Embed Size (px)
Citation preview

S.E.P. Si.E.1.T. D.G.I.T.
CENTRO NACIONAL DE INVESTIGACIÓN Y DESARROLLO TECNOLÓGICO
cenidet
“UN MODELO EXPERIMENTAL” EN EL PROCESO DE RECUBRIMIENTO DE SUPERFICIES POJt MEDIO DE FRICCIÓN SECA
T QUE P
E S RA OBTENER
I S .L GRADO DE
DOCTOR EN CIENCIAS EN I N G E N I E R i A M E C Á N I C A P R E S E N T A : M . C. JORGE COLIN OCAMPO
CUERNAVACA, MORELOS DICIEMBRE DE 2004

S.E.P. S.E.I.T. D.G.I.T.
CENTRO NACIONAL DE INVESTIGACIÓN Y DESARROLLO TECNOL~GICO
Cenidet DOCTORADO EN CIENCIAS EN
INGENIE:’R¡A MECÁNICA
TESIS
“UN MODELO EXPERIMENTAL” EN EL PROCESO DE RECUBRIMIENTO DE SUPERFICIES POR MEDIO DE FRICCI~N SECA
PRESENTA
M. C. JORGE COLíN OCAMPO
ASESOR
Dr. Jose Maria Rodriguez Lelis CENIDET
JURADO
Dr. Dariusz Szwedowicz Wasik (CENIDET) Presidente
Dr. José Maria Rodriguez Lelis (CENIDET) Secretario
Dr. Guillermo E. Morales Espejel (ITESM) Dr. Jesus Porcayo Calder6n (IIE) ler. Vocal 2do. Vocal
Dr. Enrique S. Gutiérrez Wing (CENIDET) Dr. Martin E. Baltazar L6pez (CENIDET) 3er. vocal Suplente
CUERNAVACA, MORELOS DICIEMBRE DEL 2004

I U B Y ~ C f U % € K ¶ % t I I M I m u w 7 z . x x m x
ACEPTACIÓN DEL TRABAJO DE TESIS DOCTORAL I
ESC\FORDOCOS
Cuernavaca, Mor., 25 de noviembre de.2004. M.C. Claudia Cortés Garcia Jefa del Depto. de ing. Mecánica P r e s e n t e
Los abajo firmantes, .kiembros.del Comité..Xutoflal de la Tesis Doctoral del alumno Jorge Colín . .,: ' .,
Ocampo, manifiestan.que después de haber revisado su .trabajo de tesis doctoral titulado "UN' ii. MODELO EXPERIMENTAC EN EL'PROCESODE RECUBRIMIENTO DE.SUPERFlClES POR ,:
MEDIO DE FRICCIdN SECA", realizado bajo la dirección del Dr.José Ma. Rodríguez Lelis, el .trabajo se ACEPTA para proceder a su impresión.
, .
' .
A T E N T A M E N T E
ITESM-Monterrey. . .
- E&& Srw<AW4~;z
Dr. Dariusz Szwedowicz Wasik Dr. Martin E. &altazar López CENIDET CENIDET.
- -
Dr. Jesús Porcayo Calderód EL3TU.y
Dr. Enrique .S%ut%ez Wing CENIDET I.I.E.
C.C.P..: Dr. Jaime Arau Roffiell Subdirector Acadéniicu Lic. Rosa Olivia Maquinay Díaz I Jefe del Depto. de Servicics Esideres Expediente
INTERIOR INTERNADO PALMIRA SIN. COL PALMIRA. A.P. 5164, CP. 62490. CUERNAVACA, MOR. - MeXICO TEE. 17771 312 23 14,318 77 41, FAX (777) 31,2 2434 GLIA‘, -L-..'L,-,a-..":A..* -A,, -"

ESC\FORDOCOIO
Cuernavaca, Mor., 27 de enero de 2005
M.C. JORGE COLIN OCAMPO Candidato al Grado de Doctorado en Ciencias en Ingeniería Mecánica P r e s e n t e
Después de haber sometido a revisión su trabajo final de tesis titulado "UN MODELO EXPERIMENTAL EN EL PROCESO DE RECUBRIMIENTO DE SUPERFICIES POR MEDIO DE FRlCCldN SECA", y habiendo cumplido con todas las indicaciones que el jurado revisor de tesis le hizo, le comunico que se le concede autorización para que proceda a la impresión de la misma, como requisito para la obtención del grado.
Reciba un cordial saludo.
A T E N Y T N T E
I
M.C. Claudih Cortés Garcia Jefa del Depto. de Ing. Mecánica
C.C.P. Lic. Rosa Ohia Maquinay Di? I Jefe del Depto. de SeMcios Escolares Expediente
S. E. P. CENTRO NACIONAL DE
1IYVESTIGACICI.I Y DESARROLLO
TECNOLCGICO DEPARTAMENTO DE
ING. MECANICA
INTERIOR INTERNADO PALMIRA S/N. COL PALMIRAa A.P. 5.164, CP. 62490,CUERNAVACA. MOR.- MtXICO TELS. (777) 312 23 14,318 77 41. FAX (777) 312 24 34 C.. A I, ,.I.?. ,*:?'.-m--":A,.* ,.A,. _"

Víctor y Vírginía,por s u ejempló áe entrega, valor y fortaléza. Tor su amoy sin esperar nada a cam6io. Tor se los mejores TXDRFS.
Victor %!anue& N a t i v í h á X a r í n a y d6eípor todos íos momentos de alegría y tristeza comyartidós. Tor ser parte de mí.
Tor todo su cariño.
Jorge yusef y C a s a d r a Noriserratt, por darme Ia oportunidad de ser TADRE y por ser lo más hermoso y mravíl loso que tengo e n LÜ vúh. Tor que son e l m o t i v o de mi existencia.
Adríana, por ser elsoporte p r ínc i ya lde mi vúh,por su apoyo incondicionalcariños y cuidados. Tor serpar te de todos mis Cogros. y e n esyecíulpor serpar te delproyecto m á s importante de mi vi.da “aí famíka”. “TE m0”.

A DIOS ....... ..... .. .por todo Io que me ha dado
AI Consejo Nacional de Ciencia y Tecnología (Conacyt), por el apoyo económico brindado durante mi estancia doctoral.
AI Centro Nacional de Investigación y Desarrollo Tecnológico (Cenidet), por darme el apoyo para lograr una meta más en mi formación profesional.
A mi asesor Ff José %ayía %x+@uez Lefikpor serparte de hfamifia. Por toa5 e Cupoyo 6rindído y espciaLwentepor su umrstad inc~indiciona~ @acias
porpermitirme ser SK am72o.
A los miembros del comité doctoral: Dr. José María Rodriguez Lelis, Dr. Martin E. Baltazar López. Dr. Enrique Gutiérrez Wing! Dr. Dariusz Szwedowicz Wasik, Dr. Jesus Porcayo Calderón y Dr. Guillermo Morales Espejel por sus varias e interesantes contribuciones a este trabajo.
A la Dra. Adriana Wong Moreno y ,al Dr. Piotr Rusek por su apoyo y aportaciones a este trabajo.
AI grupo de tribología y en especial a Mario Villanueva, Arturo Abúndez Pliego, José Navarro Torres, Dagoberto Vela A., Sergio Reyes Galindo, Dagoberto Tolosa M., Manuel Arjona, Wadi E. Sosa, Samuel Reyes, Miguel A. Ocampo Rivera, J. Antonio Hernández, Jaime Villalobos por su amistad.
A la M . C. Claudia Cortés Garcia, M. C Eladio Martinez, M. C. Jorge Bedolla, Dr. Martin E. Baltazar López, Dr. Enrique Gutiérrez Wing y Dr. Dariusz Szwedowicz Wasik por todo el apoyo brindado y especialmente por su amistad
A mis grandes amigas Cecilia López., Cristina Garcia y Ana Isabel Hernández Gallegos.
A la Sra. Lupita por hacer más amena la estancia en el Cenidet.
A todo e l personal Administrativo y de Servicios Generales del Cenidet.
AI Sr. Javier Castillo Gil y su esposa la Sra. Guadalupe Zavala por su apoyo incondicional.
A un gran amigo Ernesto Jiménez y su Familia.
A todas aquellas personas que de una u otra manera contribuyeron en la finalización de este proyecto.
31 t o h s ustedes

TR I ROI.OCIA I N G t N I L R I A M FCAN ICA CEN I D t7-
RESUMEN
L~ modificación de las caracteristicas superficiales de elementos de máquina, se encuentran entre las lineas de investig,%ción con mayor desarrollo alrededor del mundo, e.jemplo de ésto, son las tecnologias de recubrimientos como: deposición química de vapor (CVD), deposición por difusión (TRDD), deposición física de vapor (PVD), deposición quimica de vapor asistida por plasma (PHCVD), implantación iónica y proyecciones térmicas. Entre éstas, se encuentra además el proceso de deposición por triboadhesión o fricción seca. Este aprovecha el calor generado por fricción para depositar particulas que otorguen las caracteristicas requeridas en los elementos de máquinas.
En la presente investigación. se desarrolló la teoria a nivel molecular para explicar el fenómeno que se presenta en el proceso de deposición por triboadhesión. En ésta, se utiliza la distribución de,Boltzman para establecer el número y tamaño de cavidades, donde las particulas son ‘depositadas. Para determinar la energia libre necesaria para depositar una sola particula de material de aporte en el material base, se modificó el modelo de Rabinowicz, de manera que el fenómeno se consideró como función de la temperatura, y el radio de la particula como variable independiente,
A causa de que el fenómeno de triboadhesión es fundamentalmente térmico, se realizó la modelación del fenómeno de transporte de calor, con el fin de evaluar la difusión al interior del material base. Con base al modelo desarrollado, se realizó la evaluación teórica de la deposición de particulas de diamante en una matriz de cobre. Para ajustar la distribución de partículas obtenidas por la ecuación de Boltzman, se determinó un factor de deposición “ 9 (T)” que es función de la temperatura y oscila en el intervalo de O 2 9 ( T ) 2 I
7’R IBOA 1) H ESION

ABSTRACT
Surface treatments and coatings process are amongst the main subjects of study in tribology around the world, i. e. chemical deposition o f vapor, diffusion deposition, physical deposition o f vapor, chemical deposition of vapor enhanced by plasma, ionic implantation and thermal projections. Amongst these, it may be found the technology o f deposition by triboadhesióh or dry friction. This technology takes advantage o f the heat generate by friction, in order to deposit the feeding material particles that will provide the mechanical properties required by the machine elements.
In the present work, molecular theory i s used to explain the deposition by triboadhesion process. Here, a Boltzman distribution is used to calculate the number and size o f voids where particles are deposited. The free energy required to deposit one particle into the base material, is determined followilng Rabinowicz. However in the present work, the process is assumed to be as a function o f the temperature and the radius particle i s considered as an independent variable.
Since the triboadhesion process i s mainly a thermal phenomenon, a heat conduction modelling i s carried out in order to assess the diffusion o f deposited particles with in the base material. With the theory develloped, this was applied to the deposition ofdiamond like carbon in a copper matrix. The particles distribution obtained by the Boltzman equation was f i t to the experimental data through a deposition factor “ q (T)” which is function o f the temperature and lies with in the interval O 5 q ( T ) 2 I .
If
1 All3OADHESION I1

I RIROLOC,IA INGINILRIA MLCANICA CtNIDL7
CONTENIDO
NOMENCLATURA LISTA DE FIGURAS
LISTA DE MlCROGRAFíAS LISTA DE TABLAS
LISTA DE CRÁFICAS
CAP~TULO 1 ESTADO DEL ARTE
CAP~TULO 2 CONCEPTOS BÁSICOS
2.1 2.2 2.3 2.4
2.5
2.6 2.7 2.8 2.9
Introducción Mecanismo de fricción seca Generación de'fcalor entre dos superficies en contacto deslizante Solubilidad 2.4.1 Energía libre de superficie y adhesión 2.5.1 Energia libre de :superficie 2.5.2 Adhesión Angulo de aspereza Area real de cbntacto Difusión Teoría de nucleación
Material compuesto, Regla de mezclas
C A P ~ T U L O ~ MODEJ,O DEL PROCESO DE TRIB0,4DHESIÓN
3.1 Introducción 3.2 Descripción del proceso de deposición por triboadhesión
3.2.1 Proceso de contacto y deslizamiento entre la fresa de algoldón y e l material base por recubrir
3.3 Temperaturas Superficiales en triboadhesión 3.3.1 Coeficiente de fricción 3.3.2 Modelo para temperaturas superficiales en triboadhesión
3.3.2.1 Generación de calor en la interfase fresa - sustrato
3.3.2.2 Generación de temperatura en la interfase fresa - sustrato
3.3.2.3 Coeficiente de partición de calor
I V
vi¡ vi i
3
8 8 9 1 1 12 14 14 14 17 17 20 22
23 23 23
27 27 29 29
30
32

-
TRIROLOCIA INCLNILR¡A MLCANICA C t N l D l T
3.3.2.4 Teoría de fuentes de calor en movimiento, aplicado al proceso de triboadhesión
3.4 Teoría para la formación de cavidades
CAP~TULO 4 PRUEBAS EXPERIMENTALES
4.1 Introducción 4.2 Deposición por triboadhesion, Pruebas experimentales
4.2. I Sistema de deposición por triboadhesión 4.2.2 Deposición de diamante sobre cobre
4.2.2.1 Análisis superficial 4.2.2.2 Análisis transversal 4.2.2.3 Análisis micro estructural transversal 4.2.2.4 Determinación del radio de partícula promedio
' en el recubrimiento por triboadhesión
CAP~TULO 5 EVALUACIÓN TEORICA DEL NUMERO DE PARTíCULAS QUE
,COMPARACI~N CON RESULTADOS EXPERIMENTALES
'SE DEPOSITAN Y su
5.1 5.2 5.3
5.4
Introducción Cálculo de temperaturas superficiales Generación de cavidades en el proceso de triboadhesión 5.3.1 5.3.2 Generación de cavidades 5.3.3
Distribución de temperatiiras en la sección transversal 5.4.1 Fracción en volumen del diamante en la sección
transversal del cobre a partir de la ecuación de Boltzman 5.4.1.1 Desviación de la curva teórica de la
experimental 5.4.1.2 Factor " q (T)" de deposición
Parámetros críticos, GI., R', k'
Fracción en volumen del diamante en la superficie del cobk a partir de la ecuación de Boltzman
I/
CONCLUSIONES
TRABAJOS FUTUROS
REFERENCIAS BIBLIOGRÁFICAS
32
34
39 39 39 40 40 43 44 45
47 48 50 50 53 56
61 68
83
87
93
95
96

APÉNDICE A CONCEPTOS GENERALES 99
APÉNDICEB PROPIEDADES DEL COBRE EN IO6 FÚNCIÓN DE LA TEMPERATURA
APÉNDICE C TEMPERATURA SUPERFICIAL EN lo*
UN SÓLIDO SEMI - INFINITO
111 TRIBOADI-ILSION

TKIHOLOG¡A INCENiI;RIA MICANICA CI.NiI)Ll 1
NOMENCLATURA
Símbolos Latinos
Area de contacto por el efecto de adhesión. Area de contacto por carga normal. Area de coiitacto por ciarga combinada, normal y cortante. Area de penetración. Capacidad’kalorífica.
Coeficiente de difusión. Módulo de elasticidad. Fuerza de adhesión. Fuerza. Fuerza de fricción.
Energía crítica de activación. Energía para la formación de una cavidad. Entalpia.
Dureza de identación. Constante de Boltzman. Conductividad térmic:a.
Parámetro adimensional, k = - .
Número de Peclet. Peso atómico. Número de cavidades, Número de paríiculas.
Fuerza normal. Calor. Calor por unidad de tiempo.
Energía de activación, difusión intersticial y sustitucional. Flujo de calor por unidad de área y tiempo. Factor de deposicióri. Radio de contacto por carga normal. Radio de contacto por carga combinada, normal y cortante. Radio d i contacto por el efecto de adhesión. Radio de cavidad.
1;
X
R
il
I 7’RIBOAI)HESION
11

II
IRIBOLOC~A INGLNICR¡A MtCANlCA ,I CEN I D E 1
Radio promedio de partícula.
R' Radio crítico de la cavidad. Constante de los gases.
S Fuerza tangencia1 o cortante. Entropía. .v
T Temperatura. T"l Temperatura media 1 Tiempo. V Velocidad be deslizam'iento. V r Velocidad relativa.
Volumen de penetración.
va. m Fracción en volumen del agregado y matriz. vc. a, in Volumen del compuesto, agregado y matriz. w , in Fracción en peso del agregado y matriz. WC.&l7I Peso del compuesto, agregado y matriz. W"h Energía o trabajo de adhesión.
Trabajo desarrollado. x> Y Variables espaciales. YA Componente de adhesión.
R",.
4;
s,
VP
Y , .I
Símbolos Griegos
Angulos de la aspereza. Esfuerzo cortante. Esfuerzo de,fluencia.
Densidad. Energía libre de superficie. Difusividad térmica. Coeficiente de particióii de calor. Soluto. Matriz.
II TRIBOA Dti ESIOW

TRI BOLOC~ A INCENII.RIA MI-CANICA CEN I Dlrl'
LISTA DE FIGURAS
Descripción Pág.
Figura 2.3.1 10
Figura 2.6.1 Angulos de una aspereza sujeta a abrasión. 17 Fiaura 2.7.1 18
Esquema del proce!;o de deslizamiento interfacial ,a nivel atómico y generación de calor.
Superficies en contacto bajo la acción de una carga normal, y 1
una carga combinada. Representación esquemática del enlace entre el identador y el Figura 2.7 2 19
Figura 2.8.1 Figura 2.8.2 Figura 2.8.3
Figura 3.2.1.1
Figura 3.2.1.2 Figura 3.2.1.3 Figura 3.3.1.1
Figura 3.3.1.2 Figura 3.3.2.2.1
Figura 3.3.2.4.1 Figura 3.3.2.4.2
Figura 3.4.1
Figura 4.2.1.1
Figura 5.4.1 Figura 5.4.2 Figura 5.4.3
Figura 5.4.4
material base. Mecanismo de difusión intersticial. Mecanispo de difusibn de vacios 6 sustitucional. Mecanismos de difusión y energía de activación. Q, = energia de activación para la difusión intersticial, Q, = energia de activación para la difusión sustitucional o por vacios. Interferehcia entre la cerda de la fresa de algodón y el material base generada por una carga normal antes del ciclo de contacto. Ciclo de'contacto entre la fresa de algodón y el material base. Esquema del proceso de deslizamiento. Esquema de interacción entre la fresa de algodón y una aspereza del material base. Interacción entre las asperezas superficiales. Modelo] del sólido semi - infinito. con un flujo de calor suministrado en la superficie. Contacto entre la fresa de deposición y el material base. a) Tem'beraturas y Rujo de calor en los cuerpos en contacto, b) Temperaturas en el área de contacto. Particu,la esférica penetrando una distancia x en el material base. 1. Sistema de rotación de la fresa: (a) motor de alta velocidad, (b) control de velocidad, (c) fresa de deposición; 2. Sistema de medición de fuerza: (d) celda de carga tipo anillo, e) base; 3. Sistema de alimenlación de polvos: (j) dosificador de particulas, (k) control neumático, y (I) tobera; 4. Sistema de adquisición de datos: (9 amplificador, (9) medidor de voltaje, (h) analizador de señales, (i) computadora personal. Modelo de transferencia de calor por conducción. Malla fina del modelo de transferencia de calor. Distribución de temperatura para una fuente de 5 micras a 927 ' C 11200 OK]. Distribucibn de temperatura para una fuente de 800 micras a 927 ' C [1200 O K ] .
20 21 21
24
25 26 28
2x 30
33 34
40 35
62 63 67
67

LISTA DE GRÁFICAS
Gráfica 2.4.1
Gráfica 4.2.2.1.1
Gráfica 4.2.2.1.2
Gráfica 4.2.2.2.1
Gráfica 4.2.2.4.1
Gráfica 5.2.1
Gráfica 5.2.2
Gráfica 5.2.3
Gráfica 5.3.1.1a
Gráfica 5.3.1.lb
Gráfica 5.3.1.2a
Gráfica 5.3.1.2b
Gráfica 5.3.1.3a
Gráfica 5.3.1.3b
Gráfica 5.3.1.4
Gráfica 5.3.2.1a
Gráfica 5.3.2.113 Gráfica 5.3.3.1
Gráfica 5.3.3.2a
Gráfica 5.3.3.2b
Gráfica 5.3.3.3 Gráfica 5.3.3.4 Gráfica 5.4.1 Gráfica 5.4.2
Descripción
Solubilidad de partículas pequeñas de material de aporte y/ en una solución sólida 8 . EsDectr0,de los elemimtos quimicos componentes del cobre sin deposición. Espectro de los elementos quimicos componentes del cobre con deposición. Fracción en. peso y volumen del diamante en función del espesor de penetración. (a) Fracción en peso, (b) Fracción en volumen’. Radio de partícula probable, en función de un volumen de control y, numero de partículas. Coeficiente de fricci8bn en función del radio de unión entre la fresa de deposición y el cobre. Mapa de temperaturas promedio en la superficie del cobre, en función’bel coeficiente de fricción y la velocidad de la rueda de deposición. Distribución de temperaturas para diferentes coeficientes de fricción. Energia vs Variación del radio de la cavidad y Profundidad de penetración. Temperatya de 627 ‘C. Gr=2.1677 x l o i 9 [J], R =9.9548 x lO~”[m], k =0.0.5883 [x/R]. Energia y radio necesario para la formación de una cavidad, posterior a los paráme!ros críticos. Temperatura de 627 OC. Grz2.1677 x 10. Energía vs Variación del radio de la cavidad y Profundidad de penetración. Temperatura de 777 OC. Grz5.7936 x [J],
Energía y radio necesario para la formación de una cavidad, pocterior a los paráme!ros criticos. Temperatura de 777 ‘C. Gr =5.7936 x 1 0 ~ ’ [J], R 4.7124 x 10.” [m], k’=0.7139 [x/R]. Energif vs Variación del radio de la cavidad y Profundidad de penetración. Temperatyra de 927 OC. Gr=2.3558 x [J], R’=2.8862 x 10.“ [rn], k =0.7877 [x/R]. Energía y radio necesario para la formación de una cavidad, posterior a los aráme!ros críticos. Temperatura de 927 ‘C. GT =2.3558 x 10. [J], R =2.8862 x 10~’’ [m], k =0.7877 [x/R]. Comparación de parámetros críticos para temperaturas de 1200, 1050 y 900 girados Kelvin. Var iacp del radio critico y del No. de cavidades en función de la temperatura. No. de cavidades/am3 en función de la temperatura. Fracción en volumen del diamante para diferentes tempe’raturas. Fracción en volumen del diamante en función de la penetración de la partícula. Fracción en volumen del diamante en función del radio de la cavidad. Fracción en volumen del diamante en función de la temperatura. Fracción en volumen teórico y experimental. lsoterma de temperatura para fuentes de 627 ‘C [900 OK]. isoterma de temperatura para fuentes de 727 “C [1 O00 O K ] .
[J], R =9.9548 x lO~”[m], k =0.0.5883 [x/R].
R 4.7124 X lO.”[M], k‘=0.7139 [x/R].
PO
Pág.
12
41
41
44
46
48
49
49
51
51
51
51
52
52
52
55
55 58
59
59
59 60 64 64
I V
TKIBOADHESI6N

Gráfica 5.4.3 Gráfica 5.4.4 Gráfica 5.4.5 Gráfica 5.4.6
Gráfica 5.4.1.1
Gráfica 5.4.1.2
Gráfica 5.4.1.3
Gráfica 5.4.1.4
Gráfica 5.4.1.5
Gráfica 5.4.1.6
Gráfica 5.4.1.7
Gráfica 5.4.1.8
Gráfica 5.4.1.9
Gráfica 5.4.1.10
Gráfica 5.4.1.11
Gráfica 5.4.1.12
Gráfica 5.4.1.13
Gráfica 5.4.1.14
Gráfica 5.4.1.15
Gráfica 5.4.1.16
Gráfica 5.4.1.17
Gráfica 5.4.1.18
Gráfica 5.4.1.19
Gráfica 5.4.1.20
Gráfica 5.4.1.21
Gráfica 5.4.1.22
Gráfica 5.4.1.23
Gráfica 5.4.1.24
Gráfica 5.4.1.25
Gráfica 5.4.1 2 6
Gráfica 5.4.1.27
lsoterma do temperatura para fuentes de 827 ' C 11100 "Kl. [soterma de temperatura para fuentes de 927 O C I1200 OK]. lsoterma d," temperatura para fuentes de 1027 OC (1200 O K ] . [sotermas de temperatura para fuentes de 627 c (900 OK. amarillo]. 727 OC [IOOCi O K , cyan], 827 OC (1100 OK, rojo], 927 OC (1200 OK. verde], 1027 OC (1300 OK, azul]. Fracción en volumen teórico y experimental. Fuente de 5 micras a 727 OC. Fracción en volumen kórico y experimental. Fuente de 5 micras a 827 ' C . Fracción en volumen teórico y experimental. Fuente de 5 micras a 927 OC: Fracción en volumeii teórico y experimental. Fuente de 10 micras a1727 OC. Fracción en volumen teórico y experimental. Fuente de 10 micras a 827 OC. Fracción en volumen teórico y experimental. Fuente de 10 micras a 927 'C. Fracción en volumen teórico y experimental. Fuente de 20 micras a727 OC. Fracción en volumen teórico y experimental. Fuente de 20 micras a 827 OC. Fracción en volumen teórico y experimental. Fuente de 20 micras a 927 ' C . Fracción en voIum(?n teórico y experimental. Fuente de 40 micras a 727 OC. Fracción en volumen teórico y experimental. Fuente de 40 micras a 827 'C . Fracción en volumen teórico y experimental. Fuente de 40 micras a 927 OC. Fracción en volumen teórico y experimental Fuente de 80 micras a 727 OC.
Fracció,? en volumen teórico y experimental. Fuente de 80 micras a 827 ' C . ~~ ~
Fracción en volumen teórico y experimental. Fuente de 80 micrasla 927 OC. Fracción en volumen teórico y experimental. Fuente de 160 micras a 727 OC. ~~
Fracción en volumen teórico y experimental. Fuente de 160 micras a 827 OC. Fracciqn en volumen teórico y experimental. Fuente de 160 micras a 927 OC. ~~ ~
Fracción en volunien teórico y experimental. Fuente de 240 micras a 727 OC. Fraccihn en volumen teórico y experimental. Fuente de 240 micras a 827 'C. Fracción en volumen teórico y experimental. Fuente de 240 micras a 927 'C. Fracción en volumen teórico y experimental. Fuente de 320 micra4 a 727 OC. Fracción en volurnen teórico y experimental. Fuente de 320 micras a 827 OC. Fracción en volumen teórico y experimental. Fuente de 320 micras a 927 OC. Fracción en volumen teórico y experimental. Fuente de 400 micras a 727 OC. Fracción en volumen teórico y experimental. Fuente de 400 micras a 827 'C. Fracción en volumen teórico y experimental. Fuente de 400
, micras a 927 OC.
65 65 66 68
69
69
69
70
70
70
71
71
71
72
72
72
73
73
73
74
74
74
75
7s
7s
76
76
76
77
77
77
V IRISOADHESION I/

Gráfica 5.4.1.28
Gráfica 5.4.1.29
Gráfica 5.4.1.30
Gráfica 5.4.1.31
Gráfica 5.4.1.32
Gráfica 5.4.1.33
Gráfica 5.4.1.34
Gráfica 5.4.1.35
Gráfica 5.4.1.36
Gráfica 5.4.1.37
Gráfica 5.4.1.38
Gráfica 5.4.1.39
Gráfica 5.4.1.40
Gráfica 5.4.1.41
Gráfica 5.4.1.42
Gráfica 5.4.1.1.1
Gráfica 5.4.1.1.2
Gráfica 5.4.1.1.3
Gráfica 5.4.1.1.4
Gráfica 5.4.1.1.5
Gráfica 5.4.1.1.6
Gráfica 5.4.1.1.7
Gráfica 5.4.1.1.8
Gráfica 5.4.1.2.1
Gráfica 5.4.1.2.2
Gráfica 5.4.1.2.3
Gráfica 5.4.1.2.4
Gráfica 5.4.1.2.5
Gráfica 5.4.1.2.6
Gráfica 5.4.1.2.7
THI BOLOG~ A INCI~NIliK¡A MICANICA CtiNlD\:T
Fracción en volumen teórico y experimental. Fuente de 480 . micras a 727 'C. Fracción en golumen teórico y experimental. Fuente de 480 micras a 827 C. Fracción en volumen teórico y experimental. Fuente de 480 micras a 927 'C. Fracción en volumen teórico y experimental. Fuente de 560 micras a 727 OC. Fracción ilen volumen teórico v experimental. Fuente de 560 . . ~~
micras a 827 'C. Fracción [en volumen teórico y experimental. Fuente de 560 micras a 927 'C. Fracción en volumen teórico y experimental. Fuente de 640 micras a 727 'C.
micras a 827 'C. Fracción, en volumen teórico y experimental. Fuente de 640 micras a 927 'C. Fracción en volumen teórico y experimental. Fuente de720 micras a'727 'C. Fracción en volumen teórico y experimental. Fuente de 720 micras a 827 'C. Fracción en volumen teórico y experimental. Fuente de 720 micras a 927 OC. Fracción en volumen teórico y experimental. Fuente de 800 micras a 727 'C. Fracción en volumen teórico y experimental. Fuente de 800 rnicras a 827 'C.
Fracción .I en volumen teórico y experimental. Fuente de 640
Fracción en volumen teórico y experimental. Fuente de 800 micras a 927 OC. Desviakión entre la curva teórica y la experimental. Fuente de 10 Micras a 927 'C. Desviación entre la curva teórica y la experimenta. Fuente de 20 Micras'b 927 OC. Desviación entre la curva teórica y la experimenta. Fuente de 40 Micrasla 927 'C. Desviación entre la curva teórica y la experimenta. Fuente de 80 Micras a 927 OC. Desviación entre l i t curva teórica y la experimenta Fuente de 160 Micras a 927 'C . Desviación entre la curva teórica y la experimenta. Fuente de 80 Micras'a 827 OC. Desviación entre la curva teórica y la experimenta. Fuente de1601Micras a 827 'C. Desviación entre la curva teórica y la experimenta. Fuente de 240 Micras a 827 "C. Factor, "q(T)", para la profundidad k=0.7877. micras a 927 OC
Fuente de 80 ._ -
Facto: "q(T)", para la profundidad k = l 4877 micras a 927 OC
Fuente de 80
No. De cavidades, para una profundidad k=1.4877. Fuente de 80 mirras a 927 'C. Factor "q(T)", para la profundidad k=O.7877.Fuente de 160 micras a 927 OC. Factor "q(T)" paira la profundidad k=1.4877.Fuente de 160 micras a 927 6 C.
~~ ~
No. De cavidades, para una profundidad k=1.4877.Fuente de 160 micras a 927 "C. Factor "q(T)", para la profundidad k=O.7420. Fuente de 240 micras a 827 'C.
78
78
78
19
79
79
80
80
80
XI
81
81
82
82
82
84
84
84
85
85
86
Xb
86
R8
89
89
90
90
91
91
vi 1 KIROADIiESI6N 'I

IR1 I1OLOCI A INGLNIk,RIA MECANICA CENIDEI
I1
LISTA DE MICROGRAFIAS
Descripción Pág.
42 M crografia 4 2 2 1 1 Micrografia 4 2 2 1 2 -Distribution de czrbono (diamante) pixeles amarillos 42
4 3 Micrografia 4 2 2 3 1 Micro estructJra de, sustrato con deposicion a 200 14
Distribuc.ón oe coore pixeles negros
Mcrografia 4 2 2 2 1 Mapeo de carbono p,xeles amarillos'
amentos en el niicroscopio óptico
LISTA DE TABLAS
Tabla 2.5.2.1 Tabla 2.5.2.2 Tabla 2.5.2.3. Tabla 4.2.2.1.1 Tabla 4.2.2.2.1
Tabla 4.2.2.4.1 Tabla 5.3.1.1 Tabla 5.3.2.1.
Tabla 5.3.2.2
Tabla 5.3.2.3
Tabla 5.3.2.4
Tabla 5.3.3.1 Tabla 5.3.3.2 Tabla 5.3.3.3 Tabla 5.3.3.4
DescriDcíón
Compatibilidad de metales. Valores del Parámetro de Compatibilidad GI para Metales. Valores del Paráme'tro de Compatibilidad Cz para no Metales. Fracción en peso de los elementos. Fraccien en peso de los elementos en los diferentes puntos de la sección transversal. Densidad y fracción en peso del diamante y del cobre. Parámetros criticos. Valores de Nc por cm3 para diferentes profundidades a una temperatura de 900 OK. Valores de NC por cm3 para diferentes profundidades a una tempelatura de 1000 O K ,
Valores de NC por cm3 para diferentes profundidades a una temperatura de 11 O0 O K .
Valores de NC por cm3 para diferentes profundidades a una temperatura de 1200 OK. Fraccion en volumen del diamante a la temperatura de 900 O K .
Fracción en volumen del diamante a la temperatura de 1000 O K . FracciPn en volumen del diamante a la temperatura de 1100 O K .
Fracción en volumen del diamante a la temperatura de 1200 "K.
Pág
16 16 16 42 43
45 50 53
53
54
54
56 56 57 57
V i i I! TIIIBOADHESION

I R 1 BOI.,OC¡A INCENlERiA MECANICA CF,N I D E I
L~ fricción y el desgaste, son fenómenos que se presentan durante la interacción de superficies en movimiento relativo. Estos, principalmente se asocian con ekmentoS mecánicos, lo que da pauta al crecimiento comercial de diversas tecnologías Para Su USO Y reducción a un costo accesible [i] . El desafio por mejorar la calidad Y Seguridad de 10s productos, provoca el’surgimiento global en el diseño y manufactura de superficies que posean propiedades superfiLiales de ac.uerdo a la aplicación destinada. La solución, en la Ingeniería Avanzada de Superficies, #consiste en modificar la composición y estructura superficial de los materiales. Esto puede ser, mediante la formación de recubrirnientos delgados, o por la adición de otros materiales al interior de la superficie. El control de estos procesos, requiere de equipos que trabajen en alto vacío, fuentes de iones, evaporadores o reactores asistidos por plasma.
Estudios e investigaciones, demuestnin que cuando dos cuerpos en movimiento relativo están en contacto “fricción”, las propiedades de ambos influyen en el comportamiento de sus capas superficiales y p,ueden dar lugar a penetraciones de las asperezas de uno de los cuerpos en el otro y a la formación de surcos y desprendimiento de material “desgaste”. Por otra parte, las temperatura; elevadas en combinación con las altas presiones en los puntos de contacto, pueden generar cambios significativos en la capa superficial, en sus propiedades y en su geometría. Además pueden crearse esfuerzos térmicos, fenómenos de oxidación, reacciones químicas y difusión. Asimismo, la interacción de gases y líquidos con la superficie de los sólidos, puede provocar la aparición de una tercera fase o cuerpo y de esta manera transformar de manera significativa el componente molecular del fenómeno de fricción. Durante todo el proceso, los cambios en la capa superficial generan deformaciones importantes y variaciones en las propiedades de los cuerpos, esto determina la resistencia al desgaste o”fenómenos de deposición.
La optimación de los tratamientos superficiales y en especial los procesos de recubrimiento se encuentran dentro de las principales tendencias de estudio en tribología [2]. Propiedades como resistencia al desg?ste, coeficiente de fricción, dureza, tenacidad, resistencia a la oxidación, se combinan para obtener en cada caso el recubrimiento que mejor se adapte a las condiciones de trabajo.
En éste sentido, desde 1997 el Centro Nacional de Investigación y Desarrollo Tecnológico (Cenidet), realiza estudios en el área de tribología, en particular en el fenómeno de deposición por triboadhesión, técnica que se basa en los mecanismos de fricción.
Originalmente, el pionero en realizar estudios con respecto al proceso de deposición por triboadhesión, fue Emst Nagy [3]. Inicialmente E. Nagy aplicó la técnica a la deposición de polímeros. Posteriormente en 1989, experimentó con recubrimientos metálicos y cerámicos en superficies de acero y vidrio.
1 TKI BOA DHESi6N

TRI BOLOGI A I N G E N I E R I A MECANICA CENIDFT
i
El presente estudio, forma parte de esta linea de investigación. Con los estudios realizados en el Cenidet, se demostró experimeni.almente la viabilidad de la técnica, se realizó el diseño y construcción de .ilos dispositivos para deposición en superficies planas y cilindricas, se determinó teórica y experimentalmente la temperatura en la superficie del sustrato, asi como las condiciones que determinan que el depósito se realice. Todos los resultados anteriores, se obtkvieron considerando el material base como un continuo. Sin embargo, estudios sobre los mecanismos de deposición, la composición de las películas o depósitos, el tipo de adhe'kencia entre el material de aporte y el material base y la profundidad de deposición, no se han llevado a cabo. Para resolver estas incógnitas, es necesario extender la investi,gación a niveles microscópicos en la interfase de deposición.
El objetivo de la presente ,,investigación, es describir el fenómeno que se presenta en el proceso de recubrimiento de materiales por triboadhesión, con base en un análisis de potenciales energéticos, y obtener una ecuación que modele el comportamiento del proceso para diferentes tipos de ma&riales y su comparación con pruebas experimentales.
2 'I'IIIBOADI-IESION

I RIUOLíSGIA INGENIERIA MECANICA CENIDET
CAP~TULO 1
ESTADO DEL ARTE
de Leonardo da Vinci, [4] de quien se tiene la más antigua evidencia de trabajo científico encaminado a la tribología. Da Vinci estableció las leyes que rigen l a fricción hasta nuestros dias: I ) la fuerza de fricción es proporcional a la carga y 2) es independiente del área de contacto. Después de da Vinci, diversas teorías fueron desarrolladas, entre ellas destacan la de Gillaume Ahontons [ 5 ] , y la de Desaguliers [6 ] . Amontons, estableció que e l mecanismo de fricción, se debe a l a fuerza que se requiere para vencer las asperezas de las superficies de los cuerpos en deslizamiento. Por su parte Desaguliers, en 1734 desarrolla la teoría, donde establece que el fenómeno de fricción es a causa de las fuerzas de atracción molecular “adhesión” entrellas superficies sólidas en contacto.
Posteriormente, en 1785 Coulomb [7], establece la diferencia entre la fricción estática y dinámica. La primera, es la fuerza requerida para iniciar e l movimiento, y la segunda, se refiere a la fuerza requerida para mantener éste. En 1919 Willian Hardy, y más tarde Tomlinson, confirmaron Id’ idea de Desaguliers. Tomlinson, establece la teoría molecular de la fricción, bajo la consideración, de que las fuerzas de repulsión entre los átomos de un sólido contrarrestan las fderzas de cohesión [2]. A partir de este momento, surgen dos corrientes para explicar e l fenómeno de fricción, la teoría mecánica o de rugosidad y la teoría molecular o de adhesión. La primera de ellas, sugiere que la fricción es causa de la interacción entre las .asperezas de las superficies en contacto. Mientras que la segunda, propone que la fricción resulta de los enlaces atómicos en la interfase de las superficies en contacto. Más tarde, en 1939 Kragelski, da a conocer la teoría mecánico-molecular, Esta teoría, supone que la superficie de fricción, presenta una naturaleza dual: las fuerzas de atracción molecular entre:superfic¡es, y la resistencia mecánica, asociada con los cambios en el perfil en la capa superficial ~21.
En 1880 A. Hertz [SI, desarrolla la teoría de contacto elástico y cuatro años más tarde Reynolds [9], genera la tebria de lubricación hidrodinámica, que en conjunto con e l trabajo de Hertz forman las bases del conocirniento actual en lubricación.
Por su lado, Hardy en 1921 cita las primeras bases que distinguen un área real de contacto de una aparente. Esta teoría la desarrollan independiente y casi simultáneamente Holm (i938), Emst y Merchani(l940), Bowden y Tabor (1939, 1942) [lo]. Ellos asumen, que cualquier superficie puede ser descrita como rugosa, y el contacto entre dos cuerpos ocurre únicamente en los picos “asperezas” más altos de las superficies.
En los últimos cincuenta años, surge un gran interés en la topografía de las superficies y su papel en la interacción de los cuerpos en contacto [ I I]. Los modelos desarrollados en este sentido [ 12, 13, 14, 15, 161, asumen que las superficies están formadas por un sin número
‘1
3 TIUBOADHESI6N

de asperezas con punta semiesférica de radio determinado, las alturas de éstas, se simulan considerando diversas kyes de distribución, tales como gausianas, exponenciales, etc.
Bowden Frank y Tabor D. 1171 y Tabor [I I], proporcionan las bases para el entendimiento moderno del fenómeno de fricción. Tabor, reconoce tres ekmentos básicos en la fricción de sólidos sin lubricación: a) el área real dt: contacto entre las superficies deslizantes, b) el tiPo de enlace formado en la interfase; donNde ocurre el contacto “adhesión” Y C) La forma de ruptura y separación de las capas interiores del material, así como el entomo de la zona de contacto durante el deslizam,iento [ I I].
La teoría básica sobre los trabajos de adhesión, se fundamenta en el contacto entre una esfera y una superficie plana. Existen básicamente dos modelos de este tipo, éstos, consideran una esfera elástica en contacto con una superficie plana totalmente rígida. El primer modelo, fue presentado por Jolinson, Kendall y Roberts [ 181, y se conoce como el modelo JKR. El modelo, considera que las fuerzas de atracción intermoleculares de superficie influyen en la deformación elástica de la esfera, por lo que el área de contacto, se incrementa más allá del área que pronostica la teoría de Hertz. Asimismo, las fuerzas de atracción se confinan’en la zona de contacto. El modelo, se aplica a materiales suaves con baja energía superficial, PO;! ejemplo hule.
El segundo modelo, fue desarrollado por Derjaguin, Muller y Toporov [I91 y se conoce como el modelo DMT. Derjaguin et al., asumen que las fuerzas de superficie no cambian el perfil deformado de la esfera pronosticado por Hertz. En éste modelo, todas las fuerzas de atracción, se encuentran fuera de la zona de contacto y se balancean con las fuerzas de compresión generadak en la misma región. El modelo DMT, se aplica para materiales duros con alta energía superficial, por ejemplo metales.
Muller, Yushchenko y Derlaguin [20], Fuller K. N. G. y Tabor D. [ZI], aplicaron el modelo JKR, acoplado con; el modelo de contacto de superficies rugosas de Greenwood y Williamson [IZ]. Ellos! concluyein, que la rugosidad de la superficie reduce considerablemente la adhesión.
En 1980, Muller et;al. [ZO] modifican el modelo origina¡ DMT. Para ello, utilizan las ecuaciones de elasticidad y suponen, un potencial de Lenard-Jones para la atracción molecular. Ellos demostraron, que para valores menores que uno, el modelo se comporta como el modelo DMT, y para valores mayores, el modelo se comporta como el modelo JKR. Posteriormente Chang et al. [lb], analizan el efecto de la rugosidad y la energía de superficie en la adhesión de superficies metálicas, mediante el modelo DMT acoplado con un modelo elasto-plástico.
Por otra parte, Rabinowicz [22] propone el concepto de trabajo de adherencia y lo define como el trabajo necesarib para separar dos superficies en contacto. El concluye que la energía de superficie de los metales, es aproximadamente dos veces mayor a temperatura ambiente, en comparación con la energía de superficie de los metales en el punto de fusión [23]. Rabinowicz propone, que iun factor importante que influye en el trabajo de adherencia, es la compdtibilidad metalúrgica de los materiales y la define, como la propiedad de aquellos materiales que presentan un alto grado de solubilidad mutua, o que
4
I/
TIUBOADHESi6N I1

TRI BOLOGl A INGENIERIA MECANICA CCN1Dk.T
permiten la formación de compuestos Inter-metálicos [24]. Trabajos similares sobre e l mecanismo de adhesión, se ehcuentran en [25,26,27,21].
función de las condicioqes en que 'se efectúe la fricción, diversos f~~ómenos Pueden presentarse en la interfase de las superficies en contacto. Entre éstos se encuentran: la adhesión, transferencia de,, átomos, esfuerzos inducidos, fenómenos de oxidación Y formación de compuestos químicos, ali.as temperaturas, difusión, entre otros. Susada T. et al. [28], demostraron que partículas de cerámica interpuestas entre dos superficies metálicas en fricción, no provocan deigaste s i e l tamaño de grano es menor que un tamaño de grano crítico, aún cuando estas partículas sean de dureza muy alta. La naturaleza del efecto de las partículas sobre la superficie en fricción. no se determinó. Más tarde, S. Jacobson, P. Wallén y Hogmark [29], determinarón la influencia del tamaño de partículas o asperezas, así como la carga y dureza!de la pieza de trabajo, en el fenómeno de desgaste. Asimismo, Feng Z. y Field J. E. ![30], someten a fricción y desgaste diamante sobre diamante. Ellos demuestran, que la adhesióa es un factor importante en la fricción y que durante la misma, existe una transformación química del diamante en carbón amorfo.
Tabor D. [ I I ] reporta. que'las moléculas en la interfase entre dos superficies en contacto, interactúan unas con otras. El concluye, que l a interacción entre las moléculas es débil, s i la superficie está contaminada, y si las superficies están limpias, se generan fuerzas de adhesión que puede ~ causar deformación plástica. Tabor consideró, que entre metales idénticos con superficies libres de contaminantes en contacto atómico, los enlaces en la interfase, son iguales a los enlaces que existen en la frontera del grano del metal. Por otra parte, s i existe una capa de gas adsorbido con un espesor en el intervalo de 1 - 5 Angstrom, los enlaces que se generan'en la interfase, serán del tipo de van der Waals. Pethica J. B. y Tabor D. [31], repohan que el tipo de enlace en la interfase entre dos superficies en contacto, depende de las pilopiedades de ductilidad del material.
El fenómeno de transferencia de material en superficies metálicas por fricción, surge en 1903, e inicia con las investigaciones de Beilby, éstas dirigidas al pulido de metales. Beilby, observó la generación de calor en la superficie, así como, la formación de una capa físicamente distinta a la masa del material. Cochrane en 1938, confirmó la presencia de ésta capa mediante el análisis de los patrones de difracción de electrones a las superficies pulidas [32].
Más tarde Gansheimer J:y Holinski R. [33], sometieron a fricción un par acero - acero inmerso en un aceite mineral. El aceite utilizado, contenía bisulfuro de molibdeno (MoS2) en 3% en peso. Ellos demostraron, que bajo condiciones moderadas de fricción, se forma una película de MoSz en la superficie del material. Por otra parte, en condiciones de fricción severas, el bisulfuro de inolibdeno se difunde al interior de la superficie del acero, lo que genera la formación de carburos y componentes metálicos. Gansheimer J. et al. concluyeron, que e l porcentaje de sulfur0 y molibdeno detectado, no corresponden a la relación 2:l de la molécula de MoS2, ésto por que e l MoSx reacciona químicamente con el hierro. Las reacciones químicas del MoS2, fueron reportadas por Godfrey D. y Bisson E. E. i341.

I R I B O L O C I A INCENlERiA MECANICA CENIUB'
J , Ferrante y D. H, Buc;ley 1351, demostraron que posterior ai calentamiento, la aleación de cu-~1 una segregación de AI sobre la superficie. Ellos Sugieren, que SUPerficies
pueden obtenerse )ajo exposición a temperatura y esfuerzos superficiales, tal Y como Ocurre en condiciones de fricción. Narayan J. et al. [361, reporta que la de generar adhesión en materiales que no forman carburos, es por radiación Iáser.
Por su parte, Bowden F. y Tabor D. [17], analizaron los efectos que el deslizamiento causa a la superficie, entre éstos, se encuentra, el flujo de material, el calentamiento de la superficie, la generación de defectos sobre la superficie y difusión. Ellos concluyen, que los efectos se extienden porldebajo de la superficie a cierta profundidad del material, por lo que, las propiedades mecánicas del par de superficies en interacción contribuyen a la naturaleza de las fuerzas, interfaciales. Los experimentos muestran que el flujo y transferencia de partículas, depende de los puntos de fusión de los materiales.
Entre los estudios orientados a comprender la física del estado sólido, se encuentran los trabajos realizados p8r J. Frenkel [ 3 7 ] y Walter Hans Schottky [38]. Frenkel predijo la formación de defectos puntuales en siilidos. El demostró que a temperaturas elevadas, los átomos en las reticulas cristalinas obtienen la energía suficiente para abandonar sus sitios y ocupar posiciones intersticiales. Lo anterior, genera un par de defectos puntuales, vacíos o intersticios, llamado el par de Frenkel. Asimismo, reporta que la fusión de los sólidos, resulta del debilitamiento por defectos puntuales de la reticula cristalina. Estos defectos a alta temperatura, influyen en las propiedades físicas de los metales, como son: dureza, módulo de elasticidad, entalpía, calor específico, expansión térmica, resistividad eléctrica. entre otras. De igual man'era, Walter H . Schottky demostró la forma en que los vacíos pueden generarse. É¡ concluye, que los átomos salen de sus posiciones para formar: I ) nuevos sitios reticulares ;Abre la superficie, 2) imperfecciones internas dentro del cristal. Los vacíos que se generan, se les conoce como defectos Schottky. En los sólidos, el movimiento de los átomos se facilita a causa de la existencia de vacíos y otras imperfecciones en la estructura cristalina [39].
Los dos trabajos anteriores, fueron el punto de partida de estudios enfocados al comportamiento y empleo de los materiales cristalinos, y sin lugar a duda, ayudan a comprender la manera en que el material en la superficie y al interior de ella se comporta durante la fricción. Un efecto de la generación de vacíos e imperfecciones en la reticula cristalina, es la difusión. Las leyes que la gobiernan, fueron establecidas por Adolf Eugen Fick [40].
El fenómeno de difusión, tiene su principal aplicación en la modificación de superficies. Durante este fenómeno, se generan cambios en la estructura cristalina de la capa superficial del material, lo que provoca cambios en las propiedades mecánicas del mismo.
Los tratamientos de,superficie y en (special los procesos de recubrimientos, se encuentran dentro de las principales \endencias de estudio en tribologia. En la actualidad, los procesos de recubrimientos más relevantes soli: deposición química de vapor (CVD), deposición por difusión (TRDD), deposición física de vapor (PVD), deposición química de vapor asistida por plasma (PHCVD), implantación iónica y proyecciones térmicas. Los primeros dos, se clasifican dentro de los procesos de alta temperatura, donde éstas son cercanas a los 1 O00
6 7'111BOADHESION
1 R I BOLOCl A INGENIERIA MECANICA CCNIDST
't oC; Los cuatro últimos, se engloban dentro de los recubrirnientos a media Y baja temperatura, esto es, menores de 500 OC.,
por su en 1993 e\ Físifo E. Nagy, da a conocer la técnica de deposición Por fricción seca, técnica que se conoce como triboadhesión. En principio, Nagy estableció la técnica para depositar capas polimericas. En 1989, experimentó con recubrirnientos metálicos Y cerámicas sobre superficie ¿IC vidrio y metales. Más tarde, en 1991 en la Universidad de Cambridge, se experimentó con recubrimientos con polvo de diamante, éste se depositó, sobre superficies de vidrio,,acero inoxidable y carburo de tungsteno. La caracterización de los recubrimientos, se realizó mediante difracción de rayos x, y microscopia electrónica de transmisión y de barrido. Del análisis, se demostró la presencia de áreas brillantes ricas en carbón sobre la superficie del material base.
Con e l resultado de los trabajos anteriores, E. Nagy en 1993 [3] experimentó con recubrimientos con diamante en sustmtos de cobre y acero inoxidable ferrítico. Mediante microscopía electrónica de transmisión y de barrido, demostró la presencia de películas delgadas de diamante sobri las superficies del acero y del cobre. Además, encontró que las partículas de diamante en el depósito tenían un diámetro entre 20 y 40 nanómetros, diámetro de I O a 20 veces más pequeño que el diámetro del tamaño de grano original.
Con base en los trabajos desarrollados por E. Nagy, en 1997 Rodriguez L. J. M. [41] en el Centro Nacional de Investigación y Desarrollo Tecnológico, inició estudios con respecto al proceso de deposición PO; triboadhesión. Con éstos, se demostró experimentalmente la viabilidad de la técnica, se realizó el diseño y construcción de los dispositivos para deposición en superficies planas y cilíndricas [42, 431. Posteriormente, Rodriguez L. J . M. depositó Níquel - Aluminio (Ni SAI) y Carburo de Cromo (Cr,C>-CrNi) sobre lámina de acero SAE 1010. De manera teórica y experimental, se determinó la temperatura que se genera en la interfase entre la fresa de deposición y e l material base. Asimismo, se determinó las condiciones en las que e l depósito se lleva a cabo. Estos estudios, se realizaron considerando 71 material base como un continuo. Sin embargo, actualmente estudios sobre los mecanismos de deposición, la composición de las películas o depósitos, e l tipo de adherencia entre el maternal de aporte y el material base y la profundidad de deposición, no se han llevado a cabo.
En el presente trabajo, se realizó un estudio a nivel microscópico en la interfase de deposición. En éste, se describen los mecanismos o procesos del fenómeno de deposición.
Para determinar las temperaturas que se generan en la interfase durante el proceso de deposición, se consideró la teoría de fuentes de calor en movimiento. Por otra parte, mediante un análisis de potenciales energéticos del proceso, se estableció la teoría que describe a nivel microscópico el mecanismo de deposición.
Los resultados, muestran los posibles espesores del recubrimiento en función de la temperatura, fracción en peso del material depositado en función de la temperatura, e l intervalo de temperaturas'donde es posible la deposición. asi como e l tamaño de partícula del depósito.
'I

TRIBOIDOCIA INGENIERIA MECANICA CENIDET
CAPÍTULO 2
!
CONCEPTOS BÁSICOS
2.1 Introducción
En el presente capitulo, se definen los conceptos de los mecanismos involucrados en la técnica de deposición por triboadhesión. Entre éstos, se encuentran, la fricción seca, coeficiente de fricción, generación de calor. área de contacto real, solubilidad, energía de superficie, adhesión, difusión y nucleación. Estos mecanismos, dan pauta para explicar los fenómenos en la interfase durante la deposición por triboadhesión
2.2 Mecanismo de fricción seca
La fricción, es la resistencia al movimiento durante el deslizamiento o rodado. Esta, se experimenta cuando dos cuerpos est6n en movimiento relativo. La fuerza tangencia1 que actúa en dirección opuesta a la dirección del movimiento, se le conoce como fuerza de fricción.
Los primeros estudios con’ respecto al fenómeno de fricción, se atribuyen a Leonardo Da Vinci. Posteriormente Guillaume Amontons y Charles Augustin Coulomb, establecen las leyes de fricción:
I ) La fuerza de fricción es directamente proporcional a la carga aplicada. 2) La fuerza de fricción es independiente del área de contacto. 3) La fricción cinética es independiente de la velocidad de deslizamiento.
Actualmente, se reconocen tres elementos principales en la fricción de sólidos sin lubricación [ i I ] .
1) El área real de contacto entre las superficies deslizantes. 2). El tipo de enlace formado en la interfase, donde ocurre el contacto “adhesión”. 3) La forma de ruptura y separación de las capas interiores del material, asi como el
entorno de la zona de contacto durante el deslizamiento.
La importancia de los 3 elementos anteriores, se puede apreciar a partir de la definición del coeficiente de fricción p ,
I
S s (2.2.1) p=--=--- F P - F,
8 TKIBOADHESI6N

--- I¡-----
INCCNlERlA MECANICA TRIBOLOCIA C EN I DET
El lado derecho de (2.2:1), contiene los tres elementos anteriores. La carga normal P, tiene relación con el área real dk contacto. La fuerza de adhesión Fad, se relaciona con la resistencia del enlace que se forma en la interfase, por su parte, la carga tangencial S, se relaciona con el rompimiento de la unión en contacto y con la fuerza de fricción.
Una manera de expresar el coeficiente de fricción en función de las fuerzas de adhesión, de acuerdo con Rabinowicz [23] es:
I
r (2.2.2)
Donde: r = esfuerzo cortante, Hot= dureza del material, '
= trabajo d adhesión. 0 = ángulo de contacto, r = radio de unión. '
La expresión en (2.2.2), muestra que la fuerza de fricción, depende de la resistencia al cortante de las superficies en contacto. También, que el efecto del radio de unión sobre la fricción es un factor determinante,
En general, los mecanismos mediante los cuales se lleva a cabo la fricción, se basan en los fenómenos moleculares que suceden en la capa exterior del cuerpo sólido. Estos dependen de la composición y estructura del material, del estado de la superficie y del medio ambiente en general. Esto genera, que los coeficientes de fricción varíen aun para un mismo material [43].
2.3 Generación de caloi'entre dos superficies en contacto deslizante
Durante el proceso de deslizamiento, la mayor parte de la energía que entra al sistema (dos cuerpos en movimiento relativo) a causa de la fricción, generalmente se utiliza en la deformación plástica. Esta energía, se convierte directamente en calor [44]. La deformación plástica, genera un incremento en la vibración atómica reticular y se manifiesta como ondas de sonido que se conocen como phonons. Eventualmente, la energía de los phonons se transfiere en calor. Sin embargo, no toda la energía que entra al sistema se transforma en calor, existen pérdidas de energía durante la deformación elástica. En la ausencia de lubricantes, el calor se transfiere a los dos miembros deslizantes a través de las asperezas en contacto [44].
Desde el punto de vista molecular, la generación de calor por fricción, es a causa de la interacción atómica o mo,lecular en la interfase de contacto [45]. Esto puede explicarse, si se toma como referencia la figura 2.3.1, donde, al deslizarse un par de superficies a causa de una carga tangencial, sus átomos en la parte más externa se mueve a una velocidad v tal
9
:I
TI~IBOADO-IESIÓN

TRIBOLOCIA INGENIERIA MECANICA CENIDR’
y como se muestra en la fig. 2.3.I(a). Este movimiento provoca que cuando el átomo ‘‘a” se mueve a la posición “a”’, la distancia entre centros de los átomos “a” y “c” se incremente y por consecuencia, la distanha entre centros de los átomos “a” y “b” sea menor. La diferencia de distancias, causa un aumento en la energía potencial y provoca una fuerza en dirección opuesta a la carga tangencial, esto se observa en la figura 2.3.l(b).
Una vez que el átomo “a“ TIcanza la posición “a” “, la fuerza en dirección opuesta a la carga tangencial se anula, y la fuerza de atracción entre los átomos “a-c”, se compensa con la fuerza de atracción entre los átomos “a-d”, como puede verse en la figura 2.3.l(c). Posteriormente, la energía 4otencial que acumula el átomo “a” durante las etapas I , 2 y 3 se convierte en energía cinética durante las etapas 3 y 4, donde la mayor parte de ésta se disipa en forma de calor cuando los átomos “a” y “d” colisionan, tal y como se muestra en la figura 2.3.l(d).
------ ,---- - - - interíase
(a) Etapa 1
/
V d‘
posición de atomos fuerzas mutuas y efecto dinámico Etapa 4
Figura 2.3.1. Esquema del proceso de deslizamiento interfacial a nivel atómico y generación da calor [45].
La literatura señala que para velocidades y cargas moderadas, la temperatura de la superficie puede ser,alta,’aún cuando la temperatura del resto del material no llegue a tener
IO TIUBOADHESIÓN

’’ T K I H Q L O G I A INGENlERiA MECANICA CENIDR‘
un cambio apreciable. ,Se ha encontrado que para metales [I71 la temperatura que se alcanza instantáneamente n,o sobrepasa el punto de fusión, aunque éste es posible alcanzarlo rápidamente. Si las superficies en contacto están oxidadas, las temperaturas que se logran pueden ser mayores que el punto de fusión del propio material. En metales con alto punto de fusión, se pueden generar fácilmente temperaturas instantáneas en el intervalo de 500 a 1 O00 ‘C, temperatura que se encuentra confinada en capas superficiales delgadas, mientras que el total del cuerpo permanece frio.
2.4 Solubilidad
AI combinar materiales distintos. por ejemplo, elementos de aleación "solutes" con un metal “solvente”, se forma lo que se conoce como soluciones. Estas pueden ser líquidas o sólidas. U n sólido es soluble en un solvente, cuando al mezclarse forman una fase homogénea.
La masa de soluto que se añade a un determinado volumen de solvente se denomina concentración, y la máxima cantidad de soluto que puede disolverse, se conoce como solubilidad. La solubilidad de un sistema, puede variar significativamente con la temperatura.
Se reporta en la literatura, que para particulas de soluto muy finas, confinadas en una matriz base, los efectos en la interfase son importantes e influyen en la solubilidad del sistema. Por tanto, la solubilidad de partículas de soluto I// en una matriz 9 a una temperatura dada, depende exponencialmente del radio “r5 ” de la patticula [46].
(2.4.1)
Donde: M peso atómico del soluto, y : energía libre de superficie del soluto, p: densidad del soluto, R,; : constante de los gases, T: temperatura, rs: radio de la partícula del soluto,
[xi(,Tn,l] “. : concentración de una partícula de !y de radio rx en 9 .
xy~(,sai, : concentración de !y en 9 8
De (2.4.l), se puede apreciar que tanto el radio de la partícula del soluto como la temperatura, son parámetros determinantes en la solubilidad del sistema. En la gráfica
11 TIC1 BOA DIHESION

2.4.1, se muestra la solubilidad para diferentes radios de partícula del Soluto. Aquí se observa, que p&culas menores a 10 Ángstroms, la solubilidad del sistema se incrementa de manera indefin‘ida.
i
O íO 20 30 40 50 60 70 Radio de pafflwla [Angsírams]
Gráfica 2.4.1. Solubilidad de pakiuilas pequerias de material de aparte en una soluci6n sólida 9 [46],
[X;j(.41 r, xw”(s*r,
Solubilidad =
2.4.1 Material compuesto, Regla de mezclas
En forma simple, un maljerial compuesto consiste de dos fases, una primaria y otra secundaria. La fase primaria, forma la matriz donde se incorpora la segunda fase. La segunda fase, es un agente de refuerzo y pueden ser fibras, partículas, etc. Las fases son generalmente insolubles, sin embargo, debe existir una fuerte adhesión entre sus interfases.
Un material compuesto, es un sistema que se forma por dos o mhs fases físicas distintas, cuya combinación produce propiedades conjuntas que son diferentes de las de sus constituyentes [47]. Las PLopiedades de los materiales compuestos, dependen sólo de las cantidades y propiedades relativas de los constituyentes. Ciertas propiedades pueden calcularse por medio de la regla de las mezclas, lo que implica el cálculo del promedio ponderado de las propiedades:
P, = LP, =PI f Pz f P3 tPz (2.4.1.1)
Donde, P, es la propiedad del compuesto y PI, Pz, ... , P, son las propiedades de cada uno de los componentes dentro del compuesto. Con base en la regla de mezclas, se pueden determinar propiedades como la densidad, volumen, peso, etc., por ejemplo:
12 TRIBOADHESION
I1

TRIROLOGI A INCFNIERIA MECANICA CENIDE1
Y, t v,, = v, w, + w,, = w c
(2.4.1.2)
Donde: v,, , ,~ = volumen del compuesto, agregado y matriz, respectivamente.
w,,~,,,= peso del compuesto, agregado y matriz, respectivamente.
Para determinar las propiedades de un material compuesto, es necesario conocer las fracciones en volumen, así iomo la fracciones en peso de los materiales que lo componen, agregado (partícula) y matriz (substrato ó material base).
Por convención, se define a'la fracción en volumen del agregado como V,, a la fracción en volumen de la matriz como V,, la fracción en peso del agregado como W, y la fracción en peso de la matriz como W,. Las ecuaciones correspondientes, pueden expresarse como:
(2.4.
(2.4.
Donde:
va tv , = I
w, t w , = I
vfc = P , V C
w, =pay,
'3)
(2.4. I .5 )
(2.4.1.6)
(2.4.1.7)
(2.4.1.8)
(2.4. I .9)
(2.4. I . I O )
w,,, = P,V, (2.4.1.1 I )
Aquí: = densidad del compuesto, agregado y matriz, respectivamente.
13 TKIBOA UHESION
11
- I r - -
7’RlBOLOGI A I N C E N I E R ~ A MECANICA CliN I UFI‘
I1
La fracción en peso del agregado y la fracción en peso de la matriz, pueden determinarse por:
- P a (2.4. I .12)
P ,TI va w, =-- P a 7 - da +v, P,
(2.4. I . 13)
2.5 Energía libre de superficie y adhesión
2.5.1 Energía libre de superficie
La energía libre de superficie y , es la propiedad de los materiales que se refiere a la energía de los átomos situados sobre la superficie libre. Esta se define, como el trabajo reversible necesario para crear un área unitaria de superficie bajo condiciones de temperatura y volumen constante [46].
La energía de superficie, es función de la resistencia mecánica del material y de las fuerzas de enlace entre sus elementos y puede expresarse como:
y=- E ’“, [Jlm2] I O
(2.5.1.1)
Donde E es el módulo de elasticidad del material y a, es la distancia de separación entre los centros de los iones dJl material 1481.
2.5.2 Adhesión
El fenómeno de adhesiók ocurre, cuando dos superficies se unen bajo la acción de una carga normal, o también. bajo la acción de una carga combinada, normal y cortante. Este fenómeno se presenta tanto en sistemas en contacto sólido-sólido, como en sólido-líquido- sólido [44].
La ASTM define a la adhesión como “la condición en la que dos superficies se mantiene unidas. Esta puede ser, por fuerzas de Valencia, por una ancla mecánica Ó por una combinación de éstas”. Las fuerzas de unión pueden ser de Van der Waals, electrostáticas, ylo de lazo químico [43].
14 Till BOA DH ~ 1 6 N
It
1

TRI ROLOGI A INGENIERIA MICANICA C EN I DLT
L~ adhesión entre superficies, es función de la temperatura. En temperaturas altas, se reblandecimiento de las superficies, dando lugar al flu.¡O de material, mayor
ductilidad Y mayor área de contacto real,. lo que genera una adhesión más fuerte. Asimismo, en un contacto metal-metal,"las altas temperaturas incrementan la solubilidad del sistema, así como la difusión en'la interfase.
Por otra parte, la adhesión también es función de las energías de superficie de los cuerpos en contacto. Cuando un enlace es formado entre dos materiales con energía de superficie iy y y,, respectivamente,' la energía de superficie de la interfase por unidad de área cambia a y,,h. Este cambio, de energía o trabajo de adhesión por unidad de área, puede expresarse como [49]:
w o h = Y o + Y h - Y o h (2.5.2.1 )
De acuerdo con lo anterior, la separación de dos superficies en contacto, con una área de contacto A,, requiere un suministro de energía de web. A,, .
Un factor importante que influye en el trabajo de adherencia web, es la compatibilidad metalúrgica de los metalesien interacción [49]. De acuerdo con OECD Wear Group [50], el termino Compatibilidad Metalúrgica se define como la propiedad de aquellos metales que presentan un alto grado de, solubilidad mutua o que permitan la formación de compuestos intermetálicos. En la tabla 2.5.2. I , se muestra la compatibilidad metalúrgica para diferentes tipos de metales [49]:
II
En función de la compatibilidad de los materiales, la energía de adhesión puede expresarse como:
15 TIIIBOADHESION
'I

TRI BOLOGI A INGENIERIA MELANILA CENIU'3
I1
Metales No Metales idénticos compatibles
Tabla 2.5.2.1, Compatibilidad de metales.
No Metales No Metales sobre otros materiales incompatibles
'L? c * 6 3 2 8 f h. 3 F 2: 2 4 2 i5 Z,L z 6 e I n Pb Sn Cd Mg Za Al A8 A" cu Ti 2 R 0 Metalúrgicamente incompatibles Nb 8 Parcialmente incompatibles k Ni Ca Metalúrgicamente compatibles C, O Metales idénticos
M O W
Q Parcialmente compatibles
0.36
En la tabla 2.5.2.2 se preyntan los valores de C2 en función de la compatibilidad de los mismos. Asimismo, en la tabla 2.5.2.3 se muestran los valores de C2 en función de la compatibilidad para materiales no metálicos [49].
0.12
Tabla 2.5.2.2.iValores del F'arámetro de Compatibilidad CZ para Metales.
Tabla 2.5.2.3. Valores del Parámetro de Compatibilidad CZ para no Metales.

TRI ROLOGI A INGENIERIA MtCANlCA C E N I D U
2.6 Angulo de aspereza
Las asperezas que han estadó sujetas a abrasión, muestran una pendiente característica en relación con la superficie. En la figura 2.6.1, se muestra la naturaleza de las pendientes de las asperezas, donde el ángulo B anterior a la partícula abrasiva siempre es mayor que el ángulo /3(ver referencia [2] en [32], Pág. 3 I ) . Para el cobre, se tiene que B y p son de 2.5 y I grado respectivamente, sin emlbargo, éstos ángulos son menores en el acero para herramientas, aproximadamente de 0.1 grado. Por su parte, el acero de bajo carbono o acero suave pulido por abrasión, presenta ángulos iguales de 2 grados.
/i Figura 2.6.1. Angulos de una aspereza sujeta a abrasión.
Los ángulos de las asperezas, tienen una función positiva en el modo de deformación de los metales cuando se inicia el movimiento relativo de las superficies bajo la acción de una carga, y con frecuencia se considera u n valor medio de 5 grados, suponiendo B = /3 .
2.7 Area real de contacto
Cuando dos superficies se,unen ba.jo la acción de una carga normal, el área real de contacto, solo ocurre entre las asperezas de las superficies. Esto, genera la existencia de grandes esfuerzos en la interfase, lo que provoca la deformación plástica de las asperezas.
En la figura 2.7.1 (a), se muestra una aspereza bajo una carga normal I:, si el esfuerzo de fluencia cI de la aspereza es constante, el área de contacto real para la aspereza será
A, = /o,. Por tanto, eliárea real de contacto total A, en la interfase es:
A, = A, + A , +..,,.....A, = - + L + ______,, - : - Cf Cl o/ g/

TRI BOLOG I A INGINII:R¡A MECANICA CliNIDFT'
II
Donde i es el número de asperezas en contacto y P e s la carga normal total.
\
A, Corn
Figura 2.7.1. Superficies en contacto bajo la accibn de una carga normal, y una carga combinada.
Por otra parte, si el sistema en contacto se encuentra bajo la acción de una carga combinada (carga normal P y carga tangencia1 S ) , como se muestra en la figura 2.7.l(b), e l área real de contacto para cada aspereza se incrementa. Por tanto, e l área real de contacto total A,,, en la interfase puede calcularse como [ I I]:
(2.7.2) A,,", = Al<,,m + A h +.........A,,", = 4 [ 1 +am ($TI
Donde A,es e l área de contacto plástico a causa de la carga normal y a, es un coeficiente constante que depende del material.
El área de contacto, también es función de las energías de superficie o trabajo de adhesión. Este efecto puede explicarse, cuando a causa de una carga normal P, un identador penetra una distancia x en un material base, tal y como se muestra en la figura 2.7.2. S i la intcracción entre el identador y el material es totalmente plástica, e l balance de energía para e l sistema puede expresarke como [51]:
G = P x - 6.r' H, , &+ W,,h n r 2 (2.7.3)
Donde:
Px = trabajo realizado por la carga normal P durante la deformación.
18 I TRIBOADliESI6N

TRIROLQGIA INGENIERIA MíCANlCA C EN I DI??
x IT r2 H,,, dx = energía de deformación plástica del metal base, donde H , es la
dureza de identación del material rnas suave. O
W,,n r 2 = trabajo de'ladhesión para la formación de un área real de contacto, donde
woh = Y o + Y h - Y a h '
De la figura 2.7.2, se tiene que el radio de unión es igual a r = x cotg 8.
P superficle dura 4
..z- - - - . superficie suave
Figura 2.7.2. Representación esquemática del enlace entre el identador y el material base.
dG De (2.7.3), y si - = O entonces: dr
P =II r2 H , - 2 IT Woh c o t g 0 (2.7.4)
De (2.7.4), el radio de contacto a causa de la energía de superficie es:
Donde:
(2.7.5)
(2.7.6)
La variable y, en (2.7.6) es la componente de adhesión y ro es el radio de contacto por efecto único de la carga normal. El área real de contacto puede expresarse como:
A", = r"d 2 (2.7.7)
Si los efectos de adhesión no son significativos determinó el coeficiente de fricción, y puede expresarse como (2.2.2).
ro,/ = ro. Rabinowicz [23] de (2.7.4),
19 TIUBOADHESION
I/

TRIBOLOGlA JNGENIER~A MECANKA CENJDET
2.8 Difusión
L~ difusión, es un p ~ c e ~ Cinético 0 de razón de cambio e implica el movimiento de átomos 0 mol&.ulas dentro del material. La distancia que se desplazan 10s átomos en un tiempo determinado dependelde la temperatura. A causa de la agitación témica, los átomos en un material sólido, líquido, o gaseoso se mueven libremente. En los sólidos, el movimiento de los átomos se facilita a causa de la existencia de vacíos y otras imperfecciones en la estructura cristalina [39].
A cualquier temperaturq los átomos oscilan en tomo a sus sitios respectivos. A medida que la temperatura se incrementa, la distancia media entre ellos crece. Conforme la oscilación de los átomos aumenta, adquieren la energía necesaria para saltar de un sitio a otro más cercano [37]. Los mecanismos básicos a través de los cuales un átomo se puede mover en la estructura de un material, son dos: I ) el átomo se mueve de un sitio intersticial a otro, y 2) el átomo se mueve a un sitio reticular libre. El primer mecanismo, se le conoce como difusión intersticial, y al segundo difusión de vacíos o sustitucional.
La difusión intersticial de los átomos en la estructura cristalina, se lleva a cabo, cuando los átomos en difusión, se trasladan de un intersticio a otro. Esto sucede, sin desplazar en forma permanente a ninguno de los áiomos de la red cristalina Esto puede verse en la figura 2.8.1@). Los intersticios, ,son espacios abiertos de la estructura cristalina, para que el mecanismo sea efectivo, el tamaño de los átomos que se difunden deben ser relativamente pequeños en comparación con los átomos de la matriz, tal y como se muestra en la figura 2.8.1(a).
Figura 2.8.1. Mecanismo d e difusión interstiial.
Por otra parte, en el mecanismo da difusión de vacíos o sustitucional, los átomos se desplazan a los sitios de la red cristalina. En condiciones ordinarias, estos sitios son ocupados por átomos del solvente. Para que un átomo se desplace a un sitio en la red cristalina, el sitio debe estar previamente vacío. El proceso se muestra en la figura 2.8.2. Para que un átomo se desplace a ,otro sitio en la red, este deberá adquirir la energía suficiente para romper sus enlaces y desocupar sus sitios, esto provoca la generación de vacíos.
(a)
20 TllIBOADHEsI6N
,

I N013VWüOJNI 30 OHIN33 13alNJ3 d3S
(G-] dxa Og = g
888 / ’

TRIBOLOGIA INGENIERIA MECANICA CENIDLI
Donde Do es una constante independiente de la temperatura con las mismas unidades que D [m2/s ó cm2/s], Q, , es la energía de activación para la difusión [calimol Ó J/mol], R(> es la constante de los gases y T es la temperatura absoluta en OK.
'I
2.9 Teoría de nucleación
El proceso de nucleación, consiste en el agrupamiento de átomos dispuestos en el orden de la nueva fase para formar pequeños núcleos en la fase antigua. Los núcleos estables, crecen de tamaño por transporte o movimiento y reordenamiento de átomos de la fase antigua hacia la nueva. Puesto quelen el proceso de nucleación interviene la difusión, el proceso depende de la temperatura e implica un proceso de cambio térmicamente activado [39].
En todo proceso de razón de cambio, es necesario superar una cantidad de energía llamada, energía de activación G ; . La probabilidad de formar núcleos es proporcional a
exp ry' 1 En función de la temperatura, los núcleos se generan y destruyen mediante
fluctuaciones estadísticas. La población de núcleos en estado estable, en forma estadística se puede caracterizar por la función de distribución de Boltzman.
I/
t k , T '
N , . = N exp -~ [ &] (2.9.1)
Donde Nc es el número de núcleos por unidad de volumen, N el número de lugares similares donde se pueden generar núcleos y k , es la constante de Boltzman.
Fenómenos como condensación, solidificación, recristalización y cavitación entre otros, se llevan a cabo por nucleación. Esta, puede ser homogénea o heterogénea. La primera se refiere a la formación espqntánea de inúcleos y su subsecuente crecimiento, mientras que la segunda se refiere a la formación de núcleos a partir de cuerpos extraños (cavidades, partículas, etc.).
22 TNROADHESIÓN
11

T R I ROLOCi A I N G EN I ERI A M ECÁN ICA CCNIDEI’ ./
CAPITULO 3
MODELO DEL PROCESO DE TRIBOADHESION
3.1 Introducción
El reto por mejorar las caracteristicas tribológicas de los elementos de máquinas, da lugar a un esfuerzo global para la búsqueda e implementación de nuevas técnicas de recubrimiento que proporcionen superficies de mejor calidad a más bajo costo. Actualmente, en el Cenidet, se ha demostrado el potencial que presenta el proceso de deposición por fricción seca o triboadhesión. El proceso de deposición por triboadhesión, se fundamenta en la generación de calor a causa de la fricción. Esta condición, genera altas temperaturas instantáneas en la interfase.
En la técnica de triboadhesión, la deposición del material de aporte sobre el material base se lleva a cabo por medio de dos procesos. El primero, que es el depósito, se lleva acabo a causa de las altas temperaturas instantáneas generadas por la fricción en la interfase entre la fresa de algodón y el material por recubrir “sustrato”, lo que permite la generación de cavidades donde el material de aporte se coloca. El segundo, es la difusión, que también es consecuencia de las altas ‘temperaturas locales, sin embargo, éste permite que el material que ya se depositó penetre en el sustrato para formar finalmente un material compuesto.
I
3.2 Descripción del proceso de deposición por triboadhesión
3.2.1 Proceso de contacto y deslizamiento entre la fresa de algodón y el material base por recubrir
Durante el proceso de deposición por triboadhesión, los fenómenos de fricción y desgaste, tendrán lugar en los puntos de contacto entre la fresa de deposición y el material base. En las figuras 3.2. I. i y 3.2.1.2, se muestra un ciclo de contacto entre una cerda de la fresa de deposición y una aspereza del material base. Se considera una velocidad tangencia1 v de la fresa, paralela al plano he referencia A A , y una carga normal P . Durante el ciclo de contacto, pueden notarse tres eventos principales.
1
1 .- Cuando las superficies en interacción están en contacto bajo la carga normal P , se logra una interferencia ai+a2 entre la superficie de la fresa y las asperezas del material base. El efecto se muestra en la figura 3.2.1.1,
23 TKI BOA Dt i ESION
I1

- v P A~%w&,h a, +12 Aspereza material base
Figura 3.2.1.1. Interferencia entre la cerda de la fresa de algodón y el material base generada por una carga normal antes del ciclo de contacto.
2.- En el inicio del ciclo de contacto, tal y como se muestra en la figura 3.2.1.2(a), la aspereza del material base interfiere en la dirección del deslizamiento de la superficie de la fresa. Esto sucqde, en la primera mitad del ciclo, donde la geometría de la aspereza causa una carga frontal S , que se opone al deslizamiento.
En la parte intermedia del ciclo de contacto, la deformación en ambos materiales es máxima, esto se representa en la figura 3.2.1.2(b). En función de los parámetros de velocidad y carga del Sistema, la deformación de la aspereza puede ser elástica, plástica o combinación de ambas. Si la deformación es elástica las superficies en contacto, recuperan su geometría original al final del ciclo de contacto, figura 3.2.1.2(c). Asimismo, si la deformación es plástica, la deformación de las asperezas es permanente. El proceso de deformación plástica se representa en la figura 3.2.1.2(d).
Durante el proceso deideslizamielnto, la mayor parte de la energía que entra al sistema a causa de la fricción, generalmente se utiliza en la deformación plástica y esta energia, se convierte directamente en calor [44].
24 ?RIBOADíHESI6N

TRI BOLOCIA INGENIERIA MECANICA CENIDET
Figura 3.2.1.2. Ciclo de mntacio entre la fresa de algodón y el material base.
3.- Tan pronto se logra la interferencia máxima ai+az en los puntos de contacto, la geometría de la aspereza ya no interfiere con el movimiento tangencial. Sin embargo, como se muestra en la figura 3.2.1.3(b), los efectos de adhesión, generan un esfuerzo cortante ~ , c n la interfase. Esfuerzo que se opone, al deslizamiento tangencial de la fresa de deposición.

'lRIBOLOC¡A I N G E N I E R I A MECANICA CENIDW
A Posición posterior (4 al deslizamiento
M V
Fresa de algodón.
(C) 4 Vli = o
HV
(4 Figura 3.2.1.3. Esquema del proceso de deslizamiento.
Si los efectos de adhesión durante el deslizamiento no son significativos, el esfuerzo cortante en la interfase, es igual a cero r, = O . Esto, permite un deslizamiento interfacial sin generar esfuerzos cortantes en las subcapas de la superficie del material base, como se muestra en la figura 3.2.1.3(a). Esta condición, provoca que durante e l deslizamiento, e l perfil de velocidades de la fresa sea uniforme.
Por otra parte, si los efectos de adhesión generan un esfuerzo r, en la interfase mayor que el esfuerzo cortante del material base, la velocidad interfacial v,, de la fresa, será igual a cero. En consecuencia, se generan esfuerzos cortantes en las subcapas del material base, lo que puede provocar el fenómeno desgaste. Esto puede observarse en la figura 3.2.1.3(c).
'I
26 7 RIBOADHESIÓN

INGINI I iR lA M E C A N I C A CENIDFI ' 'TRI ROi?OC¡ A
Asimismo, si los efectodde adhesión generan un esfuerzo 5, en la interfase menor que el esfuerzo cortante del material base, se presenta la combinación de un deslizamiento interfacial con velocidad v,, # O, y la generación de esfuerzos cortantes en las subcapas del material base, el proceso se muestra en la figura 3.2. I .3(d).
Durante los tres eventos principales descritos, las energías presentes en el sistema son:
I ) El trabajo realizado por la carga normal P para lograr una deformación máxima. 2) La energía que absorbe el material base durante la deformación. 3) La formación de un'área de contacto real (energía de adhesión). 4) El trabajo a causa del cambio de energía libre del material base (generación de
temperaturas).
En conclusión, la generación de temperatura en la interfase se lleva a cabo por el fenómeno de fricción entre la fresa de algodón y el material base, donde la fricción depende principalmente de la interacción de las asperezas entre las dos superficies deslizantes.
La energía que se genera durante el deslizamiento, se disipa en forma de calor al área circundante, lo que ocasiona un incremento de temperatura sobre la superficie, sin embargo esto sucede Únicamente en los puntos de contacto real [52] y es a causa de la adherencia y posterior deslizamiento dellas uniones 1531.
I/
El proceso de deformación plástica de las asperezas, así como la generación de calor en la interfase a causa de la fricción durante el proceso de triboadhesión, depende principalmente de las cargas entre la fresa y el material base, de la velocidad relativa entre las superficies en contacto y de las propiedades de los materiales.
3.3 Temperaturas Superficiales en triboadhesión
3.3.1 Coeficiente de fricción
Durante la interacción entre la fresa de algodón y la superficie del material base. bajo la acciSn de una carga normal P y un cortante S , existe penetración de las asperezas del material base con la fre& de deposición, tal y como se muestra en la figura 3.3.1.1. De acuerdo con Rabinowicz [49], en función de los ángulos B y ,8 de las asperezas, donde se consideró que S=p y la profundidad de penetración x, se determinó el radio de contacto rL,>"( que involucra los efectos de adhesión.
,I
21 l 'R1 BOADHECIÓN
'I

TRi IiOI.OG¡ A INGENIERIA MECANICA CEN I DET
Fresa de algodon
t . ' / . v. \ -- ............................. ........................................... x:
' 8 ) .&pereza
Figura 3 3 1 1 Esquema de interacción entre la fresa de algodón y una aspereza del material base
El contacto entre la cerda de la fresa de algodón y el material base, se supone a la velocidad tangencia1 v, en la interfase. Esta condición, causa que la aspereza se deforme plásticamente y se cree un área de contacto proporcional a las cargas, ésto se muestra en la figura 3.3. I .2.
Y,
Fresa de algodón
decontacto
Suctrato
Figura 3.3.1.2. Interacción entre las asperezas superficiales
El área de contacto a causa de los efectos de la carga combinada y las fuerzas de adhesión, puede determinarse de:
28 TKlBOADHESiON

CENIDFT TRIDOLOGIA INCENlERiA MECANICA
(3.3.1.1)
Donde, adhesión [ I I], y a,, una constante que depende del material.
es el área de contacto plástico a causa de la carga normal y las fuerzas de
En (3.3. I . I ) , el radio de contacto está dado por:
De (3.3.1.2) en (2.2.2), el coeficiente de fricción, se expresa como:
5
p = 2 w,, c o t g e H”, -
rct>,r,
(3.3.1.2)
(3.3.1.3)
En (3.3.1.3), se aprecia que el efecto del radio de contacto o de unión, es un factor determinante en el coeficiente de fricción.
3.3.2 Modelo para temperaturas superficiales en triboadhesión
3.3.2.1 Generación de calor en la interfase fresa - sustrato
La máxima cantidad de trabajo que se obtiene de un sistema durante un cambio, sea de composición o de estado, ocurre cuando el cambio es reversible. Para que el sistema pueda conseguir el equilibrio con el medio circundante durante dicho cambio, la energía interna del sistema debe cambiar:’y el sistema deberá intercambiar calor y desarrollar trabajo, estos cambios cumplen con la primera ley de la termodinámica y se expresa como:
Q = w, (3.3.2.1 . I )
Donde: Q= calor suministrado, W,, =trabajo desarrollado
De (3.3.2.1.1) se determina la temperatura en la interfase entre la fresa de deposición y el material base [54].
Si el trabajo desarrollado, esta dado por la fuerza de fricción F,, y la distancia recorrida por x , se tiene que:
29 TRIBOADHESION ’>
I1
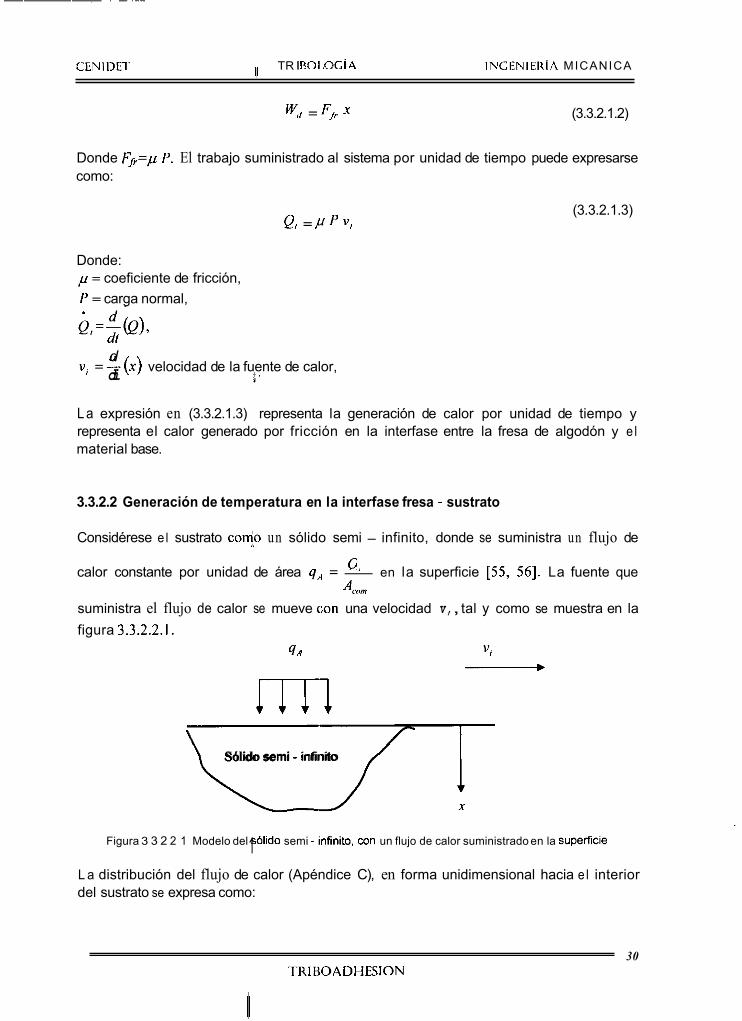
TR I ROLQC; ¡ A INCENIEKIA MICANICA 11 CENIIlI!l
w,, = F,, x (3.3.2.1.2)
Donde Fp=p P. El trabajo suministrado al sistema por unidad de tiempo puede expresarse como:
(3.3.2.1.3) Q, = P P
Donde: p = coeficiente de fricción, P = carga normal,
d di 3 . vi = -(x) velocidad de la fuente de calor,
L a expresión en (3.3.2.1.3) representa la generación de calor por unidad de tiempo y representa el calor generado por fricción en la interfase entre la fresa de algodón y e l material base.
3.3.2.2 Generación de temperatura en la interfase fresa - sustrato
Considérese e l sustrato comp un sólido semi - infinito, donde se suministra un flujo de
calor constante por unidad de área qA = - en la superficie [ 5 5 , 561. La fuente que A,,,,
suministra el flujo de calor se mueve (;on una velocidad v, , tal y como se muestra en la figura 3.3.2.2.1.
4.4 v, ___,
Sólido semi - infinito 1 Figura 3 3 2 2 1 Modelo del s6lido semi - iinfinito, con un flujo de calor suministrado en la superbe
L a distribución del flujo de calor (Apéndice C), en forma unidimensional hacia e l interior del sustrato se expresa como:
1
30 TRIIiOADHESION

C E N l D t T TRIBOLOGI A INGENIERIA MECANICA
a- a29a =* para x>O, t>O a x 2 a t
(3.3.2.2.1)
k Donde a = a,
a = difusividad térmica [m2/s], k, =conductividad térmica [W/m OC], p = densidad [Kg/m3], C, = capacidad calorífica [J/Kg OC], x = variable espacial [m], / =variable temporal [s],
De la solución de (3.3.2.2.1) y las condiciones de frontera q A ( x , / ) = q O , x = O,
p c,
pura / > O , se obtiene la distribución del flujo de calor (Apéndice C):
(3.3.2.2.2)
De la ley de Fourier y de (3.3.2.2.2), se obtiene la distribución de temperatura en la superficie del sustrato:
(3.3.2.2.3)
Donde: qa= flujo de calor constante aplicado en In superficie [W/m2], / = tiempo promedio efectivo de suministro de calor [SI,
Por otra parte, el flu,jo de calor en la superficie, se expresa como:
Q, A,,",
go = -- (3.3.2.2.4)
Donde A,,, es el área de penetración de calor al sustrato
Asimismo, el tiempo promedio efectivo f, durante el cual se suministra calor en la superficie a través del área circular en desllizamiento es [57]:
(3.3.2.2.5)
31 TRIBOADHtCl6N

CENIDIT TRIKOL(3GIA INCENIEKIA MECANICA
Donde: vi = velocidad de la fuente de calor, y = variable espacial,
El tiempo efectivo medio es:
(3.3.2.2.6)
De (3.3.2.2.6) y (3.3.2.2.4) en (3.3.2.2.3), la temperatura media en la superficie puede determinarse por:
(3.3.2.2.7)
3.3.2.3 Coeficiente de partición de calor
Del calor total que se genera en la interfase, una fracción /z se transfiere a la fresa de algodón y el resto (I -A) al material base. Si el área de contacto entre las dos superficies es A,.,,, , el flujo de calor en cada cuerpo puede calcularse de:
(3.3.2.3.1)
Donde /z es el coeficiente de partición de calor. Este, es una medida de la resistencia térmica efectiva de cada cuerpo y es función de las propiedades térmicas de los materiales en contacto y de las velocidades [%l.
3.3.2.4 Teoría de fuentes de calor en movimiento, aplicado al proceso de triboadhesión
Durante el proceso de triboadhesión, el calor que se genera en la zona de contacto es a causa de la fricción entre la fresa de deposición y el material base, donde la fricción es función de la velocidad relativa de los dos cuerpos. En la figura 3.3.2.4.1 se muestra el contacto entre la fresa de deposición y el material base, con velocidades v , ~ ~ < , y vhoi,, respectivamente.
32 TRIBOADHESION

~ ~ .. ~
CENlDtT 'T'R I I3OLOGlA INGENlEKiA MECANICA
Figura 3.3.2.4.1. Contacto enúe la fresa de deposición y el material base
Para determinar la temperatura en cada uno de los cuerpos, se aplica la teoría de fuentes de calor en movimiento en ambas superficies.
De (3.3.2.2.7), las temperaturas promedio en las superficies en contacto puede determinarse como:
(3.3.2.4. I ) e, (3.3.2.4.2)
Sin embargo, durante el proceso de triboadhesión, se presenta el caso de deslizamiento puro entre las cerdas de la fresa y las asperezas del material base. Por tanto, la velocidad en el punto de contacto es la misma [59], es decir v, = vir<,o + vho>c.
Entonces (3.3.2.4.1) y (3.3.2.4.2), pueden reescribirse como:
(3.3.2.4.3)
(3.3.2.4.4)
En la figura 3.3.2.4.2, se representa sen forma esquemática, la partición de calor en el área de contacto entre la fresa y el material base. Aquí, se puede observar. que las temperaturas en el área de contacto de ambos cuerpos son iguales. Sin embargo, a causa de las
33 TlUBOADHESl6N

CENIDET TRI I3OLOG1 A INGENIERIA MECANICA
propiedades térmicas de cada uno de los cuerpos, la temperatura y el flujo de calor al interior de ellos son diferentes.
I En el contacto I
Figura 3.3.2.4.2. a) Temperaturas y flujo de calor #en los cuerpos en contacto. b) Temperaturas en el área de contacto.
En la interfase de contacto, T,pe*, = T,,, base, por tanto, el coeficiente de partición de calor 1 , puede determinarse como:
I (3.3.2.4.5) A =
V? r<Wl En función del número de Péclet para la fresa y el materia base, L,,,, - 2 a/,,, ’
, (3.3.2.4.5) toma la forma:
I (3.3.2.4.6)
3.4
El proceso de deposición, consiste básicamente en hacer girar una fresa de algodón a altas velocidades. Se aplica una carga normal entre la fresa y el material base a recubrir. A causa del contacto entre la fresa y el sustrato. se generan por fricción en la interfase altas temperaturas instantáneas. El material de aporte se suministra en forma de polvo en la periferia de la fresa, donde las partículas se transportan hasta la interfase de contacto. Aquí, las partículas experimenta la acción de la carga normal ejercida en la fresa contra la superficie del sustrato. A causa de las temperaturas que se generan en la interfase, la dureza
34
Teoría para la formación de cavidades
TRIBOADHESION

CENIDET TRIROI.OGIA I N G E N I E R I A MECANICA
del material base disminuye. Asimismo, propiedades como la energía de superficie, la capacidad calorífica, etc., también cambian. Esto, permite la generación de cavidades de radio crítico en la superficie, donde se depositan las partículas del material de aporte, y posteriormente, por acción de la temperatura parte de ellas se solubilizan en el material base. Finalmente, el depósito que se forma es una aleación combinada con un material compuesto.
Siguiendo el trabajo de Rabinowicz [49] y Griffith [60] , se consideró una partícula esférica de radio R del material de aporte bajo luna carga normal P. La partícula, penetra una distancia x en la superficie del material base, como se muestra en la figura 3.4.1. El trabajo que se realiza en el sistema, puede ser positivo o negativo. Este es positivo, cuando el trabajo se realiza sobre el sistema de interés, y negativo cuando el sistema realiza trabajo sobre el entorno. Una convención similar, se aplica al calor, éste es positivo cuando el calor se transfiere desde e l entorno al sistema, y negativo cuando el calor se transfiere desde el sistema al entorno.
I p material de apone
+ _ _ _ _ @ _ _ A _ - - 4- Dl
I I
' X I Y", materia1 I
base I I b-zr-
Figura 3.4.1. Partícula esferica penetrando una distancia x en el material base
La energía necesaria para que la partícula penetre en el sustrato y forme una cavidad, se evalúa en cuatro pasos:
( I ) La energía que absorbe el material base durante la deformación plástica, que puede expresarse como:
I (3.4.1) E , = - J H , A , dx
O
Donde A, = 2 n R x , corresponde al área de penetración y H , la dureza del material
base.
35 lKIBOADHESI6N

C C N I D R TRI BOLOCIA INGENIERIA M K A N I C A
(2) El trabajo realizado por la fuerza normal P para lograr una penetración x :
Donde, P es la fuerza requerida para lograr la deformación plástica en la superficie del material base.
(3) La formación de un área de contacto real. En sólidos para formar un área de contacto, se realiza una cantidad de traba.jo que generalmente es superior que la energía superficial liberada. Este contacto se le conoce como enlace adhesivo y depende de la fuerza de interacción entre átomos y moléculas. El trabajo de adherencia entre dos materiales es:
E,.=2nI?W,,x (3.4.3)
Donde W,, = y, + yh - ynh , aquí y, es la energía libre de superficie del material de aporte, yh es la energía libre de superficie del material base y y,,, es la energía libre de superficie en la interfase entre e l matetial de aporte y el material base. Si a y b son materiales similares, entonces w&= 2 y,.
(4) El cambio de energía libre de Gibbs del material base a causa del calor generado por fricción entre la fresa de deposición y e l sustrato:
E, = -AG V,
Donde:
f f x3 3
V,=írRx --
(3.4.4)
(3.4.5)
V,,corresponde al volumen de penetración de la partícula del material de aporte en e l
material base y AG representa los cambios en la energía libre de Gibbs del material base que puede calcularse de:
AG = dH, - T dS, (3.4.6)
dH, y dS, denotan a los cambios de entalpía y entropia respectivamente. Estas pueden calcularse a partir de las relaciones empíricas de la capacidad calorifica del material base.
36 T R O B O A D H E S I ~ N

CENIDET TRIROLOGIA INCENlFRlA MECANICA
La suma de los cuatro potenciales anteriores, proporciona la energía necesaria G, para generar una cavidad en e l material base:
AG IT x 3 (3.4.7) G,. =-AGITx ' R + f IT H , R X' + 2 IT R W,, x 3
Con referencia a la figura 3.4.1, x es una función del radio R de la partícula y del ángulo de contacto o de unión 0 , por lo que con poca pérdida de precisión se tiene que:
x = k R (3.4.8)
Donde k es un parámetro adimensional y toma valores en el intervalo O 5 k 5 2 y denota la distancia de penetración de la partícula. De (3.4.8) en (3.4.7), G, puede expresarse como:
(3.4.9)
Si se deriva (3.4.9) con respecto R, y se iguala a cero, se obtiene la expresión que determina e l radio máximo o radio crítico. El radio crítico, representa e l radio necesario que debe alcanzar la cavidad para lograr su formaciórl:
4 "d R' = k' (3 AG- AG k' - 3 H,)
(3.4. I O)
k' es la penetración critica de la partícula para que se forme la cavidad y se expresa como:
. AG-H, k = AG
(3.4. I I )
La expresión (3.4.10), proporciona e l radio crítico de una cavidad. Cavidad que está en equilibrio meta-estable, por estar asociada con una energía máxima G.;. . Cavidades más grandes que este tamaño logran una reducción en su energía libre y tenderán a crecer, cavidades menores a este tamaño, tenderán a desaparecer.
De (3.4.10) en (3.4.9). e l cambio total de energía tiene un máximo de:
2 (3.4.12) G.' - - z W, RZ'k'
' - 3
La expresión (3.4.12), se l e conoce como la energía máxima de formación y representa una barrera de energía de activación para la formación de cavidades.
El modelo que se presenta en esta sección, sigue la teoría de Rabinowicz [49]. El consideró las energías presentes en un sistema formado por una superficie plana en interacción con un
37 TRIBOADHESI6N

CtNlDEl TR I KOLOGI A INGENIERIA MECANICA
identador bajo la acción de una carga normal. Determinó la carga necesaria para generar una penetración de distancia x entre el identador y la superficie, y calculó el coeficiente de fricción en función del trabajo de adhesión.
A diferencia de Rabinowicz, en e l presente trabajo, e l sistema, es una esfera o partícula de radio desconocido bajo la acción de una carga normal sobre una superficie plana. En función de la temperatura, se consideró los potenciales presentes en e l sistema y se determinó la energia necesaria para poder generar una cavidad de radio critico. El radio critico es función de una penetración crítica de la partícula.
38 I R~HOADMESPON

TIIIBOLOGI A I NCFNl CRl A MLCANICA CtNIDEl
CAP~TULO 4
PRUEBAS EXPERIMENTALES
4.1 Introducción
En el presente capitulo, se muestran los resultados experimentales de deposición de diamante como material de aporte sobre cobre como material base. Los resultados experimentales que se presentan, forman parte de la investigación que se desarrolla en el cenidet desde 1998 [43]. Asimismo, se describe el equipo utilizado durante el proceso de deposición por triboadhesión.
4.2 Deposición por triboadhesión, Pruebas experimentales
4.2.1 Sistema de deposición por triboadhesión
El proceso de deposición por triboadhesión, consiste básicamente en el empleo de una fresa de deposición que se fabrica de algodón. La fresa se hace girar a alta velocidad y entre ésta y la superficie a recubrir, se introduce el material de aporte en forma de polvo.
La deposición, depende principalmente de los parámetros de velocidad de la fresa, tamaño de las partículas del material de aporte, velocidad de avance del substrato y la carga que se ejerce entre la fresa y el substrato por recubrir. En la figura 4.2.1. I , se muestra un diagrama esquemático del sistema completo del proceso de deposición, éste consta de: ( I ) Sistema de rotación de la fresa de deposición, (2) Sistema de medición de fuerza, (3) Sistema de alimentación de polvos y (4) Sistema de adquisición de datos.
39 1RIUOADHESiQN
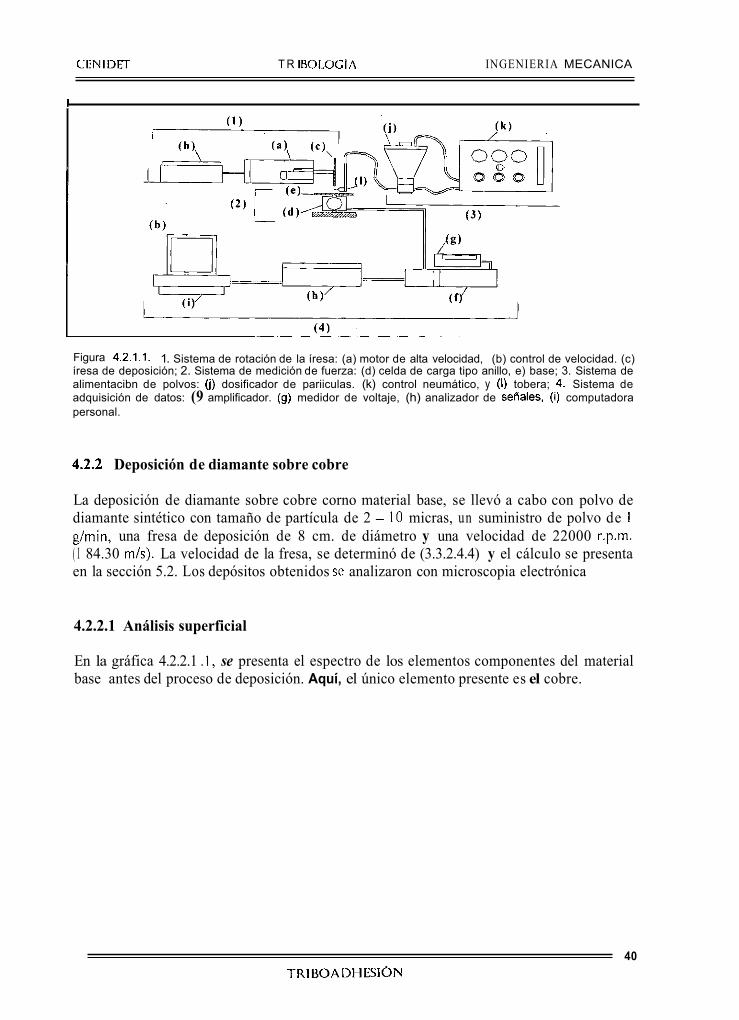
CENlDSi T R I KOI.,OC ¡A INGENIERIA MECANICA
h
Figura 4.2.1.1. 1. Sistema de rotación de la íresa: (a) motor de alta velocidad, (b) control de velocidad. (c) íresa de deposición; 2. Sistema de medición de fuerza: (d) celda de carga tipo anillo, e) base; 3. Sistema de alimentacibn de polvos: íj) dosificador de pariiculas. (k) control neumático, y (I) tobera; 4. Sistema de adquisición de datos: (9 amplificador. (9) medidor de voltaje, (h) analizador de seiiales. (i) computadora personal.
4.2.2 Deposición de diamante sobre cobre
La deposición de diamante sobre cobre corno material base, se llevó a cabo con polvo de diamante sintético con tamaño de partícula de 2 - 10 micras, un suministro de polvo de 1 gímin, una fresa de deposición de 8 cm. de diámetro y una velocidad de 22000 r.p.m. ( I 84.30 m/s). La velocidad de la fresa, se determinó de (3.3.2.4.4) y el cálculo se presenta en la sección 5.2. Los depósitos obtenidos se analizaron con microscopia electrónica
4.2.2.1 Análisis superficial
En la gráfica 4.2.2.1 . I , se presenta el espectro de los elementos componentes del material base antes del proceso de deposición. Aquí, el único elemento presente es el cobre.
40 TRIBOADHESI6N

TRLBOLOGíA INGENERIA MECANICA CENIDET
cu
Gr&fica 4 2 2 1 1 Espectro de los elementos qulmiws componentes del cobre stn depostuón
En la g r á k a 4.2.2.1.2, se muestra el espectro de los elementos componentes de la superficie, posterior al proceso de deposición. En la gráfica, se aprecia que adicional al elemento cobre, se encuentra carbono, elemento que indica la presencia de diamante en la superficie del cobre.
m
Gráfica 4.2.2 1.2 Espedro de los elementos qulmiws componentes del cobre m n deposición
La distribución del diamante que se depositó sobre la superficie del cobre, se determinó mediante un mapeo de elementos. Los mapeos, se muestran en las micrografias 4.2.2.1.1 y 4.2.2.1.2 respectivamente.
41 TRIBOADHESI6N

INGENIERIA MECANICA CENDET TMBOLOGIA
Micrograña amarillos.
En la micrografia 4.2.2.1.1, se observa la distribución de cobre (pixeles negros) en la superficie del sustrato, el resto de la superficie corresponde al diamante que se depositó. La distribución del diamante, se muestra en la micrografia 4.2.2.1.2 (pixeles amarillos). Del análisis de los mapeos, se demostró que existe diamahte uniforrnente distribuido en la superficie del sustrato.
Del análisis morfológico, se encontró, que aun en las zonas donde no se aprecian partículas de diamante, existe presencia considerable de carbono. Esto demostró, la existencia de una mezcla entre el cobre y diamante.
En la tabla 4.2.2.1.1, se muestra la fracción en peso de los elementos en el área de análisis. Se detecto aproximadamente un 17 % en peso de carbono uniformente distribuido en la superficie.
42 TRIBOADHESI6N
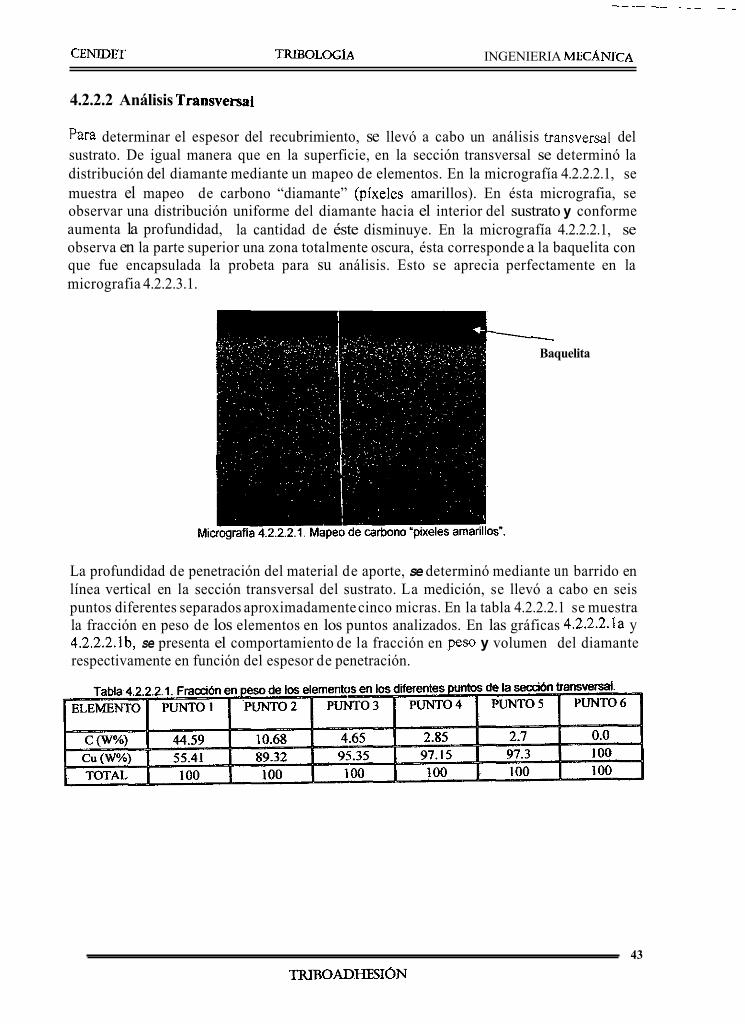
INGENIERIA MECANICA CENIDm TRLBOLOCIA
4.2.2.2 Análisis Transvenal
F’ara determinar el espesor del recubrimiento, se llevó a cabo un análisis transversal del sustrato. De igual manera que en la superficie, en la sección transversal se determinó la distribución del diamante mediante un mapeo de elementos. En la micrografía 4.2.2.2.1, se muestra el mapeo de carbono “diamante” (píxeles amarillos). En ésta micrografia, se observar una distribución uniforme del diamante hacia el interior del sustrato y conforme aumenta la profundidad, la cantidad de éste disminuye. En la micrografía 4.2.2.2.1, se observa en la parte superior una zona totalmente oscura, ésta corresponde a la baquelita con que fue encapsulada la probeta para su análisis. Esto se aprecia perfectamente en la micrografia 4.2.2.3.1.
\
Baquelita
La profundidad de penetración del material de aporte, se determinó mediante un barrido en línea vertical en la sección transversal del sustrato. La medición, se llevó a cabo en seis puntos diferentes separados aproximadamente cinco micras. En la tabla 4.2.2.2.1 se muestra la fracción en peso de los elementos en los puntos analizados. En las gráficas 4.2.2.2.1a y 4.2.2.2.1b, se presenta el comportamiento de la fracción en peso y volumen del diamante respectivamente en función del espesor de penetración.
43 TRlBOADHESI6N

TRLBOLOGlA INGENIEMA MECANICA CENIDE
e a o.,
0 -
91 .
4.2.2.3 Análisis micro estructural transversal
Del análisis micro estructural de ]a sección transversal del sustrato, se determinó los cambios micro estructurales a causa de las temperaturas en la interfase generadas por el calentamiento por í%cción entre el sustrato y la fresa de deposición.
En la micrografía 4.2.2.3.1, se muestra la sección transversal del sustrato posterior al proceso de deposición. Aquí la parte superior corresponde a la baquelita del encapsulado para el análisis de la probeta, la parte central es la zona afectada por el proceso de deposición y la parte inferior es la micro estructura del cobre.
/ Zona de deposición
Recubrimiento
c
Micrografla 4.2.2.3.1. Miao estructura del sustrato con depocici
Baquelita
-3 Micro estruciura
En la micrografia 4.2.2.3.1, se aprecia un cambio en la micro estructura en la zona afectada o de deposición. Este cambio, se atribuye al material de aporte que se depositó a causa del calentamiento por fricción en la interfase entre el sustrato y la fresa de deposición. Del análisis, se determinó que el espesor del recubrimiento es de aproximadamente 25 micras.
44 TRTBOADHESIÓN

TRIBOLOCIA INGENIERIA MECANICA CENIDET
De acuerdo con la literatura, para que exista una transformación micro estructural, es necesario generar temperaturas mayores del 50% de la temperatura del punto de fusión del material base.
4.2.2.4 Determinación del radio de partícula promedio en el recubrimiento por triboadhesión
La técnica por triboadhesión, permite obtener un recubrimiento, donde éste, tiene las características de una aleación combinado con un material compuesto. Lo anterior, es a causa de las altas temperaturas que se generan en la interfase de contacto entre la fresa y e l material base. El aumento de temperatura, mejora la solubilidad del sistema y favorece el proceso de difusión.
Del análisis que se realizó a los recubrimientos, se encontró la existencia de partículas embebidas en la superficie del material base, de radio menor a las de alimentación.
Para lo anterior, se estimó de forma teórica, el radio de partícula posible que se depositó. Para ello, se determinó las fracciones en volumen del agregado o material de aporte y de la matriz o material base.
La densidad y la fracción en peso del material de aporte y base, se muestran en la tabla 4.2.2.4.1, Las fracciones en peso de los elementos, corresponde al mapeo de la micrografia 4.2.2.2. I .
T e
De (2.4.1.12), (2.4. I . 13) y los datos de la tabla 4.2.2.4. I , las fracciones en volumen del agregado y de la matriz respectivamente son.
V, = 0.6715
V,= 0.3285
Por otra parte, se tiene que la micro estructura de un material compuesto a base de partículas, se puede aproximar de forma ideal como un modelo de inclusiones esféricas. El volumen del compuesto puede expresarse de (2.4. I .3) como:
(4.2.2.4.1)
45 TRI BOA DH ESION

TRlñOLOGIA JNGENlERfA MECANICA CENlDET
Donde: R, =Radio promedio de la partícula.
N , = Número de partículas.
Para determinar el radio de partícula, se consideró un volumen de control de 200 m i c m cúbicas, éste se obtuvo de las micrografias 4.2.2.1.2 y 4.2.2.2.1. De forma estadística, se determinó el número de partículas presentes y perceptibles en el volumen de control. En promedio, se contabilizó un total de 600 partículas. De (4.2.2.4.1), se obtuvo el radio de partícula probable que puede encontrarse en el volumen de control.
En la gráfica 4.2.2.4.1, se muestra el comportamiento de (4.2.2.4.1). El eje x, corresponde al número de partículas en el intervalo de 599 - 600, el eje y denota el volumen de control de O - 200 micras cúbicas y el eje z corresponde al radio de partícula.
Radio de Pamwla ..:. 7 . .. ... . .
600
Volumen Ii.iicrac Cubicasl 0-’599 Numero de Partidas
Gráfica 4.2.2.4.1. Radio de partícula probable, en función de un volumen de control y numero de partiwlas.
En la grhfica 4.2.2.4.1, se observa, que para la intersección de 600 partículas con el volumen de control de 200 micras cúbicas, el radio de particula presente en el recubrimiento es en el intervalo de 0.3 a 0.4 micras. El valor del radio que se obtuvo, es consistente con el radio promedio que se midió en el volumen de control.
46 TRIBO ADHESION
CENlDET TRI ROLOGIA INGkNlERlA MECANICA
CAPÍTULO 5
EVALUACIÓN TEORIGA DEL NÚMERO DE
COMPARACIÓN CON RESULTADOS EXPERIMENTALES
PART~CULAS QUE SE DEPOSITAN Y su
5.1 Introducción
En este capítulo, se presenta la evaluación teórica del número de partículas que se depositan a través de la generación de cavidades. Asimismo, se presenta la fracción en volumen que se deposita y su comparación con resultados experimentales. Esto se llevo a cabo, para cobre como material base y diamante como material de aporte.
Para determinar las fracciones en volumen del material de aporte en la superficie del material base, se siguen los siguientes pasos.
1.- De (3.4.9) se determina el número de cavidades en función de la temperatura. Esto permite definir el intervalo de temperaturas adecuadas donde se inicia la formación de las cavidades.
2.- De (3.3.2.4.4) se calculan los parámetros de carga y velocidad, que generen las temperaturas que se definieron en el puntol.
3.- Mediante un modelo de conducción, se obtiene el perfil de temperaturas al interior del material base. Se consideran fuentes de 5 hasta 800 micras, para las temperaturas que se definieron en el puntol.
4.- De (3.4.10) - (3.4.12) se determina el radio, profundidad y energía para la formación de la cavidad. tanto en la superficie como al interior del material base, ésto de acuerdo la distribución de temperaturas del punto 3.
5.- Mediante la distribución de Boltzman ec. (2.9.l), se calcula el número de cavidades y la fracción en volumen para cada uno de los casos definidos en el punto 3.
6.- Se comparan las curvas de la solución tetjrica, con la curva experimental (Capítulo 4) y se determina la desviación entre ambas curvas. Se analizan y se seleccionan las soluciones teóricas que presente menor desviación.
7.- Las soluciones teóricas seleccionadas en el punto 6, se ajustan a la curva experimental y se obtiene un factor ''q (T)" de deposición en función de la temperatura. Una vez que se
41 TRIBOADHLSK~N

TRIBOLOGU INGENIEMA MECANICA CENmEr
conoce el factor de deposición, se obtiene la ecuación final que describe el comportamiento del material durante el proceso de deposición. La ecuación final es de la forma:
(5.1.1)
La expresión (5.I.l), se aplica exclusivamtnte al material que se analizó, y funciona en el intervalo de temperaturas que se determinó en el punto 3.
5.2 Cálculo de temperaturas superficiales
En la gráfica 5.2.1, se muestra el comportamiento del coeficiente de fricción entre la fresa de algodón y el cobre en función del radio de unión o de contacto. El coeficiente de fricción se obtuvo de (3.3.1.3). En la gráfica se observa, que conforme el radio de contacto disminuye el coeficiente de fricción se incrementa. A menor radio de contacto, mayor cantidad de calor generado, esto permite alcanzar temperaturas cercanas al punto de fusión del material base.
I 4.5 5 5.5 6 6.5 7
radia de widn (m) X d 0.151 3 3.5 4
Gráfica 5.2.1. Coeficiente de íricc46n en íunci6n del radio de unión entre la fresa de deposi0ón y el cobre.
En la gráfica 5.2.2, se presenta la isoterma de temperaturas promedio que se alcanza en la interfase entre la fresa de algodón y el material base. Las temperaturas, se calculan a partir de (3.3.2.4.4). Es claro, que las temperaturas generadas son función del coeficiente de fricción y de la velocidad de la fresa de deposición. Se puede apreciar que conforme aumenta el coeficiente de fricción y la velocidad de la fresa, las temperaturas que se generan son mayores.
48 TRIBOADHESI~N

TRIBOLOGIA INGENERl.4 MECÁNICA CENLDET
Gráfica 5.2.2. Mapa de temperaturas promedio en la superfiue del cobre. en función del coeficiente de fricción y la velocidad de la rueda de deposiuón.
En la gráfica 5.2.3, se muestra un corte de la gráfica 5.2.2. En ésta, se presenta la variación de la temperatura para tres diferentes coeficientes de fricción entre la fresa de algodón y el cobre. Se puede observar, que a una velocidad entre 22000 y 25000 r. p. m. de la fresa y un coeficiente de fricción en el intervalo de 0.16 - 0.1975, se generan temperaturas en la superficie del cobre, cercanas a los 1000 OC.
De acuerdo con los cálculos que se presentan en la sección 5.3.3., la generación de cavidades en el cobre, con diamante como material de aporte, se inicia a una temperatura de 627 'C [900 %l.
'9
o-' o 5 1 5 2 2 5 MlOcma 4e ia rueda r.p.m.
Gráfica 5.2.3. Distnbuaón de temperaturas para diferentes coeficientes de fricción.
I IO.
49 TRIBOADHE516N

TR I BOLOCiA INCENlERiA MECANICA CENIDET
Se concluye que para una velocidad de la fresa entre 22000 y 25000 r.p.m., se generan temperaturas en la superficie del cobre superiores a 627 OC [900 OK], temperaturas factibles para la generación de cavidades y por ende para la deposición.
En el Capítulo 4 "Pruebas Experimentales", se presenta la deposición de diamante sintético en cobre como material base.
5.3 Generación de cavidades en el proceso de triboadhesión
5.3.1 Parámetros críticos, Ci , R*, k' En las gráficas de la 5.3.1 . I - 5.3.1.3, se presenta la solución de la ecuación (3.4.9) para tres temperaturas diferentes, 627 OC [900 OK], 777 OC [IOSO OK] y 927 oc ~ 1 2 0 0 OK]
respectivamente. Las temperaturas seleccionadas, son temperaturas en la superficie del sustrato y representan el intervalo, donde inicia la formación de cavidades en la superficie del material base. En las gráficas, se denota mediante un asterisco los parámetros críticos, siendo estos: I ) energía crítica G;, energía necesaria para generar una cavidad de radio crítico R' y 2) la profundidad crítica de penetración k'. Los parámetros críticos para cada caso se presentan en la tabla 5.3.1 . I .
Tabla 5.3.1.1. Parámetros crlticos.
Los parámetros críticos, representan la condición necesaria para que la formación de la cavidad sea posible. Antes de esta condición, la cavidad no se forma, esto a causa, de que la energía necesaria para la formación de la cavidad, es mayor, y el radio mínimo necesario para la formación de la cavidad es grande. Lo anterior, se observa en las gráficas 5.3.1 . la - 5.3.1.3a.
Asimismo, en las gráficas 5.3.1.lb - 5.3.1.3b, se observa que al llegar a la profundidad critica, es posible lograr una penetración mayor con radios más grandes. Por otra parte, se aprecia que conforme aumenta la temperatura, el radio crítico y la energía crítica necesaria para la formación de la cavidad disminuyen y la profundidad crítica aumenta. Por tanto, conforme aumenta la temperatura, la dificultad para la formación de la cavidad es menor.
50 TKlBOADHESlON

Gráfica 5.3.1.la. Energia vs. Variación del radio Gráfica 5.3.1.lb. Energia y radio necesario para la de la cavidad y Pmfundidpd de penetración. formación de una cavidad, posieri0.r a los parámetroS Tymperaiura de 627 'F. GT=2.16i7 x 10"' [J], cr!tims. Temperatura dy 627 OC. Gr e.1677 x 10"' [Jl. R =9.9548 x 10"' [m]. I< =O.0.5883 [x/Rl. R =9.9548 x 10." [m], k 4.0.5883 [x/R].
Gráfica 5.3.1.2a. Energia vs. Variación del radio de la Gráfica 5.3.1.2b. Energia y radio necesario para la cavidad y Profundidad de peneiraaqn. Temperatur;(; formación de una cavidad. posterior a los de 777 OC. G;5.7935 x 1ü2' [J], R4.7124 x 10- parámebos critims. Tempmtura de 770 'C. [m]. k'a.7139 [x/R]. G;=57935 x lüM [Jl. R4.7124 x 10 [m],
k.a.7139 WRI.
51 TRIBOADHESION

TRIBOLOGIA INGENERh MECANICA CENIDET
R a d Q E R m a l m 112mKl ~ d O . W * l ~ d o d I i m K ] ,,O- IG
I4
12
10 - - 8
$ 0 w w
2
O
4 -3
0 0 -bad [in] RadoIml .do --dad ,rn] m.30 Irnl .*o-"
Gráfica 5.3.1.3a. Energía vs. Vanaa6n del radio de la Gráfica 5.3.1.3b. Energia y radio necesario para la cavidad y Propndidad de penetración. Temperatura formaU6n de una cavidad, posterior a los de 977 'C. GT=2.3558 x IO-^ [J], R'*.WZ x io-'' p a p n e b s críticos. TempFraiura de 927 'C. [ml. k 4.7877 [r/Rl. ~ r = 2 . 3 5 5 8 x [Jl, R=2.8862 x 1ü'O [m],
k =0.7877 [x/R].
En la gráfica 5.3.1.4, se presenta la comparación de los parámetros críticos en las tres temperaturas ant&5ores. La curva en color negro corresponde a la solución con una temperatura de 927 OC [ 1200 OK], las curvas en color azul a la temperatura de 777 OC [ 1050 k], mieniras que las curvas de color rojo corresponde a la temperatura de 627 OC E900 k]. Aquí, se observa la variación de los parámetros cnticos, conforme la temperatura aumenta. La energía critica, representa una barrera de energía de activación para la formación de la cavidad, por tanto, si no se logra un radio crítico de cavidad, ésta no se formará.
-18 Radio,Ener@ayPra<undidad 1900K1050K. 1200Ki x 10
-5 1.5 1.5 0.5
Prohmdidad \ I XlR 1 Radio I m l io4
Gráfica 5.3.1.4. Comparación de parámetros críticos para temperaturas de 1200, 1050 y 900 grados Kelvin.
f 52 TRIBOADHESION

TRIBOLOGIA INGENIERIA M E C A N I C A C.ENlDEr
5.3.2 Generación de cavidades-
De los valores de energía de formación de la cavidad que se obtuvieron de (3.4.9), se determinó de (2.9.1) el número de cavidades por centímetro cúbico en la interfase para temperaturas en el intervalo de 900 a 1200 OK. Los valores calculados, se presentan en las tablas 5.3.2. I - 5.3.2.4. El cálculo del número de cavidades por centímetro cúbico, se inicia a partir de los parámetros críticos, condición necesaria para la formación de la cavidad.
En la tabla 5.3.2.1, se presenta el número de cavidades para diferentes profundidades de penetración a la temperatura de 627 OC [900 OK]. En esta, se aprecia, que conforme aumenta la penetración de la partícula, la generación de cavidades disminuye, ésto a causa del incremento de la energía necesaria para la formación de la cavidad.
Ne. De Cavidadeslrm’
la tabla 5.3.2.2, se presenta el número de cavidades, para la temperatura de 727 OC [loo0 OK], ~1 comportamiento es similar a los cálculos de la tabla 5.3.2.1. Sin embargo, l a generación de cavidades es mayor, Conforme aumenta la temperatura.
53 T R I D O A D H E S I ~ N

CENIDkT TRIBOLOCIA INGENIERIA MECANICA
Casos similares, se presentan en las tablas 5.3.2.3 y 5.3.2.4, y corresponden a las temperaturas de 827 OC [I 100 OK] y 927 OC [ 1200 OK] respectivamente.
54 TRiROADHESI6N

INGENERIA MECANICA CENLDET TRlBOLOGf A
De las tablas 5.3.2.1 y 5.3.2.4, es claro que conforme se incrementa la temperatura, la generación de cavidades aumenta. Asimismo, el radio y la energía necesaria para la formación de la cavidad disminuyen. La variación del radio crítico y el número de cavidades en función de la temperatura, se muestra en la gráfica 5.3.2.1a. En la gráfica 5.3.2.1b, se muestra la variación del No. de cavidades/cm3, en función de la temperatura. Aquí, se aprecia que la generación de cavidades/cm3 en la interfase, crece en forma exponencial conforme la temperatura aumenta.
.~.. ........
G&ca 5.3.2.1a. Variación del radio critica y del No. de cavidades en hinuón de la temperatura.
Gráfica 5.3.2.1b. No. de cavidadeclcm3 en funaón de la temperatura.
De la gráfica 5.3.2.1b y la tabla 5.3.2.1, se observa que la formación de cavidades en el material base, inicia a una temperatura en el intervalo de 627 OC [900 k] a 727 OC [IO00 OK]. La temperatura en la que se inicia la formación de las cavidades, es función de la energía de superficie del material de aporte y de las propiedades mecánicas del material base. Para el presente caso, el material base es cobre y el material de aporte es diamante sintético con una energía de superficie de 0.05 J/m2.
55 TRlBO ADHESION

TRIBOLOCIA l NCENl ERiA MECA NlCA CENIDET‘
5.3.3 Fracción en volumen del diamante en la superficie del cobre a partir de la ecuación de Boltzman
A partir del número de cavidades por centímetro cúbico de las tablas 5.3.2.1 - 5.3.2.4, se determinó la fracción en volumen de diamante posible en la superficie del cobre. El número de partículas o cavidades, se obtuvo al multiplicar el número de cavidades/cm’ por un volumen de control de 200 micras cúbicas. En las tablas de la 5.3.3.1 - 5.3.3.4, se muestran las fracciones en volumen del diamante para las diferentes temperaturas.
CAVIDADES
CAVIDADES
56
IKIBOADHESION

TRll3Ol.QG¡A I N C E N I E R ~ A MECANICA CENIDFT
R'=3.9315 x
R'=2.8862 x 10 - ' O
57 T ' K I B O A D H E S I ~ N

TRiBOLOGSA INGENIERIA MECANICA CENDEI
De las tablas anteriores, se observa que conforme aumenta la temperatura, la fracción en volumen del diamante en la superficie del material base se incrementa. En la gráfica 5.3.3.1, se muestra el comportamiento de la fracción en volumen del diamante en función de la temperatura.
Grafica 5.3.3.1. Fracción en volumen del diamante para diferentes temperaturas
Asimismo, en la gráfica 5.3.3.2a, se muestra la variación de la fracción en volumen del diamante, para las diferentes profundidades de penetración. La linea roja en la gráfica, denota la penetración crítica para las diferentes temperaturas. Aquí, se aprecia que conforme se incrementa la penetración, la h c c i ó n en volumen en la superficie del material base, disminuye. El mismo caso, se muestra en la gráfica 5.3.3.2b, sin embargo, la variación de la fiacción en volumen es función del radio de la cavidad.
58 TRIBOADHESI~N

TRTBOLOClA INGENERIA MECÁNICA CMTDET
Gráfica 5.3.3.2a. Fracci6n en volumen del diamante en funci6n de la penetración de la partícula.
... , f lO'
Ra6olrnl T-hm IKI
Grafica 5.3.3.2b. Fraccidn en volumen del diamante en función del radio de la cavidad.
En la gráfica 5.3.3.3, se muestra la fracción en volumen del diamante que se puede depositar en cobre, ésto en el intervalo de temperaturas de 627 OC [900 OK] a 927 OC [ 1200 OK]. En la gráfica, cada una de las líneas corresponden a los diferentes casos de penetración que se presentaron en la gráfica 5.3.3.2a.
De la tabla 5.3.3.4 y la gráfica 5.3.3.3, se observa que la máxima fracción en volumen 0.7222, se logra a la temperaura de 927 OC [1200 k].
Gráfica 5.3.3.3. Frawión en volumen del diamante en funci6n de la temperatura
En la sección 4.2.2.4, se determinó que la fracción en volumen del diamante que se logró depositar en la parte experimental en la superficie del cobre, fue de 0.6715. Durante las pruebas, no se midió la temperatura, sin embargo, de la comparación de la fracción en volumen del diamante que se midió en la parte experimental, con la fracción en volumen
) 59 TRIBO ADHESION

lNGENlERI.4 MECANICA CENIDET TRIBOLOGIA
que se obtuvo a partir de la ecuación de Boltzman, se demuestra que la temperatura que se alcanzó durante el proceso de deposición en la parte experimental, fue alrededor de 927 OC
En la gráfica 5.3.3.4, se muestra la comparación de la fracción en volumen que se obtuvo en la parte experimental, con la fracción en volumen que se obtuvo a partir de la ecuación de Boltmian.
[I200 OK].
Las fracciones en volumen de la parte teórica, corresponden a la profundidad critica y radio crítico en cada una de las temperaturas.
Fmcción en volumen dei diamante en la supeñib del susbato
8 WE41 7WE-01 600E-01
5WE-O1 & 4WE41
300E-01 2 2WE-01 1WE-01
& Fracddn en volumen eipenmenia
-
Tempenturn M
Gráfica 5 3 3 4 Fracuón en volumen teánw y expenmental
Soriano [54] en forma expenmental, comprobó el intervalo de temperaturas de 877 a 927 OC. [I150 a 1200 k], donde la 6acción en volumen del diamante experimental es comparable con la h c c i ó n en volumen teórica, tal y como se muestra en la gráfica 5.3.3.4. Soriano, midió las temperaturas a una profundidad de 0.3mm de la interfase y las relacionó con un número determinado de fuentes de calor en la superficie, y demostró que la temperatura en la interfase durante el proceso de deposición, fue de 1000 OC [1273 OK]. Posteriormente, Mejia [61] confirmó la generación de éstas temperaturas.
De pruebas experimentales [61] se demostró, que en función del número de ciclos de recorrido de la h s a de deposición sobre el sustrato, la temperatura en la interfase se incrementa, lo que favorece, la difusión y la solubilidad del material de aporte en el material base.
El espesor del recubrimiento que se logra mediante el proceso de deposición por triboadhesión, es función de las propiedades térmicas del material base. Mediante un análisis de transferencia de calor, se obtuvo la distribución de temperaturas al interior del sustrato, y se determino el espesor del recubrimiento en la sección transversal.
60 T R I B O A D ~ I ~ N

TK I B01.0C I A I NGENl ERlA MECANICA CENIDIT
5.4 Distribución de temperaturas en la sección transversal
Una vez que se conoce el intervalo de temperaturas donde se inicia la formación de cavidades en la superficie del material base, se determina la distribución de temperaturas al interior del material base.
Para los cálculos de temperatura en la sección transversal del material base, se utilizó un software comercial de nombre LISA. El modelo que se utilizó, considera efectos de conducción únicamente. Siguiendo el trabajo de Soriano [54], se consideró fuentes de 5, IO 20,40,80 160,240,320,400,480, 560,640,720 y 800 micras a temperaturas de 627 'C [ 900 OK 1,727 "C [ I O00 OK 1,827 OC [ I I O0 OK 1,927 'C [ 1200 OK] y I027 'C [ I300 OK 1.
El modelo. representa un área de 800 micras de superficie por 800 micras de espesor del sustrato o material base, y consta de 652 elementos y 721 nodos. Cada división del modelo corresponde a un elemento de 40 x 40 micras.
Condiciones de frontera:
9 Las fronteras son adiabáticas y tienen una temperatura de 30 'C. 9 La temperatura inicial en todos los nodos es de 30 'C, excepto en los nodos que
corresponden a la fuente de temperatura. > Se considera únicamente el fenómeno de conducción. 9 El análisis se considera estado transitorio. > Las propiedades del cobre son: Capacidad calorifica= 385 J/Kg "K, conductividad
térmica = 2.95 Waas/cm OK, densidad = 8.94 Kg/cm3, difusividad térmica = 0.857cm2/s.
El modelo de transferencia de calor por conducción se muestra en la figura 5.4.1.
61 TRIBOADHES16N

TRIBOLOGIA lNGENIERfA MECANICA CENIDEr
1 i i l i i i i ~ ~ ~ i ~ ~ ~ " i ~ 4 6 8 14 22 32 44 58 4 92 112 131 158 184 212 242 274 308 311 382
En el modelo de la figura 5.4.1, en la parte central de la superficie, se precia una malla más fina en un área de 80 x 80 micras, esto permite determinar la temperatura en varios puntos de profundidad, hasta un espesor de 80 micras. En la figura 5.4.2, se muestra el mallado fino del modelo, cada división corresponde a un elemento de 5x5 micras.
62 TRLBOADHESI6N

I NGENI E R I A MECANICA CENIDET TRI ~01.0~ I A
En las gráficas 5.4.1 - 5.4.5, se muestran las isotermas de distribución de temperaturas en la sección transversal del material base para las diferentes fuentes de temperaturas mencionadas, 627 'C 900 'K 1,727 'C [I O00 'K 1,827 'C [ 1 I O0 'K 1,927 'C [ 1200 OK] y 1027 OC [ 1300 'K ] respectivamente. En las gráficas, el eje x representa el tamaño de la fuente de temperatura y varía desde 5 hasta 800 micras. El e,ie z, representa el espesor o profundidad del sustrato, mientras que el eje y a la temperatura en el sustrato.
63 TK1BOADliESION

CENIDET TRIBOLOGIA INGENIERIA MECANICA
DISTRIBUCICU M TEMPERATURAS PARA FUENTES DE 527 GRADOS CMTIORADOC
.,.. . . .
~.:... . .
.:. . . :
. . . .
~.
....... Bm
TavaNo DE N M E WW E S P E S O R W W
Gráfica 5.4.1. Isotenna de temperatura para fuentes de 627 "C [900 OK].
DISTRIBUCDN DE TEMPERATURAS PARA FUENTES DE 727 GRADOS CENTIGRADOS ........ .i... .... ........ : T . . ~ ... . . . ..... : : : . . . . . . . . . . . . . . . . ..... .
:
. . . . . . . . . . . . . . . . . . . . . . . ........ .......... ....... ........ ....... : "i- . . ...... .......... . .
. . . . . . . . . . . . . .
.........
- > ' . : : I
,; r ! :
: : ; : : . . L........... I I . .
TIUPJlODE N E N r E I U I C W ESPESORIUICW
Gráfica 5.4.2. Icotena de temperatura para fuentes de 727 'C 11000 "W.
64 TRIBOADHESION

TRIBOLOGlA INGENIEMA MECANICA CENlDET
MSTRlWClON DETEMPERAN~PARAFUENTESDE827GRAmSCENTIGR/\MS
E S - W W T U U M @€ NWTE LyIcR*G1
Grafica 5.4.3. Isoterma de temperatura para fuentes de 827 'C [11W "w.
DISTRIBUCION DE TEMPERATUW PARA FUENTES M 927 GRAWS CENTIGRAWC
EspEsoR~HIcw TPIUMDEtuEnE lUlCRIsl
Grhfica 5.4.4. Isoterma de temperatura para fuentes de 927 'C [1200 O w .
65 TRlBOADHESI6N

CJNDET TRlBOLOGfa LNGENLERfA MECANICA
DlSTRlBUClON DE TEMPERATUPAS P m FUENTES DE ( m ~ m C E N ~ G ~ ................... r ' " . .......... ; . ....... . . !'.. ...... ....
........ ..... . , : : .... .............. : . :
: ,,,i
DlSTRlBUClON DE TEMPERATUPAS P m FUENTES DE 3027 G W C E N n G w ................... r ' ' . ........... ; . ....... . . !'.. ...... ....
........ ..... . , : : .... .............. : . :
: ,,,i
TUlUiODEFUWTE W I C W ESFSSORWR*SJ
Gráfica 5.4.5. lsoterma de temperatura para fuentes de 1027 "C 11300 "U).
En las isotermas de las gráficas 5.4.1 - 5.4.5, se aprecia un comportamiento similar entre ellas, la temperatura es máxima en la superficie y disminuye conforme aumenta la profundidad.
Nótese, que para tamaño de fuente de temperatura menor a 80 micras, el cambio de temperatura hacia el interior del material base es mínimo. Asimismo, conforme se aumenta el tamaño de la fuente, superior a 80 micras, el cambio de temperatura al interior del material base es mayor. Esto puede verse en las figuras 5.4.3 y 5.4.4 respectivamente.
En las figuras 5.4.3 y 5.4.4 se presenta la distribución de temperaturas para dos fuentes de temperatura de tamaño diferente. La figura 5.4.3, corresponde a una fuente de temperatura de 5 micras a 927 OC [I200 O K ] , mientras que la figura 5.4.4, corresponde a una fuente de temperatura de 800 micras a 927 OC [I200 OK]. Conforme se aumenta el tamaíío de la fuente, el espesor que se afecta por temperatura es mayor.
66 TRTBOADHESION

Figura 5.4.3. Distribución de temperatura para una fuente de 5 micras a 927 'C [I200 OK].
uUhiMí,,iiannTnn*iWh.ii
Figura 5.4.4. Distribuuón de temperatura para una fuente de 800 miuac a 927 OC [1200 OK].
67 TRIBOADHFSI6N

TRIBOLOG~A lNGENIERl.4 MECANICA CEhrlDET
En la gráfica 5.4.6, se presentan las 5 isolermas de temperaturas, de los casos anteriores. Aquí, se aprecia el volumen de solución en temperaturas, para tamaños de fuentes en el intervalo de 5 L 800 micras y un espesor del sustrato en el intervalo de 800 micras.
.......... ........... - "'''''? . . . . . . ........................ ....
Grbfica 5.4.6. lsotermas de temperatura para fuentes de 627 OC I900 OK. amarillo]. 727 OC [ I O 0 0 'K, cyan]. 827 OC [llOü "K. rojo]. 927 'C (1200 OK. verde]. 1027 OC (1300 "K. azull.
5.4.1 Fracción en volumen del diamante en la sección transversal del cobre a partir de la ecuación de Boltzman
De la misma manera que en la sección 5.3.3, de (2.9.1) distribución de Boltzman, y de acuerdo con las isotermas de temperatura que se calcularon en la sección 5.4, se determinó el número de cavidades por centímetro cúbico para diferentes espesores de profundidad en el material base. La fiacción en volumen de diamante al interior del sustrato, se calculó en función del número de partículas o cavidades que se obtienen al multiplicar el número de cavidades/cm3 por el volumen de control de 200 micras cúbicas.
En las gráficas de la 5.4.1.1 - 5.4.1.42, se muestra la fracción en volumen en función del espesor, para los diferentes casos de tamaños de fuentes para las de temperaturas de 727 OC [lo00 OK], 827 OC [ I 100 OK] y 927 OC [I200 OK], esto, en comparación con las fracciones en volumen que se midieron en la parte experimental. La curva experimental, se denota por círculos unidos mediante una línea.
La fracción en volumen tebrica, se obtuvo para las diferentes profundidades de penetración en el intervalo de k' 5 k S 2 y se denotan por los asteriscos azules. El comportamiento de la fracción en volumen teórica, en la sección transversal del sustrato, es similar al comportamiento de la fracción en volumen teórica en la superficie que se mostró en la figura 5.3.3.3.
68 TRBOADHE516N

CENIDET TRlBOLOGlA JNGENIERlA MECANiCA
Por conveniencia, se presentan grupos de tres gráficas. Cada grupo corresponde a un mismo tamaño de fuente a temperaturas de 727 OC [lo00 OK], 827 OC [llOO k] y 927 OC [I200 OK].
De acuerdo con los resultados que se muestran en las tablas 5.3.3.2 - 5.3.3.4, la h c c i ó n de volumen de diamante máxima que se logra en la superficie del cobre es 0.0421, 0.4323 y 0.7222 y corresponden a las temperaturas de 727 OC [ 1000 OK], 827 OC [ 1 1 O0 k] y 927 OC [ 1200 k] respectivamente, tal y como se muestra en las gráficas 5.4.1 . I - 5.4.1.42.
Grupo 1: Fuente de 5 micras
O 5 10 i s 25 ESWMoarl
o 5 IO I5 m 25 ErperoiMoa5I
Gráfica 5.4.1.1. Fracción en voiumg teórico y Gráfica 5.4.1.2. Fracción en volumen tednW Y experimental. Fuente de 5 miuas a 727 C. experimental. Fuente de 5 rniuas a 827 'C.
F - r n s , M r . ' i ~ W M n
5 10 15 m 25 4.1
EipeYr IMiriad
Gráfica 5.4.1.3. Fracción en voluyen te6rico y experimental. Fuente de 5 mimas a 927 C.
69 TRIBOADHESION

TRIBOLOG~A WCENlERtA MECANICA CENIDEI
Grupo 2: Fuente de IO micras.
ESperaBniosr1 EwswWi-1
Gráfica 5.4.1.4. Fracción en volumen Je6rim y Gráfica 5.4.1.5. Fracción en volumen Jeórico y experimental. Fuente de 10 micras a 727 C. experimental. Fuente de 10 micras a 027 C.
....... + ...... ~~ ...... ~.; ................ < ............
._._.. i ................ : ................ :. ..~
....... + . ~ ........................... 4 . . . ~ ~ ~
...... L ...... ~ ......... : ................ : ...... ~ .... .............. l................ i ................ i .... ~~ .... ~~
........; ..... ~~ ...... J ................ j ............. 5%- ...... ! ............. ~..j...~~
J 5 10 15 m 25
Em- IUnrarl
Gráfica 5.4.1.6. Fracción en volumen teórico y exwrimenial. Fuente de 10 micras a 927 'C.
70 TRIBOADHFSl6N

CENLDET TRJBOLOGI A JNGENIERlA MECANJCA
Grupo 3: Fuente de 20 micras.
Gráfica 5.4.1.7. Fracción en volumen te6riu> y experimental. Fuente de 20 miwas a 727 'C.
Gráfica 5.4 1.8. Fracción en volumeno teórico y experimental. Fuente de 20 miaas a 827 C.
ErpewrWWrl
Gráfica 5.4.1.9. Fracción en voiumg teórico y experimental. Fuente de 20 micrac a 927 C.
71 TRIBOADHESI~N

CENlDET TRIBOLOGIA WGENlERfA MECÁNTCA
0.1
0 8
0 5
Grupo 4: Fuente de 40 micras.
................................ + ................ > ............... {
............... i ................ + ................ i .............
Gráfica 5.4.1.10. Fracción en volumen teórico y Gráfica 5.4.1.11. Fracción en volumen teórico y experimental. Fuente de 40 micras a 727 'C. experimental. Fuente de 40 micras a 827 'C.
I O 5 10 15 ID 25
ES$emlMiorrl
n,L
Gráfica 5.4.1.12. Fracci6n en volumgn teórico y experimental. Fuente de 40 micras a 927 C.
72 TRIBO ADHESION

CENIDET TRIEDLOGIA JNGENIE- MECANICA
Grupo 5: Fuente de 80 micrus
Gráfica 5.4.1.13. Fracción en volumen te6riw y Gráfica 5.4.1.14. Fracción en volumen teórico y experimental. Fuente de 80 miuas a 727 'C. experimental. Fuente de 80 miuas a 827 OC.
o 5 1 o I S m 2 5 2 n u 5 E % - U ~ * l
Gráfica 5.4.1.15. Fracción en voiumfn teórico y experimental. Fuente de 80 micras a 927 C.
73 TRIBOADHESION

-
CENIDEI TRIBOLOGIA INGENIEMA MECANICA
Grupo 6: Fuente de 160 micras.
.... *...* ............ i ................ ...... 1, 25
ErPer0M-l 5 10 15 m -0.1
Espera I m r l
Gráfica 5.4.1.16. Framón en volumen teórico y experimental. Fuente de 160 micras a 727 OC.
Gráfica 5.4.1.17. Fraffii6n en volumen teórico y experimental. Fuente de 160 micras a 827 OC.
.......... : .......... : .......... ..........
I 0 5 < O I 5 2 0 2 5 M U U )
E s p m F l i o n r l
4.1
Gráfica 5.4.1.18. FracU6n en volume^ teóricn y experimental. Fuente de 160 micras a 927 C.
14 TRIBO ADHESION

CENlDET TRIBoLoGfA INGENJERÍA MECANICA
Grupo 7: Fuente de 240 micras.
Grafica 5.4.1.19. Fracci6n en volumen teórico y Grafica 5.4.1.20. Fracción en volumen te6rico y experimental. Fuente de 240 micras a 727 OC. experimental. Fuente de 240 mims a 827 OC.
I 10 m Y) 40 n
Ea>erowOnr1
Gráfica 5.4.1.21. Fracci6n en volume! teórico y ' experimental. Fuente de 240 micras a 927 C.
75 TRIBOADHESI6N

TRIBOLOGh INGENIERfA MECANICA CENJDET
Grupo 8: Fuente de 320 micras.
FMe&eMM-~lMOM&Kdrln Oli
..... ~ ........j ...___ ~ ....... j ......... ~
5 10 15 20 25 o 5 10 15 m 25 YI 35 UI 0.1
~ n * O a S l *(Mms1
~dfica 5.4.1.22. Fraaón en volumen teórico y Gráfica 5.4.1.23. Frad6n en Volumen te6nco Y experimental. Fuente de 320 micras a 727 OC. experimental. Fuente de 320 miuas a 827 'C.
I o 10 20 30 40 YI Ea
EWesalMiwr1 0 3 1
GrLifica 5.4.1.24. Frad6n en vdume! teórico Y experimental. Fuente de 320 micras a 927 C.
76 "RIBO ADHESION

CENíDET TR~BOLOG~A INGENIERIA MECANICA
Grupo 9: Fueníe de 400 micras.
F d d e M m - l C C Q C W o1
............................... ................ i ................ j~ ............. ~~ , , . , , , , . . . . . . . . . , , , , , . . . . . . . , . , , , . . . . . . . . . . . . . . . . . . . . . . . , . . , , . , . . . . . . . . . . . . . . . . . . . . .
. . . . . . . ...... ; ................ ; ....... :~~~~ .... ........ ........,......... ; ........ * ........ ; .......
~~~I~ ....................... ...... ;
...... j ................ i
...... : ................ ; ................
. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
...... : ................ : ................
, . . , . , . . . . . . . . . . o 5 10 15 m 25 "O I 10 15 20 25 30 35 40 U 0 1
ErperalMiodrl ElpeYI[Mlodq
Gráfica 5.4.1.25. Fracción en volumen teórico y Gráfica 5.4.1.26. Fracción en volumen teórico y experimental. Fuente de 400 m i m s a 727 'C. experimental. Fuente de 400 mims a 827 'C.
0 ' 0 10 2s w .o YI M 70
Gráfica 5.4.1.27. Fracción en volumen te6ri00 y experimental. Fuente de 400 micras a 927 C.
- rM-1
77 TRIBOADHESI6N

CENLDET TRTBOLOGIA INGENIERIA MECÁMCA
Grupo 1 O: Fuenie de 480 micras.
Grafica 5.4.1.28. Fracdón en volumen teórico y Grdfica 5.4.1.29. Fracci6n en volumen teórico y experimental. Fuente de 480 micrac a 727 'C. experimental. Fuente de 480 micras a 027 'C.
Gráfica 5.4.1.30. Fracci6n en volumen te6riW y exwrimental. Fuente de 480 mims a 927 'C.
78 TRIBOADHESION

CENIDE? TRiBOLOGlA INGENIERIA MECANICA
0
Grupo 11: Fuente de 560 micras.
:1~1.J.t.i~n~r .,.*~*.*...L-.-i-.., ...... :...Y
I 0 1 0 2 o m a y 1 e n m 4.1
E.aesa Mmrl
GrAfica 5.4.1.33. Fraa6n en volumen te(irico y experimental. Fuente de 580 micra?. a 927 OC.
79 TRIBQADHESI6N

CENlDET TRIBOLOGIA WGENIERh MECANlCA
........ ; ................ '~~~ ..........
........ ; ................ ; .................
........ i ................ ! .................
........ : ................ ; .................
........ : ................ : .................
o ; I .1 . i . ; . i .~ .* ." .*~i~* . , . . . . .~ .~.* .~.* .*~. -0.1
Grupo 12: Fuente de 640 micras.
~ ~ ~ f i ~ 5.4.1.34, en tdiw y Gráfica 5.4.1.35. Fracción en volumen tdiflco y experimental. Fuente de 640 mimc a 727 'C. experimental. Fuente de 640 micrac a 827 'C.
E-lMosrl
GrAfica 5.4.1.36. Fracción en volumen tdiriw y experimental. Fuente de 640 micras a 927 'C.
80 TRIBOADHESI~N

CENiDW TRBOLOGf A 1NGENIERtA MECANICA
Grupo 13: Fuente de 720 micras.
Gdfica 5.4.1.37. Fraaón en volumeno teórico y . Gráfica 5.4.1.38. Fracá6n en volumen tedrico y experimental. Fuente de720 miffas a 727 C. experimental. Fuente de 720 micras a 827 'C.
"O i o 20 30 u) 50 60 IO E w ~ W s w s l
Gráfica 5.4.1.39. Fraccián en volumen teórico Y experimental. Fuente de 720 micras a 927 'C.
81 TRIBOADHESiON

CENIDEI TRIBOLOG~ INGE"Rl.4 ~ ~ C A M C A
Grupo 14: Fuente de 800' micras.
o 5 10 15 m 25 U tu m 30 10 50 w bpeorlMioarl E-n Wilioarl
GrAfica 5.4.1.40. Fracción en volumen tebrico y Gráfica 5.4.1.41. Fradón en volumen te6rim y experimental. Fuente de 800 micras a 727 'C. experimental. Fuente de 800 micras a 827 'C.
Gráfica 5.4.1.42. Frami6n en volume? teórim y experimental. Fuente de 800 micras a 927 C.
En los primeros 5 grupos, los tamaños de fuente corresponden a 5, 10,20,40 y 80 micra respectivamente. Del grupo 6 al 14 los incrementos en los tamaños de fuente son de 80 micras.
82 TRIBOADHESION

CENIDB' TRlBOLOGiA INGENlERiA MECANICA
Es claro que la solución teórica para el caso que corresponde a la temperatura de 1000 OK, no es comparable con la curva experimental. Esto es, por la diferencia de las fracciones en volumen de la solución teórica con las experimentales.
Para tamaño de fuentes igual o menores a 40 micras, los espesores del recubrimiento que se logran en la solución teórica, son menores que el espesor que se logró en la parte experimental, por tanto, no cubre la totalidad de la curva experimental.
Por simple inspección, los casos que más se ajustan a la curva experimental corresponde a las fuentes de tamaño de 80 y I60 micras para las temperaturas de de 1 1 O0 OK y 1200 OK. Estos en conjunto con e l caso que corresponde a la fuente de 240 micras a 1 100 OK.
Los casos para fuentes mayores de 240 micras, presentan espesores del recubrimiento, mayores en comparación con e l espesor que se logró en la parte experimental. Esto genera que la pendiente de las curvas teóricas se incremente y se alejen del comportamiento que presenta la curva experimental.
Con el objetivo, de seleccionar la solución teórica que más se ajuste a la medición experimental, en la siguiente sección, se analiza la desviación que existe entre ambas curvas.
5.4.1.1 Desviación de la curva teórica de la experimental
En esta sección, se analiza la desviación entre la solución teórica con respecto de la experimental, con la finalidad de seleccionar la solución que más se ajuste a las mediciones experimentales.
En las gráficas 5.4.1 . I . I - 5.4.1 .I .8, se presenta la desviación entre los resultados teóricos y experimentales. Estas, corresponde únicamente a los casos con fuentes de IO, 20,4O, 80 y 160 micras, a la temperatura de 927 OC [I200 OK]. Asimismo, también se muestran los casos para fuentes de 80, 160 y 240 micras a la temperatura de 827 OC [ I 100 OK]. Los casos anteriores, se seleccionaron por presentar una solución teórica, similar a los resultados que se obtuvieron en la parte experimental.
S i la desviación entre la curva teórica y la experimental es próxima a cero, significa, que la solución teórica es cercana a la experimental. En cada una de las gráficas, se presenta la desviación entre la solución teórica con la experimental, en el intervalo de penetración k - * < k < 2 . -
83 TRiROADHESl6N

CENIüET TNBOLOClA INGENIERÍA MECANICA
E i p s a ~inicns]
I I Fuente de t o dust a 1200 K
Fuentede4Onücm1200K
+-osan
- 1 . 2 8 ~ 1
- 1 . a n
. . i.mn . i.mn
-1.1877
c 1.3877
~~ . _I
. .. . . - . . - , . . -. . . . - -~ 3 2.oDE-01. - ._
\ - ------ '. =- - _+-- A_---~'--
13 14 15 16 17 18 ' O.OOEI(XI ..
-~ -2.WE-01 \L. -4 -- . 4.00E-01 -
E6psor [misnsl
-0.8877 +-0.8877 + 1.0877 -1.1871 4-1.2877 c 1 .3877
-1.5877 . 1.6877
. 1.8877
- 1.4877
1.7877
I I
Gráfica 5.4.1.1 .I. Desviación entre la curva teórica y la experimental. Fuente de 10 Miuas a 927 'C.
FuentedeZOnücrasa12üüK
En las primerastresgráficas 5.4.1.1.1 -5.4.1.1.3, sepresentan loscasosparafuentesde 10, 20 y 40 micras a una temperatura de 927 OC [I200 k]. Las curvas teóricas que corresponden al intervalo de profundidad de penetración entre 0.7877 y 1.4877, se ajustan a la curva experimental en las primeras micras de espesor (6 - 10 micras), sin embargo
84 TRIBOADHESI~N


TRIBOLOCÍA INGENIEMA MECAMCA CENiDIX
Fuente demnisrai a H O D K
... i c l . 0 4 2 ic 1.142 L 1.242 -1.342 - 1.442 - 1.542
+ 1.742 . 1.842 * 1.942
~ ~- ~. . . ~.
EepesM hnkias]
I 8 WE41
700E41 o h
8 . 0 0 E 4 1 1 K L ,~~~ . . . ~ . , . :~ ,I r . O . 9 4 2 + 1.042 1 c 5.00E-01 .---%% ~ ~~
0
1 3.WE-01
- 1.142 - 1.242 - ~ . . &! 4.00E-01 . __ _ = ~ -. c 1.342
2.WE41 3T-- .--I - 1.442 1.OOE4l -- - ___ -_ -1.542
o.ouE+oo --r- ~ ~ q - - r - ~ : - + - : * . - .~ .. , 1.642 - -1.ooE41 ~ 1 - 2 - 3 - ~ - ~ ~ ~ ~ ~ ~ 1 ~ - 1 5 ~ 1 6 - 1 7 ~ 1 8 ~ 1 9 . ~ 2 0 ~ 2 1 ~ 1 . 1.742
ErpeCOI [mi-] -* 1.942
Gráfica 5.4.1.1.6. Desviación entre la curva teórica y la experimenta, Fuente de 80 Micras a 827 'C.
I Fuentede160nictara110OK
Fuente de u0 nicm a 1iW K
- 0.842 * 0.442
- 1.242 -1.342 - 1.442 -- 1.542
8.OOE-O1 T
,
6.00Edl . . . -. ~
_.I_-_ I_--
\ 1.OOE-01 . O.OOE+OO.
-2.OOE-01 - Espesor [ n d ~ s l
%fica 5.4.1.1.8. Desviación entre la curva teórica y la experimenta. Fuente de 240 Miaas a 827 'C.
86 TRIBOADHESI6N

TRlBOLOGiA ~ N C E N ~ E R I A MECANICA
En las gráficas 5.4.1.1.6 - 5.4.1.1.8, se muestran los casos para fuentes de tamaño de 80, 160 y 240 micras a una temperatura de 827 ‘C [ I 100 OK]. Todas las curvas presentan una desviación al inicio, principalmente en las primeras cuatro micras de espesor. Esto a causa, de que la fracción máxima en volumen para este caso en la superficie es de. 0.4323 y la fracción en volumen experimental es de 0.6715. Sin embargo, la solución teórica cubre el 100 % de la curva experimental. De estos tres casos, el que menor desviación presenta corresponde a la fuente de tamaño de 240 niicras.
De acuerdo con e l análisis de la desviación que presenta la solución teórica con la experimental para los.diferentes casos anteriores, se concluyó que la mayor aproximación entre las curvas teóricas y la experimental, corresponde a las fuentes de tamaño 80 y 160 micras a 927 ‘C [I200 OK], y para la fuente de tamaño de 240 micras a 827 ‘C [ 1 100 OK].
CENiDET
5.4.1.2 Factor “ q (T)” de deposición
La distribución más probable para un sistema probabilístico, es la función de distribución de Boltzman, ec. (2.9.l), y es válida para el sistema en condiciones de equilibrio. De acuerdo con lo anterior, e l comportamiento de (2.9.1) difiere del comportamiento del sistema en la realidad. Con cierta pérdida de precisión, (2.9. I ) puede reescribirse como:
N , . = q * N e x p -~ [ kc;] (5.4.1.2.1)
En (5.4.1.2.1) la variable principal es l a temperatura, y se requiere que el factor “q” sea válido para e l intervalo de temperaturas que se generan en la interfase de deposición por e l proceso de triboadhesión. Por tanto:
(5.4. I .2. I)
De todas las cavidades que se forman en e l material base por efecto del proceso de triboadhesión. e l factor “ q (T)” representa la fracción de cavidades donde se incorporan partículas de material de aporte. En e l presente trabajo, al factor “ q (T)” se le denomina “factor de deposición”.
En función de la desviación que presentan la solución teórica con respecto de la experimental, se determinó el factor “ q (T)” de deposición. Con e l factor de deposición, la desviación entre ambas soluciones es próxima a cero.
En la sección 5.4.1 . I , se determinó los casos de menor desviación entre la solución teórica y la experimental. Estos mismos casos, se analizaron para la obtención del factor “ q (T)” de deposición.
87 TRIBOADliESI6N

TRlBOLOGiA INGFNJERIA MECANKA CENIDJ3
De las gráficas 5.4.1.1.4, 5.4.1.1.5 y 5.4.1.1.8, se aprecia que las partes criticas de las curvas, son las zonas de inicio y final de éstas. La mayor desviación, se presentan en la zona de inicio, sin embargo, aun cuando la desviación en la zona final de las curva es pequeña, es la zona de mayor problema. Esto se debe a que es la zona de menor temperatura, y la generación de cavidades es función de ella y de la energía de formación de la cavidad. Por tanto, en esta zona la generación de cavidades disminuye bruscamente y como se muestra en los siguientes casos, el factor “ q ( T ) ” de deposición presenta inestabilidad.
Casol: Fuente de 80 micras a 1200 OK.
En la gráfica 5.4.1.2.1, se muestra el factor “ q (T)” en función de la temperatura, para una profundidad de penetración de partícula de k = 0.7877. Aquí el, factor “ q (T)” varia en el intervalo de O - 1. En la gráfica, se observa que las primeras dos terceras partes de la curva tiene un comportamiento de tipo exponencial y se aprecia un comportamiento estable. La última tercera parte de la curva, presenta un comportamiento de inestabilidad y se debe al aumento de energía para la formación de la cavidad a causa de la disminución de temperatura, por consecuencia el número de cavidades disminuye. Esto genera que la fracción en volumen calculada tienda a cero en forma brusca. Por tanto, el factor “ q (T)” de deposición se incrementa.
Fueníe de 80 m i c a a 1200 K
1 mE*m o m41 8 mdl 7m4 t = 6mE-O1
i 5mm 4 o E M 3mm 2 OCEM , m m
Tenpe- W L Gráfica 5 4 1 2 1 Fador “qm. para la profundidad k = O 7877. Fuente de 80 micras a 927 ‘C
Conforme se incrementa la profundidad de penetración, la inestabilidad del factor de deposición es mayor. En la gráfica 5.4.1.2.2 se muestra el caso para una profundidad de k = 1.4877.
88 ~ O A D H E S I ~ N

CENlDET TRiBOLOGfA INGENIERIA MECANICA
Tenperaturn Iio I
Grafica 5.4.1.2.2. Factor 'q(T)", para la prohindidad k = 1.4877. Fuente de 80 micras a 927 "C.
Aun cuando se tienen las mismas temperaturas, al incrementarse la profundidad de penetración, la energía para la formación de la cavidad aumenta y el número de cavidades disminuye bruscamente. En la gráfica 5.4.1.2.3, se muestra la variación del número de cavidades en función de la temperatura para el mismo caso de la gráfica 5.4.1.2.2. En la gráfica 5.4.1.2.3, se aprecia que en la temperatura donde el número de cavidades ya no es significativo, 1060 OK, se inicia la zona de inestabilidad del factor " q (T)" de deposición.
I Gráfica 5.4.1.2.3. No. De cavidades, para una profundidad k = 1.4877. Fuente de 80 micras a 927 'C.
Caso2: Fuente de 160 micras a 1200 OK
Para el caso dos, en la gráfica 5.4.1.2.4 se presenta el factor " q (T)" de deposición, para una profundidad k = 0.7877. Aquí, se aprecia que la zona de inestabilidad prácticamente desaparece. El factor " q (T)" varia en el intervalo de O 1.
7 89 TRIBOADHESI6N

TRIBOLOGlA INGENERIA MECANKA CENIDW
Fuente de I60 micra6 a I200 K
I Gráñca 5.4.1.2.4. Factor 'q(T)". para la profundidad k = O. 7877.Fuente de 160 mimas a 927 'C.
Conforme se incrementa la profundidad de penetración, la zona de inestabilidad se hace presente. En la gráfica 5.4.1.2.5, se muestra el factor " q (T)" para una profundidad de penetración k = 1.4877.
Tenparaturd [Kl
Grhfica 5 4 1 2 5 Factor 'q(T)". para la profundidad k = í 4877 Fuente de 160 micra6 a 927 'C
Asimismo, en la gráfica 5.4.1.2.6, se muestra la variación del número de cavidades en función de la temperatura para el mismo caso de la gráfica 5.4.1.2.5.
w TRIBQADHESI~N

CENIDEI TRlBOLOGIA INGENIERIA MECANICA
Cuando en la gráfica 5.4.1.2.6, el número de cavidades deja de ser significativo, aproximadamente a 1120 OK, en la gráfica 5.4.1.2.5 en la misma temperatura, se inicia la zona de inestabilidad.
Caso3: Fuente de 240 micras a I100 OK.
En la gráfica 5.4.1.2.7, se muestra la variación del factor " q (T)" de deposición para una profundidad de penetración de partícula de k = 0.7420. El factor de deposición varía en el intervalo O 5 q ( T ) <: I .5.
El comportamiento del factor de deposición conforme disminuye la temperatura, es similar a los dos casos anteriores. En el último tercio de la curva, se presenta la zona de inestabilidad y conforme se aumenta la profundidad de penetración, la inestabilidad se incrementa. La causa es exactamente la misma como en los casos anteriores.
Fuente de 240 micras a 1100 K
i
..-.- !-%E .I-
Tenperaturn M
Gráfica 5.4.1.2.7 Factor "q(T)". para la profundidad k = 0,7420. Fuente de 240 mimas a 827 'C.
91 TRIBOADHESION

CENIDR‘ 7’RIROLOGiA INGLNlERiA MECANICA
De los tres casos anteriores, en el caso numero dos, el factor “q(T)” de deposición presenta mayor estabilidad y ésta se conserva en un intervalo más grande de profundidades de penetración. El caso dos, corresponde a una fuente de 160 micras a 1200 OK.
De acuerdo con lo anterior, mediante una regresión polinomial a la curva que se presenta en la gráfica 5.4.1.2.4, se obtiene el factor “q(T)” de deposición, que se expresa por una ecuación de quinto grado:
q ( T ) = 1,466954724937442 e - 1 0 T5 - 8.263540606366526e - 07 T 4 + (5.4.1.2.1)
I .86200880588135 I e - 03 T 3 - 2.0977771 70653952 T’ + 1 . I 81641 012900039e + 03 T - 2.6621 7841 1 1 I2370 + 05
En función del factor “ q (T)” de deposición, la ecuación final que describe el comportamiento del cobre en e l proceso de deposición por triboadhesión es:
(5.4.1.2.2) N , . = q ( T ) * N e x p -_ [ kc;;]
Donde N( = e l número de cavidades,
G; = energía crítica para la formación de la cavidad, k , = constante de Boltzman
La ecuación anterior, es valida en el intervalo de temperaturas de I 0475 T SI 200 grados kelvin y se aplica únicamente para e l cobre como material base y diamante como material de aporte.
92 TRI ROAD14 ESION

TRIROI.OGI A I NC t..N I FR I A M ECA N IC A CENIDET‘
CONCLUSIONES
En la presente investigación, se desarrolló la teoría para explicar el fenómeno que se presenta en el proceso de triboadhesión a nivel molecular. En ésta se utilizan las ecuaciones y conceptos de cinética de partículas para establecer el número y tamaño de partículas depositadas. Asimismo, se desarrolló e l modelo para determinar la energía necesaria para depositar una sola partícula de material de aporte en el material base. Para ello se modificó el modelo de Rabinowicz, modificación que es aportación de esta investigación al modelado de fenómenos de triboadhesión.
Con base en el modelo desarrollado, se analizó e l caso de depósito de diamante en una matriz de cobre. Los resultados obtenidos se compararon con resultados experimentales, de donde se obtuvo un factor de deposición “ q (T)” que representa la fracción de cavidades donde se incorporan e l material de aporte. El factor de deposición. oscila en el intervalo de valores O 5 q ( T ) < I en función de la temperatura. Además de la comparación teórica- experimental se pueden mencionar las conclusiones siguientes.
I) En este trabajo, se presenta la teoría para la estimación del número de partículas que se depositan a través de la generación de cavidades. Lo anterior, permite determinar los parámetros y condiciones, mediante los cuales es posible incorporar partículas de material de aporte en e l material base, así como la dimensión del radio de la cavidad que puede generarse.
2) Los resultados muestran, que para lograr la formación de las cavaidades donde se depositan las partículas, es necesario alcanzar l a energía crítica G T . Energía que se conoce, como energía máxima de formación y representa la barrera de energía de activación para la formación de las cavidades.
3) Conforme la temperatura se incrementa en la interfase, la energía crítica GT’ y el radio crítico R’necesario para la formación de la cavidad, disminuye. Asimismo, la profundidad crítica de penetración aumenta.
4) El espesor del recubrimiento que se logra durante el proceso de triboadhesión, es función del número de cavidades que se generan al interior del material base, y depende de las propiedades térmicas y mecánicas del material.
5 ) Se obtuvo una ecuación que describe el comportamiento del cobre como material base y diamante como material de aporte en e l proceso de triboadhesión. Esta ecuación es valida en el intervalo de temperaturas 10475 T 51200 grados kelvin.
93 TRI ROA DH ESION

CENIDET TKIBOLOGIA I NGEN I ER¡ A M ECA N ICA
6) Por difusión, se genera una interfase entre el material de aporte y el material base, logrando un material compuesto como recubrimiento, esto como consecuencia de las altas temperaturas por fricción en la zona de contacto. Así mismo, se demostró, la existencia de partículas de material de aporte de diferente tamaño embebidas en el material base, esto a causa de que las partículas se fraccionan en la zona de contacto.
94
TRIBOADliESI6N

t
TRI IIOL.QCI A I NCENIIXIA M1:CÁ Ni CA CENlDtT
TRABAJOS FUTUROS
Además de la generación de cavidades en el material base, a causa de las altas temperaturas instantáneas que se generan por fricción en la interfase entre la fresa de algodón y el material por recubrir, existe el proceso de difusión. El proceso de difusión es función de la temperatura y permite que e l material de aporte que ya se depositó penetre en e l sustrato para formar un material compuesto.
De acuerdo con lo anterior, como trabajos futuros, se recomienda desarrollar el modelo de difusión y determinar su influencia en la estructura cristalina en la película de los depósitos. Asimismo, desarrollar la teoría donde se considere'3a nucleación heterogénea en el proceso de triboadhesión.
Comparar la teoría de difusión, con pruebas experimentales. Determinar las propiedades mecánicas y analizar la estructura cristalina de los depósitos realizados.
Determinar e l efecto de la influencia de velocidad y presión durante e l proceso de triboadhesión en las propiedades mecánicas de la fresa de deposición y su influencia en la estructura cristalina del cobre.
Extender el presente trabajo, donde se considere las condiciones de cambio de fase del material base.
i
9s TRIBOADHESI6N

TRIHOLOGIA I NGEN I ERI A M K A N ICA CENIDFT
REFERENCIAS BIBLIOGRÁFICAS
BELL. T, 1992, “Surface engineering: its current and future impact on tribology”, Journal of Phys, Appi., 25, pp. A297-A306. Martinez P. Francisco, 1997, “La tribología, su importancia y desarrollo en el mundo en Cuba. Tendencias en las investigaciones y su aplicación”, La Tribología Ciencia y Técnica para el Mantenimiento, Editorial Limusa, p.1 O. Dingley D. J., 1993, “The Nagy coatings process”, H. H. Wills Physcis Laboratory, University of Bristol BS81 TL, United Kingdom. Dowson Duncan, October 1977, Leonardo da Vinci, Biography, Journal o f Lubrication Technology, Vol. 100. No 4, pp 382-386. Dowson Duncan, January 1978 (a), Guillaume Amontons, Biography, Journal of Lubrication Technology, Vol. 100, No 1 , pp 2-3. Dowson Duncan, January 1978 (b), John Theophilus Desaguliers, Biography, Journal of Lubrication Technology, Vol. 100, No 1, pp 3-5. Dowson Duncan, April 1978, Charles Augustin Coulomb, Biography, Journal of Lubrication Technology, Vol. 100, No I , pp 148-152. Timoshenko S. y Goodier J.N, 1951, Teoría de la Elasticidad, Urmo, S.A. Ediciones, Bilbao. Dowson Duncan, October 1978, Osborne Reynolds, Biography, Journal of Lubrication Technology, Vol. 100, No 4, pp 457 - 461. William T. Carter, Jr. 1994, “A model for friction in metal forming”, Transactions of the ASME, Vol. 116, January, pp. 10-13. Tabor D., 1981, “Friction- the present state for ours understanding”, ASME Journal of Lubrication, Vol. 103, pp. 169-1 79. Greenwood, J. A. And Williamson, J . B. P., 1966, “Contact of nominally flat surface”, Proc. Roy. Soc. (London), Series A295, pp. 300-319. Whitehouse> D. J. And Archard, J . F., 1970, ‘‘ The properties of random surfaces of significance in their contact”, Proc. Roy. Soc. (London), series ~3 I 6, pp. 9 7 - i ~ I . Whitehouse. D. J . And Phillips, M. J., 1978, “ Discrete properties of random surfaces”, Phil Tans. Roy. Soc. (London), Series 290, pp. 267-298. Sayles, R. S. and Thomas, T. R., 1978, “Surface tophography as a non- stationary random process”, Nature, Vol. 271, pp. 43 1-434. Chang w. R., 1988, “Adhesion model for metallic rough surfaces”, ASME journal of Tribology, vol. I 1 O, pp. 50-56. Bowden F. and Tabor D., 1964, “The Friction and Lubrication of Solids part I”; Clarendon Press, London. Johnson, K. L., Kendall K., and Roberts A. D., 1971, ‘‘ Surface energy and the contact of elastic solids”, Proc. Roy. (London), Vol A324, pp. 301-31 3. Derjaguin B. V., Muller V. M. And Toporov, 1975, “Effect of contact deformations on the adhesion of particles”, Journal of Colloid Interface Sience, Vol. 53, pp, 314-326. Muller,.V. M., Yushchenko, v. S : and Derjaguin B . V., 1980, “On the
96 T R I R O A I I H E S I ~ N

CENlDFl TRIBOLOGIA INGENIERIA MECANICA
infltmce of mokcular forces on the deformation of elastic sphere and it sticking to a rigid plane’‘, Journal of Colloid and lnterfacre Science, vol. 77. Fuller K. N. G. And Tabor D., 1975, “The effect of surface roughness on the adhesion of elastic solids”, Proc. ROY. SOC. (London), Vol. ,4345, pp. 327-342, Rabinowicz E, 1958; Theretical criteria for the effectiveness of a lubricant film, ASLE, No. 1 , pp 86-100. Rabinowicz E. August 1961, “influence of Surface Energy on Friction and Wear Phenomena, Journal of Applied Physics”, Vol. 32, No. 8, pp 1440 - 1444. Rabinowicz E; October 1970, “The Determination of the Compatibility of Metals through Static Friction Tests’’, paper of ASME ASLE Lubrication Conference held in Cincinnati, Ohio; pp I98 - 205 . Roy S. K., Chowdhury et al., 1980, “Adhesion between metal surface: The effect of surface roughness”, Wear, Vol 66, pp. 307-321. Pashley M. D., Pethica J. B. et al, 1984, “Adhesion and micromechanical properties of metal interface”, Wear, Vol. 100, pp. 7-3 I . Pashley M. D., Pethica J . B, 1985, “The role of surface forces in metal-metal contacts”, J . Vac. Sci. Technol. A (3). Pp. 757-761. Susada, T., Oike, M. Et al. 1984, “The effect of abrasive grain zise on the transition between abrasive and adhesive wear”, Wear. Vol. 97, pp. 291-302. Jacobson S., Wallén P., et al., 1988, “Fundamental aspects of abrasive wear studied by a new numerical simulation model”, Wear, 123, pp. 207-223. Feng Z. And Field J. E., 1992, “The friction and wear of diamond sliding on diamond”, J. Phys., 25, A33-A37. Pethica, J. B. And Tabor D., 1979, “Contact of characterised metal surface at very low loads: deformation and adhesion”, Surf. Sci., Vol. 89, pp.182-190. Sarkar A.D, 1990, “Desgaste De Metales”, Noriega Limusa; México D.F. Gansheimer J. y Holinski R.. April 1973, “Molybdenum Disulfide In Oils and Crases Under Boundary Conditions”, (Transactions of the ASTM,) pp 242- 247. Godfrey D. and Bisson E. E., 1952, “Bonding of Molybdenum Disulfide to Various Materials to Form a Solid Lubricating Film I“, Nat’l Advisory Committee for Aeronauties. Fenante J., and Buckley D. H., 1972,” A Review of Surface Segregation, Adhesion and Friction Studies Performed on Copper-Aluminum, Copper-Tin and Iron-Aluminum Alloys”, ASLE Transactions, 15, I , pp 18-24. Narayan J , Godbole P., Matera C. and Singh R. R, 1992, J . Appl. Phys. 71, pp. 966. Frenkel J. , 1946,” Kinetic Theory of Liquids”, Oxford University Press. Kittel Charles, 1996, “Introduction to Solid State Physics”, John Wiley Sons Inc; New York. L. Mangonon Pat, 2001 ,”Ciencia de materiales, Selección y diseño”, Prentice may, ISBN 970-26-0027-8. Shackelford F. James; 1992; “Introduction to Materials Science for Engineers”; Macmillan Publishing Group.
97 ?RIBOADHESION

TRI BOLOGi A I N G f N l ERiA MICANICA C‘ENII)LT
i431
Rodriguez L J M, 1997, ”Proceso para recubrir aluminio o acero con base en recubrirnientos óxidos por medio de fricción seca”, Infome de Cosnet, clave 559.97 - P. Aguilar A. J. o., 1999, “Diseño y Construcción de un Dispositivo Utilizado para Recubrir Superficies Metálicas con Óxidos Metálicos por Fricción Seca”, Tesis de Maestría; CENIDET; Cuernavaca Morelos, México. Robles Solis J. M., 2000,”Diseño y construcción de un dispositivo para el recubrimiento de superficies curvas por fricción seca”, Tesis de maestría, Cenidet, Cuernavaca Mor. Bhushan B., 1998, “Principles and Applications of tribology”, John Wiley and Sons, inc, ISBN 0-471-59407-5. D Landheer y A. W. J. de Gee, 1991, “Adhesión, Friction, and Wear”, MRS Bulletin/October 1991, pp 36-40. Richard A. Swalin, 1972, “Termodynamics of solids”, Wiley-Interscience Publication, John Wiley & Sons, ISBN 0-471-83854-3. P. Groover Mikell, 1997, “Fundamentos de Manufactura Moderna”, Prentice may, ISBN 0-13-312182-8. Kelly A,, 1973, “Strong Solids”, Clarendon Press Oxford, London. Rabinowicz E, October 1970, “The Determination of the Compatibility of Metals through Static Friction Tests”, paper of ASME ASLE Lubrication Conference held in Cincinnati, Ohio, pp 198 - 205. Friction, Wear and lubrication, 1968, “Terms and definitions”, Organization for Economic Co-operation and Development, Paris. Rabinowicz E, 1965, “The Friction and Wear of Materials”, Wiley, New York. J. F. Archard, 1958/9, “The temperatura of rubbing surfaces”, Wear, vol. 2. Cook N. H. and Bhushan B, 1973,”Slinding surface Interface Temperatures”, Journal of lubrication Technology, January, pp 59-64. Soriano G. G., 2001, “Distribución de temperaturas en láminas de acero, sujetas al proceso de triboadhesión”, Tesis de maestría, Cenidet, Cuernavaca Mor. Carslaw H. s., and Jaeger, J. C., 1959, “conduction of heat in solids” 2nd edition. Claredon Press, Oxford. Ozisik, M. Ne&¡, 1993, “Heat conduction”, 2nd Edition, John Wiley ¿k Sons. Hailing J, 1978, “Principles of tribology”, Macmillan, London. A. A. Seireg, “Friction and lubrication in mechanical design”, New York -. Basel, Hong Kong. Xuefeng Tian, Francis E. Kennedy, Jr., 1994, “Maximum and average flash temperatures in slinding contacts”, Journal of Tribology, January, Vol. I 16, pags. 167 - 174. H. L Ewalds, R. J . H. Wanhill, 1986, “Fracture Mechanics”, ISBN 07131351 58. Mejía Edgar, 2002, “Diseño de un dispositivo óptico para medir temperaturas en el proceso de triboadhesión”, Tesis de maestría, Cenidet, Cuernavaca Mor. ASM Handbokk, Vol. 4, Heat Treating.
98 T R I B O A I ) H E S I ~ N

TRIBOLOGIA INGENltRIA MECANICA CENIDFl
APÉNDICE A
CONCEPTOS GENERALES
A.1 Primera Ley de la Termodinámica (Entalpía y Capacidad Calorífica)
La máxima cantidad de trabajo obtenido de un sistema durante un cambio, ya sea de composición o de estado, ocurre cuando el cambio es reversible. Para que el sistema pueda conseguir e l equilibrio con el medio circundante durante dicho cambio, la energía interna del sistema debe cambiar; y e l sistema deberá intercambiar calor y desarrollar trabajo. Estos cambios cumplen con la primera ley de la termodinámica, esto es:
AU = Q - W,
Si la presión del sistema se mantiene constante, (A. I . I ) puede rescribirse como:
(A.1 . I )
AU = Q - p AV (A. I .2)
Donde AV es e l cambio de volumen en el sistema. S i el estado inicial y final del sistema es denotado por los sufijos 1 y 2 respectivamente, (A.1.2) puede expresarse como sigue:
u,-u, =Q-P(VZ-V , ) (A.1.3)
o también:
Q = (U, + P V,)- (u1 + p (A.1.4)
Donde el término (U + p V ) es denominado “contenido calorifico” o “entalpía”, por lo que:
Sustituyendo (A. 1.5) en (A. I .4) se tiene:
Q=H,,-H,I O Q = A H ,
(A.1.5)
(A. I .6)
Si e l proceso es exotérmico la cantidad AH, es negativa y si e l proceso es endotérmico AHfl es positiva.
99 TRIROADHEION

t
I
CENIDIT TRI UOLOCI A INGENIERIA MECANICA
Para un cambio infinitesimal de estado la relación en (A. 1.6) es:
dQ = dHp (A. 1.7)
De manera similar, si en lugar de la presión del sistema, se considera el volumen constante, entonces:
dQ = d l i (A. 1.8)
Por otra parte, por definición, se tiene que la capacidad calorifica del sistema o calor especifico de un sistema puede expresarse como:
c=- dQ dT
Por tanto de (A.1.7), la capacidad calorífica del sistema a presión constante es:
c, = [S) P
De (A. I .8), se determina la capacidad calorífica del sistema a volumen constante:
c - - - (2)“
(A. I .9)
(A.I.10)
(A.l.l I )
! i A.2 Segunda Ley de la Termodinámica (Entropía)
Asi como la primera ley de la termodinámica proporciona la base del concepto de la energia interna, la segunda ley aporta la base del concepto de la entropía. La primera ley admite la posibilidad de que el calor y el trabajo sean 100% intercambiables sin restricción alguna, mientras que la segunda ley complementa a la primera restringiendo la cantidad de calor que puede convertirse en trabajo.
Mediante la segunda ley de la termodinámica, es posible predecir si una reacción dada procede de forma espontánea, situación que no es posible determinar al aplicar el criterio de cambio de signo.de la entalpía. El criterio que se ha encontrado que satisface esta necesidad es el uso del concepto de “entropía”.
En el caso de un proceso reversible, se tiene que la transferencia de calor con el medio circundante se da a temperatura constante. Es decir, que antes de que exista un intercambio de calor la temperatura del sistema cambia adiabáticamente hasta llegar a ser igual a la del medio circundante, que de acuerdo con el teorema de Carnot - Clausius puede expresarse como:
I
1 O0 TKIBOADHESION
I


-- . -
CEN I I ) E T TRIIIO1.OClA I NGENI E R I A MECANICA
(A.3.3)
(A.3.3) muestra que para una reacción espontánea, el cambio de entalpía del sistema menos e l cambio de entropía T veces la temperatura absoluta del sistema es menor que cero.
Para una reacción en equilibrio, se cumple que:
= O (A.3.4) F ri.,rmv
dH, -T dS
Para un proceso que no puede proceder:
) O (A.3.5) P si.v,rn,u
dH, - T dS
Como consecuencia, la cantidad ( dH, - T dS, <i,,~my ) puede utilizarse como un indicador
de si un proceso cualquiera puede proceder en forma espontánea, con lo que se evita la necesidad de considerar e l cambio de entropía del medio circundante.
La relación dH, - T dS, es conocida como la energía libre de Gibbs AG por lo que:
AG =dH, -T dS, (A.3.6)
Si se integra (A.3.6):
G = H, - T S, (A .3.7)
Si el proceso se considera a volumen constante, la relación será dU - T dS y se le conoce como energía libre de Helmholtz, por tanto:
A. 4
Existe una gran variedad de procesos que se llevan a cabo a altas temperaturas, tal es el caso de procesos metalúrgico, procesos de recubrimiento, procesos de difusión, etc., por lo que es necesario el cálculo de sus propiedades termodinámicas bajo estas condiciones.
Propiedades Termodinámicas en Altas Temperaturas
102 TRI BOA DH ESION

CENllIn' TR I BOLOGIA- I N G E N I E R I A MECANICA
A.4.1 Capacidad Calorifica en Altas Temperaturas
En altas temperaturas (normalmente arriba de la temperatura ambiente) la capacidad calorífica de muchas sustancias se expresa mediante una relación empírica de la forma:
(A.4.l .I) $mí OK
C, = a+b T + c T-2
Donde a, b y c son constantes empíricas y se encuentran en la literatura para diversos tipos de metales.
A.4.2 Entalpía con Cambios de Temperatura
Se ha demostrado, que si un sistema se encuentra a presión constante, cumple la siguiente relación:
dH, = C, dT (A.4.2.1)
Si se integra (A.4.2.1) entre el intervalo de temperaturas de interés, se tiene:
(A.4.2.2)
Por tanto:
(A.4.2.3) permite calcular la entalpía del material a diferentes temperaturas. Los valores de entalpía generalmente se encuentran en estado estándar, es decir a una atmósfera y una temperatura de 298 OK, por lo que:
Donde C, se calcula de (A.4.1.1). Si existe una transformación de fase, sea fusión, vaporización, cambios alotrópicos, etc., a una temperatura entre 298 OK y Tz, se considera un término adicional que corresponde a la entalpía asociada con la transformación, es decir:
(A.4.2.5)
103 T'KIROA DH ESION

TRIBOLOCIA I NC EN I ERI A M ECA N ICA CENIIIB
Donde C,' y C p son las capacidades caloríficas de la sustancia antes y después de la transformación. Si hay más de una transformación, los cambios de entalpia de todas las transformaciones deberán incluirse.
A.4.3 Entropia con Cambios de Temperatura
Considérese un proceso reversible a presión constante, puede demostrarse que: 1
dS, = ~
T (A.4.3. I)
Si se integra la ecuación (A.4.3. I ) entre el intervalo de temperaturas de interés, se tiene:
Pero C, = __ , sustituyendo en (A.4.3.2): dT
(A.4.3.2)
(A.4.3.3) permite calcular la entropía del material a diferentes temperaturas. Los valores de entropía generalmente se encuentran en estado estándar, es decir a una atmósfera y una temperatura de 298 "K.
(A.4.3.4)
Si existe una transformación de fase, sea fusión, vaporización, cambios alotrópicos, etc., 'a una temperatura r' entre 298 OK y T2 , se considera un término adicional que corresponde a la entropía asociada con la transformación, es decir:
(A.4.3.5)
Donde C,' y C p son las capacidades caloríficas de la sustancia antes y después de la transformación. Si hay más de una transformación, los cambios de entropía de todas las transformaciones deberán incluirse.
104 TRIBOADliES!ON

TRIBOLOGIA INGFNIERIA MCCANICA CENIDR
A.4.4 Energía Libre con Cambios de Temperatura
Los cambios de energía libre a altas temperaturas, puede calcularse a partir de los valores de dIi, y dS,. Se tiene que la energía libre de Gibbs está expresada por la relación siguiente:
AG = dH, - T dS, (A.4.4.1)
Los valores de dH, y dS, pueden calcularse a partir de las ecuaciones (A.4.2.1) y (A.4.3.1) respectivamente. Si existe una transformación de fase entre 298 "K y T, se consideran términos adicionales en los cálculos de la entalpía y entropía respectivamente.

TRlBOLOGf A INGENlWA MECANICA CENIDET
120
110
100
- 90- n - 8 0 -
L r? 70-
a m N
60
50
900
APÉNDICE B
- -
- -
-
-
-
- .
- -
380 400 580 680 780 800 980 l i 0 0 1100
PROPIEDADES DEL COBRE EN FUNCIÓN DE LA TEMPERATURA
106 TRIBOADHESI~N

C E N I D n TRI I3OI.OCiA INGENlEHiA MECANICA
combinaciones de materiales. Para el caso del cobre con diamante sintético se tiene que C2 = o. 12.
En altas temperaturas (normalmente arriba de la temperatura ambiente) la capacidad calorífica de muchas sustancias se expresa mediante una relación empírica de la forma:
Aquí a, h y c son constantes empíricas y se encuentran en la literatura para diversos tipos de metales. La relación anterior, es útil para el cálculo de los cambios de entalpía y entropía del material base en función de la temperatura. Para el cobre se tiene que:
C , = 22.64 + 6.28~1 O-3 T
El calor de fusión del cobre es 12,970 J/mol.
107 TRIBOADI- IESI~N

TRIBOLOG~A INCENII'RiA MECANICA CENIDR'
APÉNDICE c
TEMPERATURA SUPERFICIAL EN UN SÓLIDO SEMI - INFINITO
C.1 Desarrollo de la ecuación para el flujo de calor
Considérese la ecuación para conducción de calor transitorio y la ley de Fourier.
en forma adimensional en estado
a 2 r 1 ar a x 2 a a t _ = _-
AI diferenciar (C.I. I ) con respecto a la variable espacial x, se tiene:
a a a r _ - - a x [ a x [ a x )]=;$[E]
(C.1 . I )
(C.i.2)
(C.i.3)
(C.i.4)
Donde al multiplicar (C.i.4) por - k , , entonces:
a2 (C. 1.5) -( a x - k , g) = ;E[ - k , E) Si se sustituye (C.i.2) en (C.i,5), la ecuación de conducción en función del calor es:
(C.1.6)
IO8 TRI B O A D I H E S I ~ N

CliNIIlFT ' I R 1 BOI.OG¡A INGENIERIA M E C A N I C A
C.2 Flujo de calor aplicado al modelo del sólido semi - infinito
Considere la conducción de calor en un sólido semi - infinito, inicialmente con un flujo de calor igual a cero. Para un tiempo í > O , un flujo de calor constante qa, se aplica en la superficie, es decir en x = O . En forma matemática, lo anterior se expresa como:
Para x = O, Para [ = O , q A = O .
Si se define una nueva variable independiente Q(x,t) de la forma:
1 > O , se tiene que qA (x, I ) = qo .
Q(.J)= 4,1(X.f)-qa
De acuerdo con (C.2.2), el problema puede expresarse de la forma:
_ =-- I a Q en O<x<m, t > ~ "Q ax ' a a i
Q(x.I)= O para x = O, t > O
Q(x.I)= -4" para I = O
La solución de (C.2.3), es de la forma [56]:
De (C.2.2) y (C.2.6), se tiene:
4n (x./) = qa + I )
(C.2.1)
(C.2.2)
(C.2.3)
(C.2.4)
(C.2.5)
('22.6)
I09 TRU BOA Dl4 ESlON

CENIDET TRI BOI.OC¡A INGENlERiA MECANICA
(C.2.7)
C.3 Temperatura superficial en un sólido semi - infinito
De la ley de Fourier [ 55 , 561 y de (C.2.7), la distribución de temperatura T ( x , f ) , se expresa como:
Donde:
* h , = d x
AI sustituir ('2.3.2) en (C,3.l), se encuentra que:
De acuerdo con la definición de la integral de e.fc x , se tiene:
Entonces, (C.3.3) puede reescribirse como:
(C.3.1)
(C.3.2)
(C.3.3)
(C.3.4)

'I'RIIiOI.O<;¡A INCENlEKiA MECANICA CENIDI'T
AI sustituir x ' en (C.3.4):
De (C.3.5), la temperatura en la superficie del sólido es:
(C.3.6)
k,. Si la difusividad térmica se define como a = - , (C.3.6) puede expresarse como:
PCP
, para x = O 2 q , t% T(x . f ) = (k, p C, z ) ~
(C.3.7)
La expresión en (C.3.7) proporciona la temperatura en la superficie del sólido, cuando se suministra un flujo de calor constante. Esto ocurre, cuando se genera calor por fricción [55, 561.
I l l TRIIIOADHESION





























