Embed Size (px)
Citation preview
Manual 0-4802 8-1 DATOS DE LA ANTORCHA28 de enero de 2006
8. FUNCIONAMIENTO DE LA ANTORCHA
Selección de las piezas de la antorcha
La aplicación determinará cuáles piezas de la antorcha deben ser utilizadas. Consulte las tablas de corte para seleccionarlas piezas de la antorcha que se deben instalar para la aplicación deseada.
PRECAUCIÓN
No intercambie las piezas. Asegúrese de que todas las piezas de la
antorcha correspondan al plasma y a los gases de protección que se
utilizan en la aplicación.
Preajuste de los controles de la fuente de alimentación
Antes de poner en funcionamiento el sistema, configure los controles de la fuente de alimentación como se describe ensu manual de operación.Consulte las tablas de velocidad de corte para seleccionar la velocidad de corte adecuada para la aplicación.
Velocidades de corte recomendadas
La velocidad de corte depende del material y de su espesor. Los factores que se indican a continuación pueden afectarel desempeño del sistema:
• Desgaste de las piezas de la antorcha; velocidad; calidad del gas y flujo / presión (caudal); experiencia deloperario; distancia vertical entre la antorcha y la pieza; adecuada conexión del cable a la pieza; composiciónde la aleación del material; capacidades y precisión de la mesa de corte.
NOTA
Esta información está basada en experiencias reales con la utilización de
prácticas recomendadas y con sistemas en buen estado de
mantenimiento. Las velocidades reales pueden variar respecto a las que
muestran las tablas dependiendo de la composición de la aleación del
material seleccionado. Las tensiones nominales pueden variar dependiendo
del CNC, de la mesa de corte o del control de altura.
Para obtener información completa sobre los datos de corte, consulte las tablas de velocidad de corte en las páginassiguientes.
Notas sobre los consumibles
Ensamble siempre las piezas consumibles de forma adecuada. Un armado incorrecto puede dañar las piezas o elcabezal de la antorcha.
Asegúrese de que las piezas asientan correctamente entre sí. Antes de cambiar las piezas, revise siempre el distribuidorde gas de protección en busca de carbonización. No utilice el distribuidor si está carbonizado. Reemplace periódicamenteel distribuidor de gas para asegurar un desempeño adecuado.
Notas operativas
Purgue siempre la antorcha después de cambiar los consumibles o si la fuente de alimentación ha sido apagada. Lautilización de la función de purga incorporada en la fuente de alimentación puede no ser suficiente para purgar laantorcha de forma adecuada. Haga fluir gas manualmente con las funciones ‘Test Cut Flow’ y ‘Test Pre-Flow’ paraayudar a eliminar el refrigerante remanente en las tuberías.
Aumentar ligeramente la presión de pre-flujo puede incrementar la capacidad de penetración en materiales de mayorespesor. Sin embargo, aumentar demasiado la presión de pre-flujo puede afectar la confiabilidad del arranque delplasma (fallo en el encendido).
Disminuir la presión de pre-flujo puede mejorar el guiado de la antorcha. La presión de pre-flujo puede ser reducida sinafectar el rendimiento del corte siempre que el arco piloto siga transfiriéndose a la placa a cortar. Una disminución
Manual 0-4802 8-2 DATOS DE LA ANTORCHA28 de enero de 2006
excesiva de la presión de pre-flujo afectará la capacidad de transferir el arco a la placa a cortar.
Notas sobre las medidas indicadas en las tablasLas medidas de presión incluidas en las tablas están en psig (presión manométrica), no en psi(a) (presión absoluta).0 psig = 14,7 psi(a) (1 atmósfera). Los ajustes de la bola se refieren al centro de la bola del indicador.
Sensor óhmicoNo se recomienda el uso del sensor óhmico cuando se utiliza protección por agua. El agua sobre la placa a cortarinterfiere eléctricamente con el circuito del sensor óhmico.
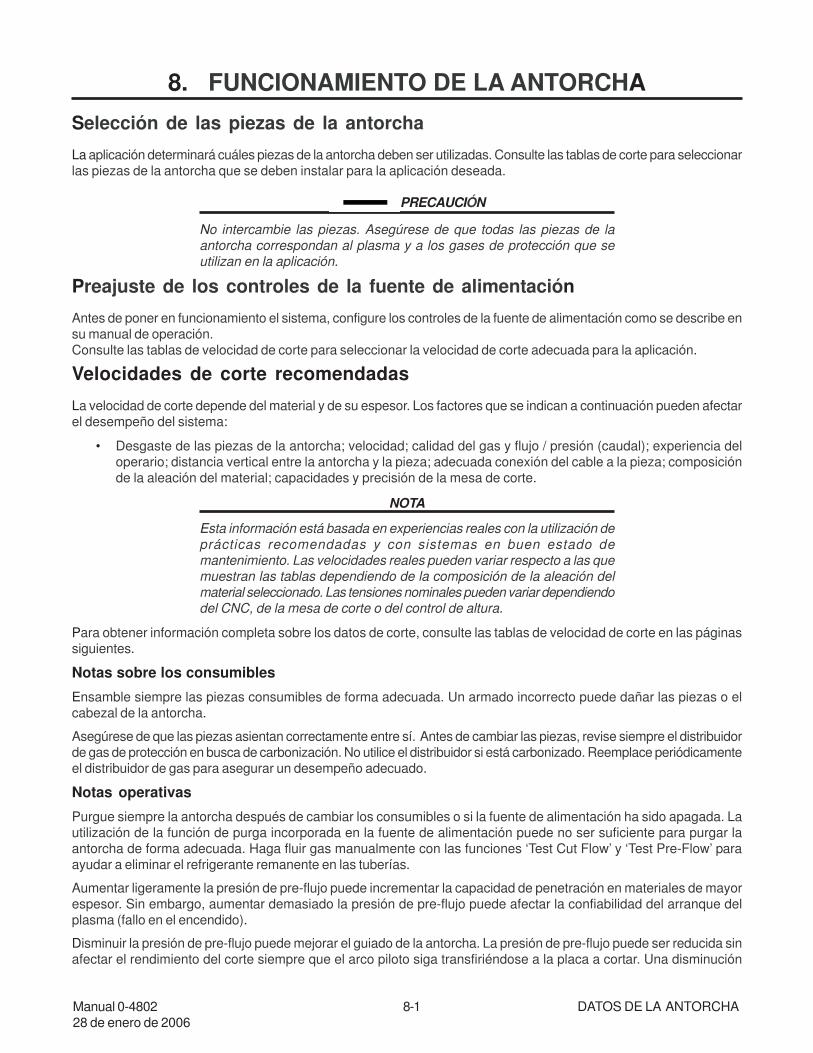
Dirección del corteLa corriente de gas de plasma forma un remolino mientras deja la antorcha para mantener una columna de gasuniforme. Este efecto de remolino provoca que un lado del corte resulte más perpendicular a la placa que el otro. Vistoen la dirección del movimiento, el lado derecho del corte es más perpendicular que el izquierdo.
Ángulo de cortedel lado derecho
Ángulo de cortedel lado izquierdo
A-00512
Desperdicio
Sentido horario
Sentido
anti horario
Art # A-04182
Pieza
Desperdicio
Características de los lados del corte
Para hacer un corte perpendicular al borde de la pieza al cortar un círculo interior, mueva la antorcha en sentido antihorario alrededor del círculo. Para mantener el corte perpendicular al borde de la pieza al cortar un círculo exterior,mueva la antorcha en sentido horario.
Corte bajo el aguaNo se recomienda cortar sobre una mesa de agua, ni bajo el agua ni con el agua tocando la placa a cortar, ni utilizar unsistema de cortina de agua. Si utiliza una mesa de agua, el nivel del agua debe estar como mínimo a 4 pulgadas (100mm) de la parte inferior de la placa. Ignorar esta recomendación podría ocasionar una baja calidad del corte y unadisminución de la vida de las piezas consumibles.
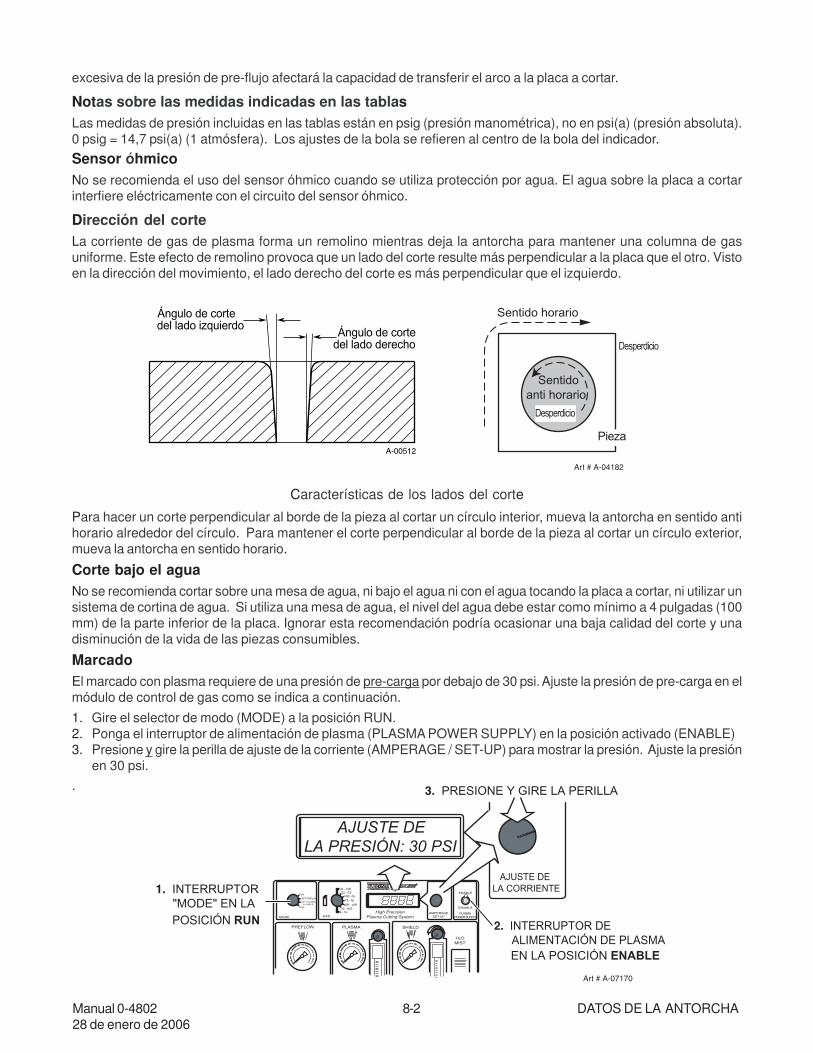
MarcadoEl marcado con plasma requiere de una presión de pre-carga por debajo de 30 psi. Ajuste la presión de pre-carga en elmódulo de control de gas como se indica a continuación.
1. Gire el selector de modo (MODE) a la posición RUN.2. Ponga el interruptor de alimentación de plasma (PLASMA POWER SUPPLY) en la posición activado (ENABLE)3. Presione y gire la perilla de ajuste de la corriente (AMPERAGE / SET-UP) para mostrar la presión. Ajuste la presión
en 30 psi.
.
AJUSTE DE
LA CORRIENTE
PREFLOW
H2O
MIST
PLASMA SHIELD
PLASMA
POWER SUPPLY
AMPERAGE
SET-UP
High PrecisionPlasma Cutting System
ENABLE
DISABLE
GASMODE
RUN
SET PREFLOW
SET PLASMA
& SHIELD
TEST
O2 - AIR
O2 - O2
H35 -N2
F5 - N2
AIR - AIR
N2 - H2O
N2 - N2
99
Art # A-07170
1. INTERRUPTOR
"MODE" EN LA
2. INTERRUPTOR DE
ALIMENTACIÓN DE PLASMA
AJUSTE DE
LA PRESIÓN: 30 PSI
3. PRESIONE Y GIRE LA PERILLA
POSICIÓN RUN
EN LA POSICIÓN ENABLE
Manual 0-4802 8-3 DATOS DE LA ANTORCHA28 de enero de 2006
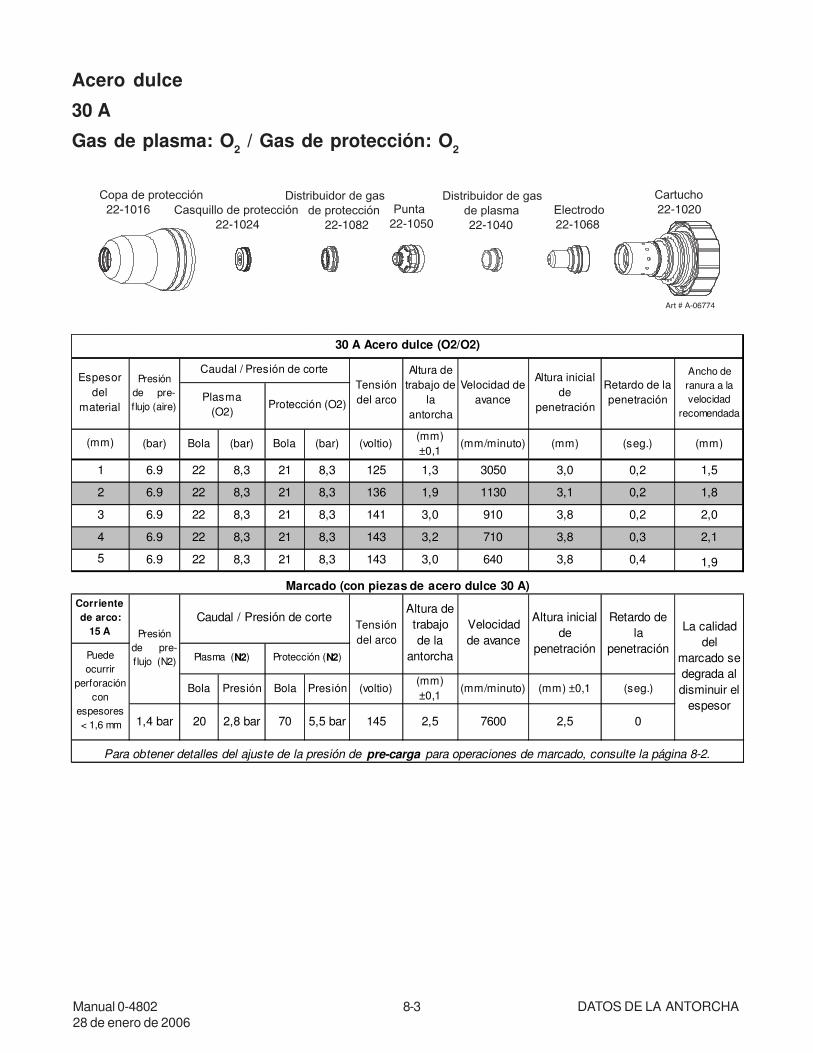
Acero dulce
30 A
Gas de plasma: O2 / Gas de protección: O2
Cartucho
22-1020Electrodo
22-1068
Distribuidor de gas
de plasma
22-1040
Punta
22-1050
Casquillo de protección
22-1024
Copa de protección
22-1016
Art # A-06774
Distribuidor de gas
de protección
22-1082
(bar) Bola (bar) Bola (bar) (voltio)(mm)±0,1
(mm/minuto) (mm) (seg.) (mm)
6.9 22 8,3 21 8,3 125 1,3 3050 3,0 0,2 1,5
6.9 22 8,3 21 8,3 136 1,9 1130 3,1 0,2 1,8
6.9 22 8,3 21 8,3 141 3,0 910 3,8 0,2 2,0
6.9 22 8,3 21 8,3 143 3,2 710 3,8 0,3 2,1
6.9 22 8,3 21 8,3 143 3,0 640 3,8 0,4 1,9
Bola Presión Bola Presión (voltio)(mm) ±0,1
(mm/minuto) (mm) ±0,1 (seg.)
1,4 bar 20 2,8 bar 70 5,5 bar 145 2,5 7600 2,5 0
La calidad del
marcado se degrada al disminuir el
espesor
Puede ocurrir
perforación con
espesores < 1,6 mm
Presión de pre-flujo (N2)
Marcado (con piezas de acero dulce 30 A)
Caudal / Presión de corte
Plasma (N2) Protección (N2)
Tensión del arco
Altura de trabajo de la
antorcha
Velocidad de avance
Retardo de la
penetración
Corriente de arco:
15 A
4
5
Altura de trabajo de
la antorcha
Velocidad de avance
3
Altura inicial de
penetración
1
2
Protección (O2)
Tensión del arco
Para obtener detalles del ajuste de la presión de pre-carga para operaciones de marcado, consulte la página 8-2.
30 A Acero dulce (O2/O2)
Espesor del
material
Presión de pre-flujo (aire)
Caudal / Presión de corteRetardo de la penetración
Ancho de ranura a la velocidad
recomendada
Plasma (O2)
Altura inicial de
penetración
(mm)
Manual 0-4802 8-4 DATOS DE LA ANTORCHA28 de enero de 2006
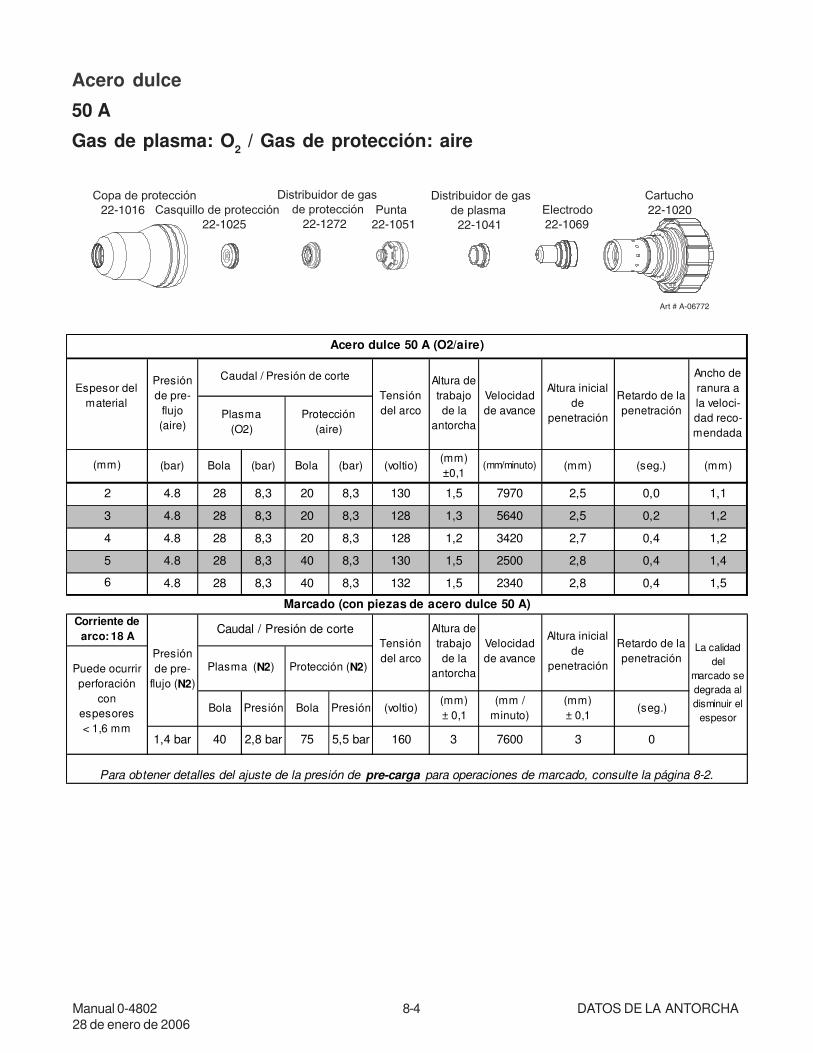
Acero dulce
50 A
Gas de plasma: O2 / Gas de protección: aire
Cartucho
22-1020Electrodo
22-1069
Distribuidor de gas
de plasma
22-1041
Punta
22-1051
Casquillo de protección
22-1025
Copa de protección
22-1016
Art # A-06772
Distribuidor de gas
de protección
22-1272
(bar) Bola (bar) Bola (bar) (voltio)(mm)±0,1
(mm/minuto) (mm) (seg.) (mm)
4.8 28 8,3 20 8,3 130 1,5 7970 2,5 0,0 1,1
4.8 28 8,3 20 8,3 128 1,3 5640 2,5 0,2 1,2
4.8 28 8,3 20 8,3 128 1,2 3420 2,7 0,4 1,2
4.8 28 8,3 40 8,3 130 1,5 2500 2,8 0,4 1,4
4.8 28 8,3 40 8,3 132 1,5 2340 2,8 0,4 1,5
Bola Presión Bola Presión (voltio)(mm) ± 0,1
(mm / minuto)
(mm) ± 0,1
(seg.)
1,4 bar 40 2,8 bar 75 5,5 bar 160 3 7600 3 0
Protección (N2)
Marcado (con piezas de acero dulce 50 A)
Caudal / Presión de corteCorriente de
arco: 18 A Altura inicial de
penetración
Retardo de la penetración
Puede ocurrir perforación
con espesores < 1,6 mm
La calidad del
marcado se degrada al disminuir el
espesor
Altura de trabajo de la
antorcha
Velocidad de avance
4
Presión de pre-
flujo (N2)
Plasma (N2)
Tensión del arco
5
6
Altura de trabajo de la
antorcha
Velocidad de avance
2
3
Protección (aire)
Tensión del arco
Para obtener detalles del ajuste de la presión de pre-carga para operaciones de marcado, consulte la página 8-2.
Acero dulce 50 A (O2/aire)
Espesor del
material
Presión de pre-
flujo (aire)
Caudal / Presión de corte
Retardo de la penetración
Ancho de ranura a la veloci-dad reco-mendada
Plasma (O2)
Altura inicial de
penetración
(mm)
Manual 0-4802 8-5 DATOS DE LA ANTORCHA28 de enero de 2006
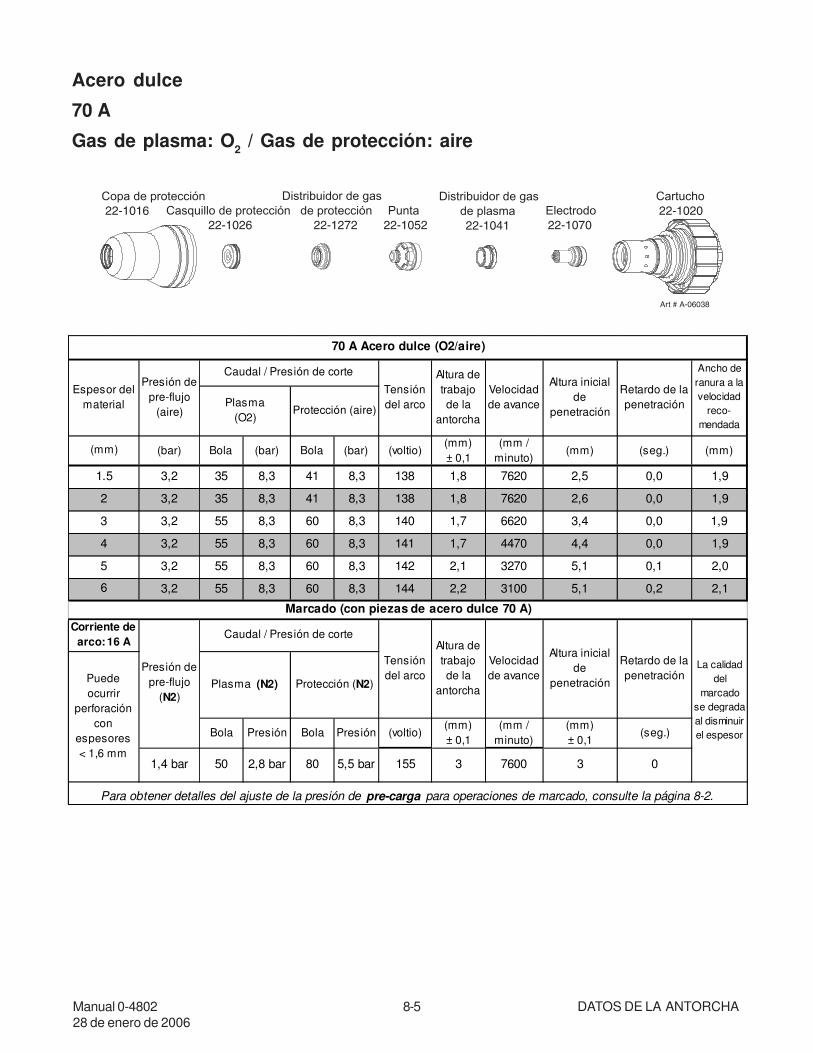
Acero dulce
70 A
Gas de plasma: O2 / Gas de protección: aire
Cartucho
22-1020Electrodo
22-1070
Distribuidor de gas
de plasma
22-1041
Punta
22-1052
Casquillo de protección
22-1026
Copa de protección
22-1016
Art # A-06038
Distribuidor de gas
de protección
22-1272
(bar) Bola (bar) Bola (bar) (voltio)(mm)± 0,1
(mm / minuto)
(mm) (seg.) (mm)
3,2 35 8,3 41 8,3 138 1,8 7620 2,5 0,0 1,9
3,2 35 8,3 41 8,3 138 1,8 7620 2,6 0,0 1,9
3,2 55 8,3 60 8,3 140 1,7 6620 3,4 0,0 1,9
3,2 55 8,3 60 8,3 141 1,7 4470 4,4 0,0 1,9
3,2 55 8,3 60 8,3 142 2,1 3270 5,1 0,1 2,0
3,2 55 8,3 60 8,3 144 2,2 3100 5,1 0,2 2,1
Bola Presión Bola Presión (voltio)(mm) ± 0,1
(mm / minuto)
(mm) ± 0,1
(seg.)
1,4 bar 50 2,8 bar 80 5,5 bar 155 3 7600 3 0
Para obtener detalles del ajuste de la presión de pre-carga para operaciones de marcado, consulte la página 8-2.
6
(mm)
1.5
2
3
4
5
Puede ocurrir
perforación con
espesores < 1,6 mm
Presión de pre-flujo
(N2)
Altura de trabajo de la
antorcha
Velocidad de avance
Retardo de la penetración
Ancho de ranura a la velocidad
reco-mendada
Espesor del material
Presión de pre-flujo
(aire)
Retardo de la penetración
Caudal / Presión de corte Altura de trabajo de la
antorcha
Velocidad de avancePlasma
(O2) Protección (aire)
Tensión del arco
70 A Acero dulce (O2/aire)
Caudal / Presión de corte
Plasma (N2) Protección (N2)
Tensión del arco
La calidad del
marcado se degrada al disminuir el espesor
Marcado (con piezas de acero dulce 70 A)
Corriente de arco: 16 A
Altura inicial de
penetración
Altura inicial de
penetración
Manual 0-4802 8-6 DATOS DE LA ANTORCHA28 de enero de 2006
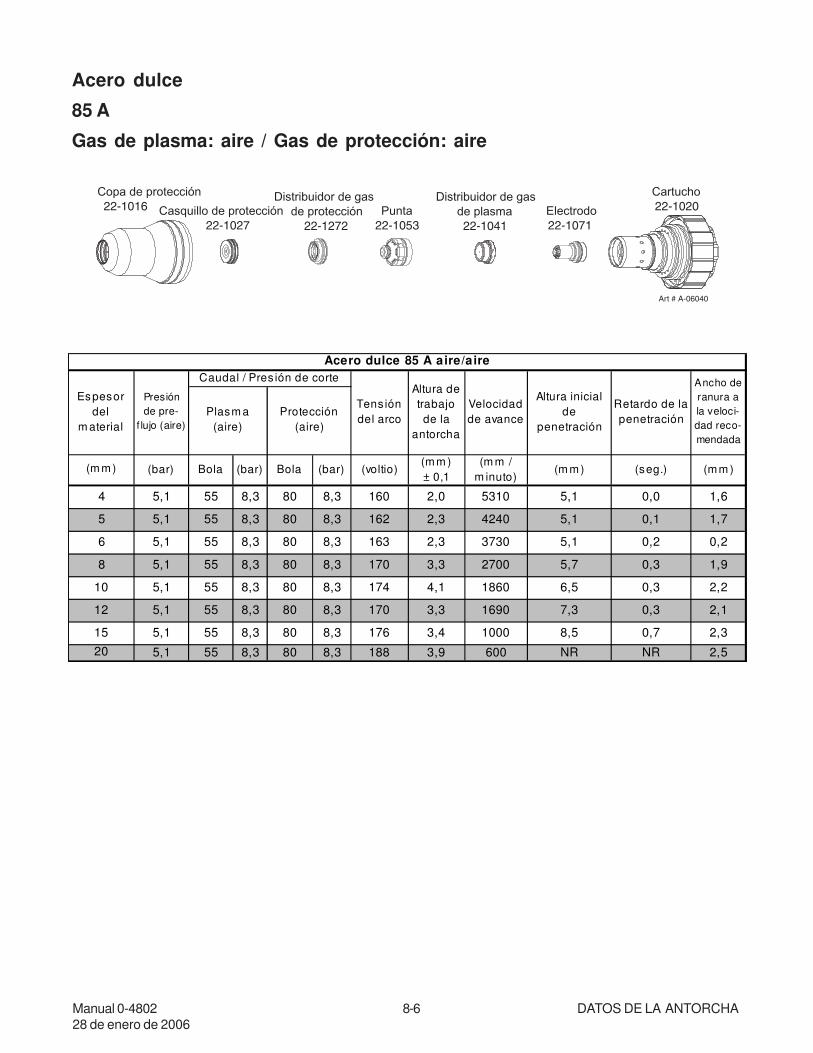
Acero dulce
85 A
Gas de plasma: aire / Gas de protección: aire
Distribuidor de gas
de protección
22-1272
Cartucho
22-1020Electrodo
22-1071
Distribuidor de gas
de plasma
22-1041
Punta
22-1053
Casquillo de protección
22-1027
Copa de protección
22-1016
Art # A-06040
(bar) Bola (bar) Bola (bar) (voltio)(mm )± 0,1
(m m / m inuto)
(m m) (seg.) (mm )
5,1 55 8,3 80 8,3 160 2,0 5310 5,1 0,0 1,6
5,1 55 8,3 80 8,3 162 2,3 4240 5,1 0,1 1,7
5,1 55 8,3 80 8,3 163 2,3 3730 5,1 0,2 0,2
5,1 55 8,3 80 8,3 170 3,3 2700 5,7 0,3 1,9
5,1 55 8,3 80 8,3 174 4,1 1860 6,5 0,3 2,2
5,1 55 8,3 80 8,3 170 3,3 1690 7,3 0,3 2,1
5,1 55 8,3 80 8,3 176 3,4 1000 8,5 0,7 2,3
5,1 55 8,3 80 8,3 188 3,9 600 NR NR 2,5
Acero dulce 85 A aire/aire
Espesor del
m aterial
Presión de pre-
f lujo (aire)
Caudal / Pres ión de corte
Retardo de la penetración
Ancho de ranura a la veloci-dad reco-mendada
Plasm a (aire)
Protección (aire)
Tens ión del arco
Altura de trabajo de la
antorcha
Velocidad de avance
Altura inicial de
penetración
(m m)
4
5
6
20
8
10
12
15
Manual 0-4802 8-7 DATOS DE LA ANTORCHA28 de enero de 2006
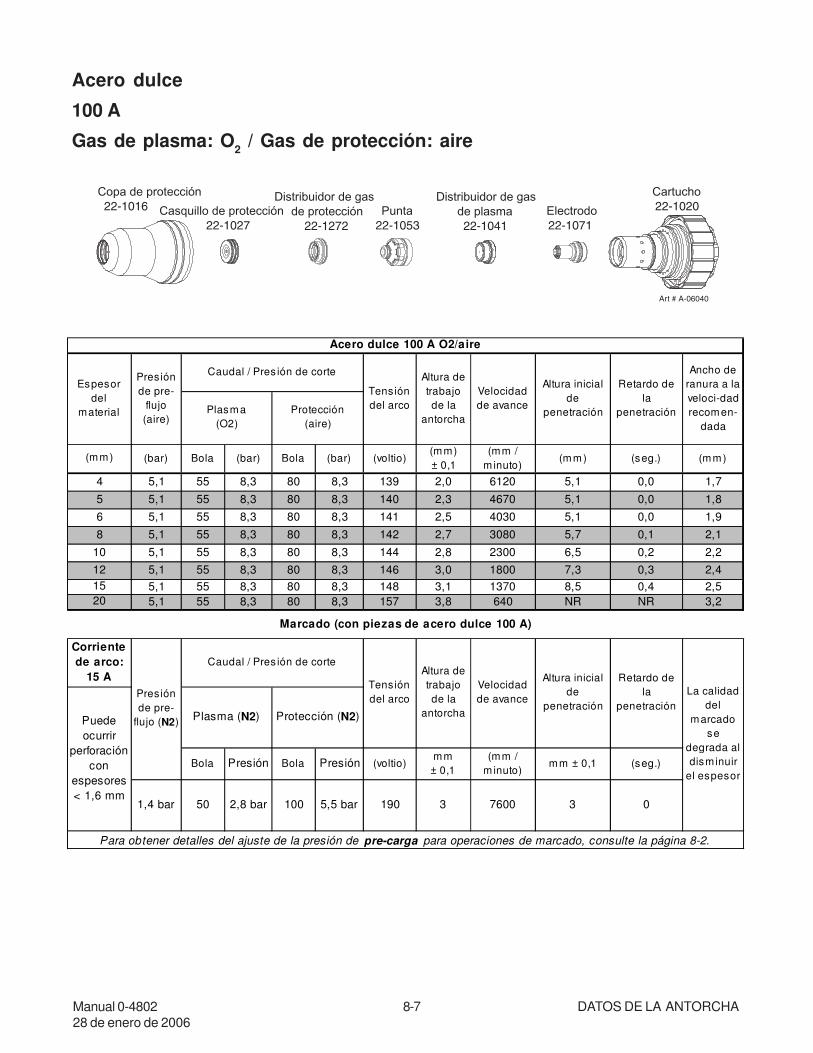
Acero dulce
100 A
Gas de plasma: O2 / Gas de protección: aire
Distribuidor de gas
de protección
22-1272
Cartucho
22-1020Electrodo
22-1071
Distribuidor de gas
de plasma
22-1041
Punta
22-1053
Casquillo de protección
22-1027
Copa de protección
22-1016
Art # A-06040
(bar) Bola (bar) Bola (bar) (voltio)(mm)± 0,1
(mm / m inuto)
(mm) (seg.) (mm)
5,1 55 8,3 80 8,3 139 2,0 6120 5,1 0,0 1,7
5,1 55 8,3 80 8,3 140 2,3 4670 5,1 0,0 1,8
5,1 55 8,3 80 8,3 141 2,5 4030 5,1 0,0 1,9
5,1 55 8,3 80 8,3 142 2,7 3080 5,7 0,1 2,1
5,1 55 8,3 80 8,3 144 2,8 2300 6,5 0,2 2,2
5,1 55 8,3 80 8,3 146 3,0 1800 7,3 0,3 2,4
5,1 55 8,3 80 8,3 148 3,1 1370 8,5 0,4 2,55,1 55 8,3 80 8,3 157 3,8 640 NR NR 3,2
Bola Presión Bola Presión (voltio)mm ± 0,1
(mm / m inuto)
mm ± 0,1 (seg.)
1,4 bar 50 2,8 bar 100 5,5 bar 190 3 7600 3 0
Para obtener detalles del ajuste de la presión de pre-carga para operaciones de marcado, consulte la página 8-2.
Retardo de la
penetraciónPuede ocurrir
perforación con
espesores < 1,6 mm
La calidad del
marcado se
degrada al disminuir
el espesor
Marcado (con piezas de acero dulce 100 A)
Corriente de arco:
15 ACaudal / Pres ión de corte
Plasma (N2) Protección (N2)
Presión de pre-
flujo (N2)
Tensión del arco
Altura de trabajo de la
antorcha
Velocidad de avance
Altura inicial de
penetración
Acero dulce 100 A O2/aire
Retardo de la
penetración
Ancho de ranura a la veloci-dad recomen-
dada
Plasma (O2)
Protección (aire)
Tensión del arco
Altura de trabajo de la
antorcha
Velocidad de avance
Altura inicial de
penetración
Caudal / Pres ión de corte
(mm)
4
Espesor del
material
Presión de pre-
flujo (aire)
5
6
20
8
10
1215
Manual 0-4802 8-8 DATOS DE LA ANTORCHA28 de enero de 2006
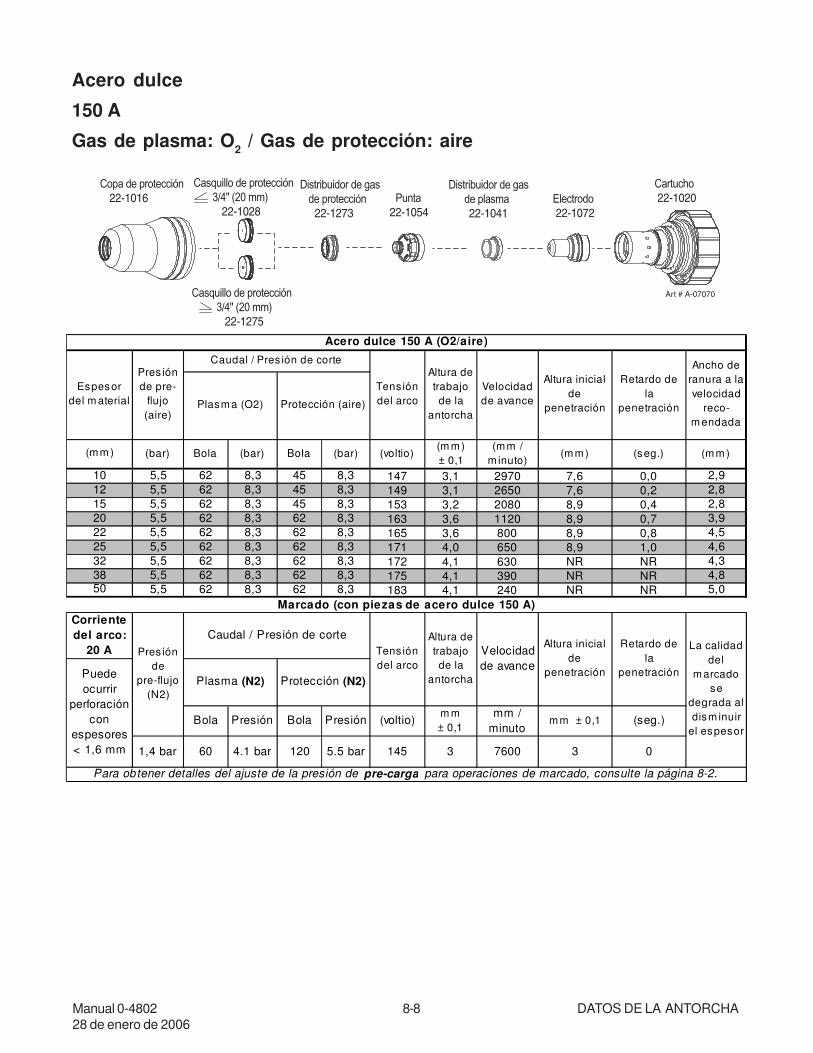
Acero dulce
150 A
Gas de plasma: O2 / Gas de protección: aire
Cartucho
22-1020Electrodo
22-1072
Distribuidor de gas
de plasma
22-1041
Punta
22-1054
Casquillo de protección
3/4" (20 mm)
22-1028
Copa de protección
22-1016
Art # A-07070
Distribuidor de gas
de protección
22-1273
Casquillo de protección
3/4" (20 mm)
22-1275
(bar) Bola (bar) Bola (bar) (voltio)(m m)± 0,1
(mm / m inuto)
(mm) (seg.) (mm )
5,5 62 8,3 45 8,3 147 3,1 2970 7,6 0,0 2,95,5 62 8,3 45 8,3 149 3,1 2650 7,6 0,2 2,85,5 62 8,3 45 8,3 153 3,2 2080 8,9 0,4 2,85,5 62 8,3 62 8,3 163 3,6 1120 8,9 0,7 3,95,5 62 8,3 62 8,3 165 3,6 800 8,9 0,8 4,55,5 62 8,3 62 8,3 171 4,0 650 8,9 1,0 4,65,5 62 8,3 62 8,3 172 4,1 630 NR NR 4,35,5 62 8,3 62 8,3 175 4,1 390 NR NR 4,85,5 62 8,3 62 8,3 183 4,1 240 NR NR 5,0
Bola Presión Bola Presión (voltio)m m ± 0,1
mm / minuto
mm ± 0,1 (seg.)
1,4 bar 60 4.1 bar 120 5.5 bar 145 3 7600 3 0
Para obtener detalles del ajuste de la presión de pre-carga para operaciones de marcado, consulte la página 8-2.
La calidad del
marcado se
degrada al dism inuir
el espesor
Puede ocurrir
perforación con
espesores < 1,6 mm
Pres ión de
pre-flujo (N2)
Marcado (con piezas de acero dulce 150 A)Corriente del arco:
20 ACaudal / Presión de corte
Plasma (N2) Protección (N2)
Tensión del arco
Altura de trabajo de la
antorcha
Velocidad de avance
Altura inicial de
penetración
Retardo de la
penetración
Acero dulce 150 A (O2/aire)
Retardo de la
penetración
Ancho de ranura a la velocidad
reco-mendada
Plasma (O2) Protección (aire)
Tens ión del arco
Altura de trabajo de la
antorcha
Velocidad de avance
Altura inicial de
penetración
Caudal / Pres ión de corte
(mm )
10
Espesor del m aterial
Pres ión de pre-
flujo (aire)
1215
3850
20222532

Manual 0-4802 8-9 DATOS DE LA ANTORCHA28 de enero de 2006
Acero inoxidable
30 A
Gas de plasma: aire / Gas de protección: aire
Cartucho
22-1020Electrodo
22-1077
Distribuidor de gas
de plasma
22-1045
Punta
22-1059
Casquillo de protección
22-1033
Copa de protección
22-1016
Art # A-06042
Distribuidor de gas
de protección
22-1274
(bar) Bola (bar) Bola (bar) (voltio)(m m )± 0,1
(m m / m inuto)
(m m ) (seg.) (m m )
6,6 64 8,3 20 8,3 85 0,5 13580 1,0 0,0 0,7
6,6 64 8,3 20 8,3 80 0,5 11580 1,1 0,0 0,9
6,6 64 8,3 20 8,3 75 0,5 9780 1,6 0,1 0,7
6,6 64 8,3 20 8,3 77 0,5 5970 2,0 0,2 0,8
6,6 64 8,3 20 8,3 74 0,5 4050 2,0 0,2 0,7
Velocidad de avance
Altura inicial de
penetración
1.5
2
(m m )
0.6
0,8
1
Ancho de ranura a la veloci-dad reco-m endada
Plasm a (aire)
Protección (aire)
Acero inoxidable 30 A (aire/aire)
Espesor del
m aterial
Pres ión de pre-
flujo (aire)
Caudal / Pres ión de corte
Retardo de la penetración
Tens ión del arco
Altura de trabajo de la
antorcha
Manual 0-4802 8-10 DATOS DE LA ANTORCHA28 de enero de 2006
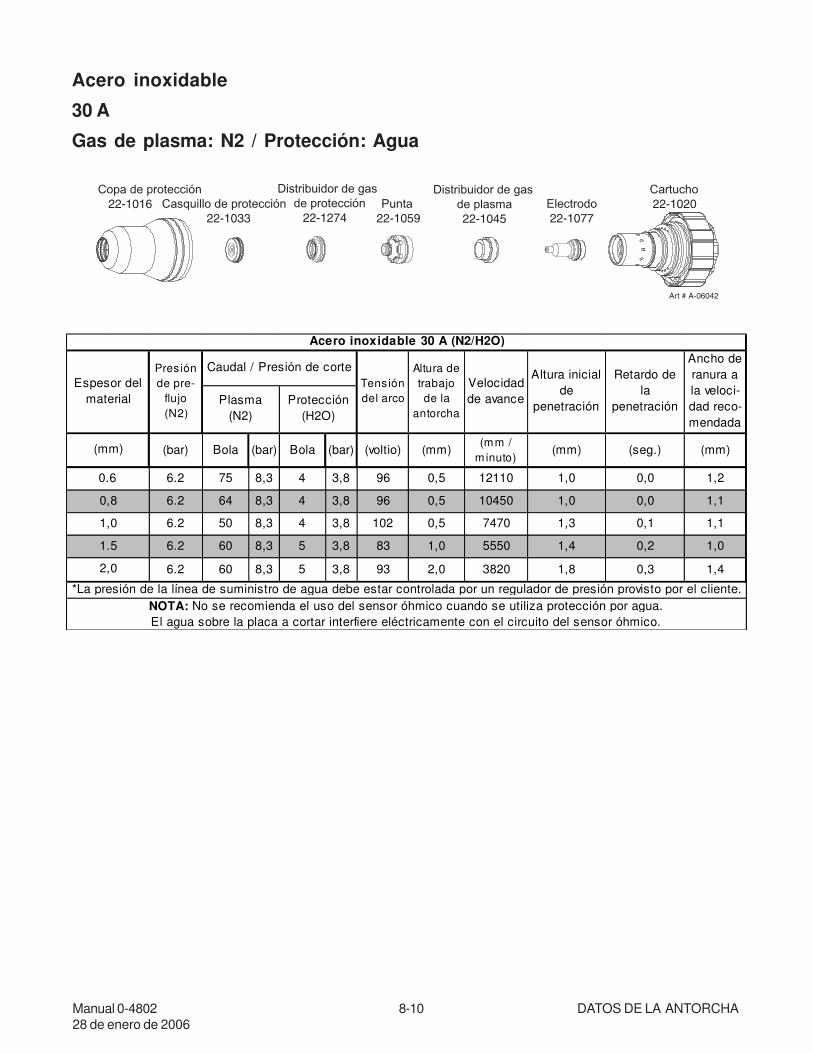
Acero inoxidable
30 A
Gas de plasma: N2 / Protección: Agua
Cartucho
22-1020Electrodo
22-1077
Distribuidor de gas
de plasma
22-1045
Punta
22-1059
Casquillo de protección
22-1033
Copa de protección
22-1016
Art # A-06042
Distribuidor de gas
de protección
22-1274
(bar) Bola (bar) Bola (bar) (voltio) (mm)(mm /
m inuto)(mm) (seg.) (mm)
6.2 75 8,3 4 3,8 96 0,5 12110 1,0 0,0 1,2
6.2 64 8,3 4 3,8 96 0,5 10450 1,0 0,0 1,1
6.2 50 8,3 4 3,8 102 0,5 7470 1,3 0,1 1,1
6.2 60 8,3 5 3,8 83 1,0 5550 1,4 0,2 1,0
6.2 60 8,3 5 3,8 93 2,0 3820 1,8 0,3 1,4
Velocidad de avance
Altura inicial de
penetración
NOTA: No se recomienda el uso del sensor óhmico cuando se utiliza protección por agua. El agua sobre la placa a cortar interfiere eléctricamente con el circuito del sensor óhmico.
1.5
2,0
(mm)
0.6
0,8
1,0
*La presión de la línea de suministro de agua debe estar controlada por un regulador de presión provisto por el cliente.
Ancho de ranura a la veloci-dad reco-mendada
Plasma (N2)
Protección (H2O)
Acero inoxidable 30 A (N2/H2O)
Espesor del material
Presión de pre-
flujo (N2)
Caudal / Presión de corteRetardo de
la penetración
Tensión del arco
Altura de trabajo de la
antorcha
Manual 0-4802 8-11 DATOS DE LA ANTORCHA28 de enero de 2006
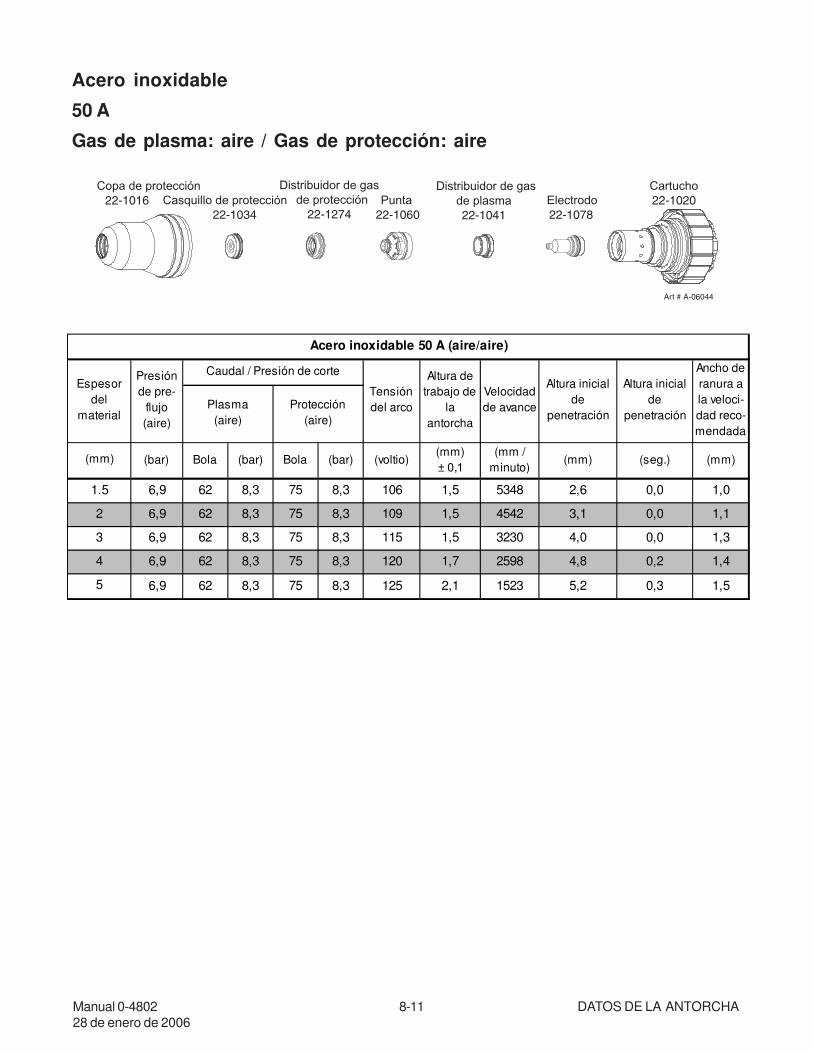
Acero inoxidable
50 A
Gas de plasma: aire / Gas de protección: aire
Cartucho
22-1020Electrodo
22-1078
Distribuidor de gas
de plasma
22-1041
Punta
22-1060
Casquillo de protección
22-1034
Copa de protección
22-1016
Art # A-06044
Distribuidor de gas
de protección
22-1274
(bar) Bola (bar) Bola (bar) (voltio)(mm)± 0,1
(mm / minuto)
(mm) (seg.) (mm)
6,9 62 8,3 75 8,3 106 1,5 5348 2,6 0,0 1,0
6,9 62 8,3 75 8,3 109 1,5 4542 3,1 0,0 1,1
6,9 62 8,3 75 8,3 115 1,5 3230 4,0 0,0 1,3
6,9 62 8,3 75 8,3 120 1,7 2598 4,8 0,2 1,4
6,9 62 8,3 75 8,3 125 2,1 1523 5,2 0,3 1,55
1.5
2
3
4
(mm)
Altura de trabajo de
la antorcha
Velocidad de avance
Altura inicial de
penetración
Espesor del
material
Presión de pre-
flujo (aire)
Caudal / Presión de corte
Tensión del arco
Acero inoxidable 50 A (aire/aire)
Ancho de ranura a la veloci-dad reco-mendada
Plasma (aire)
Protección (aire)
Altura inicial de
penetración

Manual 0-4802 8-12 DATOS DE LA ANTORCHA28 de enero de 2006
Acero inoxidable
50 A
Gas de plasma: N2 / Protección: agua
Cartucho
22-1020Electrodo
22-1078
Distribuidor de gas
de plasma
22-1041
Punta
22-1060
Casquillo de protección
22-1034
Copa de protección
22-1016
Art # A-06044
Distribuidor de gas
de protección
22-1274
(bar) * Bola (bar) * Bola (bar) * (voltio)(mm)± 0,1
(mm / minuto)
(mm) (seg.) (mm)
6,9 62 8,3 4 3,8 117 2,8 4310 5,1 0,2 1,1
6,9 62 8,3 4 3,8 120 2,8 3660 5,1 0,2 1,2
Acero inoxidable 50 A (N2/H2O)
Ancho de ranura a la veloci-dad reco-mendada
Plasma (N2)
Protección (H2O)
Tensión del arco
Altura de trabajo de la
antorcha
Velocidad de
avance
Caudal / Presión de corte
Retardo de la penetración
Altura inicial de
penetración
Espesor del
material
Presión de pre-
flujo (N2)
NOTA: No se recomienda el uso del sensor óhmico cuando se utiliza protección por agua. El agua sobre la placa a cortar interfiere eléctricamente con el circuito del sensor óhmico.
*La presión de la línea de suministro de agua debe estar controlada por un regulador de presión provisto por el cliente.
3
(mm)
2
Manual 0-4802 8-13 DATOS DE LA ANTORCHA28 de enero de 2006
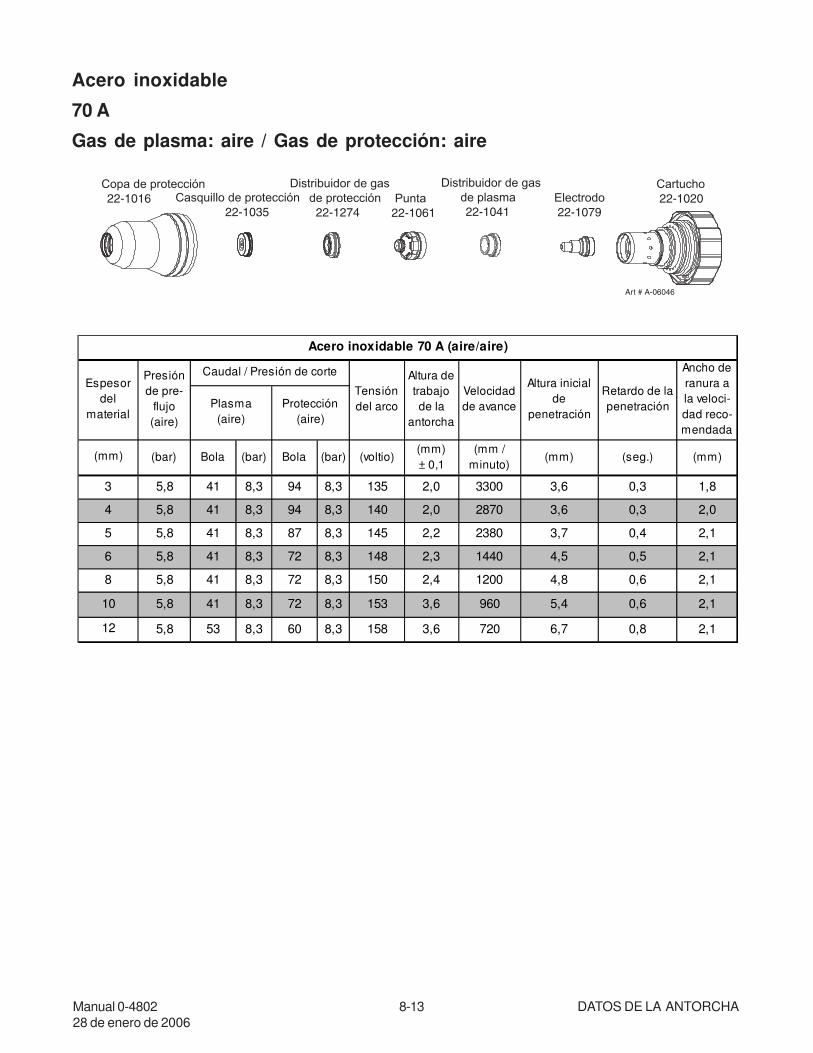
Acero inoxidable
70 A
Gas de plasma: aire / Gas de protección: aire
Cartucho
22-1020Electrodo
22-1079
Distribuidor de gas
de plasma
22-1041
Punta
22-1061
Casquillo de protección
22-1035
Copa de protección
22-1016
Art # A-06046
Distribuidor de gas
de protección
22-1274
(bar) Bola (bar) Bola (bar) (voltio)(mm)± 0,1
(mm / minuto)
(mm) (seg.) (mm)
5,8 41 8,3 94 8,3 135 2,0 3300 3,6 0,3 1,8
5,8 41 8,3 94 8,3 140 2,0 2870 3,6 0,3 2,0
5,8 41 8,3 87 8,3 145 2,2 2380 3,7 0,4 2,1
5,8 41 8,3 72 8,3 148 2,3 1440 4,5 0,5 2,1
5,8 41 8,3 72 8,3 150 2,4 1200 4,8 0,6 2,1
5,8 41 8,3 72 8,3 153 3,6 960 5,4 0,6 2,1
5,8 53 8,3 60 8,3 158 3,6 720 6,7 0,8 2,1
Acero inoxidable 70 A (aire/aire)
Espesor del
material
Presión de pre-
flujo (aire)
Caudal / Presión de corte
Retardo de la penetración
Ancho de ranura a la veloci-dad reco-mendada
Plasma (aire)
Protección (aire)
Tensión del arco
Altura de trabajo de la
antorcha
Velocidad de avance
Altura inicial de
penetración
(mm)
3
10
12
4
5
6
8
Manual 0-4802 8-14 DATOS DE LA ANTORCHA28 de enero de 2006
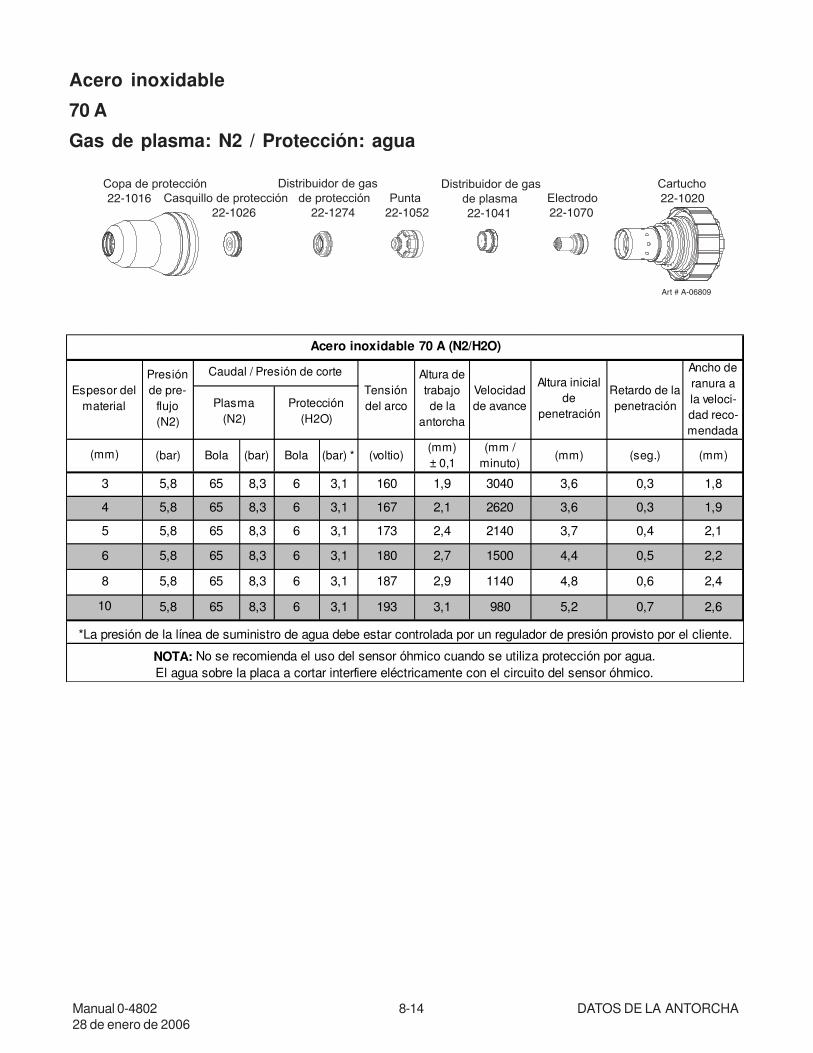
Acero inoxidable
70 A
Gas de plasma: N2 / Protección: agua
Cartucho
22-1020Electrodo
22-1070
Distribuidor de gas
de plasma
22-1041
Punta
22-1052
Casquillo de protección
22-1026
Copa de protección
22-1016
Art # A-06809
Distribuidor de gas
de protección
22-1274
(bar) Bola (bar) Bola (bar) * (voltio)(mm)± 0,1
(mm / minuto)
(mm) (seg.) (mm)
5,8 65 8,3 6 3,1 160 1,9 3040 3,6 0,3 1,8
5,8 65 8,3 6 3,1 167 2,1 2620 3,6 0,3 1,9
5,8 65 8,3 6 3,1 173 2,4 2140 3,7 0,4 2,1
5,8 65 8,3 6 3,1 180 2,7 1500 4,4 0,5 2,2
5,8 65 8,3 6 3,1 187 2,9 1140 4,8 0,6 2,4
5,8 65 8,3 6 3,1 193 3,1 980 5,2 0,7 2,610
(mm)
3
4
5
Altura inicial de
penetración
6
8
Espesor del material
Presión de pre-
flujo (N2)
Caudal / Presión de corte
*La presión de la línea de suministro de agua debe estar controlada por un regulador de presión provisto por el cliente.
NOTA: No se recomienda el uso del sensor óhmico cuando se utiliza protección por agua. El agua sobre la placa a cortar interfiere eléctricamente con el circuito del sensor óhmico.
Acero inoxidable 70 A (N2/H2O)
Retardo de la penetración
Ancho de ranura a la veloci-dad reco-mendada
Plasma (N2)
Protección (H2O)
Tensión del arco
Altura de trabajo de la
antorcha
Velocidad de avance

Manual 0-4802 8-15 DATOS DE LA ANTORCHA28 de enero de 2006
Acero inoxidable
100 A
Gas de plasma: H35 / Gas de protección: N2
Cartucho
22-1020Electrodo
22-1080
Distribuidor de gas
de plasma
22-1041
Punta
22-1062
Casquillo de protección
22-1036
Copa de protección
22-1016
Art # A-06050
Distribuidor de gas
de protección
22-1274
(bar) Bola (bar) Bola (bar) (voltio)(mm)± 0,1
(mm / minuto)
(mm) (seg.) (mm)
5,5 50 8,3 97 8,3 148 3,7 1880 6,2 0,3 2,0
5,5 55 8,3 97 8,3 150 3,5 1600 7,0 0,3 2,0
5,5 55 8,3 97 8,3 152 3,3 1350 7,8 0,3 1,9
5,5 62 8,3 97 8,3 154 3,3 1140 8,6 0,5 1,9
5,5 62 8,3 97 8,3 156 3,3 750 8,9 0,7 1,9
Velocidad de avance
Altura inicial de
penetración
12
15
(mm)
6
8
10
Ancho de ranura a la veloci-dad reco-mendada
Plasma (H35)
Protección (N2)
Acero inoxidable 100 A (H35/N2)
Espesor del material
Presión de pre-
flujo (N2)
Caudal / Presión de corte
Retardo de la penetración
Tensión del arco
Altura de trabajo de la
antorcha
Manual 0-4802 8-16 DATOS DE LA ANTORCHA28 de enero de 2006
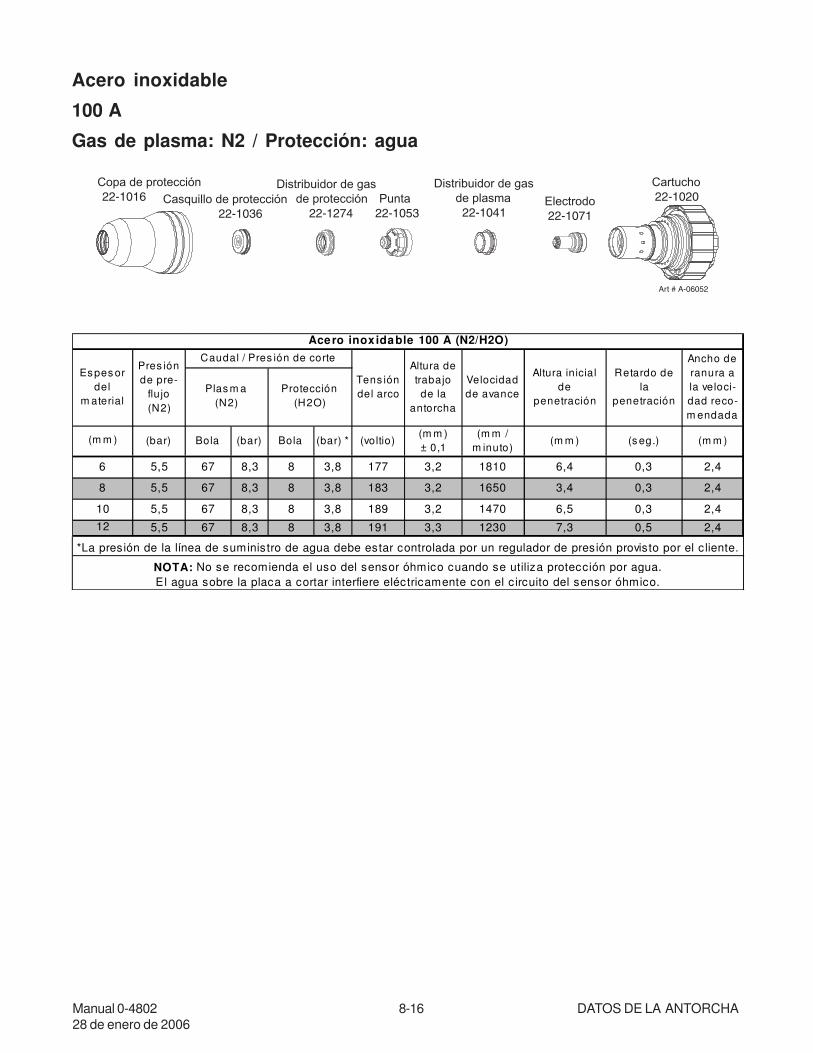
Acero inoxidable
100 A
Gas de plasma: N2 / Protección: agua
Cartucho
22-1020Electrodo
22-1071
Distribuidor de gas
de plasma
22-1041
Punta
22-1053
Copa de protección
22-1016
Art # A-06052
Casquillo de protección
22-1036
Distribuidor de gas
de protección
22-1274
(bar) Bola (bar) Bola (bar) * (voltio)(m m )± 0,1
(m m / m inuto)
(m m ) (s eg.) (m m )
5,5 67 8,3 8 3,8 177 3,2 1810 6,4 0,3 2,4
5,5 67 8,3 8 3,8 183 3,2 1650 3,4 0,3 2,4
5,5 67 8,3 8 3,8 189 3,2 1470 6,5 0,3 2,4
5,5 67 8,3 8 3,8 191 3,3 1230 7,3 0,5 2,4
Protección (H2O)
Acero inox idable 100 A (N2/H2O)
Espes or del
m aterial
Pres ión de pre-
flujo (N2)
Caudal / Pres ión de corteRetardo de
la penetración
Tens ión del arco
Altura de trabajo de la
antorcha
Velocidad de avance
Altura inicial de
penetración
NOTA: No se recomienda el uso del sensor óhmico cuando se utiliza protección por agua. El agua sobre la placa a cortar interfiere eléctricamente con el c ircuito del sensor óhmico.
12
(m m )
6
8
10
*La presión de la línea de suministro de agua debe estar controlada por un regulador de presión provisto por el c liente.
Ancho de ranura a la veloci-dad reco-m endada
Plas m a (N2)
Manual 0-4802 8-17 DATOS DE LA ANTORCHA28 de enero de 2006
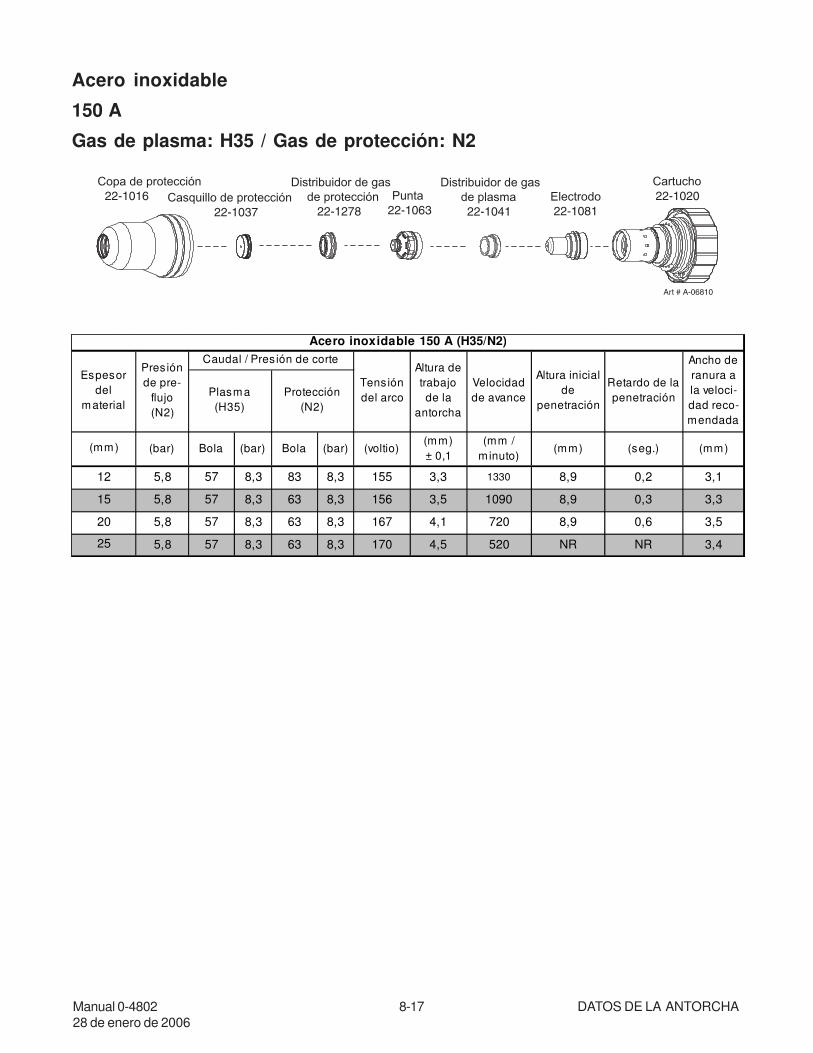
Acero inoxidable
150 A
Gas de plasma: H35 / Gas de protección: N2
Cartucho
22-1020Electrodo
22-1081
Distribuidor de gas
de plasma
22-1041
Punta
22-1063
Copa de protección
22-1016
Art # A-06810
Distribuidor de gas
de protección
22-1278
Casquillo de protección
22-1037
(bar) Bola (bar) Bola (bar) (voltio)(mm)± 0,1
(mm / minuto)
(mm) (seg.) (mm)
5,8 57 8,3 83 8,3 155 3,3 1330 8,9 0,2 3,1
5,8 57 8,3 63 8,3 156 3,5 1090 8,9 0,3 3,3
5,8 57 8,3 63 8,3 167 4,1 720 8,9 0,6 3,5
5,8 57 8,3 63 8,3 170 4,5 520 NR NR 3,4
Velocidad de avance
Altura inicial de
penetración
15
Plasma (H35)
Protección (N2)
Caudal / Pres ión de corte
Tensión del arco
20
25
Acero inoxidable 150 A (H35/N2)
(mm)
12
Espesor del
material
Pres ión de pre-
flujo (N2)
Retardo de la penetración
Ancho de ranura a la veloci-dad reco-mendada
Altura de trabajo de la
antorcha

Manual 0-4802 8-18 DATOS DE LA ANTORCHA28 de enero de 2006
Acero inoxidable
150 A
Gas de plasma: N2 / Protección: agua
Cartucho
22-1020Electrodo
22-1072
Distribuidor de gas
de plasma
22-1041
Punta
22-1054
Copa de protección
22-1016
Art # A-06811
Distribuidor de gas
de protección
22-1274
Casquillo de protección
22-1028
(bar) Bola (bar) Bola (bar) * (voltio)(mm)± 0,1
(mm / minuto)
(mm) (seg.) (mm)
3,1 67 8,3 8 3,8 182 3,1 1740 8,9 0,3 2,6
3,1 67 8,3 8 3,8 186 3,3 1580 8,9 0,5 2,7
3,1 67 8,3 8 3,8 176 3,3 1250 8,9 0,5 2,8
3,1 67 8,3 8 3,8 206 3,3 1140 8,9 0,8 3,0
Retardo de la penetración
Ancho de ranura a la veloci-dad reco-mendada
Plasma (N2)
*La presión de la línea de suministro de agua debe estar controlada por un regulador de presión provisto por el cliente.
20
(mm)
10
12
15
NOTA: No se recomienda el uso del sensor óhmico cuando se utiliza protección por agua. El agua sobre la placa a cortar interfiere eléctricamente con el circuito del sensor óhmico.
Acero inoxidable 150 A (N2/H2O)
Altura inicial de
penetración
Tensión del arco
Altura de trabajo de la
antorcha
Velocidad de avance
Espesor del
material
Pres ión de pre-
flujo (N2)
Caudal / Pres ión de corte
Protección (H2O)
Manual 0-4802 8-19 DATOS DE LA ANTORCHA28 de enero de 2006
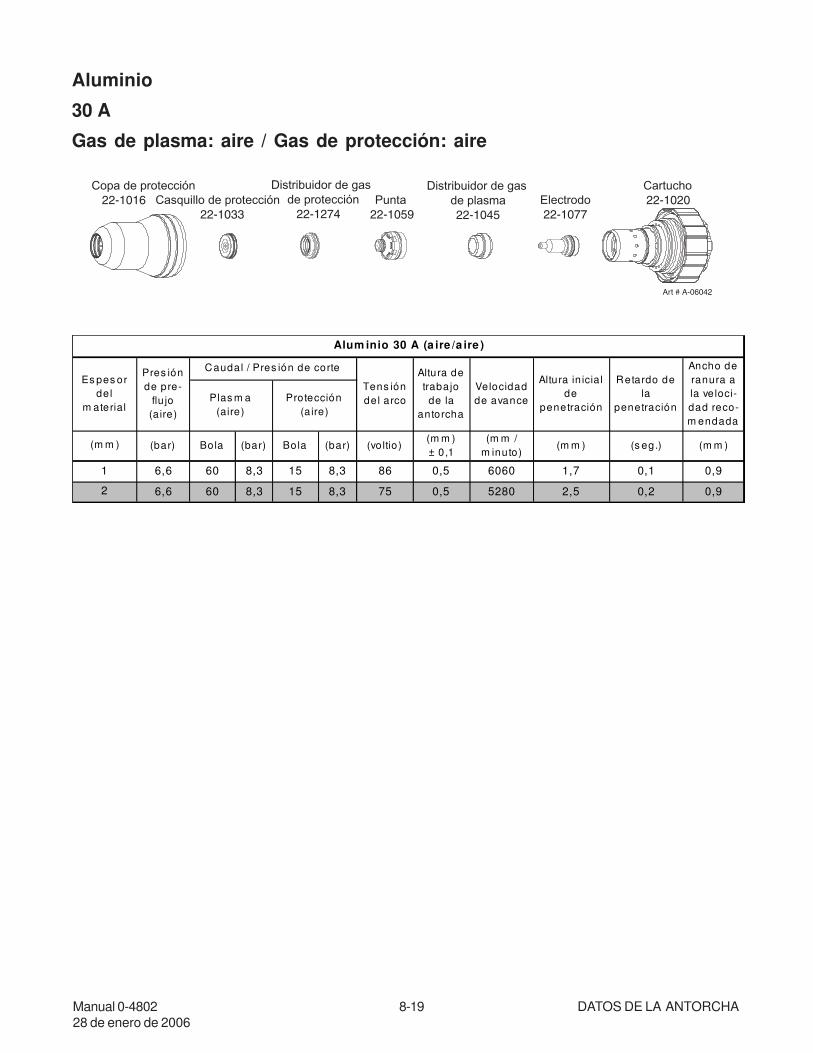
Aluminio
30 A
Gas de plasma: aire / Gas de protección: aire
Cartucho
22-1020Electrodo
22-1077
Distribuidor de gas
de plasma
22-1045
Punta
22-1059
Casquillo de protección
22-1033
Copa de protección
22-1016
Art # A-06042
Distribuidor de gas
de protección
22-1274
(bar) Bola (bar) Bola (bar) (voltio)(m m )± 0,1
(m m / m inuto)
(m m ) (s eg.) (m m )
6,6 60 8,3 15 8,3 86 0,5 6060 1,7 0,1 0,9
6,6 60 8,3 15 8,3 75 0,5 5280 2,5 0,2 0,9
Alum inio 30 A (a ire /a ire )
Es pes or del
m aterial
Pres ión de pre-
flu jo (a ire)
Caudal / Pres ión de corte Ancho de ranura a la veloci-dad reco-m endada
Plas m a (aire)
Protección (a ire)
Tens ión del arco
1
2
Retardo de la
penetración
Altura de trabajo
de la antorcha
Velocidad de avance
Altura in icia l de
penetración
(m m )
Manual 0-4802 8-20 DATOS DE LA ANTORCHA28 de enero de 2006
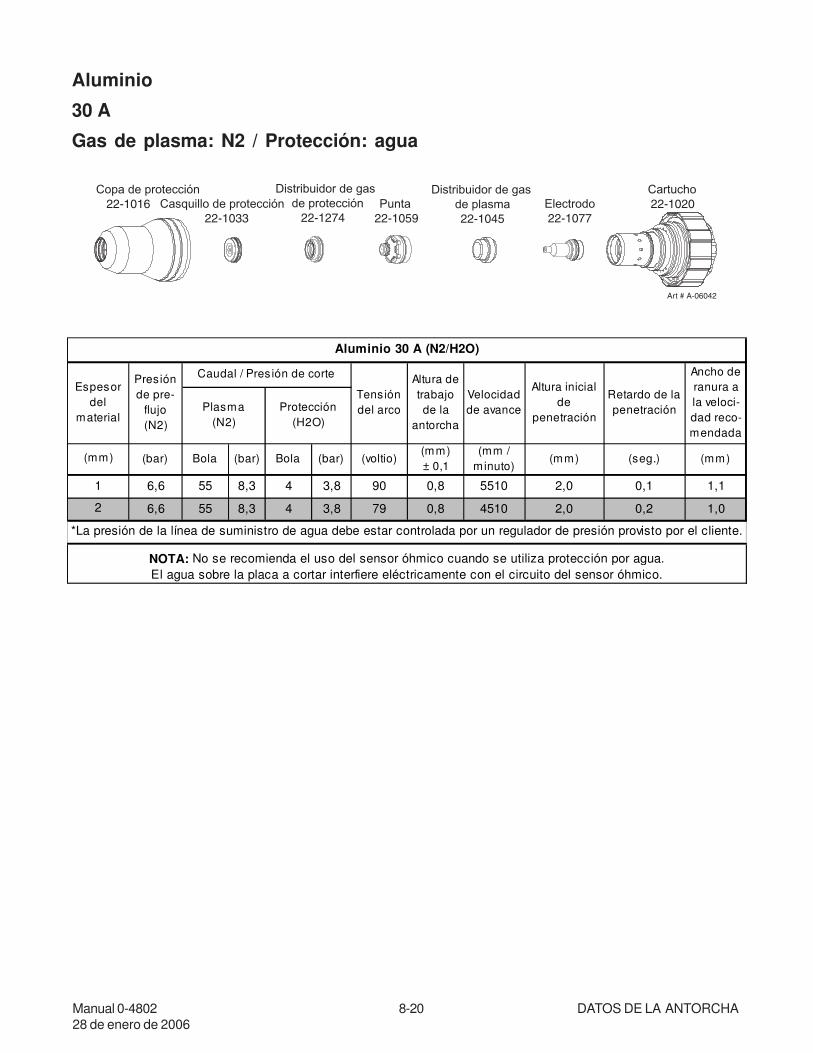
Aluminio
30 A
Gas de plasma: N2 / Protección: agua
Cartucho
22-1020Electrodo
22-1077
Distribuidor de gas
de plasma
22-1045
Punta
22-1059
Casquillo de protección
22-1033
Copa de protección
22-1016
Art # A-06042
Distribuidor de gas
de protección
22-1274
(bar) Bola (bar) Bola (bar) (voltio)(mm)± 0,1
(mm / minuto)
(mm) (seg.) (mm)
6,6 55 8,3 4 3,8 90 0,8 5510 2,0 0,1 1,1
6,6 55 8,3 4 3,8 79 0,8 4510 2,0 0,2 1,02
Retardo de la penetración
Altura de trabajo de la
antorcha
Velocidad de avance
Altura inicial de
penetración
(mm)
Espesor del
material
NOTA: No se recomienda el uso del sensor óhmico cuando se utiliza protección por agua. El agua sobre la placa a cortar interfiere eléctricamente con el circuito del sensor óhmico.
Aluminio 30 A (N2/H2O)
Presión de pre-
flujo (N2)
Caudal / Pres ión de corte Ancho de ranura a la veloci-dad reco-mendada
Plasma (N2)
Protección (H2O)
*La presión de la línea de suministro de agua debe estar controlada por un regulador de presión provisto por el cliente.
Tensión del arco
1
Manual 0-4802 8-21 DATOS DE LA ANTORCHA28 de enero de 2006
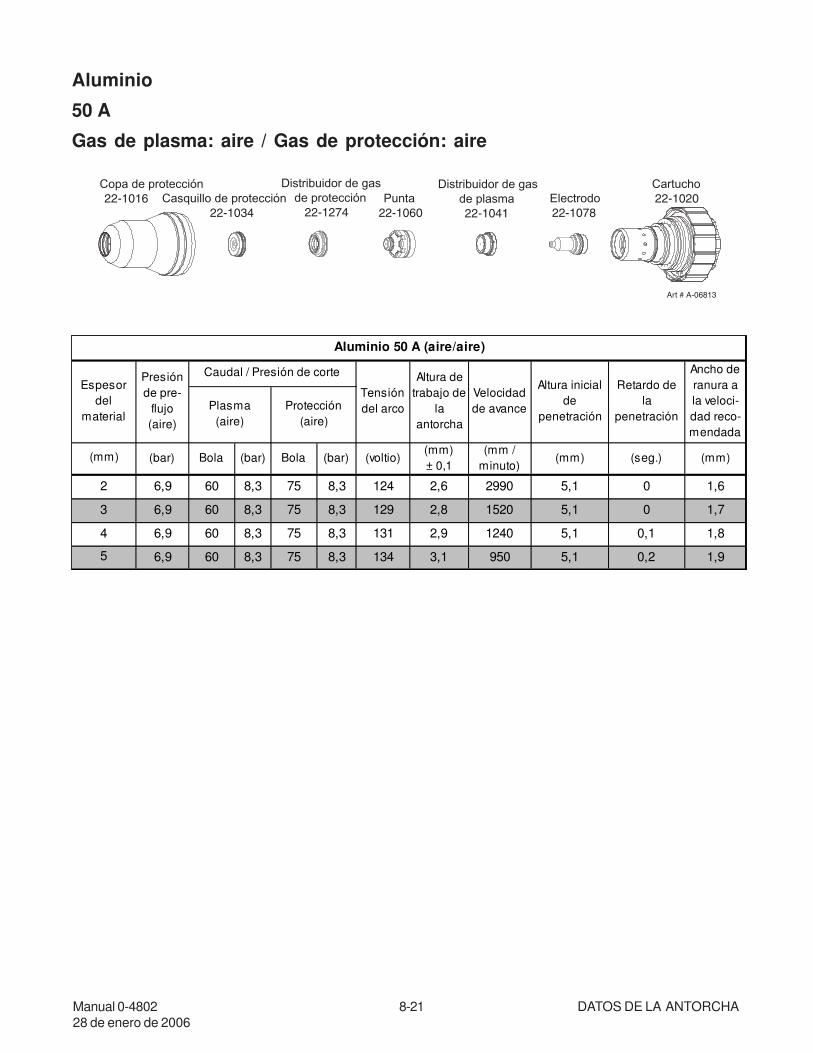
Aluminio
50 A
Gas de plasma: aire / Gas de protección: aire
Cartucho
22-1020Electrodo
22-1078
Distribuidor de gas
de plasma
22-1041
Punta
22-1060
Casquillo de protección
22-1034
Copa de protección
22-1016
Art # A-06813
Distribuidor de gas
de protección
22-1274
(bar) Bola (bar) Bola (bar) (voltio)(mm)± 0,1
(mm / minuto)
(mm) (seg.) (mm)
6,9 60 8,3 75 8,3 124 2,6 2990 5,1 0 1,6
6,9 60 8,3 75 8,3 129 2,8 1520 5,1 0 1,7
6,9 60 8,3 75 8,3 131 2,9 1240 5,1 0,1 1,8
6,9 60 8,3 75 8,3 134 3,1 950 5,1 0,2 1,9
Ancho de ranura a la veloci-dad reco-mendada
Plasma (aire)
Protección (aire)
Aluminio 50 A (aire/aire)
Espesor del
material
Presión de pre-
flujo (aire)
Caudal / Presión de corteRetardo de
la penetración
Tensión del arco
Altura de trabajo de
la antorcha
Velocidad de avance
Altura inicial de
penetración
5
(mm)
2
3
4
Manual 0-4802 8-22 DATOS DE LA ANTORCHA28 de enero de 2006
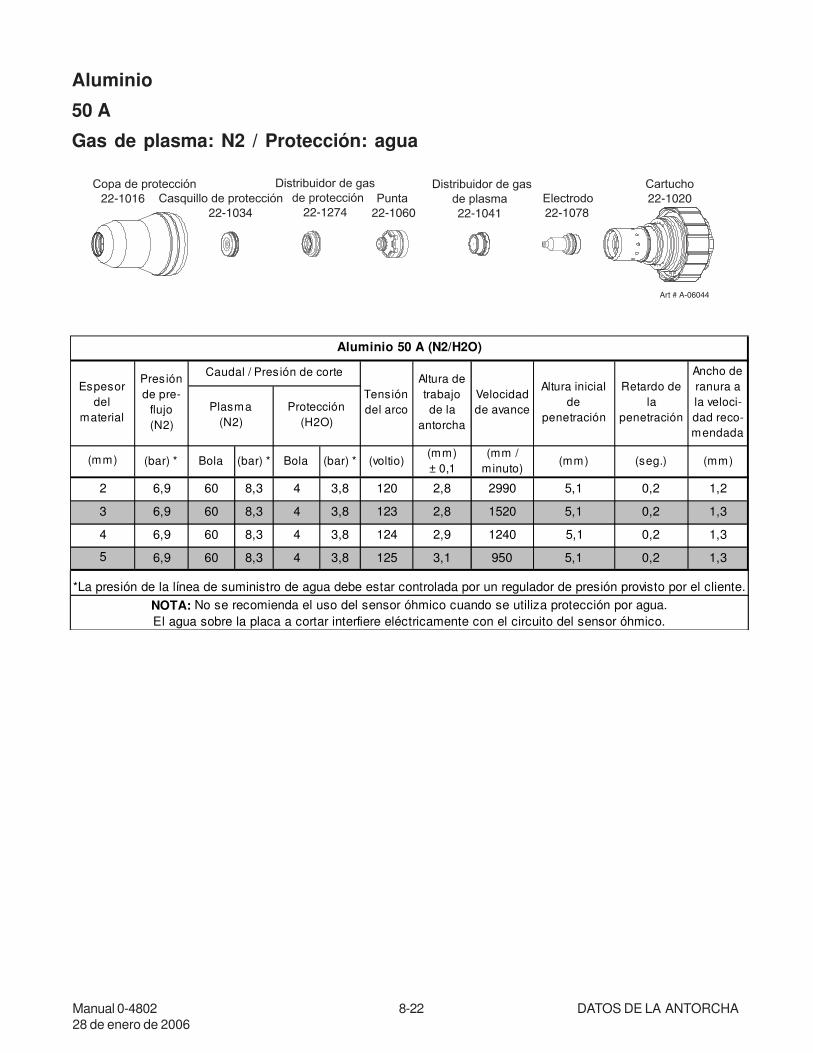
Aluminio
50 A
Gas de plasma: N2 / Protección: agua
Cartucho
22-1020Electrodo
22-1078
Distribuidor de gas
de plasma
22-1041
Punta
22-1060
Casquillo de protección
22-1034
Copa de protección
22-1016
Art # A-06044
Distribuidor de gas
de protección
22-1274
(bar) * Bola (bar) * Bola (bar) * (voltio)(mm)± 0,1
(mm / minuto)
(mm) (seg.) (mm)
6,9 60 8,3 4 3,8 120 2,8 2990 5,1 0,2 1,2
6,9 60 8,3 4 3,8 123 2,8 1520 5,1 0,2 1,3
6,9 60 8,3 4 3,8 124 2,9 1240 5,1 0,2 1,3
6,9 60 8,3 4 3,8 125 3,1 950 5,1 0,2 1,3
NOTA: No se recomienda el uso del sensor óhmico cuando se utiliza protección por agua. El agua sobre la placa a cortar interfiere eléctricamente con el circuito del sensor óhmico.
Aluminio 50 A (N2/H2O)
Espesor del
material
Presión de pre-
flujo (N2)
Caudal / Presión de corteRetardo de
la penetración
Ancho de ranura a la veloci-dad reco-mendada
Plasma (N2)
Velocidad de avance
Altura inicial de
penetraciónProtección
(H2O)
Tensión del arco
Altura de trabajo de la
antorcha
*La presión de la línea de suministro de agua debe estar controlada por un regulador de presión provisto por el cliente.
5
(mm)
2
3
4
Manual 0-4802 8-23 DATOS DE LA ANTORCHA28 de enero de 2006
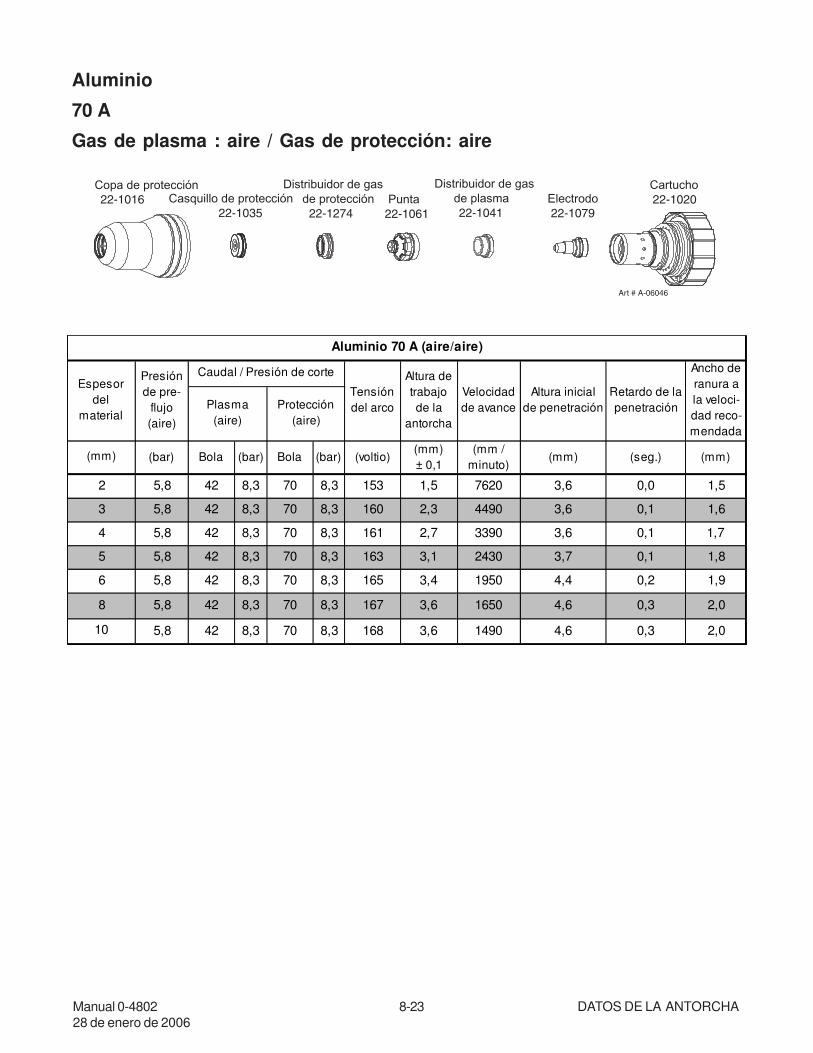
Aluminio
70 A
Gas de plasma : aire / Gas de protección: aire
Cartucho
22-1020Electrodo
22-1079
Distribuidor de gas
de plasma
22-1041
Punta
22-1061
Casquillo de protección
22-1035
Copa de protección
22-1016
Art # A-06046
Distribuidor de gas
de protección
22-1274
(bar) Bola (bar) Bola (bar) (voltio)(mm)± 0,1
(mm / minuto)
(mm) (seg.) (mm)
5,8 42 8,3 70 8,3 153 1,5 7620 3,6 0,0 1,5
5,8 42 8,3 70 8,3 160 2,3 4490 3,6 0,1 1,6
5,8 42 8,3 70 8,3 161 2,7 3390 3,6 0,1 1,7
5,8 42 8,3 70 8,3 163 3,1 2430 3,7 0,1 1,8
5,8 42 8,3 70 8,3 165 3,4 1950 4,4 0,2 1,9
5,8 42 8,3 70 8,3 167 3,6 1650 4,6 0,3 2,0
5,8 42 8,3 70 8,3 168 3,6 1490 4,6 0,3 2,0
8
10
3
4
5
6
Velocidad de avance
Altura inicial de penetración
(mm)
2
Ancho de ranura a la veloci-dad reco-mendada
Plasma (aire)
Protección (aire)
Aluminio 70 A (aire/aire)
Espesor del
material
Presión de pre-
flujo (aire)
Caudal / Presión de corte
Retardo de la penetración
Tensión del arco
Altura de trabajo de la
antorcha
Manual 0-4802 8-24 DATOS DE LA ANTORCHA28 de enero de 2006
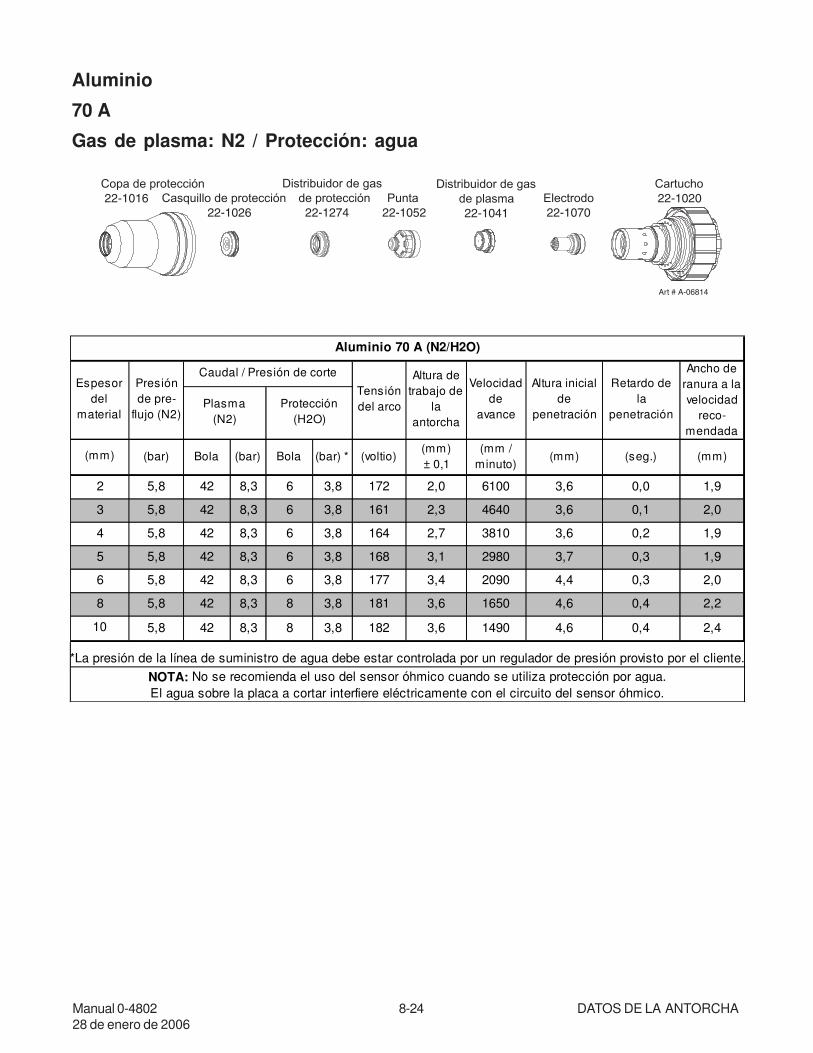
Aluminio
70 A
Gas de plasma: N2 / Protección: agua
Cartucho
22-1020Electrodo
22-1070
Distribuidor de gas
de plasma
22-1041
Punta
22-1052
Casquillo de protección
22-1026
Copa de protección
22-1016
Art # A-06814
Distribuidor de gas
de protección
22-1274
(bar) Bola (bar) Bola (bar) * (voltio)(mm)± 0,1
(mm / minuto)
(mm) (seg.) (mm)
5,8 42 8,3 6 3,8 172 2,0 6100 3,6 0,0 1,9
5,8 42 8,3 6 3,8 161 2,3 4640 3,6 0,1 2,0
5,8 42 8,3 6 3,8 164 2,7 3810 3,6 0,2 1,9
5,8 42 8,3 6 3,8 168 3,1 2980 3,7 0,3 1,9
5,8 42 8,3 6 3,8 177 3,4 2090 4,4 0,3 2,0
5,8 42 8,3 8 3,8 181 3,6 1650 4,6 0,4 2,2
5,8 42 8,3 8 3,8 182 3,6 1490 4,6 0,4 2,4
Aluminio 70 A (N2/H2O)
Espesor del
material
Presión de pre-
flujo (N2)
(mm)
Altura de trabajo de
la antorcha
Velocidad de
avance
Retardo de la
penetración
Ancho de ranura a la velocidad
reco-mendada
NOTA: No se recomienda el uso del sensor óhmico cuando se utiliza protección por agua. El agua sobre la placa a cortar interfiere eléctricamente con el circuito del sensor óhmico.
Altura inicial de
penetración
Caudal / Presión de corte
Tensión del arco
8
2
*La presión de la línea de suministro de agua debe estar controlada por un regulador de presión provisto por el cliente.
10
6
3
4
5
Plasma (N2)
Protección (H2O)
Manual 0-4802 8-25 DATOS DE LA ANTORCHA28 de enero de 2006
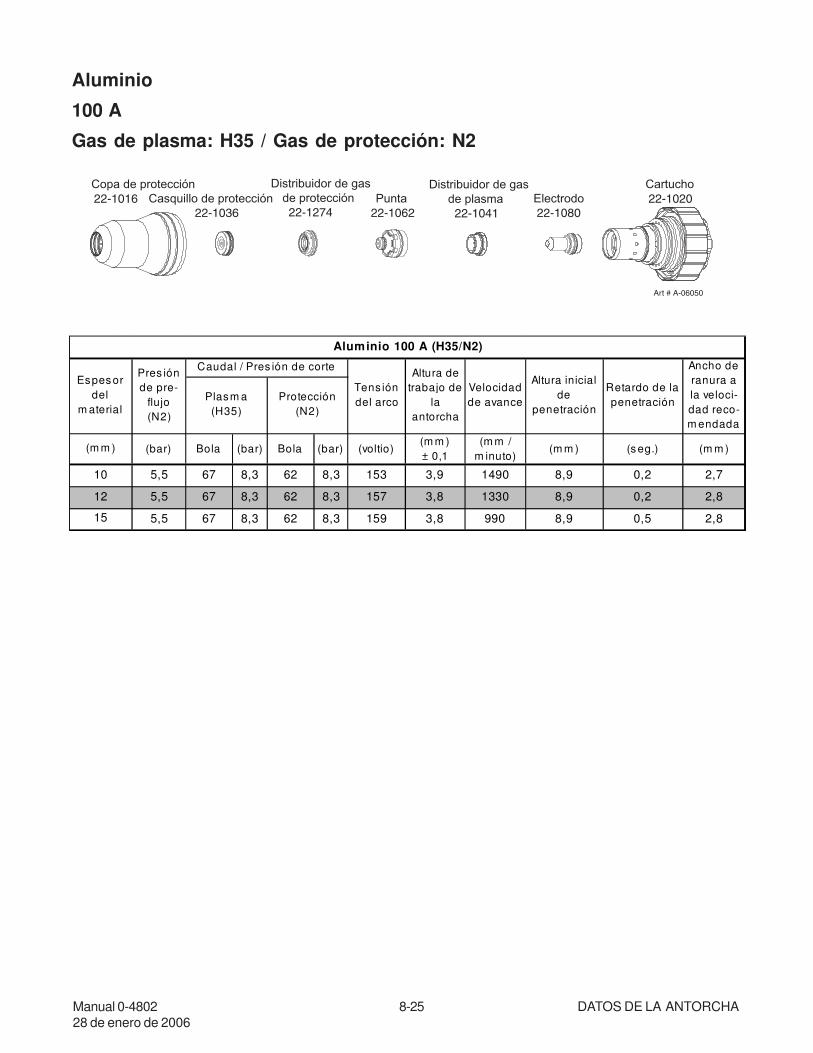
Aluminio
100 A
Gas de plasma: H35 / Gas de protección: N2
Cartucho
22-1020Electrodo
22-1080
Distribuidor de gas
de plasma
22-1041
Punta
22-1062
Casquillo de protección
22-1036
Copa de protección
22-1016
Art # A-06050
Distribuidor de gas
de protección
22-1274
(bar) Bola (bar) Bola (bar) (voltio)(m m )± 0,1
(m m / m inuto)
(m m ) (s eg.) (m m )
5,5 67 8,3 62 8,3 153 3,9 1490 8,9 0,2 2,7
5,5 67 8,3 62 8,3 157 3,8 1330 8,9 0,2 2,8
5,5 67 8,3 62 8,3 159 3,8 990 8,9 0,5 2,8
12
15
Velocidad de avance
Altura inicial de
penetración
(m m )
10
Aluminio 100 A (H35/N2)
Espes or del
m aterial
Pres ión de pre-
flujo (N2)
Caudal / Pres ión de corte
Retardo de la penetración
Ancho de ranura a la veloci-dad reco-m endada
Plasm a (H35)
Protección (N2)
Tens ión del arco
Altura de trabajo de
la antorcha
Manual 0-4802 8-26 DATOS DE LA ANTORCHA28 de enero de 2006
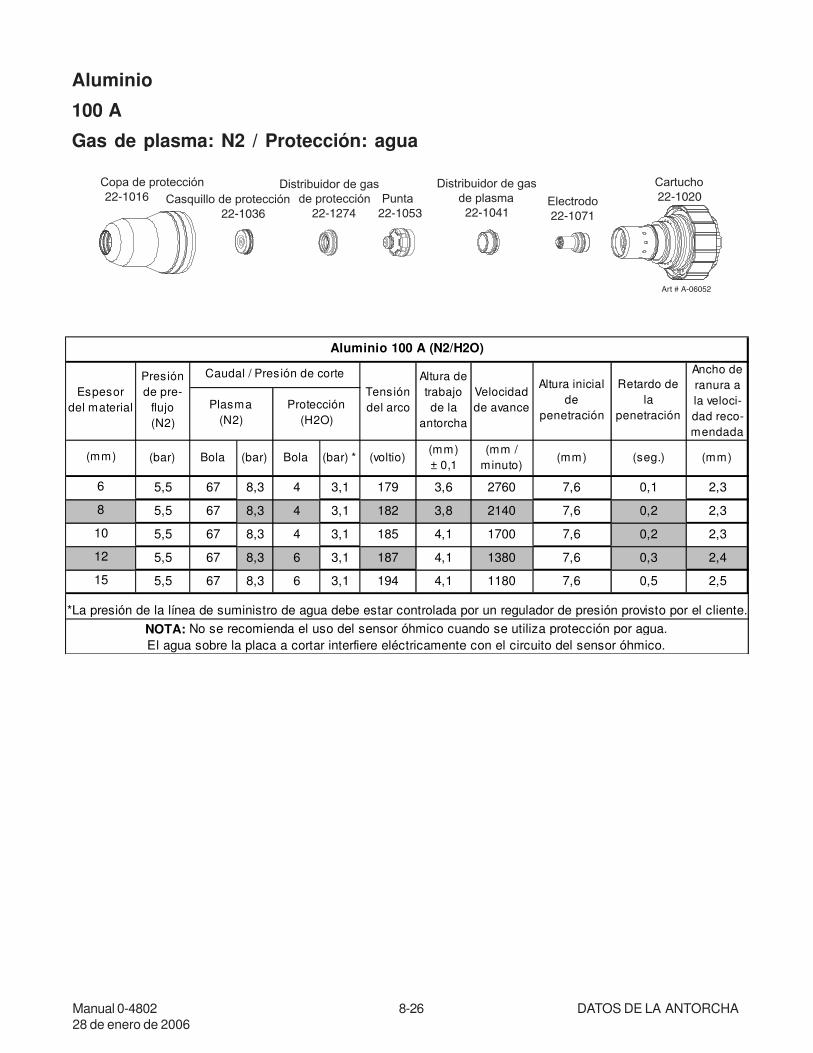
Aluminio
100 A
Gas de plasma: N2 / Protección: agua
Cartucho
22-1020Electrodo
22-1071
Distribuidor de gas
de plasma
22-1041
Punta
22-1053
Copa de protección
22-1016
Art # A-06052
Casquillo de protección
22-1036
Distribuidor de gas
de protección
22-1274
(bar) Bola (bar) Bola (bar) * (voltio)(mm)± 0,1
(mm / minuto)
(mm) (seg.) (mm)
5,5 67 8,3 4 3,1 179 3,6 2760 7,6 0,1 2,3
5,5 67 8,3 4 3,1 182 3,8 2140 7,6 0,2 2,3
5,5 67 8,3 4 3,1 185 4,1 1700 7,6 0,2 2,3
5,5 67 8,3 6 3,1 187 4,1 1380 7,6 0,3 2,4
5,5 67 8,3 6 3,1 194 4,1 1180 7,6 0,5 2,5
NOTA: No se recomienda el uso del sensor óhmico cuando se utiliza protección por agua. El agua sobre la placa a cortar interfiere eléctricamente con el circuito del sensor óhmico.
Altura inicial de
penetración
Caudal / Presión de corte
Tensión del arco
6
*La presión de la línea de suministro de agua debe estar controlada por un regulador de presión provisto por el cliente.
15
8
10
12
Aluminio 100 A (N2/H2O)
Espesor del material
Presión de pre-
flujo (N2)
(mm)
Altura de trabajo de la
antorcha
Velocidad de avance
Retardo de la
penetración
Ancho de ranura a la veloci-dad reco-mendada
Plasma (N2)
Protección (H2O)
Manual 0-4802 8-27 DATOS DE LA ANTORCHA28 de enero de 2006
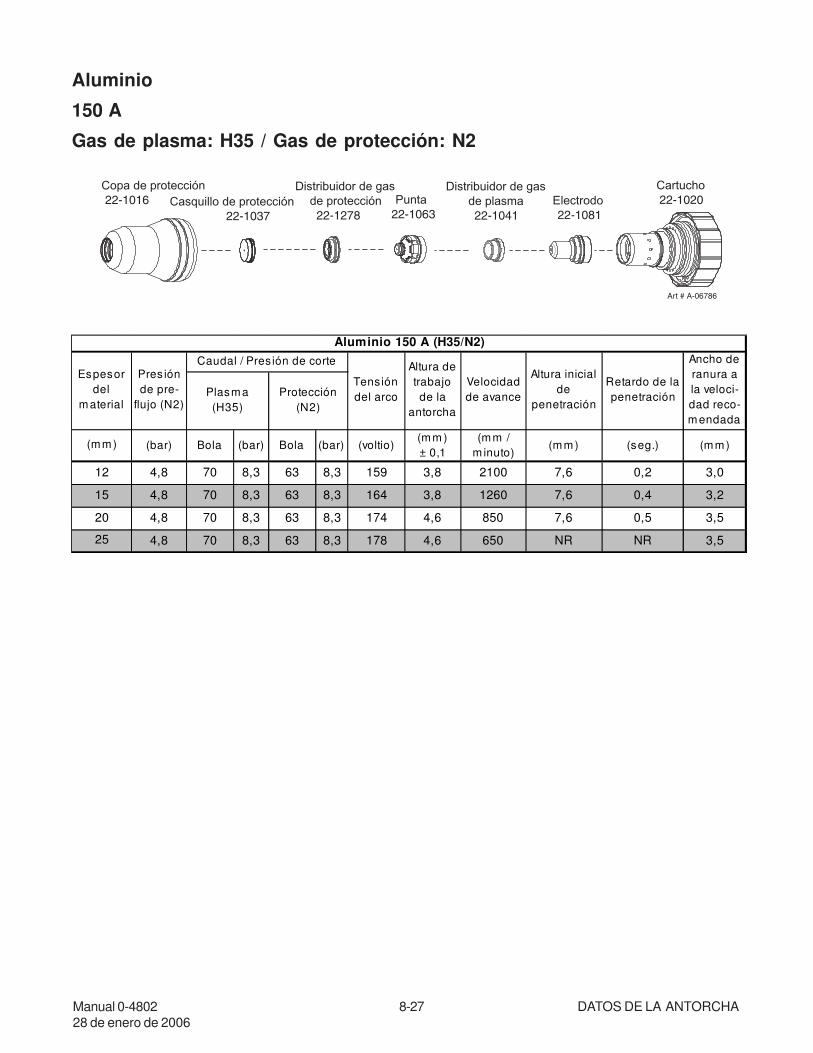
Aluminio
150 A
Gas de plasma: H35 / Gas de protección: N2
Cartucho
22-1020Electrodo
22-1081
Distribuidor de gas
de plasma
22-1041
Punta
22-1063
Copa de protección
22-1016
Art # A-06786
Distribuidor de gas
de protección
22-1278
Casquillo de protección
22-1037
(bar) Bola (bar) Bola (bar) (voltio)(mm )± 0,1
(mm / m inuto)
(mm) (seg.) (mm)
4,8 70 8,3 63 8,3 159 3,8 2100 7,6 0,2 3,0
4,8 70 8,3 63 8,3 164 3,8 1260 7,6 0,4 3,2
4,8 70 8,3 63 8,3 174 4,6 850 7,6 0,5 3,5
4,8 70 8,3 63 8,3 178 4,6 650 NR NR 3,5
Aluminio 150 A (H35/N2)
Espesor del
material
Pres ión de pre-
flujo (N2)
Caudal / Presión de corte
Retardo de la penetración
Ancho de ranura a la veloci-dad reco-mendada
Plasma (H35)
Protección (N2)
Tensión del arco
Altura de trabajo de la
antorcha
Velocidad de avance
Altura inicial de
penetración
25
(mm)
12
15
20
Manual 0-4802 8-28 DATOS DE LA ANTORCHA28 de enero de 2006
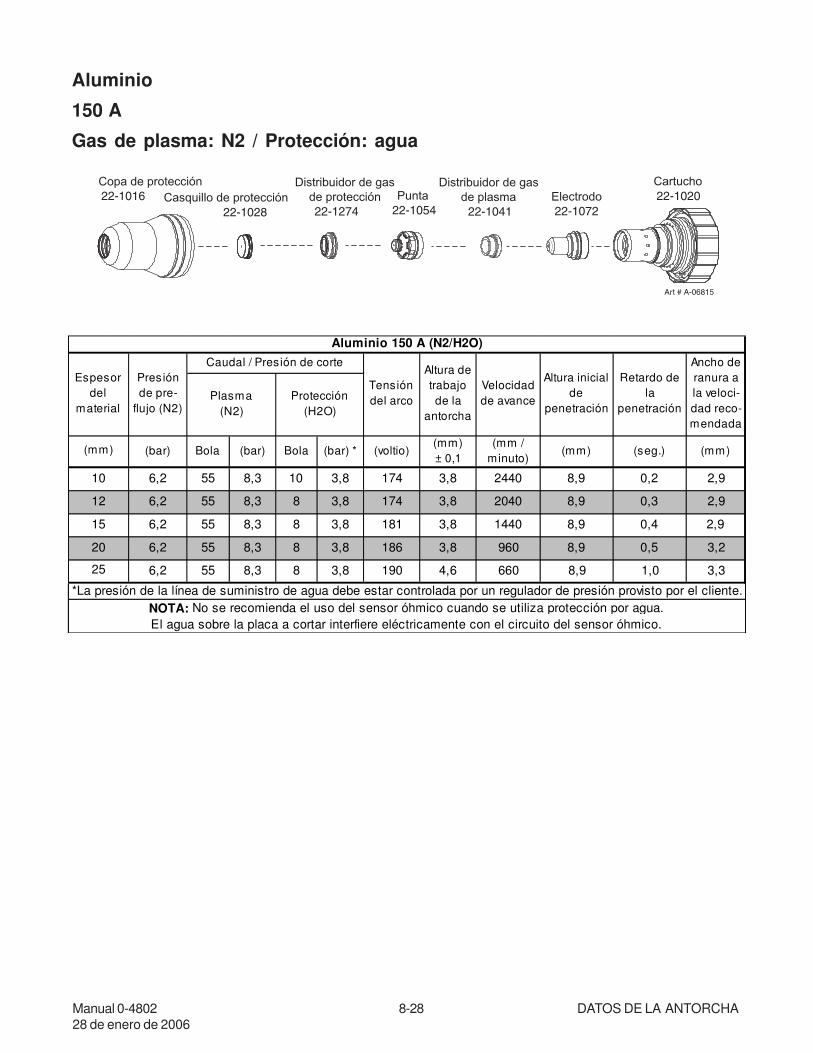
Aluminio
150 A
Gas de plasma: N2 / Protección: agua
Cartucho
22-1020Electrodo
22-1072
Distribuidor de gas
de plasma
22-1041
Punta
22-1054
Copa de protección
22-1016
Art # A-06815
Distribuidor de gas
de protección
22-1274
Casquillo de protección
22-1028
(bar) Bola (bar) Bola (bar) * (voltio)(mm)± 0,1
(mm / minuto)
(mm) (seg.) (mm)
6,2 55 8,3 10 3,8 174 3,8 2440 8,9 0,2 2,9
6,2 55 8,3 8 3,8 174 3,8 2040 8,9 0,3 2,9
6,2 55 8,3 8 3,8 181 3,8 1440 8,9 0,4 2,9
6,2 55 8,3 8 3,8 186 3,8 960 8,9 0,5 3,2
6,2 55 8,3 8 3,8 190 4,6 660 8,9 1,0 3,3
(mm)
10
12
15
Aluminio 150 A (N2/H2O)
Caudal / Presión de corte
Tensión del arco
Altura de trabajo de la
antorcha
Retardo de la
penetración
Ancho de ranura a la veloci-dad reco-mendada
NOTA: No se recomienda el uso del sensor óhmico cuando se utiliza protección por agua. El agua sobre la placa a cortar interfiere eléctricamente con el circuito del sensor óhmico.
Velocidad de avance
Altura inicial de
penetraciónPlasma
(N2) Protección
(H2O)
Espesor del
material
Pres ión de pre-
flujo (N2)
*La presión de la línea de suministro de agua debe estar controlada por un regulador de presión provisto por el cliente.
20
25
Manual 0-4802 8-29 DATOS DE LA ANTORCHA28 de enero de 2006
LISTA DE PIEZAS DE LA ANTORCHADevoluciones
Si un producto debe ser devuelto para un servicio técnico, póngase en contacto con su distribuidor autorizado. No seaceptará la devolución de materiales sin una autorización adecuada.
Información para realizar pedidos
Pida las piezas de repuesto por su número de catálogo y con la descripción completa de la pieza o conjunto de piezas.Incluya también el modelo y número de serie de la máquina o antorcha.
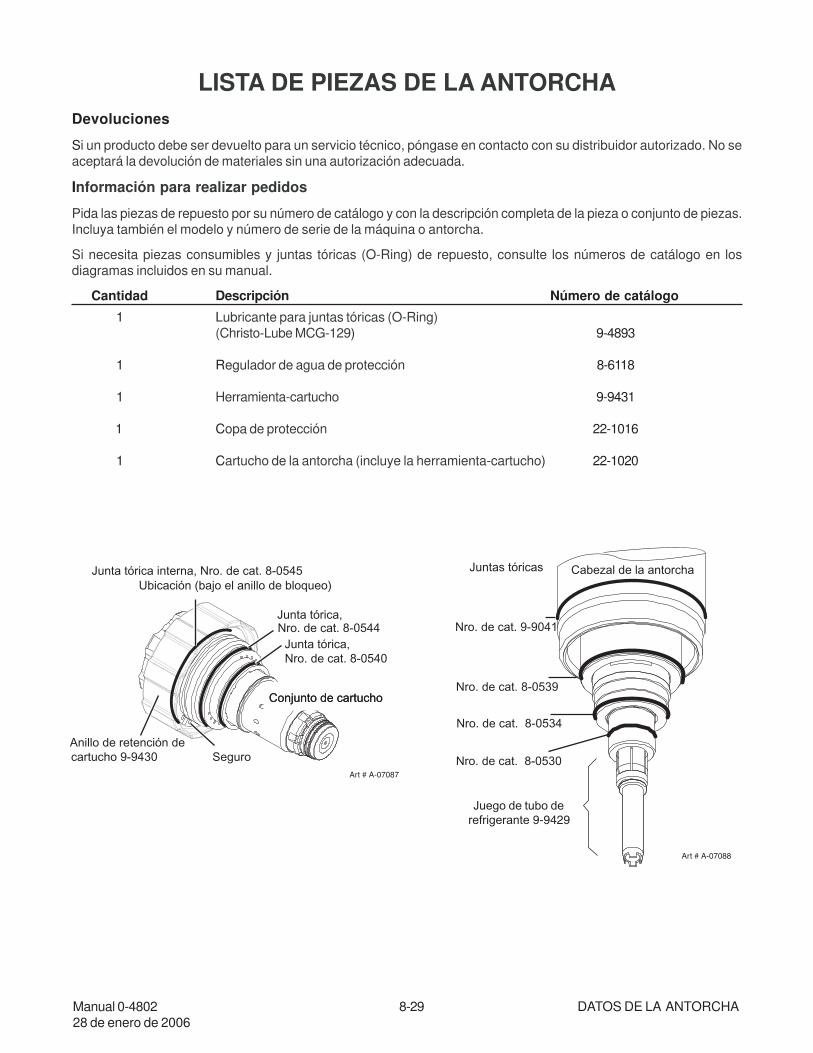
Si necesita piezas consumibles y juntas tóricas (O-Ring) de repuesto, consulte los números de catálogo en losdiagramas incluidos en su manual.
Cantidad Descripción Número de catálogo
1 Lubricante para juntas tóricas (O-Ring)(Christo-Lube MCG-129) 9-4893
1 Regulador de agua de protección 8-6118
1 Herramienta-cartucho 9-9431
1 Copa de protección 22-1016
1 Cartucho de la antorcha (incluye la herramienta-cartucho) 22-1020
Nro. de cat. 8-0544
Junta tórica interna, Nro. de cat. 8-0545
Ubicación (bajo el anillo de bloqueo)
Junta tórica,
Art # A-07087
Anillo de retención de
cartucho 9-9430 Seguro
Conjunto de cartuchoConjunto de cartucho
Junta tórica,
Nro. de cat. 8-0540
Juntas tóricas
Art # A-07088
Cabezal de la antorcha
Nro. de cat. 9-9041
Juego de tubo de
refrigerante 9-9429
Nro. de cat. 8-0539
Nro. de cat. 8-0534
Nro. de cat. 8-0530
Manual 0-4802 8-30 DATOS DE LA ANTORCHA28 de enero de 2006
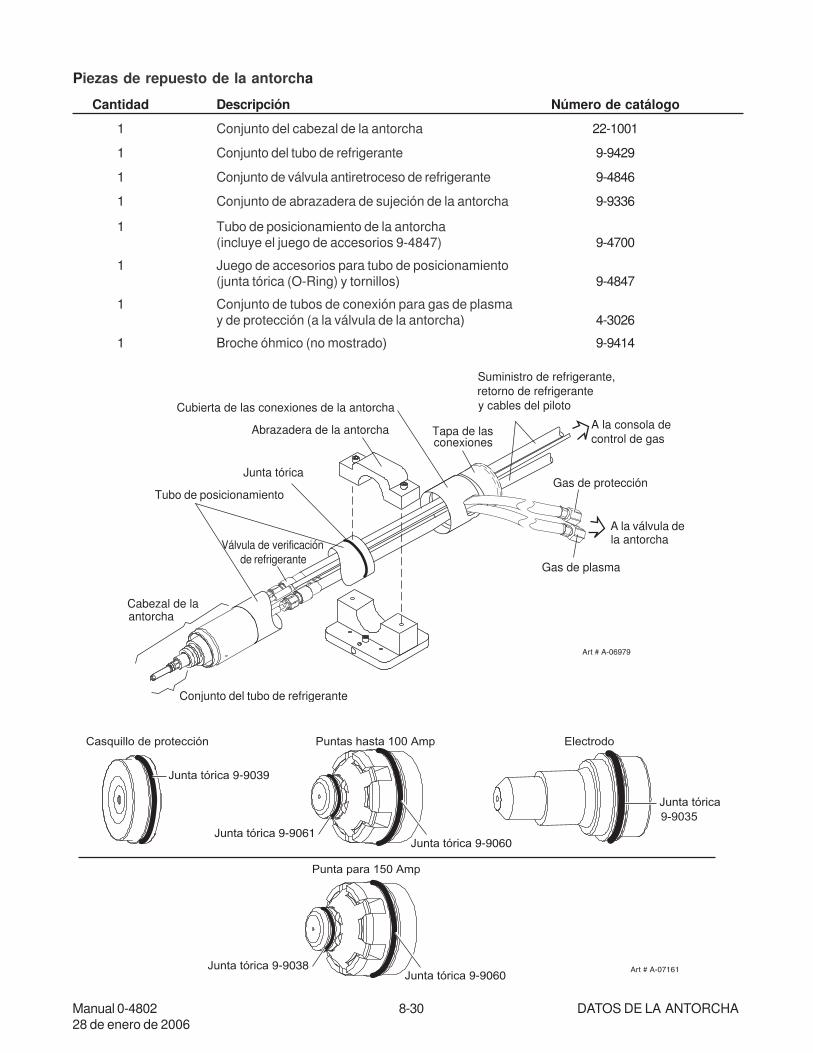
Piezas de repuesto de la antorcha
Cantidad Descripción Número de catálogo
1 Conjunto del cabezal de la antorcha 22-1001
1 Conjunto del tubo de refrigerante 9-9429
1 Conjunto de válvula antiretroceso de refrigerante 9-4846
1 Conjunto de abrazadera de sujeción de la antorcha 9-9336
1 Tubo de posicionamiento de la antorcha(incluye el juego de accesorios 9-4847) 9-4700
1 Juego de accesorios para tubo de posicionamiento(junta tórica (O-Ring) y tornillos) 9-4847
1 Conjunto de tubos de conexión para gas de plasmay de protección (a la válvula de la antorcha) 4-3026
1 Broche óhmico (no mostrado) 9-9414
Tubo de posicionamiento
Junta tórica
Cubierta de las conexiones de la antorcha
Gas de protección
Suministro de refrigerante,
retorno de refrigerante
y cables del piloto
Tapa de las
A la válvula de
Art # A-06979
antorcha
A la consola deAbrazadera de la antorcha
Gas de plasma
Conjunto del tubo de refrigerante
Válvula de verificación
de refrigerante
conexiones
la antorcha
Cabezal de la
control de gas
Junta tórica 9-9039
Casquillo de protección Puntas hasta 100 Amp Electrodo
Junta tórica 9-9060Junta tórica 9-9061
Junta tórica
Art # A-07161
Junta tórica 9-9060Junta tórica 9-9038
Punta para 150 Amp
9-9035
Manual 0-4802 8-31 DATOS DE LA ANTORCHA28 de enero de 2006
INFORMACIÓN SOBRE PATENTESPatentes de la antorcha de corte por plasma XTTM-300
Las piezas que se indican a continuación, están cubiertas por patentes de los EE.UU y países extranjeros:
Número de catálogo Descripción Patente(s)
22-1001 Cabezal de la antorcha Patente(s) pendiente(s)22-1016 Copa de protección Patente(s) pendiente(s)22-1020 Cartucho Patente(s) pendiente(s)22-1024 Casquillo de protección Patente(s) pendiente(s)22-1025 Casquillo de protección Patente(s) pendiente(s)22-1026 Casquillo de protección Patente(s) pendiente(s)22-1027 Casquillo de protección Patente(s) pendiente(s)22-1028 Casquillo de protección Patente(s) pendiente(s)22-1033 Casquillo de protección Patente(s) pendiente(s)22-1034 Casquillo de protección Patente(s) pendiente(s)22-1035 Casquillo de protección Patente(s) pendiente(s)22-1036 Casquillo de protección Patente(s) pendiente(s)22-1040 Distribuidor de gas de plasma Patente(s) pendiente(s)22-1041 Distribuidor de gas de plasma Patente(s) pendiente(s)22-1042 Distribuidor de gas de plasma Patente(s) pendiente(s)22-1045 Distribuidor de gas de plasma Patente(s) pendiente(s)22-1050 Punta Patente(s) pendiente(s)22-1051 Punta Patente(s) pendiente(s)22-1052 Punta Patente(s) pendiente(s)22-1053 Punta Patente(s) pendiente(s)22-1054 Punta Patente(s) pendiente(s)22-1059 Punta Patente(s) pendiente(s)22-1060 Punta Patente(s) pendiente(s)22-1061 Punta Patente(s) pendiente(s)22-1062 Punta Patente(s) pendiente(s)22-1068 Electrodo Patente(s) pendiente(s)22-1069 Electrodo Patente(s) pendiente(s)22-1070 Electrodo Patente(s) pendiente(s)22-1071 Electrodo Patente(s) pendiente(s)22-1072 Electrodo Patente(s) pendiente(s)22-1077 Electrodo Patente(s) pendiente(s)22-1078 Electrodo Patente(s) pendiente(s)22-1079 Electrodo Patente(s) pendiente(s)22-1080 Electrodo Patente(s) pendiente(s)22-1082 Distribuidor de gas de protección Patente(s) pendiente(s)22-1271 Distribuidor de gas de protección Patente(s) pendiente(s)22-1272 Distribuidor de gas de protección Patente(s) pendiente(s)22-1273 Distribuidor de gas de protección Patente(s) pendiente(s)22-1274 Distribuidor de gas de protección Patente(s) pendiente(s)22-1275 Casquillo de protección Patente(s) pendiente(s)
Las piezas que se indican a continuación, poseen licencias cubiertas por las patentes Nro. 5.120.930 y 5.132.512 delos EE.UU.
Número de catálogo Descripción
22-1027 Casquillo de protección22-1275 Casquillo de protección
NOTA
Este manual puede referirse a algunas o a todas las piezas indicadas.

Manual 0-4802 8-32 DATOS DE LA ANTORCHA28 de enero de 2006





























