Embed Size (px)
Citation preview
1
LNG LNG 플랜트의플랜트의 RBI (RiskRBI (Risk--Based Inspection) Based Inspection) 방법론방법론
하하 제제 창창
제1회 대한민국 산업자산관리 Conference 2008
하하 제제 창창
JeJe--Chang Ha*Chang Ha* (Ph.D)
11 Dec. 2009
가스안전연구원가스안전연구원(Institute of Gas Safety R&D)(Institute of Gas Safety R&D)
한국가스안전공사한국가스안전공사(KGS)(KGS)
ⅠⅠ IntroductionIntroduction
ContentsContentsContentsContents
ⅢⅢ Development of KGS-RBITM and RBM program for LNG PlantsDevelopment of KGS-RBITM and RBM program for LNG Plants
ⅡⅡ What is RBI (Risk-Based Inspection) and RBM(Risk-Based Management) ?What is RBI (Risk-Based Inspection) and RBM(Risk-Based Management) ?
ⅢⅢ Development of KGS RBI and RBM program for LNG PlantsDevelopment of KGS RBI and RBM program for LNG Plants
ⅣⅣApplication of KGS-RBITM program on the BTX System in Petrochemical PlantApplication of KGS-RBITM program on the BTX System in Petrochemical Plant
ⅤⅤ Results and DiscussionResults and Discussion
ⅥⅥ ConclusionConclusion
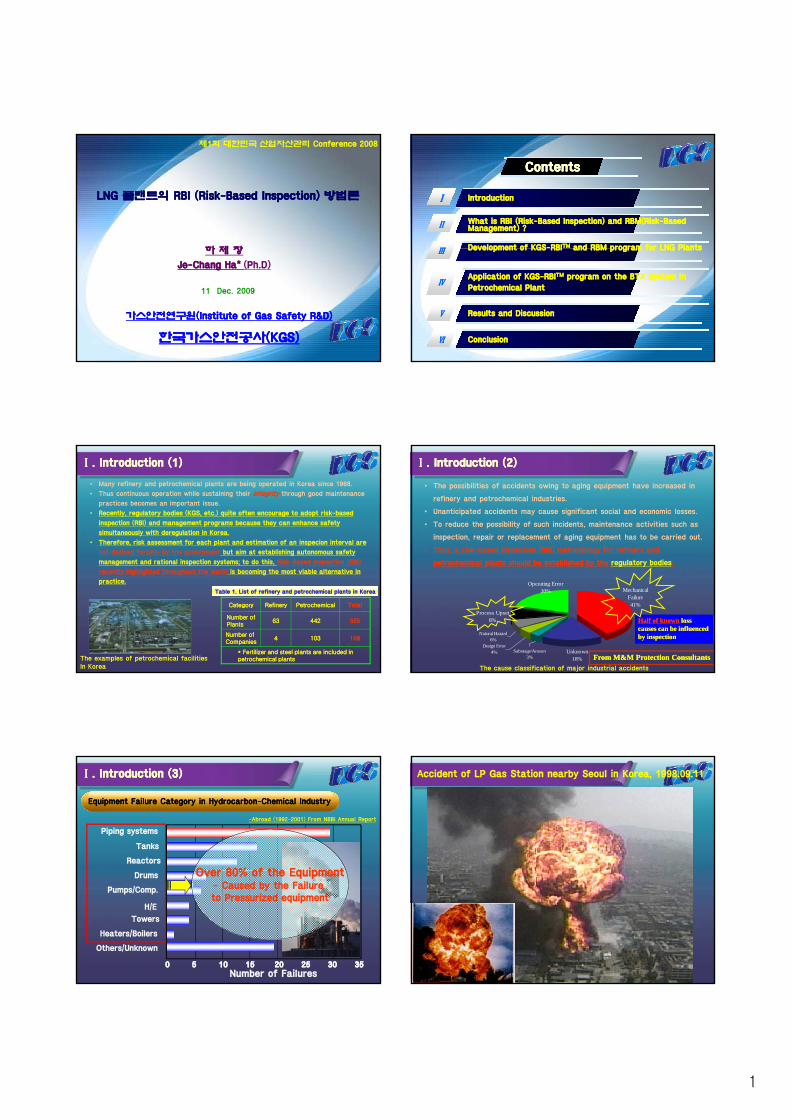
Ⅰ. Introduction (1)Ⅰ. Introduction (1)
• Many refinery and petrochemical plants are being operated in Korea since 1968.
• Thus continuous operation while sustaining their integrity through good maintenance
practices becomes an important issue.
• Recently, regulatory bodies (KGS, etc.) quite often encourage to adopt risk-based
inspection (RBI) and management programs because they can enhance safety
simultaneously with deregulation in Korea.
• Therefore, risk assessment for each plant and estimation of an inspecion interval are
not defined forcibly by the government but aim at establishing autonomous safety
( )management and rational inspection systems; to do this, Risk-Based Inspection (RBI)
recently highlighted throughout the world is becoming the most viable alternative in
practice.
Table 1. List of refinery and petrochemical plants in Korea
The examples of petrochemical facilitiesIn Korea
CategoryCategory RefineryRefinery PetrochemicalPetrochemical TotalTotal
Number of Number of PlantsPlants
6363 442442 505505
Number of Number of CompaniesCompanies
44 103103 108108
* Fertilizer and steel plants are included in * Fertilizer and steel plants are included in petrochemical plantspetrochemical plants
Ⅰ. Introduction (2)Ⅰ. Introduction (2)
• The possibilities of accidents owing to aging equipment have increased in
refinery and petrochemical industries.
• Unanticipated accidents may cause significant social and economic losses.
• To reduce the possibility of such incidents, maintenance activities such as
inspection, repair or replacement of aging equipment has to be carried out.
• Thus, a risk-based inspection (RBI) methodology for refinery and
Half of knownHalf of known loss loss causes can be influenced causes can be influenced by inspectionby inspection
Half of knownHalf of known loss loss causes can be influenced causes can be influenced by inspectionby inspection
petrochemical plants should be established by the regulatory bodies.
Unknown18%
Process Upset8%
Natural Hazard6%
Design Error4% Sabotage/Aroson
3%
Operating Error20% Mechanical
Failure41%
The cause classification of major industrial accidents
From M&M Protection ConsultantsFrom M&M Protection Consultants
Piping systems
Tanks
Reactors
-Abroad (1992-2001) From NBBI Annual Report
Equipment Failure Category in Hydrocarbon-Chemical IndustryEquipment Failure Category in Hydrocarbon-Chemical Industry
Ove 80% of the Eq ipment
Ⅰ. Introduction (3)Ⅰ. Introduction (3)
Drums
Pumps/Comp.
H/E
Towers
Heaters/Boilers
Others/Unknown
00 2020 2525 3030 35351515101055Number of Failures
Over 80% of the Equipment- Caused by the Failure to Pressurized equipment
Accident of LP Gas Station nearby Seoul in Korea, 1998.09.11
2
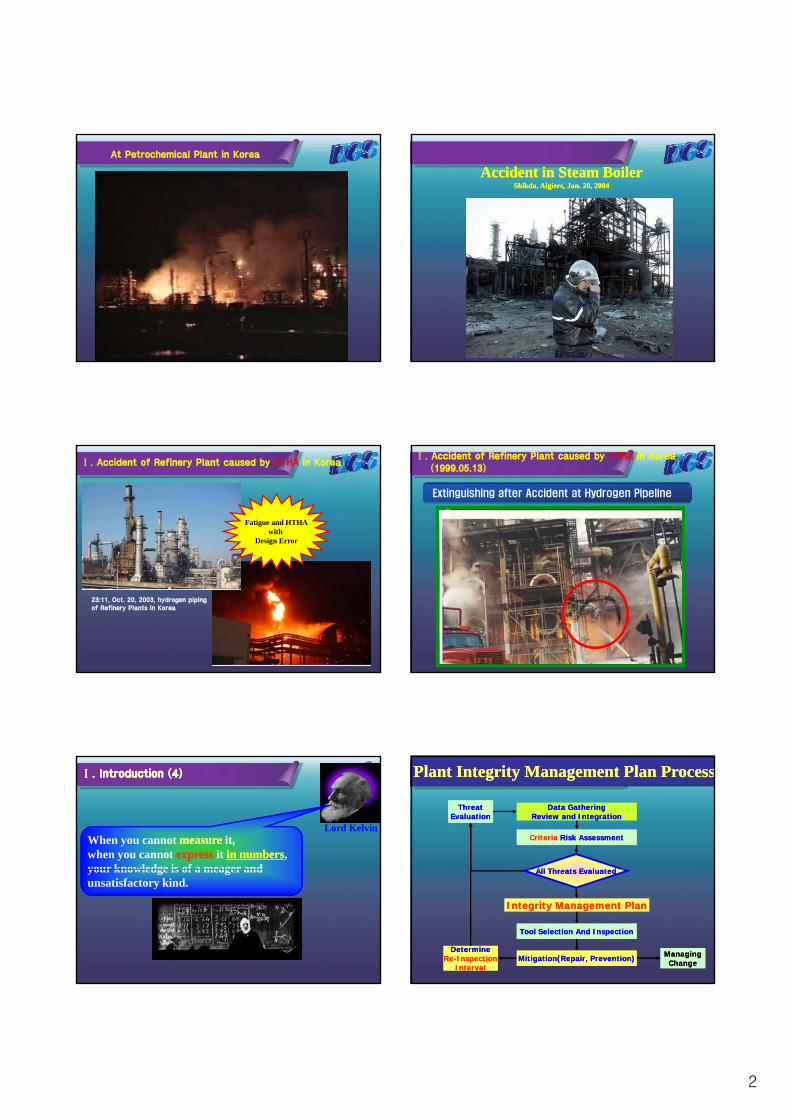
At Petrochemical Plant in Korea
Accident in Steam BoilerAccident in Steam BoilerSkikda, Algiers, Jan. 20, 2004Skikda, Algiers, Jan. 20, 2004
Ⅰ. Accident of Refinery Plant caused by HTHA in Korea
Fatigue and HTHAwith
Design Error
23:11, Oct. 20, 2003, hydrogen piping of Refinery Plants in Korea
Extinguishing after Accident at Hydrogen Pipeline
Ⅰ. Accident of Refinery Plant caused by HTHA in Korea(1999.05.13)
When you cannot measuremeasure it,when you cannot expressexpress it in numbersin numbers,your knowledge is of a meager and
Lord Kelvin
Ⅰ. Introduction (4)Ⅰ. Introduction (4)
your knowledge is of a meager and unsatisfactory kind.
Data GatheringData GatheringReview and IntegrationReview and Integration
Criteria Criteria Risk AssessmentRisk Assessment
All Threats EvaluatedAll Threats Evaluated
ThreatThreatEvaluationEvaluation
ThreatThreatEvaluationEvaluation
Plant Integrity Management Plan ProcessPlant Integrity Management Plan Process
All Threats EvaluatedAll Threats Evaluated
Integrity Management PlanIntegrity Management Plan
Tool Selection And InspectionTool Selection And Inspection
Mitigation(Repair, Prevention)Mitigation(Repair, Prevention)DetermineDetermine
ReRe--InspectionInspectionIntervalInterval
DetermineDetermineReRe--InspectionInspection
IntervalInterval
ManagingManagingChangeChange
ManagingManagingChangeChange
3
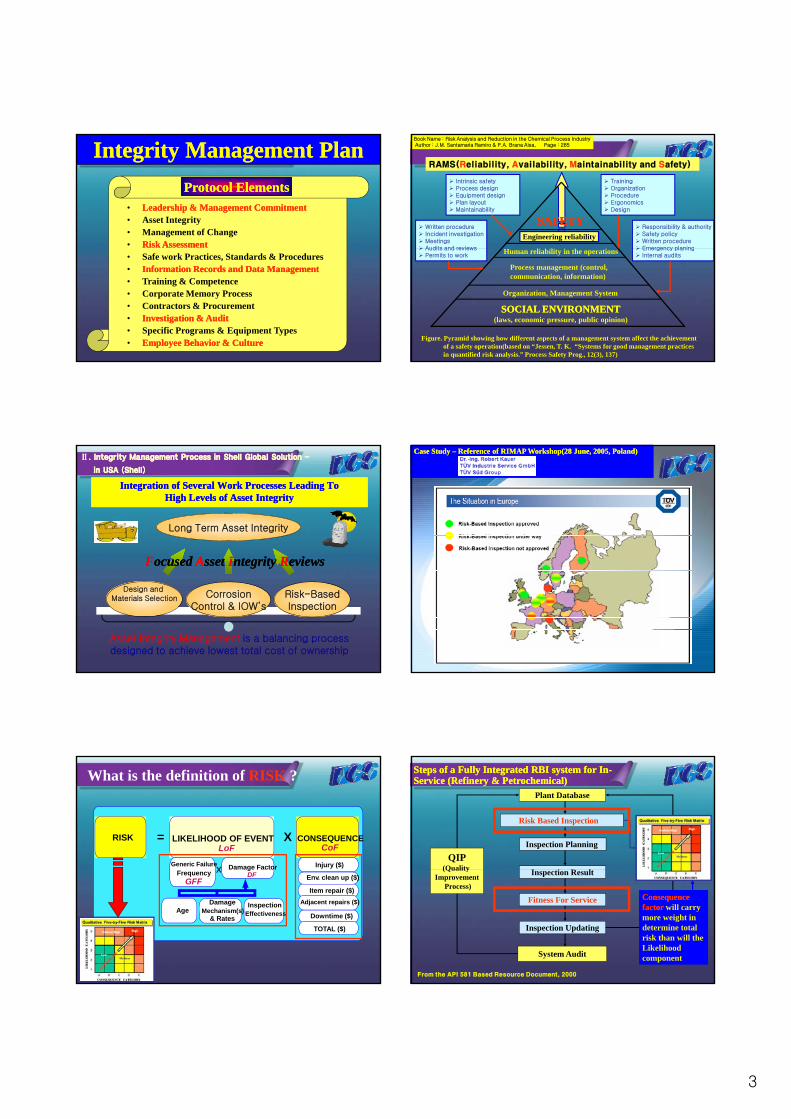
Integrity Management PlanIntegrity Management Plan
• Leadership & Management CommitmentLeadership & Management Commitment• Asset Integrity• Management of Change• Risk AssessmentRisk Assessment
Protocol ElementsProtocol Elements
• Safe work Practices, Standards & Procedures• Information Records and Data ManagementInformation Records and Data Management• Training & Competence• Corporate Memory Process• Contractors & Procurement• Investigation & AuditInvestigation & Audit• Specific Programs & Equipment Types• Employee Behavior & CultureEmployee Behavior & Culture
RAMS(Reliability, Availability, Maintainability and Safety)RAMS(Reliability, Availability, Maintainability and Safety)
SAFETYSAFETYEngineering reliability
Book Name : Risk Analysis and Reduction in the Chemical Process IndustryAuthor : J.M. Santamaria Ramiro & P.A. Brana Aisa, Page : 285
Intrinsic safety Process design Equipment design Plan layout Maintainability
Written procedure Incident investigation Meetings Audits and reviews
Training Organization Procedure Ergonomics Design
Responsibility & authority Safety policy Written procedure Emergency planingHuman reliability in the operations
Process management (control, communication, information)
Organization, Management System
SOCIAL ENVIRONMENTSOCIAL ENVIRONMENT(laws, economic pressure, public opinion)
Figure. Pyramid showing how different aspects of a management system affect the achievementof a safety operation(based on “Jessen, T. K. “Systems for good management practicesin quantified risk analysis.” Process Safety Prog., 12(3), 137)
Audits and reviews Permits to work
Emergency planing Internal audits
Integration of Several Work Processes Leading ToIntegration of Several Work Processes Leading ToHigh Levels of Asset IntegrityHigh Levels of Asset Integrity
Integration of Several Work Processes Leading ToIntegration of Several Work Processes Leading ToHigh Levels of Asset IntegrityHigh Levels of Asset Integrity
Long Term Asset Integrity
FF dd AA tt II t itt it RR ii
Ⅱ. Integrity Management Process in Shell Global Solution –
in USA (Shell)
Ⅱ. Integrity Management Process in Shell Global Solution –
in USA (Shell)
Design and Materials Selection Corrosion
Control & IOW’sRisk-BasedInspection
Asset Integrity Management is a balancing process designed to achieve lowest total cost of ownership
FFocused ocused AAsset sset IIntegrity ntegrity RReviewseviews
Case Study Case Study –– Reference of RIMAP Workshop(28 June, 2005, Poland)Reference of RIMAP Workshop(28 June, 2005, Poland)Case Study Case Study –– Reference of RIMAP Workshop(28 June, 2005, Poland)Reference of RIMAP Workshop(28 June, 2005, Poland)
LIKELIHOOD OF EVENTLoF
X CONSEQUENCECoF
=RISK
Generic Failure Damage Factor Injury ($)X
What is the definition of RISK ?
FrequencyGFF
gDF
AgeDamage
Mechanism(s)& Rates
InspectionEffectiveness Downtime ($)
Item repair ($)
Env. clean up ($)
Adjacent repairs ($)
TOTAL ($)
X
Steps of a Fully Integrated RBI system for InSteps of a Fully Integrated RBI system for In--Service (Refinery & Petrochemical)Service (Refinery & Petrochemical)
Plant Database
Risk Based Inspection
Inspection Planning
I i R l
QIP(Quality
Fitness For Service
Inspection Result
Inspection Updating
System Audit
(Quality Improvement
Process)
Consequence Consequence factorfactor will carry more weight in determine total risk than will the Likelihood component
Consequence Consequence factorfactor will carry more weight in determine total risk than will the Likelihood component
From the API 581 Based Resource Document, 2000
4
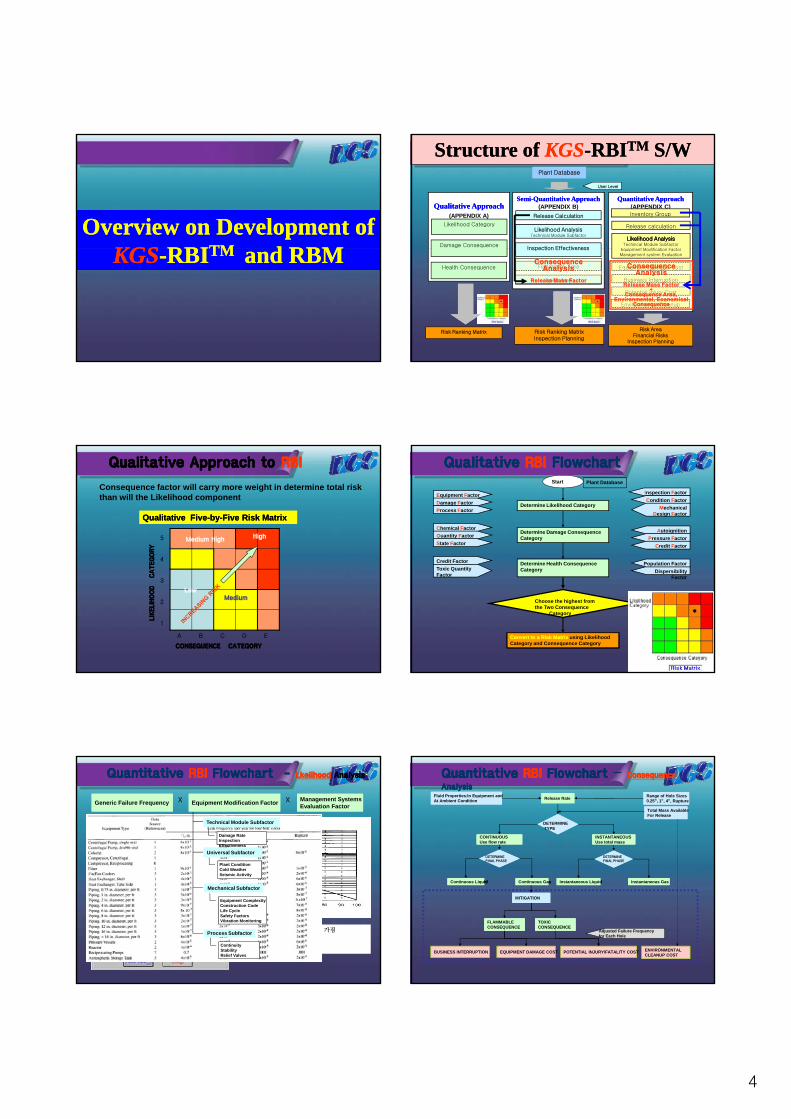
Overview on Development ofOverview on Development ofKGSKGS RBIRBITMTM d RBMd RBMKGSKGS--RBIRBITM TM and RBMand RBM
Qualitative ApproachQualitative Approach(APPENDIX A)
Likelihood Category
Damage Consequence
Plant DatabasePlant Database
User Level
SemiSemi--Quantitative ApproachQuantitative Approach(APPENDIX B)
Release Calculation
Likelihood AnalysisTechnical Module Subfactor
Inspection Effectiveness
Quantitative ApproachQuantitative Approach(APPENDIX C)Inventory Group
Release calculation
Likelihood AnalysisLikelihood AnalysisTechnical Module Subfactor
E i t M difi ti F t
Structure of Structure of KGSKGS--RBIRBITMTM S/WS/W
Health Consequence
Inspection Effectiveness
Flammable Area
Toxic Area
Equipment Modification FactorManagement system Evaluation
Equipment Damage Cost
Business Interruption
Potential Injury Cost
Environmental Cleanup
Risk Ranking Matrix Risk Ranking MatrixInspection Planning
Consequence Analysis
Release Mass Factor
Risk AreaFinancial Risks
Inspection Planning
Consequence Analysis
Release Mass Factor+
Consequence Area, Environmental, Economical
Consequence
Qualitative Approach to Qualitative Approach to RBI RBI
Consequence factor will carry more weight in determine total risk than will the Likelihood component
Qualitative FiveQualitative Five--byby--Five Risk MatrixFive Risk MatrixQualitative FiveQualitative Five--byby--Five Risk MatrixFive Risk Matrix
GORY
GORY
5
4
HighMedium High
CONSEQUENCE CATEGORYCONSEQUENCE CATEGORY
LIK
ELIHOOD C
ATEG
LIK
ELIHOOD C
ATEG
A B C D E
4
3
2
1
MediumLow
Qualitative Qualitative RBIRBI FlowchartFlowchartStart Plant Database
Equipment Factor
Damage Factor
Process FactorDetermine Likelihood Category
Inspection Factor
Condition Factor
MechanicalDesign Factor
Chemical Factor
Quantity Factor
State Factor
Determine Damage Consequence Category
Autoignition FactorPressure Factor
Credit Factor
22
Toxic Quantity Factor
Credit Factor Determine Health Consequence Category Dispersibility
Factor
Population Factor
Choose the highest from the Two Consequence
Category
Convert to a Risk MatrixConvert to a Risk Matrix using Likelihood Category and Consequence Category
Quantitative Quantitative RBI RBI Flowchart Flowchart -- LkelihoodLkelihood AnalysisAnalysis
Technical Module Subfactor
Universal SubfactorUniversal Subfactor
Damage RateInspection Effectiveness
Plant ConditionCold Weather
Equipment Modification FactorXGeneric Failure FrequencyManagement SystemsEvaluation Factor
X
101 가지평가를통해서 0.1에서 10까지값을가짐
Mechanical Subfactor
Process Subfactor
Cold WeatherSeismic Activity
Equipment ComplexityConstruction CodeLife CycleSafety FactorsVibration Monitoring
ContinuityStabilityRelief Valves
Quantitative Quantitative RBI RBI FlowchartFlowchart –– ConsequenceConsequence
AnalysisAnalysisRelease RateRelease Rate
Fluid Properties:In Equipment andAt Ambient Condition
Range of Hole Sizes0.25”, 1”, 4”, Rupture
CONTINUOUSUse flow rateCONTINUOUSUse flow rate
DETERMINEFINAL PHASE
Total Mass AvailableFor Release
DETERMINETYPE
INSTANTANEOUSUse total massINSTANTANEOUSUse total mass
DETERMINEFINAL PHASE
Continuous LiquidContinuous Liquid Continuous GasContinuous Gas Instantaneous LiquidInstantaneous Liquid Instantaneous GasInstantaneous Gas
ENVIRONMENTALCLEANUP COST
FLAMMABLECONSEQUENCE
TOXICCONSEQUENCE
BUSINESS INTERRUPTION EQUIPMENT DAMAGE COST POTENTIAL INJURY/FATALITY COST
Adjusted Failure Frequencyfor Each Hole
MITIGATION
5
Plant DB
Database
MaterialManagement
Program
Data
DocumentGraphic
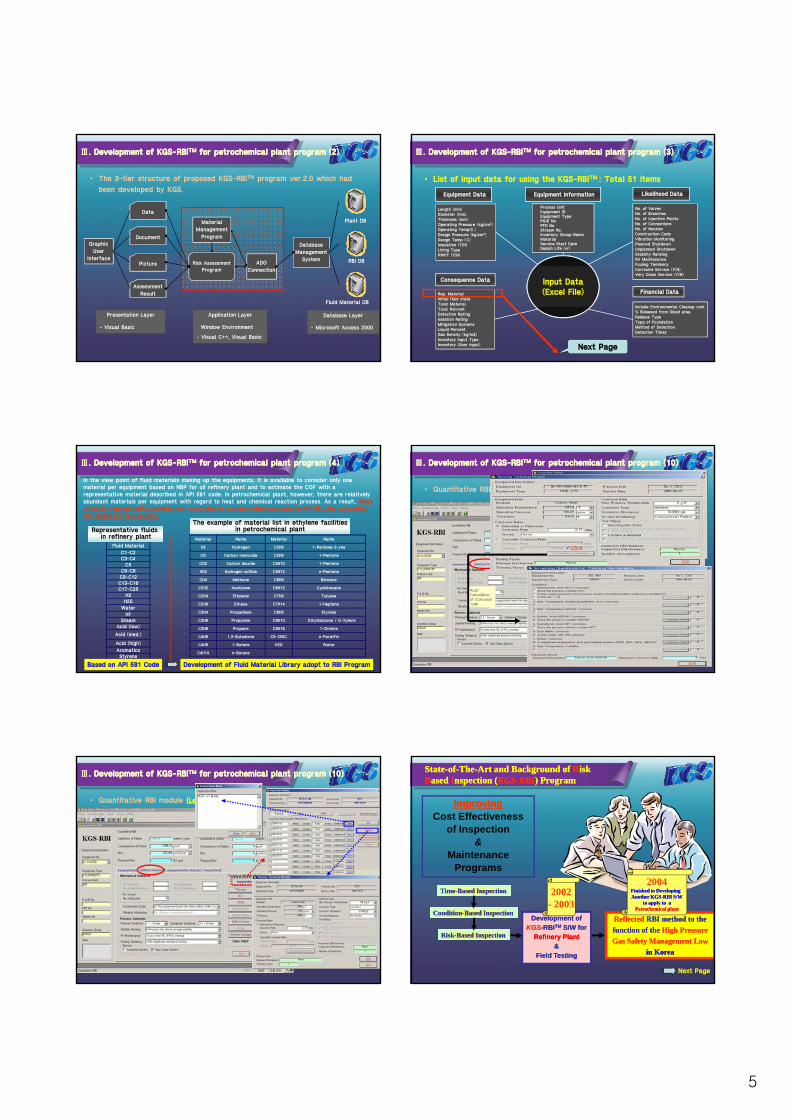
• The 3-tier structure of proposed KGS-RBITM program ver.2.0 which had
been developed by KGS.
Ⅲ. Development of KGS-RBITM for petrochemical plant program (2)Ⅲ. Development of KGS-RBITM for petrochemical plant program (2)
ManagementSystem RBI DB
Fluid Material DB
ADOConnection
Risk AssessmentProgram
Picture
AssessmentResult
UserInterface
Presentation Layer Application Layer Database Layer
- Window Environment
- Visual C++, Visual Basic
- Microsoft Access 2000- Visual Basic
• List of input data for using the KGS-RBITM : Total 51 items
Process UnitEquipment IDEquipment TypeP&ID No.PFD No.Stream No.Inventory Group NameMaterialService Start DateDesign Life (yr)
Length (mm)Diameter (mm)Thickness (mm)Operating Pressure (kg/cm2)Operating Temp(C.)Design Pressure (kg/cm2)Design Temp (.C)Insulation (Y/N)
No. of ValvesNo. of BranchesNo. of Injection PointsNo. of ConnectionsNo. of NozzlesConstruction CodeVibration MonitoringPlanned ShutdownU l d Sh td
Equipment InformationEquipment Data Likelihood Data
Ⅲ. Development of KGS-RBITM for petrochemical plant program (3)Ⅲ. Development of KGS-RBITM for petrochemical plant program (3)
Design Life (yr)Lining TypePWHT (Y/N)
Unplanned ShutdownStability RankingRV MaintenanceFouling TendencyCorrosive Service (Y/N)Very Clean Service (Y/N)
Rep. MaterialInitial fluid stateToxic MaterialToxic PercentDetection RatingIsolation RatingMitigation SystemsLiquid PercentGas Density (kg/m3)Inventory Input TypeInventory (User input)
Include Environmental Cleanup cost% Released from Diked areaRelease TypeType of FoundationMethod of DetectionDetection Times
Input Data(Excel File)Input Data(Excel File)
Consequence Data
Financial Data
Next Page
Material Name Material Name
H2 Hydrogen C5H6 1-Pentene-3-yne
CO Carbon monoxide C5H8 1-Pentyne
Fluid Material
C1-C2C3-C4
Representative fluids in refinery plant
The example of material list in ethylene facilitiesin petrochemical plant
The example of material list in ethylene facilitiesin petrochemical plant
In the view point of fluid materials making up the equipments, it is available to consider only one material per equipment based on NBP for oil refinery plant and to estimate the COF with a representative material described in API 581 code. In petrochemical plant, however, there are relatively abundant materials per equipment with regard to heat and chemical reaction process. As a result, when using the representative material only according to current method proposed in API 581, the calculated COF would not be accurate.
Ⅲ. Development of KGS-RBITM for petrochemical plant program (4)Ⅲ. Development of KGS-RBITM for petrochemical plant program (4)
CO2 Carbon dioxide C5H10 1-Pentene
H2S Hydrogen sulfide C5H12 n-Pentane
CH4 Methane C6H6 Benzene
C2H2 Acetylene C6H12 Cyclohexane
C2H4 Ethylene C7H8 Toluene
C2H6 Ethane C7H14 1-Heptene
C3H4 Propadiene C8H8 Styrene
C3H6 Propylene C8H10 Ethylbenzene / O-Xylene
C3H8 Propane C8H16 1-Octene
C4H6 1,3-Butadiene C9-205C n-Paraffin
C4H8 1-Butene H2O Water
C4H10 n-Butane
C3-C4C5
C6-C8C9-C12C13-C16C17-C25
H2H2S
WaterHF
SteamAcid (low)
Acid (med.)
Acid (high)
AromaticsStyrene
Based on API 581 Code Development of Fluid Material Library adopt to RBI Program
Ⅲ. Development of KGS-RBITM for petrochemical plant program (10)Ⅲ. Development of KGS-RBITM for petrochemical plant program (10)
• Quantitative RBI module (LoF)(LoF)
Click
Auto-Calculationof Corrosionrate
Ⅲ. Development of KGS-RBITM for petrochemical plant program (10)Ⅲ. Development of KGS-RBITM for petrochemical plant program (10)
• Quantitative RBI module (LoF)(LoF) ImprovingImprovingCost Effectiveness
of Inspection &
MaintenancePrograms
StateState--ofof--TheThe--Art and Background ofArt and Background of RRisk isk BBased ased IInspection (nspection (KGSKGS--RBIRBI) Program) Program
Programs
RiskRisk--Based Inspection Based Inspection
TimeTime--Based Inspection Based Inspection
ConditionCondition--Based Inspection Based Inspection Development of Development of
KGSKGS--RBIRBITMTM S/W for S/W for Refinery PlantRefinery Plant
&&Field TestingField Testing
2002- 2003
ReflectedReflected RBI method to the RBI method to the
function of the function of the High Pressure High Pressure
Gas Safety Management Law Gas Safety Management Law
in Koreain Korea
2004Finished to Developing Finished to Developing Another KGSAnother KGS--RBI S/WRBI S/W
to apply to ato apply to aPetrochemical plantPetrochemical plant
Next Page
6
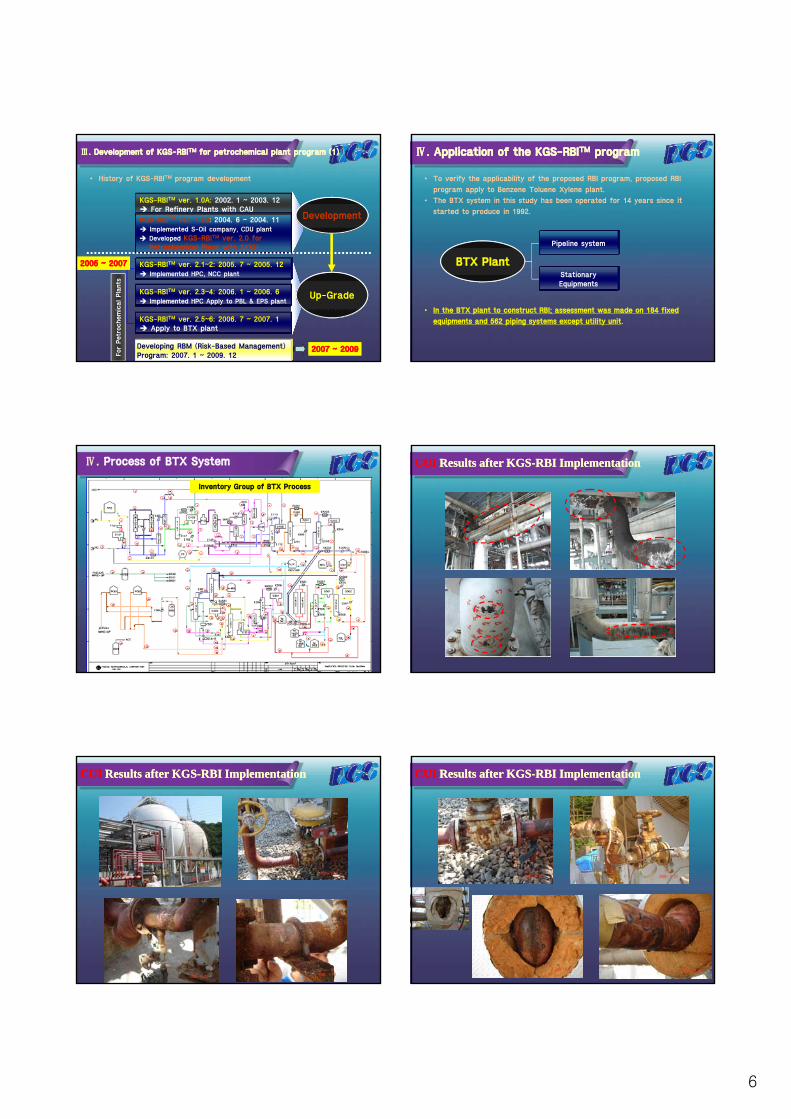
• History of KGS-RBITM program development
Ⅲ. Development of KGS-RBITM for petrochemical plant program (1)Ⅲ. Development of KGS-RBITM for petrochemical plant program (1)
KGS-RBITM ver. 1.0A: 2002. 1 ~ 2003. 12 For Refinery Plants with CAU
KGS-RBITM ver. 1.2B: 2004. 6 ~ 2004. 11 Implemented S-Oil company, CDU plant
Developed KGS-RBITM ver. 2.0 forPetrochemical Plant with SKKU
DevelopmentDevelopment
Petrochemical Plant with SKKU
KGS-RBITM ver. 2.1~2: 2005. 7 ~ 2005. 12 Implemented HPC, NCC plant
KGS-RBITM ver. 2.3~4: 2006. 1 ~ 2006. 6 Implemented HPC Apply to PBL & EPS plant
KGS-RBITM ver. 2.5~6: 2006. 7 ~ 2007. 1 Apply to BTX plant
For
Petr
ochemical Pla
nts
Up-GradeUp-Grade
2005 ~ 20072005 ~ 20072005 ~ 20072005 ~ 2007
Developing RBM (Risk-Based Management)Program: 2007. 1 ~ 2009. 12
2007 ~ 20092007 ~ 20092007 ~ 20092007 ~ 2009
Ⅳ. Application of the KGS-RBITM programⅣ. Application of the KGS-RBITM program
• To verify the applicability of the proposed RBI program, proposed RBI
program apply to Benzene Toluene Xylene plant.
• The BTX system in this study has been operated for 14 years since it
started to produce in 1992.
Pipeline system
• In the BTX plant to construct RBI; assessment was made on 184 fixed
equipments and 562 piping systems except utility unit.
Stationary Equipments
BTX PlantBTX Plant
Ⅳ. Process of BTX System
Inventory Group of BTX ProcessInventory Group of BTX Process
CUI Results after KGS-RBI ImplementationCUI Results after KGS-RBI Implementation
CUI Results after KGS-RBI ImplementationCUI Results after KGS-RBI Implementation CUI Results after KGS-RBI ImplementationCUI Results after KGS-RBI Implementation
7
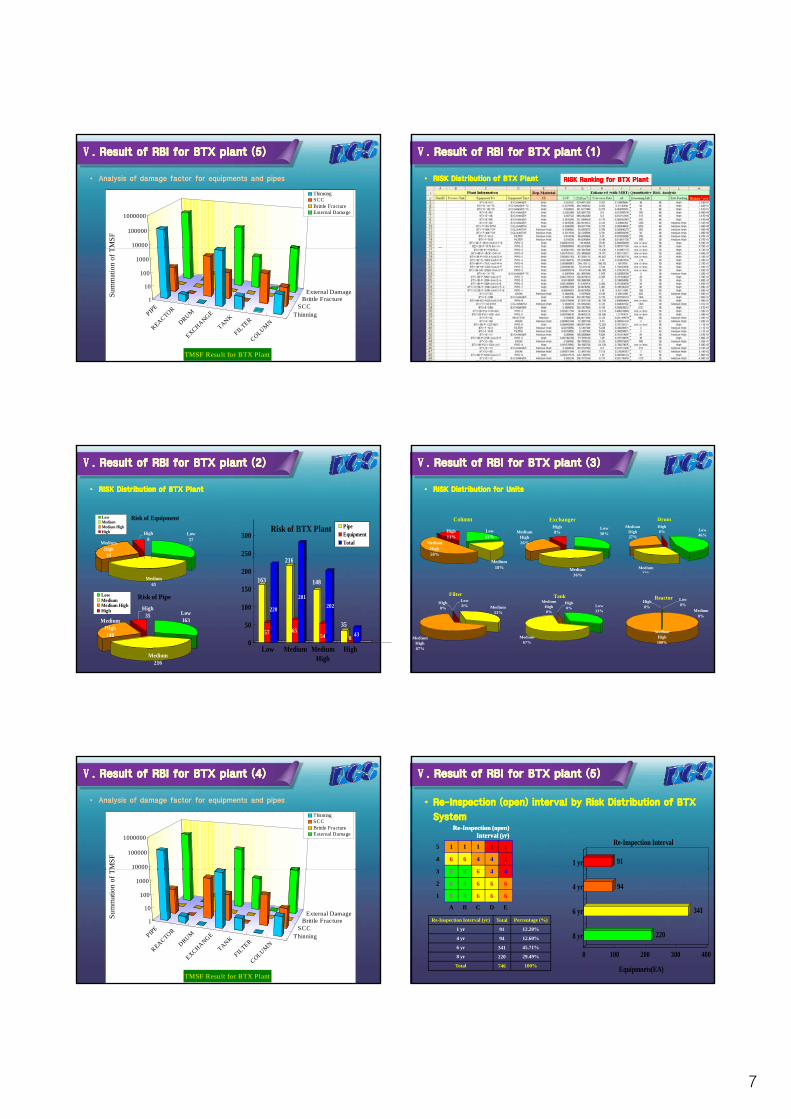
Ⅴ. Result of RBI for BTX plant (5)Ⅴ. Result of RBI for BTX plant (5)
• Analysis of damage factor for equipments and pipes
10000
100000
1000000
TM
SF
ThinningSCCBrittle FractureExternal Damage
PIPE
REACTOR
DRUM
EXCHANG
E
TANK
FILTER
COLUMN
ThinningSCC
Brittle FractureExternal Damage
1
10
100
1000
Sum
mat
ion
of T
TMSF Result for BTX Plant
Ⅴ. Result of RBI for BTX plant (1)Ⅴ. Result of RBI for BTX plant (1)
•• RISK Distribution of BTX PlantRISK Distribution of BTX Plant
5 36 11 6 24 1
4 46 15 20 19 13
3 43 20 30 50 5d of
Fai
lure
BTX Plant Risk Distribution
Low29%
MediumHigh
High6%
RISK Ranking for BTX PlantRISK Ranking for BTX Plant
3 43 20 30 50 5
2 104 52 49 141 60
1 1 0 0 0 0
A B C D E
Consequence of Failure
Lik
elih
ood29%
Medium38%
High27%
Ⅴ. Result of RBI for BTX plant (2)Ⅴ. Result of RBI for BTX plant (2)
•• RISK Distribution of BTX PlantRISK Distribution of BTX Plant
Risk of Equipment
High8
Low57
MediumHigh
54
LowMediumMedium HighHigh
216250
300Risk of BTX Plant Pipe
EquipmentTotal
Risk of Pipe
High35 Low
163MediumHigh148
Medium216
LowMediumMedium HighHigh
Medium65
163
57
220
216
65
281
148
54
202
35
843
0
50
100
150
200
Low Medium MediumHigh
High
Ⅴ. Result of RBI for BTX plant (3)Ⅴ. Result of RBI for BTX plant (3)
•• RISK Distribution for UnitsRISK Distribution for Units
Column
High11%
Low21%
MediumHigh50%
DrumHigh0% Low
46%
MediumHigh27%
ExchangerHigh8%
Low30%Medium
High26%
ReactorHigh0%
Low0%
MediumHigh100%
Medium0%
Medium18% Medium
27%Medium
36%
Filter
High0%
Low0%
MediumHigh67%
Medium33%
Tank
Medium67%
MediumHigh0%
Low33%
High0%
Ⅴ. Result of RBI for BTX plant (4)Ⅴ. Result of RBI for BTX plant (4)
• Analysis of damage factor for equipments and pipes
10000
100000
1000000
TM
SF
ThinningSCCBrittle FractureExternal Damage
PIPE
REACTOR
DRUM
EXCHANG
E
TANK
FILTER
COLUMN
ThinningSCC
Brittle FractureExternal Damage
1
10
100
1000
Sum
mat
ion
of T
TMSF Result for BTX Plant
Ⅴ. Result of RBI for BTX plant (5)Ⅴ. Result of RBI for BTX plant (5)
•• ReRe--Inspection (open) interval by Risk Distribution of BTX Inspection (open) interval by Risk Distribution of BTX
SystemSystemReRe--Inspection (open) Inspection (open)
Interval (Interval (yryr))
5 1 1 1 1 1
4 6 6 4 4 1
3 8 8 6 4 4
911 yr
Re-Inspection Interval
Re-Inspection Interval (yr) Total Percentage (%)
1 yr 91 12.20%
4 yr 94 12.60%
6 yr 341 45.71%
8 yr 220 29.49%
Total 746 100%
3 8 8 6 4 4
2 8 8 6 6 6
1 8 8 6 6 6
A B C D E
220
341
94
0 100 200 300 400
Equipmnets(EA)
8 yr
6 yr
4 yr
8
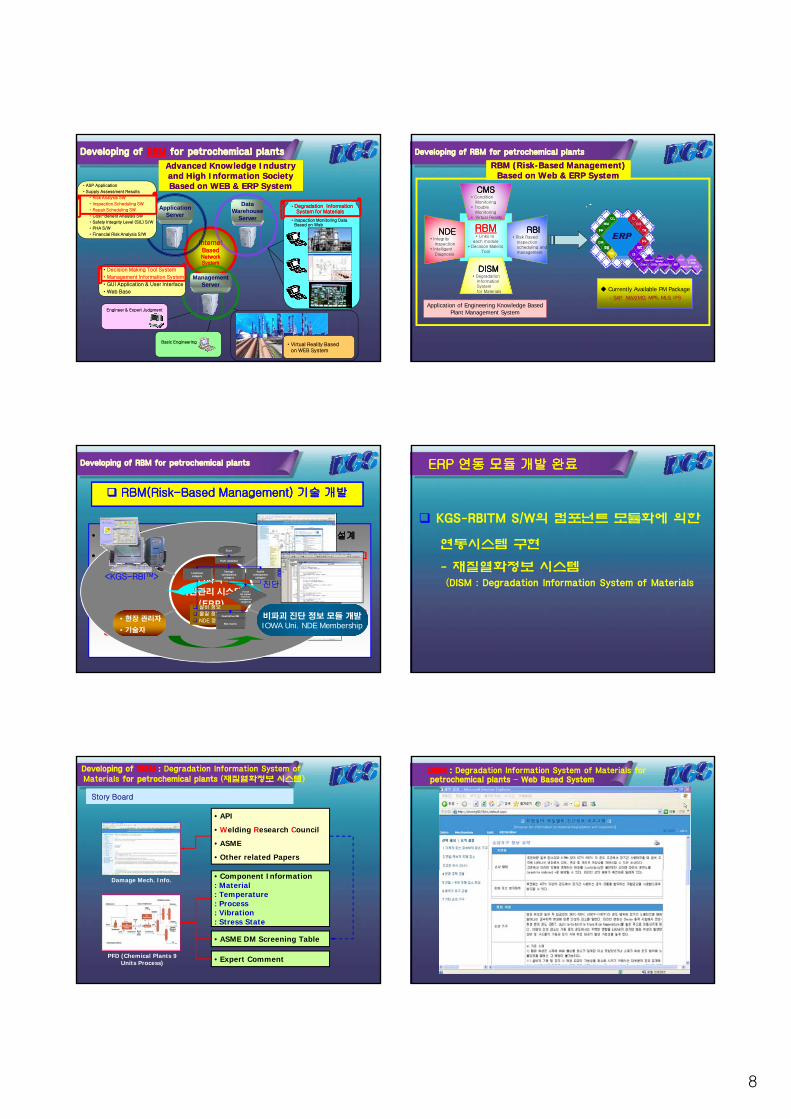
Advanced Knowledge Industry Advanced Knowledge Industry and High Information Society and High Information Society Based on WEB & ERP SystemBased on WEB & ERP System
Advanced Knowledge Industry Advanced Knowledge Industry and High Information Society and High Information Society Based on WEB & ERP SystemBased on WEB & ERP System
InternetInternetB dB d
ApplicationServer
DataWarehouse
Server
• Degradation InformationDegradation InformationSystem for MaterialsSystem for Materials
• Inspection Monitoring Data Based on Web
• ASP Application
• Supply Assessment Results
• Risk Analysis SW
• Inspection Scheduling SW
• Repair Scheduling SW
• Cost-Benefit Analysis SW
• Safety Integrity Level (SIL) S/W
• PHA S/W
• Financial Risk Analysis S/W
Developing of RBM for petrochemical plantsDeveloping of RBM for petrochemical plants
BasedBasedNetworkNetworkSystemSystem
ManagementServer
Basic Engineering
Engineer & Expert Judgment
• Decision Making Tool System
• Management Information System
• GUI Application & User Interface
• Web Base
• Virtual Reality Based on WEB System
RBMRBM• Links to
each module• Decision Making
CMSCMS• Condition
Monitoring• Trouble
Monitoring• Virtual Reality
RBIRBI• Risk Based
Inspectionscheduling and
NDENDE• Integrity
InspectionI t lli t
RBM (RiskRBM (Risk--Based Management) Based Management) Based on Web & ERP SystemBased on Web & ERP System
RBM (RiskRBM (Risk--Based Management) Based Management) Based on Web & ERP SystemBased on Web & ERP System
Developing of RBM for petrochemical plantsDeveloping of RBM for petrochemical plants
◆ Currently Available PM Package- SAP, MAXIMO, MP5, MLS, IFS
◆ Currently Available PM Package- SAP, MAXIMO, MP5, MLS, IFS
gTool
DISMDISM• Degradation
InformationSystemfor Materials
scheduling andmanagement
• IntelligentDiagnosis
Application of Engineering Knowledge BasedPlant Management System
•• ERPERP 연동을연동을 위한위한 KGSKGS--RBIRBI 프로그램프로그램 컴포넌트컴포넌트 아키텍쳐아키텍쳐 설계설계
•• ““KGSKGS--RBIRBITMTM”” 프로그램과프로그램과 ““위험설비위험설비 재질열화재질열화 진단정보진단정보 프로그프로그
RBM(RiskRBM(Risk--Based Management) Based Management) 기술기술 개발개발
Start
Developing of RBM for petrochemical plantsDeveloping of RBM for petrochemical plants
KGSKGS R IR I 램과램과 위험설비위험설비 재질열화재질열화 진단정진단정
램램”” 연동을연동을 통한통한 RBMRBM 기술기술 개발개발
•• 해외해외 석유화학석유화학 플랜트의플랜트의 안정성안정성 평가평가 기술기술(FAIR)(FAIR) 벤치마킹벤치마킹
•• 전사적전사적 자원관리자원관리 시스템시스템(ERP)(ERP)에서에서 관리가관리가 가능하도록가능하도록 설비별설비별 위위
험성에험성에 대한대한 경영지표경영지표 선정을선정을 위한위한 RBMRBM 프로그램프로그램 개발개발
(RBM)(RBM)전사적
자원관리 시스템
(ERP)
비파괴 진단 정보 모듈 개발IOWA Uni. NDE Membership
• 현장 관리자
• 기술자
<KGS-RBITM> <위험설비 재질열화
진단정보 프로그램>
설비 정보
물질 정보
NDE 정보
Damageconsequence
category
Likelihoodcategory
Healthconsequence
category
Choose the highest from two
consequencecategories
Qualitative RBI
Plant database
Risk matrix
KGS-RBITM S/W의 컴포넌트 모듈화에 의한
연동시스템 구현
ERP ERP 연동연동 모듈모듈 개발개발 완료완료
- 재질열화정보 시스템(DISM : Degradation Information System of Materials
• API
• Welding Research Council
• ASME
• Other related Papers
Story BoardStory Board
Developing of DISMDISM : : Degradation Information System of Materials for petrochemical plants (재질열화정보 시스템)
Damage Mech. Info.
PFD (Chemical Plants 9 Units Process)
• Component Information: Material: Temperature: Process: Vibration: Stress State
• ASME DM Screening Table
• Expert Comment
사용자가 필요한 정보만
선택하여 출력 가능
사용자가 필요한 정보만
선택하여 출력 가능
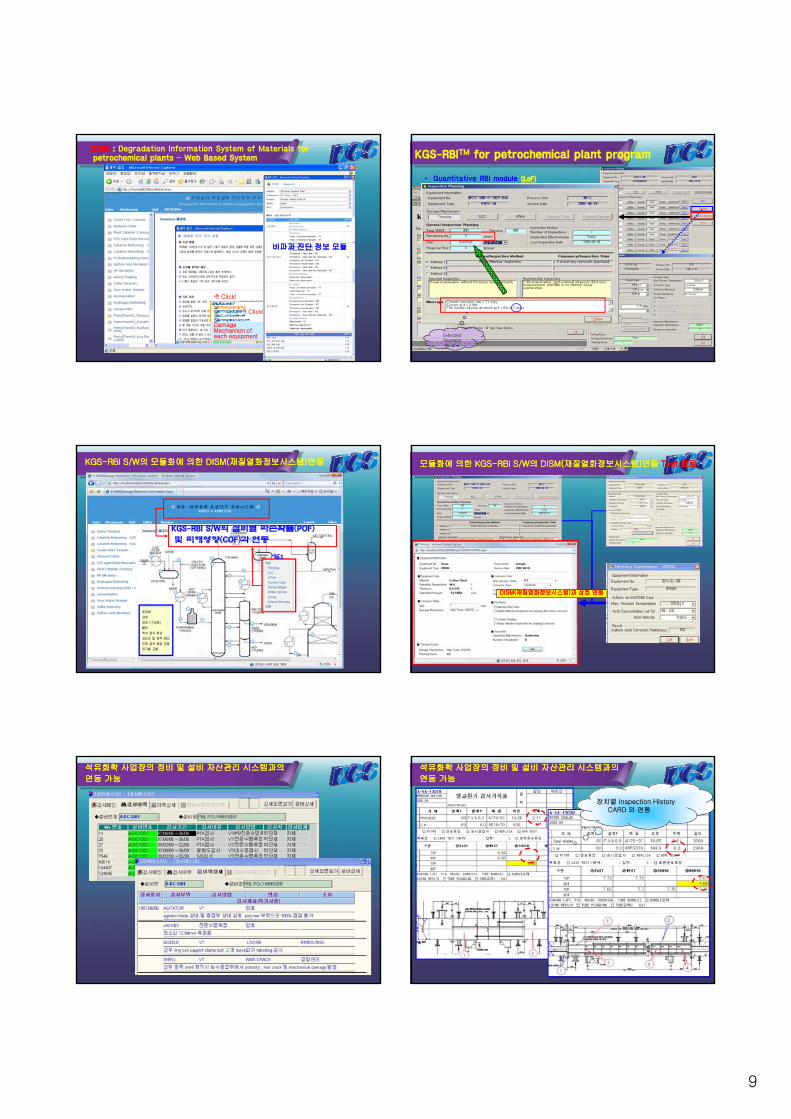
DISMDISM : : Degradation Information System of Materials for petrochemical plants – Web Based System
Click!
9
DISMDISM : : Degradation Information System of Materials for petrochemical plants – Web Based System
비파괴비파괴 진단진단 정보정보 모듈모듈
Click!
Possible Damage Mechanisms in ProcessPossible Damage Mechanisms in Process
Click!
Damage Mechanism of each equipment
Damage Mechanism of each equipment
Click!
비파괴비파괴 진단진단 정보정보 모듈모듈
KGS-RBITM for petrochemical plant program
• Quantitative RBI module (LoF)(LoF)
Extended Message Window
KGSKGS--RBI S/WRBI S/W의의 모듈화에모듈화에 의한의한 DISM(DISM(재질열화정보시스템재질열화정보시스템))연동연동
KGS-RBI S/W의 설비별 파손확률(POF)및 피해영향(COF)과 연동
☜☜
모듈화에모듈화에 의한의한 KGSKGS--RBI S/WRBI S/W의의 DISM(DISM(재질열화정보시스템재질열화정보시스템))연동연동 Test Test 완료완료
(( ))DISM(DISM(재질열화정보시스템재질열화정보시스템))과과 상호상호 연동연동
석유화학석유화학 사업장의사업장의 정비정비 및및 설비설비 자산관리자산관리 시스템과의시스템과의
연동연동 가능가능
장치별 Inspection History CARD 와 연동
석유화학석유화학 사업장의사업장의 정비정비 및및 설비설비 자산관리자산관리 시스템과의시스템과의
연동연동 가능가능
10
RBMRBMSS
도면,문서관리S
Admin.User
RDBMS
ERPServer
FILEServer
생산관리Server
PDIS
EditUser
PDIS(Plant Data Information System)
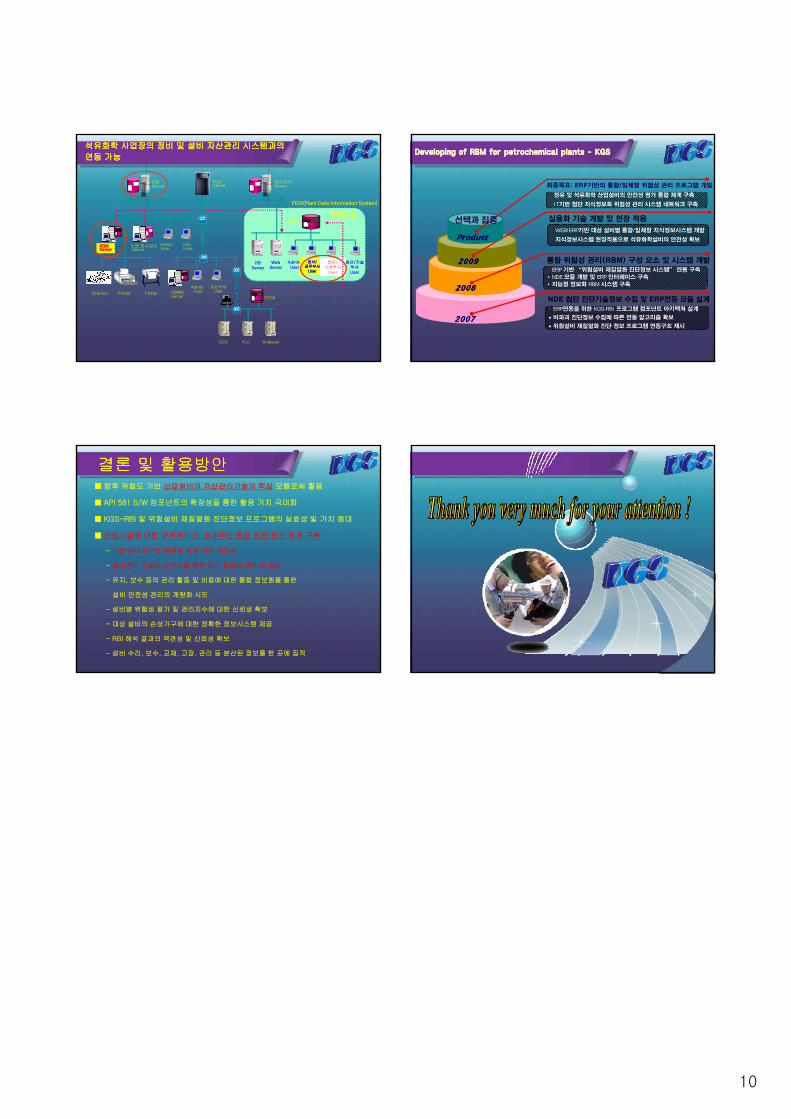
석유화학석유화학 사업장의사업장의 정비정비 및및 설비설비 자산관리자산관리 시스템과의시스템과의
연동연동 가능가능
RTDB
DCS PLC Analyzer
CMMS Server
Scanner Printer Plotter
ServerServer Server User
DB Server
Admin.User
검사검사//공무부서공무부서
UserUser
WebServer
정비/구매부서
User
생산/기술부서User
Admin.User
User
관련부서User
WEB/ERP기반 대상 설비별 통합/일체형 지식정보시스템 개발
지식정보시스템 현장적용으로 석유화학설비의 안전성 확보
실용화 기술 개발 및 현장 적용
ProductProduct
최종목표: ERP기반의 통합/일체형 위험성 관리 프로그램 개발
정유 및 석유화학 산업설비의 안전성 평가 통합 체계 구축
IT기반 첨단 지식정보화 위험성 관리 시스템 네트워크 구축
선택과 집중
Developing of RBM for petrochemical plants - KGSDeveloping of RBM for petrochemical plants - KGS
20072007 ERP연동을 위한 KGS-RBI 프로그램 컴포넌트 아키텍쳐 설계
비파괴 진단정보 수집에 따른 연동 알고리즘 확보
위험설비 재질열화 진단 정보 프로그램 연동구조 제시
NDE 첨단 진단기술정보 수집 및 ERP연동 모듈 설계
20082008
ERP 기반 “위험설비 재질열화 진단정보 시스템” 연동 구축
• NDE 모듈 개발 및 ERP 인터페이스 구축
• 지능형 정보화 RBM 시스템 구축
통합 위험성 관리(RBM) 구성 요소 및 시스템 개발20092009
결론결론 및및 활용방안활용방안■ 향후 위험도 기반 산업설비의 자산관리기술의 핵심 모듈로써 활용
■ API 581 S/W 컴포넌트의 확장성을 통한 활용 가치 극대화
■ KGS-RBI 및 위험설비 재질열화 진단정보 프로그램의 실효성 및 가치 증대
■ 산업시설에 대한 과학적이고, 경제적인 종합 안전 관리 체계 구축
- 산업 설비자산의 경제적 효용 가치 극대화
- 설비관리 기술의 선진화를 통한 관리 비용의 획기적 절감
- 유지, 보수 등의 관리 활동 및 비용에 대한 통합 정보화를 통한
설비 안전성 관리의 계량화 시도
- 설비별 위험성 평가 및 관리지수에 대한 신뢰성 확보
- 대상 설비의 손상기구에 대한 정확한 정보시스템 제공
- RBI 해석 결과의 객관성 및 신뢰성 확보
- 설비 수리, 보수, 교체, 고장, 관리 등 분산된 정보를 한 곳에 집적





























