Embed Size (px)
Citation preview

15
BAB 2
LANDASAN TEORI
2.1 Manajemen Operasi
2.1.1 Pengertian Manajemen Operasi
Menurut Heizer dan Render (2014 : 3), manajemen operasi adalah serangkaian
aktivitas yang menghasilkan nilai dalam bentuk barang dan jasa dengan mengubah input
menjadi output. Menurut Tampubolon (2014:14), Manajemen operasional didefenisikan
sebagai manajemen proses konversi, dengan bantuan fasilitas seperti ; tanah, tenaga kerja,
modal dan manajemen masukan (input) yang diubah menjadi keluaran yang diinginkan
berupa barang atau jasa/layanan.
Menurut Daft (2006:216), mendefinisikan Manajemen Operasi sebagai bidang
manajemen yang mengkhususkan pada produksi barang. Artinya kegiatan operasi hanya
berfokus pada kegiatan memproduksi barang dan memecahkan masalah-masalah yang
berkaitan dengan sektor produksi.
Dari beberapa definisi diatas, dapat diambil persamaan bahwa manajemen operasi
merupakan kegiatan proses menghasilkan produk baik barang maupun jasa dengan
mengalokasikan sumber daya yang ada pada proses kegiatan produksi yang dimulai dari
tahap input dan diakhiri dengan tahap output guna menghasilkan produk yang bernilai.
Menurut Heizer dan Render (2014 : 04), untuk menghasilkan barang dan jasa, semua
jenis organisasi menjalankan tiga fungsi. Fungsi – fungsi ini merupakan hal penting, bukan
hanya untuk proses produksi, tetapi juga demi kelangsungan hidup sebuah organisasi. Fungsi-
fungsi ini adalah sebagai berikut.
1. Pemasaran yang menghasilkan permintaan, paling tidak, menerima pemesanan untuk
sebuah barang atau jasa (tidak aka nada aktivitas jika tidak ada penjualan).
2. Produksi/operasi yang menghasilkan produk.
3. Keuangan/akuntansi yang mengawasi sehat tidaknya sebuah organisasi, membayar
tagihan dan mengumuplkan keuangan.
2.1.2 Pentingnya Manajemen Operasi
Menurut Heizer dan Render yang diterjemahkan oleh Sungkono, C. (2014 : 5),
terdapat empat alasan utama dalam mempelajari manajemen operasi, yaitu:

16
1. Manajemen operasi adalah satu dari tiga fungsi utama dari setiap organisasidan
berhubungan secara utuh dengan semua fungsi bisnis lainnya. Semua organisasi
memasarkan (menjual), membiayai (mencatat laba rugi), dan memproduksi
(mengoperasikan), maka sangat penting untuk mengetahui bagaimana aktivitas
manajemen operasi berjalan. Karena itu pula, dengan mempelajari manajemen
operasi dapat mempelajari bagaimana orang-orang mengorganisasikan diri mereka
bagi perusahaan yang produktif.
2. Untuk mengetahui bagaimana barang dan jasa diproduksi.
3. Untuk memahami apa yang dikerjakan oleh manajer operasi.
Karena manajemen operasi merupakan bagian yang paling banyak menghabiskan biaya
dalam sebuah organisasi.
2.2 Pengendalian
2.2.1 Pengertian Pengendalian
Menurut Koontz dan O’donell dalam Fattah (2007: 175) “controlling is the measuring
and correcting of activities of subordinates to assure that events conform to plants”atau
pengendalian adalah pengukuran dan koreksi kinerja dalam rangka untuk memastikan tujuan-
tujuan perusahaan dan rencana yang dirancang tercapai.
Sedangkan menurut Siagian dalam Fattah (2007: 176) “pengendalian adalah proses
pengamatan dari pada pelaksanaan seluruh kegiatan organisasi untuk menjamin agar semua
pekerjaan yang sedang dilakukan berjalan sesuai dengan rencana yang telah ditetapkan”.
Menurut Evans dan Lindsay (2007;236) pengendalian diperlukan karena adanya 2
alasan yaitu :
1. Pengendalian merupakan dasar bagi manajemen kerja harian yang efektif bagi
semua tingkatan.
2. Perbaikan jangka panjang tidak dapat diterapkan pada suatu proses kecuali proses
tersebut terkendali dengan baik.
Suatu system pengendalian mempunyai 3 komponen Evans dan Lindsay (2007: 236)
yaitu :
1. Standart atau tujuan
2. Cara untuk mengukur keberhasilan
3. Perbandingan antara hasil sebenarnya dengan standar, serta umpan balik guna
membentuk dasar untuk tindakan korektif.

17 Jadi dari pengertian diatas, dapat disimpulkan pengendalian adalah pengamatan, pengukuran,
dan koreksi kinerja agar semua pekerjaan berjalan dengan baik dan tujuan perusahaan
tercapai.
2.2.2 Jenis – Jenis Pengendalian
Menurut Ernie dan Saefullah (2005:327), jenis pengawasan terbagi 3 yaitu:
1. Pengawasan Awal
Pengawasan yang dilakukan pada saat dimulainya pelaksanaan pekerjaan. Ini
dilakukan untuk mencegah terjadinya penyimpangan dalam pelaksanaan pekerjaan.
2. Pengawasan Proses
Pengawasan dilakukan pada saat sebuah proses pekerjaan tengah berlangsung untuk
memastikan apakah pekerjaan yang dilaksanakan sesuai dengan tujuan yang
ditetapkan.
3. Pengawasan Akhir
Pengawasan yang dilakukan pada saat akhir proses pengerjaan pekerjaan
2.2.3 Langkah – Langkah Pengendalian
Dalam melakukan pengendalian ada 4 langkah yang digunakan Evans dan Lindsay
(2007: 236) yaitu:
1. Menentukan standard (setting standard)
Menentukan standard mutu biaya (cost quality), standard mutu kerja (performance
quality), standard mutu keamanan (safety quality), standard mutu keandalan
(reliability quality) yang diperlukan untuk suatu produk.
2. Menilai kesesuaian (appraising conformance)
Membandingkan kesesuaian dari produk yang dibuat dengan standard yang telah
ditetapkan.
3. Bertindak bila perlu (acting when necessary)
Mengoreksi masalah dan penyebabnya melalui faktor-faktor yang mencakup
marketing, desain, engineering , produksi, dan pemeliharaan factor-faktor yang
mempengaruhi kepuasan pelanggan.
4. Merencanakan perbaikan (planning for improvement)
Merencanakan suatu upaya yang berlanjut untuk memperbaiki standard biaya, kinerja,
keamanan, dan keandalan.

18 2.3 Kualitas
2.3.1 Definisi Kualitas
Menurut Tampubolon (2014:96), Definisi dari kualitas adalah kemampuan suatu
produk, baik itu barang maupun jasa/layanan untuk memenuhi keinginan pelanggannya.
Sehingga setiap barang atau jasa selalu diacu untuk memenuhi keinginan pelanggannya.
Menurut Heizer dan Render (2014:244) Kualitas (quality) adalah “keseluruhan fitur
dan karakteristik produk atau jasa yang mampu memuaskan kebutuhan yang terlihat atau
tersamar”. Menurut Prawirosentono (2007:5) pengertian kualitas suatu produk adalah
“keadaan fisik, fungsi dan sifat suatu produk yang bersangkutan yang dapat memenuhi selera
dan kebutuhan konsumen dengan memuaskan sesuai dengan nilai uang yang dikeluarkan”.
Persamaan dari beberapa ahli diatas ada tiga yaitu memuaskan atau memenuhi selera
dan kebutuhan konsumen baik barang maupun jasa. Jadi, pengertian kualitas itu sendiri bisa
disimpulkan sebagai keseluruhan barang ataupun jasa yang diharapkan dapat memberikan
kepuasan orang yang menggunakannya.
2.3.2 Faktor – Faktor yang Mempengaruhi Kualitas
Menurut Assauri (2008) faktor – faktor yang memengaruhi kualitas adalah :
a. Fungsi suatu barang
Suatu barang yang dihasilkan hendaknya memerhatikan fungsi untuk apa barang
tersebut digunakan atau dimaksudkan, karena pemenuhan fungsi tersebut
memengaruhi kepuasan para pelanggan. Mutu yang hendak dicapai sesuai dengan
fungsi untuk apa barang tersebut digunakan, tercermin pada spesifikasi dari
barang tersebut seperti kecepatan, daya tahan, kegunaannya, berat, bunyi, mudah
atau tidaknya perawatan dan kepercayaan.
b. Wujud luar
Walaupun barang yang dihasilkan secara teknis atau mekanis telah maju, tetapi
bila wujud luarnya kuno atau kurang dapat diterima, maka akan menyebabkan
barang tersebut tidak disenangi oleh konsumen karena dianggap mutunya kurang
memenuhi syarat.
c. Biaya barang
Umumnya biaya dan harga suatu barang akan menentukan kualitas barang
tersebut. Hal ini terlihat dari barang – barang yang mempunyai biaya atau harga
yang mahal, dapat menunjukkan bahwa kualitas barang tersebut relatif lebih baik.
Menurut Yamit(2005:349) faktor – faktor yang mempengaruhi kualitas adalah:

19
a. Fasilitas operasi seperti kondisi fisik bangungan
b. Peralatan dan perlengkapan
c. Bahan baku dan material
d. Pekerjaan ataupun staf organisasi
Jadi dapat disimpulkan faktor yang mempengaruhi kualitas terdapat pada hasil
jadi suatu barang yang di produksi sudah pasti dipengaruhi oleh proses produksi dari awal
sampai ahir yang menjadikan barang tersebut berkualitas atau tidak.
2.3.3 Dimensi Kualitas
Dimensi kualitas merupakan factor pengukuran yang dipakai untuk menilai
kualitas. Montgomery ( 2009:4), menyatakan bahwa ada delapan dimensi kualitas. Delapan
dimensi kualitas tersebut adalah :
1. Performance (Kinerja)
Adalah karakteristik dasar dari sebuah produk.
2. Durability (Daya tahan)
Daya tahan adalah lamanya sebuah produk bertahan sebelum produk tersebut harus
diganti. Semakin besar frekuensi pemakaian konsumen terhadap produk, maka
semakin besar pula daya tahan produk
3. Conformance (Kesesuaian)
Kesesuaian kinerja dan mutu produk dengan standar, minimalisasi kecacatan produk
4. Perceived Quality (Mutu atau kualitas yang diterima)
Mutu atau kualitas yang diterima dan dirasakan oleh konsumen
5. Features (Fitur)
Karakteristik produk yang dirancang untuk menyempurnakan fungsi produk atau
menambah ketertarikan konsumen terhadap produk.
6. Aesthetic (Estetika)
Penampilan produk yang bisa dilihat dari tampak, rasa, bau, dan bentuk dari produk.
7. Reability (Reabilitas)
Probabilitas bahwa produk akan bekerja dengan memuaskan atau tidak dalam periode
waktu tertentu. Semakin kecil kemungkinnan terjadinya kerusakan, maka produk
tersebut dapat diandalkan.
8. Serviceability (Kemudahan Perbaikan)
Kemudahan service atau perbaikan produk ketika dibutuhkan
20 2.3.4 Pengaruh Kualitas
Menurut Heizer dan Render (2014:245), ada tiga alasan pentingnya kualitas bagi
sebuah perusahaan untuk terus dapat bertahan di dalam sebuah pasar, yaitu:
1. Reputasi Perusahaan
Kualitas dari sebuah produk sangat mempengaruhi reputasi perusahaan. Kualitas
produk yang baik akan membuat reputasi perusahaan meningkat dan sebaliknya
kualitas yang kurang baik akan membuat reputasi perusahaan menjadi buruk.
2. Keandalan Produk
Kualitas produk yang baik dan andal akan digemari dan disukai oleh para
konsumennya. Konsumen yang menyukai produk yang dibuat oleh perusahaan
biasanya akan kembali membeli produk tersebut. Keandalan produk merupakan salah
satu faktor penting bagi perusahaan untuk meningkatkan loyalitas konsumen.
3. Keterlibatan Global
Di masa teknologi seperti sekarang ini, kualitas adalah suatu perhatian Internasional.
Bagi perusahaan dan negara yang ingin bersaing secara efektif pada ekonomi global,
maka produk mereka harus memenuhi harapan kualitas, desain, dan harga global
2.4 Pengendalian Kualitas
2.4.1 Definisi Pengendalian Kualitas
Menurut Vincent Gasperz (2005;480), pengendalian kualitas adalah “teknik dan
aktivitas operasional yang digunakan untuk memenuhi standar kualitas yang diharapkan”.
Menurut Irvan Julia Hanum Rukmini (2006:2,) Pengendalian kualitas adalah suatu system
yang dikembangkan untuk menjaga standar yang uniform dari kualitas hasil produksi, pada
tingkat biaya yang minimum dan merupakan bantuan untuk mencapai efesiensi perusahaan.
Menurut Rusdiana (2014:221), pengendalian kualitas adalah teknik dan aktivitas
operasional yang digunakan untuk memenuhi persyaratan kualitas.
Berdasarkan pengertian diatas, maka dapat disimpulkan bahwa pengendalian kualitas
adalah suatu teknik dan aktivitas/tindakan yang terencana yang dilakukan untuk mencapai,
mempertahankan dan mengikatkan kualitas suatu produk dan jasa agar sesuai dengan standar
yang telah ditetapkan dan dapat memenuhi kepuasan konsumen.
2.4.2 Manfaat dan Tujuan Pengendalian Kualitas
Tampubolon (2014:96), merupakan tugas bagi operasional dalam menentukan titik
kritis untuk memusatkan perhatian dalam proses produksi, agar mutu dari hasil produksi

21 dapat dipenuhi. Pencapaian target mutu akan bermanfaat bagi perusahaan di dalam
menempatkan posisinya di pasaran(market position).
Dengan demikian mutu bermanfaat bagi perusahaan dalam penentuan :
1. Reputasi perusahaan (company Reputation); apabila posisi perusahaan dapat sebagai
pemimpin pasar (market leader), keadaan ini menunjukan bahwa mutu perusahaan
dibandingkan pesaing lainnya. Sebaliknya apabila perusahaan hanya pengikut
pasar(market follower) maka perusahaan harus berusaha mengendalikan mutu
produknya untuk lebih baik lagi (market reposition). Dengan demikian mutu sangat
bermanfaat di dalam membentuk reputasi perusahaan, melalui mutu hasil
produksinya.
2. Pertanggungjawaban produk (product liability), merupakan suatu tantangan bagi
perusahaan di dalam memasarkan suatu produk, apabila produk menimbulkan
permasalahan bagi pelanggan atau pasar, adalah merupakan tanggung jawab dari
perusahaan secara material maupun secara moral.
3. Aspek global (Global Implikasi), dalam era globalisasi yang diatikan bahwa setiap
barang atau jasa yang dipasarkan secara internasional harus mampu bersaing di dalam
mutu, dan dari segi harga yang lebih murah, serta desain yang sesuai dengan
permintaan pasar internasional, akibatnya adalah bahwa aspek global akan
berpengaruh secara langsung terhadap mutu suatu hasil dari proses operasional.
Wignjosoebroto (2006:256), Dengan melaksanakan manajemen kualitas sebaik-
baiknya, maka banyak keuntungan yang bisa diperoleh perusahaan, antara lain:
1. Meningkatkan efesiensi dan produktivitas kerja.
2. Mengurangi kehilangan-kehilangan (losses) dalam proses kerja yang dilakukan,
seperti mengurangi waste product atau menghilangkan waktu-waktu yang tidak
produktif.
3. Menekan biaya dan save money
4. Menjaga agar penjualan (sales) akan tetap meningkat, sehingga profit tetap diperoleh
(meningkatkan potensi daya saing).
5. Meningkatkan realibilitas produk yang dihasilkan.
6. Memperbaiki moral pekerja agar tetap tinggi.
Berdasarkan pengertian diatas tujuan dari pengendalian kualitas adalah untuk
mengembangkan perusahaan itu sendiri agar mendapatkan kepuasan oleh konsumen dan
meningkatkan profit yang didapat melalui hasil dari pengendalian kualitas tersebut.

22 2.5 Produk
Menurut Alma (2007:139), produk adalah seperangkat atribut baik berwujud maupun
tidak berwujud. Termasuk didalamnya masalah warna, harga, nama baik pabrik, nama baik
took yang menjual (pengecer), dan pelayanan pabrik serta pelayanan pengecer, yang diterima
oleh pembeli guna memuaskan keinginannya.
Menurut Kotler dan Keller dalam buku benyamin molan (2007:4), produk adalah
segala sesuatu yang ditawarkan ke pasar untuk memuaskan keinginan atau kebutuhan..
Pengertian produk menurut Kotler dan Armstrong (2010:253) adalah “segala sesuatu yang
dapat ditawarkan ke pasar untuk mendaptkan perhatian , dibeli, digunakan atau dikonsumsi
yang dapat memuaskan keinginan dan kebutuhan. Produk meliputi objek secara fisik, jasa,
orang , tempat , organisasi, dan ide”.
Persamaan dari definisi diatas adalah produk adalah sesuatu yang ditawarkan ke pasar
untuk memenuhi kebutuhan atau keinginan pasar tersebut..
Terdapat 3 aspek dari produk yang perlu diperhatikan Kotler dan Amstrong
(2010:253):
1. Produk inti
Produk inti merupakan manfaat inti yang ditampilan oleh suatu produk kepada
konsuomen dalam memenuhi kebutuhan serta keinginannya.
2. Produk yang diperluas (Augmented Product)
Produk yang diperluas merupakan manfaat tambahan diluar produk inti disebut
produk yang diperluas. Tambahan manfaat itu berupa pemasangan instalasi,
pemeliharaan, pemberian garansi serta pengirimannya.
3. Produk formal
Produk formal adalah produk yang merupakan “penampilan atau perwujudan” dari
produk inti maupun perluasan produk. Produk formal inilah yang dikenal
pembeli sebagai daya tarik yang tampak langsung atau tangible offer dimata
konsumen. Terdapat 5 komponen yang terdapat pada produk formal yaitu :
- Desain/bentuk/coraknya
- Daya tahan/mutunya
- Daya tarik/keistimewaan
- Pengemasan/bungkus
- Nama merek/brand name
Kebanyakan produk di produksi untuk melayani konsumen yang dapat
diklasifikasikan sebagai:
23
1. Produk Konsumen
Produk konsumen adalah produk yang tersedia secara luas bagi konsumen,
sering dibeli oleh konsumen, dan sangat mudah didapat.
2. Produk Belanja
Produk belanja berbeda dengan produk konsumen karena produk belanja
tidak sering dibeli. Ketika konsumen bersiap untuk membeli produk belanja,
pertama mereka akan berkeliling melihat perbandingan kualitas dan harga
dari produk pesaing.
3. Produk Spesial
Produk spesial adalah produk yang dimaksudkan untuk konsumen tertentu
yang spesial dan oleh karenanya memerlukan upaya khusus untuk membelinya.
2.6 Statistical Process Control (SPC)
2.6.1 Pengertian Statistical Process Control (SPC)
Render dan Heizer (2005:286), Statistical process control merupakan sebuah teknik
statistik yang digunakan secara luas untuk memastikan bahwa proses memenuhi standart.
Dengan kata lain, Statistical Process Control merupakan sebuah proses yang digunakan
untuk mengawasi standart, membuat pengukuran dan mengambil tindakan perbaikan selagi
sebuah produk atau jasa sedang diproduksi.
Pengertian lain dari Statistical Process Control menurut pendapat Vincent Gasperz
(2005) adalah suatu metodologi pengumpulan dan analisis data kualitas, serta penentuan dan
interpretasi pengukuran-pengukuran yang menjelaskan tentang proses dalam suatu sistem
industri, untuk meningkatkan kualitas dari output guna memenuhi kebutuhan dan ekspektasi
pelanggan. Pengertian Statitstical Process Control menurut assauri (2004:219), adalah suatu
system yang dikembangkan untuk menjaga standart yang uniform dari kualitas hasil
produksi, pada tingkat biaya yang minimum dan merupakan bantuan untuk mencapai
efesiensi.
Dari pengertian diatas dapat diambil persamaan bahwa Statistical Process Control
adalah alat untuk mengawasi standart kualitas suatu produk.
2.6.2 Fungsi dan Tujuan Statistical Process Control (SPC)
Statistical Process Control menurut Render dan Heizer (2006:287) mempunyai fungsi
melakukan pengawasan standar, membuat pengukuran, dan mengambil tindakan perbaikan
selagi sebuah produk atau jasa sedang di produksi.
Berikut adalah tujuan utama SPC (Smith, 1995: 4) yaitu :

24
a. Meminimalisir atau menekan biaya produksi. Hal ini dapat tercapai dengan program
memperbaiki proses produksi dari awal. Dengan program ini dapat mengurangi
biaya berhubungan dengan pembuatan penemuan dan memperbaiki proses produksi.
b. Mendapatkan kestabilan dari produk dan jasa yang sesuai dengan spesifikasi produk
dan harapan konsumen. Mengurangi variabelitas produk kepada level cukup sesuai
dengan spesifikasi sehingga barang jadi sesuai seperti yang diharapakan. Kestabilan
ini mengarah kepada proses prediktabilitas, yang mana merupakan keuntungan bagi
perusahaan dengan membantu manajemen mencapai target kuantitas.
c. Menciptakan kesempatan untuk semua anggota organisasi untuk berkontribusi
terhadap peningkatan kualitas.
d. Membantu manajemen dan karyawan produksi membuat keputusan ekonomi tentang
hal-hal yang berpengaruh terhadap proses produksi.
SPC dapat digunakan manajemen maupun pekerja produksi karena SPC mengandung
metode statistik yang memudahkan para ahli dari perusahaan terkait dalam hal pemecahan
masalah. Manajemen dapat menggunakan SPC sebagai alat yang efektif untuk mengurangi
biaya oprasional dan meningkatkna kualitas dengan menggunakan metodenya untuk
mengorganisir dan menerapkan upaya kualitas. Seluruh proses menjadi jelas sehingga
manajer dapat mencapai strategi yang lebih baik untuk target kuantitas. SPC menciptakan
filosifi baru mengenai manajemen, komunikasi lebih terbuka diantara para karyawan demi
kebaikan perusahaan dan produk baru.
SPC juga berguna untuk produktifitas karyawan. Karyawan dapat menggunakan SPC
untuk mengembangkan alat yang efektif demi bekerja lebih efisien. Saat para karyawan
mempelajari SPC, mereka bekerja lebih pintar. Dari kontrol chart, mereka dapat mengetahui
pekerjaan mereka bagus atau tidak. SPC memberikan kesempatan mereka untuk
mempengaruhi proses produksi dan bertanggung jawab atas pekerjaan mereka. SPC dapat
meningkatkan kebanggan karyawan dengan cara memperbolehkan mereka untuk masuk
dalam proses produksi. Pekerja produksi biasanya adalah karyawan yang memenuhi
kualifikasi untuk menentukan baik atau buruk pada setiap proses produksinya.
2.6.3 Teknik Statistical Process Control (SPC)
Teknik-teknik penting dalam SPC termasuk dalam penggunaan (Gerald Smith, 1995: 6)
yaitu :
1. Proses kontrol chart / diagram kontrol untuk mendapatkan dan mempertahankan
statistik pengendalian pada setiap proses.

25
2. Proses pembelajaran kapalititas yang menggunakan kontrol chart / diagram kontrol
untuk mendukung proses kapabilitas dalam hubungan dengan spesifikasi produk dan
permintaan pelanggan.
3. Sampel statistikal sebagai bagian dari rencana self-certification untuk vendor.
4. Studi untuk mengukur kemampuan
5. 7 alat yang digunakan dalam SPC, dapat digunakan untuk menyelesaikan masalah.
Saat SPC membantu menciptakan sebuah produk yang variabelitasnya sangat rendah
tetapi masih dalam batasan spesifikasi, hasil akhir menjadi lebih seragam dan lebih
berkualitas. Yang artinya lebih sedikit barang cacat yang diperbaiki dan lebih sedikit barang
cacat yang diaur ulang, jadi hasil akhir dan keuntungan keduanya meningkat. Penggunaan
SPC oleh karyawan produksi dapat menunjukan kearah proses produksi yang lebih
berkualitas dan memperkecil kesalahan. Pengalaman bekerja dan berpengalaman dengan
menggunakan mesin dapat mengarah kepada pembuatan produk berkualitas, daripada
memperbaiki barang cacat, jadi biaya dapat ditekan. Hal ini dapat mengarah kepada
pengurangan biaya rata-rata, dan hal ini dapat meningkatkan minat pada suatu posisi, dan
banyak lapangan pekerjaan terbuka karena permintaan pelanggan naik.
SPC harus diadopsi sebagai bagian penting dari kebijakan jangka panjang untuk
pengembangan berkelanjutan dalam kualitas sebuah produk dan produktifitas. Jika SPC
terbatas hanya dalam pengguan control chart saja, hasil yang positif akan menjadi tebatas.
Tidak ada cara cepat atau jalan pintas dalam masalah kualitas. Diagram dan teknik SPC akan
menunjukan dimana masalah berada dan menyediakan bantuan dalam hal menemukan
penyebab masalah. Manajemen harus membentuk rangkaian tindakan yang responsif. SPC
dapat diaplikasikan pada area dimana pekerjaan sudah selesai., biasanya digunakan untuk
memecahkan masalah dalam teknik mesin, produksi, inspeksi, manajemen, service, dan
pembukuan. Agar efektif, SPC harus menjadi bagian penting dari perusahaan seperti bagian
dari program pengendalian kualitas. Ini adalah bagian yang penting dalam filosifi baru
menjalankan sebuah bisnis. Manajemen harus merubah pendekatan atasan dan bawahan dan
menciptakan melalui pelatihan yang baik. Sebuah struktur yang dapat bekerjasama pada
setiap tingkatannya.sebuah tingkatan komunikasi baru harus dibentuk, setiap bagian
bertanggung jawab atas bagiannya pada saat produk, dan semangat untuk bekerjasama demi
kebaikan perusahaan tidak boleh dilupakan.
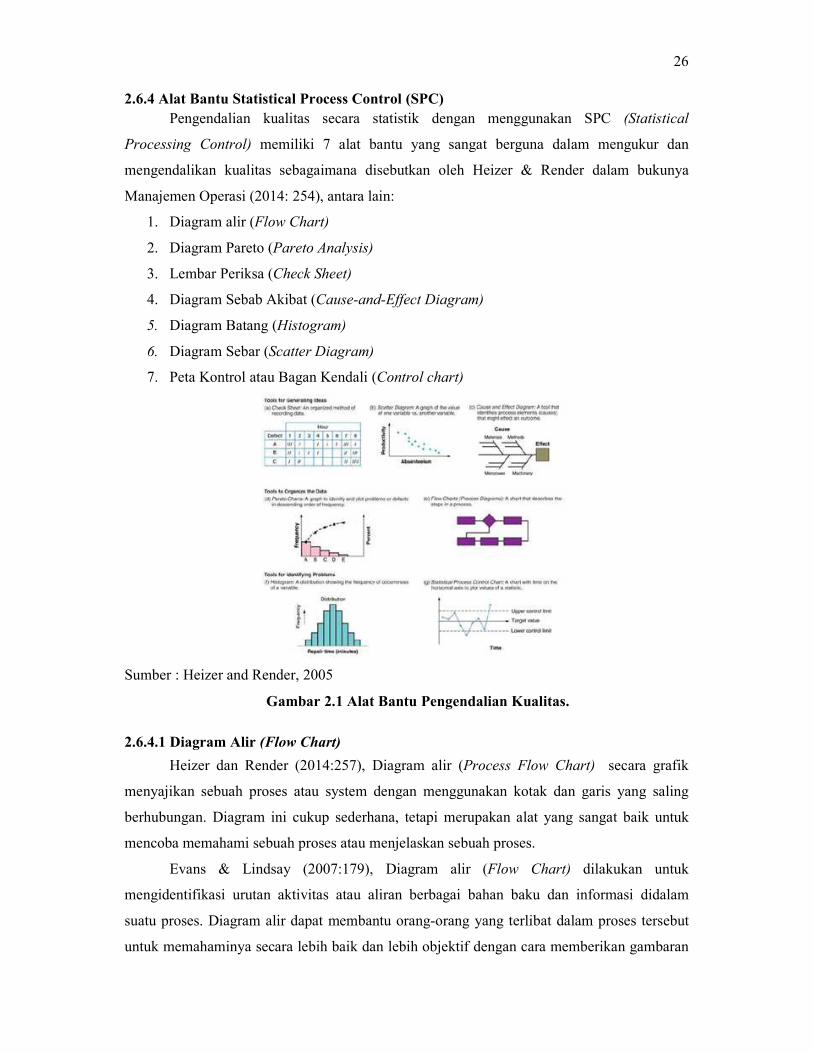
26 2.6.4 Alat Bantu Statistical Process Control (SPC)
Pengendalian kualitas secara statistik dengan menggunakan SPC (Statistical
Processing Control) memiliki 7 alat bantu yang sangat berguna dalam mengukur dan
mengendalikan kualitas sebagaimana disebutkan oleh Heizer & Render dalam bukunya
Manajemen Operasi (2014: 254), antara lain:
1. Diagram alir (Flow Chart)
2. Diagram Pareto (Pareto Analysis)
3. Lembar Periksa (Check Sheet)
4. Diagram Sebab Akibat (Cause-and-Effect Diagram)
5. Diagram Batang (Histogram)
6. Diagram Sebar (Scatter Diagram)
7. Peta Kontrol atau Bagan Kendali (Control chart)
Sumber : Heizer and Render, 2005
Gambar 2.1 Alat Bantu Pengendalian Kualitas.
2.6.4.1 Diagram Alir (Flow Chart)
Heizer dan Render (2014:257), Diagram alir (Process Flow Chart) secara grafik
menyajikan sebuah proses atau system dengan menggunakan kotak dan garis yang saling
berhubungan. Diagram ini cukup sederhana, tetapi merupakan alat yang sangat baik untuk
mencoba memahami sebuah proses atau menjelaskan sebuah proses.
Evans & Lindsay (2007:179), Diagram alir (Flow Chart) dilakukan untuk
mengidentifikasi urutan aktivitas atau aliran berbagai bahan baku dan informasi didalam
suatu proses. Diagram alir dapat membantu orang-orang yang terlibat dalam proses tersebut
untuk memahaminya secara lebih baik dan lebih objektif dengan cara memberikan gambaran
27 mengenai langkah-langkah yang dibutuhkan untuk mengindikasikan bahwa perusahaan dapat
menunjukkan kinerja yang baik dari proses yang dilakukan.
Diagram alir digunakan apabila ada kaitannya dengan hal-hal dibawah ini :
1. Terdapat masalah dalam proses yang ditunjukkan melalui tingkat
performansi proses yang rendah.
2. Memberikan pelatihan kepada karyawan baru.
3. Mengembangkan sistem pengukuran.
4. Menganalisis ketidaksinkronan, kesenjangan, dan lain-lain, yang berkaitan
dengan proses.
5. Landasan untuk perbaikan proses secara terus menerus.
2.6.4.2 Diagram Pareto (Pareto Analysis)
Heizer dan Render (2014:255), Diagram Pareto (Pareto Analysis) adalah sebuah
metode untuk mengelola kesalahan, masalah atas cacat untuk membantu memusatkan
perhatian pada usaha penyelesaian masalah. Diagram ini berdasarkan pekerjaan Vilfredo
Pareto, seorang pakar ekonomi di abad ke-19.Joseph M. Juran mempopulerkan pekerjaan
Pareto dengan menyatakan bahwa 80% permasalahan perusahaan merupakan hasil dari
penyebab yang hanya 20%.
Besterfield (2009:78), Diagram pareto ini merupakan suatu gambaran yang
mengurutkan klasifikasi data dari kiri ke kanan menurut urutan ranking tertinggi hingga
terendah. Hal ini dapat membantu menemukan permasalah yang paling penting untuk segera
diselesaikan (ranking tertinggi) sampai dengan masalah yang tidak harus segera diselesaikan
(ranking terendah) diagram pareto juga dapat mengidentifikasikan masalah yang paling
penting yang mempengaruhi usaha perbaikan kualitas.
Diagram pareto adalah kombinasi dua macam bentuk grafik yaitu grafik kolom dan
grafik garis, berguna untuk:
1. Menunjukkan pokok masalah.
2. Menyatakan perbandingan masing-masing masalah terhadap keseluruhan.
3. Menunjukkan perbandingan masalah sebelum dan sesudah perbaikan.
Untuk membuat diagram pareto, langkah-langkah yang digunakan adalah sebagai
berikut (Besterfield, 2009:80) :
1. Pengklasifikasian data menurut pelaksanaan pekerjaan.

28
2. Tentukan periode waktu yang diperlukan untuk mempelajari dan buat lembar isian
(Check Sheet) yang mencakup periode waktu dari semua klasifikasi data yang
mungkin, kemudian kumpulkan datanya.
3. Untuk tiap kelompok hitunglah data untuk seluruh periode waktu dan catatlah jumlah
totalnya.
4. Gambarlah sumbu horizontal dan vertikal pada kertas grafik. Bagilah sumbu
horizontal ke dalam bagian yang sama, satu bagian untuk tiap kelompok. Skala sumbu
vertikal dibuat sedemikian rupa sehingga titik puncak sumbu vertikal tersebut
menggambarkan suatu jumlah yang sama dengan jumlah total dari semua kelompok.
5. Gambar data ke dalam bentuk kolom. Mulailah dari sisi sebelah kiri dari grafik
tersebut dengan kelompok yang semakin kecil. Bilamana ada kelompok yang disebut
“lain-lain” gamabarkanlah kelompok itu pada bagian yang paling akhir setelah
kelompok yang paling kecil.
6. Gambarlah garis kumulatif. Mulailah dengan menggambar garis diagonal memotong
kolom yang pertama, dengan dimulai dari dasar pada sudut kiri (titik nol). Dari bagian
atas sudut kanan pada kolom pertama, lanjutkan garis ini ke arah yang baru dengan
menggerakkannya ke arah kanan yang jaraknya sama tinggi kolom kedua, dari titik
tersebut tariklah garis lurus untuk ruas berikutnya, teruskan ke arah kanan dengan
jarak yang sama dengan lebar kolom dan menuju ke atas denga jarak yang sama
dengan tingginya kolom ketiga. Ulangi terus samapai ujung sudut kanan paling atas
dari grafik tercapai. Tingginya garis komulatif pada titik ini menggambarkan jumlah
data yang telah di kumpulkan.
7. Buat sumbu vertikal yang lain di sebelah kanan grafik dan buat skala dari 0 sampai
100%. Akhir dari garis kumulatif adalah pada titik yang bertuliskan 100%.
8. Tambahkan keterangan pada diagram pareto tersebut. Jelaskan siapa yang telah
mengumpulkan data tersebut, kapan dan di mana, serta tambahan informasi apa saja
yang penting untuk mengindentifikasi data.
2.6.4.3 Lembar Periksa (Check Sheet)
Heizer dan Render (2014:255), Lembar pengecekan (check sheet) adalah suatu
formulir yang didesain untuk mencatat data.Pencatatan dilakukan sehingga pada saat data
diambil pola dapat dilihat dengan mudah. Lembar pengecekan membantu analisis
menentukan fakta atau pola yang mungkin dapat membantu analisis selanjutnya.
29 Montgomery (2009:199), Check Sheet adalah suatu formulir dimana item-item yang
akan diperiksa telah dicetak dalam formulir dengan maksud agar data dapat dikumpulkan
secara mudah dan ringkas. Tujuan pembuatan Check Sheet adalah menjamin bahwa data
dikumpulkan secara teliti dan akurat untuk dilakukan pengendalian proses dan penyelesaian
masalah. Data dalam lembar pengecekan tersebut nantinya akan digunakan dan dianalisa
secara cepat dan mudah.
Ada beberapa jenis lembar periksa yang digunakan untuk keperluan pengumpulan data
(Wignjosoebroto, 2006:264), yaitu:
1. Production Process Distribution Check Sheet
Lembar periksa ini digunakan untuk mengumpulkan data yang berasal dari proses
produksi atau proses kerja lainnya.
2. Defective Check Sheet
Lembar periksa ini digunakan untuk mengurangi jumlah kesalahan atau cacat yang
ada dalam suatu proses kerja, maka terlebih dulu kita harus mampu
mengidentifikasikan kesalahan-kesalahannya.
3. Defect Location Check Sheet
Lembar periksa ini adalah sejenis lembar pengecekan dimana gambar sketsa dari
benda kerja akan disertakan sehingga lokasi cacat yang terjadi bisa segera
diidentifikasikan.
4. Defective Cause Check Sheet
Lembar periksa ini digunakan untuk menganalisa sebab-sebab terjadinya kesalahan
dari suatu output kerja.
5. Check Up Conformation Check Sheet
Lembar periksa ini lebih menitikberatkan pada karakteristik kualitas atau cacat-cacat
yang terjadi. Lembar periksa ini digunakan untuk melaksanakan semacam general
check up pada akhir proses kerja yang pada intinya untuk lebih meyakinkan apakah
output kerja sudah selesai dikerjakan dengan baik lengkap atau belum.
6. Work Sampling Check Sheet
Lembar periksa ini adalah suatu metode untuk menganalisa waktu kerja.
Dengan demikian, maka penggunaan lembar periksa bertujuan untuk:
1. Memudahkan proses pengumpulan data terutama untuk mengetahui bagaimana
sesuatu masalah sering terjadi.
2. Mengumpulkan data tentang jenis masalah yang sedang terjadi.
30
3. Menyusun data secara otomatis, sehingga data itu dapat dipergunakan dengan mudah.
4. Memisahkan antara opini dan fakta. Kita sering berpikir bahwa kita mengetahui suatu
masalah atau mengganggap bahwa suatu penyebab itu merupakan hal yang paling
penting. Dalam kaitan ini, lembar periksa akan membantu membuktikan opini kita itu,
apakah benar atau salah.
2.6.4.4 Diagram Sebab-Akibat (Cause-and-Effect Diagram)
Besterfield (2009:81), diagram sebab-akibat adalah suatu diagram yang
menggambarkan garis dan simbol-simbol yang menunjukan hubungan antara penyebab dan
akibat suatu masalah, untuk selanjutnya diambil tindakan perbaikan atas masalah tersebut.
Heizer dan Render (2014:255), Diagram Sebab Akibat juga dikenal sebagai diagram
Ishikawa dan Fishbone diagram karena bentuknya menyerupai tulang ikan.Dimana, setiap
tulang mewakili kemungkinan sumber kesalahan. Diagram ini berguna untuk memperlihatkan
faktor-faktor utama yang berpengaruh pada kualitas dan mempunyai akibat pada masalah
yang kita pelajari. Faktor-faktor penyebab utama ini dapat dikelompokkan antara lain:
1. Bahan baku (Material)
2. Mesin (Machine)
3. Tenaga Kerja (Man)
4. Metode (Method)
5. Lingkungan (Environment)
Langkah 0 langkah dalam membuat diagram sebab-akibat (Montgomery, 2009:203):
1. Definisikan masalah yang terjadi pada perusahaan.
2. Gambarlah sebuah garis horizontal dengan suatu tanda panah pada ujung sebelah
kanan dan kotak di depannya. Akibat atau masalah yang ingin dianalisis ditempatkan
dalam kotak.
3. Tulislah penyebab utama (manusia, bahan baku, mesin, lingkungan kerja dan metode)
dalam kotak yang ditempatkan sejajar dan agak jauh dari garis panah utama.
Hubungan kotak tersebut dengan garis panah yang miring ke arah garis panah utama.
Kadang mungkin diperlukan untuk menambahkan lebih dari empat macam penyebab
utama.
4. Tulislah penyebab kecil pada diagram tersebut di sekitar penyebab utama, yang
penyebab kecil tersebut mempunyai pengaruh terhadap penyebab utama. Hubungan
penyebab kecil tersebut dengan sebuah garis panah dari penyebab utama yang
bersangkutan.
31
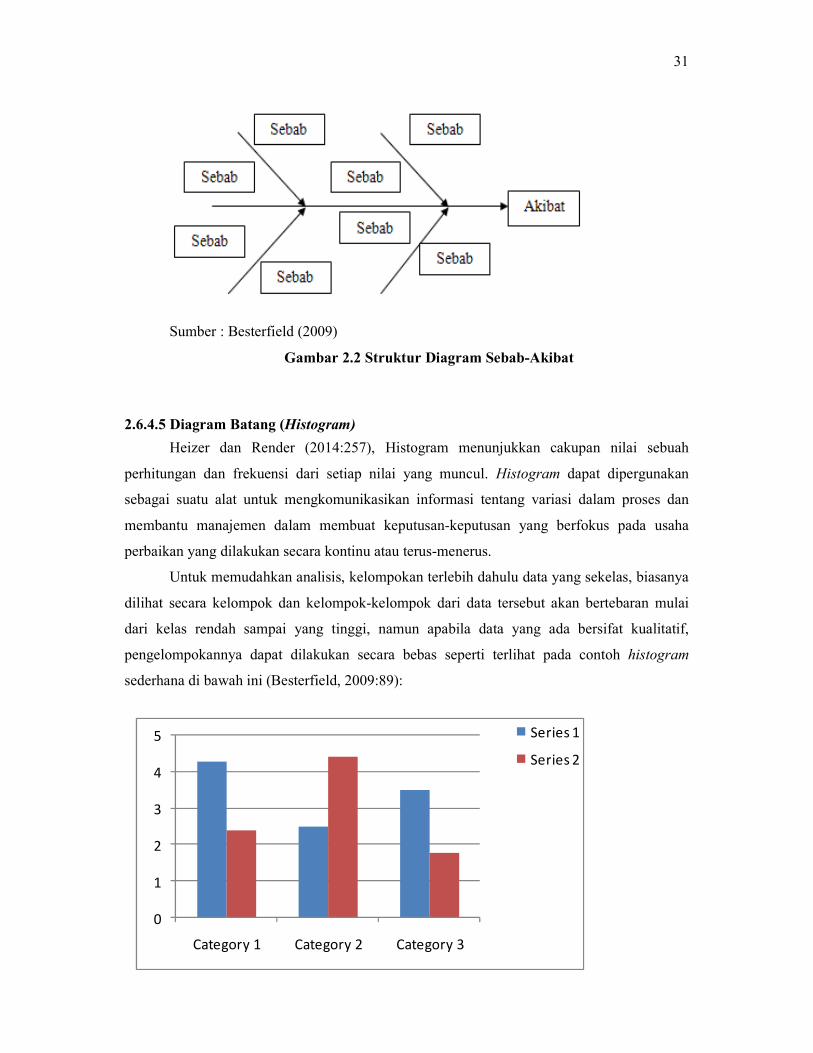
Sumber : Besterfield (2009)
Gambar 2.2 Struktur Diagram Sebab-Akibat
2.6.4.5 Diagram Batang (Histogram)
Heizer dan Render (2014:257), Histogram menunjukkan cakupan nilai sebuah
perhitungan dan frekuensi dari setiap nilai yang muncul. Histogram dapat dipergunakan
sebagai suatu alat untuk mengkomunikasikan informasi tentang variasi dalam proses dan
membantu manajemen dalam membuat keputusan-keputusan yang berfokus pada usaha
perbaikan yang dilakukan secara kontinu atau terus-menerus.
Untuk memudahkan analisis, kelompokan terlebih dahulu data yang sekelas, biasanya
dilihat secara kelompok dan kelompok-kelompok dari data tersebut akan bertebaran mulai
dari kelas rendah sampai yang tinggi, namun apabila data yang ada bersifat kualitatif,
pengelompokannya dapat dilakukan secara bebas seperti terlihat pada contoh histogram
sederhana di bawah ini (Besterfield, 2009:89):
0
1
2
3
4
5
Category 1 Category 2 Category 3
Series 1
Series 2

32
Sumber : Besterfield (2009)
Gambar 2.3 Histogram
2.6.4.6 Diagram Tebar (Scatter Diagram)
Diagram Sebar (Scatter Diagram) adalah grafik yang menampilkan hubungan antara
dua variabel apakah hubungan tersebut kuat atau tidak, yaitu antara faktor proses yang
memengaruhi proses dengan kualitas produk. Diagram sebar menunjukkan hubungan antar-
dua perhitungan (Heizer dan Render, 2014:255).
Besterfield (2009:88), Scatter Diagram merupakan cara paling sederhana untuk
menentukan hubungan antara sebab dan akibat dari dua variabel. Langkah-langkah yang
diambilpun sederhana. Data dikumpulkan dalam bentuk pasangan titik (x,y). Dari titik
tersebut dapat diketahui antara variabel x dan variabel y, apakah terjadi hubungan positif atau
negatif.
Langkah – langkah dalam pembuatan diagram tebar antara lain, yaitu
(Wignjosoebroto, 2006:276):
1. Kumpulkan 20 sampai 100 pasang sampel data yang hubungannya akan kita teliti
dan masukkan dalam table.
2. Gambarkan dua buah sumbu secara vertikal (sumbu y) dan horizontal (sumbu x)
beserta skala dan keterangan. Sumbu y dan sumbu x sebaiknya sama panjangnya
agar diagram mudah dibaca.
3. Gambarkan titik koordinat data tersebut.
Dari penyebaran titik-titik (scatter) dapat dianalisis apakah ada hubungan dari kedua
variabel. Cara membaca atau menganalisa diagram tebar akan cenderung mengikuti 5
model dibawah ini:
1. Korelasi positif
Nilai y akan naik apabila nilai x juga naik. Apabila nilai x terkendali maka nilai y
juga akan terkendali.
2. Adanya gejala korelasi positif
Bila x naik maka y cenderung naik, tetapi dapat pula disebabkan oleh faktor selain
x.
3. Tidak terlihat adanya korelasi
4. Ada gejala korelasi negatif

33
Naiknya x akan menyebabkan kecenderungan turunnya y.
5. Korelasi negatif
Naiknya x akan menyebabkan menurunnya y, sehingga apabila x dapat dikontrol,
maka y juga akan terkontrol.
Sumber : Besterfield (2009)
Gambar 2.4 Diagram Tebar
Untuk meyakinkan bahwa data yang diperoleh berkorelasi maka digunakan analisis
SPSS (Statistical Product and Service Solution).
Menurut Husein Umar (2011:25), penelitian yang dirancang guna menentukan
tingkatan antara hubungan beberapa variabel yang berbeda dalam suatu populasi yang
disebut penelitian korelasi. Penelitian korelasi pearson ini menggunakan teknik korelasi
pearson produt moment yang berarti dapat digunakan untuk menentukan suatu besaran yang
menyatakan bagaimana hubungan kuat antara suatu variabel dengan variabel lainnya.
2.6.4.7 Peta Kontrol atau Bagan Kendali (Control chart)
Peta kendali (Control Chart) adalah gambaran grafik data sejalan dengan waktu yang
menunjukkan batas atas dan bawah proses yang ingin kita kendalikan. Peta kendali dibangun
sedemikian rupa sehingga data baru dapat dibandingkan dengan data masa lalu secara cepat.
Sampel output proses diambil dan rata-rata sampel ini dipetakan pada sebuah diagram yang
memiliki batas. Batas atas dan bawah dalam sebuah diagram kendali bisa dalam satuan
temperatur, tekanan, berat, panjang, dan sebagainya (Heizer dan Render, 2006:268).
Peta kendali dibedakan menjadi dua golongan besar sesuai dengan karakteristik data
yang diobservasi, yaitu Variabel dan Atribut.
1. Data Variabel

34
Data variabel bersifat continyu (continuous distribution). Data ini diukur dalam
satuan-satuan kuantitatif, sebagai contoh:
a. Cycle time yang dibutuhkan untuk melakukan satu proses.
b. Diameter poros,
c. Tinggi badan 100 orang operator, dan lain-lain.
Sifat continuous distribution pada data variable menggambarkan data
berbentuk selang bilangan yang bisa terjadi dalam digit di belakang koma
hingga n digit, tidak dapat dihitung, dan tidak terhingga. Bentuk distribusi
yang rapat seperti ini lebih sensitive terhadap perubahan, namun akan lebih
sulit baik dalam mengidentifikasi apa yang harus diukur juga dalam
pengukuran aktual.
Ada tiga jenis peta kendali yang dapat digunakan dalam data variable,
yaitu :
1. R-chart
R dalam R-chart adalah “range”, yang mengukur beda nilai
terendah dan tertinggi sampel produk yang diobservasi, dan memberi
gambaran mengenai variabilitas proses.
UCL = D4Ŕ
LCL = D3Ŕ
Ŕ =
Dimana : R = range
k = jumlah sampel inspeksi
2. X-chart.
X-chart atau mean chart, memvisualisasikan fluktuasi rata-rata
sampel dan rata-rata dari rata-rata sampel kemudian akan menunjukkan
bagaimana penyimpangan rata-rata sampel dari rata-ratanya.
Penyimpangan ini akan memberi gambaran bagaimana konsistensi proses.
Semakin dekat rata-rata sampel ke nilai rata-ratanya maka proses
cenderung stabil.
ẋ =
UCL = ẋ + A2Ŕ
LCL = ẋ - A2Ŕ
35
Dimana ẋ = rata-rata
n = jumlah sampel
3. S-chart.
S dalam S-chart adalah sigma atau Standard Deviation Chart,
yang digunakan untuk mendeteksi apakah karakteristik proses stabil. Oleh
karena itu, S-chart biasanya diplot bersama dengan X-chart sehingga
memberikan gambaran mengenai variasi proses lebih baik.
UCL = ẋ + z ẋ
LCL = ẋ - z ẋ
Dimana : ẋ = rata-rata rangkap sampel atau nilai target yang ditetapkan
untuk proses
z = jumlah standar deviasi
ẋ= standar deviasi dari rata-rata sampel =
= standar deviasi populasi (proses)
n = ukuran sampel
2. Data Atribut
Data atribut bersifat diskrit (discrete distribution). Data ini umumnya
diukur dengan cara dihitung menggunakan daftar pencacahan atau tally untuk
keperluan pencatatan dan analisis, sebagai contoh:
a. Jumlah cacat dalam satu batch produk,
b. Jenis kelamin (laki-laki/perempuan),
c. Jenis warna (merah,hijau,biru,hitam), dan lain-lain.
Sifat discrete distribution memberi gambaran data atribut berbentuk
bilangan cacah dimana nilai data harus interger atau tidak pecahan, dapat
dihitung, dan terhingga. Pengukuran data atribut akan jauh lebih sederhana
dibandingkan dengan pengukuran data variabel karena data diklasifkasikan
sebagai cacat atau tidak cacat berdasarkan perbandingan dengan standar yang
telah ditetapkan. Pengklasifikasian ini tentunya menjadikan kegiatan inspeksi
lebih ekonomis dan sederhana.
Ada empat jenis peta kendali yang dapat digunakan dalam data atribut,
yaitu:
1. Proportion defective control chart (P-chart).

36
P-chart berarti “proportion”, yaitu proporsi unit-unit yang tidak sesuai
dalam sebuah sampel. Proporsi sampel tidak sesuai didefinisikan sebagai
rasio dari jumlah unit–unit yang tidak sesuai, D, dengan ukuran sampel , n
(Prins,2006).
Jika mengasumsikan bahwa D adalah sebuah variabel random binomial
dengan parameter p tidak diketahui, proporsi cacat dari masing-masing
sampel yang diplotkan dalam peta kendali adalah:
selanjutnya, varians dari statistik ṕ adalah:
Oleh karena itu, P-chart dibuat dengan menggunakan p sebagai
garis pusat dengan batas kendali adalah:
p±3 ( )
2. Number defective control chart (NP-chart).
NP-chart memonitor jumlah cacat itu sendiri. N dalam NP-chart
berarti “number” atau jumlah, yaitu jumlah unit-unit yang tidak sesuai dalam
sebuah sampel. NP-chart hanya menggunakan pengukuran sampel konstan.
Montgomery (2005:279) mengatakan:
“many non-statistically trained personnel find the np-chart easier to
interpret than the usual fraction nonconforming control chart.”
Pada umumnya data jumlah item cacat memang lebih disukai dan
mudah untuk diinterpretasikan dalam pembuatan laporan dibandingkan
dengan data proporsi.
Batas kendali NP-chart dapat dihitung dengan:
np ± 3
dimana : n = ukuran sampel
p = proporsi cacat
Jika nilai standar untuk p tidak tersedia, ṕ dapat digunakan untuk
menghampiri p. Data yang diplotkan adalah jumlah cacat (np), dan ukuran
sampel harus konstan.
3. Defects per count/subgroup control chart (C-chart).
37
C pada C-chartberarti ”count” atau hitung cacat, ini bermaksud
bahwa C-chart dibuat berdasarkan pada banyaknya titik cacat dalam suatu
item. C-chart menghitung banyaknya cacat dalam satu item tersebut atau
menghitung semua kerusakan pada item sampel.
C-chart didasarkan pada distribusi poisson yang pada dasarnya
mensyaratkan bahwa jumlah peluang atau lokasi potensial cacat sangat besar
(tidak terhingga) dan bahwa probability cacat di setiap lokasi menjadi kecil
dan konstan. Selanjutnya prosedur pemeriksaan harus sama untuk setiap
sampel dan dilakukan secara konsisten dari sampel ke sampel
(Montgomery,2005:289).
Batas kendali untuk C-chart adalah c ± 3
Dimana: c = means varians dari distribusi poisson.
Jika nilai standar c tidak tersedia, maka ĉ dapat digunakan untuk
menghampiri c.
4. Defects per unit control chart (U-chart).
U dalam U-chart berarti “unit” cacat dalam kelompok sampel.U-
chart menghitung titik cacat per unit laporan pemeriksaan dalam periode
yang mungkin memiliki ukuran sampel bervariasi (banyak item yang
diperiksa).U-chart digunakan dalam kasus dimana sampel yang diambil
bervariasi atau memang seluruh produk yang dihasilkan akan diuji. Hal ini
berarti bahwa U-chart digunakan jika ukuran sampel lebih dari satu unit atau
mungkin bervariasi dari waktu ke waktu.
Dalam U-chart, kita perlu menghitung terlebih dahulu µ cacat
untuk setiap n sampel, yaitu:
µ i =
Nilai µi inilah yang akan diplotkan dalam peta kendali,
Dimana: xi = jumlah cacat dalam subgrup ke-i
ni = jumlah unit laporan pemeriksaan dalam
subgroup ke-i.
Terdapat dua model untuk penyelesaian U-chart beserta batas-
batas kendalinya, yaitu menggunakan:
1. Model harian/individu, yaitu ū ± 3 =

38
2. Model rata-rata, yaitu ū ± 3 =
2.7 Jenis Kecacatan
Kecacatan pada suatu produk diklasifikasikan kedalam 3 kategori (Evans dan
Lindsay, 2007: 114) yaitu :
1. Cacat kritis
Cacat kritis adalah suatu bentuk cacat dimana penilaian dan pengalaman
mengindikasikan bahwa cacat produk tersebut akan menghasilkan kondisi yang
berbahaya atau tidak aman bagi orang yang menggunakan, menyimpan, atau
tergantung pada produk tersebut, serta membuat produk tersebut tidak dapat
menunjukkan kinerja yang baik.
2. Cacat penting
Cacat penting adalah suatu bentuk cacat yang tidak kritis namun dapat
mengakibatkan kegagalan atau secara material akan mengurangi tingkat
penggunaan unit produk tersebut. Cacat penting dapat mengakibatkan
konsekuensi yang serius ataupun tuntutan hukum, maka jenis cacat ini harus
diawasi dan dikendalikan dengan hati-hati.
3. Cacat kecil
Cacat kecil adalah cacat yang tidak terlalu mengurangi penggunaan suatu
produk, atau mengakibatkan dampak penting pada efektivitas penggunaan atau
pengoperasian produk tersebut. Cacat jenis ini dapat mengakibatkan
ketidakpuasan pelanggan.
2.8 Kerangka Pemikiran
Bahan Baku
Proses Produksi
Pengendalian Proses Produksi dengan
pendekatan Statistical
Process Control

39
Sumber : Hasil Analisis, Juni 2015
Gambar 2.5 Kerangka Pemikiran























![1100131030272000-00528-01 [ sc-116-2007] (11)](https://img.pdfslide.tips/doc/110x75/557200bc49795991699ff953/1100131030272000-00528-01-sc-116-2007-11.jpg)





