Embed Size (px)
Citation preview

Jurnal Mekanika Teknik Mesin S-1 FTUP Vol. 14 No. 2 Agustus 2016 71
ANALISIS PROSES KERJA MESIN PENEKUK PLAT PNEUMATIK
Supriyono, Tri Mulyanto, Fauzi Abdul M.
Dosen Teknik Mesin Fakultas Teknologi Industri Universitas Gunadarma
Jurusan Teknik Mesin Fakultas Teknologi Industri Univeritas Gunadarma
ABSTRAK
Kebutuhan akan teknologi pembentukan dan sistem otomatisasinya berkembang sangat pesat. Salah satu
peralatan yang diperlukan dalam industri adalah mesin penekuk plat dimana sebelumnya banyak dijalankan secara
manual. Mesin penekuk plat digunakan dalam proses pembengkokkan plat yang disesuaikan dengan kebutuhan
dengan sudut 900 untuk mesin penekuk tepi dan sesuai kebutuhan untuk mesin penekuk tipe-V. Yang dibahas disini
adalah mesin penekuk plat yang menggunakan sistem pneumatik. Tujuan penelitian ini adalah menganalisa proses
kerja mesin penekuk plat dengan menghitung sistem pneumatik dan komponen pada mesin penekuk plat tersebut.
Komponen mesin penekuk plat yang digunakan berupa kompresor, push button, katup 5/2, silinder kerja ganda,
katup limit switch dan dies. Silinder pneumatik yang digunakan berdiameter 25mm dan 35mm dengan panjang
langkah 50mm dan 100mm, tekanan udara yang digunakan yaitu 6 bar. Gaya efektif piston pada saat maju dan
mundur dari mesin penekuk tepi yaitu 294.38 N dan 247.28 N. Sedangkan gaya efektif piston pada saat maju dan
mundur dari mesin penekuk tipe-V yaitu 576.95 N dan 529.88 N. Pada pembengkokan material pada mesin penekuk
tepi membutuhkan panjang blank 192.2mm dan gaya pembengkokkan 206.97 N. Adapun pada pembengkokan
material pada mesin penekuk tipe-V membutuhkan panjang blank 188.63 dan gaya pembengkokkan 277.58 N. Untuk
mengetahui sistem pneumatik pada mesin penekuk plat ini dapat bekerja maka dilakukan simulasi pada rangkaian
sistem pneumatik tipe tepi dan tipe-V.
Kata kunci : analisa, penekuk plat, sistem pneumatik , simulasi, tipe tepi, tipe-V
I. PENDAHULUAN
1.1 Latar Belakang Masalah
Perkembangan ilmu pengetahuan dan
teknologi (IPTEK) dewasa ini semakin pesat, hal itu
menyebabkan kebutuhan terhadap teknologi dan
otomasi sangat diperlukan dalam dunia
Industri.Tenaga kerja yang terampil dalam
mengoperasikan alat-alat industri, serta memiliki
kemampuan adaptasi yang cukup tinggi terhadap
penggunaan teknologi sangat dibutuhkan didunia
industri. Pada umumnya, proses penekukan atau
bending ini dilakukan secara manual dengan
memakai tenaga manusia yang sangat terbatas serta
hasil yang kurang maksimal.
Karena itu dengan adanya mesin penekuk ini
diharapkan akan mempermudah dalam pro-ses
membengkokan plat secara otomasi dengan
menggunakan sistem pneumatik. Hasil yang
dibengkokan oleh mesin penekuk tersebut berkisar
900 untuk tipe siku dan 800 untuk tipe-V serta
menggunakan limit switch sebagai sensor untuk
mematikan angin yang masuk ke silinder (actuator)
apabila benda sudah mencapai sudut tersebut dan
sebagai alat bantu apabila terjadi sesuatu yang tidak
diinginkan. Dalam proses pembengkokan plat ini
diharapkan sesuai dengan keperluan, spesifikasi
mesin, jenis plat yang dibengkokan, sehingga mesin
penekuk plat ini diharapkan akan lebih optimal dalam
operasi pemakainnya.
1.2 Identifikasi Masalah
Berdasarkan latar belakang diatas, maka
identifikasi masalah dalam penelitian ini yaitu
bagaimana proses kerja sebuah mesin penekuk plat
tepi dengan sudut penekukan berkisar 900 dan untuk

72 Jurnal Mekanika Teknik Mesin S-1 FTUP Vol. 14 No. 2 Agustus 2016
Tipe-V berkisar 800 dengan meng-gunakan sistem
pneumatik bisa bekerja secara optimal.
1.3 Batasan Masalah
Untuk memperjelas bagian yang akan dibahas,
dan juga untuk mempersempit ruang lingkup
pembahasan agar tidak menyimpang dari topik
permasalahan yang utama, maka dalam penelitian ini
akan dibatasi hal-hal sebagai berikut :
1. Prinsip kerja dan komponen mesin penekuk plat
tepi dan tipe-V.
2. Sistem pneumatik pada mesin penekuk plat itu
bisa bekerja sesuai kebutuhan, dengan
menggunakan silinder pneumatik berdia-meter
25 mm dan 35mm.
1.4 Tujuan Penelitian
Untuk mengetahui lebih mendalam tentang
mesin penekuk plat denngan tujuan penelitian yang
ingin dicapai antara lain :
1. Menganalisa proses kerja sebuah mesin penekuk
plat tipe tepi dan tipe-V.
2. Menghitung sistem pneumatik dan komponen
untuk mesin penekuk.
3. Mensimulasikan sistem pneumatik dalam sebuah
mesin penekuk plat.
II. TINJAUAN PUSTAKA
2.1 Operasi Pembengkokkan
Operasi pembengkokan dalam benda kerja
logam lembaran didefinisikan sebagai peregang-an
logam pada sekeliling sumbu garis lurus. Selama
operasi pembengkokan tersebut logam pada bagian
dalam bidang netral dimampatkan (compressed),
sedang pada bagian luar bidang netral di regangkan.
Pada umumnya pembeng-kokan menghasilkan
perubahan ketebalan pada logam lembaran kecil atau
tanpa perubahan.
Gambar 1 Pembengkokkan, pemampatan dan
peregangan tarik dalam lembaran logam
Operasi pembengkokkan dilakukan dengan
menggunakan perkakas punch dan die. Metode
pembengkokkan yang umum dilakukan adalah
pembengkokkan–V (V-bending) dan pembengkokkan
tepi (edge bending).
Gambar 2 Pembengkokkan-V
Pembengkokkan-V : Logam yang berbentuk
lembaran dibengkokkan dengan punch dan die
berbentuk V.
Pembengkokkan tepi : Menggunakan bantalan tekan
(pressure pad) untuk memegang benda kerja dengan
gaya Fh, sedangkan ujung benda kerja yang lain
ditekan dengan punch ke tepi die, pembengkokkan
dibatasi hanya 900 atau kurang.
Gambar 3 Pembengkokkan tepi

Jurnal Mekanika Teknik Mesin S-1 FTUP Vol. 14 No. 2 Agustus 2016 73
2.2 Analisa Pembengkokkan
Beberapa istilah penting dalam operasi
pembengkokkan lembaran logam yang memiliki
ketebalan (t) dibengkokkan dengan sudut tertentu
yang disebut sudut tekuk bengkok (𝛼) atau (bend
angle 𝛼). Tekukan tersebut menghasilkan sudut 𝛼′
pada lembaran, dimana 𝛼 + 𝛼′ = 1800.
2.2.1. Bend Allowance
Jari-jari tekuk pada umumnya diukur dari
sumbu tekuk (bend axis) ke permukaan tekukan
bagian dalam (bukan ke permukaan sumbu netral).
Agar diperoleh dimensi akhir sesuai yang diinginkan,
maka perlu menghitung panjang awal bagian
lembaran yang akan mengalami pe-regangan
(panjang sumbu netral sebelum di bengkokkan).
Panjang bagian lembaran ter-sebut dinamakan bend
allowance dan dapat diperkirakan dengan rumus
sebagai berikut :
𝐴b = 2𝜋𝛼
360( 𝑅 + 𝐾ba 𝑡)
dimana :
Ab = Bend allowance (mm)
α = Sudut tekuk ( bend angle )
R = Jari – jari tekuk ( bend radius ), (mm)
t = Ketebalan plat ( mm)
𝐾ba = Faktor untuk memperkirakan regangan
(bila R/t < 2, 𝐾ba = 0.33; dan bila R/t ≥ 2,
𝐾ba= 0.50)
2.2.2. Melenting Kembali (springback)
Bila tekanan tekuk dihentikan pada akhir
operasi pembengkokkan maka energi elastik masih
tersisa pada tekukan sehingga sebagian tekukan akan
kembali ke bentuk semula. melenting kembali dapat
dinyatakan dengan rumus:
𝑆𝐵 = 𝛼′ − 𝛼′1
𝛼′1
dimana :
SB = Melenting kembali ( springback)
𝛼′ = Sudut logam lembaran yang ditekuk, (0)
𝛼′1 = Sudut perkakas pembentuk, (0)
2.2.3. Gaya Pembengkokkan
Gaya yang dibutuhkan untuk mem-
bengkokkan logam lembaran tergantung pada
geometri punch dan die, kekuatan, ketebalan dan
lebar logam lembaran. Gaya pembengkok-kan
maksimum dapat diperkirakan dengan persamaan
berikut :
𝐹 = 𝐾bf(𝑇𝑆)𝑤𝑡2
𝐷
dimana :
F = Gaya tekuk / pembengkokkan (N)
TS = Kekuatan tarik logam (MPa)
w = Lebar logam lembaran (mm)
t = Tebal logam lembaran (mm)
D = Dimensi pembukaan cetakan (mm)
𝐾bf = Konstanta gaya tekuk (0.33)
2.3 Sistem Pneumatik
Pneumatik merupakan salah satu sistem
otomasi yang memanfaatkan udara bertekanan
sebagai media perantara. Udara bertekanan yang
dibutuhkan tersebut diperoleh dari tangki
penyimpanan udara bertekanan yang dihasilkan oleh
kompresor. Sistem pneumatik terkadang
dikombinasikan dengan sistem otomasi lainnya
seperti sistem otomasi hidrolik, elektrik, dan PLC
agar diperoleh pengontrolan sesuai dengan kebutuhan
industri. Perangkat pneumatik bekerja dengan
memanfaatkan udara yang dimampatkan (compressed
air). Dalam hal ini udara yang dimampatkan akan
didistribusikan kepada sistem yang ada sehingga
kapasitas sistem terpenuhi. Untuk memenuhi
kebutuhan udara yang dimampatkan kita memerlukan
kompresor (pembangkit udara bertekanan).
2.3.1. Gaya Piston

74 Jurnal Mekanika Teknik Mesin S-1 FTUP Vol. 14 No. 2 Agustus 2016
Gaya piston yang dihasilkan oleh silinder
bergantung pada tekanan udara, diameter silinder dan
tahanan gesekan dari komponen perapat. Gaya piston
secara teoritis dihitung menurut rumus berikut :
𝐹 = 𝐴. 𝑝
Untuk silinder kerja ganda :
a. Langkah maju: 𝐹 = 𝐷2 𝜋
4 𝑝
b. Langkah mundur : 𝐹 = (𝐷2 − 𝑑2).𝜋
4 . 𝑝
Keterangan :
F = Gaya piston ( N )
D = Diameter piston ( m )
d = Diameter batang piston ( m )
A = Luas penampang piston ( m2 )
2.3.2. Kebutuhan Udara
Untuk menyiapkan udara dan untuk
mengetahui biaya pengadaan energi, terlebih dahulu
harus diketahui konsumsi udara pada sistem. Pada
tekanan kerja, diameter piston dan langkah tertentu,
konsumsi udara dihitung sebagai berikut :
𝐶𝑟 = 1.031 + 𝑝
1.031
Konsumsi udara yang diperlukan tiap menit untuk
langkah maju dapat dihitung dengan menggunakan
rumus sebagai berikut :
a. Untuk langkah maju :
𝑄 = (𝜋
4) 𝑥 𝐷2 𝑥 ℎ 𝑥 𝑛 𝑥 𝐶𝑟
b. Untuk langkah mundur :
𝑄 = (𝜋
4) 𝑥 (𝐷2 − 𝑑2)𝑥 ℎ 𝑥 𝑛 𝑥 𝐶𝑟
dimana :
Q = Kebutuhan udara silinder (l/min)
D = Diameter piston
h = Panjang langkah
n = kebutuhan udara (l/cm)
III. METODOLOGI PENELITIAN
3.1 Diagram Alir Analisa Proses Kerja Mesin
Penekuk Plat
Mesin penekuk plat merupakan suatu alat
bantu dari suatu rangkaian kegiatan dalam proses
pembuatan produk. Dalam pembuatan produk sangat
diperlukan alat-alat pendukung termasuk mesin
penekuk plat yang bisa digunakan secara maksimal
sesuai dengan kebutuhan. Dalam menganalisa proses
kerja mesin penekuk plat dapat disusun secara
singkat dalam dalam bentuk diagram alir sebagai
berikut :
Gambar 4 Diagram alir analisa proses kerja mesin
penekuk plat
START
Komponen Mesin
Penekuk Plat
Proses Penekukan Plat
Hasil
Penekuka
Sistem
Pneumatik
Perhitungan
Simulasi Mesin
Penekuk Plat
Analisa dan
Pembahasan
Kesimpulan
FINISH

Jurnal Mekanika Teknik Mesin S-1 FTUP Vol. 14 No. 2 Agustus 2016 75
3.2 Komponen Mesin Penekuk Plat
Mesin penekuk plat yang digunakan adalah
mesin yang dirakit sendiri, dari komponen-komponen
yang ada baik yang dibuat sendiri maupun sudah
dalam bentuk jadi. Komponen-komponen tersebut
dirakit menjadi satu kesatuan hingga menjadi mesin
penekuk yang utuh.
Gambar 5 Mesin penekuk plat tepi dan tipe-V
Komponen-komponen mesin penekuk plat
tipe-tepi dan tipe-V yang digunakan yaitu :
kompresor, push button, katup 5/2, silinder kerja
ganda, katup limit swich , dies penahan dan dies
pendorong.
3.2.1. Kompresor
Kompresor merupakan sumber tenaga dalam
sistem pneumatik yang berfungsi untuk menghasilkan
udara bertekanan yang ditampung dalam tabung
kompresor, selanjutnya disalurkan melalui selang-
selang untuk menekan kom-ponen-komponen seperti
: silinder kerja ganda, katup limit switch, dies.
Spesifikasi kompresor yang digunakan adalah sesuai
tabel berikut :
Tabel 1 Spesifikasi kompresor
Power 2 HP
Tank 50 L
Displacement 245 l/min
Pressure 8 bar
Daya 1.50 kw
RPM 2800 t/min
3.2.2. Push Button
Saklar tombol tekan (push button switch)
adalah saklar sederhana yang berfungsi untuk
menghubungkan atau memutuskan aliran dengan
sistem kerja tekan tidak mengunci (unlock). Sistem
kerja unlock disini berarti saklar akan bekerja sebagai
device penghubung atau pemutus aliran saat tombol
ditekan, dan saat tombol tidak ditekan (dilepas),
maka saklar akan kembali pada kondisi nomal.
3.2.3. Katup 5/2
Katup 5/2 berfungsi untuk mengatur atau
mengendalikan arah udara bertekanan yang akan
bekerja menggerakan aktuator, dengan kata lain
katup ini berfungsi untuk mengendali-kan arah
gerakan aktuator.
3.2.4. Silinder Kerja Ganda
Silinder kerja ganda adalah silinder yang
bekerja dua kali karena mendorong piston untuk maju
dan mendorong piston untuk mundur. Silinder kerja
ganda mempunyai dua saluran (saluran masukan dan
saluran pembuangan). Silinder terdiri dari tabung
silinder dan penutup-nya, piston dengan seal, batang
piston, bantalan, ring pengikis dan bagian
penyambungan.
3.2.5. Katup Limit Switch
Katup limit switch merupakan jenis saklar
yang dilengkapi dengan katup yang berfungsi
menggantikan tombol. Prinsip kerja limit switch
sama seperti saklar push-on yaitu hanya akan
terhubung pada saat katupnya ditekan pada batas
penekanan tertentu yang telah ditentukan dan akan

76 Jurnal Mekanika Teknik Mesin S-1 FTUP Vol. 14 No. 2 Agustus 2016
memutus saat saat katup tidak ditekan. Limit switch
termasuk dalam kategori sensor mekanis yaitu sensor
yang akan memberikan perubahan elektrik saat
terjadi perubahan mekanik pada sensor tersebut.
Penerapan dari limit switch adalah sebagai sensor
posisi suatu benda (objek) yang bergerak.
3.2.6. Dies
Dies atau cetakan berfungsi untuk
menduplikasikan dari suatu benda menjadi benda
yang sama dengan cetakan. Cetakan penekuk plat ini
ada dua tipe, yaitu berbentuk siku dengan sudut 90o
dengan radius 150 dan tipe-V dengan sudut
penekukan 80 o dengan sudut radius 5 o.
a. Dies untuk penekuk tepi :
Gambar 6 Dies penahan penekuk tepi
Gambar 7 Dies pendorong tepi
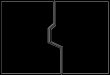
b. Dies untuk penekuk tipe-V :
Gambar 8 Dies penahan tipe-V
Gambar 9 Dies pendorong tipe-V
3.3 Sistem Pneumatik
Sistem pneumatik didesain dengan membuat
rangkaian yang berfungsi untuk menghubungkan
aktuator dengan beberapa katup yang kemudian di uji
coba dengan software. Rangkaian sistem pneumatik
terdiri dari 2 rangkaian, yaitu: rangkaian pneumatik
penekuk tepi yang terdiri dari 3 rangkaian silinder
penggerak, dan rangkaian pneumatik penekuk tipe-V
yang terdiri dari rangkaian dengan 1 silinder
penggerak.
IV. ANALISA DAN PEMBAHASAN
4.1 Gaya Efektif Piston
Gaya piston yang dihasilkan oleh silinder secara
teoritis adalah :
𝐹 = 𝐴. 𝑝

Jurnal Mekanika Teknik Mesin S-1 FTUP Vol. 14 No. 2 Agustus 2016 77
dimana:
F = Gaya piston (N)
A = Luas penampang piston (m2)
= (𝜋
4 (0.025)2) = 0.000491 m2
p = Tekanan kerja (Pa) = 6 bar = 600000 Pa
D = Diameter piston (m) = 25 mm = 0.025 m
Maka gaya piston teoritis adalah :
F = 0.000491 x 600000 = 294.4 N
Untuk langkah maju piston dapat dihitung dengan
menggunakan rumus sebagai berikut :
𝐹 = 𝐷2 . 𝜋
4. 𝑝
Maka gaya piston untuk langkah maju adalah :
F = (0.025)2.3.14
4 . 600000
= 294.375 N = 30.02 kgf
Untuk langkah mundur piston dapat dihitung dengan
menggunakan rumus sebagai berikut :
𝐹 = (𝐷2 − 𝑑2).𝜋
4 . 𝑝
dimana:
F = Gaya piston (N)
D = Diameter piston (m)= 25 mm = 0.025 m
d = Diameter batang piston (m)
= 10 mm = 0.01m
p = Tekanan kerja (Pa) = 6 bar = 600000 Pa
Maka gaya piston untuk langkah mundur yaitu :
F = (0.0252 − 0.012) .3.14
4 . 600000
= 247.28 N = 25.22 kgf
Jadi gaya piston teoritis (294.4 N) hampir sama
dengan gaya piston langkah maju (294.375 N), yang
nilainya lebih besar dibandingkan dengan gaya piston
untuk langkah mundur yaitu sebesar (247.28 N).
4.2 Kebutuhan Udara Silinder
Pada tekanan kerja, diameter piston dan
langkah tertentu, konsumsi udara dihitung sebagai
berikut :
1. Perbandingan Kompresi :
Perbandingan kompresi dapat dihitung dengan
menggunakan rumus sebagai berikut:
𝐶𝑟 = 1.031+𝑝
1.031 =
1.031+6
1.031 = 6.8
2. Langkah maju :
Konsumsi udara yang diperlukan tiap menit
untuk langkah maju dapat dihitung dengan
menggunakan rumus sebagai berikut :
𝑄1 = (𝜋
4) 𝑥 𝐷2 𝑥 ℎ 𝑥 𝑛 𝑥 𝐶𝑟
dimana:
Q1 = Kebutuhan udara silinder (l/min)
D = Diameter piston = 0.025 m
h1 = Panjang langkah = 0.05 m
h2 = panjang langkah = 0.1 m
n = kebutuhan udara (l/cm)
= 0.033 l/cm = 0.00033 l/m
Untuk silinder pertama :
𝑄1 = (𝜋
4) 𝑥 𝐷2 𝑥 ℎ1 𝑥 𝑛 𝑥 𝐶𝑟
= 0.785 x 0.0252 x 0.05 x 0.00033 x 6.8
= 0.000000055 m3/min
= 5.5 x 10-5 l / min
Untuk silinder kedua :
𝑄1 = (𝜋
4) 𝑥 𝐷2 𝑥 ℎ2 𝑥 𝑛 𝑥 𝐶𝑟
= 0.785 x 0.0252 x 0.1 x 0.00033 x 6.8
= 0.00000011 m3 / min
= 0.00011 l/min = 1.1 x 10-4 l/min
Untuk silinder ketiga = silinder kedua
= 0.00011 l/min = 1.1 x 10-4 l/min

78 Jurnal Mekanika Teknik Mesin S-1 FTUP Vol. 14 No. 2 Agustus 2016
3. Langkah mundur :
Konsumsi udara yang diperlukan tiap menit
untuk langkah mundur dapat dihitung de-ngan
menggunakan rumus sebagai berikut:
Untuk silinder pertama :
𝑄2 = (𝜋
4) 𝑥 (𝐷2 − 𝑑2)𝑥 ℎ 𝑥 𝑛 𝑥 𝐶𝑟
dimana:
Q2 = Kebutuhan udara silinder (l/min)
D = Diameter piston = 25 mm = 0.025 m
d = diameter batang piston (m)
= 10 mm = 0.01m
h1 = Panjang langkah = 0.05 m
h2 = Panjang langkah = 0.1 m
n = kebutuhan udara (l/cm)
= 0.033 l/cm = 0.00033 l/m
Untuk silinder pertama :
𝑄2 = (𝜋
4) 𝑥 (𝐷2 − 𝑑2)𝑥 ℎ1 𝑥 𝑛 𝑥 𝐶𝑟
= 0.785 x (0.0252 – 0.012) x 0.05 x
0.00033 x 6.8
= 0.000000046 m3/min
= 4.6 x 10-5 l/min
Untuk silinder kedua :
𝑄2 = (𝜋
4) 𝑥 (𝐷2 − 𝑑2)𝑥 ℎ2 𝑥 𝑛 𝑥 𝐶𝑟
= 0.785 x (0.0252 – 0.012) x 0.1 x
0.00033 x 6.8
= 0.0000000925 m3 / min
= 0.0000925 l/min = 9.25 x 10-5 l/min
Untuk silinder ketiga = silinder kedua
= 0.0000925 l/min = 9.25 x 10-5 l/min
4.3 Analisa Pembengkokan Mesin Penekuk Tepi
Dalam operasi pembengkokkan lembaran
logam yang memiliki ketebalan (t), sudut tekuk
bengkok (α), menghasilkan sudut (α’) pada lembaran.
Material yang digunakan yaitu SPC 270D dengan
tingkat karbon rendah.
4.3.1 Bend Allowance
Jari- jari tekuk pada umumnya diukur dari
sumbu tekuk (bend axis) ke permukaan tekukan
bagian dalam. Jari-jari tekuk ini di tentukan oleh jari-
jari perkakas yang di gunakan pada operasi tersebut.
Bend allowance dapat diperkirakan dengan rumus
berikut ini :
𝐴b = 2𝜋𝛼
360 ( 𝑅 + 𝐾ba 𝑡)
dimana:
Lebar blank = 100 mm
Panjang blank = 80 + Ab + 80 (mm)
Perubahan sudut α’ = 900
Sudut tekuk α = 1800 – 900 = 900
Ab = Bend allowance (mm)
α = sudut tekuk ( bend angle ) = 900
R = Jari–jari tekuk (bend radius), (mm)
T = Ketebalan plat ( mm) = 1 mm
𝐾ba = faktor untuk Memperkirakan regangan
= 0.50 karena R/t = 20/1 = 20
Maka :
𝐴b = 2𝜋90
360 ( 20 + 0.5𝑥1)
= 2𝜋1
4 ( 20 + 0.5𝑥1) = 32.2 mm
Jadi panjang blank pada material yang akan di tekuk
dapat dihitung sebagai berikut :
= 80 + Ab + 80 (mm)
= 80 + 32.2 + 80 = 192.2 mm
4.3.2 Melenting Kembali (springback)
Bila tekanan tekuk dihentikan pada akhir
operasi pembengkokkan maka energi elastik masih
tersisa pada tekukan sehingga sebagian tekukan akan
kembali ke bentuk semula. Energi elastik

Jurnal Mekanika Teknik Mesin S-1 FTUP Vol. 14 No. 2 Agustus 2016 79
menyebabkan pertambahan sudut (α‘) juga
menyebabkan pertambahan jari-jari tekuk (R),
melenting kembali dapat dinyatakan dengan rumus
sebagai berikut :
𝑆𝐵 = 𝛼′ − 𝛼′1
𝛼′1
dimana:
SB = Melenting kembali ( springback)
𝛼′ = Sudut logam lembaran yang ditekuk
𝛼′1 = Sudut perkakas pembentuk = 900
Maka : SB = 180°−90°
90° = 1o
4.3.3 Gaya Pembengkokkan
Gaya pembengkokkan maksimum dapat
diperkirakan dengan persamaan berikut :
𝐹 = 𝐾bf(𝑇𝑆)𝑤𝑡2
𝐷
dimana :
F =Gaya tekuk / pembengkokkan (N)
TS = Kekuatan tarik logam = 308 MPa
W = Lebar logam lembaran = 95 mm
t = Tebal logam lembaran = 1 mm
D = Dimensi pembukaan cetakan = 37 mm
𝐾bf = Konstanta gaya tekuk = 0.33
Maka : 𝐹 = 0.33 (308) 95 12
37 = 206.97 N
4.4 Simulasi Sistem Pneumatik Mesin Penekuk
Tepi
Untuk mensimulasikan sistem pneumatik
mesin penekuk tepi, maka dibuat diagram rangkaian
yang berupa simbol-simbol dari dari sistem
pneumatik untuk pengontrolan aplikasi penekuk tepi.
Adapun diagram alir proses simulasi mesin penekuk
tepi plat disusun dalam diagram alir di bawah ini.
START
END
Push button ditekan
Silinder 1 maju
Silinder 2 maju
Silinder 2 mundur
Silinder 3 maju
Silinder 3 mundur
Silinder 1 mundur
Gambar 10 Diagram alir proses simulasi mesin
penekuk tepi
Simulasi sistem pneumatik mesin penekuk plat tepi
diawali dengan posisi standby dari diagram alir
proses untuk memastikan bahwa sistem tersebut
terhubung secara keseluruhan. Sistem rangkaian
pneumatik mesin penekuk tepi terlihat dalam gambar
di bawah ini, dimana garis tebal dengan arah panah
menunjukan bahwa arah fluida yang mengalir,
sedangkan garis tipis menunjukan tidak dialiri fluida.
Pada posisi standby ini, fluida masih tertahan pada
katup 5/2 atau katup pembagi 1 (S1) yang masuk ke
dalam katup 5/2 katup pembagi 2 (S2) dan pada
katup 5/2 di tiap silinder. Sensor (A1) dan (B1)
dalam posisi standby.

80 Jurnal Mekanika Teknik Mesin S-1 FTUP Vol. 14 No. 2 Agustus 2016
Gambar 11 Aliran fluida sistem pneumatik
penekuk tepi
Proses kerja sistem pneumatik mesin penekuk tepi
adalah sebagai berikut :
1. Push Button ditekan :
Udara yang masuk dari kompresor melalui katup
5/2 atau katup pembagi (S1) yang di salurkan ke
katup 5/2 atau ke katup pembagi (S2). Sensor
(A0) dan (B1) dalam posisi standby. Dan udara
sudah masuk pada katup 5/2 untuk silinder 1 dan
mendorong silinder 1 untuk bergerak maju.
2. Silinder 1 Maju :
Udara yang masuk dari kompresor melalui katup
5/2 atau katup pembagi (S1) yang di salurkan ke
katup 5/2 atau ke katup pembagi (S2). Karena
silinder sudah bergerak maju dan menekan ke
sensor (A1), maka udara di transfer ke katup 5/2
Silinder 1.
3. Silinder 2 Maju :
Setelah silinder 1 mendorong maka akan
mengaktifkan sensor (A1) yang kemudian
mengaktifkan silinder 2 untuk maju.
4. Silinder 2 Mundur :
Setelah silinder 2 maju lalu silinder B mundur
yang mengaktifkan sensor (C1). Posisi silinder 2
mundur mengaktifkan sensor (B0) yang kemudian
untuk silinder 3 yang siap maju.
5. Silinder 3 Maju :
Udara yang dari kompressor yang masuk melalui
katup 5/2 atau katup pembagi masuk ke sensor
(C0) dan sensor (B0) lalu mengaktifkan sensor
(C0) untuk mendorong silinder 3 untuk maju.
6. Silinder 3 Mundur ;
Udara yang masuk dari kompresor melalui katup
5/2 atau katup pembagi (S1) yang di salurkan
katup 5/2 silinder 3 yang kemudian mendorong
silinder 3 untuk mundur ke sensor (C0), yang
terus mengaktifkan sensor (A0) untuk siap
mundur.
7. Silinder 1 Mundur :
Udara yang masuk dari kompresor melalui katup
5/2 atau katup pembagi (S1) yang di tekan dari
katup 5/2 silinder 1, melalui katup 5/2 silinder 1
yang terus mengaktifkan sensor (A0) untuk
mundur.
4.5 Simulasi Sistem Pneumatik Mesin Pene-kuk
Tipe-V
Untuk mensimulasikan sistem pneumatik
mesin penekuk tipe-V, maka dibuat diagram
rangkaian yang berupa simbol-simbol dari dari sistem
pneumatik untuk pengontrolan aplikasi penekuk tipe-
V. Adapun diagram alir proses simulasi mesin
penekuk plat tipe-V disusun dalam diagram alir
sebagai berikut :
START
Silinder 1 bergerak mundur
Silinder 1 bergerak maju
Push button ditekan
END
Gambar 12 Diagram alir proses simulasi mesin
penekuk tipe-V
Simulasi sistem pneumatik mesin penekuk plat
tipe-V diawali dengan posisi standby dari diagram

Jurnal Mekanika Teknik Mesin S-1 FTUP Vol. 14 No. 2 Agustus 2016 81
alir proses untuk memastikan bahwa sistem tersebut
terhubung secara keseluruhan. Sistem rangkaian
pneumatik mesin penekuk tipe-V terlihat dalam
gambar di bawah ini, dimana garis tebal dengan arah
panah menunjukan bahwa arah fluida yang mengalir,
sedangkan garis tipis menunjukan tidak dialiri fluida.
Pada posisi standby ini fluida atau udara masih
tertahan pada push button , katup 5/2 dan sensor S2.
Udara dari katup 5/2 langsung ditransfer langsung ke
silinder 1.
Gambar 13 Aliran fluida sistem pneumatik penekuk
tipe-V
Proses kerja sistem pneumatik mesin penekuk
tipe-V adalah sebagai berikut :
1. Push Button ditekan :
Pada posisi ini, ketika push button ditekan, udara
yang dari kompresor yang masuk ke push button
masuk ke sensor (S1) yang kemudian masuk ke
dalam katup 5/2 untuk membuka ruang udara
untuk masuk ke silinder.
2. Silinder 1 Maju :
Pada posisi ini silinder bergerak maju, dari sensor
(S1) ke sensor (S2) sehingga mengaktifkan sensor
S2 dan memerintahkan silinder 1 untuk segera
maju.
3. Silinder 1 Mundur :
Pada posisi ini silinder bergerak mundur ke posisi
awal, karena udara dari sensor (S2) menekan ke
silinder 1 untuk mundur. Pada mesin penekuk tepi
ini silinder hanya melakukan satu kali kerja.
KESIMPULAN DAN SARAN
5.1 Kesimpulan
Dari hasil pembahasan tentang analisa proses
kerja mesin penekuk plat sistem pneumatik dengan
tipe tepi dan tipe-V, maka dapat diambil beberapa
kesimpulan sebagai berikut:
1. Dari hasil perhitungan gaya efektif piston mesin
penekuk tepi pada saat silinder maju yaitu
294.38 N, langkah mundur yaitu 247.28 N.
Konsumsi udara silinder 1 untuk langkah maju
yaitu 5.5 x 10-5 l/min, untuk silinder 2 dan 3
yaitu 1.1 x 10-4 l/min. Sedangkan untuk langkah
mundur dari silinder 1 yaitu 4.6 x 10-5 l/min,
untuk silinder 2 dan 3 yaitu 9.25 x 10-5 l/min.
2. Gaya efektif piston mesin penekuk tipe-V
silinder maju yaitu 576.95 N, langkah mundur
yaitu 529.88 N. Konsumsi udara langkah maju
yaitu 2.2 x 10-4 l/min dan untuk langkah mundur
1.98 x 10-4 l/min
3. Gaya pembengkokan untuk mesin penekuk tepi
dengan panjang blank yaitu 192.2mm adalah
206.97 N, sedangkan untuk mesin penekuk tipe-
V dengan panjang blank 188.63mm maka gaya
pembengkokkan 277.58 N.
4. Hasil simulasi sistem pneumatik mesin penekuk
plat tipe tepi dimulai dari push button, silinder
1,2,3,1, sedangkan pada tipe-V dari push button
ke silinder 1 maju dan mundur.

82 Jurnal Mekanika Teknik Mesin S-1 FTUP Vol. 14 No. 2 Agustus 2016
5.2 Saran
Untuk penggembangan selanjutnya ber-kaitan
dengan penggunaan mesin penekuk plat ada beberapa
hal yang menjadi pertimbangan :
1. Dalam menggunakan mesin penekuk plat
harus disesuaikan jenis dan sifat material
dengan kemampuan sistem penekan yang
digunakan agar hasil lebih maksimal.
2. Jenis penekan dalam mesin penekuk plat
juga dapat menggunakan sistem penekan
lain seperti sistem mekanik, hidrolik
disesuaikan kebutuhan.
DAFTAR PUSTAKA
1. Croser, Peter and Frank Ebel, 2002, Pneumatics
Basic Level, Festo Didactic GmbH & Co,
Denkendorf.
2. Groover, Mikell P., 2010, Fundamentals of
Modern Maufacturing: Materials, Processes
and Systems, 4thed, John Wiley & Sons, Inc,
New York.
3. Harsokoesoemo, Darmawan, 2000, Pengan-tar
Perancangan Teknik (Perancangan Produk),
Penertbit ITB, Bandung.
4. Hidayat, Nur dan Ahmad Shanhaji, 2011,
Autodesk Inventor Mastering 3D Mechanichal
Design, Cetakan Pertama, Informatika Bandung
, Bandung.
5. Krist, Thomas, 1993, Dasar–Dasar Pneumatik,
Terjemahan Dines Ginting, Erlangga, Jakarta.
6. Sudaryono, 2013, Pneumatik & Hidrolik
“Pneumatik”, Kementrian Pendidikan &
Kebudayaan, Jakarta.