Embed Size (px)
Citation preview

Primjena CNC automata za zavarivanje čeličnih naplataka plazma postupkom 1
1. UVOD
1.1 PODJELA POSTUPAKA ZAVARIVANJA
Prema načinu ostvarivanja zavarenog spoja, postoje postupci zavarivanja taljenjem (slika 1.1)
i postupci zavarivanja pritiskom (slika 1.2).
ZAVARIVANJE TALJENJEM
PLINSKO ZAVARIVANJE ELEKTROLUČNO
ZAVARIVANJE
ZAVARIVANJE ELEKTRONSKIM
MLAZOM ZAVARIVANJE
PLAZMOM
ELEKTROLUČNO
ZAVARIVANJE POD TROSKOM
ALUMINOTERMIJSKO ZAVARIVANJE LJEVAČKO
ZAVARIVANJE ZAVARIVANJE LASEROM
TALJIVOM ELEKTRODOM NETALJIVOM ELEKTRODOM
OBOLOŽENOM ELEKTRODOM POD PRAŠKOM
EPP PRAŠKOM PUNJENIM ŽICAMA POD ZAŠTITOM
PLINOVA RUČNO
REL GRAVITACIJSKO I KONTAKTNO
POD LETVOM
INERTNI PLINOVI TIG I MIG AKTIVNI
PLINOVI MAG
Slika 1.1 Podjela postupaka zavarivanja taljenjem
ZAVARIVANJE PRITISKOM
KOVAČKO ZAVARIVANJ
E
PLINSKO ZAVARIVANJ
E
ALUMINOTERMIJSKO ZAVARIVANJE ELEKTROOTPORN
O ZAVARIVANJE
DIFUZIJSKO
ZAVARIVANJE INDUKCIJSKO ZAVARIVANJE
HLADNO ZAVARIVANJE ZAVARIVANJE
TRENJEM
ZAVARIVANJE ULTRAZVUKOM
ZAVARIVANJE ROTIRAJUĆIM
LUKOM
ZAVARIVANJE EKSPLOZIJOM
PREKLOPNI SPOJEVI SUČELJENI SPOJEVI
TOČKASTO ŠAVNO BRADAVIČASTO EO
ZAVARIVANJE PRITISKOM
EO
ZAVARIVANJE ISKRENJEM
Slika 1.2 Podjela postupaka zavarivanja pritiskom

Primjena CNC automata za zavarivanje čeličnih naplataka plazma postupkom 2
1.2 OPĆENITO O PLAZMI
Prva tri agregatna stanja su kruto, tekuće i plinovito. Primjeri za to su led, voda i para. Ako se
plinu nastavi dovoditi energija on prelazi u četvrto agregatno stanje ili plazmu (slika 1.3).
Ionizacija plinova proizvodi slobodne negativne čestice ili elektrone i pozitivne ione u
atomima plina. Time plin postaje električni vodič i struja može poteći. Takvo stanje plina zove se
plazma.
Ionizacija plinova može se izvesti na različite načine. Plazma rezanje postiže se ionizacijom
kod visokih temperatura plina pri čemu električna struja grije plinski mlaz.
Primjer gdje se plazma susreće u prirodi je munja. Zbog različitog električnog naboja oblaka
nastaju vrlo visoki naponi koji se prazne kroz kratkotrajne munje uz visoke struje. To se
omogućava ionizacijom zraka ili plazmom. Razlika prirodne plazme u odnosu na plazmu za
zavarivanje i rezanje je u tome što se u slučaju plazme u gorioniku cijeli proces izvodi
kontrolirano.
Slika 1.3 Shematski prikaz plazme kao četvrtog agregatnog stanja
Plazma
Plinovito
Tekuće Energija
Čvrsto

Primjena CNC automata za zavarivanje čeličnih naplataka plazma postupkom 3
1.3 REZANJE PLAZMOM
Rezanje plazmom je postupak koji iskorištava optimirani otvor sapnice kako bi se ionizirani
plin visoke temperature jako koncentrirao i priveo ga izratku kojeg želimo rezati. Taj jako
koncentrirani mlaz plazme služi istovremeno za taljenje materijala i za ispuhivanje rastaljenog
metala iz reza. Upotrebljava se za rezanje električki vodljivih materijala. Mlaz plazme topi
metal, a brzi plin ga izbacuje iz rezne fuge.
Izbor odgovarajućih plinova je vrlo važan kako bi se postigao najveći učinak za dobivanje
kvalitetnog reza.
Plazma plin naziva se još i plin za rezanje. Kod postupka rezanja plazmom ionizirani plin
izlazi kroz sapnicu. Primjer plina za rezanje je kisik, dušik ili mješavina argon-vodik-zrak.
Sekundarni plin oplakuje električni luk, podupire stezanje luka, pripomaže kod hlađenja i ima
znatan učinak na kvalitetu reza. Primjeri sekundarnog plina su zrak-zrak/metan, dušik/kisik-
dušik, metan, CO2
elektroda Sapnica Plazma plin Sekundarni plin Zaštitna kapa Izradak
Slika 1.4 Prikaz sapnice za rezanje plazmom

Primjena CNC automata za zavarivanje čeličnih naplataka plazma postupkom 4
1.4 ZAVARIVANJE PLAZMOM [1]
Kako je ranije opisano porastom tlaka plina koji prolazi električnim lukom stvaraju se uvjeti
za nastanak plazme. Mlaz plazme je mlaz vrućih plinova koji na površini predmeta proizvodi
koncentriranu gustoću snage do 500 W/mm2. U plinu koji prolazi električnim lukom dolazi do
disocijacije i ionizacije zbog energije električnog luka. Temperatura u električnom luku vrlo je
visoka jer je električni luk oblikom sapnice koncentriran na usko područje. Plin pretvoren u
plazmu nakon izlaska iz sapnice koju napušta velikom brzinom, vraća se u stabilno stanje,
prenoseći energiju preuzetu iz električnog luka na osnovni materijal.
Za stvaranje plazme (slika 1.5) električni luk se uspostavlja između W elektrode (″-″pol) i
osnovnog materijala (preneseni luk) i između W elektrode i hlađenih usta sapnice pištolja
(nepreneseni luk). Postupak plazma zavarivanja prenesenim lukom sličan je zavarivanju
netaljivom elektrodom, ali je električni luk znatno uži, bolji je prijenos topline, veća penetracija i
brzina zavarivanja. Plazma zavarivanjem neprenesenim lukom toplina se na zavareni dio prenosi
samo plazmom, a velika je prednost što zavarivani komad nije uključen u strujni krug i ne mora
biti električni vodič.
Slika 1.5 Shematski prikaz plazme sa prenesenim a) i neprenesenim lukom b) na osnovni
materijal
Uređaj za plazma zavarivanje čini izvor struje, boca plazmenog i zaštitnog plina i plazma
pištolj. Izvor struje uglavnom je istosmjerni sa strmom padajućom statičkom karakteristikom i

Primjena CNC automata za zavarivanje čeličnih naplataka plazma postupkom 5
vrlo visokim naponom (100-400V) potrebnim za namještanje električnog luka na povišenom
tlaku.
Plazma pištolj sličan je onome za TIG zavarivanje, ali je W elektroda uvučena u sapnicu, te
ima kanal za plazmeni plin i sustav za hlađenje vodom. Tijekom vodenog hlađenja stupa
električnog luka u otvoru dolazi do suženja luka, pojačava se gustoća snage mlaza plazme i
temperatura poraste na 10000-20000 K. U usporedbi s otvorenim električnim lukom kod TIG
postupka zavarivanja mlaz plazme daje bolji prijenos topline, veću brzinu zavarivanja i dublju
penetraciju. Koncentrirani mlaz vrućih plazmenih plinova tali osnovni materijal i oblikuje talinu
zavarenog spoja.
Ovaj postupak zavarivanja provodi se bez dodatnog materijala (protaljivanje spajanih rubova)
ili uz dodatni materijal (žica). Za plazma zavarivanje koriste se plazmeni i zaštitni plinovi.
Plazmeni plinovi su uglavnom argon, vodik, dušik, helij ili njihove mješavine. U novije vrijeme
sve više se koriste plazma uređaji koji kao zaštitni plin koriste zrak, ali je u tom slučaju elektroda
od cirkonija i drugačijeg je oblika. Kao zaštitni plin koriste se argon, helij ili njihove mješavine,
ponekad uz dodatak male količine nekih aktivnih plinova.
Kod plazma postupka zavarivanja koriste se tehnika taljenja i tehnika protaljivanja. Kod
tehnike taljenja materijal se topi kao kod TIG zavarivanja, npr. kod vrlo tankih limova, višeslojnih
i kutnih spojeva. Kod tehnike protaljivanja (slika 1.6) plazmeni mlaz protaljuje čitavu debljinu
osnovnog materijala (obično 1,5-12 mm) stvarajući u materijalu otvor oblika ključanice, a
zavareni spoj nastaje tako što rastaljeni materijal zbog površinske napetosti zatvara taj otvor.
Ovom tehnikom mogu se u jednom prolazu zavarivati Al legure debljine do 12 mm, nije potrebno
skošavanje rubova, može se raditi ručno ili mehanizirano u svim položajima zavarivanja.
Iako se ovaj postupak ne koristi za zavarivanje svih materijala, treba naglasiti da je pogodan
praktički za sve tehničke materijale. Plazma postupkom najčešće se zavaruju visokolegirani čelici
i Ti legure. Budući da su prisutne visoke gustoće snage, materijal se u blizini zavarenog spoja
slabo zagrijava, pa su i deformacije minimalne. Zavareni spoj priprema se kao sučeljeni. Pri

Primjena CNC automata za zavarivanje čeličnih naplataka plazma postupkom 6
zavarivanju Ti legura od oksidacije je nužno štititi zagrijano područje iza i ispod zavara
(upuhivanjem mješavine argona i 25-50% He).
Slika 1.6 Shematski prikaz principa zavarivanja mlazom plazme sa stvaranjem ključanice
Zavarivanje plazmom koristi se za materijale prosječne debljine veće od 2,5 mm. Korištenjem
tzv. mikroplazma postupka (struja 0,05-50 A, impulsni luk frekvencije 1-10 kHz) mogu se
zavarivati tanke folije i limovi 0,05-2,5mm). Mikroplazma se dosta primjenjuje u proizvodnji
medicinske i optičke opreme, te za izradu nakita. Zavarivanje plazmom se uglavnom koristi za
zavarivanje tanjih materijala i mehanizirano zavarivanje. Vrlo tanki limovi i folije mogu se
zavarivati i ručno (strujama jakosti nekoliko A). Za zavarivanje tankih limova električni luk se
zatvara preko sapnice, a prema van struji samo užarena plazma. To je posebno pogodno za ručno
zavarivanje, jer se udaljavanjem od zavarivanog predmeta ne prekida električni luk.
W elektroda u pravilu se spaja na ″-″ pol istosmjerne struje koji je hladniji od ″+″ pola. Pri
strujama višim od 100 A i spoju elektrode na ″-″ polu brzo bi došlo do oštećenja elektrode. Za
zavarivanje aluminija i magnezija elektroda se priključuje na ″+″ pol, ali se u tom slučaju
elektroda brže troši i oštećuje.

Primjena CNC automata za zavarivanje čeličnih naplataka plazma postupkom 7
Dobre strane zavarivanja plazmom su: razmak između pištolja i osnovnog materijala nije
kritična veličina, električni luk je stabilan, velika brzina zavarivanja. Duboko i potpuno
protaljivanje u jednom prolazu i uska zona utjecaja topline.
Loše strane zavarivanja plazmom su: velika osjetljivost plazma pištolja u usporedbi s TIG
pištoljem, pištolj se mora hladiti vodom (pripremljena voda bez kamenca) i nužno je vrlo točno
održavanje razmaka između vrha elektrode i sapnice.

Primjena CNC automata za zavarivanje čeličnih naplataka plazma postupkom 8
2. PROIZVODNJA NAPLATAKA
2.1 OPIS I PRIMJENA NAPLATAKA
Naplatci koji će biti opisani u ovom radu imaju raznoliku primjenu i proizvode se ovisno o
njihovoj namjeni u velikom rasponu dimenzija, od 4.00″ do 20.00″. Navedeni naplatci se
primjenjuju kod:
1. strojeva za hortikulturu i uređivanje zelenih površina, dimenzije naplataka od 4.00″
do 20.00″ (Slika 2.1),
2. kod raznih vrsta kolica, dimenzija naplataka od 4.00″ do 10.00″ (Slika 2.2),
3. strojeva za agrikulturu, sijačica i sl. (slika 2.3),
4. raznih terenskih vozila, dimenzije naplataka od 6.00″ do 12.00″ (slika 2.4),
5. prikolica, kamp kučica, statičnih stambenih prikolica (″static caravan″), prikolica
za stoku, dimenzija 8.00″ do 15.00″ (slika 2.5),
6. lakih građevinskih strojeva za iskope i prijevoz zemlje, viljuškara i slično,
dimenzija 10.00″ do 20.00″ (slika 2.6).
Slika 2.1 Primjer primjene naplataka kod vozila za hortikulturu i uređivanje travnjaka
Slika 2.2 Primjer primjene naplataka kod raznih vrsta kolica

Primjena CNC automata za zavarivanje čeličnih naplataka plazma postupkom 9
Slika 2.3 Primjer primjene naplataka kod raznih poljoprivrednih strojeva
Slika 2.4 Primjer primjene naplataka kod raznih terenskih vozila
Slika 2.5 Primjer primjene naplataka kod raznih vrsta prikolica
Slika 2.6 Primjer primjene naplataka kod manjih građevinskih strojeva

Primjena CNC automata za zavarivanje čeličnih naplataka plazma postupkom 10
Općenito se može reći da je proizvodnja naplataka prilagodljiva zahtjevima kupaca i prema
potrebi za vozila specifične namjene, kao što su sportski naplatci za ford formulu, cartring, i sl.
(slika 2.7).
Slika 2.7 Primjer primjene naplataka kod vozila za specijalne namjene

Primjena CNC automata za zavarivanje čeličnih naplataka plazma postupkom 11
2.2 MATERIJAL ZA PROIZVODNJU NAPLATAKA
Najčešće primjenjivani materijal u proizvodnji svih dijelova i vrsta naplataka pa tako i
plašteva je toplo valjani čelik oznake DD11 prema EN 10111. Može se zahtijevati nauljeni ili ne,
ali uglavnom se upotrebljava nauljeni. U slučaju da lim nije isporučen kao nauljeni, što se nekad
zahtijeva za proizvodnju nekih vrsta diskova, tada se nakon sječenja lima, trake odvoze na
pjeskarenje pa tek nakon te operacije lim ide dalje u proizvodnju. Mehanička i kemijska
svojstva navedenih materijala propisani su normom EN 10111, a tolerancije mjera i debljina EN
10051. U tablici 2.1 nalazi se prikaz usporednih oznaka prema nekim drugim standardima, a u
tablici 2.2 kemijski sastav i mehanička svojstva navedenog, ali i nekih materijala koji se također
nekada primjenjuju u proizvodnji naplataka.
Tablica 2.1 Usporedne oznake čelika primjenjivanih u proizvodnji naplataka
Njemačka Velika Britanija Italija USA Japan HRNEN 10111
(98) W.Nr. DIN1614/2 (98) BS 1449/1 UNI 5867
(73) ASTM
(96) JISG3131
(96)
DD10 - - HR4 FeP10 -
DD11 1.0332 StW22 HR3 FeP11 A569 HRCQ SPHC Č0146
DD12 1.0398 RRStW23 HR2 FeP12 A621 HRDQ SPHD
DD13 1.0335 StW24 HR1 FeP13 A622HRDQSK SPHE
DD14 1.0389 - - -
Tablica 2.2 Kemijski sastav i mehanička svojstva čelika primjenjivanih u proizvodnji naplataka
Kemijski sastav Mehanička svojstvaC Mn P S Re Rm Oznaka
materijala ≤% ≤% ≤% ≤% MPa MPa
DD10 0,120 0,060 0,050 0,050 DD11 0,120 0,060 0,045 0,045 170-360 440 DD12 0,100 0,450 0,035 0,035 170-340 420 DD13 0,080 0,400 0,030 0,030 170-330 400 DD14 0,080 0,350 0,025 0,025 170-310 380

Primjena CNC automata za zavarivanje čeličnih naplataka plazma postupkom 12
2.3 OPIS TEHNOLOŠKOG PROCESA IZRADE ČELIČNIH NAPLATAKA
RAZLIČITIH OBLIKA I DIMENZIJA
Proizvodnja naplataka odvija se u nekoliko proizvodnih linija.
Na tzv. ″A″ proizvodnoj liniji proizvode se naplatci za razne vrste kolica. Shematski prikaz
proizvodnje na A liniji prikazan je na slici 2.8.
TEHNOLOŠKA OPERACIJA
RADNO MJESTO (ALAT)
Prvo oblikovanje
otpreska
Hidraulična preša 250t, alat za prvo
oblikovanje otpreska Opsijecanje otpreska
na potrebnu mjeru i utiskivanje žiga
Mehanička preša 160 t, alat za opsijecanje i
utiskivanje žiga Probijanje centralne
rupe i predsavijanje ruba otpreska TEHNOLOŠKA
OPERACIJA RADNO MJESTO
(ALAT)
Rezanje cijevi na potrebnu mjeru
Automatska pila za rezanje
Završno oblikovanje i konačno savijanje
ruba
Mehanička preša 125t, dupli alat, lijeva
strana alata za probijanje centralne rupe i predsavijanje,
desna strana za završno oblikovanje i
savijanje ruba otpreska
Uklanjanje oštrih rubova sa krajeva
cijevi
Alat za uklanjanje oštrih rubova
Probijanje rupe za ventil
Preša 25t, alat za probijanje rupe za
ventil
Zavarivanje polutki međusobno Zavarivanje cijevi sa prethodno zavarenim
polutkama
Aparati za MAG zavarivanje, okretne naprave za pozicioniranje
čišćenje, odmašćivanje i plastificiranje
naplataka Linija za čišćenje, odmaščivanje i plastificiranje
Postavljanje ležajeva, plastičnih čahura i
ventila ovisno o vrsti i namjeni naplataka te slaganje na drvene palete i umatanje folijom
Linija za sastavljanje i pakovanje naplataka
Slika 2.8 Shematski prikaz proizvodnje naplataka na A liniji

Primjena CNC automata za zavarivanje čeličnih naplataka plazma postupkom 13
Dimenzije navedenih naplataka su 2.50 x 8″. Proizvodnja se odvija tako da se na početku
proizvodne linije iz koluta lima debljine 1 mm (slika 2.10) na hidrauličnoj preši štancaju otpresci
(slika 2.11).
Slika 2.10 Materijal za proizvodnju polutki na A liniji
Slika 2.11 Početak proizvodnog procesa na A liniji

Primjena CNC automata za zavarivanje čeličnih naplataka plazma postupkom 14
Nakon te operacije na drugoj preši izvodi se opsijecanje otpresaka na potreban promjer i u isto
vrijeme sa istim alatom utiskivanje žiga koji se sastoji od dimenzije naplatka, naziva
proizvođača, datuma te maksimalnog tlaka koji može izdržati naplatak da ne dođe do pucanja.
Iza te operacije izvodi se probijanje centralne rupe i savijanje ruba otpreska na jednoj strani
duplog alata dok se na drugoj strani izvodi završno formiranje ruba i oblika otpreska. Na drugom
mjestu u proizvodnji režu se cijevi na potrebnu mjeru i obrađuju njeni rubovi koje kasnije
zajedno s polutkama dolaze do mjesta na kojem se zavaruju. Zavarivanje se obavlja
automatizirano aparatima za MAG zavarivanje. Zavarivanje se odvija u dvije faze. U prvoj
kabini se zavaruju međusobno polutke (slika 2.12 a), a zatim se u drugoj kabini u centralnu rupu
umeće cijev i zavaruje prvo sa jedne strane s polutkama, a zatim sa druge strane (slika 2.12 b).
Slika 2.12 a Zavarivanje polutki Slika 2.12 b Zavarivanje cijevi sa polutkama Kao zaštitni plin za zavarivanje upotrebljava se mješavina argona (82%) i CO2 (18%). Žica
za zavarivanje je u klasi SG2 prema DIN 8559. Nakon zavarivanja naplatci odlaze na liniju za
fosfatiranje i plastificiranje (slika 2.13). Na toj liniji naplatci se prvo mehanički čiste od
posljedica zavarivanja te se skidaju srhovi koji su eventualno ostali nakon oblikovanja na
prešama, zatim prolaze kroz komoru fosfatiranja gdje se uklanjaju masnoće, zatim ulaze u
kabinu gdje se nanosi boja i na kraju prolaze kroz peć za sušenje i pečenje boje. Tako obojane se
skidaju sa linije i stavljaju na palete.

Primjena CNC automata za zavarivanje čeličnih naplataka plazma postupkom 15
Slika 2.13 Linija za plastificiranje
Nakon plastificiranja izvodi se završno kompletiranje naplataka sa ležajevima koji su ovisno o
vrsti naplatka igličasti ili kuglasti. Igličasti ležajevi se postavljaju na sredinu cijevi, dok se na
krajeve postavljaju plastične čahure. Između kuglastih ležajeva koji se postavljaju na krajeve
cijevi postavlja se distancna cijev. Ako se na naplatke montiraju tubeles gume tada se izvodi i
postavljanje ventila. Neke vrste naplataka na krajevima cijevi imaju samo plastične čahure
umjesto ležajeva. Kada su kompletirani prema zahtjevima kupca naplatci se slažu na palete i
omataju folijom te se obilježavaju i odlažu na skladište (slika 2.14) te transportiraju kupcu.
Slika 2.14 Skladište gotovih naplataka
Na tzv. ″B″ proizvodnoj liniji se proizvode dvije vrste naplataka, sa centralnom cijevi tzv.
″static caravan″ (STC) i bez nje tzv. ″high speed″ (HS). Ovi se naplatci primjenjuju za brzine do
140 km/h. Shematski prikaz proizvodnje STC prikazan je na slici 2.15, a HS na slici 2.17.

Primjena CNC automata za zavarivanje čeličnih naplataka plazma postupkom 16
TEHNOLOŠKA OPERACIJA
RADNO MJESTO (ALAT)
Sječenje traka iz tabli
lima Škare za lim
Prosijecanje rondela
Mehanička preša 250t, alat za
prosijecanje rondela.
Prvo oblikovanje otpreska
Mehanička preša 160t, alat za prvo
oblikovanje otpreska
Opsijecanje na potrebnu mjeru i
probijanje centralne rupe
Mehanička preša 250 t, alat za opsijecanje i probijanje centralne
rupe
TEHNOLOŠKA OPERACIJA
RADNO MJESTO (ALAT)
Završno oblikovanje polutke i formiranje
centralne rupe
Hidraulička preša 160t, alat za završno oblikovanje otpreska
Rezanje cijevi na potrebnu mjeru
Automatska pila za rezanje
Završno oblikovanje ruba otpreska
Hidraulička preša 100t, alat za završno
oblikovanje ruba
Obrada krajeva cijevi CNC tokarilica
Probijanje rupe za ventil
Mehanička preša 63t, alat za probijanje
rupe ventila
Zavarivanje polutki međusobno Zavarivanje cijevi sa prethodno zavarenim
polutkama
Aparati za MAG zavarivanje, okretne naprave za pozicioniranje
čišćenje, odmašćivanje i plastificiranje naplataka Linija za čišćenje, odmašćivanje i plastificiranje
Postavljanje ležajeva te slaganje na drvene palete i umatanje folijom Linija za sastavljanje i pakovanje naplataka
Slika 2.15 Shematski prikaz proizvodnje STC naplataka na B liniji
Primjena CNC automata za zavarivanje čeličnih naplataka plazma postupkom 17
TEHNOLOŠKA OPERACIJA RADNO MJESTO (ALAT)
Sječenje traka iz tabli lima Škare za lim
Štancanje rondela Mehanička preša 250t, alat za štancanje rondela.
Prvo oblikovanje otpreska Mehanička preša 160t, alat za prvo oblikovanje otpreska
Opsijecanje na potrebnu mjeru i probijanje
centralne rupe Mehanička preša 250 t, alat za opsijecanje i
probijanje centralne rupe
Završno oblikovanje ruba polutke Hidraulička preša 100 t, alat za završno formiranje ruba
Probijanje rupe za ventil Mehanička preša 63t, alat za probijanje rupe ventila
Zavarivanje polutki Aparat za MAG zavarivanje, pozicioner
Probijanje rupa za vijke Hidraulička preša 160 t, alat za probijanje rupa
Utiskivanje žiga Hidraulička preša 160 t, alat za utiskivanje žiga
Probijanje centralne rupe Hidraulička preša 100 t, alat za probijanje centralne rupe
Prosijecanje otvora za mazalicu Mehanička preša 63t, alat za prosijecanje otvora za mazalicu
Utiskivanje zaštitnog žlijeba na obije
polutke naplatka Mehanička preša 63t, alat za prosijecanje
otvora za mazalicu
čišćenje, odmašćivanje i plastificiranje naplataka
Linija za čišćenje, odmaščivanje i plastificiranje
Postavljanje ležajeva te slaganje na drvene
palete i umatanje folijom Linija za sastavljanje i pakovanje naplataka
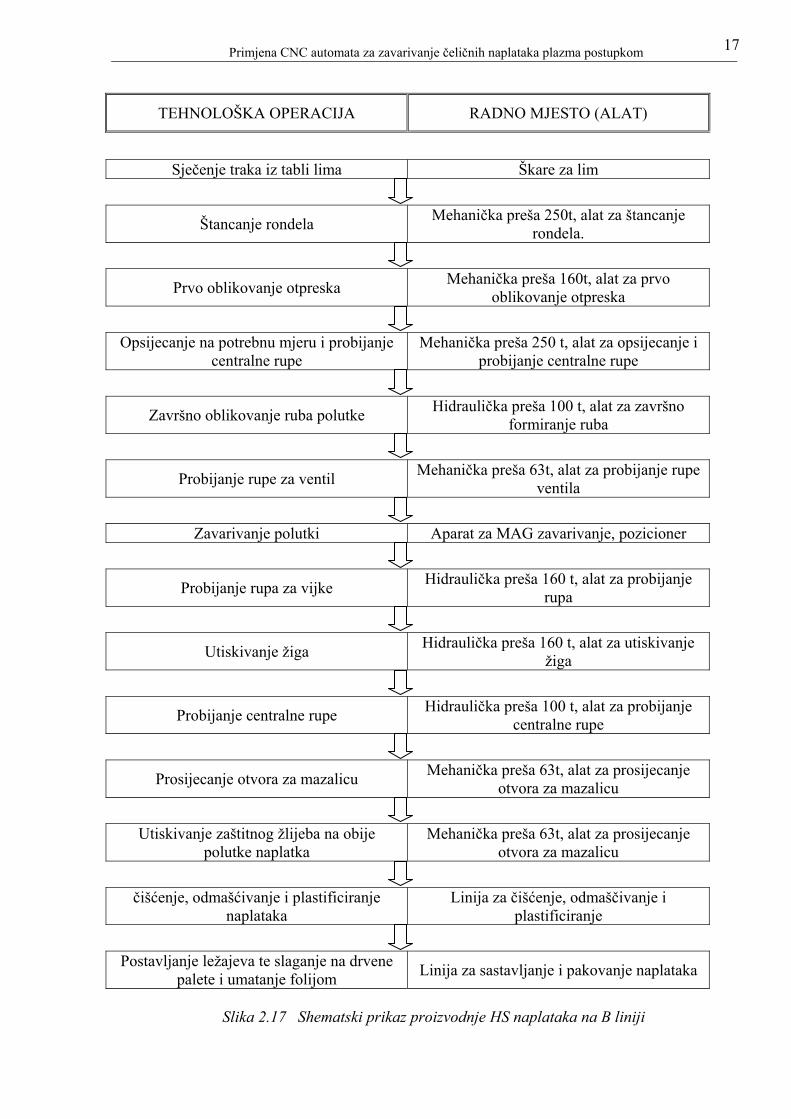
Slika 2.17 Shematski prikaz proizvodnje HS naplataka na B liniji
Primjena CNC automata za zavarivanje čeličnih naplataka plazma postupkom 18
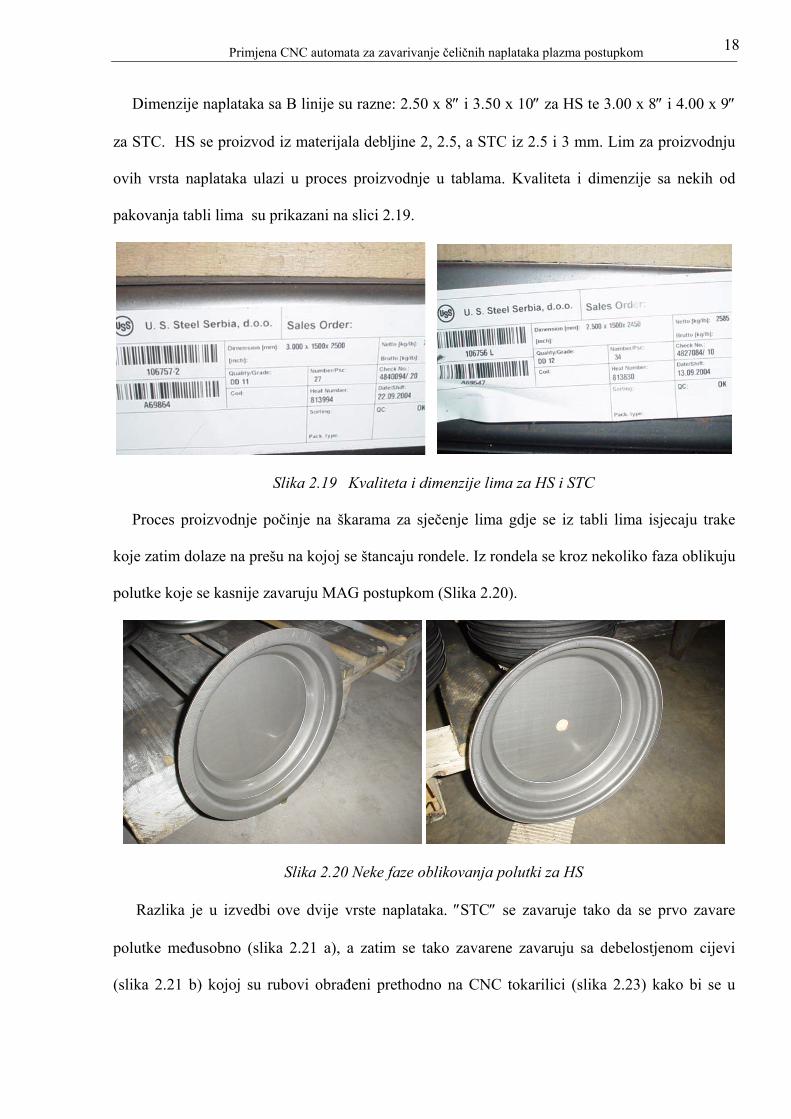
Dimenzije naplataka sa B linije su razne: 2.50 x 8″ i 3.50 x 10″ za HS te 3.00 x 8″ i 4.00 x 9″
za STC. HS se proizvod iz materijala debljine 2, 2.5, a STC iz 2.5 i 3 mm. Lim za proizvodnju
ovih vrsta naplataka ulazi u proces proizvodnje u tablama. Kvaliteta i dimenzije sa nekih od
pakovanja tabli lima su prikazani na slici 2.19.
Slika 2.19 Kvaliteta i dimenzije lima za HS i STC
Proces proizvodnje počinje na škarama za sječenje lima gdje se iz tabli lima isjecaju trake
koje zatim dolaze na prešu na kojoj se štancaju rondele. Iz rondela se kroz nekoliko faza oblikuju
polutke koje se kasnije zavaruju MAG postupkom (Slika 2.20).
Slika 2.20 Neke faze oblikovanja polutki za HS
Razlika je u izvedbi ove dvije vrste naplataka. ″STC″ se zavaruje tako da se prvo zavare
polutke međusobno (slika 2.21 a), a zatim se tako zavarene zavaruju sa debelostjenom cijevi
(slika 2.21 b) kojoj su rubovi obrađeni prethodno na CNC tokarilici (slika 2.23) kako bi se u

Primjena CNC automata za zavarivanje čeličnih naplataka plazma postupkom 19
obrađene utore (ležišta) kasnije mogli montirati kuglični ležajevi. Izgled zavarenih spojeva na
STC naplatcima prikazan je na slici 2.22.
Slika 2.21 a Zavarivanje polutki STC Slika 2.21 b Zavarivanje polutki za cijev
Slika 2.22 Zavareni spoj na naplatku STC Slika 2.23 Izrada centralne cijevi za naplatak STC
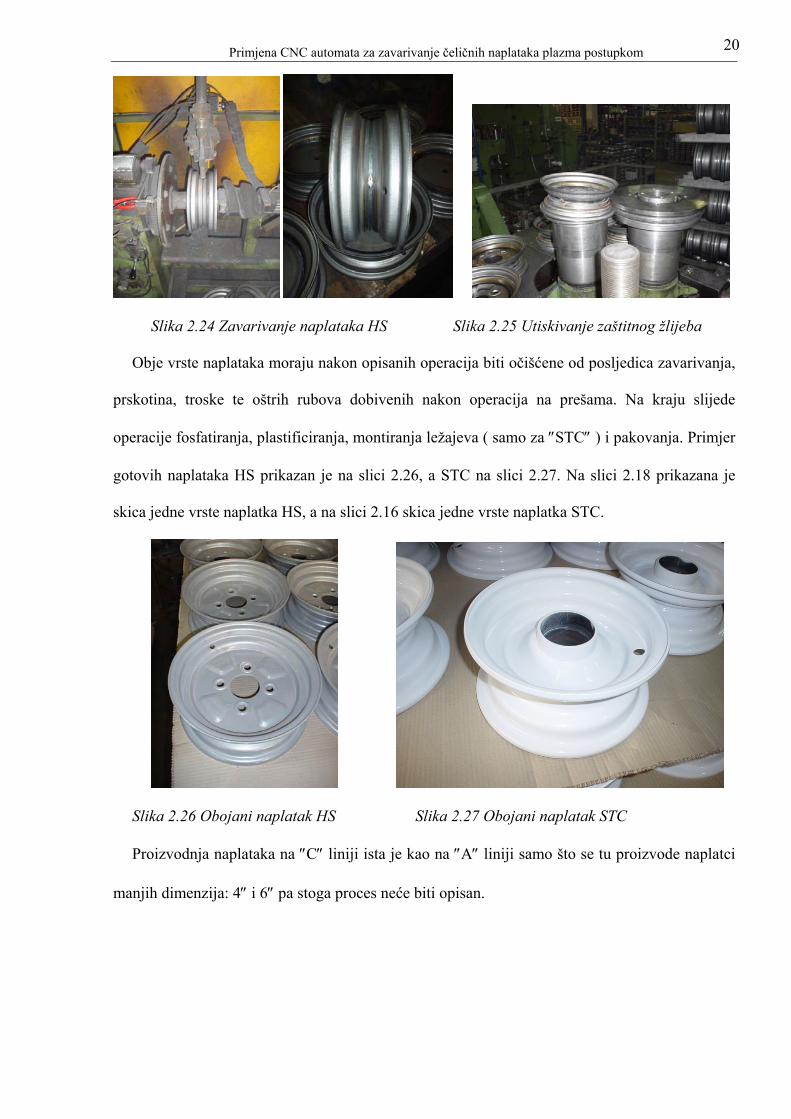
Naplatci ″HS″ za razliku od prethodno opisanih naplataka nemaju centralnu cijev, nego se
nakon MAG zavarivanja (slika 2.24) vračaju na liniju preša gdje se probijaju četiri rupe za vijke,
utiskuju žigovi i prosijeca centralna rupa za osovinu, a po potrebi i otvor za mazalicu. Nakon tih
operacija se na posebnom stroju utiskuje zaštitni žlijeb na krajeve naplatka, koji služi da u
slučaju pucanja gume, ista ostane na naplatku (slika 2.25).
Primjena CNC automata za zavarivanje čeličnih naplataka plazma postupkom 20
Slika 2.24 Zavarivanje naplataka HS Slika 2.25 Utiskivanje zaštitnog žlijeba
Obje vrste naplataka moraju nakon opisanih operacija biti očišćene od posljedica zavarivanja,
prskotina, troske te oštrih rubova dobivenih nakon operacija na prešama. Na kraju slijede
operacije fosfatiranja, plastificiranja, montiranja ležajeva ( samo za ″STC″ ) i pakovanja. Primjer
gotovih naplataka HS prikazan je na slici 2.26, a STC na slici 2.27. Na slici 2.18 prikazana je
skica jedne vrste naplatka HS, a na slici 2.16 skica jedne vrste naplatka STC.
Slika 2.26 Obojani naplatak HS Slika 2.27 Obojani naplatak STC
Proizvodnja naplataka na ″C″ liniji ista je kao na ″A″ liniji samo što se tu proizvode naplatci
manjih dimenzija: 4″ i 6″ pa stoga proces neće biti opisan.
Primjena CNC automata za zavarivanje čeličnih naplataka plazma postupkom 21
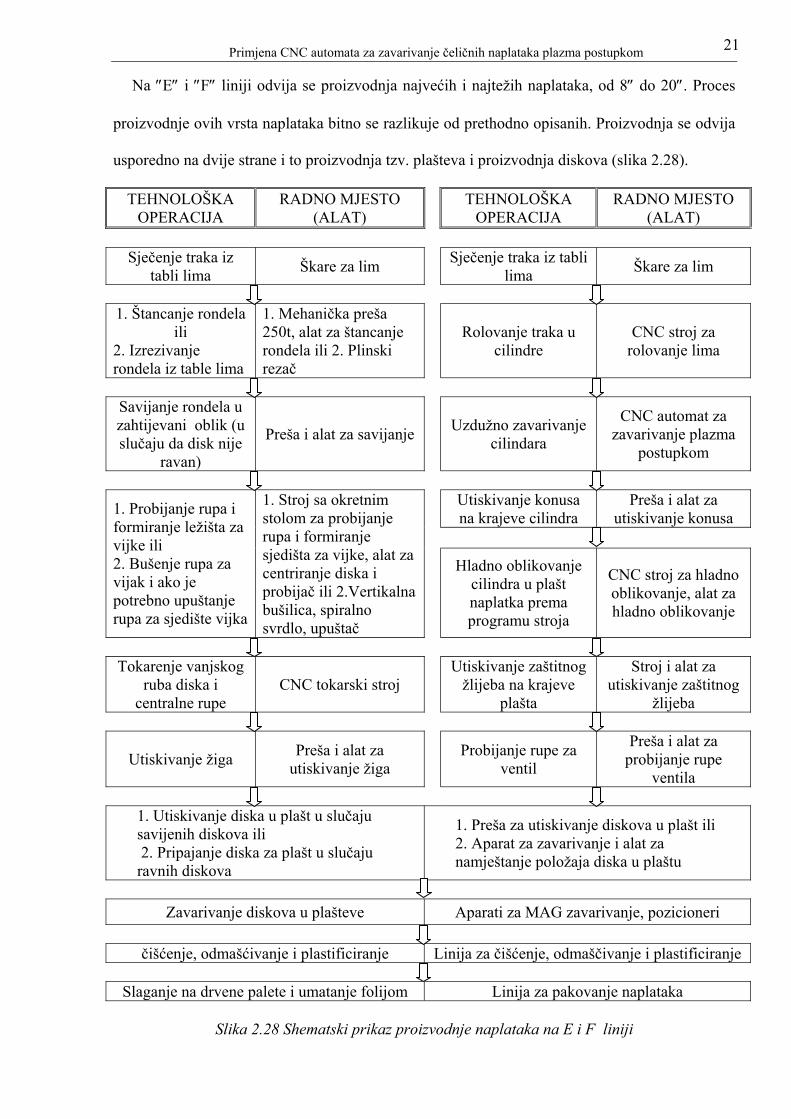
Na ″E″ i ″F″ liniji odvija se proizvodnja najvećih i najtežih naplataka, od 8″ do 20″. Proces
proizvodnje ovih vrsta naplataka bitno se razlikuje od prethodno opisanih. Proizvodnja se odvija
usporedno na dvije strane i to proizvodnja tzv. plašteva i proizvodnja diskova (slika 2.28).
TEHNOLOŠKA OPERACIJA
RADNO MJESTO (ALAT)
TEHNOLOŠKA OPERACIJA
RADNO MJESTO (ALAT)
Sječenje traka iz
tabli lima Škare za lim Sječenje traka iz tabli lima Škare za lim
1. Štancanje rondela
ili 2. Izrezivanje rondela iz table lima
1. Mehanička preša 250t, alat za štancanje rondela ili 2. Plinski rezač
Rolovanje traka u cilindre
CNC stroj za rolovanje lima
Savijanje rondela u zahtijevani oblik (u slučaju da disk nije
ravan)
Preša i alat za savijanje Uzdužno zavarivanje cilindara
CNC automat za zavarivanje plazma
postupkom
Utiskivanje konusa na krajeve cilindra
Preša i alat za utiskivanje konusa
1. Probijanje rupa i formiranje ležišta za vijke ili 2. Bušenje rupa za vijak i ako je potrebno upuštanje rupa za sjedište vijka
1. Stroj sa okretnim stolom za probijanje rupa i formiranje sjedišta za vijke, alat za centriranje diska i probijač ili 2.Vertikalna bušilica, spiralno svrdlo, upuštač
Hladno oblikovanje cilindra u plašt naplatka prema programu stroja
CNC stroj za hladno oblikovanje, alat za hladno oblikovanje
Tokarenje vanjskog
ruba diska i centralne rupe
CNC tokarski stroj Utiskivanje zaštitnog
žlijeba na krajeve plašta
Stroj i alat za utiskivanje zaštitnog
žlijeba
Utiskivanje žiga Preša i alat za utiskivanje žiga
Probijanje rupe za ventil
Preša i alat za probijanje rupe
ventila
1. Utiskivanje diska u plašt u slučaju savijenih diskova ili 2. Pripajanje diska za plašt u slučaju ravnih diskova
1. Preša za utiskivanje diskova u plašt ili 2. Aparat za zavarivanje i alat za namještanje položaja diska u plaštu
Zavarivanje diskova u plašteve Aparati za MAG zavarivanje, pozicioneri
čišćenje, odmašćivanje i plastificiranje Linija za čišćenje, odmaščivanje i plastificiranje
Slaganje na drvene palete i umatanje folijom Linija za pakovanje naplataka
Slika 2.28 Shematski prikaz proizvodnje naplataka na E i F liniji

Primjena CNC automata za zavarivanje čeličnih naplataka plazma postupkom 22
Postoje tri osnovne vrste diskova (slika 2.30):
a) prešani,
b) formirani i
c) ravni
a) b) c) Slika 2.30 Osnovne vrste diskova
Podaci o vrsti i dimenzijama sa jednog od pakovanja tabli lima za izradu diskova prikazani su
na slici 2.31. Diskovi se najčešće izrađuju od materijala kvalitete DD11, debljina 5 do 12 mm.
Slika 2.31 Podaci o materijalu sa jednog od pakovanja

Primjena CNC automata za zavarivanje čeličnih naplataka plazma postupkom 23
Proizvodnja nekih diskova počinje na škarama za lim gdje se iz tabli sijeku trake iz kojih se
kasnije na preši štancaju rondele, dok proizvodnja drugih diskova počinje na plinskom rezaču
(slika 2.32). U slučaju da se ne zahtijevaju ravni diskovi nakon tih operacija iz dobivenih
Slika 2.32 Plinski rezač za rezanje diskova
rondela na preši se oblikuju diskovi. Zatim se probijaju rupe za vijke i formiraju sjedišta za glave
vijaka. Oblici rupa i sjedišta za glave vijaka mogu biti različitih oblika i dimenzija (slika 2.33):
a) ravno sjedište
b) konusno s izbočenjem
c) zaobljeno s izbočenjem
d) konusno bez izbočenja
e) zaobljeno bez izbočenja
Slika 2.33 Mogućnosti izrade sjedišta za glave vijaka
Primjena CNC automata za zavarivanje čeličnih naplataka plazma postupkom 24
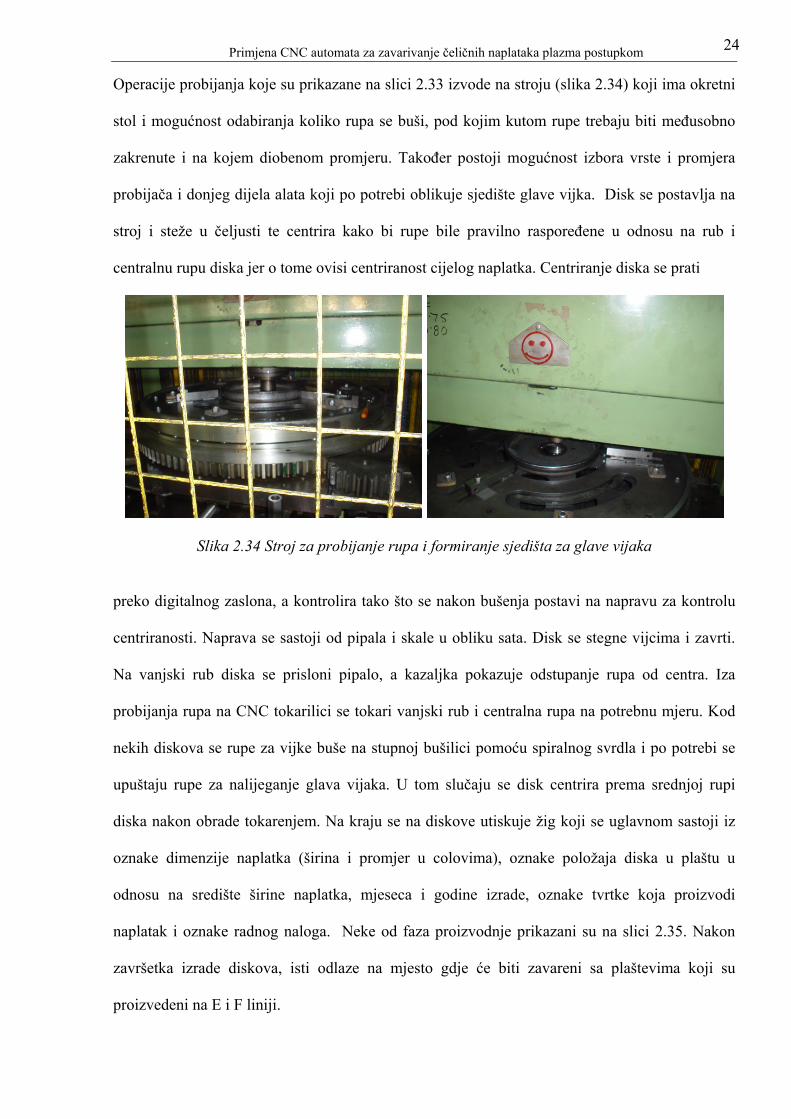
Operacije probijanja koje su prikazane na slici 2.33 izvode na stroju (slika 2.34) koji ima okretni
stol i mogućnost odabiranja koliko rupa se buši, pod kojim kutom rupe trebaju biti međusobno
zakrenute i na kojem diobenom promjeru. Također postoji mogućnost izbora vrste i promjera
probijača i donjeg dijela alata koji po potrebi oblikuje sjedište glave vijka. Disk se postavlja na
stroj i steže u čeljusti te centrira kako bi rupe bile pravilno raspoređene u odnosu na rub i
centralnu rupu diska jer o tome ovisi centriranost cijelog naplatka. Centriranje diska se prati
Slika 2.34 Stroj za probijanje rupa i formiranje sjedišta za glave vijaka
preko digitalnog zaslona, a kontrolira tako što se nakon bušenja postavi na napravu za kontrolu
centriranosti. Naprava se sastoji od pipala i skale u obliku sata. Disk se stegne vijcima i zavrti.
Na vanjski rub diska se prisloni pipalo, a kazaljka pokazuje odstupanje rupa od centra. Iza
probijanja rupa na CNC tokarilici se tokari vanjski rub i centralna rupa na potrebnu mjeru. Kod
nekih diskova se rupe za vijke buše na stupnoj bušilici pomoću spiralnog svrdla i po potrebi se
upuštaju rupe za nalijeganje glava vijaka. U tom slučaju se disk centrira prema srednjoj rupi
diska nakon obrade tokarenjem. Na kraju se na diskove utiskuje žig koji se uglavnom sastoji iz
oznake dimenzije naplatka (širina i promjer u colovima), oznake položaja diska u plaštu u
odnosu na središte širine naplatka, mjeseca i godine izrade, oznake tvrtke koja proizvodi
naplatak i oznake radnog naloga. Neke od faza proizvodnje prikazani su na slici 2.35. Nakon
završetka izrade diskova, isti odlaze na mjesto gdje će biti zavareni sa plaštevima koji su
proizvedeni na E i F liniji.

Primjena CNC automata za zavarivanje čeličnih naplataka plazma postupkom 25
Slika 2.35 Neka od faza proizvodnje diskova: oblikovanje, probijanje rupa i formiranje sjedišta
za vijke, tokarenje vanjskog ruba i centralne rupe Plaštevi se proizvode od materijala kvalitete kao i diskovi DD11, debljina 2.5 do 5 mm.
Proces proizvodnje plašteva počinje na škarama za sječenje lima. Nakon toga proizvodnja se
nastavlja na numerički upravljanom stroju za rolovanje. Na slici 2.36 prikazane su navedene faze
proizvodnje plašteva. Nakon toga se proizvodnja nastavlja na CNC automatu za plazma
Slika 2.36 Sječenje i rolovanje lima za plašteve
zavarivanje. Ovaj automat je prikazan na slici 2.37 i kasnije će biti detaljnije opisan. Kada je
zavaren, plašt se stavlja na prešu gdje mu se na oba kraja utiskuje konus (slika 2.38), kako bi
mogao biti uhvaćen u čeljusti stroja za hladno oblikovanje u slijedećoj tehnološkoj operaciji. Na
tom se stroju koji je upravljan numerički prema izrađenom programu vrši oblikovanje plašta

Primjena CNC automata za zavarivanje čeličnih naplataka plazma postupkom 26
hladnom deformacijom (slika 2.39). Kada je plašt oblikovan na njemu se utiskuje zaštitni žlijeb
koji služi da kod udaraca kotača od nepravilnu podlogu guma ne klizne s naplatka i u slučaju
Slika 2.37 Automat za plazma zavarivanje Slika 2.38 Preša za utiskivanje konusa
Slika 2.39 Stroj za oblikovanje plašta Slika 2.40 Utiskivanje zaštitnog žlijeba
pucanja gume da ista ostane na naplatku (slika 2.40). Osim toga na stroju za utiskivanje zaštitnog
žlijeba se oblikuju i rubovi naplataka. Rubovi naplataka mogu biti izvedeni u tri različita oblika
(slika 2.41) ovisno o budućoj namjeni i opterećenju naplatka:
a) standardno savijen rub
b) jače savijen rub i

Primjena CNC automata za zavarivanje čeličnih naplataka plazma postupkom 27
c) ojačan standardno savijen rub.
a) b) c) Slika 2.41 Mogućnosti izvedbe rubova naplatka
Naplatci s rubovima izvedenim kao na slici 2.41 b) i c) su za neke specijalne namijene gdje se
zahtjeva veća otpornost rubova kao npr. kod naplataka za primjenu u šumarstvu, sportskih
naplataka i naplataka za visoka opterećenja, dok su naplatci s rubovima izvedenim kao na slici
2.41 a) za standardnu primjenu. Iza operacije utiskivanja zaštitnog žlijeba buši se rupa za ventil,
a zatim umetanje diska u plašt i zavarivanje. U slučaju da je disk prešan ili formiran on se
utiskuje pomoću preše i alata za utiskivanje u plašt na točno određen položaj u plaštu (slika
2.42). Ako je disk ravan tada se pomoću naprave za umetanje diskova postavlja na točno određen
položaj u plaštu i kratkim pripojima spaja s plaštem. Nakon ovih operacija slijedi zavarivanje
diskova s plaštevima. Zavarivanje se izvodi tako da se naplatak postavlja na središnju rupu diska
na pozicioner koji rotira. Pištolj aparata za zavarivanje je fiksiran u statičnoj
Slika 2.42 Utiskivanje diskova u plašt
napravi za držanje pištolja. Pozicioner ima vremenski sklop na kojem se određuje vrijeme
rotacije naplatka. Aparati su za MIG/MAG zavarivanje, 300 A, s mogućnosti odabira impulsnih
struja zavarivanja, a zaštitni plin 82% Ar, 18% CO2. Zavarivanje je prikazano na slici 2.43.

Primjena CNC automata za zavarivanje čeličnih naplataka plazma postupkom 28
Slika 2.43 Zavarivanje diska u plašt Na slici 2.44 su prikazani neki primjeri zavarenih i obojanih naplataka sa E i F linije.
Slika 2.44 Primjeri naplataka sa E i F linije Na slici 2.45 je prikazan pojednostavljeni tehnološki slijed operacija na E i F liniji, bez proizvodnje diskova.
skladište sječenje traka rolovanje zavarivanje plazmom
utiskivanje konusa oblikovanje plašta zavarivanje plašta i diska bojanje i skladištenje
Slika 2.45 Pojednostavljeni prikaz tehnoloških operacija na E i F liniji

Primjena CNC automata za zavarivanje čeličnih naplataka plazma postupkom 29
3. ZAVARIVANJE PLAŠTEVA ČELIČNIH NAPLATAKA PLAZMA
POSTUPKOM NA CNC AUTOMATU
3.1 RAZLOZI IZBORA PLAZMA POSTUPKA ZAVARIVANJA KAO
TEHNOLOGIJE SPAJANJA PRI IZRADI PLAŠTEVA NAPLATAKA
Plazma postupak zavarivanja u proizvodnji naplataka se primjenjuje pri zavarivanju uzdužnog
spoja na plaštu naplatka. Ovaj postupak je izabran ispred ostalih postupaka zavarivanja zbog
toga što se radi o masovnoj proizvodnji, a prednosti zavarivanja plazmom su višestruke.
Plazmeni luk karakteriziraju visoke temperature koje razvija, a energija koja se pri tome
oslobađa djeluje u usko koncentriranom području na osnovnom materijalu (slika 3.1), za razliku
od npr. TIG postupka zavarivanja (slika 3.2), gdje je najviše temperaturno područje preblizu W
elektrodi, a predaleko radnom komadu da bi moglo biti iskorišteno. To na kraju
>24000 K
16000 – 24000 K
10000 – 16000 K
4000 – 10000 K
1 – plazmeni plin
2 – plazmeni luk
3 – zaštitni plin
4 – efekt ključanice
Slika 3.1 Djelovanje plazmenog luka od 150 A i 28 V na osnovni materijal
10000 – 16000 K
4000 – 16000 K
A – zaštitni plin
B – električni luk
Slika 3.2 Djelovanje luka od 150 A i 14 V pri TIG zavarivanju na osnovni materijal
dovodi do povećanja produktivnosti jer nema rasipanja energije po cijelom zavarivanom
komadu, puno je kraće vrijeme zavarivanja, moguće je potpuno protaliti i plašteve naplataka

Primjena CNC automata za zavarivanje čeličnih naplataka plazma postupkom 34
debljina 5 mm (najdeblji lim u proizvodnji plašteva naplataka) u jednom prolazu bez prethodne
pripreme spoja za zavarivanje brušenjem ili nekim drugim načinom pripreme spoja za
zavarivanje. Budući da je sva energija koncentrirana na usko područje zavarenog spoja čime je i
zona utjecaja topline uska, zanemarive su i deformacije uslijed zavarivanja plašta naplatka. Osim
toga zavari su estetski dotjerani, bez pogrešaka u zavarenom spoju. Na slici 3.3 prikazana je
usporedba pripreme spoja za zavarivanje između plazme i nekih drugih postupaka zavarivanja.
Slika 3.3 Prikaz pripreme spoja za zavarivanje pri različitim postupcima zavarivanja Kao primjer usporedbe brzine zavarivanja možemo uzeti čelični lim debljine 5 mm,
postupcima REL, TIG i plazma:
− pri REL zavarivanju je potrebna priprema spoja za zavarivanje brušenjem (slika 3.3), a
samo zavarivanje je u dva prolaza, brzinom zavarivanja 15 do 20 cm/min,
− pri TIG zavarivanju također je potrebna priprema spoja za zavarivanje brušenjem (slika
3.3), zavarivanje u dva prolaza, brzina zavarivanja 10 cm/min,
− pri plazma zavarivanju s efektom ključanice zavarivanje se izvodi bez pripreme spoja u
jednom prolazu, brzinom zavarivanja 40 cm/min.
Debljina OM REL TIG PLAZMA

Primjena CNC automata za zavarivanje čeličnih naplataka plazma postupkom 35
3.2 ZAVARIVANJE UZDUŽNOG SPOJA NA PLAŠTU PLAZMA POSTUPKOM
Uzdužni zavareni spoj na plaštu naplatka se izvodi
pomoću CNC automata za plazma zavarivanje.
Pripremu spoja za zavarivanje nije potrebno izvoditi
tj. lim izrezan na mjeru i savijen na zahtijevani
promjer (slika 3.4) odmah može ići na zavarivanje bez
brušenja ili nekih drugih metoda za pripremu spoja za
zavarivanje odvajanjem čestica i čišćenja.
Slika 3.4 Plašt prije zavarivanja
Krajevi plašta se moraju postaviti da stranice ne budu smaknute jedna u odnosu na drugu kako bi
se omogućilo pravilno i jednoliko protaljivanje oba kraja plašta i bez razmaka između krajeva.
Plašt se postavlja na postolje automata za plazma zavarivanje, na krajeve se postavljaju nastavne
pločice na kojima se uspostavlja i prekida električni luk, krajevi plašta zajedno sa pločicama se
stežu čeljustima za bakrenu podlogu (slika 3.5). Zavarivanje je prikazano na slici 3.6.
Slika 3.5 Postavljanje cilindra na automat za plazma zavarivanje

Primjena CNC automata za zavarivanje čeličnih naplataka plazma postupkom 36
Slika 3.6 Zavarivanje cilindra na CNC automatu za plazma zavarivanje
Na slici 3.7 su prikazani zavareni cilindri zajedno sa nastavnim pločicama. Može se primijetiti i
širina zone utjecaja topline koja je za nijansu šira od samog zavara.
Slika 3.7 Izgled cilindra zavarenog plazma postupkom sa strane lica i korijena zavara

Primjena CNC automata za zavarivanje čeličnih naplataka plazma postupkom 37
3.3 TEHNOLOGIJA ZAVARIVANJA ZA PLAŠT NAPLATKA 10.50 x 12″
Tehnologija zavarivanja za jedan odabrani repreznetant je prikazana na slici 3.10 i 3.11.
Odabran je plašt za naplatak dimenzija 10.50 x 12″ koji je prikazan ranije na slici 2.29.
Kao plinovi u plazma postupku zavarivanja sudjeluju plazma plin i zaštitni plin. Kao plazma
plin mogu se upotrijebiti argon ili mješavina argona i nekog dvoatomnog plina kao što su dušik
ili vodik (1.5 do 2%), ali uglavnom čisti argon. Kao zaštitni plin upotrebljava se mješavina
argona i vodika (2 do 10%) ili argona, helija(20%) i vodika(5%). Potrošnja plazma plina
procjenjuje se na 1 litru plina po mm debljine stjenke materijala, a zaštitnog plina od 15 do 25
litara plina u minuti za debljine materijala od 3 mm do 8 mm. Izbor promjera W elektrode se
procjenjuje na slijedeći način: promjer elektrode (mm) Struja zavarivanja (A)
3.2 I<150
4 100<I<200
4.8 180<I<380
Može se reći i približno 50A po mm promjera elektrode. Oštrenje vrha W elektrode bitan je
faktor i izvodi se brušenjem na način prikazan na slici 3.8.
Slika 3.8 Oštrenje vrha W elektrode kod plazma postupka zavarivanja
Bitno je i podešavanje plazma mlaznice u odnosu na radni komad, a izvodi se tako da središte
centralne rupe mlaznice bude u centru spoja oba kraja cilindra za sve vrijeme dok je luk upaljen i
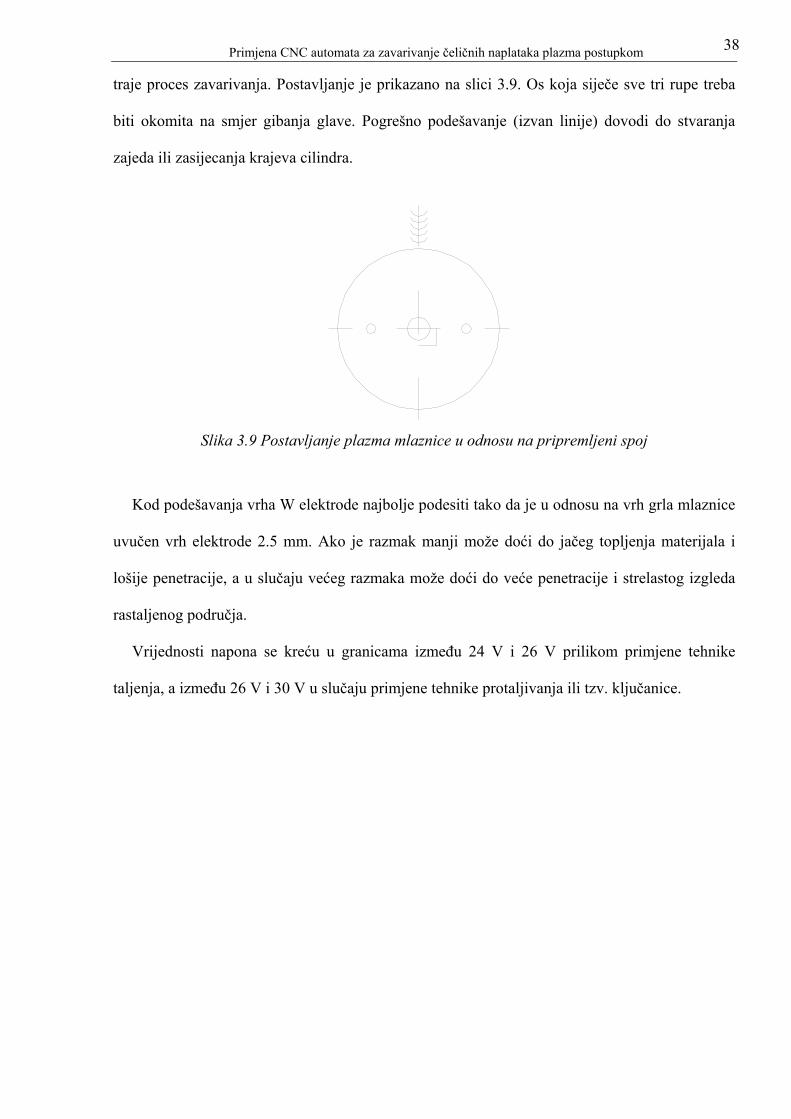
Primjena CNC automata za zavarivanje čeličnih naplataka plazma postupkom 38
traje proces zavarivanja. Postavljanje je prikazano na slici 3.9. Os koja siječe sve tri rupe treba
biti okomita na smjer gibanja glave. Pogrešno podešavanje (izvan linije) dovodi do stvaranja
zajeda ili zasijecanja krajeva cilindra.
Slika 3.9 Postavljanje plazma mlaznice u odnosu na pripremljeni spoj
Kod podešavanja vrha W elektrode najbolje podesiti tako da je u odnosu na vrh grla mlaznice
uvučen vrh elektrode 2.5 mm. Ako je razmak manji može doći do jačeg topljenja materijala i
lošije penetracije, a u slučaju većeg razmaka može doći do veće penetracije i strelastog izgleda
rastaljenog područja.
Vrijednosti napona se kreću u granicama između 24 V i 26 V prilikom primjene tehnike
taljenja, a između 26 V i 30 V u slučaju primjene tehnike protaljivanja ili tzv. ključanice.

Primjena CNC automata za zavarivanje čeličnih naplataka plazma postupkom 39

Primjena CNC automata za zavarivanje čeličnih naplataka plazma postupkom 40
3.4 OPIS CNC AUTOMATA ZA ZAVARIVANJE PLAZMA POSTUPKOM
CNC automat može biti namijenjen za automatski TIG ili plazma postupak zavarivanja.
Glavni dijelovi CNC automata pri zavarivanju plazma postupkom su:
a) Radni stol
b) Izvor struje za zavarivanje Nertamatic 300 TR
c) Uređaj za programiranje i kontrolu parametara i procesa zavarivanja, MANAGER
d) Jedinica za hlađenje, Refrisaf GR5
e) Glava za zavarivanje, SP6
f) Sustav za dodavanje žice
a) Radni stol (slika 3.11 i 3.12) služi za postavljanje radnog komada, njegovo držanje za
vrijeme zavarivanja i smještaj nekih glavnih dijelova automata. Glavni dijelovi radnog stola su:
1. Bakrena podloga
2. Gornja greda
3. Stražnja ploča
4. Lopatica za centriranje
5. Vijci za podešavanje razmaka između čeljusti za stezanje radnog komada
6. Zubna letva
7. Elektro-pneumatski ormar
8. Sustav za zaključavanje
8 2
6
3
1
7
Slika 3.11 Radni stol

Primjena CNC automata za zavarivanje čeličnih naplataka plazma postupkom 42
Slika 3.12 Radni stol
Bakrena podloga služi za ″pridržavanje″ taline zavara s donje strane. Kroz nju prolaze tri kanala.
Kroz lijevi i desni prolazi rashladni medij, a kroz srednji zaštitni plin. Prikazana ja na slici 3.13.
Slika 3.13 Bakrena podloga
Gornja greda služi za nošenje steznih čeljusti koje pričvršćuju radni komad za bakrenu podlogu i
osiguravaju ga od pomicanja tijekom zavarivanja zajedno sa sustavom za zaključavanje.
Samo pritezanje se postiže pritiskom noge operatora na
papuču koja se nalazi na podu i izvodi se odvojeno, tj.
svaka stezna čeljust ima svoju papuču (slika 3.14), a svaka
papuča se sastoji od dvije manje papučice od kojih je
jedna za pritezanje cilindra, a druga za otpuštanje nakon
zavarivanja.
Slika 3.14 Papuče za stezanje

Primjena CNC automata za zavarivanje čeličnih naplataka plazma postupkom 43
Lopatica za centriranje radnog komada služi kako bi se stranice cilindra prije zavarivanja
postavile u središte zavarenog spoja. Razmak između čeljusti za stezanje radnog komada se
podešava vijcima i može se podesiti između 3 i 30 mm. Zubna letva služi za transport
zavarivačke glave duž zavarenog spoja. Elektro – pneumatski ormar sadrži filtre, ventile za
regulaciju tlaka zraka i električnu vezu za stezne čeljusti. Sustav za zaključavanje služi kao
osiguranje od ispadanja radnog komada sa stroja.
Sam proces počinje tako što se cilindar postavlja na bakrenu podlogu. Lopatica za centriranje
se spušta do vrha bakrene podloge i to vanjskim rubom na centar žlijeba na bakrenoj podlozi.
Slika 3.15 Centriranje cilindra
Cilindar se postavlja tako da jednim krajem dira vanjski rub lopatice (slika 3.15), a nožnom
pedalom se daje kontakt za stezanje prve čeljusti koja steže taj rub cilindra. Lopatica se odmiče i
primiče se drugi kraj cilindra tako da dodiruje prethodno stegnuti kraj. Tada se postavljaju i
nastavne pločice te se drugom pedalom ostvaruje kontakt i druga čeljust steže drugi kraj cilindra.
Tako je cilindar osiguran i pripremljen je spoj za zavarivanje. Nakon toga se spušta ručica na
sustavu za zaključavanje, ostvaruje se potreban kontakt i zavarivanje može početi. Smicanje
krajeva ne smije se dogoditi jer će rubovi biti nejednako protaljeni i zavareni spoj neće biti
dobar. Osim toga bitno je da rubovi budu u središtu i da između njih ne bude nikakav razmak
također radi jednolikog protaljivanja rubova. Slika 3.16 prikazuje kako je radni komad s
nastavnim pločicama stegnut čeljustima za bakrenu podlogu, a slika 3.17 prikazuje sustav za
zaključavanje.

Primjena CNC automata za zavarivanje čeličnih naplataka plazma postupkom 44
Slika 3.16 Cilindar stegnut čeljustima za bakrenu podlogu
Slika 3.17 Sustav za zaključavanje
b) Izvor struje za zavarivanje NERTAMATIC 300 TR (slika 3.18) je tranzistorski uređaj
namijenjen za automatski TIG ili plazma postupak zavarivanja. On omogućuje dobavu struje do
300A uz 100% itermitenciju. Maksimalna struja koju postiže je 500A uz primjenu impulsnih
struja zavarivanja frekvencije 1 do 500 Hz. Struja zavarivanja može biti podešena između 3 i
500A uz napon zavarivanja 0 do 35V. Statička karakteristika izvora je prikazana na slici 3.19.
Izvor struje sadrži vodeni krug za hlađenje glave i vodeni krug za hlađenje bakrene podloge koja
služi za zaštitu korijena zavarenog spoja, dva plinska kruga s mjeračima protoka koji se nalaze s

Primjena CNC automata za zavarivanje čeličnih naplataka plazma postupkom 45
prednje strane uređaja, jedan plinski krug koji služi za protok plina do glave za zavarivanje, a
drugi je za protok plinova do bakrene podloge za zaštitu korijena zavarenog spoja.
Slika 3.18 Izvor struje za zavarivanje plazma postupkom
0
10
20
30
40
50
60
0 100 200 300 400 500Struja, I (A)
Nap
on, U
(V)
Slika 3.19 Statička karakteristika izvora struje NERTAMATIC 300 TR
c) Uređaj za programiranje i kontrolu parametara i procesa zavarivanja, MANAGER
Sastoji se od dva dijela, centralne jedinice smještene na izvoru struje NERTAMATIC 300 TR
i konzole s monitorom za kontrolu i programiranje. Služi za povezivanje glavnih dijelova
automata za plazma i TIG zavarivanje, a to su izvor struje za zavarivanje, glava za zavarivanje,
sustav za dodavanje dodatnog materijala za zavarivanje i sustav za hlađenje. Pomoću njega se
programira, upravlja i kontrolira cijeli proces zavarivanja. MANAGER ima mogućnost
podešavanja 100 različitih programa zavarivanja uključujući funkcije kao što su nagib pravca
karakteristike izvora prema gore ili dolje, frekvenciju i nivo pulzirajuće struje, korekciju širine

Primjena CNC automata za zavarivanje čeličnih naplataka plazma postupkom 46
luka, protok plina, zatvorenost ″ključanice″, brzinu dodavanja dodatnog materijala, itd. Osim tih
100 programa može primiti i 100 promjenjivih programa (npr. samo korekcija luka ili radnog
komada) ili je moguća kombinacija jednih programa s drugima. Programiranje se može izvoditi
na samom uređaju ili PC-u. Na slici 3.20 prikazan je MANAGER s oba elementa, uz prikaz
parametara zavarivanja koji su navedeni u tehnologiji zavarivanja na slikama 3.10 i 3.11.
Slika 3.20 Jedinica za programiranje, upravljanje i kontrolu procesa zavarivanja, MANAGER
d) Jedinica za hlađenje, Refrisaf GR5
Namijenjena je za hlađenje glave za zavarivanje i
bakrene podloge, a sastoji se od ventilatora, pumpe
za rashladni medij, spremnika rashladnog medija,
vodenog filtra, prekidača i priključaka za dovod i
odvod rashladnog medija. Sustav je prikazan na slici
3.21.
Slika 3.21 Jedinica za hlađenje,
REFRISAF GR5

Primjena CNC automata za zavarivanje čeličnih naplataka plazma postupkom 47
e) Glava za zavaivanje, SP6
Glava za zavarivanje se sastoji od dva glavna dijela. Jedan provodi plazmeni i zaštitni plin, a
drugi vodu za hlađenje. Osim toga sadrži W elektrodu, mlaznicu za plazmeni plin i mlaznicu za
zaštitni plin. Glava je prikazana na slici 3.22. Pojednostavljeni prikaz glave za zavarivanje
prikazan je na slici 3.23, gdje se vidi položaj W elektrode u sapnici plazmenog plina i sapnice
zaštitnog plina.
Slika 3.22 Glava za zavarivanje SP6
Slika 3.23 Pojednostavljeni prikaz sapnica
Električni luk se sastoji od tzv. pilot luka i prenesenog luka. Pilot luk se uspostavlja između
plazmene mlaznice i W elektrode i označava stanje spremnosti za zavarivanje, a nakon njega se
uspostavlja preneseni luk koji se uspostavlja između W elektrode i radnog komada ili cilindra.
Ukoliko dođe do gašenja glavnog ili prenesenog luka tada se pali pilot ili nepreneseni luk za
održavanje ioniziranog stanja. Obje vrste električnog luka su prikazane na slici 3.24.

Primjena CNC automata za zavarivanje čeličnih naplataka plazma postupkom 48
a) pilot luk b) preneseni luk
Slika 3.24 Faze električnog luka
Izolirana vodom hlađena SP6 glava je namijenjena za struje zavarivanja do 380 A, a neizolirana
je za struje do 230 A kod plazma postupka zavarivanja. W elektrode za ovu glavu mogu biti
promjera 2.4, 3.2, 4 i 4.8 mm.
f) Sustav za dodavanje žice
Sustav za dodavanje žice se sastoji od držača koluta, provodnika i pištolja koji je smješten na
isti nosač na kojem je pričvršćena i glava SP6 (slika 3.25).
Slika 3.25 Sustav za dodavanje žice

Primjena CNC automata za zavarivanje čeličnih naplataka plazma postupkom 49
4. PRORAČUN TROŠKOVA ZAVARIVANJA I NORMATIVA VREMENA
ODABRANOG REPREZENTANTA PLAZMA POSTUPKOM
Za proračun troškova zavarivanja [2] odabran je plašt naplatka 10.50x12″, slijedećih
karakteristika, kojem je širina cilindra ili duljina zavarenog spoja 312 mm. Kao plazmeni plin
upotrebljava se argon, a kao zaštitni plin upotrebljava se mješavina argona i vodika 95% / 5%.
Troškovi zavarivanja se sastoje od:
− Troškova plina i dodatnog materijala za zavarivanje
− Troškova električne energije
− Troškova osobnog dohotka izrade
− Troškova stroja
Troškovi plina i dodatnog materijala se izračunavaju na slijedeći način:
dmzplppldmpl TTTT ++=+ (4.1)
gdje je:
dmpl+T - trošak plina i dodatnog materijala, komkn ,
pplT - trošak plazmenog plina, komkn ,
zplT - trošak zaštitnog plina, komkn ,
dmT - trošak dodatnog materijala, komkn .
pplpplppl ctqT ⋅⋅= (4.2)
gdje je:
pplq - protok plazmenog plina, min
l ,
t - vrijeme zavarivanja, kommin ,

Primjena CNC automata za zavarivanje čeličnih naplataka plazma postupkom 50
pplc - cijena plazmenog plina, l
kn
minl3,3ppl =q ,
=t 1,20 min,
pplc =0,053l
kn
Uvrštenjem izmjerenih vrijednosti u jednadžbu 4.2 dobije se,
komkn21,0053,02,13,3pplpplppl =⋅⋅=⋅⋅= ctqT
zplpzplp ctqctqTTT ⋅⋅+⋅⋅=+= zplkzplkzplpzplkzpl (4.3)
gdje je:
zplkT - trošak zaštitnog plina sa strane korijena zavara, komkn
zplpT - trošak zaštitnog plina sa strane pištolja, komkn
zplkq - protok plina za zaštitu korijena, min
l
zplkc - cijena zaštitnog plina korijena, l
kn
zplpq - protok plina kroz pištolj, min
l
zplpc - cijena zaštitnog plina koji prolazi kroz pištolj, l
kn
zplkc = zplpc =0,054l
kn ,
minl15zplpzplk == qq ,
Uvrštenjem izmjerenih vrijednosti u jednadžbu 4.3 dobije se,

Primjena CNC automata za zavarivanje čeličnih naplataka plazma postupkom 51
komkn94,115054,02,12zplkzplkzplpzplkzpl =⋅⋅⋅=⋅⋅+⋅⋅=+= zplpzplp ctqctqTTT
dmdm*dmdm clmT ⋅⋅= (4.4)
gdje je:
*dmm - masa jednog metra dodatnog materijala,
mkg
dml - potrebna duljina dodatnog materijala za zavarivanje jednog komada, cm
dmc - cijena dodatnog materijala, kgkn
*dmm =0,0037
mkg
zzdm tvl ⋅= (4.5)
gdje je:
žv - brzina žice, mincm
zt - vrijeme zavarivanja, min
mincm53ž =v
min2,1z =t
Uvrštenjem izmjerenih vrijednosti u jednadžbu 4.5 dobije se,
cm6,632,153zzdm =⋅=⋅= tvl =0,63m
dmc =15,76kgkn
Uvrštenjem izmjerenih vrijednosti u jednadžbu 4.4 dobije se,
kn037,076,1563,00037,0dmdm*dmdm =⋅⋅=⋅⋅= clmT
Uvrste li se dobivene vrijednosti troškova plazmenog plina, zaštitnog plina i dodatnog materijala,
u izraz 4.1 navedeni troškovi po jednom komadu iznose,

Primjena CNC automata za zavarivanje čeličnih naplataka plazma postupkom 52
komkn19,204,094,121,0dmzplppldmpl =++=++=+ TTTT .
Troškovi električne energije izračunavaju se na slijedeći način:
1el.en
tel.en
1 ck
NT ⋅ε⋅
⋅= (4.6)
gdje je:
el.enT - trošak električne energije, komkn
N - snaga električne energije, kW
tk - koeficijent taljenja dodatnog materijala
ε - itermitencija, vrijeme uključivanja električnog luka, vrijemeradno ukupno
luka gorenja vrijeme , %
1el.enc - cijena električne energije,
kWhkn
)1(N1000 0
s
ε−+ε⋅η⋅
⋅=
IUN (4.7)
gdje je:
U - napon električnog luka, V
I - struja zavarivanja, A
sη - stupanj korisnog djelovanja stroja
N0 - snaga koju stroj koristi u praznom hodu
U = 24 V
I = 138 A
sη =0,95
ε = 480210 =0,44 %
N0 = 0,7 kW
Uvrštavanjem izmjerenih vrijednosti u jednadžbu 4.7 dobije se:

Primjena CNC automata za zavarivanje čeličnih naplataka plazma postupkom 53
93,1)44,01(7,044,00,951000
13824)1(1000 0
s
=−+⋅⋅⋅
=ε−+ε⋅η⋅
⋅= NIUN kW
kt = 0,87hA
g ,(izvedeno iz brzine žice u metrima u minuti i vaganjem žice preciznom vagom u g)
hdepozitakg12,0
hdepg120
hAg0,87A138t ==⋅=k
1el.enc = 0,52
kWhkn
Uvrštavanjem izračunatih vrijednosti u jednadžbu 4.6 dobije se:
dep kgkn1952,0
44,012,0193,11 1
el.ent
el.en =⋅⋅
⋅=⋅ε⋅
⋅= ck
NT ,
Ako je brzina žice 53mincm , vrijeme zavarivanja 1,2 min i ako je masa 1m žice 0,0037kg, može
se izračunati da je za jedan komad potrebno 0,0024 kg depozita. U tom slučaju bi trošak
električne energije po jednom komadu iznosio:
kn. 05,00024,0190024,0el.en =⋅=⋅T
Troškovi osobnog dohotka izrade računaju se na slijedeći način:
ε⋅=
tkODITODI (4.8)
gdje je:
ODIT - trošak osobnog dohotka izrade, dep kg
kn
ODI - bruto iznos osobnog dohotka, hkn
ODI = 18,5 hkn
Uvrštenjem poznatih vrijednosti u izraz 4.8 dobiva se trošak osobnog dohotka izrade,
depkg
kn38,35044,012,0
5,18ODI =
⋅=
ε⋅=
tkODIT ,

Primjena CNC automata za zavarivanje čeličnih naplataka plazma postupkom 54
ako je za jedan komad potrebno oko 0,0024 kg depozita, tada bi po jednom komadu trošak
osobnog dohotka iznosio:
.komkn84,00024,038,3500024,0ODI =⋅=⋅T
Troškovi stroja izračunavaju se na slijedeći način:
godišnjeradasatibrojodržavanjeosiguranjeamortCT ).(N1
stroja++⋅
= (4.9)
1strojaT - trošak stroja računato po satu rada za 1 godinu,
hkn
NC - nabavna cijena stroja, kn
kn 91,190.385N =C
amort. - amortizacija, 10% od CN godišnje
osiguranje - premija osiguranja godišnje, 1% od CN godišnje
održavanje - godišnji iznos na održavanje, npr. 4% od CN godišnje
Uvrštavanjem navedenih vrijednosti u izraz 4.9 dobije se
.hkn 26,26
2200)04,001,01,0(91,190.385).(N1
stroja =++⋅
=++⋅
=godišnjeradasatibroj
održavanjeosiguranjeamortCT
Trošak stroja po jednom komadu bi iznosio:
.komkn19,10024,0
44,012,0126,260024,01
t
1strojastroja =⋅
⋅⋅=⋅
ε⋅⋅=k
TT
Ukupni troškovi zavarivanja jednog komada dobili bi se zbrajanjem glavnih troškova i iznosili
bi:
T = Tpl+dm + Tel.en + TODI + Tstroja =2,19 + 0,05 + 0,84 + 1,19 = 4,27 .komkn
Ukupno vrijeme za zavarivanje jednog radnog komada računa se prema izrazu:
kpz
U tn
tt += (4.10)
gdje je:

Primjena CNC automata za zavarivanje čeličnih naplataka plazma postupkom 55
ut - ukupno vrijeme zavarivanja, min
pzt - pripremno – završno vrijeme, min
n - broj komada u seriji
kt - komadno vrijeme, min
Za seriju od n komada ukupno vrijeme zavarivanja iznosi:
kpzu tntt ⋅+= (4.11)
Pod pripremno – završnim vremenom tpz podrazumijeva se vrijeme određeno za pripremu za
obavljanje operacije zavarivanja i raspremanje radnog mjesta nakon obavljanja operacije
zavarivanja (upoznavanje dokumentacije, podloga, i nacrta, preuzimanje materijala te priprema
stroja, predaja gotovih komada, povrat dokumentacije, čišćenje radnog mjesta itd.).
Komadno vrijeme tk označava stvarno vrijeme zavarivanja jednog komada, a pomnoženo s n
vrijeme zavarivanja svih radnih komada u seriji ti.
Ukupno pripremno – završno vrijeme tpz se sastoji od osnovnog pripremno – završnog
vremena, tpzo, koje obuhvaća efektivno vrijeme pripreme (proučavanje dokumentacije, priprema
alata, materijala i stroja itd.) i dopunskog pripremno – završnog vremena, tpzd, koje obuhvaća
gubitke u pripremi za rad (čekanje na alat i materijal itd.).
Ukupno komadno vrijeme tk se sastoji od osnovnog (tehnološkog) vremena, tko, i ono se
računa prema izabranim režimima zavarivanja, komadnog pomoćnog vremena, tkp, koje
obuhvaća vrijeme neposredno prije i poslije samog zavarivanja (centriranje i stezanje radnog
komada, skidanje radnog komada itd.) i komadnog dopunskog vremena, tkd, koje obuhvaća pet
grupa, a to su: vrijeme za predah i odmor radnika, uvjeti radne sredine, osobne potrebe radnika,
organizacijski gubici i neophodni tehnološki zastoji.
Ako se uzme u razmatranje da jedan radni dan traje 8 sati i da je izmjereno vrijeme
zavarivanja 1,2 minute može se odrediti i ukupno vrijeme izrade jednog komada ili neke serije.
Mjerenjem opisanih vremena dobivene su slijedeće vrijednosti:

Primjena CNC automata za zavarivanje čeličnih naplataka plazma postupkom 56
tko = 1,2 kommin
dankom 400
1,2480 min 480min 608 sati 8 =⇒=⋅=
tkp = 1 min
tkd = 40 danmin =0,1
kommin
tpzo = 10 =⇒40010
danmin 0,025
kommin
tpzd = 10 danmin = 0,025
kommin
Uvrste li se izmjerene vrijednosti u izraz 4.10 dobiva se tu za jedan radni komad i ono iznosi:
=++++
=+= kdkpkopzdpzo
kpz
U 1nttt
ttt
tt 0,025 + 0,025 + 1,2 + 1 + 0,1 = 2,35
kommin .
Ako je potrebno izračunati potrebno vrijeme za veličinu serije od 100 komada tada će ukupno
vrijeme iznositi:
min. 05,230)1,012,1(100)025,0025,0(kpzu =++⋅++=⋅+= tntt

Primjena CNC automata za zavarivanje čeličnih naplataka plazma postupkom 57
5. ZAVARIVANJE PLAŠTA NAPLATKA DIMENZIJA 10.50 X 12″ PLAZMA
POSTUPKOM NA CNC AUTOMATU, MAKRO I MIKRO ANALIZA
PRESJEKA ZAVARENOG SPOJA
Uzorak koji je zavarivan i ispitivan u ovom radu je izrađen od materijala kvalitete DD11.
Materijal je opisan u poglavlju 2.2, a parametri zavarivanja su navedeni u tehnologiji zavarivanja
u prilogu broj 3.3. Na uzorku je provedena makro i mikro analiza presjeka zavarenog spoja, a na
slikama 5.1 i 5.2 su prikazani presjeci uzoraka. Na slici 5.1 prikazana je makro struktura
zavarenog spoja, a na slici 5.2 su prikazane mikro strukture zavara, zone utjecaja topline i
osnovnog materijala. Može se primijetiti da je zavareni spoj izveden bez značajnih pogrešaka, uz
potpuno protaljivanje osnovnog materijala. Vidljivo je malo smaknuće rubova plašta uslijed
lošeg centriranja, ali ne zabrinjavajuće. Vidi se i da je jako mala zona utjecaja topline koja je
karakteristična za zavareni spoj dobiven plazma postupkom zavarivanja. ZUT je manji od 10
mm što je jako bitan čimbenik jer su manjim zagrijavanjem i manje deformacije i promjene u
osnovnom materijalu.
Slika 5.1 Makro struktura zavarenog spoja plašta

Primjena CNC automata za zavarivanje čeličnih naplataka plazma postupkom 58
a) metal zavara b) zona utjecaja topline c) osnovni materijal
Slika 5.2 Mikro struktura zavarenog spoja
Mikro struktura je prikazana uz uvećanje 250 puta.
Kako je ranije spominjano ispitivani materijal je kvalitete DD11. Svi plaštevi naplataka se
izvode od tog materijala jer je namijenjen za oblikovanje hladnom deformacijom. Međutim, u
praksi se pojavio slučaj pucanja istog materijala i to nakon hladnog oblikovanja. Pukotine su se
pojavljivale samo na materijalu debljine 4,5 mm. Budući da je materijal iste kvalitete i debljine
ranije bio primjenjivan bez poteškoća i problema, materijal je dan na ispitivanje i kemijsku
analizu sastava materijala. Ispitivanje je pokazalo da materijal zadovoljava zahtjeve normi za
osnovni materijal. Budući da nikakvog logičnog odgovora na ovaj problem nije bilo pristupilo se
predgrijavanju plašteva nakon zavarivanja i prije hladnog oblikovanja deformiranjem.
Predgrijavanje je provedeno zagrijavanjem zone zavarenog spoja pomoću plamenika,
mješavinom plina acetilena s kisikom. Kasnije se upotrebljavao i butan. Rezultati su bili
zadovoljavajući, tj. pukotine se nakon hladnog oblikovanja nisu pojavljivale. Ovaj slučaj je ostao
nerazjašnjen i uzroci pojave pukotina nisu otkrivani. Nastavit će se sa ispitivanjima
problematičnog materijala da se utvrdi uzrok nastajanja pukotina zbog toga što je ispitivanjem
kemijskih karakteristika materijal u potpunosti zadovoljio. Potrebno je problem riješiti kako bi
se moglo ispravno reagirati ako se takav slučaj ponovi, jer reklamacija ispravnog materijala nije
moguća, a problem je možda negdje dalje, tehnološki, konstrukcijski,.…

Primjena CNC automata za zavarivanje čeličnih naplataka plazma postupkom 59
6. ZAKLJUČAK - OCJENA TEHNOLOŠKE I EKONOMSKE OPRAVDANOSTI
PLAZMA POSTUPKA ZAVARIVANJA U PROIZVODNJI PLAŠTEVA
ČELIČNIH NAPLATAKA
U radu je opisan postupak plazma zavarivanja u proizvodnji naplataka i to za zavarivanje
plašteva u koje se na kraju zavaruju diskovi tvoreći tako naplatak određene dimenzije. Budući da
se radi o visoko serijskoj proizvodnji potrebno je bilo dokazati da je plazma postupak
zavarivanja opravdano primijenjen u takvoj proizvodnji. Usporedba s nekim od mogućih
postupaka zavarivanja koji bi se mogli primijeniti u takvoj proizvodnji gotovo da nije ni
potrebna jer kako je ranije opisano nije potrebna nikakva mehanička priprema spoja za
zavarivanje i zavarivanje se izvodi velikom brzinom u jednom prolazu, a zavareni spoj je u
potpunosti provaren, bez pogrešaka, estetski na vrlo visokom nivou. Ako se uzme u obzir
činjenica da se najveći trošak u ukupnom trošku izrade odnosi upravo na vrijeme izrade tada je
vrlo bitno da se svaki naplatak izradi u što kraćem vremenu. U poglavlju 3.1 i na slici 3.1.3
prikazana je usporedba plazma postupka zavarivanja u odnosu na REL i TIG postupak. Ako se
radi o plaštevima naplataka debljine 4 i 5 mm kod plazma postupka nije potrebna priprema spoja
skošenjem rubova i zavarivanje je u jednom prolazu brzinom zavarivanja oko 30 cm/min, dok bi
u slučaju REL ili TIG postupka bilo obavezno skošenje rubova cilindra i zavarivanje bi se
moralo izvesti u dva prolaza s brzinama zavarivanja od 10 cm/min kod TIG postupka i 15 do 20
cm/min kod REL postupka zavarivanja. Ako se uzme u obzir još i količina dodatnog materijala
koja se troši pri plazma postupku kod kojeg nema pripremljenog žlijeba, za razliku od
pripremljenog žlijeba pri REL i TIG postupku zavarivanja dobije se još jedna bitna ušteda na
dodatnom materijalu za zavarivanje. Osim toga nije potrebna ni naknadna obrada zavarenog
spoja pa je nakon zavarivanja na uređaju za plazma zavarivanje omogućen brz prijelaz na
slijedeće operacije izrade naplatka.

Primjena CNC automata za zavarivanje čeličnih naplataka plazma postupkom 60
7 LITERATURA
[1] Gojić, Mirko: Tehnike spajanja i razdvajanja materijala. Sisak, Metalurški fakultet, 2003. str. 4-7.
[2] Lukačević, Zvonimir: Zavarivanje. Slavonski Brod, Sveučilište Josipa Jurja Strossmayera u Osijeku, Strojarski fakultet Slavonski Brod, 1998. str. 49-54.





























