Embed Size (px)
Citation preview

Bong-Kee LeeSchool of Mechanical Systems Engineering
Chonnam National University
소성가공
2. Mechanical Properties (II)
School of Mechanical Systems Engineering소성가공
Overview
소성가공– 소성가공 중, 재료에 가해지는 외부의 힘
• 인장(tension): 자동차 펜더, 선재• 압축(compression): 단조• 전단(shear): 펀칭• 복합 상태

School of Mechanical Systems Engineering소성가공
Compression
압축하중– 단조, 압연, 압출 공정과 같은 소성가공 공정들은 소재에
압축하중을 가하여 원하는 형상으로 가공– 압축 시험(compression test)
• 가공에 필요한 응력, 압축 시 재료의 거동에 관련된 정보 획득• 일반적으로 원주형 시편을 압축판 사이에 놓고 압축
School of Mechanical Systems Engineering소성가공
Compression
압축하중• 시편과 압축판(혹은 금형) 사이의 마찰이 중요한 인자로 작용• 배럴링(barreling) 현상
– 압축판과 접촉하는 시편의 양쪽 면의 변형이 마찰에 의해 구속되기때문에 변형된 시편의 옆구리가 볼록하게 나타나는 현상
– 신빙성 있는 결과 및 응력-변형률 곡선을 정확하게 얻기 어려움: 마찰에 따른 에너지 소산 → 압축력 증가: 변형 중 단면적이 시편의 높이에 따라 변함– 효과적인 윤활 등의 도입으로 마찰을 최소화

School of Mechanical Systems Engineering소성가공
Compression
압축하중– 공학적 변형률속도
• h0: 초기의 시편 높이, v: 압축판 속도
– 진변형률속도
• h: 순간의 시편 높이
1 1
ε ε ln1 1
School of Mechanical Systems Engineering소성가공
Compression
압축하중– 평면 변형률(plane-strain) 압축시험
• 단조나 압연 같은 공정들을 모사하는 시험법• 시편이 압축되는 동안 시편의 폭(w) 변화가 심하지 않도록 금형과
소재의 치수를 결정하여, 즉 폭을 다른 치수들에 비해 충분히 크게하여 압축 중 평면 변형률 상태가 유지되도록 함
School of Mechanical Systems Engineering소성가공
Compression
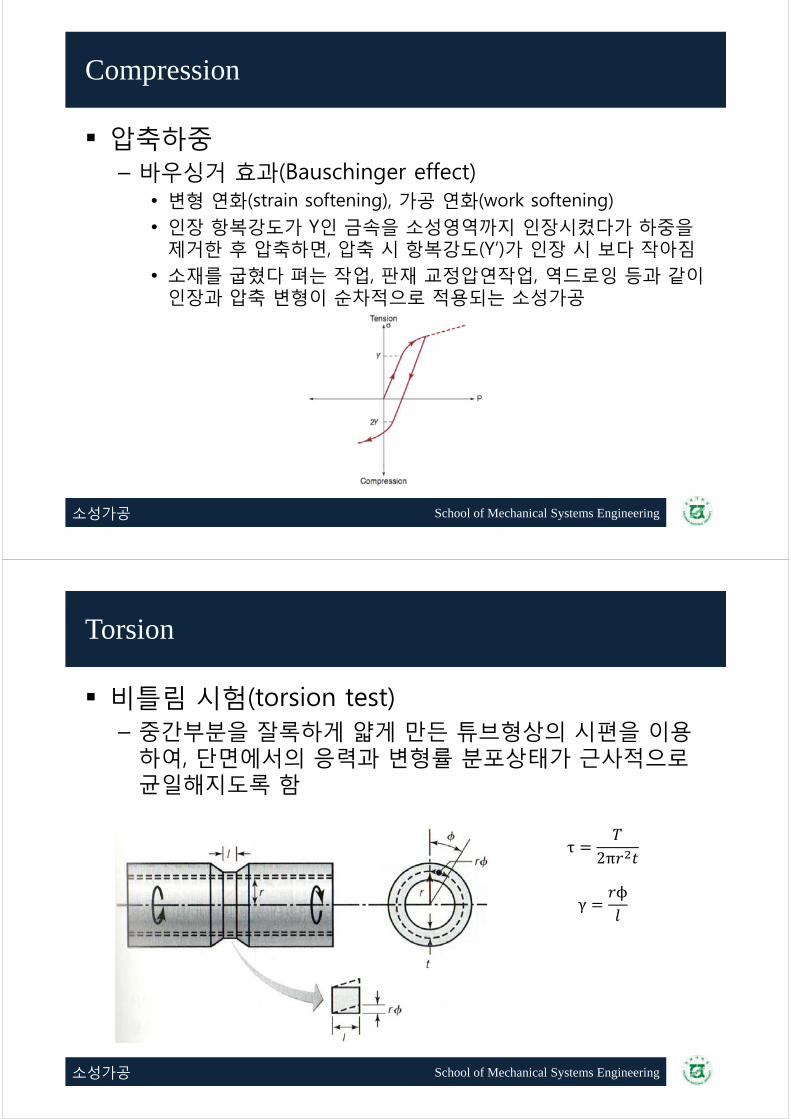
압축하중– 바우싱거 효과(Bauschinger effect)
• 변형 연화(strain softening), 가공 연화(work softening)• 인장 항복강도가 Y인 금속을 소성영역까지 인장시켰다가 하중을
제거한 후 압축하면, 압축 시 항복강도(Y’)가 인장 시 보다 작아짐• 소재를 굽혔다 펴는 작업, 판재 교정압연작업, 역드로잉 등과 같이
인장과 압축 변형이 순차적으로 적용되는 소성가공
School of Mechanical Systems Engineering소성가공
Torsion
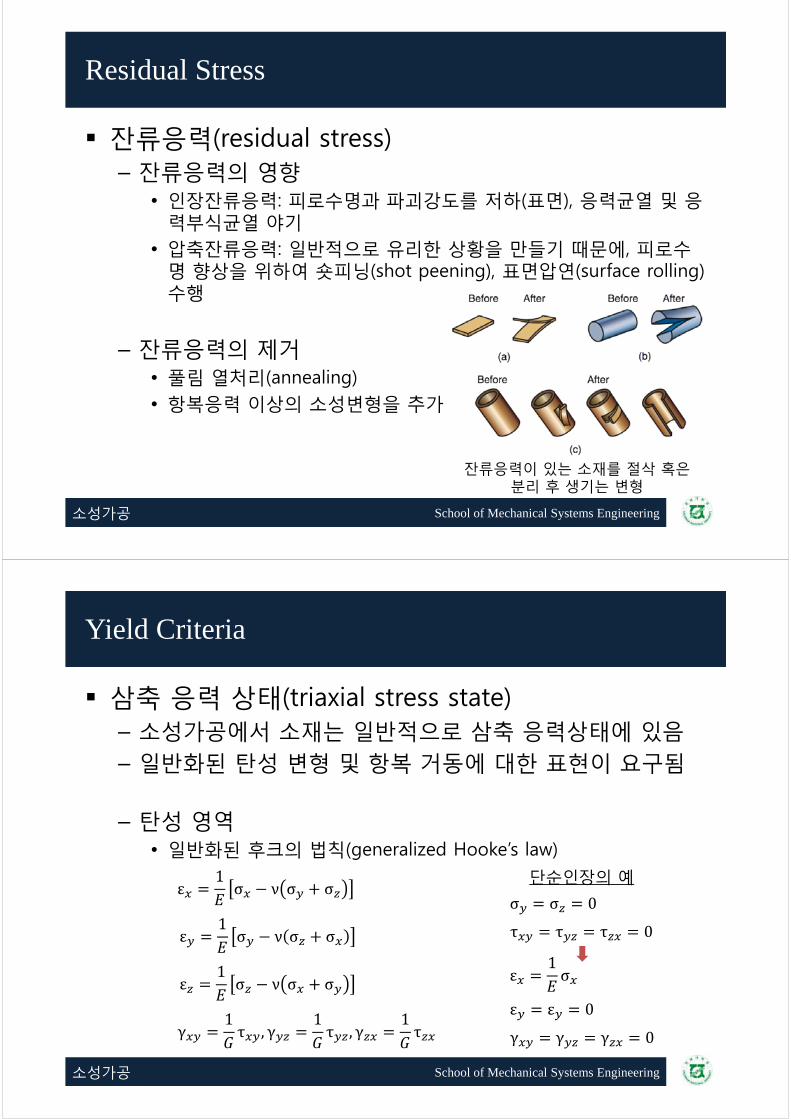
비틀림 시험(torsion test)– 중간부분을 잘록하게 얇게 만든 튜브형상의 시편을 이용
하여, 단면에서의 응력과 변형률 분포상태가 근사적으로균일해지도록 함
τ2π
γϕ

School of Mechanical Systems Engineering소성가공
Torsion
비틀림 시험(torsion test)– 전단 탄성계수(shear modulus), 강성계수(modulus of
rigidity)• 탄성 영역에서 전단 변형률에 대한 전단 응력의 비
• 전단 탄성계수와 탄성 계수, 포와송 비의 관계식
• 비틀림 시험으로 구한 전단응력-전단변형률 곡선은 인장 시험에서의 진응력-진변형률 곡선과 같이 단조 증가하는 형태를 가짐
Gτγ
G2 1 ν
School of Mechanical Systems Engineering소성가공
Bending
굽힘 시험(bending test)– 취성재료의 경우, 파단 강도(modulus of rupture; 굽힘에
의한 파단 시의 응력)를 항복응력이나 극한강도 대신 이용함
• M: 굽힘 모멘트, c: 시편 두께의 절반, I: 단면 2차 모멘트• 세 점 굽힘 및 네 점 굽힘 시험
σ

School of Mechanical Systems Engineering소성가공
Hardness
경도 시험(hardness test)– 압입(indentation)으로 생기는 영구변형에 대한 재료의 저
항성 (재료의 근원적인 성질은 아니고 표면 성질임)
– 경도와 강도의 관계• 경도 시험의 경우, 재료 표면의 좁은 영역에 압축 시험을 하는 것
과 비슷함 → 경도 = c ∙ Y• 예. 철강재에서 주로 이용되는 식
– UTS = 3.5 (HB)– UTS [MPa], HB [kgf/mm2; P=3000kgf]
School of Mechanical Systems Engineering소성가공
Hardness
경도 시험(hardness test)– 경도와 강도의 관계

School of Mechanical Systems Engineering소성가공
Hardness
School of Mechanical Systems Engineering소성가공
Fatigue
피로 파괴(fatigue failure)– 반복 응력이 가해지는 경우, 항복응력보다 낮은 응력에서
도 파단이 발생– 피로시험: 얼마나 많은 반복수에 어느 응력에서 파단되는
지 S-N 곡선을 통하여 확인• 내구한도(피로한도): 응력이 반복되어도 피로 파괴가 발생하지 않
는 응력

School of Mechanical Systems Engineering소성가공
Creep
크리프(creep)– 작용되는 하중은 일정하나 시간이 지나면서 변형이 점점
더 증가하는 현상– 고온작동 부품(가스터빈 블레이드, 제트엔진, 고압 증기관
등)에 중요– 크리프 시험
• 주어진 온도에서 인장하중을 시편에 가한 후, 시간의 경과에 따라시편 길이의 변화를 측정
School of Mechanical Systems Engineering소성가공
Residual Stress
잔류응력(residual stress)– 소재 변형 후, 외력을 제거하여도 소재에 남아 있는 응력
• 소재의 뒤틀림(warpage)을 발생시킴 → 잔류응력 제거• 소성가공: 불균일 변형에 의한 잔류응력 발생• 상변화(phase change), 온도구배(temperature gradient)
School of Mechanical Systems Engineering소성가공
Residual Stress
잔류응력(residual stress)– 잔류응력의 영향
• 인장잔류응력: 피로수명과 파괴강도를 저하(표면), 응력균열 및 응력부식균열 야기
• 압축잔류응력: 일반적으로 유리한 상황을 만들기 때문에, 피로수명 향상을 위하여 숏피닝(shot peening), 표면압연(surface rolling) 수행
– 잔류응력의 제거• 풀림 열처리(annealing)• 항복응력 이상의 소성변형을 추가
잔류응력이 있는 소재를 절삭 혹은분리 후 생기는 변형
School of Mechanical Systems Engineering소성가공
Yield Criteria
삼축 응력 상태(triaxial stress state)– 소성가공에서 소재는 일반적으로 삼축 응력상태에 있음– 일반화된 탄성 변형 및 항복 거동에 대한 표현이 요구됨
– 탄성 영역• 일반화된 후크의 법칙(generalized Hooke’s law)
ε1σ ν σ σ
ε1σ ν σ σ
ε1σ ν σ σ
γ1τ , γ
1τ , γ
1τ
τ τ τ 0
σ σ 0
ε1σ
ε ε 0
γ γ γ 0
단순인장의 예

School of Mechanical Systems Engineering소성가공
Yield Criteria
항복 조건(yield criteria)– 복잡한 응력 상태에서 재료의 항복여부를 판단하기 위하
여 설정된 관계(조건)• 최대전단응력조건(Tresca 항복조건): 어떤 요소의 최대전단응력이
임계값에 도달할 때 항복이 시작된다는 가설에 근거
– k: 전단항복응력(shear yield stress)
– 주응력(principal stress): σ1>σ2>σ3
(가정) 연속, 균질, 등방성의 재료; 인장은 양, 압축은 음, 재료의 인장항복응력과 압축항복응력의 크기가 같음
τ2
τ12σ σ
2→ σ σ
→ σ σ
School of Mechanical Systems Engineering소성가공
Yield Criteria
항복 조건(yield criteria)• 전단변형에너지조건(von Mises 항복조건)
• 주응력(principal stress): 작용면에서 전단응력은 존재하지 않고 수직응력들만 존재할 경우, 이 수직응력들을 주응력이라고 함
– 수직응력과 전단응력이 동시에 존재하는 경우, 직교변환에 의하여주응력 상태로 변환
– 모어 원(Mohr’s circle)
σ σ σ σ σ σ 2

School of Mechanical Systems Engineering소성가공
Plane Stress & Plane Strain
평면 응력(plane stress)과 평면 변형률(plane strain)– 평면 응력: 최소 한 방향의 면에 응력이 작용하지 않는 (응
력이 0) 응력 상태– 평면 변형률: 최소 한 방향의 면에 변형률이 모두 0 인 응
력 상태
School of Mechanical Systems Engineering소성가공
Flow Rule
유동법칙(flow rule) 혹은 Lévy-Mises 식– 응력 수준이 소성변형을 일으킬 만큼 충분히 클 때의 응
력-변형률의 관계• 일반화된 후크의 법칙과 유사• 응력과 변형률 증분과의 관계로 표현
εεσ
σ12σ σ
εεσ
σ12σ σ
εεσ
σ12σ σ

School of Mechanical Systems Engineering소성가공
Flow Rule
유동법칙(flow rule) 혹은 Lévy-Mises 식– 유효응력(effective stress)
• 일반적인 응력 상태에서의 응력값들을 일축 응력 상태에 상당되는 값으로 나타낸 응력
• 최대전단응력조건의 경우,
• 전단변형에너지조건의 경우,
σ σ σ
σ1
2σ σ σ σ σ σ /
School of Mechanical Systems Engineering소성가공
Flow Rule
유동법칙(flow rule) 혹은 Lévy-Mises 식– 유효변형률(effective strain)
• 유효응력에 대응하는 변형률
• 최대전단응력조건의 경우,
• 전단변형에너지조건의 경우,
ε23ε ε
ε23
ε ε ε ε ε ε /

School of Mechanical Systems Engineering소성가공
Work
변형일– 소성가공에 요구되는 에너지(~일)를 산출– 비에너지(specific energy): 단위 체적 당 에너지
• 일=(u)∙(체적)
σ ε
σ ε
σ ε
ε εε
1ε
평균유동응력
School of Mechanical Systems Engineering소성가공
Work
변형일– 비에너지(specific energy)
• 일반적인 삼축 응력상태의 경우
• 유효응력과 유효변형률로 표현
σ ε σ ε σ ε
σ ε → σ ε

School of Mechanical Systems Engineering소성가공
Work
변형일– 소성가공의 효율
• 소성가공 중 실제 변형 시 소요되는 에너지에는 마찰 에너지와 비균일 변형에 의한 과잉일(redundant work)이 포함됨
• 공정의 종류, 마찰조건, 다이 형상, 기타 공정 변수들의 따라 공정의 효율이 결정됨: 압출 30~60%, 압연 75~95%
– 일과 열• 소성가공 시 변형에 소모된 기계적 일의 대부분은 열로 변환함
(일부는 탄성에너지의 형태로 재료 내부에 저장; 5~10%)• 변환된 열에너지는 실제 공정 중 외부로 발산되지만, 빠른 속도로
수행되는 공정이나 단열상황에서는 재료의 온도 상승을 유발– Hot coil 압연, 대형 괴의 단조 등




























