Embed Size (px)
DESCRIPTION
propuesta
Citation preview

CAPÍTULO IV
RESULTADOS
Para el establecimiento de los resultados del estudio se toma en consideración que,
los datos se generan a partir del diagnóstico, organizándolos para su posterior estudio
en función de las técnicas más apropiadas para llevarla a cabo. En todo caso, el
procedimiento para el análisis e interpretación revela la madurez del investigador en
la interpretación de los significados; es decir, el análisis correspondiente a los
objetivos planteados al inicio del trabajo.
Partiendo del precepto anterior, los datos obtenidos fueron analizados
objetivamente utilizando para ello, por una parte, el análisis cualitativo (análisis de
contenido), que en opinión de Arias (2006), “Es la técnica dirigida a la cuantificación
y clasificación de las ideas de un texto, mediante categorías preestablecidas” (p. 177).
Por esto, el análisis cualitativo se refiere al tratamiento que se le va a dar a la
información recabada mediante el registro de observación, lo cual permite la relación
e interpretación adecuada para llegar a las conclusiones pertinentes al problema
planteado.
Por otra parte, se tiene el análisis cuantitativo, ya que se trabaja con datos
estadísticos producto de la frecuencia y porcentajes obtenidos con la aplicación del
cuestionario. Para Sabino (2005), el análisis cuantitativo “Se define como la
inducción y deducción (análisis o estadística), que son empleadas para descifrar lo
que revelan los datos que sean recogidos” (p. 153).
Cabe destacar que, para dar inicio a este capítulo se tomaron en cuenta las fases
metodológicas ya descritas; en otras palabras, el diagnóstico de la situación actual del
proceso de producción de la avena fortificada y crema de arroz enriquecida, el
análisis de los factores que intervienen en dicho proceso de producción, el estudio de
las variables que ocasionan retraso y la propuesta de mejoras.
55

Fase A: Diagnóstico
Etapa I. Diagnosticar la situación actual del proceso de producción de la avena
fortificada y crema de arroz enriquecida
Esta fase se cumplió mediante la búsqueda de datos primarios relacionados con el
proceso productivo de la empresa Alimentos Polar, Planta Valencia Cereales, ubicada
en Valencia, Estado Carabobo. Dentro de este marco, se partió del proceso como tal
(de acuerdo al capítulo anterior), estudiándose las variables (control de producción,
dosificación de aditivos, fortificación de los alimentos y enriquecimiento), para la
avena fortificada y la crema de arroz enriquecida.
En esta etapa, se consideraron los diferentes factores que intervienen en el proceso
de fabricación de los cereales, o lo que es igual, todos y cada uno de aquellos que
están presentes en el proceso de las líneas de producción de la referida empresa,
conociéndose de esta forma, el análisis y la evaluación del comportamiento real de
los procesos objeto de estudio (ver Cuadro 5).
Cuadro 5
Formato de Registro de Observación
Aspecto Observado Bueno Regular Deficiente
Proceso de Producción X
Causas que intervienen en el Proceso de Producción
X
Variables del Proceso de Producción X
Proceso de Producción: Se determinó que dicho proceso funciona de manera
regular debido a que se ha presentado un cuello de botella, porque el proceso de
mezclado es semiautomático, no siendo considerado cuando se automatizó el
envasado. Por ello, no se cubren los requerimientos demandados por el envasado,
debido a las constantes paradas y retrasos en el proceso de mezclado, viéndose
afectado el cumplimiento de la producción planificada, pues la mezcla vitamínica que
56

se usa en la avena fortificada no es la misma que se usa en la crema de arroz
enriquecida y actualmente se utilizan los mismos equipos para ambas mezclas.
Causas que Intervienen en el Proceso de Producción: En cuanto a estos
elementos se pudo conocer que los materiales y equipos funcionan de manera regular,
pues existe exceso de movimientos manuales, incumpliéndose así con la demanda de
empaque. De igual forma, debido al mal manejo de dichos materiales y equipos, se
efectúan paradas por limpieza, lo cual conlleva a pérdidas de tiempo en el proceso
productivo.
Por otro lado, se cuenta con los equipos de protección, ya que no garantizan
satisfactoriamente la seguridad del personal, generándose fallas en el cumplimiento
de las buenas prácticas de fabricación. Así mismo, se pudo apreciar que es irregular
su manejo puesto que su codificación es poco adecuada.
Variables del Proceso de Producción: Estas variables se encuentran relacionadas
con la seguridad y los riesgos, pues el aspecto desergonómico se considera
regularmente en cuanto a la mala postura de los trabajadores del área, evidenciándose
entonces la existencia de condiciones inseguras de trabajo, lo cual va a generar baja
motivación por parte del personal del área. Otra de las variables se encuentra
relacionada con el orden y la limpieza, la cual es manejada de forma regular, porque
el exceso de paletas en el área de proceso de mezclado, entorpecen el buen desarrollo
del proceso productivo. Ello va a generar como consecuencia exceso de polvo en el
ambiente de trabajo y la falta de tiempo para realizar mantenimientos preventivos.
Ahora bien, como parte del cumplimiento de esta fase el investigador presenta a
continuación un diagrama de flujo donde se demuestra el comienzo de proceso de
fabricación de la avena fortificada y crema de arroz enriquecida, con sus relaciones
funcionales con las actividades correspondientes al proceso productivo (ver Figuras 3
y 4).
57
Operación : PROCESO DE PRODUCCION DE MEZCLA VITAMINICA DE AVENA FORTIFICADA Y CREMA DE ARROZ
Página: 1 de 1 Metodo Actual: Metodo Propuesto: Fecha: 03/10/2011
Dist. ( M )
150
150
Identificación de sacos para ensacar la mezcla
Vaciado de los ingredientes en la tolva
Proceso de mezclado
Inspección de calidad a la mezcla
Ensacado manual de la mezcla en sacos
Almacenar la mezcla en paletas
Traslado manual de la mezcla hasta los dosificadores25
Vaciado de la mezcla en la tolva de los dosificadores
Llevar los ingrediente al puesto de trabajo5
Diagrama de flujo de proceso (Operativo)
Simbolo del EventoEventoTiempo ( min )
Recomendación del metodo
Buscar los ingredientes en el almacén10
Pesada de los ingredientes15
5Almacenar los ingredientes
45
35
5
25
60
200
15
15
03250
3InspeccionesTransportes
1 530
ResumenDistanciaNumero
6Evento Tiempo
335
Almacenamientos 2 65
Operaciones 0
Figura 3. Diagrama de Flujo del Proceso de las Premezclas Vitamínicas
58
Figura 4. Esquema del Proceso Actual
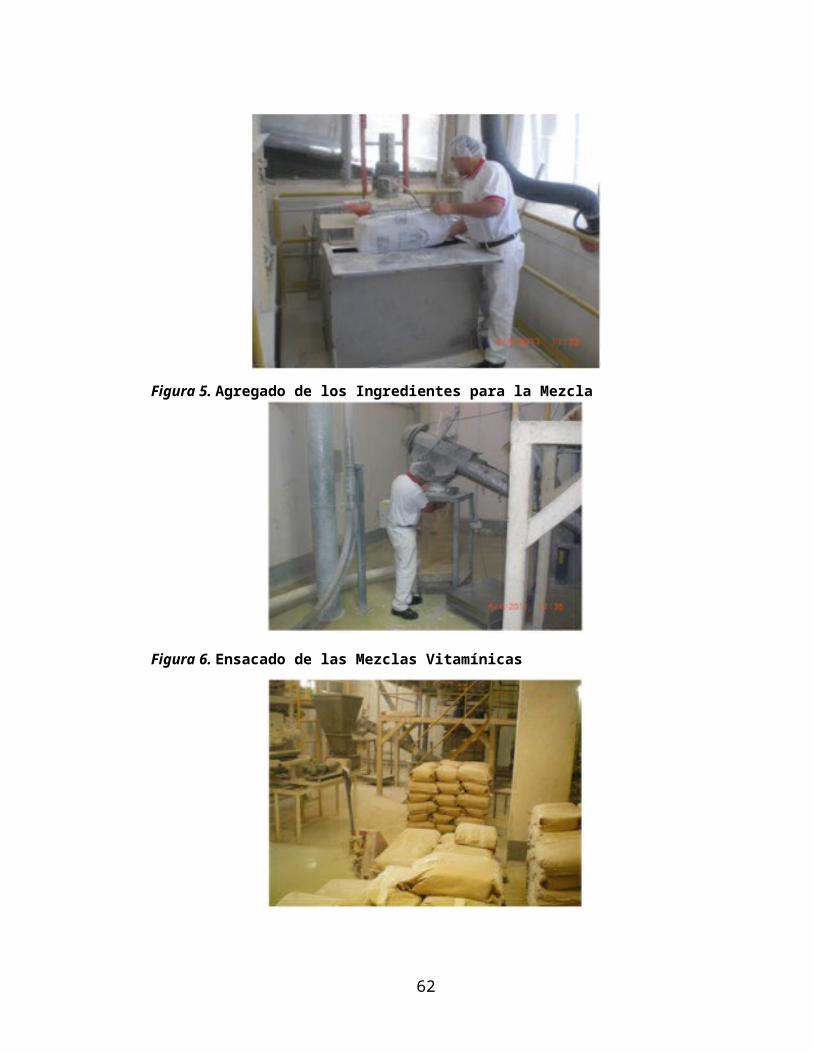
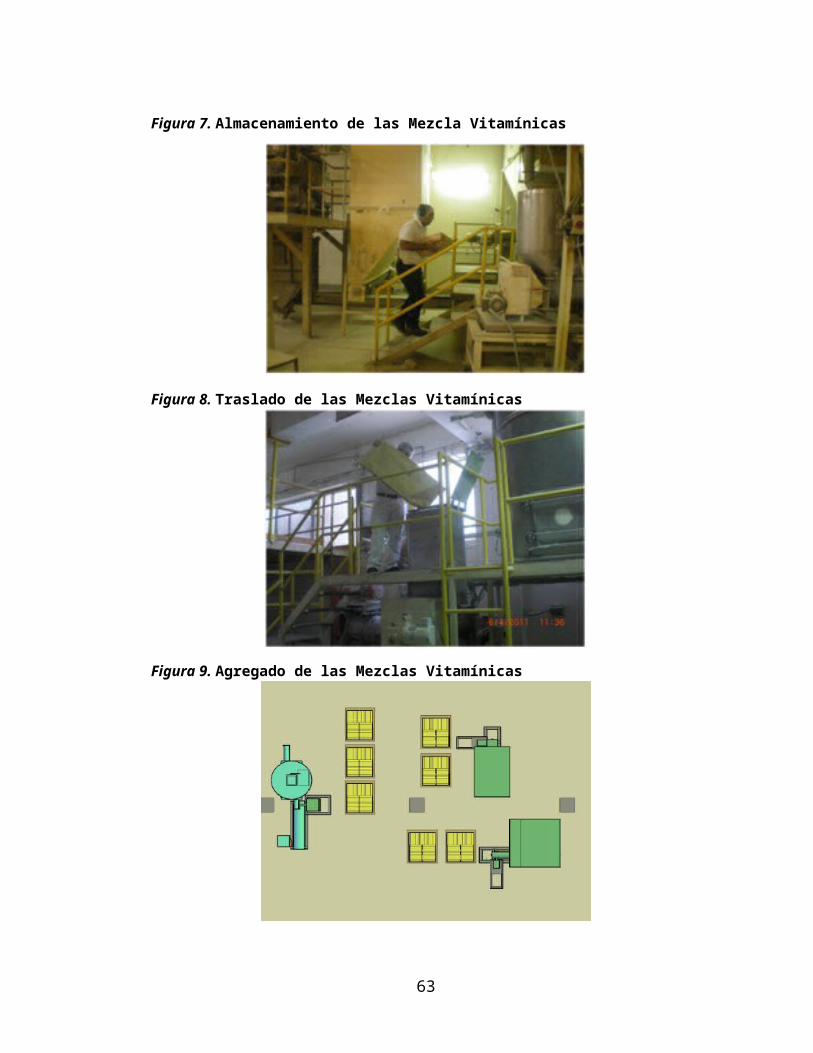
Como se puede apreciar que el proceso actual está comprendido de un
procedimiento semiautomático, desarrollándose excesivas actividades manuales el
cual ocasiona pérdidas de tiempo en el proceso productivo, de materia prima y
espacio reducido, entres otros, como se observa en (las figuras 5,6,7,8,9,10) el
proceso de mezclado de las vitaminas con la avena fortificada y la crema de arroz se
hace manualmente, a través de un personal especializado.
Figura 5. Agregado de los Ingredientes para la Mezcla
59
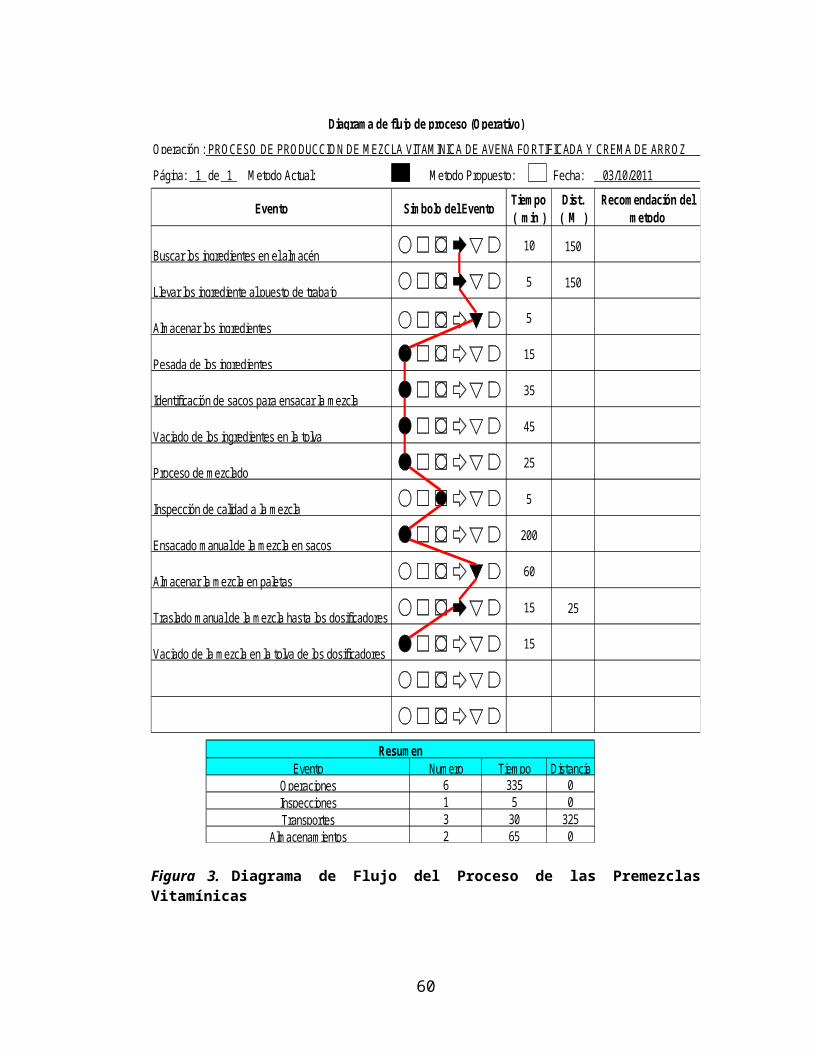
Figura 6. Ensacado de las Mezclas Vitamínicas
Figura 7. Almacenamiento de las Mezcla Vitamínicas
Figura 8. Traslado de las Mezclas Vitamínicas
60

Figura 9. Agregado de las Mezclas Vitamínicas
Figura 10. Layout donde se colocan las paletas
En otro orden de ideas, a continuación se ponen de manifiesto los resultados
obtenidos de la aplicación del cuestionario sobre el personal del área de mezclado de
la empresa, específicamente en cuanto al proceso de producción de la crema de arroz
enriquecida y la avena fortificada. Sin embargo, tales resultados son solo la opinión
de los trabajadores adscritos a esta área y se describen en función al desarrollo del
trabajo y de la fase de diagnóstico para fundamentar los datos obtenidos con la
aplicación de la observación directa, o lo que es igual, el formato de registro de
observación (ver anexo A). A continuación se presentaran los resultados obtenidos
de la encuesta aplicada la muestra seleccionada (ver anexo B), que fue la misma que
la población involucrada en el proceso de producción de la avena y crema de arroz:
61
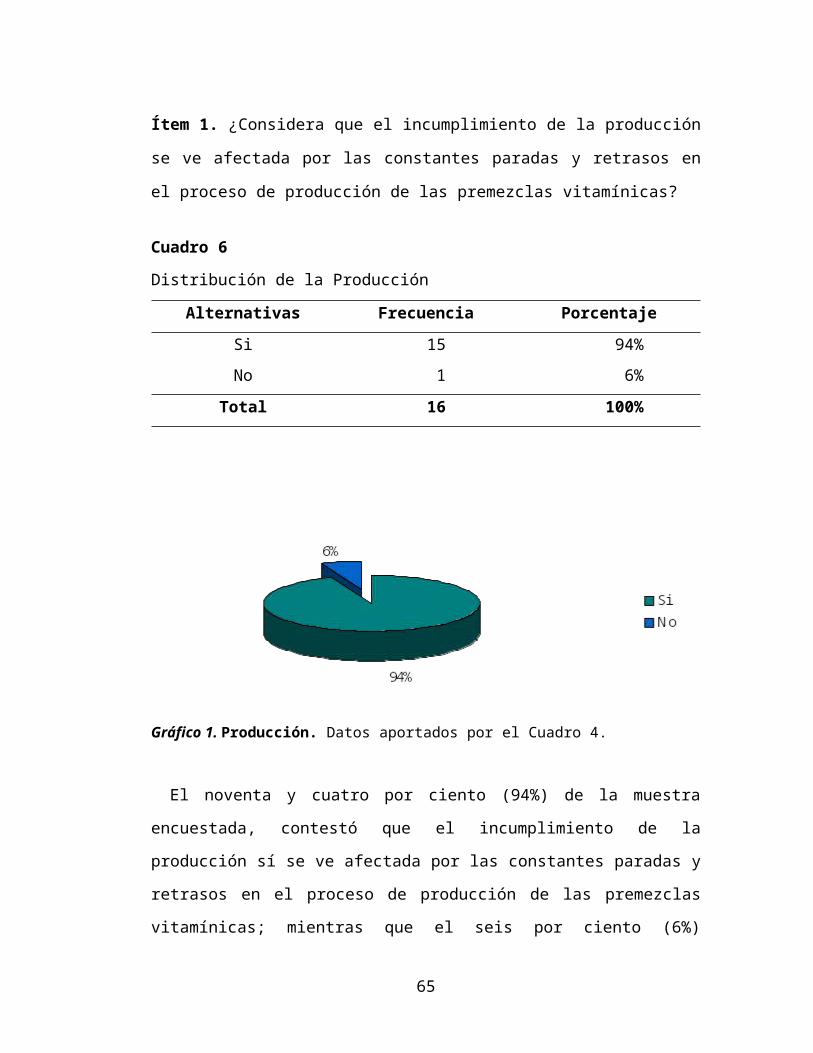
Ítem 1. ¿Considera que el incumplimiento de la producción se ve afectada por las
constantes paradas y retrasos en el proceso de producción de las premezclas
vitamínicas?
Cuadro 6
Distribución de la Producción
Alternativas Frecuencia Porcentaje
Si 15 94%
No 1 6%
Total 16 100%
Gráfico 1. Producción. Datos aportados por el Cuadro 4.
El noventa y cuatro por ciento (94%) de la muestra encuestada, contestó que el
incumplimiento de la producción sí se ve afectada por las constantes paradas y
retrasos en el proceso de producción de las premezclas vitamínicas; mientras que el
seis por ciento (6%) restante, contestó que no. En inferencia cabe destacar, que a
nivel del proceso de mezclado de las vitaminas que se utilizan en el envasado de
avena fortificada y crema de arroz enriquecida, existe un cuello de botella, pues este
puesto de trabajo es semiautomático, no habiéndose considerado cuando se
automatizó el envasado.
62
Ítem 2. ¿El actual proceso de producción de las premezclas vitamínicas satisface el
plan de producción?
Cuadro 7
Distribución del Proceso Productivo
Alternativas Frecuencia Porcentaje
Si 1 6%
No 15 94%
Total 16 100%
Gráfico 2. Proceso Productivo. Datos aportados por el Cuadro 5.
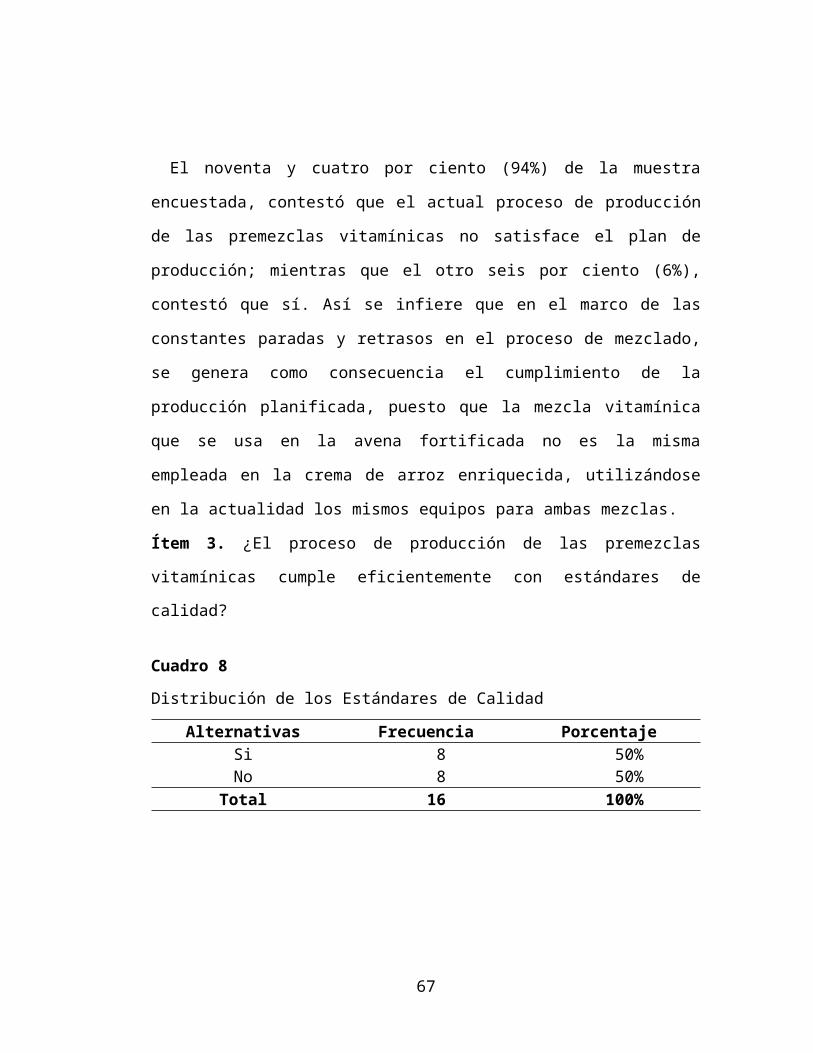
El noventa y cuatro por ciento (94%) de la muestra encuestada, contestó que el
actual proceso de producción de las premezclas vitamínicas no satisface el plan de
producción; mientras que el otro seis por ciento (6%), contestó que sí. Así se infiere
que en el marco de las constantes paradas y retrasos en el proceso de mezclado, se
genera como consecuencia el cumplimiento de la producción planificada, puesto que
la mezcla vitamínica que se usa en la avena fortificada no es la misma empleada en la
crema de arroz enriquecida, utilizándose en la actualidad los mismos equipos para
ambas mezclas.
63

Ítem 3. ¿El proceso de producción de las premezclas vitamínicas cumple
eficientemente con estándares de calidad?
Cuadro 8
Distribución de los Estándares de Calidad
Alternativas Frecuencia Porcentaje
Si 8 50%
No 8 50%
Total 16 100%
Gráfico 3. Estándares de Calidad. Datos aportados por el Cuadro 6.
El cincuenta por ciento (50%) de la muestra encuestada, contestó que el proceso de
producción de las premezclas vitamínicas sí cumple eficientemente con estándares de
calidad; mientras que el cincuenta por ciento (50%) restante, contestó que no. Por
tanto, se infiere que de no lograrse solventar esta situación, la producción de avena
fortificada y crema de arroz enriquecida no garantiza el cumplimiento de los
requerimientos, perdiéndose la participación de la empresa Alimentos Polar
Comercial Planta Cereales en el mercado, y por ende, presentándose el riesgo de no
cumplir el requerimiento o demanda establecida.
64
Ítem 4. ¿Considera usted que el proceso actual de producción de las premezclas
vitamínicas conlleva a la aplicación de esfuerzo físico y posturas incorrectas?
Cuadro 9
Distribución del Proceso Actual
Alternativas Frecuencia Porcentaje
Si 13 81%
No 3 19%
Total 16 100%
Gráfico 4. Proceso Actual. Datos aportados por el Cuadro 7.
El ochenta y uno por ciento (81%) de la muestra encuestada, contestó que el
proceso actual de producción de las premezclas vitamínicas sí conlleva a la aplicación
de esfuerzo físico y posturas incorrectas; mientras que el diecinueve por ciento
(19%), contestó que no. Partiendo de esta premisa, se puede inferir que dentro del
marco de la seguridad industrial y condiciones del medio ambiente de trabajo, esto va
a generar un estrés en el personal que labora dentro de esta área, conllevan al
descontento y posible mala ejecución de alguna tarea asignada, pudiéndose ocasionar
de esta manera, algún accidente mayor que afecte la salud del trabajador.
65

Ítem 5. ¿Los métodos existentes para el proceso de producción de las premezclas
vitamínicas permiten un buen manejo de los materiales?
Cuadro 10
Distribución de los Métodos
Alternativas Frecuencia Porcentaje
Si 1 6%
No 15 94%
Total 16 100%
Gráfico 5. Métodos. Datos aportados por el Cuadro 8.
El noventa y cuatro por ciento (94%) de la muestra encuestada, contestó que los
métodos existentes para el proceso de producción de las premezclas vitamínicas no
permiten un buen manejo de los materiales; mientras que el resto; es decir, el seis por
ciento (6%) de la misma, contestó que sí. En todo caso, se puede inferir que es de
suma relevancia para una organización establecer métodos de trabajo correctos que
determinen el buen funcionamiento y alcance de los objetivos pautados con relación
al proceso productivo, lo cual va a incidir directamente en el desarrollo de las
funciones asignadas y los procedimientos predefinidos.
66
Ítem 6. ¿El tiempo empleado para realizar el proceso de producción de las
premezclas vitamínicas es el más adecuado?
Cuadro 11
Distribución del Tiempo
Alternativas Frecuencia Porcentaje
Si 1 6%
No 15 94%
Total 16 100%
Gráfico 6. Tiempo. Datos aportados por el Cuadro 9.
El noventa y cuatro por ciento (94%) de la muestra encuestada, contestó que el
tiempo empleado para realizar el proceso de producción de las premezclas
vitamínicas no es el más adecuado; mientras que el seis por ciento (6%) restante,
contestó que sí. En este sentido, es importante señalar que la minimización de los
procesos en el factor tiempo, permite cumplir oportunamente con los objetivos
preestablecidos, lo cual conlleva al desarrollo eficiente del proceso productivo de la
empresa y, obviamente, su mantenimiento en el mercado como organización de alta
escala competitiva ante las demás empresas que ofrecen estos productos.
67

Ítem 7. ¿Los movimientos a manejar en el proceso de producción de las premezclas
vitamínicas minimizan pérdidas en la materia prima utilizada?
Cuadro 12
Distribución de los Movimientos
Alternativas Frecuencia Porcentaje
Si 1 6%
No 15 94%
Total 16 100%
Gráfico 7. Movimientos. Datos aportados por el Cuadro 10.
El noventa y cuatro por ciento (94%) de la muestra encuestada, contestó que los
movimientos a manejar en el proceso de producción de las premezclas vitamínicas,
no minimizan pérdidas en la materia prima utilizada; mientras que el seis por ciento
(6%), contestó que sí. Visto de esta forma, se puede inferir en este caso, que los
movimientos de materia prima son constantes por la semi automatización existente en
el proceso, motivo éste por el cual se pierde materia prima al momento de elaborar el
producto (en el manejo de la misma por parte del personal asignado al área de
proceso de mezclado de las vitaminas).
68
Ítem 8. ¿Considera usted que el espacio físico del proceso de producción de las
premezclas vitamínicas garantiza seguridad y confort?
Cuadro 13
Distribución de la Espacio Físico
Alternativas Frecuencia Porcentaje
Si 1 6%
No 15 94%
Total 16 100%
Gráfico 8. Espacio Físico. Datos aportados por el Cuadro 11.
El noventa y cuatro por ciento (94%) de la muestra encuestada, contestó que el
espacio físico del proceso de producción de las premezclas vitamínicas no garantiza
seguridad y confort; mientras que el restante seis por ciento (6%), contestó que sí. Por
consiguiente, es de señalar en inferencia que, en este caso, el espacio físico donde se
colocan las paletas es muy reducido, debido a que el mismo, no fue diseñado para
este proceso, lo cual trae como consecuencia retraso a nivel de envasado y pérdida de
materia prima durante el manejo de las vitaminas que componen el proceso de
mezclado.
69
Ítem 9. ¿Es factible la mejora del proceso de producción de las premezclas
vitamínicas?
Cuadro 14
Distribución de la Factibilidad
Alternativas Frecuencia Porcentaje
Si 16 100%
No 0 0%
Total 16 100%
Gráfico 9. Factibilidad. Datos aportados por el Cuadro 12.
El ciento por ciento (100%) de la muestra encuestada, contestó que sí es factible la
mejora del proceso de producción de las premezclas vitamínicas, lo cual demuestra la
aceptación de la propuesta de mejoras en el proceso de producción de la avena
fortificada y crema de arroz enriquecida en la Empresa Alimentos Polar, Planta
Valencia Cereales, ubicada en Valencia, Estado Carabobo por parte del personal que
labora en ésta área. Por lo demás, con el desarrollo de dicho estudio, se va a tener
mayor capacidad para el cumplimiento de la demanda que se requiere en el envasado
de avena fortificada y crema de arroz enriquecida.
70

Ítem 10. ¿Cree usted que la optimización de los procesos mejora la producción de las
premezclas vitamínicas?
Cuadro 15
Distribución de la Optimización
Alternativas Frecuencia Porcentaje
Si 16 100%
No 0 0%
Total 16 100%
Gráfico 10. Optimización. Datos aportados por el Cuadro 13.
Por último, el ciento por ciento (100%) de la muestra encuestada, contestó que la
optimización de los procesos sí mejora la producción de las premezclas vitamínicas,
ya que se evita en primer orden la pérdida de materia prima, se gana tiempo en el
proceso de fabricación y consolida un espacio físico más amplio para el resguardo de
tales vitaminas. Por otro lado, con la optimización de dichos procesos se espera cubrir
la demanda de alimentos mediante un proceso de fabricación confiable, que
aprovecha al máximo las capacidades instaladas y de esa manera, llevar de manera
efectiva los productos a más consumidores.
71

Una vez determinados los resultados de la encuesta, el investigador realizo la
validación de la encuesta (ver anexo C), la confiabilidad de la misma (ver anexo D),
adicional los agrupó para emitir un veredicto único sobre el tema, diagnosticando por
ello, que:
1. El incumplimiento de la producción se ve afectada por las constantes paradas y
retrasos en el proceso de producción de las premezclas vitamínicas.
2. El actual proceso de producción de las premezclas vitamínicas no satisface el plan
de producción.
3. El proceso de producción de las premezclas vitamínicas no garantiza
eficientemente con los estándares de calidad.
4. Los métodos existentes para el proceso de producción de las premezclas
vitamínicas no permiten un buen manejo de los materiales.
5. No se considera los niveles de inventario ni la demanda de productos, durante el
proceso de planeación de la producción.
6. El espacio físico del proceso de producción de las premezclas vitamínicas no
garantiza seguridad y confort a los trabajadores.
7. Los movimientos a manejar en el proceso de producción de las premezclas
vitamínicas genera pérdidas en la materia prima utilizada.
Etapa II. Estudiar las causas que ocasiona retrasos en el proceso de producción de
la avena fortificada y la crema de arroz enriquecida.
Se logró este objetivo, mediante el estudio de los recursos materiales y humanos
que intervienen en el proceso de producción de la avena fortificada y crema de arroz
enriquecida; en tal sentido, se analizaron los métodos operacionales determinando los
cuellos de botella a través de una tormenta de ideas que ayudó a identificar las
posibles causas, posteriormente se jerarquizaron y se evaluaron por medio del
Diagrama de Ishikawa. Por tanto, una vez identificadas las causas que afectan el
proceso de manera directa se priorizaron y categorizaron de acuerdo a su grado de
incidencia en un Diagrama de Pareto, que permitió limitar el problema principal y
72

localizar las causas más importantes de este, detectándose por último, los problemas
que tuvieron más relevancia.
Para ello, se utilizó la tormenta de ideas aplicada de manera grupal entre las
personas que conforman la muestra de esta investigación (Gerente de Producción,
Supervisores, Operarios, y Analistas de Calidad), con el fin de conocer su opinión
sobre aquellas causas que afectan el proceso de producción de la avena fortificada y
crema de arroz enriquecida, en la empresa Alimentos Polar, Planta Valencia Cereales.
Los resultados obtenidos se presentan a continuación:
1. Exceso de movimientos manuales de los trabajadores en el área.
2. Falta de Inspección de Calidad.
3. Exceso de paletas en el área.
4. Exceso de polvo en el ambiente.
5. Reducción del espacio físico.
6. Falta de orden en el área.
7. Baja motivación del personal que trabaja en el área.
8. Riesgo desergonómico por mala postura de los trabajadores del área.
9. Mal manejos de los materiales.
10. Fallas en el cumplimiento de las buenas prácticas de fabricación afectando la
inocuidad de producto.
11. Falta de tiempo para realizar los mantenimientos preventivos de los equipos del
proceso.
12. Desconocimiento de las capacidades de producción de las máquinas.
13. Derrame de producto en el área de proceso.
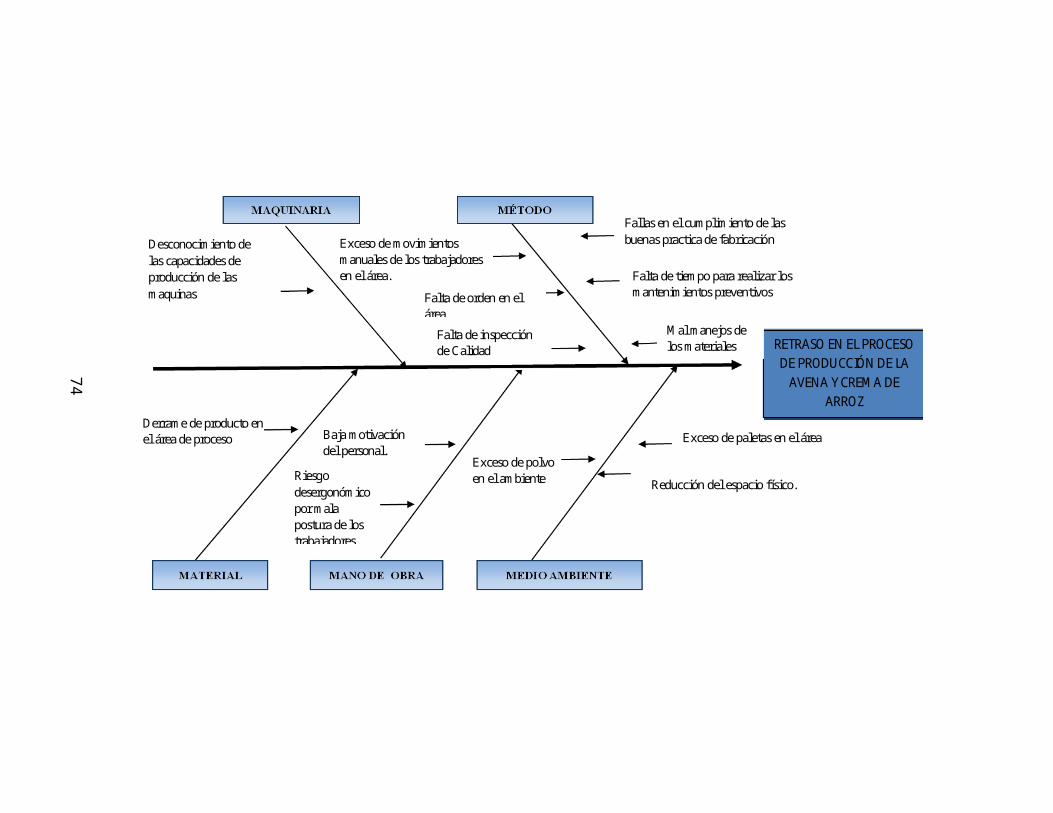
Por consiguiente, estas causas permitieron la elaboración de un diagrama causa y
efecto, con el objeto de sintetizar toda la problemática utilizándose las cinco emes
(5M) para categorizarlas y explicar a través de los factores: materiales, mano de obra,
maquinaria, método y medio ambiente, aquellas causas que por razones se consideran
que ejercen un efecto sobre el proceso (ver Figura 11).
73
RETRASO EN EL PROCESO DE PRODUCCIÓN DE LA
AVENA Y CREMA DE ARROZ
Fallas en el cumplimiento de las buenas practica de fabricación Desconocimiento de
las capacidades de producción de las maquinas Falta de orden en el
área
Exceso de movimientos manuales de los trabajadores en el área.
Mal manejos de los materiales
Derrame de producto en el área de proceso
Reducción del espacio físico.
Baja motivación del personal.
Riesgo desergonómico por mala postura de los trabajadores
Exceso de polvo en el ambiente
Falta de inspección de Calidad
Falta de tiempo para realizar los mantenimientos preventivos
Exceso de paletas en el área
Figura11. Diagrama de Ishikawa (Causas que Afectan el Proceso de Producción de la Avena y Crema de Arroz)
74
74

Análisis del Diagrama Causa – Efecto
A través de este diagrama, se pudo observar de forma más clara y organizada todo
el entorno que rodea la problemática en el proceso de producción de la avena
fortificada y crema de arroz enriquecida, detallando todas aquellas causas recopiladas
a través de la tormenta de ideas. Por consiguiente, se presenta a continuación, un
análisis detallado de los datos asociados al diagrama causa y efecto:
Métodos: Muchas veces la aplicación incorrecta de los procedimientos puede
desencadenar situaciones inseguras, incidente y en mucho casos hasta accidente con
lesiones graves, incumplimiento de las especificaciones de calidad afectando la
inocuidad del producto. Todo esto, por falta de información, omisión ó facilidad de
acceso a los procedimientos, en todo caso es responsabilidad de la organización que
todo los trabadores tengan y maneje la información de los procedimientos e
intrusiones de trabajos específico de su área de trabajo.
Medio Ambiente: Cuando se habla de medio ambiente, se hace referencia al
ambiente de trabajo donde se realiza el estudio, para determinar hasta qué punto, las
condiciones ambientales de la organización puede ser un factor de riesgo. Cabe
destacar, que en el proceso de producción de mezcla vitamínica se pudo conocer que
el exceso de polvo y el espacio reducido en el área ocasiona incomodidad para el
buen desempeño de los trabajadores y para el cumplimiento de la demanda que se
requiere.
Mano de Obra: Con respecto a la mano de obra se tiene, que debido a que el
proceso es manual, exista riesgo desergonómico que conlleva a que los trabajadores
incurran reiteradamente en postura incorrecta, afectando la salud y la seguridad, lo
que genera al personal incomodidad y baja motivación por no poder desenvolver su
trabajo libre, seguro y cómodamente. El problema planteado le impide a la empresa
mantener el margen de los costos operativos, prometiendo un trabajo sin terminar,
que trae como consecuencia clientes insatisfechos.
Materiales: En esta área el espacio es reducido y ocasiona que exista una mala
utilización de la materia prima, ya que el proceso es ciento por ciento (100%) manual
75

y en repetidas oportunidades se han tenido pérdida de materiales, que trae como
consecuencia retraso en la producción de la mezcla vitamínica. Así mismo, se pudo
conocer que existe exceso de las mezclas vitamínicas almacenadas en paletas lo que
dificulta movilidad de los trabajadores en el área.
Maquinaria: En relación a este factor, se puede ver que el departamento de
mantenimiento no tiene un conocimiento claro en cuanto a las capacidades de
producción de las máquinas, lo cual origina un descontrol ocasionando que se
realicen cambios inesperados en el proceso de producción, generando paradas
innecesarias e invirtiendo un tiempo que no está planificado para la actividad de un
cambio de producción creado por la mala utilización de las máquinas.
Por otro lado, y en referencia a la identificación y categorización de las causas, se
procedió a elaborar un cuadro (ver Cuadro 16) para diferenciar las más importantes
según la opinión de la muestra del estudio, donde se abordan los doces (12) factores
identificados en el Diagrama Causa – Efecto; ponderándolos de acuerdo al siguiente
criterio:
Cuadro 16 Cuadro 15
Criterio de Ponderación
Opción Ponderación
Excelente 1
Bueno 2
Regular 3
Deficiente 4
Pésimo 5
En este orden de ideas, y con los criterios de ponderación en el Cuadro 16 se
elaboró otro en el cual se visualiza el orden de las causas de acuerdo a la puntuación
dada por el equipo interdisciplinario, así como el porcentaje que representan y el
acumulado del total de la ponderación de las causas (ver cuadro 17).
76
Cuadro 17
Ponderación de las CausasMAQ. MAT.
Baj
a m
otiv
ació
n de
l per
sona
l.
Rie
sgo
dese
rgon
ómic
opo
rm
ala
post
ura
de lo
s tr
abaj
ador
es.
Des
cono
cim
ient
ode
las
capa
cida
des
de p
rodu
cció
n de
las
máq
uina
s.
Der
ram
e de
pro
duct
o en
el á
rea.
Fall
asen
elcu
mpl
imie
nto
dela
sbu
enas
prá
ctic
as d
e fa
bric
ació
n.E
xces
ode
mov
imie
ntos
man
uale
sde
los
trab
ajad
ores
en
el á
rea.
Falt
a de
Ins
pecc
ión
de c
alid
ad
Falt
ade
tiem
popa
rare
aliz
arlo
sm
ante
nim
ient
os p
reve
ntiv
os.
Mal
man
ejos
de
los
mat
eria
les.
Falt
a de
ord
en e
n el
áre
a
Exc
eso
de p
alet
as e
n el
áre
a.
Exc
eso
de p
olvo
en
el a
mbi
ente
.
Red
ucci
ón d
el e
spac
io f
ísic
o.
Gerente de Producción 3 3 2 2 3 3 3 3 3 4 3 3 3
Supervisor 1 2 2 2 2 3 3 3 3 4 4 3 3 3
Supervsior 2 2 2 2 2 3 3 3 3 3 4 3 3 3
Supervsior 3 2 2 2 2 3 2 3 3 4 4 2 3 3
Analista de Calidad 1 3 3 2 2 3 3 3 3 3 3 4 3 3
Analista de Calidad 2 3 3 2 2 4 3 3 3 4 3 4 3 3
Analista de Calidad 3 3 3 2 2 4 3 4 4 3 3 4 3 3
Operarios 1 3 3 2 2 4 4 3 3 3 4 3 3 3
Operarios 2 3 3 2 2 3 4 4 3 3 3 3 3 3
Operarios 3 3 3 2 2 4 4 3 4 3 3 3 4 3
Operarios 4 3 3 2 2 3 4 3 3 4 3 3 3 4
Operarios 5 3 3 2 2 4 4 4 4 3 4 3 4 3
Operarios 6 3 3 2 2 3 4 4 3 3 3 3 3 4
Montacarguistas 1 3 3 2 2 3 3 3 4 4 3 3 3 3
Montacarguistas 2 3 3 2 2 3 3 3 3 3 3 3 3 3
Montacarguistas 3 3 3 2 2 3 3 3 3 3 3 3 3 3
Sub Total 45 45 32 32 53 53 52 52 53 54 50 50 50
TOTAL 32 32
MEDIO AMB.MÉTODOM.O
31790 150
Una vez obtenidos los resultados arrojados por la valoración de las causas, se
elaboró el siguiente cuadro en que se presentan los resultados mediante los cuales se
77
muestran la frecuencia acumulada de los factores que afectan de forma directa en el
proceso de producción de la avena fortificada y la crema de arroz enriquecida (ver
Cuadro 18).
Cuadro 18
Jerarquización de las Causas
Una vez realizado los cálculos anteriores, se realizó un Diagrama de Pareto, con la
finalidad de analizar y representar en forma gráfica los datos obtenidos, identificando
así las causas más relevantes en forma ordenada que se deben atacar, comenzando
con la de mayor importancia en el proceso de producción de la avena fortificada y
crema de arroz enriquecida (ver Gráfico 11).
78

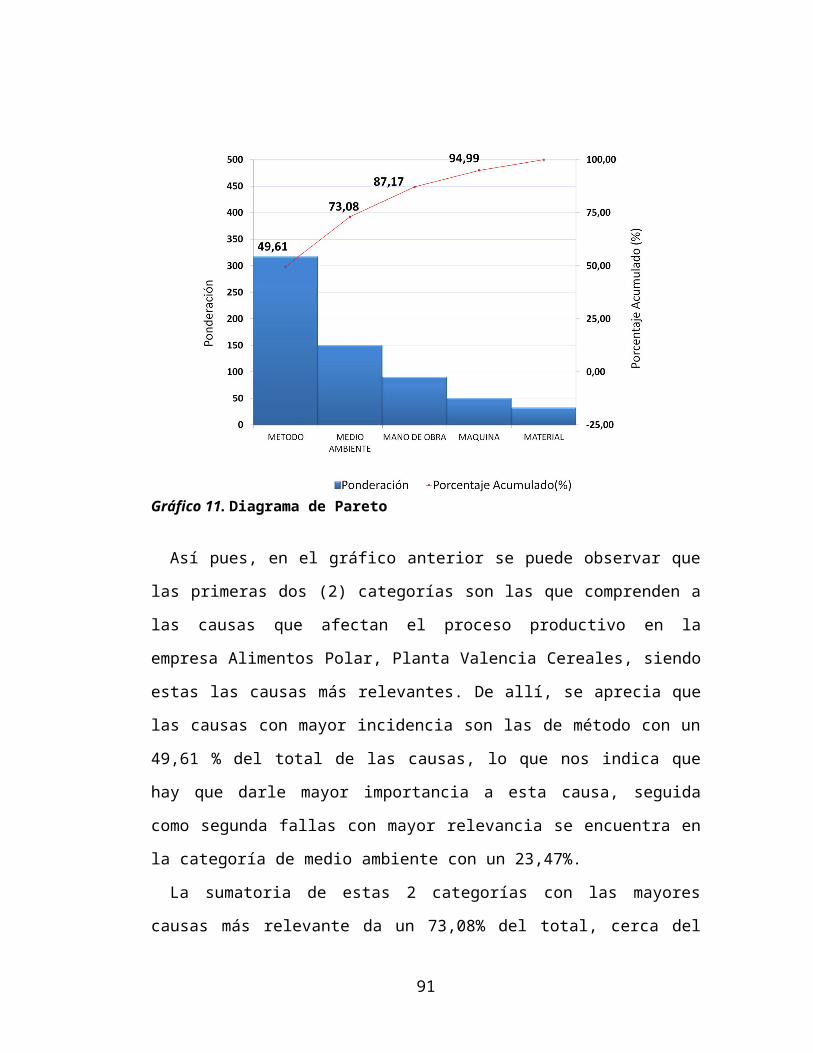
Gráfico 11. Diagrama de Pareto
Así pues, en el gráfico anterior se puede observar que las primeras dos (2)
categorías son las que comprenden a las causas que afectan el proceso productivo en
la empresa Alimentos Polar, Planta Valencia Cereales, siendo estas las causas más
relevantes. De allí, se aprecia que las causas con mayor incidencia son las de método
con un 49,61 % del total de las causas, lo que nos indica que hay que darle mayor
importancia a esta causa, seguida como segunda fallas con mayor relevancia se
encuentra en la categoría de medio ambiente con un 23,47%.
La sumatoria de estas 2 categorías con las mayores causas más relevante da un
73,08% del total, cerca del ochenta (80) veinte 20 que sugiere la herramienta, lo que
nos indica con claridad que estas son las causas que se deben atacar de manera
inmediata para solucionar la problemática, el investigador analizó las tres (2) causas
más importantes, con el fin de establecer cuáles aspectos se deben enfocar en la
propuesta que conlleve a mejorar las condiciones de operatividad del proceso de
producción de la avena fortificada y crema de arroz enriquecida.
79
En todo caso, de acuerdo a los resultados obtenidos se observa que una de las
causas que más afecta al referido proceso, se vincula con el exceso de paletas en el
área, siendo el espacio físico en donde son colocadas muy reducido; de igual forma,
existe el mal manejo de los materiales, ya que las vitaminas son envasadas en sacos
de papel y colocadas en paletas, para luego ser agregadas manualmente en los
equipos dosificadores respectivos; finalmente, se pudo conocer la falta de orden en el
área, que afecta el cumplimiento de la producción planificada, pues la mezcla
vitamínica que se usa en la avena fortificada no es la misma que se usa en la crema de
arroz enriquecida, utilizándose actualmente los mismos equipos para ambas mezclas.
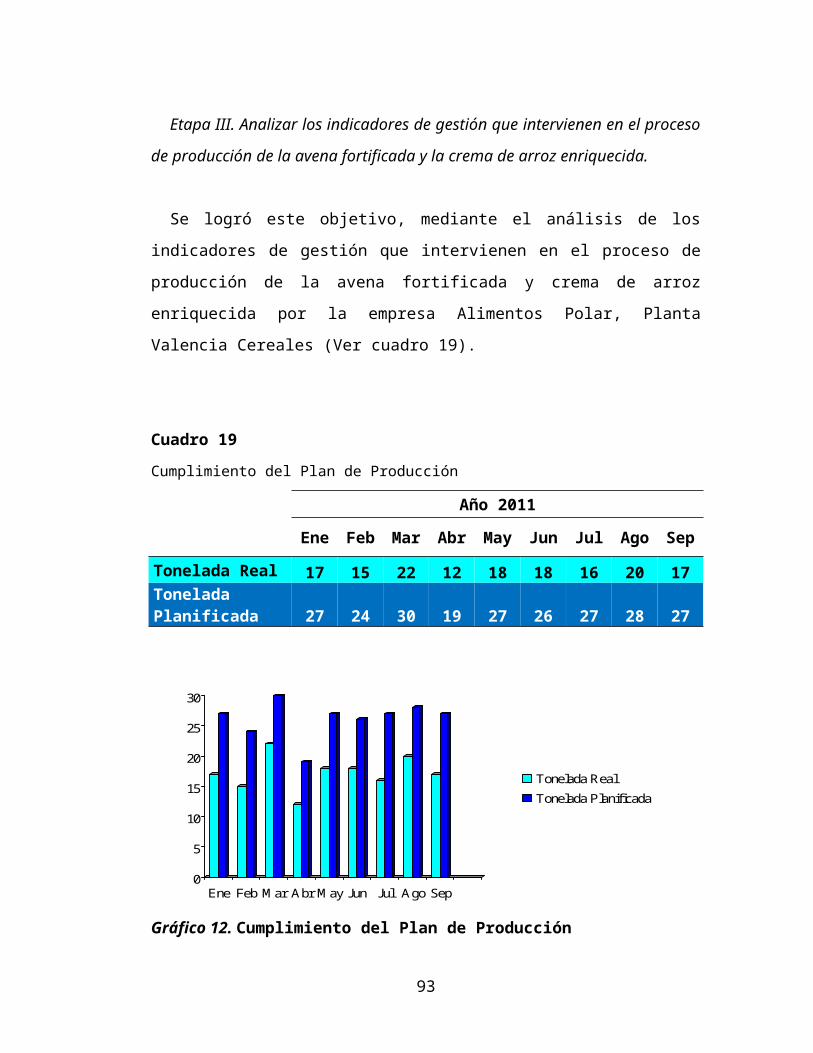
Etapa III. Analizar los indicadores de gestión que intervienen en el proceso de
producción de la avena fortificada y la crema de arroz enriquecida.
Se logró este objetivo, mediante el análisis de los indicadores de gestión que
intervienen en el proceso de producción de la avena fortificada y crema de arroz
enriquecida por la empresa Alimentos Polar, Planta Valencia Cereales (Ver cuadro
19).
Cuadro 19
Cumplimiento del Plan de Producción
Año 2011
Ene Feb Mar Abr May Jun Jul Ago Sep
Tonelada Real 17 15 22 12 18 18 16 20 17Tonelada Planificada 27 24 30 19 27 26 27 28 27
80
0
5
10
15
20
25
30
Ene Feb Mar Abr May Jun Jul Ago Sep
Tonelada Real
Tonelada Planificada
Gráfico 12. Cumplimiento del Plan de Producción
Partiendo del indicador anterior, se puede apreciar que la tonelada real producida
por la empresa Alimentos Polar, Planta Valencia Cereales, ubicada en Valencia, Esta-
do Carabobo, no satisface la tonelada planificada por el Departamento de Producción,
lo cual conlleva a establecer que no se satisface la demanda que se requiere en el en-
vasado de avena fortificada y crema de arroz enriquecida. Partiendo de esta premisa,
se presenta a continuación el indicador de eficiencia en porcentaje, calculado median-
te la prima de producción y el estimado planificado (ver cuadro 20).
Cuadro 20
Eficacia del Plan de Producción
Año 2011
Ene Feb Mar Abr May Jun Jul Ago Sep
Tonelada Real 17 15 22 12 18 18 16 20 17
Porcentaje (%) 63 63 73 63 67 69 59 71 63
Tonelada Planificada
27 24 30 19 27 26 27 28 27
Porcentaje (%) 100 100 100 100 100 100 100 100 100
81

Partiendo del cuadro anterior, se aprecia que el porcentaje de eficiencia sería:
%Eficiencia = ∑ Tonelada Real/N° de Meses
%Eficiencia = ∑ (63+63+73+63+67+69+59+71+63)/9
%Eficiencia = 591/9 → %Eficiencia = 66
Siendo así las cosas, se tiene que las alternativas de solución van a ser desarrolla-
das tomando en cuenta dicho porcentaje de eficiencia, el cual se encuentra represen-
tando en un treinta y cuatro por ciento (34%), por debajo del ciento por ciento
(100%), que le permite al investigador inferir que las paradas de producción en la em-
presa Alimentos Polar, Planta Valencia Cereales.
Fase B: Alternativas de Solución
Para el logro de esta fase, se presentan dos (2) alternativas de solución a la
problemática ya descrita: Alternativa A: Automatización del proceso mediante la
colocación de dos (2) transportes neumático y dos (2) tanques de almacenamiento.
Alternativa B: Contratación de un proveedor que produzca la mezcla vitamínica.
Con la finalidad de darle una solución viable y factible partiendo de los resultados
obtenidos en la fase de diagnóstico (en sus diferentes etapas). Para ello, se evaluaron
las ventajas y desventajas que cada una de ellas (alternativas de solución) puede
aportar en el proceso de producción de la avena y la crema de arroz, las cuales van a
garantizar la efectiva utilización de los recursos para lograr una mejor productividad.
Alternativa A: Automatización del Proceso mediante la Colocación de dos (2) Trans-
portes Neumático y dos (2) Tanques de Almacenamiento.
Para el primer caso, se plantea la dosificación de la mezcla de crema de arroz y
avena fortificada a los puntos de consumo, automatizada mediante un transporte
neumático y tanque de almacenamiento, los cuales estarán provistos de sensores de
nivel de producto. El proyecto consiste en la fabricación y montaje de tolvas y
82
tornillos para la automatización del mezclado de vitaminas y minerales, que luego
serán dosificados en mezcladores de la avena y crema de arroz.
El proceso comienza con adición de ingredientes (fosfato o carbonato),
dependiendo del producto a producir, Avena o Crema de Arroz, es decir son
excluyentes, la materia prima es transportada neumáticamente a dos (2) filtros de
impacto; uno por producto, que se encuentra trabajando con el sistema actual y el
segundo, será recuperado de Provencesa o Santa Cruz, luego es dosificado al
mezclador y la cantidad es controlada mediante celdas de carga, los ingredientes
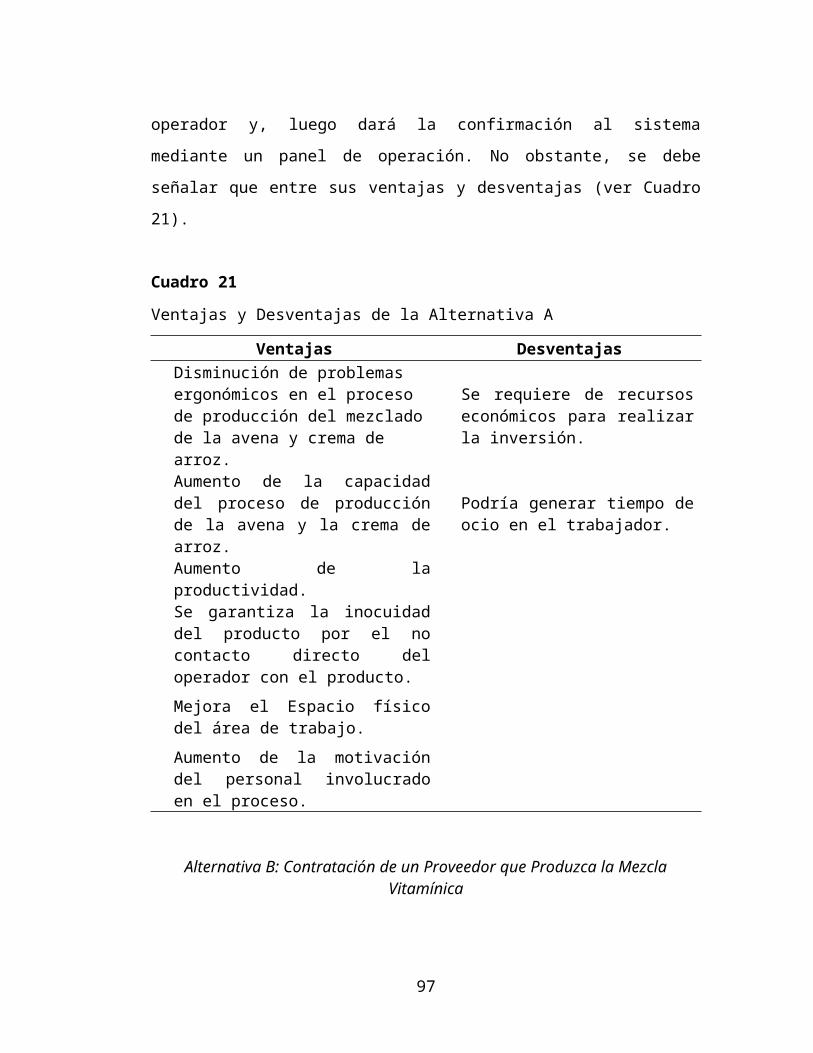
menores los dosificará manualmente, el operador y, luego dará la confirmación al
sistema mediante un panel de operación. No obstante, se debe señalar que entre sus
ventajas y desventajas (ver Cuadro 21).
Cuadro 21
Ventajas y Desventajas de la Alternativa A
Ventajas Desventajas
Disminución de problemas ergonómicos en el proceso de producción del mezclado de la avena y crema de arroz.
Se requiere de recursos económicos para realizar la inversión.
Aumento de la capacidad del proceso de producción de la avena y la crema de arroz.
Podría generar tiempo de ocio en el trabajador.
Aumento de la productividad.
Se garantiza la inocuidad del producto por el no contacto directo del operador con el producto.
Mejora el Espacio físico del área de trabajo.
Aumento de la motivación del personal involucrado en el proceso.
83

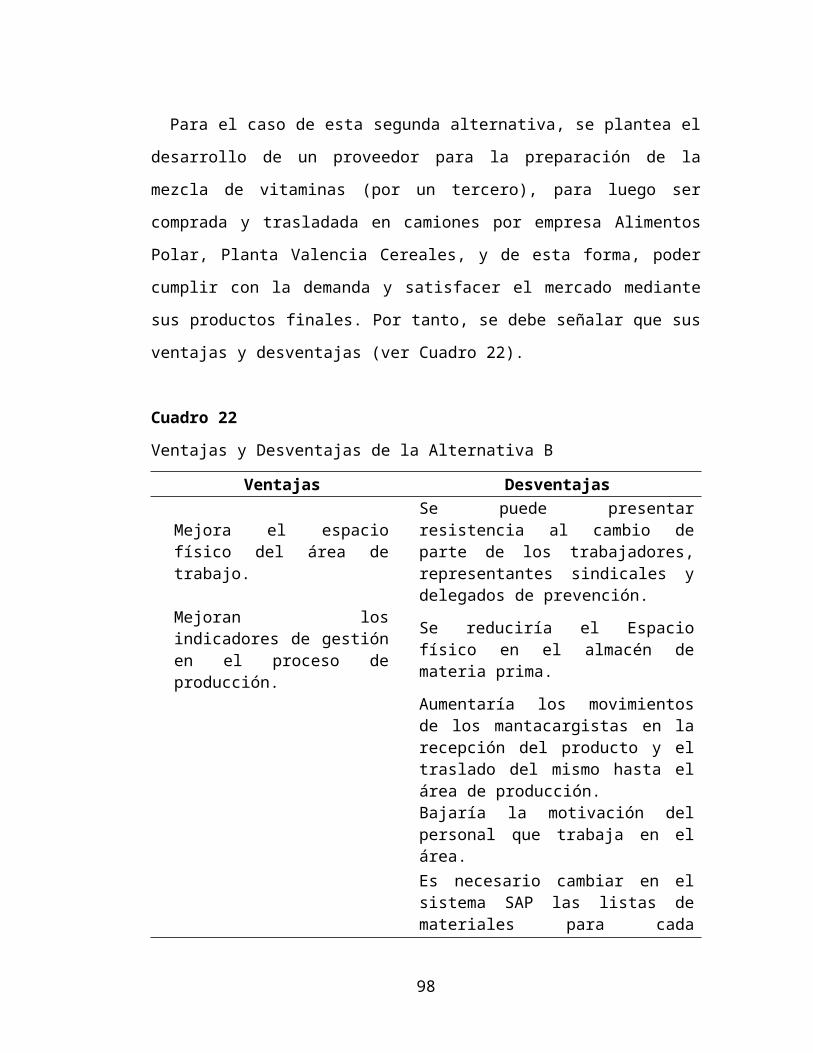
Alternativa B: Contratación de un Proveedor que Produzca la Mezcla Vitamínica
Para el caso de esta segunda alternativa, se plantea el desarrollo de un proveedor
para la preparación de la mezcla de vitaminas (por un tercero), para luego ser compra-
da y trasladada en camiones por empresa Alimentos Polar, Planta Valencia Cereales,
y de esta forma, poder cumplir con la demanda y satisfacer el mercado mediante sus
productos finales. Por tanto, se debe señalar que sus ventajas y desventajas (ver Cua-
dro 22).
Cuadro 22
Ventajas y Desventajas de la Alternativa B
Ventajas Desventajas
Mejora el espacio físico del área de trabajo.
Se puede presentar resistencia al cambio de parte de los trabajadores, representantes sindicales y delegados de prevención.
Mejoran los indicadores de gestión en el proceso de producción.
Se reduciría el Espacio físico en el almacén de materia prima.
Aumentaría los movimientos de los mantacargistas en la recepción del producto y el traslado del mismo hasta el área de producción.
Bajaría la motivación del personal que trabaja en el área.
Es necesario cambiar en el sistema SAP las listas de materiales para cada producto.
Selección de la mejor alternativa
Una vez descritas las ventajas y desventajas de cada alternativa, se procedió a la
selección de la que cumpla con los requerimientos exigidos, a través de la técnica de
la ponderación por puntos, valiéndose de los siguientes criterios de evaluación:
84

Mayor capacidad en el proceso de producción; disminución las actividades manuales
que existen en el proceso y aumento de los indicadores de gestión. Los criterios que
fueron planteados en la matriz de selección se describen a continuación:
Mayor capacidad en el proceso de producción. La alternativa debe garantizar el
máximo la utilización de la capacidad instalada, sin afectar el desempeño de los
trabajadores.
Disminución las actividades manuales que existen en el proceso. La alternativa
debe reducir los movimientos manuales que realizan los trabajadores en el área.
Aumento de los indicadores de gestión. La alternativa debe aportar el cumplir
con los estándares de calidad, mejora la eficiencia del puesto de trabajo y cumplir con
los requerimientos (cumplimiento de la producción a tiempo y completa).
Para la toma de decisión y ponderación de los criterios se consultó a un experto de
la empresa (Gerente de Producción y especialistas de control de proceso). En el
Cuadro 23, se muestra la ponderación 4 de acuerdo a la importancia de los criterios:
Cuadro 23
Ponderación para la Matriz de Selección
Peso Ponderación (Pts)
Criterios
35 Mayor capacidad en el proceso productivo
35 Disminución de las actividades manuales
30 Aumento de los indicadores de gestión
Ahora bien, para seleccionar la alternativa correspondiente, se van a sumar los
valores de importancia final obtenidos del producto de la ponderación por los puntos,
mostrándose estos últimos en el cumplimiento de los criterios según cada alternativa,
en donde la escala empleada fue del uno al cuatro (1-4), tal y como se muestra en la
Figura 12.
85

1 2 3 4
mínimo bajo medio alto
Figura 12. Escala para el Cumplimiento de los Criterios
A continuación, en el Cuadro 24 se observan los resultados de la evaluación del
experto mediante la matriz de ponderación por puntos:
Cuadro 24
Matriz de Comparación por Puntos
CriteriosPonderación
(P)
Mayor capacidad en el proceso de producción 35 4 140 2 70
Disminución de las actividades manuales 35 4 140 3 105
Aumento de los indicadores de gestión 30 3 90 3 90
TOTAL 370 265
Alternativa A Escala AXP
Alternativa B Escala BXP
Luego de haber realizado el análisis de las ventajas y desventajas de las
alternativas de solución, se determinó cual es la más conveniente, con base en los
resultados obtenidos mediante la aplicación del estudio y sustentado en la matriz de
comparación por puntos.
Así, se concluye que la elección más viable para solucionar el problema, es la
alternativa A, en el cual se plantea la dosificación de la mezcla vitamínica de crema
de arroz y avena fortificada a los puntos de consumo, automatizada mediante un
transporte neumático y tanque de almacenamiento, los cuales estarán provistos de
sensores de nivel de producto, para luego ser dosificados en los mezcladores de la
avena y crema de arroz. De esta forma, se estaría cumpliendo con la demanda de
producto para satisfacer las necesidades y requerimientos de los clientes que
86
Puntos
componen la Empresa Alimentos Polar, Planta Valencia Cereales, ubicada en
Valencia, Estado Carabobo.
Fase C: Propuesta
Etapa IV. Proponer mejoras en el proceso de producción de la avena fortificada y
crema de arroz enriquecida en la Empresa Alimentos Polar Planta Valencia
Cereales, ubicada en Valencia, Estado Carabobo.
La presente propuesta, tiene como propósito mejorar el proceso de producción de
la avena fortificada y crema de arroz enriquecida en la Empresa Alimentos Polar
Planta Valencia Cereales, ubicada en Valencia, Estado Carabobo; todo esto mediante
el diseño y estrategias por objetivos, acciones y métodos, con el fin de garantizar el
cumplimiento de la propuesta. Para ello, se toman en cuenta los resultados y análisis
obtenidos en las fases anteriores, elaborándose la propuesta de acuerdo a las
exigencias del área de estudio.
En este sentido, se proporciona a través de esta propuesta un ambiente de
colaboración y apoyo reciprocó, a favor del mejoramiento del proceso productivo de
gestión y fortaleciendo el liderazgo de los niveles gerenciales y supervisión,
concientizando así a los trabajadores sobre las necesidad de desarrollar acciones, para
mejorar la calidad en el proceso de producción de la avena fortificada y crema de
arroz enriquecida.
Objetivo General
Implementar un plan de mejoras para la automatización del proceso de producción
de la mezcla vitamínica de la avena fortificada y crema de arroz enriquecida en la
Empresa Alimentos Polar Planta Valencia Cereales.
Objetivos Específicos
Proporcionar un ambiente de trabajo más limpio y ordenado (Programa SOL),
aplicando un programa de mejoramiento continuo.
87
Adiestrar al personal involucrado en el área, a través de la elaboración de
procedimiento de operación.
Aumentar la capacidad de la mezcla vitamínica, mediante transportes neumáticos,
tanques de almacenamiento, dispositivos de producción.
Justificación
Todo proceso productivo combina materias primas, maquinas, mano de obras,
tecnología, recursos financieros, que conllevan a un producto o servicio. D allí que,
en cada proceso se agrega valor o no a los mismos, enviándose luego al proceso
siguiente.
Partiendo de esta premisa, el desperdicio es considerado como una mala
utilización de los recursos en la organización, implica actividades que no añaden
valor económico, las organizaciones debe estar preparadas para superar esas
oportunidades y aprovecharlas al máximo. Por tanto, las dependencias de una
organización, sea cual sea su naturaleza, deben enfocar sus esfuerzos en una sola
estrategia, en donde la comunicación sea constante entre ellos, demostrando la
efectividad de la misma, mediante indicadores de gestión que generan su eficiencia y
eficacia facilitando la tomas de decisiones en cualquier momento.
De esta manera, se requiere mejorar los niveles de productividad de la
organización, basándose en la evaluación preliminar de la utilización de los
materiales en el proceso productivo, con base en las variables que se deben controlar
y en sus correspondientes instrucciones de trabajo, ya que si se tiene una mejor
utilización de los recursos en cada unos de los procesos, se logra una reducción de los
costos de fabricación, reflejándose directamente en el mejoramiento de funciones de
la organización, en términos de productividad y competitividad. Así mismo, la
disminución en los desperdicios o retrabajos conllevará a un aumento de rentabilidad,
creación de valor, no solo desde el punto de vista financiero, sino también de cliente,
procesos internos, aprendizaje y del conocimiento.
88

Por lo antes expuesto, es necesario efectuar esta propuesta por las diversas causas
detectadas en los resultados obtenidos anteriormente, tales como exceso de
movimientos manuales de los trabajadores en el área, baja motivación del personal,
riesgo desergonómico por mala postura de los trabajadores, reducción del espacio
físico, mal manejos de los materiales y exceso de paletas en el área. Siendo las cosas
así, de aquí se justifica la implementación de mejora para automatizar el proceso de
producción de la mezcla vitamínica de avena y crema de arroz en la Empresa
Alimentos Polar Planta Valencia Cereales, ubicada en Valencia, Estado Carabobo.
Alcance y Delimitación
En esta investigación se procedió a implementar un plan de mejoras para la
automatización del proceso de producción de la mezcla vitamínica de avena
fortificada y crema de arroz enriquecida, el cual plantea la dosificación de la mezcla
de crema de arroz y avena fortificada a los puntos de consumo, mediante un
transporte neumático y un tanque de almacenamiento, que estarán provistos de
sensores de nivel de producto. En este orden de ideas, el proyecto consiste en la
fabricación y montaje de tolvas y tornillos para la automatización del mezclado de
vitaminas y minerales, dosificados luego en mezcladores para la mejora del
rendimiento del proceso de producción, estableciéndose la elaboración de
procedimientos que permitan evaluar, analizar y mejorar los niveles de productividad
continuamente.
Además, en términos teóricos – científicos, la metodología con la que desarrollo
esta investigación, podrá ser utilizada en otras investigaciones, adaptándose a los
diferentes tipos procesos productivos. De igual forma; la propuesta se delimita sobre
la base de los resultados obtenidos en la fases de diagnostico, considerando las
características particulares de los procesos, así como las especificaciones y datos
técnicos de las versiones de fabricación que poseen los equipos perteneciente al
proceso de mezclado de la vitamina.
89

Estructura Sistemática de la Propuesta
La estructura sistemática consiste en descomponer en elementos el proceso de
producción de la mezcla de las vitaminas de la avena y crema de arroz, considerando
la instalación de los transportes neumáticos, los tanques de almacenamiento y los
dispositivos requeridos. Se presenta un diseño grafico (Ver figura 13), que permite
visualizar sus componentes: funcional, operatividad y viabilidad, en cuanto al modelo
de solución que se ha propuesto.
ETAPA III: Aumentar la capacidad de la mezcla vitamínica, mediante la seleccionar los transportes neumáticos, los tanques de almacenamiento y los dispositivos.
MEJORAS EL PROCESO DE PRODUCCIÓN DE AVENA Y CREMA DE
ARROZ, EN LA EMPRESA APC PLANTA VALENCIA CEREALES.
ETAPA I : Proporcionar un ambiente de trabajos más limpio y ordenadoaplicando un programa de mejoramiento continuo (Programa SOL).
IMPLEMENTAR PLAN DE MEJORAS PARA AUTOMATIZAR EL PROCESO DE PRODUCCIÓN DE LA MEZCLA VITAMÍNICA DE AVENA Y CREMA DE ARROZ.
ETAPA II: Adiestrar a el personal, atreves de la elaboración de procedimiento de operaciones.
Figura 13. Estructura Sistemática de la Propuesta
90
Fundamento Teórico de la Propuesta
Para la realización de toda investigación debe estar fundamentada y sustentada,
considerando los aspectos que indiquen ó demuestren el apoyo que permitan a la
misma ser aplicada de una manera que avale el proceso de trabajo de articulación en
las actividades de diseño y ejecución, permitiendo la producción de un objeto ó
proceso tecnológico para la solución de un problema, que tiene como resultado el
cumplimiento de todos los objetivos de la organización, sobre una sólida estrategia
que apoye al mejoramiento continuo de estos.
En este sentido, la presente propuesta se fundamenta en los resultados obtenidos
en el desarrollo de las fases y análisis de los datos de la investigación; además, se
fundamenta en aspecto teórico, conceptual, paradigmático y de ingeniería. Por lo
antes mencionado, el investigador muestra a continuación en el Cuadro 25, los
elementos necesarios para llevar a cabo cada una de las etapas de la propuesta.
Cuadro 25
Fundamentación Teórica de la Propuesta
Enfoque Descripción
Teórico
Este enfoque está referido al criterio y las ópticas del investigador, se trata de un sistema lógico, constituido por un conjunto de hipótesis en un campo de aplicación. En este sentido, este enfoque deja en claro que la propuesta se basa en la necesidad de implementar mejora, para automatizar el proceso de producción de la mezcla vitamínica de avena y crema de arroz, mediante la aplicación de estrategias Káisen y el programa seguridad orden y limpieza (SOL).
Conceptual
Haciendo necesario la definición conceptual de las siguientes: Mejoras: Es la interacción de decisiones estratégicas sobre los cambios que deben incorporarse a los diferentes procesos de la organización, para que sean traducidos en un mejor producto ó servicio. Estrategias Kaisen : es el proceso continuo de análisis de situación para la adopción proactiva de decisiones creativas e innovadoras tendientes a incrementar de
91
Cuadro 25 (Cont.)
manera consistente la competitividad de la empresa mediante la mejora continua de los productos, servicios y procesos (tanto productivos, como de apoyo y planificación).
Paradigmático
Se basa en la concepción de un modelo o prototipo definido que muestra su escala especifica, el funcionamiento de un proceso determinado. En relación a esta propuesta, el enfoque paradigmático se basa cuando se enlazan planes de mejoras para reducir desperdicios y aumentar la productividad. Con un adecuado adiestramiento y concientización es posible lograr que todos los miembros de la organización logren minimizar los miedos a nuevos procedimientos.
De Ingeniería
Por definición la rama de las ingenieras encargada del análisis, interpretación, comprensión, diseño, programación y control de sistema productivos con miras a gestionar, implementar y establecer estrategias de optimización con el objetivo de lograr el máximo rendimiento de los procesos de creación de bienes y/o servicios: Este enfoque muestra que con la aplicación de las herramientas de la ingeniería Industrial como el aplicar planes de mejoras al proceso productivo mediante el análisis de las fallas y con metodologías se logran obtener las mejoras deseadas y así garantizar un mejor control de los indicadores en la organización.
Funcionabilidad de la Propuesta
La funcionabilidad de la propuesta consiste en definir y explicar cada elemento o
estructura requerida para el funcionamiento de la misma, así se dar a conocer las
etapas necesarias y los recursos necesarios para su realización; en este caso para la
implementación de un plan de mejoras para la automatización del proceso de
producción de la mezcla vitamínica de la avena fortificada y crema de arroz
enriquecida en la Empresa Alimentos Polar Planta Valencia Cereales. En todo caso, a
continuación se presenta el Cuadro 26 que establece la descripción de los elementos.
92
Cuadro 26
Descripción de los Elementos de la Propuesta
Elemento Descripción
Etapa I: Proporcionar un ambiente de trabajo más limpio y ordenado (Programa SOL), aplicando un programa de mejoramiento continuo.
Ya identificadas las estrategias para el plan de mejoras, se procede en esta fase a la metodología del programa de sol, en el cual permite la eliminación de desperdicios, proporcionar más espacios a los trabajadores y reducir los errores en la operación entre otras. Donde se desarrolla en os trabajadores un orgullo por lo limpia y ordenada que tienen su área de trabajo. Este paso de limpieza realmente desarrolla un buen sentido de propiedad en los trabajadores.
Etapa II: Adiestrar al personal involucrado en el área, a través de la elaboración de procedimiento de operación.
Se procede a efectuar el levantamiento de capacitación al personal operacional para intervención y limpieza d la pieza para facilitar su mayor operación y entendimiento del equipo, Adicional a esto se debe acentuar los repuestos, y inventarios, Bunas practicas de fabricación.
Etapa III: Aumentar la capacidad de la mezcla vitamínica, mediante transportes neumáticos, tanques de almacenamiento, dispositivos de producción.
Se procede en el desarrollo de esta etapa el levantamiento de la información en el proceso de producción de la mezcla vitamínica, involucrando al personal que labora en el área, como son los operarios especialistas, los supervisores, los analista de calidad y los mecánicos, para lograr la definición de los componentes que conforman las herramientas a utilizar con mas criticidad en el proceso, y de esta manera proporcionar la ubicación exacta de cada una de ellas. Para dar inicio a los planes de mejoras en conjunto con las estrategias de Kaisen.
Por lo demás y en referencia al carácter táctico y operativo de los elementos de la
propuesta (descritos anteriormente), se describen a continuación los responsables de
las fases (ver Cuadro 27).
93

Cuadro 27
Operatividad de los Elementos de la Propuesta
Elemento Operatividad
Etapa I: Proporcionar un ambiente de trabajo más limpio y ordenado (Programa SOL), aplicando un programa de mejoramiento continuo.
Táctica Funcional:Los responsables de ejecutar esta fase son el departamento manteniendo y el departamento de producción, involucrando a los mecánicos y los operarios de producción, ya que es de importancia que todos tomen conciencia de la nueva situación en la aplicación de las herramientas para el funcionamiento de las actividades de mejoras continua y velar por el cumplimiento de la misma.
Etapa II: Adiestrar al personal involucrado en el área, a través de la elaboración de procedimiento de operación.
Táctica Funcional:Al igual que en la fase anterior, en este punto es necesaria la participación del personal de los departamentos de calidad y control de proceso, quienes aportan los especificaciones de calidad y de operaciones del producto y los equipos. En este punto, podrá incluirse el personal que se considere pueda aportar ideas convenientes para el mejoramiento del proceso.
Etapa III: Aumentar la capacidad de la mezcla vitamínica, mediante transportes neumáticos, tanques de almacenamiento, dispositivos de producción.
Táctica Funcional:Sera responsables de la ejecución de esta etapa es un especialista de Ingeniería industrial, un especialista de control de proceso, un supervisor de planta, el gerente de producción. Es decir involucrando al equipo de trabajo integrado al personal de mantenimiento y de producción. Quienes aportaran y validaran la mejora en el proceso de producción de la mezcla vitamínica. La misma será una actividad a corto plazo.
Ahora bien, continuando con el desarrollo de la funcionabilidad de la propuesta, se
presenta a continuación la viabilidad de la misma, descrita en cada una de sus fases
de desarrollo (Ver cuadro 28).
94
Cuadro 28
Viabilidad de la Propuesta
Elemento Viabilidad
Etapa I: Proporcionar un ambiente de trabajo más limpio y ordenado (Programa SOL), aplicando un programa de mejoramiento continuo.
Una vez que se han aplicado la tormenta de ideas, las encuestas y se ha realizado el diagrama causa_ efecto, se debe tomar en cuenta los aspectos más resaltantes en cuanto a la asignación de criterios se refiere para la definición final de las elementos a atacar del diagrama Pareto. Un plan de mejora requiere que se desarrolle en la empresa, un sistema que permita el mejoramiento continuo siendo un principio básico de la organización, para incrementar las ventajas competitiva a través de la mejora de las capacidades organizativa al momento de solventar las fallas operativas, y basarse en buscar aquellas actividades que agreguen valor al proceso, con la finalidad garantizar la rentabilidad del negocio.
Etapa II: Adiestrar al personal involucrado en el área, a través de la elaboración de procedimiento de operación.
Ya recolectados los datos, de los resultados de pareto se llevan a cabo los estudios de los indicadores de la producción permitiendo evaluar el estado del proceso, para así tomar las medidas necesarias para la elaboración de los procedimientos y adiestramiento a todo el personal con el fin de estandarizar las operaciones permitiendo controlar los recursos y las actividades en el proceso de producción.
Etapa III: Aumentar la capacidad de la mezcla vitamínica, mediante transportes neumáticos, tanques de almacenamiento, dispositivos de producción.
Se realiza la cotización de los equipos a utilizar, los traslados y las movilizaciones de los mismos dentro y fuera de la empresa. Evaluar los parámetros de operaciones, velocidades, capacidades y de nuevas características funcionales, que garantice la mejor toma de decisión, sin perder de vista la calidad y el costo.
95

Desarrollo de la Propuesta
Una vez descrito el método de aplicación de la propuesta se presenta el desarrollo
de la misma. La razón de realizar mejoras en el proceso de producción de la mezcla
vitamínica, es mejorar el ambiente de trabajo y lograr aumentar la capacidad de
producción, siguiendo la secuencia de cada objetivo especifico enunciado, los cuales
fueron elaborados paulatinamente.
Por este motivo, se puede afirmar que la presente propuesta se desarrolla de forma
ordenada y progresiva, atribuyéndosele un carácter más comprensivo y congruente. A
continuación, se presenta el desarrollo de cada una de las etapas de la propuesta; a
saber:
Etapa I: Proporcionar un ambiente de trabajo más limpio y ordenado (Programa
SOL), aplicando un programa de mejoramiento continuo.
En esta etapa, se plantea y planifica la ejecución de las herramientas de mejora
continua con la finalidad de incrementar la eficiencia y productividad manteniendo el
área de trabajo siempre ordenada y limpia en todo momento. Con el propósito de
optimizar la gestión para el programa SOL, el gerente y los supervisores de
producción deben definir el líder en el área del proceso de producción y aplicar el
círculo de planear, hacer, validar y actuar (PHVA) y seguir cada una de sus funciones
para asegurar el plan de mejora continua en el proceso de producción de las mezclas
vitamínicas de la avena y crema de arroz.
Iniciando por el orden y la limpieza y sustentado en estas metodologías, la cual
están basada en la determinación de lo necesario para la producción, la organización
y disposición de los materiales, enfocados a obtener un mejor ambiente de trabajo
desarrollado con la estructura de la implementación de la 5S.
Clasificar: Para realizar la clasificación de manera efectiva, en primera instancia
se procederá a identificar y eliminar las herramientas innecesarias dentro del área de
trabajo, esto se realiza mediante una lista de componentes de equipos y elementos
innecesarios. Una vez identificados todos los elementos innecesarios y necesarios y
96
que destino tendrán, y el análisis que se enfoca en los elementos que son útiles dentro
de cada área de trabajo (Ver cuadro 29).
Cuadro 29
Elementos necesarios
Área Elementos Cantidad
Proceso de mezclado de
vitaminas para avena y
crema de arroz
Palas pastica
Cepillo de cerdas
Mopa
Recipiente plástico
1
2
1
1
Ya identificados los elementos , se debe acordar con los operadores del puesto de
trabajo, que media hora antes de finalizar su jornada laboral, según el turno que se
encuentren, estos debe ubicar los elementos y llevarlos al sitio seleccionado
previamente, de esta manera el trabajador que llegue encuentre el área ordenada. En
esta área de producción son muy pocos los elementos innecesario por lo que el orden
se efectuara de manera rápida. Sin recargar al personal de trabajo.
Ordenar: El orden acompaña siempre a la organización. Una vez que todo está
organizado, solo permanece lo que es necesario, el paso siguiente es clarificar el
punto en el que las cosas deben de estar de modo que cada uno comprenda claramente
donde encontrarlas y devolverlas. Además se les propone la ubicación de los
utensilios de limpieza como cepillos y palas en la columna del área de proceso de
producción de la mezcla vitamínica, de manera que no contamine el área de alimento,
no esté lejos, ni mal ubicada por el operario. En esta área se coloco una cartelera de
identificación (ver anexo E). Es importante mencionar que se hizo la demarcación de
del área y la reubicación de los utensilios de limpieza. En esta área del proceso de la
mezcla vitamínica, se coloco cerca de la misma un gancho o bandeja para ser colocar
la pala y el cepillo para recoger la harina de la bandejas para colocar a la cubeta del
reproceso.
97
Limpieza: Limpieza significa limpiar y mantener las cosas en orden. Para la
ejecución de este pilar, se han diseñado una serie de pasos a cumplir los cuales
ayudan a realizar una efectiva ejecución (ver figura 14).
Definición de metas
Plan de Limpieza
Preparación deelementos de
limpiezaEjecución
Figura 14. Etapa de limpieza.
Para la ejecución de la limpieza como se muestra en la figura anterior, primero se
definió las metas, que se va a limpiar como: Limpieza de partes externa de la
maquina/equipo, de partes interna de la maquina/ equipo, los equipos, organización y
ubicación de los utensilios de limpieza, organización y ubicación de las herramientas
de ajustes y cuando, luego de debe hacer un plan de limpieza que muestre los
encargados, en este caso la limpieza y el orden será realizado por los operadores
involucrados en el proceso, el tiempo para realizar la limpieza el cual puede ser
establecido cada una hora, hora y media todo dependerá del funcionamiento de la
maquina y se requerirá de elementos de cepillos, mopas, palas; ya por ultimo teniendo
todo establecido se comienza la ejecución de la misma.
Para la ejecución de la limpieza como se muestra en la figura anterior mencionada,
primero se definió las metas, que se implemento una rutina de verificación de
limpieza, para mantener el proceso de selección organización y limpieza del área que
perdure como mejora en el tiempo. La ejecución de este pilar deberá de estar
acompañado por charlas instructivas y de capacitación que abarquen desde el porqué
de la limpieza y su importancia hasta como realizar la limpieza de los equipos y
áreas de manera efectiva. Para darle un incentivito y recordarle a los operadores de
esta actividad se les coloca los afiches o cartel en la pared adyacentes a las maquinas
con el fin de recordarles la rutina que deben realizar. (Ver figura 15).
98
Yo Siempre Mantengo mi área limpia, ordenada y
segura.
Área de Utensilio de Limpieza
Figura 15. Modelos de afiches
Estandarizar: En este pilar se busca crear hábitos de limpieza y orden para evitar
perder todo lo que se ha logrado con las tres primeras S y de esta manera mantener las
áreas trabajo en perfectas condiciones. Adicionalmente, todos los operarios
conocieron claramente cuáles son sus responsabilidades y los procedimientos para
cumplir con las tareas que le han sido encomendadas.
Los responsables de mantener el orden y limpieza son cada operador involucrado
en el proceso de producción de las mezclas vitamínicas y si el desorden y suciedad
ha sido ocasionado por otras personas, pues estas tendrán que implementar la
responsabilidad de organizar, limpiar y clasificar de manera de colaborar y cumplir
con el proceso de 5S.
El fin es que los trabajadores de Alimentos Polar Comercial Planta Valencia,
mantenga constantemente el estado de seguridad, orden y limpieza del sitio de
trabajo. Para lograr esto los trabajadores deber limpiar con la regularidad. Deben
mantener todo en su sitio y en orden, establecer procedimientos y planes para
mantener el orden y limpieza. Esto debe de conservar lo que se ha logrado en las otras
etapas, aplicando evaluaciones periódica o auditoria, para dicha evaluación se elaboro
una planilla de evaluación (ver anexo F).
Comité SOL(Auditarías): El comité SOL, es el responsable de llevar un estricto
control de las tares que han sido asignadas dentro de la implementación de las 5S, por
este motivo este comité ha sido conformada por personas relacionadas con las tareas
de producción diaria es decir entran las personas ya conformadas anteriormente en los
círculos de calidad: Gerente de planta, Gerente de Calidad, Gerente de Producción,
supervisor de turno, representante de los trabajadores ( sindicato).
99

Disciplina: En este ultimo pilar se busca que el respeto y el cumplimiento de todos
los estándares y procedimientos establecidos a través de la meteorología sean
cumplidos de manera inconsciente por parte de los operarios, quiero decir, que el
mantenimiento del orden y de la limpieza sea parte de la cultura de los trabajadores,
que no lo vean como una tarea más o una obligación, sino que esto sea una necesidad
que deben satisfacer para poder trabajar en un ambiente más adecuado. Para crear
disciplina se procederá a:
Uso de ayudas visuales, como las anteriores.
Recorrido de las áreas, por parte del comité SOL.
Publicación de fotos de antes y después.
Boletines informativos.
Etapa II: Adiestrar al personal involucrado en el área, a través de la elaboración
de procedimiento de operación.
Motivado a los cambios realizado en el proceso de producción de la mezcla
vitamínica de la avena y crema de arroz, es necesario adiestrar y capacitar a todo el
personal involucrados en el proceso de producción de la avena y crema de arroz, con
la finalidad de garantizar el buen desempeño de las funciones de los operarios y la
operatividad de los equipos a utilizar. Es importante destacar que este plan de
inducción cubre toda las alternativas planteadas en la fase anterior y se encuentra
enmarcada en la estrategia de mejora continua, se realizan reuniones con los
trabajadores de cada uno de los turnos con el apoyo de los supervisores, se explicaron
entre otros puntos, los beneficios que se obtienen con la ejecución esta herramienta,
ya que mejora el desempeño en el puesto de trabajo.
Para ello, se coordinador charlas teórico practica dirigido a todo el personal, con el
propósito de incentivar con métodos actualizado y tendencias novedosas en pro de
afianzar los métodos de trabajos y mejorar el clima laboral. Los temas de la
capacitación son de gran utilidad para los trabajadores en general, ya que tiene
información que le sirve de guía en sus labores diarias, algunos de esos temas son:
100

Calidad: los programa de capacitación y desarrollo apropiadamente diseñados e
implementado también contribuyen a elevar la calidad de la producción y de la fuerza
laboral. Cuando los trabajadores están mejor informado de los deberes y
responsabilidades de sus trabajos y cuando tienen los conocimientos y habilidades
laborales necesarias, son menos propenso a cometer errores, retrabajar y se le facilita
todas las actividades a realizar.
Productividad: Las actividades de capacitación no solo se deben aplicarse a los
trabajadores del área, sino también al resto de los trabajadores de la planta. La
instrucciones ayudan a los operarios a incrementar su rendimiento y desempeño en
sus asignaciones laborales, además les permitirá a mantener en muy buen estados los
equipos y herramientas de trabajos.
Salud y Seguridad: La salud mental y la seguridad física de un trabajador suele
estar directamente relacionado con los esfuerzo de capacitación y desarrollo de una
organización. La capacitación adecuada puede ayudar aprevenir accidentes laborales,
mejora el ambiente de trabajo seguro, esto contribuye a mantener las aéreas de
trabajos limpias y sin objetos mal ubicados.
Desarrollo Personal: La capacitación se reflejan en el ámbito personal de los
empleados, los programas de desarrollo administrativos, les dan a los participante una
gran gama conocimientos, una mayor sensación de competencia sana y un sentido de
conciencia, mayor habilidades y destrezas, estos son indicativos de un buen desarrollo
personal, es importante facilitarles a los trabajadores las nuevas estrategia de Kaisen,
círculos de calidad y trabajos en equipos, entre otros.
La aplicación del programa sol: Se facilitara un ambiente de trabajo seguro,
limpio y organizado, se adiestra al personal para que pueda decidir cómo se deben
guardar y utilizar todos los implementos de uso constante y establecer las reglas
internas para el buen uso de las herramientas. Utilizando método de conferencias,
videos y películas, con la finalidad de que no se sientan presión ni fatiga durante el
adiestramiento. Las capacitaciones son impartidas por personal acreditado por la
empresa, como son los supervisores de producción, analista de calidad, y especialista
101
de control de proceso. A continuación se mencionas algunas actividades que se deben
de tomar muy en cuenta antes, durante y después del adiestramiento:
1. Revisar y firmar la asistencia, la cual permite establecer constancia del
conocimiento que se le imparte al individuo, de acuerdo a las normas y políticas
de la organización.
3. Describir las reglas de seguridad. En este caso se deberá:
a) Suministrar al personal o al participante del proceso de instrucción, las normas
que debe cumplir durante el curso o clases formales de entrenamiento, para el
manejo de los equipos.
b) Suministrar al participante los folletos informativos relacionados con el curso a
ser dictado.
4. Describir brevemente el trabajo del equipo, debiéndose tener en consideración los
siguientes aspectos:
a) La inducción del participante del proceso de instrucción en los objetivos que
persigue el curso dentro del manejo de los equipos.
b) Mención de cuál es la misión y la visión del curso, así como sus objetivos.
Por otra parte, el plan de mejoras para la automatización del proceso de
producción de la mezcla vitamínica de la avena fortificada y crema de arroz
enriquecida en la Empresa Alimentos Polar Planta Valencia Cereales, propuesto
considera también, que durante el curso se deberá:
1. Revisar los procedimientos para el manejo de los equipos. En este caso se deberá:
a) Iniciar al participante del proceso de instrucción en las tareas que deberá
cumplir en el ejercicio de sus funciones, así como de los procedimientos
implantados por la alta dirección para el cumplimiento de los objetivos
organizacionales.
b) Establecer una supervisión inmediata de las actividades y procedimientos
desarrollados por tal participante durante el curso.
Finalmente, al momento de llevar acabo el proceso de instrucción, se procederá a
hacer preguntas relevantes a las actividades que se ejecuten, con el propósito de
establecer el eficiente conocimiento de las funciones, procedimientos y tareas
102
inherentes al adiestramiento, haciéndose entre otras cosas, una prueba de todos los
conocimientos adquiridos durante el proceso de instrucción.
Etapa III: Aumentar la capacidad de la mezcla vitamínica, mediante transportes
neumáticos, tanques de almacenamiento, dispositivos de producción.
Con esta etapa se pretende la implementación de las mejores prácticas y la
disposición de información confiable y oportuna desde el departamento de ingeniería
hasta la gerencia de producción. De acuerdo a los estudiado en el diagnostico de la
situación actual donde se observo que los trabajadores realizan exceso de
movimientos, para efectuar la producción de la mezcla vitamínica, el espacio del área
es reducido y es ocupado por todo los sacos colocados en paletas, afectando la
capacidad en el proceso de producción. Por la antes expuesto se propone minimizar
los movimientos y eliminar la colocación de sacos en paletas el proceso de
producción. Por ello, se muestra a continuación la figura 16, que establece el nuevo
diseño del mezclado de las vitaminas.
3er PISO
2do PISO
1er PISO
LINEA 1 LINEA 3
LINEA 2
Dosificador automático
VÁLVULA DE DESVIO AUTOMÁTICO
INGREDIENTES MENORES VACIADOMANUAL
TANQUE BUFFERCapacidad 500Kg
FiltroAvena Fortificada
FiltroCrema de arroz
Sacos por batch 10Sacos por turno 86Tiempo de operación 18 minFlujo 43 sacos/hora = 1075 Kg/h
Capacidad nominalde mezclado 18 min/batch
Tiempo de mezclado 4 minflujo de 397 Kg/h
PRODUCCION DE AVENA FORTIFICADA 800 G.
PRODUCCION DE CREMA DE ARROZ
Cierre automático conectadaa la válvula de desvio.
PRODUCCION DE AVENA FORTIFICADA 400 G.
Figura 16. Flujograma de la Propuesta
103
El proyecto consiste en la fabricación y montaje de tolva y tornillos para la
automatización del mezclado de vitaminas, que luego serán dosificados en
mezcladores de la avena y crema de arroz.
El proceso comienza con la rotura de sacos en planta baja de fosfato o carbonato,
dependiendo del producto a producir, Avena o Crema de Arroz, es decir son
excluyentes, la materia prima es transportada neumáticamente a dos filtros de
impacto, uno por producto, los cuales uno se encuentra trabajando con el sistema
actual y el segundo será recuperado de la misma instalaciones de la empresa, luego es
dosificado al mezclador y la cantidad es controlado mediante celdas de carga, los
ingredientes menores los dosificara manualmente el operador y luego dará la
confirmación al sistema mediante un panel de operación.
Luego de mezclado el producto vitamínica es descargado a una tolva, para dejar
libre el mezclador para el siguiente batcth, que es transportado mediante tornillos
sinfines a tolvas pulmones previo a los mezcladores finales con la avena o crema de
arroz, esta dosificación se realiza mediante tornillos y el nivel es controlado mediante
interruptores de nivel, buscando mantener un nivel constante para evitar variaciones
en las cantidades a dosificar.
Si comparamos el diagrama de proceso actual con el propuesto, se puede observar
que se eliminan los excesos de los movimientos de los operarios y los tiempos de
producción de la mezcla vitamínica se reducen en un 46,5%, por ende aumentando la
capacidad para la producción de en cada uno de los turnos. A continuación se
presenta la figura 17, donde se observa el diagrama de proceso propuesto para las
mezclas vitamínicas.
104

Operación : PROCESO DE PRODUCCION DE MEZCLA VITAMINICA DE AVENA FORTIFICADA Y CREMA DE ARROZ
Página: 1 de 1 Metodo Actual: Metodo Propuesto: Fecha: 03/10/2011
Dist. ( M )
150
150
Inspección de calidad a la mezcla vitaminica
Almacennar automatica en los tanques acumuladores
Transferenciasde automatica a los dosificadores5
Mezclar la vitaminas con el producto final
Diagrama de flujo de proceso (Operativo)
Evento Simbolo del EventoTiempo ( min )
Recomendación del metodo
Buscar los ingredientes en el almacén10
Pesada de los ingredientes15
Vaciado de los ingredientes en la tolva45
Llevar los ingrediente al puesto de trabajo5
Almacenar los ingredientes5
60
15
Proceso de mezclado de la vitamina25
5
15
Transportes 3 30 305Almacenamientos 2 65 0
Operaciones 4 100 0Inspecciones 1 5 0
ResumenEvento Numero Tiempo Distancia
Figura 17. Diagrama de Flujo del Proceso de las Premezclas Vitamínicas
Por otra parte, se presenta además otras figuras basada en la ubicación isométrica
de los equipos adscritos al nuevo modelo, así como la propuesta del layout de dicha
ubicación en la infraestructura de la Empresa Alimentos Polar Planta Valencia
Cereales, ubicada en Valencia, Estado Carabobo (Ver figura 18 y 19).
105

Figura 18. Ubicación Isométrica de los Equipos
Figura 19. Propuesta del Layout de los Equipos en la Infraestructura del área.
106

Factibilidad de la Propuesta
En todo proyecto es necesaria la aplicación del estudio de factibilidad, el cual
consiste en determinar si el proyecto es beneficioso y si se puede llevar a cabo con los
recursos financieros planteados, de este modo se tomará la decisión de invertir o no
en el proyecto, mejora el proceso de producción de la mezcla vitamínica, con el fin de
mejorar la capacidad productiva de la avena y crema de arroz, también es importante
mencionar que para este estudio se tomaran en consideración tres tipos de
perspectivas factibles las cuales se presentan a continuación.
Factibilidad Operativa
Dicha propuesta, se va a realizar con el personal técnico de los Departamentos de
Ingeniería, Control de Proceso, Eléctrico y Mecánico, el cual está capacitado para
instalar y evaluar los equipos y dispositivos seleccionados, solo se necesita una breve
instrucción sobre el uso y manipulación de los equipos al personal operador. Además,
con este recurso humano se permite acoplar todas las iniciativas de mejoras que
puedan realizarse en el área, en donde se obtendrán resultados como son los costos de
operatividad, ya que son importantes para una mayor eficiencia del equipo de trabajo.
Vale destacar que, poner en práctica esta propuesta va a depender del
Departamento de Control de Proceso, siendo su seguimiento responsabilidad conjunta
de los individuos adscritos al mismo, a fin de lograr los objetivos planteados, dando
la respectiva instrucción para su aplicación, lo cual lleva rápida y adecuadamente, al
manejo de los equipos, en lo específico, en cuanto a su manejo y mantenimiento.
Factibilidad Técnica
Desde el punto de vista técnico la presente propuesta es factible, ya que la
Empresa Alimentos Polar Planta Valencia Cereales, ubicada en Valencia, Estado
Carabobo, cuenta con un Departamento de Ingeniería de Proyectos y con personal
técnico (electricista y mecánicos) cuya capacidad abarca la instalación de dicho
107

sistema, asegurando el buen funcionamiento y uso de los equipos, garantizando
además, la calidad del producto final. Es importante destacar, que con la propuesta
existirá un ahorro considerable en cuanto a utilización de materiales y mantenimiento,
así como de la continuidad operativa en el proceso de producción de la avena y crema
de arroz al tener menos paradas, obteniendo así resultados importantes para una mejor
eficiencia y productividad.
Factibilidad Económica
La factibilidad económica en este proyecto, tiene que ver con la finalidad de
conceder recursos para la alternativa de inversión. En esta fase de evaluación, se
analiza la decisión de invertir y se destaca, únicamente, en los recursos
comprometidos por la Empresa Alimentos Polar Planta Valencia Cereales. Por tal
motivo, este proyecto se va evaluar bajo un criterio costo – beneficio, el cual consiste
en el balance de los costos con el beneficio económico que generaría el aplicar dicha
propuesta.
Es de señalar, que se debe tomar en cuenta que la referida empresa, estaría no sólo
aumentando los rendimientos en producción, sino que también estaría dando
cumplimiento a la política de calidad y al mejoramiento continuo, garantizando la
satisfacción de los clientes y los consumidores, mediante la innovación y mejora
continua de sus procesos, reflejándose esto, en la calidad de los productos y los
servicios ofertados. De allí que, el criterio uno (1) de evaluación, debe cumplirse para
que la propuesta cumpla con el estudio de factibilidad; es decir:
B /C > 1 Se acepta el proyecto.
B /C = 1 Es indiferente.
B /C < 1 Se rechaza el proyecto.
Por otra parte, se debe tener en cuenta que la inversión son los gastos
representados por el investigador para evaluar la problemática planteada
108
anteriormente, los cuales resultan del estudio de las paradas. Asimismo, los costos
que estas representan en el proceso, se representan en los presupuestos emitidos para
la selección de los transportes neumáticos, los tanques de almacenamiento y los
dispositivos, así como los requerimientos para su instalación en el proceso de
producción de la mezcla vitamínica y los costos de los materiales emitidos por
cotizaciones internas de la empresa, con el objetivo de llevar a cabo la propuesta.
En resumen, con el análisis costo – beneficio se determina la conveniencia de un
proyecto mediante la enumeración y valoración posterior, en términos monetarios de
todos los costos y beneficios derivados directa e indirectamente de dicho proyecto,
evaluándose de esta forma, el impacto financiero de implantación de la propuesta. En
todo caso, se deben tomar en consideración los siguientes aspectos:
Inversión Inicial: Son los costos necesarios para la implantación de la propuesta y
están representados por los costos que corresponden a los aspectos requeridos para su
desarrollo; el total de la inversión ascendió a Bs. 1.171.038,00 (ver cuadro 30).
Beneficios: El cálculo por aumento de la capacidad en el desarrollo de la
propuesta, producto del estudio fue de Bs. 158.292,00 mensual. Al multiplicar el
beneficio mensual por doce (12) meses, resultó un beneficio anual de Bs.
1.899.504,00.
Adicionalmente, se tiene otro beneficio que es la eliminación los sacos de papel en
la receta de formulación, que tienen un costo de Bs. 15.780,00 mes x 12 = Bs.
189.360,00
Cuadro 30
109
Inversión Inicial
Descripción CantidadCosto Unitario
(BsF)Costo Total
(BsF)
Tolvas y Tornillos 2 253.420 506.840
Tableros, Materiales y Accesorios Eléctricos
1 174.526 174.526
Instalación Mecánica 1 169.266 169.266
Instalación Eléctrica 1 208.806 208.806
Programación 1 111.600 111.600
TOTAL 1.171.038
Total de los Beneficios: Se obtienen de la suma del aumento de la capacidad (>%
Eficiencia) = Bs. 1.899.504,00 y del horro por eliminación de los sacos de papel = Bs.
189.360,00. Por tanto, los beneficios totales de la propuesta arrojaron como resultado
Bs. 2.088.864,00.
Indicadores de Rentabilidad: A través de los indicadores de rentabilidad se pudo
determinar que tan beneficioso o atractivo es el proyecto, justificándose y
realizándose la inversión necesaria para su ejecución. Por lo demás, para evaluar la
rentabilidad de la propuesta se determinó lo siguiente:
Relación Costo – Beneficio: Por medio de este indicador se pudo definir la
factibilidad de la propuesta. En la relación costo beneficio (Rb/c), para el cual se aplica
un criterio de aceptación para el proyecto donde b/c > 1 tiene las ventajas que vienen
dadas por el beneficio o ingreso que se traduce en dinero y los costos que serán gastos
para la ejecución del proyecto.
Así, entonces:
110

Donde:
Rb/c = Relación Beneficio / Costo
b = Beneficio (Ingresos): Bs. 2.088.864,00
c = Costos (Inversión Inicial): Bs. 1.171.038,00
Sustituyendo los valores en la formula descrita en la página anterior:
Bs. 2.088.864,00
Bs. 1.171.038,001,784=
Bs. 2.088.864,00
Bs. 1.171.038,001,784=Bs. 2.088.864,00
Bs. 1.171.038,001,784=
c
bR
cb
Rb/c = 1,784 > 1; por tanto, con esta relación se acepta el proyecto, lo cual significa
que por cada bolívar invertido, se obtienen Bs. 1,784.
Tiempo de Retorno de Inversión (TRI): Este indicador mide el tiempo requerido
para recuperar la inversión realizada para la propuesta, tomando en consideración los
ahorros obtenidos (relación costo-beneficio). Corresponde al tiempo necesario para
comenzar a recuperar el monto inicial de una inversión de capital. En este
procedimiento se calcula el tiempo que se tomaría para lograr el flujo de caja positivo
igual a la inversión total, para lo cual se utilizó la siguiente fórmula:
mesesmesesxBs
Bsmesesx
b
cTRI 83,012
68,096.415
00,624.2812 mesesmesesx
Bs
Bsmesesx
b
cTRI 83,012
68,096.415
00,624.2812 mesesmesesx
Bs
Bsmesesx
b
cTRI 83,012
68,096.415
00,624.2812 Bs. 1.171.038,00
Bs. 2.088.864,006,727
Este resultado indica, que el tiempo de recuperación de capital será a los 6,727
meses de ejecutarse la propuesta.
Tasa Interna de Retorno (TIR): La TIR, es aquella tasa que al utilizarla para
descontar los flujos futuros de ingresos netos, hace que el Valor Presente Neto de la
inversión sea igual a cero, es decir, es el crédito de descuento que iguala el valor
actual de los egresos con el valor futuro de los ingresos previstos, y se utiliza para
decidir sobre la aceptación o rechazo de un proyecto de inversión. Para ello, la TIR se
comparará con la tasa activa del Banco Central de Venezuela (BCV).
111
Visto de eta forma, si la tasa de rendimiento del proyecto expresada por la TIR
supera la tasa del BCV, se acepta; en caso contrario, se le rechaza. Esto quiere decir
que es un indicador para establecer la rentabilidad de un proyecto.
Inversión Inicial: Bs. 1.171.038,00
Beneficio Mensual: Bs. 174.072,00
Beneficio Anual: Bs. 2.088.864,00
1 2 3 4 5 6 7 8 9 10 11 12 (n)
Meses
1.171.038
Figura 20. Diagrama de Flujo para Calcular el TIR
Donde:
A = anualidad o serie uniforme, que en este caso corresponde al beneficio mensual, es
decir, A = Bs. 174.072,00 mensual.
Luego con los valores obtenidos de las tablas de interés (ver anexo G y H)
compuesto entre el diecinueve por ciento (19%) y el veinte por ciento (20%), se
obtienen los siguientes valores:
Con 19% de interés compuesto, resulta:
Donde P/A = conociendo el valor de la anualidad calcular un valor presente
P = A (P/A,i,n) x (P/F,i,n)
P =174.072 x (P/A, 19%, 12)+ 2.088.864 x (P/F,19%,12)
1.171.038=174.072 x (6,6105)+ 2.088.864 x (0,1240)
1.171.038 = 1.409.722,092
0 = 1.409.722,092- 1.171.038
0 = 238.684
112
A

Con 20% de interés compuesto, resulta:
P = A (P/A,i,n) x (P/F,i,n)
Donde P/A = conociendo el valor de la anualidad calcular un valor presente
P =174.072 x (P/A,20%,12)+ 2.088.864 x (P/F,20%,12)
1.171.038=174.072 x (4,4392)+ 2.088.864 x (0,1122)
1.171.038 = 1.007.110,963
0 = 1.007.110,963-1.171.038
0 = -163.927
Interpolando estos resultados:
238.684 19%
a = 0 c = i
- 163.927 20%
El resultado del cálculo de la tasa interna de retorno, corrobora definitivamente, la
casi inmediata recuperación de la inversión propuesta en la investigación para la
solución de la problemática existente, ya que el beneficio supera el gasto inicial para
implementar la propuesta. Por tal motivo, comparando la TIR, con la tasa activa
preferencial del BCV (ver anexo I), la cual es de 18,28%, se concluye que es
totalmente rentable.
Valor Actual Neto (VAN): El VAN es una medida de los excesos o pérdidas en los
flujos de caja, todo llevado al valor presente, es decir, el valor real del dinero cambia
con el tiempo. Por esta razón, es una de las metodologías estándar que se utilizan para
la evaluación de proyectos.
El VAN o NPV (de las siglas en inglés Net Present Value), en términos
matemáticos, es equivalente a la sumatoria, con n desde 0 hasta N (el número de
períodos), de (In-Eg)/(1+i)n, con In representando a los ingresos; Eg los egresos e, i
113
como el interés, considerado para efectos de cálculo como un valor fijo. En este
sentido, si el VAN es mayor a cero (0), quiere decir que la inversión deja ganancias,
si es igual a cero (0), entonces se está en el punto de equilibrio y no se producirá
pérdidas ni ganancias, y si el VAN es menor que cero (0), quiere decir que la
inversión va a dar como resultado pérdidas.
Inversión Inicial: Bs. 1.171.038,00
Beneficio Anual: Bs. 2.088.864,00
Interés de BCV: 18,28% ≈ 18%
1 2 3 4 5 6 7 8 9 10 11 12 (n)
Meses
1.171.038
Figura 21. Diagrama de Flujo para Calcular el VAN
Donde:
VAN = - P+Fx(P/F,18%,7)
VAN = - P+2.088.864x(P/F,18%,7)
Luego con los valores obtenidos de las tablas de interés compuesto para 18% (ver
Anexos G-3), se obtienen los siguientes valores:
VAN = -1.171.038+2.088.864x(0,3139)
VAN = -1.171.038+1.490.056,32
VAN = 319.018,32 Bs./Año
VAN > 0; que significa que la inversión deja ganancias a la empresa.
Punto de Equilibrio: Es el nivel de ventas que permite cubrir los costos, tanto fijos
como variables, dicho de manera más simple, es el punto en el cual la empresa no
gana ni pierde, es decir, su beneficio es igual a cero. Por tanto, si el punto de
equilibrio determina el momento en el que las ventas cubren exactamente los costos,
entonces, un aumento en el nivel de ventas por encima del nivel del punto de
114
A
equilibrio, nos dará como resultado algún tipo de beneficio positivo; por el contrario,
una disminución ocasionará pérdidas.
Este cálculo es útil, al comienzo para conocer el nivel mínimo de ventas a fin de
obtener beneficios y recuperar la inversión. Una vez en marcha el emprendimiento, se
puede saber si el nivel de ventas alcanza para cubrir costos, y de no ser así, se podría
realizar cualquier modificación que sea conveniente para incrementar las ventas.
Punto de Equilibrio→Ingreso Ventas = Costos Totales
Ingreso de Ventas (Iv) = Unidades (n)xPrecio de Ventas (Pv)
Costos Totales (Ct) = Costos Fijos (Cf)+Costos Variables (Cv)
En otras palabras,
Pto E = Iv = CT
Pvxn = CF+CV
n = CF+CV/Pv
Costo Promedio de una Ton = Bs. 7.696,62
Costos Fijos = Bs. 41.709,2 al mes.
Costos Variables = Bs. 61.289,81 mes.
Cuadro 31
Costos Fijos y Costos Variables
Descripción de los Costos Fijos Descripción de los Costos Variables
Mano de Obra Directa Bs. 40.577,40 Materiales/Insumos Bs. 60.860,61
Depreciación Bs. 1.131,80 Energía Bs. 429,20
Total de los Cf Bs. 41.709,20 Total de los Cv Bs. 61.289,81
Departamento de Gestión de Negocios de la Empresa, (2011)
115
IV = Bs. 207.808,74 al mes
CT = 41.709,20 + 61.289,81 → CT = Bs. 102.999,01
PV * N = CF + CV
N = CF+CV / PV = Bs. 102.999,01 / Bs. 7.696,62 = 13,38 Ton
IV = CT
Representado Gráficamente el Punto de Equilibrio (Pto. E), resulta:
Bs F IV
CV=61.289,81
IV= 102.999,01
102.999,01 CT
41.709,2 ___ CF
Unidades n = 13,38
Gráfico 13. Punto de Equilibrio
Los cálculos debidamente graficados, explican que para alcanzar el punto de
equilibrio, la empresa cuando vende 13,38 ton (Bsf. 102.999,01) cubren los costos
totales de la producción, y es donde la empresa ni gana ni pierde dinero.
116