Embed Size (px)
Citation preview

- 1 -
■工程能力指数と不良率の関係
●工程能力指数について
★工程能力とは
工程能力とは,工程の品質に関する能力のことで,工程の品質達成能力ともいわれ,安定状態にある
工程において,どの程度のばらつきで品質を実現し得るかの能力を示すものである。
品質基準を満たした製品を生産できる能力のことを工程能力という.
製品の品質を示す特性に規格限界が設定されていれば,品質基準を満たしているかどうかを,製品の
測定値が規格限界内であるかどうかで判定することができ,工程能力を把握することができる.
★工程能力指数とは
工程能力を高めることは,品質管理の重要な目標である.目標が達成できているかどうかを判断する
には,工程能力を数値で評価する必要がある.工程能力を数値で示すものが工程能力指数である.工程
能力指数は Cp,あるいは PCI (Process Capability Index)と表わされる.
工程が安定している場合,製品の品質に関して測定された計量値のデータは,正規分布に従うのが一
般的である.正規分布に従うデータは,全体の 99.7%が,平均値から±3×標準偏差の範囲内に存在す
る.±3×標準偏差は,幅の広さが 6×標準偏差になる.この幅と規格の幅(SU-SL)を比べることで,
工程能力を評価するための数値が工程能力指数である.
工程能力が十分と判断されたときには,その状態を継続して維持できるように工程の管理を行い,不
十分と判断されたときには,ばらつきの低減などを目標として,改善活動を実施する.
工程能力指数を求めるときには,工程は統計的管理状態でなければならない.ヒストグラムの作成時
は正規分布形(一般形,正常形)をしていなければならない.

- 2 -
★工程能力指数の求め方
(1)両側規格の場合
s
SSC LU
p6
SU:上限規格値 SL:下限規格値 s:工程の標準偏差
平均値が規格の中心と大きくずれている場合は,Cpだけでなく Cpkを算出する。
s
SSKC LU
pk6
)1(
K:かたより度 LU
LU
LU
LU
SS
xSS
SS
xSS
K
2)(
2
2
なお,平均値に近いほうの規格値を用いて、片側規格の Cpを求めても同じ値が得られる。
即ち、平均値が規格の中心より下側にずれている場合 s
SxC L
pk3
平均値が規格の中心より上側にずれている場合 s
xSC U
pk3
これをまとめて表現すると
s
xS
s
SxC UL
pk3
,3
min
(2)片側規格の場合
① 上限規格の場合 ② 下限規格の場合
s
xSC U
p3
s
SxC L
p3

- 3 -
★工程能力指数の見方(工程能力の判断基準)
工程が管理されて安定状態にある場合に、工程能力指数の値に応じて,一般に以下のような判断を行
い,それに応じた処置がなされる.
表 工程能力の判断基準
工程能力指数
Cp(Cpk)の値 分布と規格
の関係
工程能力
有無の判断 処 置
Cp≧1.67
工程能力は十分す
ぎる
部品のばらつきが少し大きくなっても問題な
い.管理の簡素化やコスト低減の方法などを
考える.
1.67>Cp≧133
工程能力は十分で
ある 理想的な状態なので維持する.
1.33>Cp≧1.00
工程能力は十分と
はいえないが,ま
ずまずである
工程管理をしっかり行い,管理状態に保つ.
Cpが1に近づくと不良品発生のおそれがある
ので,必要に応じて処置をとる.
1.00>Cp≧0.67
工程能力は不足し
ている 不良品が発生している.全数選別,工程の管
理・改善を必要とする.
0.67>Cp
工程能力は非常に
不足している
とても品質を満足する状態ではない.品質の
改善,原因の追究を行い,緊急の対策を必要
とする.また,規格を再検討する.
引用文献 日本規格協会 新版QC入門講座 6 データのまとめ方と活用Ⅱ

- 4 -
●両側規格の場合の Cpkの計算式について
両側規格が存在し、平均値と規格の中心がずれている場合は,工程能力指数として、Cpk を算出する
必要がある。
この場合に、Cpk の算出方法には、次のように、二通りの計算方法がある。
(1) かたより度係数 K による計算式
s
SSKCKC LU
ppk6
)1()1(
(計算式 1)
ここで、 SU:上限規格値 SL:下限規格値 s:工程の標準偏差
K:かたより度 LU
LU
LU
LU
SS
xSS
SS
xSS
K
2)(
2
2 x :工程の平均値
(2) 片側規格の計算式
平均値に近いほうの規格値を用いて、片側規格の Cpkを求める。
平均値が規格の中心より下側にずれている場合 s
SxC L
pk3
平均値が規格の中心より上側にずれている場合 s
xSC U
pk3
これをまとめて表現すると、
s
xS
s
SxC UL
pk3
,3
min (計算式 2)
ここで、(計算式 1)を展開すると、次のようになり、(計算式 2)が導かれる。
★平均値が規格の中心より下側にずれている場合
2
LU SSx
であり、
LU
LU
SS
xSSK
2)(であるから、
s
SS
SS
xSS
s
SS
s
SS
SS
xSS
s
SSKC LU
LU
LULULU
LU
LULUpk
6
2)(
66
2)(1
6)1(
s
Sx
s
Sx
s
xSS
s
SS LLLULU
36
22
6
2
6
★平均値が規格の中心より上側にずれている場合
2
LU SSx
であり、
LU
LU
SS
SSxK
)(2であるから、
s
SS
SS
SSx
s
SS
s
SS
SS
SSx
s
SSKC LU
LU
LULULU
LU
LULUpk
6
)(2
66
)(21
6)1(
s
xS
s
xS
s
SSx
s
SS UULULU
36
22
6
2
6
以上より、(計算式 1)と(計算式 2)式は全く同一であることがわかる。

- 5 -
●正規分布とデータの標準化(正規化)
平均値や標準偏差が異なる測定データを比較するときには,平均値や標準偏差を考慮した上での検討
が必要になり、この場合に,もっとも一般的な方法は平均値と標準偏差を同じ値にそろえて比較するこ
とである.
具体的には,平均値が 0,標準偏差が 1 となるようにそろえる.このためには,個々のデータから平
均値を引いて,標準偏差で割るとよい.こうしたデータの変換行為をデータの“標準化(正規化)”と
呼んでいる.
測定値( )に対して,
s
xxu i
i
(i=1,2,・・・,n)
ここに, 平均値 n
xxxx n
・・・21 , 標準偏差 1
)(1
2
n
xx
s
n
i
i
という変換を行うと,( nuuu ,,, 21 ・・・ )の平均値は 0,標準偏差は 1 となる.
*標準化(正規化)されたデータは,定義式の割り算から,単位をもたない無次元の無名数となること
がわかる.
標準正規分布 N (0,12)を基に、次ページに示す「標準正規分布表」が作成されている。
★正規分布の性質
正規分布は次の重要な性質があり、「標準正規分布表」より計算できる。
無次元
nxxx ,,, 21 ・・・
2
2
2
1)(
u
euf
π2
2
2
)(
22
1)(
x
eufπ

- 6 -
★標準正規分布表
標準正規分布表は,標準正規分布 N (0,12 ) において,u 以上の確率 p を表わす計算表である.
u 0.00 0.01 0.02 0.03 0.04 0.05 0.06 0.07 0.08 0.09
0.0 0.500000 0.496011 0.492022 0.488034 0.484047 0.480061 0.476078 0.472097 0.468119 0.464144
0.1 0.460172 0.456205 0.452242 0.448283 0.444330 0.440382 0.436441 0.432505 0.428576 0.424655
0.2 0.420740 0.416834 0.412936 0.409046 0.405165 0.401294 0.397432 0.393580 0.389739 0.385908
0.3 0.382089 0.378280 0.374484 0.370700 0.366928 0.363169 0.359424 0.355691 0.351973 0.348268
0.4 0.344578 0.340903 0.337243 0.333598 0.329969 0.326355 0.322758 0.319178 0.315614 0.312067
0.5 0.308538 0.305026 0.301532 0.298056 0.294599 0.291160 0.287740 0.284339 0.280957 0.277595
0.6 0.274253 0.270931 0.267629 0.264347 0.261086 0.257846 0.254627 0.251429 0.248252 0.245097
0.7 0.241964 0.238852 0.235762 0.232695 0.229650 0.226627 0.223627 0.220650 0.217695 0.214764
0.8 0.211855 0.208970 0.206108 0.203269 0.200454 0.197663 0.194895 0.192150 0.189430 0.186733
0.9 0.184060 0.181411 0.178786 0.176186 0.173609 0.171056 0.168528 0.166023 0.163543 0.161087
1.0 0.158655 0.156248 0.153864 0.151505 0.149170 0.146859 0.144572 0.142310 0.140071 0.137857
1.1 0.135666 0.133500 0.131357 0.129238 0.127143 0.125072 0.123024 0.121000 0.119000 0.117023
1.2 0.115070 0.113139 0.111232 0.109349 0.107488 0.105650 0.103835 0.102042 0.100273 0.098525
1.3 0.096800 0.095098 0.093418 0.091759 0.090123 0.088508 0.086915 0.085343 0.083793 0.082264
1.4 0.080757 0.079270 0.077804 0.076359 0.074934 0.073529 0.072145 0.070781 0.069437 0.068112
1.5 0.066807 0.065522 0.064255 0.063008 0.061780 0.060571 0.059380 0.058208 0.057053 0.055917
1.6 0.054799 0.053699 0.052616 0.051551 0.050503 0.049471 0.048457 0.047460 0.046479 0.045514
1.7 0.044565 0.043633 0.042716 0.041815 0.040930 0.040059 0.039204 0.038364 0.037538 0.036727
1.8 0.035930 0.035148 0.034380 0.033625 0.032884 0.032157 0.031443 0.030742 0.030054 0.029379
1.9 0.028717 0.028067 0.027429 0.026803 0.026190 0.025588 0.024998 0.024419 0.023852 0.023295
2.0 0.022750 0.022216 0.021692 0.021178 0.020675 0.020182 0.019699 0.019226 0.018763 0.018309
2.1 0.017864 0.017429 0.017003 0.016586 0.016177 0.015778 0.015386 0.015003 0.014629 0.014262
2.2 0.013903 0.013553 0.013209 0.012874 0.012545 0.012224 0.011911 0.011604 0.011304 0.011011
2.3 0.010724 0.010444 0.010170 0.009903 0.009642 0.009387 0.009137 0.008894 0.008656 0.008424
2.4 0.008198 0.007976 0.007760 0.007549 0.007344 0.007143 0.006947 0.006756 0.006569 0.006387
2.5 0.006210 0.006037 0.005868 0.005703 0.005543 0.005386 0.005234 0.005085 0.004940 0.004799
2.6 0.004661 0.004527 0.004396 0.004269 0.004145 0.004025 0.003907 0.003793 0.003681 0.003573
2.7 0.003467 0.003364 0.003264 0.003167 0.003072 0.002980 0.002890 0.002803 0.002718 0.002635
2.8 0.002555 0.002477 0.002401 0.002327 0.002256 0.002186 0.002118 0.002052 0.001988 0.001926
2.9 0.001866 0.001807 0.001750 0.001695 0.001641 0.001589 0.001538 0.001489 0.001441 0.001395
3.0 0.001350 0.001306 0.001264 0.001223 0.001183 0.001144 0.001107 0.001070 0.001035 0.001001
3.1 0.000968 0.000935 0.000904 0.000874 0.000845 0.000816 0.000789 0.000762 0.000736 0.000711
3.2 0.000687 0.000664 0.000641 0.000619 0.000598 0.000577 0.000557 0.000538 0.000519 0.000501
3.3 0.000483 0.000466 0.000450 0.000434 0.000419 0.000404 0.000390 0.000376 0.000362 0.000349
3.4 0.000337 0.000325 0.000313 0.000302 0.000291 0.000280 0.000270 0.000260 0.000251 0.000242
3.5 0.000233 0.000224 0.000216 0.000208 0.000200 0.000193 0.000185 0.000178 0.000172 0.000165
3.6 0.000159 0.000153 0.000147 0.000142 0.000136 0.000131 0.000126 0.000121 0.000117 0.000112
3.7 0.000108 0.000104 0.000100 0.000096 0.000092 0.000088 0.000085 0.000082 0.000078 0.000075
3.8 0.000072 0.000069 0.000067 0.000064 0.000062 0.000059 0.000057 0.000054 0.000052 0.000050
3.9 0.000048 0.000046 0.000044 0.000042 0.000041 0.000039 0.000037 0.000036 0.000034 0.000033
4.0 0.000032 0.000030 0.000029 0.000028 0.000027 0.000026 0.000025 0.000024 0.000023 0.000022
0.0
0.1
0.2
0.3
0.4
0.5
-4 -3 -2 -1 0 1 2 3 4
N (0,12)
1
0 u
p
2
2
2
1)(
u
euf
π
)(NORMSDIST1 up

- 7 -
●工程の不良率計算の手順
一般に、工程のデータは長さ、重さ、強さなどの計量値であり、計量値の確率分布は、正規分布をす
る。これにより、標準正規分布表を使用して、次の例題に示す手順により、工程の不良率を求めること
ができる。
★例題
ある部品寸法の母平均が50.0cm、母標準偏差が1.0㎝の正規分布に従っている場合に、
社内規格(49cm~52cm)から外れるものの割合(図の黒塗り部分)を求めよ。
手順1.問題とその条件を確認する。
(図のように書いてみると判りやすい)
手順2.分布の中心から規格限界が
何シグマ離れているかを規格限界値を
標準化(正規化)して計算する。
下限規格では、
0.10.1
50491
LSu
上限規格では、
0.20.1
50522
USu
ここで、
μ:母集団(工程)の平均値
σ:母集団(工程)の標準偏差
手順3.求めた各 u1,u2 の値に対応して、標準正規分布表により、
規格を外れる確率 p1,p2 を求める。
u1=-1.0 以下の確率は、正規分布表より、p1=0.1587
u2=+2.0 以上の確率は、正規分布表より、p2=0.0228
従って、社内規格から外れるものの割合(不良率 p) は、
p=p1+p2=0.1587+0.0228=0.1815 → 則ち、18.15% となる。
なお、片側規格の場合には、上記の手順を参照して、
下限規格値に対応する u1
上限規格値に対応する u2
を計算し、標準正規分布表により、
u1以下の下限規格を外れる確率 p1
u2以上の上限規格を外れる確率 p2
を求めることができる。
図 部品寸法の分布と規格との関係
X1 X2
μ
P2 P1
SU SL

- 8 -
●工程能力指数と工程の不良率(解説図)
工程能力指数は工程の品質達成能力を示すので、工程の不良率と対応して理解する必要があるので、
理解しやすいように、以下に図示して解説した。
★両側規格 カタヨリなし K=0
両側規格値に対する工程分布のバラツキの大きさにより、工程能力指数 Cp と工程の不良率 p は下図
のように変化する。
規格値の幅に対して、工程分布のバラツキが非常に大きい場合には、工程能力指数 Cp は 0 に近くな
り、工程の不良率 p は 100%に近くなる。
工程の分布は、両側規格値内に納まっている。
工程能能力指数 Cp は大きい。
工程の不良率 p は非常に小さい。
工程の分布は、両側規格値内に納らない。
工程能能力指数 Cp は小さい。
工程の不良率 p は大きい。
工程の分布のバラツキが非常に大きく、
両側規格値内に全く納らない。
工程能能力指数 Cp は 0 に近い。
工程の不良率 p は 100%に近い。

- 9 -
★両側規格 カタヨリ度 K>0
工程平均が規格中心からずれている場合のかたより度 K は、次のとおりである。
XSS
a LU
2
2
LU SSb
2/)(
2/)(
LU
LU
SS
XSS
b
aK
a:規格中心と分布の平均値との差
b:規格の幅の 1/2
従って、かたより度 K=1 とは、a=bの状態で、不良率としては 50%の状態である。
X
ba
SLSU 規格中心SL SU SL SU

- 10 -
両側規格で、カタヨリ度 K>0 の場合には、工程分布の平均値 Xbar が規格中心からずれるに従って、
カタヨリ度 K が大きくなり、工程能力指数 Cp は変化しないが、工程能力指数 Cpk が小さくなり、工
程の不良率 p が大きくなる。
K≦1,Cpk≧0 の範囲では、工程の不良率 p の最大値は 50%であり、100%となることはない。

- 11 -
★片側規格
Cp>2 では、不良率 p はゼロに近いが、工程分布の平均値 Xbar が規格値 SL,SU に近づくに従って、
不良率 p は大きくなり、Xbar=SL 又は Xbar=SU では、工程の不良率 p=50%となる。
Cp≧0 の範囲では、工程の不良率 p の最大値は 50%であり、100%となることはない。

- 12 -
●工程能力指数と工程の不良率との関係
工程能力指数は工程の品質達成能力を示す指標であり、工程の不良率と密接な関係があり、工程能力
指数を工程の不良率との関係で理解すると分かり易い。
工程能力指数と工程の不良率との関係を以下に解説する。
★両側規格 工程の平均値が規格の中心と一致している場合 (カタヨリ度 K=0)
規格の中心が工程分布の平均の位置にある場合,工程能力の計算式 s
SSC LU
p6
から分かるとおり,
Cp=1.0 とは、平均値±3s の位置に規格値が設定されている状態であり、SU -SL=6s となり、
正規分布表より、不良率 p1+p2=0.135%+0.135%=0.27%(いわゆる千に三つ)に相当する。
この場合の工程能力指数 Cp と不良率 p の関係は、次の表のとおりである。
Cp 0 1/3=0.333 0.5 2/3=0.667 1.0 4/3=1.333 1.5 5/3=1.667 2.0
規格幅 2σ 3σ 4σ 6σ 8σ 9σ 10σ 12σ
不良率
p(%) 100 31.7 13.36 4.55 0.27 0.00633 0.03680 0.04573 0.06197
ここで、σは工程の標準偏差である。
0.16
s
SSC LU
p

- 13 -
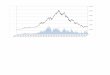
★両側規格 工程の平均値が規格の中心からずれている場合 (カタヨリ度 K>0)
この場合の工程能力指数 Cpk に対応する不良率 p は、Cp と K により計算され、工程能力指数 Cpk
に対応する工程の不良率 p は次の表とグラフのようになる。
Cp=2.0 の場合の工程能力指数 Cp と不良率 p の関係は次の表のとおりである。
Cpk 0 1/3=0.333 0.5 2/3=0.667 1.0 4/3=1.333 1.5 5/3=1.667 2.0
不良率
p(%) 50 15.9 6.68 2.27 0.135 0.00317 0.03340 0.04287 0.06197
カタヨリ度 K=0 の時は、工程能力指数 Cpk に対応する不良率 p は、工程能力指数 Cp に対応する不
良率 p と同じとなる。
カタヨリ度 K=1 の時は、工程能力指数 Cpk=0 となり、その不良率 p は 50%~100%となる。
カタヨリ度が 0<K<1 の時は、工程能力指数 Cpk に対応する不良率 p は、工程能力指数 Cp に対応
する不良率 p と同じとはならない。
Cp が Cpk より十分に大きい場合(Cp>>Cpk)には、工程能力指数 Cpk に対応する工程の不良率 p
は、工程能力指数 Cpk に対応する不良率 p の場合の不良率のほぼ 2 倍となる。
以上のことから、先に示した工程能力の判断基準は、Cp を Cpk にそのまま置き換えると、厳密に言
えば、やや厳しい判断基準となっているが、実用上は問題ないと思う。
1.E-09
1.E-08
1.E-07
1.E-06
1.E-05
1.E-04
1.E-03
1.E-02
1.E-01
1.E+00
0 0.2 0.4 0.6 0.8 1 1.2 1.4 1.6 1.8 2
不良率
p
工程能力指数 Cp,Cpk
両側規格の場合の工程能力指数と不良率の関係
Cp(K=0)
Cp=1/3
Cp=0.5
Cp=2/3
Cp=1.0
Cp=4/3
Cp=1.5
Cp=5/3
Cp=2.0

- 14 -
★片側規格の場合
片側規格の場合の工程能力指数 Cp と不良率 p の関係は次のとおりである。
Cp 0 1/3=0.333 0.5 2/3=0.667 1.0 4/3=1.333 1.5 5/3=1.667 2.0
不良率
p(%) 50 15.9 6.68 2.27 0.135 0.00317 0.03340 0.04287 0.0798
片側規格の場合の工程能力指数 Cp と不良率 p の関係を次のグラフ表に示す。
1.E-09
1.E-08
1.E-07
1.E-06
1.E-05
1.E-04
1.E-03
1.E-02
1.E-01
1.E+00
0 0.2 0.4 0.6 0.8 1 1.2 1.4 1.6 1.8 2
不良率
p
工程能力指数 Cp
片側規格の場合の工程能力指数Cpと不良率pの関係

- 15 -
★両側規格と片側規格の場合における工程能力指数 Cpと不良率 pとの関係
工程の平均値が規格の中心と一致している場合の両側規格の場合の工程能力指数 Cp と片側規格の場
合の工程能力指数 Cp に対応する工程の不良率 p との関係をグラフに表わすと次のようになる。
Cp 0 1/3=0.333 0.5 2/3=0.667 1.0 4/3=1.333 1.5 5/3=1.667 2.0
片側規格
不良率
p(%)
50 15.9 6.68 2.27 0.135 0.00317 0.03340 0.04287 0.0798
両側規格
不良率
p(%)
100 31.7 13.36 4.55 0.27 0.00633 0.03680 0.04573 0.06197
両側規格の場合の工程能力指数 Cp に対応する不良率は、片側規格の場合の工程能力指数 Cp に対応
する不良率の 2 倍となることがわかる。

- 16 -
●Excelによる工程能力指数と工程不良率の計算
Excel 関数を用いた工程能力指数と不良率の計算手順と計算結果の要点を以下に解説する。
具体的な計算例は、別紙の Excel 資料「工程能力指数と不良率」を参照のこと。
★標準正規分布の確率計算
Excel 関数 NORMSDIST は、平均値が 0 (ゼロ) で標準偏差が 1 である標準正規分布 N(0,12)におい
て、u 以下の累積確率を計算する関数である。先に解説した「標準正規分布表」の代わりにこの関数を
使用して不良率 p を計算することができる。
★片側規格の場合
下限規格の場合 上限規格の場合
*下限規格の場合
工程能力指数は、 s
SxC L
p3
SLを標準化(基準化)すると、 pL Cs
xSu 31
工程の不良率は、 )3(NORMSDIST)(NORMSDIST 11 pCup
*上限規格の場合
工程能力指数は、 s
xSC U
p3
SUを標準化(基準化)すると、 pU C
s
xSu 32
工程の不良率は、 )3(NORMSDIST1)(NORMSDIST1 22 pCup
NORMSDIST(u)
u 0
)(NORMSDIST1 up
N (0,12
)

- 17 -
★両側規格 工程の平均値が規格の中心と一致している場合 (カタヨリ度 K=0)
この場合の工程能力指数 Cp と不良率 p は次のように計算される。
s
SSC LU
p6
SU:上限の規格 SL:下限の規格 s:標準偏差
* 21, uu の計算
かたより度 K=0 であるから、2
LU SSx
となる。
この場合に、 21, uu は次のとおりである。
pLUULLULL C
s
SS
s
SS
s
SSS
s
xSu 3
63
2
2/)(1
pLULULUUU C
s
SS
s
SS
s
SSS
s
xSu 3
63
2
2/)(2
この場合は、 21 uu となる。
*不良率 ppp 21, の計算
)3(NORMSDIST)(NORMSDIST 11 pCup
)3(NORMSDIST1)(NORMSDIST1 22 pCup
全体の不良率 21 ppp
この場合は、 21 pp となる。

- 18 -
★両側規格の場合 工程の平均値 Xbarが規格の中心よりずれている場合(カタヨリ度 K>0)
工程能力指数 s
SxC L
pK3
工程能力指数
s
xSC U
pK3
工程の平均値が規格の中心からずれている場合、工程能力指数 Cpk とかたより度 K は次式で与えら
れる。
s
SSKC LU
pk6
)1(
K:かたより度 LU
LU
LU
LU
SS
xSS
SS
xSS
K
2)(
2
2
*工程の平均値が規格の中心より下側にずれている場合の工程の平均値 x の計算
LU
LU
LU
LU
SS
xSS
SS
xSS
K
2)(
2
2 であるから、 2
)( LULU SSKSSx
となる。
*工程の平均値が規格の中心より上側にずれている場合の工程の平均値 x の計算
LU
LU
LU
LU
SS
SSx
SS
SSx
K
)(2
2
2 であるから、 2
)( LULU SSKSSx
工程の平均値 Xbar が規格の中心よ
り下側にずれている場合 工程の平均値 Xbar が規格の中心よ
り上側にずれている場合

- 19 -
★両側規格 工程の平均値 Xbarが規格の中心より下側にずれている場合(カタヨリ度 K>0)
*工程の平均値
2
)( LULU SSKSSx
*工程能力指数
s
SSSKSS
s
SSSKSS
s
SxC LLULU
LLULU
LpL
6
2)(
3
2
)(
3
pLULULU CK
s
SSK
s
SSKSS)1(
6)1(
6
)(
s
SSKSSS
s
SSKSSS
s
xSC LULUU
LULUU
UpU
6
)()(2
3
2
)(
3
pLULULU CK
s
SSK
s
SSKSS)1(
6)1(
6
)(
ここで、 pLU
pUpL Cs
SSCC 2
3
となる。
pLppUL
pk CCCs
xS
s
SxC
UL
),min(3
,3
min
*u1,u2の計算
ppLL CKCs
xSu )1(331
ppUU CKC
s
xSu )1(332
ppppUpL KCCKCKCCuu 6)1(3)1(33321
*不良率の計算
上記のように計算された u1,u2 を用いて、下限規格値 SL と上限規格値 SU を外れる工程の不良
率 ppp 21, は、Excel 関数を用いて次のように計算される。
)(NORMSDIST 11 up
)(NORMSDIST1 22 up
全体の不良率 21 ppp

- 20 -
★両側規格 工程の平均値 Xbarが規格の中心より上側にずれている場合(カタヨリ度 K>0)
*工程の平均値
2
)( LULU SSKSSx
*工程能力指数
s
SSSKSS
s
SSSKSS
s
SxC LLULU
LLULU
LpL
6
2)(
3
2
)(
3
pLULULU CK
s
SSK
s
SSKSS)1(
6)1(
6
)(
s
SSKSSS
s
SSKSSS
s
xSC LULUU
LULUU
UpU
6
)()(2
3
2
)(
3
pLULULU CK
s
SSK
s
SSKSS)1(
6)1(
6
)(
ここで、 pLU
pUpL Cs
SSCC 2
3
となる。
pUppUL
pk CCCs
xS
s
SxC
UL
),min(3
,3
min
*u1,u2の計算
ppLL CKCs
xSu )1(331
ppUU CKC
s
xSu )1(332
ppppUpL KCCKCKCCuu 6)1(3)1(33321
*不良率の計算
上記のように計算された u1,u2 を用いて、下限規格値 SL と上限規格値 SU を外れる工程の不良
率 ppp 21, は、Excel 関数を用いて次のように計算される。
)(NORMSDIST 11 up
)(NORMSDIST1 22 up
全体の不良率 21 ppp
以上