Embed Size (px)
Citation preview
T A R T A L O M
Schmidt Ernő: E r d ő g a z d á l k o d á s — f o r g á c s l a p g y á r t á s 4 9
Milota Erik: J a v a s l a t b e f e j e z e t t e r d ő n e v e l é s i m u n k á k m ű s z a k i á t v é t e l é r e 6 1
Király László: A f a v á g a t á s i t e r v e k ö s s z e á l l í t á s á n a k g é p e s í t é s e 6 3
Fttlöpp Zoltán: 5 0 é v e s a L A E V 6 9
Dr. Kiss Rezső: K o c s á n y o s t ö l g y e s e i n k f a t e r m é s e 7 4
Dr. Tóth Béla: S z o l o n c s á k o s é s a l t a l a j u k b a n s z i k e s t e r m ő h e l y e k g a z d a s á g o s e r d é s z e t i h a s z n o s í t á s á n a k
l e h e t ő s é g e i 7 8
Tfj. Béky Albert: A g y e r t y á n h e l y e e r d ő m ű v e l é s ü n k b e n 8 2
Dr. Szontágh Pál: N y á r f i a t a l o s o k x y l o p h a g r o v a r k á r o s í t ő i e l l e n i p r e v e n t í v v e g y s z e r e s v é d e k e z é s 88
Dr. Papp László: 1 9 6 9 ő s z i i d ő j á r á s a . i 9 1
Irodalmi Szemle
A r e n d k í v ü l e r ő s g y é r í t é s b e f o l y á s a (Dr. Sólymos R.) 9 3
A z e r d ő n ö v é n y z e t é n e k m u l t i s p e k t r á l i s é r z é k e l é s e (Dr. Mike Zs.) 9 3
B e t e g f á k é s z l e l é s e (Dr. Mike Zs.) 9 4
C í m k é p e n é s h á t l a p o n : Tél a Tanulmányi Erdőgazdaságban
(.Foto: E l t T I — K ö r m e n d y T . f e l v é t e l e i )
C O f l E P W A H H E
lÜMixdm E . : J I e c o x o 3 j i f i c T B O B a H H e — n p o H 3 B O A C T B O flpeBecHocTpy>Ke<mbix n j i H T 4 9
MuAOma E . : n p e n j i o w e H H e n o T e x H H M e c K O f t n p H é M K a y « j a c T K O B „ n p o ü n . e H H b i x " p y ö K a M H y x o A a 6 1
Kupaü Jl.: M e x a H H 3 a i i H « c o c T a B j i e n M H n n a H O B n o j i e c o 3 a r o T ö B K a M 6 3
<t>K>nén 3.: 5 0 - j i e T H H f l J l H J i j i a c J ) b i p e n c K a « r o c y n a p c T B e H H a H J I e c H a « ) K e j i e 3 H a n flopora 6 9
JJ-p Kuni P.: 3 a n a c H a c a w n e H H Í Í flyőa q e p e i i m a T o r o 7 4
JJ-p T o m B . : B O 3 M O W H O C T H x o 3 f l ö c T B e H H o r o n c n o J i t 3 0 B a H H « c o j i o m m K O B b i x c C O J I O H H O B O H n o ^ n o M B o i t
y c j i o B H Í i M e c T o n p o H 3 p a c T a H H Í Í 78
EeKU A . : M e c r o r p a ő a B H a m e i n j i e c o B O A C T B e 82
JJ-p Conmaz P . : n p o r f j H j i a K T H M e c K a f l x H M H ^ i e c K a H 3 a u t H T a B M O J i o A H H K a x T o n o j i H O T S H T O M O B p e A H T e j i n x y l o p h a g 88
JJ-p nann Jl.: O c e i m s H n o r o n a 1 9 6 9 r ó n a 9 1
C O N T E N T S
Schmidt, B.: F o r e s t m a n a g e m e n t — p a r t i e l e b o a r d p r o d u c t i o n 4 9
Milota, E.: A p r o p o s a l f o r t h e t e c h n i c a l q u a l i f i c a t i c n o f f i n i s h e d t e n d i n g o p e r a t i o n s i n t h e i r d i f f e r e n t s t a g e s 6 1
Király, L.: M e c h a n i z e d e l a b o r a t i o n o f t h e o p e r a t i o n a l p l a n s f o r c u t t i n g s 6 3
Fttlöpp, Z.: 5 0 y e a r s o l d t h e R a i l w a y o f L i l l a f ü r e d 6 9
Dr. Kiss, R.: T h e t i m b e r y i e l d o f o u r p e d u n c u l a t e o a k f o r e s t s 74
Dr. Tóth, B.: P o s s i b i l i t i e s f o r t h e f o r e s t r y u t i l i z a t i o n o f s i t e s w i t h s o l o n t s a k - t y p e a n d w i t h a s a l t y l o w e r
l a y e r 7 8
Béky, A . Ju.: T h e r o l e o f h o r n b e a m i n o u r s i l v i c u l t u r e 82
Dr. Szontágh, P.: P r e v e n t i v e p r o t e c t i o n o f p o p l a r i u v e n i l e s t a n d s a g a i n s t d a m a g e s o f x y l o p h a g i n s e c t s b y C h e m i c a l s 88
Dr. Papp, L.: T h e w e a t h e r o f a u t u m n 1 9 6 9 ' s 9 1
A lapban megjelent tanulmányok szerzői:
Ifj. Béky Albert tud . munkatárs, E R T I , Sárvár; Fülöpp Zoltán ny. erdőmárnök, Budapes t ; Király László a MÉM Erdőrendezőségek Műszaki Irodájának fejlesztési csoportvezetője, Budapes t ; dr. Kiss Rezső tud. főmunkatárs, E R T I , B u d a k e s z i ; Milota Erik erdőmérnök, Keletmagyarországi Erdőgazdasági és F a i p a r i Egyesülés, Szo lnok; dr. Papp László tud. főmunkatárs, E R T I , Kecskemét; Schmidt Ernő igazgatóhelyettes főmérnök, N y u g a t m a g y a r országi Fűrészek, Szomba the ly ; dr. Szontágh Pál tud. főmunkatárs, E R T I , Mátrafüred; dr. Tóth Béla tud. főmunkatárs, E R T I , Püspökladány.
Erdőgazdálkodás — forgácslapgyárfás S C H M I D T E R N Ő
Néhány év óta — de különösen az új gazdasági mechanizmus bevezetésétől kezdődően — sok szót ejtenek az erdőgazdaságok a forgácslapgyártásról. A szaksajtóban és vitákon sürgetőleg vet ik fe l az erdőgazdasági szakemberek az alacsonyabbrendű faanyag feldolgozását ellátó forgácslap- és farostlemezipar gyors és nagymértékű fejlesztésének halaszthatatlan feladatát. E z a sürgetés összefüggésben van azzal a néhány év óta jelentkező felismeréssel, hogy bátrabban hozzányúlhatunk fatőkénkhez, a felszabadulás utáni évek okszerű erdőgazdálkodása meghozta gyümölcsét — az erdő több fát is adhat az országnak, mint amennyit megszoktunk tőle. Önmagában csak örülni lehet annak, hogy több fánk van, de szükséges megismerni és megoldani azokat a gondokat is, amelyek a több fa kitermelésének és f i'fgácslappá való feldolgozásának lehetőségéből fakadnak.
N e m is o lyan régen — al ig több, mint egy éve — még az okozott fejtörést, hogy miként történjék a forgácslapgyártás újbóli, de most már nagy arányú fejlesztésének elindítása. Építsünk-e első lépésként új nagykapacitású gyárat Zalaegerszegen, vagy vertikális jelleggel létesítsünk több k i s üzemet? A beruházást egyetlen vállalat végezze-e, vagy társulást hozzunk létre? A sokszínű elképzelések és felvetések azt példázzák, hogy mindenk i , ak i részese vol t ennek az útkeresésnek, a magyar erdőgazdaság egyik legnagyobb gondjának, az a la csonyabbrendű faanyag hasznosításának minél gyorsabb megoldási lehetőségét kereste. A kormány Gazdasági Bizottsága végül is ez év áprilisában úgy döntött, hogy 306,8 millió F t — 10 év alatt visszafizetendő — fejlesztési kölcsönt biztosít a Nyugatmagyarországi Fűrészek meglevő két forgácslapgyárának rekonstrukciójához. E z a nagy volumenű beruházás jelentős forgácslemezipari bázist hoz létre a Dunántúlon. 1973-tól kezdve Szombathelyen kereken 110 000 köbméter forgácslemezt termelnek a legmagasabb technikai színvonalon. A termeléshez 170—180 000 m 3 tűzifát dolgoznak majd fel .
A Gazdasági Bizottság előbb említett határozatával azonban a gondok még nem oldódtak meg. A még szükséges erőfeszítéseket — amelyek az építés és az_ üzemeltetés idején jelentkeznek — az erdőgazdaságoknak és a beruházást végző fa ipar i vállalatoknak közösen k e l l megtenniök. Ezekről a gondokról, t ennivalókról szeretnék szólni a gyakor la t i részletkérdések mélységéig hatolva.
A íorgácslapgyártás rendelkezésére álló alapanyag mennyisége A volt Nyugatmagyarországi Erdőgazdasági és F a i p a r i Egyesülés felmérése
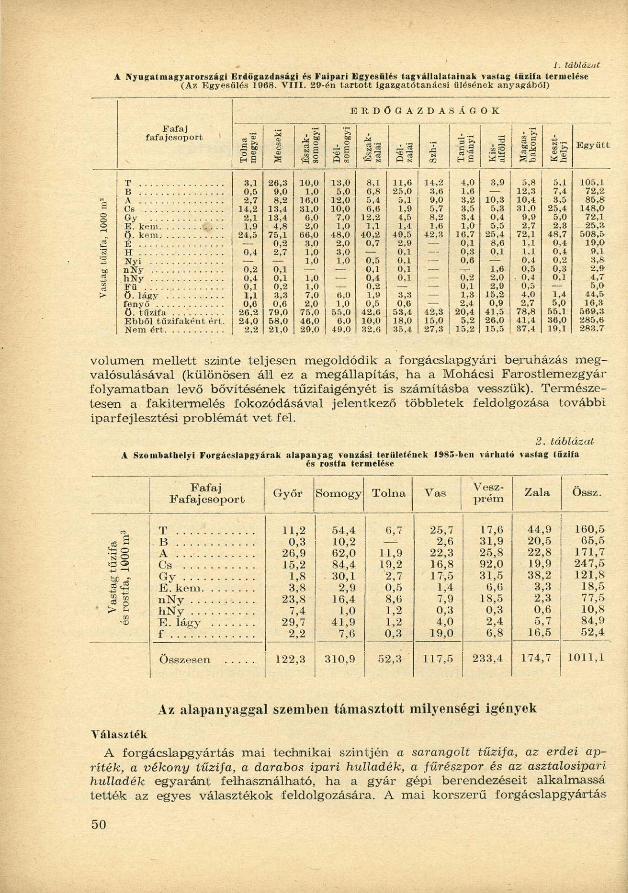
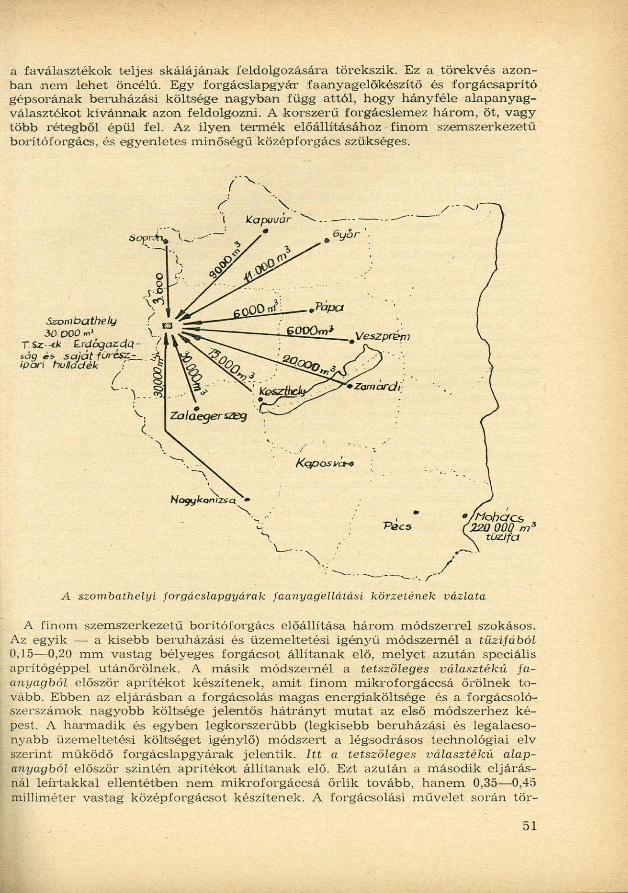
szerint a hozzátartozó erdőgazdasági tagvállalatok jelenlegi vastag tűzifa termelését az 1. táblázat tartalmazza. A 2. táblázatban a szombathelyi forgácslapgyárak alapanyag vonzási területére eső megyék 1985-ben várható rostfa és vastag tűzifa termelését láthatjuk (erdőgazdaságok, tsz-ek, vízügy stb. együttesen). A szombathelyi forgácslapgyárak alapanyag vonzási területe és a dunántúli erdőgazdaságok tűzifájának gravitációs adatai az ábrán láthatók. A z adatok szerint a dunántúli erdőgazdaságok tűzifa problémája a jelenlegi fakitermelési
1. táblázat
A J V y u g a t m a g y a r o r s z á g i E r d ő g a z d a s á g i és F a i p a r i E g y e s ü l é s t a g v á l l a l a t a i n a k v a s t a g tűz i fa t e r m e l é s e ( A z E g y e s ü l é s 1 9 6 8 . V I I I . 2 9 - é n t a r t o t t i g a z g a t ó t a n á c s i ü l é s é n e k a n y a g á b ó l )
E R D Ő G A Z D A S Á G O K
F a f a j f a f a j c s o p o r t a 8. o>
£ 3 o o
H S Mecs
Észa:
so
mc
Dél-
so
mc
Észa
zala
i
Dél
zala
i
Szh
-i
Ta
nv
m
án
;
Kis
- S s
s 5 hely
i
E g y ü t t
T 3 , 1 2 6 , 3 1 0 , 0 1 3 , 0 8 , 1 1 1 , 6 1 4 , 2 4 , 0 3 , 9 5 , 8 5 , 1 1 0 5 , 1 B 0 , 5 9 , 0 1 , 0 5 , 0 6 , 8 2 5 , 0 3 , 6 1 ,6 — 1 2 , 3 7 , 4 7 2 , 2
A 2 , 7 8 , 2 1 6 , 0 1 2 , 0 5 , 4 5 , 1 9 , 0 3 , 2 1 0 , 3 1 0 , 4 3 , 5 8 5 , 8 s C s 1 4 , 2 1 3 , 4 3 1 , 0 1 0 , 0 6 , 6 1 ,9 5 , 7 3 , 5 5 , 3 3 1 , 0 2 5 , 4 1 4 8 , 0 o o G y 2 , 1 1 3 , 4 6 , 0 7 , 0 1 2 , 2 4 , 5 8 , 2 3 , 4 0 , 4 9 , 9 5 , 0 7 2 , 1 o E . k e m 1 ,9 4 , 8 2 , 0 1 , 0 1 ,1 1 ,4 1 , 6 1 ,0 5 , 5 2 , 7 2 , 3 2 5 , 3 .
2 4 , 5 7 5 , 1 6 6 , 0 4 8 , 0 4 0 , 2 4 9 , 5 4 2 , 3 1 6 , 7 2 5 , 4 7 2 , 1 4 8 , 7 5 0 8 , 5 53 t*.
É 2 4 , 5
0 , 2 3 , 0 2 , 0 0 , 7 2 , 9 — 0 , 1 8 , 6 1,1 0 , 4 1 9 , 0 ' 3 H 0 , 4 2 , 7 1 , 0 3 , 0 — 0 , 1 — 0 , 3 0 , 1 1,1 0 , 4 9 , 1
N y i — 2 , 7
1 ,0 1 ,0 0 , 5 0 , 1 — 0 , 6 — 0 , 4 0 , 2 3 , 8
t* n N y 0 , 2 0 , 1 — — 0 , 1 0 , 1 — —̂ 1 ,6 0 , 5 0 , 3 2 ,9 -cj h N y 0 , 4 0 , 1 1 ,0 — 0 , 4 0 , 1 — 0 , 2 2 , 0 . 0 , 4 0 , 1 4 , 7
F ü 0 , 1 0 , 2 1 , 0 7 , 0
— 0 , 2 — —- 0 , 1 2 , 9 0 , 5 — 5 , 0
> ö . l á g y 1 .1 3 , 3 1 ,0 7 , 0 6 , 0 1 ,9 3 , 3 — 1 ,3 1 5 , 2 4 , 0 1 ,4
5 , 0 4 4 , 5
0 , 6 0 , 6 2 , 0 1 , 0 0 , 5 0 , 6 — 2 , 4 0 , 9 2 , 7 1 ,4 5 , 0 1 6 , 3
Ö . t ű z i f a . . 2 6 , 2 7 9 , 0 7 5 , 0 5 5 , 0 4 2 , 6 5 3 , 4 4 2 , 3 2 0 , 4 4 1 , 5 7 8 , 8 5 5 , 1 5 6 9 , 3 E b b ő l t ű z i f a k é n t é r t . 2 4 , 0 5 8 , 0 4 6 , 0 6 , 0 1 0 , 0 1 8 , 0 1 5 , 0 5 , 2 2 6 , 0 4 1 , 4 3 6 , 0 2 8 5 , 6 N e m é r t 2 , 2 2 1 , 0 2 9 , 0 4 9 , 0 3 2 , 6 3 5 , 4 2 7 , 3 1 5 , 2 1 5 , 5 3 7 , 4 1 9 , 1 2 8 3 , 7
volumen mellett szinte teljesen megoldódik a forgácslapgyári beruházás megvalósulásával (különösen áll ez a megállapítás, ha a Mohácsi Farostlemezgyár folyamatban levő bővítésének tűzifaigényét is számításba vesszük). Természetesen a fakitermelés fokozódásával jelentkező többletek feldolgozása további iparfejlesztési problémát vet fel .
2. táblázat A S z o m b a t h e l y i F o r g á c s l a p g y á r a k a l a p a n y a g v o n z á s i t erü le tének 1985-ben v á r h a t ó v a s t a g tűzi fa
és rosttá t erme lé se
Fafa j Fa fa jcsopor t Győr Somogy T o l n a V a s Vesz
prém Z a l a Össz.
T 11,2 54,4 6,7 25,7 17,6 44,9 160,5 B 0,3 10,2 — 2,6 31,9 20,5 65,5
fa ° >c O
A 26,9 62,0 11,9 22,3 25,8 22,8 171,7 * 2 Cs 15,2 84,4 19,2 16,8 92,0 19,9 247,5 bp jp G y 1,8 30,1 2,7 17,5 31,5 38,2 121,8
E . ken i 3,8 2,9 0,5 1,4 6,6 3,3 18,5 SS <» n N y 23,8 16,4 8,6 7,9 18,5 2,3 77,5
• > s h N y 7,4 1,0 1,2 0,3 0,3 0,6 10,8 *f; E . lágy 29,7 41,9 1,2 4,0 2,4 5,7 84,9
f 2,2 7,6 0,3 19,0 6,8 16,5 52,4
összesen 122,3 310,9 52,3 11 7,5 233,4 174,7 1011,1
Az alapanyaggal szemben támasztott milyenségi igények
Választék
A forgácslapgyártás m a i technikai szintjén a sarangolt tűzifa, az erdei ap-ríték, a vékony tűzifa, a darabos ipari hulladék, a fűrészpor és az asztalosipari hulladék egyaránt felhasználható, ha a gyár gépi berendezéseit alkalmassá tették az egyes választékok feldolgozására. A mai korszerű forgácslapgyártás
a faválasztékok teljes skálájának feldolgozására törekszik. E z a törekvés azonban n e m lehet öncélú. E g y forgácslapgyár faanyagelőkészítő és forgácsaprító gépsorának beruházási költsége nagyban függ attól, hogy hányféle a lapanyagválasztékot kívánnak azon feldolgozni . A korszerű forgácslemez három, öt, vagy több rétegből épül fel . A z i l y e n termék előállításához f i n o m szemszerkezetű borítóforgács, és egyenletes minőségű középforgács szükséges.
A szombathelyi forgácslapgyárak faanyagellátási körzetének vázlata
A f inom szemszerkezetű borítóforgács előállítása három módszerrel szokásos. A z egyik — a kisebb beruházási és üzemeltetési igényű módszernél a tűzifából 0,15—0,20 m m vastag bélyeges forgácsot állítanak elő, melyet azután speciális aprítógéppel utánőrölnek. A másik módszernél a tetszőleges választékú faanyagból először aprítékot készítenek, amit f i nom mikroforgáccsá őrölnek tovább. Ebben az eljárásban a forgácsolás magas energiaköltsége és a forgácsolószerszámok nagyobb költsége jelentős hátrányt mutat az első módszerhez képest. A ha rmadik és egyben legkorszerűbb (legkisebb beruházási és legalacsonyabb üzemeltetési költséget igénylő) módszert a légsodrásos technológiai elv szerint működő forgácslapgyárak je lent ik . Itt a tetszőleges választékit alapanyagból először szintén aprítékot állítanak elő. Ez t azután a második eljárásnál leírtakkal ellentétben nem mikroforgáccsá őrlik tovább, hanem 0,35—0,45 milliméter vastag középforgácsot készítenek. A forgácsolási művelet során tör
vényszerűen keletkező apró szemszerkezetű anyagot később a gyártás további meghatározott fázisaiban (gyantabekeverés, lapképzés) légsodrásos úton k i osztályozzák, és a gyártandó lapok fedőrétegébe juttatják. H a a járulékosan keletkező apróforgács mennyisége nem volna elég, a középforgács anyag egy részének őrlésével pótolják a hiányzó részt. I lyen formán ez a technológiai módszer a legszélesebb alapanyag választék feldolgozását teszi lehetővé.
Eddig iekben a borítóforgács előállításának kérdését vizsgáltuk. A középfor-gács előállítása általában sokka l egyszerűbb módon megoldható, hiszen it t n i n csenek o lyan minőségi követelmények, min t a fedőforgács esetében. A hagyományos lapkás, tűzifából előállított forgácsanyag mellett m a mindinkább e l terjedőben van a bármilyen darabos faválasztékból (tűzifa, erdei apríték, darabos fűrészüzemi hulladék) előállított középforgács alkalmazása.
Összefoglalóan elmondhatjuk, hogy a fejlett technológiai módszerekkel működő forgácslapgyárak mindenféle választékban megjelenő faanyagot jó hatásf o k k a l fe l tudnak dolgozni. Ez t a megállapítást azonban nem szabad úgy értelmezni, hogy egy-egy választékon belül válogatás nélkül, mindenféle méretű anyag beszállítható a forgácslapgyárba. E z korántsem így van, mer t :
1. A forgácsológépek befogadóképessége (a beadagoló garat mérete) mindenko r határt szab a feldolgozható faanyag vastagsági méretének, és az anyag tér-görbeségének. A tűzifa bármely helyén mérve 15 cm-nél nagyobb húrméretű, vagy átmérőjű ne legyen, mert az említett méret mellett előforduló térgörbeség együttesen általában már megközelíti a forgácsolók maximális, 30 cm-es befogadóképességét. A vastagabb, vagy görbébb anyag jelenléte akadályozza az automatizált forgácsaprítást. Gondo l junk csak arra, hogy a szombathelyi forgácslapgyárakban a rekonstrukció után óránként kereken 40 m 3 faanyagot k e l l összeaprítani. A böhönc kiválogatása i l yen anyagtömeg mellett szinte megoldhatat lan. H a viszont a forgácsológéphez jut a méreten felüli anyag, könnyen okozhat törést a berendezésekben. A böhönc kiválogatását, vagy a faanyagnak a kívánt méretre való hasítását a tűzifa termelésénél k e l l elvégezni.
2. A forgácsológépek befogadóképessége nemcsak a faanyag vastagságát ha tárolja be, hanem a hosszúságot is. A késtárcsás forgácsaprítók — amelyek tűzifából lapkás forgácsot állítanak elő — olyan adagoló berendezésűek, amelyek max. 110 cm hosszú faanyag befogadására alkalmasak. A z o k a forgácslapgyárak, ahol i l y e n gépek üzemelnek, csak legfeljebb + 10 cm túlméretes tűzifát tudnak felhasználni. (A szombathelyi forgácslapgyárak rekonstrukciójánál i lyen gépeket építenek be.)
3. A faanyagnak a gyáron belül való mozgatása m a már szinte mindenhol t e l jesen gépesített. A vagonokból való kirakodás, vagy tehergépkocsik lerakodása markolós d a r u k k a l történik. Ezek a rakodógépek az ömlesztetten szállított anyagok rakodására nem alkalmasak. Ebből következik, hogy p l . a fűrészüzemi h u l ladék szállítása és fogadása csak kötegelt formában oldható meg. Elképzelhető az is, hogy a fűrészüzemi hulladékot a keletkezés helyén aprítékká dolgozzák fel , és így adják át a forgácslapgyárnak.
Külön k e l l szólni az erdei aprítéknak, min t egyfajta választéknak az előállításáról. A z erdőben való apríték gyártásnál tulajdonképpen a forgácslaptermelés egyik műveletét végzik. Feltétlenül szükséges, hogy a gyártástechnológia ezzel kapcsolatos igényeit minden tekintetben kielégítsék az erdőgazdaságok. N e m mindegy többek között, hogy m i l y e n méretű aprítékot állítanak elő, m i lyen nedvességű anyagot aprítanak. A z apríték méretének igazodnia k e l l a forgácslapgyártás technológiája által megkívánt forgácshosszhoz. A z apríték nedvességtar ta lma erősen befolyásolja annak portartalmát és szemszerkezetét. A forgácslapgyártásban ezek az alapanyagjellemzők fontos szerepet játszanak. A z erdei
aprítéktermelés megszervezése (még az aprítógép kiválasztása is) csakis az érdekelt erdőgazdaság és forgácslapgyártás teljes együttműködésével oldható meg.
A z erdőgazdaságok számára sok előnyt jelenthet az, ha a faanyagot 2—3 m hosszban tudják termelni és szállítani. Ennek a íaválasztéknak feldolgozása az aprítékos technológiára berendezett gyárakban megoldottnak tekinthető, persze annak hangsúlyozásával, hogy a térgörbeség szabta kívánalmakat i t t is be k e l l tartani .
Minőség
A íorgácslapgyártáshoz használandó faanyag fiziológiai értelemben vett minőségét nagyon egyszerűen meg lehet határozni. Csak egészséges, f i z i k a i és mechanika i tulajdonságaiban nem károsodott faanyagot dolgozhat fe l az ipar . A forgácslemeztől a felhasználók a szabványokban rögzített f i z iko-mechan ika i követelmények kielégítését kívánják meg. Természetes, hogy csak egészséges faanyag felhasználása teszi lehetővé ennek az igénynek kielégítését.
A faanyagminőség fogalomkörében k e l l fogla lkoznunk a kérgezés problémájával. A forgácslap műszaki tulajdonságainak biztosítása érdekében a felületen nem minden esetben engedhető meg a kéreg jelenléte. A fának ez a része a ned vességgel szemben kevésbé ellenálló, jobban dagad, min t a fa többi része, s z i lárdsága is kisebb. Ezek a körülmények vezettek oda korábban, hogy a fedőréteget adó faanyag kérgezését kötelezőnek mondta k i a gyártástechnológia. A kérgezés problémája hazai v i szonyaink között — ahol zömmel kemény lombos anyagot dolgoz fe l a forgácslemezipar — különösen nagy jelentőségű és megol dása nem egyszerű feladat. A kemény lombos fák kérgezésekor nem anny i r a a nagyobb energiaszükséglet és a kérgezőszerszámak fokozott igénybevétele jelent i a problémát, m i n t inkább a faanyag szabálytalan alakja. A z t gondolom, m a még egyetlen kérgezőgéptípus •— legyen az külföldi, vagy hazai gyártmány •— sem képes arra, hogy bármilyen alakú (hasáb vagy dorong, térgörbe, vagy g ö csös) anyagot, bármilyen nedvességtartalom mellett kielégítően kérgezni tudjon . N e m problémamentes ezen felül a kéreg hasznosítása sem. A z egyetlen egyszerű módszer — az eltüzelés —• sem könnyű dolog téli időszakban, a m i k o r a kéreg nedvességtartalma igen magas.
A kérgezéssel összefüggő, előbb felsorolt problémákat a forgácslapgyártás technológiájának továbbfejlesztése oldotta meg. M a már m i n d kevesebb forgácslapüzemben kérgezik a fát. E r r e a f inom felületű forgácslapok gyártásának kialakulása adott lehetőséget. A kéregnek a forgácslap felületén kifejtett k e d vezőtlen tulajdonságai akkor szembeötlőek, ha az egyes kéregdarabok felülete meghaladja a 10 mm 2 - t , vagy a forgácsanyag kéregtartalma magasabb, m i n t 10%. A f inom felületű forgácslapok gyártásában alkalmazot t forgács szemszerkezete, és annak előállítása során a lkalmazot t osztályozási módszer eleve kizárja a nagyobb kéregdarabok jelenlétét. Megfigyelések szerint a száraz kéreganyag erősen e lpor l ik az aprítási műveletek során és ez a por a szitálásnál k ies ik a forgácsanyagból, csökkentve ezzel a természetes faanyag kéregtartalmát.
összefoglalva rögzíthetjük tehát, hogy a ma i korszerű gyártási eljárások feleslegessé teszik a faanyag kérgezését.
Fafaj
E l v b e n minden fafaj a lkalmas forgácslapgyártásra. A z alkalmasság mértéke azonban már korántsem egyforma. A z egyes fafajták anatómiai, f i z ika i , mechan ika i és kémiai tulajdonságainak különbözőségéből adódnak az eltérések. Csak néhányat — a legfontosabbakat •— lássunk ezekből a különbözőségekből.
A iából előállított elemi forgács tulajdonsága alapvető a forgácslapgyártásban. A forgács a lak i tulajdonsága sokban függ a fafajtól. A gyűrűs likacsú fák forgácsa sokka l apróbb, mint a fenyőké, vagy a szórtlikacsúaké. (A gyűrűslika-csú fáknál az edények átvágásával a forgács szélességi mérete csökken.) Tudott dolog, hogy az egyes fák megmunkálhatósága — ezzel összefüggésben forgá-csolhatósága — nem egyforma. Egyes fák kémiai hatása is eltérő. A tölgyfélék csersavtartalma jelentős befolyást gyakorol a műgyanta katalizálására, gyorsítja a kondenzációs folyamatot. A nyár és fűzfélék lúgos kémhatásúak, s e tulajdonságnak éppen ellentétes hatása van a ragasztásra, mint a tölgy esetében említettük. A z egyes fafajok fülledékenysége alapvetően befolyásolja a feldolgozás időszakát. A bükk, gyertyán, éger felhasználása nem maradhat a késő nyári időszakra, mert akkorra már romlanak minőségükben.
Igen lényeges a forgácslapgyártás technológiája szempontjából az egyes fa-fajták térfogatsúlyában jelentkező különbözőség. M i v e l ez a kérdés hazai adottságaink miat t alapvető fontosságú, szükséges, hogy részletesebben elemezzük. A forgácslapgyártásban a kész termék műszaki tulajdonságainak b iz tosítása érdekében a természetes fához viszonyítva bizonyos túltömörítést végeznek a préselési művelet során. Ennek az eredménye, hogy a kész forgácslemez térfogatsúlya magasabb, m i n t az azt felépítő faanyagé. N e m k e l l különösen indokolni , hogy a forgácslemezből készült szerkezeteknél előnyt jelent, ha azoknak a súlya minél kisebb. Ebből következik, hogy a kemény lombos fából gyártott forgácslemez bizonyos hátrányban van a fenyő, vagy lágy lombos fákból készített termékkel szemben. A térfogatsúlyprobléma azonban nem annyi ra az említett szerkezeti súly esetében jelentkezik, hanem inkább gyártástechnológiai gondokat okoz akkor, ha többféle, egymástól eltérő térfogatsúlyú anyagot használunk fel a termelésben.
A forgácslapgyártás folyamatában a forgácsanyagot pontos adagolással v isz-szük egyik gyártási helyről a másikra. Szükséges p l . , hogy a ragasztóanyag állandó mennyiségben kerüljön a forgácsok felületére, vagy fontos követelmény, hogy a kész lemez térfogatsúlya minimális ingadozást mutasson. Ezeknek a technológiai követelményeknek eleget tenni csak úgy lehet, hogy a gyártósoron végigfutó forgácsáramot akár súly, akár térfogat szerint működő mérőberendezésekkel adagoljuk. Ez a mérési és adagolási művelet azonban lehetetlenül, m i helyt változik a forgácsanyag fafajösszetétele. Nyilvánvalóan más súly és térfogatviszonyok adódnak akkor, ha p l . az eredetileg 10%-ban cser és 90%-ban nyár összetételű forgácselegyben az arányok 90% cser és 10% nyárra változnak. Még komplikáltabb helyzet adódik, ha a forgácselegy négy-öt fafajból tevődik össze, és a fafajok aránya állandóan ingadozik. Itt k e l l keresnünk többek között a magyarázatát annak, hogy a forgácslemezgyártás-technológiák általában egynemű fafajra, legfeljebb két fafaj keverésére alakultak k i .
Haza i adottságaink e területen nem kényeztetik el a forgácslemezipart. E r deink vegyes lombos állományaiból sok fafaj kerül k i . Egy-egy fafajból általában nincs olyan tömeg egy korszerű, nagyobb kapacitású üzem alapanyag-vonzási körzetében, hogy annak szükséglete egyetlen fafajból fedezhető volna. (Lásd az 1. táblázat adatait.) Ennek az a következménye, hogy a több fafajból való forgácslapgyártásra k e l l felkészülnünk, számításba véve mindazokat a nehézségeket, amelyek ezzel kapcsolatban jelentkeznek.
Az alapanyagellátás lehetőségei A z előző fejezetben leírtak alapján rögzíthetjük, hogy a fongácslapgyártás
technológiájának fejlesztése következtében m a minden választékú fát fogadni tud az ipar. Nincs szükség továbbá arra, hogy a faanyagot kérgezzük a gyártás
érdekében (csak egészen kivételes minőségi előírások jelentkezésekor), megol dottnak tekinthetjük azt, hogy a legtöbb fafaj bevihető a gyártásba. V a n n a k azonban o lyan adottságok, amelyek által támasztott technológiai nehézségeket csak külön intézkedésekkel lehet elhárítani. így p l . a több fafaj együttes bedolgozását csak a k k o r lehet eredményesen megoldani , ha e területen az erdőgazdálkodás az ipar segítségére siet.
A z előzőkben részletesen szóltunk arról, hogy az egyes fafajok kémiai, tárói-hatósági, megmunikálhatósági és térfogatsúlybeli eltérései a gyártásban nem hagyhatók f igyelmen kívül. A z említett különbözőségek összehangolását az ipar csak úgy tudja megoldani , ha a fafajokat a gyártási receptura által előírt arányban keverve v isz i be a feldolgozásba. E z a követelmény csak úgy valósítható meg, ha a forgácslapgyárban tárolt faanyagkészlet összetétele biztosítja a technológiai előírások betartását. Ennek érdekében az erdőgazdaságoknak a forgácslapgyártás alapanyagát fafajcsoportonként elkülönítve k e l l az iparhoz beszállítaniuk, va lamin t o lyan mélységig szervezett szállítást k e l l biztosítaniuk, hogy a fafaj összetétel a gyártási receptura előírásainak megfelelően legyen biztosítható.
Ennél a pontnál elérkeztünk az erdőgazdálkodás és a forgácslapgyártás kap csolatának egyik lényeges részéhez. A korszerű, nagyüzemi forgácslapgyártás alapanyaggal való ellátása korszerű fakitermeléssel és szállítási lehetőségekkel rendelkező erdőgazdálkodást kíván. Hiába történik fejlesztés a forgácslapgyártás területén és hiába rendelkezik az erdőgazdaság megfelelő mennyiségű fa-tőkével, ha ennek az anyagnak a kiszolgálása n e m megfelelő, az ipar nem működhet eredményesen. Szükséges erről a kérdésről nyomatékosan szólni, mert eddigi tapasztalataink szerint a jelenlegi , lényegesen alacsonyabb volumenű forgácslaptermelési v iszonyok között sincs minden rendben a faanyag szállítások területén, és várható, hogy a termelés jelentős növekedése súlyos helyzetet teremt az ipa r ütemes anyagellátásában akkor , ha nem történik hathatós intézkedés az erdőgazdálkodás keretein belül a forgácslapipari fejlesztésekkel egyedében.
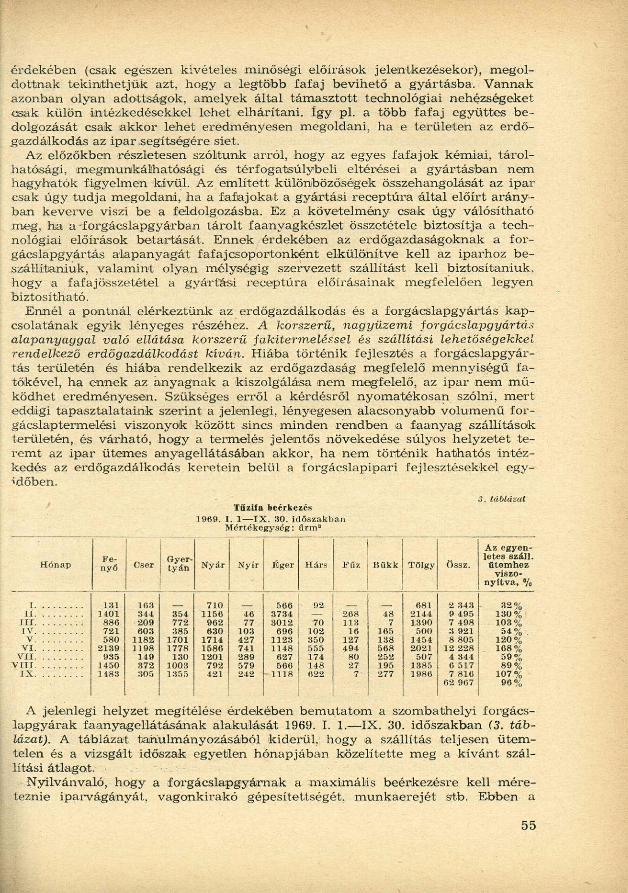
3. táblázat T ű z i f a b e é r k e z é s
1 9 6 9 . I . 1 — I X . 3 0 . i d ő s z a k b a n M é r t é k e g y s é g : ű r m 3
H ó n a p F e n y ő C s e r
G y e r t y á n N y á r N y í r figer H á r s F ű z B ü k k T ö l g y ö s s z .
A z e g y e n l e t e s s z á l l ,
ü t e m h e z v i s z o
n y í t v a , %
I 1 3 1 1 6 3 7 1 0 5 6 6 9 2 6 8 1 2 3 4 3 3 2 % I I 1 4 0 1 3 4 4 3 5 4 1 1 5 6 4 6 3 7 3 4 — 2 6 8 4 8 2 1 4 4 9 4 9 5 1 3 0 %
I I I 8 8 6 2 0 9 7 7 2 9 6 2 7 7 3 0 1 2 7 0 1 1 3 7 1 3 9 0 7 4 9 8 1 0 3 % I V 7 2 1 6 0 3 3 8 5 6 3 0 1 0 3 6 9 6 1 0 2 1 6 1 6 5 5 0 0 3 9 2 1 5 4 % .
V 5 8 0 1 1 8 2 1 7 0 1 1 7 1 4 4 2 7 1 1 2 3 3 5 0 1 2 7 1 3 8 1 4 5 4 8 8 0 5 1 2 0 % V I 2 1 3 9 1 1 9 8 1 7 7 8 1 5 8 6 7 4 1 1 1 4 8 5 5 5 4 9 4 5 6 8 2 0 2 1 1 2 2 2 8 1 6 8 %
V I I 9 3 5 1 4 9 1 3 0 1 2 0 1 2 8 9 6 2 7 1 7 4 8 0 2 5 2 5 0 7 4 3 4 4 5 9 % r ' l l l 1 4 5 0 3 7 2 1 0 0 3 7 9 2 5 7 9 5 6 6 1 4 8 2 7 1 9 5 1 3 8 5 6 5 1 7 8 9 %
I X . 1 4 8 3 3 0 5 1 3 5 5 4 2 1 2 4 2 1 1 1 8 6 2 2 7 2 7 7 1 9 8 6 7 8 1 6 1 0 7 % 6 2 9 0 7 9 6 %
A jelenlegi helyzet megítélése érdekében bemutatom a szombathelyi forgácslapgyárak faanyagellátásának alakulását 1969. I. 1.—IX. 30. időszakban (3. táblázat). A táblázat tanulmányozásából kiderül, hogy a szállítás teljesen ütemtelen és a vizsgált időszak egyetlen hónapjában közelítette meg a kívánt szállítási átlagot.
Nyilvánvaló, hogy a forgácslapgyárnak a maximális beérkezésre k e l l méreteznie iparvágányát, vagonkirakó gépesítettségét, munkaerejét stb. Ebben a
helyzetben rengeteg gondot jelent a bemutatott ütemtelen szállítás már most is, amikor viszonylag nem nagy volumenű anyagbeérkezésről van szó. Egyszer hónapokon keresztül kihasználatlan a munkaerő és a gép, máskor pedig állandó túlórázással sem lehet levezetni a zúdulásszerű szállításokat. H a az erdőgazdaságok szállítókészsége a későbbi években is változatlan maradna, akkor a szombathelyi forgácslapgyárak rekonstrukciója után a havonként beszállítandó fa anyag mennyisége az előző táblázatban adott ingadozások alapján 7300 űrm és 39 000 űrm között váltakoznék. Természetes, ezt a megterhelést az ipa r nem tudja elviselni . Sürgősen szükség van tehát arra, hogy az erdőgazdaságok megfelelő műszaki fejlesztéssel megteremtsék szállítási készségüknek az időjárástól, egyéb szezonmunkáktól (pl. aratás) való függetlenítését.
A z előbbi táblázat tanulmányozása arról is meggyőz bennünket, hogy a szállítás egyéb részleteiben is döntő fordulatot k e l l elérni a jövőben. N e m szabad annak előfordulnia, hogy a fülledékeny fafajok nagy tömegű beszállítása éppen arra az időre essék, amikor feldolgozását már be kellet t volna fejezni.
A forgácslemezipar fejlesztése megkezdődött és rövid időn belül jelentősen segíteni fog az erdőgazdaságoknak abban, hogy alacsonyabbrendű faanyagukat értékesíthessék. Szükséges azonban, hogy az erdőgazdaságok is felkészüljenek az ipar alapanyaggal való ellátására. Szükséges, hogy jól átlássák: a magyar erdők természeti adottsága miatt a sokféle faanyag feldolgozása olyan technik a i és műszaki igényeket támaszt a forgácslap gyártástechnológiával szemben, amelyeket egyelőre az ipar csak úgy tud megoldani, iha segítséget kap az erdőgazdaságtól a technológiai szervezettség megteremtéséhez. A z egymásra utaltság ezen a területen egyértelmű. A megoldás siettetése az iparnak és az erdőgazdaságoknak elsőrendű anyagi érdeke.
A forgácslapgyártás perspektívája
1970. január 1-ével hazánkban 90 000 m : l forgácslap termelő kapacitást számíthatunk, éspedig:
Budapest i Falemezművek 25 000 ni. 3
Vásárosnamény 22 000 m 3
Sopron 7 000 m 3
Szombathely 36 000 m">
Összesen: 90 000 m -
A már elhatározott fejlesztő beruházásokat alapulvéve, va lamint a meglevő kapacitástartalékok kihasználására is számítva, 1973 végére a következő for gácslaptermelést várhatjuk:
Budapesti Falemezművek 30 000 m Vásárosnamény 30 000 m :
Sopron 13 000 m Szombathely 110 000 m :
Egyéb fejlesztések 25 000 m
Összesen: 208 000 m : l
A fejlődés tehát igen jelentős lesz, várhatóan megkétszereződik (131%-kal emelkedik) a termelés. E z a forgácslaptermelési volumen 300 000 m 3 faanyag felhasználását fogja biztosítani.
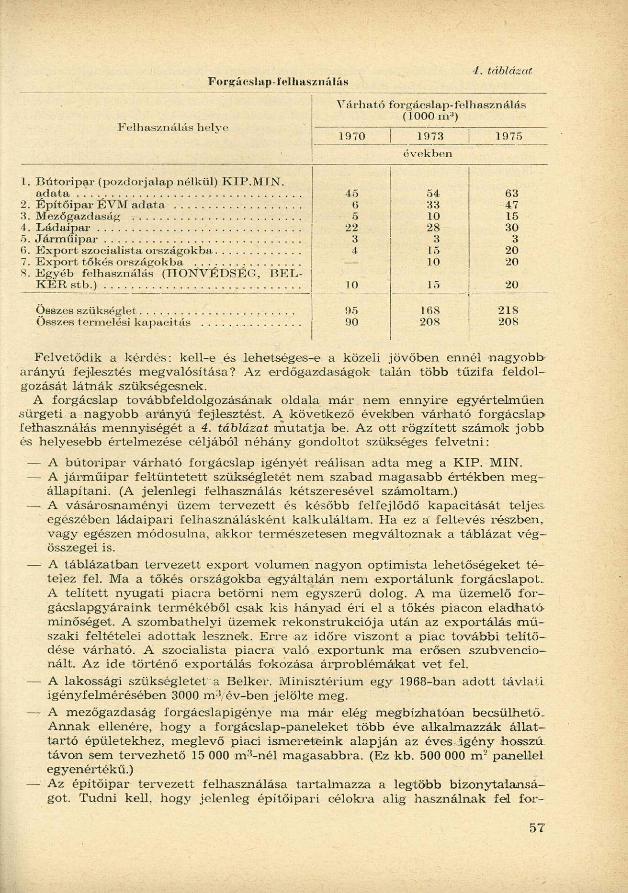
Forgácslap-felhasználás 4. táblázat
Felhasználás he lye
Várható forgácslap-felhasználás (1000 m 3 )
1970 1973 1975 években
45 54 63 6 33 47 5 10 15
22 28 30 3 3 3 4 15 20
— 10 20
10 15 20
95 168 218 90 208 208
1. Bútoripar (pozdor ja lap nélkül) K I P . M I X . a d a t a
2. Épí tőipar É V M a d a t a 3. Mezőgazdasúg 4. Lédaipar 5. Járműipar 6. E x p o r t s zoc ia l i s t a országokba 7. E x p o r t tőkés országokba 8. E g y é b felhasználás ( H O N V É D S É G , B E D
K E R stb.) •
Összes szükséglel Összes iermelési kapacitás
Felvetődik a kérdés: kel l -e és lehetséges-e a közeli jövőben ennél n a g y o b b arányú fejlesztés megvalósítása? A z erdőgazdaságok talán több tűzifa fe ldo l gozását látnák szükségesnek.
A forgácslap továbbfeldolgozásának oldala már nem ennyi re egyértelműen sürgeti a nagyobb arányú fejlesztést. A következő években várható forgácslap felhasználás mennyiségét a 4. táblázat muta t ja be. A z ott rögzített számok jobb és helyesebb értelmezése céljából néhány gondoltot szükséges fe lve tn i :
— A bútoripar várható forgácslap igényét reálisan adta meg a K I P . M I N . — A járműipar feltüntetett szükségletét nem szabad magasabb értékben m e g
állapítani. (A jelenlegi felhasználás kétszeresével számoltam.) — A vásárosnaményi üzem tervezett és később felfejlődő kapacitását teljes
egészében ládaipari felhasználásként kalkuláltam. H a ez a feltevés részben, vagy egészen módosulna, akkor természetesen megváltoznak a táblázat vég összegei is.
— A táblázatban tervezett export vo lumen nagyon optimista lehetőségeket tételez fel . M a a tőkés országokba egyáltalán nem exportálunk forgácslapot. A telített nyugat i piacra betörni nem egyszerű dolog. A m a üzemelő fo r gácslapgyáraink termékéből csak kis hányad éri e l a tőkés piacon eladihaté minőséget. A szombathelyi üzemek rekonstrukciója után az exportálás m ű szaki feltételei adottak lesznek. E r r e az időre viszont a piac további telítődése várható. A szocialista p iacra való expor tunk m a erősen szubvenc io nált. A z ide történő exportálás fokozása árproblémákat vet fel .
— A lakossági szükségletet a Belker . Minisztérium egy 1968-ban adott távlati igényfelmérésében 3000 m : J , év-ben jelölte meg.
—- A mezőgazdaság forgácslapigénye ma már elég megbízhatóan becsülhető. A n n a k ellenére, hogy a forgácslap-paneleket több éve alkalmazzák állattartó épületekhez, meglevő piac i ismereteink alapján az éves igény hosszú, távon sem tervezhető 15 000 m : ,-nél magasabbra. (Ez kb . 500 000 m 2 pane l le i egyenértékű.)
— A z építőipar tervezett felhasználása tar ta lmazza a legtöbb bizonytalanságot. T u d n i k e l l , hogy jelenleg építőipari célokra a l ig használnak fel for-
gácslapot. A z 1973-ra megadott mennyiség felhasználása ma feltételezés, melynek realitását a következők előrebocsátásával k e l l elfogadni. A fából készülő válaszfalak tervezésére szolgáló irányelveket 1969. novemberében adta k i az ÉVM. A prototípusok tervezése ezt követően kezdődött e l . A következő hónapok feladata a legolcsóbb, műszakilag legjobb megoldások keresése, hatósági engedélyeztetése. M a sem az ÉVM területén, sem a MÉM faipari területén nincs olyan üzem, amely új belépő kapacitásként 25 000 m 3 forgácslemezt válaszfallá (kb. 700 000 m 2) tudna feldolgozni. A z i l y e n üzem létesítése (a beruházási hi te l biztosítása, a tervezés és k iv i t e lezés) még hátralevő feladat. A forgácslemeznek az építőipar egyéb területén való felhasználás (aj tó lapgyártás, felvonulási épületek stb.) az előbbiekben leírtakkal egyező okok miat t ma csak elméletben lehetséges, gyakor la t i lag még nincs gyártó bázis itt sem.
A 4. táblázat és a hozzá fűzött megállapítások arról győzhettek meg bennünket , hogy a jelenleg folyamatban levő forgácslapipari fejlesztések megvalósulása idején átmenetileg feszültség fog jelentkezni a forgácslemez piacon. Ez a túlkínálat 1975-re abban az esetben tud csak egyensúlyba kerülni, ha időközben az építőipari felhasználás megoldásához szükséges járulékos beruházások megvalósulnak. Ez a megállapítás egyben a már elhatározott fejlesztéseken túlmenő beruházások esélyeit is tisztázza: csak akkor szabad újabb forgácslapgyárak építésébe kezdeni, ha biztosított a továbbfeldolgozó ipar létrehozása,
Szükséges pár szóban foglalkozni az építőipari forgácslemez minőségének kérdéseivel is. G y a k r a n hal lani , hogy az építőipar valamiféle olcsóbb, gyengébb minőségű forgácslemezzel is megelégszik. Ebből aztán olyan következtetést von nak le, hogy az építőipar számára egyszerűbb, primitívebb üzemekben is lehet forgácslapot termelni , nem szükséges korszerű technológiát a lkalmazni , és ezért olcsón lehet beruházni. N e m kívánok vitázni technológiai és beruházási kérdések felett, azt azonban le k e l l szögezni, hogy az építőipar területén felhasználható forgácsleniez semmivel nem lehet gyengébb minőségű, min t a bútoripa r i termék. A külső építési célokat szolgáló forgácslemezektől (pl. mezőgazdasági építőpanelektől) lényegesen magasabb f iz iko-mechanikai tulajdonságokat kívánunk meg, min t a hagyományos lemez esetében. A z i lyen lemeznek vízállónak, gomba- és tűzállónak k e l l lennie. Szilárdsági értékeit az időjárás behatása ellenére is meg k e l l tartania. Ezt az igényt csak korszerű termék tudja kielégíteni . A belső válaszfalak esetében az olcsó felületkezeléssel is elérhető egyenletes, nem narancsos falfelületet csak jó minőségű — lehetőleg mikroforgáosos felületű — lemezekkel lehet biztosítani. A z építőipai' — az előzőkben leírtakból kivehetően -— jelentős mennyiségű vékony forgácslemezt igényel válaszfalak céljára. Szakemberek előtt nem kétséges, hogy a vékony lemezek gyártása ko r szerű gyártósoron oldható csak meg.
Többé-kevésbé választ kaphatunk így azokra a kérdésekre is, amelyek sokszor foglalkoztatják az erdőgazdasági szakembereket, érdemes-e kis kapacitású forgácslapüzemeket építeni a jövőben? Véleményem szerint a már meglevő üzemek és az elhatározott fejlesztések forgácslap termelése 1973-ban megszünteti a forgácslemez piacon a hiánygazdálkodást. Biztosra vehető, hogy ezt követően á további igények már nem az alárendelt minőségű forgácslemezből fognak jelentkezni . Korszerű forgácslapgyártást gazdaságosan csak közép-és nagykapacitású üzemekben lehet megoldani. A nagy kapacitású üzemek létesítésének legnyomósabb ellenérvét — a faanyag szállítási költségek kedvezőtlen alakulását — bőven lehet ellensúlyozni a korszerű gyártás számtalan előnyével.
M a a világon létesülő új íorgácslapgyórak kapacitása állandó emelkedést m u tat. A z N D K - b a n p l . 150 000 m 3 / év kapacitású gyár építését végzik. A z N S Z K -beli Báhre cég nap i 1500 m 3 -es kapacitású üzemeket szállít több új beruházáshoz. A magas technika i bázist, a termelékeny gyártást csak a közép- és nagy üzemek tudják gazdaságosan biztosítani. E z elől a kétségtelenül meglevő világtendencia elől m i sem térhetünk k i , és n e m is lenne okos f igye lmen kívül hagyni . Elhibázott dolog vo lna a beruházáshoz rendelkezésre álló anyagi erőnke t elaprózni, k i s termelékenységű, nem a világszínvonalon álló gyárberendezések létesítéseié. E g y önálló dolgozat keretei lennének csak elegendőek részletesen elemezni a k i s és nagyüzemek közgazdasági és műszaki összehasonlítását, az érvek és ellenérvek felsorakoztatását. Néhány, az erdőgazdaságok nézőpontjából fontos gondolatot azonban mégis megemlítek a teljességre való törekvés igénye nélkül.
A z erdőgazdaságokat a forgácslapgyártás két megfontolásból érdekelheti: a) i p a r i tevékenység létrehozását, v a g y bővítését tervezik , b) saját maguk kényszerülnek megoldani tűzifájuk és hulladékfájuk i p a r i
feldolgozását. Bármelyik eset áll fenn, a beruházás elhatározása előtt nyilvánvalóan elkészül
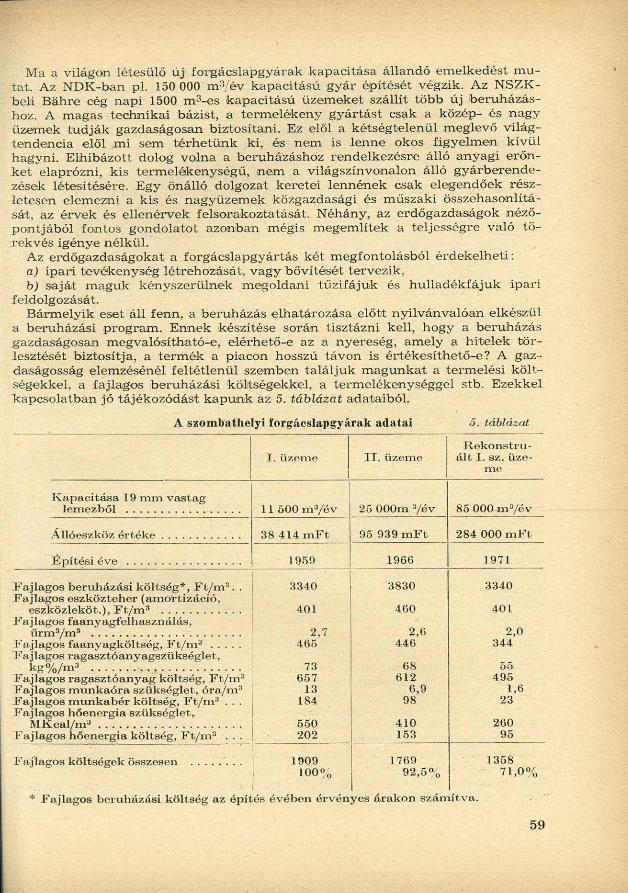
a beruházási p rogram. E n n e k készítése során tisztázni k e l l , hogy a beruházás gazdaságosan megvalósítható-e, elérhető-e az a nyereség, amely a h i te lek törlesztését biztosítja, a termék a p iacon hosszú távon is értékesíthető-e? A gazdaságosság elemzésénél feltétlenül szemben találjuk magunka t a termelési költségekkel, a fajlagos beruházási költségekkel, a termelékenységgel stb. E z e k k e l kapcsolatban j ó tájékozódást k a p u n k az 5. táblázat adataiból.
A szombathelyi forgácslapgyárak adatai 5. táblázat
I . üzeme I I . üzeme R e k o n s t r u
ált I . sz. üzeme
Kapaci tása 19 m m v a s t a g 11 500 m 3 / ó v 25 OOOm 3 / ó v 85 000 m 3 / é v
Ál lóeszköz értéke 38 414 m F t 95 939 m F t 284 000 m F t
1959 1966 1971
F a j l a g o s beruházási költség*, F t / m 3 . . Fa j l agos eszközteher (amort izáció,
F a j l a g o s faanyagfelhasználás,
F a j l a g o s faanyagköltség, F t / m 3
F a j l a g o s ragasztóanyagszükséglet, k g % / m 3
F a j l a g o s ragasztóanyag költség, F t / m 3
Faj lagos munkaóra szükséglet, ó r a / m 3
F a j l a g o s munkabér költség, F t / m 3 . . . F a j l a g o s hőenergia szükséglet,
M K c a l / m 3
Fa j l agos hőenergia költség, F t / m 3 . . .
3340
401
2,7 465
73 657
13 184
550 202
3830
460
2,6 446
68 612
6,9 98
410 153
3340
401
2,0 344
55 495
1,6 23
260 95
1909 100%
1769 92,5 %
1358 7 1 , 0 %
* Fa j l agos beruházási költség az építés évében érvényes árakon számítva.
A táblázathoz magyarázatként a következő megjegyzések tartoznak: — A 10 500 m ; i-es üzem ma is gazdaságosan termel. A táblázatban is szerepel
tetett rekonstrukció mégis elkerülhetetlen, mert a forgácslapgyári termelés bővülésével együttjáró piaci konkurrenciát nem bírja el a jövőben. Egy — a napjainkban épülő — hasonló műszaki és gazdaságossági színvonalat
. képviselő üzem ugyani lyen gondokkal találná magát szemben néhány év múlva.
— A z I. számú üzem helyére épülő 85 000 m ; 1-es gyár a ma ismert legkorszerűbb gyártástechnológiával dolgozik majd. Ennek eredményeként jelentősen jobb gazdaságosságot ér el, mint a vele összehasonlított üzemek. A nagyobb nyereség révén nagyobb fejlesztési alap képződik, amely arányaiban is kedvezőbb beruházási lehetőségeket biztosít a kapacitások további, későbbi fejlesztésére.
— A z l-es és Il-es üzemek beruházásánál a korábbi években határozottan törekedtünk arra, hogy a gépek minél nagyobb hányada hazai tervek alapján,, i t thon készüljön. A rekonstrukció során megvalósuló üzemet kompletten külföldi gépekkel, i l letve külföldi tervek alapján it thon legyártott egyszerűbb berendezésekkel építjük meg.
— A gyárberendezéssel együtt megvásárolt K n o w - h o w garanciát ad számunkra az 5. táblázatban közölt fajlagos mutatók elérésére, melyeket hazai tervezésű gépekkel és technológiával eddig megközelíteni sem tudtunk.
— F e l ke l l f igyelni arra is, hogy a kompletten vásárolt berendezés fajlagos, beruházási költségei nem haladják meg a koráhbi években épített üzemekét — sőt ha a feltüntetett költségeket az építések ideje óta bekövetkezett áremelkedésekkel korrigáljuk, a nagy kapacitású üzem fajlagos beruházási költségei igen kedvezőnek mondhatók.
Felvetődik ezek után, hogyan lehet összeegyeztetni a nagy kapacitású gyárak építésének gondolatát a szétszórtan jelentkező alapanyag forrásokkal? Hogyan lehet egy-egy erdőgazdasági központi rakodó és manipuláló telep hulladékát és tűzifáját gazdaságosan forgácslappá feldolgozni? A megoldás az eddig e l mondottak alapján véleményem szerint a következő lehetne. Néhány (a forgácslap szükséglettől függő számú) központi üzem kb. 100 km-es átlagos távolságáról gazdaságosan fel tudja venni az erdőgazdaságok tűzifáját és hulladékát. A tűzifának az üzemhez való szállítása — akár gépkocsival, akár vasúton — megoldott kérdés, legfeljebb a c ikk első részében felvetett fejlesztéseket k e l l végrehajtani a szállítókészség javítása érdekében. A fafeldolgozó üzemekben keletkező hulladék szállításának megoldásához 0 2 erdőgazdaságoknak csak apríték előállítására kellene berendezkedniük.
Összefoglaló: Hazai forgácslemeziparunk igen jelentős fejlesztést kezdett. 1973-ra termelési kapacitása megkétszereződik. A forgácslaptermelés fe j lesztésével párhuzamosan azonban korszerűsíteni k e l l erdőgazdaságaink faki termelését és szállító készségét, mert a jelenlegi műszaki színvonalukon nem képesek modern forgácslapgyár kiszolgálására. Annál inkább is szükséges minden anyagi erőt az erdőgazdaságok korszerűsítésére fordítani, mert az idő nagyon rövid addig, amikorra a forgácslapipar az elkezdett fejlesztését befejezi.
A további iparfejlesztéseket megelőzően nagyon gondosan mérlegelni k e l l a várható piaci igényeket, és a továbbfeldolgozó bázis bővítése nélkül nem szabad új üzemeket építeni.
A fejlesztést — a világtendenciával egyezően — csak közép- és nagy kapaci tású üzemek építésével szabad megvalósítani.





























