1
)0(
1 , yK

189
.
[МPa]
Pr = 0.01
Pr = 0.1
Pr=0.5
Pr = 0.99
0 (107)
Фиг.121. Криви на Вьолер ( S-N диаграми ), където и съответно
напрежение и брой на цикли под напрежение , Pr - вероятност.
.
3.3.1 Апроксимации на кривите на Вьолер
При изпитването на умора съществува статистическо разсейване на получените
експериментални данни , където N е брой на цикли при напрежение
[20, 44,11]. Това налага при апроксимиране на кривите на Вьолер да се използват статистически
методи. В [16] е дадена, една често използвана, ароксимация на кривите на Вьолер
(285) N. = C(Pr) ,
където, m и C(Pr) - параметри на кривата на Вьолер. За аналитичното описание на разсейването
на експериментални данни от изпитване на умора се използва функция на разпределение
. В литературата [11, 20, 44, 34, 16] се показва, че в разглеждания случай вида за
е подходящо = - функция на разпределение на Вейбул,
с параметри , . Отчитайки характеристиките на разсейване на случайната
величина , кривата на Вьолер добива вида [16].
(285.1) = ,
където при .
)(N
0
0N1N N
N
nkN kk ,...,2,1;,
m
;NFW
;NFW ;NFW Nk exp1
,,k /m
1
mN . /1
Pr1ln1
k
)(Pr 1WF 1exp1 0.Nk

190
3.3.2 Брой на цикли до разрушаване на изпитвания образец -
/Математически подход/
Познавайки плътността на разпределение г.е. -параметри на
разпределението , се определя очакваният брой на цикли до разрушаване - [16]
(286) = ,
където - брой на цикли до разрушаване на изпитвания образец, съответстващ на т.е.
, m – параметър на кривата на умора в (286), представена във вида
, , - непълна гама-функция.
Математико-ултразвуков дуализъм
Ако e брой на цикли до разрушаване на изпитвания образец, съответстващ на и ако:
, то = . Следователно
(287) = ,
Ако се зададе вероятността Pr, то броя на цикли до разрушаване на изпитвания образец е
, където , , т.е.
(287.1) .
3.3.3 Математическо очакване и диспарсия на случайната величина
За определяне на математическото очакване E и диспарсията D се използва плътност
на разпределение на Вейбул = . От теория на вероятностите е
известно, че E и D се определят от Е = и
1N
1Wp ,
)( 1p ectNexp
ectNexp 1N
1
/
1
;1m
Г
mm
1N 1
11 N
mm NN 11. )( 1p .;.Г
1N 1
2/1)1()1(
01
DK y 11. N
/1
Pr1ln1
k
1N
.2/1)1()1(
0
/1
Pr1ln1
DK
k
y
Pr;11 DNN TL VV ;)1(
0
)1(
0
TLyy VVKK ;)1()1( LTL VVDD ;;
Pr;;;11 LTL VVNN
1N
1N 1N
)( 1NpW
bb
a
N
a
N
a
b 1
1
1 exp
1N 1N 1N
dxxxpW )(

191
D = (x–Е )2 dx. Ако са известни параметрите а и b на разпределението на
Вейбул , то оценките на E и D се представят чрез гама-функция - [4]
(288) E = a ,
(289) D = a2 - .
От така представеният алгоритъм на изследване, бихме могли да стигнем до следния
извод. Случайната величина граница на умора-σ-1 може да бъде разгледана, съгласно
теоремата на Банах-Щайнхаузер ,като условие от ограничена числова редица
с определен обем,съдържащ в себе си интервал от стойности,(290).
(290)
Като се вземе под внимание уравнение на Попов (165) то следователно , (290) съответства на
фактор . Това ни дава възможност да съставим следният модел:
(291) .
Определяне параметрите- са разгледани в монография [37],[41].
При избор на произволна извадка ,
Коефицентите са : ; , ; R = 0,27
Критерии за това до колко така съставеният модел се склонява до реалните резултати е
параметър . R = 0,27 е не удовлетворителен резултат то тогава :
Ще предположим , че съществува максимално под-пространство от стойности в
което е изпълнено , че R→1 и следователно :
(292) ,
Функция, (292) която вика себе си директно или посредством функция ,
представлява рекурсивна функция -rgcd( ) , в C++, бихме могли да я представим с
декларирана оценка double( θ1 ,θ2 ) , във вид на цикъл разгледан на фиг.122.
PGM на C++
rgcd (double θ1, double θ2 )
{
if ( θ2 == 0 ) return θ1;
-end;
}
1N
1N )(xpW
)(xpW 1N 1N .Г
1N
bГ
11
1N
bГ
11
2
21
bГ
i1
iaaaaaaa ........................(inf),,(sup),,:/ .43,211
),,( LTL VVD
),,()( 10.......3,2,1101 7 LTL
nVVDN
10 ,
MPa)90,104,112(1 MPaD )22,26,23(
077,530 073,21
11 R
1~
11~
LTL VVD ,,
1

192
Избор на физичен модел
Ултразвук,Металография
Фиг. 122 Алгоритъм на експериментално числен метод.
Статистическата информация се преработва в дискретни зависимости , където МНК,
ЗСА са изчислителни модели, Di-,пореден номер на фактора и наблюдението.
Зависимостите който подлежат на следваща апроксимация, е наложителна при
неудовлетворяване на зададеното условие.
Избор на изчислителен
алгоритъм МНК, ЗСА,
Програмиране на изчислителен
вариант σ-1 – (Di)
Анализ ,
11 R
AlD.1
2ˆ ji
ji
DDmed
0;0)( DF
резултат
Не да

193
ГЛАВА 4 ИЗВОДИ
Вероятностно-детерминистични зависимости
Материал Известни зависимости Източник За еластични тела
[11]
За алминиеви отливки
ляти в кокили => 0.145 [18]
За еластични тела E = ; W =
[37]
За алуминиеви сплави
c 3.5% Mg = + .
=50MPa; =8.5 MPa.mm1/2
[46]
За поликристални тела : - = 0
[37]
Резултат КОМЕНТАР
(293) = + .
Резултата е аналог на зав. на Хол- Петч
= + . , където
=50MPa; =8.5 MPa.mm1/2
Където = + 50MPa
=8.5 MPa.mm1/2
; W = .
В литературата, аналог на резултата e
= + . ; =?; =?
.
Константите = ; = са получени посредством
безразрушителна оценка на материала.
Адаптирана е методика за якостно уморно и безразрушително ултразвуково определяне
на механични и мезоструктурни характеристики на AlSi7Mg и AlCu6Mn сплави.
Получените експериментални резултати успешно допълват наличните ,справочни
данни и могат да се използват практически за различни якостни оразмерявания на
детайли от AlCu и AlSi сплави . Създадена е методология за прогнозиране граница на
умора на AlSi7Mg ,AlCu6Mn ,граница на пластичност ,еластични модули ,определяне
големина на -матрица във въздух ,на базата на разработени математични модели и
оценки , предложени са аналетични прогнози отностно влиянието на различни фактори
–като модификатори ,интерметалиди и амлитудно натоварване натоварване.
1.Развитието на уморната пукнатина е по направление на нововъзникнали
метастабилни крехки структури,след леене под налягане, или термообработка ,също
така при процес на експлоатация, при съдържание на критичната концентрация на
D1
1/1ln16
22
2
11
EN S
100
25
100
4
W
WW
1
3 2
LV
2
L
T
V
V
S)(
0
Al )( Al
yK 2/1
D
)(
0
Al )( Al
yK
SiD
4
553
42
.32
1125
.4f
VVV
V
TLL
T 3SiD L
1 1
)1(
0 ;; NVV TL
)( Al
yK 2/1
SiD S )(
0
Al )( Al
yK 2/1
D
)(
0
Al )( Al
yK
)1(
0
2/1
1.03873.0 N
W
WW
1
3 2
LV
)( Al
yK
2
L
T
V
V
R iRRK 2/1
D iRRK
)(
0~ Al TL
Al VV ;~ )(
0)(~ Al
yK TL
Al
y VVK ;~ )(

194
Mg,Cu ,след динамични натоварвания в Mg2Si,Al2Cu, се формират точкови дефекти
кaкто в евтектиката ,така и в основната α-матрица за време .
2.Процесът на разрушаване е съпроводен с дифундиране на ваканции и с дефекти по
Френкел.Тези дефекти предизвикват вътрешни напрежения –τ и пораждат дифузионни
процеси на Cu,Mg атоми и коагулация на Si атоми в пластичната зона .Възникналата
дифузия се явява двигател за развитие на уморната пукнатина .
3.Скоростта на развиващата се пукнатина превъзхожда многократно скоростта на
дифузионният поток – ,като тези две величини зависят изцяло от големината на
междуфазовото напрежение –τ,следователно пукнатиноустойчивостта на сплавта
AlSi7Mg,AlCu6Mn се определя изцяло от вътрешното напрежение .
4.Може да предположим , че там където , бихме очаквали устойчива не
развиваща се пукнатина .
5. Направлението на пукнатината (h,k,l) , зависи единствено от нововъзникналите
крехки участъци за AlSi7Mg и Cu за AlCu6Mn след динамични натоварвания.
6.Трансглануларното и глануларно развитие на пукнатината ,зависи от разпределението
на критичните размери -dk и концентрации на повърхностно активни компоненти в
нововъзникналите фази в евтектиката и α-матрицата при уморни динамични
натоварвания.
7. Съществуващите критични пукнатини ,прерастващи в магистрални ,както и промяна
на уморната стъпка - след динамични натоварвания ,посредством изменение на
честотните натоварвания и амплитудата –σa,повишава пукнатиноустойчивостта на
сплавта, обословено от ефекта на затваряне на пукнатината –δа.
8.Скоростта пукнатината ,зависи от броя екструзиите и интрузиите в I и II етап на
нейното развитие .Нарастването на пукнатината пропроционално изменя и нейната
скорост .
9.Развитието на пукнатината е противоположно по посока ( h k l ) на потока на
дифузията –Dfat на повърхностно активни компоненти.Доброто разпределение на Si
зърна и намаляване на разликата в диаметрите генерира добра пукнатиноустойчивост.
10.Разгледан е модел за поява на дефекти при дифизия предизвикана от циклични
натоварвания .
Относно зависимост
Материал Известни зависимости Източник
За алуминиеви сплави (166) [20]
За алминиеви отливки (167) [21]
Резултат
.
dN
dh
,dN
dh
dN
dm
dN
dm
dN
dh
CuMg
PlOrh ,
.
)(1 B
HB19.01
HBB .26.0
B4
31

195
Разгледана е веригата от изпитвания и изчисления съгласно представените модели и
задача на Бусинеск от която следва :
,
Където :
за почти чиста AlSi сплав със 99% Al.
За AlSi7Mg0,3Sr0,048 , σ -1 = 0,34 HB(VL,VT) , σ-1 (VL,VT) = 0,73 σB .
1. = + -1/2
=> .
2. Тъй като = ; , то .
3. Тъй катo = ( ) G и = ( )G и ако , то
=>
Тъй като , то
Анализиран е вероятностно –детерминистичен дуализъм при оценяване на граница на
умора,като се използват ултразвукови измервания и задача на Бусинеск следва :
<=>
),(),,,,(),;( 1 OrpSAlLTL hrHBDEVV
TL VVHB ;.129.01
S 0 yK D 2/1
0 ;;
DGKG yS
2
2
)/(1
)/(5.0
LT
LT
VV
VV
2. TVG 2/1
0 ;;
DVVKVV TLyTLS
0 yK0K * Const
2/1
0
8
0
*
0 ;;;;
DGKKGK yS 2/1
0
DGKG yS
2. TVG 2/1
0
DVKV TyTS
HB1 TLAl VVD ,,1

196
№ Детерминистични изводи № Вероятностни изводи МЕТАЛОЗНАНИЕ
1. Оценяване на чрез измерване на
акустичните свойства на материала
.
1. Изведена е оценка за плътността на
разпределение на случайна величина
т.е. за ляти алуминиеви сплави.
МЕХАНИЧНИ СВОЙСТВА
2.
чрез измерване акустичните свойства на
материала .
2. Определени са числовите характеристики
на случайна величина т.е. E(σ-1). и
D(σ-1).
3. Получен е явния вид на коефициентите в
зависимост на Трефилов
, чрез
измерване акустичните свойства на материала
.
3. Доказано е , има разпределение на
Вейбул. Получено е, че е
пропорционална - Вейбул.
МЕХАНИКА НА РАЗРУШАВАНЕТО
4. Изведената зависимост - , се
разглежда като модифицирано
уравнение на Хол-Петч за граница на
умора σ-1. / Аналог на т.3. /.
4. Получен е явния вид на зависимост.
, чрез измерване
акустичните свойства на материала
.
5. Получена е система уравнния за и
в плътността на разпределение
на сл.в. , чрез измерване
на акустичните свойства на материала
и оценяване на .
5. Получени са зависимости - .
УМОРА НА МАТЕРИАЛИТЕ
6. В уравнението на Вейбул
е представен явния вид на параметрите чрез
измерване акустичните свойства .
7. Изведен е явния вид на параметрите
в кинематична диаграма за уморно
разрушаване .
.
AlD
LTL VV ;;
1
)( 1p
2/1
0
)( ;;
DVVKVVD TLyTLAlAl
S
2/1)(
0 ;;
DVVKVVD TL
B
yTL
BAl
Al
B
2/1
0
)( ;,
DVVKVVDHB TL
HB
yTL
HBAl
Al
LTL VV ;;
1
2/1)()(
0
)(
1 ;;
AlTL
Al
yTL
AlAl DVVKVV
LTL VV ;;
)( 1p
)( 1p
)(DpW
1 D
LTLICIC VVKK ;;
LTL VV ;;
Da
Db
bapw ;;1 1
LTL VV ;; D
pIC rK
TLTL VV
VVEN ;.
16
;.
22
max1
LTL VV ;;
00;mC
0
0
m
Pm rC
dN
dh

197
ГЛАВА 5. ПРИНОСИ:
ДЕТЕРМИНИСТИЧЕН ПОДХОД
1. Получаване на уравнение за безразрушително оценяване на средния
размер на зърната чрез измерване на акустични характеристики на
материала, сгласно ASTM E 494:2015.
2. Получаване на явния вид на коефициентите в зависимост на Хол-Петч за
граница на пластичност.
3. Получаване на явния вид на коефициентите в зависимостите на Стро за
граница якост и за твърдост по Бринил.
4. Получаване на явния вид на коефициентите в зависимост на Терентиев
за граница на умора.
5. Получаване на явния вид на коефициентите в зависимост на Андрейкив
за критична стойност на коефициент на нтензивност на напрежението, при
плоско деформирано състояние.
6. Извеждане на зависимост на размера на пластичната зона пред
пукнатина чрез измерване на акустични характеристики на материала.
7. Получаване на алгоритъм за оценка на параметрите в модела на
Матвиенко за кинетична диаграма на уморно разрушаване.
ВЕРОЯТНОСТЕН ПОДХОД
8. Получаване на оценки за математическото очакване и дисперсията на
случайната величина граница на умора, чрез измерване на акустични
характеристики на материала.
9. Получаване на оценка на плътността на разпределение на случайната
величина граница на умора, чрез плътността на разпределение на
случайната размер на зърната и измерване на акустични характеристики на
материяла.
10. Получаване на система уравнения за оценка на коефициентите в
плътността на разпределение на Вейбул, чрез измерване на акустични
характеристики на материяла.

198
5.1 Практическа приложимост на резултатите .
Доказана е възможността за използване на единен математичен инструментариум за
анализ, оценка и прогнозиране на уморният процес в AlSi7Mg,AlCu6Mn ,при различни
условия, изразяващи се в различни микроструктурни фази в пробните тела, различни
схеми на натоварване ,различни напрежения и работни честоти .
Тези характеристики на единен математичен инструментариум го правят приложим и
към други ляти сплави подложени на умора .
Създадената методология за изследване на умората базирана на стандартни софтуерни
програми ,поради което може да се прилага успешно за експресна оценка в практиката
при окачествяване на уморното поведение на лятите сплави.Така представените модели
са много подходящи за съставянето на алгоритмични софтуерни програми ,поради
тяхният линеен прост характер.
5.2 Публикации по тема на дисертацията
1.Бъчваров .Г,Калчевска.К,Добрев.Г,Якост при динамични многоциклови
натоварвания на подевтектична сплав.,Инженерни науки, год XLIV ,2007,
№ 3,ISSN 1312-5702
2. Бъчваров.Г,Добрев.Г,Влияние на структурните фактори,върху уморното
разрушаване, при подевтектични ляти алуминиеви сплави. ,Инженерни
науки,год.XLVII,2010,№ 4,ISSN 1312-5702
3.Добрев.Г Модел за прогнозиране на уморни и микроструктурни характеристики на
AlSi7Mg слави. ,Инженерни науки,год.XLVIII,2011,№3,ISSN 1312-5702
4.Бъчваров.Г,Добрев.Г,Оценка на микроструктурните и уморни характеристики на
подевтектични алуминиеви спалви. ,част I ,сп. Инженерни науки,год.XLVIII,2011,
№4,ISSN 1312-5702
5.Добрев.Г,Бъчваров .Г,Оценка на микроструктурните и уморни характеристики на
подевтектични алуминиеви сплави част. II,сп.Инжинерни науки,год.XLIX,2012,
№1,ISSN 1312-5702
6.Добрев.Г,Рискови фактори за развитие на уморна пукнатина при AlSi7Mg,AlCu6Mn
сплави.”Сборник доклади” ,трета национална конференция с международно участие ,
Металознание ,хидро-и аеродинамика,национална сигурност,24-25, X, 2013,София.
№ ISSN 1313-8308
7.Добрев.Г,Физичен модел на уморна пукнатина в AlSi7Mg,AlCu6Mn сплави.,
”Сборник доклади” ,трета национална конференция с международно участие ,
Металознание ,хидро-и аеродинамика,национална сигурност,24-25, X, 2013,София.
№ 1313-8308
8. Msc.ing.Georgi Dobrev’, ass.prof.Alexander Popov, Evaluation of fatigue limit for alinium
alloys by ultrasonic measuring.,13th
International congress machines,technologies,materials
14-17.09.2016, гр. Варна, България,№ ISSN 1310-3946.

199
9.Msc.ing.Georgi Dobrev’,ass.prof.Alexander Popov .Kinetic diagrams of fatigue damage in
fracture mesomehanics , XIV,International congress machines,technologies materials winter
session 15-18.03.2017 Borovets Bulgaria,.International journal for science technics and
innovations for the industry .,Machines tehnologies materials international scientific journal
,№ ISSN PRINT 1313-0226, ISSN WEB 1314-507 year XI,issue 2/2017.
10.II Годишна научна сесия на институт по механика ,19 I .2016 ,Направление
„Механика на деформируемото твърдо тяло., Задача на Бусинеск при еласто-пластични
среди .

200
Л И Т Е Р А Т У Р А
1. Абрамович.М.,Справочник по специальным функциям с формулами ,графиками
и математическими таблицами ,изд.Москва.,Наука ,1979,www.booksshare.net.
2. Алешин Н.П., В.Е.Белый,А.Х.Вопилкин,А.К.Вощанов ,И.Н.Ермолов,А.К.Гурвич
.,Методы акустического контроля металлов ,Машиностроение ,Москва 1989г.
3. Алешин.Н.П.,Физическое методы нерарушаещего контроля сварных
соединнений.,Изд.Машиностроение ,Москва 1913.
4. Андонов И., Приложение на математическата статистика в машиностроенето
,изд.Техника,София,1982.
5. Андрейкив А.Е., Пространственные задач теории трeщинa , Наукова думка
,Киев ,1982.
6. Анчев .В.Христов ,Физика на металите, част 1 , София 1981 г.
7. Арсов .Я, Е ,Момчилов , К.Даскалов , Г. Бъчваров , „Теоретични и технологични
основи на леенето с газово противоналягане„ изд.”Проф. Марин Дринов
стр.119-122 София 2006г
8. Балтов .А,М.Попова,Механика на материалите, Акад.изд. “проф.Марин
Дринов”.София 2009г.
9. Болдин М.В.,Симонова.Г.И.,Тюрин.Ю.Н,Знаковый статистический анализ
линейных моделей ,Наука –Физматлит,Москва ,1997.
10. Борисов.Г.П.,Шейган,В.Ю,Семенченко,А.И,Городецкий.С.С,Шестопал.Л.Ф,
Влияние избыточного газового давление на усталость отливок из алуминиевых
сплавов ,Литье с применением давления. 1991.
11. Вагапов.Р.Д ,Вероятностно –детерминистская механика усталости ,Российская
академия наук ,институт машиноведения ,А.А .Благонравова ,Москва“Наука“
2003г
12. Василева А .Б., Н.А .Тиханов ,Интегральные уравнения ,Физматлит , Москва
,2004.
13. Владимиров .В.И “Физическая природа разрушение металлов.,Москва,
Металлургия 1984.
14. Георгиев М., Ю.Симонов, Пукнатиноустойчивост на желязовъглеродните
сплави, Булвест, 2000.
15. .Георгиев Младен.,Пукнатиноустойчивост на металите при статично
натоварване, Булвест 2000 ,София 2005.
16. Гусев А.С.,Вероятностные методы в механике машин и конструкций,МГТУ
им.НЭ.Баумана,Москва,2009.
17. Джонсон .К.,Механика контактного взаймодействия.изд.Мир ,1989г.
18. Димов Д. И др., Таблици и формули по съпротивление на материалите, Техника,
София, 1972.
19. Добрев.Г,Калчевска.К,Бъчваров.Г ,Якост при динамични многоциклови
натоварвания на подевтектична алуминиева сплав,инженерни науки ,2007г, № 3.
20. Золоторевски В.С.,Механические свойства металлов , Мисис ,Москва , 1998.
21. Зуев .В.М,Лабораторные работы для подготовки термистов ,Москва, Высшая
школа 1982.

201
22. Иванушкин .Е.С ., Г.Е.Белай ,Ултразвуковые методы контроля при производсве
отливок,Техника,Киев ,1984.
23. Исимару А.,Распространение и разссеяние волн в случайно-нееднородных
средах,т.1,Мир,Москва 1981.
24. Кана. Р.У, .Хаазена. П ,Физическое металловедение в трех томах .,
25. Физико-механические свойства металлов и сплавов ,Москва, том 3 ,
“Металургия“1987г.
26. Кернштейн.И.М.,Kлюшников.В.Д,Ломакин.Е.В,Шестериков.С.А.,Основы
эксперименталньой механики разрушения .Изд.МГУ,Москва 1989.
27. Кишкина .С.И ,Сопротивление разрушению алюминиевыx сплавов, Москва,
“Металургия” , 1981.
28. Колинз.Дж.,Повреждение материалов в конструкциях,анализ предсказание
предотвращение ,Москва,мир,1984.
29. Коцанда, С. Усталостьное разрушение металлов ,М. Металургия 1976.
30. Кузмов Д., Т.Недев, А. Арнаудов, Изчисляване и изпитване на умора в
машиностроенето ,Техника, София, 1979.
31. Матвиенко .Ю.Г,Модели и критерии механики разрушения ,изд.“Физико-
математическая литература,“Наука/интерпериодика ,2006.Москва.
32. Мешков Ю.Я., Физические основы разрушения стальных конструкций, Наукова
думка, Киев, 1981.
33. Момчилов .Е,С. Константинова ,Г.Бъчваров, Р.Ковачева, А. Великов,К- тест –
една възможност за оценка честотата на стопилкиот Al-сплави,Трудове на
юбилейна научна конференция , том 44,серия 2,2005г.
34. Новиков.И.И,Ермишкин.В.А,Физическая механика реальных материаллов,
Москва, наука,2004г.
35. Пенчев.Т , Моделиране изменението на реалната форма на зърната в процеса на
студена пластична деформация ,ТУ-София ,Трудове на юбилейна научна
конференция 2005,том 44 ,серия 2.
36. Попов.А.,Безразрушително оценяване на механични свойства на
желязовъглеродни сплави, Поредица „Приложна Математика и Механика“Том
4 ,Институт по Механика –БАН,София 2013.
37. Попов.А., Вероятностни методи при оценяване на механични свойства на
желязовъглеродни сплави ,Поредица „Приложна Математика и механика“
Том 6,Институт по механика –БАН ,София,2015,
38. Раев .Н.,”Материя същност свойства прояви”, Академично издателство УХТ –
Пловдив 2007г .
39. Рашков ,Н.Д ,Възможности за увеличаване на якостта на металите и сплавите
чрез изменение на структурното им състояние .Металознание и термично
обработване ,Книжка 1 София ,1992г.
40. Селиванов.В.В,Механика разрушения деформируемого тела ,Прикладная
механика сплошных сред ,том.2,изд.МГТУ имени Н.Э.Баумана ,2006.
41. Славов.Р,Манолов.М,Атанасова.В.,Наръчник по леене на цветни метали и
сплави.,дър.изд.Техника-София.1976.
42. Соколников И.В., Математическа теория на еластичността, Наука и изкуство,

202
Софя, 1972.
43. Степанов .М.Н ,Шаврин .А.В., Статистические методы обработки результатов
механических испытаний ,справочник ,2-е издание ,исправленное и дополненное
,Москва .Изд.Машиностроение 2005.
44. Тертентьев В.Ф .,Усталость металических материалов, Наука,Москва ,2003.
45. Тимошенко С.П.,Дж.Гудъер, Теория упругости,Наука,Москва,1979.
46. Трефилов В.И.,Деформационное упрочнение и разрушение поликристалических
металлов ,Наука думка ,Киев ,1987.
47. Трощенко, В.Т. Сопротивление усталости металлов и сплавов Справочник 1987.
48. Узунов.Цанко,Физика на металите,Технически университетСофия 2004.
49. Форсайт .Дж.,М.Малкълм.,К.Молър ,Компютърни методи за математически
пресмятания .изд.“Наука и изкуство“,София 1986г.
50. Хелан.К,.Введение в механику разрушения.,изд.Мир.Москва 1988г.
51. Э.Пападакис, Затухание ультразвука, обуславленое рассеянием в
поликристаллических, Физическая акустика, том IV, Б, под ред.У.,
изд.Физматлит, Москва, 1963.
52. Ярема .С.Я.Микитишин .С.И.Аналитическое описание диаграммы усталостного
разрушения металлов –ФXMM ,№ 6 с.47-54.
53. Abdullah. S., Beden., S. M. and A. K. Ariffin., Fatigue crack growth simulation of
aluminium alloy under cyclic sequence effects., Department of Mechanical and
Materials Engineering Universiti Kebangsaan Malaysia .
54. Alfred , J. Amsler & Co . Schaffhausen /Schweiz/ 280460/Rg/AH 2 und 10t
Hochfrequenz – pulsatoren HFP 421/422.
55. Ammar. H.R, A.M. Samuel, F.H. Samuel, Effects of surface porosity on the fatigue
strength of AE425 and PM390 hypereutectic Al–Si casting alloys at medium and
elevated temperatures,Materials Science and Engineering A 473 (2008) 58–64
56. Ammar. H.R A.M. Samuel, F.H. Samuel , Effect of casting imperfections on the
fatigue life of 319-F and A356-T6 Al–Si casting alloys, Materials Science and
Engineering A 473 (2008) 65–75.
57. Atzori,B G, M e n e g h e t t i ,L.S u s m e l ,Fatigue behaviour of AA356-76 cast
aluminum alloy weakened by craks and notches. Engineering Fracture Mechanics
71(2004)759-768.
58. ASTM-E 494-10 , Standart Practice for Measuring ultrasonic Velocity in Materials.
59. Borrego. L.P, J.M. Costa , S. Silva , J.M. Ferreira , Microstructure dependent fatigue
crack growth in aged hardened aluminium alloys, International Journal of Fatigue 26
(2004) 1321–1331.
60. Bayraktar. Emin, Israel Marines Garcias , Claude Bathias, Failure mechanisms of
automotive metallic alloys in very high cycle fatigue range, International Journal of
Fatigue 28 (2006) 1590–1602.
61. Bergner. F, G. Zouhar , G. Tempus, The material-dependent variability of fatigue
crack growth rates of aluminium alloys in the Paris regime, International Journal of
Fatigue 23 (2001) 383–394.
62. Borrego, L.P, L.M. Abreu, J.M. Costa, J.M. Ferreira, Analysis of low cycle fatigue in
AlMgSi aluminium alloys, Engineering Failure Analysis 11 (2004) 715–725.
63. Barter. S, L. Molent , N. Goldsmith , R. Jones. An experimental evaluation of fatigue
crack growth, Engineering Failure Analysis 12 (2005) 99–128.
64. Branco .R., Antunes .F.V., Martins Ferreira ., J.A., Silva .J.M .,

203
Determination of Paris law constants with a reverse engineering technique.
Engineering failure analysis (2008) .www.elsevier.com/locate/engfailanal.
65. Caracostas.C.A, H.M. Shodja, J. Weertman, The double slip plane model for the study
of short cracks, Mechanics of Materials 20 (1995) 195-208.
66. Carpinteri.Аlberto., Paggi. Marco., Are the Paris’ law parameters dependent on each
other? Atti del Congresso IGF19 Milano, 2-4 luglio 2007.
67. Caceres. C. H, and J. R. Griffiths, Damage by the cracking of silicon particles in an
Al-7Si-0.4Mg casting alloy, Acta mater. Vol. 44, No. 1, pp. 25-33, 1996.
68. Changui.Liu .Ph.D,The low cycle fatigue behavior of Al alloy based particulate
composites, case Western Reserve ,University ,1992 ,Number -92363665.
69. Chen.Y.J,relationship between ultrasonic characteristics and relative porosity in Al
and Al-XSi alloy ,Materials transaction ,vol.50,№.9(2009) p 2308
70. Courbiere. M, and A. Mocellin, Spray cast Al-Si base alloys for stiffness and fatigue
strength requirements, Journal de Physique 111, Volume 3, novembre 1993.
71. Dabayeh .A.A,Hu.R.X,Du.B.P and Topper.T.H .Fatigue of cast aluminum alloys
under constant and variable-amplitude loading.J.Fatigue .Vol.18,№2,p.95-104, 1996.
72. Davidson. C J, J R Griffiths* and A Zanada, Fatigue Properties Of Squeeze, Semisolid
And Gravity Diecast Al-Si-Mg Alloy, SIF2004 Structural Integrity and Fracture.
http://eprint.uq.edu.au/archive/00000836.
73. Diana A. Lados, Diran Apelian, Libo Wang, Minimization of residual stress in heat-
treated Al–Si–Mg cast alloys using uphill quenching: Mechanisms and effects on
static and dynamic properties, Materials Science and Engineering A 527 (2010) 3159–
3165.
74. Diana A. Lados *, Diran Apelian , Relationships between microstructure and
fatigue crack propagation paths in Al–Si–Mg cast alloys, Metal Processing Institute,
Worcester Polytechnic Institute, Worcester, MA 01609, USA. Engineering Fracture
Mechanics 75 (2008) 821–832.
75. Diem, Matthew M, Development of a combined hot isostatic pressing and
solution heat-treat process for the cost effective densification of critical aluminum
castings,A Thesis Submitted to the Faculty of: Worecester polytechnic institute . In
partial fulfillment of the requirements for the Degree of Master In Manufacturing
Engineering December 17, 2002.
76. Djurdjevic.M.B.Grzincic.M.A.,The effect of major alloying elements on the size of
secondary dendrite arm spacing the as – cast AlSiCu alloys .,Arcives of foundary
engineering,Volume 12,Issume 1/2012,19-24.
77. Erhard Ogris ,”Development of AlSiMg alloys for semi –solid processing and silicon
spheroidization treatment (SST) for AlSi cast alloys “,a dissertation submitted to the
Swiss federal institute of technology Zurich for the degree of doctor of technical
science.(2002).
78. Evans, W.J, Damage Tolerant Design for a Cast Aluminium Alloy, Institute of
Materials Engineering Australasia Ltd, Edited by J.F. Nie, A.J. Morton and B.C.
Muddle, materials forum volume 28 - Published 2004.
79. Fan. Xuejun , Min Pei2, and Pardeep K. Bhatti1 , Effect of Finite Element Modeling
Techniques on Solder Joint Fatigue Life Prediction of Flip-Chip BGA Packages,
1Intel Corporation, M/S CH5-263, 5000 W Chandler Blvd, Chandler, AZ 85226
2Georgia Tech, 801 Ferst Dr. NW, Atlanta, GA 30332-0405
80. Fan. Jinghong, David L. McDowell , MarkF. Horstemeyer , Ken Gall, Cyclic plasticity
at pores and inclusions in cast Al–Si alloys, Engineering Fracture Mechanics 70
(2003) 1281–1302.
204
81. Gall Ken, Nancy Yang, Mark Horstemeyer, David l. Mc.Dowell, , and Jinghong Fan
“The Debonding and Fracture of Si Particles during the Fatigue of a Cast Al-Si Alloy,
,Metallurgical and materials transactions” , voume 30A, december 1999—3079
u.s. governmet work volume 30a, december 1999—3079.
82. Gao.J.X,J.Z.Yi,P.D.Lee,T.C Lindley,A micro-cell model of the effect of
microstructure and defects on fatigue resistance in cast aluminum alloys .”Acta
Materialia ,Volume 52,N 19,8 Novenber 2004 p 5435-5449.
83. Hiroyuki Toda ,Kobayashi .T,Noguchi .T,Fatigue Properties of Al-Si alloy fabricated
yhrouch semi –solid –process,Topy Ind .Ltd,Toyohashi –city,AICHI-441-8510
Japan,Chonbuk National University ,Chouju,561-756 Korea.
84. Huttenaluminium Guβlegierungen Verarbeitungsmerkblatt Code Ac -70 / Ac 72 /
501 Anticorodal -70 G- AlSi7Mg, Anticorodal- 72 G-AlSi7Mg0,6.
85. Jacobs, H, L. PretoriusbrR.F. I-aubsche,
Predicting the Fatigae Properties of A356 Cast aluminium aIIoy wheel rim in various
Post treatment conditions with a simple monotonic tensile test.
R & D Journal, 2003, 19 (2) incorporated into The SA Mechanical Engineer.
86. José André Marin de Camargo, Herman Jacobus Cornelis, Voorwald Maria Odila
Hilário Cioffi , Midori Yoshikawa Pitanga Costa, Coating residual stress effects on
fatigue performance of 7050-T7451 aluminum alloy , Surface & Coatings Technology
201 (2007) 9448–9455.
87. Juijerm. P, and I. Altenberger, Fatigue behavior of deep rolled Al–Mg–Si–Cu alloy at
elevated temperature, Scripta Materialia 55 (2006) 943–946.
88. Jenabali. S. A, Jahromi, A. Dehgan** and S. Malekjani,
Effects of optimum amount of Sr and Sb modifiers on tensile, impact and fatigue
properties,of A356 aluminum alloy,Iranian Journal of Science & Technology,
Transaction B, Vol. 28, No. B2 Printed in Islamic Republic of Iran, 2004 Shiraz
University.
89. Kyrre .As, Sigmund, Fatigue assessment of aluminium automotive structures, a thesis
submitted in partial fulfilment of the requirements for the degree of
sivilingenir in applied mechanics, Norwegian university of science and technology,
December 10, 2002.
90. Kori. S.A , B.S. Murty , M. Chakraborty, Development of an efficient grain refiner for
Al–7Si alloy and its modification with strontium, Materials Science and Engineering
A283 (2000) 94–104p.
91. Кumai.S,J.Hu, Y.Higo and Nunomura ,Effects of dendrite cellsize and particle
distributionon the near threshold fatigue crack growut behaviour of cast Al-Si Cp
composites “Acta materialia .vol.44.Issue 6 June 1996 Pages 2249-2257.
92. Krüger, Ulrich , Talat lecture 4202, Weldability, Schweißtechnische Lehr- und
Versuchsanstalt Berlin, Date of Issue: 1994. EAA - European aluminium association.
93. Lados .Diana.A.,and Diran Apelian, The Effect of residual stress on the fatigue crack
growth behavior of Al-Si-Mg cast alloys—mechanisms and corrective mathematical
models. Metallurgical and materials transactions.,A volime 37A January 2006-133.
94. Li. X.D, Micromechanical model of stage I to stage II crack growth transition for
aluminium alloys, Theoretical and applied fracture mechanics 24 (1996) 217-231.
95. Lazarova .R,S.Popov, V.Manolov,R.Kovacheva ,Dependence of secondary dendrite
arm spacing on crystallization rate in an AlSi7Mg casting .”Journal of materials
science and technolojy.Vol12,2004 N3 P 300-306.
96. Lee. Kyuhong, Yong Nam Kwon b, Sunghak Lee, Correlation of microstructure with
mechanical properties and fracture toughness of A356 aluminum alloys fabricated by

205
low-pressure-casting, rheo-casting, and casting–forging processes, Engineering
Fracture Mechanics 75 (2008) 4200–4216.
97. Li. J. X, Wen, C.-S. Man and T. Zhai, Fatigue of continuous cast AA5754 Al alloy
sheet, Institute of materials, Minerals and mining,Published by Maney on behalf of the
institute, 15 June 2006.
98. Liu.L,A.M.Samuel,F.H.Samuel, Influence of oxides on porosity formation
in Sr-treated Al-Si casting alloys, Journal of material science 38(2003) 1255-1267p.
99. Ludwig .W, J-Y. Buffie`re, S. Savelli, P. Cloetens ,Study of the interaction of a short
fatigue crack with grain boundaries in a cast Al alloy using X-ray
microtomography,Acta Materialia 51 (2003) 585–598.
100. Mayer. H, M. Papakyriacou a, B. Zettl a, S.E. Stanzl-Tschegg, Influence of
porosity on the fatigue limit of die cast magnesium and aluminium alloys,
International Journal of Fatigue 25 (2003) 245–256.
101. Manolow.V,R.Lazarowa, R.Kovachewa, S.Popov.,Dependance of secondary
dendrite arm spacing on crystallization rate in AlSi7Mg Casting .,Journal of Materials
Science and Technology,vol.12,2004,№ 3.
102. Mishnaevsky JR, L. L, S. Schmauder , Damage evolution and heterogeeeity of
materials: model based on fuzzy set theory, Engineering Fracture Mechanics Vol. 51,
No. 6, pp. 625-636, 1997.
103. Moreira. P.M.G.P, A.M.P. de Jesus b, A.S. Ribeiro b, P.M.S.T. de Castro ,
Fatigue crack growth in friction stir welds of 6082-T6 and 6061-T6 aluminium
alloys: A comparison, theoretical and applied fracture mechanics 50 (2008) 81–91.
104. Mwanza.M.C,M.R. Joyce a, K.K. Lee b, S. Syngellakis c, P.A.S.
Reed,Microstructural characterisation of fatigue crack initiation in Al-based plain
bearing alloys, International Journal of Fatigue 25 (2003) 1135–1145.
105. Pinho-da-Cruz, J.A.M, J.A.M. Ferreira , J.D.M. Costa ,L.F.P. Borrego.
Fatigue analysis of thin AlMgSi welded joints under constant and variable amplitude
block loadings, Thin-Walled Structures 41 (2003) 389–402.
106. Reich .L, M. Murayama and K. Hono ,Evolution of w phase in an Al-Cu-Mg-
Ag alloy a three dimensional atom probe stude. Preprint of a manuscript submitted to
Acta Materialia .National Research Institute for Metals, 1-2-1 Sengen, Tsukuba 305-
0047, Japan
107. Rosso.M., The influence of casting process on quality and performances on Al
based automotive components,World Congress on Materials and Manufacturing
Engineering and Tehnology ,18th- 19th May 2005 Glwise Wista –Poland.
108. Shyam.A,Shyam1, J.E. Allison2 and J.W. Jones1Modeling small fatigue crack
growth in cast aluminum alloys, Department of Materials Science and Engineering,
University of Michigan, Ann Arbor, MI 48109 USA, Ford Research Laboratories,
Dearborn, MI 48121, USA.
109. Siegl .Jan , Ivan Nedbal and Jiří Kunz , Fatigue crack growth history in
concept of damage tolerance of air craft structures,Czech Technical University in
Prague, Faculty NSPE, Trojanova 13, 120 00 Prague 2, Czech Republic.
110. Siegl. Jan, Ivan Nedbal and Jiří Kunz, Fatigue crack growth history in concept
of damage tolerance of aircraft structures, First International Conference on Damage
Tolerance of Aircraft Structures , Trojanova 13, 120 00 Prague 2, Czech Republic.
111. Stanz I-Tschegg, S.E, H.R. Mayer, A. Beste* and S. Kroll, Fatigue and fatigue
crack propagation in AISi7Mg cast allovs under in-service loading .Conditions, Int. J.
Fatigue Vnl, 17, No. 2. pp. 149 155, 1995.
112. S.E. StanzI-Tschegg, H.R. Mayer, A. Beste* and S. Kroll*,

206
Fatigue and fatigue crack propagation in AISi7Mg cast allovs under in-service loading
conditions ,Institbt for Meteorologie und Physik, Universit#t for Bodenkultur
Wein,TOrkenschanzstr. 18, A 1180 Wien, Austria* Audi AG, Ingolstadt, Germany
(Received 29 July 1994).
113. Tabaru, Tatsuo , Kazuhisa Shobu, Michiru Sakamoto, Shuji Hanada,Effects of
substitution of Al for Si on the lattice variations and thermal expansion of Mo(Si,Al)2
Institute for Structural and Engineering Materials, National Institute of Advanced
Industrial Science and Technology (AIST), 807-1, Shuku, Tosu, Saga 841-0052, Japan
Institute for Materials Research, Tohoku University, 2-1-1 Katahira, Aoba, Sendai
980-8577, Japan Received 29 May 2003; accepted 30 July 2003.
114. Tada .H,Paris.P,Irwin.G,.The stress analysis of cracs handbook ,the materials
information society ,professional engineering publishing ,assume press.,”Washington
University”.ASME –PRESS.
115. Vodopivec.F,m.Jenko,J.Vojvodic-Tuna., Stability of mc carbide particies size
in creep resisting steelsSTEELS Received - primljeno: 2005-10-21.Accepted -
Prihvaćeno: 2006-02-20 Original Scientific Paper - Izvorni znanstveni rad
ISSN 0543-5846 METABK45(3)147-153(2006)Udc-UdK.
669.14.018.44:669.15´26´28´292=111
116. VEB Werksstaffprufaschiner Bedienungsanleitung zur Unileufbiegeprufma-
schine UBM Schlussclmummer: EL 138 66 321 Leipzig Faber Nr 520/75/11.
117. Wanhill. R.J.H, Fatigue crack initiation in aerospace aluminium alloys,
components and structures , First International Conference on Self Healing Materials,
Noordwijk, the Netherlands, 18-20 April 2007.
118. Wang.G,D.Apelian ,D.A.Lados.”Fatigue behavior of A356-T6 aluminum cast
alloys . Part I . Effect of casting defects .”,Journal of Light Metals 1(2001) 73-84p.
119. Wang .Q,A, D. Apelian ,D.A.Lados.”Fatigue behaviour of A356/357
aluminum cast alloys .Part II –Effect of microstrucural constituents .”Journal of Light
Metals(2001) 85-97.
120. Yoshiki.O,James Daly,Effects of shot ,peening on fatigue –damaged high
strength aluminum alloy applicability of rejuvenation on fatigue –damaged
components .Engineering ,Syracuse University New York 13244-1240 USA ,and
development ,,metal company New Yersey,07652,USA.
121. Yongzhi ZOU, Zhengbing XU , Juan HE, and Jianmin ZENG ,
Crystallographic Characteristic of Intermetallic Compounds in AlSiMg Casting Alloys
by Using Electron Backscatter Diffraction, Chinese journal of mechanical engineering
Vol.23,№.3,210.
122. Yeong-Jery Chen ,Relationship between ultrasonic characteristics and relative
porosity in Al and Al-XSi Alloys ., Materials transactions ,Vol.50 , № 9 (2009) p.2308
,The Japan Institute of Metals
123. ZHU. M. F, J. M. KIM and C. P. HONG, Modeling of Globular and Dendritic
Structure Evolution in Solidification of an Al–7mass%Si Alloy, ISIJ International,
Vol. 41 (2001), No. 9, pp. 992–998.
124. www.ndt-ed.org 125. www.hadleighcastings.com/
126. www.advanced-ndt.co.uk
127. www.hadleighcastings.com/uploads/A356.0
128. ASTM E399-09 Standard Test Method for Linear-Elastic Plane-Strain
Fracture Toughness KIC of Metallic Materials
129. ASTM E1820 - 17 Standard Test Method for Measurement of Fracture
Toughness

207
130. ASTM E647 - 13 Standard Test Method for Measurement of Fatigue Crack
Growth Rates
131. ASTM E 494:2015 Standard Practice for Measuring Ultrasonic Velocity in
Materials.