Embed Size (px)
DESCRIPTION
ALLEGRO project challenges. Petr DAŘÍLEK , Radoslav ZAJAC [email protected]. AER Working Group F Meeting „Spent Fuel Transmutations“ Konferenční centrum AV ČR – zámek Liblice, Czech Republic April 10 - 13 , 201 2. Content. ALLEGRO reactor recall ALLEGRO safety Selected challenges. - PowerPoint PPT Presentation
Citation preview

VUJE , Inc., Okružná 5, 918 64 Trnava, Slovakia
ALLEGROALLEGROproject challengesproject challenges
Petr DAŘÍLEK, Radoslav [email protected]
AER Working Group F Meeting„Spent Fuel Transmutations“
Konferenční centrum AV ČR – zámek Liblice, Czech RepublicApril 10-13, 2012

VUJE , Inc., Okružná 5, SK 918 64 Trnava, Slovakia
Content
ALLEGRO reactor recallALLEGRO reactor recall
ALLEGRO safety
Selected challenges

ALLEGRO reactor recall [1]
The use of He as primary coolant:The use of He as primary coolant:
- Neutronics transparency
- Without phase change (no cliff edge effects)
- Chemical inertness
- Optical transparency
- Opening the gate to high temperatures
With an innovative fuelWith an innovative fuel
- Fast N- Robust and refractory
- High level of Fission Products confinement
- Increased resistance to severe accidents
General frame:General frame: Gas-cooled Fast Reactor (GFR) development Gas-cooled Fast Reactor (GFR) development
Possible use of high temperaturesPossible use of high temperatureswithwith
Sustainable resources managementSustainable resources management
Main motivations of GFR :Main motivations of GFR :

In common with the VHTR :
Technology of He circuits and components
High temperature materials
Power conversion
General frame: General frame: Gas-cooled Fast Reactor (GFR) developmentGas-cooled Fast Reactor (GFR) development
Self-sustainable cores
A robust safety approach
An attractive power density ~100 MW/m3
An innovative fuel (FPs confinement, fast neutrons, high HM content, high temperature)
Reactor design and safety systems / management of the decay heat removal
And together with the SFR:
Fuel recycling technologies
And possibly …:
Power conversion, Fuel materials and design?
GFR R&D : GFR R&D : challengeschallenges
ALLEGRO reactor recall [1]

Objectives1.Pilot scale demonstration of key GFR technologies
demonstration (core behavior and control, refractory fuel qualification, gas reactor technologies) and dispose of a first validated Safety reference Framework
2.Fast flux irradiation and contribution to the development of future fuels (innovative or heavily loaded in Minor Actinides)
3.Potential test capacity of high temperature components or heat processes
A necessary step towards an electricity generating GFR prototype, for the demonstration of the chosen solutions and the whole reactor system merits
confirmation
ALLEGRO reactor recall [2]

Reduced scale, power about 75 MWth, loop concept, GFR type primary Helium circuit,
Same as GFR core power density 100 MW/m3
No energy conversion, 2nd pressurized water circuit, atmospheric final heat sink
Step by step approach for the core, with 2 successive configurations:
– Mox core, Tinlet/Toutlet He = 260/530 °C, with some GFR
advanced refractory S/As (T max MOX # 1050 °C )
– Full refractory core , Tinlet/Toutlet He = 400/850°C, representative of the GFR core
Reservation for a HT test circuit (about 10 MWth)
MOX
ControlShutdown
Carbide
Reflector
Shield
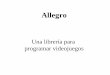
ALLEGRO main reference options
ALLEGRO reactor recall [2]

For one GFR Sub-Assembly (U,Pu)C , per year*
GFR2400
F Core
ALLEGROMox 75 MW Frequency 1
GFR S/A Pu enrichment 17.3% 30.5%
X 1.8
Fast Φ max
n/cm²/s, E > 0.1 MeV
12.4 1014 8.4 1014
-32%
Burn-up max 2. at% 1.8 at%
-10%
Dose max
dpa SiC
22 15
-32%
R = Dose/Burn-up.
dpa SiC/at%
11.0 8.3
-25%
*1 year = 365 EFPD
Experiment
Control
Shutdown
MOX
Reflector
Shield
The 75 MWth MOX core
Studies for a 75 MW core (5 rows)MOX ~25 %PuFrequency 1, 3at%, 660 EFPD
ALLEGRO reactor recall [2]

VUJE , Inc., Okružná 5, SK 918 64 Trnava, Slovakia
ALLEGRO reactor recall
ALLEGRO safetyALLEGRO safety
Selected challenges

Preliminary safety analysis - background
Initial strategy relying on 3 DHR loops+ guard containment ( medium backup Pressure) - for pressurized situations, natural circulation is possible if the blowers fail
GFR CEA PSA(2007) studies led to add an additional level for pressurized situations use primary circuits at the 1st level and DHR loops as backup systems (2nd and 3rd level)
Same conclusions are anticipated for ALLEGRO Primary circuits were doubled ( 2* 37 MWth) Addition of pony motors to primary blowers (20% nom. speed for pressurized , 80-100% for depressurized cases) fed by diesels/batteries Possibility of main water secondary circuits nat. Circulation in case of water pump failure
ALLEGRO safety [2]

ALLEGRO DHR Strategy
Global principle
1st level : use of primary blowers with pony motors for pressurized and depressurized situations
2nd level : DHR loops with forced circulation for pressurized and depressurized situations
3rd level : DHR loops with natural circulation for pressurized situations only
Principle extended for unprotected transients
Pressurized: use of primary blowers at nom. speed, secondary and tertiary circuits forced circulation
Depressurized : (large breaks excluded)
use of primary blowers at nom. speed combined with nitrogen injection
(to be investigated)
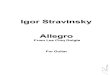
ALLEGRO safety [2]

Preliminary safety analysis - ALLEGRO DHR Strategy
Graphic illustration of the (D)HR strategy proposed by CEA
ALLEGRO safety [2]

Situation of the transient analysis for ALLEGRO MOX core
(Deliverable D1.4-1 of GOFASTR project)Pressurized situations can be managed using the proposed
DHR strategy even with aggravating failures or combined failures
(complex sequences)
Depressurized situations can be controlled with 2 main loops operating
over the whole break size spectrum,
Small-break LOCAS could be controlled with one main loop active (single failure criterion) with broken loop closed,
Cooling strategy needs to be tested and refined for unprotected transients
The results of the Prevention phase are useful to define scenarios for
MOX core severe accidents
ALLEGRO – Provisional safety conclusions
ALLEGRO safety [2]

VUJE , Inc., Okružná 5, SK 918 64 Trnava, Slovakia
ALLEGRO reactor recall
ALLEGRO safety
Selected challengesSelected challenges

Purpose of Helium chemistry control
Ensure safety during operation and in case of accident : limit the inventory of particles, fission products and activated species,
Increase service life : minimize the interactions between gas and structures (graphite, stainless steel,…).
Specification for Primary Coolant Chemistry
Limit the oxidation of carbon based material
Protect metallic materials against corrosion (oxide layer)
Water injectionand
Control of H2O/H2 ratio
Example : control of the oxidizing potential in the coolant for HTR/VHTR
Selected challenges – He purification [3]

Source of impurities in primary coolant
PRIMARY PRIMARY CIRCUITCIRCUIT
Thermal insulator
degassing
Graphite degassing
Metallic structure degassing
H2 , CO, CO
2 , N2 , H
2 O
H20, CO2, N2, O2
N 2, O 2
, H 2, H 2
O
Welding, junctions
Fuel elements, reflector replacement, loading and unloading operations
Maintenance operation
O2 , N
2
CH 4, C
O 2, C
O, H2, H
20O
2,
N2
Particles :
Graphite, thermal insulator
Fission and activation products
Selected challenges – He purification [3]

HTR10 purification unit
Amount before and after purification unit (ppmV)
H2O
CO
N2
H2
CH4
CO2
O2
1 <0.1
9 <0.1
10 <0.1
9 <0.2
10 <0.2
11 <0.1
1 <0.1
Filtration< 5 m
CuO Oxidation bed250°C
Activated carbon bed-160°C
Molecular sieve bedAmbient T
Filtration
30 Bar, 210 kg/h
30 Bar, 10.5 kg/h
Selected challenges – He purification [3]

HPC - objectives
Demonstration of the feasibility of an integrated process
for the purification of Helium
Purpose:
Demonstrate the efficiency of purification using industrial processes,
Demonstrate the feasibility of primary coolant composition control through purification and controlled injection of selected impurities,
Ensure the coolant chemistry quality control for a technological loop in reactor conditions (pressure and materials)
Selected challenges – He purification [3]

HPC loopOxidation Adsorption
Molecular sieveAdsorption
Activated carbon
Selected challenges – He purification [3]

HPC – Main characteristics
Flow rate
(g/s)
Pressure
(bars abs.)
Temperature
(°C)
Volume
(L)
Oxidation
(CuO)
5 - 20 25 - 80 300
Regeneration: 350°C
10
Molecular sieve 5 – 20 25 – 80 25
Regeneration: 250°C
50 (x 2)
Activated carbon 5 – 20 25 – 80 -180
Regeneration: 150°C
20
For inlet impurities concentration of 40ppmV, regeneration frequency:
• Oxidation column : 5 days• Molecular sieve column : 12 hours• Activated carbon column: 24 hours
Selected challenges – He purification [3]

HPC – 3D view
Selected challenges – He purification [3]

ALLEGRO Primary System Overview
DHR loops
Main blower
Main IHX#2 x 40 MW)
DHR IHX
HT IHX(10 MW)
Main vessel
Selected challenges – Coaxial tubes [2]

ALLEGRO Safety Reference Design
Coaxial branch design of loop circuits
50 MWDesign1PCS
Safety valve ( DP, p, K) in cold DHR branch
75 MWDesign2PCS
ONNatural position
OFFForced convectionfrom other blowers
OFFNatural position andfrom other blowers
ONForced convectionfrom main own blower
Safety valve ( P, p, K) in cold main branch
Selected challenges – Coaxial tubes [4]

He tightnessHETIQ : HETIQ :
– Seals design & qualification in GCR conditions :• Economic aspect :Reduce the leaks to 10 % of the He inventory• Safety : reduce contamination due to leaks.
– 2 seals type tested :• Helicoflex typeHelicoflex type
• SPG typeSPG type
Spring
External liner
Internal liner
"S" seal
Lower flange.
Upper Flange
Imposed deformationImposed deformation
Imposed loadImposed load
Selected challenges – Coaxial tubes [1]

He tightnessHETIQ : HETIQ : – Outlook :Outlook :
• Improvement of Helicoflex seal :– Liner material modification (Monel, Tantale, …)– Bonding issue : used of coatings,– New seals flat seals with :
» Thermiculite 866 (vermiculite exfoliated & laminated)» Sigraflex APX or APX2 (flexible graphite with low oxidation at high
temperature
• Seals behavior in dynamic loop.
•June2002 : Patent FD 355 « Smooth graphite seal with metallic liner for high temperature»
Ultraseal
Selected challenges – Coaxial tubes [1]

ALLEGRO Safety Meeting, Budapest, 28-29 March 201225
Water ingress
• Water leaking to the primary and the core from the connected water-based system• Heat exchangers• Decay heat removal
• Relatively slow leaking rate, operating conditions, nominal pressure and temperature kept, vaporized water
• Ideal gas assumption for vapor + helium
Hevaporwatertot PPbarsP 70
•ECCO+ERANOS RZ transport (BISTRO Sn ) calculation for different cores
Selected challenges – Water in the core [5]

ALLEGRO Safety Meeting, Budapest, 28-29 March 2012 26
Water flood
• Cooling the core in emergency situation by water. Is it possible to cool the shutdown core by water without boron?
• Hot shutdown condition, below the saturation temperature of the water, inserted control rods• 260 ˚C, 70 bars, reference calculation without water• Water in liquid phase (0.787 g/cm3)
Core type Δρ
0efpd MOX+6GFR -626.7
0efpd MOX+6STEEL -625.5
660efpd MOX+6GFR -671.6
660efpd MOX+6STEEL -668.2
Water just under the fissile zone:Reactivity decrease
Selected challenges – Water in the core [5]

ALLEGRO Safety Meeting, Budapest, 28-29 March 201227
Water in the core - conclusions
The water related accidents have no negative impact on the safety. The core will remain subcritical when water in vapor or in liquid phase enters the core. •In case of the water ingress – above the saturation temperature of the water - the reactivity increase remains very low, and if the vapor content is significant, than it will cause a reactivity decrease. •In case of flooding – below the saturation temperature - the reactivity increase is smaller than the absolute value of the shut down reactivity, consequently the reactor remains subcritical even in case of using not borated water.
Question of the presenter: Before an unintentional flooding, can the reactor be critical below the saturation temperature of the water? Are there technical solutions or/and operational rules to avoid this situation?
Selected challenges – Water in the core [5]

VUJE , Inc., Okružná 5, 918 64 Trnava, Slovakia
Selected challenges – Refractory fuel evolution [6]
Evolution of pin internals:•liner made of Ta/Nb (W/Rh at previous design)•gap filled by porous C or fibrous SiCf

VUJE , Inc., Okružná 5, 918 64 Trnava, Slovakia
REFERENCES
[1] L. Cachon: Helium technology & components design, Presentation at Allegro technical meeting, 28.-29. February 2012, Cadarache
[2] Ch. Poette: Recall of ALLEGRO main design&safety options from past CEA studies, Presentation at Allegro technical meeting, 28.-29. February 2012, Cadarache
[3] K. Liger: Helium chemistry control and monitoring for Gas Cooled Reactors, Presentation at Allegro technical meeting, 28.-29. February 2012, Cadarache
[4] ALLEGRO Design, CEA presentation at Allegro technical meeting, 28.-29. February 2012, Cadarache
[5] Z. Elter, V. Brun-Magaud, D. Blanchet: Analysis of reactivity effects in the ALLEGRO reactor, Presentation at ALLEGRO Safety Meeting, 28.-29.3.2012,Budapest
[6] M. Zabiego: Task 2.2: Modelling results and updated pin design, GoFastR 3rd Progress Meeting, 27-28 March 2012, Budapest