Embed Size (px)
DESCRIPTION
rapp
Citation preview
Laporan Kerja Praktek
PT. Riau Andalan Pulp and Paper
Pangkalan Kerinci, Riau
PENGARUH PENAMBAHAN FILLER TERHADAP
KUALITAS KERTAS
Oleh :
DESLIA PRIMA
(1007033835)
IRA TRI ASI BR NAINGGOLAN
(1007033976)
Program Studi Teknik Kimia Diploma III
Fakultas Teknik Universitas Riau
Pekanbaru
2013
i
LEMBAR PENGESAHAN
LAPORAN KERJA PRAKTEK
PT. RIAU ANDALAN PULP AND PAPER
PANGKALAN KERINCI – RIAU
Menerangkan bahwa mahasiswi di bawah ini :
Deslia Prima
(1007033835)
Ira Tri Asi br Nainggolan
(1007033976)
Telah menyelesaikan Kerja Praktek di PT. Riau Andalan Kertas (RAK) PM#2
Pada tanggal 10 April 2013 – 20 Mei 2013
Dengan Judul Laporan
PENGARUH PENAMBAHAN FILLER TERHADAP KUALITAS KERTAS
Telah disetujui dan disahkan oleh :
Pembimbing Kerja Praktek PM#2 Superintendent
Arimson Simanjuntak Harto Soekiman
ii
KATA PENGANTAR
Puji syukur penulis ucapkan kepada Tuhan Yang Maha Esa yang telah
melimpahkan rahmat-Nya sehingga penulis dapat menyelesaikan Kerja Praktek di
PT. Riau Andalan Pulp and Paper.
Laporan kerja praktek ini merupakan salah satu syarat untuk
menyelesaikan Program Studi Teknik Kimia D3 di Fakultas Teknik Universitas
Riau.
Dalam menyelesaikan kerja praktek ini, penulis telah banyak mendapatkan
bantuan, bimbingan, dan petunjuk dari berbagai pihak baik secara langsung
maupun tidak langsung. Untuk itu dalam kesempatan ini penulis ingin
mengucapkan terima kasih kepada :
1. Orang Tua, Kakak, Abang dan keluarga tercinta atas doa, dukungan, semangat
dan kasih sayang yang telah diberikan.
2. Prof, Dr. Adrianto Ahmad, MT, selaku Dekan Fakultas Teknik Universitas
Riau.
3. Bapak Bahruddin, ST.,MT, selaku Ketua Jurusan Teknik Kimia.
4. Bapak Irdoni, HS.,MSi, selaku Koordinator mata kuliah kerja praktek.
5. Bapak Chairul, ST.,MT, selaku Dosen pembimbing.
6. Ibu Dra. Drastinawati, MSi dan Bapak Drs. Syamsu Herman, MT, selaku
Penasehat Akademis.
7. Bapak Harto Soekiman, selaku Superintendent Paper Machine 2.
8. Bapak Arimson Simanjuntak, selaku Pembimbing Kerja Praktek.
9. Bang Jimmy Saragi, Bang Nasarudin, Bang Adi, Bang Zulfikar, Bang
Marianto, Bapak Imron, Bapak Yudianto, Bapak Yudi, Bapak Immer, Bapak
Parlin Silaen, Bapak Robinson, Kak Kikis, Bang Ginting dan Bang Jefri
terima kasih atas seluruh waktu yang telah diluangkan, pengalaman, bantuan
dan arahan yang telah diberikan kepada penulis selama melaksanakan kerja
praktek di PT. RAPP - Pangkalan Kerinci.
iii
10. Staff dan karyawan di Quality Control System (QCS) Paper Machine 2
PT.RAPP - Pangkalan Kerinci.
11. Bapak Hamdani, selaku perekrut mahasiswa/mahasiswi Kerja Praktek di
PT.RAPP
12. Ibu Ade Mutia, selaku koordinator mahasiswa/mahasiswi Kerja Praktek di
PT.RAPP
13. Teman seperjuangan selama Kerja Praktek: Bang Aldy, Bang Muklis, Kak
Nadrah, Bang Hendri, Kak Yohana, Kak Indah dan Kak Hara.
14. Teman – teman seperjuangan Teknik Kimia D3 Fakultas Teknik Universitas
Riau angkatan 2010.
15. Pihak-pihak lain yang tidak dapat penulis sebutkan satu persatu.
Penulis menyadari bahwa penyusunan maupun penulisan laporan ini masih
sangat jauh dari kata sempurna. Oleh karena itu, penulis sangat mengharapkan
adanya kritik dan saran yang membangun dari pembaca demi perbaikan yang
lebih baik di masa yang akan datang.
Pangkalan Kerinci, 17 Mei 2013
Penulis
iv
DAFTAR ISI
LEMBAR PENGESAHAN ................................................................................... I
KATA PENGANTAR .......................................................................................... II
DAFTAR ISI ........................................................................................................ IV
DAFTAR GAMBAR ........................................................................................... VI
DAFTAR TABEL ............................................................................................ VIII
ABSTRAK ........................................................................................................... IX
BAB I PENDAHULUAN....................................................................................1
1.1 LATAR BELAKANG .....................................................................................1
1.2 TUJUAN ......................................................................................................2
1.3 RUANG LINGKUP ........................................................................................2
1.4 LOKASI DAN WAKTU PELAKSANAAN .........................................................2
1.5 METODE PELAKSANAAN ............................................................................3
1.6 PROFIL PERUSAHAAN .................................................................................3
1.6.1 Struktur Organisasi Perusahaan .............................................................7
1.6.2 Pemasaran Produk ................................................................................10
BAB II TINJAUAN PUSTAKA .........................................................................11
2.1 PENGERTIAN KERTAS ...............................................................................11
2.2 SEJARAH KERTAS .....................................................................................11
2.3 BAHAN BAKU KERTAS .............................................................................13
2.3.1 LBKP (Leaf Bleached Kraft Pulp) .......................................................14
2.3.2 NBKP (Needle Bleached Kraft Pulp) ..................................................14
2.4 BAHAN KIMIA PROSES PEMBUATAN KERTAS ...........................................15
2.4.1 Retention Aid .......................................................................................15
2.4.2 Micropolymer .......................................................................................16
2.4.3 Internal Sizing .......................................................................................16
2.4.4 Bentonite ..............................................................................................16
2.4.5 Dyes .....................................................................................................17
2.4.6 Cationic Starch .....................................................................................17
2.5.7 Optical Brightening Agent ( OBA ) ......................................................17
2.4.8 Filler .....................................................................................................17
2.4.9 Sodium Bicarbonat ..............................................................................18
2.4.10 Dry Strength .........................................................................................18
2.4.11 Salt .......................................................................................................18
2.4.12 Basoplast..............................................................................................18
v
BAB III DESKRIPSI PROSES DAN INSTRUMENTASI ..............................19
3.1 HARDWOOD SYSTEM ....................................................................................20
3.1.1 High Density Tower (HDT) ...................................................................20
3.1.2 Short Fiber (SF) Dump Tower ..............................................................20
3.1.3 Pitch Removal System (PRS) .................................................................21
3.1.4 SF Refining Feed Chest .........................................................................22
3.1.5 Short Fiber Refiner ................................................................................22
3.1.6 Short Fiber Pulp Chest ..........................................................................22
3.2 SOFTWOOD SYSTEM .................................................................................22
3.2.1 Long Fiber Bale Pulper ........................................................................22
3.2.2 Long Fiber Dump Tower .......................................................................23
3.2.3 Long Fiber Refining Feed Chest..........................................................23
3.2.4 Long Fiber Refiner ..............................................................................23
3.2.5 Long fiber pulp chest ...........................................................................23
3.3 BROKE SYSTEM ........................................................................................23
3.3.1 Wet Broke ..............................................................................................24
3.3.2 Dry Broke ..............................................................................................24
3.4 MIXING CHEST .........................................................................................26
3.5 MACHINE CHEST ......................................................................................27
3.6 WIRE SILO ...............................................................................................27
3.7 CLEANER .................................................................................................29
3.8 DEAERATOR .............................................................................................32
3.9 FAN PUMP ................................................................................................33
3.10 MACHINE SCREEN ....................................................................................33
3.11 HEAD BOX ..............................................................................................34
3.12 FORMING SECTION ...................................................................................36
3.13 PRESS SECTION ........................................................................................37
3.14 PRE DYER SECTION ..................................................................................38
3.15 SYM SIZER ...............................................................................................40
3.16 AFTER DRYER SECTION ...........................................................................42
3.17 CALENDER ...............................................................................................43
3.18 RELL ........................................................................................................44
3.19 WINDER ...................................................................................................45
3.20 FINISHING ................................................................................................46
BAB IV UTILITAS DAN PENGOLAHAN LIMBAH.....................................47
4.1. UNIT PENGOLAHAN AIR ...........................................................................47
4.3. STEAM DAN LISTRIK ................................................................................48
4.4. PENGOLAHAN LIMBAH .............................................................................49
BAB V TUGAS KHUSUS .................................................................................51
vi
5.1 PENDAHULUAN ........................................................................................51
5.2 TINJAUAN PUSTAKA .................................................................................51
5.3 METODE ...................................................................................................53
5.3.1 Studi literatur tentang bahan pengisi (filler) .........................................53
5.3.2 Observasi Lapangan ..............................................................................53
5.3.3 Melakukan pembahasan tentang filler dan pengaruhnya terhadap
kualitas kertas. ............................................................................................... 53
5.4 HASIL DAN PEMBAHASAN ........................................................................54
5.4.1 Hasil Observasi Filler ..........................................................................54
5.4.2 Pembahasan ..........................................................................................56
BAB V PENUTUP ..............................................................................................61
5.1 KESIMPULAN ............................................................................................61
5.2 SARAN .....................................................................................................61
LAMPIRAN PERHITUNGAN ..........................................................................62
DAFTAR PUSTAKA
vii
DAFTAR GAMBAR
Gambar 1. 1 Pabrik PT.RAPP ................................................................................. 5
Gambar 1. 2 Hutan Tanaman Industri (HTI) PT.RAPP ......................................... 6
Gambar 1. 3 Paper Machine 2 Organization Structure .......................................... 9
Gambar 3. 1 Diagram alir Proses pembuatan kertas di RAK PM 2..……………19
Gambar 3. 2 Dry broke system .............................................................................. 26
Gambar 3. 3 Mixing chest dan machine chest....................................................... 27
Gambar 3. 4 Wire silo ........................................................................................... 29
Gambar 3. 5 Centrifugal Cleaner.......................................................................... 31
Gambar 3. 6 Deaerator Tank ................................................................................ 33
Gambar 3. 7 Headbox ........................................................................................... 36
Gambar 3. 8 Forming Section ............................................................................... 37
Gambar 3. 9 Press section ..................................................................................... 38
Gambar 3. 10 Pre dryer section ............................................................................ 40
Gambar 3. 11 Sym Sizer ........................................................................................ 41
Gambar 3. 12 After dryer section. ......................................................................... 43
Gambar 3. 13 Calendar ......................................................................................... 44
Gambar 3. 14 Reel ................................................................................................. 45
Gambar 3. 15 Winder ............................................................................................ 45
viii
DAFTAR TABEL
Tabel 1. 1 Group dryer......................................................................................... 39
Tabel 1. 2 Pengaruh penggunaan filler terhadap ketebalan kertas ....................... 55
Tabel 1. 3 Pengaruh penggunaan filler terhadap kekuatan kertas ........................ 56
Tabel 1. 4 Pengaruh penggunaan filler terhadap kehalusan kertas ...................... 56
Tabel 1. 5 Spesifikasi penggunaan filler pada Acacia Copy Paper (MR) ............ 57
Tabel 1. 6 Spesifikasi penggunaan filler pada Acacia Offset Paper (OR) ........... 57

ix
ABSTRAK
PT. Riau Andalan Pulp and Paper (RAPP) merupakan salah satu
perusahaan swasta yang berada di bawah pengawasan APRIL (Asia Pasific
Resource International Holding Limited) yang bergerak dibidang industri pulp
dan kertas dari bahan baku kayu daun lebar (Hardwood). Sebagai perusahaan
yang besar, APRIL mempunyai visi yaitu “menjadi salah satu perusahaan pulp
dan kertas terbesar di dunia dengan manajemen terbaik, paling menguntungkan,
dan berkelanjutan, serta menjadi pilihan utama bagi pelanggan dan karyawan”.
Kertas adalah bahan yang tipis dan rata, yang dihasilkan dengan
kompresi serat yang berasal dari pulp. Serat yang digunakan biasanya adalah
alami, dan mengandung selulosa, hemiselulosa dan lignin. PT RAPP yang
berlokasi di Pangkalan Kerinci, Kabupaten Pelalawan ini memiliki 4 unit bisnis
yaitu Riau fiber (RF), Riau pulp (RPL), Riau paper (RAK), dan Riau power
(RPE). Tujuan dari studi ini untuk mengetahui pengaruh penambahan filler
terhadap kualitas kertas. Kegunaan utama dari filler adalah sebagai pengisi
rongga-rongga antar serat sehingga formasi lembaran akan menjadi lebih baik.
Fungsi lain dari penambahan filler diantaranya memperbaiki kehalusan
permukaan kertas, memperbaiki kecemerlangan kertas dan memperbaiki
penyerapan tinta pada kertas.
Kata kunci : PT. RAPP, kertas, filler.
1
BAB I
PENDAHULUAN
1.1 Latar Belakang
Industri pulp dan kertas merupakan salah satu industri hasil hutan yang
memiliki peran yang besar bagi perekonomian Indonesia saat ini. Salah satu
industri pulp dan kertas yang ternama adalah PT. Riau Andalan Pulp and Paper
(RAPP). Industri ini memiliki produk yang mampu menembus pasar internasional
dengan kuantitas yang besar dan kualitas yang baik, memiliki mesin-mesin dan
teknologi yang canggih serta modern. Diharapkan mahasiswa dapat ikut andil
dalam memajukan industri pulp dan kertas Indonesia dengan mempraktekkan
secara langsung ilmu yang diperoleh.
Pulp dibuat secara mekanis maupun kimia dengan memisahkan serat kayu
atau selulosa dari bahan lain. Dalam proses kraft pulping, larutan campuran antara
sodium hidrosida dan sodium sulfida digunakan untuk melarutkan bahan yang
tidak berserat. Pulp kemudian diputihkan untuk menghasilkan kertas yang putih.
Beberapa zat kimia digunakan dalam proses pemutihan (bleaching) antara lain
klorin, sodium hidroksida, kalsium hipoklorit, klorin dioksida, hidrogen peroksida
dan sodium peroksida.
Proses pembuatan kertas adalah memanfaatkan selulosa yang terdapat
dalam kayu, yang dilakukan dengan cara mekanis, semikimia atau secara kimia.
Kandungan selulosa ini paling disukai dalam pembuatan pulp.
Oleh karena itu, penulis ingin mengetahui faktor-faktor utama dan
pendukung yang mempengaruhi pembuatan pulp. Kerja Praktek ini sangat
diperlukan untuk menambah pengetahuan penulis dalam bidang pembuatan kertas,
khususnya pembuatan kertas di PT. RAPP.
2
1.2 Tujuan
Kerja praktek mahasiswi D3 Teknik Kimia bertujuan memberi
kesempatan kepada mahasiswi untuk memperoleh pengalaman visual dan
pengenalan di lapangan tentang operasi dari suatu proses produksi pada industri
proses kimia. Mahasiswi dapat memahami dan mengaplikasikan teori yang
didapatkan selama perkuliahan, serta dapat memahami dan menjelaskan proses-
proses yang ada (operation unit) beserta prinsip kerja peralatan yang digunakan
dalam menghasilkan suatu produk, termasuk alat analisa dan alat kontrol.
Mahasiswi dapat memahami dan menggambarkan komponen primer suatu proses
produksi, antara lain bahan utama maupun bahan penunjang yang ada, energi yang
dibangkitkan sendiri maupun energi luar, juga produk utama dan produk
sampingan. Lebih lanjut mahasiswi dapat memperdalam, mengembangkan
keterampilan, dan pengetahuan tentang berbagai peristiwa teknik kimia serta
aplikasinya sesuai dengan topik kerja praktek yang dilakukan.
1.3 Ruang Lingkup
Ruang lingkup dari kegiatan ini adalah :
Mengetahui fungsi dari filler.
Mengetahui jenis-jenis filler yang digunakan pada pembuatan
kertas.
Pengaruh penambahan filler terhadap kualitas kertas.
1.4 Lokasi dan Waktu Pelaksanaan
Kerja praktek ini dilaksanakan di PT. Riau Andalan Pulp and Paper, Paper
Machine Department, unit Chemical Preparation dari tanggal 10 April 2013 – 20
Mei 2013.
3
1.5 Metode Pelaksanaan
Metode yang dilakukan dalam penulisan laporan Kerja Praktek ini antara
lain:
a. Orientasi/Pengenalan Perusahaan
b. Studi Literatur
c. Studi Lapangan / Pengambilan Data
d. Pembuatan Laporan
1.6 Profil Perusahaan
PT. Riau Andalan Pulp and Paper merupakan suatu perusahaan yang
bergerak dibidang pulp dan kertas yang berada di bawah naungan PT. Raja
Garuda Mas Internasional (RGMI). Saat ini RGMI berubah nama menjadi PT.
Royal Golden Eagle (RGE). PT.RGE yang berpusat dijakarta merupakan
merupakan suatu grup industri yang unggul di Asia Pasifik dan asetnya melebihi
US 4,6 Milyar. APRIL (Asia Pasific Resources International Holding Limited)
merupakan perusahaan pemegang saham untuk sektor hasil hutan dari grup RGE.
Pusat dari kantor APRIL ini terletak di Singapura dan merupakan perusahaan pulp
dan kertas terbesar di Asia. APRIL mengoprasikan pabrik pulp dan kertas
Changshu fine paper Mill di Cina dan PT. Riau Andalan Pulp dan Kertas di
indonesia. APRIL sendiri merupakan anak cabang perusahaan RGE yang saat ini
memiliki 80 anak Perusahaan yang terbesar di Indonesia dan mancanegara.
CEO dan juga pendiri perusahaan ini adalah Sukanto Tanoto, beliau yang
lahir pada 29 Desember 1949 merupakan anak tertua dari tujuh bersaudara. Beliau
telah banyak berkiprah di dunia bisnis. Pada Tahun 1967 beliau bergabung dalam
perusahaan milik keluarga sebagai penyuplai suku cadang kendaraan bermotor
dari Jepang. Pada tahun 1973 beliau mendirikan industri kayu lapis yang diberi
nama RGM (saat ini menjadi RGE) pada saat itu menjadi era keemasan kayu lapis
Indonesia. Beliau mendirikan perusahaan minyak kelapa sawit yang diberi nama
Asian Agri pada tahun 1979. Pada tahun 1983 dibangun pabrik dissolving pulp di
daerah Porsea, Sumatra Utara yang diberi nama Indorayon (saat ini menjadi Toba
Pulp Lestari) yang mulai dioperasikan tahun 1988.
4
APRIL sendiri memiliki visi yaitu “menjadi perusahaan pulp dan kertas
terbesar di dunia dengan manajemen terbaik, paling menguntungkan, dan
berkelanjutan serta menjadi pilihan utama bagi pelanggan dan karyawan”.
Visi lainnya dari perusahaan diantaranya :
Mengimplementasikan dan mempertahankan sistem manajemen
mutu yang berdasarkan standart ISO 9001.
Menyusun dan menentukan Tujuan Mutu yang realistis dengan
uraian sasaran dan tanggung jawab memantau pelaksanaa-
pelaksanaan guna menjamin peningkatan mutu yang
berkesinambungan.
Secara aktif mencari dan menampung informasi baik dari
pelanggan kita tentang produk dan pelayanan yang kita berikan.
Memastikan kebijakan ini dimengerti dan dilaksanakan oleh setiap
karyawan dalam ruang lingkup pekerjaannya masing-masing.
Selalu melakukan sesuatu dengan benar pada awal dan seterusnya.
Pendirian pabrik PT. Riau Andalan Pulp and Paper ini dilakukan pada
tahun 1991 dengan masa pengerjaan proyek selama 2 tahun dengan investasi awal
sebesar 1,3 milyar dan temasuk Penanaman Modal Asing (PMA). Pada akhir
tahun 1993, pabrik selesai dibangun dengan menempati areal 650 ha dari lahan
1750 ha milik PT. Riau Andalan Pulp and Paper. Pada awal bulan Februari dan
Maret 1994 dilakukan start-up (running test) pabrik dan pada tahun 1995 dimulai
produksi komersial pertama. Pertengahan tahun 1995 dimulai masa comissioning
(percobaan mesin) produksi selama 5 bulan dan setelah itu mulai berproduksi
secara komersil pada bulan berikutnya. Pada tahun 1996, dimulai survei untuk
pabrik kertas dan pada tahun 1997 pabrik kertas sudah dimulai beroperasi
walaupun belum beroperasi sepenuhnya.
5
Gambar 1. 1 Pabrik PT.RAPP
PT. Riau Andalan Pulp and Paper (RAPP) terletak di Pangkalan Kerinci,
Kecamatan Langgam, Kabupaten Pelalawan yang berjarak sekitar 75 km dari
Pekanbaru, ibukota propinsi Riau,sedangkan kantor pusat dan urusan administrasi
serta kerjasama terletak di Jl. Teluk Betung No. 31 Jakarta Pusat 10230. PT.
RAPP merupakan perusahaan yang bergerak dalam industri pulp (bubur kertas)
dan kertas. Lokasi produksi PT. RAPP yang terletak di Pangkalan Kerinci
merupakan lokasi yang strategis karena dekat dengan sumber bahan baku
(kawasan HTI) dengan iklim yang sesuai untuk pertumbuhan pohon yang menjadi
bahan baku pulp dan kertas. Bahan baku pendukung produksi berupa air juga
mudah diperoleh karena kawasan ini dekat dengan Sungai Kampar.
Bahan baku diperoleh dari lahan konsesi pabrik seluas 280.500 ha, dimana
rencana tata ruang HTI (Hutan Tanaman Industri) diperkirakan seluas 189.000 ha
dan areal efektif tanam seluas 136.000 ha. Pada tahun 2000 bahan baku yang
berasal dari kayu alam Mixed Hard Wood (MHW) mulai digantikan dengan kayu
hasil tanam yaitu jenis akasia. Akasia yang ditanam yaitu acacia mangium, acacia
crassicarpa dan eucaliptus, untuk eucaliptus sendiri saat ini belum mulai bisa
dipanen karena dalam masa percobaan.
6
Gambar 1. 2 Hutan Tanaman Industri (HTI) PT.RAPP
PT. RAPP mulai beroperasi secara penuh pada kuartal ketiga tahun 1996.
Pada saat itu, produksi rata-rata per hari sebesar 200 ton pulp. Nilai produksi ini
bervariasi pada bulan-bulan berikutnya sekitar 1800-200 ton pulp per hari. Pada
tahun 2003, jumlah produksi pulp dan kertas mengalami peningkatan hingga pada
1.975.000 ton per tahun. Pada tahun 2004-2006 target sebesar 2.000.000 ton pulp
dan kertas atau sekitar 5.500 ton per hari. Riau Pulp menggunakan sistem Super
Batch Cooking dan Continuos Cooking dengan kapasitas produksi 2.700.000 ton
per tahun. Hal ini menjadikan PT.RAPP sebagai single line pabrik pulp terbesar di
Asia dan salah satu yang menghasilkan biaya produksi rendah di dunia.
Perusahaan ini memakai teknologi Elemental Chlorine Free (ECF) sehingga
memenuhi mutu dan lingkungan industri secara internasional. Semua kegiatan
proses produksinya ditunjang oleh sistem operasi dan dapat dilihat langsung
melalui monitor yang disebut DCS (Distribusi Control System).
PT. RAPP terdiri dari empat unit bisnis diantaranya :
PT. Riau Andalan Pulp atau Riau Pulp, merupakan unit bisnis yang
bergerak di bidang produksi pulp.
7
PT. Riau Andalan Kertas atau Riau Paper, merupakan unit bisnis yang
memproduksi kertas.
PT.Riau Prima Energi atau Riau Energy, unit bisnis yang bergerak di
bagian penyuplai energi.
Forestry atau Riau Fiber, unit bisnis yang bergerak di bagian forestry
untuk supply bahan baku kayu.
Bidang konstruksi pembangunan perusahaan, jalan dan prasarana lainnya
ini dikelola oleh PT. Pec-Tech sedangkan untuk pemilik dan pengelola seluruh
kawasan industri di RAPP oleh PT.KIK ( PT. Kawasan Industri Kampar ). Riau
Power memiliki kapasitas produksi 535 MW yang menyalurkan energi listrik ke
seluruh area pabrik bahkan telah membantu menerangi kabupaten Kerinci. Riau
paper mulai beroperasi PM 1 pada bulan april 1998 dengan kapasitas produksi
terpasang 1.500 ton/hari dengan produk kertas berupa uncoated wood free paper
dengan ukuran gramatur antara 60-120 gsm. Mesin kertas yang digunakan pada
PM 1 merupakan mesin kertas berteknologi tinggi buatan Valmet (saat ini
menjadi Metso) dengan hasil produksinya adalah jumbo roll ( lebar ±8,6 m,
panjang ±70.000 m) dengan kecepatan terpasangsebesar 1500 m/min. Pada tahun
2006 dibangun PM 2. Kecepatan terpasang PM 2 lebih tinggi yaitu berada pada
1600 m/min.PT. Riau Andalan Pulp dan Kertas memiliki salah satu pabrik kertas
paling canggih di dunia, unit bisnis ini memiliki banyak prestasi yang telah diraih.
PM 2 telah meraih penghargaan sebagai PM tercepat kedua oleh metso di bawah
PM 1 dari china. PM 1 pernah menempati peringkat pertama di tahun 2005 versi
Metso.
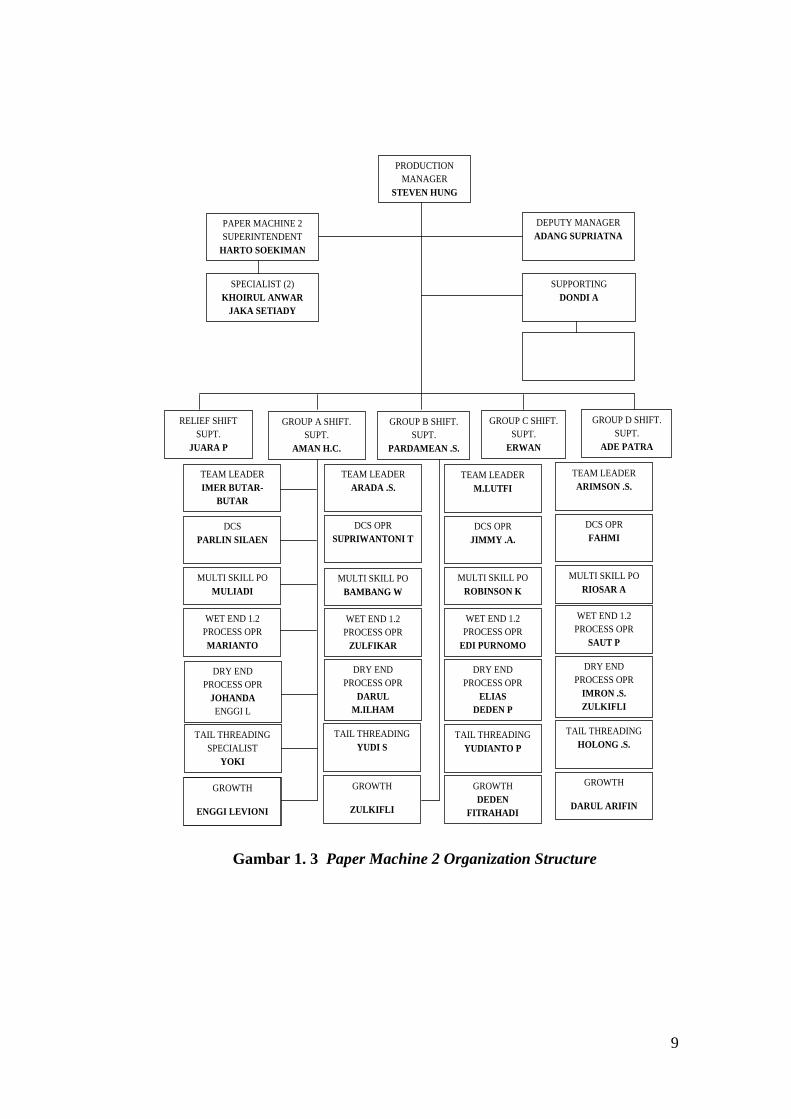
1.6.1 Struktur Organisasi Perusahaan
Bentuk perusahaan Riau Andalan Pulp and paper (RAPP) adalah
Perseroan Terbatas dengan struktur organisasi mengikuti tipe garis dimana
kekuasaan dan tanggung jawab bercabang pada setiap pimpinan dari yang teratas
sampai yang terbawah. Struktur PT.RAPP dan Riau paper dapat dilihat pada
gambar. Sistem manajemen PT.RAPP menganut sistem Integerated Management
8
System (IMS) yang bertujuan untuk menintergrasikan seluruh unit bisnis dan
meningkatkan kemajuan perusahaan. Untuk urusan kualitas dan pengendalian
pencemaran lingkungan, PT. RAPP mengacu pada standar ISO 9001 dan 14001
yang mengutamakan costumer satisfactiondan pollution abatement. Sedangkan
untuk Sistem Manajemen Keselamatan dan Kesehatan Kerja ( SMK3 ) karyawan
RAPP mengacu pada OSHAS 18001 diantaranya yaitu wajib penggunaan Alat
Pelindung Diri ( APD ) di area kerja . Tuntutan konsumen akan bahan baku yang
legal dan tanpa menggunakan kayu hutan alam membuat perusahaan wajib
menggunakan sertifikasi dalam legalitas kayunya diantaranya adalah LEI, PHPL,
SVLK, dan FSC CoC
PT. RAPP memiliki karyawan lebih dari 3.600 orang yang terdiri dari
tenaga kerja dalam negeri dan tenaga ahli yang didatangkan dari luar negeri.
Berdasarkan waktu kerjanya, karyawan PT. RAPP dibagi menjadi dua yaitu
karyawan general dan shift. Dalam rangka meningkatkan disiplin serta
produktivitas karyawan maka PT. RAPP menerapkan manajemen 5S yang
meliputi :
1. Seiri (Ringkas)
2. Seiton (Rapi)
3. Seiso (Resik)
4. Seiketsu (Rawat)
5. Shitsuke (Rajin)
Dalam hal peningkatan mutu, karyawan perlu dibekali kemampuan yang
handal dan memiliki operator-operator yang berstandar internasional. PT. RAPP
mempunyai training program yang disebut Driving License process (DLP)
program. DLP merupakan suatu minimum kompetensi yang harus dimiliki oleh
seorang operator. Operator tersebut dapat dinyatakan berkompeten apabila sudah
lulus dan memperoleh sertifikat DLP sesuai dengan bidang kerjanya masing-
masing. Setiap karyawan PT. RAPP mendapatkan training secara berkala guna
meningkatkan kemampuannya.
9
TEAM LEADER
IMER BUTAR-
BUTAR
DCS
PARLIN SILAEN
MULTI SKILL PO
MULIADI
WET END 1.2
PROCESS OPR
MARIANTO
DRY END
PROCESS OPR
JOHANDA
ENGGI L
TAIL THREADING
SPECIALIST
YOKI
GROUTH
TEAM LEADER
ARADA .S.
DCS OPR
SUPRIWANTONI T
MULTI SKILL PO
BAMBANG W
WET END 1.2
PROCESS OPR
ZULFIKAR
DRY END
PROCESS OPR
DARUL
M.ILHAM
TAIL THREADING
YUDI S
GROWTH
ENGGI LEVIONI
GROWTH
ZULKIFLI
TEAM LEADER
M.LUTFI
TEAM LEADER
ARIMSON .S.
DCS OPR
JIMMY .A.
DCS OPR
FAHMI
MULTI SKILL PO
ROBINSON K
MULTI SKILL PO
RIOSAR A
WET END 1.2
PROCESS OPR
EDI PURNOMO
WET END 1.2
PROCESS OPR
SAUT P
DRY END
PROCESS OPR
ELIAS
DEDEN P
DRY END
PROCESS OPR
IMRON .S.
ZULKIFLI
TAIL THREADING
YUDIANTO P
TAIL THREADING
HOLONG .S.
GROWTH
DEDEN
FITRAHADI
GROWTH
DARUL ARIFIN
RELIEF SHIFT
SUPT.
JUARA P
GROUP A SHIFT.
SUPT.
AMAN H.C.
GROUP B SHIFT.
SUPT.
PARDAMEAN .S.
GROUP C SHIFT.
SUPT.
ERWAN
GROUP D SHIFT.
SUPT.
ADE PATRA
PRODUCTION
MANAGER
STEVEN HUNG
DEPUTY MANAGER
ADANG SUPRIATNA
PAPER MACHINE 2
SUPERINTENDENT
HARTO SOEKIMAN
SPECIALIST (2)
KHOIRUL ANWAR
JAKA SETIADY
SUPPORTING
DONDI A
Gambar 1. 3 Paper Machine 2 Organization Structure

10
1.6.2 Pemasaran Produk
Kertas yang dihasilkan oleh Riaupaper dipasarkan dalam bentuk cut size,
polio maupun gulungan (roll). Adapun wilayah pemasaran produk Riaupaper
adalah Eropa, Asia, dan pasar dalam negeri.
Berbagai macam merek dagang untuk kertas yang di produksi oleh
Riaupaper telah dikeluarkan seperti : Paper One, Copy Paper, dan Dunia Mas.
Disamping memproduksi kertas untuk dipasarkan dengan merek dagang sendiri,
Riaupaper juga memproduksi kertas untuk merek dagang pelanggan seperti :
Xerox business, Imperial dan Galaxy.
11
BAB II
TINJAUAN PUSTAKA
2.1 Pengertian Kertas
Kertas dalam bahasa Inggris disebut paper dan dalam bahasa Belanda
disebut papier. Kertas adalah barang baru ciptaan manusia berwujud lembaran-
lembaran tipis yang dapat dirobek, digulung, dilipat, direkat, dicoret mempunyai
sifat yang berbeda dari bahan bakunya : tumbuh-tumbuhan. Kertas dibuat untuk
memenuhi kebutuhan hidup yang sangat beragam. Kertas dikenal sebagai media
utama untuk menulis, mencetak serta melukis dan banyak kegunaan lain yang
dapat dilakukan dengan kertas misalnya kertas pembersih (tissue) yang
digunakan untuk hidangan, kebersihan ataupun toilet. Adanya kertas merupakan
revolusi baru dalam dunia tulis menulis yang menyumbangkan arti besar dalam
peradaban dunia. Sebelum ditemukan kertas, bangsa-bangsa dahulu
menggunakan tablet dari tanah lempung yang dibakar. Hal ini bisa dijumpai dari
peradaban bangsa Sumeria, Prasasti dari batu, kayu, bambu, kulit atau tulang
binatang, sutra, bahkan daun lontar yang dirangkai seperti dijumpai pada naskah
naskah nusantara beberapa abad lampau.
2.2 Sejarah Kertas
Pada masa awal-awal keberadaan kertas sangat dekat denagn kegiatan
menulis. Dapat dikatakan bahwa sebuah peradaban mulai bersentuhan dengan
kertas maka kegunaan kertas sangat berkaitan dengan fungsinya sebagai media
untuk menulis. Walaupun kertas dekat dengan dunia tulis-menulis ternyata tidak
sesuai dengan kelahiran budaya tulis. Saat budaya tulis mulai dikenal oleh
manusia, kertas bukanlah media pertama yang digunakan sebagai media untuk
menulis. Sebelumnya , manusia menggunakan media lainnya seperti : tulang,
batu, tanah liat, logam, kulit pohon, dan lembaran-lembaran kayu. Mesir
merupakan negeri yang pertama kali bersentuhan dengan budaya kertas. Kertas
pertama kali dibuat dari sejenis tanaman, Cyperus papyrus. Setelah kertas produk
Mesir hilang dari peredaran, muncul kertas produk baru Cina. Produk Cina mulai
12
dikenal pada abad ke-2 M. Orang yang berjasa mengenalkan kertas ebagai
produk peradaban manusia adalah T’sai Lun, pegawai biasa pada kerajaan Cina
semasa Kaisar Ho Ti. Kertas produk T’sai Lun yang berbahan dasar pohon
murbei dalam waktu singkat menggantikan fungsi berbagai media tulis yang
telah digunakan sebelumnya oleh Negara tersebut seperti, bambu dan kain sutera.
Berkat jasanya menemukan kertas, Kaisar Ho Ti kemudian memberi gelar
bangsawan kepada T’sai Lun.
Pada awal abad ke-7, terjadilah transfer pertama kali dalam hal teknologi
pembuatan kertas. Negeri pertama yang menerima transfer pembuatan kertas
adalah Jepang. Setelah Jepang menyusul Korea, Nepal dan India pada abad ke-9.
Sementara dunia Arab telah mengenalnya sejak abad ke-8. Teknologi pembuatan
kertas mulai menyebar kenegara-negara Eropa seperti Spanyol, pada pertengahn
abad ke-12, kemudian Prancis, Italia, Jerman dan Swiss. Seiring dengan
perkembangan peradaban, pembuatan kertas terus mengalami penyempurnaan
baik dalam hal penggunaan bahan mentah, proses pembuatan, maupun teknologi
pembuatan. Setelah menyebar ke negara Eropa pembuatan kertas tidak lagi
dilakukan secara manual melainkan secara mekanis. Pohon murbei bukan lagi
satu-satunya bahan mentah kertas, sebab digunakan pula bahan-bahan mentah
lainnya seperti rumput esparto, jerami, dan kayu. Dalam kaitannya dengan
inovasi dalam proses pembuatan kertas dengan menggunakan mesin, kiranya
perlu dicatat nama-nama penemu dan pengembang mesin pembuat kertas, seperti
Nicolas Louis Robert dan St. Leger Didot dari Prancis (1798) serta Henry dan
Sealy Fourdriner dari Inggris.
Persentuhan budaya tulis di Indonesia dimulai pada abad ke-5,
sebagaimana dibuktikan oleh temuan-temuan dari prasasti kerajaan tarumanegara
dan yupa dari Kutai. Kertas belum menjadi media yang digunakan untuk
menulis. Mereka menggunakan batu sebagai alat untuk menulis. Dengan
demikian, kertas bukan media yang pertama kali digunakan sebagai alat untuk
menulis di Indonesia. Meski demikian, disebut-sebut ada dua jenis kertas pada
masa awal-awal persentuhan Indonesia dengan kertas, yaitu kertas tradisional
dan kertas pabrik. Kertas Tradisonal adalah kertas hasil kreasi bangsa Indonesia
13
yang dibuat melalui cara-cara yang tradisional dengan bahan mentah yang
umumnya terbuat dari kulit kayu. Contoh kertas tradisional yang bernama
daluang yang dibuat dengan menggunakan bahan dasar dari kulit kayu pohon
paper mulberry “ Broussonetia papyrifera vent” atau yang dalam tradisi
masyarakat sunda dikenal dengan nama pohon saeh, Jawa (glulu/glugu), Madura
(dhalubnag/dhulubang) dan di Sumba Timur dikenal kembala. Kaitannya dengan
kertas pabrik, pada kenyataan sejarah awal tentang permulaan produksi kertas
dengan cara manual kemudian menggunakan mesin, dapat dikatakan bahwa
perentuhan Indonesia dengan kertas sangat mungkin baru dimulai saat ada
kontak dengan budaya asing yagn telah menjadikan kertas sebagai media untuk
kegiatan menulis
Berdasarkan bukti-bukti sejarah sangat mungkin persentuhan Indonesia
dengan kertas telah dimulai sejak abad ke-13. Adapun kertas pabrik yang
pertama kali masuk ke Indonesia didatangkan oleh para pedagang muslim yang
berasal ari Arab. Selanjutnya persentuhan Indonesia dengan kertas pabrik
semakin mendalam pada zaman VOC.
2.3 Bahan Baku Kertas
Bahan baku merupakan salah satu komponen pokok dalam kegiatan
produksi. bahan baku merupakan bagian menyeluruh dari produk jadi. Bahan
baku kertas yaitu komponen-komponen pokok yang diperlukan dalam kegiatan
produksi kertas. Penggunaan kertas dalam kehidupan manusia sehari-hari tidak
dapat dipisahkan, walaupun baru-baru ini dicanangkan program less paper office,
namun tetap saja pemakain kertas dunia berada dalam jumlah besar. Untuk
memenuhi permintaan pasar Dunia, Perusahaan Pulp dan Kertas dituntut untuk
menghasilkan Pulp dan Kertas dengan kualitas terbaik tanpa merusak ekosistem
dan keseimbangan alam, untuk itu dibutuhkan ilmu pengetahuan yang memadai
untuk menerapkan proses produksi yang ramah lingkungan (Produksi Bersih) di
pabrik kertas yang ada di Dunia khususnya di Indonesia.
Proses pembuatan kertas pada umumnya menggunakan 2 jenis bahan baku
yaitu serat virgin dan serat sekunder. Serat virgin dibagi kedalam dua kelompok,
14
yaitu serat kayu (wood) dan dari non kayu (nonwood). Serat kayu terbagi lagi
kedalam dua kelompok besar yakni kayu daun lebar (Hardwood) seperti, Acacia
mangium, Eucalyptus sp, Gmelina sp, Albizia sp, Lamtorogung, etc, dan dari
kayu jarum (Softwood) seperti pinus, Cemara, dan Aghatis. Sementara untuk
serat dari nonwood dapat berasal dari bagas, Kenaf , Rami , Jute , Crotalaria,
etc. Untuk serat sekunder berasal dari kertas bekas yang diuraikan dan kemudian
dijadikan kertas.
2.3.1 LBKP (Leaf Bleached Kraft Pulp)
LBKP adalah pulp dari Hardwood yang diproses menggunakan sistem
Kraft pulping yang telah mengalami proses pemutihan. Hardwood merupakan
jenis kayu yang banyak tumbuh di seluruh dunia, terutama di daerah tropis dan
sub tropis. Hardwood memiliki ciri-ciri yaitu daun sempurna (bertangkai,
berhelai dan berurat) dan tergolong dalam Ordo Dicotiledon. Panjang serat
hardwood sekitar 0,8 -1,6 mm. Keuntungan penggunaan hardwood sebagai
bahan baku pembuatan pulp di Indonesia disebabkan karna bahan baku jenis
hardwood ini mudah tumbuh di daerah dengan iklim tropis dan sub tropis seperti
di Indonesia, sehingga umur tanam yang dibutuhkan juga relatif lebih singkat
dibandingkan dengan tanaman Softwood. Serta kandungan lignin pada hardwood
juga lebih rendah dari softwood. Beberapa efek positif yang diberikan oleh serat
pendek yang berasal dari hardwood terhadap properties kertas adalah :
Meningkatkan kualitas formasi lembaran
Meningkatkan smoothness (kelicinan) kertas
Meningkatkan opasitas
Adapun kelemahan yang terdapat pada hardwood sebagai bahan baku
pembuatan pulp adalah kandungan vessel yang mengakibatkan pemborosan
pemakaian bahan kimia pemasak pada proses cooking berlangsung.
2.3.2 NBKP (Needle Bleached Kraft Pulp)
NBKP adalah hasil pemasakan kayu jarum (softwood) melalui proses kraft
yang telah mengalami pemutihan (bleaching). Meskipun kandungan lignin
15
softwood lebih banyak dari pada hardwood namun lignin pada softwood lebih
mudah dihilangkan. softwood tumbuh pada daerah beriklim dingin terutama di
Rusia, Amerika Utara, Scandinavia, Asia Selatan bagian utara dan beberapa
negara lain. Serat soft wood mempunyai fleksibilitas dan kemampuan berikatan
yang tinggi. Hal ini terjadi karena ukuran seratnya yang lebih panjang yaitu 3-5
mm. Hasilnya adalah ketahanan lipat, ketahanan sobek dan ketahan tarik yang
tinggi pada lembaran. Ciri-ciri kayu berdaun jarum adalah daun tidak sempurna
dan berbentuk seperti jarum (tidak bertangkai, tidak berhelai dan tidak
mempunyai urat daun). Kayu jarum tergolong dalam Ordo Coniferales.
2.4 Bahan Kimia Proses Pembuatan Kertas
Bahan penolong atau bahan kimia yang akan digunakan nantinya akan
ditambahkan pada titik-titik tertentu guna mendapatkan hasil yang maksimal.
2.4.1 Retention Aid
Retention Aid merupakan bahan polimer bermuatan positive yang
berfungsi untuk membantu agar bahan additive lain, filler, sizing agent, dyes, dan
lain-lain tetap berada didalam stock. Retensi dikategorikan menjadi tiga golongan
yaitu, retensi total (overall retention), FPR (first pass retention) dan FPAR (first
pass ash retention). Dari ketiga pola retensi tersebut yang paling banyak
digunakan adalah FPR. Di industri pulp dan kertas retensi dari bahan kimia perlu
ditingkatkan karena mempunyai keuntungan – keuntungan sebagai berikut :
beban white water berkurang
berkurangnya fine dan filler yang lolos
penggunaan fresh water dapat dikurangi
mengurangi kebutuhan uap
formasi lembaran dapat ditingkatkan
16
2.4.2 Micropolymer
Micropolymer digunakan untuk meningkatkan retensi, dengan cara
membuat flok serat sehingga dapat mengatasi drainase dan juga meningkatkan
formasi.
2.4.3 Internal Sizing
Internal sizing adalah proses pemberian ketahanan terhadap penetrasi
cairan dari kertas dan karton menggunakan aditif dari wet end (internal),
dilakukan dengan jalan mencampurkan bahan sizing dalam beater, kemudian
dibentuk lembaran sehingga distribusi bahan sizing terbawa pada lembaran.
Internal sizing kadang – kadang fungsinya hanya untuk mengontrol pengambilan
bahan cair dan penetrasi dari proses coating atau size press. Kebanyakan jenis
kertas yang dihasilkan dirancang untuk kertas – kertas tulis, cetak, bungkus dan
manfaat penggunaan pembuatan dengan menggunakan bahan sizing yang kuat
atau lemah bergantung pada penggunaan akhir. Contohnya jenis – jenis kertas
tissue, toweling, bitcher dan sanitari yang dirancang untuk menyerap cairan
dengan cepat atau kertas unsize.
2.4.4 Bentonite
Bentonite adalah istilah umum yang digunakan dalam dunia perdagangan
untuk sejenis tanah liat yang mengandung kristal montmorillonit, yaitu mineral
tanah liat Si-Al-Si, yang terbentuk dari dua lapisan aluminium-oksigen yang
terletak diantaranya. Nama bentonit sendiri diambil dari nama formasi benton
yang terdapat di Wyoming, Amerika Serikat.
Cara kerja dari bentonite menghasilkan flok-flok yang kecil, menyerap
bahan-bahan hidrofobik (pitch) dan menciptakan sistem retention yang robust
(tahan segala kondisi) dan memberikan efek yang positif terhadap dewatering,
formasi dan retensi filler.Bentonite ditambahkan setelah screen, sekitar 10m
sebelum headbox pada konsistensi stock berkisar 0,2% sampai 0,3 %.
17
2.4.5 Dyes
Dyes digunakan untuk mengontrol whiteness kertas. Ada 2 warna dye yang
digunakan yaitu warna ungu dan warna biru. Dimana warna biru untuk
meningkatkan brightness dan warna ungu untuk mendegradasi warna kuning.
2.4.6 Cationic Starch
Cationik starch digunakan sebagai bahan kimia surface sizing. Surface
sizing adalah pemberian bahan darih (size) pada permukaan kertas yang telah
dibentuk, biasanya dilakukan di mesin kertas.Untuk kertas tulis, cetak dan kertas
sigaret serta kertas bungkus dengan syarat tertentu surface sizing jauh lebih
penting dibandingkan dengan internal sizing.Tujuan utama dari surfarce sizing
adalah untuk mendapatkan kertas yang tahan terhadap larutan koloid (tinta tulis)
atau bahan minyak (tinta cetak).
2.5.7 Optical Brightening Agent ( OBA )
OBA ( Optical Brightening Agent ) digunakan untuk meningkatkan
whiteness. OBA akan memberikan efek fluorescent dimana nantinya sinar UV
akan diserap terlebih dahulu sebelum dipantulkan kembali.
2.4.8 Filler
Filler / bahan pengisi banyak digunakan untuk jenis kertas cetak, sigaret
dan bibel. Filler yang digunakan berjenis kalsium karbonat yang terdiri dari dua
jenis yaitu :
GCC / Natural (Alam)
Diperoleh dari proses penggilingan dan fraksionasi batu kapur
PCC / Pengendapan (Precipitate)
Jenis ini diperoleh dari proses pengendapan khusus yaitu dengan
mereaksikan Ca(OH)2 dengan gas CO2. besarnya partikel yang dikehendaki dapat
diatur dari kondisi berlangsungnya reaksi. Kalsium karbonat dengan cara
pengendapan ini menghasilkan mutu yang lebih baik dengan ukuran partikel 0,2
– 0,5 U, sehingga banyak digunakan di industri kertas. Ukuran partikel untuk
kalsium karbonat alam sekitar 3 – 5 U.
18
2.4.9 Sodium Bicarbonat
Sodium bicarbonat digunakan untuk mengontrol pH antara 6-7. pH
ditingkatkan agar pada proses refining serat akan lebih mudah terfibrilasi.
2.4.10 Dry Strength
Pada dasarnya lembaran kertas yang dihasilkan telah mempunyai kekuatan
kering sendiri yang intensitasnya tergantung pada, kekuatan dan distribusi dari
individu serat dalam lembaran, tingkat ikatan antar serat serta ikatan hidrogen
yang terbentuk antar serat. Kekuatan kering lembaran terkadang untuk jenis –
jenis kertas tertentu dipersyaratkan pada intensitas yang tinggi. Oleh karena itu
untuk meningkatkan kekuatan kering dari lembaran ditambahkanlah bahan
penguat kering atau dry strength additive. Selain meningkatkan kekuatan kering
tanpa menaikkan densitas lembaran, penambahan bahan penguat kering juga
dapat memberikan keuntungan berupa :
Penggilingan dapat dikurangi pada kekuatan tertentu sehingga
lebih menghemat waktu dan energi yang pada akhirnya dapat
meningkatkan produksi.
Dengan pemakaian bahan baku yang murah seperti kertas bekas
kekuatan yang diharapkan dapat tetap tercapai.
Dapat meningkatkan retensi dan drainase.
2.4.11 Salt
Salt digunakan untuk menghilangkan efek elektrostatis. Karena dengan
adanya elektrostatis nantinya lembaran yang akan dibuat akan membuat lembaran
saling menempel. Sehingga akan mengganggu proses web assembly pada
finishing. Serta elektrostatis dapat membuat lembaran menempel saat akan
digunakan nantinya.
2.4.12 Basoplast
Basoplast digunakan untuk mengontrol konsistensi white water untuk
meningkatkan formasi kertas dan printability.
19
BAB III
DESKRIPSI PROSES DAN INSTRUMENTASI
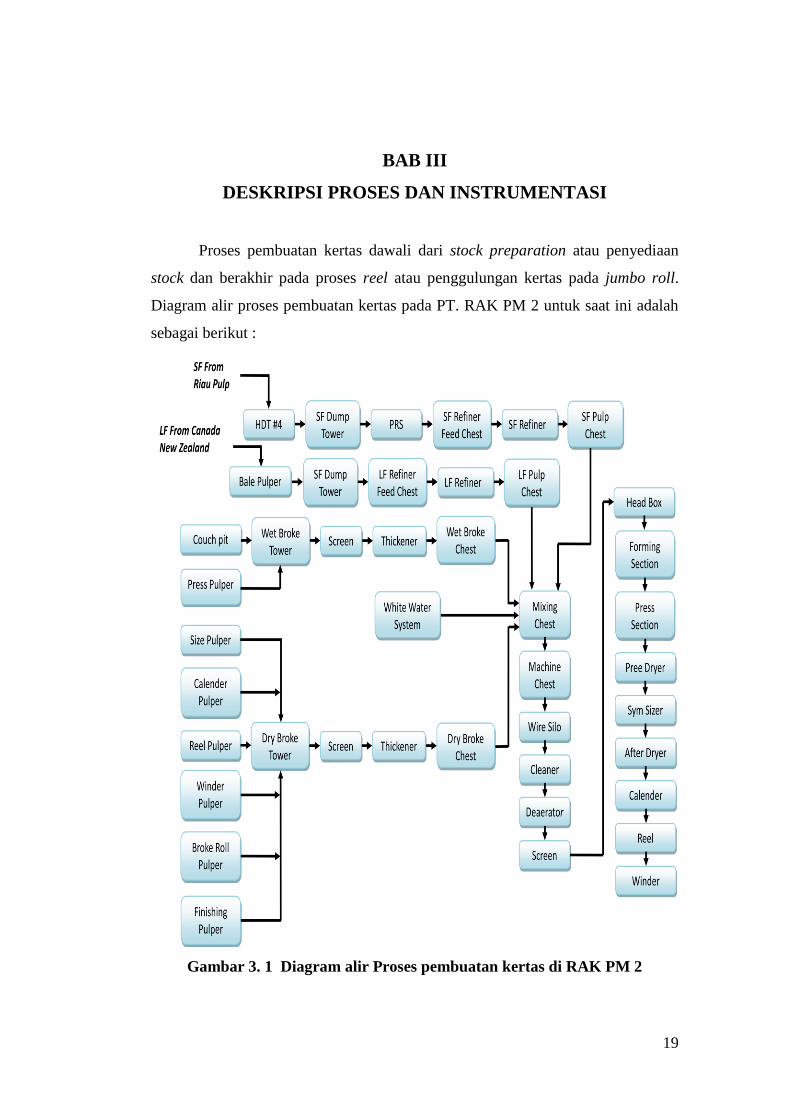
Proses pembuatan kertas dawali dari stock preparation atau penyediaan
stock dan berakhir pada proses reel atau penggulungan kertas pada jumbo roll.
Diagram alir proses pembuatan kertas pada PT. RAK PM 2 untuk saat ini adalah
sebagai berikut :
Gambar 3. 1 Diagram alir Proses pembuatan kertas di RAK PM 2
20
3.1 Hardwood System
3.1.1 High Density Tower (HDT)
HDT merupakan tempat penampungan pulp awal sebelum disuplai ke
tahap selanjutnya untuk diproses menjadi kertas. Pulp yang dikirimkan ke
PM 2 berasal dari HDT 4 yang ada di PT.RAK. Pulp tersebut dikirim
langsung oleh Riaupulp dalam bentuk slurry (buburan) dengan konsistensi
10%-12% dan berupa serat LBKP.
Penyimpanan dalam konsistesi tinggi ini dimaksudkan untuk bisa
menyimpan serat dalam jumlah yang lebih besar. Alasannya, semakin tinggi
konsisitensi, maka semakin banyak persentase jumlah serat dibandingkan
dengan air yang ada dalam stok. Hal ini akan lebih menguntungkan
dibandingkan kita menyimpan stock dengan konsistensi rendah.
Di dalam HDT 4 terdapat dua dilution point (tempat pengenceran) dan
satu buah agitator di bagian samping bawah HDT 4 itu sendiri. Agitator
berfungsi untuk menyeragamkan pencampuran stok, sementara proses
pengenceran bertujan untu menjadikan stock lebih lunak dan mudah untuk
diseragamkan. Serta akan mempermudah proses distribusi serat ke proses
selanjutnya. Satu buah sisitem dilusi terdapat pada bagian bawah HDT 4,
sedangkan dilusi yang ke dua terdapat pada pipa aliran stock dari HDT 4
menuju Short Fiber (SF) Dump Tower. Dilusi ini dinamakan dengan
Paintuning dilution.
Setelah mengalami dilusi, konsistensi keluaran dari HDT 4 dijaga
antara 5–6%. Hal ini dilakukan agar mempermudah pendistribusian stok ke
tahap selanjutnya
3.1.2 Short Fiber (SF) Dump Tower
Stock yang berasal dari HDT 4 kemudian dimasukkan ke dalam SF
Dump Tower dengan konsistensi yang telah diatur sebelumnya yaitu antara 5-
6%. Buburan Pulp di masukkan ke SF Dump Tower bertujuan untuk
menjamin kontiniutas stock dan pengkondisian serat.
21
Di dalam SF Dump Tower juga terdapat satu buah sistem dilusi dan
satu buah agitator, sistem dilusi ini berfungsi untuk mengatur stok pada
konsistensi 4-5% sebelum dikirimkan ke tahap Pitch Removal System (PRS).
3.1.3 Pitch Removal System (PRS)
Khusus untuk MTH (Mix Tropical Hardwood) stock dilewatkan
terlebih dahulu ke PRS (Pitch Removal System) untuk menghilangkan sisa
pitch yang berasal dari Fibre Line. Hal ini dilakukan Karena MTH lebih
banyak mengandung pitch dibandingkan dengan akasia.
Pada dasarnya, PRS merupakan rangkaian dari cleaner yang
digabungkan fungsinya antara forward cleaner dengan reverse cleaner untuk
menghilangkan pitch yang terkandung di dalam stok. PRS bekerja
menggunakan prinsip perbedaan berat jenis antara serat dengan pitch itu
sendiri.
Komponen-komponen yang terdapat pada PRS adalah sebagai berikut.
A. Cleaner
Stock yang berasal dari SF dump tower di pompa ke cleaner.
Cleaner pada PRS terdiri dari 6 stage dan 1 fibermizer. Untuk stage 1
ada dua tipe cleaner, yaitu forward dan reverse cleaner. Dan stage
selanjutnya adalah tipe forward cleaner. Cleaner bertujuan untuk
pemisahan berdasarkan perbedaan berat jenis antara stock dan
kotoran.
B. Center Disc Filter (CDF)
Stock yang telah keluar dari cleaner masuk ke center disk filter
yang berfungsi untuk mengentalkan stock.
C. Pitch Removal Buffer Tank
Setelah keluar dari CDF stock menuju Pitch Removal Buffer
Tank yang berfungsi untuk menampung stock yang berasal dari CDF
sebelum masuk ke SF refiner Feed Chest.
22
3.1.4 SF Refining Feed Chest
Setelah stock dipompakan dari PRS, stock kemudian masuk ke SF
Refining Feed Chest dengan tujuan untuk menjaga ketersediaan stock sebagai
sebagai umpan pada proses refining, mempertahankan kondisi pH dan
menjaga konsistensi.
Keberadaan level yang tidak berfluktuasi sangat diharapkan agar
menjaga kestabilan dan keseragaman proses refining.
3.1.5 Short Fiber Refiner
Untuk bisa memenuhi kebutuhan akan short fiber, dioperasikan 6 unit
refiner yang terbagi atas dua group parallel dan masing-masing 3 seri. Tipe
refiner yang dioperasikan adalah Conflo Refiner. Serat masuk dari sudut yang
kecil kemudian dilewatkan diantara dua refiner plate sehingga mengalami
efek brushing dan cutting. Serat kemudian dikeluarkan melalui sudut yang
lebih besar.
3.1.6 Short Fiber Pulp Chest
Setelah proses refining, sort fiber ditampung dalam tangki
penampungan untuk menjaga kontinuitas produksi. Tangki tersebut adalah
short fiber pulp chest.
3.2 Softwood System
3.2.1 Long Fiber Bale Pulper
Long fiber bale pulper berfungsi untuk menguraikan serat softwood
dalam bentuk lembaran menjadi serat individu dengan menggunakan rotor
yang terdapat dibagian bawah pulper. Pulper dioperasikan secara batch pada
konsistensi 4,5 %. Air dimasukkan terlebih dahulu sebelum rotor dijalankan,
setelah itu pulp sheet dimasukkan dalam jumlah tertentu. Efek dari
pengadukan ini adalah terjadinya gesekan antara serat dan rotor, serat dengan
23
dinding pulper, juga gesekan antar serat yang akan mengakibatkan terurainya
pulp menjadi serat-serat individu.
Serat yang telah teurai dikeluarkan melalui extractor plate yang
berbentuk plat yang berlubang-lubang sehingga kotoran dan pulp yang masih
berukuran besar tetap tertinggal di pulper.
3.2.2 Long Fiber Dump Tower
Pulp yang telah diuraikan pada pulper dipompakan ke long fiber
dump tower untuk menjaga ketersediaan stock. Untuk itu level stock harus
selalu terjaga pada range yang telah ditentukan. Pengkondisian pulp long
fiber ini sama dengan pulp sort fiber.
3.2.3 Long Fiber Refining Feed Chest
Stock dari dump tower dipompakan ke long fiber refining feed chest.
Hal ini dilakukan untuk pengkondisian dan menjaga ketersediaan stock untuk
proses refining.
3.2.4 Long Fiber Refiner
Karena kebutuhan long fiber tidak sebanyak short fiber maka jumlah
refiner yang dibutuhkan juga lebih sedikit. Hanya digunakan 3 unit Conflo
Refiner yang dioperasikan secara seri.
3.2.5 Long fiber pulp chest
Setelah proses refining, Long fiber ditampung dalam tangki
penampungan untuk menjaga kontinuitas produksi. Tangki tersebut adalah
long fiber pulpchest.
3.3 Broke System
Broke adalah serat yang didapat dari sisa lembaran kertas yang telah
diproses pada mesin kertas dan tidak bisa dijadikan produk yang siap dijual karna
terdapat beberapa kekurangannya, Serat ini dinamakan serat sekunder. Dengan
24
jumlah yang cukup besar terutama jika sering terjadi break down. Untuk itu
diperlukan penanganan khusus untuk memperoleh kembali serat tersebut. Broke
terbagi atas dua jenis yaitu wet broke dan dry broke. Perbedaan antara keduanya
adalah berdasarkan kandungan air yang terdapat di dalamnya.
3.3.1 Wet Broke
Wet broke merupakan broke yang berasal dari lembaran kertas yang
masih basah. Broke ini berasal dari dua sumber yaitu couch pit dan press
section.
A. Couch pit
Sumber broke di couch pit adalah serat yang terambil oleh
system vacuum dewatering dan trim scruit serta lembaran yang belum
tersambung ke press section. Karena drainess-nya masih rendah maka
broke ini tidak perlu di uraikan dengan hidropulper, tetapi hanya di
tambahkan white water.
B. Press section
Broke pada press section berasal dari kertas yang belum
tersambung ke pre dryer section dan lembaran yang break pada press.
Karena drainess-nya yang sudah cukup tinggi (sekitar 45 %) maka
broke ini perlu di uraikan terlebih dahulu pada press pulper.
Stock selanjutnya di pompakan ke wet broke tower untuk
selanjutnya di bersihkan pada screening dan di kentalkan dengan
menggunakan thickener. Stock yang telah di kentalkan selanjutnya di
pompakan ke wet broke chest dan selanjutnya ke mixing chest.
3.3.2 Dry Broke
Dry broke adalah broke yang memiliki kadar air lebih sedikit (bisa
dikatan mendekati kering) dan telah berbentuk lembaran. Oleh kerena itu
lembaran ini perlu diuraikan terlebih dahulu untuk mendapatkan kembali
seratnya dengan menggunakan hydropulper.
25
Jenis-jenis hydropulper pada mesin kertas adalah sebagai berikut :
A. Size press pulper
Pulper ini terletak di bawah sym sizer. Sumber broke-nya
berasal dari lembaran kertas yang mengalami break pada pre dryer
dan lembaran kertas yang belum tersambung ke sym sizer.
B. Calendar pulper
Calendar pulper terletak di bagian bawah antara after dryer
section dan calendar. Sumber broke-nya adalah kertas yang
mengalami break pada after dryer dan kertas yang belum tersambung
dari after dryer ke calendar.
C. Reel pulper
Pulper ini terdapat di bawah optireel dan broke-nya berasal dari
kertas yang belum digulung pada spool reel dan reject disekitar
optireel.
D. Winder pulper
Terletak dibawah winder dan berfungsi untuk menguraikan
broke yang berasal dari kertas yang tidak memenuhi standar yang
telah digulungan pada spool dan kertas yang mengalami break saat
proses rewinding.
E. Broke roll pulper
Pulper ini berfungsi untuk menguraikan kertas yang telah
digulung pada core namun tidak memenuhi standar.
F. Finishing pulper
Finishing pulper menguraikan broke yang berasal dari reject
dan trimming dari finishing. Serat yang telah teurai pada masing-
masing hidropulper dipompakan ke dry broke tower. Selanjutnya
stock dry broke tersebut dibersihkan dengan menggunakan pressure
screen sebanyak 3 tahap. Broke kemudian dipompakan ke wet broke
thickener untuk di kentalkan. Setelah itu dikirim ke dry broke chest
sebelum dipompakan ke mixing chest.
26
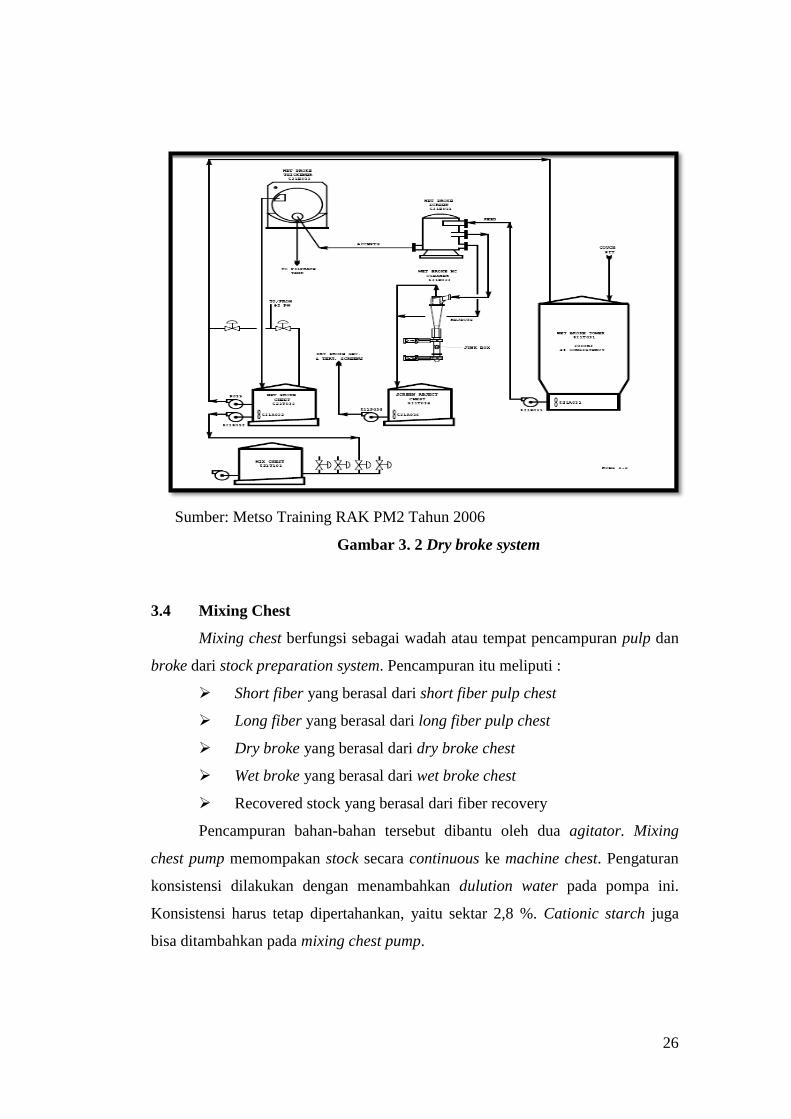
Sumber: Metso Training RAK PM2 Tahun 2006
Gambar 3. 2 Dry broke system
3.4 Mixing Chest
Mixing chest berfungsi sebagai wadah atau tempat pencampuran pulp dan
broke dari stock preparation system. Pencampuran itu meliputi :
Short fiber yang berasal dari short fiber pulp chest
Long fiber yang berasal dari long fiber pulp chest
Dry broke yang berasal dari dry broke chest
Wet broke yang berasal dari wet broke chest
Recovered stock yang berasal dari fiber recovery
Pencampuran bahan-bahan tersebut dibantu oleh dua agitator. Mixing
chest pump memompakan stock secara continuous ke machine chest. Pengaturan
konsistensi dilakukan dengan menambahkan dulution water pada pompa ini.
Konsistensi harus tetap dipertahankan, yaitu sektar 2,8 %. Cationic starch juga
bisa ditambahkan pada mixing chest pump.
27
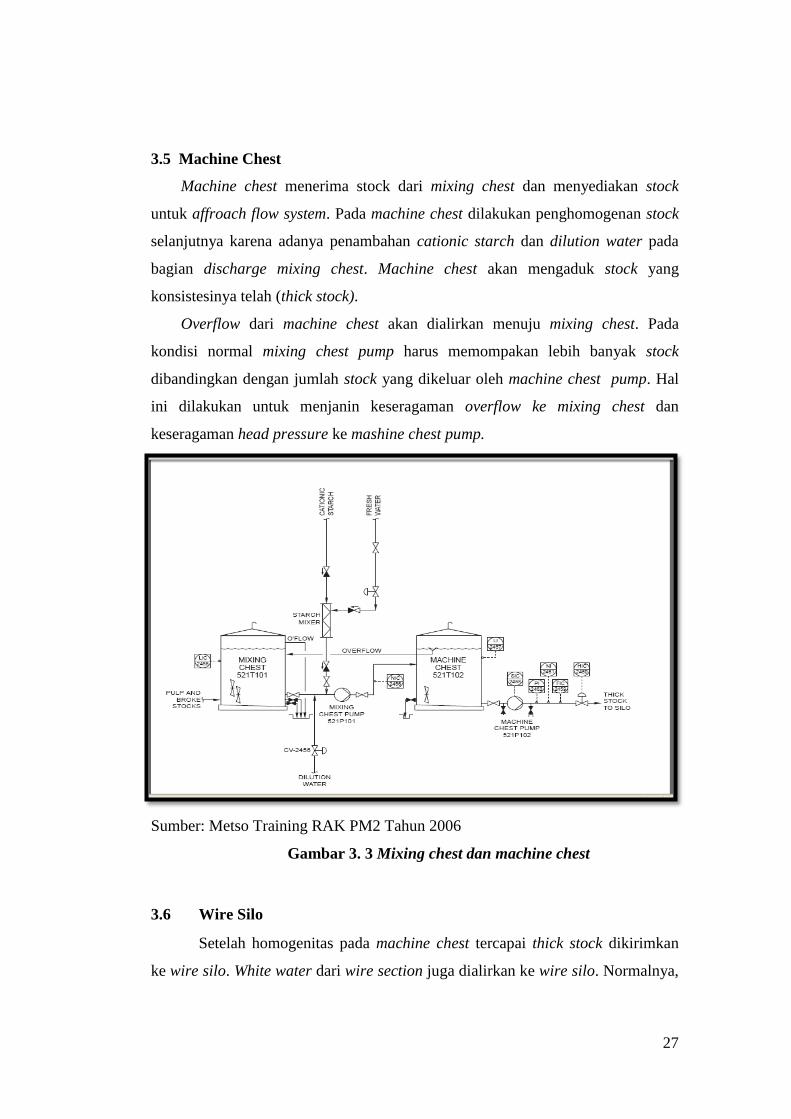
3.5 Machine Chest
Machine chest menerima stock dari mixing chest dan menyediakan stock
untuk affroach flow system. Pada machine chest dilakukan penghomogenan stock
selanjutnya karena adanya penambahan cationic starch dan dilution water pada
bagian discharge mixing chest. Machine chest akan mengaduk stock yang
konsistesinya telah (thick stock).
Overflow dari machine chest akan dialirkan menuju mixing chest. Pada
kondisi normal mixing chest pump harus memompakan lebih banyak stock
dibandingkan dengan jumlah stock yang dikeluar oleh machine chest pump. Hal
ini dilakukan untuk menjanin keseragaman overflow ke mixing chest dan
keseragaman head pressure ke mashine chest pump.
Sumber: Metso Training RAK PM2 Tahun 2006
Gambar 3. 3 Mixing chest dan machine chest
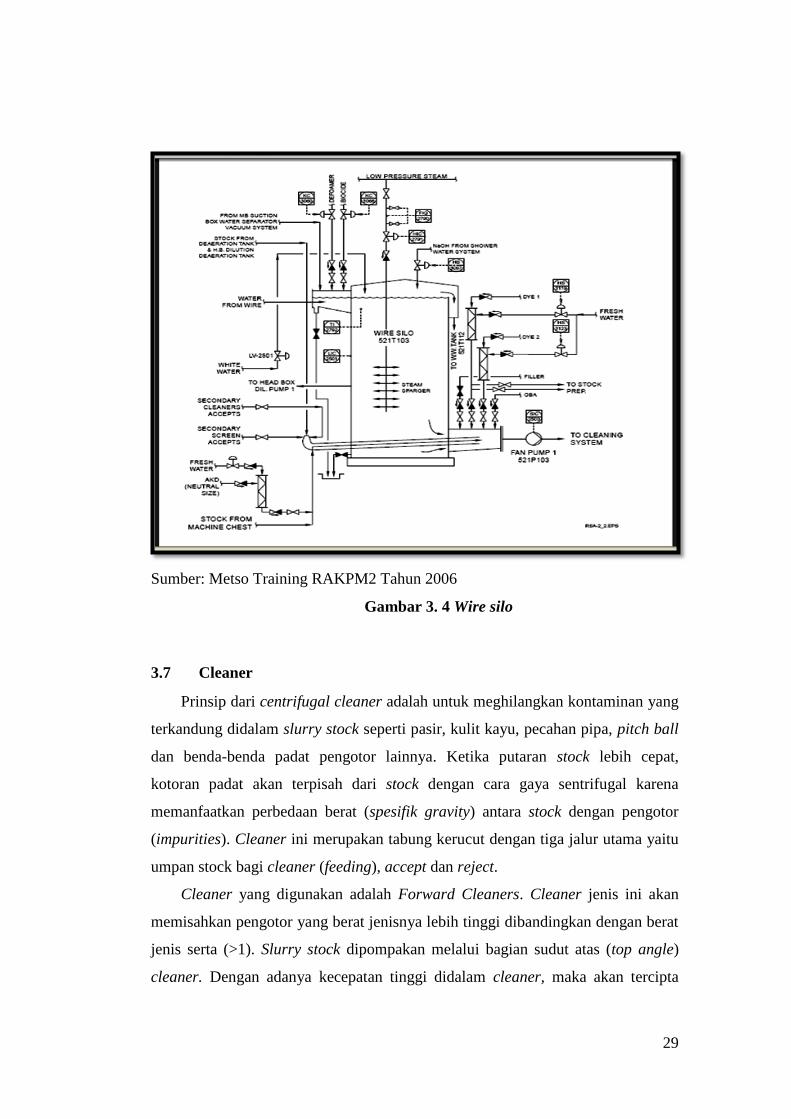
3.6 Wire Silo
Setelah homogenitas pada machine chest tercapai thick stock dikirimkan
ke wire silo. White water dari wire section juga dialirkan ke wire silo. Normalnya,
28
selama operasi itu berlangsung terjadi overflow secara kontunyu dari wire silo ke
white water tank, hal ini dilakkan agar tekanannya tetap stabil.
Berbagai bahan kimia yang dibutuhkan juga ditambahkan pada bagian ini.
Bahan-bahan kimia tersebut adalah bioside, defoamer, filler, OBA, Dye 1 dan 2,
NaOH, dan AKD. Pemasukan bahan-bahan tersebut secara garis besar terbagi
dalam tiga bagian utama. Oleh karena itu disain dari wire silo harus sedemikian
rupa sehingga keseragaman stock yang keluar terjamin keseragamannya.
Keseragaman tersebut dapat dicapai dengan adanya turbulensi di dalam wire silo
yang dibantu oleh perputaran impeller pada fan pump 1.
Pada bagian atas (flume) dilakukan penambahan bioside dan defoamer.
Bagian penambahan yang kedua yaitu bagian bawah wire silo yang berbentuk
corong. Dibagian ini dilakukan penambahan filler, dyes 1 dan 2 serta OBA. Bagian
ketiga yaitu pada pipa inlet bagian bawah yang terhubung ke pipa yang berbentuk
corong. Pada bagian ini dilakukan pemasukan thick stock yang berasal dari
machine chest.
Bagian pemasukan yang ketiga tersebut memegang peranan yang sangat
penting, Oleh karena itu, dalam rancangannya pipa tidak boleh terlalu pendek
ataupun terlalu panjang. Apabila pipa terlalu pendek maka konsistensi stock akan
turun karena akan lebih banyak air dan bahan kimia yang memenuhi pipa
discharge untuk flow selanjutnya.Tetapi apabila terlalu panjang maka konsistensi
akan terlalu tinggi dari yang diharapkan (sekitar 1 %). Untuk mengatasi masalah
tersebut, parameter yang biasa dikontrol adalah tenaga pompa (fan pump 1).
Pada wire silo juga dilakukan pemanasan dengan menggunakan steam. Hal
ini dilakukan untuk menjaga suhu stock pada 50-52 oC. Perlu diperhatikan bahwa
untuk memulai pemanasan harus dilakukan dengan hati-hati untuk menghindari
suhu dan tekanan tiba-tiba .
29
Sumber: Metso Training RAKPM2 Tahun 2006
Gambar 3. 4 Wire silo
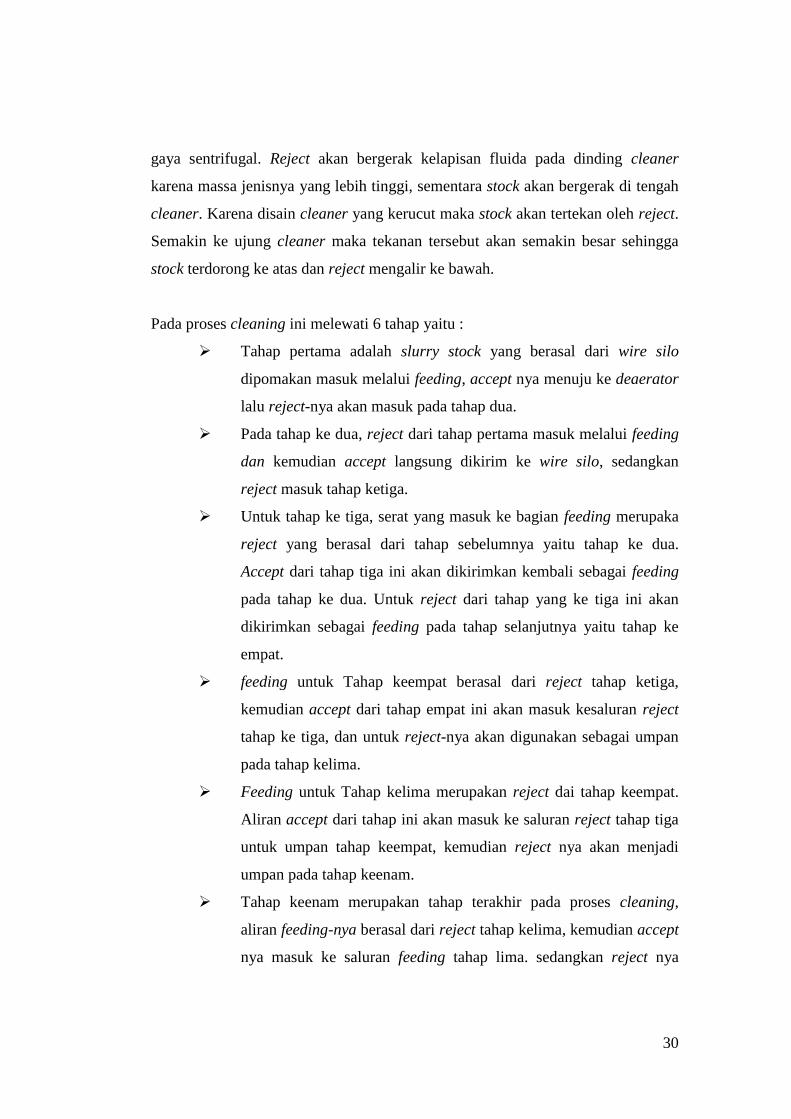
3.7 Cleaner
Prinsip dari centrifugal cleaner adalah untuk meghilangkan kontaminan yang
terkandung didalam slurry stock seperti pasir, kulit kayu, pecahan pipa, pitch ball
dan benda-benda padat pengotor lainnya. Ketika putaran stock lebih cepat,
kotoran padat akan terpisah dari stock dengan cara gaya sentrifugal karena
memanfaatkan perbedaan berat (spesifik gravity) antara stock dengan pengotor
(impurities). Cleaner ini merupakan tabung kerucut dengan tiga jalur utama yaitu
umpan stock bagi cleaner (feeding), accept dan reject.
Cleaner yang digunakan adalah Forward Cleaners. Cleaner jenis ini akan
memisahkan pengotor yang berat jenisnya lebih tinggi dibandingkan dengan berat
jenis serta (>1). Slurry stock dipompakan melalui bagian sudut atas (top angle)
cleaner. Dengan adanya kecepatan tinggi didalam cleaner, maka akan tercipta
30
gaya sentrifugal. Reject akan bergerak kelapisan fluida pada dinding cleaner
karena massa jenisnya yang lebih tinggi, sementara stock akan bergerak di tengah
cleaner. Karena disain cleaner yang kerucut maka stock akan tertekan oleh reject.
Semakin ke ujung cleaner maka tekanan tersebut akan semakin besar sehingga
stock terdorong ke atas dan reject mengalir ke bawah.
Pada proses cleaning ini melewati 6 tahap yaitu :
Tahap pertama adalah slurry stock yang berasal dari wire silo
dipomakan masuk melalui feeding, accept nya menuju ke deaerator
lalu reject-nya akan masuk pada tahap dua.
Pada tahap ke dua, reject dari tahap pertama masuk melalui feeding
dan kemudian accept langsung dikirim ke wire silo, sedangkan
reject masuk tahap ketiga.
Untuk tahap ke tiga, serat yang masuk ke bagian feeding merupaka
reject yang berasal dari tahap sebelumnya yaitu tahap ke dua.
Accept dari tahap tiga ini akan dikirimkan kembali sebagai feeding
pada tahap ke dua. Untuk reject dari tahap yang ke tiga ini akan
dikirimkan sebagai feeding pada tahap selanjutnya yaitu tahap ke
empat.
feeding untuk Tahap keempat berasal dari reject tahap ketiga,
kemudian accept dari tahap empat ini akan masuk kesaluran reject
tahap ke tiga, dan untuk reject-nya akan digunakan sebagai umpan
pada tahap kelima.
Feeding untuk Tahap kelima merupakan reject dai tahap keempat.
Aliran accept dari tahap ini akan masuk ke saluran reject tahap tiga
untuk umpan tahap keempat, kemudian reject nya akan menjadi
umpan pada tahap keenam.
Tahap keenam merupakan tahap terakhir pada proses cleaning,
aliran feeding-nya berasal dari reject tahap kelima, kemudian accept
nya masuk ke saluran feeding tahap lima. sedangkan reject nya
31
langsung dibuang karena kontaminan-kontaminan yang ada pada
slurry stock telah terkumpul pada tahap keenam ini.
Parameter-parameter yang sangat berpengruh terhadap effisiensi proses
cleaning yaitu :
Konsistensi umpan
Pressure drop / perbedaan tekanan
Kecepatan pengeluaran reject
Temperature stock
Ada tiga jenis cleaner pada pabrik kertas berdasarkan fungsinya:
1. Forward cleaner Untuk memisahkan kotoran yang mempunyai
berat jenis lebih berat dari stock.
2. Reverse Cleaner Merupakan jenis cleaner yang digunakan
untuk memisahkn kotoran yang memiliki spesifik gravity lebih kecil
dari pada serat (≤1).
3. Trough Flow Cleaner memisahkan kontaminan yang spesifik gravity
nya sama dengan serat (=1). Namun di PT. RAK hanya menggunakan
Forward Cleaner.
Sumber: Metso Training RAK PM 2 Tahun 2006
Gambar 3. 5 Centrifugal Cleaner
32
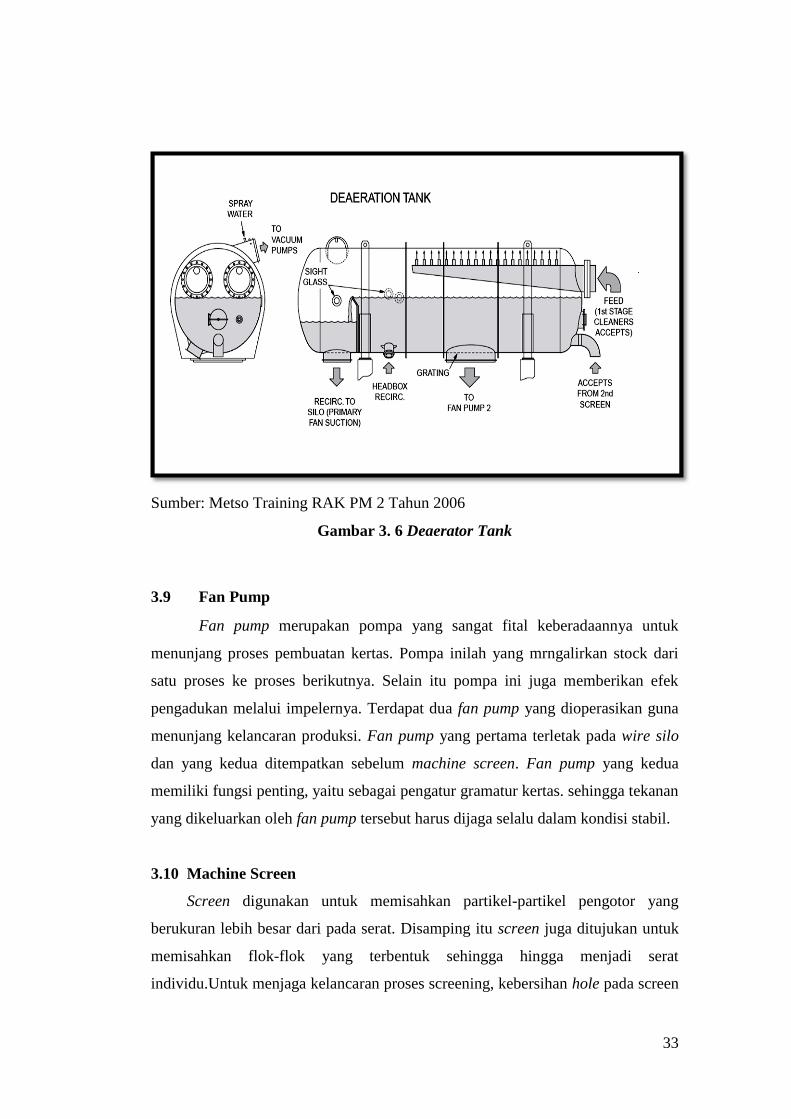
3.8 Deaerator
Deaerator merupakan tangki yang berfungsi untuk mengeluarkan udara
yang berada dalam stock. Udara yang terkandung didalam stock dapat
menyebebkan busa pada head box dan akan membentuk pinhole pada kertas.
Beberapa kerugian apabila udara terdispersi didalam kertas adalah sebagai
berikut:
Tekanan stock keluar dari headbox berfluktuasi
Drainase menurun
Sifat-sifat kertas
Effisiensi
Sedangkan jenis udara yang terlarut didalam stock berupa :
Udara bebas, yaitu porsinya kurang dari 0.5% volum, dapat dilihat
berupa buih/busa
Udara residu, yaitu porsinya kurang dari 0.5% volum, mikroskopis
dan melekat pada serat.
Udara terlarut, yaitu jika tetap tinggal dalam larutan pada tekanan,
temperature, dan konndisi kima tertentu, dapat berubah menjadi
udara residu.
Udara bebas dapat diatasi dengan menggunakan chemical defoamer.
Sedangkan udara terikat dan udara residu ditangani dengan
deculator/deaerator. Prinsip kerjanya adalah dengan memasukkan
stock keruangan vakum melalui nozzle. Gelembung udara bebas
pecah, gelembung udara residu dan udara terlarut lepas ke ruangan
vakum untuk kemudian dipisahkan lebih lanjut. Ada beberapa
parameter deaerator penting dalam proses ini, yaitu: level stock, suhu
stock, dan tekanan vakum yang ada di dalam deaerator.
33
Sumber: Metso Training RAK PM 2 Tahun 2006
Gambar 3. 6 Deaerator Tank
3.9 Fan Pump
Fan pump merupakan pompa yang sangat fital keberadaannya untuk
menunjang proses pembuatan kertas. Pompa inilah yang mrngalirkan stock dari
satu proses ke proses berikutnya. Selain itu pompa ini juga memberikan efek
pengadukan melalui impelernya. Terdapat dua fan pump yang dioperasikan guna
menunjang kelancaran produksi. Fan pump yang pertama terletak pada wire silo
dan yang kedua ditempatkan sebelum machine screen. Fan pump yang kedua
memiliki fungsi penting, yaitu sebagai pengatur gramatur kertas. sehingga tekanan
yang dikeluarkan oleh fan pump tersebut harus dijaga selalu dalam kondisi stabil.
3.10 Machine Screen
Screen digunakan untuk memisahkan partikel-partikel pengotor yang
berukuran lebih besar dari pada serat. Disamping itu screen juga ditujukan untuk
memisahkan flok-flok yang terbentuk sehingga hingga menjadi serat
individu.Untuk menjaga kelancaran proses screening, kebersihan hole pada screen
34
harus diperhatikan karena apabila banyak pengotor yang menempel maka efisiensi
screen akan terganggu. Oleh karena itu digunakan foil yang menghasilkan pulsasi
secara periodic pada hole screen sehingga kotoran bisa terlepas. Foil ini
digerakkan oleh motor yang terdapat ditengah-tengah screen. Machine screen juga
dapat membantu proses pembentukan mikro flock pada stock yang akan dibuat
menjadi kertas.
3.11 Head Box
Fungsi dari head box adalah untuk mendistribusikan serat yang seragam
searah silang mesin kertas/wire (forming section). Pendistribusian serat ini sangat
mempengaruhi sifat kertas yang dihasilkan, terutama formasi kertas. Untuk
menghasilkan aliran yang seragam, dilakuakan pengontrolan terhadap
perbandingan kecepatan aliran stock pada headbox, dengan kecepatan wire. Hal
ini biasa disebut dengan jet wire ratio. Nilai dari jet wire ratio ini berkisar antara
0,8-1.2.
Jet adalah kecepatan tembakan aliran keluar dasi head box, sedangkan
wire disini adalah kecepatan wire pada forming section. Disamping itu diharapkan
konsistensi sekitar 0.1% pada head box agar serat dapat berorientasi sempurna
diatas wire.
Ada lima ruangan/bagian utama dari pressure head box :
A. Tapered Header
Berfungsi sebagai tempat mengalirnya stock dari approach flow
kedalam head box. Tapered header didesain dengan semakin mengecil
pada ujungnya, yang juga berfungsi sebagai resirkulasi stock. Pengecilan
dimaksudkan agar tekanan dan kecepatan stock mengalir ke peralatan
selanjutnya dalam head box tetap sama atau seragam. Dengan debit (Q)
stock yang semakin berkurang maka untuk mendapatkan kecepatan(v)
yang konstan, luas pipa (A) pun haru dikurangi (v=Q/A). pada bagian atas
sepanjang tapered header terdapat 152 buah dilution water valve untuk
mengatur konsistensi stock dalam head box yang keluar ke forming
section.
35
B. Tube Bank
Merupakan saluran yang pada bagian pangkalnya kecil berbentuk
bulat dan pada bagian ujungnya besar berbentuk persegi. Salah satu fungsi
tube bank adalah untuk memisahkan flok-flok dari serat dengan aksi mikro
turbulen sehingga serat tersebut menjadi serat individual.
C. Equalizing Chamber
Merupakan saluran terbuka tempat mengalirnya serat individu dari
tube bank. Pada bagian pinggir pangkal equalizing chamber terdapat edge
flow yang merupakan aliran stock dari tapered header. Fungsi edge flow
untuk meluruskan kembali arah serat setelah melewati tube bank, sehingga
serat yang keluar dari head box merupakan serat individu yang lurus
sejajar arah mesin.
D. Turbulens Genertor
Merupakan ruangan lima lapis yang dipisahkan oleh sejenis plastik
yang selalu bergerak bergelombang. Fungsinya untuk menimbulkan aliran
yang turbulen terhadap stock sehingga tidak terjadi penumpukan atau
terflokulasinya stock dan orientasi serat dapat sempurna diatas wire.
E. Slice opening
Bukaan slice mengatur jumlah stock yang jatuh diatas wire dan salah
satu faktor yang mempengaruhi titik jatuh stock diatas forming board.
Disamping itu ada tiga faktor penting yang mempengaruhi jatuhnya
stock keatas wire :
1. Slice opening (bukaan slice) yaitu luasnya bukaan antara bibir
atas (top lip) dan bibir bawah (bottom lip). Dalam operasinya
yang bergerak adalah bibir atas dari slice.
2. Tilting, merupakan besarnya sudut elevasi yang dibentuk oleh
mulut head box dengsn forming board pada wire (forming
section)
36
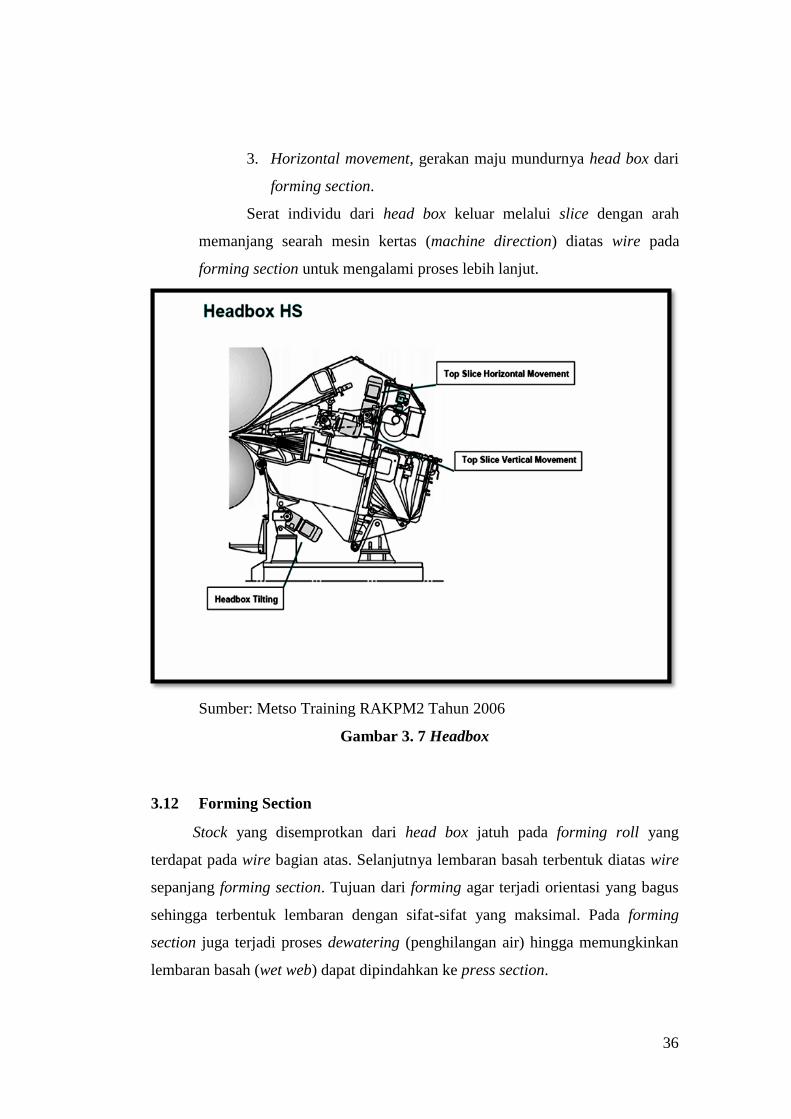
3. Horizontal movement, gerakan maju mundurnya head box dari
forming section.
Serat individu dari head box keluar melalui slice dengan arah
memanjang searah mesin kertas (machine direction) diatas wire pada
forming section untuk mengalami proses lebih lanjut.
Sumber: Metso Training RAKPM2 Tahun 2006
Gambar 3. 7 Headbox
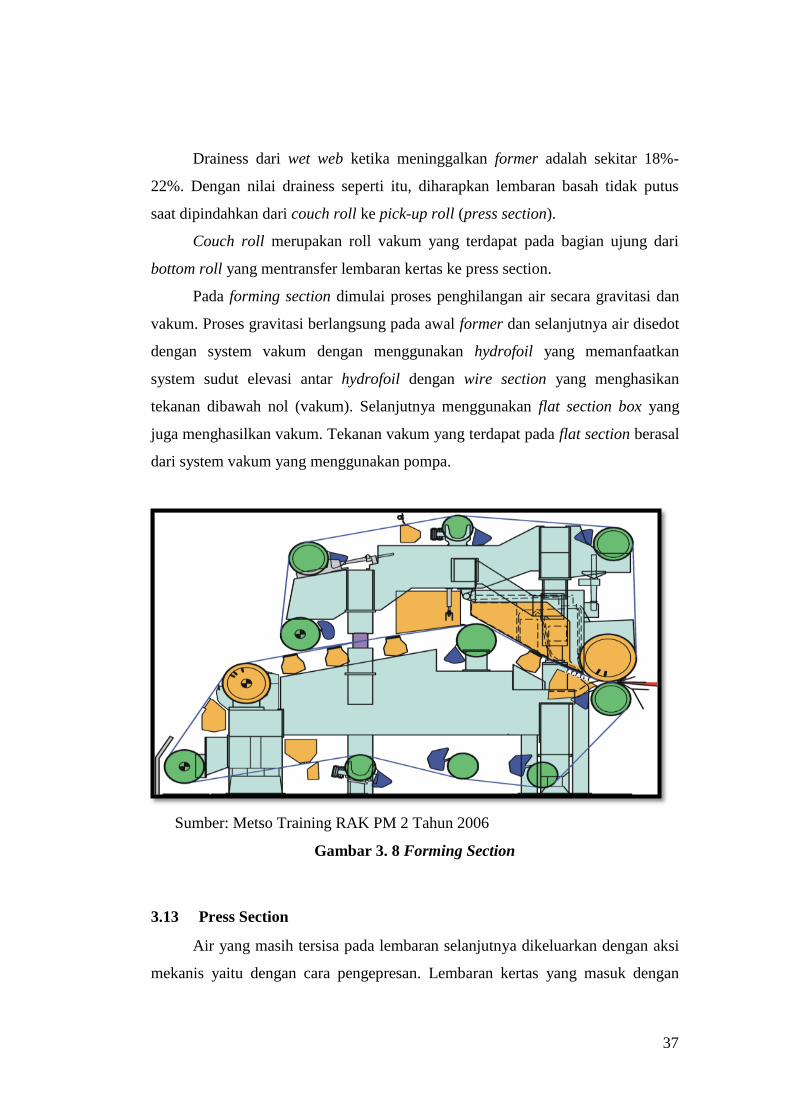
3.12 Forming Section
Stock yang disemprotkan dari head box jatuh pada forming roll yang
terdapat pada wire bagian atas. Selanjutnya lembaran basah terbentuk diatas wire
sepanjang forming section. Tujuan dari forming agar terjadi orientasi yang bagus
sehingga terbentuk lembaran dengan sifat-sifat yang maksimal. Pada forming
section juga terjadi proses dewatering (penghilangan air) hingga memungkinkan
lembaran basah (wet web) dapat dipindahkan ke press section.
37
Drainess dari wet web ketika meninggalkan former adalah sekitar 18%-
22%. Dengan nilai drainess seperti itu, diharapkan lembaran basah tidak putus
saat dipindahkan dari couch roll ke pick-up roll (press section).
Couch roll merupakan roll vakum yang terdapat pada bagian ujung dari
bottom roll yang mentransfer lembaran kertas ke press section.
Pada forming section dimulai proses penghilangan air secara gravitasi dan
vakum. Proses gravitasi berlangsung pada awal former dan selanjutnya air disedot
dengan system vakum dengan menggunakan hydrofoil yang memanfaatkan
system sudut elevasi antar hydrofoil dengan wire section yang menghasikan
tekanan dibawah nol (vakum). Selanjutnya menggunakan flat section box yang
juga menghasilkan vakum. Tekanan vakum yang terdapat pada flat section berasal
dari system vakum yang menggunakan pompa.
Sumber: Metso Training RAK PM 2 Tahun 2006
Gambar 3. 8 Forming Section
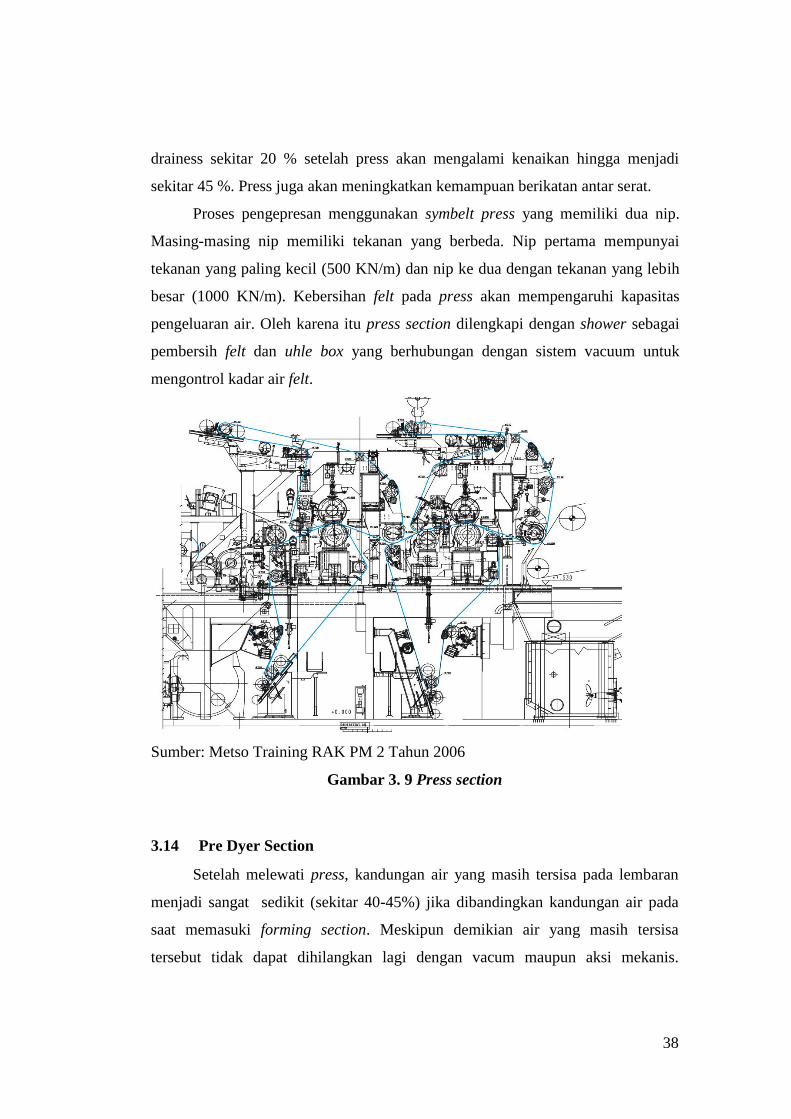
3.13 Press Section
Air yang masih tersisa pada lembaran selanjutnya dikeluarkan dengan aksi
mekanis yaitu dengan cara pengepresan. Lembaran kertas yang masuk dengan
38
drainess sekitar 20 % setelah press akan mengalami kenaikan hingga menjadi
sekitar 45 %. Press juga akan meningkatkan kemampuan berikatan antar serat.
Proses pengepresan menggunakan symbelt press yang memiliki dua nip.
Masing-masing nip memiliki tekanan yang berbeda. Nip pertama mempunyai
tekanan yang paling kecil (500 KN/m) dan nip ke dua dengan tekanan yang lebih
besar (1000 KN/m). Kebersihan felt pada press akan mempengaruhi kapasitas
pengeluaran air. Oleh karena itu press section dilengkapi dengan shower sebagai
pembersih felt dan uhle box yang berhubungan dengan sistem vacuum untuk
mengontrol kadar air felt.
Sumber: Metso Training RAK PM 2 Tahun 2006
Gambar 3. 9 Press section
3.14 Pre Dyer Section
Setelah melewati press, kandungan air yang masih tersisa pada lembaran
menjadi sangat sedikit (sekitar 40-45%) jika dibandingkan kandungan air pada
saat memasuki forming section. Meskipun demikian air yang masih tersisa
tersebut tidak dapat dihilangkan lagi dengan vacum maupun aksi mekanis.

39
Penghilangan air selanjutnya harus dengan cara penguapan menggunakan steam,
karena air yang tersisa adalah air yang berikatan hydrogen dengan serat.
Metoda pengeringan yang digunakan adalah multi silinder dryer dengan
konfigurasi single tire. Sebanyak 44 silinder dryer serta 43 vacum roll digunakan
pada tahap ini dan di bagi dalam 8 grup. Jumlah silinder dan vacuum roll pada
masing masing grup dapat dilihat pada tabel.
Tabel 1. 1 Group dryer
Group Dryer Silinder Dryer Vacuum Roll
1 4 3
2 6 6
3 6 6
4 6 6
5 6 6
6 6 6
7 6 6
8 4 4
Sebelum memasuki dryer section, dilakukan pengukuran terhadap
ketegangan kertas yang disebut release point. Pengukuran ini berfungsi untuk
mencegah tejadinya wrinkle pada lembaran di silinder dryer. Release point tidak
boleh terlalu rendah ataupun terlalu tinggi.
Lembaran yang masuk ke dryer section dengan drainess sekitar 45 % akan
mendapatkan panas dari silinder dryer yang berasal dari low pressure steam.
Panas yang berpindah dari silinder ke lembaran akan menguapkan air pada
lembaran. Kondensat yang terbentuk dalam silinder dryer di keluarkan dengan
menggunakan stationary syphon untuk menjaga efektifitas perpindahan panas.
Vacuum roll berfungsi untuk meningkatkan kapasitas pengeringan dengan
memberikan vacuum pada lembaran sehingga penguapan lebih mudah. Di bagian
pre dryer juga terdapat alat yang diberi nama dengan doctor ventilator, doctor ini
40
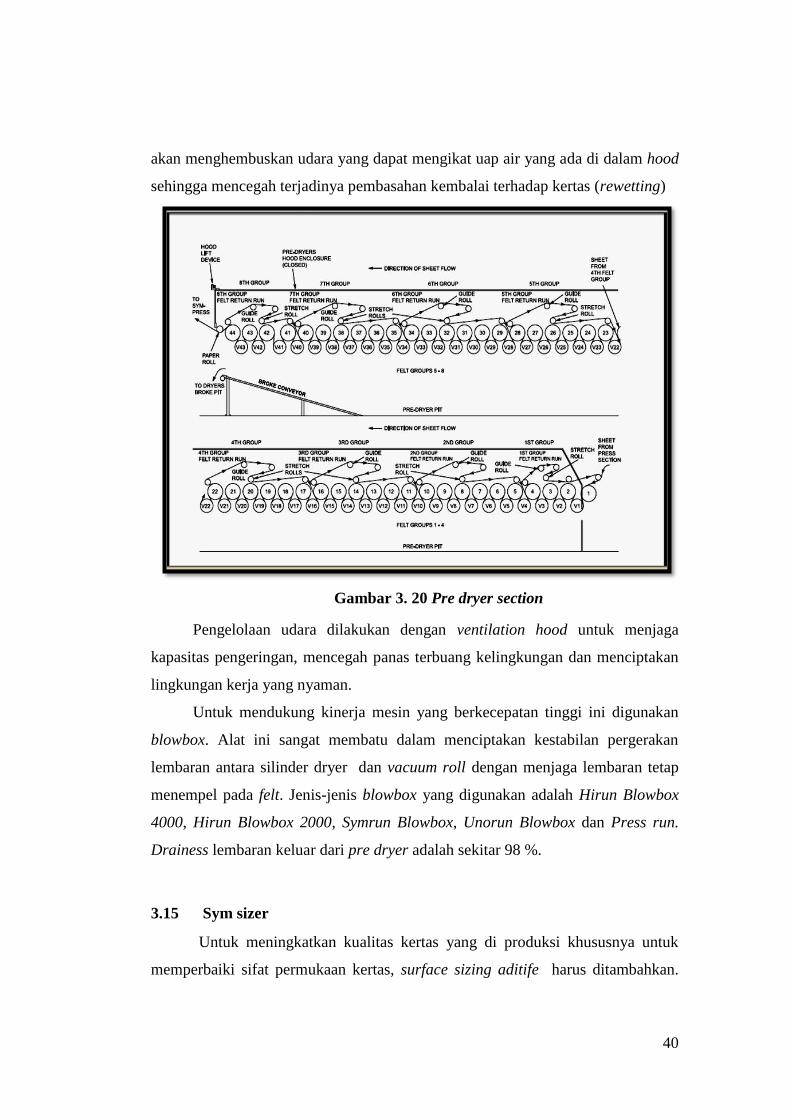
akan menghembuskan udara yang dapat mengikat uap air yang ada di dalam hood
sehingga mencegah terjadinya pembasahan kembalai terhadap kertas (rewetting)
Gambar 3. 20 Pre dryer section
Pengelolaan udara dilakukan dengan ventilation hood untuk menjaga
kapasitas pengeringan, mencegah panas terbuang kelingkungan dan menciptakan
lingkungan kerja yang nyaman.
Untuk mendukung kinerja mesin yang berkecepatan tinggi ini digunakan
blowbox. Alat ini sangat membatu dalam menciptakan kestabilan pergerakan
lembaran antara silinder dryer dan vacuum roll dengan menjaga lembaran tetap
menempel pada felt. Jenis-jenis blowbox yang digunakan adalah Hirun Blowbox
4000, Hirun Blowbox 2000, Symrun Blowbox, Unorun Blowbox dan Press run.
Drainess lembaran keluar dari pre dryer adalah sekitar 98 %.
3.15 Sym sizer
Untuk meningkatkan kualitas kertas yang di produksi khususnya untuk
memperbaiki sifat permukaan kertas, surface sizing aditife harus ditambahkan.
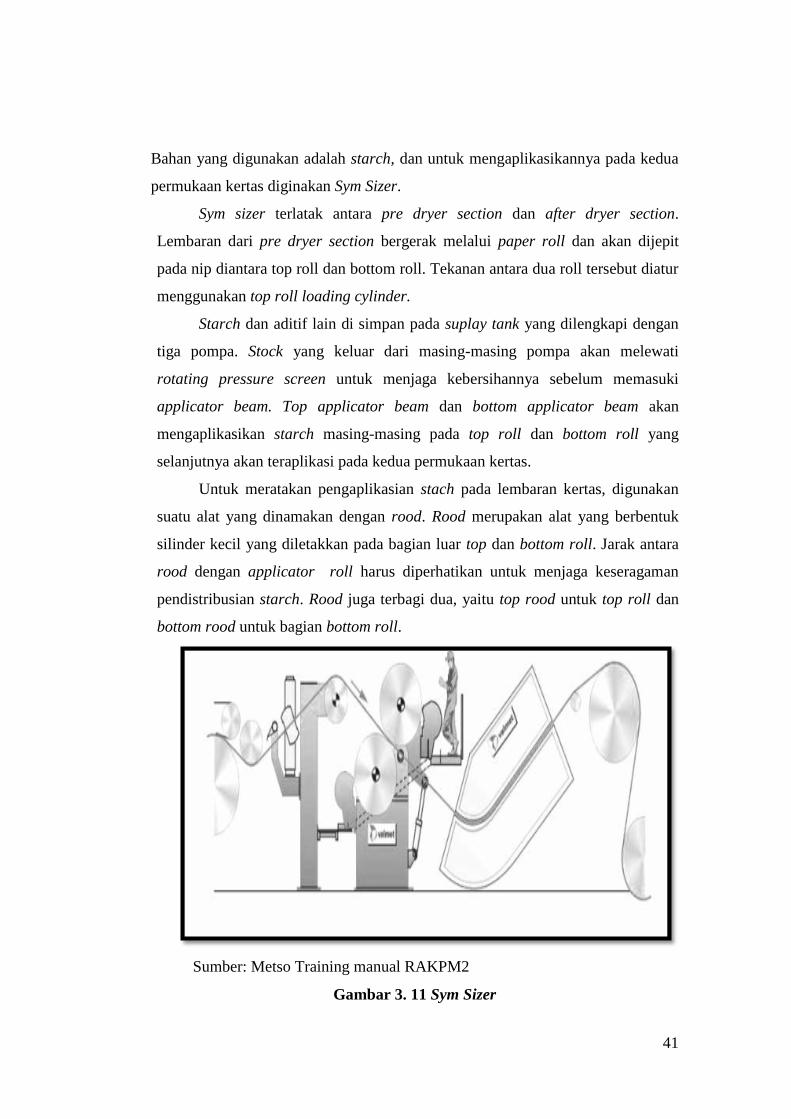
41
Bahan yang digunakan adalah starch, dan untuk mengaplikasikannya pada kedua
permukaan kertas diginakan Sym Sizer.
Sym sizer terlatak antara pre dryer section dan after dryer section.
Lembaran dari pre dryer section bergerak melalui paper roll dan akan dijepit
pada nip diantara top roll dan bottom roll. Tekanan antara dua roll tersebut diatur
menggunakan top roll loading cylinder.
Starch dan aditif lain di simpan pada suplay tank yang dilengkapi dengan
tiga pompa. Stock yang keluar dari masing-masing pompa akan melewati
rotating pressure screen untuk menjaga kebersihannya sebelum memasuki
applicator beam. Top applicator beam dan bottom applicator beam akan
mengaplikasikan starch masing-masing pada top roll dan bottom roll yang
selanjutnya akan teraplikasi pada kedua permukaan kertas.
Untuk meratakan pengaplikasian stach pada lembaran kertas, digunakan
suatu alat yang dinamakan dengan rood. Rood merupakan alat yang berbentuk
silinder kecil yang diletakkan pada bagian luar top dan bottom roll. Jarak antara
rood dengan applicator roll harus diperhatikan untuk menjaga keseragaman
pendistribusian starch. Rood juga terbagi dua, yaitu top rood untuk top roll dan
bottom rood untuk bagian bottom roll.
Sumber: Metso Training manual RAKPM2
Gambar 3. 11 Sym Sizer
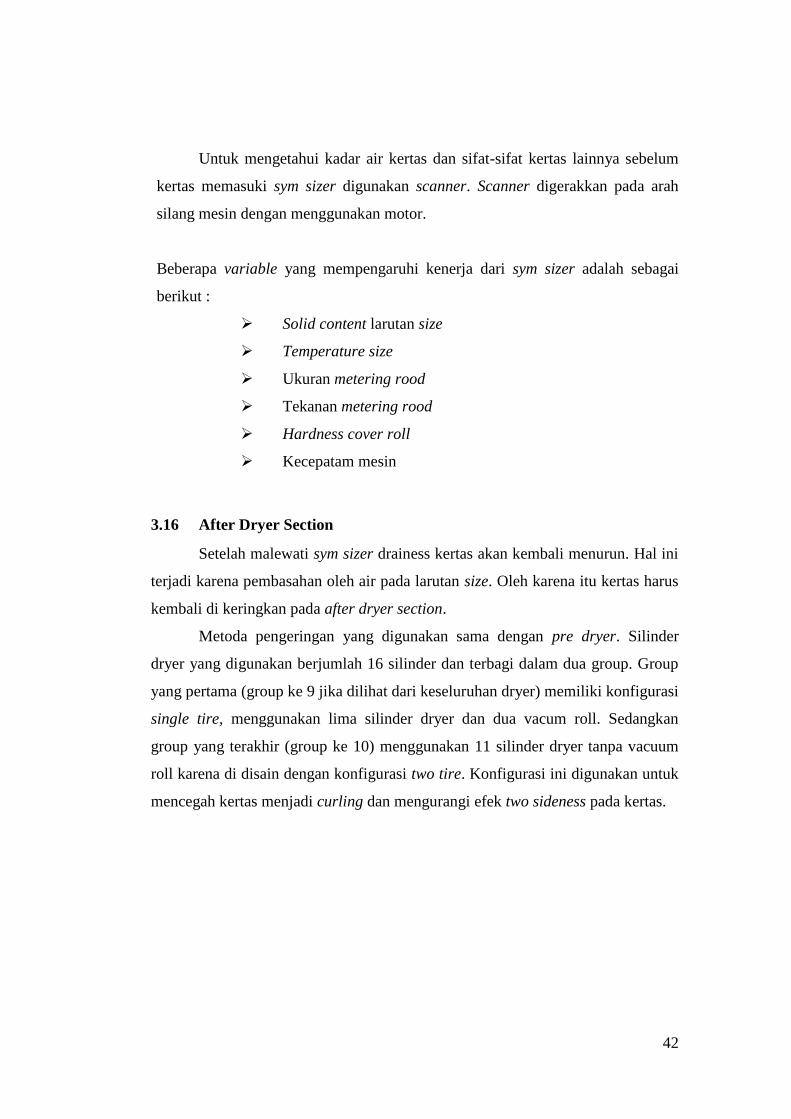
42
Untuk mengetahui kadar air kertas dan sifat-sifat kertas lainnya sebelum
kertas memasuki sym sizer digunakan scanner. Scanner digerakkan pada arah
silang mesin dengan menggunakan motor.
Beberapa variable yang mempengaruhi kenerja dari sym sizer adalah sebagai
berikut :
Solid content larutan size
Temperature size
Ukuran metering rood
Tekanan metering rood
Hardness cover roll
Kecepatam mesin
3.16 After Dryer Section
Setelah malewati sym sizer drainess kertas akan kembali menurun. Hal ini
terjadi karena pembasahan oleh air pada larutan size. Oleh karena itu kertas harus
kembali di keringkan pada after dryer section.
Metoda pengeringan yang digunakan sama dengan pre dryer. Silinder
dryer yang digunakan berjumlah 16 silinder dan terbagi dalam dua group. Group
yang pertama (group ke 9 jika dilihat dari keseluruhan dryer) memiliki konfigurasi
single tire, menggunakan lima silinder dryer dan dua vacum roll. Sedangkan
group yang terakhir (group ke 10) menggunakan 11 silinder dryer tanpa vacuum
roll karena di disain dengan konfigurasi two tire. Konfigurasi ini digunakan untuk
mencegah kertas menjadi curling dan mengurangi efek two sideness pada kertas.
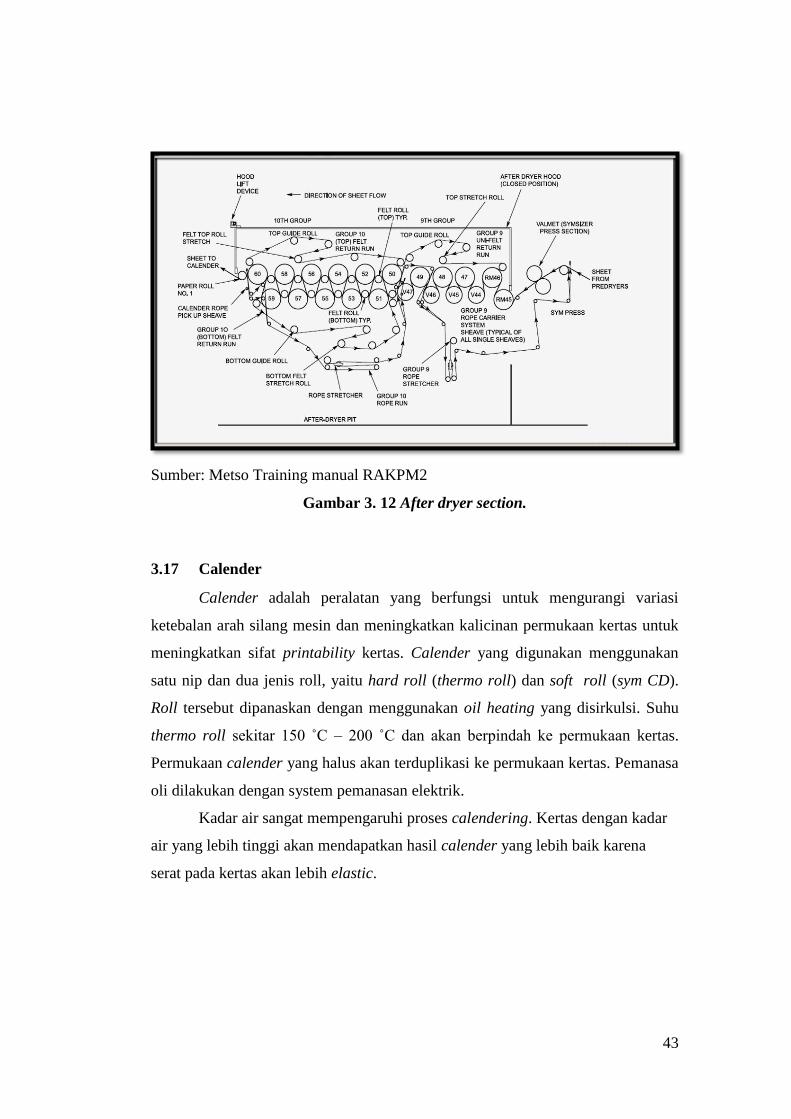
43
Sumber: Metso Training manual RAKPM2
Gambar 3. 12 After dryer section.
3.17 Calender
Calender adalah peralatan yang berfungsi untuk mengurangi variasi
ketebalan arah silang mesin dan meningkatkan kalicinan permukaan kertas untuk
meningkatkan sifat printability kertas. Calender yang digunakan menggunakan
satu nip dan dua jenis roll, yaitu hard roll (thermo roll) dan soft roll (sym CD).
Roll tersebut dipanaskan dengan menggunakan oil heating yang disirkulsi. Suhu
thermo roll sekitar 150 ˚C – 200 ˚C dan akan berpindah ke permukaan kertas.
Permukaan calender yang halus akan terduplikasi ke permukaan kertas. Pemanasa
oli dilakukan dengan system pemanasan elektrik.
Kadar air sangat mempengaruhi proses calendering. Kertas dengan kadar
air yang lebih tinggi akan mendapatkan hasil calender yang lebih baik karena
serat pada kertas akan lebih elastic.
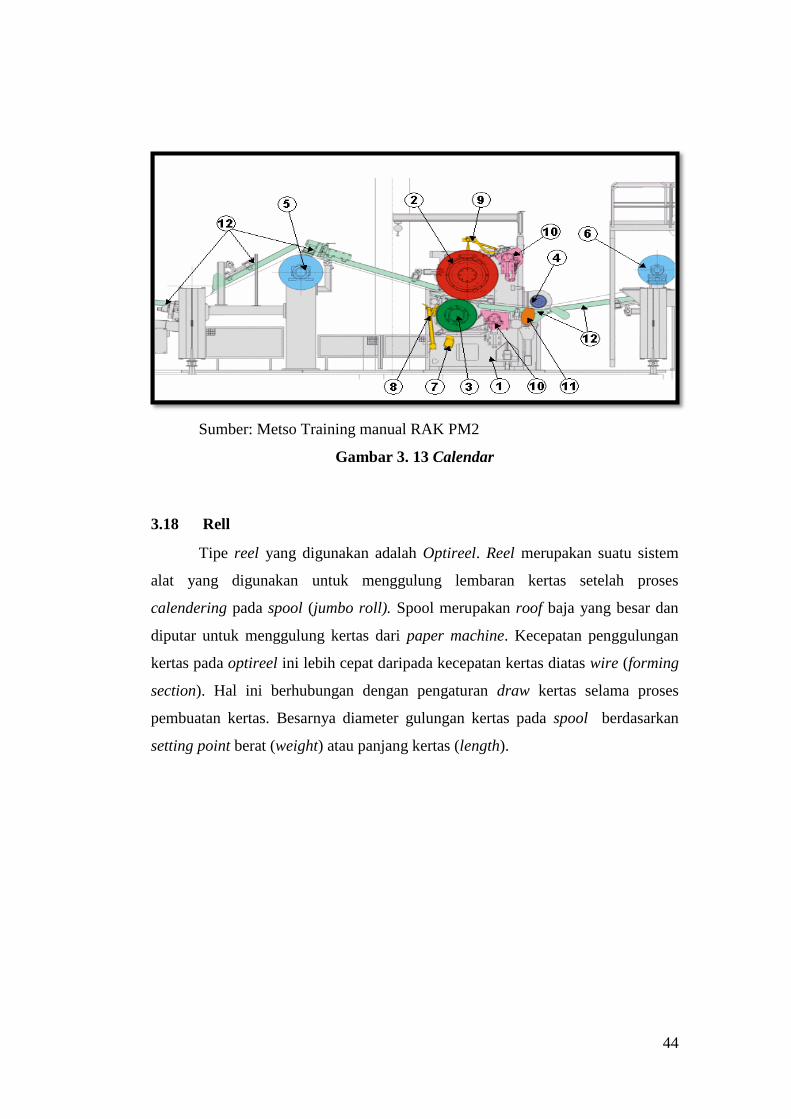
44
Sumber: Metso Training manual RAK PM2
Gambar 3. 13 Calendar
3.18 Rell
Tipe reel yang digunakan adalah Optireel. Reel merupakan suatu sistem
alat yang digunakan untuk menggulung lembaran kertas setelah proses
calendering pada spool (jumbo roll). Spool merupakan roof baja yang besar dan
diputar untuk menggulung kertas dari paper machine. Kecepatan penggulungan
kertas pada optireel ini lebih cepat daripada kecepatan kertas diatas wire (forming
section). Hal ini berhubungan dengan pengaturan draw kertas selama proses
pembuatan kertas. Besarnya diameter gulungan kertas pada spool berdasarkan
setting point berat (weight) atau panjang kertas (length).
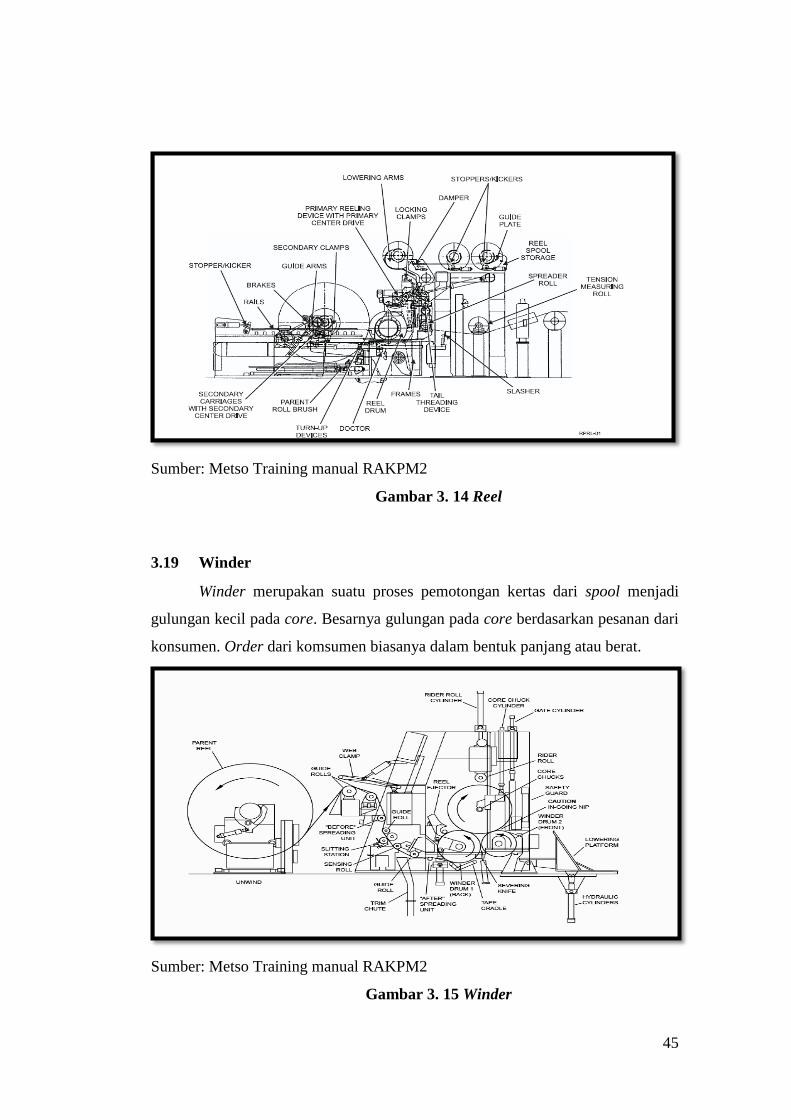
45
Sumber: Metso Training manual RAKPM2
Gambar 3. 14 Reel
3.19 Winder
Winder merupakan suatu proses pemotongan kertas dari spool menjadi
gulungan kecil pada core. Besarnya gulungan pada core berdasarkan pesanan dari
konsumen. Order dari komsumen biasanya dalam bentuk panjang atau berat.
Sumber: Metso Training manual RAKPM2
Gambar 3. 15 Winder
46
3.20 Finishing
Kertas yang telah diproses di Winder kemudian ada yang dijual dalam
bentuk roll kecil atau core dan ada juga yang jual dalam bentuk ukuran-ukuran
berdasarkan orderan dari konsumen seperti A3, A
4, A
5, B
3, F
4, dan Folio.
Gulungan kertas yang berada pada core ada yang diproses pada Cut Size dan
Folio.
Tahap pertama pada Cut Size adalah core ditempatkan pada Back Stand
kemudian dilakukan tahap pembentukan lembaran-lembaran kecil (Sheeter)
setelah terbentuk Sheet lalu di kemas pada Wrapping Line kemudian dibungkus
menggunakan karton pada Cartonizing Line setelah itu karton-karton tersebut
diberi Pallet (Palletizing), dan tahap akhir sebelum kertas dijual, dikumpulkan
pada Warehouse. Begitu juga pada pembentukan kertas Folio, sama seperti pada
proses Cut Size tetapi pada proses pembuatan kertas Folio setelah Sheeter
dilakukan Stacker tanpa Pallet, kemudian baru dilakukan pengemasan (Ream
Wrapping) dan Palettizing lalu dikumpulkan di wirehouse.
47
BAB IV
UTILITAS DAN PENGOLAHAN LIMBAH
4.1. Unit Pengolahan Air
Kebutuhan air baik untuk pabrik maupun perumahan disediakan oleh bagian
raw water treatment yang merupakan area dari power island. Bagian ini bertujuan
untuk menyediakan air proses, air domestik, dan bahan baku demin water untuk
boiler feed water. Pasokan air ini diperoleh dari sungai Kampar Kiri, dari water
intake air dipompa ke area raw water treatment dengan menggunakan pompa
sentrifugal bertekanan tinggi. Dalam pengambilan ini dibuat suatu bak (water
intake) untuk menyaring sampah-sampah yang berukuran besar. Pengolahan air
baku di raw water treatment plant adalah sebagai berikut.
a. Cascade Aerator
Bagian ini berfungsi sebagai koagulan, kemudian polimer (floagulan)
menyatukan flock yang terbentuk dari proses koagulan sehingga membentuk
gumpalan yang lebih berat dan akan mengendap dalam beberapa waktu (kurang
dari 10 menit), sehingga air menjadi jernih dan pH-nya 4,5. Untuk menaikkan pH
air dan menyebabkan alum bereaksi dan mengumpulkan padatan tersuspensi di
dalam air digunakan caustic yang berupa natrium hidroksida (NaOH). Sedangkan
untuk membunuh alga dan bakteri digunakan hypocloride. Lalu air yang
dihasilkan dialirkan ke sand filter.
b. Sand Filter Bed
Sand filter bed adalah suatu unit penyaringan flock yang berasal dari reactifier
clarifier. Unit ini menggunakan karbon dan pasir sebagai media penyaring. Proses
ini merupakan proses fisik dimana flock yang tidak mengendap pada proses
reactifier clarifier akan terbawa ke unit sand filter. Flock-flock akan tertahan di
atas pasir dan karbon/antraksit. Selain menahan flock, karbon juga berfungsi untuk
menetralisir bahan-bahan kimia.
Sedangkan untuk air jernih akan terkumpul pada reservoir dan kemudian akan
dipompakan untuk didistribusikan. Flock-flock yang menempel pada saringan
48
pasir dan antraksit dibersihkan dengan cara mengalirkan cairan pembersih,
pembersihan ini harus dilakukan dengan cara pencucian balik (back wash)
bertekanan tinggi, sehingga flock-flock yang menempel pada saringan itu akan
terbongkar. Back wash ditandai dengan penurunan tekanan yang berlebihan dan
air yang keluar memperlihatkan kekeruhan.
4.2. Air Umpan Boiler (Demin Water)
Untuk kebutuhan boiler, air yang ada pada reservoir perlu diolah terlebih
dahulu dibagian boiler feed water yang termasuk di dalam area power island. Hal
ini dilakukan untuk menghilangkan ion-ion yang terkandung di dalam air yang
tidak diinginkan oleh air umpan boiler. Pengolahan ini menghasilkan demin water
melalui beberapa tahap, yaitu :
1. Activated Carbon Filter (ACF), proses ini merupakan pengulangan karena
sebelumnya proses ini sudah dilakukan pada proses di sand filter bed dimana
terjadi penghilangan bau dan warna. Prinsip kerja ACF adalah pertukaran
semua kation dan anion dengan ion hidrogen (H+) dan ion hidroksida (OH
-).
2. Strong Acid Cation (SAC), pada bagian ini merupakan proses penghilangan
kation Ca, Mg, Pt, Na, dan lain-lain dengan mengikatnya bersama ion H+
(resin).
3. Degasifier, merupakan proses penghilangan gas-gas korosif yang larut dalam
air terutama O2 dan CO2.
4. Strong Base Anion (SBA), yaitu proses penghilangan ion-ion sulfat, karbonat,
nitrat, klorat, silikat, dan lain-lain dengan mengikatnya bersama ion off.
5. Mixed Bed, merupakan tempat pemisahan anion dan kation.
6. Demin Plant Storage, air ini selanjutnya ditampung pada demin plant storage
sebelum didistribusikan ke power boiler dan recovery boiler.
4.3. Steam dan Listrik
Steam awal yang mempunyai tekanan tinggi (high pressure) berasal dari
power boiler dan recovery boiler. Steam bertekanan tinggi yang berasal dari
49
power boiler dan recovery boiler dipergunakan untuk menggerakkan turbine
generator yang mengubah energi gerak menjadi energi listrik yang digunakan
untuk kebutuhan pabrik. Untuk kebutuhan power, terdapat turbin-turbin yang
digerakkan dengan menggunakan steam bertekanan 83-84 bar. Selain itu sebagai
cadangan (stand by unit) disediakan solar gas turbine generator dengan bahan
bakar solar yang menghasilkan power sebesar 4,4 MW sebanyak 3 unit yang juga
digunakan pada saat start up pabrik. Ekstrak yang berasal dari back pressure
turbine dan condensing extract turbine menghasilkan steam dengan tekanan
menengah dan steam dengan tekanan rendah yang akan digunakan dalam proses.
Berdasarkan kebutuhannya, steam terbagi menjadi 3 jenis, yaitu sebagai berikut.
1. High Pressure Steam (HP Steam) dengan tekanan 83-84 bar dan temperatur
480°C.
2. Medium Pressure Steam (MP Steam) dengan tekanan 11 bar dan temperatur
200°C.
3. Low Pressure Steam (LP Steam) dengan tekanan 3,5 bar dan temperatur
150°C.
4.4. Pengolahan Limbah
Semua limbah yang dihasilkan pabrik akan dimasukkan ke dalam bucket
screen untuk diproses lebih lanjut. Bucket screen bertujuan untuk memisahkan
antara limbah padat yang dapat dipisahkan dengan limbah cairnya, dimana hanya
limbah cair yang akan diproses dalam plant ini.
Dari bucket screen ini nantinya limbah cair tersebut akan dialirkan ke dalam
primary clarifier dimana akan terjadi dua aliran. Suhu yang terjadi saat ini adalah
52-55°C. Cara kerja dari primary clarifier ini secara sedimentasi atau endapan,
dimana untuk under flow berupa slurry, slurry ini akan diproses lebih lanjut. Pada
under flow yang mengandung slurry akan diproses pada sludge handling, disini
sludge akan diproses untuk menghilangkan sisa air atau limbah yang masih
melekat, jadi hasil yang sudah diproses bisa langsung dibuang ke penampungan
limbah. Selain under flow terdapat over flow, dimana aliran akan langsung
mengalir ke dalam cooling tower.

50
Proses selanjutnya, cairan limbah dialirkan ke dalam neutralizing tank,
dimana pada tangki ini akan dilihat pH dari cairan limbah tersebut. Apabila pH-
nya bersifat asam maka akan dinetralisasi dengan menambahkan NaOH, tetapi
jika pH-nya tinggi (bersifat basa), maka akan ditambahkan HCl.
Selain itu, effluent bisa masuk ke dalam cooling tsower dimana suhunya
antara 32-37°C, setelah itu dilakukan penambahan defoamer untuk
menghilangkan busa dan pemberian nutrient (media tumbuh) berupa urea dan
DAP yang dilakukan secara injeksi lewat pompa. Tujuan dari penambahan ini
untuk menumbuhkan mikroba dengan media urea dan DAP agar dapat
mengurangi kadar TSS, pH, dan COD. Keluar dari cooling water akan masuk ke
aeration basin yang setiap unitnya mempunyai 23 aerator. Kerja aerator akan
menghasilkan gelembung udara. Mikroba aerob dimanfaatkan untuk menurunkan
COD limbah tersebut.
Dari aeration basin cairan limbah dialirkan menuju distribution well yang
akan membagi limbah tersebut ke dalam empat buah secondary clarifier.
Secondary clarifier ini merupakan tahap akhir untuk pengolahan effluent yang
nantinya bisa langsung dibuang ke sungai Kampar. Untuk over flow dimana
limbah sudah dianggap ramah lingkungan, maka limbah bisa langsung dibuang.
Tapi pada under flow, effluent ini akan dikembalikan lagi ke aeration basin dan
handling untuk mendapatkan proses ulang.
51
BAB V
TUGAS KHUSUS
PENGARUH PENAMBAHAN FILLER TERHADAP
KUALITAS KERTAS
5.1 Pendahuluan
Pada dasarnya lembaran kertas yang dihasilkan telah mempunyai kekuatan
kering sendiri yang intensitasnya tergantung pada kekuatan dan distribusi dari
serat dalam lembaran serta tingkat ikatan antar serat. Kekuatan kering lembaran
terkadang untuk jenis-jenis kertas tertentu dipersyaratkan pada intensitas yang
tinggi. Oleh karena itu untuk meningkatkan kekuatan kering dari lembaran
ditambahkan bahan pengisi (filler).
Calsium carbonat (CaCO3) merupakan sebagai bahan pengisi (filler) untuk
dapat menambah atau memperbesar volume produksi kertas tanpa merusak
kualitas dari bahan penambah lainnya. Dengan adanya filler maka dapat
menaikkan opasitas, memperbaiki permukaan kertas dan sifat mudah cetak. Bahan
pengisi juga dapat memperbaiki daya absorbsi tinta pada permukaan kertas.
5.2 Tinjauan Pustaka
Bahan pengisi perlu ditambahkan pada pembuatan kertas untuk
mendapatkan sifat-sifat tertentu pada kertas. Diantaranya untuk meningkatkan
derajat putih serta memperbaiki sifat permukaan kertas sehingga mudah untuk di
cetak.
Menurut Kocurek (1992), berikut ini beberapa sifat dasar bahan pengisi
yang diperlukan dalam pembuatan kertas sebagai berikut:
Ukuran partikel
Bentuk partikel
Luas Permukaan
Indeks Bias
52
Bahan pengisi juga merupakan suatu pigmen warna pada kertas, bahan
pengisi memberikan warna putih. Sifat bahan pengisi yang ideal untuk bahan
pengisi kertas harus mempunyai sifat-sifat sebagai berikut :
Derajat putih tinggi
Partikel cukup kecil
Sifat absorbsi terhadap tinta baik
Berat jenis rendah
Tidak keras
Bersifat inert (kaku)
Jenis bahan pengisi (filler) yaitu :
Clay (kaolin)
CaCO3 (kalsium karbonat)
Barium sulfat
Titan dioxide
Salah satu jenis bahan pengisi yang banyak digunakan adalah CaCO3
(kalsium karbonat). Kalsium karbonat (CaCO3) adalah suatu komposisi senyawa
kimia yang secara alamiah terdapat dimana-mana dalam berbagai bentuk baik
berupa batu gamping (kapur), marmar, mutiara, kapur tulis atau dapat juga dibuat
secara kimia dengan dengan mencampurkan bahan-bahan kimia yang
mengandung kalsium dan karbon dioksida. Kalsium karbonat yang secara alamiah
ini mempunyai tingkat kualitas yang berbeda-beda berdasarkan usia nya
membentuk suatu senyawa kimia kalsium karbonat dengan cara proses alamiah.
Perbedaan tingkat kualitas ini terjadi akibat adanya perubahan bentuk atau
struktur berbagai kristal ikatan kimia persenyawaan kalsium karbonat sehingga
kemampuan sebagai pelapis (opacity) akan semakin lebih baik dan mempunyai
tingkat kecemerlangan (brightness) yang tinggi.
Pada industri pembuatan kalsium karbonat digunakan sebagai bahan
pengisi (filler) untuk dapat menambah atau memperbesar volume produksi kertas
tanpa merusak kualitas dari bahan penambah lainnya. Penambahan bahan pengisi
53
adalah untuk mendapatkan dan memperbaiki sifat-sifat tertentu pada kertas.
Dengan adanya bahan pengisi dapat menaikkan opasitas, memperbaiki permukaan
kertas dan sifat mudah dicetak. Bahan pengisi dapat juga memperbaiki daya
absorbsi tinta pada permukaan kertas.
5.3 Metode
5.3.1 Studi literatur tentang bahan pengisi (filler)
Studi literatur dilakukan dengan cara mengumpulkan berbagai literatur
yang berkaitan dengan filler. Literatur diperoleh dari berbagai sumber dalam
bentuk buku maupun file-file yang dapat di unduh dari internet. Selanjutnya dapat
dilakukan pengkajian terhadap literatur yang sudah didapatkan.
Kumpulan literatur menjadi landasan teori untuk dapat membahas tentang
filler dan pengaruhnya terhadap kualitas kertas.
5.3.2 Observasi Lapangan
Observasi lapangan dilakukan di salah satu pabrik kertas yang
dilaksanakan pada tanggal 15 April – 08 Mei 2013. Pengamatan dilakukan dengan
melihat cara penyaluran filler pada proses pembuatan kertas.
5.3.3 Melakukan pembahasan tentang filler dan pengaruhnya
terhadap kualitas kertas.
Pembahasan dilakukan dengan membandingkan buku manual dengan
literatur-literatur yang ada. Lalu dilakukan pembahasan dan kesimpulan terhadap
faktor-faktor apa saja yang mempengaruhi hasil kertas dengan penambahan bahan
pengisi (filler).
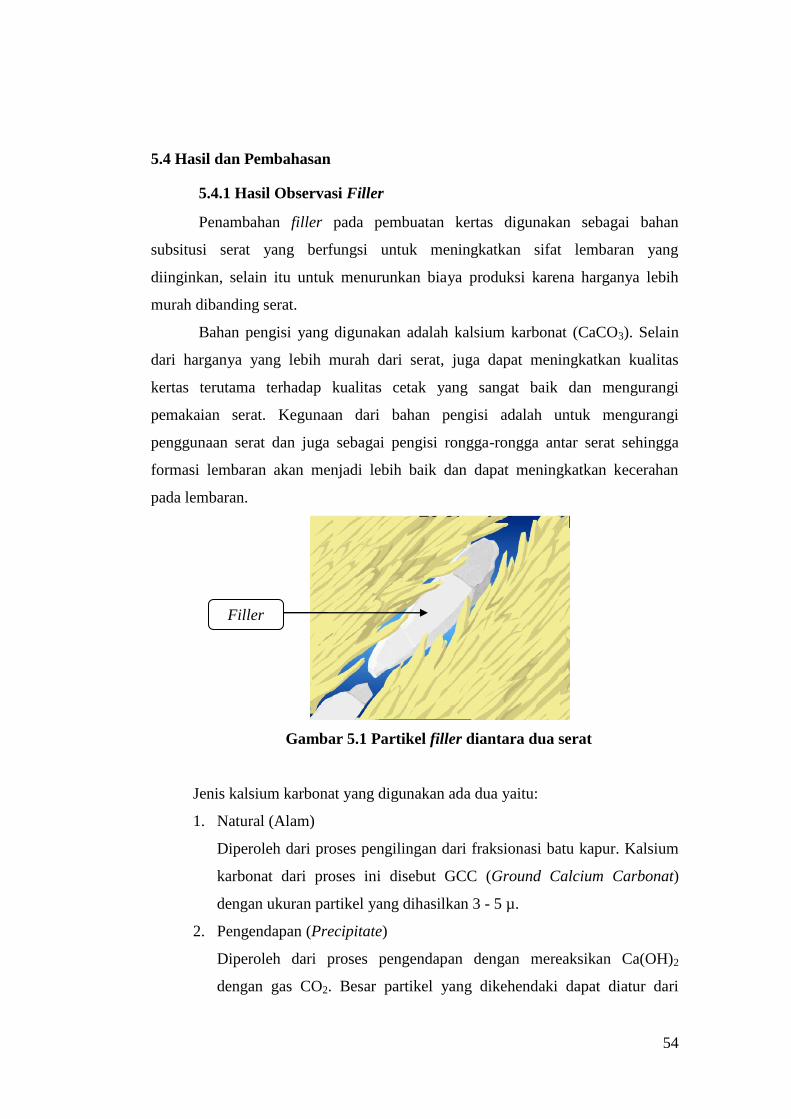
54
5.4 Hasil dan Pembahasan
5.4.1 Hasil Observasi Filler
Penambahan filler pada pembuatan kertas digunakan sebagai bahan
subsitusi serat yang berfungsi untuk meningkatkan sifat lembaran yang
diinginkan, selain itu untuk menurunkan biaya produksi karena harganya lebih
murah dibanding serat.
Bahan pengisi yang digunakan adalah kalsium karbonat (CaCO3). Selain
dari harganya yang lebih murah dari serat, juga dapat meningkatkan kualitas
kertas terutama terhadap kualitas cetak yang sangat baik dan mengurangi
pemakaian serat. Kegunaan dari bahan pengisi adalah untuk mengurangi
penggunaan serat dan juga sebagai pengisi rongga-rongga antar serat sehingga
formasi lembaran akan menjadi lebih baik dan dapat meningkatkan kecerahan
pada lembaran.
Gambar 5.1 Partikel filler diantara dua serat
Jenis kalsium karbonat yang digunakan ada dua yaitu:
1. Natural (Alam)
Diperoleh dari proses pengilingan dari fraksionasi batu kapur. Kalsium
karbonat dari proses ini disebut GCC (Ground Calcium Carbonat)
dengan ukuran partikel yang dihasilkan 3 - 5 µ.
2. Pengendapan (Precipitate)
Diperoleh dari proses pengendapan dengan mereaksikan Ca(OH)2
dengan gas CO2. Besar partikel yang dikehendaki dapat diatur dari
Filler
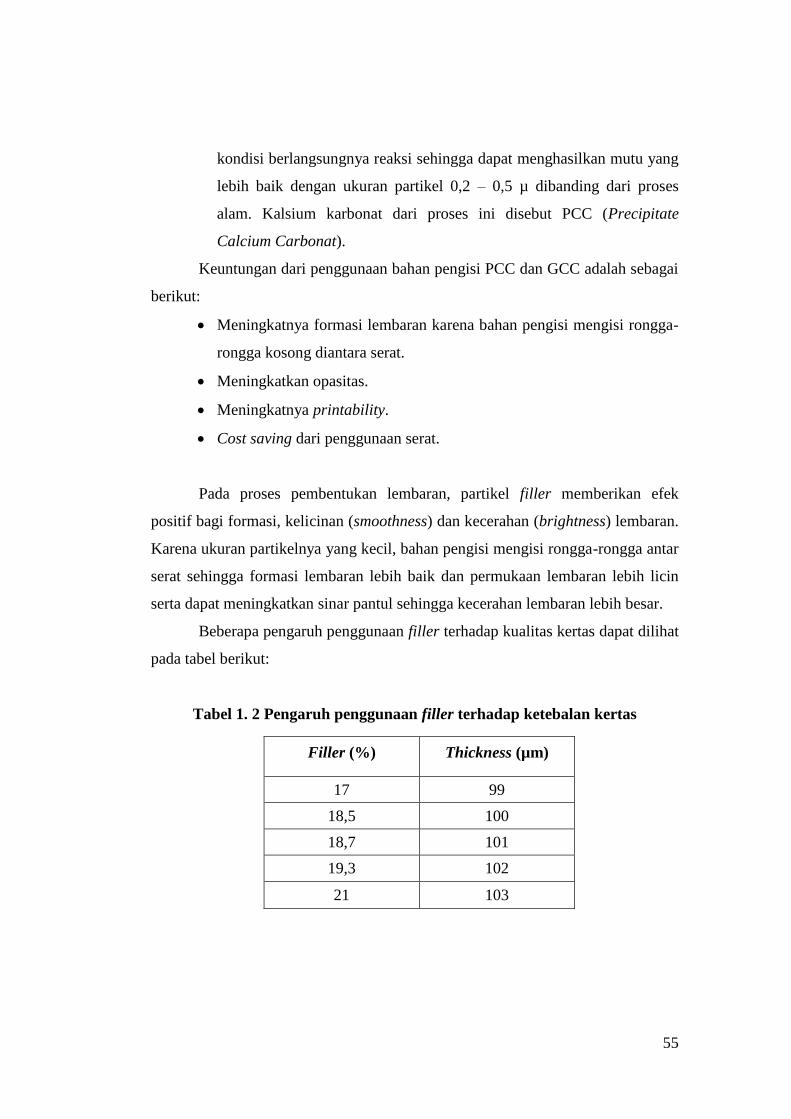
55
kondisi berlangsungnya reaksi sehingga dapat menghasilkan mutu yang
lebih baik dengan ukuran partikel 0,2 – 0,5 µ dibanding dari proses
alam. Kalsium karbonat dari proses ini disebut PCC (Precipitate
Calcium Carbonat).
Keuntungan dari penggunaan bahan pengisi PCC dan GCC adalah sebagai
berikut:
Meningkatnya formasi lembaran karena bahan pengisi mengisi rongga-
rongga kosong diantara serat.
Meningkatkan opasitas.
Meningkatnya printability.
Cost saving dari penggunaan serat.
Pada proses pembentukan lembaran, partikel filler memberikan efek
positif bagi formasi, kelicinan (smoothness) dan kecerahan (brightness) lembaran.
Karena ukuran partikelnya yang kecil, bahan pengisi mengisi rongga-rongga antar
serat sehingga formasi lembaran lebih baik dan permukaan lembaran lebih licin
serta dapat meningkatkan sinar pantul sehingga kecerahan lembaran lebih besar.
Beberapa pengaruh penggunaan filler terhadap kualitas kertas dapat dilihat
pada tabel berikut:
Tabel 1. 2 Pengaruh penggunaan filler terhadap ketebalan kertas
Filler (%) Thickness (µm)
17 99
18,5 100
18,7 101
19,3 102
21 103
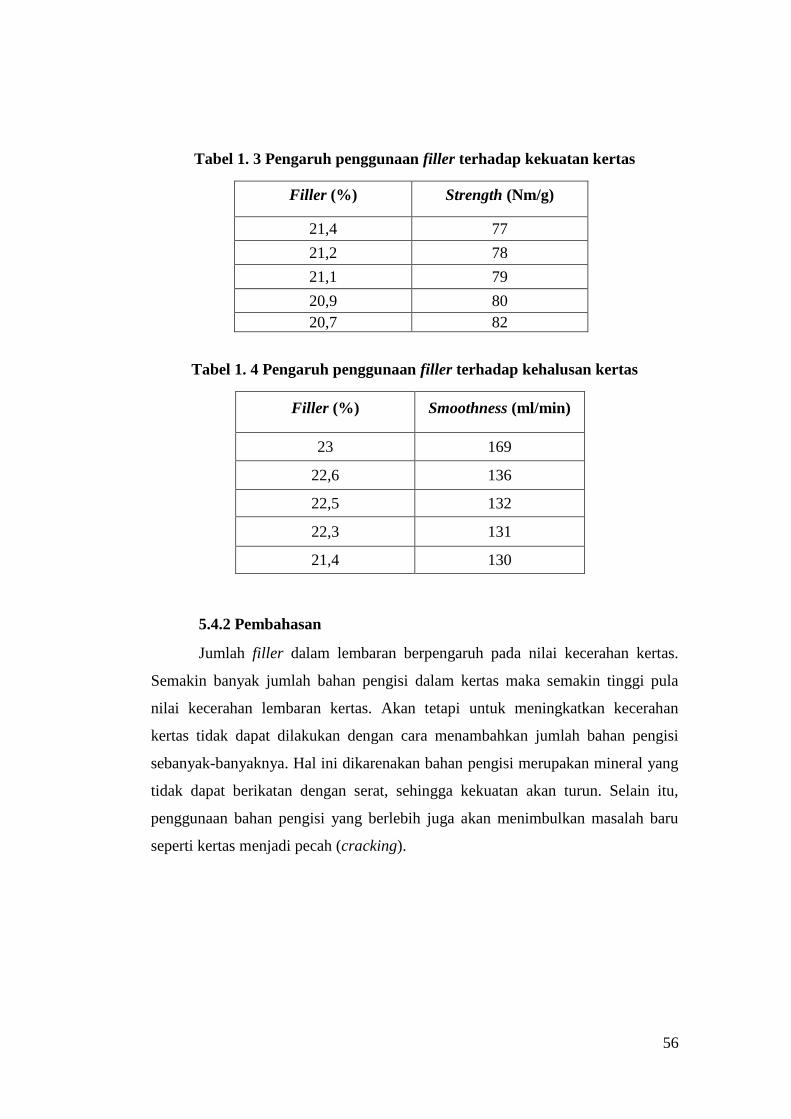
56
Tabel 1. 3 Pengaruh penggunaan filler terhadap kekuatan kertas
Filler (%) Strength (Nm/g)
21,4 77
21,2 78
21,1 79
20,9 80
20,7 82
Tabel 1. 4 Pengaruh penggunaan filler terhadap kehalusan kertas
Filler (%) Smoothness (ml/min)
23 169
22,6 136
22,5 132
22,3 131
21,4 130
5.4.2 Pembahasan
Jumlah filler dalam lembaran berpengaruh pada nilai kecerahan kertas.
Semakin banyak jumlah bahan pengisi dalam kertas maka semakin tinggi pula
nilai kecerahan lembaran kertas. Akan tetapi untuk meningkatkan kecerahan
kertas tidak dapat dilakukan dengan cara menambahkan jumlah bahan pengisi
sebanyak-banyaknya. Hal ini dikarenakan bahan pengisi merupakan mineral yang
tidak dapat berikatan dengan serat, sehingga kekuatan akan turun. Selain itu,
penggunaan bahan pengisi yang berlebih juga akan menimbulkan masalah baru
seperti kertas menjadi pecah (cracking).
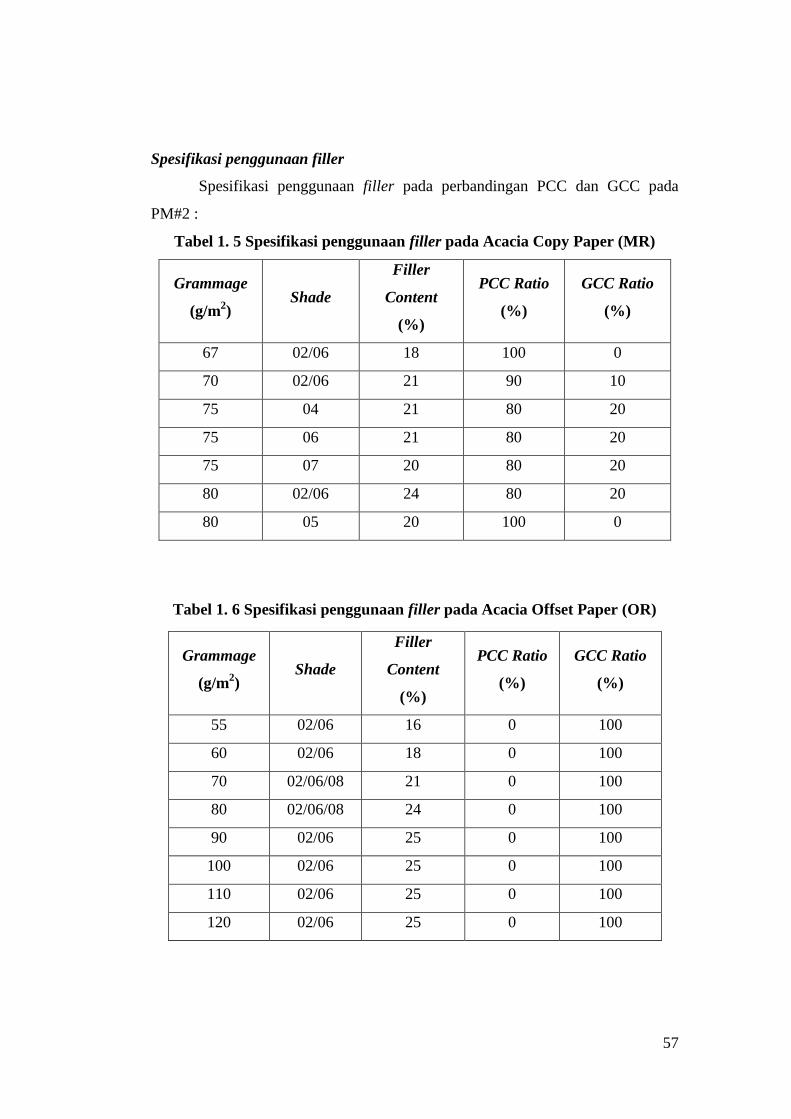
57
Spesifikasi penggunaan filler
Spesifikasi penggunaan filler pada perbandingan PCC dan GCC pada
PM#2 :
Tabel 1. 5 Spesifikasi penggunaan filler pada Acacia Copy Paper (MR)
Grammage
(g/m2)
Shade
Filler
Content
(%)
PCC Ratio
(%)
GCC Ratio
(%)
67 02/06 18 100 0
70 02/06 21 90 10
75 04 21 80 20
75 06 21 80 20
75 07 20 80 20
80 02/06 24 80 20
80 05 20 100 0
Tabel 1. 6 Spesifikasi penggunaan filler pada Acacia Offset Paper (OR)
Grammage
(g/m2)
Shade
Filler
Content
(%)
PCC Ratio
(%)
GCC Ratio
(%)
55 02/06 16 0 100
60 02/06 18 0 100
70 02/06/08 21 0 100
80 02/06/08 24 0 100
90 02/06 25 0 100
100 02/06 25 0 100
110 02/06 25 0 100
120 02/06 25 0 100
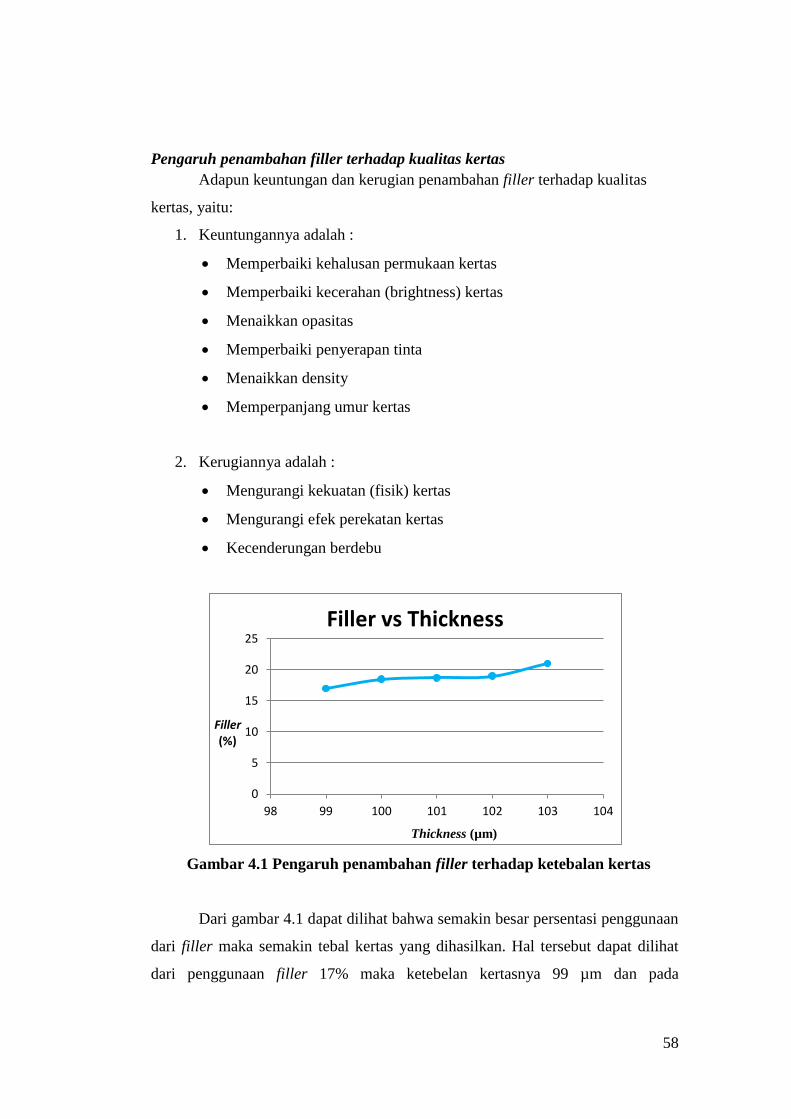
58
Pengaruh penambahan filler terhadap kualitas kertas
Adapun keuntungan dan kerugian penambahan filler terhadap kualitas
kertas, yaitu:
1. Keuntungannya adalah :
Memperbaiki kehalusan permukaan kertas
Memperbaiki kecerahan (brightness) kertas
Menaikkan opasitas
Memperbaiki penyerapan tinta
Menaikkan density
Memperpanjang umur kertas
2. Kerugiannya adalah :
Mengurangi kekuatan (fisik) kertas
Mengurangi efek perekatan kertas
Kecenderungan berdebu
Gambar 4.1 Pengaruh penambahan filler terhadap ketebalan kertas
Dari gambar 4.1 dapat dilihat bahwa semakin besar persentasi penggunaan
dari filler maka semakin tebal kertas yang dihasilkan. Hal tersebut dapat dilihat
dari penggunaan filler 17% maka ketebelan kertasnya 99 µm dan pada
0
5
10
15
20
25
98 99 100 101 102 103 104
Filler (%)
Thickness (µm)
Filler vs Thickness
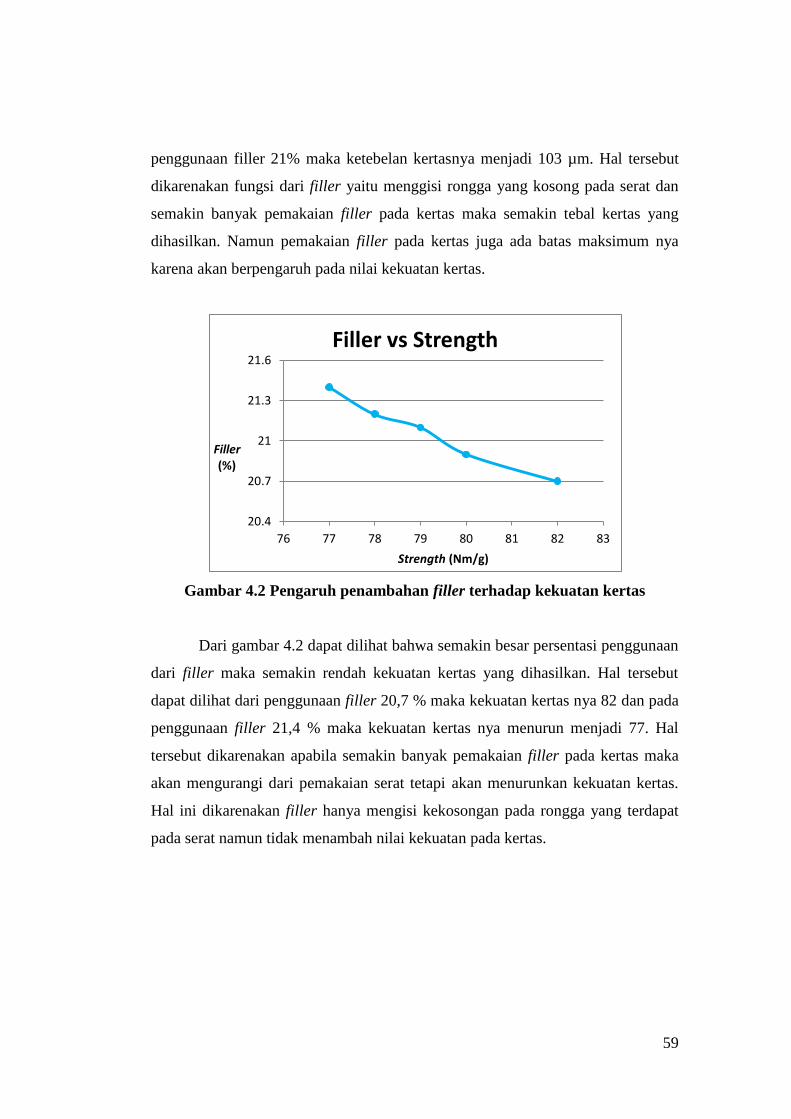
59
penggunaan filler 21% maka ketebelan kertasnya menjadi 103 µm. Hal tersebut
dikarenakan fungsi dari filler yaitu menggisi rongga yang kosong pada serat dan
semakin banyak pemakaian filler pada kertas maka semakin tebal kertas yang
dihasilkan. Namun pemakaian filler pada kertas juga ada batas maksimum nya
karena akan berpengaruh pada nilai kekuatan kertas.
Gambar 4.2 Pengaruh penambahan filler terhadap kekuatan kertas
Dari gambar 4.2 dapat dilihat bahwa semakin besar persentasi penggunaan
dari filler maka semakin rendah kekuatan kertas yang dihasilkan. Hal tersebut
dapat dilihat dari penggunaan filler 20,7 % maka kekuatan kertas nya 82 dan pada
penggunaan filler 21,4 % maka kekuatan kertas nya menurun menjadi 77. Hal
tersebut dikarenakan apabila semakin banyak pemakaian filler pada kertas maka
akan mengurangi dari pemakaian serat tetapi akan menurunkan kekuatan kertas.
Hal ini dikarenakan filler hanya mengisi kekosongan pada rongga yang terdapat
pada serat namun tidak menambah nilai kekuatan pada kertas.
20.4
20.7
21
21.3
21.6
76 77 78 79 80 81 82 83
Filler (%)
Strength (Nm/g)
Filler vs Strength
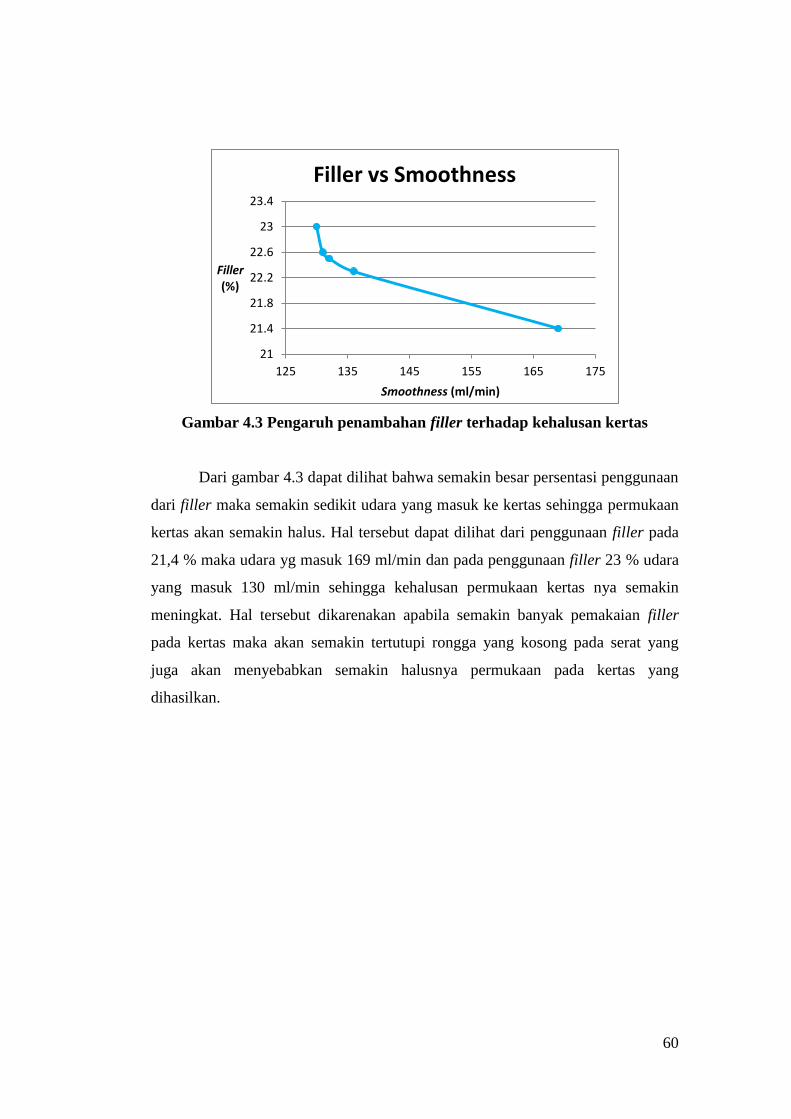
60
Gambar 4.3 Pengaruh penambahan filler terhadap kehalusan kertas
Dari gambar 4.3 dapat dilihat bahwa semakin besar persentasi penggunaan
dari filler maka semakin sedikit udara yang masuk ke kertas sehingga permukaan
kertas akan semakin halus. Hal tersebut dapat dilihat dari penggunaan filler pada
21,4 % maka udara yg masuk 169 ml/min dan pada penggunaan filler 23 % udara
yang masuk 130 ml/min sehingga kehalusan permukaan kertas nya semakin
meningkat. Hal tersebut dikarenakan apabila semakin banyak pemakaian filler
pada kertas maka akan semakin tertutupi rongga yang kosong pada serat yang
juga akan menyebabkan semakin halusnya permukaan pada kertas yang
dihasilkan.
21
21.4
21.8
22.2
22.6
23
23.4
125 135 145 155 165 175
Filler (%)
Smoothness (ml/min)
Filler vs Smoothness
61
BAB V
PENUTUP
5.1 Kesimpulan
Berdasarkan data yang diperoleh, maka dapat diambil kesimpulan sebagai
berikut:
1. Kegunaan dari bahan pengisi (filler) yaitu untuk mengisi rongga-rongga
antar serat serta dapat menambah atau memperbesar volume produksi
kertas tanpa merusak kualitas dari kertas.
2. Jenis filler yang digunakan yaitu GCC (Ground Calcium Carbonat) dan
PCC (Precipitate Calcium Carbonat).
3. Keuntungan dari penggunaan bahan pengisi PCC dan GCC, yaitu :
Meningkatkan formasi lembaran karena bahan pengisi mengisi rongga-
rongga kosong diantara serat.
Meningkatkan opasitas.
Meningkatnya printability.
Cost saving dari penggunaan serat.
5.2 Saran
1. Perlu dilakukan penelitian lebih lanjut mengenai pengaruh filler terhadap
kualitas kertas.
2. Perlu dilakukan variasi filler yang lebih optimum tanpa mengurangi
kualitas kertas.
62
LAMPIRAN
PERHITUNGAN
Diketahui: Produk Copy Paper dengan parameter sebagai berikut:
Speed = 1600 m/min
Paper width = 8,6 m
Basis weight = 70 g/m2
Filler content (%) = 21 %
PCC = 90 %
GCC = 10 %
Ditanya: Filler content (ton/jam)
Penyelesaian:
Product = Speed x Paper width x Basis weight
= 1600 m/min x 8,6 m x 70 g/m2
= 963.200 g/min
=
= 57,792 ton/jam
Filler content = 57,792 ton/jam x 21 %
= 12,136 ton/jam
PCC = 12,136 ton/jam x 90 %
= 10,922 ton/jam
GCC = 12,136 ton/jam x 10 %
= 1,214 ton/jam
Jadi, untuk memproduksi produk Copy Paper dengan basis weight 70 g/m2
dibutuhkan filler content sebanyak 12,136 ton/jam.





























