-
7/26/2019 62310340 Planeamiento LookAhead
1/10
EL PLANEAMIENTO MEDIANTE LA LOOKAHEAD SCHEDULE(Introduccin a la
Lean Construction) I.-UNA NUEVA FILOSOFA DE PRODUCCIN Los problemas
de la construccin son principalmente: Productividad.- La
productividad logradaen la construccin es muy inferior de aquella
que comnmente se puede obtener en laindustria manufacturera.
Seguridad.- La seguridad es notoriamente inferior a lade otros
tipos de industrias. Calidad.- Es sin duda insuficiente.
Varias soluciones han sido propuestas para aliviar los problemas
de la construccin, sin embargo hasta hoy la situacin ha permanecido
casi igual. Debido al tamao yal capital de sus empresas, la
construccin ha siempre debido hacer referencia a la industria
manufacturera por lo que concierne a la innovacin, a las tcnicas y
a las herramientas de gestin. En las ltimas dcadas, la industria
manufacturera ha venido desarrollando una nueva filosofa de
produccin, qu enfatiza la importancia de teoras bsicas y principios
de los procesos de produccin. Desafortunadamente, hasta hoyel
inters por esta nueva filosofa de produccin en el sector de la
construccin ha sdo mnimo.
Origen de la nueva filosofa de produccin.- La idea de la nueva
filosofa de produccise origin en Japnen el 1950. La aplicacin ms
prominente fue el sistema de produccin de la
industriaautomovilstica Toyota. El artfice de estas ideas fue el
ingeniero Taiichi Ohno. Las ideas bsicas en el sistema de produccin
de Toyota fueron la eliminacin del inventario, disminucin del
desperdicio presente en los procesos, la cooperacin con los
diferentes proveedores y el respeto por el trabajador.
Simultneamente, los asuntos
relativos a la calidad fueron atendidos igualmente por la
industria japonesa bajo la gua de asesores americanos como Deming y
Juran. Sin embargo, slo al comienzode los 90s, est nueva filosofa
empez a afirmarse y a aplicarse en el mundo industrial. Esta nueva
filosofa de produccin se conoce con varios nombres; sin duda, el
msconocido es aquel de Lean Production o Toyota Production System.
Esta filosofa de produccin, en el estado actual, no se basa en una
sola teora; ms bien es el resultado de varias tcnicas y teoras que
se han desarrollado en el tiempo. A las teorasiniciales Just in
Time (JIT) y Total Quality Control (TQC) han seguido varias, Total
Productive Maintenance (TPM), el Mejoramiento Continuo, el
Benchmarking,la Concurrent Engineering, el Value Based Management y
muchas ms. El Lean Production sali como resultado de todas stas. Ms
adelante la industria de la construccin sbas en la Lean Production
para acondicionarla a nuestro sector y es as que ahoratenemos la
Lean Construction. Las bases de la nueva filosofa son: Reducir la
porc
in de actividades que no aportan valor. Incrementar el valor del
output a travs deconsideraciones sistemticas de los requerimientos
del consumidor. Reducir la variabilidad. Reducir el tiempo del
ciclo. Simplificar, minimizando el nmero de pasos, partes y
uniones. Incrementar la flexibilidad del output. Incrementar la
transparencia del proceso. Enfocar el control en la totalidad del
proceso. Aplicar un mejoramiento continuo en el proceso. Balancear
el mejoramiento del flujo con el mejoramiento de la conversin.
Benchmarking
-
7/26/2019 62310340 Planeamiento LookAhead
2/10
La nica forma de eliminar los defectos y buscar la optimizacin
de los procesos eraoperar a travs de un diseo flexible, buscando
tres aspectos fundamentales: Un producto nico hecho a la medida, el
cual debe ser entregado en un plazo mnimo, sin tener inventario.
Aqu se maximizan los valores del cliente mientras se minimiza
eldesperdicio (ver Figura 1).
Por tanto, el proceso constructivo no debera ser diferente al de
una industria convencional. El inconveniente es que el principio
que aplica la industria convencional de justo a tiempo se convierte
en justificado a tiempo para la industria de la construccin. II.-
LEAN THINKING Lean Thinking (el pensamiento Lean) es una nueva
manera para manejar la produccin. Como veremos ms adelante, los
principios delLean Thinking pueden ser aplicados a la construccin.
Pero, qu es Lean? Lean (esbel- en Espaol) es un proceso de eliminar
los desperdicios con el fin de crear valorpara los stakeholders de
la empresa. Los diferentes tipos de Muda (Desperdicio),ya que cada
proceso est lleno de desperdicios: Defectos Exceso de produccin
Transporte Movimiento Esperas Inventarios Procesos innecesarios
-
Cul es el antdoto al Muda? El Lean Thinking Cmo? : Proporciona
la manera de espear el valor. Organiza acciones que crean valor en
la mejor secuencia. Ejecuta las actividades sin interrupciones cada
vez que alguien requiere dichas actividades. Ejecuta las
actividades ms y ms eficazmente. Suministra la manera de hacer el
trabajo de manera ms satisfactoria.
-
7/26/2019 62310340 Planeamiento LookAhead
3/10
Cinco pasos para volverse Lean: 1. 2. 3. 4. 5. Definir el valor
Identificar el flujo del valor Hacer fluir el producto Pull (Jalar)
Buscar la perfeccin
La empresa Lean Una nueva organizacin para el futuro.- Definicin
clsica de empresal Diccionario de laReal Academia de Espaa define
la empresa como: Unidad de organizacin dedicada a actividades
industriales, mercantiles o de prestacin de servicios con fines
lucrativos. Definicin de la empresa lean: El Lean Aerospace
Initiative del MIT define la empresa Lean como: Una Empresa Lean es
una entidad integrada que crea valor de manereficiente para sus
mltiples stakeholders, empleando principios y prcticas lean.
III.- LEAN CONSTRUCTION Project Management y Produccin El
enfoque del Project Management est basado en el proceso de
conversin o transformacin (de actividades) y noen el flujo o en el
proceso de generacin del valor. En el Project Management, nose hace
mencin de estructurar el trabajo como un flujo o de definir las
actividades de manera tal que puedan facilitar la ejecucin del
trabajo. Por tanto, por loque concierne al Project Management, la
pregunta es: Quin maneja la produccin y como? En el Project
Management, el control del proyecto consiste en el monitoreo del
progreso hacia los objetivos del proyecto. El concepto del control
del proyecto es muy diferente del Control de la Produccin. El
Control de la Produccin, concibe la produccin como un flujo de
materiales e informacin entre especialistas que cooperan, para
generar valor para el Cliente.(internos o externos) El fin del
Control del Proyecto es detectar las variaciones del objetivo
planeado, as que se puedan tomar acciones correctivas. Esto es
diferente del concepto del Control de l
a produccin. En el Control del Proyecto tradicional, los objetos
del control sonel tiempo y los recursos. El objetivo del control
del tiempo es el avance, no laproductividad. Avance y productividad
vienen formalmente relacionadas por la teora del Valor Ganado
(Earned Value Theory). Otro instrumento utilizado en el Control del
Proyecto tradicional es la Work Breakdown Structure (WBS). El
objetivo de la WBS es dividir el trabajo del proyecto en partes de
manera tal que pueda ser monitoreado y controlado. Tambin en este
caso, no se hace mencin del proceso deproduccin. Todas estas
tcnicas utilizadas en el Control del Proyecto tradicional quieren
evidenciar las eventuales variaciones que se pueden presentar
durante laejecucin de un proyecto en relacin a lo programado y
presupuestado. Una vez aprendido a determinar las variaciones,
todos los expertos en este campo nos invitan atomar las acciones
correctivas para solucionar los problemas. Ahora sabemos quehay un
problema. Pero cules han sido las causas que han determinado el
problema?
El Control del Proyecto tradicional no suministra ninguna
indicacin.
El Project Management necesita evolucionar. El resultado de la
evolucin es la Lean Construction Lean Construction La industria de
la construccin ha rechazado muchas ideas del sector manufacturero
debido a la opinin que la construccin es diferente de los otros
sectores.
-
7/26/2019 62310340 Planeamiento LookAhead
4/10
Por tanto, hemos siempre llegado a la conclusin que lo que es
bueno para ellos noes bueno para nosotros. Parece que esta mxima se
ha vuelto un postulado de la construccin. Entonces, Qu est pasando
en la construccin? , o es que acaso nos hemos vperezosos? Los
estudios de L. Koskela y H. G. Ballard (los padres de la Lean
Construction) entre otros, parecen confirmar la ltima afirmacin. La
aplicacin de los conceptos de la Lean Production en la construccin
(denominada Lean Construction) seha concretizado a travs de la
teora del Last Planner (el ltimo Planificador). Losproyectos de
construccin pueden ser concebidos de tres maneras: Como un proceso
de conversin que transforma los inputs en outputs. Como un flujo de
materiales e informacin a travs del tiempo y del espacio. Como un
proceso para generar valor para el Cliente.
Como ya sabemos, en la construccin se utiliza el modelo de
conversin. El modelo deconversin se basa en la suposicin que el
trabajo que se debe ejecutar, pueda serdividido en partes y
manejado como si estas partes fueran independientes una dela otra.
Esta manera de enfrentar el problema revela un enfoque contractual,
quefacilita la gestin de los contratos ms bien que la gestin de la
produccin o de un lujo de trabajo. Si cada parte interesada cumple
con sus obligaciones, el proyecto tendr xito. Desafortunadamente,
es muy difcil que esto se realice y por tanto, el sistema tiende a
colapsar. Adems, los proyectos de construccin estn repletos de
desperdicios, que contribuyen a la disminucin de la productividad.
Por tanto, necesitamos de herramientas diferentes. Entonces, por qu
no pensar en integrar los tres modelos: conversin, flujo y valor,
utilizando los procesos de desarrollo del producto, adoptados en la
industria manufacturera? La implementacin del proceso de
construccin como un flujo de materiales e informacin tiende a
disminuir el desperdicio. El mtodo se basa en herramientas que
permiten aplicar los conceptos inherentes a la construccin
flexible. Se ha desarrollado el Sistema de Entrega de Proyectos
Flexibles (Lean Project Delivery System o LPDS) que se muestra en
la Figura2.
-
7/26/2019 62310340 Planeamiento LookAhead
5/10
Cada uno de los principales trminos que se muestran en la Figura
2 se detalla a continuacin: ESTRUCTURA DEL TRABAJO Se refiere al
desarrollo de la operacin y procesos de diseo en concordancia con
el diseo del producto, la estructura de la cadenade sumistros, la
ubicacin de recursos y el esfuerzo de diseo para ensamblaje.
Supropsito es hacer que el flujo de trabajo sea confiable y rpido
mientras se le entrega valor agregado al cliente. CONTROL DE LA
PRODUCCIN El ltimo Planificador (Last Planner o LP) es el nombre
que se emplea para el sistema de control de la produccin rige sobre
la ejecucin de los planes y se extiende a travs de la duracin del
royecto. El trmino "control" se refiere a provocar un futuro
deseado en vez de identificar variaciones entre lo planeado y lo
realmente ejecutado. El control dela produccin se relaciona con el
control del flujo de trabajo y de las unidades del flujo de trabajo
y de las unidades de produccin . El flujo de trabajo se
lograbsicamente a travs de un proceso de ver hacia delante (a
futuro). El control de las unidades de produccin se obtiene por
medio de una planificacin semanal. La planificacin de las distintas
etapas provee informacin para ventanas de informacin futura,
usualmente con un horizonte de 3 a 12 semanas. Estos procesos de
planificacinanticipada o futura hacen que las tareas programadas se
puedan incluir en un registro de tareas acumuladas por ejecutar. Se
debe registrar el porcentaje de tareas planeadas ejecutadas
(Percentaje of Planned Assignments o PPC) y las razonespor las
cuales las actividades no se pudieron realizar para determinar sus
causas. Se debe tomar acciones para evitar a repeticin de los
errores en el origen deestos. DEFINICIN DEL PROYECTO La fase de
definicin del proyecto lo har el administrador del proyecto, quien
ser el responsable ante el cliente. El presupuesto y laestimacin de
la duracin del plazo de construccin sern incluidos dentro del
concept
de la produccin de la definicin del proyecto en vez de ser hecha
despus de que ladefinicin haya sido realizada. Se procede entonces
a producir los criterios de diseo para el producto y los procesos.
El proyecto puede pasar a la etapa de diseo si se han llenado los
requerimientos del cliente, los criterios de diseo para
losproductos y procesos y se tengan los diseos conceptuales. DISEO
Aqu se desarrolla el diseo conceptual determinado en la definicin
del proyecto y diseo del producto, el cual debe ser consistente con
el criterio que se emiti en la definicin del proyecto. Las
decisiones de diseo del producto y los procesos se toman
considerando las necesidades del cliente como los del diseo en s.
De aparecer una oportunidad deampliar el valor agregado para el
cliente y de existir tiempo y dinero, la definicin del proyecto
debe ser replanteada para cumplir con los criterios de necesidades
y diseo. La primera etapa consiste en disear el diseo del proceso.
Esto lo ejecuta el equipo de diseo mediante tcnicas de diseo en
equipo. Una matriz de planifica
cin del diseo elimina la posibilidad de repeticin de tareas.
Todos los esfuerzos deben hacerse para maximizar el valor para el
cliente en el anlisis de necesidadesy objetivos. El control de la
produccin en esta fase se hace mediante las tcnicasdel ltimo
Planificador. La fase de diseo har la transicin hacia la proveedura
cuanel diseo del producto y del proceso haya sido desarrollado del
diseo conceptual acorde con los criterios del diseo, que son una
manifestacin de las necesidades delcliente.
-
7/26/2019 62310340 Planeamiento LookAhead
6/10
PROVEEDURA La fase de proveedura consiste en la aplicacin de una
ingeniera detalladdel producto que se determin en la fase del
diseo, en vez del concepto tradicional de compra de componentes y
materiales y la logstica de administrar las entregasy los
inventarios. Todas las decisiones referentes a la ingeniera,
produccin o entrega de materiales y componentes deben ser tomadas
con la premisa de que sern realizadas para maximizar el valor para
el cliente. Esta fase provee la transicin hacia la de instalacin,
de manera que de ser posible, se pueden aplicar tcnicas deva rpida
para componentes que todava estn en el proceso final de diseo.
INSTALACIlabores de instalacin o fabricacin inician con la llegada
de herramientas, mano de obra, materiales o componentes al sitio y
concluyen cuando el cliente tenga lallave de su proyecto. Un
aspecto fundamental es la coordinacin de entregas de forma que se
garantice la ejecucin de tareas mientas se determina el tamao de
los amortiguadores. Se debe hacer inspecciones tanto a los trabajos
en el campo como alos que se ejecuten en talleres. La filosofa a
emplear es la de cero listas de verificacin y a la integracin de
sistemas de produccin. TEORA DEL LTIMO PLANIFICADOl diseo y la
construccin necesitan de planeamiento y control realizado por
diferentes personas, en lugares diferentes de la organizacin y en
tiempos diferentes durante la vida del proyecto. -La planificacin
general tiende a enfocar los objetivos globales y las restricciones
que guan el proyecto. -Estos objetivos impulsan procesos de
planeamiento ms detallados que especifican los medios para lograr
los objetivos. -Siguiendo este proceso, por ltimo, alguien
(individuo o grupo) decideel plan de trabajo especfico que vendr
ejecutado maana. -Las actividades de este plan vienen denominadas
asignaciones (assignements). Estos tipos de planes no impulsan la
produccin de planes sucesivos, ms bien llevan a la ejecucin directa
del tra
bajo. La persona (o grupo) que realiza estas asignaciones se
denomina el ltimo Planificador. En este sistema, la secuencia de
implementacin que se muestra en la Figura 3, determina una serie de
ventajas, entre las cuales se encuentran:
-
7/26/2019 62310340 Planeamiento LookAhead
7/10
Se establece un marco de programacin eficiente a travs de
tcnicas de jalar (consiste en producir slo lo necesario, tomando el
material requerido de la operacin anterior y su meta ptima es mover
el material entre operaciones de uno por uno, por loque esta
orientacin significa comenzar desde el final de la cadena de
ensamble eir hacia atrs hacia todos los componentes de la cadena
productiva, incluyendo proveedores y vendedores). Se ajusta el
flujo de trabajo, la secuencia y la produccin. Se concuerda el
flujo de trabajo con la capacidad de ejecutarlo. Se desarrollan
mtodos para ejecutar el trabajo. Se mejora la comunicacin entre el
personal dela obra. La importancia de esta herramienta es
reemplazar una programacin optimista con una realista, valorando la
actuacin de los trabajadores basado en su habilidad de realizar los
compromisos adquiridos. Las metas del ltimo Planificador son las de
jalar actividades por medio de la programacin reversa a travs de
planeamiento de equipo y optimizacin de recursos a largo plazo. A
continuacin se detalla cada uno de los elementos de la Figura 3 :
PLANIFICACIN MAESTRA Aqu se tiene la planificacin general de la
obra, incluyendo hitos, que usualmente se definen en el cartel de
licitacin. PLANIFICACIN REVERSA La tcnica de jalar se emplea para
producirla planificacin reversa. Esta programacin es realizada por
los ltimos Planificadores y es una aproximacin realista del trabajo
a ejecutar. PLANIFICACIN A 3-12 SEMANAS CON ANLISIS DE
RESTRICCIONES Esta planificacin muestra el tipo de trabajo a
ejecutar en el futuro. En una vista hacia el futuro, la semana 1 es
la semana entrante, la que sigue a la reunin para definir el plan
de trabajo semanal. El nmero desemanas a planificar puede variar
entre 3 y 12 y depende de la planificacin reversa analizada. Todas
las duraciones y fechas de esta planificacin son estimadas en
planificacin reversa y las restricciones deben La ser indicadas
para se poder r
esolverlas a antes de que ltimos se lleve a cabo en la
produccin. reunin. planificacin semanal destribuye todos los
Planificadores una
Con esta tcnica se reducen las incertidumbres. PLAN DE TRABAJO
SEMANAL CON REGISTRO DE TAREAS ACUMULADAS POR EJECUTAR Se debe, se
puede, se har y se aprende son los trminos que se aplican en esta
fase. Los planes de trabajos semanales se basanen la planificacin
de 3 a 12 semanas en la programacin actual y en las condiciones
presentes en la obra antes de la realizacin de la reunin semanal.
Adicionalmentea esta programacin, la mano de obra debe de
ejecutarse de acuerdo con los requerimientos del proyecto. La
reunin de la programacin general incluye aspectos como el plan
semanal, calidad, seguridad, requerimientos de materiales, mano de
obra,equipo, mtodos de construccin, registro de actividades por
ejecutar y cualquier situacin o problema que presente la obra. Con
ello se promueve la comunicacin entre
las partes y los equipos de trabajo tienden a compartir
informacin de una forma eficiente y exacta. Con ello se logran
mejoras en seguridad, calidad, flujo de trabajo, flujo de
materiales, productividad y relaciones entre los miembros del
equipo. Anlisis de variaciones deben realizarse basados en el
trabajo ejecutado lasemana anterior.
-
7/26/2019 62310340 Planeamiento LookAhead
8/10
ACTUALIZACIN DIARIA DE LA PROGRAMACIN Tanto el plan de trabajo
semanal como la programacin de 3 a 12 semanas generan forzosamente
la actualizacin diaria de la programacin. PORCENTAJE DE TAREAS
PLANEADAS EJECUTADAS El indicador numrico del Sistemas del ltimo
Planificador es el porcentaje de tareas planeadas ejecutadas. Se
calcula como el cociente de actividades planeadas ejecutadas entre
el total de actividades planeadas. Una pendiente positiva entre dos
puntos del porcentaje de tareas planeadas ejecutadas, significa que
el planeamiento de la produccin es confiable. VARIACIONES Se deben
analizar aquellos aspectos que provocan variaciones entre lo
planeado y lo realmente ejecutado. Puede incluir aspectos como el
clima, coordinacin, programacin, prerrequisitos del trabajo entre
otros. De existir variaciones, se deben realizar acciones
correctivas para no caer en estos errores nuevamente. La Figura 4
muestra la relacin entre las diferentes fases del Sistema delltimo
Planificador.
-
7/26/2019 62310340 Planeamiento LookAhead
9/10
Lookahead Schedule El instrumento del Lookahead Process es un
programa de asignaciones potenciales para las prximas semanas,
denominado Lookahead Schedule. El nmerde semanas, incluidos en la
schedule (generalmente de 3 a 12), est basado en lascaractersticas
del proyecto, la confianza en el sistema de planeamiento y los
tiempos a disposicin (Lead Times) para adquirir informacin,
materiales, mano de obray equipo. La Lookahead Schedule puede
compararse a una ventana abierta en el Master Schedule, con una
visin al futuro cercano del desarrollo del proyecto. Antesde abrir
la ventana, el Master Schedule debe ser disgregado en un nivel de
detalle apropiado para
representar las asignaciones en un formado semanal. Esto har que
cada actividad produzca mltiples asignaciones. Sucesivamente, cada
asignacin viene sujeta a un Anlisis de Restricciones (Constraints
Analysis), para determinar lo que hay que hacer, de manera que est
lista para la ejecucin. La regla general es incluir en la ventana
Lookahead slo aquellas actividades que puedan estar listas para ser
completadas segn el programa. Las asignaciones potenciales entran
en la ventana de X semanas antes de la ejecucin programada y se
desplazan hacia adelante una semana porcada semana transcurrida,
hasta cuando estn permitidas entrar en el Workable Backlog (reserva
de trabajo disponible). Cuando las asignaciones llegan al
WorkableBacklog significa que todas las restricciones han sido
Planes semanales de trabajo vienen preparados con lo que se ha
almacenado en el Backlog, mejorando as levantadas y que estn en la
secuencia apropiada para la ejecucin. la productividad deaquellas
cuadrillas o teams que reciben las asignaciones e incrementando la
confianza del flujo del trabajo. Planificacin Lookahead (o
planificacin reversa como m
uestra la figura 4) El proceso de planificacin Lookahead es el
segundo nivel en la jerarqua del sistema de planificacin. Resalta
las actividades que deberan hacerseen un futuro cercano. Su
principal objetivo es controlar el flujo de trabajo, entendindose
como flujo de trabajo la coordinacin de diseo (planos), proveedores
(materiales y equipos), recurso humano, informacin y requisitos
previos, que son necesarios para que la cuadrilla cumpla su
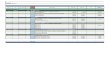
trabajo. Luego, para poder cumplir las funciones de la planificacin
Lookahead, existen determinados procesos especficos. Acontinuacin
se muestra un cuadro ejemplo de como se realiza esta
planificacin:
-
7/26/2019 62310340 Planeamiento LookAhead
10/10