Embed Size (px)
DESCRIPTION
АКЗ Трубопроводов
Citation preview
Вза
м.
ин
в.
№
По
дп
. и
дат
а
АКЗ НПЗ «Волгоградский» - ТК06
Изм. Кол.. уч.. Лист № док. Подп. Дата
Ин
в.
№ п
од
п.
Объекты ОЗХ комплекса глубокой
переработки ВГО. Выполнение работ по
антикоррозионной защиты. ТК на АКЗ
трубопроводов
Стади
я
Лист Листов
Гл.инженер Сайфутдинов А. РД 1 248 Н.контр. Никишова А.
ООО«ВЕЛЕССТРОЙ»
Проверил Радованович М.
Разработал Новиков Д.А.
Лист согласования
Фамилия И.О., должность Дата, подпись
Вза
м.
ин
в.
№
По
дп
. и
дат
а
Ин
в.
№ п
од
п.
АКЗ НПЗ «Волгоградский» - ТК06
Лист
2
Изм. Кол.. уч.. Лист № док. Подп. Дата
Лист ознакомления
Фамилия И.О., должность Дата, подпись
Вза
м.
ин
в.
№
По
дп
. и
дат
а
Ин
в.
№ п
од
п.
АКЗ НПЗ «Волгоградский» - ТК06
Лист
3
Изм. Кол.. уч.. Лист № док. Подп. Дата
Лист ознакомления
Фамилия И.О., должность Дата, подпись
Вза
м.
ин
в.
№
По
дп
. и
дат
а
Ин
в.
№ п
од
п.
АКЗ НПЗ «Волгоградский» - ТК06
Лист
4
Изм. Кол.. уч.. Лист № док. Подп. Дата
Содержание
1.Общие положения……………..………………………..…………………………….…..………......5
2. Подготовка поверхности……………………………………………………..……………………..7
2.1. Подготовка поверхности перед окраской трубопроводов………………..………………….7
2.2 Подготовка поверхности перед нанесением каждого последующего слоя
лакокрасочного покрытия………….………………………………………….........………………..8
3. Входной контроль материалов.…………...……..……………….….…………………………….9
4. Нанесение покрытия ……………………………..…………………...............…..…..…….…….10
4.1 Подготовка к нанесению покрытия.……………………………………………………………12
4.2 Нанесение покрытий…………………………………………………….……...…...…………....13
4.3 Нанесение антикоррозионной защиты………………………………….……………………...13
5. Контроль качества антикоррозионного покрытия ……………….………………….…….…16
5.1 Контроль условий окружающей среды………………………………..…………………...…..16
5.2 Контроль качества подготовки поверхности………………………………….…………..…..16
5.3 Контроль качества покрасочных работ…..…………………………………….………….…..17
6. Устранение дефектов покрытия……………………………………………..…….…………….18
7. Требования безопасности ………………………………….……………………..........................18
8. Мероприятия по охране окружающей среды……………………………………………...……20
9. Состав бригады по профессиям…….…………….……………………………………………....20
10. Перечень машин и механизмов.……………….…………………………………………..……20
11. Перечень технологической оснастки, инструмента, инвентаря и
приспособлений…………………………………………………….……………….……...….………21
Приложение 1. Требования к подготовке поверхности конструктивных элементов перед
проведением антикоррозионной защиты с применением ЛКП…………………………….…..22
Приложение 2. Соотношение между температурой окружающего воздуха и температурой
точки росы при определенной относительной влажности………………………………………23
Приложение 3. Технологические карты от производителя ЛКМ………….…………….….….24
Вза
м.
ин
в.
№
По
дп
. и
дат
а
Ин
в.
№ п
од
п.
АКЗ НПЗ «Волгоградский» - ТК06
Лист
5
Изм. Кол.. уч.. Лист № док. Подп. Дата
1. Общие положения.
Настоящая технологическая карта (далее ТК) разработана для производства работ по
антикоррозийной защите технологических трубопроводов на объекте "Объект общезаводского
хозяйства ("ОЗХ") комплекса глубокой переработки ВГО 1-й этап 1-ая и 2-ая очереди на
территории предприятия ООО "ЛУКОЙЛ-Волгограднефтепереработка" с учётом требования
следующих нормативных документов:
-ИСО 3668 Лаки и краски. Визуальный метод определения цвета красок.
-ИСО 8501-1:1988 Подготовка стальной основы перед нанесением красок и подобных
покрытий. Визуальная оценка чистоты поверхности.
-ГОСТ 9.402-2004 Покрытия лакокрасочные. Подготовка металлических поверхностей перед
окрашиванием.
-ИСО 2409 Испытание на поперечный разрез
-ИСО 4624-2002 Определение адгезии методом отрыва.
-ИСО 8503-1 Характеристики шероховатости после струйной очистки. Сравнение профилей
поверхности
-ИСО 8502-3 Испытание для оценки чистоты. Оценка запыленности л.лентой.
- ИСО 11126. ТУ на неметаллические абразивы.
-ГОСТ 5264-80 Ручная дуговая сварка. Соединения сварные. Основные типы,
конструктивные элементы и размеры.
-ГОСТ 9.032-74. Покрытия лакокрасочные. Группы технических требований.
-ГОСТ 9.010-80. Воздух, сжатый для распыления лакокрасочных материалов. Технические
требования и методы контроля.
-ГОСТ 9.407-84.Покрытия лакокрасочные. Метод оценки внешнего вида
-ГОСТ 12.1.004-91 Система стандартов безопасности труда. Пожарная безопасность. Общие
требования.
-ГОСТ 12.1.005-88. Система стандартов безопасности труда. Общие санитарно-
гигиенические требования к воздуху рабочей зоны.
-ГОСТ 12.3.005-75. Система стандартов безопасности труда. Работы окрасочные. Общие
требования безопасности.
-ГОСТ 12.3.016-87. Система стандартов безопасности труда. Строительство. Работы
антикоррозионные. Требования безопасности.
-ГОСТ 12.4.011-89. Система стандартов безопасности труда. Средства защиты рабочих.
Общие требования и классификация.
-ГОСТ 15.140-78 Материалы лакокрасочные. Методы определения адгезии.
-ГОСТ 15150-76 Машины, приборы и другие технические изделия, исполненные для
различных климатических районов. Категории, условия эксплуатации, хранения и
транспортирования в части воздействия климатических факторов внешней среды.
-ГОСТ 21-513-83 Антикоррозионная защита конструкций зданий и сооружений. Рабочие
чертежи.
-ГОСТ 24258-88 Средства подмащивания. Общие технические условия.
-ГОСТ 27321-87 Леса стоечные приставные для строительно-монтажных работ.
-СНиП 3.04.03-85 Строительные нормы и правила. Защита строительных конструкций и
сооружений от коррозии.
-СНиП 12-01-2004 Строительные нормы и правила. Организация строительного
производства.
-ППБ-01-03 Правила пожарной безопасности в Российской Федерации.
-СНиП 12.03-2001 Строительные нормы и правила. Безопасность труда в строительстве.
Часть I. Общие требования.
-СНиП 12-04-2002 Строительные нормы и правила. Безопасность труда в строительстве.
Часть II. Строительное производство.
Вза
м.
ин
в.
№
По
дп
. и
дат
а
Ин
в.
№ п
од
п.
АКЗ НПЗ «Волгоградский» - ТК06
Лист
6
Изм. Кол.. уч.. Лист № док. Подп. Дата
-СНиП 2.03.11-85 Строительные нормы и правила. Защита строительных конструкций от
коррозии.
-ПОТ РМ – 012-2000 Межотраслевые правила по охране труда при работе на высоте.
-ГОСТ Р ИСО 9001 – 2001 Системы менеджмента качества. Требования.
-ГОСТ Р ИСО 9004 – 2001 Системы менеджмента качества. Руководство по улучшению
деятельности.
-СТП ВК-7.6-03-2006 Система менеджмента качества. Метрологическое обеспечение
производства.
-СТП ВК-8.5.2-02-2006 Система менеджмента качества. Корректирующие действия.
-СТП ВК-8.3-02-2006 Система менеджмента качества. Управление несоответствующей
продукцией.
-ТИ ВК-7.4.3-02-2006 Система менеджмента качества. Входной контроль материалов.
-Руководство нефтегазоперерабатывающих и нефтехимических организаций Группы
«ЛУКОЙЛ» «Антикоррозионная защита статического оборудования и сооружений
организаций нефтепереработки, газопереработки и нефтехимии Группы «ЛУКОЙЛ».
Вспомогательные платформы и передвижные башни должны обеспечить легкий доступ к
поверхности для надлежащей очистки, окраски и инспекции. В течение всего периода
производства работ должны обеспечиваться средства защиты в соответствии с требованием
безопасности.
До начала производства работ необходимо:
- произвести инструктаж рабочих по технике безопасности;
- обеспечить рабочих необходимым оборудованием, инструментом, инвентарем,
приспособлениями, спецодеждой и спецобувью;
- обеспечить рабочие места средствами первой медицинской помощи, противопожарным
оборудованием;
- ознакомить рабочих с технологической картой под роспись.
Покрытия для антикоррозионной защиты трубопроводов представляют собой комплексные
системы, состоящие из одного, двух и более слоев ЛКМ.
Наружное покрытие должно обеспечивать антикоррозионную защиту в промышленной
атмосфере в течение регламентированного срока службы для конкретных условий эксплуатации.
Коррозионная активность окружающей среды определяется комплексным воздействием на
покрытие следующих факторов: температуры, относительной влажности воздуха, солнечной
радиации, суточным перепадам температур, образованием конденсата на поверхности
статического оборудования, наличием загрязнений в атмосфере. Температура эксплуатации
наружного антикоррозионного покрытия составляет от минус 50оС до плюс 600
оС.
ЛКП для антикоррозионной защиты неизолируемой наружной поверхности должно быть
стойким к воздействию промышленной атмосферы и к ультрафиолетовому излучению.
Вза
м.
ин
в.
№
По
дп
. и
дат
а
Ин
в.
№ п
од
п.
АКЗ НПЗ «Волгоградский» - ТК06
Лист
7
Изм. Кол.. уч.. Лист № док. Подп. Дата
2. Подготовка поверхности
2.1 Подготовка поверхности перед окраской трубопроводов
Подготовка поверхности перед окраской включает в себя следующие операции:
Механическая зачистка, очистка от окислов;
Обезжиривание участков (при необходимости);
Обеспыливание;
Осушка (при необходимости).
Масло и жир удаляются ветошью при помощью нанесения растворителя Р5А или Р4А, в
зависимости от типа грунтовки, непосредственно перед началом очистки. Контроль
обезжиривания осуществляется визуально и смачиванием водой.
Поверхность очищается струей воздуха с абразивом, до степени Sa 21/2
согласно ИСО 8501-1.
В процессе очистки с поверхности металла удаляют окалину и ржавчину.
После монтажа, сварные соединения и повреждения покрытия очищаются механическим
способом, щётками, шкуркой, шлиф-машинкой до степени Sa 21/2
(по стандарту ИСО 8501-1)
Непосредственно перед началом работ замеряются :
- температура воздуха
- относительная влажность
- точка росы
- температура стали.
Особое внимание перед началом очистки должно быть обращено на механическую
зачистку брызг, расслоений металла и прочих инородных частиц. Острые кромки, уголки и
сварные швы должны быть скруглены (минимальный радиус 2мм). Размер обрабатываемой
поверхности рассчитывают с учетом возможностей применяемого оборудования для
производства антикоррозионных работ. Максимальной для обработки считается поверхность,
которая может быть загрунтована после очистки, но не позднее 6 часов.
Поверхность под нанесение покрытия должна быть обеспыленной и сухой. Для этого
после окончания очистки и оседания пыли удаляется отработанный материал из рабочей зоны и
производится обеспыливание поверхностью сжатым воздухом. Обеспыливание контролируется с
помощью липкой ленты. Результаты контроля записываются в журнале.
Подготовленная к окраске поверхность подлежит контролю по следующим показателям:
Степень очистки до Sa 21/2
(по стандарту ИСО 8501-1)
Степень обеспыливания 2 (по стандарту ИСО 8502-3)
Степень обезжиривания (по стандарту ГОСТ 9.402-80)
Подготовка поверхности не проводится:
- при относительной влажности более 80%;
- в случае если температура поверхности металла выше средней температуры точки росы
менее чем на 3°С;
- в случае если нанесение грунтовочного покрытия не может быть закончено в течении
шести часов после подготовки поверхности.
Вза
м.
ин
в.
№
По
дп
. и
дат
а
Ин
в.
№ п
од
п.
АКЗ НПЗ «Волгоградский» - ТК06
Лист
8
Изм. Кол.. уч.. Лист № док. Подп. Дата
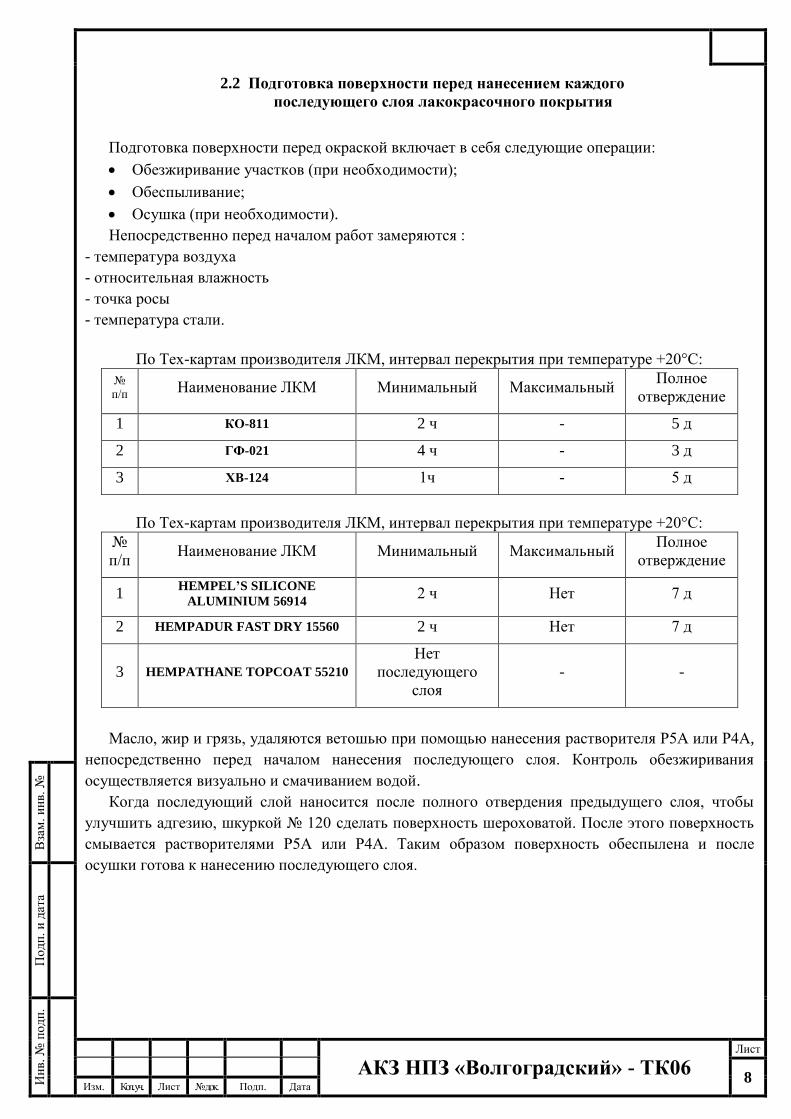
2.2 Подготовка поверхности перед нанесением каждого
последующего слоя лакокрасочного покрытия
Подготовка поверхности перед окраской включает в себя следующие операции:
Обезжиривание участков (при необходимости);
Обеспыливание;
Осушка (при необходимости).
Непосредственно перед началом работ замеряются :
- температура воздуха
- относительная влажность
- точка росы
- температура стали.
По Тех-картам производителя ЛКМ, интервал перекрытия при температуре +20°С:
№
п/п Наименование ЛКМ Минимальный Максимальный
Полное
отверждение
1 КО-811 2 ч - 5 д
2 ГФ-021 4 ч - 3 д
3 ХВ-124 1ч - 5 д
По Тех-картам производителя ЛКМ, интервал перекрытия при температуре +20°С:
№
п/п Наименование ЛКМ Минимальный Максимальный
Полное
отверждение
1 HEMPEL’S SILICONE
ALUMINIUM 56914 2 ч Нет 7 д
2 HEMPADUR FAST DRY 15560 2 ч Нет 7 д
3 HEMPATHANE TOPCOAT 55210
Нет
последующего
слоя
- -
Масло, жир и грязь, удаляются ветошью при помощью нанесения растворителя Р5А или Р4А,
непосредственно перед началом нанесения последующего слоя. Контроль обезжиривания
осуществляется визуально и смачиванием водой.
Когда последующий слой наносится после полного отвердения предыдущего слоя, чтобы
улучшить адгезию, шкуркой № 120 сделать поверхность шероховатой. После этого поверхность
смывается растворителями Р5А или Р4А. Таким образом поверхность обеспылена и после
осушки готова к нанесению последующего слоя.
Вза
м.
ин
в.
№
По
дп
. и
дат
а
Ин
в.
№ п
од
п.
АКЗ НПЗ «Волгоградский» - ТК06
Лист
9
Изм. Кол.. уч.. Лист № док. Подп. Дата
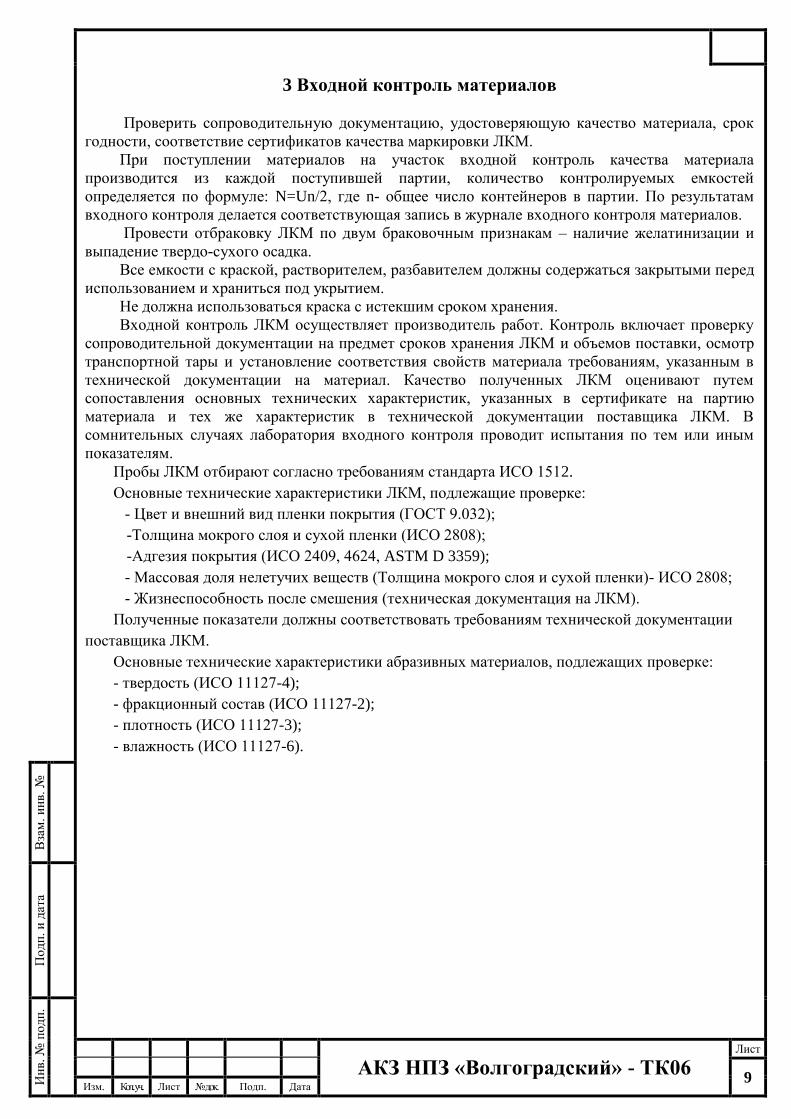
3 Входной контроль материалов
Проверить сопроводительную документацию, удостоверяющую качество материала, срок
годности, соответствие сертификатов качества маркировки ЛКМ.
При поступлении материалов на участок входной контроль качества материала
производится из каждой поступившей партии, количество контролируемых емкостей
определяется по формуле: N=Un/2, где n- общее число контейнеров в партии. По результатам
входного контроля делается соответствующая запись в журнале входного контроля материалов.
Провести отбраковку ЛКМ по двум браковочным признакам – наличие желатинизации и
выпадение твердо-сухого осадка.
Все емкости с краской, растворителем, разбавителем должны содержаться закрытыми перед
использованием и храниться под укрытием.
Не должна использоваться краска с истекшим сроком хранения.
Входной контроль ЛКМ осуществляет производитель работ. Контроль включает проверку
сопроводительной документации на предмет сроков хранения ЛКМ и объемов поставки, осмотр
транспортной тары и установление соответствия свойств материала требованиям, указанным в
технической документации на материал. Качество полученных ЛКМ оценивают путем
сопоставления основных технических характеристик, указанных в сертификате на партию
материала и тех же характеристик в технической документации поставщика ЛКМ. В
сомнительных случаях лаборатория входного контроля проводит испытания по тем или иным
показателям.
Пробы ЛКМ отбирают согласно требованиям стандарта ИСО 1512.
Основные технические характеристики ЛКМ, подлежащие проверке:
- Цвет и внешний вид пленки покрытия (ГОСТ 9.032);
-Толщина мокрого слоя и сухой пленки (ИСО 2808);
-Адгезия покрытия (ИСО 2409, 4624, ASTM D 3359);
- Массовая доля нелетучих веществ (Толщина мокрого слоя и сухой пленки)- ИСО 2808;
- Жизнеспособность после смешения (техническая документация на ЛКМ).
Полученные показатели должны соответствовать требованиям технической документации
поставщика ЛКМ.
Основные технические характеристики абразивных материалов, подлежащих проверке:
- твердость (ИСО 11127-4);
- фракционный состав (ИСО 11127-2);
- плотность (ИСО 11127-3);
- влажность (ИСО 11127-6).
Вза
м.
ин
в.
№
По
дп
. и
дат
а
Ин
в.
№ п
од
п.
АКЗ НПЗ «Волгоградский» - ТК06
Лист
10
Изм. Кол.. уч.. Лист № док. Подп. Дата
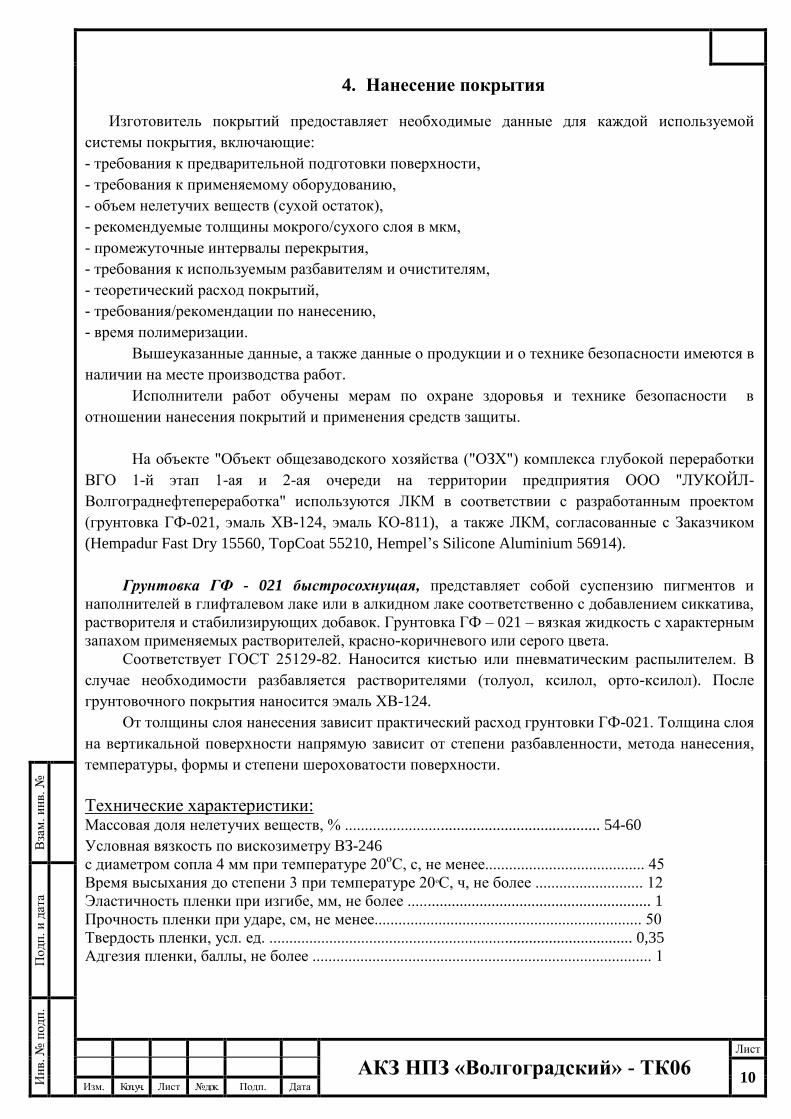
4. Нанесение покрытия
Изготовитель покрытий предоставляет необходимые данные для каждой используемой
системы покрытия, включающие:
- требования к предварительной подготовки поверхности,
- требования к применяемому оборудованию,
- объем нелетучих веществ (сухой остаток),
- рекомендуемые толщины мокрого/сухого слоя в мкм,
- промежуточные интервалы перекрытия,
- требования к используемым разбавителям и очистителям,
- теоретический расход покрытий,
- требования/рекомендации по нанесению,
- время полимеризации.
Вышеуказанные данные, а также данные о продукции и о технике безопасности имеются в
наличии на месте производства работ.
Исполнители работ обучены мерам по охране здоровья и технике безопасности в
отношении нанесения покрытий и применения средств защиты.
На объекте "Объект общезаводского хозяйства ("ОЗХ") комплекса глубокой переработки
ВГО 1-й этап 1-ая и 2-ая очереди на территории предприятия ООО "ЛУКОЙЛ-
Волгограднефтепереработка" используются ЛКМ в соответствии с разработанным проектом
(грунтовка ГФ-021, эмаль ХВ-124, эмаль КО-811), а также ЛКМ, согласованные с Заказчиком
(Hempadur Fast Dry 15560, TopCoat 55210, Hempel’s Silicone Aluminium 56914).
Грунтовка ГФ - 021 быстросохнущая, представляет собой суспензию пигментов и
наполнителей в глифталевом лаке или в алкидном лаке соответственно с добавлением сиккатива,
растворителя и стабилизирующих добавок. Грунтовка ГФ – 021 – вязкая жидкость с характерным
запахом применяемых растворителей, красно-коричневого или серого цвета.
Соответствует ГОСТ 25129-82. Наносится кистью или пневматическим распылителем. В
случае необходимости разбавляется растворителями (толуол, ксилол, орто-ксилол). После
грунтовочного покрытия наносится эмаль ХВ-124.
От толщины слоя нанесения зависит практический расход грунтовки ГФ-021. Толщина слоя
на вертикальной поверхности напрямую зависит от степени разбавленности, метода нанесения,
температуры, формы и степени шероховатости поверхности.
Технические характеристики: Массовая доля нелетучих веществ, % ................................................................ 54-60
Условная вязкость по вискозиметру ВЗ-246
с диаметром сопла 4 мм при температуре 20оС, с, не менее........................................ 45
Время высыхания до степени 3 при температуре 20оС, ч, не более ........................... 12
Эластичность пленки при изгибе, мм, не более ............................................................. 1
Прочность пленки при ударе, см, не менее................................................................... 50
Твердость пленки, усл. ед. ........................................................................................... 0,35
Адгезия пленки, баллы, не более ..................................................................................... 1
Вза
м.
ин
в.
№
По
дп
. и
дат
а
Ин
в.
№ п
од
п.
АКЗ НПЗ «Волгоградский» - ТК06
Лист
11
Изм. Кол.. уч.. Лист № док. Подп. Дата
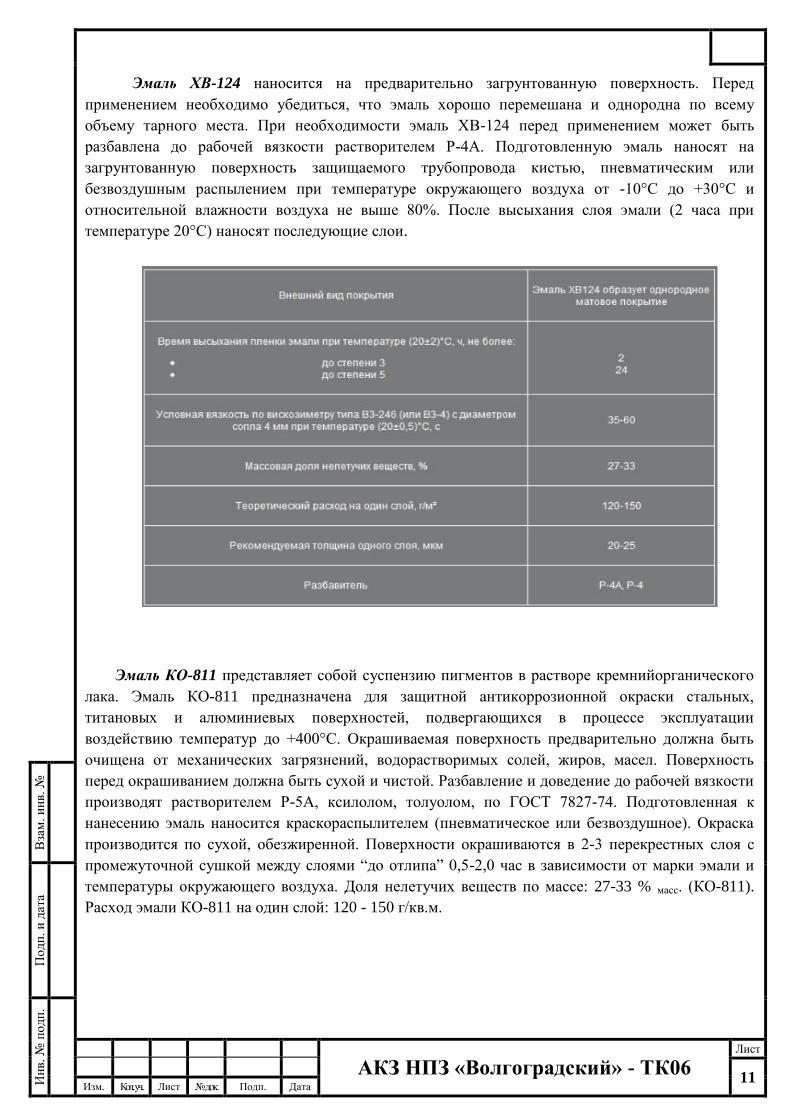
Эмаль ХВ-124 наносится на предварительно загрунтованную поверхность. Перед
применением необходимо убедиться, что эмаль хорошо перемешана и однородна по всему
объему тарного места. При необходимости эмаль ХВ-124 перед применением может быть
разбавлена до рабочей вязкости растворителем Р-4А. Подготовленную эмаль наносят на
загрунтованную поверхность защищаемого трубопровода кистью, пневматическим или
безвоздушным распылением при температуре окружающего воздуха от -10°С до +30°С и
относительной влажности воздуха не выше 80%. После высыхания слоя эмали (2 часа при
температуре 20°С) наносят последующие слои.
Эмаль КО-811 представляет собой суспензию пигментов в растворе кремнийорганического
лака. Эмаль КО-811 предназначена для защитной антикоррозионной окраски стальных,
титановых и алюминиевых поверхностей, подвергающихся в процессе эксплуатации
воздействию температур до +400°С. Окрашиваемая поверхность предварительно должна быть
очищена от механических загрязнений, водорастворимых солей, жиров, масел. Поверхность
перед окрашиванием должна быть сухой и чистой. Разбавление и доведение до рабочей вязкости
производят растворителем Р-5А, ксилолом, толуолом, по ГОСТ 7827-74. Подготовленная к
нанесению эмаль наносится краскораспылителем (пневматическое или безвоздушное). Окраска
производится по сухой, обезжиренной. Поверхности окрашиваются в 2-3 перекрестных слоя с
промежуточной сушкой между слоями “до отлипа” 0,5-2,0 час в зависимости от марки эмали и
температуры окружающего воздуха. Доля нелетучих веществ по массе: 27-33 % масс. (КО-811).
Расход эмали КО-811 на один слой: 120 - 150 г/кв.м.
Вза
м.
ин
в.
№
По
дп
. и
дат
а
Ин
в.
№ п
од
п.
АКЗ НПЗ «Волгоградский» - ТК06
Лист
12
Изм. Кол.. уч.. Лист № док. Подп. Дата
HEMPADUR FAST DRY 15560 – двухкомпонентный, отверждаемый полиамидным
аддуктом эпоксидный материал. Содержит фосфат цинка. Наносить на сухую чистую
поверхность при температуре выше точки росы для предотвращения образования конденсата.
Рекомендуется соблюдать предоставленные изготовителем покрытия рекомендации. Подробные
характеристики представлены в технологической карте от производителя ЛКМ.
HEMPATHANE TOPCOAT 55210 – двухкомпонентное глянцевое акрил-полиуретановое
покрытие отверждаемое алифатическим изоцианатом. Использовать в качестве окончательного
покрытия для защиты трубопроводов. Наносить на сухую чистую поверхность при температуре
выше точки росы для предотвращения образования конденсата. Рекомендуется соблюдать
предоставленные изготовителем покрытия рекомендации. Подробные характеристики
представлены в технологической карте от производителя ЛКМ.
Теплостойкая полисилоксановая краска с содержанием пигмента алюминия HEMPEL’S
SILICONE ALUMINIUM 56914. Предназначена для долговременной защиты поверхностей
горячих трубопроводов. Наносить на сухую чистую поверхность при температуре выше точки
росы для предотвращения образования конденсата. Относительная влажность должна быть выше
50%. Рекомендуется соблюдать предоставленные изготовителем покрытия рекомендации.
Подробные характеристики представлены в технологической карте от производителя ЛКМ.
4.1 Подготовка к нанесению покрытия
Перед использованием все антикоррозионные материалы тщательно размешиваются с
помощью мешалок, а потом оставляются на несколько минут для выпускания туда попавшего
воздуха. При этом строго соблюдаются предоставленные изготовителем покрытий
рекомендации.
Непосредственно перед началом нанесения покрытия замеряются:
Температура воздуха,
Относительная влажность,
Точка росы,
Температура стали.
Нанесение покрытий производится, только если самая низкая температура стали
превышает точку росы как минимум на 3 градуса.
Перед нанесением сплошного слоя производится полосовое покрытие вручную - кистью.
Полосовому покрытию подлежат:
Сварные швы вместе с поясами (50мм) с обеих сторон,
Кромки и труднодоступные места,
Места устранения дефектов металла.
При этом толщина уменьшается в сторону краев.
Вза
м.
ин
в.
№
По
дп
. и
дат
а
Ин
в.
№ п
од
п.
АКЗ НПЗ «Волгоградский» - ТК06
Лист
13
Изм. Кол.. уч.. Лист № док. Подп. Дата
4.2 Нанесение покрытий
Способ нанесения соответствует требованиям и рекомендациям изготовителя покрытий и
окрашиваемой поверхности. Каждый слой наносится равномерно на всю поверхность. При этом
следует избегать появления дефектов покрытия, а именно сыпи, брызг, пузырьков, «штор»,
пропусков, незакрытой пленки и попадания пыли в свежую краску. Обнаруженные дефекты
немедленно устраняются. Строго соблюдается промежуточный интервал перекрытия в
соответствии с рекомендациями изготовителя. Загрязнение защищенных поверхностей между
слоями недопустимы – любое загрязнение удаляется.
Во время нанесения покрытия толщину мокрого слоя контролируют с помощью
толщиномера «гребёнок».
Толщина сухой пленки (ТСП) каждого слоя, а также окончательная суммарная толщина
покрытия должна быть в позволяемых изготовителем пределах. ТСП проверяется без
разрушения покрытия с помощью электромагнитного прибора. Замеряет контролер качества.
Результаты по замерам записываются в журнал.
Работы следует прекратить при понижение атмосферной температуры воздуха в
соответствии с рекомендациями изготовителя краски.
Подготовленная поверхность подлежит сдаче под нанесение каждого следующего слоя.
Каждый выполненный слой защитного покрытия сдается по акту освидетельствования
скрытых работ в соответствии с требованием СНиП 12-01-2004. Сдача защищенной поверхности
производится после полного высыхания верхнего покрытия.
4.3 Нанесение антикоррозионной защиты производится в следующей
последовательности:
Согласно проекту:
ТИП 1. Нанесение на наружную поверхность изолированных трубопроводов с
температурой до + 120°С.
1-й слой – Грунтовка ГФ-021 быстросохнущая обеспечивают адгезионную прочность,
противокоррозионную стойкость и водостойкость системы лакокрасочного покрытия. При
температуре 20oС время сушки составляет 2 часа, полностью – 3 дня; нелетучие вещества 54-
60%, толщина слоя 20 мкм.;
2-й слой – Грунтовка ГФ-021 быстросохнущая обеспечивают адгезионную прочность,
противокоррозионную стойкость и водостойкость системы лакокрасочного покрытия. При
температуре 20oС время сушки составляет 2 часа, полностью – 3 дня; нелетучие вещества 54-
60%, толщина слоя 20 мкм.;
3-й слой – Грунтовка ГФ-021 быстросохнущая обеспечивают адгезионную прочность,
противокоррозионную стойкость и водостойкость системы лакокрасочного покрытия. При
температуре 20oС время сушки составляет 2 часа, полностью – 3 дня; нелетучие вещества 54-
60%, толщина слоя 20 мкм.
Общая толщина покрытия 60 мкм.
Вза
м.
ин
в.
№
По
дп
. и
дат
а
Ин
в.
№ п
од
п.
АКЗ НПЗ «Волгоградский» - ТК06
Лист
14
Изм. Кол.. уч.. Лист № док. Подп. Дата
ТИП 2. Нанесение на наружную поверхность неизолированных трубопроводов с
температурой до + 120°С
1-й слой – Грунтовка ГФ-021 быстросохнущая обеспечивают адгезионную прочность,
противокоррозионную стойкость и водостойкость системы лакокрасочного покрытия. При
температуре 20oС время сушки составляет 2 часа, полностью – 3 дня; нелетучие вещества 54-
60%, толщина слоя 20 мкм.;
2-й слой – Грунтовка ГФ-021 быстросохнущая обеспечивают адгезионную прочность,
противокоррозионную стойкость и водостойкость системы лакокрасочного покрытия. При
температуре 20oС время сушки составляет 2 часа, полностью – 3 дня; нелетучие вещества 54-
60%, толщина слоя 20 мкм.;
3-й слой – Эмаль ХВ-124. Суспензия пигментов в растворе средневязкой хлорированной
поливинилхлоридной хлорированной смолы (ПСХ-ЛС) и алкидной смолы в смеси летучих
органических растворителей с добавлением пластификатора. Время высыхания приблизительно
2 часа, полное отверждение - 5дней; нелетучие вещества 27-33%, толщина слоя 30 мкм.;
4-й слой – Эмаль ХВ-124. Суспензия пигментов в растворе средневязкой хлорированной
поливинилхлоридной хлорированной смолы (ПСХ-ЛС) и алкидной смолы в смеси летучих
органических растворителей с добавлением пластификатора. Время высыхания приблизительно
2 часа, полное отверждение - 5дней; нелетучие вещества 27-33%, толщина слоя 30 мкм.
Общая толщина покрытия 100 мкм.
ТИП3. Нанесение на наружную поверхность изолированных трубопроводов с
температурой более +120°С
● 1-й слой – Эмаль КО-811 предназначена для защитной антикоррозионной окраски
стальных, титановых и алюминиевых поверхностей, подвергающихся в процессе эксплуатации
воздействию температур до +400ºС. При температуре металла 20oС время высыхания
приблизительно 2 час, время сушки составляет полностью 7 дней; нелетучие вещества 30-45%,
толщина слоя 30 мкм.
● 2-й слой – Эмаль КО-811 предназначена для защитной антикоррозионной окраски
стальных, титановых и алюминиевых поверхностей, подвергающихся в процессе эксплуатации
воздействию температур до +400ºС. При температуре металла 20oС время высыхания
приблизительно 2 час, время сушки составляет полностью 7 дней; нелетучие вещества 30-45%,
толщина слоя 30 мкм.
Общая толщина покрытия 60 мкм.
Вза
м.
ин
в.
№
По
дп
. и
дат
а
Ин
в.
№ п
од
п.
АКЗ НПЗ «Волгоградский» - ТК06
Лист
15
Изм. Кол.. уч.. Лист № док. Подп. Дата
ЛКМ, согласованные с Заказчиком:
ТИП I. Нанесение на наружную поверхность изолированных трубопроводов с
температурой до + 120°С
1-й слой – двухкомпонентная, отверждаемая полиамидным аддуктом,
высокоструктурированная грунт-краска с очень коротким периодом высыхания, HEMPADUR
FAST DRY 15560, толщиной СП 100 мкм (при температуре 20oС время сушки составляет: от
пыли 0,5 часов, на отлип – 1-1,5 часа, полностью – 7 дней; нелетучие вещества 62%); Общая толщина покрытия 100 мкм.
ТИП II. Нанесение на наружную поверхность неизолированных трубопроводов с
температурой до + 120°С
1-й слой – двухкомпонентная, отверждаемая полиамидным аддуктом,
высокоструктурированная грунт-краска с очень коротким периодом высыхания, HEMPADUR
FAST DRY 15560, толщиной СП 100 мкм (при температуре 20oС время сушки составляет: от
пыли 0,5 часов, на отлип – 1-1,5 часа, полностью – 7 дней; нелетучие вещества 62%);
2-й слой – двухкомпонентное полуглянцевое акрилополиуретановое покрытие
HEMPATHANE TOPCOAT 55210 толщиной СП 60мкм (при температуре металла 20oС Время
высыхания от пыли приблизительно 2,5 часов, время высыхания до отлипа приблизительно 8
часов, полное отверждение - 7 дней; нелетучие вещества 51%). Общая толщина покрытия 160 мкм.
ТИП III. Нанесение на наружную поверхность неизолированных трубопроводов с
температурой от +120°С до +600°С
* 1-й слой –теплостойкая полисилоксановая краска с содержанием пигмента алюминия
HEMPEL’S SILICONE ALUMINIUM 56914, толщиной СП 25 мкм (при температуре металла
20oС время высыхания от пыли приблизительно 1 час, время сушки составляет: на отлип – 2 часа,
полностью – 7 дней; нелетучие вещества 43%);
* 2-й слой –теплостойкая полисилоксановая краска с содержанием пигмента алюминия
HEMPEL’S SILICONE ALUMINIUM 56914, толщиной СП 25 мкм (при температуре металла
20oС время высыхания от пыли приблизительно 1 час, время сушки составляет: на отлип – 2 часа,
полностью – 7 дней; нелетучие вещества 43%);
* 3-й слой –теплостойкая полисилоксановая краска с содержанием пигмента алюминия
HEMPEL’S SILICONE ALUMINIUM 56914, толщиной СП 25 мкм (при температуре металла
20oС время высыхания от пыли приблизительно 1 час, время сушки составляет: на отлип – 2 часа,
полностью – 7 дней; нелетучие вещества 43%).
Общая толщина покрытия 75 мкм.
Вза
м.
ин
в.
№
По
дп
. и
дат
а
Ин
в.
№ п
од
п.
АКЗ НПЗ «Волгоградский» - ТК06
Лист
16
Изм. Кол.. уч.. Лист № док. Подп. Дата
5. Контроль качества антикоррозионного покрытия
Контроль качества подготовки поверхности и нанесения покрытия производится на
каждом этапе работ согласно ТК. Для качественного выполнения работ по АКЗ
металлоконструкций на всех стадиях технологического процесса осуществляют следующие
контрольные операции:
- контроль условий окружающей среды;
- входной контроль ЛКМ и абразивных материалов;
- контроль качества подготовки поверхностей перед окраской;
- контроль подготовки ЛКМ перед применением;
- контроль качества воздуха, применяемого при подготовке поверхности и нанесении ЛКМ;
- контроль нанесения ЛКМ и его отверждения;
-контроль качества готового покрытия.
Результаты контроля должны быть зафиксированы в журнале пооперационного контроля.
5.1 Контроль условий окружающей среды
Контроль условий окружающей среды включает:
- контроль температуры воздуха;
- контроль относительной влажности воздуха;
- контроль точки росы;
- контроль температуры защищаемой поверхности.
Все параметры контролируются перед началом и в процессе проведения работ по
подготовке поверхности и нанесению ЛКМ.
Температуру воздуха контролируют термометром. Температура воздуха не должна быть
ниже +50С или в соответствии с рекомендациями изготовителя ЛКМ.
Относительную влажность воздуха контролируют психрометром, не должна превышать
80 %.
Точку росы определяют по диаграмме, предварительно измерив относительную
влажность, температуру воздуха и температуру защищаемой поверхности;
Температуру защищаемой поверхности определяют перед проведением окрасочных работ
контактным термометром, пирометром или тепловизионной аппаратурой. Она должна быть не
менее чем на 3°С выше точки росы.
5.2. Контроль качества подготовки поверхности
Качество подготовки поверхности контролируют по следующим показателям:
- степень очистки до Sa 21/2
(ИСО 8501-1);
- шероховатость (ИСО 8503);
- степень обеспыливания 2(ИСО 8502-3);
- степень обезжиривания (по стандарту ГОСТ 9.402-2004).
Контроль очистки от окислов осуществляют визуально сравнением с эталонами,
представленными в ИСО 8501-1. Степень очистки должна соответствовать техническим
требованиям для конкретного ЛКМ и должна быть не ниже Sa 21/2
.
Вза
м.
ин
в.
№
По
дп
. и
дат
а
Ин
в.
№ п
од
п.
АКЗ НПЗ «Волгоградский» - ТК06
Лист
17
Изм. Кол.. уч.. Лист № док. Подп. Дата
Поверхность должна быть очищена от видимых загрязнений (масла, смазки, грязи), а так
же от прокатной окалины, ржавчины, краски и посторонних частиц.
Шероховатость поверхности контролируют с помощью профилометра любого типа или
эталонов сравнения по ИСО 8503. Шероховатость должна соответствовать техническим
требованиям на применяемый ЛКМ. Минимальный показатель шероховатости – 30 мкм.
Контроль качества обеспыливание производится по стандарту ИСО 8502-3. Липкую ленту
прижимают к стальной поверхности. Затем ленту с прилипшей к ней пылью снимают и
оценивают количество и размер частиц. Размер частиц пыли на липкой ленте должен быть в
интервале 50÷100 мкм (2 класс).
Контроль качества обезжиривания проводится по ГОСТ 9.402-2004. На поверхность изделия
наносят 2-3 капли растворителя и выдерживают не менее 15 сек. К испытываемому участку
поверхности прикладывают фильтрованную бумагу и прижимают ее к поверхности до полного
впитывания растворителя в бумагу. На другой кусок бумаги наносят 2-3 капли чистого
растворителя и выдерживают до полного его испарения. При дневном или искусственном
освещении сравнивают внешний вид обоих кусков фильтрованной бумаги. Степень
обезжиривания определяют по наличию или отсутствию масляных пятен на первом куске
бумаги, пятна должны отсутствовать.
5.3 Контроль качества покрасочных работ
Цветовая гамма выбирается в соответствии с проектом и согласно типовым решениям
фирменного стиля ОАО «Лукойл».
Контроль готового антикоррозионного покрытия осуществляют после его полного
отверждения. Контролю подлежат следующие показатели:
- внешний вид (ГОСТ 9.032);
- толщина (ИСО 2808);
- сплошность (ASTM G6);
- адгезия (ИСО 2409, ASTM D3359, ИСО 4624).
Внешний вид контролируют визуально. Покрытие должно быть ровным и сплошным. Не
допускаются потеки толщиной более 2 мм, пузыри, наплывы, отслаивания, механические
повреждения.
Толщину отвержденного покрытия измеряют магнитным толщиномером в соответствии с
требованиями ИСО 2808.
Адгезия определяется на полностью полимеризированном покрытии методом решетчатого
надреза с расстоянием между надрезами 1мм при толщине до 60 мкм, 2мм при толщине
покрытия от 61 до 120 мкм и 3мм при толщине от 121 до 250мкм. Количество надрезов-6
(согласно ИСО 2409). Адгезия должна соответствовать баллу 0÷1.
Сплошность покрытия проверяется визуально, путем выявления непрокрашенных
участков.
Во время покрасочных работ толщина мокрого слоя контролируется исполнителем
работ.
Толщина сухой пленки (ТСП) каждого слоя, а также окончательная суммарная толщина
проверяется без разрушения покрытия с помощью электромагнитного прибора «Элкометр» или
«Константа».
Вза
м.
ин
в.
№
По
дп
. и
дат
а
Ин
в.
№ п
од
п.
АКЗ НПЗ «Волгоградский» - ТК06
Лист
18
Изм. Кол.. уч.. Лист № док. Подп. Дата
Среднее значение всех индивидуальных толщин сухой пленки должно быть равным или
больше номинальной толщины сухой пленки (НТСП). Все индивидуальные толщины должны
быть равными или выше 80% НТСП (согласно ИСО 19840).
Операция нанесения защитного покрытия не должна изменять конструкцию и
прочностные характеристики конструкции.
Опознавательная окраска трубопроводов выполняется согласно требованиям заказчика,
проектной документации и по ГОСТ 14202-69 «Трубопроводы промышленных предприятий.
Опознавательная окраска, предупреждающие знаки и маркировочные щитки».
6. Устранение дефектов покрытия.
При наличии отдельных дефектов, имеющих суммарную площадь менее 15% от общей
площади ЛКП, покрытие на этих участках следует удалить механическим способом, поверхность
зачистить механическим способом до металлического блеска с обеспечением плавного перехода
к бездефектному слою ЛКМ, очищена от пыли и обезжирена. ЛКМ наносится в подготовленной
зоне методом распыления или кистью (валиком) по технологии, соответствующей технологии
нанесения основного покрытия.
При наличии дефектных участков суммарной площадью более 15%, покрытие удаляется
полностью и производится повторная очистка, грунтовка и окраска согласно настоящей
инструкции, включая подготовку поверхности. Толщина покрытия в зоне ремонта должна
соответствовать толщине основного покрытия.
Подготовку поверхности небольших, локальных повреждений покрытия, осуществлять
ручным механическим инструментом до получения чистой металлической поверхности,
зачисткой кромок неповрежденного покрытия и легкой обработкой прилегающей поверхности
шлифовальной шкуркой.
7. Требования безопасности
Вышеуказанные данные, а также данные о продукции и о технике безопасности имеются в
наличии на месте производства работ.
Исполнители работ обучены мерам по охране здоровья и технике безопасности в
отношении нанесения покрытий и применения средств защиты.
Вспомогательные платформы и передвижные башни должны обеспечить легкий доступ к
поверхности для надлежащей очистки, окраски и инспекции. В течение всего периода
производства работ должны обеспечиваться средства защиты в соответствии с требованием
безопасности.
Требования безопасности, предъявляемые к производству работ по подготовке
поверхности к окраске :
Работы на высоте следует выполнять с использованием предохранительных поясов и
страховочных канатов. До начала работ необходимо убедиться в отсутствии людей внизу, в зоне
падения предметов. В процессе работы следует поднимать элементы конструкций и материалы
наверх веревкой или грузоподъемным краном. Работники находящиеся внизу, при подъеме
деталей наверх обязаны предотвращать их раскачивание и закрепление за встречающейся на
пути препятствия с помощью оттяжек.
К работам по подготовке поверхности, как и к остальным работам по антикоррозийной
защите, допускается лица:
Вза
м.
ин
в.
№
По
дп
. и
дат
а
Ин
в.
№ п
од
п.
АКЗ НПЗ «Волгоградский» - ТК06
Лист
19
Изм. Кол.. уч.. Лист № док. Подп. Дата
Достигшие 18 лет, обученные безопасным методам приемам производства работ, сдавшие
экзамены квалификационной комиссии и допущенные к работе;
Прослушавшие вводный инструктаж по охране труда и прошедшие инструктаж по
технике безопасности на рабочем месте согласно ГОСТ 12.0.004;
Прошедшие медицинский осмотр.
Каждый рабочий может быть допущен к работе только после того, как прошел инструктаж по
пожарной безопасности и непосредственно инструктаж на рабочем месте. Все рабочие должны
быть обеспечены спецодеждой, спецобувью и сертификационными средствами индивидуальной
защиты не ниже норм, предусмотренных в Правилах обеспечения работников спецодеждой,
спецобувью и другими средствами индивидуальной защиты. Средства индивидуальной защиты,
выдаваемые рабочим, должны быть исправны и проверены, а сами рабочие обучены методом
пользования ими.
В местах производства погрузо-разгрузочных работ и в зоне работы грузоподъёмной
машины запрещается нахождение лиц, не имеющих непосредственное отношение к этим
работам. Присутствия людей в зоне возможного падения грузов запрещается. При погрузо-
разгрузочных работах следуют использовать только освидетельствованное оборудование,
проверенные канаты и стропы. Масса грузов не должна превышать максимальную
грузоподъёмность механизма.
При выполнении обезжиривания не допускается: в зоне 25 м от места ведения работ, а так же
по всей вертикали в данной зоне – курить, разводить, огонь, выполнять сварочные работы,
которые могут вызвать образование искр и воспламенение паров растворителей.
Требования безопасности, предъявляемые к производству работ по нанесению защитного
покрытия :
При производстве работ по нанесению АКЗ в основном используются двухкомпонентные
краски. Приготовление рабочих составов должно производиться в соответствии с инструкцией на
их приготовление. Смешение красочных составов производится в специальных мощных
мешалках непосредственно на месте производства работ. Хранение материалов необходимо
осуществлять в стандартной таре в специально обозначенных местах складирования материалов.
При выполнении окрасочных работ не допускается: в зоне 25 м от места ведения работ, а
также по всей вертикали данной зоны – пользоваться открытым огнем, выполнять сварочные
работы и другие работы, которые могут вызвать образование искр и воспламенения паров
растворителей.
Во время производства окрасочных работ категорически запрещается использование
пневматических и электрических ручных инструментов на расстоянии ближе 30м от места
окраски. Все электрооборудование, используемое при выполнении антикоррозийной защиты,
находящееся во взрывоопасной зоне, должно быть взрывозащищенного исполнения, в
соответствии с требованиями ПУЭ.
Работы на высоте следует выполнить с использованием предохранительных поясов и
страховочных канатов. До начала необходимо убедиться в отсутствии людей внизу, в зоне
возможного падения предметов. В процессе работы следует поднимать элементы конструкции и
материалы наверх веревкой или грузоподъемными кранами. Работники, находящиеся внизу, при
Вза
м.
ин
в.
№
По
дп
. и
дат
а
Ин
в.
№ п
од
п.
АКЗ НПЗ «Волгоградский» - ТК06
Лист
20
Изм. Кол.. уч.. Лист № док. Подп. Дата
подъеме деталей наверх обязаны предотвращать их раскачивание и зацепление за встречающиеся
на пути препятствия с помощью оттяжек.
Рабочие должны быть обеспечены средствами защиты дыхательных путей.
В случае пожара немедленно сообщить о нем в пожарную охрану и применять меры к
спасению людей и ликвидации пожара.
8. Мероприятия по охране окружающей среды
При выполнении работ по АКЗ должны соблюдаться требования по охране окружающей
среды, сохранения ее устойчивого экологического равновесия, условиям землепользования,
установленные законодательством об охране природы.
Исполнитель несет ответственность за соблюдение проектных решений, связанных с
охраной окружающей среды, а также за соблюдением государственного законодательства по
охране природы.
С целью уменьшения негативного воздействия на окружающую среду все работы по АКЗ
должны выполняться в пределах полосы отвода земли, определенной проектом.
Перед началом работ по АКЗ исполнитель должен оборудовать участок производства работ
контейнерами для бытовых отходов и для отходов с ЛКМ, ГЖ и ЛВЖ.
Строительные отходы по мере накопления должны вывозиться. Не допускается сжигать
строительный мусор на месте производства работ.
Места временных помещений строительных участков после их демонтажа должны быть
очищены от мусора, отходов и других загрязнений.
Мойка техники на площадке производства работ по АКЗ запрещена.
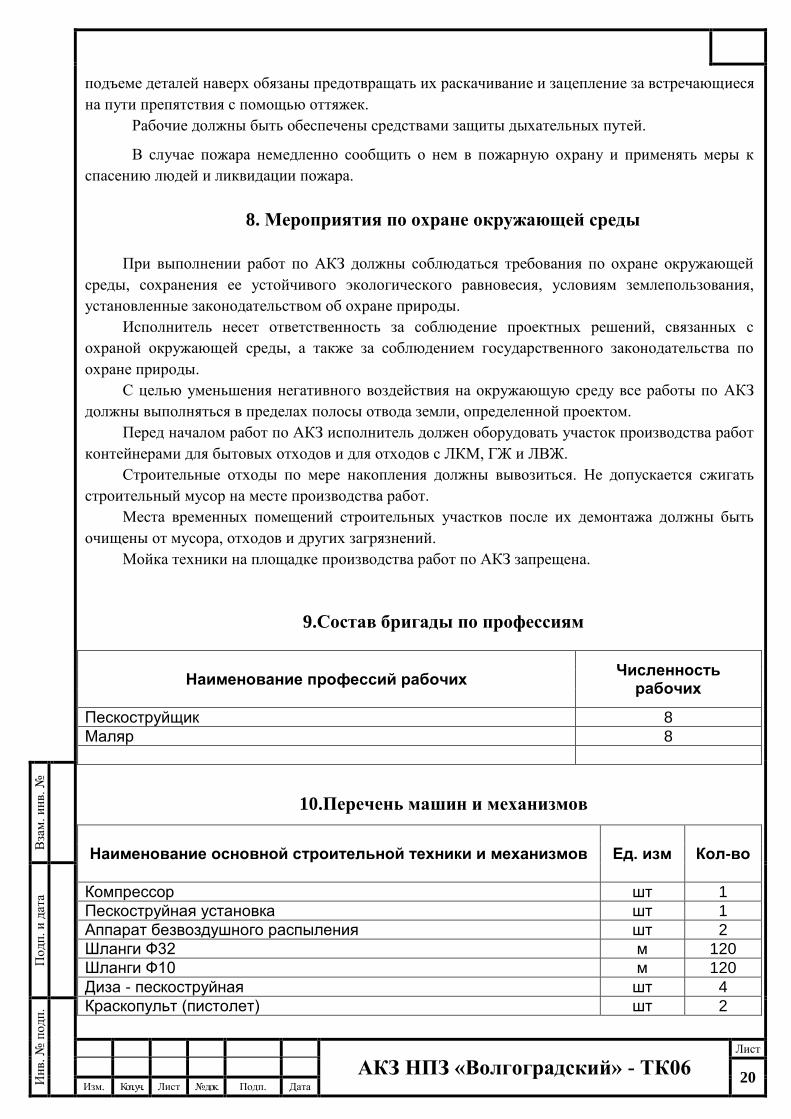
9.Состав бригады по профессиям
Наименование профессий рабочих Численность
рабочих
Пескоструйщик 8
Маляр 8
10.Перечень машин и механизмов
Наименование основной строительной техники и механизмов Ед. изм Кол-во
Компрессор шт 1
Пескоструйная установка шт 1
Аппарат безвоздушного распыления шт 2
Шланги Ф32 м 120
Шланги Ф10 м 120
Диза - пескоструйная шт 4
Краскопульт (пистолет) шт 2
Вза
м.
ин
в.
№
По
дп
. и
дат
а
Ин
в.
№ п
од
п.
АКЗ НПЗ «Волгоградский» - ТК06
Лист
21
Изм. Кол.. уч.. Лист № док. Подп. Дата
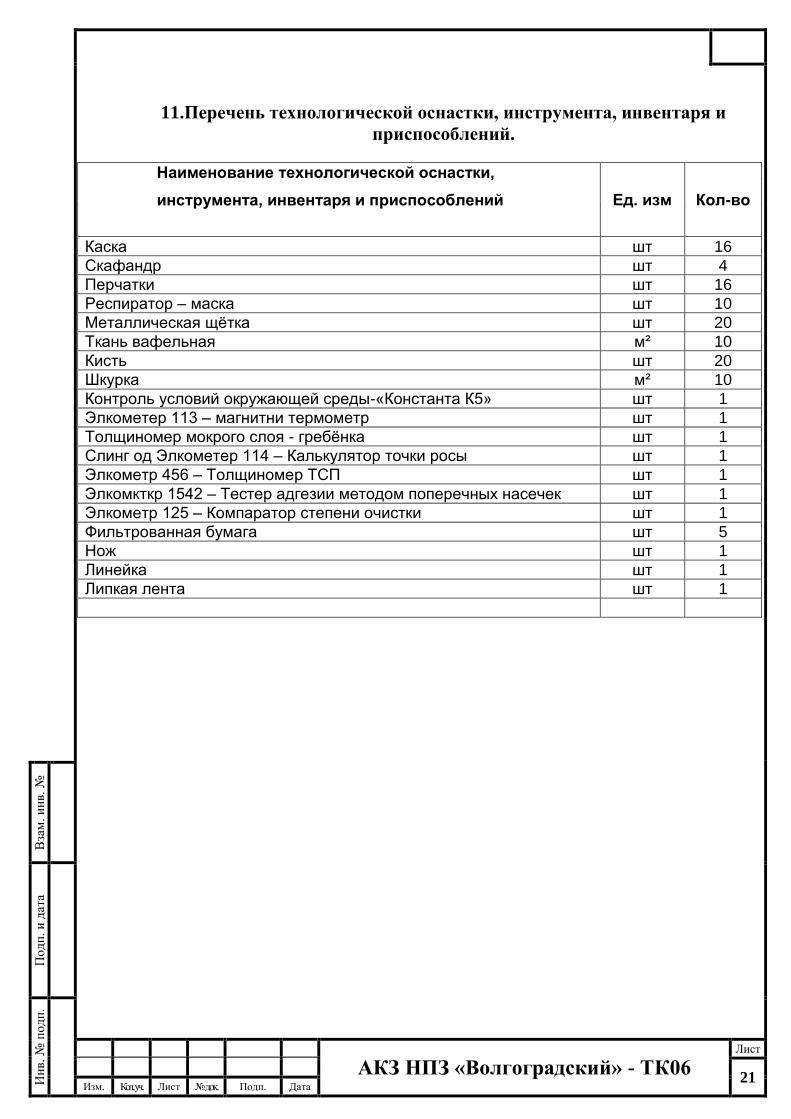
11.Перечень технологической оснастки, инструмента, инвентаря и
приспособлений.
Наименование технологической оснастки,
инструмента, инвентаря и приспособлений
Ед. изм Кол-во
Каска шт 16
Скафандр шт 4
Перчатки шт 16
Респиратор – маска шт 10
Металлическая щётка шт 20
Ткань вафельная м² 10
Кисть шт 20
Шкурка м² 10
Контроль условий окружающей среды-«Константа К5» шт 1
Элкометер 113 – магнитни термометр шт 1
Толщиномер мокрого слоя - гребёнка шт 1
Слинг од Элкометер 114 – Калькулятор точки росы шт 1
Элкометр 456 – Толщиномер ТСП шт 1
Элкомкткр 1542 – Тестер адгезии методом поперечных насечек шт 1
Элкометр 125 – Компаратор степени очистки шт 1
Фильтрованная бумага шт 5
Нож шт 1
Линейка шт 1
Липкая лента шт 1
Вза
м.
ин
в.
№
По
дп
. и
дат
а
Ин
в.
№ п
од
п.
АКЗ НПЗ «Волгоградский» - ТК06
Лист
22
Изм. Кол.. уч.. Лист № док. Подп. Дата
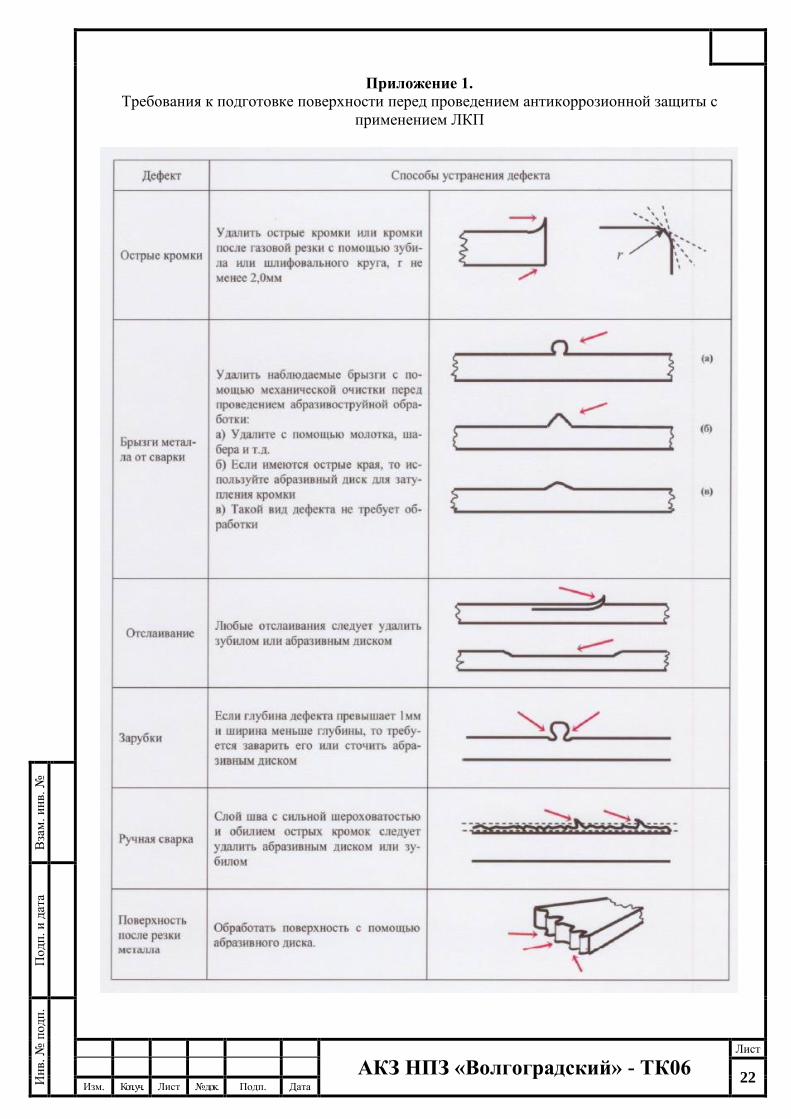
Приложение 1.
Требования к подготовке поверхности перед проведением антикоррозионной защиты с
применением ЛКП
Вза
м.
ин
в.
№
По
дп
. и
дат
а
Ин
в.
№ п
од
п.
АКЗ НПЗ «Волгоградский» - ТК06
Лист
23
Изм. Кол.. уч.. Лист № док. Подп. Дата
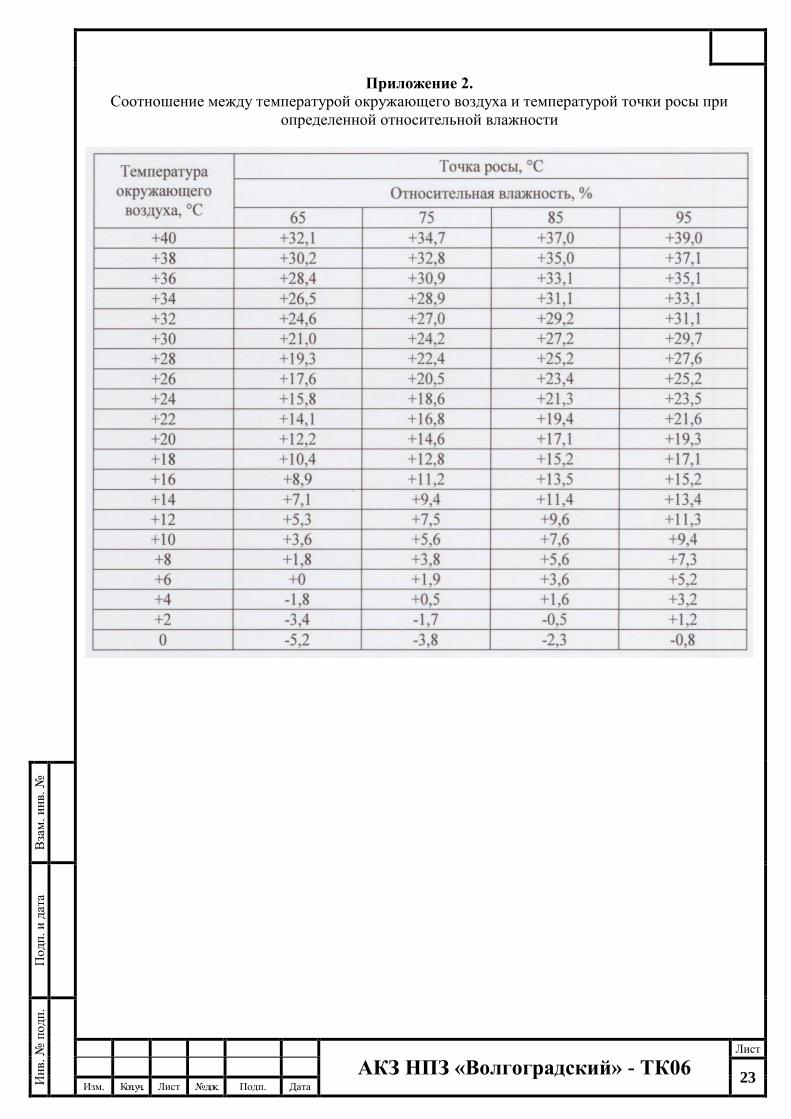
Приложение 2.
Соотношение между температурой окружающего воздуха и температурой точки росы при
определенной относительной влажности





























