Embed Size (px)
Citation preview

AVALIAÇÃO DA CAPABILIDADE DE
MÚLTIPLOS PARÂMETROS DE
RUGOSIDADE DO PROCESSO DE
TORNEAMENTO DO AÇO
ENDURECIDO ABNT 52100
Maiza Biazon de Oliveira (UFG )
jhon jairo josa largo (UNIFEI )
Debora Alves Coelho (UFG )
Rogerio Santana Peruchi (UFG )
Marco Paulo Guimaraes (UFG )
Para avaliar se um processo industrial atende às especificações de
engenharia ou aos requisitos do cliente é comum utilizar índices de
capabilidade de processos. Os índices Cp, Cpk, Cpm e Cpmk foram
projetados para avaliar casos os quais a característica da qualidade é
univariada. No entanto, é um fato incontestado que, frequentemente, há
mais de uma característica da qualidade resultante dos processos de
fabricação. Esta pesquisa pretende propor novos índices multivariados
de capabilidade de processos com múltiplas características da
qualidade correlacionadas. Uma abordagem ponderada sobre a
técnica estatística análise de componentes principais foi aplicada para
reduzir a dimensionalidade do problema. A proposta foi aplicada no
processo de torneamento do aço endurecido ABNT 52100 com
ferramenta de cerâmica mista (Al2O3 + TiC) e geometria alisadora.
Os parâmetros de rugosidade Ra, Ry, Rz, Rq e Rt foram as
características da qualidade avaliadas nesta pesquisa. A análise dos
resultados mostrou que os índices propostos determinaram melhores
desempenhos para avaliar a variabilidade do processo através da
matriz variância-covariância dos processos multivariados.
Palavras-chave: índice de capabilidade de processo, controle
estatístico de processo, seis sigma, estatística multivariada, análise de
componentes principais
XXXVI ENCONTRO NACIONAL DE ENGENHARIA DE PRODUCÃO Contribuições da Engenharia de Produção para Melhores Práticas de Gestão e Modernização do Brasil
João Pessoa/PB, Brasil, de 03 a 06 de outubro de 2016.

XXXVI ENCONTRO NACIONAL DE ENGENHARIA DE PRODUCÃO Contribuições da Engenharia de Produção para Melhores Práticas de Gestão e Modernização do Brasil
João_Pessoa/PB, Brasil, de 03 a 06 de outubro de 2016. .
2
1. Introdução
Atualmente, o mercado apresenta-se mais exigente quando se trata do termo qualidade de
produtos e serviços, que por sua vez, é inversamente proporcional a variabilidade do processo.
Mediante a este fato, existem alguns métodos que surgiram para assegurar a qualidade de um
processo, no que diz respeito a sua capacidade e desempenho. Entre eles, dentro do Controle
Estatístico de Processo, temos os métodos de Análise de Componentes Principais (PCA) e o
Método de Componentes Principais Ponderados (WPC). Ambos, asseguram o quão capaz é o
processo de atender as especificações e exigências dos clientes, no que se refere as
características de qualidade. Diante deste cenário, os métodos podem ser aplicados para
distintos processos.
De acordo com Rosa et al. (2014), em um processo de torneamento de acabamento, tem-se
como prioridade a qualidade final da superfície da peça. Perante esta prioridade, a demanda
por maior eficiência nos processos de usinagem vem se tornando progressiva. Além disso, o
processo de usinagem tem sido amplamente estudado, já que, possibilita a minimização de
imperfeições sobre a superfície da peça usinada. Thiele e Melkote (1999), Chou, Evans e
Barash, (2002), Paiva et al., (2008a, 2012b), reafirmam que, estudos acerca de processos de
usinagem por Torneamento de peças de aço endurecido vem se tornando frequente.
Compreende-se que, devido a condição de dureza do aço o torneamento é uma opção rentável
para manipular peças desse material, obtendo nesse processo redução do tempo de
processamento, setup.
Espera-se que, um processo ou produto atinja o maior número de requisições de seu público
alvo, com a presença da menor variabilidade possível. As causas pertinentes de variabilidade
dentro de um processo relacionam-se a erros de operação, matérias primas defeituosas, erros
de medição dente outros. (AIAG, 2005; MONTGOMERY e RUNGER, 2011). Em relação ao
número de exigências especificações do clientes acerca das características da qualidade, a
Aiag (2005), Wang (2006) e Ahmad et al., (2009), afirmam que a capacidade de um produto
não pode ser quantificada separadamente por características individuais de qualidade. O que
presume a obrigatoriedade do uso de uma técnica, que relacione a todas as características,
multivariada. Diante da necessidade de se lidar com diversas características de processo, Liao
(2005), assegura que o método WPC, do universo multivariado, vem para preencher as

XXXVI ENCONTRO NACIONAL DE ENGENHARIA DE PRODUCÃO Contribuições da Engenharia de Produção para Melhores Práticas de Gestão e Modernização do Brasil
João_Pessoa/PB, Brasil, de 03 a 06 de outubro de 2016. .
3
lacunas existentes no método de PCA, visto que, existe a necessidade de se otimizar
problemas com múltiplas variáveis.
O objetivo da pesquisa é pautada na validação da análise multivariada do desempenho, por
meio da utilização do método de componentes principais ponderados WPC, para dados
referentes ao parâmetros de rugosidade de um processo de usinagem por torneamento. Com a
finalidade de verificar a eficácia da técnica multivariada WPC, em relação a comparações
com os métodos baseados na análise de componentes principais PCAM, PCAX e PCA. Essa
comparação, para validar a eficácia dos métodos, resumiu-se na avaliação dos intervalos de
confiança dos índices de desempenho Nível Sigma e PPM, obtidos de cada método, com os
univariados. Assim foi possível verificar que, quando se trata de quantificar o desempenho
por meio de respostas referente ao um processo que relacione múltiplas variáveis, o WPC
apresenta-se eficaz. Diante deste cenário e a limitação de pesquisas em torno do método
multivariado, este estudo abrange a temática multivariada contribuindo para o aumento das
discussões acerca do tema e possibilitando suporte de conteúdo e análise de estudos para a
área acadêmica, científica e empresarial.
2. Referencial Teórico
2.1. Análise Multivariada de desempenho
Conforme Bothe (1997), os processos podem ser quantificados em relação ao seus
desempenho e capacidade por meio de índices de avaliação de processo. Em relação à
capacidade, segundo Montgomery e Runger (2011), os Índices de Capabilidade de Processo
ICPs, (CP, CPk, CPm e CPmk), foram idealizados para lidar com um processo sobre controle,
com a presença de apenas causas comum de variação, por meio de tabelas de distribuição
normal. Enquanto os Índices de Desempenho de Processo IDPs, (PP, PPk, PPm e PPmk),
mensuram a variação devida das causas comuns e especiais, onde o estado de normalidade
não é exigido.
De acordo com Wang e Chen (1998), propuseram uma formulação que avalia o desempenho
multivariado, tal como apresentado na Eq. (1), essa formulação refere-se aos IDPs
Multivariados, assim como segue-se abaixo:
(1)

XXXVI ENCONTRO NACIONAL DE ENGENHARIA DE PRODUCÃO Contribuições da Engenharia de Produção para Melhores Práticas de Gestão e Modernização do Brasil
João_Pessoa/PB, Brasil, de 03 a 06 de outubro de 2016. .
4
Esses índices consideram uma quantidade significativa de componentes principais. Diante de
um processo multivariado e normalmente distribuído, os IDPs multivariados foram
estabelecidos por meio da média geométrica dos IDPs univariados dos i-ésimos componentes
principais (PCs) significativos.
No entanto Xekalaki e Perakis (2002), sugeriram uma nova reformulação dos cálculos dos
IDPs, supracitados por Wang e Chen (1998), essa adaptação encontra-se na Eq. (2).
(2)
Essa reformulação foi realizada por meio da ponderação dos índices, levando em
consideração a presença dos autovalores ( ).
Para produção ao longo prazo, Wang (2005), propôs um IDPM que pondera e aglutina, por
intermédio da média geométrica, os i-ésimos PC. Esses índices, Eq. (3), foram alterados em
termos de normalidade por Scagliarini (2011).
(3)
Em conformidade com Peruchi (2014), mais uma medida de desempenho utilizada é o
número esperado de peças por milhão PPM, que possui mensurações menores do que o limite
de especificação inferior ou medidas maiores do que o limite superior, ou seja, medições fora
dos limites de especificações. Aliado ao PPM, outra métrica, utilizada para descrever o
desempenho sigma do processo é o nível de qualidade sigma (Sigma Quality Level- SQL),
chamado também de Z.Bench ou Nível Sigma possibilita quantificar o nível de serviço do
processo. (HARIDY; WU; CASTAGLIOLA, 2011).
Para Aiag (2005) e Montgomery(2008), como apresentado nas Eqs. (4) e (5), os desvios
padrão potencial ( ) e global ( ) são apresentados abaixo:
(4)
(5)
Esses desvios podem ser expressados ao se tratar de observações individuais através da média
de amplitude móvel para o potencial e para um subgrupo igual a 1 para o global.
Exige-se, cada vez mais a análise das múltiplas características da qualidade correlacionadas,
embora exista uma escassez de estudos acerca ao universo multivariado que avaliem de forma

XXXVI ENCONTRO NACIONAL DE ENGENHARIA DE PRODUCÃO Contribuições da Engenharia de Produção para Melhores Práticas de Gestão e Modernização do Brasil
João_Pessoa/PB, Brasil, de 03 a 06 de outubro de 2016. .
5
eficaz o desempenho e capacidade. Essa exigência fundamenta-se no fato de que existem
diversos processos que possuem múltiplas características relacionadas, que obrigatoriamente,
para eficácia da análise, deve-se delega-la a uma distribuição multivariada. O que difere da
análise univariada, ou seja individual, das característica de um processo. (AIAG, 2005;
RODRIGUES, 2001).
Conforme Rodrigues, Foglaiatto e Sellitto (2003), um método que pode ser aplicado a análise
multivariada de processo é Análise de Componentes Principais (PCA), que baseia-se na
dependência entre as variáveis, por meio de combinações lineares das características, que
produz um novo conjunto de variáveis denominada componentes principais. Em contrapartida
a esse método, a técnica multivariada WPC apresenta-se mais eficaz se comparado a PCA, já
que considera todos os componentes, evitando o trade-off de componentes principais
necessário no método PCA. (LIAO, 2005).
De acordo com Scagliarini (2011), as especificações de engenharia do i-ésimo PCi, Eqs. (6) e
(7), para os limites inferior e superior de especificação, podem ser estimadas conforme as
expressões abaixo:
(6)
(7)
Complementar a análise dos componentes principais, Johnson e Wichern (2002), estimaram,
conforme apresentado na Equação (8), os escores de PCs:
(8)
21
22221
11211
'
22
22
11
11
2
22
222
11
121
1
22
212
11
111
'
mmmm
m
m
nm
mnmnn
nm
mm
nm
mm
escore
euu
uuu
uuu
s
yy
s
yy
s
yy
s
yy
s
yy
s
yy
s
yy
s
yy
s
yy
UPC
Z
Estes escores, são obtidos através do produto das matrizes Z e U, a primeira relaciona a
diferença entre médias pela razão do desvio padrão das características qualidade, enquanto a
segunda matriz contém os autovetores em termos multivariados.
3. Método Proposto

XXXVI ENCONTRO NACIONAL DE ENGENHARIA DE PRODUCÃO Contribuições da Engenharia de Produção para Melhores Práticas de Gestão e Modernização do Brasil
João_Pessoa/PB, Brasil, de 03 a 06 de outubro de 2016. .
6
A metodologia de pesquisa utilizada apresenta uma abordagem quantitativa pois, propõe
classificar e analisar os dados através de métodos estatísticos. Como reafirma Zanella (2006),
a pesquisa quantitativa tem como intuito mensurar as relações entre as variáveis, partindo de
um plano pré-definido, com hipóteses e variáveis evidentemente definidas, visando mensurar
e quantificar os resultados e os apresentar de forma estatística. Soma-se ao fato, a
caracterização desse estudo como uma pesquisa de natureza aplicada. Posto que, em razão do
seu interesse prático, os resultados são aplicados instantaneamente na resolução de
problemáticas que ocorrem na realidade. (BERTRAND e FRANSOO, 2002).
Gauri e Charkraborty (2008), em seus estudos de otimização de processos de usinagem
utilizando o método WPC, verificaram que a ponderação de componentes principais fornece
um nível de qualidade melhor que os enfoques baseados no conhecimento e experiências de
engenheiros, visto que elimina a incerteza na tomada de decisões gerenciais. Nesse estudo, os
métodos de literatura multivariados baseado na PCA, que foram comparados com WCP são o
PCAM, PCAX e PCAW que se referem as Eq.(1), (2) e (3), respectivamente.
O método WPC pode ser obtido de diversas formas, preferencialmente em nossa pesquisa,
será utilizada a expressão como exposto na Eq. (9).
(9)
Na equação supracitada, usaremos a relação entre a explicação individual de cada PC e os
autovalores.
A especificação do limite superior, fornecido pela Eq. (10), em termos multivariados dos
escores WPC, assim, conforme segue-se abaixo.
(10)
As equações de análise de processos univariados, também podem ser rescritas no universo
multivariado Eq. (11). Nesse estudo rescrevemos as fórmulas univariadas para obter as
seguintes relações do limite de especificação do Intervalo de Confiança multivariados:
(11)
XXXVI ENCONTRO NACIONAL DE ENGENHARIA DE PRODUCÃO Contribuições da Engenharia de Produção para Melhores Práticas de Gestão e Modernização do Brasil
João_Pessoa/PB, Brasil, de 03 a 06 de outubro de 2016. .
7
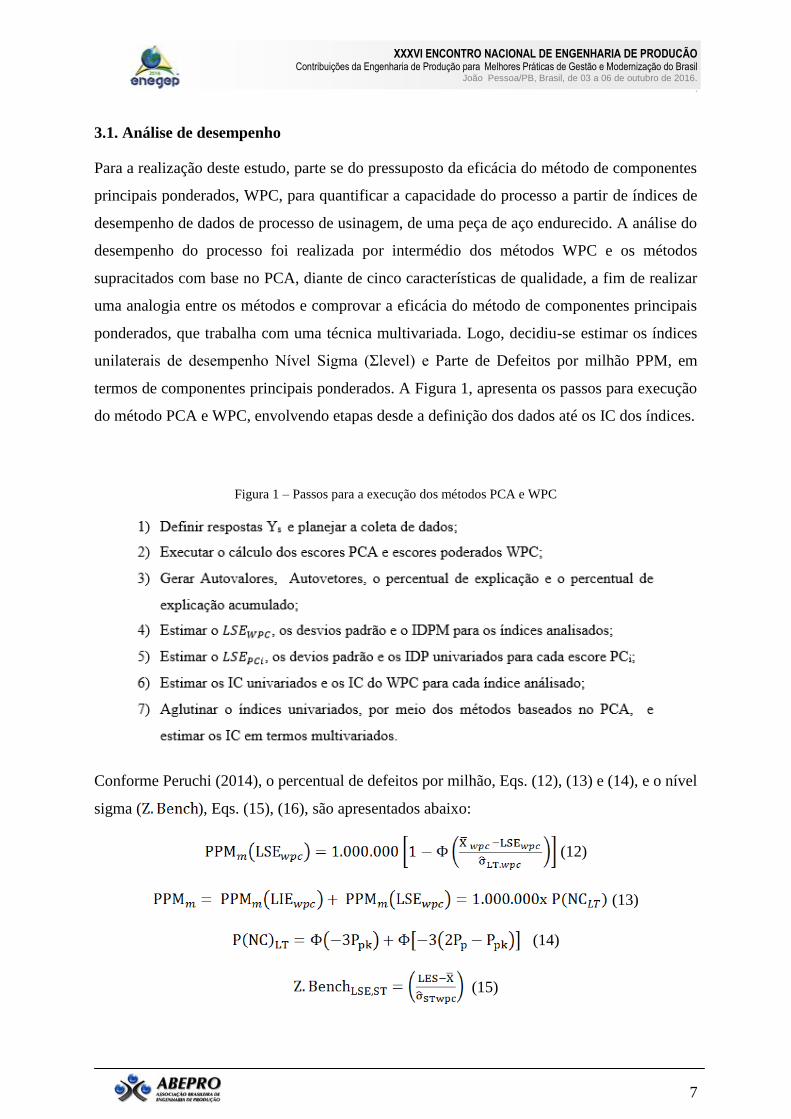
3.1. Análise de desempenho
Para a realização deste estudo, parte se do pressuposto da eficácia do método de componentes
principais ponderados, WPC, para quantificar a capacidade do processo a partir de índices de
desempenho de dados de processo de usinagem, de uma peça de aço endurecido. A análise do
desempenho do processo foi realizada por intermédio dos métodos WPC e os métodos
supracitados com base no PCA, diante de cinco características de qualidade, a fim de realizar
uma analogia entre os métodos e comprovar a eficácia do método de componentes principais
ponderados, que trabalha com uma técnica multivariada. Logo, decidiu-se estimar os índices
unilaterais de desempenho Nível Sigma (Σlevel) e Parte de Defeitos por milhão PPM, em
termos de componentes principais ponderados. A Figura 1, apresenta os passos para execução
do método PCA e WPC, envolvendo etapas desde a definição dos dados até os IC dos índices.
Figura 1 – Passos para a execução dos métodos PCA e WPC
Conforme Peruchi (2014), o percentual de defeitos por milhão, Eqs. (12), (13) e (14), e o nível
sigma ( ), Eqs. (15), (16), são apresentados abaixo:
(12)
(13)
(14)
(15)

XXXVI ENCONTRO NACIONAL DE ENGENHARIA DE PRODUCÃO Contribuições da Engenharia de Produção para Melhores Práticas de Gestão e Modernização do Brasil
João_Pessoa/PB, Brasil, de 03 a 06 de outubro de 2016. .
8
(16)
O PPM, representado acima, é constituído como a relação entre à média ( ), os limites de
especificação, os desvios padrão global ( ) e potencial ( ) em termos de
componentes principais ponderados e a função de distribuição de probabilidade acumulada de
uma normal padronizada (Φ). Enquanto o Nível Sigma pode ser alcançado pela a relação entre
média dos escores ponderados, o desvio padrão global e limites de especificações.
Sabe-se que, o ( ), desvio padrão potencial, e , que refere-se a proporção não
conforme do processo, podem ser obtidas pelas Eqs. (5) e (14), respectivamente em termos
multivariados. Caso necessite obter essas expressões em termos globais, é suficiente apenas
trocar os termos parciais pelos globais,
Os intervalos de confiança IC podem ser quantificados pelas Eqs. (17) e (18) em relação ao
Nível sigma ou ,, e Eqs. (19) e (20) quando se diz respeito ao PPM.
(17)
(18)
(19)
(20)
Onde , é a soma, e a subtração, do índice de desempenho sigma pelo o produto do
percentil superior e a raiz do somatório das razões de termos relacionados ao índice, o número
de observações e v graus de liberdade. Além do mais, para esses estudo, os limites de
especificação, em sua maioria, serão restritos apenas ao limite superior de especificação
( ), com exceção aos relacionados aos intervalos de confiança, no qual, se fará necessário
o uso dos limites inferior e superior.
4. Análise dos resultados
Esta seção apresentara os resultados do desempenho de dados experimentais de processo de
usinagem, de uma peça de aço endurecido, ABNT 52100 (1,03% C; 0,23% Si; 0,35% Mn;
1,40% Cr; 0,04% Mo; 0,11% Ni; 0,00% S; 0,01% P). Esta peça foi usinada em um torno com
velocidade de rotação máxima de 4000 rpm e aplicação de potência de corte com intensidade
de 5,5 kW. Por meio do uso de ferramentas de cerâmica mista alisadora (Al2O3) as peças,
com dimensões de Ø 49 × 50 mm, geometria ISSO ISO CNGA 120408 S01525WH, revestida

XXXVI ENCONTRO NACIONAL DE ENGENHARIA DE PRODUCÃO Contribuições da Engenharia de Produção para Melhores Práticas de Gestão e Modernização do Brasil
João_Pessoa/PB, Brasil, de 03 a 06 de outubro de 2016. .
9
com uma camada de nitreto de titânio (TiN), foram usinadas. Sabe-se que, a velocidade de
corte, o avanço da ferramenta de corte e a profundidade correspondem a Vc = 220 m min-1, f
= 0,30 m rev-1 e d= 0,225 mm, respectivamente. Esses parâmetros de usinagem foram obtidos
do trabalho de Paiva et al.(2012). Os dados analisados, referem-se a cinco respostas do
processo de usinagem, esses parâmetros dizem respeito a rugosidade da superfície usinada,
sobre quatro componentes de distintos comprimentos a cada 90º, Ra, Ry, Rz, Rq e Rt.
No processo de usinagem foram realizadas 76 medições para cada um dos parâmetro
apresentado, com auxílio de um rugosímetro portátil MITUTOYO modelo Surftest SJ-201P,
definido para um comprimento de avaliação de 2,50 mm e um parâmetro cut-off ajustado para
0,8 mm em todas as medidas. Referente a um processo que possui 19 peças (p), demandando
da mão de obra de um operador (o) e foram realizadas quatro réplicas (r).
Tomando como base os passos 1 e 2 da Figura 1 e os dados de medições referentes as
características de qualidade Ra, Ry, Rz, Rq e Rt, considerando a matriz de correlação R,
calculou-se os escores PCA e o escore ponderado WPC, por meio da Eq. (8) e das Eqs. (9)
respectivamente. Todos os dados obtidos nas medições e nos cálculos encontram-se na Tab.1.
Tabela 1- Dados dos parâmetros de rugosidade da operação de torneamento, escores dos componentes principais
PCi e escore ponderado WPC a partir da matriz de correlação

XXXVI ENCONTRO NACIONAL DE ENGENHARIA DE PRODUCÃO Contribuições da Engenharia de Produção para Melhores Práticas de Gestão e Modernização do Brasil
João_Pessoa/PB, Brasil, de 03 a 06 de outubro de 2016. .
10
4.1. Análise do desempenho através do WPC
Quando se executa o Análise de componentes principais, são gerados, por intermédio da
matriz de correlação, um vetor de autovalores e uma matriz de autovetores, e através dos
autovalores e o WPC são extraídos o percentual de explicação (%PC), conforme o passo 3.
Esses dados encontram-se nas Tab. 2. Em relação aos dados obtidos, considerou-se, para essa
análise, que todos os componentes principais são significativos. Ainda que, em PC1, com
referência aos autovalores das variáveis Rz, Rq representem, 66,60% variabilidade do
processo, ou seja, uma contribuição mais significativa, que os demais.
Tabela 2 - Análise de componentes principais para Ra, Ry, Rz, Rq e Rt

XXXVI ENCONTRO NACIONAL DE ENGENHARIA DE PRODUCÃO Contribuições da Engenharia de Produção para Melhores Práticas de Gestão e Modernização do Brasil
João_Pessoa/PB, Brasil, de 03 a 06 de outubro de 2016. .
11
Conforme o passo 3, nesse estudo, também foram obtidos os alguns dos parâmetros de
processo e estimativa de desempenho baseados na análise de componentes principais
ponderados, Tab.3. Ressalta-se que, como se utilizou a matriz de correlação, foi necessário
padronizar os limites de especiações originais dos PCs e WPC antes de efetuar o cálculos dos
parâmetros de processo e desempenho. O cálculo para a padronização dos limites originais do
componentes principais ponderados, Eq. (21), foi relacionado ao percentual de explicação do
escores PCi e o seu limite de especificação padronizado, conforme expressa-se abaixo.
(21)
Com o auxílio da Eq. (10) o limite de especificação superior do escore WPC foi estimado,
enquanto os desvios padrão, potencial (σ.within.WPC) e global (σ.overall.WPC), foram
alcançados pela Eqs. (4) e (5), já em relação aos índices de desempenho Z.Benchwpc e
PPMwpc, foram mensurados pela Eq. (15) e as Eqs. (12), (13) e (14), respectivamente em
termos potenciais. A Fig. 1, apresenta a análise de desempeno multivariado, com seus índices,
utilizando o método WPC.
Tabela 3 - Parâmetros do processo e estimativas de desempenho usando WPC
LESWPC σ within.WPC σ overall.WPC Z.Benchwpc PPMwpc
1,729 1,015 1,243 1,70 44170,74
Figura 1 – Análise multivariada de desempenho usando WPC

XXXVI ENCONTRO NACIONAL DE ENGENHARIA DE PRODUCÃO Contribuições da Engenharia de Produção para Melhores Práticas de Gestão e Modernização do Brasil
João_Pessoa/PB, Brasil, de 03 a 06 de outubro de 2016. .
12
4.2. Análise do desempenho por através PCA
Similar a análise do WPC, por meio da PCA, de acordo com o passo 5, foram obtidos os
parâmetros de desempenho. Nesse caso, para a padronização do limites de especificação
superior do PCi, foi efetuado o cálculo da matriz que correlaciona os dados entre o vetor de
especificações padronizados dos parâmetros de qualidade e a matriz de autovetores. Os
parâmetros de qualidade foram padronizados a partir da diferença entre o limites originais dos
parâmetros e a média das medições pela a razão do desvio padrão dos parâmetros.
Posteriormente, foram estimados o limite de especificação (LESPCi) pela Eq. (7), e para os
desvios procedeu-se do uso das Eq. (4) e (5). Enquanto os índices de desempenho pelas Eq.
(15), para o Z.BenchPCi, e o PPMPCi através das Eqs. (12), (13) e (14) em termos de escores
PCi. Os dados obtidos encontram-se na Tab. 3.
Tabela 3. Parâmetros e estimativas univariadas de desempenho de cada PCi

XXXVI ENCONTRO NACIONAL DE ENGENHARIA DE PRODUCÃO Contribuições da Engenharia de Produção para Melhores Práticas de Gestão e Modernização do Brasil
João_Pessoa/PB, Brasil, de 03 a 06 de outubro de 2016. .
13
4.3. Intervalos de Confiança para índices Multivariados
Incialmente, seguindo o passo 6, os intervalos de confiança (IC), Tab. 4, foram calculados
individualmente, para cada parâmetro da qualidade, podendo-se estabelecer os limites dos IC
univariado para o nível sigma e PPM, pelas Eqs. (17), (18), (19) e (20). Para a definição dos
intervalos dos limites optou-se pelo uso dos IC referentes a média. Posteriormente foram
calculados os IC multivariados, o WPC foi obtido pela Eq. (11). Conforme o passo 7, os
índices foram aglutinados para obter o IC multivariados, por meio do PCAM mediante a Eq.
(1), PCAX através da Eq. (2), PCAW por intermédio da Eq. (3), em termos dos índices
Z.bench e PPM.
Tabela 4 - Intervalos de confiança univariados para IDPMs
Percebe-se a eficácia dos métodos se os valores obtidos por eles para o IC dos índices de
desempenho estiverem dentro dos limites de especificação definido pelo IC univariado, assim,
tem-se que, os métodos devem obedecer a particularidade do intervalo, de modo que,
0,8537<IC(Z.bench) < 2,2879 e -15535<ICPPM 141677. Em relação ao índice Z.bench, os índices
univariados, com exceção ao relacionado ao parâmetro Ra, satisfazerem a especificação dos
limites, o que demostra que o método univariado funciona, no entanto, não consegue
relacionar de forma efetiva todas as variáveis no desempenho. Ainda sobre o nível sigma,
agora pela visão multivariada, os métodos PCAM, PCAW e PCAX que aglutinam os escore
de PCi para obter uma resposta multivariada e o WPC atenderam as especiações estabelecidas
pelo IC. Com referência o índice PPM, nota-se que os métodos univariados e multivariados
WPC, PCAM e PCAW obtiveram valores dentro dos limites especificado, enquanto o PCAX
apresentou índices fora do esperado.
5. Considerações Finais
Por meio da comparação entre os intervalos de confiança de cada método, nota-se que o
objetivo do estudo foi alcançado, provando que o método de Componentes principais
ponderados, WPC, apresentou-se eficaz. Inferiu-se que, embora os índices univariados

XXXVI ENCONTRO NACIONAL DE ENGENHARIA DE PRODUCÃO Contribuições da Engenharia de Produção para Melhores Práticas de Gestão e Modernização do Brasil
João_Pessoa/PB, Brasil, de 03 a 06 de outubro de 2016. .
14
atendessem, em sua maioria, o intervalo de confiança, o IC relacionado ao Nível Sigma da
variável Ra, , ficou fora do LSEIC univariado= 2,2879. A vista disso, foi possível
observar que quando se trata de múltiplas características o método univariado apresenta cerca
dificuldade de incluir todas as características na análise do desempenho. Enquanto, os IC dos
índices do WPC, Z.bench= 1,700 e PPM= 44170,740, além de obedecer o IC univariado e
considerar todas as características da qualidade seus valores aproximaram-se dos demais
métodos. Assim como, por exemplo, do método PCAM, que apresentou IC dos índices,
Z.BENCH e PPM, dentro do limites univariados, com valor de IC, referente ao Nível sigma,
(IC(Z.bench)) igual a 1,435, a aproximação entre os métodos multivariados também reafirma a
eficácia do método.
A contribuição desse estudo constitui em apresentar que o Método de Componentes
Principais Ponderados é eficiente para quantificar o desempenho de correlações dos outputs
de um processo. No âmbito empresarial, auxilia os gestores na tomada de decisões, acerca de
qual processo apresenta melhor desempenho em relação as características de qualidades.
Podendo fornecer, assim, um feedback eficiente para os clientes que esperam o melhor
desempenho do processo com a presença do máximo de características de qualidade. Soma-se
ao fato, a contribuição acadêmica como incentivo de novas pesquisas, além de atuar como um
suplemento a estudos da temática multivariada.
REFERÊNCIAS
AHMAD, S.; ABDOLLAHIAN, M.; ZEEPHONGSEKUL, P.; ABBASI, B. Multivariate Nonnormal Process
Capability Analysis. The International Journal of Advanced Manufacturing Technology, v. 44, n. 7-8, p. 757–
765, 11 fev. 2009.
AIAG. Statistical Process Control Spc. Second Edition. Troy, Michigan: [s.n.]. p. 231, 2005.
BERTRAND, J. W. M.; Fransoo, J. C.Modelling and Simulation: Operations Management Research
Methodologies Using Quantitative Modeling. International Journal of Operations& Production Management,
v.22, p.241-264, 2002.
BOTHE, D. R. Measuring Process Capability: Techniques and Calculations for Quality and Manufacturing
Engineers. McGraw-Hill, p. 897, 1997.
CHOU, Y. K.; EVANS, C. J.; BARASH, M. M. Experimental investigation on CBN turning of hardened
AISI 52100 steel. Journal of Materials Processing Technology, v. 124, n. 3, p. 274–283, jun. 2002.
GAURI, S. K.; CHAKRABORTY, S. Optimisation Of Multiple Responses for WEDM Processes Using
Weighted Principal Components. The International Journal of Advanced Manufacturing Technology, v. 40, n.
11-12, p. 1102–1110, 26 fev. 2008.
HARIDY, S.; WU, Z.; CASTAGLIOLA, P. Univariate and Multivariate Approaches for Evaluating the
Capability of Dynamic-Behavior Processes (case study). Statistical Methodology, v. 8, n. 2, p. 185–203, mar.
2011.

XXXVI ENCONTRO NACIONAL DE ENGENHARIA DE PRODUCÃO Contribuições da Engenharia de Produção para Melhores Práticas de Gestão e Modernização do Brasil
João_Pessoa/PB, Brasil, de 03 a 06 de outubro de 2016. .
15
JOHNSON, R. A.; WICHERN, D. W. Applied Multivariate Statistical Analysis. 6th ed. New Jersey: Prentice-
Hall, p. 773, 2002.
LIAO, H. C. Multi-Response Optimization Using Weighted Principal Component. The International Journal
of Advanced Manufacturing Technology, v. 27, n. 7-8, p. 720–725, 23 fev. 2005.
MONTGOMERY, D.C.; WOODALL, W.H. An Overview of Six Sigma. International Statistical Review. v.
76, p. 329-346, 2008.
MONTGOMERY, D. C.; RUNGER, G. C. Applied Statistics and Probability for Engineers. 5th ed. Danvers:
John Wiley & Sons, Inc. p. 792, 2011.
PAIVA, A.P.; CAMPOS, P.H.; FERREIRA, J.R.; LOPES, L.G.D.; PAIVA, E.J.; BALESTRASSI, P.P. A
Multivariate Robust Parameter Design Approach for Optimization of AISI 52100 Hardened Steel
Turning with Wiper Mixed Ceramic Tool. International Journal of Refractory Metals and Hard Materials, v.
30, n. 1, p. 152–163, jan. 2012.
PAIVA, A. P.; PAIVA, E. J.; FERREIRA, J. R.; BALESTRASSI, P. P.; COSTA, S. C. A Multivariate Mean
Square Error Optimization of AISI 52100 Hardened Steel Turning. The International Journal of Advanced
Manufacturing Technology, v. 43, n. 7-8, p. 631–643, 20 set. 2008.
PERUCHI, R.S. MDMAIC um ROADMAP Seis Sigma Multivariado. Tese (Doutorado em Engenharia de
Produção), Universidade Federal de Itajubá UNIFEI, Itajubá, 173p., 2014.
RODRIGUES, C. A. A. L Índices de Avaliação de Processos: Abordagem Univariada e Multivariado. Porto
Alegre: UFRGS, 2001. 166 p. Dissertação (Mestrado) – Programa de Pós-Graduação em Engenharia de
Produção, Escola de Engenharia, Universidade Federal do Rio Grande do Sul, Porto Alegre, 2001.
RODRIGUES, C. A. A. L; FOGLIATTO, S. F; SELLITTO, A. M. Método para Determinação de Índices
Multivariados de Capacidade Baseados em Análise de Componentes Principais. Encontro Nacional de
Engenharia de Produção. Associação Brasileira de Engenharia de Produção. Ouro Preto. 8 p, 2003.
ROSA, C. G.; SOUZA, J. A; FU, K. Análise das Variáveis de Entrada nos Parâmetros de Rugosidade em
um Processo de Torneamento de Acabamento a Seco do Aço AISI 420c. VII Congresso Nacional de
Engenharia Mecânica, Associação Brasileira de Engenharia e Ciência Mecânicas, Uberlândia. 10 p., 2014.
SCAGLIARINI, M. Multivariate Process Capability Using Principal Component Analysis in the Presence
of Measurement Errors. AStA Advances in Statistical Analysis, v. 95, n. 2, p. 113–128, 4 mar. 2011.
THIELE, J. D.; MELKOTE, S. N. Effect of Cutting Edge Geometry and Workpiece Hardness on Surface
Generation in the Finish Hard Turning of AISI 52100 Steel. Journal of Materials Processing Technology. v.
94, p. 216–226, 1999.
XEKALAKI, E.; PERAKIS, M. The Use of Principal Components Analysis in the Assessment of Process
Capability Indices. Joint Statistical Meetings - Section on Physical & Engineering Sciences (SPES), p. 3819–
3823, 2002.
ZANELLA, L. C. H. Metodologia de Pesquisa. SEAD/UFSC, Florianópolis, 130p., 2006.
WANG, C.-H. Constructing Multivariate Process Capability Índices For Short-Run Production. The
International Journal of Advanced Manufacturing Technology, v. 26, n. 11-12, p. 1306–1311, 27 abr. 2005.
WANG, F. K. Quality Evaluation of a Manufactured Product with Multiple Characteristics. Quality and
Reliability Engineering International, v. 22, n. 2, p. 225–236, mar. 2006.
WANG, F. K.; CHEN, J. C. Capability Index Using Principal Components Analysis. Quality Engineering, v.
11, n. 1, p. 21–27, set. 1998.





























