-
7/29/2019 06 NAMRCKaodry Wire EDM
1/8
DRY WIRE ELECTRICAL DISCHARGE MACHININGOF THIN WORKPIECE
C.C. Kao, Jia Tao, Sangwon Lee, and Albert J. ShihMechanical
EngineeringUniversity of MichiganAnn Arbor, MI 48109
KEYWORDS
Dry EDM, thin workpiece, MRR.
ABSTRACT
This study investigates the dry wire electricaldischarge
machining (EDM) on thin workpieces.Dry EDM experiments were
conducted in air,which was used as the dielectric fluid. Effects
ofspark cycle (T), spark on-time (Ton), air flow rate,workpiece
thickness, and type of work-materialwere studied under wet and dry
EDM conditions.The material removal rate (MRR) was low in dryEDM
and could be slightly improved by the useof air flow. The increase
in workpiece thicknessand work-material melting temperature had
anadverse effect on the MRR. The reduction ofMRR in dry EDM can be
related to the rate andpercentage of spark, arc, and short pulses.
Thisstudy also observed the deposition of debris in
the groove cut by dry wire EDM. For a thickworkpiece, the groove
was totally blocked.
INTRODUCTION
Dry EDM is a novel machining process thatuses gas as dielectric
fluid. This process wasfirst presented by Kunieda et al. [1997]
using a
rotating copper tube as the electrode for dry die-sink EDM. Dry
EDM using air or oxygen flowingout from a tubular electrode was
investigated.Experimental results showed that using oxygenas the
dielectric fluid in dry EDM could achievehigher material removal
rate (MRR) than that inwet EDM. The electrode wear rate was very
low,which indicated the feasibility of using dry EDMfor precision
machining.
Kunieda and his colleagues have furtheradvanced the dry EDM
process to wire EDM[Kunieda, 2001; Wang, 2004] and
three-dimensional EDM milling [Kunieda, 2003; Yu,2004]. The gap
between electrode andworkpiece is narrow in dry EDM. The narrowgap,
sometimes close to zero [Kunieda, 2001],causes frequent short
circuit and low MRR.Compared to water- and oil-based EDMdielectric
fluids, gas has much lower viscosity.Therefore, dry EDM has lower
energy density
per pulse, which results in a lower MRR[Kunieda, 2001; Li,
2004]. To reduce theprobability of short circuit and improve the
MRRin dry EDM, a piezoelectric actuator was applied[Kunieda,
2004].
In this study, the dry wire EDM cutting ofworkpiece with small
thickness was investigated.
A set of experiments was conducted on several
Transactions of NAMRI/SME 253 Volume 34, 2006
-
7/29/2019 06 NAMRCKaodry Wire EDM
2/8
types of materials, including brass, aluminumalloy, carbon
steel, and graphite bipolar plate toexplore the feasibility of dry
wire EDM. Thesematerials have distinctly different
meltingtemperatures, electrical conductivity, andmachinability in
dry EDM. It was observed thatthree key factors significantly
influencing themachinability in dry EDM were the
workpiecethickness, melting temperature, and heatcapacity. A
conventional wire EDM machine canbe used for dry wire EDM of thin
workpiece withlow melting temperature. For thin workpiece,the
debris can be efficiently removed by the air
jet in dry EDM. The workpiece with low meltingtemperature allows
low energy input withoutbreaking the wire electrode. Dry wire
EDMexperiments were conducted in this study toquantify effects of
the spark cycle, spark on-time,air flow rate, thickness, and type
of work-material on the MRR.
The wire EDM process monitoring [Rajurkar1993; Ho, 2003, 2004]
was applied to analyzethe phenomena of dry wire EDM. By
evaluatingthe measured gap voltage and current withrespect to
preset threshold values [Dauw, 1983],the spark, arc, and short EDM
pulses can beidentified. Measurement of the gap voltage andcurrent
and identification of types of pulse (open,spark, arc, and short)
were conducted in thisresearch for both wet and dry EDM
processes.Under identical process parameters, the rate ofeach pulse
type in wet and dry EDM were
calculated and compared.
In this paper, the dry EDM experimental setupand procedures are
first presented. Theexperimentally measured MRR in dry EDM
arereported and effects of work-material type andthickness are
discussed. The rate of spark, arc,and short pulses for various dry
EDM setups arecompared. Finally, the groove width anddeposition of
debris are examined.
EXPERIMENTAL SETUP AND PROCEDURES
Wire EDM machine setup
The EDM experiments were conducted on aBrother HS-5100 wire EDM
machine. A copperwire electrode of 0.254 mm diameter was used.Three
cutting conditions were studied: wet, drywithout air flow, and dry
with air flow in theelectrode-workpiece gap region. For wet
EDMexperiments, the workpiece was submerged indeionized water. Jets
of water were applied at
about 1 liter/min flow rate from both top andbottom to flush
away the debris generated in thedischarge gap between workpiece and
wireelectrode. No water was used in dry EDMexperiments, which were
conducted either instationary air or using an optional air jet,
asshown in FIGURE 1(A). The air jet was deliveredat 0.17 MPa
pressure via a 2 mm inner diameterplastic tube oriented with 45
angle to wire at 10mm away for debris flushing.
(A) (B)
FIGURE 1. DRY WIRE EDM SETUP AND CUTTINGOF 1.27 MM THICK AL
6061: (A) THE ORIENTATIONOF TUBE FOR AIR FLOW AND (B) DRY
EDMWITHOUT AIR FLOW.
For all wet and dry EDM experiments, the axialdirection wire
feed speed was set at 12 mm/s,the tension force of wire was 18 N,
the servovoltage was 45 V, and the open voltage betweenthe wire
electrode and workpiece was about 72V. Brass and Al 6061 were
selected as thework-materials. Baseline dry wire EDMexperiments
were conducted on the 0.2 mmthick brass and 1.27 mm thick Al 6061.
FIGURE
1(B) shows the dry EDM of the 1.27 mm thick Alplate without the
air flow. An odor of burningcould be smelled during the dry EDM
process.This environmental issue, not addressed in thisstudy, needs
to be resolved before theapplication of dry EDM in production.
Experimental procedures
In this study, wire EDM experiments wereconducted to
investigate: 1. MRR, 2. rate ofspark, arc, and short EDM pulses,
and 3. groove
width and debris deposition.
MRR. Spark cycle T, spark on-time durationTon, air flow rate,
workpiece thickness, and typeof work-material are five process
variablesselected. Effects of these variables on MRR indry EDM were
investigated and compared withthat of wet EDM. A method to study
effects ofTand Ton using envelopes of MRR has been
Air tube
Transactions of NAMRI/SME 254 Volume 34, 2006
-
7/29/2019 06 NAMRCKaodry Wire EDM
3/8
developed by Miller et al. [2004,2005]. Thismethod was applied
to identify characteristics ofdry EDM in this study. Envelopes of
feasible Tand Ton for wet and dry EDM with and without airflow on
the 0.2 mm thick brass and 1.27 mmthick Al 6061 workpiece were
generatedexperimentally. For a given T
on, Twas varied to
find the maximum achievable wire feed rate,which was converted
to MRR, in each testsetting. When Twas increased to an upper
limit,the short circuit occurred. At the other extreme,when Twas
decreased to a lower limit, the wirebreakage occurred. For brass,
Ton was set at 2,6, 14, and 18 s for wet EDM and 3, 10, 14, and18 s
for dry EDM. For Al, Ton was set at 4, 10,14, and 18 s for both wet
and dry EDMconditions. Very low Ton, such as 2 s, was notachievable
in some EDM conditions. Byconnecting the upper and lower limits of
eachTon, the short circuit and wire breakage
boundary lines of the envelope were obtained.In addition,
specific machine limits of themaximum T (1000 s) and minimum T (6
s)exist. To investigate effects of workpiecethickness and material
in dry EDM, additionalexperiments were conducted at T= 250 s andTon
= 14 s.
Rate and percentage of spark, arc, andshort pulses. An Agilent
Infiniium 54833Adigital oscilloscope was used to measure thegap
voltage and current in the EDM process.
The sampling rate of data acquisition was set at1 MHz. Every 2
s, a 30 ms time period (30,000data points) of voltage and current
data wererecorded. At least six sets of 30 ms data weregathered
after the steady-state MRR had beenachieved in the EDM process. The
data formedseveral pulse trains which were used for furtheranalysis
of the pulse rate in each EDM setup.Three types of pulses (spark,
arc, and short), asshown in FIGURE 2, were identified in the
pulsetrain.
To automatically determine the type andnumber of pulses with a
computer, Dauw et al.[1983] developed an algorithm using
presetthreshold voltage values and rates of voltagechange. A more
elaborate pulse identificationalgorithm, which includes using the
measuredcurrent data, is proposed in this study. For aspark pulse,
the voltage has to be higher than athreshold value, designated as
Vh, and thecurrent at discharge needs to be larger thananother
threshold value, designated as Ih. The
Vh and Ih used in this study, as marked in theFIGURE 2(A), are
equal to 68 V and 20 A,respectively. For an arc pulse, as shown
inFIGURE 2(B), both the voltage and current riseand drop quickly.
The peak voltage is not ashigh as that in spark. To distinguish
spark andarc, another threshold voltage, V
l, as marked in
FIGURE 2(A), is used. An arc pulse is definedwhen the voltage is
between Vh and Vl and thecurrent is larger than Ih. In this study,
Vl = 20 V.For a short pulse, the voltage is low and currentis high,
although not as high as that in arc andspark pulses. As shown in
FIGURE 2(C), whenthe voltage is below Vl and current is above
Ih,this pulse is designated as a short. A Matlabprogram was
developed to identify each pulsefrom measured voltage and current
data.
-10
10
30
50
70
90
110
Current(A)
10 ms
Arc Short
-140
-100
-60
-20
20
60
100
Voltage(V)
Spark
Vh
Vl Votage
Current
10 ms 10 ms
(A) (B) (C)
Ih
Votage Votage
Current Current
FIGURE 2. CHARACTERIZATION OF EDM
PULSES: (A) SPARK, (B) ARC, AND (C) SHORT.
Of all EDM pulses, the rates of spark, arc, andshort pulses are
three indices that determine thestatus or efficiency of the dry EDM
process. Agood EDM setup has low rates of short and arcpulses and a
high rate of spark pulses.
Groove width and debris deposition. Thegroove width and debris
deposition of differentEDM conditions were measured using an
opticalmicroscope at 100X.
MATERIAL REMOVAL RATE IN DRY WIREEDM
FIGURES 3 and 4 show the experimentallymeasured MRR for brass
and Al 6061. DryEDM process has a lower MRR than wet EDM.
Transactions of NAMRI/SME 255 Volume 34, 2006
-
7/29/2019 06 NAMRCKaodry Wire EDM
4/8
Brass
FIGURE 3 shows envelopes of MRR for wetEDM, dry EDM with
airflow, and dry EDMwithout airflow for cutting 0.2 mm thick
brass.
Brass
0
3
6
9
12
15
0 200 400 600 800 1000
Spark cycle, T (s)
Materialremovalrate(mm
3/min)
Ton = 18 s Ton = 14 s
Ton = 6 s Ton = 2 sWire breakage T upper limit
T lower limit Short circuit
Wet EDM
A A
0.2 mm
C
(A)
Brass
0
1
2
3
4
5
0 200 400 600 800 1000
Spark cycle, T (s)
Materialremovalrate(mm3
/min)
Ton = 18 s Ton = 14 s Ton = 18 s Ton = 14 s
Ton = 10 s Ton = 3 s Ton = 10 s Ton = 3 s
Wire breakage Short circuit Wire breakage Short circuit
T upper limit
Dry EDM with air flow Dry EDM without air flow
A A0.2 mm
E
D
F
(B)
FIGURE 3. ENVELOPS OF TON AND T ON MRRFOR WIRE EDM CUTTING OF
0.2 MM THICKBRASS: (A) WET AND (B) DRY WITH ANDWITHOUT AIR
FLOW.
Boundary lines of the envelopes are firstidentified. The upper
boundary line is the 18 smachine limit ofTon. The left boundary
line, inwet EDM (FIGURE 3(A)), is constrained by wirebreakage and
lower limit ofT(6 s); and, in dryEDM (FIGURE 3(B)), is determined
by the wirebreakage only. The bottoms of the envelopesare bounded
by the lowest possible Ton (2 s forwet and 3 s for dry EDM) and the
short circuitlimit, which is marked by the dashed line. Theright
boundary is the upper limit ofT(1000 s).
The maximum MRR in wet, dry EDM withairflow, and dry EDM without
airflow are 14, 3.8,
and 2.8 mm3/min, respectively. The low MRR in
dry EDM is consistent with the observation ofWang and Kunieda
[2004]. This is caused bythe low viscosity of air, which results in
a smallerexplosive force and less material removal foreach
spark.
Low spark cycle Tin wet EDM generates morefrequent spark pulses
and higher MRR, asillustrated in FIGURE 3(A). Dry EDM does
notexhibit the same trend. The MRR drops when Treaches a threshold
value. ForTon = 18, 14, and10 s, such threshold values are about
250, 125,and 75 s, respectively. The decrease of MRRat low T in dry
EDM is due to the difficulty ofexpelling debris in the EDM region.
The higherrate of debris generation at low Tcauses morefrequent
short pulses, which significantly reducethe MRR. For example,
without air flow in dryEDM with Ton = 18 s, the MRR drops to
only
0.3 mm3/min, marked by the circle F in FIGURE3(B), when T = 60
s. In dry EDM, theaccumulation of debris in the gap between wireand
workpiece results in frequent short circuitingand very low MRR. By
introducing air flow intodry EDM to assist the debris removal, the
MRRis increased by about 30% at Ton = 18 s and T= 250 s, as shown
in FIGURE 3(B).
In wet EDM, high MRR can be achieved at lowT. The problem
changes from frequent shortcircuiting to wire breakage due to high
energyinput. The wire breakage boundary line is on
the left side of the envelope. In dry EDM, due tothe reduction
of MRR at low T, the wirebreakage boundary line shrinks
significantly.
Al 6061
FIGURE 4 shows envelopes of MRR for wetand dry EDM of Al 6061.
The workpiece is 1.27mm thick, compared to the 0.2 mm thick brass
inFIGURE 3. Like in FIGURE 3, the upperboundary line is the machine
limit (Ton = 18 s).The left boundary line is constrained by
wire
breakage. The bottoms of the envelopes arebounded by the lowest
possible Ton (4 s) andthe short circuit limit, marked by dashed
lines.The right boundary line is the machine upperlimit ofT(=1000
s).
In wet EDM, a low spark cycle T alsogenerates higher MRR. Unlike
in FIGURE 3,only when Ton = 18 s, the MRR of Al 6061 indry EDM show
significant drop at low T. This is
Transactions of NAMRI/SME 256 Volume 34, 2006
-
7/29/2019 06 NAMRCKaodry Wire EDM
5/8
also caused by the frequent short circuitingassociated with a
large volume of debrisgeneration.
Al 6061
0
5
10
15
20
25
0 200 400 600 800 1000
Spark cycle, T (s)
Materialremovalrate(mm
3/min)
Ton = 18 s Ton = 14 s
Ton = 10 s Ton = 4 s
Wire breakage Short circuit
B B
Wet EDM
1.27 mm
G
(A)
Al 6061
0.0
0.2
0.4
0.6
0.8
1.0
1.2
0 200 400 600 800 1000Spark cycle, T (s)
Materialremovalrate(mm
3/min)
Ton = 18 s Ton = 14 s Ton = 18 s Ton = 14 s
Ton = 10 s Ton = 4 s Ton = 10 s Ton = 4 s
Wire breakage Short circuit Wire breakage Short circuit
T upper limit
Dry EDM with air flow Dry EDM without air flow
B B1.27 mm
H
I
(B)
FIGURE 4. ENVELOPES OF TON AND T ON MRRFOR WIRE EDM CUTTING OF
1.27 MM THICK AL6061: (A) WET AND (B) DRY WITH AND WITHOUT
AIR FLOW.
The threshold value ofTfrom which the MRRstarts dropping is
about 250 s. With no air flowin dry EDM when Ton = 18 s, a slight
change ofT from 250 to 225 s reduces the MRR from0.78 to 0.44
mm
3/min. The air flow can help
remove the debris and increase the MRR byabout 5 to 30% in dry
EDM, as shown in
FIGURE 4(B). In wet EDM, the 22 mm3/minmaximum MRR of Al 6061 is
higher than that ofbrass (14 mm
3/min). This is due to the lower
melting temperature and heat capacity of Al6061.
Dry EDM for Al 6061 has a very low MRR.The maximum MRR in wet,
dry EDM with airflow, and dry EDM without airflow are 22, 1.0,and
0.68 mm
3/min, respectively. The maximum
MRR achieved in dry EDM with air flow, markedas line BB in
FIGURES 4(A) and 4(B), is lessthan 5% of that in wet EDM. In
comparison, forthe 0.2 mm brass in FIGURE 3, the maximumMRR in dry
EDM is about 28% of that in wetEDM. The significant difference is
most likelydue to the thicker Al 6061 workpiece.
Effect of workpiece thickness on MRR
The thickness of workpiece, t, has a significanteffect on the
efficiency of debris removal andMRR in wire EDM. FIGURE 5 shows the
MRRof wet and dry EDM without air flow of Al 6061 atseven levels
oft, ranging from 0.2 to 1.27 mm.
ln(MRR) = -1.38 t + 2.28
ln(MRR) = -2.84 t +2.33
0.1
1.0
10.0
0 0.5 1 1.5
Workpiece thickness, t (mm)
Materialremovalrate(mm
3
/min)
Wet EDM Dry EDM without air flow
Al 6061
FIGURE 5. EFFECT OF THICKNESS ON MRR OFAL 6061 FOR WET AND DRY
EDM.
All EDM tests were under the same T= 250 sand Ton = 14 s. The
MRR (in logarithmic scale)vs. tfollows the trend of straight line
for both wetand dry EDM conditions. This indicates theexponential
decay of MRR versus the workpiecethickness. The slope of these two
lines is thedecay rate. The dry EDM condition has a morenegative
slope, i.e., a higher decay rate of MRR.When t= 0.2 mm, the dry EDM
processes stillhave good MRR, about 6.5 mm
3/min, which is
about 80% of the 8 mm3/min in wet EDM. But
when tis increased to 1.27 mm, the MRR in dryEDM is reduced to
only 0.5 mm
3/min, which is
only about 25% of that in wet EDM. Thefrequent occurrence of
short and arc pulses dueto the agglomeration of debris is the
likely cause.
Effect of type of work-material on MRR
FIGURE 6 shows the experimental results ofMRR for three types of
work-material, Al 6061,brass, and AISI 1020 carbon steel, all with
the
Transactions of NAMRI/SME 257 Volume 34, 2006
-
7/29/2019 06 NAMRCKaodry Wire EDM
6/8
same workpiece thickness t= 1.27 mm, T= 250s and Ton = 14 s for
wet and dry, with andwithout air flow, EDM conditions. The wet
EDMhas higher MRR than that of dry EDM withairflow. The air flow in
dry EDM alwaysimproves the MRR.
0.0
0.5
1.0
1.5
2.0
2.5
Wet Dry with air
flow
Dry without air
flow
Materialremovalrate(mm
3/min)
Al 6061
Brass
AISI 1020 Steel
FIGURE 6. EFFECT OF TYPE OF MATERIAL ONMRR (WORKPIECE 1.27 MM
THICK).
The correlation between the thermal propertiesof the
work-material and MRR is consistent: theEDM of Al 6061 has higher
MRR than brass,and brass has higher MRR than AISI 1020 steel.The
heat capacity and melting temperature of Al6061, brass, and AISI
1020 carbon steel are2.42, 3.20, and 3.81 J/cm
3-K and 652, 955, and
1510C, respectively [Davis, 1994, 2001; Holt,1996]. Compared to
brass and AISI 1020 steel,
under all three EDM conditions, Al 6061 has thelowest melting
temperature and takes the leastenergy to reach its melting
temperature per unitvolume of workpiece. Therefore, the EDM of
Al6061 has the highest MRR, as shown by thesquare symbol in FIGURE
6. For wet EDM, theMRR for Al 6061 and brass are about the same,2.3
mm
3/min. For dry EDM, the MRR of brass is
only 20% of that of Al 6061. The lack of highenergy density in
dry EDM is the likely cause ofsuch a phenomenon.
PROCESS MONITORING RESULTSPulse rate and pulse percentage
The rates of the spark, arc, and short pulses,as shown in FIGURE
7, represent theeffectiveness of EDM processes. Fourrepresentative
EDM setups are presented.
(a) 0.2 mm thick brass at 5 mm/min wire feedrate, which is much
lower than the maximumwire feed rate.
(b) 0.2 mm thick brass at maximum wire feedrate: 64, 38, and 28
mm/min for the wet, drywith air flow, and dry without air flow
EDMconditions.
(c) 1.27 mm thick brass at maximum wire feedrate: 5.0, 0.55, and
0.42 mm/min for the wet,dry with air flow, and dry without air
flowEDM conditions.
(d) 1.27 mm thick Al 6061 at maximum wirefeed rate: 5.3, 1.7,
and 1.2 mm/min for thewet, dry with air flow, and dry without air
flowEDM conditions.
0
500
1000
1500
Spark Arc Short
Wet Dry with air flow Dry without air flow
0
60
120
180
Spark Arc Short
Pulserate(pulses/s)
0
500
1000
1500
2000
Spark Arc Short
Pulse
rate(pulses/s)
Spark Arc Short
(A) (B)
(C)
5 mm/min feed rate
Maximum feed rate (mm/min)
Wet: 5.0
Dry with air flow: 0.55
Dry without air flow: 0.42
Maximum feed rate (mm/min)
Wet: 64 (C in FIG. 3(a))
Dry with air flow: 38 (D in FIG. 3(b))
Dry without air flow: 28 (E in FIG. 3(b))
Maximum feed rate (mm/min)
Wet: 5.3 (G in FIG. 4(a))
Dry with air flow: 1.7 (H in FIG. 4(b))
Dry without air flow: 1.2 (I in FIG. 4(b))
(D)
Brass0.2 mm
Brass0.2 mm
Brass
1.27 mm
Al 6061
1.27 mm
FIGURE 7. RATE OF SPARK, ARC, AND SHORTPULSES IN WET AND DRY
WITH AND WITHOUT
AIR FLOW EDM CONDITIONS: (A) 0.2 MM BRASS,5 MM/MIN FEED RATE,
(B) 0.2 MM BRASS, MAX.FEED RATE, (C) 1.27 MM BRASS, MAX. FEEDRATE,
AND (D) 1.27 MM AL 6061, MAX. FEEDRATE.
Under the low MRR with the wire feed ratemuch lower than the
maximum possible value,as shown in FIGURE 7(A), the pulse rate is
low:below 180 pulses/s for spark, below 20 pulses/sfor arc, and
essentially no short pulse. The dataillustrates that, at wire feed
rate below themaximum possible value, the EDM pulsecondition is
stable. For the same workpiece (0.2mm thick brass), under the
maximum MRRcondition, the wire feed rate and MRR can be
Transactions of NAMRI/SME 258 Volume 34, 2006
-
7/29/2019 06 NAMRCKaodry Wire EDM
7/8
increased significantly. As shown in FIGURE7(B), the rate of
spark pulses has a significant
jump to 1330, 730, and 600 pulses/s for the wet,dry with air
flow, and dry without air flow EDMcondition, respectively. The rate
of arc pulsesalso increases to about 250370 pulses/s underboth wet
and dry EDM conditions. The sideeffect of more aggressive removal
of work-material is more frequent short pulses, whichincreased to
about 140 pulses/s.
The effect of increasing brass workpiecethickness from 0.2 mm to
1.27 mm on EDMpulses is illustrated by comparing FIGURE 7(C)and
FIGURE 7(B). As shown in FIGURE 7(C),the rate of spark pulses
increases to about 1870pulses/s for wet EDM and 980 pulses/s for
dryEDM. The rate of arc pulses remains about thesame for wet EDM
but increases to over 540pulses/s for dry EDM. The rate of short
pulses
has the most significant change, particularly fordry without air
flow, which increases to 890pulses/s. The dry EDM with air flow
also has650 short pulses per second. This shows theeffect of a
thick workpiece: more frequent shortpulses, which significantly
reduce the wire feedrate and result in lower MRR.
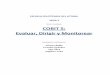
DEBRIS DEPOSITION AND GROOVE WIDTH
The top view and width of three grooves in wetand dry EDM of the
0.2 mm thick brass under
maximum MRR are shown in FIGURE 8.
FIGURE 8. OPTICAL MICROGRAPHS OF WIREEDM GROOVES FOR 0.2 MM
THICK BRASS(USING 0.254 MM DIAMETER WIRE ELECTRODE).
The floating debris has been reported byKunieda et al.
[2001,2004]. In wet EDM, thewidth of the machined groove is wider
than the0.254 mm diameter wire. Difference of thegroove width and
wire diameter, denoted as w,
is twice the gap distance between the wireelectrode and
workpiece during EDM. For wetEDM, the groove width is about 0.26
mm. Fordry EDM with and without air flow, the width ofgroove is
about the same, 0.21 mm, and w isequal to 0.04 mm.
A better illustration of the severity of debrisdeposition after
dry EDM is shown in FIGURE 9for 1.27 mm brass workpiece. Under
themaximum MRR, the groove is totally clogged (w= 0.254 mm). The
air flow at 0.17 MPapressure does not help to prevent the
cloggingof the groove in dry EDM. On the top view, onlya hole of
the wire is left at the end of wire EDMcut groove. Clogging is
concentrated on the topof the groove, as shown in the
cross-sectionview. The width of the groove can still berecognized
near the bottom of the cross-sectionof the groove. For dry EDM with
air flow, the
groove width is 0.29 mm. Without airflow in dryEDM, the groove
width slightly reduces to 0.28mm. In comparison, wet EDM generates
muchwider groove, 0.34 mm, as shown in FIGURE9(A). The w for wet
EDM is about 0.09 mm,which is consistent with the gap width
observedin most wire EDM processes.
TOPVIEW
CROSS-
SECTIONVIEW
(A) (B) (C)
FIGURE 9. OPTICAL MICROGRAPHS ON THEGROOVES AND DEPOSITION OF
DEBRISGENERATED BY CUTTING 1.27 MM BRASS: (A)WET EDM, (B) DRY EDM
WITH AIR FLOW, AND (C)DRY EDM WITHOUT AIR FLOW.
CONCLUDING REMARKSIn this study, the dry wire EDM of thin
workpiece was proven to be possible. Effects ofspark cycle (T)
and spark on-time (Ton), air flowrate, workpiece thickness, and
work-materialtype on the MRR for dry wire EDM of thin
Wet
Dry withair flow
Dry withoutair flow
0.26 mm 0.21 mm 0.21 mm
0.34 mm 0.29 mm 0.28 mm
Transactions of NAMRI/SME 259 Volume 34, 2006
-
7/29/2019 06 NAMRCKaodry Wire EDM
8/8
workpiece were investigated. An EDM processmonitoring system was
set up to identify thespark, arc, and short EDM pulses. The rates
ofspark, arc, and short pulses were compared anddiscussed under the
wet, dry with air flow, anddry without air flow EDM conditions.
Experimental results showed that not all thinwork-materials
could be machined using dryEDM. For example, thin porous carbon
foamand carbon bipolar plate [Miller, 2004] havefailed to be
machined using the dry EDMprocess. The high melting temperature
ofcarbon is the likely cause. The research in dryEDM is continuing
to improve the precision,MRR, and environment issues. The use of
amist of deionzied water has been investigated toreduce the smoke
and fumes generated duringdry EDM and help collecting the debris in
solidparticulate form.
ACKNOWLEDGMENTS
This research is sponsored by the NISTAdvanced Technology
Program. Discussionswith John MacGregor of Ann Arbor Machine
aregreatly appreciated.
REFERENCES
Dauw, D.F., R. Snoeys, and W. Dekeyser,(1983), Advanced Pulse
Discriminating System
for EDM Process Analysis and Control, Annalsof the CIRP, Vol.
32, pp. 541-549.
Davis, J.R. (Ed.), (1994), Aluminum andAluminum Alloys, ASM
International.
Davis, J.R. (Ed.), (2001), Copper and CopperAlloys, ASM
International.
Ho, K.H., and S.T. Newman, (2003), State ofthe Art Electrical
Discharge Machining (EDM),International Journal of Machine Tools
andManufacture, Vol. 43, pp. 1287-1300.
Ho, K.H., S.T. Newman, S. Rahimifard, and R.D.Allen, (2004),
State of the Art in Wire ElectricalDischarge Machining (WEDM),
InternationalJournal of Machine Tools and Manufacture, Vol.44, pp.
1247-1259.
Holt, J.M., H. Mindlin, and C.Y. Ho, (1996),Structural Alloys
Handbook, CINDAS/PurdueUniversity.
Li, L., Z. Wang, and W. Zhao, (2004),Mechanism Analysis of
Electrical DischargeMachining in Gas, Journal of Harbin Institute
ofTechnology, Vol. 36, pp. 359-362 (in Chinese).
Kunieda, M. and S. Furuoya, (1991),Improvement of EDM Efficiency
by SupplyingOxygen Gas into Gap,Annals of the CIRP, Vol.40, pp.
215-218.
Kunieda, M., and M. Yoshida, (1997), ElectricalDischarge
Machining in Gas, Annals of theCIRP, Vol. 46, pp. 143-146.
Kunieda, M., and C. Furudate, (2001), HighPrecision Finish
Cutting by Dry WEDM, Annalsof the CIRP, Vol. 50, pp. 121-124.
Kunieda, M., Y. Miyoshi, T. Takaya, N. Nakajima,Z.B. Yu, and M.
Yoshida, (2003), High Speed
3D Milling by Dry EDM,Annals of the CIRP, Vol.52, pp.
147-150.
Kunieda, M., T. Takaya, and S. Nakano, (2004),Improvement of Dry
EDM Characteristics UsingPiezoelectric Actuator,Annals of the CIRP,
Vol.53, pp. 183-186.
Miller, S.F., A.J. Shih, and J. Qu, (2004),Investigation of the
Spark Cycle on MaterialRemoval Rate in Wire Electrical
DischargeMachining of Advanced Materials, InternationalJournal of
Machine Tools and Manufacture, Vol.
44, pp. 391-400.
Miller, S.F., C. Kao, A.J. Shih, and J. Qu, (2005),Investigation
of Wire Electrical DischargeMachining of Thin Cross-Sections and
CompliantMechanisms, International Journal of MachineTools and
Manufacture, Vol. 45, pp. 1717-1725.
Rajurkar, K. P., and Wang, W. M., (1993)Thermal Modeling and
On-line Monitoring ofWire-EDM," Journal of Materials
ProcessingTechnology, Vol. 38, pp. 417-430.
Wang, T., and M. Kunieda, (2004), Dry EDM forFinish Cut, Key
Engineering Materials, Vol.259-260, pp. 562566.
Yu, Z.B., T. Jun, and M. Kunieda, (2004), DryElectrical
Discharge Machining of CementedCarbide, Journal of Materials
Technology, Vol.149 pp. 353-357.
Transactions of NAMRI/SME 260 Volume 34, 2006