Embed Size (px)
DESCRIPTION
5.2.13 等导程螺纹切削 G33. 1
Citation preview

5.2.13 等导程螺纹切削 G33
格式: G33 Z_ F_ 功能 : 加工大直径内螺纹
主轴转速应满足的条件
1<n<Vfmax/P
主轴转速
最大进给速度
螺纹导程
螺纹切削的终点坐标值
切削螺纹的长度
增量值
绝对值
螺纹导程

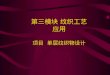
径向可调式镗刀 示意图
保证螺纹精度

如图 5-80 所示,孔径已加工完成,使用可调式镗刀,配合 G33 指令切削 M60× 1.5 的内螺纹。
G28 G91 Z0;M30;
例 5-9
M03;G04 X2.0;G33 Z-45.0
F1.5;M19;G00 X-50;Z10.0;
X0 M00;
O5008 ;G90 G00 G17 G40 G49 ;G54 X0 Y0 ;M03 S400 ;G43 Z10.0 H01;G33 Z-45.0 F1.5;
M19;
G00 X-5.0;
Z10.0;
X0 M00;
M03;
G04 X2.0;
G33 Z-45.0 F1.5;
:
M19;
G00 X-5.0;
Z10.0;
刀具移至孔中心后,程序停止,调整刀具
按循环启动开关继续下一程序段
暂停,使主轴转速达到
指令值
主轴准停

5.2.14 转角的速度控制
功能 : 自动加减速 , 使切削工件时在
拐角处形成一个小圆角 , 可去
毛刺 .
1. 切削模式 :G64
2. 准确停止检验 :
功能 : 定位检查 , 加工出尖锐转角 .
G61
G09
开机模式
续效代码
非续效代码

例 5-10 编程使刀具沿实线进给
O5009 G54 G90 G00 X-20.0 Y-20.0; M03 S800; G43 Z5.0 H01; G01 Z-10.0 F80; G41 X0 Y0 D11 F100; Y100.0; G61; X110.0; Y0; X0; G64; G00 G40 X-20.0 Y-20.0; Z20.0; G28 G91 Z0; M30;

5.2.15 子程序
O1000
G41 X30.0 Y30.0 D01;
Z-25.0’
G01 Y80.0;
X60.0;
Y40.0;
X20.0;
G00 Z100.0’
G40 X0 Y0 ;
M99;O5010G17 G90 S250
M03;G54 G00 X0 Y0;M98 P1000;G55 X0 Y0 ;M98 P1000;G54 X0 Y0;M30;
子程序
主程序

例 5-12 应用子程序编程在数控铣床上加工下面四个孔 O1001 ;
G00 Z-27.0;
G41 X15.0 Y-25.0 D11 F128;
G03 X40.0 Y0 R25.0;
I-40.0;
X15.0 Y25.0 R25.0;
G00 G40 X0 Y0;
Z5.0;
M99;
子程序
学生自编主程序并加工

M99 的几种特殊用法1) 用于主程序最后程序段数控铣床或加工中心热机程序 , 该程序一直循环执行 .
只有按下 RESET 键才能停止下来 .
2) 常与跳步开关同时使用 , 便于试切 , 调刀 , 测量 .
例如 : / M99 P101程序段号
跳步开关若处于 OFF 状态 ,
则返回到 N101 程序段 , 否则
就执行下面的程序段 .









![풽컄뮯쟠춭샖웷돵첽 - dnwh.njmuseum.comdnwh.njmuseum.com/pdf/2012/201201/20120110.pdf · 间有连珠纹,器身满饰云雷纹(图 一);浙江金华铙[2]钲部饰云纹,中](https://img.pdfslide.tips/doc/110x75/6055c7406b25d318100346c9/efe-dnwh-eoeeccioeeeeci.jpg)