Embed Size (px)
Citation preview

4.Kompozit Üretim Yöntemleri
Seçilecek üretim yöntemi; takviye malzemesine (elyaf), matris malzemeye (reçine), parça şekline, istenen mekanik ve fiziksel özelliklere bağlı olarak değişim gösterir.
Bir parçayı üretmek için genel olarak; ham madde, kalıp, ısı ve basınca ihtiyaç vardır.
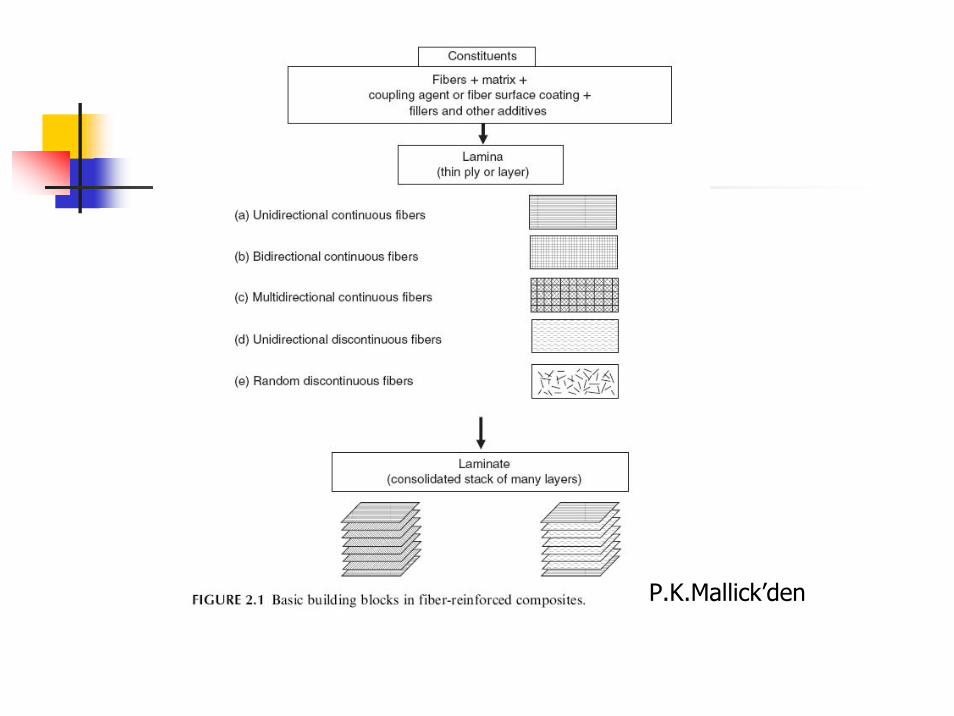
P.K.Mallick’den

Kollar& springer

Kollar& springer
Mazumdar

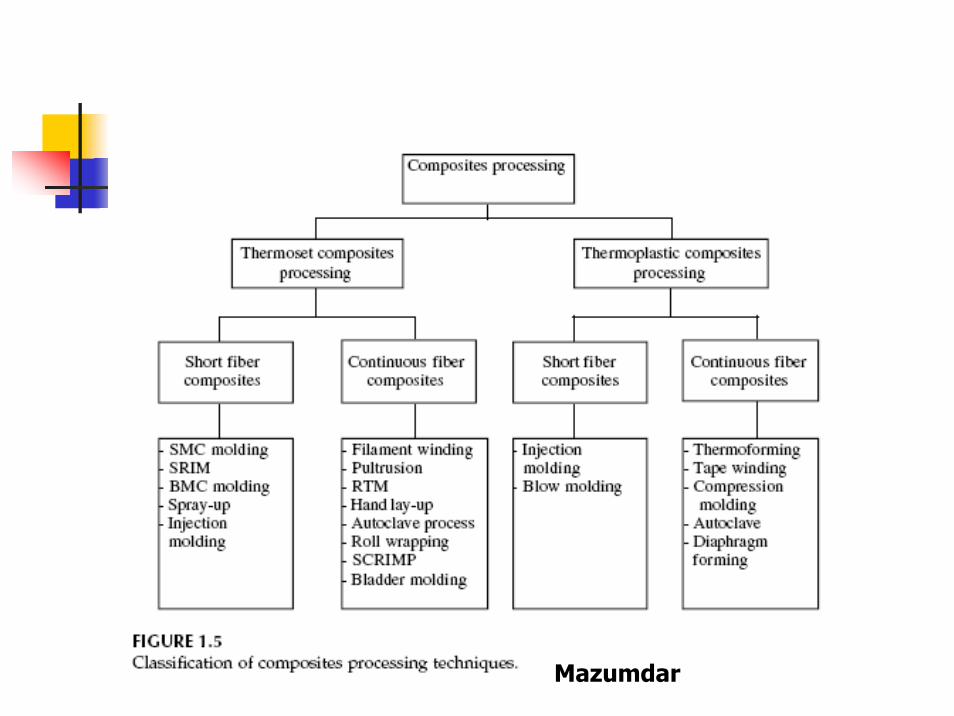
Üretim Yöntemleri
Termoset kompozitlerin üretim yöntemleri
Termoplastik kompozitlerin üretim yöntemleri
Kısa-fiber kompozitler
Sürekli-fiber kompozitler
Kısa-fiber kompozitler
Sürekli-fiber kompozitler
•SMC kalıplama•SRIM•BMC kalıplama•Spreyleme (Sprey kalıplama)•Enjeksiyon kalıplama
•İplik Sarma (Filament Winding)•Çekme (Pultrusion)•RTM (Resin Transfer Molding )•Elle Tabakalama (Hand Lay Up•Otoklav prosesi (Autoclave process)•Diğer Yöntemler ( SCRIMP, RIFT, VARTM…)
•Enjeksiyon kalıplama•Blow molding ?
•Termal şekillendirme•Bant sarma•Presli Kalıplama (Compression Moulding)•Otoklav•…..

Mazumdar

Kullanılan reçine ve takviye malzemesine ilave
olarak, üretim yöntemi de bir kompozit
yapının nihai özelliklerini belirlemede önemli
rol oynar. Burada PMC kompozitlerin
üretiminde en çok kullanılan yöntemlere yer
verilecektir.

Spray Lay-up (Sprey kalıplama)
Reçine olarak daha çok polyester kullanılır. Takviye malzemesi olarak demet halindeki lifler kullanılır.
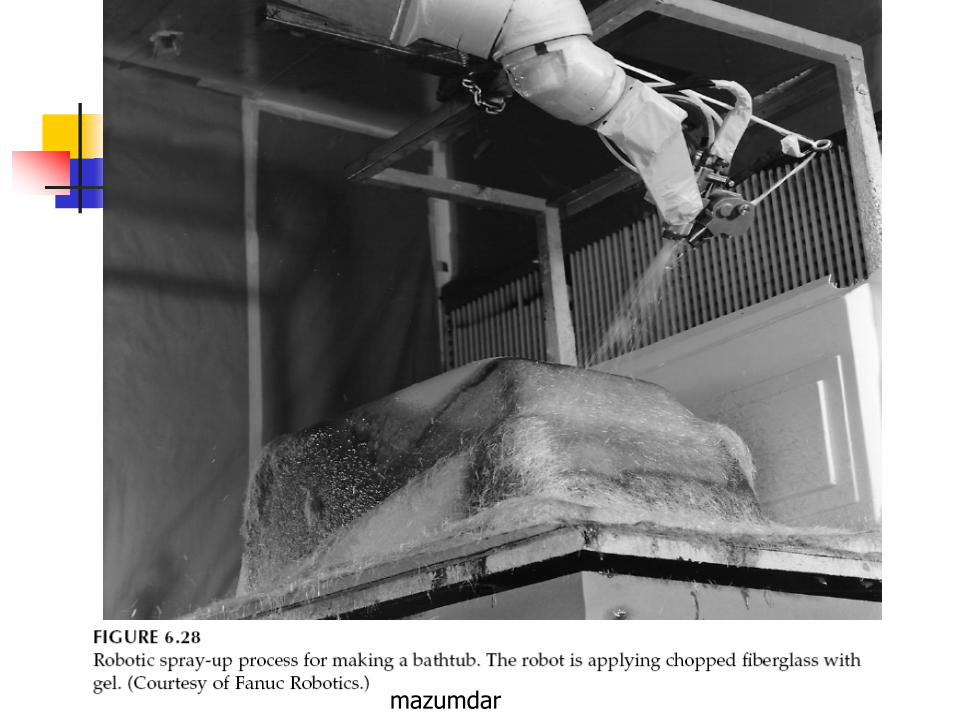
mazumdar

Spray-up prosesinde işlem basamakları:1. Kalıp yüzeyi bir kalıp ayırıcı madde ile kaplanır.2. Kalıp yüzeyine jel-kaplama (gel-coat) yapılır ve sertleşmesi
beklenir.3. Fiberler bir el tabancasında kıyılır (kısa fiberler haline
getirilir) ve katalizör/sertleştirici ile karıştırılan bu fiberler bir kalıba püskürtülerek üretim gerçekleştirilir.
4. Belli bir kalınlık elde edildikten sonra da malzeme genellikle ortam şartlarında pişmeye (curing) bırakılır.
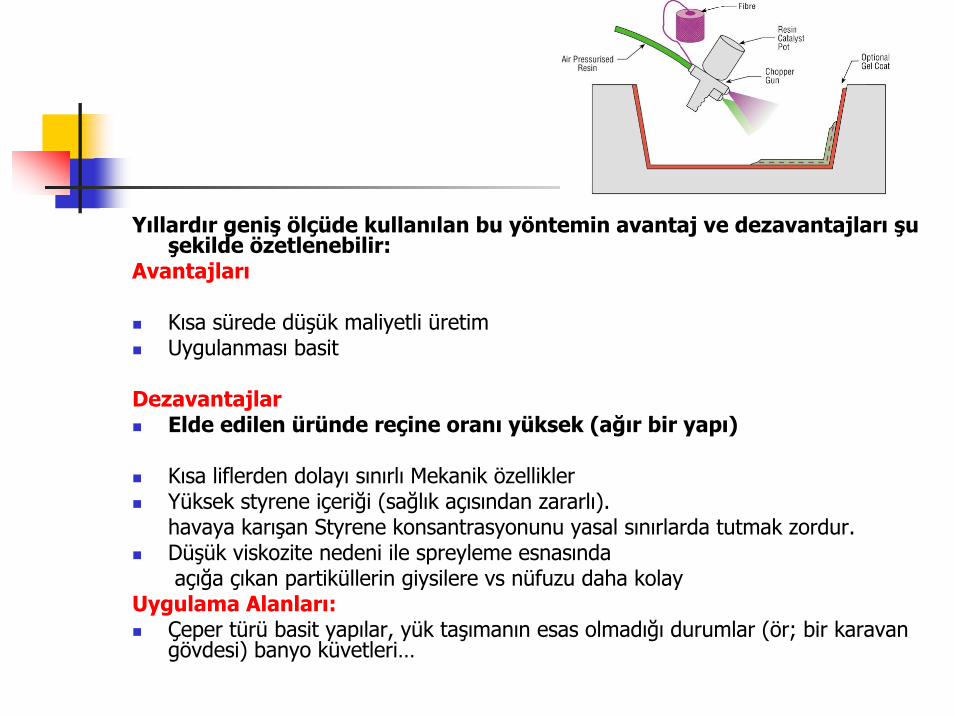
Yıllardır geniş ölçüde kullanılan bu yöntemin avantaj ve dezavantajları şu şekilde özetlenebilir:
Avantajları
Kısa sürede düşük maliyetli üretimUygulanması basit
DezavantajlarElde edilen üründe reçine oranı yüksek (ağır bir yapı)
Kısa liflerden dolayı sınırlı Mekanik özelliklerYüksek styrene içeriği (sağlık açısından zararlı). havaya karışan Styrene konsantrasyonunu yasal sınırlarda tutmak zordur. Düşük viskozite nedeni ile spreyleme esnasındaaçığa çıkan partiküllerin giysilere vs nüfuzu daha kolay
Uygulama Alanları:Çeper türü basit yapılar, yük taşımanın esas olmadığı durumlar (ör; bir karavan gövdesi) banyo küvetleri…

Elle Tabakalama (Hand Lay Up/Wet lay-up)
Yöntem; bir kalıba elle yerleştirilen kumaşlara (elyaf) bir rulo veya fırça ile reçinenin emdirilmesi esasına dayanır. Daha sonra reçine emdirilmiş kumaşlar oda sıcaklığı ve atmosferik basınç altında veya farklı sıcaklık ve basınçlar altında pişmeye/kurumaya bırakılır. Reçineler kumaşlara kat kat yedirilebildiği gibi kumaşın özelliklerine bağlı olarak çok katmana aynı anda da reçine sürülebilir.

(Principals of the Manufacturing of Composite Materials)Yazar: Suong HOA
Bu yöntemde herhangi bir termoset reçine (epoxy, polyester, vinylester, phenolic) kullanılabilir. Takviye malzemesi olarak ise bilinen elyaflar (Cam, karbon, aramid…) kullanılabilir. Ancak ağır aramid kumaşların bu yöntemle ıslatılması (reçine emdirilmesi) çok zordur.

Yıllardır geniş ölçüde kullanılan bu yöntemin avantaj, dezavantajları ve uygulama alanları şu şekilde özetlenebilir:AvantajlarıÖğrenilmesi ve uygulanması çok kolayÖzellikle oda sıcaklığında pişen reçinelerin kullanımında düşük maliyetYönteme uygun malzeme temini çok kolaydırSpreyleme’ ye oranla daha fazla fiber yoğunluğu ve sürekli (uzun) lif kullanımıDezavantajlarYöntem laminasyonu (tabakalama) yapan kişinin el becerisine çok bağlıdırYüksek “Fiber Hacimsel Yoğunluğu” na ulaşmak çok zordur. Reçine oranı düşük tutulmak istendiğinde yüksek oranda hava boşlukları ve ıslanmayan bölgeler meydana gelebilirBu yöntemde kullanılan reçinelerin yoğunluğu ve viskozitesi düşüktür. Bu tür reçinelerin insan sağlığı açısından ağır moleküllü reçinelere oranla daha zararlıdır. Pahalı havalandırma sistemleri olmaksızın Polyester ve vinilester için havaya karışan Styrene konsantrasyonunu yasal sınırlarda tutmak zordur.
Uygulama Alanları:Rüzgar türbin kanatları, plakalar, tekne üretimi, mimari amaçlı kalıplamalarda,…

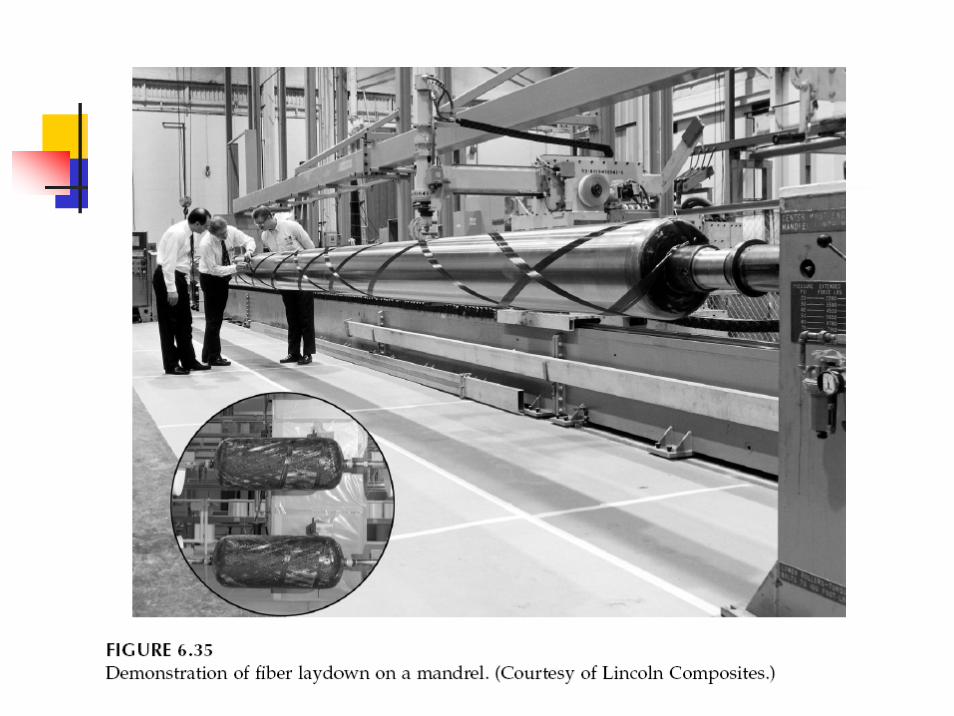
İplik Sarma (Filament Winding)
Bu yöntem, genellikle boru ve tank gibi içi boş parçaların üretiminde kullanılır. Yöntemin işlem basamakları kısaca şu şekildedir.
1. Bobinlere sarılı olan fiberler bir reçine banyosundan geçer 2. Reçine emmiş olan fiberler hareketli bir mekanizma ile belli bir hızda ekseni etrafında
dönen mandrele istenen oryantasyonda (açıda) sarılır3. İstenen kalınlığa veya katman sayısına (tabakaya) ulaştıktan sonra işlem
tamamlanmış olur.4. Kurutma işlemi oda sıcaklığında ve bir fırında geçekleştirilir.




Yüksek basınca dayanıklı kompozit tanklar

Bu yöntemde herhangi bir termoset reçine (epoxy, polyester, vinylester, phenolic) kullanılabilir. Takviye malzemesi olarak ise bir bobine sarılıolan sürekli lifler kullanılır. Kumaşşeklindeki elyaflar kullanılmaz.

Bu yöntemin avantaj ve dezavantajları şu şekilde özetlenebilir:Avantajları
Malzeme sarımı hızlı ve ekonomik bir yöntemdirReçine oranı “hand lay-up” yöntemine göre daha iyi kontrol edilebilirBobine sarılı lifler ikinci bir işlemden geçip kumaş haline getirilmediği için maliyet minimize edilmiş olurHer katmanda farklı yönlerde sarım yapma imkanı olacağı için değişik yüklemeler yapı tarafından karşılanabilir
DezavantajlarUygulama sahası konveks şekle sahip parçalar ile sınırlıdırBüyük parçalar için sarımın yapılacağı mandreller pahalı olabilirDüzgün bir dış yüzey elde etmek için parçanın pişme sonrası işlenmesi gerekebilirDüşük viskoziteye sahip reçineler genellikle üretimde kullanılır. Bu da çeşitli sağlık sorunları ve mekanik özeliklerde düşüşü beraberinde getirir.
Uygulama Alanları:Kimyasal depolama tanklarıBorularGaz silindirleriİtfayecilerin kullandığı tenefüs tankları vs…

Vakumlu Paketleme (Vacuum Bagging)
Bu yöntem “hand lay-up” yönteminin devamı şeklinde düşünülebilir. Tek fark elle reçine sürülmüş tabakalı yapı (laminate)’nın devamında vakum ortamına alınmasıdır. Bu yöntem özellikle epoxy ve phenolic reçine kullanımına uygundur. Çünkü; Vakum, polyester ve vinilester uygulamalarında fazla oranda styrene’nin reçineden çıkarılmasına sebebiyet verebilir. Bu da polimerleşmeyi engelleyici bir faktör olarak ortaya çıkar.
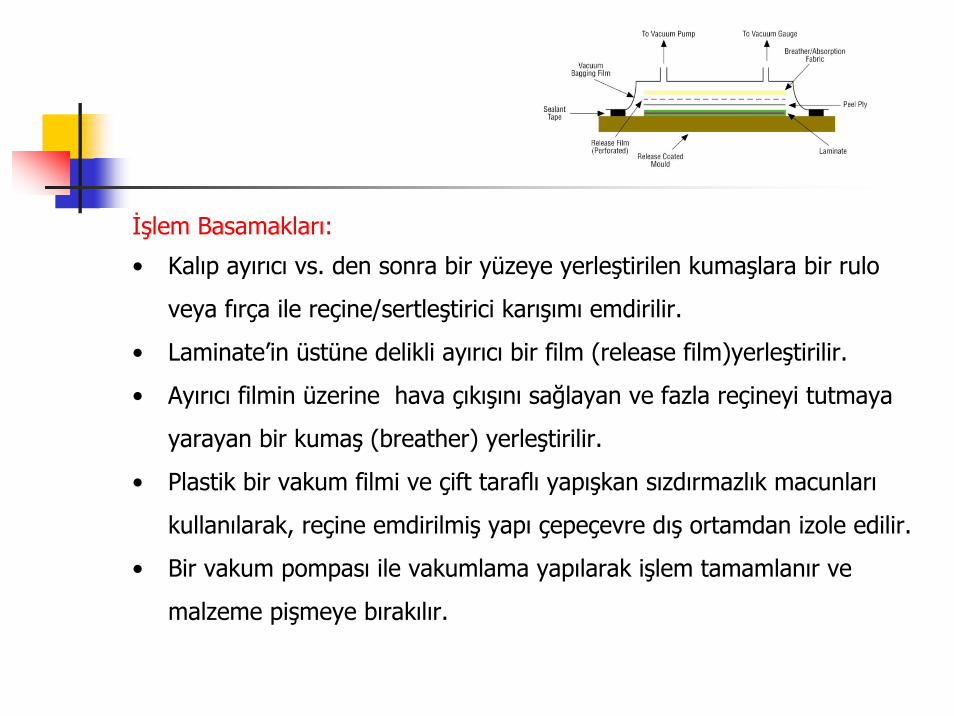
İşlem Basamakları:
• Kalıp ayırıcı vs. den sonra bir yüzeye yerleştirilen kumaşlara bir rulo
veya fırça ile reçine/sertleştirici karışımı emdirilir.
• Laminate’in üstüne delikli ayırıcı bir film (release film)yerleştirilir.
• Ayırıcı filmin üzerine hava çıkışını sağlayan ve fazla reçineyi tutmaya
yarayan bir kumaş (breather) yerleştirilir.
• Plastik bir vakum filmi ve çift taraflı yapışkan sızdırmazlık macunları
kullanılarak, reçine emdirilmiş yapı çepeçevre dış ortamdan izole edilir.
• Bir vakum pompası ile vakumlama yapılarak işlem tamamlanır ve
malzeme pişmeye bırakılır.

Bu yöntemin avantaj ve dezavantajları şu şekilde özetlenebilir:
Avantajları“hand lay-up” yöntemine göre daha yüksek bir fiber oranı elde edilebilir. “hand lay-up” yöntemine göre daha az hava kabarcığı ve boşluklar meydana gelir.Vakum sayesinde reçinenin liflerin arasına nüfuz etmesi kolaylaşır ve basınç ile fazlalık reçine atılmış olur. Vakum torbası kapalı bir ortam oluşturarak sağlık açısından zararlı olabilecek uçucu maddelerin solunmasını ve emilimini azaltır.
Dezavantajlarİlave iş gücü ve tek kullanımlık malzemeler kullanılır, böylece üretim maliyeti artar.Vakumlama işleminde tecrübeli ve kaliteli iş yapan kişilere ihtiyaç vardır.
Uygulama Alanları
Tekne ve bot gövdelerinde, yarış araçlarının bazı parçalarının üretiminde, kompozit yapıların bakım ve onarımlarda, … kullanılabilir.
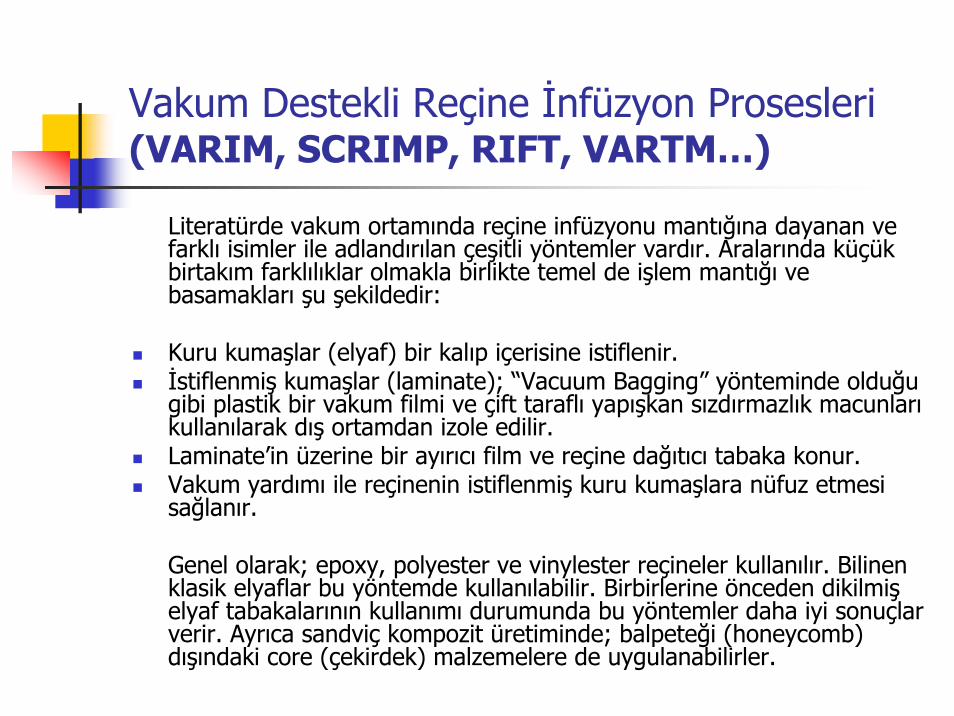
Vakum Destekli Reçine İnfüzyon Prosesleri(VARIM, SCRIMP, RIFT, VARTM…)
Literatürde vakum ortamında reçine infüzyonu mantığına dayanan ve farklı isimler ile adlandırılan çeşitli yöntemler vardır. Aralarında küçük birtakım farklılıklar olmakla birlikte temel de işlem mantığı ve basamakları şu şekildedir:
Kuru kumaşlar (elyaf) bir kalıp içerisine istiflenir. İstiflenmiş kumaşlar (laminate); “Vacuum Bagging” yönteminde olduğu gibi plastik bir vakum filmi ve çift taraflı yapışkan sızdırmazlık macunlarıkullanılarak dış ortamdan izole edilir.Laminate’in üzerine bir ayırıcı film ve reçine dağıtıcı tabaka konur.Vakum yardımı ile reçinenin istiflenmiş kuru kumaşlara nüfuz etmesi sağlanır.
Genel olarak; epoxy, polyester ve vinylester reçineler kullanılır. Bilinen klasik elyaflar bu yöntemde kullanılabilir. Birbirlerine önceden dikilmişelyaf tabakalarının kullanımı durumunda bu yöntemler daha iyi sonuçlar verir. Ayrıca sandviç kompozit üretiminde; balpeteği (honeycomb) dışındaki core (çekirdek) malzemelere de uygulanabilirler.


Avantajlar:Tek taraflı bir kalıba ihtiyaç vardır.Yüksek mukavemetli bir kalıba ihtiyaç yoktur.Bu nedenlerle kalıp ve üretim maliyeti RTM ye oranla daha düşüktür.Büyük parçalar bu yöntemle üretilebilir.Hand Lay-up yönteminde kullanılan kalıplar bu yöntem için modifiye edilerek kullanılabilir.Çekirdek yapılar bir seferde/adımda üretilebilir.
Dezavantajlar:İşlem basamakları kısmen komplekstir.Düşük viskoziteye düşük reçine kullanımı mekanik özellikleri olumsuz etkileyebilir.Reçine ile ıslanmamış bölgeler kalabilir; bu da pahalı atık malzeme demektir.
Tipik Uygulama alanları:Küçük tekne ve yatların gövdelerinde, tren ve kamyon gövdelerinde, rüzgar türbin
kanatlarında,…

Vakum destekli reçine infüzyonu(Vacuum assited resin infusion molding,VARIM)
Vakum destekli reçine infüzyonu yüksek kaliteli, büyük kompozitparçaların üretiminde kullanılan bir yöntemdir. İşlem basamaklarışu şekilde özetlenebilir:
Kalıp yüzeyi bir ayırıcı ile kaplanır.Belli bir dizilişte kuru kumaşlar (elyaf) veya bir preform malzeme kalıba yatırılır.Kumaşın üzerine soyma kumaşı, ayırıcı film, reçine dağıtıcıfilmler konur.Plastik bir vakum naylonu (filmi) ve çift taraflı yapışkan sızdırmazlık macunları kullanılarak, istiflenmiş kumaşlar çepeçevre dış ortamdan izole edilir. Vakum yardımı ile reçinenin istiflenmiş kuru kumaşlara tamamen nüfuz etmesi sağlanır ve malzeme pişmeye bırakılır.

VacuumResin
Resin flow direction
Fabric
Resin distribution mediumRelease film
Release filmPeel ply
Peel ply
Breather
Vacuum bag
Sealant tapeLiquid release agent
Heating table



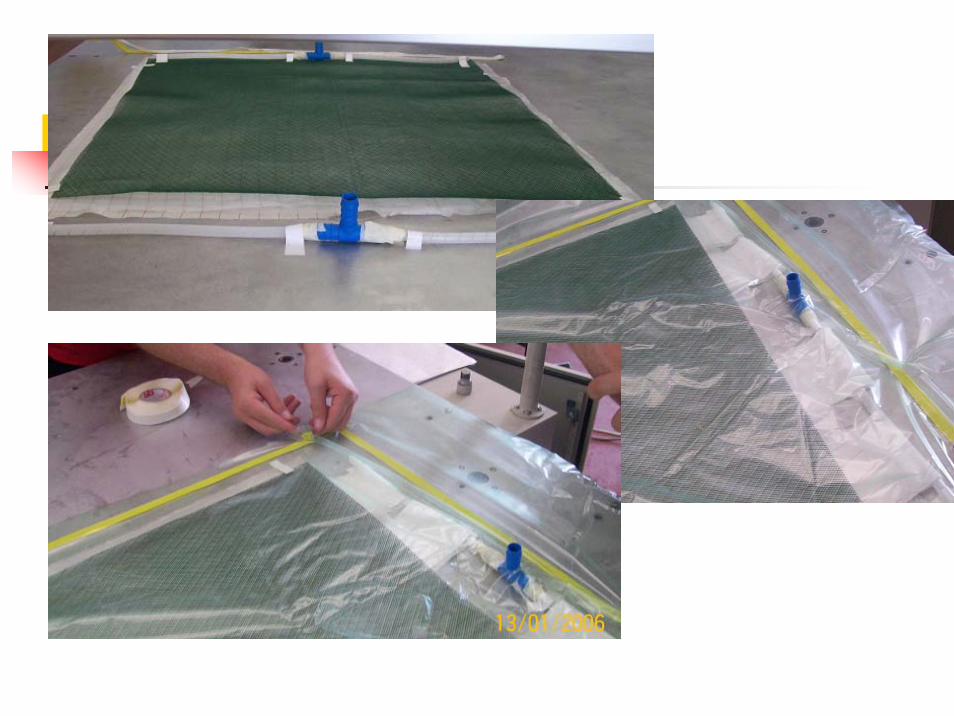

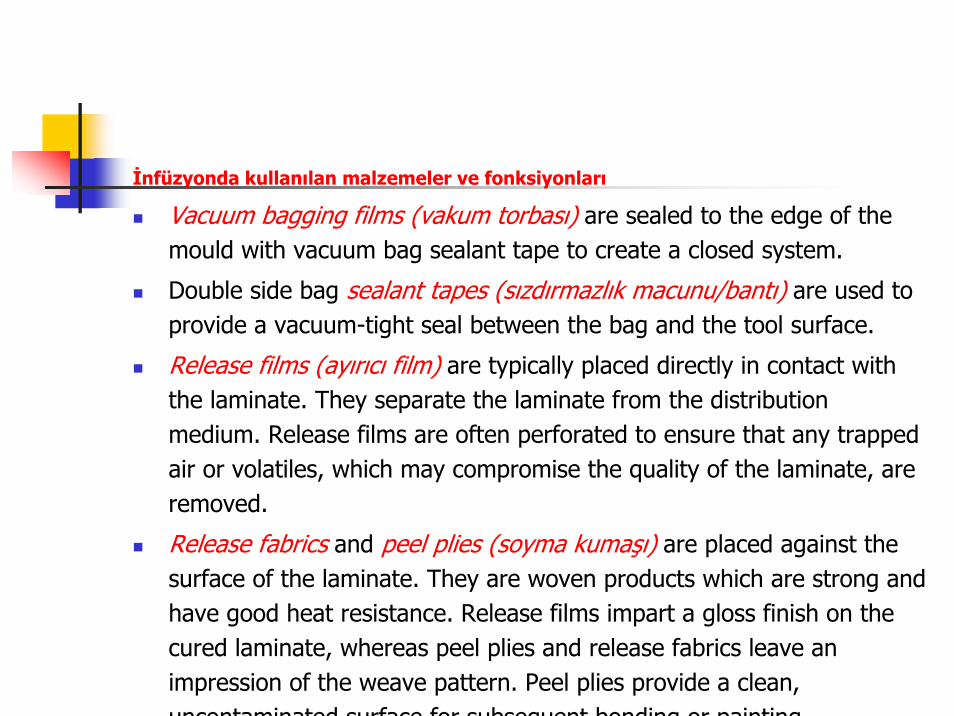
İnfüzyonda kullanılan malzemeler ve fonksiyonları
Vacuum bagging films (vakum torbası) are sealed to the edge of the mould with vacuum bag sealant tape to create a closed system.
Double side bag sealant tapes (sızdırmazlık macunu/bantı) are used to provide a vacuum-tight seal between the bag and the tool surface.
Release films (ayırıcı film) are typically placed directly in contact with the laminate. They separate the laminate from the distribution medium. Release films are often perforated to ensure that any trapped air or volatiles, which may compromise the quality of the laminate, are removed.
Release fabrics and peel plies (soyma kumaşı) are placed against the surface of the laminate. They are woven products which are strong and have good heat resistance. Release films impart a gloss finish on the cured laminate, whereas peel plies and release fabrics leave an impression of the weave pattern. Peel plies provide a clean, uncontaminated surface for subsequent bonding or painting

Tool release materials (kalıp ayırıcı malzemeler) are used to release the product
from tools easily and obtain a smooth surface finish. For this purpose, either self adhesive
Teflon films or liquid release agents are utilized. In certain situations Teflon films can also
temporarily solve tool porosity problems.
A highly permeable layer called “resin distribution medium” (reçine dağıtıcı) placed
on the top of the preform spreads the resin quickly over the lateral extent of the part.
Bleeder/breather (havalandırıcı) fabrics are non-woven fabrics allow air and volatiles
to be removed from within the vacuum bag throughout the cure cycle. They also absorb
excess resin present in some composite lay ups.





























